

Page 1

Manuale utente
Dialogo con testo in chiaro
HEIDENHAIN
TNC 620
Software NC
340 560-01
340 561-01
340 564-01
Italiano (it)
9/2008
Page 2
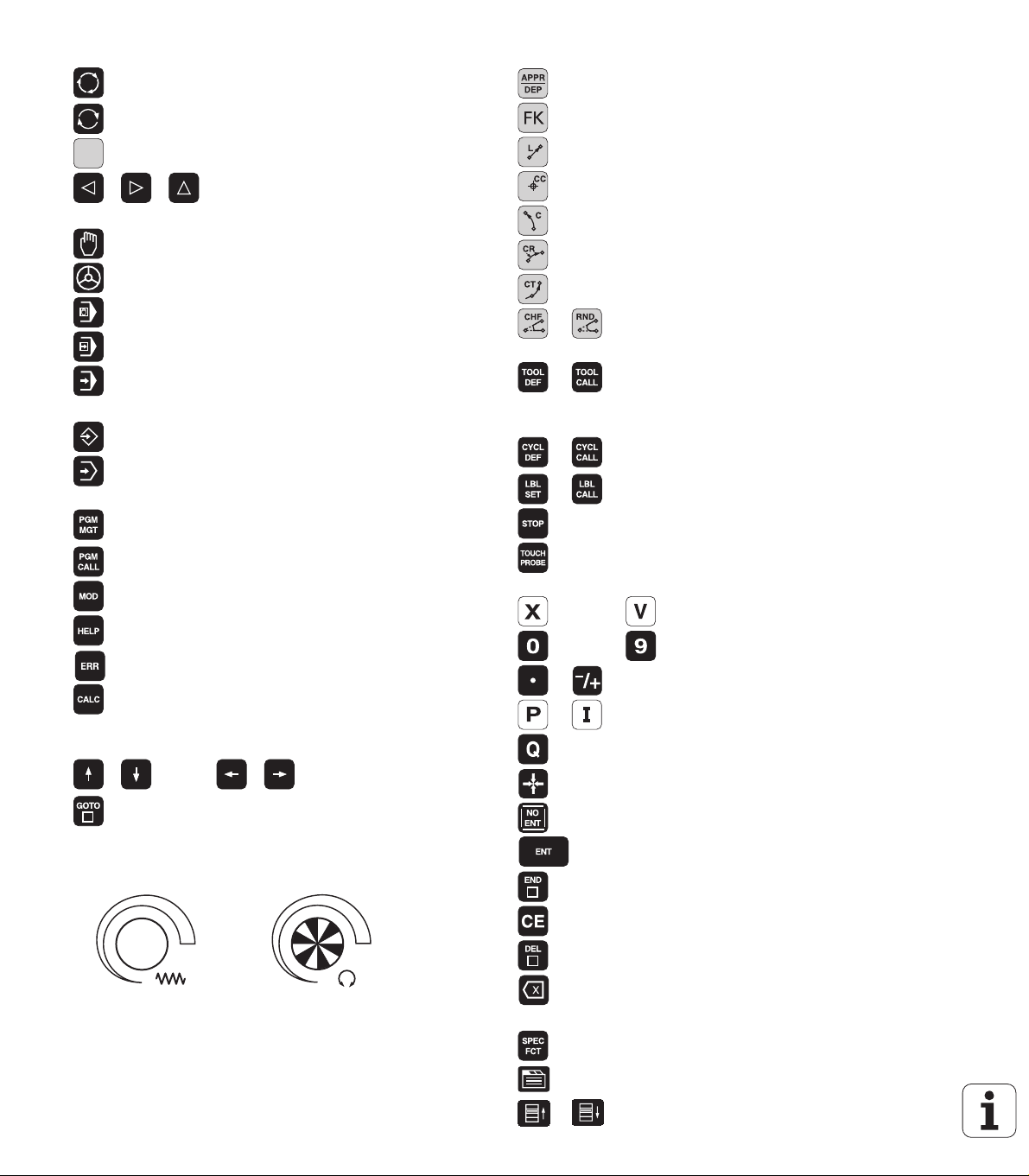
Elementi di comando dell'unità schermo
Selezione divisione schermo
Selezione schermo tra modalità
Macchina e Programmazione
Softkey: selezione funzioni sullo
schermo
Commutazione dei livelli softkey
Selezione modalità Macchina
Funzionamento manuale
Volantino elettronico
Introduzione manuale dati
Esecuzione singola
Esecuzione continua
Selezione modalità Programmazione
Editing programma
Prova programma
Gestione programmi/file, funzioni del TNC
Selezione e cancellazione programmi/file
Trasmissione dati esterna
Definizione della chiamata programma, selezione di
tabelle origini o tabelle punti
Selezione funzione MOD
Visualizzazione di testi ausiliari per messaggi di
errore NC
Visualizzazione di tutti i messaggi d'errore
Funzione calcolatrice
Spostamento del cursore e selezione diretta di blocchi,
cicli e funzioni parametriche
Spostamento del cursore
(campo chiaro)
Selezione diretta di blocchi, cicli e di funzioni
parametriche
Potenziometri di regolazione per avanzamento/numero di
giri mandrino
100
0
1
S %
50
50
100
0
1
F %
50
50
Programmazione movimenti traiettoria
Posizionamento sul e distacco dal profilo
Programmazione libera dei profili FK
Retta
Centro del cerchio/polo per coordinate polari
Traiettoria circolare intorno al centro del cerchio
Traiettoria circolare con indicazione del raggio
Traiettoria circolare con raccordo tangenziale
Smusso/Arrotondamento spigoli
Dati sugli utensili
Inserimento e chiamata lunghezza e raggio
utensile
Cicli, sottoprogrammi e ripetizioni di blocchi di
programma
Definizione e chiamata cicli
Inserimento e chiamata di sottoprogrammi e
di ripetizioni di blocchi di programma
Programmazione di uno STOP programmato
Definizione di cicli di tastatura
Immissione assi coordinate e valori numerici, editing
. . .
. . .
Punto decimale/inversione del segno
Immissione di coordinate polari/
Selezione assi coordinate e
immissione nel programma
Tasti numerici
Immissione di quote incrementali
Programmazione/Stato parametri Q
Conf. posizione reale, valori dalla calcolatrice
Salto domande di dialogo e cancellazione dati
Conferma immissione e proseguimento
dialogo
Conclusione del blocco, chiusura dell’inserimento
Azzeramento di immissioni di valori numerici e
cancellazione di messaggi di errore del TNC
Interruzione dialogo, canc. blocchi programma
Cancellazione di singoli caratteri
Funzioni speciali/smarT.NC
Visualizzazione funzioni speciali
Inattivo
Campo di dialogo o pulsante successivo/
precedente
Page 3

HEIDENHAIN TNC 620 3
Page 4

Page 5
Tipo di TNC, software e funzioni
Il presente manuale descrive le funzioni disponibili nel TNC a partire dai
seguenti numeri software NC.
Tipo di TNC N. software NC
TNC 620 340 560-01
TNC 620 E 340 561-01
Posto di programmazione TNC 620 340 564-01
La lettera E specifica la versione di esportazione dei TNC. Per questa
versione valgono le seguenti limitazioni:
movimenti lineari simultanei su un massimo di 4 assi
Il costruttore della macchina adatta, tramite parametri macchina, le
capacità prestazionali del TNC alla propria macchina. Questo manuale
descriverà pertanto anche funzioni non disponibili su tutti i TNC.
Funzioni non disponibili su tutte le macchine sono ad esempio:
funzioni di tastatura per il sistema di tastatura 3D
maschiatura senza compensatore utensile
riposizionamento sul profilo dopo un'interruzione
Per specifiche applicazioni rivolgersi al costruttore della macchina.
Numerosi costruttori di macchine e la stessa HEIDENHAIN offrono
corsi di programmazione per i TNC. Si consiglia di frequentare questi
corsi per familiarizzare con l'uso delle funzioni del TNC.
Manuale utente Cicli di tastatura
Tutte le funzioni di tastatura sono descritte in un manuale
separato. Per richiedere questo manuale utente rivolgersi
eventualmente a HEIDENHAIN. ID: 661 873-10
HEIDENHAIN TNC 620 5
Page 6
Opzioni software
Il TNC 620 possiede diverse opzioni software che possono essere
attivate dall’operatore o dal costruttore della macchina. Ciascuna
opzione deve essere abilitata separatamente e contiene le funzioni
presentate di seguito:
Opzioni hardware
Asse supplementare per 4 assi e mandrino regolato
Asse supplementare per 5 assi e mandrino regolato
Opzione software 1 (numero opzione #08)
Interpolazione di superfici cilindriche (cicli 27, 28 e 29)
Avanzamento in mm/min con assi rotanti: M116
Rotazione del piano di lavoro (ciclo 19 e softkey 3D ROT nel modo
operativo Funzionamento manuale)
Cerchio su 3 assi con piano di lavoro ruotato
Opzione software 2 (numero opzione #09)
Tempo di elaborazione blocchi 1,5 ms invece di 6 ms
Interpolazione su 5 assi
Lavorazione 3D:
M128: mantenimento della posizione della punta dell'utensile nel
posizionamento di assi orientabili (TCPM)
M114: considerazione della cinematica della macchina in
posizioni REALI/NOMINALI alla fine del blocco
Parametri aggiuntivi Finitura/Sgrossatura e Tolleranza per
assi rotativi nel ciclo 32 (G62)
Blocchi LN (correzione 3D)
Touch probe function (numero opzione #17)
Cicli di tastatura
Compensazione della posizione inclinata dell'utensile in
Funzionamento manuale
Compensazione della posizione inclinata dell'utensile in Modalità
automatica
Impostazione origine in Funzionamento manuale
Impostazione origine in Modalità automatica
Misurazione automatica di pezzi
Misurazione automatica di utensili
6
Page 7
Advanced programming features (numero opzione #19)
Programmazione libera dei profili FK
Programmazione in testo in chiaro HEIDENHAIN con supporto
grafico per pezzi non quotati a norma NC
Cicli di lavorazione
Foratura profonda, alesatura, barenatura interna, svasatura,
centratura (cicli 201 - 205, 208, 240)
Fresatura di filettature interne ed esterne (cicli 262 - 265, 267)
Finitura di tasche e isole rettangolari e circolari (cicli 212 - 215)
Spianatura di superfici piane e inclinate (cicli 230 - 232)
Scanalature lineari e circolari (cicli 210, 211)
Sagome di punti su cerchi e linee (cicli 220, 221)
Parte di profilo, tasca di profilo, anche parallela al profilo (cicli 20 -
25)
Possibilità di integrazione di cicli del costruttore (cicli speciali
creati dal costruttore della macchina)
Advanced grafic features (numero opzione #20)
Test e lavorazione grafici
Vista dall'alto
Rappresentazione su 3 piani
Rappresentazione 3D
Opzione software 3(numero opzione #21)
Correzione utensile
M120: calcolo preventivo del profilo con correzione raggio fino a
99 blocchi (LOOK AHEAD)
Lavorazione 3D
M118: correzione del posizionamento con il volantino durante
l'esecuzione del programma
Pallet management (numero opzione #22)
Gestione pallet
HEIDENHAIN DNC (numero opzione #18)
Comunicazione con applicazioni PC esterne tramite componenti
COM
HEIDENHAIN TNC 620 7
Page 8
Display step (numero opzione #23)
Risoluzione e passo di visualizzazione
Assi lineari fino a 0,01µm
Assi angolari: fino a 0,00001°
Double speed (numero opzione #49)
Circuiti di regolazione Double Speed: si impiegano di preferenza
per mandrini a rotazione elevata, motori lineari e torque
Livello di sviluppo (upgrade funzionali)
Oltre alle opzioni software, saranno gestiti in futuro importanti sviluppi
del software TNC tramite upgrade funzionali, il cosiddetto Feature
Content Level (ingl. per livello di sviluppo). Le funzioni sottoposte a
FCL non sono disponibili se si riceve un upgrade software per il proprio
TNC.
Se si riceve una nuova macchina, tutti gli upgrade
funzionali sono disponibili senza costi aggiuntivi.
Gli upgrade funzionali sono contrassegnati nel manuale con FCL n,
dove n identifica il numero progressivo del livello di sviluppo.
Le funzioni FCL possono essere abilitate in modo permanente
mediante un numero codice da acquistare. A tale scopo, rivolgersi al
costruttore della macchina oppure a HEIDENHAIN.
Luogo di impiego previsto
Il TNC rientra nella classe A delle norme EN 55022 ed il suo impiego è
previsto principalmente per ambienti industriali.
Avvertenze legali
Questo prodotto impiega software Open Source. Ulteriori informazioni
a riguardo di trovano sul controllo numerico al punto
Modo operativo Editing
Funzione MOD
Softkey AVVERTENZE LICENZA
8
Page 9

Indice
Introduzione
1
Funzionamento manuale e allineamento
Posizionamento con immissione manuale
Programmazione: generalità sulla gestione
file dati, ausili di programmazione
Programmazione: utensili
Programmazione: programmazione profili
Programmazione: funzioni ausiliarie
Programmazione: cicli
Programmazione: sottoprogrammi e
ripetizioni di blocchi di programma
Programmazione: parametri Q
Test ed esecuzione del programma
Funzioni MOD
Scheda tecnica
2
3
4
5
6
7
8
9
10
11
12
13
HEIDENHAIN TNC 620 9
Page 10

Page 11
1 Introduzione ..... 29
1.1 Il TNC 620 ..... 30
Programmazione: dialogo con testo in chiaro HEIDENHAIN ..... 30
Compatibilità ..... 30
1.2 Schermo e pannello di comando ..... 31
Schermo ..... 31
Definizione della ripartizione dello schermo ..... 32
Pannello di comando ..... 33
1.3 Modalità operative ..... 34
Funzionamento manuale e Volantino elettronico ..... 34
Posizionamento con immissione manuale ..... 34
Programmazione ..... 35
Prova programma ..... 35
Esecuzione continua ed Esecuzione singola ..... 36
1.4 Visualizzazioni di stato ..... 37
Visualizzazione di stato "generale" ..... 37
Visualizzazioni di stato supplementari ..... 39
1.5 Accessori: sistemi di tastatura 3D e volantini elettronici HEIDENHAIN ..... 42
Sistemi di tastatura 3D ..... 42
Sistema di tastatura TT 140 per la misurazione degli utensili ..... 43
Volantini elettronici HR ..... 43
HEIDENHAIN TNC 620 11
Page 12
2 Funzionamento manuale e allineamento ..... 45
2.1 Accensione e spegnimento ..... 46
Accensione ..... 46
Spegnimento ..... 48
2.2 Spostamento degli assi macchina ..... 49
Avvertenza ..... 49
Spostamento degli assi con i tasti esterni di movimento ..... 49
Posizionamento incrementale ..... 50
Spostamento con il volantino elettronico HR 410 ..... 51
2.3 Numero giri mandrino S, avanzamento F e funzione ausiliaria M ..... 52
Applicazione ..... 52
Inserimento valori ..... 52
Modifica giri mandrino e avanzamento ..... 53
2.4 Impostazione dell'origine (senza sistema di tastatura 3D) ..... 54
Avvertenza ..... 54
Operazioni preliminari ..... 54
Definizione dell'origine con i tasti di movimentazione assi ..... 55
Gestione origini con tabella Preset ..... 56
2.5 Rotazione piano di lavoro (opzione software 1) ..... 62
Applicazione, funzionamento ..... 62
Spostamento sugli indici di riferimento con assi ruotati ..... 64
Indicazione di posizione nel sistema ruotato ..... 64
Limitazioni nella rotazione del piano di lavoro ..... 64
Attivazione della rotazione manuale ..... 65
12
Page 13

3 Posizionamento con inserimento manuale ..... 67
3.1 Programmazione ed esecuzione di lavorazioni semplici ..... 68
Impiego di Introduzione manuale dati ..... 68
Salvataggio e cancellazione dei programmi in $MDI ..... 71
HEIDENHAIN TNC 620 13
Page 14
4 Programmazione: generalità, gestione file, ausili di programmazione ..... 73
4.1 Principi fondamentali ..... 74
Sistemi di misura e indici di riferimento ..... 74
Sistema di riferimento ..... 74
Sistema di riferimento sulle fresatrici ..... 75
Denominazione degli assi su fresatrici ..... 75
Coordinate polari ..... 76
Posizioni assolute e incrementali del pezzo ..... 77
Impostazione dell'origine ..... 78
4.2 Gestione file: principi fondamentali ..... 79
File ..... 79
Tastiera sullo schermo ..... 81
Salvataggio dati ..... 81
4.3 Operare con la gestione file ..... 82
Directory ..... 82
Percorsi ..... 82
Panoramica: funzioni della gestione dati ..... 83
Richiamare la Gestione file ..... 84
Selezione di drive, directory e file ..... 85
Creazione di una nuova directory ..... 86
Copia di un singolo file ..... 87
Copia di directory ..... 87
Selezione di uno degli ultimi 10 file selezionati ..... 88
Cancellazione di un file ..... 88
Cancellazione directory ..... 88
Selezione di file ..... 89
Rinomina di un file ..... 90
Ordinamento dei file ..... 90
Funzioni ausiliarie ..... 90
Trasmissione dati a/da un supporto dati esterno ..... 91
Copia di file in un'altra directory ..... 93
Il TNC in rete ..... 94
Dispositivi USB sul TNC ..... 95
4.4 Apertura e inserimento di programmi ..... 96
Configurazione di un programma NC testo in chiaro HEIDENHAIN ..... 96
Definizione del pezzo grezzo: BLK FORM ..... 96
Apertura di un nuovo programma di lavorazione ..... 97
Programmazione mediante testo in chiaro degli spostamenti degli utensili ..... 99
Conferma delle posizioni reali ..... 100
Editing di un programma ..... 101
La funzione di ricerca del TNC ..... 105
14
Page 15
4.5 Grafica di programmazione ..... 107
Esecuzione grafica contemporanea/non contemporanea alla programmazione ..... 107
Generazione della grafica di programmazione per un programma esistente ..... 107
Visualizzazione e mascheratura di numeri di blocco ..... 108
Cancellazione della grafica ..... 108
Ingrandimento/riduzione di un dettaglio ..... 108
4.6 Strutturazione dei programmi ..... 109
Definizione, possibilità di inserimento ..... 109
Visualizzazione finestra di strutturazione/cambio della finestra attiva ..... 109
Inserimento di un blocco di strutturazione nella finestra di programma (a sinistra) ..... 109
Selezione di un blocco nella finestra di strutturazione ..... 109
4.7 Inserimento di commenti ..... 110
Applicazione ..... 110
Inserimento riga di commento ..... 110
Funzioni di editing del commento ..... 110
4.8 Calcolatrice ..... 111
Funzionamento ..... 111
4.9 Messaggi d'errore ..... 113
Visualizzazione errori ..... 113
Apertura della finestra errori ..... 113
Chiusura della finestra errori ..... 113
Messaggi di errore dettagliati ..... 114
Softkey INFO INTERNA ..... 114
Cancellazione errori ..... 115
Protocollo errori ..... 115
Protocollo tasti ..... 116
Allarmi in formato testo ..... 117
Memorizzazione di service file ..... 117
HEIDENHAIN TNC 620 15
Page 16

5 Programmazione: utensili ..... 119
5.1 Inserimenti relativi all'utensile ..... 120
Avanzamento F ..... 120
Numero di giri del mandrino S ..... 121
5.2 Dati utensile ..... 122
Premesse per la correzione utensile ..... 122
Numero utensile, nome utensile ..... 122
Lunghezza L dell'utensile ..... 122
Raggio R dell'utensile ..... 123
Valori delta per lunghezze e raggi ..... 123
Inserimento dei dati utensile nel programma ..... 123
Inserimento dei dati utensile nelle tabelle ..... 124
Tabella posti per cambio utensile ..... 130
Chiamata dati utensile ..... 133
5.3 Correzione utensile ..... 135
Introduzione ..... 135
Correzione della lunghezza utensile ..... 135
Correzione del raggio utensile ..... 136
5.4 Correzione tridimensionale dell’utensile (opzione software 2) ..... 139
Introduzione ..... 139
Definizione di vettore normale ..... 140
Forme di utensile consentite ..... 141
Impiego di altri utensili: valori delta ..... 141
Correzione tridimensionale senza orientamento utensile ..... 141
Face Milling: correzione tridimensionale con e senza orientamento utensile ..... 142
Peripheral Milling: correzione tridimensionale del raggio con orientamento utensile ..... 143
16
Page 17
6 Programmazione: programmazione profili ..... 145
6.1 Traiettorie utensile ..... 146
Funzioni di traiettoria ..... 146
Programmazione libera dei profili FK (opzione software Advanced programming features) ..... 146
Funzioni ausiliarie M ..... 146
Sottoprogrammi e ripetizione di blocchi di programma ..... 146
Programmazione con parametri Q ..... 146
6.2 Informazioni generali sulle funzioni di traiettoria ..... 147
Programmazione spostamento utensile per una lavorazione ..... 147
6.3 Avvicinamento e distacco a/da un profilo ..... 150
Panoramica: forme di traiettoria per l'avvicinamento e il distacco al/dal profilo ..... 150
Posizioni importanti per l'avvicinamento e il distacco ..... 151
Avvicinamento su una retta con raccordo tangenziale: APPR LT ..... 153
Avvicinamento su una retta perpendicolare al primo punto del profilo: APPR LN ..... 153
Avvicinamento su traiettoria circolare con raccordo tangenziale: APPR CT ..... 154
Avvicinamento su traiettoria circolare con raccordo tangenziale al profilo e al tratto di retta: APPR LCT ..... 155
Distacco su una retta con raccordo tangenziale: DEP LT ..... 156
Distacco su una retta perpendicolare all'ultimo punto del profilo: DEP LN ..... 156
Distacco su traiettoria circolare con raccordo tangenziale al profilo e al tratto di retta: DEP CT ..... 157
Distacco su traiettoria circolare con raccordo tangenziale al profilo e al tratto di retta: DEP LCT ..... 157
6.4 Traiettorie - coordinate cartesiane ..... 158
Panoramica delle funzioni di traiettoria ..... 158
Retta L ..... 159
Inserimento di uno smusso CHF tra due rette ..... 160
Arrotondamento spigoli RND ..... 161
Centro del cerchio CC ..... 162
Traiettoria circolare C intorno al centro del cerchio CC ..... 163
Traiettoria circolare CR con raggio definito ..... 164
Traiettoria circolare CT con raccordo tangenziale ..... 166
6.5 Traiettorie - coordinate polari ..... 171
Panoramica ..... 171
Origine delle coordinate polari: polo CC ..... 172
Retta LP ..... 172
Traiettoria circolare CP intorno al polo CC ..... 173
Traiettoria circolare CTP con raccordo tangenziale ..... 173
Traiettoria elicoidale ..... 174
HEIDENHAIN TNC 620 17
Page 18
6.6 Traiettorie - Programmazione libera dei profili FK (opzione software) ..... 178
Principi fondamentali ..... 178
Grafica per la programmazione FK ..... 180
Apertura del dialogo FK ..... 181
Polo per programmazione FK ..... 181
Programmazione libera di rette ..... 182
Programmazione libera di traiettorie circolari ..... 182
Possibilità di inserimento ..... 183
Punti ausiliari ..... 186
Riferimenti relativi ..... 187
18
Page 19

7 Programmazione: funzioni ausiliarie ..... 195
7.1 Inserimento delle funzioni ausiliarie M e di STOP ..... 196
Principi fondamentali ..... 196
7.2 Funzioni ausiliarie per controllo esecuzione programma, mandrino e refrigerante ..... 198
Panoramica ..... 198
7.3 Funzioni ausiliarie per indicazioni di coordinate ..... 199
Programmazione di coordinate riferite alla macchina M91/M92 ..... 199
Avvicinamento alle posizioni nel sistema di coordinate non ruotato con piano di lavoro ruotato: M130 ..... 201
7.4 Funzioni ausiliarie per traiettorie ..... 202
Lavorazione di piccoli gradini di profilo: M97 ..... 202
Lavorazione completa di spigoli aperti: M98 ..... 204
Velocità di avanzamento per archi di cerchio: M109/M110/M111 ..... 205
Precalcolo di un profilo con correzione del raggio (LOOK AHEAD): M120 (opzione software 3) ..... 206
Correzione del posizionamento con il volantino durante l'esecuzione del programma: M118
(opzione software 3) ..... 208
Distacco dal profilo nella direzione dell’asse utensile: M140 ..... 209
Soppressione del controllo del sistema di tastatura: M141 ..... 210
Cancellazione della rotazione base: M143 ..... 210
Sollevamento automatico dell'utensile dal profilo in caso di arresto NC: M148 ..... 211
7.5 Funzioni ausiliarie per assi rotativi ..... 212
Avanzamento in mm/min per assi rotativi A, B, C: M116 (opzione software 1) ..... 212
Spostamento degli assi rotativi con ottimizzazione del percorso: M126 ..... 213
Riduzione della visualizzazione dell'asse rotativo ad un valore inferiore a 360°: M94 ..... 214
Mantenimento della posizione della punta dell'utensile nel posizionamento di assi rotativi (TCPM): M128 (opzione
software 2) ..... 215
HEIDENHAIN TNC 620 19
Page 20
8 Programmazione: cicli ..... 219
8.1 Lavorare con i cicli ..... 220
Cicli specifici della macchina (opzione software Advanced programming features) ..... 220
Definizione dei cicli tramite softkey ..... 221
Definizione del ciclo mediante la funzione GOTO ..... 221
Panoramica dei cicli ..... 222
Chiamata di cicli ..... 223
8.2 Cicli di foratura, maschiatura e fresatura di filettature ..... 225
Panoramica ..... 225
CENTRATURA (ciclo 240, opzione software Advanced programming features) ..... 227
FORATURA (ciclo 200) ..... 229
ALESATURA (ciclo 201, opzione software Advanced programming features) ..... 231
BARENATURA INTERNA (ciclo 202, opzione software Advanced programming features) ..... 233
FORATURA UNIVERSALE (ciclo 203, opzione software Advanced programming features) ..... 235
CONTROFORATURA INVERTITA (ciclo 204, opzione software Advanced programming features) ..... 237
FORATURA PROFONDA UNIVERSALE (ciclo 205, opzione software Advanced programming features) ..... 240
FRESATURA FORO (ciclo 208, opzione software Advanced programming features) ..... 243
MASCHIATURA, NUOVO con compensatore utensile (ciclo 206) ..... 245
MASCHIATURA senza compensatore utensile NUOVO (ciclo 207) ..... 247
ROTTURA TRUCIOLO IN MASCHIATURA (ciclo 209, opzione software Advanced programming features) ..... 249
Generalità sulla fresatura di filettature ..... 252
FRESATURA FILETTATURE (ciclo 262, opzione software Advanced programming features) ..... 254
FRESATURA DI FILETTATURE CON SMUSSO (ciclo 263, opzione software Advanced programming
features) ..... 256
FRESATURA DI FILETTATURE CON PREFORO (ciclo 264, opzione software Advanced programming
features) ..... 260
FRESATURA FILETTATURE ELICOIDALE (ciclo 265, opzione software Advanced programming features) ..... 264
FRESATURA DI FILETTATURE ESTERNE (ciclo 267, opzione software Advanced programming features) ..... 268
8.3 Cicli per la fresatura di tasche, isole e scanalature ..... 274
Panoramica ..... 274
FRESATURE DI TASCHE (ciclo 4) ..... 275
FINITURA TASCHE (ciclo 212, opzione software Advanced programming features) ..... 277
FINITURA DI ISOLE (ciclo 213, opzione software Advanced programming features) ..... 279
TASCA CIRCOLARE (ciclo 5) ..... 281
FINITURA TASCHE CIRCOLARI (ciclo 214, opzione software Advanced programming features) ..... 283
FINITURA ISOLE CIRCOLARI (ciclo 215, opzione software Advanced programming features) ..... 285
SCANALATURA (asola) con penetrazione con pendolamento (ciclo 210, opzione software Advanced
programming features) ..... 287
SCANALATURA CIRCOLARE (asola) con penetrazione con pendolamento (ciclo 211, opzione software Advanced
programming features) ..... 290
8.4 Cicli per la definizione di sagome di punti ..... 296
Panoramica ..... 296
SAGOME DI PUNTI SU CERCHIO (ciclo 220, opzione software Advanced programming features) ..... 297
SAGOME DI PUNTI SU LINEE (ciclo 221, opzione software Advanced programming features) ..... 299
20
Page 21
8.5 Cicli SL ..... 303
Principi fondamentali ..... 303
Panoramica Cicli SL ..... 305
PROFILO (ciclo 14) ..... 306
Profili sovrapposti ..... 307
DATI DEL PROFILO (ciclo 20, opzione software Advanced programming features) ..... 310
PREFORATURA (ciclo 21, opzione software Advanced programming features) ..... 311
SVUOTAMENTO (ciclo 22, opzione software Advanced programming features) ..... 312
FINITURA FONDO (ciclo 23, opzione software Advanced programming features) ..... 314
FINITURA LATERALE (ciclo 24, opzione software Advanced programming features) ..... 315
PROFILO SAGOMATO (ciclo 25, opzione software Advanced programming features) ..... 316
Preimpostazioni di programmi per cicli per lavorazione su superficie cilindrica (opzione software 1) ..... 318
SUPERFICIE CILINDRICA (ciclo 27, opzione software 1) ..... 319
SUPERFICIE CILINDRICA fresatura di scanalature (ciclo 28, opzione software 1) ..... 321
FRESATURA DI ISOLA SU SUPERFICIE CILINDRICA (ciclo 29, opzione software 1) ..... 323
8.6 Cicli di spianatura ..... 334
Panoramica ..... 334
SPIANATURA (ciclo 230, opzione software Advanced programming features) ..... 335
SUPERFICIE REGOLARE (ciclo 231, opzione software Advanced programming features) ..... 337
FRESATURA A SPIANARE (ciclo 232, opzione software Advanced programming features) ..... 340
8.7 Cicli per la conversione di coordinate ..... 347
Panoramica ..... 347
Attivazione di una conversione delle coordinate: ..... 348
Spostamento dell'ORIGINE (ciclo 7) ..... 349
Spostamento dell'ORIGINE con tabelle origini (ciclo 7) ..... 350
IMPOSTAZIONE ORIGINE (ciclo 247) ..... 353
SPECULARITÀ (ciclo 8) ..... 354
ROTAZIONE (ciclo 10) ..... 356
FATTORE SCALA (ciclo 11) ..... 357
FATTORE SCALA ASSE (ciclo 26) ..... 358
PIANO DI LAVORO (ciclo 19, opzione software 1) ..... 359
8.8 Cicli speciali ..... 367
TEMPO DI SOSTA (ciclo 9) ..... 367
CHIAMATA PROGRAMMA (ciclo 12) ..... 368
ORIENTAMENTO MANDRINO (ciclo 13) ..... 369
TOLLERANZA (ciclo 32) ..... 370
HEIDENHAIN TNC 620 21
Page 22
9 Programmazione: sottoprogrammi e ripetizioni di blocchi di programma ..... 373
9.1 Etichettatura di sottoprogrammi e di ripetizioni di blocchi di programma ..... 374
Label ..... 374
9.2 Sottoprogrammi ..... 375
Funzionamento ..... 375
Avvertenze per la programmazione ..... 375
Programmazione di un sottoprogramma ..... 375
Chiamata di un sottoprogramma ..... 375
9.3 Ripetizioni di blocchi di programma ..... 376
Label LBL ..... 376
Funzionamento ..... 376
Note per la programmazione ..... 376
Programmazione di una ripetizione di blocchi di programma ..... 376
Chiamata di una ripetizione di blocchi di programma ..... 376
9.4 Programma qualsiasi quale sottoprogramma ..... 377
Funzionamento ..... 377
Note per la programmazione ..... 377
Chiamata di un programma qualsiasi quale sottoprogramma ..... 377
9.5 Annidamenti ..... 378
Tipi di annidamento ..... 378
Profondità di annidamento ..... 378
Sottoprogramma in un sottoprogramma ..... 378
Ripetizione di ripetizioni di blocchi di programma ..... 380
Ripetizione di un sottoprogramma ..... 381
9.6 Esempi di programmazione ..... 382
22
Page 23
10 Programmazione: parametri Q ..... 389
10.1 Principio e panoramica delle funzioni ..... 390
Avvertenze per la programmazione ..... 391
Chiamata delle funzioni parametriche Q ..... 391
10.2 Serie di pezzi – Parametri Q invece di valori numerici ..... 392
Blocchi esplicativi NC ..... 392
Esempio ..... 392
10.3 Definizione di profili mediante funzioni matematiche ..... 393
Applicazione ..... 393
Panoramica ..... 393
Programmazione delle funzioni matematiche di base ..... 394
10.4 Funzioni trigonometriche (trigonometria) ..... 396
Definizioni ..... 396
Programmazione delle funzioni trigonometriche ..... 397
10.5 Calcolo dei cerchi ..... 398
Applicazione ..... 398
10.6 Decisioni IF/THEN con i parametri Q ..... 399
Applicazione ..... 399
Salti incondizionati ..... 399
Programmazione di decisioni IF/THEN ..... 399
Sigle e termini utilizzati ..... 400
10.7 Controllo e modifica di parametri Q ..... 401
Procedura ..... 401
10.8 Funzioni ausiliarie ..... 402
Panoramica ..... 402
FN14: ERROR: Emissione di messaggi di errore ..... 403
FN 16: F-PRINT: Emissione formattata di testi e di valori di parametri Q ..... 407
FN18: SYS-DATUM READ: Lettura dei dati di sistema ..... 412
FN19: PLC: Trasmissione di valori al PLC ..... 421
FN20: WAIT FOR: Sincronizzazione NC con PLC ..... 422
FN29: PLC: Trasmissione di valori al PLC ..... 424
FN37: EXPORT ..... 424
10.9 Accessi a tabelle con istruzioni SQL ..... 425
Introduzione ..... 425
Una transazione ..... 426
Programmazione di istruzioni SQL ..... 428
Panoramica dei softkey ..... 428
SQL BIND ..... 429
SQL SELECT ..... 430
SQL FETCH ..... 433
SQL UPDATE ..... 434
SQL INSERT ..... 434
SQL COMMIT ..... 435
SQL ROLLBACK ..... 435
HEIDENHAIN TNC 620 23
Page 24
10.10 Introduzione diretta di formule ..... 436
Introduzione di formule ..... 436
Regole di calcolo ..... 438
Esempio di inserimento ..... 439
10.11 Parametri stringa ..... 440
Funzioni dell'elaborazione stringhe ..... 440
Assegnazione di parametri stringa ..... 441
Concatenazione di parametri stringa ..... 441
Conversione di un valore numerico in un parametro stringa ..... 442
Copia di una stringa parziale da un parametro stringa ..... 443
Conversione di un parametro stringa in un valore numerico ..... 444
Controllo di un parametro stringa ..... 445
Determinazione della lunghezza di un parametro stringa ..... 446
Confronto di ordine alfabetico ..... 447
10.12 Parametri Q preprogrammati ..... 448
Valori dal PLC: da Q100 a Q107 ..... 448
Raggio dell'utensile attivo: Q108 ..... 448
Asse dell'utensile: Q109 ..... 448
Stato del mandrino: Q110 ..... 449
Alimentazione refrigerante: Q111 ..... 449
Fattore di sovrapposizione: Q112 ..... 449
Unità di misura nel programma: Q113 ..... 449
Lunghezza dell'utensile: Q114 ..... 449
Coordinate dopo una tastatura durante l'esecuzione del programma ..... 450
Differenza tra i valori reale-nominale nella misurazione automatica di utensili con TT 130 ..... 451
Rotazione del piano di lavoro con angoli del pezzo: coordinate per assi rotativi calcolate dal TNC ..... 451
Risultati di misura dai Cicli di tastatura (vedere anche nel manuale utente "Cicli di tastatura") ..... 452
10.13 Esempi di programmazione ..... 454
24
Page 25
11 Test ed esecuzione del programma ..... 461
11.1 Grafica (opzione software Advanced programming features) ..... 462
Applicazione ..... 462
Panoramica: viste ..... 463
Vista dall'alto ..... 463
Rappresentazione su 3 piani ..... 464
Rappresentazione 3D ..... 465
Ingrandimento di dettagli ..... 466
Ripetizione di una simulazione grafica ..... 468
Calcolo del tempo di lavorazione ..... 468
11.2 Rappresentazione del pezzo grezzo nell'area di lavoro (opzione software Advanced grafic features) ..... 469
Applicazione ..... 469
11.3 Funzioni per la visualizzazione del programma ..... 470
Panoramica ..... 470
11.4 Prova programma ..... 471
Applicazione ..... 471
11.5 Esecuzione programma ..... 473
Applicazione ..... 473
Esecuzione del programma di lavorazione ..... 474
Interruzione della lavorazione ..... 474
Spostamento degli assi della macchina durante un'interruzione ..... 475
Continuazione dell'esecuzione del programma dopo un'interruzione ..... 476
Rientro nel programma ad un numero di blocco qualsiasi (lettura blocchi) ..... 477
Riposizionamento sul profilo ..... 478
11.6 Avvio automatico del programma ..... 479
Applicazione ..... 479
11.7 Salto di blocchi ..... 480
Applicazione ..... 480
Inserimento del carattere "/" ..... 480
Cancellazione del carattere "/" ..... 480
11.8 Interruzione programmata del programma ..... 481
Applicazione ..... 481
HEIDENHAIN TNC 620 25
Page 26
12 Funzioni MOD ..... 483
12.1 Selezione della funzione MOD ..... 484
Selezione delle funzioni MOD ..... 484
Modifica delle impostazioni ..... 484
Uscita dalle funzioni MOD ..... 484
Panoramica delle funzioni MOD ..... 485
12.2 Numeri software ..... 486
Applicazione ..... 486
12.3 Selezione della visualizzazione di posizione ..... 487
Applicazione ..... 487
12.4 Selezione dell'unità di misura ..... 488
Applicazione ..... 488
12.5 Visualizzazione dei tempi operativi ..... 489
Applicazione ..... 489
12.6 Inserimento del numero codice ..... 490
Applicazione ..... 490
12.7 Programmazione interfacce dati ..... 491
Interfacce seriali sul TNC 620 ..... 491
Applicazione ..... 491
Programmazione dell'interfaccia RS 232 ..... 491
Programmazione del BAUD-RATE (baudRate) ..... 491
Programmazione del protocollo (protocol) ..... 491
Programmazione dei bit dati (dataBits) ..... 492
Controllo della parità (parity) ..... 492
Programmazione degli stop bit (stopBits) ..... 492
Programmazione dell'handshake (flowControl) ..... 492
Impostazioni per la trasmissione dati con il software per PC TNCserver ..... 493
Selezione del modo operativo del dispositivo esterno (fileSystem) ..... 493
Software per la trasmissione dati ..... 494
12.8 Interfaccia Ethernet ..... 496
Introduzione ..... 496
Possibilità di collegamento ..... 496
Collegamento del controllo alla rete ..... 497
26
Page 27

13 Tabelle e riepiloghi ..... 503
13.1 Parametri utente specifici di macchina ..... 504
Applicazione ..... 504
13.2 Piedinatura e cavo di collegamento per interfacce dati ..... 512
Interfaccia V.24/RS-232-C per apparecchi HEIDENHAIN ..... 512
Apparecchi periferici ..... 513
Interfaccia Ethernet, presa RJ45 ..... 513
13.3 Scheda tecnica ..... 514
13.4 Sostituzione della batteria tampone ..... 521
HEIDENHAIN TNC 620 27
Page 28

Page 29
Introduzione
Page 30

1.1 Il TNC 620
Il TNC HEIDENHAIN è un controllo numerico continuo per l'impiego in
officina che permette la programmazione di fresature e alesature
tradizionali direttamente sulla macchina, con dialogo con testo in
chiaro e di facile comprensione. Il TNC 620 è adatto per l'impiego su
fresatrici, alesatrici e centri di lavoro con un massimo di 5 assi. Inoltre
è possibile regolare da programma la posizione angolare del mandrino.
1.1 Il TNC 620
Il pannello di comando e la rappresentazione video sono chiari e
funzionali per permettere la semplice e rapida selezione di tutte le
funzioni.
Programmazione: dialogo con testo in chiaro HEIDENHAIN
La creazione dei programmi risulta particolarmente semplice con il
sistema HEIDENHAIN a dialogo con testo in chiaro. La grafica di
programmazione rappresenta i singoli passi di lavorazione durante
l'immissione del programma. La programmazione libera dei profili FK,
(opzione software Advanced programming features), è di ausilio
quando manca un disegno a norma NC del pezzo da lavorare. La
simulazione grafica della lavorazione del pezzo (opzione software
Advanced grafic features) è possibile sia durante la prova che
durante l'esecuzione del programma.
È possibile effettuare l'immissione o il test di un programma, mentre
un altro programma esegue una lavorazione.
Compatibilità
Le prestazioni del TNC 620 non corrispondono a quelle dei controlli
numerici della serie TNC 4xx e iTNC 530. Pertanto i programmi di
lavorazione creati su controlli numerici continui HEIDENHAIN (a partire
dal TNC 150 B) possono essere eseguiti sul TNC 620 solo a
determinate condizioni. Se i blocchi NC contengono elementi non
validi, durante l’immissione questi vengono identificati dal TNC come
blocchi ERROR.
30 1 Introduzione
Page 31

1.2 Schermo e pannello di
comando
Schermo
Il TNC viene fornito con uno schermo piatto TFT da 15 pollici (vedere
figura a destra in alto).
1 Riga di intestazione
All'accensione del TNC lo schermo visualizza nella riga di
intestazione i modi operativi selezionati: i modi operativi
"Macchina" a sinistra e i modi operativi "Programmazione" a
destra. Il modo operativo attivo compare nel campo più lungo
della riga di intestazione. Nello stesso campo vengono visualizzati
anche le domande di dialogo e i messaggi (eccezione: quando il
TNC visualizza solo la grafica).
2 Softkey
Sullo schermo in basso il TNC visualizza ulteriori funzioni in una
riga softkey che si selezionano con i relativi tasti sottostanti. Delle
barrette strette direttamente sopra il livello softkey visualizzano il
numero delle barre softkey selezionabili con i tasti cursore neri
disposti alle relative estremità. Il livello softkey attivo è
evidenziato in chiaro.
3 Tasti di selezione softkey
4 Commutazione barre softkey
5 Definizione della ripartizione dello schermo
6 Tasto di commutazione per modalità operative "Programmazione"/
"Macchina"
7 Tasti di selezione per softkey del costruttore della macchina
8 Commutazione barre per softkey del costruttore della macchina
9 Porta USB
1
1
9
1
5 1
4
2
3
1
8
7
6
4
1.2 Schermo e pannello di comando
HEIDENHAIN TNC 620 31
Page 32

Definizione della ripartizione dello schermo
La ripartizione dello schermo viene scelta dall'utente: il TNC può
visualizzare, ad es., nel modo operativo Programmazione, il
programma nella finestra sinistra, mentre la finestra destra può
visualizzare una grafica di programmazione. In alternativa è possibile
visualizzare nella finestra destra anche la visualizzazione di stato o il
solo programma in una finestra grande. Quali finestre il TNC può
visualizzare dipende dal modo operativo selezionato.
Definizione della ripartizione dello schermo
Premere il tasto di commutazione schermo: nella riga
softkey vengono visualizzate le possibili ripartizioni
dello schermo, vedere "Modalità operative", pagina 34
Selezionare mediante softkey la ripartizione dello
schermo
1.2 Schermo e pannello di comando
32 1 Introduzione
Page 33

Pannello di comando
Il TNC 620 viene fornito con un pannello di comando integrato. La
figura in alto a destra illustra gli elementi di comando del pannello:
1 Gestione file
Calcolatrice
Funzione MOD
Funzione HELP
2 Modalità operative Programmazione
3 Modalità operative Macchina
4 Apertura dialogo di programmazione
5 Tasti cursore e istruzione di salto GOTO
6 Immissione valori numerici e selezione assi
7 Tasti di navigazione
Le funzioni dei singoli tasti sono riepilogate sulla prima pagina di
copertina.
I tasti esterni, ad es. NC START o NC STOP, sono illustrati
nel manuale della macchina.
1
3
4
1
6
2
1
5
77
1.2 Schermo e pannello di comando
HEIDENHAIN TNC 620 33
Page 34

1.3 Modalità operative
Funzionamento manuale e Volantino elettronico
L'allineamento delle macchine viene effettuato nel Funzionamento
manuale. In questo modo operativo si possono posizionare gli assi
della macchina in modo manuale o a passi oppure impostare gli indici
di riferimento.
La modalità operativa Volantino elettronico supporta lo spostamento
manuale degli assi della macchina con un volantino elettronico HR.
Softkey per la ripartizione dello schermo (selezione come descritto
sopra)
Finestre Softkey
1.3 Modalità operative
Posizioni
A sinistra: posizioni; a destra: visualizzazione di
stato
Posizionamento con immissione manuale
In questo modo operativo si possono programmare gli spostamenti
semplici, ad es. per spianare o per preposizionare l’utensile.
Softkey per la ripartizione dello schermo
Finestre Softkey
Programma
A sinistra: programma; a destra: visualizzazione di
stato
34 1 Introduzione
Page 35

Programmazione
In questo modo operativo si generano i programmi di lavorazione. La
programmazione libera dei profili, i vari cicli e le funzioni parametriche
Q offrono un valido aiuto e supporto per la programmazione. Su
richiesta la grafica di programmazione visualizza i singoli passi.
Softkey per la ripartizione dello schermo
Finestre Softkey
Programma
A sinistra: programma; a destra: struttura
programma
A sinistra: programma; a destra: grafica
programmazione
Prova programma
Il TNC simula programmi e blocchi di programma nel modo operativo
PROVA PROGRAMMA, per rilevare eventuali incompatibilità
geometriche, dati mancanti o errati nel programma o violazioni dello
spazio di lavoro. Questa simulazione viene supportata graficamente
con diverse rappresentazioni (opzione software
Advanced grafic features).
Softkey per la ripartizione dello schermo: vedere "Esecuzione continua
ed Esecuzione singola", pagina 36.
1.3 Modalità operative
HEIDENHAIN TNC 620 35
Page 36

Esecuzione continua ed Esecuzione singola
Nell’Esecuzione continua il TNC esegue un programma fino alla sua
fine o fino ad una interruzione manuale o programmata. Dopo
un'interruzione è possibile riprendere l'esecuzione del programma.
Nell'Esecuzione singola si deve avviare ogni singolo blocco con il tasto
di START esterno.
Softkey per la ripartizione dello schermo
Finestre Softkey
Programma
A sinistra: programma; a destra: stato
1.3 Modalità operative
A sinistra: programma, a destra: grafica (opzione
software Advanced grafic features).
Grafica
36 1 Introduzione
Page 37

1.4 Visualizzazioni di stato
Visualizzazione di stato "generale"
La visualizzazione di stato generale nella parte inferiore dello schermo
informa sullo stato attuale della macchina. Essa compare
automaticamente nelle modalità
Esecuzione singola e Esecuzione continua, salvo non sia selezionata
esclusivamente la funzione di visualizzazione "Grafica" e in
Introduzione manuale dati.
Nelle modalità operative Funzionamento manuale e Volantino
elettronico la visualizzazione di stato compare nella finestra grande.
1.4 Visualizzazioni di stato
HEIDENHAIN TNC 620 37
Page 38

Informazioni della visualizzazione di stato
REALE
TC
Icona Significato
Coordinate reali o nominali della posizione attuale
1.4 Visualizzazioni di stato
X Y Z
F S M
PM
Assi della macchina; gli assi ausiliari vengono indicati
con lettere minuscole. La sequenza e il numero di
assi visualizzati sono definiti dal costruttore della
macchina. Consultare il manuale della macchina
Numero utensile T
L'indicazione dell'avanzamento in pollici corrisponde
alla decima parte del valore effettivo. Numero giri S,
avanzamento F, funzione ausiliaria M attiva
Asse bloccato
Impostazione override percentuale
Possibilità di traslare l'asse con il volantino
Traslazione assi tenendo conto della rotazione base
Gli assi vengono traslati nel piano di lavoro ruotato
La funzione M128 (TCPM) è attiva
Nessun programma attivo
Programma avviato
Programma arrestato
Programma interrotto
38 1 Introduzione
Page 39

Visualizzazioni di stato supplementari
Le visualizzazioni di stato supplementari forniscono informazioni
dettagliate sull'esecuzione del programma. Possono essere
richiamate in qualsiasi modalità operativa, ad eccezione di
Programmazione.
Attivazione della visualizzazione di stato supplementare
Richiamare il livello softkey per ripartizione dello
schermo
Selezionare la rappresentazione video con
visualizzazione stato supplementare
Selezione delle visualizzazioni di stato supplementari
Commutare la livello softkey fino a visualizzare i
softkey STATO
Selezionare la visualizzazione di stato supplementare,
ad esempio informazioni generali sul programma
Sono di seguito descritte diverse visualizzazioni di stato supplementari
selezionabili tramite softkey:
1.4 Visualizzazioni di stato
HEIDENHAIN TNC 620 39
Page 40

Informazioni generali sul programma
Softkey Significato
Nome del programma principale attivo
Programmi chiamati
Ciclo di lavorazione attivo
Centro del cerchio CC (Polo)
Tempo di lavorazione
Contatore per tempo di sosta
Posizioni e coordinate
Softkey Significato
1.4 Visualizzazioni di stato
Tipo di posizione visualizzata, ad es., Posizione reale
Numero dell’origine attiva dalla tabella Preset
Angolo di rotazione per il piano di lavoro
Angolo della rotazione base
Informazioni relative agli utensili
Softkey Significato
Visualizzazione Utensile: numero utensile
Asse utensile
Lunghezza e raggi dell'utensile
Maggiorazione (valori delta) da TOOL CALL (PGM) e
dalla tabella utensili (TAB)
Durata, durata massima (TIME 1) e durata massima
con TOOL CALL (TIME 2)
Visualizzazione dell'utensile attivo e dell'utensile
gemello (successivo)
40 1 Introduzione
Page 41

Conversioni di coordinate
Softkey Significato
Nome del programma
Spostamento attivo dell'origine (ciclo 7)
Assi speculari (ciclo 8)
Angolo di rotazione attivo (ciclo 10)
Fattore(i) di scala attivo(i) (ciclo 11/26)
Vedere "Cicli per la conversione di coordinate" a pagina 347.
Funzioni ausiliarie M attive
Softkey Significato
Lista delle funzioni M attive di significato definito
Lista delle funzioni M attive, adattate dal costruttore
della macchina
Stato parametri Q
1.4 Visualizzazioni di stato
Softkey Significato
Lista dei parametri Q, definiti con il softkey LISTA
PARAMETRI Q
HEIDENHAIN TNC 620 41
Page 42

1.5 Accessori: sistemi di tastatura
3D e volantini elettronici
HEIDENHAIN
Sistemi di tastatura 3D
Con i vari sistemi di tastatura 3D HEIDENHAIN si possono (con
opzione software: Touch probe function):
allineare automaticamente i pezzi
impostare le origini in modo rapido e preciso
eseguire misurazioni sul pezzo durante l'esecuzione del programma
misurare e controllare gli utensili
Tutte le funzioni di tastatura sono descritte in un manuale
separato. Per richiedere questo manuale utente rivolgersi
eventualmente a HEIDENHAIN. ID 661 891-10.
Sistemi di tastatura automatico TS 220, TS 440 e TS 640
Questi sistemi di tastatura sono particolarmente adatti per
l'allineamento automatico dei pezzi, per l'impostazione delle origini e
per le misurazioni sui pezzi. Il TS 220 trasmette i segnali tramite un
cavo e rappresenta eventualmente un’alternativa più economica.
Per le macchine dotate di cambio utensile si addicono in modo
particolare i sistemi di tastatura TS 440, TS 444, TS 640 e TS 740
(vedere figura a destra) che trasmettono i segnali tramite raggi
infrarossi senza necessità di cavi.
Principio di funzionamento: nei sistemi di tastatura automatici
HEIDENHAIN un sensore ottico, immune all'usura, registra la
deflessione dello stilo. Il segnale generato attiva la memorizzazione del
valore reale della posizione attuale del tastatore.
1.5 Accessori: sistemi di tastatura 3D e volantini elettronici HEIDENHAIN
42 1 Introduzione
Page 43

Sistema di tastatura TT 140 per la misurazione degli utensili
Il TT 140 è un sistema di tastatura automatico 3D per la misurazione e
il controllo di utensili. Il TNC mette a disposizione 3 cicli che
consentono di determinare il raggio e la lunghezza dell'utensile con
mandrino fisso o rotante. Grazie alla sua esecuzione robusta e
all'elevato grado di protezione, il TT 140 risulta insensibile al contatto
con refrigeranti e trucioli. Il segnale viene generato da un sensore
ottico, immune all'usura, caratterizzato da un'elevata affidabilità.
Volantini elettronici HR
I volantini elettronici facilitano lo spostamento manuale e preciso degli
assi. Il percorso di traslazione per ogni giro di volantino è selezionabile
in un ampio campo. Oltre ai volantini ad incasso HR 130 e HR 150,
HEIDENHAIN offre anche il volantino portatile HR 410.
HEIDENHAIN TNC 620 43
1.5 Accessori: sistemi di tastatura 3D e volantini elettronici HEIDENHAIN
Page 44

Page 45

Funzionamento manuale e allineamento
Page 46

2.1 Accensione e spegnimento
Accensione
L'accensione e la ripresa dei punti di riferimento sono
funzioni correlate alla macchina. Consultare il manuale
della macchina.
Inserire la tensione di alimentazione del TNC e della macchina. Il TNC
visualizzerà il seguente dialogo:
SYSTEM STARTUP
Il TNC viene avviato
INTERRUZIONE TENSIONE
Messaggio TNC che segnala l'avvenuta interruzione
2.1 Accensione e spegnimento
COMPILAZIONE DEL PROGRAMMA PLC
Compilazione automatica del programma PLC del TNC
MANCA TENSIONE COMANDO RELÈ
della tensione - cancellare il messaggio
Inserire la tensione di comando. Il TNC controlla il
funzionamento del circuito ARRESTO DI
EMERGENZA
FUNZIONAMENTO MANUALE
SUPERAMENTO INDICI DI RIFERIMENTO
Superare gli indici di riferimento nell'ordine
prestabilito: premere per ogni asse il tasto di START
esterno oppure
Superare gli indici di riferimento secondo un ordine a
piacere: premere per ogni asse il tasto esterno di
movimento dell'asse e tenerlo premuto fino al
superamento dell'indice di riferimento
Se la macchina è equipaggiata con encoder assoluti ,
viene a mancare il superamento degli indici di riferimento.
Quindi il TNC è immediatamente pronto al funzionamento
dopo l'inserimento della tensione di comando.
46 2 Funzionamento manuale e allineamento
Page 47

A questo punto il TNC è pronto al funzionamento nel modo operativo
Funzionamento manuale.
Gli indici di riferimento devono essere superati solo se si
devono spostare gli assi della macchina. Desiderando
effettuare solo un editing o una prova del programma,
selezionare subito dopo l'inserimento della tensione la
modalità operativa Programmazione o Prova programma.
Gli indici di riferimento possono essere superati anche in
un secondo momento. A tale scopo premere nel modo
operativo Funzionamento manuale il softkey SUPERARE
INDICI.
Superamento dell'indice di riferimento con piano di lavoro
ruotato
Il TNC attiva automaticamente il piano di lavoro ruotato nel caso in cui
questa funzione risultasse attiva allo spegnimento del controllo. Il TNC
trasla quindi gli assi all'attivazione di un tasto di direzione nel sistema
di coordinate inclinato. Posizionare l'utensile in modo tale che al
successivo superamento degli indici di riferimento non si verifichi
alcuna collisione. Per superare gli indici di riferimento è necessario
disattivare la funzione "Rotazione piano di lavoro", vedere "Attivazione
della rotazione manuale", pagina 65.
Fare attenzione che i valori angolari introdotti nel menu
coincidano con l'angolo effettivo dell'asse rotativo.
Prima di superare gli indici di riferimento è necessario
disattivare la funzione "Rotazione piano di lavoro".
Assicurarsi che non si verifichino collisioni. Procedere
eventualmente in precedenza al disimpegno dell'utensile.
2.1 Accensione e spegnimento
Se si utilizza questa funzione, in caso di encoder non
assoluti si deve confermare la posizione degli assi rotativi,
che il TNC visualizza in una finestra in primo piano. La
posizione visualizzata corrisponde all'ultima posizione
attiva degli assi rotativi prima del disinserimento.
HEIDENHAIN TNC 620 47
Page 48

Spegnimento
Per evitare perdite di dati all'atto dello spegnimento occorre disattivare
il sistema operativo del TNC nel modo prescritto:
Selezionare la modalità Funzionamento manuale
Selezionare la funzione di arresto del sistema e
confermare di nuovo con il softkey SÌ
Se il TNC visualizza in una finestra in primo piano il
testo NOW IT IS SAFE TO TURN POWER OFF, la tensione
di alimentazione del TNC può essere interrotta
Lo spegnimento improprio del TNC può causare la perdita
dei dati.
Tenere presente che premendo il tasto END dopo che il
controllo è stato disattivato si provoca un riavvio del
controllo. Anche il disinserimento durante il riavvio può
causare la perdita dei dati!
2.1 Accensione e spegnimento
48 2 Funzionamento manuale e allineamento
Page 49

2.2 Spostamento degli assi
macchina
Avvertenza
La traslazione con i tasti esterni di movimento dipende
dalla macchina in uso. Consultare il manuale della
macchina!
Spostamento degli assi con i tasti esterni di movimento
Selezionare la modalità Funzionamento manuale
Premere il tasto esterno di movimento e tenerlo
premuto finché l'asse deve continuare a muoversi
oppure
Spostamento continuo dell'asse: tenere premuto il
tasto esterno di movimento e premere brevemente il
e
Con entrambe le modalità è possibile spostare anche più assi
contemporaneamente. L'avanzamento per lo spostamento degli assi
può essere modificato con il softkey F, vedere "Numero giri mandrino
S, avanzamento F e funzione ausiliaria M", pagina 52.
tasto di START esterno
Arresto dell'asse: premere il tasto di STOP esterno
2.2 Spostamento degli assi macchina
HEIDENHAIN TNC 620 49
Page 50

Posizionamento incrementale
Nel posizionamento incrementale il TNC sposta l'asse della macchina
dell'incremento programmato.
Selezionare la modalità Funzionamento manuale o
Volantino elettronico
Z
Selezionare il posizionamento incrementale: softkey
INCREMENT su ON
ASSI LINEARI:
Inserire l'incremento in mm, ad es. 8 mm e premere
il softkey CONFERMA VALORE
Terminare l'immissione con il softkey OK
Premere il tasto esterno di movimento: ripetere il
2.2 Spostamento degli assi macchina
Per disattivare la funzione premere il softkey Disinserimento.
posizionamento secondo necessità
8
8
8
X
16
50 2 Funzionamento manuale e allineamento
Page 51

Spostamento con il volantino elettronico HR 410
Il volantino portatile HR 410 è dotato di due tasti di consenso che si
trovano sotto la manopola.
Gli assi della macchina possono essere spostati solo se viene premuto
uno dei tasti di consenso (funzione correlata alla macchina in uso).
Il volantino HR 410 dispone dei seguenti elementi di comando:
1 Tasto ARRESTO D'EMERGENZA
2 Volantino
3 Tasti di consenso
4 Tasti di selezione assi
5 Tasto di conferma della posizione reale
6 Tasti per definire l'avanzamento (lento, medio, rapido; gli
avanzamenti vengono definiti dal costruttore della macchina)
7 Direzione nella quale il TNC sposta l'asse selezionato
8 Funzioni macchina (vengono definite dal costruttore della
macchina)
I LED rossi segnalano l'asse e l'avanzamento selezionati.
Lo spostamento con il volantino è possibile con funzione M118 attiva
anche durante l'esecuzione di un programma (opzione software 3).
Spostamento
Selezionare la modalità Volantino elettronico
1
2
3
4
6
8
4
5
7
2.2 Spostamento degli assi macchina
Tenere premuto il tasto di consenso
Selezionare l'asse
Selezionare l'avanzamento
Spostare l'asse attivo in direzione + o -
oppure
HEIDENHAIN TNC 620 51
Page 52

2.3 Numero giri mandrino S,
avanzamento F e funzione
ausiliaria M
Applicazione
In modalità Funzionamento manuale e Volantino elettronico si
inseriscono tramite softkey il numero di giri mandrino S,
l'avanzamento F e la funzione ausiliaria M. Le funzioni ausiliarie sono
descritte al capitolo "7. Programmazione: Funzioni ausiliarie".
Il costruttore della macchina definisce quali funzioni
ausiliarie M possono essere utilizzate e la loro funzionalità.
Inserimento valori
Numero di giri mandrino S, funzione ausiliaria M
Selezionare l'inserimento per il numero giri mandrino:
softkey S
NUMERO GIRI MANDRINO S?
1000
La rotazione del mandrino con il numero giri S impostato viene avviata
con una funzione ausiliaria M, programmata allo stesso modo.
Avanzamento F
L’inserimento di un avanzamento F deve essere confermato con il
softkey OK e non con il tasto di START esterno.
Per l'avanzamento F vale quanto segue:
Con F=0, è attivo l'avanzamento minimo dal parametro macchina
minFeed
Se l’avanzamento inserito è maggiore del valore definito nel
parametro macchina maxFeed, è attivo l'avanzamento registrato nel
parametro macchina
F rimane memorizzato anche dopo un'interruzione della tensione
2.3 Numero giri mandrino S, avanzamento F e funzione ausiliaria M
Inserire il numero di giri e confermare con il tasto di
START esterno
52 2 Funzionamento manuale e allineamento
Page 53

Modifica giri mandrino e avanzamento
Con le manopole dei potenziometri di regolazione per numero di giri
del mandrino S e avanzamento F, è possibile modificare il valore
impostato tra 0% e 150%.
La manopola del potenziometro di regolazione per il
numero giri mandrino è attiva solo sulle macchine con
regolazione continua della velocità del mandrino.
HEIDENHAIN TNC 620 53
2.3 Numero giri mandrino S, avanzamento F e funzione ausiliaria M
Page 54

2.4 Impostazione dell'origine
(senza sistema di tastatura 3D)
Avvertenza
Impostazione dell'origine con sistema di tastatura 3D:
vedere il manuale Cicli di tastatura.
Nell'impostazione dell'origine l'indicazione del TNC viene portata sulle
coordinate di una posizione nota del pezzo.
Operazioni preliminari
Serrare e allineare il pezzo
Serrare l'utensile zero con raggio noto
Assicurarsi che il TNC visualizzi le posizioni reali
2.4 Impostazione dell'origine (senza sistema di tastatura 3D)
54 2 Funzionamento manuale e allineamento
Page 55

Definizione dell'origine con i tasti di movimentazione assi
Misura precauzionale
Se non si deve sfiorare la superficie del pezzo, appoggiare
sul pezzo un lamierino di spessore noto d. Per l'origine
impostare un valore maggiore di d.
Selezionare il modo operativo Funzionamento manuale
Spostare l'utensile con precauzione fino a sfiorare il
pezzo
Selezionare l'asse
DEF. ZERO PEZZO Z=
Utensile zero, asse del mandrino: impostare
l'indicazione su una posizione nota del pezzo (ad es.
0) o inserire lo spessore d del lamierino. Nel piano di
lavoro: tener conto del raggio dell'utensile
Determinare in modo analogo le origini dei restanti assi.
Utilizzando nell'asse di accostamento un utensile con lunghezza nota,
impostare l'indicazione dell'asse di accostamento sulla lunghezza L
dell'utensile o sulla somma Z=L+d.
Y
Z
Y
-R
-R
X
X
Il TNC memorizza automaticamente l'origine impostata
tramite i tasti di movimentazione assi nella riga 0 della
tabella Preset.
HEIDENHAIN TNC 620 55
2.4 Impostazione dell'origine (senza sistema di tastatura 3D)
Page 56

Gestione origini con tabella Preset
Si deve assolutamente usare la tabella Preset se
la macchina è equipaggiata con assi rotativi (tavola
orientabile o testa orientabile) e l’utente lavora con la
funzione Rotazione piano di lavoro,
sui controlli TNC più vecchi si è operato finora con
tabelle origini con riferimento REF,
si desidera lavorare più pezzi uguali bloccati in posizione
obliqua diversa.
La tabella Preset può avere un numero qualsiasi di righe
(origini). Per ottimizzare la dimensione del file e la velocità
di elaborazione, si dovrebbero utilizzare tante righe quante
sono necessarie per la gestione origini.
Per motivi di sicurezza, eventuali nuove righe possono
essere aggiunte solo alla fine della tabella Preset.
Memorizzazione delle origini nella tabella Preset
La tabella Preset ha il nome file PRESET.PR e deve essere salvata nella
directory TNC:\table. Il nome PRESET.PR può essere modificata solo
nel modo operativo Funzionamento manuale e Volantino elettronico.
Nel modo operativo Programmazione è possibile soltanto leggere la
tabella, ma non modificarla.
La copia della tabella Preset in un'altra directory (per il salvataggio dei
dati) è consentita.
Non modificare assolutamente il numero di righe delle tabelle copiate!
Questo potrebbe causare problemi se si desidera attivare di nuovo la
tabella.
Per attivare la tabella Preset copiata in un'altra directory, è necessario
ricopiarla nella directory TNC:\table.
2.4 Impostazione dell'origine (senza sistema di tastatura 3D)
56 2 Funzionamento manuale e allineamento
Page 57

Esistono più possibilità per memorizzare nella tabella Preset origini/
rotazioni base:
mediante cicli di tastatura nel modo operativo Funzionamento
manuale oppure Volantino elettronico (vedere manuale utente
Cicli di tastatura, Capitolo 2)
con i cicli di tastatura da 400 a 419 (vedere manuale utente Cicli di
tastatura, capitolo 3)
registrazione manuale (vedere la descrizione seguente)
Le rotazioni base della tabella Preset ruotano il sistema di
coordinate con il Preset che si trova nella stessa riga della
rotazione base.
Prestare attenzione alla definizione dell'origine affinché la
posizione degli assi ruotati coincida con i relativi valori del
menu 3D ROT. Da questo consegue:
Se la funzione Rotazione piano di lavoro è disattiva,
l’indicazione di posizione degli assi rotativi deve essere
= 0° (event. azzerare gli assi rotativi)
Se la funzione Rotazione piano di lavoro è attiva, le
indicazioni di posizione degli assi rotativi e gli angoli
registrati nel menu 3D ROT devono coincidere
La riga 0 della tabella Preset è sempre protetta da
scrittura. Il TNC memorizza sempre nella riga 0 l'origine
che è stata impostata per ultima manualmente o mediante
softkey.
HEIDENHAIN TNC 620 57
2.4 Impostazione dell'origine (senza sistema di tastatura 3D)
Page 58

Memorizzazione manuale delle origini nella tabella Preset
Per memorizzare le origini nella tabella Preset, procedere come segue
Selezionare il modo operativo Funzionamento manuale
Spostare l'utensile con precauzione fino a sfiorare il
pezzo, oppure posizionare il comparatore in modo
corrispondente
Visualizzare la tabella Preset: il TNC apre la tabella
Preset
Selezionare le funzioni per l'immissione Preset: il TNC
visualizza nella barra softkey le possibilità di
immissione disponibili. Descrizione delle possibilità di
immissione: vedere la tabella seguente
Selezionare la riga della tabella Preset che si desidera
modificare (il numero di riga corrisponde al numero
Preset)
Event. selezionare la colonna (asse) della tabella
Preset che si desidera modificare
Selezionare tramite softkey una delle possibilità di
inserimento disponibili (vedere la seguente tabella)
2.4 Impostazione dell'origine (senza sistema di tastatura 3D)
58 2 Funzionamento manuale e allineamento
Page 59

Funzione Softkey
Acquisizione diretta della posizione reale
dell'utensile (del comparatore) come nuova
origine: la funzione memorizza l'origine solo
nell'asse in cui si trova al momento il cursore
Assegnazione alla posizione reale dell'utensile
(del comparatore) un valore qualsiasi: la funzione
memorizza l'origine solo nell'asse in cui si trova il
cursore. Inserire il valore desiderato nella finestra
in primo piano
Spostamento incrementale di un'origine già
memorizzata nella tabella: la funzione memorizza
l'origine solo nell'asse in cui si trova al momento
il cursore. Inserire il valore di correzione
desiderato tenendo conto del segno nella
finestra in primo piano. Con visualizzazione inch
attiva: inserire il valore in inch, il TNC converte
internamente il valore immesso in mm
Inserimento diretto della nuova origine senza
calcolo della cinematica (specifica per asse).
Utilizzare questa funzione solo se la macchina è
equipaggiata con una tavola rotante e si desidera
impostare l'origine al centro della tavola rotante
con l'inserimento diretto di 0. La funzione
memorizza il valore solo nell'asse in cui si trova il
cursore. Inserire il valore desiderato nella finestra
in primo piano. Con visualizzazione inch attiva:
inserire il valore in inch, il TNC converte
internamente il valore immesso in mm
Selezione della visualizzazione
TRASFORMAZIONE BASE/OFFSET ASSE. Nella
visualizzazione standard TRASFORMAZIONE
BASE vengono indicate le colonne X, Y e Z. A
seconda della macchina in uso vengono riportate
anche le colonne SPA, SPB e SPC. Qui il TNC
memorizza la rotazione base (per asse utensile Z
il TNC impiega la colonna SPC). Nella
visualizzazione OFFSET vengono indicati i valori
di offset del Preset.
Scrittura dell'origine attualmente attiva in una riga
selezionabile della tabella: la funzione memorizza
l'origine in tutti gli assi e attiva automaticamente
la relativa riga della tabella. Con visualizzazione
inch attiva: inserire il valore in inch, il TNC
converte internamente il valore immesso in mm
HEIDENHAIN TNC 620 59
2.4 Impostazione dell'origine (senza sistema di tastatura 3D)
Page 60

Modifica della tabella Preset
Funzione di editing per tabelle Softkey
Selezione inizio tabella
Selezione fine tabella
Selez. pagina preced. della tabella
Selez. pagina success. della tabella
Selezione funzioni per l'inserimento Preset
Selezione visualizzazione Trasformazione base/
Offset asse
Attivazione dell’origine della riga attualmente
selezionata della tabella Preset
Inserimento alla fine della tabella del numero di
righe utilizzabili per l’immissione (2° livello
softkey)
Copia di un campo evidenziato in chiaro (2° livello
softkey)
Inserimento di un campo copiato (2° livello
softkey)
Reset della riga attualmente selezionata: il TNC
inserisce - in tutte le colonne (2° livello softkey)
Inserimento di una sola riga a fine tabella
(2° livello softkey)
Cancellazione di una sola riga a fine tabella
(2° livello softkey)
2.4 Impostazione dell'origine (senza sistema di tastatura 3D)
60 2 Funzionamento manuale e allineamento
Page 61

Attivazione dell’origine dalla tabella Preset nel modo operativo
Funzionamento manuale
All'attivazione di un'origine dalla tabella Preset, il TNC
annulla eventuali spostamenti origine, rappresentazioni
speculari, rotazioni e fattori di scala attivi.
Una trasformazione di coordinate programmata mediante
il ciclo 19 Rotazione piano di lavoro rimane invece attiva.
Selezionare il modo operativo Funzionamento manuale
Visualizzare la tabella Preset
Selezionare il numero origine che si desidera attivare
Attivare l'origine
Confermare l’attivazione dell’origine. Il TNC imposta
la visualizzazione e, se definita, la rotazione base
Uscire dalla tabella Preset
Attivazione dalla tabella Preset dell’origine in un programma NC
Per attivare le origini dalla tabella Preset durante l'esecuzione del
programma, impiegare il ciclo 247. Nel ciclo 247 si definisce solo il
numero dell'origine che si desidera attivare (vedere "IMPOSTAZIONE
ORIGINE (ciclo 247)" a pagina 353).
2.4 Impostazione dell'origine (senza sistema di tastatura 3D)
HEIDENHAIN TNC 620 61
Page 62

2.5 Rotazione piano di lavoro
(opzione software 1)
Applicazione, funzionamento
Le funzioni per la rotazione del piano di lavoro vengono
interfacciate dal costruttore della macchina tra TNC e
macchina. Per determinate teste orientabili (tavole
orientabili), il costruttore della macchina definisce se gli
angoli programmati nel ciclo vengono interpretati dal TNC
come coordinate degli assi rotativi oppure come
componenti angolari di un piano inclinato. Consultare il
manuale della macchina.
Z
Y
B
Il TNC supporta la rotazione dei piani di lavoro su macchine utensili con
teste o tavole orientabili. Applicazioni tipiche sono, ad es., fori obliqui
o profili posti in modo obliquo nello spazio. Il piano di lavoro viene
sempre ruotato intorno al punto zero attivo. La lavorazione viene
programmata come d'abitudine in un piano principale (ad es. piano X/
Y) mentre l'esecuzione viene realizzata in un piano ruotato rispetto al
piano principale.
Per la rotazione del piano di lavoro sono disponibili due funzioni:
Rotazione manuale con il softkey 3D ROT nei modi operativi
Funzionamento manuale e Volantino elettronico, vedere "Attivazione
della rotazione manuale", pagina 65
Rotazione controllata, ciclo 19 PIANO DI LAVORO nel programma
di lavorazione (vedere "PIANO DI LAVORO (ciclo 19, opzione
software 1)" a pagina 359)
Le funzioni del TNC per la "Rotazione piano di lavoro" sono
trasformazioni di coordinate. Il piano di lavoro è comunque sempre
perpendicolare alla direzione dell'asse utensile.
2.5 Rotazione piano di lavoro (opzione software 1)
10°
X
62 2 Funzionamento manuale e allineamento
Page 63

Nella rotazione del piano di lavoro il TNC distingue tra due tipi di
macchina:
Macchina con tavola orientabile
Il pezzo deve essere portato nella posizione di lavoro desiderata
mediante posizionamento della tavola orientabile, ad es. mediante
un blocco L.
La posizione dell'asse utensile convertito non cambia rispetto al
sistema di coordinate fisso della macchina. Ruotando la tavola,
quindi il pezzo, ad es. di 90°, non ruota anche il sistema di
coordinate. Azionando nel modo operativo Funzionamento
manuale il tasto di movimento Z+, anche l'utensile si sposta in
direzione Z+.
Il TNC tiene in considerazione per il calcolo del sistema di
coordinate convertito solo gli spostamenti meccanici della relativa
tavola orientabile - le cosiddette percentuali "traslatorie".
Macchina con testa orientabile
L’utensile deve essere portato nella posizione di lavoro desiderata
mediante posizionamento della testa orientabile, ad es. mediante
un blocco L.
La posizione dell'asse utensile ruotato (convertito) varia rispetto al
sistema di coordinate della macchina: ruotando la testa orientabile
- quindi l'utensile - ad es. nell'asse B di +90°, il sistema di
coordinate viene trascinato nella rotazione. Azionando nel modo
operativo Funzionamento manuale il tasto di movimento Z+,
l'utensile si sposta in direzione X+ del sistema di coordinate fisso
della macchina.
Per il calcolo del sistema di coordinate convertito il TNC tiene
conto degli spostamenti meccanici della testa orientabile
(percentuali "traslatorie") e degli spostamenti dovuti alla rotazione
dell'utensile (correzione 3D della lunghezza dell'utensile).
HEIDENHAIN TNC 620 63
2.5 Rotazione piano di lavoro (opzione software 1)
Page 64

Spostamento sugli indici di riferimento con assi ruotati
Il TNC attiva automaticamente il piano di lavoro ruotato nel caso in cui
questa funzione risultasse attiva allo spegnimento del controllo. Il TNC
trasla quindi gli assi all'attivazione di un tasto di direzione nel sistema
di coordinate inclinato. Posizionare l'utensile in modo tale che al
successivo superamento degli indici di riferimento non si verifichi
alcuna collisione. Per superare gli indici di riferimento è necessario
disattivare la funzione "Rotazione piano di lavoro".
Indicazione di posizione nel sistema ruotato
Le posizioni visualizzate nell'indicazione di stato (NOMIN e REALE) si
riferiscono al sistema di coordinate ruotate.
Limitazioni nella rotazione del piano di lavoro
I posizionamenti da PLC (definiti dal costruttore della macchina) non
sono ammessi.
2.5 Rotazione piano di lavoro (opzione software 1)
64 2 Funzionamento manuale e allineamento
Page 65

Attivazione della rotazione manuale
Selezionare la rotazione manuale: premere il softkey
3D ROT
Posizionare il campo chiaro con i tasti cursore
sull'opzione Funzionamento manuale
Aprire il menu di selezione con il tasto GOTO e
selezionare con il tasto cursore l'opzione Attivo,
confermare con il tasto ENT
Con il tasto cursore posizionare il campo chiaro
sull'asse rotativo desiderato
Inserire l'angolo di rotazione oppure
Confermare la posizione REF attuale degli assi rotativi
attivi: premere il softkey CONFERMA VALORE
Terminare l'immissione: premere il softkey OK
Interrompere l'immissione: premere il softkey
ANNULLA
Per la disattivazione, nel menu Rotazione piano di lavoro impostare su
Inattivo le relative modalità operative.
Quando la funzione Rotazione piano di lavoro è attiva e il TNC sta
spostando gli assi secondo il piano ruotato, nella visualizzazione di
stato compare l'icona .
Impostando la funzione Rotazione piano di lavoro per il modo operativo
Esecuzione programma su Attivo, l'angolo di rotazione inserito nel
menu diventa attivo dal primo blocco del programma da eseguire. Se
nel programma di lavorazione viene utilizzato il ciclo 19 PIANO DI
LAVORO, sono attivi i valori angolari ivi definiti. I valori angolari impostati
nel menu vengono sovrascritti dal TNC con i valori del ciclo 19.
HEIDENHAIN TNC 620 65
2.5 Rotazione piano di lavoro (opzione software 1)
Page 66

Page 67

Posizionamento con inserimento manuale
Page 68

3.1 Programmazione ed
esecuzione di lavorazioni
semplici
Per le lavorazioni semplici o il preposizionamento dell'utensile è adatto
il modo operativo Posizionamento con inserimento manuale. In questo
modo operativo è possibile introdurre un breve programma nel
formato testo in chiaro HEIDENHAIN e farlo eseguire direttamente.
Possono essere chiamati anche i cicli del TNC. Il programma viene
memorizzato nel file $MDI. La modalità Posizionamento con
inserimento manuale consente anche l'attivazione della
visualizzazione di stato supplementare.
Impiego di Introduzione manuale dati
Selezionare la modalità Posizionamento con
inserimento manuale. Programmare il file $MDI
secondo necessità
Avviare l'esecuzione del programma: tasto di START
esterno
Limitazioni:
Nel modo operativo MDI non sono disponibili le seguenti
funzioni:
Programmazione libera dei profili FK
Ripetizioni di blocchi di programma
Tecnica sottoprogrammi
Correzioni traiettoria
Grafica di programmazione
Chiamata di programmi PGM CALL
3.1 Programmazione ed esecuzione di lavorazioni semplici
68 3 Posizionamento con inserimento manuale
Esecuzione grafica
Page 69

Esempio 1
In un singolo pezzo deve essere praticato un foro di 20 mm. Dopo il
serraggio del pezzo, l'allineamento e l'impostazione dell'origine il foro
può essere programmato ed eseguito con poche righe di programma.
Per prima cosa l'utensile viene preposizionato con blocchi L (rette)
sopra il pezzo, ad una distanza di sicurezza di 5 mm sopra il foro. In
seguito viene eseguito il foro con il ciclo 200 FORATURA.
0 BEGIN PGM $MDI MM
1 TOOL CALL 1 Z S1860
2 L Z+200 R0 FMAX
3 L X+50 Y+50 R0 FMAX M3
4 CYCL DEF 200 FORATURA
Q200=5 ;DISTANZA SICUREZZA
Q201=-15 ;PROFONDITÀ
Q206=250 ;AVANZ. INCREMENTO
Q202=5 ;PROF. INCREMENTO
Q210=0 ;TEMPO ATTESA SOPRA
Q203=-10 ;COORD. SUPERFICIE
Q204=20 ;2ª DIST. SICUREZZA
Q211=0.2 ;TEMPO ATTESA SOTTO
5 CYCL CALL
6 L Z+200 R0 FMAX M2
7 END PGM $MDI MM
Z
Y
50
50
Chiamata utensile: asse utensile Z,
Numero di giri del mandrino 1860 giri/min
Disimpegno utensile (F MAX = rapido)
Posizionamento ut. con F MAX sopra il foro,
Mandrino ON
Definizione del ciclo FORATURA
Distanza di sicurezza dell'ut. sopra il foro
Profondità foro (segno=direzione di lavoro)
Avanzamento di foratura
Profondità singoli accostamenti prima del ritorno
Tempo di attesa in secondi dopo ogni disimpegno
Coordinata della superficie del pezzo
Distanza di sicurezza dell'ut. sopra il foro
Tempo di attesa sul fondo foro in secondi
Chiamata del ciclo FORATURA
Disimpegno utensile
Fine programma
X
3.1 Programmazione ed esecuzione di lavorazioni semplici
Funzione di retta L (vedere "Retta L" a pagina 159), ciclo FORATURA
(vedere "FORATURA (ciclo 200)" a pagina 229).
HEIDENHAIN TNC 620 69
Page 70

Esempio 2: compensazione della posizione obliqua del pezzo su
macchine con tavola rotante
Eseguire una rotazione base con il sistema di tastatura 3D (opzione
software Touch probe function). Vedere manuale utente "Cicli di
tastatura", cap. "Cicli di tastatura nei modi operativi Funzionamento
manuale e Volantino elettronico", par. "Compensazione posizione
obliqua del pezzo".
Prendere nota dell'angolo di rotazione e disattivare la rotazione base
Selezionare il modo operativo: Introduzione manuale
dati
Selezionare l'asse della tavola rotante, inserire
l'angolo di rotazione annotato e l'avanzamento, ad es.
L C+2.561 F50
Terminare l'immissione
Premere il tasto di START esterno: la posizione
obliqua viene compensata dalla rotazione della tavola
rotante
3.1 Programmazione ed esecuzione di lavorazioni semplici
70 3 Posizionamento con inserimento manuale
Page 71

Salvataggio e cancellazione dei programmi in $MDI
Il file $MDI viene utilizzato generalmente per programmi brevi e di
impiego temporaneo. Se è comunque necessario memorizzare un
programma, procedere come descritto di seguito.
Selezionare il modo operativo Editing programma
Chiamata gestione file: tasto PGM MGT (Program
Management)
Selezionare il file $MDI
Selezionare "Copiare file": softkey COPIA
FILE DI DESTINAZIONE =
FORO
Altre informazioni: vedere "Copia di un singolo file", pagina 87.
Introdurre il nome con il quale il contenuto attuale del
file $MDI deve essere memorizzato
Eseguire la copia
Per abbandonare la gestione file: softkey FINE
3.1 Programmazione ed esecuzione di lavorazioni semplici
HEIDENHAIN TNC 620 71
Page 72

Page 73

Programmazione: generalità, gestione file, ausili di programmazione
Page 74

4.1 Principi fondamentali
Sistemi di misura e indici di riferimento
Sugli assi della macchina sono previsti sistemi di misura che rilevano
le posizioni della tavola e dell'utensile. Sugli assi lineari sono previsti di
norma sistemi di misura lineari, mentre sulle tavole rotanti e sugli assi
rotativi sono previsti sistemi di misura angolari.
Quando un asse si muove, il relativo sistema di misura genera un
segnale elettrico dal quale il TNC calcola l'esatta posizione dell'asse.
In caso di interruzione della tensione la correlazione tra la posizione
degli assi e la posizione reale calcolata va persa. Per poter ristabilire
questa correlazione, i sistemi di misura incrementali sono provvisti di
indici di riferimento. Al superamento di un indice di riferimento il TNC
riceve un segnale che definisce un punto di riferimento fisso della
macchina. In questo modo il TNC è in grado di ristabilire la correlazione
4.1 Principi fondamentali
tra la posizione reale e la posizione attuale della macchina. Con i
sistemi di misura lineari e indici di riferimento a distanza codificata, gli
assi devono essere spostati al massimo di 20 mm, con i sistemi di
misura angolari al massimo di 20°.
Con i sistemi di misura assoluti, dopo l’accensione viene trasmesso al
controllo un valore di posizione assoluto. In questo modo si ristabilisce
subito dopo l’accensione, senza spostamento degli assi, la
correlazione tra la posizione reale e la posizione attuale della slitta della
macchina.
X
MP
X (Z,Y)
Z
Y
X
Sistema di riferimento
Un sistema di riferimento consente la definizione univoca di una
posizione in un piano o nello spazio. L'indicazione di una posizione si
riferisce sempre a un determinato punto, definito dalle coordinate.
Nel sistema ortogonale (sistema cartesiano) vengono definite tre
direzioni con gli assi X, Y e Z. Questi assi sono perpendicolari tra loro
e si intersecano in un punto, detto origine o punto zero. Una coordinata
indica quindi la distanza dal punto zero in una di queste direzioni. Una
posizione nel piano può pertanto essere definita da due coordinate e
nello spazio da tre coordinate.
Le coordinate che si riferiscono al punto zero, vengono chiamate
coordinate assolute. Le coordinate relative si riferiscono ad una
qualsiasi altra posizione (punto di riferimento) nel sistema delle
coordinate. I valori di coordinata relativi vengono chiamati anche valori
di coordinata incrementali.
Z
Y
X
74 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 75

Sistema di riferimento sulle fresatrici
Nella lavorazione di un pezzo su una fresatrice ci si riferisce
generalmente al sistema di coordinate ortogonali. La figura a destra
illustra l'assegnazione del sistema di coordinate ortogonali agli assi
della macchina. La "regola delle tre dita della mano destra" serve da
supporto: quando il dito medio è diretto nel senso dell'asse utensile,
esso indica la direzione Z+, il pollice la direzione X+ e l'indice la
direzione Y+.
Il TNC 620 è in grado di controllare a richiesta fino a cinque assi. Oltre
agli assi principali X, Y e Z ci sono assi ausiliari U, V e W, paralleli ai
primi (attualmente non ancora supportati dal TNC 620). Gli assi di
rotazione vengono chiamati A, B e C. La figura in basso illustra
l'assegnazione degli assi ausiliari e degli assi di rotazione agli assi
principali.
+Y
+Z
+Y
+X
+Z
+X
Denominazione degli assi su fresatrici
Gli assi X, Y e Z sulla fresatrice vengono denominati anche asse
utensile, asse principale (1° asse) e asse secondario (2° asse). La
disposizione dell'asse utensile è determinante per l'assegnazione di
asse principale e secondario.
Asse utensile Asse principale Asse secondario
XYZ
YZX
ZXY
V+
4.1 Principi fondamentali
Z
Y
C+
B+
W+
A+
X
U+
HEIDENHAIN TNC 620 75
Page 76

Coordinate polari
Se il disegno di produzione è quotato con sistema ortogonale, anche il
programma di lavorazione deve essere creato con coordinate
ortogonali. Per pezzi con archi di cerchio o per indicazioni angolari è
spesso più semplice definire le posizioni con coordinate polari.
Contrariamente alle coordinate ortogonali X, Y e Z, le coordinate polari
descrivono soltanto posizioni in un piano. Le coordinate polari hanno il
proprio punto zero nel polo CC (CC = circle centre; in inglese centro
cerchio). Una posizione in un piano può essere quindi definita in modo
univoco mediante:
il raggio delle coordinate polari: distanza dal polo CC alla posizione
l'angolo delle coordinate polari: angolo tra l'asse di riferimento
dell'angolo e la retta che collega il polo CC con la posizione.
Definizione del polo e dell'asse di riferimento dell'angolo
Il polo viene definito mediante due coordinate nel sistema di
4.1 Principi fondamentali
coordinate ortogonali in uno dei tre piani. Con questa definizione si
attribuisce in modo univoco anche l'asse di riferimento dell'angolo per
l'angolo PA delle coordinate polari.
Coordinate polari (piano)
X/Y +X
Y/Z +Y
Z/X +Z
Asse di riferimento
dell'angolo
Y
PR
PA
2
PA
3
10
PR
CC
PA
PR
1
0°
X
30
Z
Y
Z
Y
X
Z
Y
X
X
76 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 77

Posizioni assolute e incrementali del pezzo
Posizioni assolute del pezzo
Se le coordinate di una posizione si riferiscono al punto zero delle
coordinate (origine), queste vengono definite assolute. Ogni posizione
su un pezzo è definita in modo univoco dalle relative coordinate
assolute.
Esempio 1: fori con coordinate assolute
Foro 1 Foro 2 Foro 3
X = 10 mm X = 30 mm X = 50 mm
Y = 10 mm Y = 20 mm Y = 30 mm
Y
3
30
2
20
1
10
Posizioni incrementali del pezzo
Le coordinate incrementali si riferiscono all'ultima posizione
programmata dell'utensile che serve da origine relativa (fittizia). Alla
creazione del programma le coordinate incrementali indicano quindi la
quota tra l'ultima posizione nominale e quella immediatamente
successiva, della quale traslare l'utensile. Per questa ragione viene
anche definita quota incrementale.
Le quote incrementali vengono identificate con una "I" prima del nome
dell'asse.
Esempio 2: fori con coordinate incrementali
Coordinate assolute del foro 4
X = 10 mm
Y = 10 mm
Foro 5, riferito a 4 Foro 6, riferito a 5
X = 20 mm X = 20 mm
Y = 10 mm Y = 10 mm
Coordinate polari assolute ed incrementali
Le coordinate assolute si riferiscono sempre al polo e all'asse di
riferimento dell'angolo.
Le coordinate incrementali si riferiscono sempre all'ultima posizione
programmata dell'utensile.
X
10 30 50
4.1 Principi fondamentali
Y
6
5
4
10 10
10
10
20
20
Y
X
+IPR
PR
PA
PR
0°
+IPA
PR
10
+IPA
CC
X
30
HEIDENHAIN TNC 620 77
Page 78

Impostazione dell'origine
Il disegno del pezzo specifica un determinato elemento geometrico
del pezzo quale origine assoluta (punto zero), generalmente uno
spigolo del pezzo. Nell'impostazione dell'origine si allinea per prima
cosa il pezzo rispetto agli assi macchina, portando l'utensile per ogni
asse in una posizione nota rispetto al pezzo. Per questa posizione si
imposta il display del TNC su zero o su un valore di posizione
predefinito. In questo modo si assegna il pezzo al sistema di
riferimento, valido per la visualizzazione del TNC e per il programma di
lavorazione.
Se sul disegno del pezzo è indicata un'origine incrementale, occorre
semplicemente utilizzare i cicli per la conversione delle coordinate
(vedere "Cicli per la conversione di coordinate" a pagina 347).
Quando il disegno del pezzo non è quotato a norma NC, si sceglie una
determinata posizione o uno spigolo come origine, in base alla quale si
potranno poi determinare con massima semplicità tutte le altre
4.1 Principi fondamentali
posizioni.
La determinazione dell'origine risulta particolarmente agevole con il
sistema di tastatura 3D HEIDENHAIN. Vedere il manuale utente Cicli
di tastatura "Impostazione dell'origine con sistemi di tastatura 3D".
Z
Y
MAX
X
MIN
Y
Esempio
Lo schizzo del pezzo a destra mostra dei fori (da 1 a 4), le cui quote si
riferiscono ad un'origine assoluta con le coordinate X=0 Y=0. I fori (da
5 a 7) si riferiscono ad un'origine relativa, con le coordinate assolute
X=450 Y=750. Con il ciclo SPOSTAMENTO DELL'ORIGINE si sposta
temporaneamente l'origine sulla posizione X=450, Y=750, per
programmare i fori (da 5 a 7) senza ulteriori calcoli.
750
320
150
7
0
6
5
-150
0,1
±
300
325
3 4
0
21
450 900
X
950
78 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 79

4.2 Gestione file: principi
fondamentali
File
File nel TNC Tipo
Programmi
in dialogo HEIDENHAIN
secondo DIN/ISO
.H
.I
Tabelle per
Utensili
Cambia-utensili
Origini
Preset
Sistemi di tastatura
File di backup
Testi quali
File ASCII
File di protocollo
Introducendo un programma di lavorazione nel TNC, dare a questo
programma innanzitutto un nome. Il TNC memorizza il programma
come file con lo stesso nome. Anche i testi e le tabelle vengono
memorizzati dal TNC come file.
Per trovare e gestire i file in modo rapido, il TNC dispone di una finestra
speciale per la gestione dei file. In questa finestra si possono
chiamare, copiare, rinominare e cancellare i vari file.
Con il TNC si possono gestire e memorizzare file fino a una
dimensione complessiva di 300 MByte.
A seconda dell'impostazione il TNC crea dopo l'editing e la
memorizzazione di programmi NC un file di backup *.bak,
che può influire sullo spazio di memoria a disposizione.
.T
.TCH
.D
.PR
.TP
.BAK
.A
.TXT
4.2 Gestione file: principi fondamentali
HEIDENHAIN TNC 620 79
Page 80

Nomi dei file
Per i programmi, le tabelle e i testi il TNC vi aggiunge ancora
un'estensione, divisa da un punto dal nome del file. Questa
estensione caratterizza il tipo di file.
PROG20 .H
Nome file Tipo di file
La lunghezza dei nomi di file non dovrebbe superare 25 caratteri,
altrimenti il TNC non visualizza in modo completo il nome del
programma. I seguenti caratteri non sono ammessi nei nomi di file:
! “ ’ ( ) * + / ; < = > ? [ ] ^ ` { | } ~
Nei nomi dei file non devono essere impiegati nemmeno
caratteri di spaziatura (HEX 20) e il carattere Delete (HEX
7F).
La lunghezza massima ammessa per i nomi di file deve
essere tale che non venga superata la lunghezza di
percorso massima ammessa di 256 caratteri (vedere
"Percorsi" a pagina 82).
4.2 Gestione file: principi fondamentali
80 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 81

Tastiera sullo schermo
I caratteri e i caratteri speciali possono essere inseriti con la tastiera
sullo schermo o (se presente) con una tastiera per PC collegata
attraverso l'interfaccia USB.
Inserimento del testo attraverso la tastiera sullo schermo
Premere il tasto GOTO per inserire attraverso la tastiera sullo
schermo un testo ad es. nomi di programma o di directory
Il TNC apre una finestra in cui il campo di inserimento numerico del
TNC viene rappresentato con i corrispondenti tasti alfabetici
Premendo event. più volte il rispettivo tasto, si sposta il cursore e sul
carattere desiderato
Attendere fino a quando il TNC conferma il carattere selezionato nel
campo di inserimento, prima di inserire il successivo carattere
Confermare con il softkey OK il testo nel campo di dialogo aperto
Passare con il softkey abc/ABC tra caratteri maiuscoli e minuscoli. Se
il costruttore della macchina ha definito caratteri speciali
supplementari, questi possono essere richiamati e inseriti tramite il
softkey CARATT. SPECIALI. Per cancellare singoli caratteri, impiegare
il softkey Backspace.
Salvataggio dati
HEIDENHAIN consiglia di salvare a intervalli regolari su un PC i
programmi e i file generati ex novo nel TNC.
A tale scopo HEIDENHAIN mette a disposizione una funzione di
backup nel software di trasmissione dati TNCremoNT. Il costruttore
della macchina darà tutte le informazioni al riguardo.
Inoltre è necessario un supporto dati sul quale sono salvati tutti i dati
specifici della macchina (programma PLC, parametri macchina ecc.).
Per la fornitura rivolgersi al costruttore della macchina.
4.2 Gestione file: principi fondamentali
Di tanto in tanto cancellare i file non più necessari, in modo
che il TNC possa disporre sempre di spazio sufficiente di
memoria per i file di sistema (ad es. tabella utensili).
HEIDENHAIN TNC 620 81
Page 82

4.3 Operare con la gestione file
Directory
Se si memorizzano nel TNC molti programmi, inserire i file in directory
(cartelle), per poterli organizzare. In tali directory si possono creare
ulteriori directory, le cosiddette sottodirectory. Con il tasto -/+ oppure
ENT si possono visualizzare o mascherare le sottodirectory.
Percorsi
Il percorso indica il drive e tutte le directory e sottodirectory in cui un
file è memorizzato. I singoli dati vengono separati da una "\".
Esempio
Sul drive TNC:\ è stata generata la directory AUFTR1. In seguito nella
directory AUFTR1 è stata generata la sottodirectory NCPROG, nella
quale è stato copiato il programma di lavorazione PROG1.H Il
programma di lavorazione ha quindi il seguente percorso:
TNC:\AUFTR1\NCPROG\PROG1.H
4.3 Operare con la gestione file
La grafica a destra illustra un esempio di visualizzazione di directory
con diversi percorsi.
TNC:\
AUFTR1
NCPROG
WZTAB
A35K941
ZYLM
TESTPROG
HUBER
KAR25T
82 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 83

Panoramica: funzioni della gestione dati
Funzione Softkey
Copia di un singolo file
Selezione di un tipo di file
Visualizzazione degli ultimi 10 file selezionati
Cancellazione di file o directory
Selezione di file
Rinomina file
Gestione dei drive di rete
Selezione dell’editor
Attivazione protezione file da cancellazione e
modifica
Disattivazione della protezione di un file
Creazione di un nuovo file
Ordinamento dei file secondo le proprietà
Copia di una directory
Cancellazione di una directory con tutte le
sottodirectory
Visualizzazione delle directory di un drive
Rinomina directory
4.3 Operare con la gestione file
Creazione di una nuova directory
HEIDENHAIN TNC 620 83
Page 84

Richiamare la Gestione file
Premere il tasto PGM MGT: il TNC visualizza la
finestra per la gestione file. (La figura a destra mostra
l’impostazione base. Se il TNC visualizza una
ripartizione dello schermo diversa, premere il softkey
FINESTRA.)
La finestra stretta a sinistra visualizza i drive e le directory disponibili. I
drive rappresentano i dispositivi con i quali i dati vengono memorizzati
o trasmessi. Un drive è costituito dalla memoria interna del TNC, altri
drive sono le interfacce RS232, Ethernet e USB, attraverso le quali si
può collegare per esempio un PC o un dispositivo di memoria. Ogni
directory è sempre identificata da un’icona della cartella (a sinistra) e
dal suo nome (a destra). Le sottodirectory sono rientrate verso destra.
Se una casella con il simbolo + precede il simbolo della cartella,
significa che sono presenti altre sottodirectory, che possono essere
visualizzate con il tasto -/+ o ENT.
La finestra larga a destra visualizza tutti i file memorizzati nella
4.3 Operare con la gestione file
directory selezionata. Per ogni file vengono visualizzate varie
informazioni, elencate nella tabella sottostante.
Visualizzazione Significato
NOME FILE Nome con un’estensione (tipo di file)
separata da un punto
BYTE Dimensione del file in byte
STATO
E
S
M
DATA Data dell'ultima modifica del file
ORA Ora dell'ultima modifica del file
Caratteristica del file:
Programma selezionato in modalità
Programmazione
Programma selezionato in modalità Prova
programma
Programma selezionato in una delle
modalità di esecuzione del programma
File protetto da cancellazione e da modifica
(protected)
84 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 85

Selezione di drive, directory e file
Chiamata Gestione file
Per portare la selezione (campo chiaro) nel punto desiderato sullo
schermo, utilizzare i tasti cursore o i softkey:
Sposta il campo chiaro dalla finestra destra a quella
sinistra e viceversa
Sposta il campo chiaro in una finestra verso l'alto e
verso il basso
Sposta il campo chiaro pagina per pagina in una
finestra verso l'alto e verso il basso
Passo 1: Selezione del drive
Selezionare il drive nella finestra sinistra:
4.3 Operare con la gestione file
Selezione file: premere il softkey SELEZ. o il tasto
oppure
Passo 2: Selezione della directory
Evidenziare la directory nella finestra sinistra: la finestra destra elenca
tutti i file della directory evidenziata
HEIDENHAIN TNC 620 85
ENT
Page 86

Passo 3: Selezione file
Premere il softkey SELEZIONA TIPO
Premere il softkey del tipo di file desiderato oppure
visualizzazione di tutti i file: premere il softkey
VIS.TUTTI, oppure
Selezionare il file nella finestra destra:
il file selezionato viene attivato nel modo operativo nel
quale è stata chiamata la gestione del file: premere il
oppure
softkey SELEZ. o il tasto ENT
4.3 Operare con la gestione file
Creazione di una nuova directory
Selezionare nella finestra sinistra la directory, nella quale si desidera
generare una sottodirectory
NUOVO
NOME DIRECTORY?
Introdurre il nome della nuova directory, premere il
tasto ENT
Confermare con il softkey OK, o
annullare con il softkey ANNULLA
86 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 87

Copia di un singolo file
Portare il campo chiaro sul file da copiare
Premere il softkey COPY: selezione della funzione di
copiatura. Il TNC apre una finestra in primo piano
Introdurre il nome del file di destinazione e
confermare con il tasto ENT o il softkey OK: il TNC
copia il file nella directory attiva, oppure nella
corrispondente directory di destinazione. Il file
originale viene conservato
Copia di directory
Portare il campo chiaro nella finestra sinistra sulla directory da copiare.
Premere poi il softkey COPIA DIR . in luogo del softkey COPIA. Il TNC
può copiare assieme tutte le sottodirectory.
Selezione dell'impostazione in un box di selezione
In diversi dialoghi il TNC apre una finestra in primo piano, in cui si
possono scegliere le impostazioni in box di selezione.
Spostare il cursore nel box di selezione desiderato e premere il tasto
GOTO
Posizionare il cursore con i tasto cursore sull’impostazione richiesta
Confermare il valore con il softkey OK, annullare la selezione con il
softkey ANNULLA
4.3 Operare con la gestione file
HEIDENHAIN TNC 620 87
Page 88

Selezione di uno degli ultimi 10 file selezionati
Chiamata Gestione file
Visualizzazione degli ultimi 10 file selezionati:
premere il softkey ULTIMI FILE
Per portare il campo chiaro sul file da selezionare, utilizzare i tasti
cursore:
Sposta il campo chiaro in una finestra verso l'alto e
verso il basso
Selezione file: premere il softkey OK o il tasto ENT
oppure
4.3 Operare con la gestione file
Cancellazione di un file
Portare il campo chiaro sul file da cancellare
Selezione della funzione di cancellazione: premere il
softkey CANCELLA.
Conferma della cancellazione: premere il softkey OK
oppure
Annullamento della cancellazione: premere il softkey
ANNULLA
Cancellazione directory
Cancellare tutti i file e tutte le sottodirectory nella directory da
cancellare
Portare il campo chiaro sulla directory da cancellare
Selezione della funzione di cancellazione: premere il
softkey CANC.. Il TNC chiede se devono essere
cancellate anche le sottodirectory e i file
Conferma della cancellazione: premere il softkey OK
oppure
Annullamento della cancellazione: premere il softkey
ANNULLA
88 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 89

Selezione di file
Funzione di selezione Softkey
Selezione di un singolo file
Selezione di tutti i file di una directory
Disattivazione della selezione di un unico file
Disattivazione della selezione di tutti i file
Le funzioni, quali la copiatura o la cancellazione di file, possono essere
eseguite sia per singoli che per più file contemporaneamente. Per
selezionare più file procedere come segue:
Portare il campo chiaro sul primo file
Visualizzazione funzioni di marcatura: premere il
softkey TAG
4.3 Operare con la gestione file
Selezione file: premere il softkey SELEZ. FILE
Portare il campo chiaro sul file successivo
Selezione file successivo: premere il softkey
SELEZ. FILE ecc.
Copiatura dei file selezionati: uscire dalla funzione
TAG con il softkey Indietro
Copiatura dei file selezionati: selezionare il softkey
COPIA
Cancellazione dei file selezionati: premere il softkey
Indietro per uscire dalle funzioni di selezione e poi
premere il softkey CANCELLA
HEIDENHAIN TNC 620 89
Page 90

Rinomina di un file
Portare il campo chiaro sul file, al quale si desidera cambiare il nome
Selezionare la funzione per rinominare il file
Introdurre il nuovo nome del file; il tipo di file non può
essere modificato
Conferma del cambiamento del nome: premere il
softkey OK o il tasto ENT
Ordinamento dei file
Scegliere la cartella in cui si desidera ordinare i file
Selezionare il softkey ORDINA
Selezionare il softkey con il corrispondente criterio di
rappresentazione
Funzioni ausiliarie
Attivazione/Disattivazione protezione file
4.3 Operare con la gestione file
Portare il campo chiaro sul file da proteggere
Selezionare le funzioni ausiliarie: premere il softkey
FUNZ. AUSIL.
Attivazione della protezione di un file: premere il
softkey PROTEGG., il file viene contrassegnato da un
simbolo
Per disattivare la protezione del file procedere allo
stesso modo con il softkey SPROTEG.
Selezione dell’editor
Spostare il campo chiaro nella finestra di destra sul file che si
desidera aprire
Selezionare le funzioni ausiliarie: premere il softkey
FUNZ. AUSIL.
Selezione dell'editor con cui si desidera aprire il file
selezionato: premere il softkey SELEZIONE EDITOR
Selezionare l’editor desiderato
Premere il softkey OK per aprire il file
Attivazione o disattivazione di dispositivo USB
Selezionare le funzioni ausiliarie: premere il softkey
FUNZ. AUSIL.
Commutare il livello softkey
Selezionare il softkey per attivare o disattivare
90 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 91

Trasmissione dati a/da un supporto dati esterno
Prima di poter trasmettere dati ad un supporto dati
esterno, è eventualmente necessario programmare
l'interfaccia dati (vedere "Programmazione interfacce dati"
a pagina 491).
Se si trasmettono dati attraverso l'interfaccia seriale, in
funzione del software di trasmissione possono comparire
problemi, che possono essere superati eseguendo
ripetutamente la trasmissione.
Richiamare la Gestione file
Selezione ripetizione schermo per la trasmissione
dati: premere il softkey FINESTRA. Selezionare la
directory desiderata sulle due metà dello schermo. Il
TNC visualizza ad es. nella parte sinistra dello
schermo tutti i file memorizzati nel TNC e nella parte
destra tutti i file memorizzati sul supporto dati
esterno. Con il softkey VISUALIZ. FILE oppure
VISUALIZ. ALBERO commutare tra la visualizzazione
cartelle e la visualizzazione file.
4.3 Operare con la gestione file
Per portare il campo chiaro sul file da trasmettere, utilizzare i tasti
cursore:
Sposta il campo chiaro in una finestra verso l'alto e
verso il basso
Sposta il campo chiaro dalla finestra destra alla
finestra sinistra e viceversa
Per la copiatura dei file dal TNC su un supporto esterno portare il
campo chiaro nella finestra sinistra sul file da trasmettere.
HEIDENHAIN TNC 620 91
Page 92

Trasmissione di un singolo file: posizionare il campo chiaro sul file
desiderato, oppure
Trasferire più file: premere il softkey TAG (sul
secondo livello softkey, vedere "Selezione di file",
pagina 89) e selezionare i file in modo
corrispondente. Uscire dalla funzione SELEZIONARE
Premere il softkey COPY
Confermare con il softkey OK o con il tasto ENT. Se i programmi sono
lunghi il TNC, visualizza una finestra di stato che informa sulla
procedura della copiatura.
Conclusione trasmissione dati: spostare il campo
4.3 Operare con la gestione file
chiaro nella finestra sinistra e premere quindi il
softkey FINESTRA. Il TNC visualizzerà nuovamente la
finestra standard per la Gestione file
Per selezionare un’altra directory quando un file è
visualizzato su doppia finestra, premere il softkey
VISUALIZ. ALBERO. Premendo il softkey VISUALIZZA
FILE, il TNC visualizza il contenuto della directory
selezionata!
92 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 93

Copia di file in un'altra directory
Selezionare la ripartizione dello schermo con le due finestre di
grandezza uguale
Visualizzare le directory in entrambe le finestre: premere il softkey
VISUALIZ. ALBERO
Finestra destra
Portare il campo chiaro sulla directory nella quale si desidera copiare
i file e visualizzare con il tasto VISUALIZZA FILE i file in questa
directory
Finestra sinistra
Selezionare la directory con i file da copiare e visualizzare i file con il
tasto VISUALIZZA FILE
Visualizzare le funzioni per la selezione di file
Portare il campo chiaro sui file da copiare e
selezionarli. Se desiderato, selezionare altri file allo
stesso modo.
Copiare i file selezionati nella directory di destinazione
Ulteriori funzioni di selezione: vedere "Selezione di file", pagina 89.
Avendo selezionato dei file sia nella finestra sinistra che in quella
destra, il TNC effettua la copia dalla directory sulla quale si trova il
campo chiaro.
4.3 Operare con la gestione file
Sovrascrittura di file
Se si desidera copiare file in una directory in cui ci sono file con lo
stesso nome, il TNC visualizza il messaggio d'errore "File protetto".
Impiegare la funzione SELEZIONARE per sovrascrivere il file:
Sovrascrittura di più file: nella finestra in primo piano selezionare i
“file esistenti” ed eventualmente i “file protetti” e premere il
softkey OK oppure
Senza sovrascrittura di file: premere il softkey ANNULLA
HEIDENHAIN TNC 620 93
Page 94

Il TNC in rete
Per il collegamento della scheda Ethernet alla propria rete,
vedere "Interfaccia Ethernet", pagina 496.
Eventuali messaggi d'errore durante il funzionamento in
rete vengono registrati dal TNC (vedere "Interfaccia
Ethernet" a pagina 496).
Se collegato in rete, il TNC visualizza i drive collegati nella finestra delle
directory (vedere metà sinistra dello schermo) Tutte le funzioni sopra
descritte (selezione drive, copiatura file, ecc.) valgono anche per le reti,
sempre che l'abilitazione di accesso lo consenta.
Collegamento in rete e relativo scollegamento
Selezione della gestione file: premere il tasto PGM
MGT, selezionare eventualmente con il softkey
FINESTRA la ripartizione dello schermo come
illustrato dalla figura in alto a destra.
Gestione drive di rete: premere il softkey RETE
4.3 Operare con la gestione file
Funzione Softkey
Attivazione del collegamento in rete, il TNC
seleziona la colonna Mnt, quando il collegamento
è attivo
(secondo livello softkey). Il TNC visualizza nella
finestra destra i drive di rete ai quali è abilitato
l'accesso. Con i softkey qui di seguito descritti si
definiscono i collegamenti per i singoli drive.
Conclusione del collegamento in rete
Attivazione automatica del collegamento in rete
all'accensione del TNC. Il TNC seleziona la
colonna Auto, quando il collegamento viene
attivato automaticamente
Funzione PING per eseguire il test del
collegamento in rete
Premendo il softkey INFO RETE, il TNC visualizza
le impostazioni di rete correnti
94 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 95

Dispositivi USB sul TNC
Attraverso i dispositivi USB è particolarmente facile salvare oppure
caricare dati nel TNC. Il TNC supporta i seguenti dispositivi a blocco
USB:
Drive per dischetti con sistema file FAT/VFAT
Stick di memoria con sistema file FAT/VFAT
Dischi fissi con sistema file FAT/VFAT
Drive CD-ROM con sistema file Joliet (ISO9660)
Questi dispositivi USB vengono riconosciuti automaticamente dal TNC
al momento del collegamento. I dispositivi USB con altri sistemi file (ad
es. NTFS) non sono supportati dal TNC. Quando vengono inseriti il
TNC emette un messaggio d'errore.
Il TNC emette un messaggio d'errore anche se si collega
un hub USB. In questo caso, confermare semplicemente
il messaggio con il tasto CE.
In linea di principio, tutti i dispositivi USB con i suddetti
sistemi file dovrebbero essere collegabili al TNC. Se
tuttavia si presentano problemi, contattare HEIDENHAIN.
Nella gestione file i dispositivi USB vengono visti nell'albero delle
directory come drive distinti, e quindi si possono utilizzare per la
gestione dei file le funzioni descritte nei paragrafi precedenti.
Per rimuovere un dispositivo USB, si deve procedere nel modo
seguente:
Selezione della gestione file: premere il tasto PGM
MGT
4.3 Operare con la gestione file
Selezionare con il tasto cursore la finestra sinistra
Selezionare con un tasto cursore il dispositivo USB da
rimuovere
Commutare il livello softkey
Selezionare le funzioni ausiliarie
Selezionare la funzione per rimuovere dispositivi USB:
Il TNC rimuove il dispositivo USB dall'albero delle
directory
Chiudere la gestione file
Inversamente, un dispositivo USB precedentemente rimosso può
essere collegato di nuovo premendo il seguente softkey:
Selezionare la funzione per ricollegare dispositivi USB
HEIDENHAIN TNC 620 95
Page 96

4.4 Apertura e inserimento di
programmi
Configurazione di un programma NC testo in chiaro HEIDENHAIN
Un programma di lavorazione è composto da una serie di blocchi di
programma. La figura a destra illustra i singoli elementi di un blocco.
Il TNC numera i blocchi dei programmi di lavorazione in ordine
crescente.
Il primo blocco di un programma è identificato dall'istruzione BEGIN
PGM, dal nome del programma e dall'unità di misura utilizzata.
I blocchi successivi contengono i dati relativi a:
pezzo grezzo
definizioni e chiamate utensile
avvicinamento a una posizione di sicurezza
avanzamenti e numeri di giri
traiettorie, cicli e altre funzioni
L'ultimo blocco di un programma è identificato dall'istruzione END PGM,
dal nome del programma e dall'unità di misura utilizzata.
Dopo una chiamata utensile, HEIDENHAIN raccomanda di
raggiungere sempre una posizione di sicurezza da cui il
4.4 Apertura e inserimento di programmi
TNC può eseguire senza collisioni il posizionamento per la
lavorazione.
Blocco
10 L X+10 Y+5 R0 F100 M3
Funzione di
traiettoria
Numeri blocco
Istruzioni
Definizione del pezzo grezzo: BLK FORM
Dopo l'apertura di un nuovo programma si deve definire un pezzo
parallelepipedo, non lavorato. Per definire il pezzo grezzo, premere il
softkey SPEC FCT e successivamente il softkey BLK FORM. Questa
definizione occorre al TNC per le simulazioni grafiche. I lati del
parallelepipedo possono avere una lunghezza massima di 100 000 mm
e devono essere paralleli agli assi X, Y e Z. Questo pezzo grezzo viene
definito tramite due dei suoi spigoli:
Punto MIN, corrispondente alle coordinate X,Y e Z più piccole del
parallelepipedo, da inserire quali valori assoluti
Punto MAX, corrispondente alle coordinate massime X, Y e Z del
parallelepipedo, da inserire quali valori assoluti o incrementali
Il pezzo grezzo deve essere definito solo se si desidera
effettuare il test grafico del programma!
96 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 97

Apertura di un nuovo programma di lavorazione
0
0
0
I programmi di lavorazione vengono sempre inseriti nel modo
operativo Programmaz.. Esempio di apertura di programma:
Selezionare la modalità operativa Programmazione
Chiamare la gestione file: premere il tasto PGM MGT
Selezionare la directory nella quale si desidera memorizzare il nuovo
programma:
NOME FILE = 123.H
Inserire il nome del nuovo programma e confermare
con il tasto ENT
Selezionare l’unità di misura: premere il softkey MM
oppure INCH. Il TNC commuta sulla finestra
programmi e apre il dialogo per la definizione del BLKFORM (pezzo grezzo)
ASSE DI LAVORO MANDRINO X/Y/Z?
Inserire l'asse del mandrino
DEF BLK FORM: PUNTO MIN?
Inserire una dopo l'altra le coordinate X, Y e Z del
punto MIN
-40
DEF BLK FORM: PUNTO MAX?
100
100
Inserire una dopo l'altra le coordinate X, Y e Z del
punto MAX
4.4 Apertura e inserimento di programmi
HEIDENHAIN TNC 620 97
Page 98

Esempio: visualizzazione di BLK FORM nel programma CN
0 BEGIN PGM NUOVO MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 END PGM NUOVO MM
Il TNC genera automaticamente i numeri dei blocchi, nonché il blocco
BEGIN e il blocco END.
Se non si desidera definire il pezzo grezzo, interrompere il
dialogo Asse di lavoro mandrino X/Y/Z con il tasto DEL!
Perché il TNC possa visualizzare la grafica occorre che il
lato più corto sia almeno 50 µm e il lato più lungo sia al
massimo 99 999,999 mm!
Inizio programma, nome, unità di misura
Asse del mandrino, coordinate punto MIN
Coordinate punto MAX
Fine programma, nome, unità di misura
4.4 Apertura e inserimento di programmi
98 4 Programmazione: generalità, gestione file, ausili di programmazione
Page 99

Programmazione mediante testo in chiaro degli
20
spostamenti degli utensili
Per programmare un blocco si inizia con il tasto funzione. Nella riga di
intestazione dello schermo il TNC chiederà tutti i dati necessari.
Esempio per un dialogo
Aprire il dialogo
COORDINATE?
10
CORR. RAGGIO: RL/RR/SENZA CORR.:?
AVANZAMENTO F=? / F MAX = ENT
00
FUNZIONE AUSILIARIA M?
La finestra di programma visualizzerà la seguente riga:
Inserire la coordinata di destinazione per l'asse X
Inserire la coordinata di destinazione per l'asse Y e
confermare con il tasto ENT per passare alla domanda
successiva
Inserire "senza correzione del raggio" e confermare
con il tasto ENT per passare alla domanda successiva
Avanzamento per questa traiettoria 100 mm/min e
confermare con il tasto ENT per passare alla domanda
successiva
Funzione ausiliaria M3 "Mandrino on", con il tasto ENT
il TNC conclude il dialogo
4.4 Apertura e inserimento di programmi
3 L X+10 Y+5 R0 F100 M3
HEIDENHAIN TNC 620 99
Page 100

Inserimenti di avanzamento possibili
Funzioni di definizione avanzamento Softkey
Spostamento rapido
Spostamento con avanzamento calcolato
automaticamente nel blocco TOOL CALL
Spostamento con avanzamento programmato
(unità mm/min)
Funzioni di dialogo Ta s t o
Salto della domanda di dialogo
Conclusione anticipata del dialogo
Interruzione e cancellazione del dialogo
Conferma delle posizioni reali
Il TNC consente di confermare nel programma la posizione attuale
dell'utensile, ad es. se
si programmano blocchi di traslazione
4.4 Apertura e inserimento di programmi
si programmano cicli
Per confermare i valori corretti delle posizioni, è necessario procedere
come descritto di seguito:
Posizionare la casella di immissione nel punto del blocco in cui si
desidera inserire una posizione
Selezionare la funzione Conferma posizione reale: Il
TNC visualizza nel livello softkey gli assi le cui
posizioni possono essere confermate
Selezionare l'asse: il TNC scrive nel campo di
immissione attivo la posizione attuale dell’asse
selezionato
Il TNC accetta nel piano di lavoro sempre le coordinate del
centro dell'utensile, anche se è attiva la correzione del
raggio utensile.
Il TNC accetta nell'asse utensile sempre la coordinata della
punta, tenendo conto sempre della correzione lunghezza
utensile attiva.
La funzione "Conferma posizione reale" è ammessa solo se
è attiva la funzione Rotazione piano di lavoro.
100 4 Programmazione: generalità, gestione file, ausili di programmazione
 Loading...
Loading...