

gsk GSK218MC Operation Manual
This manual describes the various matters concerning the
operations of this CNC system as much as possible. However, it is
impossible to give detailed descriptions to all the unnecessary or
unallowable operations due to space limitation and product specific
applications. Therefore, the matters not specially described herein
should be considered as “impossible” or “unallowable”.
This user manual is the property of GSK CNC Equipment Co.,
Ltd. All rights are reserved. It is illegal for any organization or
individual to publish or reprint this manual. GSK CNC Equipment Co.,
Ltd. reserves the right to ascertain their legal liability.
GSK218MC Series Machining Center CNC System Programming and Operation Manual
Preface
Dear users,
It is our pleasure for your patronage and purchase of this machining
center CNC system of GSK218MC series produced by GSK CNC
Equipment Co., Ltd.
This book is “Programming and Operation Manual”, which introduces
the programming and operation of the machining center CNC system of
GSK218MC series in detail.
To ensure the product works in a safe and efficient state, please read this manual
carefully before installation and operation.
Warnings
Improper operations may cause unexpected accidents. Only
those qualified staff are allowed to operate this system.
Special notes: The power supply fixed on/in the cabinet is exclusively
used for the CNC system made by GSK.
It cannot be applied for other purposes, or else it may
cause serious danger.
II
Warnings and Precautions
Declaration!
z We try to describe all the various matters as much as possible in this
manual. However, it is impossible to give detailed descriptions to all
the unnecessary or unallowable operations because there are too
many possibilities. Therefore, the matters not specially described
herein should be considered as “impossible” or “unallowable”.
z Before installing, connecting, programming and operating the product,
please read this manual and the manual provided by the machine tool
builder carefully, and operate the product according to these manuals.
Otherwise, the operation may cause damage to the product and
machine tool, or even cause personal injury.
Warning!
Caution!
z The functions and specifications (e.g., precision and speed) described
in this manual are only for this product itself. For those CNC machine
tools installing this product, the actual function configuration and
specifications depend on the designs of the machine tool builders.
Moreover, the function configuration and specifications of the CNC
machine tool are subject to the manual provided by the machine tool
All specifications and designs in this manual are subject to change without notice.
III

GSK218MC Series Machining Center CNC System Programming and Operation Manual
Safety notes
■ Transportation and storage
z Do not pile up the packing boxes over 6 layers.
z Never climb the packing box, neither stand on it, nor place heavy objects on it.
z Do not move or drag the product by the cables connected to it.
z Avoid impact or scratch to the panel and screen.
z Packing box should be protected from dampness, insolation and drench.
■ Open-package inspection
z Confirm the product is the one you purchased after opening the package.
z Check whether the product is damaged during transportation.
z Confirm all the elements are complete without damage by referring to the list.
z If there is incorrect product type, incomplete accessories or damage, please
contact us in time.
■ Connection
z Only qualified personnel can connect and inspect the system.
z The system must be earthed. The earth resistance should not be greater than
0.1Ω, and a neutral wire (zero wire) cannot be used as an earth wire.
z The connection must be correct and secured. Otherwise, the product may be
damaged or unexpected results may occur.
z Connect the surge absorbing diode to the product in the specified direction;
otherwise the product may be damaged.
z Turn off the power before inserting or unplugging a plug, or opening the electric
cabinet.
■ Troubleshooting
z Turn off the power supply before troubleshooting or replacing components.
z Overhaul the system when there is a short circuit or overload, and do not restart
it until the trouble is removed.
z Do not turn ON/OFF the product frequently, and the ON/OFF interval should be
1 minute at least.
IV
Warnings and Precautions
BOOKⅠ PROGRAMMING
This part gives an introduction to the specification, product
portfolio, parameter configuration, instruction codes as well as
program format.
This part gives an introduction to the operation of the
machining center CNC system of GSK 218MC series.
This part gives an introduction to the use of the machining
center CNC system and its accessories of GSK218MC series.
BOOKⅡ OPERATION
APPENDIX
V

GSK218MC Series Machining Center CNC System Programming and Operation Manual
Safety responsibility
Manufacturer Responsibility
——Be responsible for the danger which should be eliminated on the design
and configuration of the provided CNC systems
——Be responsible for the safety of the provided CNC and its accessories
——Be responsible for the provided information and advice
User Responsibility
——Be trained with the safety operation of CNC system operation
procedures and familiar with the safety operation.
——Be responsible for the dangers caused by adding, changing or
modifying the original CNC systems and accessories.
——Be responsible for the danger caused by failing to observe the
operation, maintenance, installation and storage in the manual.
This user manual shall be kept by the end user.
Thank you for your kind support when you are using the
products of Guangzhou CNC Equipment Co., Ltd.
VI

Contents
Contents
OVERVIEW ··················································································································1
1.1 Overview····························································································································· 1
1.2 System introduction ············································································································ 1
1.3 Type signification ················································································································ 2
BOOKⅠ PROGRAMMING
CHAPTER 1 OVERVIEW ··························································································5
1.1 Tool movement along workpiece contour-interpolation ······················································· 5
1.2 Feed——feed function ········································································································6
1.3 Cutting speed and spindle speed function ·········································································· 7
1.4 Instructions for machine tool operations-miscellaneous function ········································ 7
1.5 Tools used in different machining——tool function ····························································· 8
1.6 Tool geometry and tool movement controlled by programs················································· 8
1.6.1 Tool length compensation
1.6.2 Tool radius compensation ··································································································· 9
1.7 Tool movement range——stroke ························································································ 9
··································································································· 8
CHAPTER 2 PART PROGRAM CONFIGURATION ···············································11
2.1 Program configuration········································································································11
2.1.1 Program name
2.1.2 Sequence number and program block ············································································ 12
2.1.3 Word ··································································································································· 12
2.2 General structure of a program ························································································· 13
2.2.1 Subprogram writing
2.2.2 Subprogram call ················································································································ 14
2.2.3 Program end ······················································································································ 15
····················································································································11
··········································································································· 14
CHAPTER 3 PROGRAMMING BASICS ·································································16
3.1 Controlled axis ·················································································································· 16
3.2 Axis name ························································································································· 16
3.3 Coordinate system ············································································································ 16
3.3.1 Machine tool coordinate system
3.3.2 Reference point ················································································································· 16
3.3.3 Workpiece coordinate system ·························································································· 17
3.3.4 Absolute programming and relative programming·························································· 18
3.4 Modal and non-modal ······································································································· 19
3.5 Decimal point programming ······························································································ 20
······················································································· 16
CHAPTER 4 PREPARATORY FUNCTION: G CODE ·············································21
4.1 Types of G codes ·············································································································· 21
4.2 Simple G codes ················································································································ 25
4.2.1 Rapid positioning G00
4.2.2 Linear interpolation G01 ··································································································· 26
4.2.3 Circular (helical) interpolation G02/G03 ·········································································· 27
4.2.4 Absolute/incremental programming G90/G91································································· 32
4.2.5 Dwell (G04) ························································································································ 33
4.2.6 Single-direction positioning (G60) ·············································································· 33
4.2.7 On-line modification for system parameters (G10)························································· 35
4.2.8 Workpiece coordinate system G54~G59 ······································································· 36
4.2.9 Additional workpiece coordinate system ········································································· 38
4.2.10 Selecting machine coordinate system G53··································································· 39
······································································································· 25
VII

GSK218MC Series Machining Center CNC System Programming and Operation Manual
4.2.11 Floating coordinate system G92····················································································· 39
4.2.12 Plane selection G17/G18/G19························································································ 41
4.2.13 Polar coordinate start/cancel G16/G15 ········································································· 41
4.2.14 Scaling in a plane G51/G50···························································································· 44
4.2.15 Coordinate system rotation G68/G69 ············································································ 47
4.2.16 Skip function G31 ············································································································ 51
4.2.17 Inch/metric conversion G20/G21···················································································· 52
4.2.18 Optional angle chamfering/corner rounding ·································································· 52
4.3 Reference point G instruction ····························································································53
4.3.1 Reference point return G28
······························································································ 54
4.3.2 2nd, 3rd, 4th reference point return G30 ········································································· 55
4.3.3 Automatic return from reference point G29····································································· 56
4.3.4 Reference point return check G27 ··················································································· 56
4.4 Canned cycle G code ········································································································57
4.4.1 Inner circular groove rough milling G22/G23
·································································· 62
4.4.2 Fine milling cycle within a full circle G24/G25································································· 65
4.4.3 Outer circle finish milling cycle G26/G32········································································· 66
4.4.4 Rectangular groove rough milling G33/G34 ···································································· 68
4.4.5 Inner rectangular groove fine milling cycle G35/G36······················································ 70
4.4.6 Rectangle outside fine milling cycle G37/G38································································· 72
4.4.7 High-speed peck drilling cycle G37·················································································· 73
4.4.8 Drilling cycle, spot drilling cycle G81················································································ 75
4.4.9 Drilling cycle, counterboring cycle G82 ··········································································· 76
4.4.10 Drilling cycle with chip removal G83 ·············································································· 78
4.4.11 Right-hand taping cycle G84 ·························································································· 79
4.4.12 Left-hand taping cycle G74····························································································· 81
4.4.13 Fine boring cycle G76 ····································································································· 83
4.4.14 Boring cycle G85 ············································································································· 84
4.4.15 Boring cycle G86 ············································································································· 86
4.4.16 Boring cycle, back boring cycle G87·············································································· 87
4.4.17 Boring cycle G88 ············································································································· 88
4.4.18 Boring cycle G89 ············································································································· 90
4.4.19 Left-hand rigid taping G74 ······························································································ 91
4.4.20 Right-hand rigid taping G84···························································································· 93
4.4.21 Peck rigid taping (chip removal) cycle ··········································································· 95
4.4.22 Canned cycle cancel G80······························································································· 97
4.5 Tool compensation G code ································································································99
4.5.1 Tool length compensation G43, G44, G49
······································································ 99
4.5.2 Tool radius compensation G40/G41/G42 ······································································ 103
4.5.3 Explanation for tool radius compensation ····································································· 109
4.5.4 Corner offset circular interpolation(G39) ·································································· 126
4.5.5 Tool offset value and offset number input by program(G10)··································· 127
4.6 Feed G code ····················································································································127
4.6.1 Feed mode G64/G61/G63
······························································································ 127
4.6.2 Automatic override for inner corners(G62)······························································· 128
4.7 Macro G code ··················································································································130
4.7.1 Custom macro
················································································································· 130
4.7.2 Macro variables ··············································································································· 130
4.7.3 Custom macro call··········································································································· 135
4.7.4 Custom macro function A································································································ 136
4.7.5 Custom macro function B································································································ 141
CHAPTER 5 MISCELLANEOUS FUNCTION M CODE ······································· 148
5.1 M codes controlled by PLC······························································································149
5.1.1 CCW/CW rotation instructions(M03, M04)
5.1.2 M05 Spindle stop (M05) ·································································································· 149
5.1.3 Cooling ON/OFF (M08, M09) ························································································· 149
5.1.4 A axis release/clamping(M10, M11)·········································································· 149
VIII
······························································· 149

Contents
5.1.5 Tool control release/clamping(M16, M17) ································································ 150
5.1.6 Spindle orientation(M18, M19) ·················································································· 150
5.1.7 Tool search instruction (M21, M22)················································································ 150
5.1.8 Tool retraction instruction (M23, M24) ····································································· 150
5.1.9 Rigid taping (M28,M29) ·························································································· 150
5.1.10 Helical chip remover ON/OFF(M35, M36)······························································ 150
5.1.11 Chip flushing water valve ON/OFF(M26, M27)······················································ 150
5.1.12 Spindle blowing ON/OFF (M44, M45)·········································································· 150
5.1.13 Auto tool change START/END (M50, M51)································································· 150
5.1.14 Tool judging after tool change(M53) ······································································· 150
5.1.15 Tool judging on the spindle (M55)················································································ 151
5.2 M codes used by control program····················································································151
5.2.1 Program end and return (M30, M02)
5.2.2 Program dwell (M00)······································································································· 151
5.2.3 Program optional stop (M01)·························································································· 151
5.2.4 Subprogram calling(M98) ·························································································· 151
5.2.5 Program end and return (M99)······················································································· 152
······································································· 151
CHAPTER 6 SPINDLE FUNCTION S CODES ·····················································153
6.1 Spindle analog control······································································································153
6.2 Spindle switch value control·····························································································153
6.3 Constant surface speed control G96/G97········································································153
CHAPTER 7 FEED FUNCTION F CODE ······························································157
7.1 Rapid traverse ·················································································································157
7.2 Cutting feedrate ···············································································································157
7.2.1 Feed per minute (G94)
7.2.2 Feed per revolution (G95) ······························································································ 158
7.3 Tangential speed control ··································································································159
7.4 Keys for feedrate override································································································159
7.5 Auto acceleration/deceleration·························································································159
7.6 Acceleration/deceleration at the corner in a block ···························································160
···································································································· 158
CHAPTER 8 TOOL FUNCTION ············································································162
8.1 Tool function·····················································································································162
BOOK Ⅱ OPERATION
CHAPTER 1 OPERATION PANEL········································································165
1.1 Panel layout ·····················································································································165
1.2 Explanation for panel functions ························································································167
1.2.1 LCD display area
1.2.2 Editing keyboard area ····································································································· 167
1.2.3 Screen operation keys ···································································································· 169
1.2.4 Machine control area of GSK218MC············································································· 170
1.2.5 Machine control area of GSK218MC-H and GSK218MC-V ········································ 174
············································································································· 167
CHAPTER 2 SYSTEM POWER ON/OFF AND SAFETY OPERATIONS ··············176
2.1 System power-on·············································································································176
2.2 System power-off·············································································································176
2.3 Safety operations ·············································································································177
2.3.1 Reset operation
2.3.2 Emergency stop··············································································································· 177
2.3.3 Feed hold ························································································································· 178
2.4 Cycle start and feed hold ·································································································178
2.5 Overtravel protection········································································································178
2.5.1 Hardware overtravel protection
2.5.2 Software overtravel protection························································································ 179
2.5.3 Overtravel alarm release ································································································ 179
2.6 Stroke check ····················································································································179
··············································································································· 177
······················································································ 178
IX

GSK218MC Series Machining Center CNC System Programming and Operation Manual
CHAPTER 3 PAGE DISPLAY AND DATA MODIFICATION AND SETTING········ 183
3.1 Position display················································································································183
3.1.1 Four types of position display
3.1.2 Display of cut time, part count, programming speed, override and actual speed ······ 185
3.1.3 Relative coordinate clearing and halving······································································· 186
3.2 Program display···············································································································187
3.3 System display·················································································································191
3.3.1 Display, modification and setting for offset
3.3.2 Display, modification and setting for parameters·························································· 193
3.3.3 Display, modification and setting for macro variables ·················································· 194
3.3.4 Display, modification and setting for screw pitch offset················································ 196
3.4 Setting display ·················································································································196
3.4.1 Setting page
····················································································································· 196
3.4.2 Workpiece coordinate setting page················································································ 198
3.4.3 Backup, restoration and transmission for data······························································ 208
3.4.4 Setting and modification for password authority ····························································211
3.5 Graphic display ················································································································212
3.6 Diagnosis display·············································································································214
3.6.1 Diagnosis data display
···································································································· 214
3.6.2 Signal state viewing········································································································· 217
3.7 Alarm display ···················································································································217
3.8 PLC display ·····················································································································220
3.9 Help display ·····················································································································222
························································································· 183
···································································· 191
CHAPTER 4 MANUAL OPERATION ··································································· 228
4.1 Coordinate axis movement ······························································································228
4.1.1 Manual feed
····················································································································· 228
4.1.2 Manual rapid traverse ····································································································· 228
4.1.3 Manual feedrate and manual rapid traverse speed selection ······································ 228
4.1.4 Manual intervention ········································································································· 229
4.1.5 Workpiece alignment······································································································· 230
4.2 Spindle control ·················································································································232
4.2.1 Spindle CCW
···················································································································· 232
4.2.2 Spindle CW ······················································································································ 232
4.2.3 Spindle stop ····················································································································· 232
4.2.4 Spindle automatic gear shift···························································································· 232
4.3 Other manual operations ·································································································233
4.3.1 Coolant control
················································································································· 233
4.3.2 Lubricant control ·············································································································· 233
4.3.3 Chip removal control ······································································································· 233
4.3.4 Working light control········································································································ 234
CHAPTER 5 STEP OPERATION ········································································· 235
5.1 Step feed ·························································································································235
5.1.1 Selection of moving amount
5.1.2 Selection of moving axis and direction ·········································································· 235
5.1.3 Step feed explanation······································································································ 236
5.2 Step interruption···············································································································236
5.3 Auxiliary control in Step mode ·························································································236
··························································································· 235
CHAPTER 6 MPG OPERATION··········································································· 237
6.1 MPG feed ························································································································237
6.1.1 Moving amount selection
6.1.2 Selection of moving axis and direction ·········································································· 237
6.1.3 MPG feed explanation····································································································· 238
6.2 Control in MPG interruption ·····························································································238
6.2.1 MPG interruption operation
6.2.2 Relationship between MPG interruption and other functions······································· 239
6.3 Auxiliary control in MPG mode·························································································240
6.4 Electronic MPG drive function ·························································································240
X
································································································ 237
····························································································· 238

Contents
CHPATER 7 AUTO OPERATION··········································································241
7.1 Selection of the auto run programs ··················································································241
7.2 Auto run start ···················································································································241
7.3 Auto run stop ···················································································································242
7.4 Auto running from any block ····························································································243
7.5 Dry run ·····························································································································243
7.6 Single block execution ·····································································································244
7.7 Machine lock····················································································································244
7.8 MST lock··························································································································244
7.9 Feedrate and rapid speed override in Auto run································································244
7.10 Spindle speed override in auto run ················································································245
7.11 Background edit in auto run ···························································································246
CHAPTER 8 MDI OPERATION·············································································247
8.1 MDI instruction input ········································································································247
8.2 MDI instruction execution and stop ··················································································248
8.3 Word value modification and deletion of MDI instruction ·················································248
8.4 Operation modes conversion ···························································································248
CHAPTER 9 ZERO RETURN OPERATION··························································249
9.1 Concept of mechanical zero (machine zero)····································································249
9.2 Steps for machine zero return··························································································250
9.3 Steps for machine zero return using instructions ·····························································250
CHAPTER 10 EDIT OPERATION ·········································································251
10.1 Program edit ··················································································································251
10.1.1 Program creation
10.1.2 Deletion of a single program ························································································ 257
10.1.3 Deletion of all programs································································································ 258
10.1.4 Copy of a program ········································································································ 258
10.1.5 Copy and paste of blocks ····························································································· 258
10.1.6 Cut and paste of blocks ································································································ 259
10.1.7 Block Replacement ······································································································· 259
10.1.8 Rename of a program··································································································· 259
10.1.9 Program restart·············································································································· 260
10.2 Program management ···································································································261
10.2.1 Program directory search
10.2.2 Number of stored programs ························································································· 262
10.2.3 Storage capacity············································································································ 262
10.2.4 Viewing of program list·································································································· 262
10.2.5 Program lock·················································································································· 262
··········································································································· 252
····························································································· 261
CHAPTER 11 SYSTEM COMMUNICATION·························································263
11.1 Serial communication·····································································································263
11.1.1 Program start
11.1.2 Functions························································································································ 263
11.1.3 Serial port data transmission························································································ 264
11.1.4 Serial port on-line machining························································································ 268
11.2 USB communication·······································································································269
11.2.1 Overview and precautions
11.2.2 Operations steps for USB part programs ···································································· 270
11.2.3 USB DNC machining operation steps······································································· 272
11.2.4 Exiting U disk page········································································································ 273
················································································································· 263
···························································································· 269
APPENDIX I GSK218MC SERIES PARAMETER LIST········································277
Explanation:······························································································································277
1 Bit parameter
2 Data Parameter······················································································································ 294
·························································································································· 278
APPENDIX II ALARM LIST······················································································317
XI
GSK218MC Series Machining Center CNC System Programming and Operation Manual
XII

Overview
OVERVIEW
1.1 Overview
This manual consists of the following parts:
BOOK I Programming
This part describes the program configuration and programming basics for the
GSK218MC series machining center CNC system as well as the function of each code.
Moreover, it introduces the code format, features and limitations when NC language is
used to program.
BOOK Ⅱ Operation
This part describes the pages and their settings of the CNC system, the operations
and automatic run of the machine tool, the program input/output and program editing as
well as the system communication, etc.
Appendix
This part describes the parameter list and alarm list (including parameter default values
and parameter setting range) of the GSK218MC series machining center CNC system.
This manual applies to the CNC systems of GSK218MC, GSK218MC-H and
GSK218MC-V.
1.2 System introduction
GSK 218MC series product is upgraded from the ones of previous GSK 218M
and GSK 218MA. With the adoption of the high-speed spline interpolation algorithm,
its control precision and dynamic performance have been improved significantly.
The installation structure of the product is divided into three types, inclulding
standard integrated type, horizontal type and vertical type. Both the standard
integrated type and GSK 218MC-V vertical type CNC systems adopt a 10.4 inch
1
GSK218MC Series Machining Center CNC System Programming and Operation Manual
color LCD, while the GSK 218MC-H horizontal CNC system adopts a 8.4 inch color
LCD; moreover, the product is easy to operate by using a friendly and beautiful
man-machine interface. Therefore, it is applicable to the CNC application for the
machines in automation field, such as milling machines, carving and milling
machines, machining centers, grinding machines and gear-hobing machines.
Product features
z Excellent high speed interpolation function, used for complicated curved face
machining. Effective machining speed: 8m/min, optimum machining speed:
4m/min.
z Up to 1000 interpolation pre-processing blocks, making the machining precision
and workpiece surface smoothness much higher.
z Maximum positioning speed: 30m/min (can be extended to 60m/min), maximum
feed speed: 15m/min.
z Display resolution: 800×600, with a more beautiful and delicate interface.
z With RS232 and USB interfaces; data transmission, DNC machining and USB
on-line machining function are available.
z Flexible and extendable functions, available to modifiy machines according to
customers’ production requirements.
1.3 Type signification
GSK 218MC ─
Assembling mode(standard integrated panel is omitted) H:
Horizontal assembling V:Vertical assembling
218MC series machining center CNC system
Indicating GSK Equipment CNC CO.,LTD.
2

Book 1 Programming
BOOKⅠ PROGRAMMING
3

GSK218MC Series Machining Center CNC System Programming and Operation Manual
Book 1 Programming
4
Chapter 1 Overview
CHAPTER 1 OVERVIEW
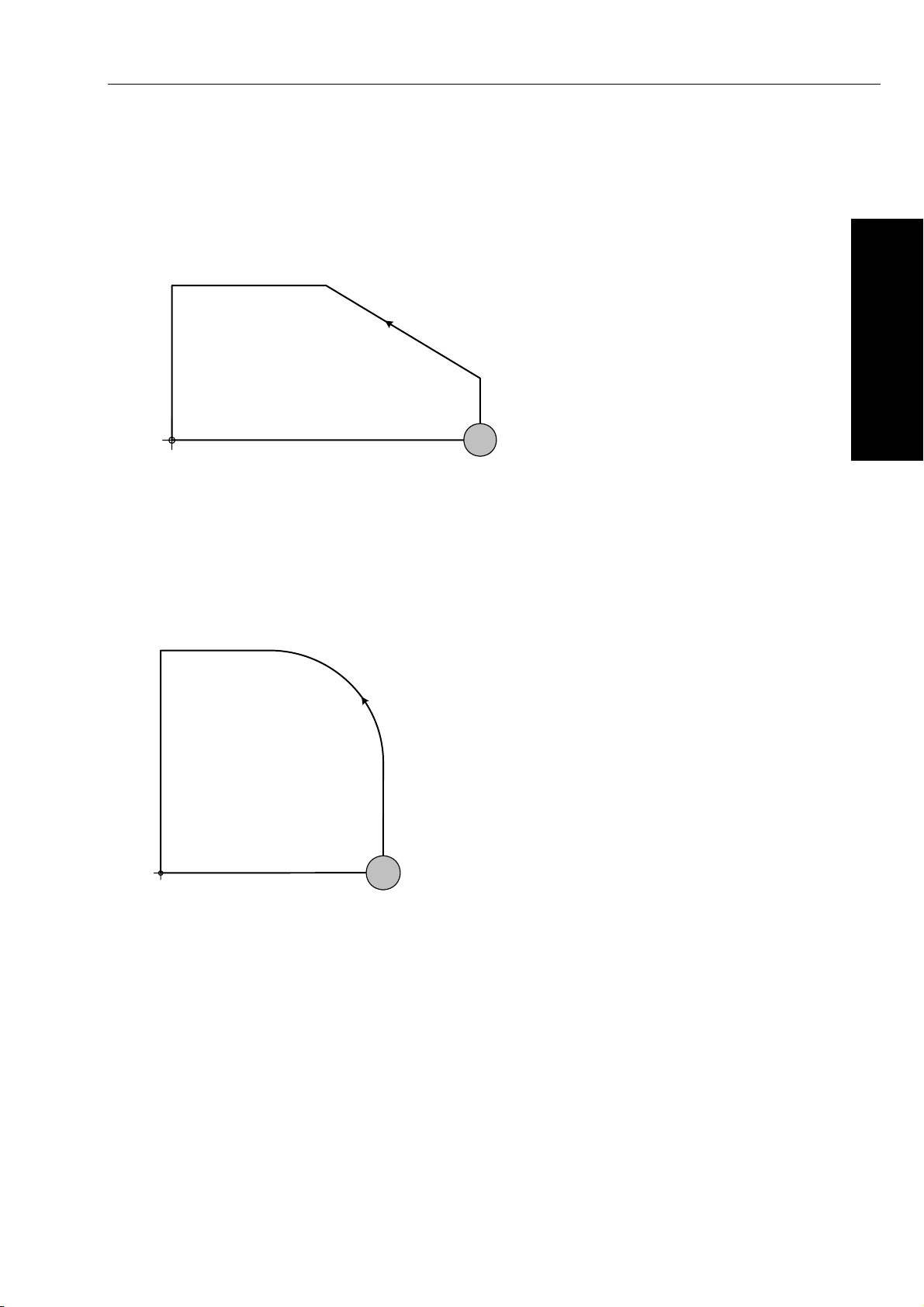
1.1 Tool movement along workpiece contour-interpolation
1) Tool movement along a straight line
Book 1 Programming
Point C
50
50
100
Program origin
(X0,Y0)
2) Tool movement along an arc
50
Point C
100
Point B
Program command
G01 Y20 F100; moves from point
A to point B
X50 Y50; moves from point B
to point C
Point B
20
Tool
Point A
Fig. 1-1-1
Program command
G01 X100 Y50 F500 ; moves from
point A to point B
G03 X50 Y100 R50; moves from
point B to point C
50
100
Program origin
(X0,Y0)
Tool
Point A
Fig. 1-1-2
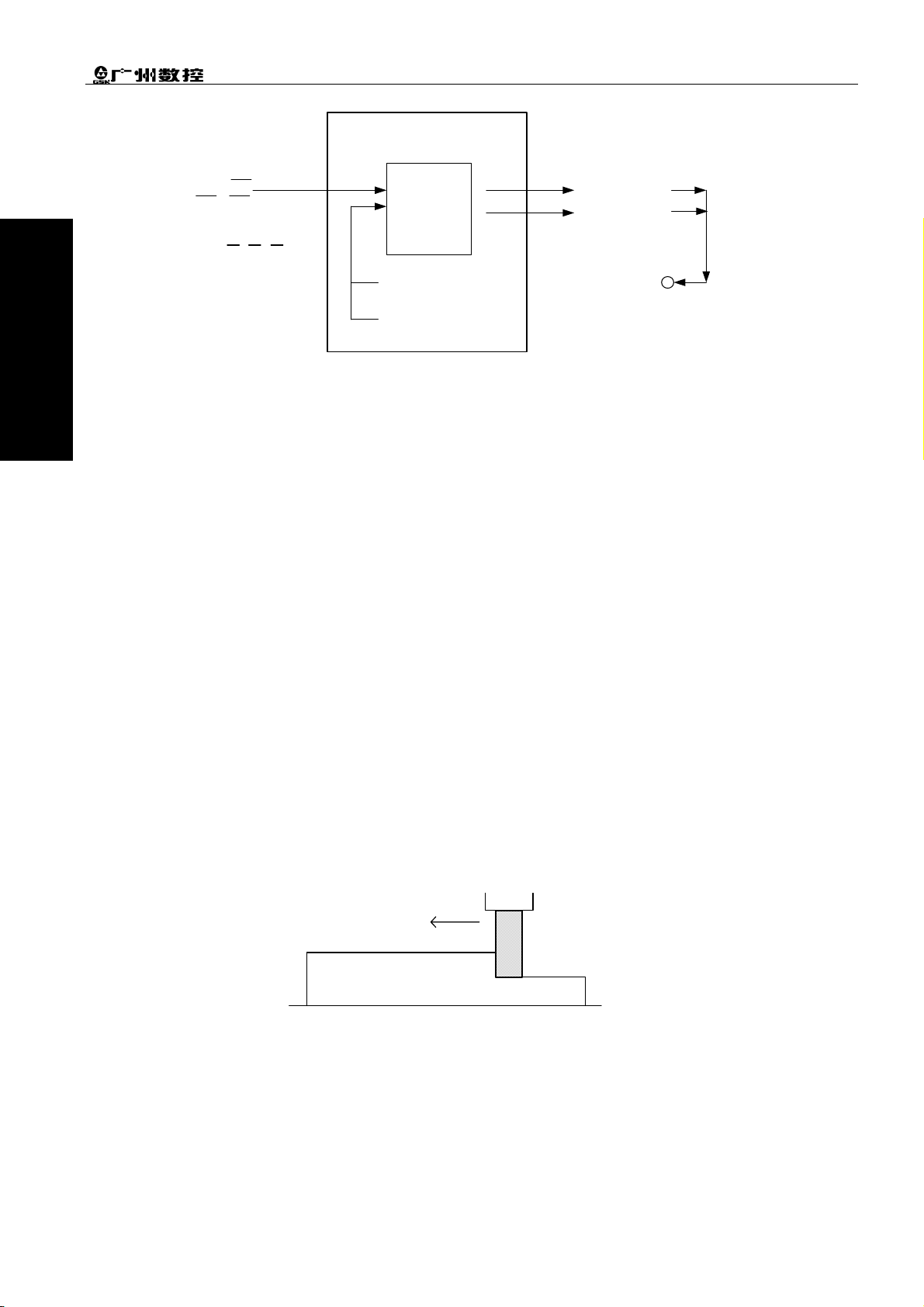
The function of moving a tool along a straight line or an arc is called interpolation.
The programming instructions such as G01, G02 and G03 are called preparatory function, which
is used to specify interpolation types for the CNC device.
5
GSK218MC Series Machining Center CNC System Programming and Operation Manual
Book 1 Programming
a)Movement along
straight line
G01 Y
X
b)Movement along
arc
G03 X
;
Y ;
Y R ;
Interpolation
X axis(motor)
Y axis(motor)
a)Movement along
straight line
b)Movement along arc
Tool movement
Fig. 1-1-3
Note: For some machines, it is the worktable moves rather than the tool in practice.
It is assumed that the tool moves relative to the workpiece in this manual. Refer to the machine
actual movement direction for the actual movement, and protect against personal injury and
machine damage.
1.2 Feed——feed function
The feed function, which controls the tool feed speed, is divided into two types.
1. Rapid traverse
The rapid traverse is used to specify the rapid speed when G00 is used for positioning.
The rapid traverse speed of each axis is set by parameters, so it is unnecessary to specify it
in the program.
2. Cutting feedrate
Moving a tool at a specified speed to cut a workpiece is called feed. The feedrate is specified
with numerical values. E.g., the program code is F150 when the tool is moved at the speed of
150m/min.
F
mm/min
Tool
Workpiece
Worktable
Fig. 1-2-1
6
Chapter 1 Overview
1.3 Cutting speed and spindle speed function
Tool
Diameter
RPM
V (m/min)
Workpiece
Fig. 1-3-1
The speed of the tool relative to the workpiece when the workpiece is being cut is called the
cutting feedrate. CNC can use the spindle speed to specify it——unit (MM/Rev).
Example: If the tool diameter is 10mm and the cutting linear speed is 8 m/min during machining,
the spindle speed is about 255 according to N=1000V/πD, so the code is: S255
Instructions related to the spindle speed are called the spindle speed function.
Book 1 Programming
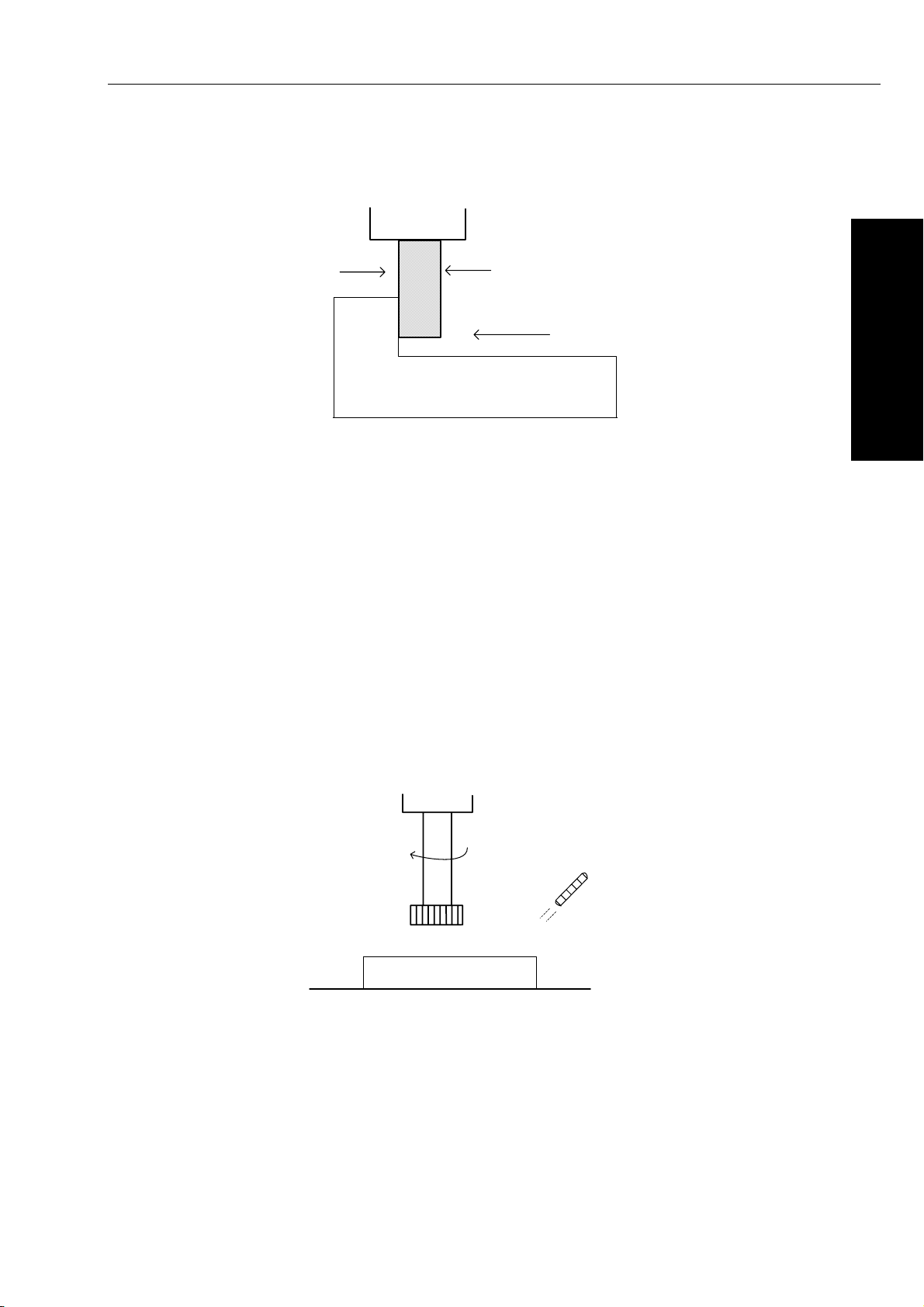
1.4 Instructions for machine tool operations-miscellaneous function
In fact, at the beginning of machining a workpiece, it is necessary to rotate the spindle and
supply coolant as required. Therefore, the user must control the ON/OFF operations of spindle motor
and cooling pump.
Spindle rotation
Tool
Workpiece
Fig. 1-4-1
The function of controlling programs or the ON/OFF operations of the machine tool using NC codes in
Coolant
ON/OFF
CNC is called the miscellaneous function. It is specified by M codes.
E.g., if M03 is specified, the spindle will rotate counterclockwise at the specified speed.
7
GSK218MC Series Machining Center CNC System Programming and Operation Manual
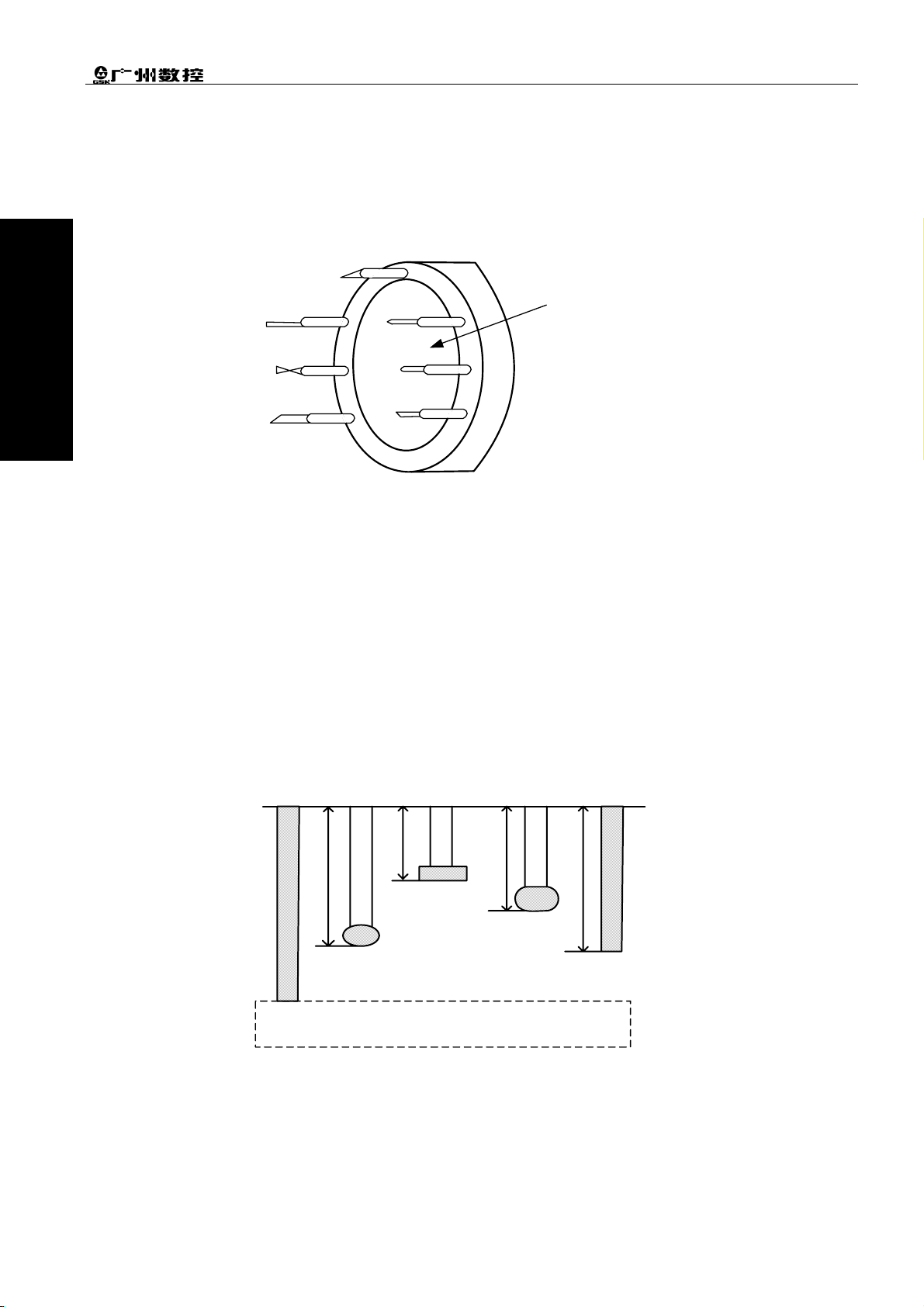
1.5 Tools used in different machining——tool function
Suitable tools must be selected when performing drilling, taping, boring and milling. Each tool is
assigned a number. When different numbers are specified in a program, their corresponding tools
Book 1 Programming
will be selected.
Tool number
01
02
ATC tool magazine
Fig. 1-5-1
E.g., when a tool is placed in ATC number 01, you can select this tool using code T01. This function is
called the tool function.
1.6 Tool geometry and tool movement controlled by programs
1.6.1 Tool length compensation
Usually several tools are used for machining one workpiece. If instructions such as G0Z0 are
executed in the same coordinate system, because tool lengths of the tools are different, the distances
from tool end face to workpiece are different as well. Therefore, it is very inconvenient if the program
needs to be changed frequently.
H2
H1
Workpiece
H3
H4
Fig. 1-6-1-1
Therefore, the length of each tool used should be measured in advance, and then set the length
difference between the standard tool (usually 1st tool) and other tools in the CNC. When the length
compensation program is executed, machining can be performed without altering the program even if
the tool is changed, making the distance from tool end face to workpiece the same after the Z axis
positioning instruction (e.g., G0Z0) is executed. This is called the length compensation function.
8
Chapter 1 Overview
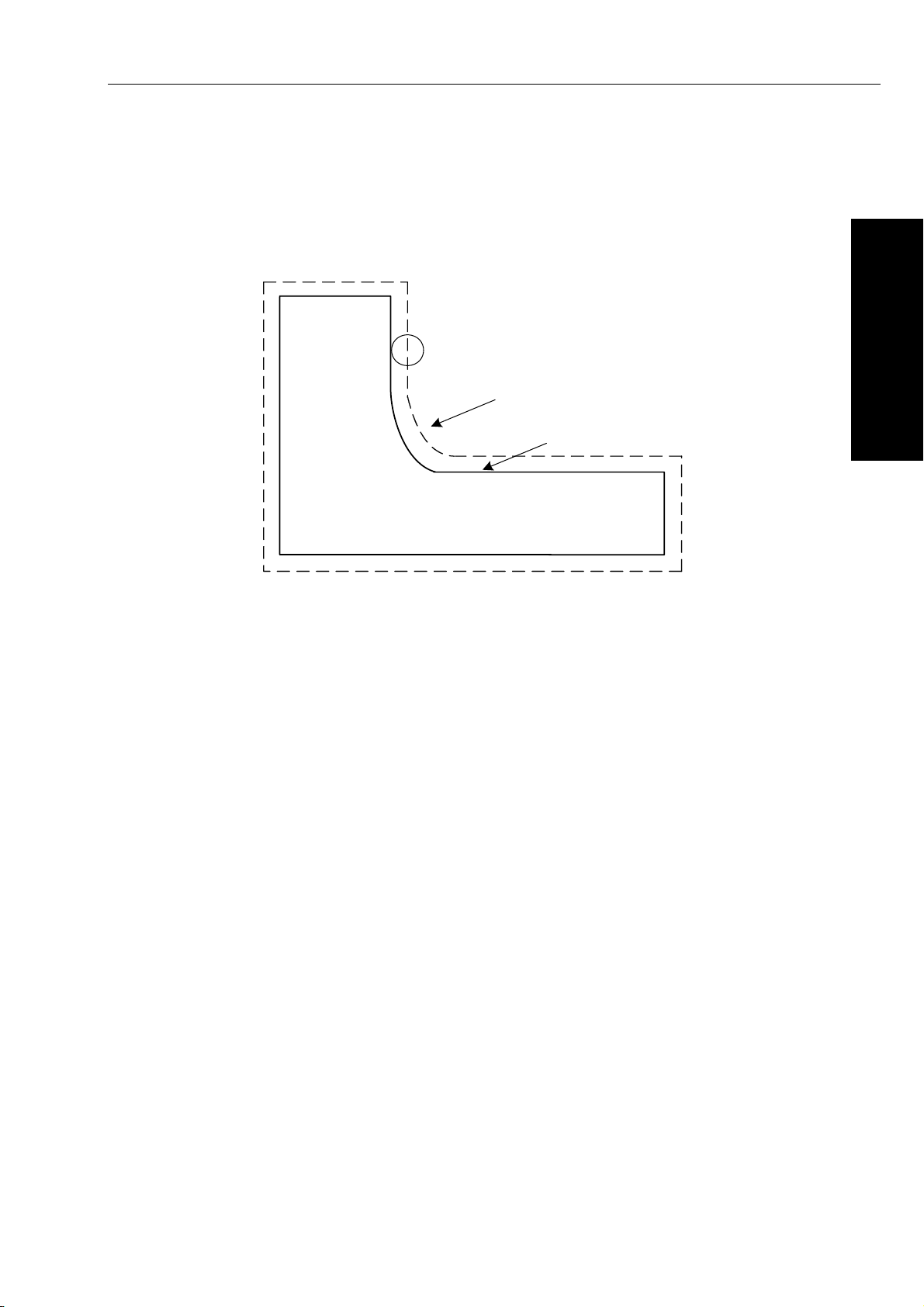
1.6.2 Tool radius compensation
Because a tool has a radius, if the tool performs machining according to the program written in
terms with the actual machining contour, a part equal to the radius width will be overcut on the
workpiece. To simplify the programming, the program can be run around the workpiece with the tool
radius deviated, while the transient path at the intersection between two lines, or a line and an arc
can be processed automatically by the system.
Tool
Tool path after tool radius
compensation
Machining part figure
Workpiece
Book 1 Programming
Fig. 1-6-2-1
If diameters of tools are stored in the CNC tool compensation list in advance, the tool can be
moved by tool radius apart from the machining part figure by calling different radius compensations
according to the program. This function is called the tool radius compensation.
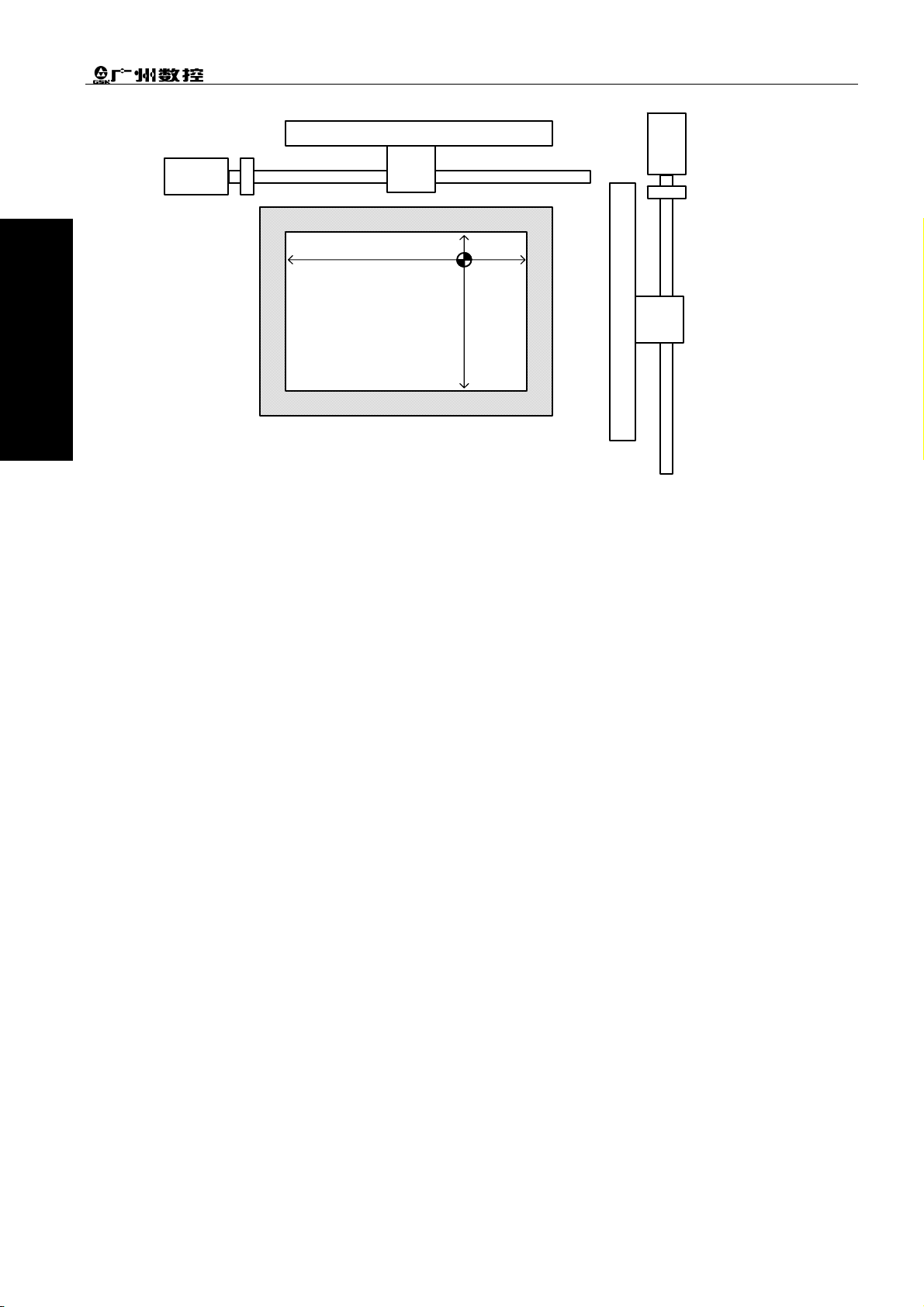
1.7 Tool movement range——stroke
The travel limit switches are fixed at the positive and negative maximum stroke of the machine X,
Y and Z axes respectively. If overtravel occurs, the moving axis decelerates and stops after it hits the
limit switch, with the overtravel alarm issued at the same time. This function is usually called
hardware limit.
The safe operation range for the tool can also be set by parameters. If the tool exceeds the range,
the system stops all the moving axes with the overtravel alarm given. This function is called stroke
check, namely, the software limit.
9
GSK218MC Series Machining Center CNC System Programming and Operation Manual
Book 1 Programming
Motor
Worktable
Motor
Reference point
Fig. 1-7-1
10
Chapter 2 Part Program Configuration
CHAPTER 2 PART PROGRAM CONFIGURATION
2.1 Program configuration
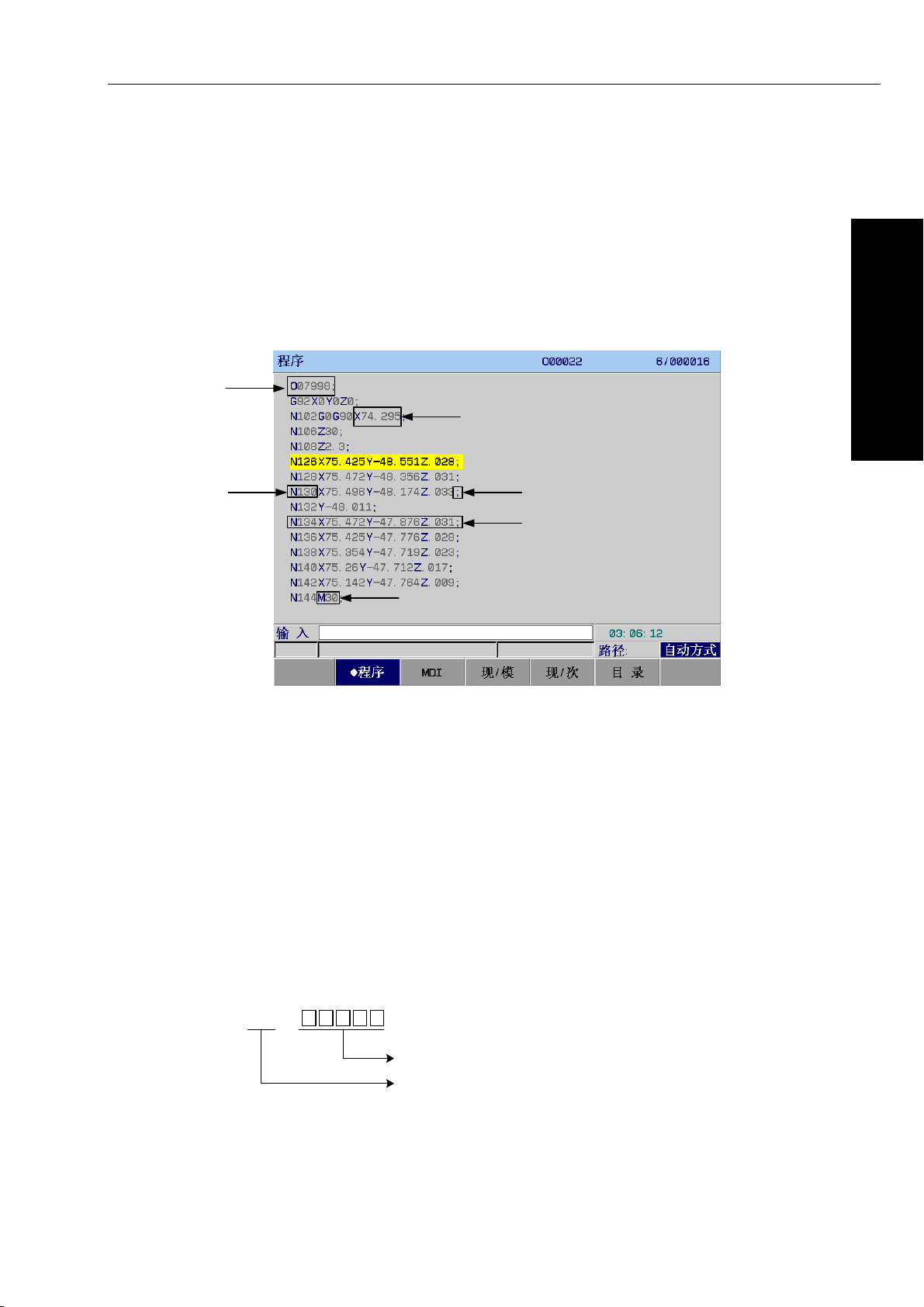
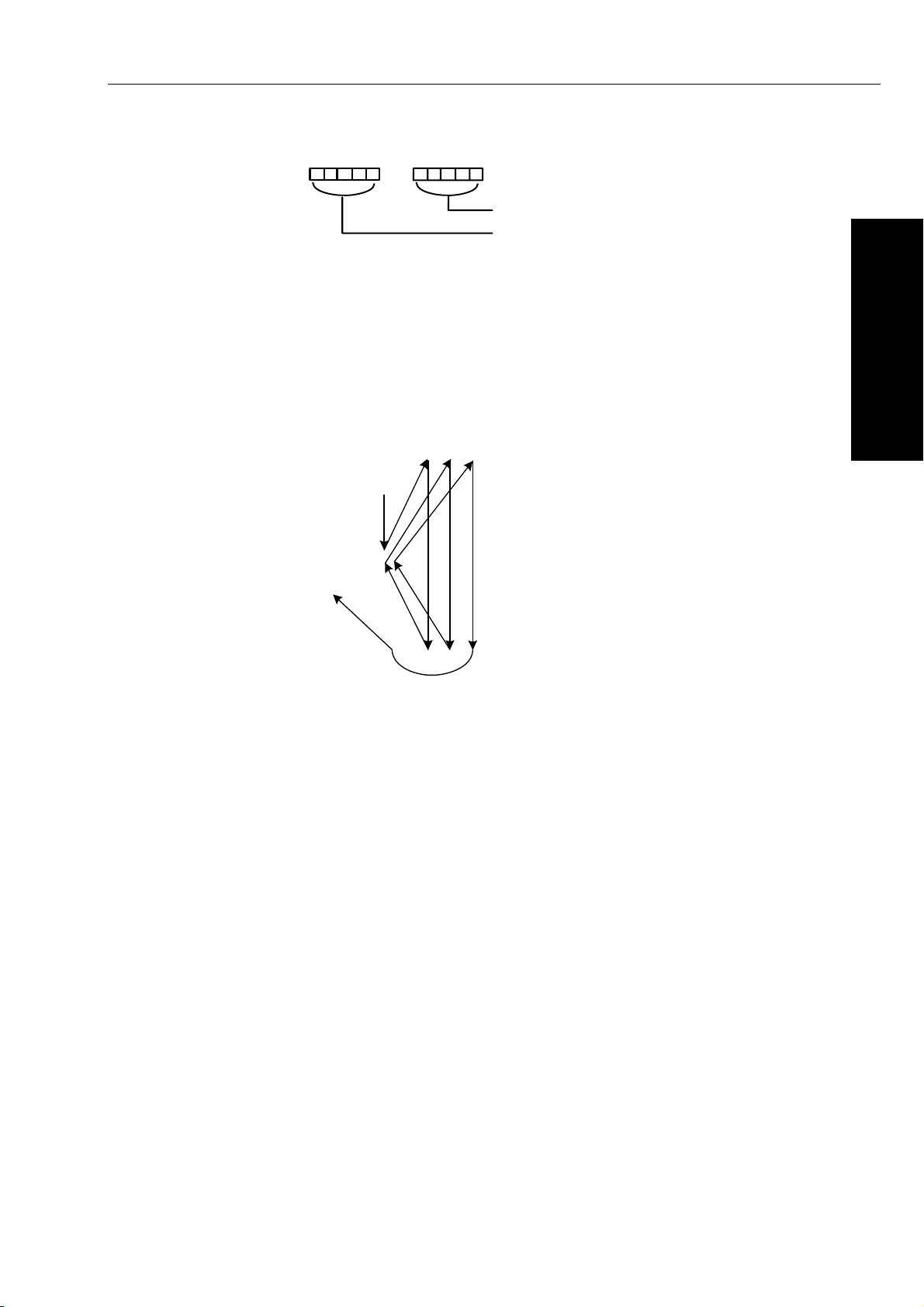
A program consists of many blocks, and a block consists of many words. Blocks are isolated by
block end codes((LF for ISO、CR for EIA)). Character “;” indicates the block end code in this manual.
Program
name
Word
Sequence
number
Program end
Block end code
Block
Book 1 Programming
Fig. 2-1-1 Program configuration
A group of instructions for controlling the CNC machine to finish workpiece machining is called
the program. After the written program is input to the CNC system, the system will move the tool
along a straight line or an arc, or rotate or stop the spindle. Please edit these instructions according to
the actual movement sequence of the machine tool in a program. The configuration of a program is
shown in Fig. 2-1-1.
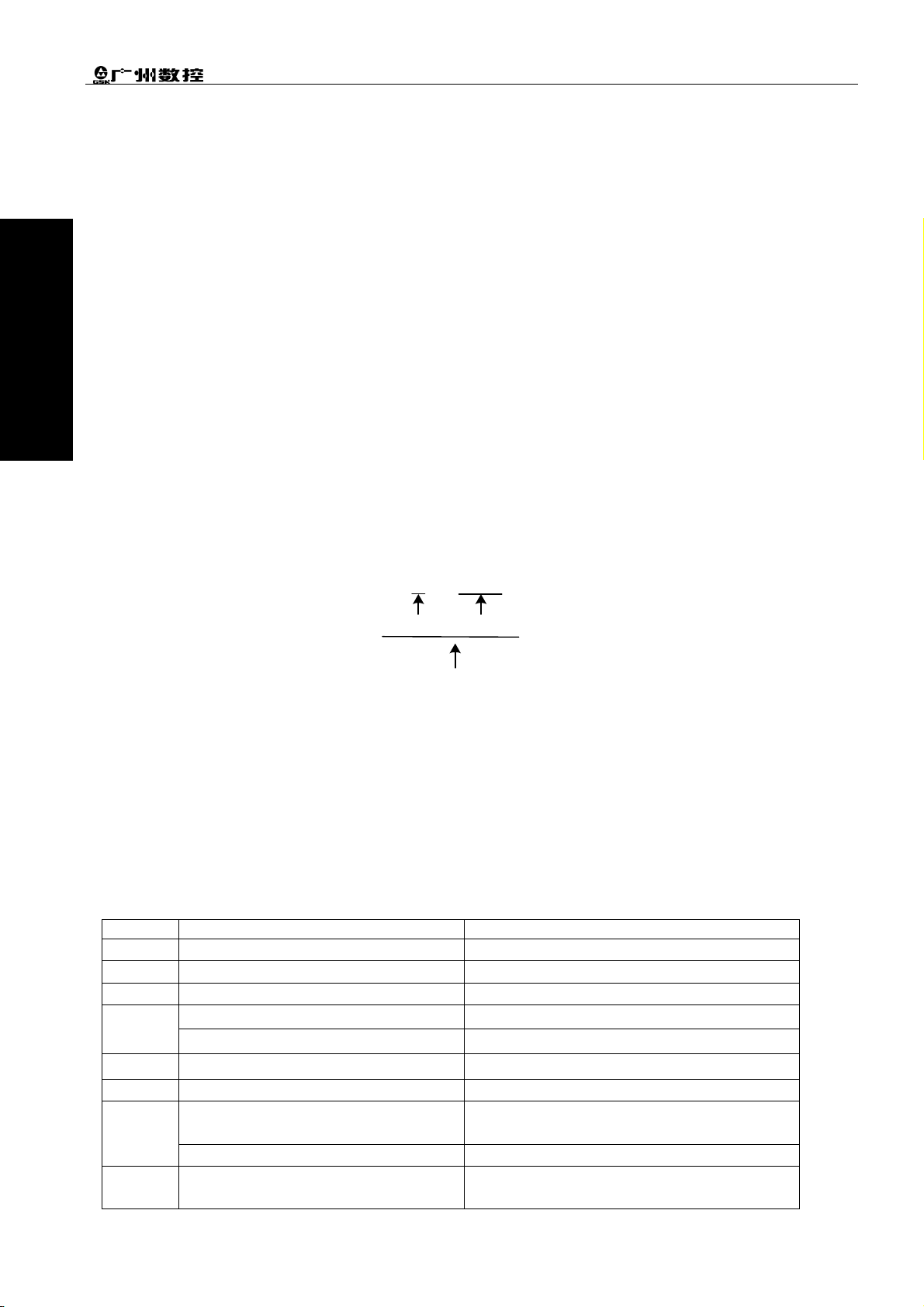
2.1.1 Program name
In this system, the system memory is capable of storing many programs. In order to differentiate
these programs, each program begins with an address O followed by a five-digit number, as shown in
Fig. 2-1-1-1.
O
Program Number(0~99999,the number can be input
with its leading zero omitted)
Address O
Fig. 2-1-1-1 Configuration of program name
11
GSK218MC Series Machining Center CNC System Programming and Operation Manual
2.1.2 Sequence number and program block
A program consists of many instructions, and an instruction unit is called a block (see Fig. 2-1-1).
The blocks are separated by the program end code (see Fig. 2-1-1). In this manual, the block end
code is represented by character“;”.
Book 1 Programming
Address N with a four-digit sequence number behind it can be used at the beginning of the block
(see Fig. 2-1-1), and the leading zero can be omitted. Sequence numbers (whether the sequence
number is inserted is set by Parameter NO: 0 # 5, or set the number in the setting page directly. See
Section 3.4.1 in Operation) can be specified in a random order, and the intervals between them can
be unequal (set by Data Parameter P210). They can be specified in all blocks, or just in some
important blocks. However, the numbers should be arranged in ascending order according to general
machining sequence. It is for convenience to insert sequence numbers to important parts of the
program (e.g. inserting sequence number for tool changing or when the index table moves to a new
machining plane).
Note: The N instruction is not processes as a line number when it is in the same block with G10.
2.1.3 Word
A word is a factor that composes a block. It consists of an address and some digits behind it (with
sign +or - before the digits sometimes).
X 100
Address Figure
Word
Fig. 2-1-3-1 General structure of a word
An address is one of the English letters from A~Z. It specifies the meaning of the digits behind it.
In this system, the addresses and their meanings as well as their ranges are shown in figure
Sometimes an address may bear different meanings based on different preparatory functions.
When an address is used more than one time in the same instruction, whether an alarm is issued
is set by bit parameter N0:32#6
Table 2-1-3-1
Address Range Meaning
O
N
G
X
Y
Z
R
I
-99999.9999~99999.9999(mm)
-99999.9999~99999.9999(mm)
-99999.9999~99999.9999(mm)
-99999999.9999~99999999.9999
-99999.9999~99999.9999(mm)
-99999999.9999~99999999.9999
0~99999
0~99999
00~99
0~9999.999(S)
(mm)
(mm)
Program name
Sequence number
Preparatory function
X coordinate address
Dwell time
Y coordinate address
Z coordinate address
Arc radius/angle displacement
R plane in canned cycle
Arc center vector in X axis relative to start
point
2-1-3-1.
12
Chapter 2 Part Program Configuration
Address Range Meaning
J
K
-99999999.9999~99999999.9999
(mm)
-99999999.9999~99999999.9999
(mm)
Arc center vector in Y axis relative to start
point
Arc center vector in Z axis relative to start
point
F
S
T
M
P
Q
H
D
0~99999(mm/min)
0.001~500(mm/r)
Set by parameters Spindle speed
00~04
Set by parameters Tool function
Set by parameters
0~99999.9999(ms)
1~99999
-99999.9999~99999.9999(mm)
01~99
00~256
00~256
Miscellaneous function output, program
execution process, subprogram call
Cutting depth or hole bottom displacement
Federate per minute
Federate per revolution
Multi-gear spindle output
Dwell time
Subprogram number to be called
in canned cycle
Operator in G65
Length offset number
Radius offset number
Please note that the limits in table
2-1-3-1 are all for the CNC device, but not for the machine tool.
Therefore, users are required to refer to the manual provided by the machine tool builder besides
this one, in order to get a good understanding of the programming limits before programming.
Note: each word should not exceed 79 characters.
Book 1 Programming
2.2 General structure of a program
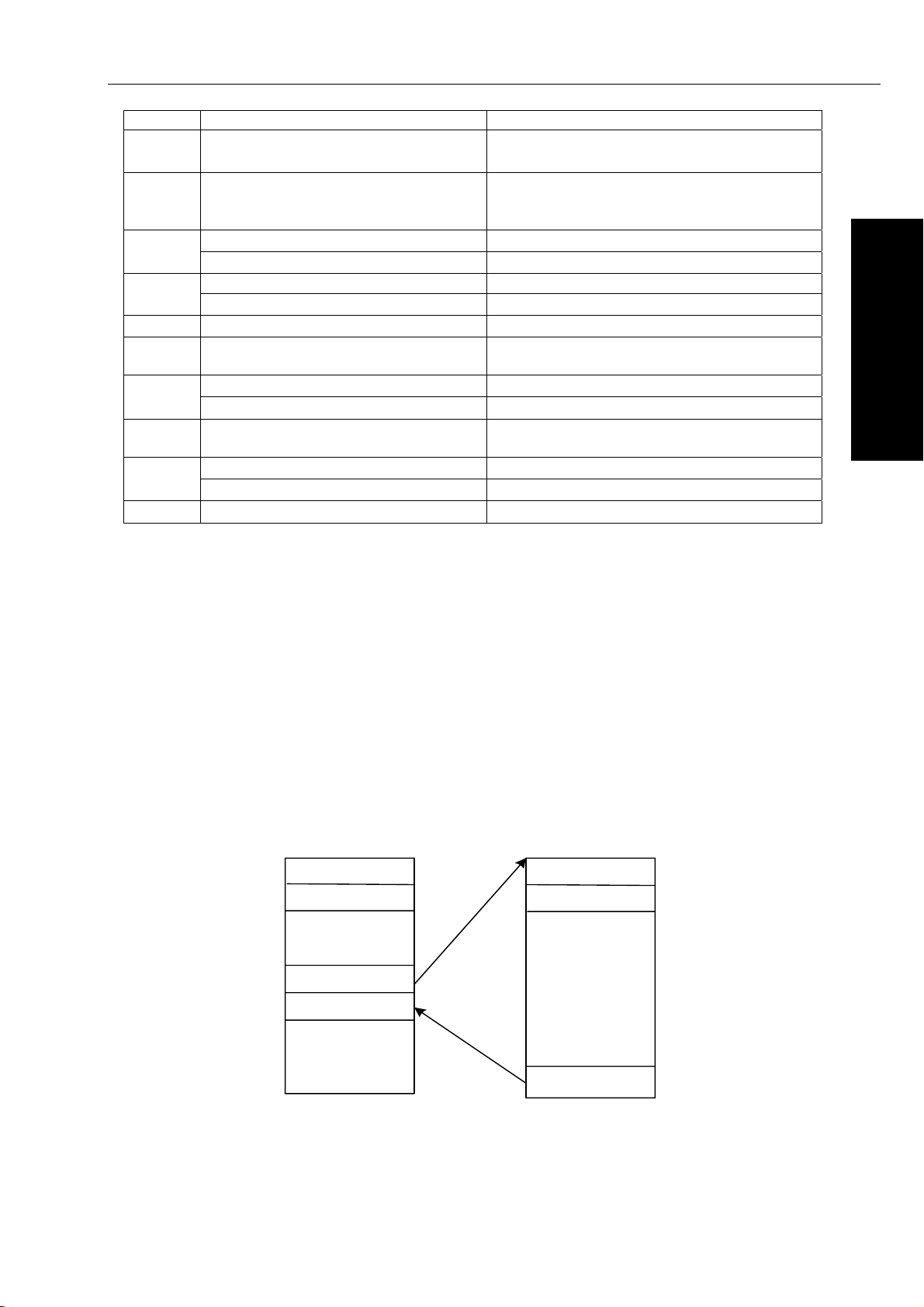
The program is divided into main program and subprogram. In general, the CNC system is
actuated by the main program. If an instruction for calling the subprogram is executed in the main
program, the CNC system acts by the subprogram. When an instruction for returning to the main
program is executed in the subprogram, the CNC system will return to the main program and execute
the following blocks. The program execution sequence is shown in Fig.2-2-1.
Main program
Instruction 1
Instruction 2
……
Calling subprogram
Instruction N
……
M30
Subprogram
Instruction 1
Instruction 2
……
……
……
M99 Returning to
main program
Fig. 2-2-1
The structure of a subprogram is the same as that of a main program.
13
GSK218MC Series Machining Center CNC System Programming and Operation Manual
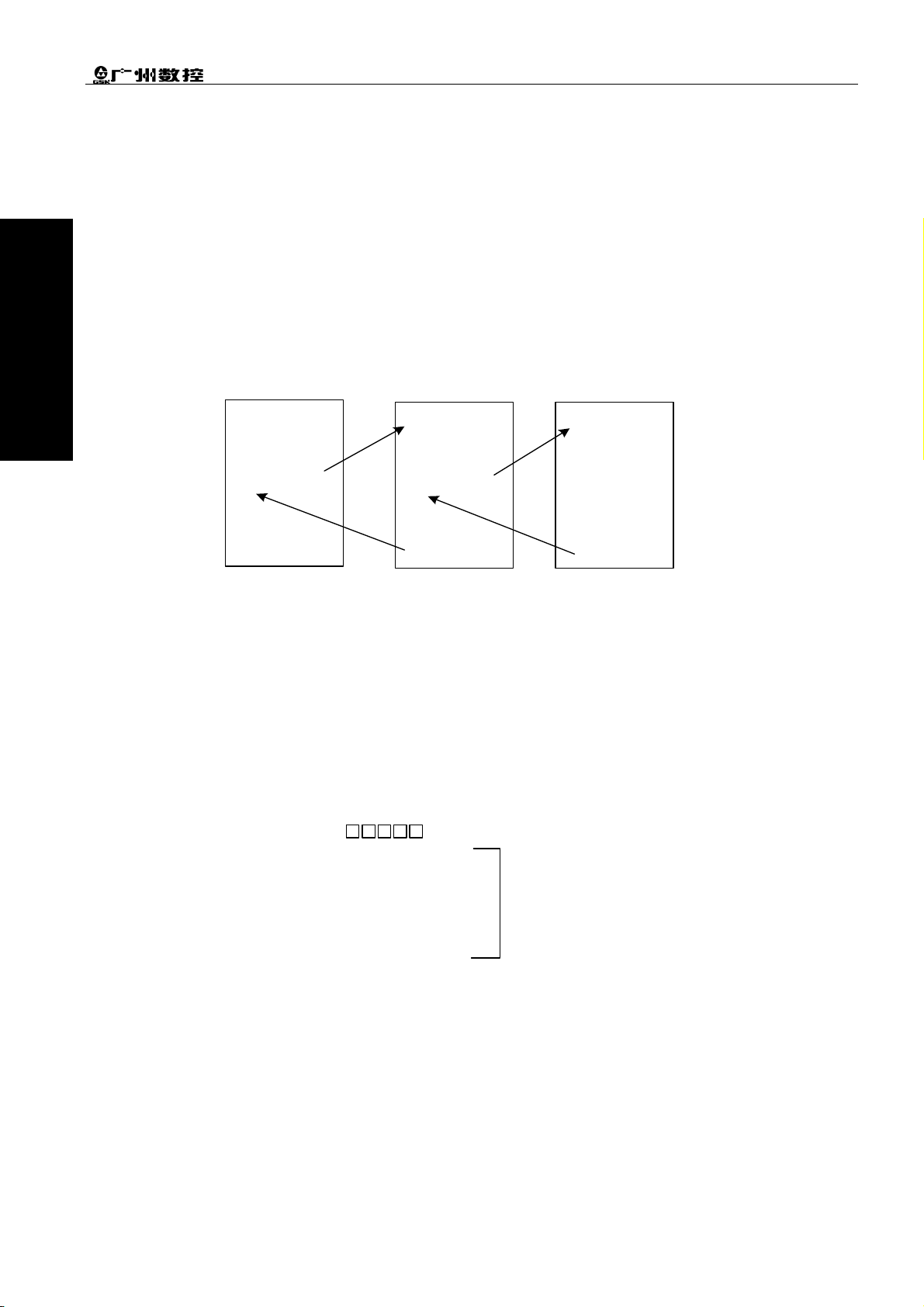
If a program contains a fixed sequence or frequently repeated pattern, the sequence or pattern
can be stored as a subprogram in the memory to simplify the program. The subprogram can be called
in Auto mode, usually by M98 in the main program. Besides, the subprogram called can also call
another subprogram. The subprogram called from the main program is called the one-level
subprogram. Up to 4 levels subprogram can be called in a program (Fig.2-2-2). The last block of a
Book 1 Programming
subprogram is the instruction M99 used for returning to the main program. After the return, the blocks
following the subprogram calling block are executed. (If the last block of a subprogram is ended with
M02 or M03, the system will also return to the main program and proceed to the next block, just as
ended with M99.)
When a main program is ended with M99, its execution will be repeated.
Main program
O00001;
…
…
…
M98 P10000;
…
…
…
…
M30;
Subprogram
O10000;
…
…
…
M98 P20000;
…
…
…
…
M99;
One-level nesting
Subprogram
O20000;
…
…
…
M98 P30000;
…
…
…
…
M99;
Two-level nesting
Fig. 2-2-2 Two-level subprogram nesting
The instruction can be called with a subprogram. The same subprogram can be called up to
9999 times consecutively or repeatedly.
2.2.1 Subprogram writing
Write a subprogram following the format below
Subprogram number
O
……
;
……
Subprogram
……
M99;
Fig. 2-2-1-1
Write the subprogram number behind the address O at the beginning of the subprogram, and
end the subprogram with instruction M99 (M99 format as above).
Subprogram end
2.2.2 Subprogram call
The subprogram is called by the call instruction of the main program or subprogram. The format
14
of the subprogram is as follows:
M98 P
Chapter 2 Part Program Configuration
L
Repetition count
Subprogram number
Fig. 2-2-2-1
● If no repetition count is specified, the subprogram is called just once.
(Example) M98 P1002L5 ;(It means a subprogram with number 1002 is repeatedly called 5
times)
● Execution sequence of calling a subprogram from a main program
Main program
N0010
N0020
N0030 M98 P10100L3
N0040
N0050 M98 P10100
……
……
……
;
;
;
;
;
1 2 3
Subprogram
O10100
N1020
N1030
N1040
N1050
;
……
……
……
……
;
;
;
;
Book 1 Programming
……
;
Fig. 2-2-2-2
N0060
A subprogram can call another subprogram in the same way as a main program calls a
subprogram.
Note 1: An alarm is given when no subprogram number specified with address P is detected.
Note 2: Subprograms with number 90000~99999 are the system reserved programs. When users
call such kind of subprograms, the system can execute them but not display them.
N1060 M99
……
;
2.2.3 Program end
The program begins with a program name, and ends with M02, M30 or M99 (see Fig. 2-2-2-2).
For the end code M02, M30 or M99 detected in program execution: If M02 or M03 is executed in a
program, the program is terminated, and the reset state is entered; M30 can be set by bit parameter
N0.33#4 to return to the program beginning, and M02 can be set by bit parameter N0.33#2 to return
to the program beginning. If M99 is executed in a program, the control returns to the beginning of the
program, and then executes the program repeatedly; if M99, M02 or M30 is at the end of the
subprogram, the control returns to the program that calls the subprogram and goes on executing the
following blocks.
15
GSK218MC Series Machining Center CNC System Programming and Operation Manual
Book 1 Programming
3.1 Controlled axis
CHAPTER 3 PROGRAMMING BASICS
Table 3-1-1
Item GSK218MC
Basic controlled axes
Extended controlled axes (total) 5 axes at most
4 axes
(X、Y、Z、
4TH)
3.2 Axis name
The names of the four basic axes are X, Y, Z and A by default.
The number of the controlled axes is set by data parameter
additional axis, such as A, B and C, is set by
Note:If two or more axis names are the same, the system initializes them to X, Y, Z, A and B
automatically.
P175-P179.
P005, and the name of each
3.3 Coordinate system
3.3.1 Machine tool coordinate system
A special point on a machine used as machine benchmark is called machine zero, which is set
by the machine tool builder. The coordinate system with machine zero point set as its origin is called
the machine coordinate system. It is set up by manual machine zero return after the power is turned
on. Once set, it remains unchanged till the power off, system reset or emergency stop.
This system uses right-hand Cartesian coordinate system. The motion in spindle direction is
defined as Z axis motion. Viewed from spindle to the workpiece, the motion of the spindle box
approaching the workpiece is defined as negative Z axis motion, and the one departing the workpiece
as positive. The other directions are determined by right-hand Cartesian coordinate system.
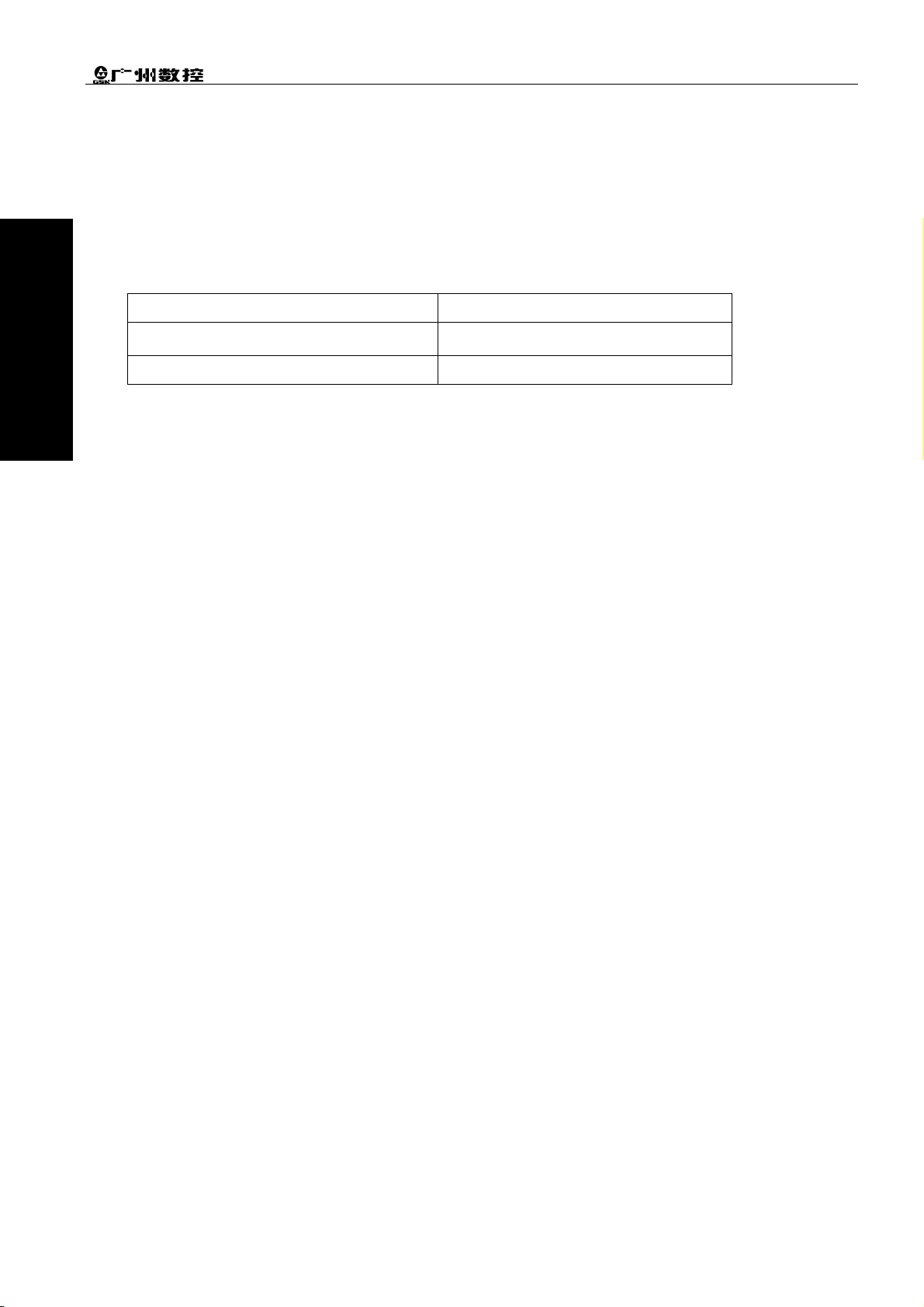
3.3.2 Reference point
There is a special point on the CNC machine tool for tool change and coordinate system setup.
This point is called reference point. It is a fixed point in the machine coordinate system set by the
machine tool builder. By using reference point return, the tool can easily move to this position.
Generally this point in CNC milling system coincides with the machine zero, while it is usually the tool
change point for machining center.
16
Reference point
Chapter 3 Programming Basics
Tool
Workpiece
Worktable
Fig. 3-3-2-1
There are two methods to move the tool to the reference point:
1. Manual reference point return (see “Reference point return” in CHAPTER 9 )
2. Auto reference point return
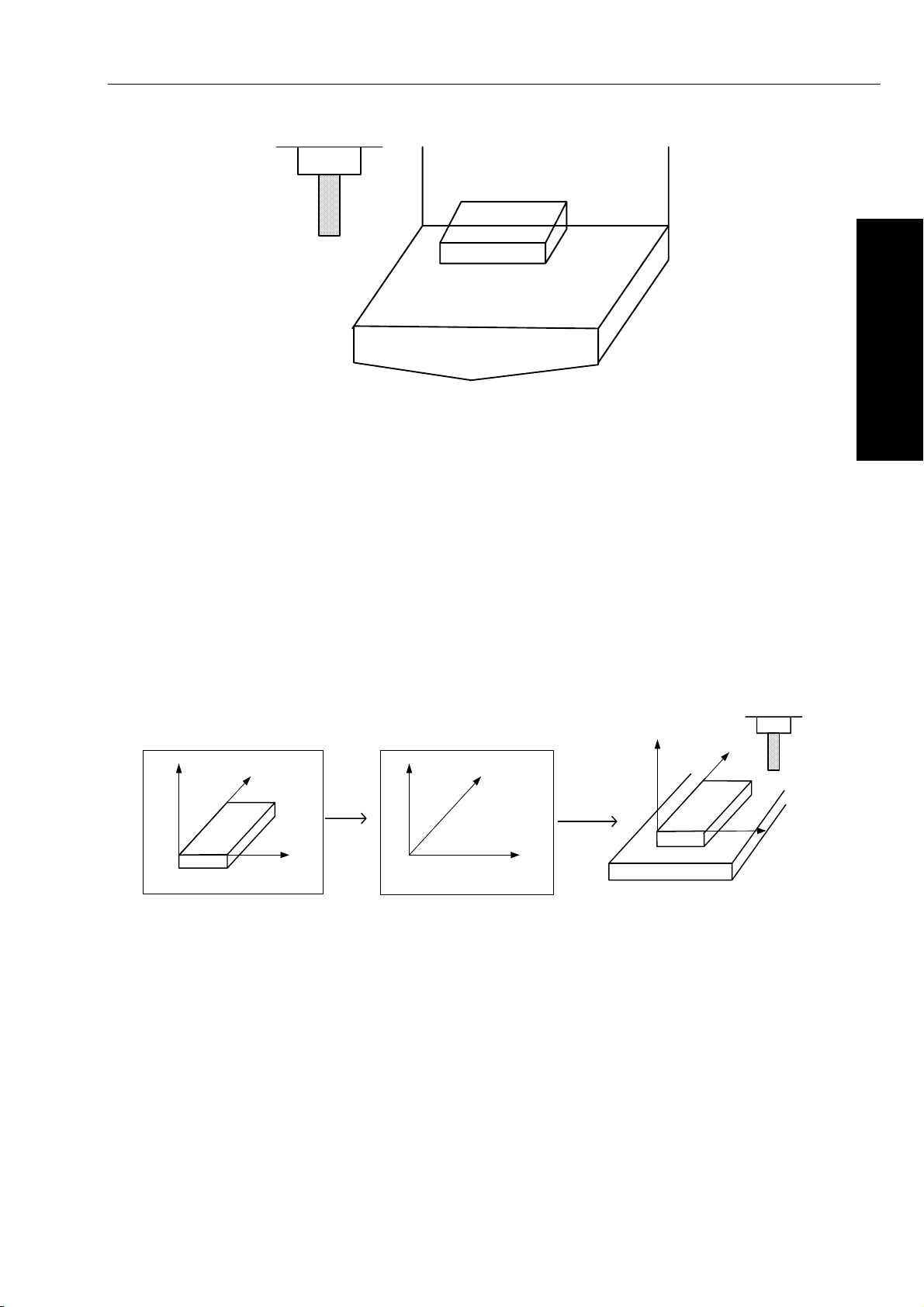
3.3.3 Workpiece coordinate system
The coordinate system used for workpiece machining is called workpiece coordinate system (or
part coordinate system), which is preset by CNC system (set in workpiece coordinate system setting).
Book 1 Programming
Tool
Y
X
Z
Machining drawing
Y
Program
X
Z
Coordinate system
Y
Instruction
X
CNC system
Z
Machine tool
Fig. 3-3-3-1
In the coordinate system specified by CNC, in order to cut the workpiece into the shape on the
drawing according to the program of the programming coordinate system on the drawing, the
relationship between machine tool coordinate system and workpiece coordinate system must be
determined. The method to determine the relationship between these two coordinate systems is
called alignment. It can be done by different methods depending on part figure, workpiece quantity,
etc.
17
GSK218MC Series Machining Center CNC System Programming and Operation Manual
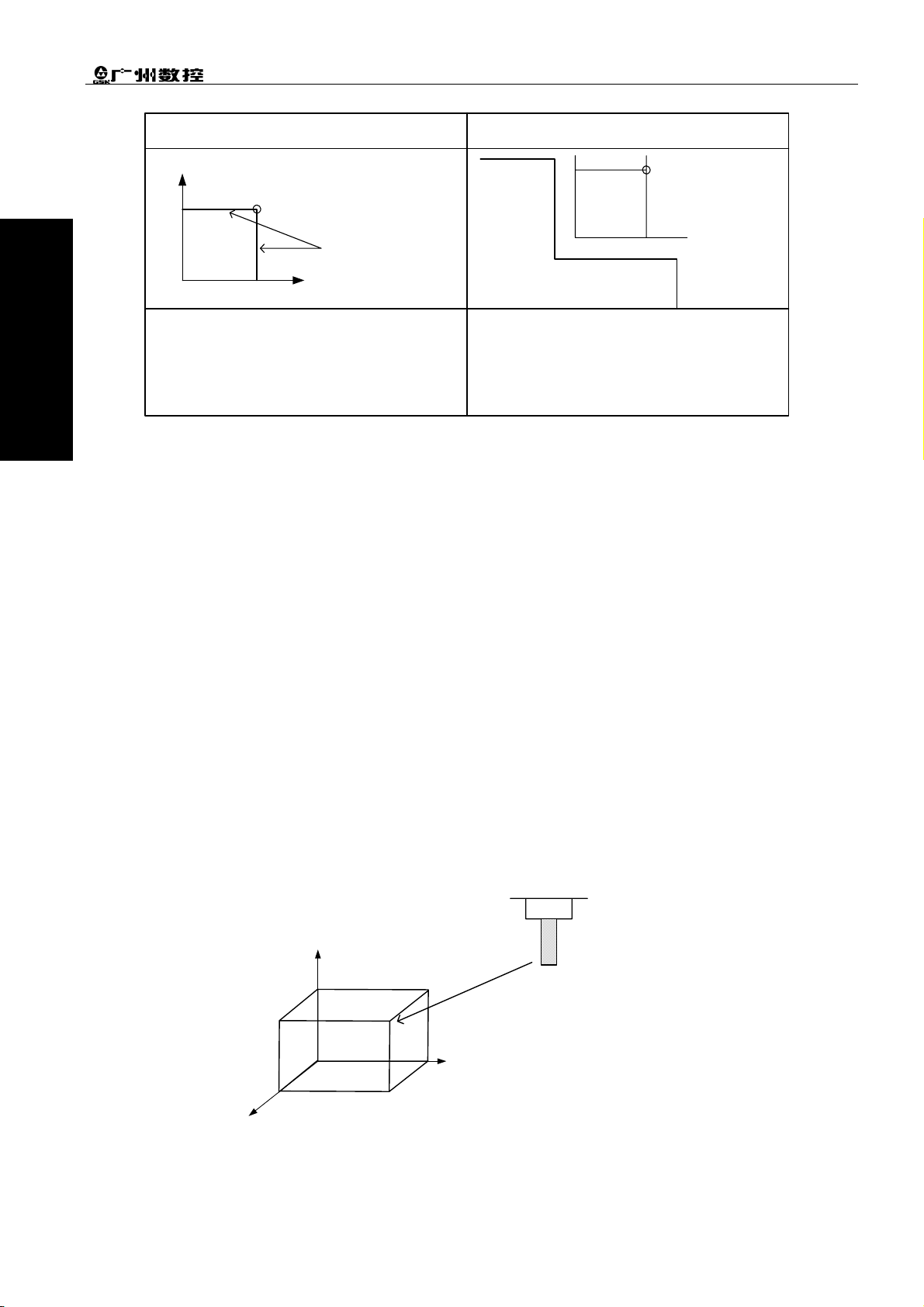
I) Using the part reference point II) Fixing the part directly on the fixture
Workpiece reference point
Workpiece
fixture
Book 1 Programming
Fixed distance
Al ig n the tool center to the workpiece r e f er e n c e
point, and specify the workpiece coordinate
system by CNC instructions at this position. Th en
the workpiece coordinate system c oincides with
the programming Coordinate system.
Fig. 3-3-3-2
A machining program sets a workpiece coordinate system (selecting a workpiece coordinate
system). The workpiece coordinate system set can be changed by moving its origin.
There are two methods to set the workpiece coordinate system:
1. Using G92, see 4.2.11 for details.
2. Using G54-G59, see 4.2.8 for details.
Because the tool center can n o t be l ocated at the
workpiece reference point, the tool is located at a
position ( c an be reference point) t h e distance o f
w h i c h to the base point i s k n o w n . S et the
workpiece coordinate system u s i n g this k n o w n
distance (e.g. G92).
Reference point
3.3.4 Absolute programming and relative programming
There are absolute and relative definitions to define the axis moving amount. The absolute
definition is a method to program by the coordinate of the end point of the axis movement, which is
called absolute programming. Relative definition is method to program directly by the axis moving
amount, which is call relative programming (also called incremental programming).
1) Absolute coordinate value
It is the target position coordinate in the specified workpiece coordinate system, namely, the
position to which the tool is moved.
Z
X
A(15,60,40)
B (10,30,20)
Y
Fig. 3-3-4-1
18
 Loading...
Loading...