

Page 1

Séries FANUC 0i-MODÈLE D
Séries FANUC 0i MODÈLE Mate D
Pour système de type Tour
MANUEL DE L'OPÉRATEUR
B-64304FR-1/02
Page 2
• Aucune partie de ce manuel ne peut être reproduite sous quelque forme que ce soit.
• Toutes les spécifications et conceptions peuvent être modifiées sans préavis.
Les produits de ce manuel sont contrôlés selon les "Lois relatives aux devises étrangères
et au commerce extérieur" du Japon. L'export du Japon peut être sujet à une licence
d'exportation par le gouvernement du Japon.
De plus, la réexportation vers un autre pays peut être soumise à la licence du
gouvernement du pays où les produits sont réexportés. Les produits peuvent être,
d'ailleurs, contrôlés par les règles en vigueur du gouvernement des États Unis.
Si vous souhaitez exporter ou réexporter ces produits, prenez contact avec FANUC qui
vous conseillera.
Nous avons essayé, dans ce manuel, de décrire du mieux possible tous les différents
processus.
Étant donné les nombreuses possibilités, nous ne pouvons toutefois pas décrire tous les
cas qui ne doivent pas ou ne peuvent pas être réalisés.
C'est pourquoi, il convient de considérer les cas non décrits expressément dans ce
manuel comme "impossibles".
Ce manuel contient des noms de programmes ou d’appareils d’autres sociétés, certains
étant des marques déposées de ces sociétés respectives. Cependant, ces noms ne sont
pas suivis de ® ou ™ dans le corps du texte.
Page 3
B-64304FR-1/02
PRÉCAUTIONS DE SÉCURITÉ
PRÉCAUTIONS DE SÉCURITÉ
Le présent chapitre décrit les précautions de sécurité relatives à l'utilisation d'unités CNC.
Il est essentiel que les utilisateurs observent ces précautions pour assurer un fonctionnement sûr des
machines équipées d'une unité CNC (toutes les descriptions du présent chapitre présument de cette
configuration). Noter que certaines précautions ne concernent que des fonctions spécifiques et ne
s'appliquent pas à toutes les unités CNC.
Il est IMPERATIF que les utilisateurs respectent les précautions de sécurité relatives à la machine, telles
que décrites dans le manuel correspondant fourni par le constructeur de la machine-outil. Avant toute
opération d'exploitation de la machine ou la création d'un programme de contrôle du fonctionnement de la
machine, l'opérateur doit se familiariser parfaitement avec le contenu de ce manuel et du manuel
correspondant fourni par le constructeur de la machine-outil.
SOMMAIRE
DÉFINITION DES TERMES AVERTISSEMENT; PRÉCAUTION ET REMARQUE .......................... s-1
PRÉCAUTIONS ET AVERTISSEMENTS GÉNÉRAUX ........................................................................ s-2
AVERTISSEMENTS ET PRÉCAUTIONS RELATIFS À LA PROGRAMMATION .......................... s-3
AVERTISSEMENTS ET PRÉCAUTIONS RELATIFS À LA MANIPULATION ................................. s-4
AVERTISSEMENTS RELATIFS À LA MAINTENANCE QUOTIDIENNE ......................................... s-6
DÉFINITION DES TERMES AVERTISSEMENT, PRÉCAUTION ET REMARQUE
Ce manuel inclut des précautions de sécurité destinées à protéger l'utilisateur et à empêcher tout dégât
éventuel sur la machine. Les précautions sont classifiées en Avertissement et Précaution selon leur
rapport avec la sécurité. Des informations supplémentaires sont également fournies sous forme de
Remarque. Lire attentivement Avertissement, Précaution, et Remarque avant d'utiliser la
machine.
AVERTISSEMENT
Signale un risque de blessure pour l'utilisateur ou d'endommagement de
l'équipement si la procédure approuvée n'est pas respectée.
PRÉCAUTION
Signale un risque d'endommagement de l'équipement si la procédure approuvée
n'est pas respectée.
REMARQUE
Est utilisée pour fournir des informations supplémentaires, autres que celles
contenues dans Avertissement et Précaution.
• Lire attentivement ce manuel et le ranger dans un endroit sûr.
s-1
Page 4
PRÉCAUTIONS DE SÉCURITÉ
PRÉCAUTIONS ET AVERTISSEMENTS GÉNÉRAUX
AVERTISSEMENT
1. Ne jamais tenter d'usiner une pièce sans avoir auparavant vérifié le
fonctionnement de la machine. Avant de commencer une production, s'assurer
que la machine fonctionne correctement en effectuant un cycle d'essai, en
utilisant par exemple la fonction bloc par bloc, correction d'avance ou
verrouillage machine, ou en faisant fonctionner la machine sans outil ni pièce.
L'absence de contrôle et de confirmation du fonctionnement correct de la
machine peut entraîner un comportement imprévu de la machine, pouvant
provoquer des dommages à la pièce et/ou à la machine elle-même, ou blesser
l'utilisateur.
2. Avant d'utiliser la machine, vérifier soigneusement les données saisies.
L’utilisation de la machine avec des données incorrectes peut entraîner un
comportement imprévu de la machine, pouvant provoquer des dommages à la
pièce et/ou à la machine elle-même, ou blesser l’utilisateur.
3. S'assurer que la vitesse d'avance est appropriée pour l'opération prévue.
Généralement, il existe pour chaque machine une vitesse d'avance maximum
permise.
La vitesse d'avance appropriée varie en fonction de l'opération envisagée. Se
référer au manuel fourni avec la machine pour déterminer la vitesse d'avance
maximum permise.
Si une machine ne fonctionne pas à la vitesse correcte, elle peut se comporter
de façon imprévue et provoquer des dommages à la pièce et/ou à la machine
elle-même, ou blesser l'utilisateur.
4. En cas d'utilisation d'une fonction de compensation d'outil, bien contrôler le sens
et la valeur de la compensation.
L’utilisation de la machine avec des données incorrectes peut entraîner un
comportement imprévu de la machine, pouvant provoquer des dommages à la
pièce et/ou à la machine elle-même, ou blesser l’utilisateur.
B-64304FR-1/02
s-2
Page 5
B-64304FR-1/02
PRÉCAUTIONS DE SÉCURITÉ
AVERTISSEMENT
5. Les paramètres de la CNC et du PMC sont préréglés en usine. En général, il
n'est pas nécessaire de les modifier. Cependant, s'il est indispensable de
modifier un paramètre, s'assurer d'avoir parfaitement compris la fonction des
paramètres avant d'effectuer toute modification.
La définition incorrecte d'un paramètre peut provoquer un comportement
imprévu de la machine susceptible d’endommager la pièce et/ou la machine
elle-même, ou de blesser l'utilisateur.
6. À la mise sous tension, ne toucher aucune des touches du pupitre IMD tant que
l'écran de position ou l'écran d'alarme n'est pas affiché sur la commande
numérique.
Certaines touches du pupitre IMD sont réservées à la maintenance ou à d'autres
opérations spéciales. L'actionnement de l'une de ces touches peut placer la
commande numérique dans un état différent de l'état normal. La mise en route
de la machine dans cet état peut provoquer un comportement imprévu.
7 Les manuels d'opérateur et de programmation fournis avec la CNC donnent une
vue générale des fonctions de la machine ainsi que des fonctions en option.
Noter que les fonctions optionnelles varieront d'un modèle de machine à l'autre.
Ainsi, certaines fonctions décrites dans les manuels peuvent ne pas être
disponibles pour un modèle particulier. Vérifier les caractéristiques de la
machine en cas de doute.
8. Certaines fonctions peuvent avoir été implémentées à la demande du
constructeur de la machine-outil. Lors de l'utilisation de telles fonctions, se
référer au manuel fourni par le constructeur de la machine-outil pour les détails
concernant leur utilisation et les précautions relatives.
PRÉCAUTION
L’écran à cristaux liquides bénéficie d’une technologie de fabrication très
précise. Il est possible que certains pixels ne puissent pas être activés ou
demeurent activés. Ce phénomène est courant sur les écrans LCD et ne
constitue pas un défaut.
REMARQUE
Les programmes, les paramètres et les variables de macros sont stockés dans
la mémoire non volatile de la commande numérique. En général, ces données
sont conservées même lorsque l'appareil est mis hors tension.
Elles peuvent, toutefois, être effacées par mégarde ou il est parfois nécessaire
de les effacer de la mémoire non volatile dans le cas d'une correction d'erreur.
Afin d'éviter ce type de problème et assurer une restauration rapide des
données effacées, sauvegarder toutes les données importantes et conserver la
copie de sauvegarde en lieu sûr.
s-3
Page 6
PRÉCAUTIONS DE SÉCURITÉ
B-64304FR-1/02
AVERTISSEMENTS ET PRÉCAUTIONS RELATIFS À LA PROGRAMMATION
Cette section couvre les principales précautions de sécurité relatives à la programmation. Avant de
commencer la programmation, lisez attentivement le Manuel d'opérateur afin de vous familiariser avec
son contenu.
AVERTISSEMENT
1.
Réglage d'un système de coordonnées
Si un système de coordonnées n'est pas correctement défini, la machine peut se
comporter de manière inattendue à la suite de l'exécution d'une commande de
déplacement même parfaitement valide. Un tel fonctionnement imprévu peut
endommager l'outil, la machine elle-même, la pièce ou blesser l'utilisateur.
2.
Positionnement en interpolation non linéaire
En cas d'exécution d'un positionnement en interpolation non linéaire
(positionnement en déplacement non linéaire entre les points de départ et
d'arrivée), la course de l'outil doit impérativement être contrôlée avant d'exécuter
la programmation. Le positionnement implique un déplacement rapide. Une
collision de l'outil avec la pièce peut endommager l'outil, la machine elle-même,
la pièce ou blesser l'utilisateur.
3.
Fonction impliquant un axe rotatif
Lors de la programmation d'une interpolation de coordonnées polaires, faire
particulièrement attention à la vitesse de l'axe de rotation. Une programmation
incorrecte peut entraîner une vitesse d'axe de rotation excessivement élevée et
la force centrifuge peut par exemple provoquer le desserrage des mors du
mandrin sur la pièce, si cette dernière n'est pas bien fixée. Un tel incident peut
entraîner un endommagement de l'outil, de la machine elle-même, de la pièce
ou blesser l'utilisateur.
4.
Conversion système en pouce/système métrique
La commutation entre les entrées en pouce et métrique ne convertit pas les
unités de mesure de données telles que la correction d'origine pièce, les
paramètres et la position actuelle. Par conséquent, avant de mettre la machine
en route, déterminer les unités de mesure qui devront être utilisées. Toute
tentative d'exécution d'une opération avec des données non valides peut
endommager l'outil, la machine elle-même, la pièce ou blesser l'utilisateur.
s-4
Page 7

B-64304FR-1/02
PRÉCAUTIONS DE SÉCURITÉ
AVERTISSEMENT
5.
Commande de la vitesse de surface constante
Lorsqu'un axe soumis au contrôle de vitesse de surface constante approche
l'origine du système de coordonnées de la pièce, la vitesse de broche peut
devenir excessivement élevée. C'est pourquoi, il est nécessaire de spécifier une
vitesse maximum permise. Une spécification de vitesse maximum permise
incorrecte peut endommager l'outil, la machine elle-même, la pièce ou blesser
l'utilisateur.
6.
Vérification de la course
Après la mise sous tension, effectuer un retour à la position de référence
manuel, comme exigé. La vérification de la course n'est pas possible tant que le
retour à la position de référence manuel n'est pas effectué. Noter que lorsque la
vérification de course est désactivée, aucune alarme n'est émise, même si la fin
de course est dépassée, ce qui peut endommager l'outil, la machine elle-même,
la pièce ou blesser l'opérateur.
7.
Vérification d'interférence pour chaque canal
Une vérification d'interférence est effectuée pour chaque canal en fonction des
données d'outil spécifiées pendant une opération automatique. Si la spécification
d'outil ne correspond pas à l'outil actuellement utilisé, la vérification
d'interférence ne peut pas être exécutée correctement, ce qui risque d'entraîner
un endommagement de l'outil ou de la machine elle-même, ou de blesser
l'utilisateur. Après la mise sous tension ou la sélection manuelle d'un poste
d'outils, toujours démarrer le fonctionnement automatique et déterminer le
numéro de l'outil devant être utilisé.
8.
Mode absolu/incrémental
Si un programme, créé avec des valeurs absolues, est exécuté en mode
incrémental, ou vice versa, la machine peut se comporter de façon imprévue.
9.
Sélection du plan
Si un plan incorrect est spécifié pour l'interpolation circulaire, l'interpolation
hélicoïdale ou un cycle fixe, la machine peut se comporter de façon imprévue.
Pour plus de détails, se reporter à la description de chaque fonction.
10.
Saut de limite de couple
Avant de tenter un saut de limite de couple, appliquer la limite de couple. Si un
saut de limite de couple est spécifié sans que la limite de couple ne soit
réellement appliquée, une commande de déplacement sera exécutée sans
effectuer de saut.
11.
Fonction de compensation
Si une commande basée sur le système de coordonnées de la machine ou une
commande de retour à la position de référence est émise en mode de fonction
de compensation, la compensation est temporairement annulée, entraînant alors
un comportement imprévu de la machine.
Par conséquent, avant d'émettre l'une des commandes ci-dessus, toujours
annuler le mode de fonction de compensation.
s-5
Page 8
PRÉCAUTIONS DE SÉCURITÉ
B-64304FR-1/02
AVERTISSEMENTS ET PRÉCAUTIONS RELATIFS À LA MANIPULATION
Le présent chapitre présente les précautions de sécurité relatives à la manipulation des machines-outils.
Avant de commencer à utiliser la machine, lisez attentivement le Manuel d'opérateur afin de vous
familiariser avec son contenu.
AVERTISSEMENT
1.
Fonctionnement manuel
En cas d’utilisation de la machine en mode manuel, déterminer la position
actuelle de l'outil et de la pièce, et s'assurer que l'axe à déplacer, le sens et la
vitesse d'avance ont été spécifiés correctement. Un fonctionnement incorrect de
la machine peut endommager l'outil, la machine elle-même, la pièce ou blesser
l'opérateur.
2.
Retour manuel à la position de référence
Après la mise sous tension, effectuer un retour à la position de référence
manuel, comme exigé.
Si la machine est utilisée sans un retour manuel préalable à la position de
référence, elle peut se comporter de façon imprévue. La vérification de la course
n'est pas possible tant que le retour à la position de référence manuel n'est pas
effectué.
Un fonctionnement imprévu de la machine peut endommager l'outil, la machine
elle-même, la pièce ou blesser l'utilisateur.
3.
Avance manuelle par manivelle
En avance manivelle manuelle, la rotation de la manivelle en appliquant un
grand facteur d'échelle, tel que 100, provoque un déplacement rapide de l'outil et
de la table. Une mauvaise manipulation peut endommager l'outil et/ou la
machine ou blesser l'utilisateur.
4.
Correction désactivée
Si la correction de vitesse est désactivée (selon la spécification dans une
variable macro) pendant le filetage, le taraudage rigide ou autre taraudage, la
vitesse est imprévisible, pouvant endommager l'outil, la machine elle-même, la
pièce ou blesser l'opérateur.
5.
Opération de préréglage/origine
Dans tous les cas, ne jamais tenter une opération de préréglage/origine lorsque
la machine est en fonctionnement sous le contrôle d'un programme. La machine
risque en effet de se comporter de façon imprévisible, ce qui risque
d'endommager l'outil, la machine elle-même, la pièce ou blesser l'utilisateur
s-6
Page 9
B-64304FR-1/02
PRÉCAUTIONS DE SÉCURITÉ
AVERTISSEMENT
6.
Décalage du système de coordonnées pièce
L'intervention manuelle, le verrouillage machine ou l'image miroir peut décaler le
système de coordonnées pièce. Il est recommandé de bien vérifier le système
de coordonnées avant de lancer l'exploitation de la machine sous le contrôle
d'un programme.
Si la machine fonctionne sous le contrôle d'un programme, sans avoir prévu de
tolérances pour les décalages du système de coordonnées pièce, elle peut se
comporter de manière imprévue et ce qui peut endommager l'outil, la machine
elle-même, la pièce ou blesser l'utilisateur.
7.
Pupitre de commande logiciel et boutons de menu
L'utilisation du pupitre de commande du logiciel et des boutons de menu, en
combinaison avec le pupitre IMD, permet de spécifier des opérations qui ne sont
pas prises en charge par le pupitre opérateur de la machine, telles que le
changement de mode, le changement des valeurs de modulation et la
commande d'avance en mode Jog.
Noter toutefois que si les touches du pupitre IMD sont actionnées par
inadvertance, la machine peut avoir un comportement imprévu, pouvant
provoquer des dommages à l'outil, à la machine elle-même, à la pièce ou
blesser l'utilisateur.
8.
Touche Réinitialisation
En appuyant sur la touche REINI, le programme en cours d’exécution s’arrête.
Les axes servo sont alors arrêtés. Cependant, la touche REINI peut ne pas
fonctionner pour des raisons telles qu’un problème au niveau du pupitre IMD.
Ainsi, si les moteurs doivent être arrêtés, utiliser le bouton d’arrêt d’urgence au
lieu de la touche REINI pour plus de sécurité.
9.
Intervention manuelle
Si une intervention manuelle est effectuée pendant le fonctionnement
programmé de la machine, le trajet de l'outil peut varier lorsque la machine est
remise en route. Par conséquent, avant de remettre la machine en route après
une intervention manuelle, confirmer les réglages des boutons absolus manuels,
les paramètres et le mode de commande absolu/incrémentiel.
10.
Suspension d'avance, correction de vitesse et mode bloc par bloc
Les fonctions de suspension d'avance, de correction de vitesse d'avance et de
mode bloc par bloc peuvent être désactivées en utilisant la variable système de
macro personnalisée #3004. Faire attention en manipulant la machine dans ce
cas.
11.
Cycle à vide
En général, un cycle à vide est utilisé pour vérifier le fonctionnement de la
machine. Pendant un cycle à vide, la machine fonctionne à une vitesse à vide,
qui est différente de la vitesse d'avance programmée correspondante. Noter que
la vitesse du cycle à vide peut parfois être supérieure à la vitesse d'avance
programmée.
12.
Édition de programme
Si la machine est arrêtée et qu'ensuite le programme d'usinage est édité
(modification, insertion ou effacement), la machine peut se comporter de façon
imprévue si l'usinage est repris sous le contrôle de ce programme. Dans tous les
cas, ne pas modifier, insérer ou effacer des commandes d'un programme
d'usinage en cours d'utilisation.
s-7
Page 10
PRÉCAUTIONS DE SÉCURITÉ
B-64304FR-1/02
AVERTISSEMENTS RELATIFS À LA MAINTENANCE QUOTIDIENNE
AVERTISSEMENT
1.
Remplacement de la pile de sauvegarde de mémoire
Lors du remplacement de piles de sauvegarde de mémoire, laisser la machine
(CNC) sous tension et effectuer un arrêt d’urgence de la machine. Comme cette
intervention s’effectue avec le système sous tension et l’armoire ouverte, seul un
personnel ayant reçu une formation de sécurité et de maintenance approuvée
est habilité à l’exécuter.
Lors du remplacement des piles, ne pas toucher les circuits à haute tension
(marqués du symbole et protégés par un couvercle isolant).
Le contact des circuits à haute tension présente en effet des risques importants
d’électrocution.
REMARQUE
La CNC utilise des piles pour sauvegarder le contenu de sa mémoire, car elle
doit conserver des données telles que les programmes, les valeurs de correction
et les paramètres même lorsqu'elle est hors tension.
Si la tension des piles chute, une alarme de tension de pile faible s'affiche sur le
pupitre opérateur de la machine ou sur l'écran.
Si une alarme de tension de pile faible s'affiche, remplacer les piles dans un
délai d'une semaine. Sinon, le contenu de la mémoire de la CNC sera perdu.
Voir la section “Méthode pour le remplacement de la batterie” dans le Manuel
d'opérateur (commun aux séries T/M) afin d’obtenir plus de détails sur le
remplacement de la batterie.
AVERTISSEMENT
2.
Remplacement de la pile du codeur absolu
Lors du remplacement de piles de sauvegarde de mémoire, laisser la machine
(CNC) sous tension et effectuer un arrêt d’urgence de la machine. Comme cette
intervention s’effectue avec le système sous tension et l’armoire ouverte, seul un
personnel ayant reçu une formation de sécurité et de maintenance approuvée
est habilité à l’exécuter.
Lors du remplacement des piles, ne pas toucher les circuits à haute tension
(marqués du symbole
et protégés par un couvercle isolant).
Le contact des circuits à haute tension présente en effet des risques importants
d’électrocution.
REMARQUE
Le codeur absolu utilise des piles pour préserver sa position absolue.
Si la tension des piles chute, une alarme de tension de pile faible s'affiche sur le
pupitre opérateur de la machine ou sur l'écran.
Si une alarme de tension de pile faible s'affiche, remplacer les piles dans un
délai d'une semaine. Si les piles ne sont pas remplacées à temps, les données
de position absolue sauvegardées par le codeur d'impulsions seront perdues.
Voir la section “Méthode pour le remplacement de la batterie” dans le Manuel
d'opérateur (commun aux séries T/M) afin d’obtenir plus de détails sur le
remplacement de la batterie.
s-8
Page 11
B-64304FR-1/02
PRÉCAUTIONS DE SÉCURITÉ
AVERTISSEMENT
3. Remplacement des fusibles
Avant de remplacer un fusible grillé, il est nécessaire de trouver et d'éliminer la
cause du problème.
Pour cette raison, seul un personnel ayant reçu une formation de sécurité et de
maintenance approuvée est habilité à effectuer une telle opération.
Lors du remplacement d’un fusible avec ouverture de l’armoire, ne pas toucher
les circuits à haute tension (marqués d’un symbole et protégés par un
couvercle isolant).
Le contact des circuits à haute tension présente en effet des risques importants
d’électrocution.
s-9
Page 12
Page 13

B-64304FR-1/02
TABLE DES MATIÈRES
TABLE DES MATIÈRES
PRÉCAUTIONS DE SÉCURITÉ .................................................................. s-1
DÉFINITION DES TERMES AVERTISSEMENT, PRÉCAUTION ET REMARQUE s-1
PRÉCAUTIONS ET AVERTISSEMENTS GÉNÉRAUX .......................................... s-2
AVERTISSEMENTS ET PRÉCAUTIONS RELATIFS À LA PROGRAMMATION ... s-4
AVERTISSEMENTS ET PRÉCAUTIONS RELATIFS À LA MANIPULATION ......... s-6
AVERTISSEMENTS RELATIFS À LA MAINTENANCE QUOTIDIENNE ................ s-8
I. GÉNÉRALITÉS
GÉNÉRALITÉS ....................................................................................... 3
1
1.1
FONCTIONNEMENT GÉNÉRAL D'UNE MACHINE-OUTIL À COMMANDE
NUMÉRIQUE ................................................................................................. 6
1.2 REMARQUES CONCERNANT LA LECTURE DE CE MANUEL ................... 7
1.3 REMARQUES CONCERNANT DIVERS TYPES DE DONNÉES .................. 7
II. PROGRAMMATION
GÉNÉRALITÉS ..................................................................................... 11
1
1.1
CORRECTION ............................................................................................. 11
2 FONCTION PRÉPARATOIRE (FONCTION G) ..................................... 12
3 FONCTION D'INTERPOLATION .......................................................... 16
3.1
INTERPOLATION DE COORDONNÉES POLAIRES (G12.1, G13.1) ........ 16
3.2 FILETAGE À PAS CONSTANT (G32) ......................................................... 23
3.3 FILETAGE À PAS VARIABLE (G34) ........................................................... 26
3.4 FILETAGE CONTINU .................................................................................. 27
3.5 FILETAGE MULTIPLE ................................................................................. 28
4 FONCTIONS SIMPLIFIANT LA PROGRAMMATION ........................... 30
4.1
CYCLE FIXE (G90, G92, G94) .................................................................... 30
4.1.1 Cycle d'usinage de diamètre externe/interne (G90) ................................................ 31
4.1.1.1 Cycle d'usinage longitudinal .............................................................................. 31
4.1.1.2 Cycle d'usinage conique .................................................................................... 32
4.1.2 Cycle de filetage (G92) .......................................................................................... 33
4.1.2.1 Cycle de filetage droit ........................................................................................ 33
4.1.2.2 Cycle de filetage conique ................................................................................... 36
4.1.3 Cycle de tournage de surface transversale (G94) ................................................... 39
4.1.3.1 Cycle de dressage .............................................................................................. 39
4.1.3.2 Cycle d'usinage conique .................................................................................... 40
4.1.4 Procédure d’utilisation des cycles fixes (G90, G92, G94) ..................................... 41
4.1.5 Cycle fixe et compensation de rayon du nez de l'outil ........................................... 43
4.1.6 Restrictions concernant les cycles fixes ................................................................. 44
4.2
CYCLE RÉPÉTITIF FIXE MULTIPLE (G70-G76) ........................................ 46
4.2.1 Enlèvement de copeaux en mode tournage (G71) .................................................. 47
4.2.2 Enlèvement de copeaux en mode dressage (G72) .................................................. 58
4.2.3 Répétition de modèle (G73) ................................................................................... 63
4.2.4 Cycle de finition (G70) ........................................................................................... 65
c-1
Page 14

TABLE DES MATIÈRES
4.2.5 Cycle de perçage de surface transversale avec débourrage (G74) ......................... 70
4.2.6 Cycle de perçage de diamètre externe/interne (G75) ............................................. 72
4.2.7 Cycle de filetage multiple (G76) ............................................................................ 74
4.2.8 Restrictions concernant le cycle fixe répétitif multiple (G70-G76) ....................... 79
4.3
CYCLE FIXE DE PERÇAGE ....................................................................... 81
4.3.1 Cycle de perçage frontal (G83)/Cycle de perçage latéral (G87) ............................ 84
4.3.2 Cycle de taraudage frontal (G84) / Cycle de taraudage latéral (G88) .................... 87
4.3.3 Cycle d'alésage frontal (G85) / Cycle d'alésage latéral (G89) ................................ 92
4.3.4 Annulation du cycle fixe de perçage (G80) ............................................................ 93
4.3.5 Précautions à prendre par l'opérateur ..................................................................... 93
4.4
TARAUDAGE RIGIDE ................................................................................. 94
4.4.1 CYCLE DE TARAUDAGE RIGIDE FRONTAL (G84) / CYCLE DE
TARAUDAGE RIGIDE LATERAL (G88) ........................................................... 94
4.4.2 Cycle de taraudage rigide avec débourrage (G84 ou G88) .................................. 100
4.4.3 Annulation du cycle fixe (G80) ............................................................................ 104
4.4.4 Correction pendant le taraudage rigide ................................................................. 104
4.4.4.1 Correction d'extraction..................................................................................... 105
4.4.4.2 Signal de correction ......................................................................................... 107
4.5
CYCLE FIXE DE RECTIFICATION (POUR MEULEUSE) ......................... 108
4.5.1 Cycle de rectification en plongée (G71) ............................................................... 109
4.5.2 Cycle de rectification à cotes constantes directe, en plongée (G72) .................... 111
4.5.3 Cycle de rectification par oscillation (G73) ......................................................... 113
4.5.4 Cycle de rectification à cotes constantes directe, par oscillation (G74) ............... 115
4.6
CHANFREINAGE ET RAYON DE BEC ..................................................... 117
4.7 IMAGE MIROIR POUR DOUBLE TOURELLE (G68, G69) ....................... 123
4.8 PROGRAMMATION DIRECTE DES COTES DES SCHÉMAS ................. 125
B-64304FR-1/02
5 FONCTIONS DE COMPENSATION ................................................... 131
5.1
CORRECTION D'OUTIL ............................................................................ 131
5.1.1 Correction de géométrie d’outil et correction d’usure d’outil .............................. 132
5.1.2 Code T de correction d'outil ................................................................................. 132
5.1.3 Sélection de l'outil ................................................................................................ 133
5.1.4 Numéro de correction ........................................................................................... 133
5.1.5 Correction ............................................................................................................. 133
5.1.6 Correction d'axe Y ................................................................................................ 136
5.1.6.1 Correction d'axe Y (axes arbitraires) ............................................................... 136
5.2
VUE D’ENSEMBLE DE LA COMPENSATION DU RAYON DE NEZ D'OUTIL
(G40-G42) ................................................................................................. 137
5.2.1 Nez d’outil imaginaire .......................................................................................... 137
5.2.2 Sens du nez d'outil imaginaire .............................................................................. 139
5.2.3 Numéro de correction et valeur de correction ...................................................... 140
5.2.4 Position de la pièce et commande de déplacement ............................................... 142
5.2.5 Remarques concernant la compensation du rayon du nez de l'outil ..................... 147
5.3
DÉTAILS DE LA COMPENSATION DU RAYON DU NEZ DE L'OUTIL .... 151
5.3.1 Présentation générale ............................................................................................ 151
5.3.2 Déplacement de l'outil lors du démarrage ............................................................ 155
5.3.3 Déplacement de l'outil en mode correction .......................................................... 160
5.3.4 Déplacement d'outil en mode annulation de correction ........................................ 178
5.3.5 Prévention du dépassement d’usinage dû à la compensation de rayon de
nez d'outil ............................................................................................................. 185
5.3.6 Vérification d'interférence .................................................................................... 188
5.3.6.1 Opération à exécuter si une interférence est censée se produire ...................... 191
5.3.6.2 Fonction d’alarme de vérification d’interférence ............................................ 192
c-2
Page 15

B-64304FR-1/02
5.4
5.3.6.3 Fonction d’évitement de vérification d’interférence ........................................ 194
5.3.7 Compensation de rayon du nez de l'outil pour la saisie à partir du pupitre IMD . 199
INTERPOLATION CIRCULAIRE ANGULAIRE (G39) ............................... 201
TABLE DES MATIÈRES
5.5 CORRECTION AUTOMATIQUE D'OUTIL (G36, G37) .............................. 203
6 FONCTIONNEMENT EN MODE MÉMOIRE AVEC LE FORMAT
Série 10/11 .......................................................................................... 206
6.1
ADRESSES ET PLAGE DE VALEURS PROGRAMMABLES POUR LE
FORMAT DE PROGRAMME Série 10/11 ................................................. 206
6.2 APPEL DE SOUS-PROGRAMME ............................................................. 207
6.3 CYCLE FIXE .............................................................................................. 207
6.3.1 Cycle d'usinage de diamètre externe/interne (G90) .............................................. 208
6.3.1.1 Cycle d'usinage longitudinal ............................................................................ 208
6.3.1.2 Cycle d'usinage conique .................................................................................. 209
6.3.2 Cycle de filetage (G92) ........................................................................................ 211
6.3.2.1 Cycle de filetage droit ...................................................................................... 211
6.3.2.2 Cycle de filetage conique ................................................................................. 214
6.3.3 Cycle de tournage de surface transversale (G94) ................................................. 216
6.3.3.1 Cycle de dressage ............................................................................................ 216
6.3.3.2 Cycle d'usinage conique .................................................................................. 217
6.3.4 Procédure d’utilisation des cycles fixes ............................................................... 219
6.3.5 Cycle fixe et compensation de rayon du nez de l'outil ......................................... 221
6.3.6 Restrictions concernant les cycles fixes ............................................................... 222
6.4
CYCLE FIXE RÉPÉTITIF MULTIPLE ........................................................ 224
6.4.1 Enlèvement de copeaux en mode tournage (G71) ................................................ 225
6.4.2 Enlèvement de copeaux en mode dressage (G72) ................................................ 237
6.4.3 Répétition de modèle (G73) ................................................................................. 242
6.4.4 Cycle de finition (G70) ......................................................................................... 244
6.4.5 Cycle de perçage de surface transversale avec débourrage (G74) ....................... 248
6.4.6 Cycle de perçage de diamètre externe/interne (G75) ........................................... 250
6.4.7 Cycle de filetage multiple (G76) .......................................................................... 252
6.4.8 Restrictions concernant le cycle répétitif multiple ............................................... 258
6.5
CYCLE FIXE DE PERÇAGE ..................................................................... 260
6.5.1 Cycle de perçage, cycle de centrage (G81) .......................................................... 264
6.5.2 Cycle de perçage, cycle d'alésage inverse (G82) .................................................. 265
6.5.3 Cycle de perçage avec débourrage (G83) ............................................................. 266
6.5.4 Cycle de perçage avec débourrage à grande vitesse (G83.1) ............................... 268
6.5.5 Cycle de taraudage (G84) ..................................................................................... 269
6.5.6 Cycle de taraudage (G84.2) .................................................................................. 271
6.5.7 Cycle d'alésage (G85) ........................................................................................... 272
6.5.8 Cycle d'alésage (G89) ........................................................................................... 273
6.5.9 Annulation du cycle fixe de perçage (G80) .......................................................... 274
6.5.10 Précautions à prendre par l'opérateur ................................................................... 275
7 FONCTIONS DE COMMANDE D'AXES ............................................. 276
7.1
TOURNAGE POLYGONAL (G50.2, G51.2) .............................................. 276
7.2 COMMANDES SYNCHRONE, MIXTE ET SUPERPOSÉE PAR COMMANDE
DE PROGRAMME (G50.4, G51.4, G50.5, G51.5, G50.6 ET G51.6) ........ 281
c-3
Page 16
TABLE DES MATIÈRES
B-64304FR-1/02
8 FONCTION DE COMMANDE À 2 CANAUX ....................................... 285
8.1
PRÉSENTATION GÉNÉRALE .................................................................. 285
8.2 FONCTION D'ATTENTE DES CANAUX ................................................... 286
8.3 MÉMOIRE COMMUNE POUR LES CANAUX ........................................... 286
8.4 CONTRÔLE DE BROCHE ENTRE CANAUX ............................................ 288
8.5 COMMANDE SYNCHRONE/MIXTE/SUPERPOSÉE ................................ 289
8.6 COUPE ÉQUILIBRÉE (G68, G69) ............................................................. 291
III. FONCTIONNEMENT
ENTRÉE/SORTIE DE DONNÉES ....................................................... 295
1
1.1
ENTRÉE/SORTIE SUR CHAQUE ÉCRAN ................................................ 295
1.1.1 Entrée et sortie de donnée de correction d'axe Y ................................................. 295
1.1.1.1 Entrée de donnée de correction d'axe Y .......................................................... 295
1.1.1.2 Sortie de donnée de correction d'axe Y ........................................................... 296
1.2
ENTRÉE/SORTIE SUR L'ÉCRAN E/S TOTALES ..................................... 297
1.2.1 Entrée et sortie de données de correction d'axe Y ................................................ 297
2 DÉFINITION ET AFFICHAGE DE DONNÉES .................................... 299
2.1
ÉCRANS AFFICHÉS PAR LA TOUCHE DE FONCTION ................... 299
2.1.1 Définition et affichage de la valeur de correction d’outil ..................................... 299
2.1.2 Entrée directe de valeur de correction d'outil ....................................................... 303
2.1.3 Entrée directe de valeur de correction d'outil mesurée B ..................................... 305
2.1.4 Saisie compteur de valeur de correction ............................................................... 307
2.1.5 Définition de la valeur de décalage du système de coordonnées pièce ............... 308
2.1.6 Réglage de la correction d’axe Y ......................................................................... 310
2.1.7 Barrières de mandrin et de contre-pointe ............................................................. 312
3 ÉDITION DE PROGRAMMES ............................................................. 319
3.1
FONCTION D'ÉDITION MULTICANAL ...................................................... 319
3.1.1 Présentation générale ............................................................................................ 319
3.1.2 Détails ................................................................................................................... 320
III. APPENDICE
PARAMÈTRES .................................................................................... 327
A
A.1
DESCRIPTION DES PARAMÈTRES ........................................................ 327
A.2 TYPE DE DONNÉES ................................................................................. 370
A.3 TABLES DE PARAMÈTRES STANDARD ................................................. 371
B DIFFÉRENCES PAR RAPPORT À LA SÉRIE 0i-C .......................... 373
B.1
UNITÉ DE RÉGLAGE ................................................................................ 374
B.1.1 Différences de spécifications ................................................................................ 374
B.1.2 Différences relatives à l'affichage de diagnostic .................................................. 374
B.2
CORRECTION D'OUTIL AUTOMATIQUE ................................................. 375
B.2.1 Différences de spécifications ................................................................................ 375
B.2.2 Différences relatives à l'affichage de diagnostic .................................................. 376
c-4
Page 17

B-64304FR-1/02
B.3
B.4
B.5
B.6
B.7
B.8
B.9
INTERPOLATION CIRCULAIRE ............................................................... 376
B.3.1 Différences de spécifications ................................................................................ 376
B.3.2 Différences relatives à l'affichage de diagnostic .................................................. 376
INTERPOLATION HÉLICOÏDALE ............................................................. 377
B.4.1 Différences de spécifications ................................................................................ 377
B.4.2 Différences relatives à l'affichage de diagnostic .................................................. 377
FONCTION DE SAUT ............................................................................... 378
B.5.1 Différences de spécifications ................................................................................ 378
B.5.2 Différences relatives à l'affichage de diagnostic .................................................. 379
RETOUR MANUEL À LA POSITION DE RÉFÉRENCE ............................ 380
B.6.1 Différences de spécifications ................................................................................ 380
B.6.2 Différences relatives à l'affichage de diagnostic .................................................. 381
SYSTÈME DE COORDONNÉES PIÈCE................................................... 382
B.7.1 Différences de spécifications ................................................................................ 382
B.7.2 Différences relatives à l'affichage de diagnostic .................................................. 382
SYSTÈME DE COORDONNÉES LOCALES ............................................. 383
B.8.1 Différences de spécifications ................................................................................ 383
B.8.2 Différences relatives à l'affichage de diagnostic .................................................. 384
COMMANDE DE CONTOURNAGE Cs ..................................................... 384
B.9.1 Différences de spécifications ................................................................................ 384
B.9.2 Différences relatives à l'affichage de diagnostic .................................................. 384
TABLE DES MATIÈRES
B.10 COMMANDE MULTIBROCHE .................................................................. 385
B.10.1 Différences de spécifications ................................................................................ 385
B.10.2 Différences relatives à l'affichage de diagnostic .................................................. 385
B.11 COMMANDE DE BROCHE SÉRIE/ANALOGIQUE ................................... 385
B.11.1 Différences de spécifications ................................................................................ 385
B.11.2 Différences relatives à l'affichage de diagnostic .................................................. 385
B.12 COMMANDE DE VITESSE DE SURFACE CONSTANTE ........................ 386
B.12.1 Différences de spécifications ................................................................................ 386
B.12.2 Différences relatives à l'affichage de diagnostic .................................................. 386
B.13 POSITIONNEMENT DE BROCHE ............................................................ 387
B.13.1 Différences de spécifications ................................................................................ 387
B.13.2 Différences relatives à l'affichage de diagnostic .................................................. 388
B.14 FONCTIONS D'OUTIL ............................................................................... 388
B.14.1 Différences de spécifications ................................................................................ 388
B.14.2 Différences relatives à l'affichage de diagnostic .................................................. 388
B.15 MÉMOIRE DE COMPENSATION D'OUTIL ............................................... 389
B.15.1 Différences de spécifications ................................................................................ 389
B.15.2 Différences relatives à l'affichage de diagnostic .................................................. 390
B.16 ENTRÉE DE VALEUR DE CORRECTION D'OUTIL MESURÉE B ........... 390
B.16.1 Différences de spécifications ................................................................................ 390
B.16.2 Différences relatives à l'affichage de diagnostic .................................................. 390
B.17 MACRO PERSONNALISÉE ...................................................................... 391
B.17.1 Différences de spécifications ................................................................................ 391
B.17.2 Différences relatives à l'affichage de diagnostic .................................................. 393
B.17.3 Divers ................................................................................................................... 393
B.18 MACRO PERSONNALISÉE DE TYPE INTERRUPTION .......................... 393
B.18.1 Différences de spécifications ................................................................................ 393
B.18.2 Différences relatives à l'affichage de diagnostic .................................................. 393
c-5
Page 18

TABLE DES MATIÈRES
B.19 ENTRÉE DE PARAMÈTRE PROGRAMMABLE (G10) ............................. 394
B.19.1 Différences de spécifications ................................................................................ 394
B.19.2 Différences relatives à l'affichage de diagnostic .................................................. 394
B.20 COMMANDE D'AVANCE AVEC ANTICIPATION ...................................... 394
B.20.1 Différences de spécifications ................................................................................ 394
B.20.2 Différences relatives à l'affichage de diagnostic .................................................. 396
B.21 FONCTION DE SÉLECTION DE CONDITION D'USINAGE ..................... 396
B.21.1 Différences de spécifications ................................................................................ 396
B.21.2 Différences relatives à l'affichage de diagnostic .................................................. 397
B.22 MODE DE COMMANDE SYNCHRONE .................................................... 397
B.22.1 Différences de spécifications ................................................................................ 397
B.22.2 Différences relatives à l'affichage de diagnostic .................................................. 401
B.23 COMMANDE D'AXE ANGULAIRE ARBITRAIRE ...................................... 401
B.23.1 Différences de spécifications ................................................................................ 401
B.23.2 Différences relatives à l'affichage de diagnostic .................................................. 402
B.24 AFFICHAGE DU TEMPS D'UTILISATION ET DU COMPTAGE
DE PIÈCES................................................................................................ 402
B.24.1 Différences de spécifications ................................................................................ 402
B.24.2 Différences relatives à l'affichage de diagnostic .................................................. 402
B.25 AVANCE MANUELLE PAR MANIVELLE .................................................. 403
B.25.1 Différences de spécifications ................................................................................ 403
B.25.2 Différences relatives à l'affichage de diagnostic .................................................. 404
B.26 COMMANDE D'AXE PAR PMC ................................................................. 404
B.26.1 Différences de spécifications ................................................................................ 404
B.26.2 Différences relatives à l'affichage de diagnostic .................................................. 409
B.27 APPEL DE SOUS- PROGRAMME EXTERNE (M198) .............................. 409
B.27.1 Différences de spécifications ................................................................................ 409
B.27.2 Différences relatives à l'affichage de diagnostic .................................................. 410
B.28 RECHERCHE DE NUMÉRO DE SÉQUENCE .......................................... 410
B.28.1 Différences de spécifications ................................................................................ 410
B.28.2 Différences relatives à l'affichage de diagnostic .................................................. 410
B.29 VÉRIFICATION DE COURSE ENREGISTRÉE ......................................... 411
B.29.1 Différences de spécifications ................................................................................ 411
B.29.2 Différences relatives à l'affichage de diagnostic .................................................. 412
B.30 COMPENSATION D'ERREUR DE PAS ENREGISTRÉE .......................... 413
B.30.1 Différences de spécifications ................................................................................ 413
B.30.2 Différences relatives à l'affichage de diagnostic .................................................. 413
B.31 FONCTION D'ÉCONOMISEUR D'ÉCRAN ET FONCTION D'ÉCONOMISEUR
D'ÉCRAN AUTOMATIQUE ........................................................................ 414
B.31.1 Différences de spécifications ................................................................................ 414
B.31.2 Différences relatives à l'affichage de diagnostic .................................................. 414
B.32 RÉINITIALISATION ET REMBOBINAGE .................................................. 415
B.32.1 Différences de spécifications ................................................................................ 415
B.32.2 Différences relatives à l'affichage de diagnostic .................................................. 415
B.33 ACTIVATION/DÉSACTIVATION DU MODE MANUEL ABSOLU .............. 416
B.33.1 Différences de spécifications ................................................................................ 416
B.33.2 Différences relatives à l'affichage de diagnostic .................................................. 416
B.34 SIGNAL DE PROTECTION DE LA MÉMOIRE POUR PARAMÈTRE CNC417
B.34.1 Différences de spécifications ................................................................................ 417
B.34.2 Différences relatives à l'affichage de diagnostic .................................................. 417
B.35 ENTRÉE DE DONNÉE EXTERNE ............................................................ 417
B-64304FR-1/02
c-6
Page 19

B-64304FR-1/02
B.35.1 Différences de spécifications ................................................................................ 417
B.35.2 Différences relatives à l'affichage de diagnostic .................................................. 419
TABLE DES MATIÈRES
B.36 FONCTION DU SERVEUR DE DONNÉES ............................................... 419
B.36.1 Différences de spécifications ................................................................................ 419
B.36.2 Différences relatives à l'affichage de diagnostic .................................................. 420
B.37 GESTIONNAIRE CNC POWER MATE ..................................................... 420
B.37.1 Différences de spécifications ................................................................................ 420
B.37.2 Différences relatives à l'affichage de diagnostic .................................................. 420
B.38 BARRIÈRE DE MANDRIN/CONTRE-POINTE .......................................... 420
B.38.1 Différences de spécifications ................................................................................ 420
B.38.2 Différences relatives à l'affichage de diagnostic .................................................. 421
B.39 RETRAIT EN CYCLE DE FILETAGE (CYCLE FIXE/CYCLE FIXE RÉPÉTITIF
MULTIPLE) ................................................................................................ 421
B.39.1 Différences de spécifications ................................................................................ 421
B.39.2 Différences relatives à l'affichage de diagnostic .................................................. 421
B.40 INTERPOLATION DES COORDONNÉES POLAIRES ............................. 422
B.40.1 Différences de spécifications ................................................................................ 422
B.40.2 Différences relatives à l'affichage de diagnostic .................................................. 423
B.41 VÉRIFICATION D'INTERFÉRENCE DE CANAL
(COMMANDE À 2 CANAUX) ..................................................................... 424
B.41.1 Différences de spécifications ................................................................................ 424
B.41.2 Différences relatives à l'affichage de diagnostic .................................................. 424
B.42 COMMANDE SYNCHRONE ET COMMANDE MIXTE (COMMANDE À 2
CANAUX) .................................................................................................. 424
B.42.1 Différences de spécifications ................................................................................ 424
B.42.2 Différences relatives à l'affichage de diagnostic .................................................. 429
B.43 COMMANDE SUPERPOSÉE (COMMANDE À 2 CANAUX) .................... 429
B.43.1 Différences de spécifications ................................................................................ 429
B.43.2 Différences relatives à l'affichage de diagnostic .................................................. 430
B.44 CORRECTION D'AXE Y ............................................................................ 431
B.44.1 Différences de spécifications ................................................................................ 431
B.44.2 Différences relatives à l'affichage de diagnostic .................................................. 431
B.45 COMPENSATION D'OUTIL DE COUPE/COMPENSATION DE RAYON DE
NEZ D'OUTIL ............................................................................................. 431
B.45.1 Différences de spécifications ................................................................................ 431
B.45.2 Différences relatives à l'affichage de diagnostic .................................................. 436
B.46 CYCLE FIXE DE PERÇAGE ..................................................................... 437
B.46.1 Différences de spécifications ................................................................................ 437
B.46.2 Différences relatives à l'affichage de diagnostic .................................................. 438
B.47 CYCLE FIXE/CYCLE FIXE RÉPÉTITIF MULTIPLE .................................. 438
B.47.1 Différences de spécifications ................................................................................ 438
B.47.2 Différences relatives à l'affichage de diagnostic .................................................. 439
B.48 CYCLE FIXE DE RECTIFICATION ........................................................... 439
B.48.1 Différences de spécifications ................................................................................ 439
B.48.2 Différences relatives à l'affichage de diagnostic .................................................. 440
B.49 CYCLE FIXE RÉPÉTITIF MULTIPLE DE TOURNAGE ............................. 440
B.49.1 Différences de spécifications ................................................................................ 440
B.49.2 Différences relatives à l'affichage de diagnostic .................................................. 444
c-7
Page 20

TABLE DES MATIÈRES
B.50 CHANFREINAGE ET ARRONDISSAGE DE COIN ................................... 444
B.50.1 Différences de spécifications ................................................................................ 444
B.50.2 Différences relatives à l'affichage de diagnostic .................................................. 445
B.51 PROGRAMMATION DIRECTE DES COTES DE DESSIN ........................ 445
B.51.1 Différences de spécifications ................................................................................ 445
B.51.2 Différences relatives à l'affichage de diagnostic .................................................. 445
B-64304FR-1/02
c-8
Page 21

I. GÉNÉRALITÉS
Page 22

Page 23

B-64304FR-1/02
GÉNÉRALITÉS
1.GÉNÉRALITÉS
1
Ce manuel comprend les parties suivantes :
GÉNÉRALITÉS
Présentation du manuel
I. GENERAL
Décrit l'organisation des chapitres, les modèles applicables, les manuels associés, et fournit des
remarques relatives à la lecture du manuel.
II. PROGRAMMATION
Décrit chaque fonction: Format utilisé pour programmer les fonctions en langage CN, caractéristiques
et restrictions.
III. OPERATION
Décrit les modes de fonctionnement manuel et automatique d’une machine, les procédures d’entrée et
de sortie des données, ainsi que les procédures d’édition de programmes.
APPENDICE
Liste les paramètres, les plages de valeurs autorisées et les alarmes
REMARQUE
1. Ce manuel décrit les fonctions pouvant être exécutées sur un système de
commande de canal pour la série T. Pour les autres fonctions non spécifiques
aux séries M, reportez-vous au Manuel d'opérateur (commun au système de type
Tour / système du centre d'usinage) (B-64304EN).
2. Certaines des fonctions décrites dans ce manuel risquent de ne pas s'appliquer à
certains modèles. Pour plus de détails, voir le manuel DESCRIPTIONS
(B-64302EN).
3. Ce manuel ne contient pas d'informations détaillées sur les paramètres non
mentionnés dans le texte. Pour plus de détails sur ces paramètres, voir le
Manuel des paramètres (B-64310FR).
Les paramètres sont utilisés pour programmer à l'avance les fonctions et les
conditions de
fonctionnement d'une machine-outil à commande numérique, ainsi que les
valeurs courantes. En général, ces paramètres sont préréglés en usine par le
fabricant de la machine-outil afin de faciliter l'utilisation.
4. Outre les fonctions de base, ce manuel décrit également les fonctions en option.
Vérifier les options intégrées à votre système dans le manuel du constructeur de
la machine-outil.
Modèles concernés
Ce manuel décrit les modèles 'Nano CNC'.
Le système 'Nano CNC' qui offre un usinage de haute précision, peut être construit en associant ces modèles
et des servocontrôleurs haute vitesse et haute précision.
Dans le texte, vous pouvez trouver les abréviations en plus du nom du modèle.
Nom du modèle Abréviation
FANUC Série 0i -TD
FANUC Série 0i Mate -TD
0i-TD Série 0i-TD
0i Mate -TD Série 0i Mate-TD
- 3 -
Page 24
1.GÉNÉRALITÉS
GÉNÉRALITÉS
B-64304FR-1/02
REMARQUE
1. A des fins d'explications, ces modèles peuvent être classés comme suit:
- Série T: 0i -TD / 0i Mate -TD
2. Certaines des fonctions décrites dans ce manuel risquent de ne pas s'appliquer à
certains modèles.
Pour plus d'informations, voir le manuel DESCRIPTIONS (B-64302EN).
3. Pour 0i-D / 0i Mate-D, les paramètres doivent être réglés pour activer ou
désactiver certaines fonctions de base.
Pour plus de détails sur ces paramètres, voir la section 4.51, " PARAMÈTRES
DES FONCTIONS DE BASE DU 0i-D / 0i Mate-D dans le Manuel des
paramètres
(B-64310EN).
Symboles spéciaux
Ce manuel utilise les symboles suivants:
- IP
Indique une combinaison d'axes telle que X_ Y_ Z_.
Dans la position soulignée suivant chaque adresse, une valeur numérique telle qu'une valeur de coordonnée
est placée (utilisé en PROGRAMMATION.).
- ;
Indique la fin d'un bloc. Il correspond en réalité au code ISO LF ou au code EIA CR.
Manuels associés aux Série 0i-D, Série 0i Mate-D
Le tableau suivant liste les manuels associés à la Série 0i-D, Série 0i Mate-D. Le présent manuel est marqué
d'un astérisque (*).
Tableau 1 Manuels associés
Nom du manuel Référence
DESCRIPTIONS B-64302EN
MANUEL DE CONNEXION (MATÉRIEL) B-64303EN
MANUEL DE CONNEXION (FONCTION) B-64303EN-1
MANUEL D'OPÉRATEUR (commun au système de type Tour / système du centre
d'usinage)
MANUEL D'OPÉRATEUR (pour le système de type Tour) B-64304EN-1 *
MANUEL D'OPÉRATEUR (pour le centre d'usinage) B-64304FR-2
MANUEL DE MAINTENANCE B-64305EN
MANUEL DES PARAMÈTRES B-64310EN
MANUEL DE MISE EN SERVICE B-64304EN-3
Programmation
MANUEL DE PROGRAMMATION
Compilateur / Exécuteur de macros
MANUEL DE L'OPÉRATEUR Compilateur de macros B-64304EN-5
MANUEL DE PROGRAMMATION en langage C B-64303EN-3
PMC
MANUEL DE PROGRAMMATION PMC B-64393EN
Réseau
MANUEL DE CONNEXION de la carte PROFIBUS-DP B-64403EN
MANUEL DE L'OPÉRATEUR Ethernet rapide/Serveur de données rapide B-64414EN
MANUEL DE CONNEXION de la carte DeviceNet B-64443EN
MANUEL DE CONNEXION de la carte FL-net B-64453EN
B-64304EN
B-64303EN-2
- 4 -
Page 25

B-64304FR-1/02
GÉNÉRALITÉS
1.GÉNÉRALITÉS
Nom du manuel Référence
SEC DOUBLE VERIF
MANUEL DE CONNEXION SEC DOUBLE VÉRIFICATION B-64303EN-4
Fonction de guide d'utilisation
MANUEL DE L'OPÉRATEUR MANUAL GUIDE i
(Commun aux systèmes de type Tour/Centre d'usinage)
MANUEL DE L'OPÉRATEUR MANUAL GUIDE i (Pour système de type Centre
d'usinage)
MANUEL DE L'OPÉRATEUR MANUAL GUIDE i
(Fonction d'assistance à la mise au point)
MANUEL DE L'OPÉRATEUR MANUAL GUIDE 0i
MANUEL DE L'OPÉRATEUR TURN MATE i
B-63874FR
B-63874EN-2
B-63874FR-1
B-64434EN
B-64254FR
Manuels associés aux SERVOMOTEURS séries αi/βi
Le tableau suivant liste les manuels associés aux servomoteurs séries αis/βi/is.
Tableau 2 Manuels associés
Nom du manuel Référence
DESCRIPTIONS - SERVOMOTEUR CA FANUC série αi
DESCRIPTIONS - MOTEUR DE BROCHE CA FANUC série αi
DESCRIPTIONS - SERVOMOTEUR CA FANUC série βi
DESCRIPTIONS - MOTEUR DE BROCHE CA FANUC série βi
DESCRIPTIONS - SERVO AMPLIFICATEUR FANUC sérieαi
DESCRIPTIONS - SERVO AMPLIFICATEUR FANUC sérieβi
SERVOMOTEUR FANUC série αis
SERVOMOTEUR FANUC série αi
MOTEUR DE BROCHE CA FANUC série αi
SERVO AMPLIFICATEUR FANUC sérieαi
MANUEL DE MAINTENANCE
SERVOMOTEUR FANUC série βis
MOTEUR DE BROCHE CA FANUC série βi
SERVO AMPLIFICATEUR FANUC sérieβi
MANUEL DE MAINTENANCE
SERVOMOTEUR AC FANUC série αi/βi,
MOTEUR LINÉAIRE L FANUC série iS,
SERVOMOTEUR D INTÉGRÉ SYNCHRONE FANUC série iS - MANUEL DES
PARAMÈTRES
MANUEL DES PARAMÈTRES MOTEUR BROCHE CA FANUC série αi/βi,
MOTEUR BROCHE B INTÉGRÉ série i
Ce manuel suppose que le SERVOMOTEUR FANUC série αiest utilisé. Pour plus de détails sur le
servomoteur et le moteur de broche, voir les manuels du servomoteur et du moteur de broche actuellement
installés.
B-65262EN
B-65272EN
B-65302EN
B-65312EN
B-65282EN
B-65322EN
B-65285EN
B-65325EN
B-65270EN
B-65280EN
- 5 -
Page 26
1.GÉNÉRALITÉS
GÉNÉRALITÉS
B-64304FR-1/02
1.1
FONCTIONNEMENT GÉNÉRAL D'UNE MACHINE-OUTIL À COMMANDE NUMÉRIQUE
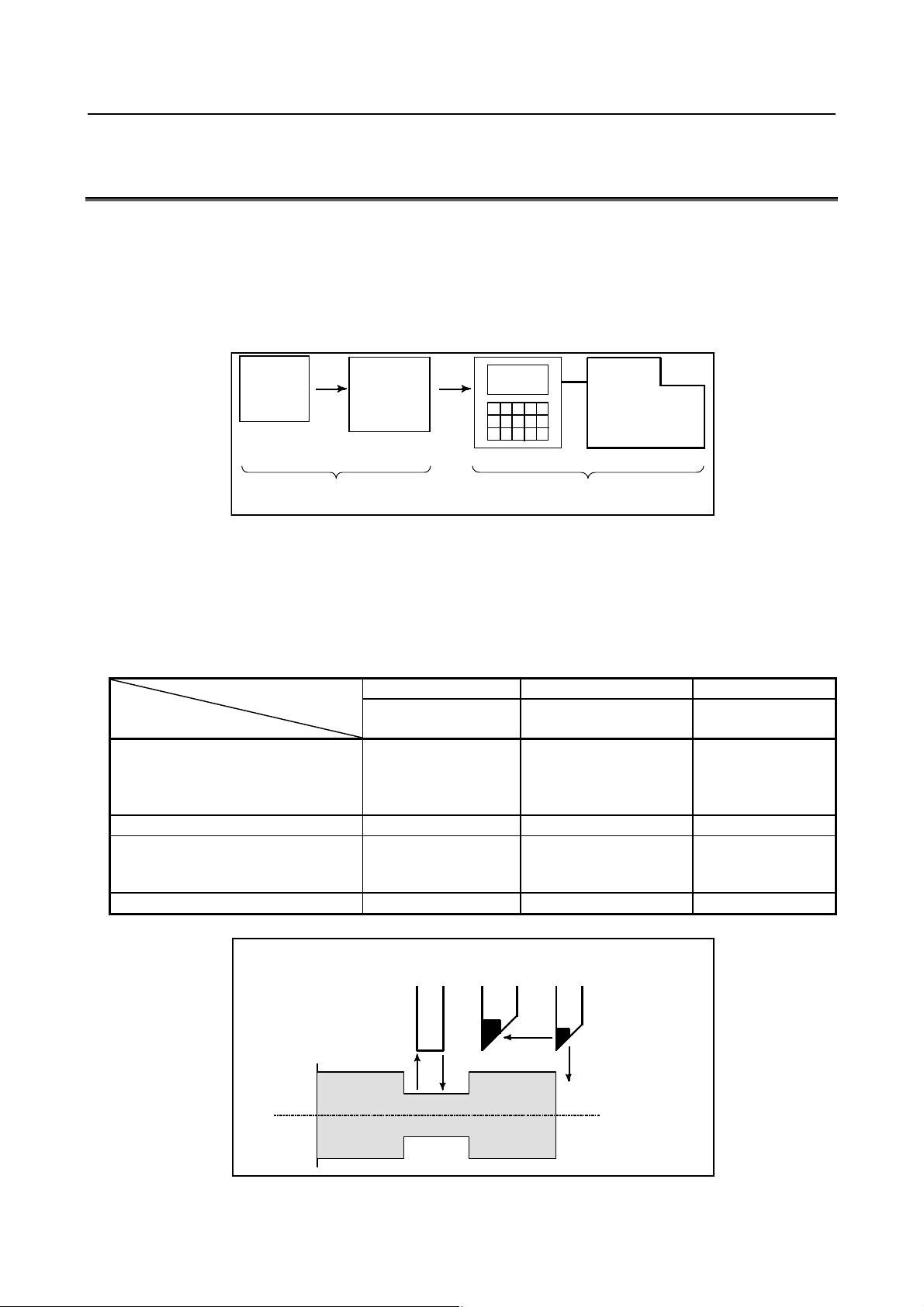
Pour usiner une pièce avec une machine-outil commandée par CNC, créer d'abord un programme de
commande de la machine.
1. Créer d'abord le programme à partir du schéma de pièces afin d'utiliser la machine-outil à CNC.
La procédure de création du programme est décrite Partie II, Programmation.
2. Le programme doit être lu par le système de la CNC. Monter ensuite les pièces et outils sur la machine
et actionner les outils conformément à la programmation. Exécuter enfin l'usinage proprement dit.
La procédure d'exploitation du système CNC est décrite Partie III, Fonctionnement.
Dessin de
la pièce
PARTIE II,
"PROGRAMMATION"
Avant d'effectuer la programmation proprement dite, exécuter le plan d'usinage destiné à déterminer le
mode d'usinage des pièces.
Plan d'usinage
1. Détermination de la plage d'usinage des pièces
2. Montage de pièce sur la machine-outil
3. Séquence d’usinage dans chaque processus de coupe
4. Outils et conditions de coupe
Attribuer une méthode d'usinage pour chaque processus d'usinage.
Traitement d'usinage
Procédure
d'usinage
1. Méthode d'usinage:
Ébauche
Semi-fini
Fini
2. Outils de coupe
3. Conditions d'usinage:
Vitesse d'avance
Profondeur de coupe
4. Trajectoire de l’outil
Programme
pièce
CNC Machine-outil
PARTIE III,
1 2 3
Usinage de face
plane
"FONCTIONNEMENT"
Usinage du diamètre
extérieur
Usinage de gorge
Usinage
de gorge
Usinage du
diamètre
extérieur
Usinage de face plane
Pièce
Préparer le programme de la trajectoire d'outil et de la condition d'usinage conformément au schéma de la
pièce pour chaque usinage.
- 6 -
Page 27
B-64304FR-1/02
GÉNÉRALITÉS
1.GÉNÉRALITÉS
1.2
REMARQUES CONCERNANT LA LECTURE DE CE MANUEL
PRÉCAUTION
1 La fonction d'une machine-outil à commande numérique ne dépend pas
uniquement de la CNC, mais aussi de la combinaison de la machine-outil, de son
armoire d’alimentation électrique, du servomoteur, de la CNC, des pupitres
opérateur, etc. Il est trop difficile de décrire la fonction, la programmation et le
fonctionnement correspondant à toutes les combinaisons. Ce manuel décrit en
général les combinaisons du point de vue de la CNC. Aussi, pour plus de détails
sur une machine-outil à CNC particulière, se référer au manuel conçu par le
constructeur de la machine-outil prévalant sur ce manuel.
2. Un titre de chapitre est indiqué dans l’en-tête de chaque page de ce manuel afin
de faciliter la localisation de l’information recherchée.
En localisant d’abord le titre souhaité, le lecteur peut ainsi consulter uniquement
les sections qui l’intéressent.
3. Ce manuel décrit autant de variantes d'utilisation du matériel que possible. Il ne peut
pas aborder toutes les combinaisons de fonctions, options et commandes qui ne
doivent pas être utilisées.
Si une combinaison particulière de modes de fonctionnement n'est pas décrite, cela
signifie qu'elle n'est pas censée se produire.
1.3
REMARQUES CONCERNANT DIVERS TYPES DE DONNÉES
PRÉCAUTION
Les programmes d’usinage, les paramètres, les données de correction, etc. sont
stockés dans la mémoire non volatile interne de la commande numérique. En
général, leur contenu n'est pas perdu lors de la mise sous/hors tension.
Toutefois, il est possible que des données stockées dans la mémoire non volatile
doivent être supprimées à la suite d'une mauvaise manipulation ou d'une
restauration après un échec, Afin de réenregistrer rapidement lorsque ce type de
problème survient, il est recommandé de créer au préalable une copie des
différents types de données.
- 7 -
Page 28

Page 29

II. PROGRAMMATION
Page 30

Page 31

B-64304FR-1/02
PROGRAMMATION
1.GÉNÉRALITÉS
1
Le chapitre 1, "GÉNÉRALITÉS", comprend les sections suivantes:
1.1 CORRECTION ................................................................................................................................... 11
1.1
GÉNÉRALITÉS
CORRECTION
Explication
- Correction d'outil
En général, plusieurs outils sont nécessaires à l’usinage d’une pièce. Les outils sont de longueur différente.
Il est très difficile de modifier le programme en fonction des outils.
Il est donc impératif de mesurer à l'avance la longueur de chaque outil utilisé. En définissant la différence de
longueur entre l'outil standard et chaque outil de la CNC (voir le chapitre “Données de réglage et
d'affichage” dans le Manuel d'Opérateur (commun au système de type Tour / centre d'usinage)), vous
pouvez exécuter l'usinage sans modifier le programme même si vous avez changé l'outil. Cette fonction est
appelée "Correction d'outil".
Outil
standard
Outil
d'ébauchage
Outil de
finition
Outil de
rainurage
Outil de
filetage
Pièce
Fig. 1.1 (a) Correction d'outil
- 11 -
Page 32

2. FONCTION PREPARATOIRE
(FONCTION G)
PROGRAMMATION
B-64304FR-1/02
2
FONCTION PRÉPARATOIRE (FONCTION G)
Le nombre suivant une adresse G détermine la signification de la commande du bloc concerné.
Il existe deux types de codes G:
Type Description
Code G non répétitif Le code G n’est actif que dans le bloc dans lequel il est programmé.
Code G modal
(Exemple)
G01 et G00 sont des codes G modaux du groupe 01.
G01 X_ ;
Z_ ; G01 est actif dans cette plage.
X_ ;
G00 Z_ ; G00 est actif dans cette plage.
X_ ;
G01 X_ ;
:
Il existe trois systèmes de code G dans le système de type "tour": A, B et C (Tableau 2(a)). Sélectionner
un système de codes G à l'aide des bits 6 (GSB) et 7 (GSC) du paramètre 3401. D’une manière générale,
le manuel de l’opérateur décrit l'utilisation du système de code G "A" sauf si l’option présentée peut
utiliser uniquement le système de code G "B" ou "C". Dans ce cas, l'utilisation du système de code G
"B" ou "C" est décrite.
Explication
1. Si l’état de remise à zéro (paramètre CLR (n° 3402#6)) est activé à la mise sous tension ou à la
réinitialisation, les codes G modaux sont placés dans les états décrits ci-dessous.
(1) Les codes G modaux sont placés dans les états marqués d’un symbole
le tableau 2:
(2) G20 et G21 restent inchangés si la remise à zéro est définie à la mise sous tension ou à la
réinitialisation.
(3) L'état G22 ou G23 défini à la mise sous tension est réglé par le paramètre G23 (n°3402#7).
Toutefois, G22 et G23 restent inchangés lorsque l'état de remise à zéro est activé à la
réinitialisation.
(4) L'utilisateur peut sélectionner G00 ou G01 en réglant le paramètre G01 (n°3402#0).
(5) L'utilisateur peut sélectionner G90 ou G91 en réglant le paramètre G91 (n°3402#3).
Si le système de code G "B" ou "C" est employé dans le système de type "tour", le réglage du
paramètre G91 (n°3402#3) détermine le code actif (G90 ou G91).
2. Les codes G du groupe 00 autres que G10 et G11 sont des codes G non modaux.
3. Si un code G ne figurant pas dans la liste ou un code G correspondant à une fonction inexistante est
spécifié, l’alarme PS0010 est émise.
4. Plusieurs codes G peuvent être spécifiés dans le même bloc si chaque code G appartient à un groupe
différent. Si plusieurs codes G appartenant au même groupe sont spécifiés dans le même bloc, seul le
dernier code G spécifié est valide.
5 Si un code G appartenant au groupe 01 est programmé dans un cycle fixe de perçage, ce cycle est
annulé. Ceci signifie que le même état défini en spécifiant G80 est configuré. A noter que les codes
G du groupe 01 ne sont pas affectés par un code G spécifiant un cycle fixe.
Le code G reste actif tant qu'il n'est pas remplacé par un autre code G du
même groupe.
comme indiqué dans
- 12 -
Page 33

2.FONCTION PRÉPARATOIRE
B-64304FR-1/02
PROGRAMMATION
6. Si un système de code G "A" est employé, la programmation absolue ou incrémentale est spécifiée
non pas par un code G (G90/G91), mais par un mot d'adresse (X/U, Z/W, C/H, Y/V). Seul le niveau
initial est fourni au point de retour du cycle fixe de perçage.
7. Les codes G sont indiqués par groupes.
Tableau 2 Liste des codes G
Système de code G
A B C
G00 G00 G00
G01 G01 G01 Interpolation linéaire (avance de coupe)
G02 G02 G02
G03 G03 G03
G04 G04 G04
G05.4 G05.4 G05.4
G07.1
(G107)
G08 G08 G08 Commande d'avance avec anticipation
G09 G09 G09 Arrêt précis
G10 G10 G10 Entrée de données programmables
G11 G11 G11 Annulation du mode entrée de données programmables
G12.1
(G112)
G13.1
(G113)
G17 G17 G17
G18 G18 G18 Sélection du plan ZpXp
G19 G19 G19 Sélection du plan YpZp
G20 G20 G70
G21 G21 G71 Entrée en mm
G22 G22 G22
G23 G23 G23 Fonction de vérification de course enregistrée désactivée
G25 G25 G25
G26 G26 G26
G27 G27 G27
G28 G28 G28 Retour à la position de référence
G30 G30 G30 Retour à la 2ème, 3ème et 4ème position de référence
G31 G31 G31 Fonction de saut
G32 G33 G33
G34 G34 G34 Filetage à pas variable
G36 G36 G36 Correction d'outil automatique (axe X)
G37 G37 G37 Correction d'outil automatique (axe Z)
G39 G39 G39
G40 G40 G40
G41 G41 G41 Compensation du rayon de nez d’outil: gauche
G42 G42 G42 Compensation du rayon de nez d’outil: droit
G50 G92 G92
G50.3 G92.1 G92.1 Prédéfinition du système de coordonnées pièce
G50.2
(G250)
G07.1
(G107)
G12.1
(G112)
G13.1
(G113)
G50.2
(G250)
G07.1
(G107)
G12.1
(G112)
G13.1
(G113)
G50.2
(G250)
Groupe Fonction
Positionnement (déplacement rapide)
01
00
21
16
06
09
08
00
01
07
00
20 Annulation du tournage polygonal
Interpolation circulaire SH (sens horaire) ou interpolation
hélicoïdale SH (sens horaire)
Interpolation circulaire SAH (sens antihoraire) ou interpolation
hélicoïdale SAH (sens antihoraire)
Temporisation
Activation/Désactivation HRV3
Interpolation cylindrique
Mode interpolation en coordonnées polaires
Annulation du mode interpolation de coordonnées polaires
Sélection du plan XpYp
Entrée en pouce
Fonction de vérification de course enregistrée activée
Détection de fluctuation de vitesse de broche désactivée
Détection de fluctuation de vitesse de broche activée
Contrôle de retour à la position de référence
Filetage
Compensation du rayon de nez d’outil: interpolation circulaire
angulaire
Compensation du rayon de nez d’outil: annulation
Définition du système de coordonnées ou limitation de la
vitesse de broche maximale
(FONCTION G)
- 13 -
Page 34

2. FONCTION PREPARATOIRE
(FONCTION G)
Système de code G
A B C
G51.2
(G251)
G50.4 G50.4 G50.4
G50.5 G50.5 G50.5 Annulation de commande mixte
G50.6 G50.6 G50.6 Annulation de commande superposée
G51.4 G51.4 G51.4 Démarrage de commande synchrone
G51.5 G51.5 G51.5 Démarrage de commande mixte
G51.6 G51.6 G51.6 Démarrage de commande superposée
G52 G52 G52 Définition du système de coordonnées locales
G53 G53 G53 Définition du système de coordonnées machine
G54 G54 G54
G55 G55 G55 Sélection du système de coordonnées pièce n° 2
G56 G56 G56 Sélection du système de coordonnées pièce 3
G57 G57 G57 Sélection du système de coordonnées pièce 4
G58 G58 G58 Sélection du système de coordonnées pièce 5
G59 G59 G59 Sélection du système de coordonnées pièce 6
G61 G61 G61
G63 G63 G63 Mode taraudage
G64 G64 G64 Mode d'usinage
G65 G65 G65 00 Appel de macro
G66 G66 G66
G67 G67 G67 Annulation d'appel modal de macro
G68 G68 G68
G69 G69 G69
G70 G70 G72
G71 G71 G73 Enlèvement des copeaux lors du tournage
G72 G72 G74 Enlèvement des copeaux lors du dressage
G73 G73 G75 Cycle de répétition de modèle
G74 G74 G76 Cycle de perçage de surface transversale avec débourrage
G75 G75 G77 Cycle de perçage de diamètre externe/interne
G76 G76 G78 Cycle de filetage multiple
G71 G71 G72
G72 G72 G73
G73 G73 G74 Cycle de rectification par oscillation (pour meuleuse)
G74 G74 G75
G80
G81 G81 G81
G82 G82 G82 Alésage inverse (format FS10/11-T)
G83 G83 G83 Cycle de perçage frontal
G83.1 G83.1 G83.1
G84 G84 G84 Cycle de taraudage frontal
G84.2 G84.2 G84.2 Cycle de taraudage rigide (format FS10/11-T)
G85 G85 G85
G87 G87 G87 Cycle de perçage latéral
G88 G88 G88 Cycle de taraudage latéral
G51.2
(G251)
G80
G51.2
(G251)
G80
PROGRAMMATION
Tableau 2 Liste des codes G
Groupe Fonction
Tournage polygonal
Annulation de commande synchrone
00
Sélection du système de coordonnées pièce 1
14
Mode d'arrêt précis
15
12
04
00
01
10
10
Appel modal de macro
Image miroir activée pour double tourelle ou mode de coupe
équilibrée
Désactivation de l’image miroir pour double tourelle ou
annulation du mode de coupe équilibrée
Cycle de finition
Cycle de rectification longitudinale (pour meuleuse)
Cycle de rectification longitudinale à cote constante directe
(pour meuleuse)
Cycle de rectification à cote constante directe, par oscillation
(pour meuleuse)
Annulation de cycle fixe de perçage
Boîte d'engrenage électronique: synchronization cancellation
Centrage (format FS10/11-T)
Boîte d'engrenage électronique: démarrage de la synchronisation
Cycle de perçage avec débourrage à grande vitesse (format
FS10/11-T)
Cycle d'alésage frontal
- 14 -
B-64304FR-1/02
Page 35

2.FONCTION PRÉPARATOIRE
B-64304FR-1/02
G91.1 G91.1 G91.1 00 Vérification de la valeur incrémentale maximale spécifiée
G96.1 G96.1 G96.1
G96.2 G96.2 G96.2
G96.3 G96.3 G96.3 Vérification d'achèvement de l'indexage de broche
G96.4 G96.4 G96.4 Mode de commande de vitesse SV activé
PROGRAMMATION
Tableau 2 Liste des codes G
Système de code G
A B C
G89 G89 G89 Cycle d'alésage latéral
G90 G77 G20
G92 G78 G21 Cycle de filetage
G94 G79 G24 Cycle de tournage de surface plane
G96 G96 G96
G97 G97 G97
G98 G94 G94
G99 G95 G95 Avance par tour
- G90 G90
- G91 G91 Programmation incrémentale
- G98 G98
- G99 G99 Cycle fixe: retour au niveau du point R
Groupe Fonction
Cycle d'usinage du diamètre externe/interne
01
Commande de vitesse de surface constante
02
00
05
03
11
Annulation de la commande de la vitesse de surface
constante
Exécution de l'indexage de la broche (attente d'achèvement)
Exécution de l'indexage de la broche (pas d'attente
d'achèvement)
Avance par minute
Programmation absolue
Cycle fixe: retour au niveau initial
(FONCTION G)
- 15 -
Page 36

3.FONCTION D'INTERPOLATION
PROGRAMMATION
B-64304FR-1/02
3
Le chapitre 3, "FONCTION D'INTERPOLATION", comprend les sections suivantes:
3.1 INTERPOLATION DE COORDONNÉES POLAIRES (G12.1, G13.1) ........................................... 16
3.2 FILETAGE À PAS CONSTANT (G32) ............................................................................................. 23
3.3 FILETAGE À PAS VARIABLE (G34) .............................................................................................. 26
3.4 FILETAGE CONTINU ....................................................................................................................... 27
3.5 FILETAGE MULTIPLE ..................................................................................................................... 28
3.1
FONCTION D'INTERPOLATION
INTERPOLATION DE COORDONNÉES POLAIRES (G12.1, G13.1)
Présentation générale
L'interpolation de coordonnées polaires est une fonction exerçant une commande du contour en
convertissant une commande programmée dans un système de coordonnées cartésiennes sur le mouvement
de l'axe linéaire (mouvement d'un outil) et le mouvement d'un axe rotatif (rotation d'une pièce). Cette
fonction est utile lors de l'usinage d'une surface frontale et de la rectification d'un arbre à cames pour le
tournage.
Format
G12.1; Démarre le mode interpolation en coordonnées polaires (active l'interpolation
en coordonnées polaires)
Spécifier une interpolation linéaire ou circulaire en utilisant des coordonnées
dans un système de coordonnées cartésiennes composé d'un axe linéaire et
d'un axe rotatif (axe hypothétique).
G13.1; Le mode interpolation en coordonnées polaires est annulé (désactivation de
l'interpolation en coordonnées polaires)
Spécifier G12.1 et G13.1 dans des blocs séparés.
G112 et G113 peuvent être utilisés respectivement au lieu de G12.1 et G13.1.
Explication
- Mode interpolation en coordonnées polaires (G12.1)
Les axes d'interpolation en coordonnées polaires (axe linéaire et axe rotatif) doivent être spécifiés à l'avance,
avec les paramètres correspondants. G12.1 place le système en mode interpolation en coordonnées polaires
et sélectionne un plan (appelé "Plan d'interpolation en coordonnées polaires") formé par un axe linéaire et
un axe hypothétique coupant l'axe linéaire perpendiculairement. L'axe linéaire est appelé "Premier axe du
plan", l'axe hypothétique "Deuxième axe du plan". L'interpolation en coordonnées polaires est effectuée
dans ce plan.
En mode interpolation en coordonnées polaires, l'interpolation linéaire et l'interpolation circulaire peuvent
être toutes deux spécifiées par programmation absolue ou incrémentale.
La compensation de rayon de nez d'outil peut être également effectuée. L'interpolation de coordonnées
polaires est réalisée pour une trajectoire obtenue après compensation de rayon d'outil.
La vitesse tangentielle dans le plan d'interpolation en coordonnées polaires (système de coordonnées
cartésiennes) est spécifiée en tant que vitesse d'avance, à l'aide de F.
- Annulation du mode interpolation en coordonnées polaires (G13.1)
G13.1 entraîne l'annulation du mode interpolation en coordonnées polaires.
- 16 -
Page 37

B-64304FR-1/02
A
PROGRAMMATION
3.FONCTION D'INTERPOLATION
- Plan d’interpolation en coordonnées polaires
G12.1 démarre le mode Interpolation de coordonnées polaires et sélectionne un plan d'interpolation de
coordonnées polaires (Fig. 3.1 (a)). L'interpolation en coordonnées polaires est effectuée dans ce plan.
Origine du système de coordonnées locales (Commande G52)
(Ou origine du système de coordonnées pièce)
Fig. 3.1 (a) Plan d'interpolation de coordonnées polaires
Axe rotatif (axe hypothétique)
(unité: mm ou pouce)
xe linéaire
(unité: mm ou pouce)
A la mise sous tension ou à la réinitialisation du système, l'interpolation en coordonnées polaires est
annulée (G13.1).
L'axe linéaire et l'axe de rotation pour l'interpolation en coordonnées polaires doivent être définis
préalablement dans les paramètres n°5460 et 5461.
PRÉCAUTION
Le plan d'interpolation utilisé avant la programmation de G12.1 (plan sélectionné
par G17, G18 ou G19) est annulé. Il est restauré lorsque G13.1 (annulation de
l'interpolation en coordonnées polaires) est spécifié.
Lorsqu'une remise à zéro du système est effectuée, le mode interpolation en
coordonnées polaires est annulé et le plan spécifié par G17, G18 ou G19 est
utilisé.
- Distance de déplacement et vitesse d’avance pour l'interpolation en
coordonnées polaires
• L'unité utilisée pour les coordonnées sur l'axe hypothétique est la même que celle utilisée pour l'axe
linéaire (mm/pouce).
En mode d'interpolation de coordonnées polaires, les commandes de programme sont spécifiées en
coordonnées cartésiennes sur le plan d'interpolation de coordonnées polaires. L'adresse de l'axe rotatif
est utilisée comme adresse du deuxième axe (axe hypothétique) dans le plan. Lorsqu'un diamètre ou
un rayon est spécifié pour le premier axe dans le plan, il est identique à celui de l'axe rotatif sans tenir
compte de la spécification du premier axe dans le plan.
L'axe hypothétique se trouve à la position 0 immédiatement après la spécification de G12.1.
L'interpolation en coordonnées polaires est lancée en supposant un angle de rotation 0 pour la position
de l'outil lorsque G12.1 est spécifié.
Exemple:
Lorsqu'une valeur sur l'axe X (axe linéaire) est entrée en millimètres
G12.1;
G01 X10. F1000. ; ........ Un déplacement de 10 mm est effectué dans le système de coordonnées
cartésiennes.
C20. ; .............................. Un déplacement de 20 mm est effectué dans le système de coordonnées
cartésiennes.
G13.1;
- 17 -
Page 38

3.FONCTION D'INTERPOLATION
Lorsqu'une valeur sur l'axe X (axe linéaire) est entrée en pouce
G12.1;
G01 X10. F1000. ; ........ Un déplacement de 10 pouces est effectué dans le système de
C20. ; ............................ Un déplacement de 20 pouces est effectué dans le système de
G13.1;
• L'unité de la vitesse d'avance est en mm/mn ou en pouce/mn.
Spécifier la vitesse d'avance en vitesse tangentielle (vitesse relative entre la pièce et l'outil) par rapport
au plan d'interpolation de coordonnées polaire (système de coordonnées cartésien) à l'aide de F.
PROGRAMMATION
coordonnées cartésiennes.
coordonnées cartésiennes.
B-64304FR-1/02
- Codes G pouvant être spécifiés en mode interpolation en coordonnées
polaires
G01 ....................... Interpolation linéaire
G02, G03 .............. Interpolation circulaire
G04 ....................... Temporisation
G40, G41, G42 ..... Compensation de rayon de nez d’outil
(L’interpolation de coordonnées polaires est appliquée à la trajectoire après
compensation de rayon d’outil).
G65, G66, G67 ..... Commande macro personnalisée
G90, G91 .............. Programmation absolue/incrémentale
(Pour système de code G "B" ou "C")
G98, G99 .............. Avance par minute, avance par tour
- Interpolation circulaire dans le plan de coordonnées polaires
Les adresses de spécification du rayon d'un arc pour l'interpolation circulaire (G02 ou G03) dans le plan
d'interpolation de coordonnées polaires dépendent du premier axe dans le plan (axe linéaire).
• I et J dans le plan Xp-Yp lorsque l'axe linéaire est l'axe X ou un axe parallèle à l'axe X.
• J et K dans le plan YP-ZP lorsque l'axe linéaire est l'axe Y ou un axe parallèle à l'axe Y.
• K et I dans le plan Zp-Xp lorsque l'axe linéaire est l'axe Z ou un axe parallèle à l'axe Z.
Le rayon d'un arc peut être également spécifié avec une commande R.
REMARQUE
Les axes parallèles U, V et W peuvent être utilisés dans le système de code G
"B" ou "C".
- Déplacement le long d’axes non compris dans le plan d'interpolation en
coordonnées polaires en mode interpolation en coordonnées polaires
L'outil se déplace normalement le long de ces axes, indépendamment de l'interpolation de coordonnées
polaires.
- Affichage de la position actuelle en mode interpolation en coordonnées
polaires
Les coordonnées réelles sont affichées. Toutefois, la distance de déplacement restante dans un bloc est
affichée en fonction des coordonnées dans le plan d'interpolation en coordonnées polaires (coordonnées
cartésiennes).
- Système de coordonnées pour l’interpolation en coordonnées polaires
D'une manière générale, avant de spécifier G12.1, un système de coordonnées locales (ou système de
coordonnées pièce) doit être défini où le centre de l'axe rotatif constitue l'origine du système de
coordonnées.
En mode G12.1, le système de coordonnées ne doit pas être changé (G50, G52, G53, réinitialisation des
coordonnées relatives, G54 à G59, etc).
- 18 -
Page 39

B-64304FR-1/02
A
PROGRAMMATION
3.FONCTION D'INTERPOLATION
- Compensation dans le sens de l’axe hypothétique en mode interpolation en
coordonnées polaires
Si le premier axe du plan présente une erreur à partir du centre de l'axe rotatif dans le sens de l'axe
hypothétique, c'est-à dire, si le centre de l'axe rotatif ne se trouve pas sur l'axe X, la fonction de
compensation du sens de l'axe hypothétique en mode interpolation en coordonnées polaires est alors utilisée.
Avec cette fonction, l'erreur est considérée en interpolation en coordonnées polaires. La valeur d'erreur est
spécifiée dans le paramètre n°5464.
Axe hypothétique (axe C)
xe rotatif
(X, C)
Erreur dans le sens de l’axe
hypothéque (P)
Centre de l’axe rotatif
(X, C) Point dans le plan X-C (le centre de l’axe rotatif est considéré
comme l’origine du plan X-C.)
X Coordonnée X dans le plan X-C
C Coordonnée d’axe hypothétique dans le plan X-C
P Erreur dans le sens de l’axe hypothétique
(spécifiée dans le paramètre n°5464)
Axe X
- Décalage du système de coordonnées en mode interpolation en coordonnées
polaires
En mode interpolation en coordonnées polaires, le système de coordonnées pièce peut être décalé. La
fonction d'affichage de position actuelle montre la position observée à partir du système de coordonnées
pièce avant le décalage. La fonction permettant de décaler le système de coordonnées est activée lorsque le
bit 2 (PLS) du paramètre n°5450 est réglé en conséquence.
Le décalage peut être spécifié en mode interpolation en coordonnées polaires en indiquant la position du
centre de l'axe rotatif C (A, B) dans le plan d'interpolation X-C (Y-A, Z-B) par rapport à l'origine du
système de coordonnées pièce, dans le format suivant.
G12.1 X_ C_ ; (Interpolation en coordonnées polaires pour les axes X et C)
G12.1 Y_ A_ ; (Interpolation en coordonnées polaires pour les axes Y et A)
G12.1 Z_ B_ ; (Interpolation en coordonnées polaires pour les axes Z et B)
- 19 -
Page 40

3.FONCTION D'INTERPOLATION
PROGRAMMATION
B-64304FR-1/02
Origine du système de
coordonnées de pièce
C
G12.1 Xx Cc ;
Centre de l’axe C
c
x
X
Restrictions
- Changement du système de coordonnées pendant l’interpolation en
coordonnées polaires
En mode G12.1, le système de coordonnées ne doit pas être changé (G92, G52, G53, réinitialisation des
coordonnées relatives, G54 à G59, etc).
- Compensation de rayon de nez d’outil
Le mode Interpolation de coordonnées polaires ne peut pas être démarré ou terminé (G12.1 ou G13.1) en
mode Compensation du rayon de nez d'outil (G41 ou G42). G12.1 ou G13.1 doit être spécifié en mode Fin
de compensation de rayon de nez d'outil (G40).
- Commande de correction d'outil
La correction d'outil doit être spécifiée avant que le mode G12.1 ne soit défini. Aucune correction ne peut
être modifiée en mode G12.1.
- Redémarrage du programme
Pour un bloc en mode G12.1, le programme ne peut pas être redémarré.
- Vitesse d'avance de coupe pour l'axe rotatif
L'interpolation en coordonnées polaires convertit le déplacement de l'outil correspondant à un profil
programmé dans le système de coordonnées cartésiennes en un déplacement d'outil dans l'axe rotatif (axe
C) et l'axe linéaire (axe X). Lorsque l'outil s'approche du centre de la pièce, la vitesse correspondant à l'axe
C augmente. En cas de dépassement de la vitesse d'avance de coupe maximale correspondant à l'axe C
(paramètre n°1430), la fonction de correction automatique de la vitesse d'avance ainsi que la fonction de
limitation automatique de la vitesse sont activées.
En cas de dépassement de la vitesse d'avance de coupe maximale correspondant à l'axe X, la fonction de
correction automatique de la vitesse d'avance ainsi que la fonction de limitation automatique de la vitesse
sont activées.
- 20 -
Page 41

B-64304FR-1/02
θ
θ
θ
PROGRAMMATION
3.FONCTION D'INTERPOLATION
AVERTISSEMENT
Considérer les lignes L1, L2 et L3. ∆X est la distance parcourue par l'outil par
unité de temps à la vitesse d'avance spécifiée avec l'adresse F dans le système
de coordonnées cartésiennes. A mesure que l'outil se déplace de L1 à L2 puis à
L3, l'angle suivant lequel il se déplace par unité de temps correspondant à ∆X
dans le système de coordonnées cartésiennes augmente de θ1 à θ2 puis à θ3.
En d'autres termes, le composant de l'axe C de vitesse d'avance augmente à
mesure que l'outil s'approche du centre de la pièce. Le composant C de la vitesse
d'avance peut être supérieur à la vitesse d'avance de coupe maximale
correspondant à l'axe C car le déplacement de l'outil dans le système de
coordonnées cartésiennes à été converti en déplacement pour l'axe C et l'axe X.
∆X
1
2
3
L1
L2
L3
L: Distance (en mm) entre le centre de l'outil et le centre de la pièce lorsque le
centre de l'outil est le plus près du centre de la pièce
R: Vitesse d'avance de coupe maximale (deg/mn) de l'axe C
Ensuite, une vitesse pouvant être spécifiée avec l'adresse F en mode
interpolation en coordonnées polaires peut être obtenue à l'aide de la formule
ci-dessous. En cas de dépassement de la vitesse d'avance de coupe maximale
correspondant à l'axe C, la fonction de régulation automatique de la vitesse pour
l'interpolation en coordonnées polaires commande automatiquement la vitesse
d'avance.
F < L × R ×
π
(mm/mn)
180
- Régulation automatique de la vitesse pour l'interpolation en coordonnées
polaires
Si le composant de vitesse de l'axe rotatif est supérieur à la vitesse d'avance de coupe maximale en mode
interpolation en coordonnées polaires, la vitesse est automatiquement régulée.
- Correction automatique
Si le composant de vitesse de l'axe rotatif est supérieur à la vitesse autorisée (vitesse d'avance maximale
multipliée par le facteur spécifié dans le paramètre n°5463), la vitesse d'avance est automatiquement
corrigée comme indiqué ci-dessous.
Correction = (Vitesse autorisée) ÷ (Composant de vitesse de l’axe rotatif) × 100(%)
- Limitation automatique de la vitesse
Si le composant de vitesse de l'axe rotatif après correction automatique est toujours supérieur à la vitesse
d'avance de coupe maximale, la vitesse de l'axe rotatif est automatiquement limitée. Ainsi, le composant de
vitesse de l'axe rotatif ne dépassera pas la vitesse d'avance de coupe maximale.
La fonction de limitation automatique de la vitesse est utilisable uniquement lorsque le centre de l'outil est
très proche du centre de l'axe rotatif.
- 21 -
Page 42

3.FONCTION D'INTERPOLATION
A
A
A
A
A
A
A
PROGRAMMATION
B-64304FR-1/02
-10.
xe C
+10.
B C D
xe X
[Exemple]
G90 G00 X10.0 C0. ;
G12.1 ;
G01 C0.1 F1000 ;
X-10.0 :
G13.1 ;
Régulation automatique de la vitesse pour l'interpolation en coordonnées polaires
Supposons que la vitesse d'avance de coupe maximale de l'axe rotatif est égale à 360 (3600 deg/mn) et que
le facteur autorisé de correction automatique pour l'interpolation en coordonnées polaires (paramètre
n°5463) est égal à 0 (90%). Si le programme indiqué ci-dessus est exécuté, la fonction de correction
automatique démarre lorsque la coordonnée X est égale à 2.273 (point A). La fonction de limitation
automatique de la vitesse démarre lorsque la coordonnée X est égale à 0.524 (point B).
La valeur minimale de correction automatique est de 3% dans cet exemple. La fonction de limitation
automatique de la vitesse continue jusqu'à ce que la coordonnée X soit égale à -0.524 (point C). Ensuite, la
fonction de correction automatique continue jusqu'à ce que la coordonnée X soit égale à -2.273 (point D).
(Les coordonnées indiquées ci-dessus correspondent aux valeurs dans le système de coordonnées
cartésiennes.)
REMARQUE
1. Tant que la fonction de limitation automatique de la vitesse est active, la fonction
de verrouillage machine ne peut pas être activée immédiatement.
2. Si un arrêt de suspension d’avance est effectué alors que la fonction de limitation
automatique de la vitesse est activée, le signal d’arrêt du mode automatique est
émis. Toutefois, il est possible que l'opération ne s'arrête pas immédiatement.
3. La vitesse limitée dépasse parfois la valeur limite d'un léger pourcentage.
Exemple
Exemple de programme pour l'interpolation en coordonnées polaires dans un système de coordonnées
cartésiennes composé de l'axe X (un axe linéaire) et d'un axe hypothétique
xe hypothétique
N204
N205
N206
N203
N208
N207
- 22 -
xe C
N202
Trajectoire après compensation du rayon du
nez d'outil
Trajectoire avant compensation du
rayon du nez d'outil
N201
N200
Outil
xe X
xe Z
Page 43

B-64304FR-1/02
PROGRAMMATION
3.FONCTION D'INTERPOLATION
L'axe X est programmé avec une programmation du diamètre; l'axe C est programmé avec une
programmation du rayon.
O0001 ;
:
N010 T0101 ;
:
N0100 G90 G00 X120.0 C0 Z
; Positionnement au point de départ
N0200 G12.1 ; Démarrage de l'interpolation en coordonnées polaires
N0201 G42 G01 X40.0 F
;
N0202 C10.0 ;
N0203 G03 X20.0 C20.0 R10.0 ;
N0204 G01 X-40.0 ; Programme de géométrie
N0205 C-10.0 ; (programme basé sur les coordonnées cartésiennes du plan
N0206 G03 X-20.0 C-20.0 I10.0 J0 ; de l'axe X et de celui de l'axe virtuel)
N0207 G01 X40.0 ;
N0208 C0 ;
N0209 G40 X120.0 ;
N0210 G13.1 ; Annulation de l'interpolation en coordonnées polaires
N0300 Z
N0400 X
;
C ;
:
N0900 M30 ;
3.2
FILETAGE À PAS CONSTANT (G32)
Outre les filetages droits à pas égal, des filetages coniques et des filetages en spirale peuvent être usinés en
utilisant une commande G32.
La vitesse de broche est lue en temps réel sur le codeur de position situé sur la broche et convertie en une
vitesse d'avance de coupe pour le mode d'avance par tour, utilisé pour le déplacement de l'outil.
L
Filetage droit
Filetage conique
Fig. 3.2 (a) Types de filetages
L
L
Filetage en spirale
- 23 -
Page 44

3.FONCTION D'INTERPOLATION
A
δ2α
δ
A
α
α
≤
PROGRAMMATION
B-64304FR-1/02
Format
G32IP_F_;
IP_: Point d'arrivée
F_ : Pas de l'axe long
(toujours programmation du rayon)
X
Fig. 3.2 (b) Exemple de filetage
xe X
0
Point d'arrivée
Z
1
L
Point de départ
Explication
En général, le filetage est répété le long de la même trajectoire d'outil de l'ébauche à la finition d'une vis.
Étant donné que le filetage démarre lorsque le codeur de position installé sur la broche émet un signal
indiquant "un tour de broche", l’opération commence à un point fixe et la trajectoire d'outil sur la pièce reste
inchangée pour un filetage répété. Noter que la vitesse de broche doit rester constante de la phase d'ébauche
à la phase de finition. Sinon, un filetage incorrect sera obtenu.
X
xe Z
Filetage conique
LX
Z
LZ
45° pas LZ
α≥45° pas LX
Fig. 3.2 (c) LZ et LX d'un filetage conique
En général, le retard du servomoteur, etc. entraînera des pas légèrement incorrects aux points de départ et
d'arrivée d'un filetage. Afin de compenser cette erreur, il est recommandé de définir une longueur de
filetage légèrement supérieure à celle requise.
La Table 3.2 (a) représente les plages de définition du pas de filetage.
Table 3.2 (a) Plages de valeurs de pas pouvant être spécifiées
Plus petit incrément de commande
Système métrique 0.0001 à 500.0000 mm
Système en pouce 0,000001 à 9,999999 pouces
- 24 -
Page 45

B-64304FR-1/02
A
A
A
A
φ
PROGRAMMATION
3.FONCTION D'INTERPOLATION
Exemple
1. Filetage droit
Les valeurs suivantes sont utilisées pour la
xe X
δ2
2. Filetage conique
xe X
φ50
φ43
0
30
δ
1
70
δ2
δ
1
40
30mm
xe Z
14
AVERTISSEMENT
1. La correction de la vitesse d'avance est activée (fixée sur 100 %) au cours du
filetage.
2. Il est très dangereux d'arrêter l'avance de l'outil à fileter sans arrêter la broche.
Cela augmentera brutalement la profondeur de coupe. Ainsi, la fonction de
suspension de l'avance est désactivée lors du filetage. Si le bouton de
suspension d’avance est actionné lors du filetage, l’outil s'arrête après l’exécution
d’un bloc ne spécifiant pas de filetage comme si le bouton BLOC UNIQUE avait
été actionné. Toutefois, le voyant de suspension d’avance (voyant SPL) s'allume
lorsque le bouton FEED HOLD (Suspension d’avance) situé sur le pupitre de
commande de la machine est actionné. Ensuite, lorsque l'outil s'arrête, le
voyant s'éteint (état d'arrêt en mode bloc par bloc).
3. Après l’exécution du filetage, si le bouton FEED HOLD est actionné à nouveau
dans le premier bloc ne spécifiant pas de filetage (ou si le bouton a été maintenu
enfoncé), l'outil s'arrête immédiatement au bloc ne spécifiant pas de filetage.
4. Lorsque le filetage est exécuté en mode bloc par bloc, l'outil s'arrête après
l'exécution du premier bloc ne spécifiant pas de filetage.
programmation:
Pas de filetage:4mm
δ
δ
Profondeur de coupe:1mm (deux passes)
(Système métrique, programmation du diamètre)
G00 U-62.0 ;
G32 W-74.5 F4.0 ;
G00 U62.0 ;
W74.5 ;
U-64.0 ;
(Pour la seconde passe, couper 1 mm de plus)
G32 W-74.5 ;
G00 U64.0 ;
W74.5 ;
Les valeurs suivantes sont utilisées pour la
programmation:
Pas de filetage: 3,5 mm dans le sens de l’axe Z
δ
δ
La profondeur de coupe dans le sens de l’axe X est de 1
mm (deux passes)
(Système métrique, programmation du diamètre)
G00 X 12.0 Z72.0 ;
G32 X 41.0 Z29.0 F3.5 ;
xe Z
G00 X 50.0 ;
Z 72.0 ;
X 10.0 ;
(Pour la seconde passe, couper 1 mm de plus)
G32 X 39.0 Z29.0 ;
G00 X 50.0 ;
Z 72.0 ;
=3mm
1
=1.5mm
2
=2mm
1
=1mm
2
- 25 -
Page 46

3.FONCTION D'INTERPOLATION
PROGRAMMATION
AVERTISSEMENT
5. Si le mode a été changé du mode automatique au mode manuel pendant le
filetage, l'outil s'arrête au premier bloc ne spécifiant pas de filetage comme si le
bouton de suspension d'avance avait été actionné (Avertissement 3).
Toutefois, lorsque le mode est changé du mode automatique à un autre mode,
l'outil s'arrête après l'exécution du bloc ne spécifiant pas de filetage, comme pour
le mode bloc par bloc (Remarque 4).
6.Si le bloc précédent est un bloc de filetage, l'usinage démarre immédiatement
sans attendre la détection du signal 1 tour de broche même si le bloc actuel est
un bloc de filetage.
G0 Z0. X50. ;
G32 Z10. F_ ;
Z20. ;
G32 Z30. ;
Détection du signal 1 tour de broche si le bloc est au début.
: Est exécuté.
: N'est pas exécuté.
: N'est pas exécuté.
7. Le contrôle de vitesse de surface constante étant activé pendant l’usinage de
filetages en spirale ou coniques, et la vitesse de broche étant variable, le pas de
filetage obtenu est parfois incorrect. Par conséquent, ne pas utiliser la
commande de vitesse de surface constante au cours du filetage. Utiliser plutôt
G97.
8. Un bloc de déplacement précédant un bloc de filetage ne doit pas spécifier
spécifier une
valeur de chanfrein ou un rayon d’angle.
9. Un bloc de filetage ne doit pas spécifier une valeur de chanfrein ou un rayon de
bec.
10. La fonction de correction de la vitesse de la broche est désactivée au cours du
filetage. La vitesse de la broche est fixée à 100 %.
11. La fonction de retrait de cycle de filetage est inactive pour G32.
B-64304FR-1/02
3.3
La spécification d'une valeur d'incrémentation ou de décrémentation du pas par tour de vis permet de
réaliser un filetage à pas variable.
FILETAGE À PAS VARIABLE (G34)
Fig. 3.3 (a) Vis à pas variable
Format
G34 IP_ F_ K_ ;
IP_ : PT ARRIV.
F_ : Pas dans le sens d'axe longitudinal au point de départ
K_ : Incrément et décrément du pas par tour de broche
- 26 -
Page 47

B-64304FR-1/02
PROGRAMMATION
3.FONCTION D'INTERPOLATION
Explication
Les adresses autres que K sont identiques à celles utilisées dans le filetage droit/conique avec G32.
La valeur K dépend du système d'incrément de l'axe de référence, comme l'indique le Tableau 3.3 (a).
Si la valeur K spécifiée est supérieure à la plage indiquée dans le Tableau 3.3 (a), si le pas maximum est
dépassé après une variation due à la valeur K, ou si la valeur du pas est négative, une alarme PS0313 est
émise.
Tableau 3.3 (a) Plage de valeurs K autorisées
Système d'incrément de
l'axe de référence
IS-A
IS-B
IS-C
Système métrique (mm/tr) Système en pouce (pouce/tr)
±
0,001 à ±500,000
±
0,0001 à ±500,0000
±
0,00001 à ±50,00000
±
0,00001 à ±50,00000
±
0,000001 à ±50,000000
±
0,0000001 à ±5,0000000
PRÉCAUTION
Le "retrait du cycle de filetage" n'est pas activé pour G34.
Exemple
Pas au point de départ: 8.0 mm
Incrément de pas: 0,3mm/tr
G34 Z-72.0 F8.0 K0.3 ;
3.4
FILETAGE CONTINU
Des blocs de filetage peuvent être programmés successivement pour éliminer une discontinuité due à un
déplacement discontinu de blocs adjacents lors de l’usinage.
Explication
Le système étant commandé de façon à ce que la synchronisation avec la broche ne dévie pas au niveau de
la jonction entre les blocs, partout où cela est possible, il est possible d'effectuer des opérations de filetage
spéciales dans lesquelles le pas et la forme changent à mi-chemin.
G32
G32
Fig. 3.4 (a) Filetage continu (exemple de G32 dans le système de code G “A”)
Même lorsque la même section est répétée pour le filetage en changeant la profondeur d'usinage, ce système
permet un usinage correct sans affecter les filetages.
G32
- 27 -
Page 48

3.FONCTION D'INTERPOLATION
PROGRAMMATION
B-64304FR-1/02
3.5
L'utilisation de l'adresse Q pour spécifier un angle, entre le signal "1 tour de broche" et le début du filetage,
décale l'angle de départ du filetage, permettant de produire facilement des vis à filetage multiple.
FILETAGE MULTIPLE
L
L : Pas
Fig. 3.5 (a) Filetage multiple
Format
(Filetage à pas constant)
G32 IP _ F_ Q_ ;
IP: PT ARRIV.
F_ : Pas dans le sens longitudinal
G32 IP _ Q_ ;
Q_: Angle de départ du filetage
Explication
- Commandes de filetage disponibles
G32: Filetage à pas constant
G34: Filetage à pas variable
G76: Cycle de filetage multiple
G92: Cycle de filetage
Restrictions
- Angle de départ
L'angle de départ n'est pas une valeur d'état continu (modale). Il doit être spécifié à chaque fois qu'il est
utilisé. Si aucune valeur n'est spécifiée, 0 est supposé.
- Incrément d'angle de départ
L'incrément d'angle de départ (Q) est de 0,001 degré. Bien noter qu'il n'est pas possible de spécifier un
séparateur décimal.
Exemple:
Pour un angle de décalage de 180 degrés, spécifier Q180000.
Q180.000 ne peut pas être spécifié car la valeur comporte un séparateur décimal.
- Plage d'angles de départ pouvant être spécifiés
Un angle de départ (Q) compris entre 0 et 360000 (par incrément de 0,001 degré) peut être spécifié. Si une
valeur supérieure à 360000 (360 degrés) est spécifiée, elle est arrondie à 360000 (360 degrés).
- Cycle de filetage multiple (G76)
Pour la commande de filetage multiple G76, utiliser toujours le format de commande FS10/11.
- 28 -
Page 49

B-64304FR-1/02
PROGRAMMATION
3.FONCTION D'INTERPOLATION
Exemple
Programme permettant d’usiner des vis à filetage à double pas
(avec angles de départ de 0 et 180 degrés)
X40.0 ;
W-38.0 F4.0 Q0 ;
X72.0 ;
W38.0 ;
X40.0 ;
W-38.0 F4.0Q180000 ;
X72.0 ;
W38.0 ;
- 29 -
Page 50

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
4
FONCTIONS SIMPLIFIANT LA PROGRAMMATION
Le chapitre 4, "FONCTIONS SIMPLIFIANT LA PROGRAMMATION", comprend les sections
suivantes:
4.1 CYCLE FIXE (G90, G92, G94) ......................................................................................................... 30
4.2 CYCLE FIXE RÉPÉTITIF MULTIPLE (G70-G76) .......................................................................... 46
4.3 CYCLE FIXE DE PERÇAGE ............................................................................................................ 81
4.4 TARAUDAGE RIGIDE ..................................................................................................................... 94
4.5 CYCLE FIXE DE RECTIFICATION (POUR MEULEUSE) .......................................................... 108
4.6 CHANFREINAGE ET RAYON DE BEC ........................................................................................ 108
4.7 IMAGE MIROIR POUR DOUBLE TOURELLE (G68, G69) ........................................................ 123
4.8 PROGRAMMATION DIRECTE DES COTES DES SCHÉMAS ................................................... 125
4.1
Il existe trois cycles fixes: le cycle fixe d'usinage de diamètre externe/interne (G90), le cycle fixe de filetage
(G92) et le cycle fixe de tournage de surface transversale (G94).
REMARQUE
1. Dans cette section, les figures descriptives utilisent le plan ZX comme plan
2. Un cycle fixe peut être exécuté dans n’importe quel plan (comprenant des axes
3. Le sens de la longueur signifie le sens du premier axe dans le plan, comme défini
Plan ZX: Sens de l'axe Z
Plan YZ Sens de l'axe Y
Plan XY: Sens de l'axe X
4. Le sens de la surface transversale signifie le sens du deuxième axe dans le plan,
Plan ZX: Sens de l'axe X
Plan YZ Sens de l'axe Z
Plan XY: Sens de l'axe Y
CYCLE FIXE (G90, G92, G94)
sélectionné, la
programmation de diamètre pour l’axe X et la programmation de rayon pour l’axe
Z. Lorsque la programmation du rayon est utilisée pour l’axe X, changer U/2 en U
et X/2 en X.
parallèles pour la définition du plan). Toutefois, si le système de codes G "A" est
utilisé, U, V et W ne peuvent être définis comme axes parallèles.
ci-dessous:
comme défini ci-dessous:
- 30 -
Page 51

B-64304FR-1/02
A
A
A
A
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
4.1.1
Cycle d'usinage de diamètre externe/interne (G90)
Ce cycle exécute un usinage longitudinal ou conique dans le sens de la longueur.
4.1.1.1
Cycle d'usinage longitudinal
Format
G90X(U)_Z(W)_F_;
X_,Z_ : Coordonnées du point final d’usinage (point A' dans la figure ci-dessous) dans le sens
de la longueur.
U_,W_ : Distance de déplacement jusqu’au point final d’usinage (point A' dans la figure
ci-dessous) dans le sens de la longueur.
F_ : Vitesse d'avance de coupe
xe X
Z
3(F)
’
W
4(R)
2(F)
1(R)
(R) ....Déplacement rapide
(F).....Avance de coupe
U/2
X/2
xe Z
Fig. 4.1.1 (a) Cycle d’usinage longitudinal
Explication
- Opérations
Un cycle d’usinage longitudinal exécute quatre opérations:
(1) L’opération 1 déplace l’outil du point de départ (A) à la coordonnée spécifiée du deuxième axe du plan
(coordonnée X spécifiée pour le plan ZX) en mode rapide.
(2) L’opération 2 déplace l’outil vers la coordonnée spécifiée du premier axe du plan (coordonnée Z
spécifiée pour le plan ZX) en mode d’avance de coupe. (L'outil est déplacé vers le point final d'usinage
(A') dans le sens de la longueur.)
(3) L’opération 3 déplace l’outil vers la coordonnée de départ du deuxième axe du plan (coordonnée X de
départ pour le plan ZX) en mode d’avance de coupe.
(4) L’opération 4 déplace l’outil vers la coordonnée de départ du premier axe du plan (coordonnée Z de
départ pour le plan ZX) en mode rapide. (L’outil retourne au point de départ (A).)
REMARQUE
En mode bloc par bloc, les opérations 1, 2, 3 et 4 sont exécutées en appuyant
une fois sur le bouton de démarrage de cycle.
- Annulation du mode
Pour annuler le mode cycle fixe, programmer un code G du groupe 01 autre que G90, G92 ou G94.
- 31 -
Page 52

4. FONCTIONS SIMPLIFIANT
A
A
A
A
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
4.1.1.2
Cycle d'usinage conique
Format
G90 X(U)_Z(W)_R_F_;
X_,Z_ : Coordonnées du point final d’usinage (point A' dans la figure ci-dessous) dans le
sens de la longueur.
U_,W_ : Distance de déplacement jusqu’au point final d’usinage (point A' dans la figure
ci-dessous) dans le sens de la longueur.
R_ : Valeur de conicité (R dans la figure ci-dessous).
F_ : Vitesse d'avance de coupe
xe X
4(R)
3(F)
U/2
’
X/2
Z
W
1(R)
2(F)
(R) ... Déplacement
rapide
(F) .... Avance de
coupe
R
xe Z
Fig. 4.1.1 (b) Cycle d’usinage conique
Explication
Le profil d’un cône est déterminé par les coordonnées du point d'arrivée de l’usinage (A') dans le sens de la
longueur et le signe de la valeur de conicité (adresse R). Pour le cycle illustré dans la figure ci-dessus, un
signe moins est ajouté à la valeur de conicité.
REMARQUE
Le système d’incrément de l’adresse R de programmation d’un cône dépend du
système d’incrément de l’axe de référence. Spécifier une valeur de rayon en R.
- Opérations
Un cycle d’usinage conique exécute les quatre mêmes opérations qu’un cycle d’usinage longitudinal.
Cependant, l’opération 1 déplace l’outil du point de départ (A) à la position obtenue en additionnant la
valeur de conicité à la coordonnée spécifiée du deuxième axe du plan (coordonnée X spécifiée pour le plan
ZX) en mode rapide.
Les opérations 2, 3 et 4 sont les mêmes que pour le cycle d’usinage longitudinal.
REMARQUE
En mode bloc par bloc, les opérations 1, 2, 3 et 4 sont exécutées en appuyant
une fois sur le bouton de démarrage de cycle.
- Relation entre le signe de la valeur de conicité et la trajectoire de l’outil
La trajectoire de l’outil est déterminée d’après la relation entre le signe de la valeur de conicité (adresse R)
et le point final d’usinage dans le sens de la longueur en mode de programmation absolue ou incrémentale.
- 32 -
Page 53

B-64304FR-1/02
X
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
Usinage de diamètre externe Usinage de diamètre interne
1. U < 0, W < 0, R < 0 2. U > 0, W < 0, R > 0
LA PROGRAMMATION
X
U/2
Z
3(F)
X
2(F)
4(R)
1(R)
R
W
X
X
Z
U/2 3(F)
W
2(F)
4(R)
U/2
X
3. U < 0, W < 0, R > 0
avec |R|≤|U/2|
Z
3(F)
4(R)
2(F)
W
1(R)
X
R
4. U > 0, W < 0, R < 0
avec |R|≤|U/2|
X
Z
U/2
3(F)
W
2(F)
4(R)
- Annulation du mode
Pour annuler le mode cycle fixe, programmer un code G du groupe 01 autre que G90, G92 ou G94.
R
1(R)
R
1(R)
4.1.2
4.1.2.1
Cycle de filetage (G92)
Cycle de filetage droit
Format
G92 X(U)_Z(W)_F_Q_;
X_,Z_ : Coordonnées du point final d’usinage (point A' dans la figure ci-dessous) dans le
sens de la longueur.
U_,W_ : Distance de déplacement jusqu’au point final d’usinage (point A' dans la figure
ci-dessous) dans le sens de la longueur.
Q_ : Angle de décalage de l’angle de départ de filetage.
(Incrément: 0,001 degré,
Plage de réglage valide: 0 à 360 degrés)
F_ : Pas de filetage (L dans la figure ci-dessous)
- 33 -
Page 54

4. FONCTIONS SIMPLIFIANT
A
A
(F)
)
A
A
LA PROGRAMMATION
PROGRAMMATION
xe X
Z
3(R
’
W
4(R)
2
L
1(R)
(R) ... Déplacement
(F) .... Avance de
rapide
coupe
U/2
X/2
xe Z
B-64304FR-1/02
Approx.
45°
r
Détails du filetage chanfreiné
Fig. 4.1.2 (c) Filetage longitudinal
(L’angle chanfreiné dans la figure de gauche
est de 45 degrés ou inférieur en raison de la
temporisation dans le servomoteur.)
Explication
Les plages de pas de filetage et les restrictions relatives à la vitesse de broche sont les mêmes que pour le
filetage avec G32.
- Opérations
Un cycle de filetage droit exécute quatre opérations:
(1) L’opération 1 déplace l’outil du point de départ (A) à la coordonnée spécifiée du deuxième axe du plan
(coordonnée X spécifiée pour le plan ZX) en mode rapide.
(2) L’opération 2 déplace l’outil vers la coordonnée spécifiée du premier axe du plan (coordonnée Z
spécifiée pour le plan ZX) en mode d’avance de coupe. À ce stade, un chanfreinage est réalisé.
(3) L’opération 3 déplace l’outil vers la coordonnée de départ du deuxième axe du plan (coordonnée X de
départ pour le plan ZX) en mode rapide. (Retrait après chanfreinage)
(4) L’opération 4 déplace l’outil vers la coordonnée de départ du premier axe du plan (coordonnée Z de
départ pour le plan ZX) en mode rapide. (L’outil retourne au point de départ (A).)
PRÉCAUTION
Les remarques concernant ce type de filetage sont les mêmes que pour le
filetage avec G32. Toutefois, un arrêt par suspension d'avance est exécuté
comme suit; arrêt après l’exécution du canal 3 du cycle de filetage.
REMARQUE
En mode bloc par bloc, les opérations 1, 2, 3 et 4 sont exécutées en appuyant
une fois sur le bouton de démarrage de cycle.
- Annulation du mode
Pour annuler le mode cycle fixe, programmer un code G du groupe 01 autre que G90, G92 ou G94.
- Accélération/décélération pour filetage après interpolation
L'accélération/décélération après interpolation pour filetage est une accélération/décélération de type
interpolation exponentielle. La même accélération/décélération qu'en vitesse d'avance de coupe peut être
sélectionnée en réglant le bit 5 (THLx) du paramètre n°1610. (Les réglages du bit 0 (CTLx) du paramètre
n°1610 sont suivis.) Cependant, comme la constante de temps et la vitesse d'avance FL, les réglages des
paramètres n°1626 et 1627 pour cycles de filetage sont utilisés.
- 34 -
Page 55

4.FONCTIONS SIMPLIFIANT
B-64304FR-1/02
PROGRAMMATION
LA PROGRAMMATION
- Constante de temps et vitesse d’avance FL pour filetage
La constante de temps d’accélération/décélération après interpolation pour filetage spécifiée dans le
paramètre n°1626 et la vitesse d’avance FL spécifiée dans le paramètre n°1627 sont utilisées.
- Chanfreinage
Le chanfreinage peut être exécuté. Un signal provenant de la machine-outil lance le processus de
chanfreinage. La distance de chanfreinage r est spécifiée dans une plage allant de 0,1L à 12,7L par
incrément de 0,1L par le paramètre n°5130. (Dans l'expression ci-dessus, L est le pas de filetage.)
Un angle de chanfreinage compris entre 1 et 89 degrés peut être spécifié dans le paramètre n°5131. Lorsque
la valeur 0 est spécifiée dans le paramètre, un angle de 45 degrés est considéré.
Pour le chanfreinage, les mêmes types d’accélération/décélération après interpolation, de constante de
temps d’accélération/décélération après interpolation, et de vitesse d’avance FL que pour le filetage sont
utilisés.
REMARQUE
Des paramètres communs de programmation de la valeur et de l’angle de
chanfreinage sont utilisés pour ce cycle et pour le cycle de filetage avec G76.
- Retrait après chanfreinage
Le tableau suivant indique la vitesse d’avance, le type d’accélération/décélération après interpolation et la
constante de temps de retrait après chanfreinage.
Paramèter CFR
(N°1611#0)
0 Autre que 0
0 0
1
Paramètre
n°1466
Description
Utilise le type d’accélération/décélération après interpolation pour filetage,
constante de temps pour filetage (paramètre n°1626), vitesse d’avance FL
(paramètre n°1627) et vitesse d’avance de retrait, spécifié dans le
paramètre n°1466.
Utilise le type d’accélération/décélération après interpolation pour filetage,
constante de temps pour filetage (paramètre n°1626), vitesse d’avance FL
(paramètre n°1627) et vitesse de déplacement rapide, spécifié dans le
paramètre n°1420.
Effectue un contrôle en position avant le retrait afin de voir si l'avance
spécifiée passe à 0 (retard en accélération/décélération = 0) et utilise le
type d’accélération/décélération après interpolation en mode déplacement
rapide, constante de temps en mode déplacement rapide, vitesse
d’avance FL et vitesse de déplacement rapide, (paramètre n°1420).
En réglant le bit 4 (ROC) du paramètre n°1403 à 1, il est possible de désactiver la correction du
déplacement rapide pour la vitesse d’avance de retrait après chanfreinage.
REMARQUE
Durant le retrait, la machine ne s’arrête pas avec une correction de 0% pour la
vitesse d’avance de coupe quel que soit le réglage du bit 4 (RF0) du paramètre
n°1401.
- Décalage de l’angle de départ
L’adresse Q peut être utilisée pour décaler l’angle de départ de filetage.
L’incrément de l’angle de départ (Q) est de 0,001 degré et la plage de valeurs autorisées va de 0 à 360
degrés. Aucun séparateur décimal n’est autorisé.
- 35 -
Page 56

4. FONCTIONS SIMPLIFIANT
A
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
- Suspension d'avance en cycle de filetage (retrait en cycle de filetage)
La suspension d'avance peut être appliquée pendant le filetage (opération 2). Dans ce cas, l’outil recule
immédiatement avec le chanfreinage et retourne au point de départ sur le deuxième axe (axe X), puis sur le
premier axe (axe Z) du plan.
Axe X
Axe Z
Cycle ordinaire
Déplacement en
suspension d'avance
Point de départ
Déplacement rapide
vance de coupe
La suspension d'avance est effectuée ici.
L’angle de chanfrein est le même que celui au point final.
PRÉCAUTION
Une autre suspension d'avance ne peut pas être effectuée pendant le retrait.
- Filetage en pouces
Le filetage en pouces spécifié avec l’adresse E n’est pas autorisé.
4.1.2.2
Cycle de filetage conique
Format
G92 X(U)_Z(W)_R_F_Q_;
X_,Z_ : Coordonnées du point final d’usinage (point A' dans la figure ci-dessous) dans le
sens de la longueur.
U_,W_ : Distance de déplacement jusqu’au point final d’usinage
(point A' dans la figure ci-dessous) dans le sens de la longueur.
Q_ : Angle de décalage de l’angle de départ de filetage.
(Incrément: 0,001 degré, Plage de valeurs autorisées: 0 à 360 degrés)
R_ : Valeur de conicité (R dans la figure ci-dessous).
F_ : Pas de filetage (L dans la figure ci-dessous)
- 36 -
Page 57

B-64304FR-1/02
A
A
A
A
A
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
xe X
U/2
X/2
Z
R
’
pprox. 45°
r
3(R)
W
4(R)
2(F)
(L’angle chanfreiné dans la figure de
gauche est de 45 degrés ou inférieur
en raison de la temporisation dans le
servomoteur.)
(R) ... Déplacement
1(R)
(F) .... Avance de coupe
L
rapide
xe Z
Détails du filetage chanfreiné
Fig. 4.1.2 (d) Cycle de filetage conique
Explication
Les plages de pas de filetage et les restrictions relatives à la vitesse de broche sont les mêmes que pour le
filetage avec G32.
Le profil d’un cône est déterminé par les coordonnées du point d'arrivée de l’usinage (A') dans le sens de la
longueur et le signe de la valeur de conicité (adresse R). Pour le cycle illustré dans la figure ci-dessus, un
signe moins est ajouté à la valeur de conicité.
REMARQUE
Le système d’incrément de l’adresse R de programmation d’un cône dépend du
système d’incrément de l’axe de référence. Spécifier une valeur de rayon en R.
- Opérations
Un cycle de filetage conique exécute les quatre mêmes opérations qu’un cycle de filetage droit.
Cependant, l’opération 1 déplace l’outil du point de départ (A) à la position obtenue en additionnant la
valeur de conicité à la coordonnée spécifiée du deuxième axe du plan
(coordonnée X spécifiée pour le plan ZX) en mode rapide.
Les opérations 2, 3 et 4 sont les mêmes que pour le cycle de filetage droit.
PRÉCAUTION
Les remarques concernant ce type de filetage sont les mêmes que pour le
filetage avec G32. Toutefois, un arrêt par suspension d'avance est exécuté
comme suit; arrêt après l’exécution du canal 3 du cycle de filetage.
- 37 -
Page 58

4. FONCTIONS SIMPLIFIANT
X
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
REMARQUE
En mode bloc par bloc, les opérations 1, 2, 3 et 4 sont exécutées en appuyant
une fois sur le bouton de démarrage de cycle.
- Relation entre le signe de la valeur de conicité et la trajectoire de l’outil
La trajectoire de l’outil est déterminée d’après la relation entre le signe de la valeur de conicité (adresse R)
et le point final d’usinage dans le sens de la longueur en mode de programmation absolue ou incrémentale.
Usinage de diamètre externe Usinage de diamètre interne
1. U < 0, W < 0, R < 0 2. U > 0, W < 0, R > 0
X
U/2
X
Z
3(F)
2(F)
4(R)
1(R)
R
W
X
X
Z
U/2 3(F)
W
2(F)
4(R)
U/2
X
3. U < 0, W < 0, R > 0
avec |R|≤|U/2|
Z
3(F)
4(R)
2(F)
W
1(R)
X
R
4. U > 0, W < 0, R < 0
avec |R|≤|U/2|
X
Z
U/2
3(F)
W
2(F)
4(R)
- Annulation du mode
Pour annuler le mode cycle fixe, programmer un code G du groupe 01 autre que G90, G92 ou G94.
- Accélération/décélération pour filetage après interpolation
- Constante de temps et vitesse d’avance FL pour filetage
- Chanfreinage
- Retrait après chanfreinage
- Décalage de l’angle de départ
- Retrait de cycle de filetage
- Filetage en pouces
Se reporter aux pages décrivant le cycle de filetage droit.
R
1(R)
R
1(R)
- 38 -
Page 59

B-64304FR-1/02
A
A
A
A
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
4.1.3
4.1.3.1
Cycle de tournage de surface transversale (G94)
Cycle de dressage
Format
G94 X(U)_Z(W)_F_;
X_,Z_ : Coordonnées du point final d’usinage (point A' dans la figure ci-dessous) dans le
sens de la face plane
U_,W_ : Distance de déplacement jusqu'au point final d'usinage (point A' dans la figure
ci-dessous) dans le sens de la face plane
F_ : Vitesse d'avance de coupe
xe X
U/2
Z
X/2
2(F)
’
1(R)
4(R)
3(F)
W
(R) ... Déplacement
rapide
(F) .... Avance de coupe
xe Z
Fig. 4.1.3 (e) Cycle de dressage
Explication
- Opérations
Un cycle de dressage exécute quatre opérations:
(1) L’opération 1 déplace l’outil du point de départ (A) à la coordonnée spécifiée du premier axe du plan
(coordonnée Z spécifiée pour le plan ZX) en mode rapide.
(2) L’opération 2 déplace l’outil vers la coordonnée spécifiée du deuxième axe du plan (coordonnée X
spécifiée pour le plan ZX) en mode d’avance de coupe. (L’outil est déplacé vers le point final
d’usinage (A') dans le sens de la face plane.)
(3) L’opération 3 déplace l’outil vers la coordonnée de départ du premier axe du plan (coordonnée Z de
départ pour le plan ZX) en mode d’avance de coupe.
(4) L’opération 4 déplace l’outil vers la coordonnée de départ du deuxième axe du plan (coordonnée X de
départ pour le plan ZX) en mode rapide. (L’outil retourne au point de départ (A).)
REMARQUE
En mode bloc par bloc, les opérations 1, 2, 3 et 4 sont exécutées en appuyant
une fois sur le bouton de démarrage de cycle.
- Annulation du mode
Pour annuler le mode cycle fixe, programmer un code G du groupe 01 autre que G90, G92 ou G94.
- 39 -
Page 60

4. FONCTIONS SIMPLIFIANT
A
A
A
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
4.1.3.2
Cycle d'usinage conique
Format
G94 X(U)_Z(W)_R_F_;
X_,Z_ : Coordonnées du point final d’usinage (point A' dans la figure ci-dessous) dans le
sens de la face plane
U_,W_ : Distance de déplacement jusqu'au point final d'usinage (point A' dans la figure
ci-dessous) dans le sens de la face plane
R_ : Valeur de conicité (R dans la figure ci-dessous).
F_ : Vitesse d'avance de coupe
Axe X
U/2
X/2
1(R)
2(F)
R
Z
’
4(R)
3(F)
W
(R) .... Dépl acement
rapide
(F) .... Avance de
coupe
xe Z
Fig. 4.1.3 (f) Cycle d’usinage conique
Explication
Le profil d’un cône est déterminé par les coordonnées du point final d’usinage (A') dans le sens de la face
plane et le signe de la valeur de conicité (adresse R). Pour le cycle illustré dans la figure ci-dessus, un signe
moins est ajouté à la valeur de conicité.
REMARQUE
Le système d’incrément de l’adresse R de programmation d’un cône dépend du
système d’incrément de l’axe de référence. Spécifier une valeur de rayon en R.
- Opérations
Un cycle d’usinage conique exécute les quatre mêmes opérations qu’un cycle de dressage.
Cependant, l’opération 1 déplace l’outil du point de départ (A) à la position obtenue en additionnant la
valeur de conicité à la coordonnée spécifiée du premier axe du plan
(coordonnée Z spécifiée pour le plan ZX) en mode rapide.
Les opérations 2, 3 et 4 sont les mêmes que pour le cycle de dressage.
REMARQUE
En mode bloc par bloc, les opérations 1, 2, 3 et 4 sont exécutées en appuyant
une fois sur le bouton de démarrage de cycle.
- 40 -
Page 61

4.FONCTIONS SIMPLIFIANT
X
B-64304FR-1/02
PROGRAMMATION
LA PROGRAMMATION
- Relation entre le signe de la valeur de conicité et la trajectoire de l’outil
La trajectoire de l’outil est déterminée d’après la relation entre le signe de la valeur de conicité (adresse R)
et le point final d’usinage dans le sens de la surface transversale en mode de programmation absolue ou
incrémentale.
Usinage de diamètre externe Usinage de diamètre interne
1. U < 0, W < 0, R < 0 2. U > 0, W < 0, R < 0
1(R)
X
Z
Z
Z
R
W
U/2
Z
3. U < 0, W < 0, R > 0
X
Z
U/2
Z
2(F)
R
avec |R|≤|W|
R
1(R)
2(F)
3(F)
3(F)
W
W
4(R)
4(R)
U/2
4. U > 0, W < 0, R > 0
avec |R|≤|W|
X
Z
U/2
Z
R
3(F)
2(F)
1(R)
W
3(F)
2(F)
1(R)
- Annulation du mode
Pour annuler le mode cycle fixe, programmer un code G du groupe 01 autre que G90, G92 ou G94.
4.1.4
Procédure d’utilisation des cycles fixes (G90, G92, G94)
4(R)
4(R)
Un cycle fixe approprié est sélectionné selon la forme du matériau et celle du produit fini.
- Cycle d'usinage longitudinal (G90)
Forme du matériau
Forme du
produit
- 41 -
Page 62

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
- Cycle d'usinage conique (G90)
Forme du matériau
Forme du produit
- Cycle de dressage (G94)
Forme du produit
- Cycle d’usinage conique transversal (G94)
Forme du matériau
Forme du matériau
Forme du produit
- 42 -
Page 63

B-64304FR-1/02
p
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
4.1.5
Cycle fixe et compensation de rayon du nez de l'outil
Si la compensation de rayon de nez d'outil est appliquée, la trajectoire du centre du nez de l'outil et le sens
de correction sont tels qu'illustrés ci-dessous. Au point de départ d’un cycle, le vecteur de correction est
annulé. Le démarrage de la correction est exécuté pour le déplacement à partir du point de départ du cycle.
Le vecteur de correction est à nouveau temporairement annulé lors du retour au point de départ du cycle et
la correction est à nouveau appliquée en fonction de la commande de déplacement suivante. Le sens de
correction est déterminé en fonction du modèle d’usinage, indépendamment du mode G41 ou G42.
Cycle d'usinage de diamètre externe/interne (G90)
Trajectoire du centre du rayon du nez de l'outil
Trajectoire du centre du
rayon du nez de l'outil
Nez d'outil complet
Nez d'outil complet
4
5
1
8
6
Nez d'outil
com
0
3
2
Sens de correction
7
let
Programmed path
Cycle d’usinage de surface transversale (G94)
Trajectoire du centre du rayon du nez de l'outil
Trajectoire du centre du
rayon du nez de l'outil
Nez d'outil complet
Nez d'outil complet
Programmed path
4
5
1
8
6
Nez d'outil
complet
0
3
2
Sens de correction
7
Cycle de filetage (G92)
La compensation du rayon du nez d’outil ne peut pas être appliquée.
- 43 -
Page 64

4. FONCTIONS SIMPLIFIANT
g
p
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
Différences entre cette CNC et la Série 0i-C
REMARQUE
Cette CNC est identique à la Série 0i-C en ce qui concerne le sens de correction,
mais diffère quant à la trajectoire du centre du rayon de nez d’outil.
- Pour cette CNC
Les opérations d’un cycle fixe sont remplacées par G00 ou G01. Dans le
premier bloc, servant au déplacement de l’outil depuis le point de départ, le
démarrage est exécuté. Dans le dernier bloc, servant au retour de l’outil au
point de départ, la correction est annulée.
- Pour la Série 0i-C
Cette série diffère du modèle de CNC présenté dans ce manuel en ce qui
concerne les
opérations exécutées dans le bloc de déplacement de l’outil depuis le point de
départ et dans le dernier bloc d’exécution du retour de l’outil au point de
départ. Pour plus de détails, voir le Manuel de l'opérateur de la Série 0i-C.
Application de la compensation pour la Série 0i-C
G90 G94
Trajectoire du centre du rayon du nez de l'outil
4,8,3
5,0,7
4
5
0
8
3
7
Trajectoire du centre du rayon du nez de l'outil
4,8,3
5,0,7
4
5
0
8
3
7
1,6,2
Nez
d'outil
complet
Pro
rammed path
4,5,1
1
2
6
8,0,6
3,7,2
1,6,2
Nez d'outil
com
let
Programmed path
1
4,5,1
2
6
8,0,6
3,7,2
4.1.6
Restrictions concernant les cycles fixes
Restrictions
- Valeurs modales
Les données X (U), Z (W) et R dans un cycle fixe étant des valeurs modales communes à G90, G92 et G94,
si une nouvelle valeur X (U), Z (W) ou R n’est pas spécifiée, la valeur spécifiée précédemment est
utilisée.
Ainsi, lorsque la valeur de déplacement le long de l'axe Z ne varie pas comme indiqué dans l'exemple
ci-dessous, un cycle fixe peut être répété uniquement en spécifiant la distance de déplacement le long de
l'axe X.
- 44 -
Page 65

4.FONCTIONS SIMPLIFIANT
A
B-64304FR-1/02
PROGRAMMATION
Exemple
xe X
0
Dans la figure ci-dessus, le cycle est exécuté par le
programme suivant:
N030 G90 U-8.0 W-66.0 F0.4;
N031 U-16.0;
N032 U-24.0;
N033 U-32.0;
66
4
Pièce
8
Les valeurs modales communes à des cycles fixes sont effacées lorsqu’un code G non modal autre que G04
est spécifié.
Le mode de cycle fixe n’étant pas annulé lorsque l’on spécifie un code G non modal, un cycle fixe peut être
à nouveau exécuté en spécifiant des valeurs modales. Si aucune valeur modale n’est spécifiée, aucune
opération de cycle n’est exécutée.
Lorsque G04 est spécifié, G04 est exécuté et aucun cycle fixe n’est effectué.
LA PROGRAMMATION
12
16
- Bloc dans lequel aucune commande de déplacement n’est spécifiée
Dans un bloc dans lequel aucune commande de déplacement n’est spécifiée en mode cycle fixe, un cycle
fixe est également exécuté. Par exemple, un bloc contenant uniquement un code EOB (fin de bloc), ou un
bloc contenant uniquement des codes M, S et T et aucune commande de déplacement, appartient à cette
catégorie de bloc. Lorsqu’un code M, S ou T est spécifié en mode cycle fixe, la fonction M, S ou T
correspondante est exécutée en même temps que le cycle fixe. Si ceci est un inconvénient, spécifier un code
G du groupe 01 (G00 ou G01) autre que G90, G92 ou G94 pour annuler le mode cycle fixe, et spécifier un
code M, S ou T, comme dans l’exemple de programme ci-dessous. Après l’exécution de la fonction M, S ou
T correspondante, programmer à nouveau le cycle fixe.
Exemple
N003 T0101;
:
:
N010 G90 X20.0 Z10.0 F0.2;
N011 G00 T0202; ← Annule le mode de cycle fixe.
N012 G90 X20.5 Z10.0;
- Commande de sélection de plan
Spécifier une commande de sélection de plan (G17, G18 ou G19) avant d’activer un cycle fixe ou la
spécifier dans le bloc dans lequel est programmé le premier cycle fixe.
Si une commande de sélection de plan est spécifiée en mode cycle fixe, la commande est exécutée, mais les
valeurs modales communes aux cycles fixes sont effacées.
Si un axe qui ne se trouve pas dans le plan sélectionné est spécifié, l’alarme PS0330 est émise.
- Axe parallèle
Lorsque le système de codes G "A" est utilisé, U, V et W ne peuvent être définis comme axes parallèles.
- 45 -
Page 66

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
- Réinitialisation
Si une réinitialisation est effectuée durant l'exécution d'un cycle fixe alors que l'un des états suivants pour la
suspension d'un code G modal du groupe 01 est défini, le code G modal du groupe 01 est remplacé par le
mode G01:
• État de réinitialisation (bit 6 (CLR) du paramètre n°3402 = 0)
• État d'effacement (bit 6 (CLR) du paramètre n°3402 = 1) et état dans lequel le code G modal du groupe
01 est suspendu à la réinitialisation (bit 1 (C01) du paramètre n° 3406 = 1)
(a) Exemple d'opération
Si une réinitialisation est faite pendant l'exécution d'un cycle fixe (bloc X0) et qu'une commande
X20.Z1. est effectuée, une interpolation linéaire (G01) est réalisée à la place du cycle fixe.
4.2
Le cycle répétitif multiple constitue des cycles fixes destinés à faciliter la programmation des commandes
numériques. Par exemple, les données de la forme de la pièce finie décrivent la trajectoire de l'outil pour
l'ébauche. De même, un cycle fixe de filetage est disponible.
CYCLE RÉPÉTITIF FIXE MULTIPLE (G70-G76)
REMARQUE
1. Dans cette section, les figures descriptives utilisent le plan ZX comme plan
sélectionné, la
programmation de diamètre pour l’axe X et la programmation de rayon pour l’axe
Z. Lorsque la programmation du rayon est utilisée pour l’axe X, changer U/2 en U
et X/2 en X.
2. Un cycle fixe répétitif multiple peut être exécuté dans n’importe quel plan
(comprenant des axes parallèles pour la définition du plan). Toutefois, si le
système de codes G "A" est utilisé, U, V et W ne peuvent être définis comme
axes parallèles.
- 46 -
Page 67

B-64304FR-1/02
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
4.2.1
Enlèvement de copeaux en mode tournage (G71)
Il existe deux types d'enlèvements de copeaux en mode de tournage: le type I et le type II.
Format
Plan ZpXp
G71 U(∆d) R(e) ;
G71 P(ns) Q(nf) U(∆u) W(∆w) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
Plan YpZp
G71 W(∆d) R(e) ;
G71 P(ns) Q(nf) V(∆w) W(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
Plan XpYp
Les commandes de déplacement pour la figure cible de A à A' à B sont
spécifiées dans les blocs ayant les numéros ns à nf.
G71 V(∆d) R(e) ;
G71 P(ns) Q(nf) U(∆w) V(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
∆d : Profondeur de coupe
Le sens de coupe dépend du sens AA'. Cette désignation est modale et reste
inchangée jusqu'à ce que l'autre valeur soit désignée. Cette valeur peut aussi être
spécifiée à l'aide du paramètre n°5132, auquel cas le paramètre est modifié par la
commande du programme.
e : Valeur de dégagement
Cette désignation est modale et reste inchangée jusqu'à ce que l'autre valeur soit
désignée. Cette valeur peut aussi être spécifiée à l'aide du paramètre (n°5133), et le
paramètre est modifié par la commande du programme.
ns : Numéro de séquence du premier bloc du programme du profil de finition.
nf : Numéro de séquence du dernier bloc du programme du profil de finition.
∆u : Surépaisseur de finition dans le sens du deuxième axe du plan (axe X pour le plan ZX)
∆w : Surépaisseur de finition dans le sens du premier axe du plan (axe Z pour le plan ZX)
f,s,t : Toute fonction F, S, ou T contenue dans les blocs ns à nf dans le cycle est ignorée, et
la fonction F, S ou T dans ce bloc G91 est active.
Entrée du
séparateur
décimal
Unité
Dépend du système d’incrément de
∆d
l’axe de référence.
Dépend du système d’incrément de
e
l’axe de référence.
Programmation du rayon Non requis Autorisée
Programmation du rayon Non requis Autorisée
Programmation du
diamètre/rayon
Signe
- 47 -
Page 68

4. FONCTIONS SIMPLIFIANT
A
∆
∆
A’∆
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
Unité
Dépend du système d’incrément de
∆u
l’axe de référence.
Dépend du système d’incrément de
∆w
l’axe de référence.
B
(F)
Profil cible
+X
Programmation du
diamètre/rayon
Dépend de la programmation du
diamètre ou du rayon pour le
deuxième axe du plan.
Dépend de la programmation du
diamètre ou du rayon pour le
premier axe du plan.
(R)
45°
(R)
e
(F)
Entrée du
Signe
Requis Autorisée
Requis Autorisée
C
d
u/2
séparateur
décimal
(F): Avance de coupe
(R): Déplacement rapide
+Z
Fig. 4.2.1 (a) Trajectoire de coupe lors de l’enlèvement de copeaux en Tournage (type I)
e: Valeur de
dégagement
W
Explication
- Opérations
Lorsqu’un profil cible passant par A, A' et B, dans cet ordre, est donné par un programme, la zone spécifiée
est enlevée sur une distance ∆d (profondeur de coupe), avec la surépaisseur de finition spécifiée par ∆u/2 et
∆w restants. Une fois que la dernière passe est effectuée dans le sens du deuxième axe du plan (axe X pour
le plan ZX), l’ébauche est exécutée comme finition le long du profil cible. Après cette ébauche, le bloc
venant après le bloc spécifié en Q est exécuté.
REMARQUE
1. Bien que ∆d et ∆u soient tous deux spécifiés par la même adresse, leur
description spécifique est déterminée par la présence des adresses P et Q.
2. L'usinage de cycle est exécuté par la commande G71 avec les spécifications
P et Q.
3. Les fonctions F, S et T qui sont spécifiées dans la commande de déplacement
entre les points A et B sont inactives et celles spécifiées dans le bloc G71 ou le
bloc précédent sont actives. La fonction M et les fonctions auxiliaires secondaires
sont traitées de la même façon que les fonctions F, S et T.
4. Lorsque la fonction "Commande de vitesse de surface constante" est activée
(bit 0 (SSC) du paramètre n°8133 réglé à 1), la commande G96 ou G97 spécifiée
dans la commande de déplacement entre les points A et B, est ignorée. Pour
activer la commande G96 ou G97, la spécifier dans G71 ou le bloc précédent.
- 48 -
Page 69

4.FONCTIONS SIMPLIFIANT
A
A
A
A
A
A
A
A
B-64304FR-1/02
PROGRAMMATION
LA PROGRAMMATION
- Profil cible
Modèles
Les quatre modèles d'usinage suivants sont considérés. Tous ces cycles entraînent un usinage de la pièce
avec déplacement de l’outil dans le sens parallèle au premier axe du plan (axe Z pour le plan ZX). À ce
stade, les signes des surépaisseurs de finition de ∆u et ∆w sont les suivants:
B
U(+)…W(+)
U(+)…W(-)
B
B
+X
'
'
'
'
U(-)…W(+)
+Z
Fig. 4.2.1 (b) Quatre modèles de profils cibles
U(-)…W(-)
Les deux types
d’interpolation,
linéaire et circulaire,
sont possibles
B
Restrictions
(1) Pour U(+), il n’est pas possible d’usiner un profil pour lequel une position supérieure au point de
départ du cycle est spécifiée.
Pour U(-), il n’est pas possible d’usiner un profil pour lequel une position inférieure au point de départ
du cycle est spécifiée.
(2) Pour le type I, le profil doit présenter une croissance ou décroissance monotone le long du premier et
du deuxième axe du plan.
(3) Pour le type II, le profil doit présenter une croissance ou décroissance monotone le long du premier
axe du plan.
- Bloc de départ
Dans le bloc de départ du programme correspondant à un profil cible (bloc ayant le numéro de séquence ns
et dans lequel la trajectoire entre A et A' est spécifiée), G00 ou G01 doit être programmé. Sinon, l’alarme
PS0065 est émise.
Lorsque G00 est programmé, l’usinage le long de la trajectoire A-A' est effectué en mode positionnement.
Lorsque G01 est programmé, l’usinage le long de la trajectoire A-A' est effectué en mode interpolation
linéaire.
Sélectionner également le type I ou II dans ce bloc de départ.
- Fonctions de vérification
Pendant l’exécution du cycle, le système vérifie en permanence si le profil cible présente une croissance ou
une décroissance monotone.
REMARQUE
Lorsque la compensation de rayon de nez d’outil est appliquée, le profil cible
auquel est appliquée la compensation est vérifié.
- 49 -
Page 70

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
Les vérifications suivantes peuvent être également effectuées:
Vérification Paramètre concerné
Vérification consistant à contrôler qu’un bloc ayant le numéro de
séquence spécifié à l’adresse Q est contenu dans le programme
avant l’opération de cycle.
Vérification du profil cible avant l’opération de cycle.
(Vérification également de la présence d’un bloc ayant le numéro de
séquence spécifié à l’adresse Q.)
Validé lorsque le bit 2 (QSR) du paramètre
n°5102 est réglé à 1.
Validé lorsque le bit 2 (FCK) du paramètre
n°5104 est réglé à 1.
- Types I et II
Sélection du type I ou II
Pour G71, on distingue les types I et II.
Si le profil cible présente des poches, veiller à utiliser le type II.
L’opération de dégagement après l’ébauche dans le sens du premier axe du plan (axe Z pour le plan ZX)
diffère selon que l’on utilise le type I ou le type II. Dans le cas du type I, l’outil se dégage suivant un angle
de 45 degrés. Dans le cas du type II, l’outil usine la pièce le long du profil cible Si le profil cible ne présente
pas de poches, déterminer l’opération de dégagement souhaitée et sélectionner le type I ou II.
Sélectionner le type I ou II
Dans le bloc de départ correspondant au profil cible (numéro de séquence ns), sélectionner le type I ou II.
(1) Si le type I est sélectionné
Spécifier le deuxième axe du plan (axe X pour le plan ZX). Ne pas spécifier le premier axe du plan
(axe Z pour le plan ZX).
(2) Si le type lI est sélectionné
Spécifier le deuxième axe du plan (axe X pour le plan ZX) ainsi que le premier axe (axe Z pour le plan
ZX).
Si le type II doit être utilisé sans déplacer l’outil le long du premier axe du plan (axe Z pour le plan ZX),
spécifier la programmation incrémentale avec une distance de déplacement de 0 (W0 pour le plan
ZX).
- Type I
(1) Dans le bloc ayant le numéro de séquence ns, seul le deuxième axe du plan
(axe X (axe U) pour le plan ZX) doit être spécifié.
Exemple
Plan ZX:
G71 V10.0 R5.0 ;
G71 P100 Q200....;
N100 X(U)_ ; (Spécifie uniquement le deuxième axe du plan.)
: ;
: ;
N200…………;
(2) Le profil le long de la trajectoire A'-B doit présenter une croissance ou une décroissance monotone
dans les sens des deux axes formant le plan (axes Z et X pour le plan ZX). Il ne doit comporter aucune
poche, comme indiqué dans la figure ci-dessous.
- 50 -
Page 71

B-64304FR-1/02
A
A
A
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
B
X
LA PROGRAMMATION
A
A’
Z
Fig. 4.2.1 (c) Profil sans croissance ou décroissance monotone (type I)
ucune poche n’est autorisée.
PRÉCAUTION
Si un profil ne montre pas de changement monotone le long du premier ou du
deuxième axe du plan, l’alarme PS0064 ou PS0329 est émise. Si le déplacement
ne montre pas de changement monotone, mais qu’il est très faible, et qu’il est
prouvé que ce déplacement n’est pas dangereux, la valeur autorisée peut être
spécifiée dans les paramètres n°5145 et 5146 pour indiquer au système de ne
pas émettre l’alarme lorsque ce cas se produit.
(3) L’outil se dégage suivant un angle de 45 degrés en mode d’avance de coupe après l’ébauche.
45°
Fig. 4.2.1 (d) Usinage selon un angle de 45 degrés (type I)
Valeur de dégagement e (spécifiée dans la
commande ou dans le paramètre n°5133)
(4) Immédiatement après la dernière passe, une ébauche est effectuée comme finition le long du profil
cible. Le bit 1 (RF1) du paramètre n°5105 peut être réglé à 1 de manière à empêcher cette opération.
- Type II
(F)
(R)
B
(R)
(R)
C
∆d
(F)
∆d
∆u/2
(F)
Profil cible
+X
(F): Avance de coupe
(R): Déplacement rapide
+Z
Fig. 4.2.1 (e) Trajectoire de coupe lors de l’enlèvement de copeaux en tournage (type lI)
’
∆W
- 51 -
Page 72

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
Lorsqu’un profil cible passant par A, A' et B, dans cet ordre, est donné par le programme correspondant à un
profil cible, comme indiqué dans la figure, la zone spécifiée est enlevée sur une distance ∆d (profondeur de
coupe), avec la surépaisseur de finition spécifiée par ∆u/2 et ∆w restants. Le type II diffère du type I en ce
sens que la pièce est usinée le long du profil après une ébauche dans le sens du premier axe du plan
(axe Z pour le plan ZX).
Après la dernière passe, l’outil retourne au point de départ spécifié dans G71 et l’ébauche est effectuée
comme finition le long du profil cible, avec la surépaisseur de finition spécifiée par ∆u/2 et ∆w restants.
Le type II diffère du type I sur les points suivants:
(1) Dans le bloc ayant le numéro de séquence ns, les deux axes formant le plan (axe X (axe U) et axe Z
(axe W) pour le plan ZX) doivent être spécifiés. Si le type II doit être utilisé sans déplacer l’outil le
long de l’axe Z dans le plan ZX dans le premier bloc, spécifier W0.
Exemple
Plan ZX
G71 V10.0 R5.0;
G71 P100 Q200.......;
N100 X(U)_ Z(W)_ ;
(Spécifie les deux axes formant le plan.)
: ;
: ;
N200…………;
(2) Il n’est pas nécessaire que le profil montre une croissance ou une décroissance monotone dans le sens
du deuxième axe du plan (axe X pour le plan ZX), et il peut présenter des concavités (poches).
+X
+Z
10
. . .
Fig. 4.2.1 (f) Profil avec poches (type II)
3
2
1
Cependant, le profil doit montrer un changement monotone dans le sens du premier axe du plan
(axe Z pour le plan ZX). Le profil suivant ne peut pas être usiné.
Un changement monotone
n’est pas observé le long
+X
+Z
Fig. 4.2.1 (g) Profil impossible à usiner (type II)
de l’axe Z.
- 52 -
Page 73

4.FONCTIONS SIMPLIFIANT
B-64304FR-1/02
PROGRAMMATION
LA PROGRAMMATION
PRÉCAUTION
Dans le cas d’un profil le long duquel l’outil se déplace vers l’arrière suivant le
premier axe du
plan lors de la passe (comprenant un sommet dans une commande d’arc), l’outil
risque d’entrer en contact avec la pièce. Ainsi, dans le cas d’un profil qui ne
montre pas de changement monotone, l’alarme PS0064 ou PS0329 est émise. Si
le déplacement ne montre pas de changement monotone, mais qu’il est très
faible, et qu’il est prouvé que ce déplacement n’est pas dangereux, la valeur
autorisée peut être spécifiée dans le paramètre n°5145 pour indiquer au système
de ne pas émettre l’alarme lorsque ce cas se produit.
Il n’est pas nécessaire que la première partie usinée soit verticale. N’importe quel profil est autorisé si
un changement monotone est observé dans le sens du premier axe du plan (axe Z pour le plan ZX).
+X
+Z
Fig. 4.2.1 (h) Profil pouvant être usiné (type II)
(3) Après le tournage, l’outil usine la pièce suivant son profil, puis se dégage en mode d’avance de coupe.
Fig. 4.2.1 (i) Usinage suivant le profil de la pièce (type II)
Valeur de dégagement e (spécifiée dans la commande ou
dans le paramètre n°5133)
Dégagement après usinage
Profondeur de coupe ∆d (spécifiée dans la
commande ou dans le paramètre n°5132)
La valeur de dégagement après usinage (e) peut être spécifiée à l’adresse R ou définie dans le
paramètre n°5133.
Cependant, lorsque l’outil se déplace en partant du bas, il se dégage suivant un angle de 45 degrés.
45°
e (spécifiée dans la commande ou dans
le paramètre n°5133)
Bas
Fig. 4.2.1 (j) Dégagement à partir du bas suivant un angle de 45 degrés
(4) Lorsqu’une position parallèle au premier axe du plan (axe Z pour le plan ZX) est spécifiée dans un
bloc du programme correspondant au profil cible, elle est supposée être au bas d’une poche.
- 53 -
Page 74

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
(5) Une fois que l’ensemble de l’ébauche est terminée le long du premier axe du plan (axe Z pour le plan
ZX), l’outil retourne temporairement au point de départ du cycle. À ce stade, lorsqu’il y a une position
dont la hauteur est égale à celle observée au point de départ, l’outil passe par le point dans la position
obtenue en additionnant la profondeur de coupe ∆d à la position du profil, puis retourne au point de
départ.
Ensuite, l’ébauche est effectuée comme finition le long du profil cible. À ce stade, l’outil passe par le
point dans la position obtenue (à laquelle est ajoutée la profondeur de coupe∆d) lors du retour au point
de départ.
Le bit 2 (RF2) du paramètre n°5105 peut être réglé à 1 de manière à empêcher l’exécution de
l’ébauche en tant que finition.
Opération de dégagement après
ébauche en tant que finition
Opération de dégagement
après ébauche
B-64304FR-1/02
{
Profondeur de coupe ∆d
Fig. 4.2.1 (k) Opération de dégagement lorsque l’outil retourne au point de départ (type II)
Point de départ
{
(6) Ordre et trajectoire pour l’ébauche de poches
L’ébauche est effectuée dans l’ordre suivant.
(a) Lorsque le profil présente une décroissance monotone le long du premier axe du plan (axe Z pour
le plan ZX)
+X
Fig. 4.2.1 (l) Séquence d'une ébauche dans le cas de décroissance monotone (type II)
L’ébauche est effectuée dans l’ordre <1>, <2>, et <3> en partant
de la poche la plus à droite.
<3>
+Z
<2>
<1>
(b) Lorsque le profil montre une croissance monotone le long du premier axe du plan
(axe Z pour le plan ZX)
L’ébauche est effectuée dans l’ordre <1>, <2>, et <3> en partant
de la poche la plus à gauche.
<1>
+X
+Z
Fig. 4.2.1 (m) Séquence d'une ébauche dans le cas de croissance monotone (type II)
<2>
La trajectoire lors de l’ébauche est illustrée ci-dessous.
- 54 -
<3>
Page 75

B-64304FR-1/02
g
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
3
34
24
23
29
28
33
30
26
27
31
32
35
4
25
9
2
22
10
21
8
20
14
19
11
15
7
12
16
13
17
18
1
5
6
Fig. 4.2.1 (n) Trajectoire de coupe pour plusieurs poches (type II)
Le profil suivant montre en détail comment l’outil se déplace après l’ébauche d’une poche.
21
22
•
D
Avance de coupe
20
19
Fig. 4.2.1 (o) Détails du déplacement après l’usinage d’une poche (type II)
Déplacement rapide
Dégagement à
partir du bas
L’outil usine la pièce à la vitesse d’avance de coupe définie, puis se dégage suivant un angle de 45 degrés.
(Opération 19)
Ensuite, l’outil se déplace vers le sommet du point D en mode rapide. (Opération 20)
Puis il se déplace de la distance g vers une position intermédiaire avant le point D. (Opération 21)
Enfin, l’outil vient se placer au point D en mode d’avance de coupe.
La garde g par rapport à la position de départ d’avance de coupe est définie dans le paramètre n°5134.
Pour la dernière poche, après l’usinage du bas, l’outil se dégage suivant un angle de 45 degrés et retourne au
point de départ en mode de déplacement rapide. (Opérations 34 et 35)
PRÉCAUTION
1. L'usinage de poche avec cette CNC diffère de la Série 0i-C.
L’outil usine d’abord la poche située le plus près du point de départ. À la fin de
l’usinage de cette poche, l’outil se déplace vers la deuxième poche la plus proche
et démarre l’usinage.
2 Lorsque le profil présente une poche, il est recommandé en général de spécifier
la valeur 0 pour ∆w (surépaisseur de finition). Sinon, l’outil risque d’enfoncer la
paroi sur un côté.
- Compensation de rayon de nez d’outil
Lorsqu'une compensation de rayon de nez d'outil est utilisée, programmer une commande (G41, G42) de
compensation de rayon de nez d'outil avant la commande (G70, G71, G72, G73) de cycle fixe répétitif
multiple et spécifier la commande (G40) d'annulation à l'extérieur des blocs (depuis le bloc spécifié par P au
bloc spécifié par Q) déterminant un profil de finition cible.
Si une commande de compensation de rayon de nez d'outil (G40, G41 ou G42) est spécifiée dans la
commande G70, G71, G72 ou G73, l'alarme PS0325 est émise.
- 55 -
Page 76

4. FONCTIONS SIMPLIFIANT
A
A
LA PROGRAMMATION
PROGRAMMATION
Lorsque ce cycle est spécifié dans le mode de compensation de rayon de nez d’outil, la correction est
temporairement annulée lors du déplacement vers le point de départ. Le démarrage est effectué dans le
premier bloc. La correction est à nouveau temporairement annulée lors du retour au point de départ du cycle
à la fin de l’opération de cycle. Le démarrage est à nouveau effectué selon la commande de déplacement
suivante. Cette opération est illustrée dans la figure cidessous.
Annulation de la
Démarrage
correction
B-64304FR-1/02
Point de départ du
cycle
z
Annulation de la correction
Démarrage
Cette opération de cycle est effectuée d’après le profil déterminé par la trajectoire de compensation de
rayon de nez d’outil lorsque le vecteur de correction est de 0 au point de départ A et que le démarrage est
effectué dans un bloc situé entre A et A'.
B
Programme de profil cible
pour lequel la compensation
de rayon de nez d’outil n’est
pas appliquée
+X
Position entre A et A'
à laquelle est
effectué le
démarrage
’
Trajectoire du centre du nez de l'outil lorsque la compensation
+Z
de rayon de nez d’outil est appliquée avec G42
Fig. 4.2.1 (p) Trajectoire lorsque la compensation de rayon de nez d’outil est appliquée
- 56 -
Page 77

B-64304FR-1/02
A
A
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
B
+X
Programme de profil cible pour
lequel la compensation de rayon
+Z
de nez d’outil n’est pas
appliquée
’
Position entre A et A' à
laquelle est effectué le
démarrage
Trajectoire du centre du nez de l'outil
lorsque la compensation de rayon de
nez d’outil est appliquée avec G42
REMARQUE
Pour exécuter un usinage de poches en mode de compensation de rayon de nez
d’outil, spécifier le bloc linéaire A-A' hors de la pièce et programmer le profil d’une
poche réelle. Cela permet d’éviter d’enfoncer une poche.
- Déplacement vers le point de départ de tournage précédent
Le déplacement vers le point de départ de tournage est effectué par deux opérations. (Opérations 1 et 2
dans la figure ci-dessous.) L'opération 1 déplace temporairement l'outil vers le point de départ de tournage
précédent, l'opération 2 déplace l'outil vers le point de départ de tournage actuel.
L'opération 1 déplace l'outil en vitesse d'avance de coupe. L'opération 2 déplace l'outil conformément au
mode (G00 ou G01) spécifié dans le bloc de départ du programme de géométrie.
Le bit 0 (ASU) du paramètre n°5107 peut être réglé à 1 de manière à ce que l'opération 1 déplace l'outil en
vitesse de déplacement rapide.
Pour une commande de type I
Point de départ
de tournage
précédent
Opération 2
Point de départ
de tournage
actuel
+X
+Z
Opération 1
: Le déplacement rapide peut être sélectionné.
: Conformément au mode du bloc de départ.
- 57 -
Page 78

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
4.2.2
Ce cycle est identique à G71 sauf que l’usinage est effectué par une opération parallèle au deuxième axe du
plan (axe X pour le plan ZX).
Enlèvement de copeaux en mode dressage (G72)
Format
Plan ZpXp
G72 W(∆d) R(e) ;
G72 P(ns) Q(nf) U(∆u) W(∆w) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
Plan YpZp
G72 V(∆d) R(e) ;
G72 P(ns) Q(nf) V(∆w) W(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
Plan XpYp
Les commandes de déplacement pour la figure cible de A à A' à B sont
spécifiées dans les blocs ayant les numéros ns à nf.
G72 U(∆d) R(e) ;
G72 P(ns) Q(nf) U(∆w) W(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
∆d : Profondeur de coupe
Le sens de coupe dépend du sens AA'. Cette désignation est modale et reste inchangée
jusqu'à ce que l'autre valeur soit désignée. Cette valeur peut aussi être spécifiée à l'aide
du paramètre n°5132, auquel cas le paramètre est modifié par la commande du
programme.
e : Valeur de dégagement
Cette désignation est modale et reste inchangée jusqu'à ce que l'autre valeur soit
désignée. Cette valeur peut aussi être spécifiée à l'aide du paramètre (n°5133), et le
paramètre est modifié par la commande du programme.
ns : Numéro de séquence du premier bloc du programme du profil de finition.
nf : Numéro de séquence du dernier bloc du programme du profil de finition.
∆u : Surépaisseur de finition dans le sens du deuxième axe du plan (axe X pour le plan ZX)
∆w : Surépaisseur de finition dans le sens du premier axe du plan (axe Z pour le plan ZX)
f,s,t : Toute fonction F, S, ou T contenue dans les blocs ns à nf dans le cycle est ignorée, et la
fonction F, S ou T dans ce bloc G72 est active.
- 58 -
Page 79

B-64304FR-1/02
A
∆
∆
A
∆
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
Entrée du
séparateur
décimal
Unité
Dépend du système
∆d
e
∆u
∆w
d’incrément de l’axe de
référence.
Dépend du système
d’incrément de l’axe de
référence.
Dépend du système
d’incrément de l’axe de
référence.
Dépend du système
d’incrément de l’axe de
référence.
Programmation du rayon Non requis Autorisée
Programmation du rayon Non requis Autorisée
Dépend de la programmation du
diamètre ou du rayon pour le
deuxième axe du plan.
Dépend de la programmation du
diamètre ou du rayon pour le
premier axe du plan.
Programmation du
diamètre/rayon
Signe
Requis Autorisée
Requis Autorisée
'
(F)
d
(F): Avance de
C
Trajectoire de l’outil
coupe
(R): Déplacement
rapide
(R)
B
(R)
45°
u/2
w
e
Profil cible
(F)
+X
+Z
Fig. 4.2.2 (q) Trajectoire de coupe lors de l’enlèvement de copeaux en Dressage (type I)
Explication
- Opérations
Lorsqu’un profil cible passant par A, A' et B, dans cet ordre, est donné par un programme, la zone spécifiée
est enlevée sur une distance ∆d (profondeur de coupe), avec la surépaisseur de finition spécifiée par ∆u/2 et
∆w restants.
- 59 -
Page 80

4. FONCTIONS SIMPLIFIANT
A
A
A
A
A
A
A
A
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
REMARQUE
1. Bien que ∆d et ∆u soient tous deux spécifiés par la même adresse, leur
description spécifique est déterminée par la présence des adresses P et Q.
2. L'usinage de cycle est exécuté par la commande G72 avec les spécifications
P et Q.
3. Les fonctions F, S et T qui sont spécifiées dans la commande de déplacement
entre les points A et B sont inactives et celles spécifiées dans le bloc G72 ou le
bloc précédent sont actives. La fonction M et les fonctions auxiliaires secondaires
sont traitées de la même façon que les fonctions F, S et T.
4. Lorsque la fonction "Commande de vitesse de surface constante" est activée
(bit 0 (SSC) du paramètre n°8133 réglé à 1), la commande G96 ou G97 spécifiée
dans la commande de déplacement entre les points A et B, est ignorée. Pour
activer la commande G96 ou G97, la spécifier dans G71 ou le bloc précédent.
- Profil cible
Modèles
Les quatre modèles d'usinage suivants sont considérés. Tous ces cycles entraînent un usinage de la pièce
avec déplacement de l’outil dans le sens parallèle au deuxième axe du plan (axe X pour le plan ZX). À ce
stade, les signes des surépaisseurs de finition de ∆u et ∆w sont les suivants:
+X
B
B
U(-)...W(+)...
U(+)...W(+)...
Fig. 4.2.2 (r) Signes des valeurs spécifiées en U et W en mode d’enlèvement de copeaux dans les applications
'
'
B
B
U(-)...W(-)...
'
'
U(+)...W(-)...
de dressage
Les deux types
d’interpolation, linéaire et
circulaire, sont possibles
+Z
Restrictions
(1) Pour W(+), il n’est pas possible d’usiner un profil pour lequel une position supérieure au point de
départ du cycle est spécifiée.
Pour W(-), il n’est pas possible d’usiner un profil pour lequel une position inférieure au point de départ
du cycle est spécifiée.
(2) Pour le type I, le profil doit présenter une croissance ou décroissance monotone le long du premier et
du deuxième axe du plan.
(3) Pour le type II, le profil doit présenter une croissance ou décroissance monotone le long du premier
axe du plan.
- Bloc de départ
Dans le bloc de départ du programme correspondant à un profil cible (bloc ayant le numéro de séquence ns
et dans lequel la trajectoire entre A et A' est spécifiée), G00 ou G01 doit être programmé. Sinon, l’alarme
PS0065 est émise.
Lorsque G00 est programmé, l’usinage le long de la trajectoire A-A' est effectué en mode positionnement.
Lorsque G01 est programmé, l’usinage le long de la trajectoire A-A' est effectué en mode interpolation
linéaire.
Sélectionner également le type I ou II dans ce bloc de départ.
- 60 -
Page 81

4.FONCTIONS SIMPLIFIANT
B-64304FR-1/02
PROGRAMMATION
LA PROGRAMMATION
- Fonctions de vérification
Pendant l’exécution du cycle, le système vérifie en permanence si le profil cible présente une croissance ou
une décroissance monotone.
REMARQUE
Lorsque la compensation de rayon de nez d’outil est appliquée, le profil cible
auquel est appliquée la compensation est vérifié.
Les vérifications suivantes peuvent être également effectuées:
Vérification Paramètre concerné
Vérification consistant à contrôler qu’un bloc ayant le numéro de
séquence spécifié à l’adresse Q est contenu dans le programme
avant l’opération de cycle.
Vérification du profil cible avant l’opération de cycle.
(Vérification également de la présence d’un bloc ayant le numéro de
séquence spécifié à l’adresse Q.)
Validé lorsque le bit 2 (QSR) du paramètre
n°5102 est réglé à 1.
Validé lorsque le bit 2 (FCK) du paramètre
n°5104 est réglé à 1.
- Types I et II
Sélection du type I ou II
Pour G72, on distingue les types I et II.
Si le profil cible présente des poches, veiller à utiliser le type II.
L’opération de dégagement après l’ébauche dans le sens du deuxième axe du plan (axe X pour le plan ZX)
diffère selon que l’on utilise le type I ou le type II. Dans le cas du type I, l’outil se dégage suivant un angle
de 45 degrés. Dans le cas du type II, l’outil usine la pièce le long du profil cible Si le profil cible ne présente
pas de poches, déterminer l’opération de dégagement souhaitée et sélectionner le type I ou II.
Sélectionner le type I ou II
Dans le bloc de départ correspondant au profil cible (numéro de séquence ns), sélectionner le type I ou II.
(1) Si le type I est sélectionné
Spécifier le premier axe du plan (axe Z pour le plan ZX). Ne pas spécifier le deuxième axe du plan (axe
X pour le plan ZX).
(2) Si le type lI est sélectionné
Spécifier le deuxième axe du plan (axe X pour le plan ZX) ainsi que le premier axe (axe Z pour le plan
ZX).
Si le type II doit être utilisé sans déplacer l’outil le long sans déplacer l’outil le long du deuxième axe
du plan (axe X pour le plan ZX), spécifier la programmation incrémentale avec une distance de
déplacement de 0 (U0 pour le plan ZX).
- Type I
G72 diffère de G71 sur les points suivants:
(1) G72 entraîne l’usinage de la pièce avec déplacement de l’outil dans le sens parallèle au deuxième axe
du plan (axe X pour le plan ZX).
(2) Dans le bloc de départ du programme correspondant à un profil cible (bloc ayant le numéro de
séquence ns), seul le premier axe du plan (axe Z (axe W) pour le plan ZX) doit être spécifié.
- 61 -
Page 82

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
- Type II
G72 diffère de G71 sur les points suivants:
(1) G72 entraîne l’usinage de la pièce avec déplacement de l’outil dans le sens parallèle au deuxième axe
du plan (axe X pour le plan ZX).
(2) Il n’est pas nécessaire que le profil présente une croissance ou une décroissance monotone dans le sens
du premier axe du plan (axe Z pour le plan ZX), et il peut présenter des concavités (poches).
Cependant, le profil doit montrer un changement monotone dans le sens du deuxième axe du plan (axe
X pour le plan ZX).
(3) Lorsqu’une position parallèle au deuxième axe du plan (axe X pour le plan ZX) est spécifiée dans un
bloc du programme correspondant au profil cible, elle est supposée être au bas d’une poche.
(4) Une fois que l’ensemble de l’ébauche est terminée le long du deuxième axe du plan (axe X pour le plan
ZX), l’outil retourne temporairement au point de départ. L’ébauche en tant que finition est alors
effectuée.
- Compensation de rayon de nez d’outil
Voir les pages décrivant G71.
- Déplacement vers le point de départ de tournage précédent
Voir les pages décrivant G71.
- 62 -
Page 83

B-64304FR-1/02
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
4.2.3
Cette fonction permet d'usiner un modèle fixe de façon répétée en déplaçant un modèle bit par bit. Pour ce
cycle d'usinage, il est possible d'usiner efficacement des pièces dont la forme brute a déjà été obtenue par
ébauchage, forgeage, moulage, etc.
Répétition de modèle (G73)
Format
Plan ZpXp
G73 W(∆k) U(∆i) R(d) ;
G73 P(ns) Q(nf) U(∆u) W(∆w) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
Plan YpZp
G73 V(∆k) W(∆i) R(d) ;
G73 P(ns) Q(nf) V(∆w) W(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
Plan XpYp
Les commandes de déplacement pour la figure cible de A à A' à B sont
spécifiées dans les blocs ayant les numéros ns à nf.
G73 U(∆k) V(∆i) R(d) ;
G73 P(ns) Q(nf) U(∆w) V(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
∆i : Distance de dégagement dans le sens du deuxième axe du plan
(axe X pour le plan ZX)
Cette désignation est modale et reste inchangée jusqu'à ce que l'autre valeur soit
désignée. Cette valeur peut aussi être spécifiée à l'aide du paramètre n°5135, auquel
cas le paramètre est modifié par la commande du programme.
∆k : Distance de dégagement dans le sens du premier axe du plan (axe Z pour le plan ZX)
Cette désignation est modale et reste inchangée jusqu'à ce que l'autre valeur soit
désignée. Cette valeur peut aussi être spécifiée à l'aide du paramètre n°5136, et le
paramètre est modifié par la commande du programme.
d : Nombre de divisions
Ce nombre est identique au nombre de répétitions pour l’ébauche. Cette désignation
est modale et reste inchangée jusqu'à ce que l'autre valeur soit désignée. Cette valeur
peut aussi être spécifiée à l'aide du paramètre n°5137, et le paramètre est modifié par
la commande du programme.
ns : Numéro de séquence du premier bloc du programme du profil de finition.
nf : Numéro de séquence du dernier bloc du programme du profil de finition.
∆u : Surépaisseur de finition dans le sens du deuxième axe du plan (axe X pour le plan ZX)
∆w : Surépaisseur de finition dans le sens du premier axe du plan (axe Z pour le plan ZX)
f,s,t : Toute fonction F, S et T contenue dans les blocs entre les numéros de séquence "ns"
et "nf" est ignorée et les fonctions F, S et T dans ce bloc G73 sont activées.
- 63 -
Page 84

4. FONCTIONS SIMPLIFIANT
∆
A
∆
∆k+∆
∆
∆
A
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
Entrée du
séparateur
décimal
Unité
∆i
∆k
∆u
∆w
Dépend du système d’incrément de
l’axe de référence.
Dépend du système d’incrément de
l’axe de référence.
Dépend du système d’incrément de
l’axe de référence.
Dépend du système d’incrément de
l’axe de référence.
Programmation du rayon Requis Autorisée
Programmation du rayon Requis Autorisée
Dépend de la programmation du
diamètre ou du rayon pour le
deuxième axe du plan.
Dépend de la programmation du
diamètre ou du rayon pour le
premier axe du plan.
Programmation du
diamètre/rayon
Signe
Requis Autorisée
Requis Autorisée
REMARQUE
L'entrée de point décimal dans d est autorisée. Cependant, une valeur arrondie à
un entier est utilisée comme nombre de division quel que soit le réglage du bit 0
(DPI) du paramètre n°3401. Lorsqu'un entier est entré, il est utilisé comme
nombre de division.
w
w
D
∆i+∆u/2
u/2
C
(R)
B
+X
Profil cible
+Z
Fig. 4.2.3 (s) Trajectoire de coupe dans une répétition de modèle
(F)
'
w
(R)
u/2
(F): Avance de coupe
(R): Déplacement rapide
Explication
- Opérations
Lorsqu’un profil cible passant par A, A' et B, dans cet ordre, est donné par un programme, l’ébauche est
effectuée autant de fois que spécifié, avec la surépaisseur de finition spécifiée par ∆u/2 et ∆w restants.
REMARQUE
1. Bien que les valeurs ∆i et ∆k, ou ∆u and ∆w soient spécifiées par la même
adresse, respectivement, leur description spécifique est déterminée par la
présence des adresses P et Q.
2. L'usinage de cycle est exécuté par la commande G73 avec les spécifications P et
Q.
3. À la fin de l’opération de cycle, l’outil retourne au point A.
- 64 -
Page 85

4.FONCTIONS SIMPLIFIANT
B-64304FR-1/02
PROGRAMMATION
LA PROGRAMMATION
REMARQUE
4. Les fonctions F, S et T qui sont spécifiées dans la commande de déplacement
entre les points A et B sont inactives et celles spécifiées dans le bloc G73 ou le
bloc précédent sont actives. La fonction M et les fonctions auxiliaires secondaires
sont traitées de la même façon que les fonctions F, S et T.
- Profil cible
Modèles
Comme dans le cas de G71, il existe quatre modèles de profil cible. Faire très attention aux signes de of ∆u,
∆w, ∆i, et ∆k lors de la programmation de ce cycle.
- Bloc de départ
Dans le bloc de départ du programme correspondant au profil cible (bloc ayant le numéro de séquence ns et
dans lequel la trajectoire entre A et A' est spécifiée), G00 ou G01 doit être programmé. Sinon, l’alarme
PS0065 est émise.
Lorsque G00 est programmé, l’usinage le long de la trajectoire A-A' est effectué en mode positionnement.
Lorsque G01 est programmé, l’usinage le long de la trajectoire A-A' est effectué en mode interpolation
linéaire.
- Fonction de vérification
La vérification suivante peut être effectuée.
Vérification Paramètre concerné
Vérification consistant à contrôler qu’un bloc ayant le numéro de
séquence spécifié à l’adresse Q est contenu dans le programme
avant l’opération de cycle.
Validé lorsque le bit 2 (QSR) du paramètre
n°5102 est réglé à 1.
- Compensation de rayon de nez d’outil
Comme dans le cas de G71, cette opération de cycle est effectuée d’après le profil déterminé par la
trajectoire de compensation de rayon de nez d’outil lorsque le vecteur de correction est de 0 au point de
départ A et que le démarrage est effectué dans un bloc situé entre A et A'.
4.2.4
Après l'ébauchage par G71, G72 ou G73, la commande suivante permet la finition.
Cycle de finition (G70)
Format
G70 P(ns) Q(nf) ;
ns : Numéro de séquence du premier bloc du programme du profil de finition.
nf : Numéro de séquence du dernier bloc du programme du profil de finition.
Explication
- Opérations
Les blocs ayant les numéros de séquence ns à nf dans le programme correspondant à un profil cible sont
exécutés pour la finition. Les fonctions F, S, T, M ainsi que les fonctions auxiliaires secondaires spécifiées
dans le bloc G71, G72 ou G73 sont ignorées, et les fonctions F, S, T, M ainsi que les fonctions auxiliaires
secondaires spécifiées dans les blocs ayant les numéros de séquence ns à nf sont actives.
À la fin de l’opération de cycle, l’outil est renvoyé au point de départ en mode rapide et le bloc de cycle G70
suivant est lu.
- 65 -
Page 86

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
- Profil cible
Fonction de vérification
La vérification suivante peut être effectuée.
Vérification Paramètre concerné
Vérification consistant à contrôler qu’un bloc ayant le numéro de
séquence spécifié à l’adresse Q est contenu dans le programme
avant l’opération de cycle.
Validé lorsque le bit 2 (QSR) du paramètre
n°5102 est réglé à 1.
- Mémorisation des blocs P et Q
Lorsque l’ébauche est exécutée par G71, G72 ou G73, jusqu’à trois adresses de mémoire des blocs P et Q
sont mémorisées. Ainsi, les blocs indiqués par P et Q sont immédiatement localisés lors de l’exécution de
G70 sans qu’il ne soit nécessaire d’effectuer une recherche dans la mémoire depuis le début. Une fois que
certains cycles d’ébauche G71, G72 et G73 ont été exécutés, les cycles de finition peuvent être exécutés
individuellement par G70. À ce stade, pour le quatrième cycle d’ébauche et les cycles d’ébauche
consécutifs, le temps de cycle est plus long car les blocs P et Q sont recherchés dans la mémoire.
Exemple
G71 P100 Q200 ...;
N100 ...;
...;
...;
N200 ...;
G71 P300 Q400 ...;
N300 ...;
...;
...;
N400 ...;
...;
...;
G70 P100 Q200 ; (Exécuté sans recherche pour les cycles 1 à 3)
G70 P300 Q400 ; (Exécuté après une recherche pour les cycles 4 et les suivants)
REMARQUE
Les adresses de mémoire des blocs P et Q enregistrées lors des cycles
d’ébauche exécutés
par G71, G72 et G73, sont effacées après l’exécution de G70.
Toutes les adresses de mémoire des blocs P et Q peuvent être également
effacées par réinitialisation.
- Retour au point de départ du cycle
Dans un cycle de finition, une fois que l’outil a usiné la pièce jusqu’au point final du profil cible, il retourne
au point de départ du cycle en mode de déplacement rapide.
- 66 -
Page 87

4.FONCTIONS SIMPLIFIANT
B-64304FR-1/02
PROGRAMMATION
LA PROGRAMMATION
REMARQUE
L’outil retourne au point de départ du cycle toujours en mode de positionnement
non linéaire, quel que soit le réglage du bit 1 (LRP) du paramètre n°1401.
Avant d’exécuter un cycle de finition pour un profil cible avec une poche usinée
par G71 ou G72,
vérifier que l’outil n’interfère pas avec la pièce lors du retour du point final du profil
cible au point de départ du cycle.
- Compensation de rayon de nez d’outil
Comme dans le cas de G71, cette opération de cycle est effectuée d’après le profil déterminé par la
trajectoire de compensation de rayon de nez d’outil lorsque le vecteur de correction est de 0 au point de
départ A et que le démarrage est effectué dans un bloc situé entre A et A'.
- 67 -
Page 88

4. FONCTIONS SIMPLIFIANT
A
A
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
Exemple
Enlèvement de copeaux en mode dressage (G72)
xe X
60
φ160
10
φ120
10
φ80
2010
190
2
7
88
φ40
20 2
(Désignation du diamètre pour l’axe X, entrée métrique)
Point de départ
2
xe Z
N010 G50 X220.0 Z190.0 ;
N011 G00 X176.0 Z132.0 ;
N012 G72 W7.0 R1.0 ;
N013 G72 P014 Q019 U4.0 W2.0 F0.3 S550 ;
N014 G00 Z56.0 S700 ;
N015 G01 X120.0 W14.0 F0.15 ;
N016 W10.0 ;
N017 X80.0 W10.0 ;
N018 W20.0 ;
N019 X36.0 W22.0 ;
N020 G70 P014 Q019 ;
Valeur de dégagement 1.0
Surépaisseur de finition (4,0 de diamètre dans le sens X, 2,0 dans le sens Z)
- 68 -
Page 89

B-64304FR-1/02
A
A
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
Répétition de modèle (G73)
xe X
φ180
φ160
0
16
B
16
130
xe Z
20
φ120
φ80
110
14
2
2
14
40
10
40
220
10
20
40
(Désignation du diamètre, entrée métrique)
N010 G50 X260.0 Z220.0 ;
N011 G00 X220.0 Z160.0 ;
N012 G73 U14.0 W14.0 R3 ;
N013 G73 P014 Q019 U4.0 W2.0 F0.3 S0180 ;
N014 G00 X80.0 W-40.0 ;
N015 G01 W-20.0 F0.15 S0600 ;
N016 X120.0 W-10.0;
N017 W-20.0 S0400 ;
N018 G02 X160.0 W-20.0 R20.0 ;
N019 G01 X180.0 W-10.0 S0280 ;
N020 G70 P014 Q019 ;
- 69 -
Page 90

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
4.2.5
Cycle de perçage de surface transversale avec débourrage (G74)
Ce cycle permet le broyage des copeaux dans le mode d’usinage de diamètre externe. Si le deuxième axe du
plan (axe X (axe U) pour le plan ZX) et l’adresse P sont omis, l’opération est effectuée uniquement le long
du premier axe du plan (axe Z pour le plan ZX). En d’autres mots, un cycle de perçage avec débourrage est
exécuté.
Format
G74R (e) ;
G74X(U)_ Z(W)_ P(∆i) Q(∆k) R(∆d) F (f ) ;
e : Valeur de retour
Cette désignation est modale et reste inchangée jusqu'à ce que l'autre valeur soit
désignée. Cette valeur peut aussi être spécifiée à l'aide du paramètre n°5139, auquel
cas le paramètre est modifié par la commande du programme.
X_,Z_ : Coordonnée du deuxième axe du plan (axe X pour le plan ZX) au point B et
Coordonnée du premier axe du plan (axe Z pour le plan ZX) au point C
U_,W_ : Distance de déplacement le long du deuxième axe du plan (U pour le plan ZX) du
point A au point B
Distance de déplacement le long du premier axe du plan (W pour le plan ZX) du point
A au point C
(Si un système de code G "A" est utilisé. Sinon, X_,Z_ est utilisé pour la
spécification.)
∆i : Distance de déplacement dans le sens du deuxième axe du plan
(axe X pour le plan ZX)
∆k : Profondeur de coupe dans le sens du premier axe du plan (axe Z pour le plan ZX)
∆d : Valeur de dégagement de l'outil au fond de la zone usinée
f : Vitesse d'avance
Unité
Dépend du système d’incrément de
e
l’axe de référence.
Dépend du système d’incrément de
∆
i
l’axe de référence.
Dépend du système d’incrément de
∆
k
l’axe de référence.
Dépend du système d’incrément de
∆
d
l’axe de référence.
Programmation du
diamètre/rayon
Programmation du rayon Non requis Autorisée
Programmation du rayon Non requis
Programmation du rayon Non requis
Programmation du rayon REMARQUE Autorisée
Signe
REMARQUE
Normalement, une valeur positive est spécifiée pour ∆d. Si X (U) et ∆i sont omis,
spécifier une valeur ayant le signe indiquant le sens dans lequel l’outil doit se
dégager.
Entrée du
séparateur
décimal
N’est pas
autorisée
N’est pas
autorisée
- 70 -
Page 91

B-64304FR-1/02
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
C
Fig. 4.2.5 (a) Trajectoire de coupe dans un cycle de perçage de face plane avec débourrage
∆d
+X
Z
(R)
∆k'
+Z
(F)
∆k
(F)
(R)
∆k ∆k
(F)
(R)
W
(F)
(R)
∆k
(F)
(R)
(R) ... Déplacement rapide
(F) ... Avance de coupe
e
[0 < ∆k’ ≤ ∆k]
A
∆i
(R)
∆i
∆i’
B
U/2
[0 < ∆i’ ≤ ∆i]
X
Explication
- Opérations
Une passe avec une profondeur de coupe ∆k et une valeur de retour e est répétée.
Lorsque la passe atteint le point C, l’outil effectue un dégagement égal à ∆d. Ensuite, il effectue un retour en
mode déplacement rapide, se déplace en direction du B sur une distance ∆i, et exécute à nouveau l’usinage.
REMARQUE
1. Bien que e et ∆d soient spécifiés par la même adresse, leur description
respective est déterminée en spécifiant l’axe X, Y ou Z. Lorsque l’axe est
spécifié, ∆d est utilisé.
2. Le cycle d’usinage est exécuté par la commande G74 avec spécification de l’axe.
- Compensation de rayon de nez d’outil
La compensation du rayon du nez d’outil ne peut pas être appliquée.
- 71 -
Page 92

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
4.2.6
Cycle de perçage de diamètre externe/interne (G75)
Ce cycle est équivalent à G74, à l’exception du fait que le deuxième axe du plan (axe X pour le plan ZX)
change de place avec le premier axe (axe Z pour le plan ZX). Ce cycle permet le broyage des copeaux dans
le mode de dressage. Il permet également le rainurage lors de l’usinage et du tronçonnage de diamètre
externe (lorsque l’axe Z (axe W) et Q sont omis pour le premier axe du plan).
Format
G75R (e) ;
G75X(U)_ Z(W)_ P(∆i) Q(∆k) R(∆d) F (f ) ;
e : Valeur de retour
Cette désignation est modale et reste inchangée jusqu'à ce que l'autre valeur soit
désignée. Cette valeur peut aussi être spécifiée à l'aide du paramètre n°5139,
auquel cas le paramètre est modifié par la commande du programme.
X_, Z_ : Coordonnée du deuxième axe du plan (axe X pour le plan ZX) au point B et
Coordonnée du premier axe du plan (axe Z pour le plan ZX) au point C
U_, W_ : Distance de déplacement le long du deuxième axe du plan (U pour le plan ZX) du
point A au point B
Distance de déplacement le long du premier axe du plan (W pour le plan ZX) du
point A au point C
(Si un système de code G "A" est utilisé. Sinon, X_,Z_ est utilisé pour la
spécification.)
∆i : Profondeur de coupe dans le sens du deuxième axe du plan (axe X pour le plan ZX)
∆k : Distance de déplacement dans le sens du premier axe du plan (axe Z pour le plan
ZX)
∆d : Valeur de dégagement de l'outil au fond de la zone usinée
f : Vitesse d'avance
Unité
Dépend du système d’incrément de
e
l’axe de référence.
Dépend du système d’incrément de
∆
i
l’axe de référence.
Dépend du système d’incrément de
∆
k
l’axe de référence.
Dépend du système d’incrément de
∆
d
l’axe de référence.
Programmation du
diamètre/rayon
Programmation du rayon Non requis Autorisée
Programmation du rayon Non requis
Programmation du rayon Non requis
Programmation du rayon REMARQUE Autorisée
Signe
REMARQUE
Normalement, une valeur positive est spécifiée pour ∆d. Si Z (W) et ∆k sont omis,
spécifier une valeur ayant le signe indiquant le sens dans lequel l’outil doit se
dégager.
Entrée du
séparateur
décimal
N’est pas
autorisée
N’est pas
autorisée
- 72 -
Page 93

B-64304FR-1/02
A
∆
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
+X
C
Z
+Z
Fig. 4.2.6 (b) Cycle de perçage de diamètre externe/interne
W
(R)
(R)
(R)
(R)
(R)
(R)
(F)
(F)
(F)
(F)
B
k
∆i
e
∆i
U/2
∆i
∆i
∆i’
∆d
X
(R) ... Déplacement rapide
(F) ... Avance de coupe
Explication
- Opérations
Une passe avec une profondeur de coupe ∆i et une valeur de retour e est répétée.
Lorsque la passe atteint le point B, l’outil effectue un dégagement égal à ∆d. Ensuite, il effectue un retour en
mode déplacement rapide, se déplace en direction du point C sur une distance ∆k, et exécute à nouveau
l’usinage.
G74 et G75 sont tous deux utilisés pour le rainurage et le perçage et permettent à l'outil de se dégager
automatiquement. Quatre modèles symétriques sont considérés, respectivement.
- Compensation de rayon de nez d’outil
La compensation du rayon du nez d’outil ne peut pas être appliquée.
- 73 -
Page 94

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
4.2.7
Ce cycle de filetage exécute un usinage sur une arête basé sur la distance de coupe constante.
Cycle de filetage multiple (G76)
Format
G76 P(m) (r) (a) Q(∆dmin) R(d ) ;
G76 X(U)_ Z(W)_ R(i ) P(k ) Q(∆d) F (L ) ;
m : Nombre de répétitions en mode finition (1 à 99)
Cette valeur peut être spécifiée à l'aide du paramètre n°5142, et le paramètre est
modifié par la commande de programme.
r : Valeur de chanfreinage (0 à 99)
Lorsque le pas de filetage est exprimé par L, la valeur de L peut être définie dans
une plage allant de 0.0L à 9.9L, par pas de 0.1L (nombre à 2 chiffres). Cette
valeur peut être spécifiée à l'aide du paramètre n°5130, et le paramètre est
modifié par la commande de programme.
a : Angle du nez d'outil
Un des six angles suivants, 80°, 60°, 55°, 30°, 29°, et 0°, peut être sélectionné et
spécifié par un nombre à 2 chiffres. Cette valeur peut être spécifiée à l'aide du
paramètre n°5143, et le paramètre est modifié par la commande de programme.
m, r et a sont spécifiés par l'adresse P en même temps.
(Exemple) Si m=2, r=1.2L, a=60°, spécifier les valeurs indiquées ci-dessous
(L est le pas de filetage).
P 02 12 60
a
r
m
∆dmin : Profondeur de coupe minimale
Lorsque la profondeur de coupe d'une opération de cycle devient inférieure à
cette valeur seuil, elle est automatiquement bloquée à cette valeur. Cette
valeur peut être spécifiée à l'aide du paramètre n°5140, et le paramètre est
modifié par la commande de programme.
d : Surépaisseur de finition
Cette valeur peut être spécifiée à l'aide du paramètre n°5141, et le paramètre
est modifié par
la commande de programme.
X_, Z_ : Coordonnées du point final d’usinage (point D dans la figure) dans le sens de la
longueur
U_, W_ : Distance de déplacement jusqu’au point final d’usinage (point D dans la figure)
dans le sens de la longueur
(Si un système de code G "A" est utilisé. Sinon, X_,Z_ est utilisé pour la
spécification.)
i : Valeur de conicité
Si i = 0, un filetage longitudinal normal peut être réalisé.
k : Hauteur de filetage
∆d : Profondeur de coupe lors de la 1ère passe
L : Pas de filetage
- 74 -
Page 95

B-64304FR-1/02
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
LA PROGRAMMATION
Unité
∆
dmin
Dépend du système d’incrément de
l’axe de référence.
Dépend du système d’incrément de
d
l’axe de référence.
Dépend du système d’incrément de
i
l’axe de référence.
Dépend du système d’incrément de
k
l’axe de référence.
Dépend du système d’incrément de
∆
d
l’axe de référence.
U/2
X
E
(R)
i
D
r
Programmation du
diamètre/rayon
Signe
Programmation du rayon Non requis
Entrée du
séparateur
décimal
N’est pas
autorisée
Programmation du rayon Non requis Autorisée
Programmation du rayon Requis Autorisée
Programmation du rayon Non requis
Programmation du rayon Non requis
(R) A
(R)
(F)
B
∆d
k
C
N’est pas
autorisée
N’est pas
autorisée
Z
+X
+Z
W
Fig. 4.2.7 (c) Trajectoire de coupe dans un cycle de filetage multiple
a
2ème
3ème
Nez de l'outil
B
1er
d
∆d
∆d√n
k
Fig. 4.2.7 (d) Détails de l'usinage
- 75 -
Page 96

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
- Nombre de répétitions en mode finition
Le dernier cycle de finition (cycle dans lequel la surépaisseur de finition est supprimée par usinage) est
répété.
+X
+Z
Dernier cycle de finition
d (surépaisseur de finition)
k
Explication
- Opérations
Ce cycle exécute un filetage tel que seule la longueur du pas entre C et D est usinée, comme spécifié dans le
code F. Dans les autres parties, l’outil se déplace en mode rapide.
La constante de temps d’accélération/décélération après interpolation et la vitesse d’avance FL de
chanfreinage ainsi que la vitesse d’avance utilisée pour le recul de l’outil après le chanfreinage sont les
mêmes que pour le chanfreinage avec G92 (cycle fixe).
REMARQUE
1. Les significations des données spécifiées par les adresses P, Q et R sont
déterminées par la présence de X (U) et Z (W).
2. L'usinage de cycle est exécuté par la commande G76 avec les spécifications X
(U) et Z (W).
3. Les valeurs spécifiées aux adresses P, Q et R sont modales et restent
inchangées tant qu’une autre valeur n’est pas spécifiée.
PRÉCAUTION
Les remarques sur le filetage sont les mêmes que celles concernant le filetage
G32. Cependant, pour des informations sur la suspension d’avance dans un
cycle de filetage, voir le paragraphe "Suspension d’avance dans un cycle de
filetage" présenté ci-dessous.
- Relation entre le signe de la valeur de conicité et la trajectoire de l’outil
Les signes de dimensions incrémentales pour le cycle illustré en Fig. 4.2.7(c) sont les suivants:
Point final d’usinage dans le sens de la longueur pour U et W:
Moins (déterminé d’après les sens des trajectoires A-C et C-D)
Valeur de conicité (i):
Moins (déterminé d’après le sens de la trajectoire A-C)
Hauteur de filetage (k):
Plus (toujours spécifié avec un signe plus)
Profondeur de coupe lors de la première passe (∆d):
Plus (toujours spécifié avec un signe plus)
On considère que les quatre modèles illustrés dans le tableau ci-dessous correspondent au signe de chaque
adresse. Un filetage intérieur peut être également usiné.
- 76 -
Page 97

B-64304FR-1/02
4.FONCTIONS SIMPLIFIANT
PROGRAMMATION
Usinage de diamètre externe Usinage de diamètre interne
1. U < 0, W < 0, i < 0 2. U > 0, W < 0, i > 0
LA PROGRAMMATION
X
U/2
X
U/2
Z
3(R)
X
4(R)
2(F)
W
1(R)
i
3. U < 0, W < 0, i > 0
≤
4(R)
2(F)
W
|U/2|
1(R)
i
avec |i|
Z
3(R)
X
X
X
X
X
Z
U/2 3(R)
4. U > 0, W < 0, i < 0
avec |i|≤|U/2|
Z
U/2
3(R)
W
2(F)
4(R)
W
2(F)
4(R)
i
1(R)
i
1(R)
- Accélération/décélération pour filetage après interpolation
L'accélération/décélération après interpolation pour filetage est une accélération/décélération de type
interpolation exponentielle. La même accélération/décélération qu'en vitesse d'avance de coupe peut être
sélectionnée en réglant le bit 5 (THLx) du paramètre n°1610. (Les réglages du bit 0 (CTLx) du paramètre
n°1610 sont suivis.) Cependant, comme la constante de temps et la vitesse d'avance FL, les réglages des
paramètres n°1626 et 1627 pour cycles de filetage sont utilisés.
- Constante de temps et vitesse d’avance FL pour filetage
La constante de temps d’accélération/décélération après interpolation pour filetage spécifiée dans le
paramètre n°1626 et la vitesse d’avance FL spécifiée dans le paramètre n°1627 sont utilisées.
- Chanfreinage
Le chanfreinage du filetage peut être exécuté dans ce cycle de filetage. Un signal provenant de la
machine-outil lance le processus de chanfreinage.
La valeur de chanfreinage maximale (r) pouvant être spécifiée dans la commande est 99 (9.9L). Cette valeur
peut être définie dans le paramètre n°5130 selon une plage allant de 0.1L à 12.7L par incrément de 0.1L.
Un angle de chanfreinage compris entre 1 et 89 degrés peut être spécifié dans le paramètre n°5131. Lorsque
la valeur 0 est spécifiée dans le paramètre, un angle de 45 degrés est considéré.
Pour le chanfreinage, les mêmes types d’accélération/décélération après interpolation, de constante de
temps d’accélération/décélération après interpolation, et de vitesse d’avance FL que pour le filetage sont
utilisés.
REMARQUE
Des paramètres communs de programmation de la valeur et de l’angle de
chanfreinage sont utilisés pour ce cycle et pour le cycle de filetage G92.
- Retrait après chanfreinage
Le tableau suivant indique la vitesse d’avance, le type d’accélération/décélération après interpolation et la
constante de temps de retrait après chanfreinage.
- 77 -
Page 98

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
Paramètre CFR
(n°1611#0)
0 Autre que 0
0 0
1
Paramètre
n°1466
Description
Utilise le type d’accélération/décélération après interpolation pour filetage,
constante de temps pour filetage (paramètre n°1626), vitesse d’avance FL
(paramètre n°1627) et vitesse d’avance de retrait, spécifié dans le paramètre
n°1466.
Utilise le type d’accélération/décélération après interpolation pour filetage,
constante de temps pour filetage (paramètre n°1626), vitesse d’avance FL
(paramètre n°1627) et vitesse de déplacement rapide, spécifié dans le
paramètre n°1420.
Effectue un contrôle en position avant le retrait afin de voir si l'avance
spécifiée passe à 0 (retard en accélération/décélération = 0) et utilise le type
d’accélération/décélération après interpolation en mode déplacement rapide,
constante de temps en mode déplacement rapide, vitesse d’avance FL et
vitesse de déplacement rapide, (paramètre n°1420).
En réglant le bit 4 (ROC) du paramètre n°1403 à 1, il est possible de désactiver la correction du
déplacement rapide pour la vitesse d’avance de retrait après chanfreinage.
REMARQUE
Durant le retrait, la machine ne s’arrête pas avec une correction de 0% pour la
vitesse d’avance de coupe quel que soit le réglage du bit 4 (RF0) du paramètre
n°1401.
- Décalage de l’angle de départ
L’angle de départ de filetage ne peut pas être décalé.
- Suspension d'avance en cycle de filetage (retrait en cycle de filetage)
La suspension d'avance peut être appliquée pendant un filetage dans un cycle de filetage combiné (G76).
Dans ce cas, l’outil recule rapidement de la même façon que dans le cas du dernier chanfreinage dans un
cycle de filetage, et retourne au point de départ du cycle en cours (position à laquelle la pièce est usinée
d’une valeur égale à ∆dn).
Lorsque le démarrage du cycle est déclenché, le cycle de filetage multiple reprend.
Axe X
Axe Z
Déplacement
rapide
Cycle ordinaire
Déplacement en suspension d'avance
Point de départ
(position à laquelle la
pièce est usinée d’une
valeur égale à ∆dn)
La suspension d’avance est appliquée ici.
L’angle de chanfreinage lors du retrait est identique à celui observé au point final.
PRÉCAUTION
Une autre suspension d'avance ne peut pas être effectuée pendant le retrait.
- 78 -
Page 99

B-64304FR-1/02
A
A
PROGRAMMATION
- Filetage en pouces
Le filetage en pouces spécifié avec l’adresse E n’est pas autorisé.
- Compensation de rayon de nez d’outil
La compensation du rayon du nez d’outil ne peut pas être appliquée.
Exemple
4.FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
xe X
1.8
3.68
1.8
ϕ68
0
25
G80 X80.0 Z130.0;
G76 P011060 Q100 R200 ;
G76 X60.64 Z25.0 P3680 Q1800 F6.0 ;
ϕ60.64
6
105
xe Z
4.2.8
Restrictions concernant le cycle fixe répétitif multiple (G70-G76)
Commandes programmées
- Mémoire de programme
Les programmes utilisant G70, G71, G72 ou G73 doivent être stockés dans la mémoire de programme. Le
mode permettant d’appeler des programmes stockés dans cette mémoire permet une exécution dans un
mode autre que le mode MÉMOIRE. Il n’est pas nécessaire de stocker les programmes utilisant G74, G75
ou G76 dans la mémoire de programme.
- Blocs dans lesquels sont spécifiées des données relatives à un cycle fixe
répétitif multiple
Les adresses P, Q, X, Z, U, W et R doivent être correctement spécifiées pour chaque bloc.
Les fonctions suivantes ne peuvent pas être spécifiées dans un bloc contenant G70, G71, G72 ou G73
• Appels de macros personnalisées
(simple appel, appel modal et appel de sous-programme)
- 79 -
Page 100

4. FONCTIONS SIMPLIFIANT
LA PROGRAMMATION
PROGRAMMATION
B-64304FR-1/02
- Blocs dans lesquels sont spécifiées des données relatives à un profil cible
Dans le bloc spécifié par l'adresse P d’une commande G71, G72 ou G73, le code G00 ou G01 du groupe 01
doit être programmé. Sinon, l’alarme PS0065 est émise.
Dans les blocs dont les numéros de séquence figurent parmi ceux spécifiés aux adresses P et Q de G70, G71,
G72 et G73, les commandes suivantes peuvent être spécifiées:
• Temporisation (G04)
• G00, G01, G02, et G03
Lorsqu'une commande en interpolation circulaire (G02, G03) est utilisée, il ne doit y avoir aucune
différence de rayon entre les points de départ et d'arrivée de l'arc. Si tel est le cas, le profil de finition
cible pourrait ne pas être reconnu correctement, produisant une erreur d'usinage comme par ex. une
coupe excessive.
• Commande de branchement de macro personnalisée et de répétition
Toutefois, la destination de branchement doit être parmi les numéros de séquence spécifiés aux
adresses P et Q. Le branchement haute vitesse spécifié par les bits 1 et 4 du paramètre n°6000 est
invalide. Aucun appel de macro personnalisée (simple appel, appel modal ou appel de
sous-programme) ne peut être programmé.
• Commande de programmation directe des cotes des schémas et commande de chanfreinage et de
rayon de bec
La programmation directe des cotes des schémas ainsi que le chanfreinage et le rayon de bec exigent la
programmation de multiples blocs. Le bloc ayant le dernier numéro de séquence spécifié à l’adresse Q
ne doit pas être un bloc intermédiaire par rapport aux blocs spécifiés.
Lorsque G70, G71, G72 ou G73 est exécuté, le numéro de séquence spécifié par l'adresse P et Q ne doit pas
être spécifié deux fois ou plus dans le même programme.
Si #1 = 2500 est exécutée à l'aide d'une macro personnalisée, #1 prend la valeur 2500.000. Dans ce cas, P#1
équivaut à P2500.
Relation avec d'autres fonctions
- Intervention manuelle
Pendant qu’un cycle fixe répétitif multiple (G70 à G76) est en cours d’exécution, il est possible de l’arrêter
et d’effectuer une intervention manuelle.
L’activation ou la désactivation du mode manuel absolu est effective pour le mode manuel.
- Macro de type interruption
Un programme de macro de type interruption ne peut pas être exécuté lorsqu’un cycle multiple répétitif est
en cours.
- Redémarrage du programme et fonction de recul de l'outil et de reprise
Ces fonctions ne peuvent pas être exécutées dans un bloc dans un cycle multiple répétitif.
- Nom d'axe et fonctions auxiliaires secondaires
Même si l’adresse U, V ou W est utilisée en tant que nom d’axe ou fonction auxiliaire secondaire, les
données spécifiées à l’adresse U, V ou W dans un bloc G71 à G73 sont supposées être celles du cycle
multiple répétitif.
- Compensation de rayon de nez d’outil
Lorsqu'une compensation de rayon de nez d'outil est utilisée, programmer une commande (G41, G42) de
compensation de rayon de nez d'outil avant la commande (G70, G71, G72, G73) de cycle fixe répétitif
multiple et spécifier la commande (G40) d'annulation à l'extérieur des blocs (depuis le bloc spécifié par P au
bloc spécifié par Q) déterminant un profil de finition cible.
- 80 -
 Loading...
Loading...