

Page 1

FANUC Серия 0i-МОДЕЛЬ D
FANUC Серия 0
Для системы токарного станка
РУКОВОДСТВО ПО
i Mate-МОДЕЛЬ D
ЭКСПЛУАТАЦИИ
B-64304RU-1/02
Page 2
• Ни одну из частей настоящего руководства не допускается воспроизводить
независимо от формы.
• Все спецификации и проектные разработки могут быть изменены без
уведомления.
Продукты, представленные в настоящем руководстве, попадают под действие
японского закона «Об иностранной валюте и международной торговле». Экспорт из
Японии может подлежать экспортному лицензированию правительством Японии.
Кроме того, реэкспорт в другую страну может потребовать лицензии от правительства
той страны, из которой производится реэкспорт. Также данный продукт может
попадать под действие положений о
реэкспорте правительства Соединенных Штатов.
При необходимости в экспорте или реэкспорте продуктов, пожалуйста, обратитесь в
компанию FANUC за консультацией.
В данном руководстве мы постарались охватить максимально широкий круг
различных вопросов.
Однако по причине очень большого количества возможностей невозможно учесть все,
что запрещено или не может быть выполнено.
Поэтому все, что не описано в данном руководстве как возможное, следует
рассматривать как "невозможное".
Настоящее руководство содержит названия программ или устройств производства
других компаний, некоторые из которых являются зарегистрированными товарными
знаками соответствующих владельцев. Однако в основном тексте эти названия не
сопровождаются символами ® или ™.
Page 3
B-64304RU-1/02 ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
В данном разделе описаны меры предосторожности, связанные с использованием устройств ЧПУ.
Соблюдение этих мер предосторожности пользователями необходимо для обеспечения безопасной
работы станков, оснащенных устройством ЧПУ (все описания в данном разделе предполагают
данную конфигурацию). Обратите внимание на то, что некоторые меры предосторожности
относятся только к отдельным функциям, и, таким образом, могут быть
определенным устройствам ЧПУ.
Пользователи также должны соблюдать меры безопасности, относящиеся к станку, как описано в
соответствующем руководстве, предоставляемом изготовителем станка. Перед началом работы со
станком или созданием программы для управления работой станка оператор должен полностью
ознакомиться с содержанием данного руководства и соответствующего руководства,
предоставляемого изготовителем станка.
CONTENTS (СОДЕРЖАНИЕ)
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ "ПРЕДУПРЕЖДЕНИЕ", "ПРЕДОСТЕРЕЖЕНИЕ" И
"ПРИМЕЧАНИЕ" ..................................................................................................................................... s-1
ОБЩИЕ ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ .................................................................. s-2
ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К
ПРОГРАММИРОВАНИЮ ..................................................................................................................... s-4
ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ОБРАЩЕНИЮ ................. s-6
ПРЕДОСТЕРЕЖЕНИЯ, ОТНОСЯЩИЕСЯ К ЕЖЕДНЕВНОМУ ТЕХОБСЛУЖИВАНИЮ ........... s-8
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ "ПРЕДУПРЕЖДЕНИЕ",
неприменимы к
"ПРЕДОСТЕРЕЖЕНИЕ" И "ПРИМЕЧАНИЕ"
Данное руководство включает меры предосторожности для защиты пользователя и
предотвращения повреждения станка. Меры предосторожности подразделяются на
предупреждения и предостережения в соответствии с уровнем опасности, на который они
указывают. Кроме того, в примечаниях приводится дополнительная информация. Внимательно
читайте указания типа Предупреждение, Предостережение и Примечание до начала работы
со станком.
ПРЕДУПРЕЖДЕНИЕ
Применяется тогда, когда при несоблюдении утвержденной процедуры
существует опасность травмирования пользователя или вместе с тем
возможно повреждение оборудования.
ПРЕДОСТЕРЕЖЕНИЕ
Применяется тогда, когда при несоблюдении утвержденной процедуры
существует опасность повреждения оборудования.
ПРИМЕЧАНИЕ
Примечание используется для указания дополнительной информации,
отличной от относящейся к предупреждению и предостережению.
• Внимательно прочтите данное руководство и храните его в надежном месте.
s-1
Page 4
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ B-64304RU-1/02
ОБЩИЕ ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ
ОПАСНО
1 Никогда не приступайте к обработке заготовки на станке без
предварительной проверки работы станка. До начала рабочего прогона
убедитесь, что станок функционирует должным образом, выполнив пробный
прогон с использованием, например, одиночного блока, коррекции скорости
подачи или функции блокировки станка, либо без установки на станке
инструмента и заготовки. Невозможность подтверждения нормальной
работы станка может привести к непрогнозируемой его работе, в том числе к
повреждению заготовки и/или самого станка или травме оператора.
2 До начала работы со станком тщательно проверьте введенные данные.
Работа на станке с неверно заданными данными может привести к
непрогнозируемым результатам, в том числе к повреждению заготовки и/или
станка или травме оператора.
3 Убедитесь в том, что заданная скорость подачи соответствует намеченной
операции. Обычно для каждого станка существует максимально допустимая
скорость подачи.
Соответствующая скорость подачи меняется в зависимости от намеченной
операции. Смотрите прилагаемое к станку руководство для определения
максимально допустимой скорости подачи.
Если станок работает на неверной скорости, это может привести к
непрогнозируемой работе станка, в том числе к повреждению заготовки
и/или самого станка или травме оператора.
4 При использовании функции коррекции на инструмент тщательно проверьте
направление и величину коррекции.
Работа на станке с неверно заданными данными может привести к
непрогнозируемым результатам, в том числе к повреждению заготовки и/или
станка или травме оператора.
5 Параметры для ЧПУ и ПКД устанавливаются на заводе-изготовителе. Как
правило, в их изменении нет необходимости. Вместе с тем, если изменению
параметра нет другой альтернативы, перед внесением изменения
убедитесь в том, что полностью понимаете назначение параметра.
Неверная установка параметра может привести к непрогнозируемой работе
станка, в том числе к повреждению заготовки и/или станка или
травмированию пользователя.
6 Непосредственно после включения электропитания не прикасайтесь к
клавишам на панели ввода данных вручную (MDI) до появления на
устройстве ЧПУ отображения положения или экрана аварийных сигналов.
Некоторые клавиши на панели MDI предназначены для техобслуживания и
других специальных операций. Нажатие любой из этих клавиш может
привести
состоянии может вызвать непрогнозируемую работу.
к нестандартному состоянию ЧПУ. Запуск станка в данном
s-2
Page 5
B-64304RU-1/02 ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
ОПАСНО
7 Руководство по эксплуатации и руководство по программированию,
поставляемые вместе с устройством ЧПУ, представляют полное описание
всех функций станка, включая дополнительные функции. Обратите
внимание, что дополнительные функции меняются в зависимости от модели
станка. Следовательно, некоторые функции, описанные в данных
руководствах, могут отсутствовать в конкретной модели. В случае сомнений
проверьте по спецификации станка.
8 Некоторые функции могли быть установлены по требованию изготовителя
станка. При использовании подобных функций обращайтесь к руководству,
поставляемому изготовителем станка, для получения более подробной
информации по их использованию и соответствующих предупреждений.
ПРЕДОСТЕРЕЖЕНИЕ
Жидкокристаллический дисплей изготавливается на основе точной
технологии изготовления. Некоторые пиксели могут не включатся или
оставаться включенными. Это обычное явление для ЖК-дисплея, которое не
является дефектом.
ПРИМЕЧАНИЕ
Программы, параметры и переменные макропрограммы сохраняются в
энергонезависимой памяти устройства ЧПУ. Обычно они сохраняются даже
при выключении питания.
Однако такие данные могут быть удалены по неосторожности или могут
подлежать обязательному удалению из энергонезависимой памяти для
восстановления после ошибки.
Во избежание повторения описанных выше последствий и для быстрого
восстановления удаленных данных выполняйте резервное копирование
всех важных данных и храните резервную копию в безопасном месте.
s-3
Page 6
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ B-64304RU-1/02
ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ПРОГРАММИРОВАНИЮ
Данный раздел охватывает наиболее важные меры предосторожности, относящиеся к
программированию. Прежде чем пытаться выполнить программирование внимательно прочитайте
руководство по эксплуатации, чтобы полностью ознакомиться с его содержанием.
ОПАСНО
1
Настройка системы координат
При неправильной установке системы координат станок может вести себя
непрогнозируемым образом, что является результатом программы,
выдающей неверную команду перемещения. Такая непрогнозируемая
работа может привести к повреждению инструмента, самого станка,
заготовки или к травме оператора.
2
Позиционирование с помощью нелинейной интерполяции
При выполнении позиционирования с помощью нелинейной интерполяции
(позиционирования с помощью нелинейного перемещения между начальной
и конечной точками) необходимо внимательно проверять траекторию
перемещения инструмента до выполнения программирования. При
позиционировании применяется ускоренный подвод. Столкновение
инструмента с заготовкой может привести к повреждению инструмента,
станка, заготовки или травме оператора.
3
Функция, включающая ось вращения
При программировании с интерполяцией в полярных координатах
тщательно следите за скоростью оси вращения. Неверное
программирование может привести к слишком высокой скорости оси
вращения, вследствие чего центробежная сила может ослабить захват
зажимного патрона на заготовке, если последняя закреплена непрочно. В
этом случае есть вероятность повреждения инструмента, самого станка,
заготовки или травмы оператора.
4
Преобразование дюймы/метрические единицы
Переход при вводе с дюймов на метры и наоборот не приведет к переводу
единиц измерения таких данных, как коррекция исходной позиции заготовки,
параметр и текущая позиция. Поэтому до запуска станка установите
используемые единицы измерения. Попытка выполнения операции с
заданными недопустимыми данными может привести к повреждению
инструмента, самого станка, заготовки или травме оператора.
5
Контроль постоянства скорости резания
Когда ось, подвергаемая постоянному управлению скоростью нарезания,
выходит на начало системы координат заготовки, скорость шпинделя может
стать слишком высокой. Поэтому необходимо установить максимально
допустимую скорость. Неправильная установка максимально допустимой
скорости может привести к повреждению инструмента, самого станка,
заготовки или к травме оператора.
s-4
Page 7
B-64304RU-1/02 ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
ОПАСНО
6
Проверка длины хода
После включения питания при необходимости выполните ручной возврат на
референтную позицию. Проверка длины хода невозможна до выполнения
ручного возврата на референтную позицию. Имейте в виду, что когда
проверка длины хода выключена, сигнал об ошибке не выдается даже при
превышении предела хода, что может привести к повреждению
инструмента, самого станка, заготовки или травме оператора.
7
Контроль столкновений для каждой траектории
Проверка столкновения для каждого контура (серия T) выполняется на
основе данных инструмента, заданных во время автоматической работы.
Если спецификация инструмента не соответствует используемому в данный
момент инструменту, то проверка столкновения не может быть выполнена
корректно, что может привести к повреждению инструмента, самого станка,
заготовки, или травме оператора. После включения питания или после
ручного выбора резцовой каретки всегда начинайте работу в
автоматическом режиме и задавайте номер инструмента, подлежащего
использованию.
8
Абсолютный/инкрементный режим
Если программа, созданная с абсолютными значениями, работает в
инкрементном режиме или наоборот, станок может вести себя
непрогнозируемым образом.
9
Выбор плоскости
Если для круговой интерполяции, винтовой интерполяции или стандартного
цикла плоскость задана некорректно, станок может вести себя
непрогнозируемым образом. Подробную информацию смотрите в описаниях
соответствующих функций.
10
Пропуск предела крутящего момента
Перед пропуском предельного значения крутящего момента задайте это
значение. Если пропуск предела крутящего момента задается без заданного
в данный момент значения, команда перемещения будет выполнена без
пропуска.
11
Функция коррекции
Если команда, основанная на системе координат станка, или команда
возврата на референтную позицию выдается в режиме функции коррекции,
коррекция временно отменяется, что приводит к непрогнозируемому
поведению станка.
Следовательно, до выдачи любой из вышеуказанных команд всегда
отменяйте режим функции коррекции.
s-5
Page 8
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ B-64304RU-1/02
ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ОБРАЩЕНИЮ
В данном разделе описаны меры предосторожности, относящиеся к обращению с инструментами
станка. Прежде чем пытаться эксплуатировать станок внимательно прочитайте руководство по
эксплуатации, так, чтобы полностью уяснить его содержание.
ОПАСНО
1
Ручное управление
При работе со станком вручную установите текущую позицию инструмента и
заготовки и убедитесь в том, что ось перемещения, направление и скорость
подачи были заданы верно. Неправильная работа станка может привести к
повреждению инструмента, самого станка, заготовки или травме оператора.
2
Ручной возврат на референтную позицию
После включения питания при необходимости выполните ручной возврат на
референтную позицию.
Если работа на станке осуществляется без предварительного ручного
возврата на референтную позицию, станок может работать
непрогнозируемым образом. Проверка длины хода невозможна до
выполнения ручного возврата на референтную позицию.
Непредвиденная работа станка может привести к повреждению
инструмента, самого станка, заготовки или травме оператора.
3
Ручная подача с помощью маховика
Ручная подача с помощью маховика с применением высокого коэффициента
вращения, например, 100, приводит к быстрому вращению инструмента и
стола. Небрежное обращение со станком может привести к повреждению
инструмента и/или станка или травме оператора.
4
Выключенная ручная коррекция
Если ручная коррекция отключена (в соответствии со спецификацией в
переменной макропрограммы) во время нарезания резьбы, жесткого или
другого нарезания резьбы, то скорость невозможно спрогнозировать, что
может привести к повреждению инструмента, самого станка, заготовки или
травмированию пользователя.
5
Начальная/предварительно заданная операция
Как правило, не следует приступать к начальной/ предварительно заданной
операции, когда станок работает под программным управлением. В
противном случае станок может работать непредвиденным образом, что
может привести к повреждению инструмента, самого станка, заготовки или
травме оператора.
6
Сдвиг системы координат заготовки
Ручное вмешательство, блокировка станка или зеркальное отображение
могут привести к сдвигу системы координат заготовки. Перед началом
работы на станке под управлением программы внимательно проверьте
систему координат.
Если станок работает под программным управлением без припусков на
какой-либо сдвиг системы координат заготовки, станок может вести себя
неожиданным образом, что может привести к повреждению инструмента,
самого станка, заготовки или к травме оператора.
s-6
Page 9
B-64304RU-1/02 ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
ОПАСНО
7
Программная панель оператора и переключатели меню
С помощью программной панели оператора и переключателей меню,
совместно с панелью MDI (ручной ввод данных), можно задать операции,
ввод которых не предусмотрен с панели оператора станка, например,
изменение режима работы, изменение значений ручной коррекции или
команды толчковой подачи.
Вместе с тем обратите внимание на то, что при небрежной работе с
клавишами панели ввода данных вручную станок может работать
непрогнозируемым образом, что может привести к повреждению
инструмента, самого станка, заготовки или травмированию пользователя.
8
Клавиша RESET (сброс)
Hажатие клавиши СБРОС останавливает запущенную в данный момент
программу. В результате сервоось останавливается. Однако клавиша
СБРОС может не сработать, например, из-за сбоя панели MDI. Таким
образом, если необходимо остановить двигатели, для обеспечения
безопасности используйте кнопку аварийного останова вместо клавиши
«сброс».
9
Вмешательство в режиме ручного управления
Если ручное вмешательство выполняется во время выполнения
запрограммированной операции, траектория перемещения инструмента
может измениться при последующем перезапуске станка. Поэтому перед
перезапуском станка после вмешательства в режиме ручного управления
проверьте настройки ручных абсолютных переключателей, параметров и
абсолютного/инкрементного режима управления.
10
Остановка подачи, ручная коррекция и покадровый режим
Функции останова подачи, ручной коррекции и одиночного блока могут быть
отключены с помощью системной переменной макропрограммы
пользователя #3004. В данном случае будьте внимательны при работе на
станке.
11
Пробный прогон
Обычно холостой ход используется для подтверждения надлежащей работы
станка. Во время холостого хода станок работает со скоростью холостого
хода, которая отличается от соответствующей запрограммированной
скорости подачи. Имейте в виду, что скорость пробного прогона иногда
может быть выше запрограммированной скорости подачи.
12
Редактирование программы
Если станок останавливается и после этого программа механической
обработки редактируется (изменение, вставка или удаление), станок может
вести себя непрогнозируемым образом, если механическая обработка
возобновляется при управлении такой программой. В общем, запрещается
изменять, вставлять или удалять команды из программы механической
обработки во время ее использования.
s-7
Page 10
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ B-64304RU-1/02
ПРЕДОСТЕРЕЖЕНИЯ, ОТНОСЯЩИЕСЯ К ЕЖЕДНЕВНОМУ ТЕХОБСЛУЖИВАНИЮ
ПРЕДУПРЕЖДЕНИЕ
1
Замена батареи резервного питания памяти
При замене резервных батарей памяти оставьте питание станка (ЧПУ)
включенным и используйте аварийный останов станка. Поскольку эта работа
выполняется при включенном питании и при открытом корпусе, эту работу
может выполнять только персонал, прошедший санкционированное
обучение технике безопасности и техобслуживанию.
При замене батарей соблюдайте осторожность и не прикасайтесь к цепям
высокого напряжения (маркированным и имеющим изоляционное
покрытие).
Удар током при прикосновении к неизолированным цепям высокого
напряжения чрезвычайно опасен.
ПРИМЕЧАНИЕ
В устройстве ЧПУ используются батареи для защиты содержимого его
памяти, так как в нем должны сохраняться такие данные, как программы,
коррекции и параметры, даже если не используется внешний источник
электропитания.
При падении напряжения батареи на экране или панель оператора станка
отображается сигнал об ошибке о разряде батареи.
При отображении сигнала об ошибке о низком напряжении батарей их
следует заменить в течение недели. В противном случае содержимое
памяти устройства ЧПУ будет потеряно.
Подробную информацию о порядке замены батареи см. в разделе «Способ
замены батареи» руководства по эксплуатации (общее для серии T/M).
ПРЕДУПРЕЖДЕНИЕ
2
Замена батареи абсолютного импульсного датчика
При замене резервных батарей памяти оставьте питание станка (ЧПУ)
включенным и используйте аварийный останов станка. Поскольку эта работа
выполняется при включенном питании и при открытом корпусе, эту работу
может выполнять только персонал, прошедший санкционированное
обучение технике безопасности и техобслуживанию.
При замене батарей соблюдайте
высокого напряжения (маркированным и имеющим изоляционное
покрытие).
Удар током при прикосновении к неизолированным цепям высокого
напряжения чрезвычайно опасен.
осторожность и не прикасайтесь к цепям
s-8
Page 11
B-64304RU-1/02 ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
ПРИМЕЧАНИЕ
В абсолютном импульсном кодирующем устройстве используются батареи
для сохранения его абсолютной позиции.
При падении напряжения батареи на экране или панель оператора станка
отображается сигнал об ошибке о разряде батареи.
При отображении сигнала об ошибке о низком напряжении батарей их
следует заменить в течение недели. В противном случае данные об
абсолютной позиции, хранящиеся в импульсном кодирующем устройстве,
будут потеряны.
Подробную информацию о порядке замены батареи см. в разделе «Способ
замены батареи» руководства по эксплуатации (общее для серии T/M).
ПРЕДУПРЕЖДЕНИЕ
3
Замена плавкого предохранителя
Перед заменой перегоревшего плавкого предохранителя необходимо
обнаружить и устранить причину, по которой перегорел предохранитель.
По этой причине эту работу может выполнять только тот персонал, который
прошел утвержденную подготовку по безопасности и техническому
обслуживанию.
При открытии шкафа и замене плавкого предохранителя соблюдайте
осторожность и не прикасайтесь
к цепям высокого напряжения
(маркированным и имеющим изоляционное покрытие).
Прикосновение к неизолированным цепям высокого напряжения
чрезвычайно опасно, так как может привести к удару током.
s-9
Page 12

Page 13

B-64304RU-1/02 СОДЕРЖАНИЕ
СОДЕРЖАНИЕ
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ................................................. s-1
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ "ПРЕДУПРЕЖДЕНИЕ",
"ПРЕДОСТЕРЕЖЕНИЕ" И "ПРИМЕЧАНИЕ" ........................................................ s-1
ОБЩИЕ ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ .................................... s-2
ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К
ПРОГРАММИРОВАНИЮ ....................................................................................... s-4
ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К
ОБРАЩЕНИЮ ........................................................................................................ s-6
ПРЕДОСТЕРЕЖЕНИЯ, ОТНОСЯЩИЕСЯ К ЕЖЕДНЕВНОМУ
ТЕХОБСЛУЖИВАНИЮ .......................................................................................... s-8
I. ОБЩИЕ СВЕДЕНИЯ
ОБЩИЕ СВЕДЕНИЯ .............................................................................. 3
1
1.1 ОБЩАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ РАБОТЫ НА СТАНКЕ С ЧПУ ........... 6
1.2 ПРИМЕЧАНИЯ ПО ЧТЕНИЮ НАСТОЯЩЕГО РУКОВОДСТВА ................ 7
1.3 ПРИМЕЧАНИЯ ПО РАЗЛИЧНЫМ ТИПАМ ДАННЫХ ................................. 7
II. ПРОГРАММИРОВАНИЕ
ОБЩИЕ СВЕДЕНИЯ ............................................................................ 11
1
1.1 КОРРЕКЦИЯ ............................................................................................... 11
2 ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ (G-ФУНКЦИЯ) .......................... 12
3 ФУНКЦИЯ ИНТЕРПОЛЯЦИИ .............................................................. 16
3.1 ИНТЕРПОЛЯЦИЯ В ПОЛЯРНЫХ КООРДИНАТАХ (G12.1, G13.1) ........ 16
3.2 НАРЕЗАНИЕ РЕЗЬБЫ С ПОСТОЯННЫМ ШАГОМ (G32) ....................... 24
3.3 НАРЕЗАНИЕ РЕЗЬБЫ ПЕРЕМЕННОГО ШАГА (G34) ............................. 28
3.4 НЕПРЕРЫВНОЕ НАРЕЗАНИЕ РЕЗЬБЫ .................................................. 29
3.5 НАРЕЗАНИЕ МНОГОЗАХОДНОЙ РЕЗЬБЫ ............................................. 29
4 ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ ПРОГРАММИРОВАНИЯ ................. 31
4.1 СТАНДАРТНЫЙ ЦИКЛ (G90, G92, G94) ................................................... 31
4.1.1 Постоянный цикл резания по внешнему/ внутреннему диаметру G90) ......... 32
4.1.1.1 Цикл прямолинейного резания ....................................................................... 32
4.1.1.2 Цикл обработки конической поверхности .................................................... 33
4.1.2 Цикл нарезания резьбы (G92) .............................................................................. 35
4.1.2.1 Цикл нарезания цилиндрической резьбы ...................................................... 35
4.1.2.2 Цикл нарезания конической резьбы ............................................................... 38
4.1.3 Цикл обтачивания торцевой поверхности (G94) ............................................... 41
4.1.3.1 Цикл обработки торцевой поверхности......................................................... 41
4.1.3.2 Цикл обработки конической поверхности .................................................... 42
4.1.4 Как применять стандартные циклы (G90, G92, G94) ........................................ 44
4.1.5 Стандартный цикл и коррекция на радиус вершины инструмента ................. 46
4.1.6 Ограничения стандартных циклов ...................................................................... 48
c-1
Page 14

СОДЕРЖАНИЕ B-64304RU-1/02
4.2 МНОГОКРАТНО ПОВТОРЯЕМЫЙ СТАНДАРТНЫЙ ЦИКЛ (G70-G76) .. 49
4.2.1 Удаление припуска при точении (G71) .............................................................. 50
4.2.2 Удаление припуска при торцевой обработке (G71) .......................................... 62
4.2.3 Повтор схемы (G73) ............................................................................................. 66
4.2.4 Цикл чистовой обработки (G70) ......................................................................... 69
4.2.5 Цикл сверления торцевой поверхности с периодическим выводом
сверла (G74) .......................................................................................................... 73
4.2.6 Цикл сверления по внешнему/ внутреннему диаметру (G75) ......................... 75
4.2.7 Цикл нарезания многозаходной резьбы (G76) ................................................... 77
4.2.8 Ограничения для многократно повторяемого стандартного
цикла (G70-G76) ................................................................................................... 83
4.3 СТАНДАРТНЫЙ ЦИКЛ СВЕРЛЕНИЯ ....................................................... 85
4.3.1 Цикл сверления на лицевой поверхности (G83) / Цикл сверления
на боковой поверхности (G87) ............................................................................ 88
4.3.2 Цикл нарезания резьбы метчиком спереди (G84) / Цикл нарезания
резьбы метчиком сбоку (G88) ............................................................................. 91
4.3.3 Цикл растачивания спереди (G85) /Цикл растачивания сбоку (G89) .............. 96
4.3.4 Отмена стандартного цикла сверления (G80) .................................................... 97
4.3.5 Меры предосторожности, предпринимаемые оператором ............................... 98
4.4 ЖЕСТКОЕ НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКОМ ....................................... 98
4.4.1 ЦИКЛ ЖЕСТКОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ НА ПЕРЕДНЕЙ
ПОВЕРХНОСТИ (G84) / ЦИКЛ ЖЕСТКОГО НАРЕЗАНИЯ РЕЗЬБЫ
МЕТЧИКОМ НА БОКОВОЙ ПОВЕРХНОСТИ (G88) ..................................... 99
4.4.2 Цикл жесткого нарезания резьбы с периодическим выводом сверла
(G84 или G88) ..................................................................................................... 105
4.4.3 Отмена стандартного цикла (G80) .................................................................... 109
4.4.4 Ручная коррекция во время жесткого нарезания резьбы метчиком .............. 110
4.4.4.1 Ручная коррекция вывода ............................................................................. 110
4.4.4.2 Сигнал ручной коррекции ............................................................................. 112
4.5 СТАНДАРТНЫЙ ЦИКЛ ШЛИФОВАНИЯ (ДЛЯ ШЛИФОВАЛЬНОГО
СТАНКА) ................................................................................................... 113
4.5.1 Цикл шлифования на проход (G71) .................................................................. 115
4.5.2 Цикл прямого шлифования на проход с постоянными размерами (G72) ..... 117
4.5.3 Цикл виброшлифования (G73) .......................................................................... 120
4.5.4 Цикл прямого виброшлифования с постоянными размерами (G74) ............. 122
4.6 СНЯТИЕ ФАСКИ И РАДИУСНАЯ ОБРАБОТКА УГЛОВ ........................ 124
4.7 ЗЕРКАЛЬНОЕ ОТОБРАЖЕНИЕ ДЛЯ ДВОЙНОЙ РЕВОЛЬВЕРНОЙ
ГОЛОВКИ (G68, G69) ............................................................................... 130
4.8 ПРОГРАММИРОВАНИЕ НЕПОСРЕДСТВЕННО ПО РАЗМЕРАМ
ЧЕРТЕЖА ................................................................................................. 131
5 ФУНКЦИЯ КОРРЕКЦИИ .................................................................... 137
5.1 КОРРЕКЦИЯ НА ИНСТРУМЕНТ ............................................................. 137
5.1.1 Коррекция на геометрические размеры инструмента ..................................... 138
5.1.2 T-код для коррекции на инструмент ................................................................ 138
5.1.3 Выбор инструмента ............................................................................................ 139
5.1.4 Номер коррекции ................................................................................................ 139
5.1.5 Коррекция ........................................................................................................... 139
5.1.6 Смещение по оси Y ............................................................................................ 142
5.1.6.1 Коррекция по оси Y (произвольные оси) ................................................... 142
c-2
Page 15

B-64304RU-1/02 СОДЕРЖАНИЕ
5.2 КРАТКИЙ ОБЗОР КОРРЕКЦИЯ НА РАДИУС ВЕРШИНЫ
ИНСТРУМЕНТА (G40-G42) ..................................................................... 143
5.2.1 Вершина воображаемого инструмента ............................................................. 143
5.2.2 Направление вершины воображаемого инструмента ..................................... 145
5.2.3 Номер коррекции и величина коррекции ......................................................... 146
5.2.4 Положение заготовки и команда перемещения ............................................... 149
5.2.5 Примечания, касающиеся коррекции на радиус вершины инструмента ...... 155
5.3 ЭЛЕМЕНТЫ КОРРЕКЦИИ НА РАДИУС вершины ИНСТРУМЕНТА ..... 158
5.3.1 Краткий обзор ..................................................................................................... 158
5.3.2 Перемещение инструмента при запуске .......................................................... 162
5.3.3 Перемещение инструмента в режиме коррекции ............................................ 167
5.3.4 Перемещение инструмента в режиме отмены коррекции .............................. 187
5.3.5 Предотвращение перереза из-за коррекции на радиус вершины
инструмента ........................................................................................................ 194
5.3.6 Проверка наличия столкновения ...................................................................... 197
5.3.6.1 Операция, выполняющаяся, если сделан вывод, что будет
столкновение .................................................................................................. 201
5.3.6.2 Функция сигнала об ошибке при проверке столкновения ......................... 201
5.3.6.3 Функция избежания при проверке столкновения ....................................... 203
5.3.7 Коррекция на радиус вершины инструмента для ввода из режима РВД
(ручной ввод данных) ........................................................................................ 208
5.4 УГЛОВАЯ КРУГОВАЯ ИНТЕРПОЛЯЦИЯ (G39) ..................................... 210
5.5 АВТОМАТИЧЕСКАЯ КОРРЕКЦИЯ НА ИНСТРУМЕНТ (G36, G37) ....... 212
6 ДОСТУП К ПАМЯТИ С ИСПОЛЬЗОВАНИЕМ
ФОРМАТА серии 10/11 ..................................................................... 215
6.1 АДРЕСА И ДИАПАЗОН ЗАДАВАЕМЫХ ЗНАЧЕНИЙ ДЛЯ
ПРОГРАММНОГО ФОРМАТА серии 10/11 ............................................. 215
6.2 ВЫЗОВ ПОДПРОГРАММЫ ..................................................................... 216
6.3 СТАНДАРТНЫЙ ЦИКЛ ............................................................................. 216
6.3.1 Стандартный цикл резания по внешнему/ внутреннему диаметру G90) ...... 217
6.3.1.1 Цикл прямолинейного резания ..................................................................... 217
6.3.1.2 Цикл обработки конической поверхности .................................................. 218
6.3.2 Цикл нарезания резьбы (G92) ............................................................................ 220
6.3.2.1 Цикл нарезания цилиндрической резьбы .................................................... 220
6.3.2.2 Цикл нарезания конической резьбы ............................................................. 223
6.3.3 Цикл обтачивания торцевой поверхности (G94) ............................................. 226
6.3.3.1 Цикл обработки торцевой поверхности....................................................... 226
6.3.3.2 Цикл обработки конической поверхности .................................................. 227
6.3.4 Как использовать стандартные циклы .............................................................. 229
6.3.5 Стандартный цикл и коррекция на радиус вершины инструмента ............... 231
6.3.6 Ограничения стандартных циклов .................................................................... 233
6.4 МНОГОКРАТНО ПОВТОРЯЕМЫЙ СТАНДАРТНЫЙ ЦИКЛ .................. 235
6.4.1 Удаление припуска при точении (G71) ............................................................ 236
6.4.2 Удаление припуска при торцевой обработке (G71) ........................................ 248
6.4.3 Повтор схемы (G73) ........................................................................................... 253
6.4.4 Цикл чистовой обработки (G70) ....................................................................... 255
6.4.5 Цикл сверления торцевой поверхности с периодическим выводом
сверла (G74) ........................................................................................................ 259
6.4.6 Цикл сверления по внешнему/ внутреннему диаметру (G75) ........................ 261
6.4.7 Цикл нарезания многозаходной резьбы (G76) ................................................. 263
6.4.8 Ограничения многократно повторяемого стандартного цикла ...................... 270
6.5 СТАНДАРТНЫЙ ЦИКЛ СВЕРЛЕНИЯ ..................................................... 272
c-3
Page 16
СОДЕРЖАНИЕ B-64304RU-1/02
6.5.1 Цикл сверления, цикл центровочного сверления (G81) ................................. 276
6.5.2 Цикл сверления, цилиндрическое зенкование (G82) ...................................... 277
6.5.3 Цикл сверления с периодическим выводом сверла (G83) .............................. 278
6.5.4 Цикл высокоскоростного сверления с периодическим выводом
сверла (G83.1) ..................................................................................................... 280
6.5.5 Цикл нарезания резьбы метчиком (G84) .......................................................... 282
6.5.6 Цикл нарезания резьбы метчиком (G84.2) ....................................................... 284
6.5.7 Цикл растачивания (G85) ................................................................................... 286
6.5.8 Цикл растачивания (G89) ................................................................................... 287
6.5.9 Отмена стандартного цикла сверления (G80) .................................................. 288
6.5.10 Меры предосторожности, предпринимаемые оператором ............................. 288
7 ФУНКЦИИ УПРАВЛЕНИЯ ОСЯМИ .................................................. 289
7.1 ОБРАБОТКА МНОГОГРАННИКОВ (G50.2, G51.2) ................................ 289
7.2 СИНХРОННОЕ, СМЕШАННОЕ И СОВМЕЩЕННОЕ УПРАВЛЕНИЕ
ПО КОМАНДЕ ПРОГРАММЫ (G50.4, G51.4, G50.5, G51.5,
G50.6 И G51.6) ......................................................................................... 294
8 2ФУНКЦИЯ ДВУХКОНТУРНОГО УПРАВЛЕНИЯ ............................ 298
8.1 ОБЩАЯ ИНФОРМАЦИЯ .......................................................................... 298
8.2 ФУНКЦИЯ ОЖИДАНИЯ ТРАЕКТОРИЙ .................................................. 299
8.3 ФУНКЦИЯ ОБЩЕЙ ПАМЯТИ ДЛЯ КАЖДОЙ ТРАЕКТОРИИ ................. 299
8.4 УПРАВЛЕНИЕ ВРАЩЕНИЕМ ШПИНДЕЛЯ ДЛЯ КАЖДОЙ
ТРАЕКТОРИИ ........................................................................................... 301
8.5 СИНХРОННОЕ/СМЕШАННОЕ/СОВМЕЩЕННОЕ УПРАВЛЕНИЕ ......... 302
8.6 СБАЛАНСИРОВАННОЕ РЕЗАНИЕ (G68, G69) ...................................... 304
III. РАБОТА
ВВОД/ВЫВОД ДАННЫХ .................................................................. 309
1
1.1 ВВОД/ВЫВОД НА КАЖДОМ ЭКРАНЕ .................................................... 309
1.1.1 Ввод и вывод данных коррекции оси Y ........................................................... 309
1.1.1.1 Ввод данных коррекции оси Y ..................................................................... 309
1.1.1.2 Вывод данных коррекции оси Y .................................................................. 310
1.2 ВВОД/ВЫВОД ДАННЫХ НА ЭКРАН ВВОДА-ВЫВОДА «ВСЕ» ............. 310
1.2.1 Ввод и вывод данных коррекции оси Y ........................................................... 311
2 УСТАНОВКА И ОТОБРАЖЕНИЕ ДАННЫХ .................................... 312
2.1 ЭКРАНЫ, КОТОРЫЕ ВЫЗЫВАЮТСЯ ФУНКЦИОНАЛЬНОЙ
КЛАВИШЕЙ ........................................................................................ 312
2.1.1 Настройка и отображение значения коррекции на инструмент ..................... 312
2.1.2 Прямой ввод величины коррекции на инструмент ......................................... 316
2.1.3 Прямой ввод величины коррекции на инструмент, измеренной B ............... 318
2.1.4 Ввод величины коррекции на основе показаний счетчика ............................. 320
2.1.5 Задание величины сдвига системы координат детали .................................... 321
2.1.6 Задание коррекции по оси Y ............................................................................. 322
2.1.7 Барьер патрона и задней бабки ......................................................................... 325
3 РЕДАКТИРОВАНИЕ ПРОГРАММ .................................................... 332
3.1 ФУНКЦИЯ МНОГОКОНТУРНОГО РЕДАКТИРОВАНИЯ ........................ 332
3.1.1 Краткий обзор ..................................................................................................... 332
3.1.2 Описание ............................................................................................................. 333
c-4
Page 17

B-64304RU-1/02 СОДЕРЖАНИЕ
ПРИЛОЖЕНИЕ
ПАРАМЕТРЫ ..................................................................................... 341
A
A.1 ОПИСАНИЕ ПАРАМЕТРОВ .................................................................... 341
A.2 ТИП ДАННЫХ ........................................................................................... 387
A.3 ТАБЛИЦЫ ЗАДАНИЯ СТАНДАРТНЫХ ПАРАМЕТРОВ ......................... 388
B ОТЛИЧИЯ ОТ СЕРИИ 0i-C ................................................................ 390
B.1 ЕДИНИЦЫ НАСТРОЙКИ ......................................................................... 391
B.1.1 Различия в способах задания ............................................................................. 391
B.1.2 Различия в отображении диагностики .............................................................. 391
B.2 АВТОМАТИЧЕСКАЯ КОРРЕКЦИЯ НА ИНСТРУМЕНТ .......................... 392
B.2.1 Различия в способах задания ............................................................................. 392
B.2.2 Различия в отображении диагностики .............................................................. 392
B.3 CIRCULAR INTERPOLATION (КРУГОВАЯ ИНТЕРПОЛЯЦИЯ) ............. 393
B.3.1 Различия в способах задания ............................................................................. 393
B.3.2 Различия в отображении диагностики .............................................................. 393
B.4 ВИНТОВАЯ ИНТЕРПОЛЯЦИЯ ................................................................ 394
B.4.1 Различия в способах задания ............................................................................. 394
B.4.2 Различия в отображении диагностики .............................................................. 394
B.5 ФУНКЦИЯ ПРОПУСКА ............................................................................ 395
B.5.1 Различия в способах задания ............................................................................. 395
B.5.2 Различия в отображении диагностики .............................................................. 396
B.6 РУЧНОЙ ВОЗВРАТ НА РЕФЕРЕНТНУЮ ПОЗИЦИЮ ........................... 397
B.6.1 Различия в способах задания ............................................................................. 397
B.6.2 Различия в отображении диагностики .............................................................. 398
B.7 СИСТЕМА КООРДИНАТ ДЕТАЛИ........................................................... 399
B.7.1 Различия в способах задания ............................................................................. 399
B.7.2 Различия в отображении диагностики .............................................................. 399
B.8 ЛОКАЛЬНАЯ СИСТЕМА КООРДИНАТ ................................................... 400
B.8.1 Различия в способах задания ............................................................................. 400
B.8.2 Различия в отображении диагностики .............................................................. 400
B.9 УПРАВЛЕНИЕ КОНТУРОМ СК ................................................................ 401
B.9.1 Различия в способах задания ............................................................................. 401
B.9.2 Различия в отображении диагностики .............................................................. 401
B.10 МНОГОШПИНДЕЛЬНОЕ УПРАВЛЕНИЕ ................................................ 401
B.10.1 Различия в способах задания ............................................................................. 401
B.10.2 Различия в отображении диагностики .............................................................. 401
B.11 ПОСЛЕДОВАТЕЛЬНОЕ/АНАЛОГОВОЕ УПРАВЛЕНИЕ
ШПИНДЕЛЕМ ........................................................................................... 402
B.11.1 Различия в способах задания ............................................................................. 402
B.11.2 Различия в отображении диагностики .............................................................. 402
B.12 УПРАВЛЕНИЕ ПОСТОЯННОЙ СКОРОСТЬЮ РЕЗАНИЯ ..................... 403
B.12.1 Различия в способах задания ............................................................................. 403
B.12.2 Различия в отображении диагностики .............................................................. 403
B.13 ПОЗИЦИОНИРОВАНИЕ ШПИНДЕЛЯ .................................................... 404
B.13.1 Различия в способах задания ............................................................................. 404
B.13.2 Различия в отображении диагностики .............................................................. 405
B.14 ФУНКЦИИ ИНСТРУМЕНТА ..................................................................... 405
B.14.1 Различия в способах задания ............................................................................. 405
B.14.2 Различия в отображении диагностики .............................................................. 405
c-5
Page 18

СОДЕРЖАНИЕ B-64304RU-1/02
B.15 ПАМЯТЬ КОРРЕКЦИИ НА ИНСТРУМЕНТ ............................................. 406
B.15.1 Различия в способах задания ............................................................................. 406
B.15.2 Различия в отображении диагностики .............................................................. 407
B.16 ВВОД ИЗМЕРЕННОЙ ВЕЛИЧИНЫ КОРРЕКЦИИ НА
ИНСТРУМЕНТ B....................................................................................... 407
B.16.1 Различия в способах задания ............................................................................. 407
B.16.2 Различия в отображении диагностики .............................................................. 407
B.17 МАКРОПРОГРАММА ПОЛЬЗОВАТЕЛЯ ................................................. 408
B.17.1 Различия в способах задания ............................................................................. 408
B.17.2 Различия в отображении диагностики .............................................................. 410
B.17.3 Разное .................................................................................................................. 410
B.18 ПОЛЬЗОВАТЕЛЬСКАЯ МАКРОПРОГРАММА ТИПА
ПРЕРЫВАНИЯ ......................................................................................... 410
B.18.1 Различия в способах задания ............................................................................. 410
B.18.2 Различия в отображении диагностики .............................................................. 410
B.19 ВВОД ПРОГРАММИРУЕМОГО ПАРАМЕТРА (G10) .............................. 410
B.19.1 Различия в способах задания ............................................................................. 410
B.19.2 Различия в отображении диагностики .............................................................. 410
B.20 УПРАВЛЕНИЕ С РАСШИРЕННЫМ ПРЕДПРОСМОТРОМ ................... 411
B.20.1 Различия в способах задания ............................................................................. 411
B.20.2 Различия в отображении диагностики .............................................................. 412
B.21 ФУНКЦИЯ ВЫБОРА УСЛОВИЯ ОБРАБОТКИ ....................................... 413
B.21.1 Различия в способах задания ............................................................................. 413
B.21.2 Различия в отображении диагностики .............................................................. 413
B.22 СИНХРОННОЕ УПРАВЛЕНИЕ ОСЯМИ ................................................. 414
B.22.1 Различия в способах задания ............................................................................. 414
B.22.2 Различия в отображении диагностики .............................................................. 417
B.23 ПРОИЗВОЛЬНОЕ УПРАВЛЕНИЕ НАКЛОННЫМИ ОСЯМИ .................. 418
B.23.1 Различия в способах задания ............................................................................. 418
B.23.2 Различия в отображении диагностики .............................................................. 418
B.24 ОТОБРАЖЕНИЕ НАРАБОТКИ И КОЛИЧЕСТВА ДЕТАЛЕЙ .................. 419
B.24.1 Различия в способах задания ............................................................................. 419
B.24.2 Различия в отображении диагностики .............................................................. 419
B.25 РУЧНАЯ ПОДАЧА С ПОМОЩЬЮ МАХОВИЧКА .................................... 420
B.25.1 Различия в способах задания ............................................................................. 420
B.25.2 Различия в отображении диагностики .............................................................. 420
B.26 УПРАВЛЕНИЕ ОСЯМИ ПКД .................................................................... 421
B.26.1 Различия в способах задания ............................................................................. 421
B.26.2 Различия в отображении диагностики .............................................................. 425
B.27 ВЫЗОВ ВНЕШНЕЙ ПОДПРОГРАММЫ (M198) ...................................... 426
B.27.1 Различия в способах задания ............................................................................. 426
B.27.2 Различия в отображении диагностики .............................................................. 426
B.28 ПОИСК НОМЕРА ПОСЛЕДОВАТЕЛЬНОСТИ ........................................ 427
B.28.1 Различия в способах задания ............................................................................. 427
B.28.2 Различия в отображении диагностики .............................................................. 427
B.29 ПРОВЕРКА СОХРАНЕННОГО ХОДА ..................................................... 428
B.29.1 Различия в способах задания ............................................................................. 428
B.29.2 Различия в отображении диагностики .............................................................. 429
B.30 СОХРАНЕННАЯ КОРРЕКЦИЯ ПОГРЕШНОСТИ ШАГА ........................ 430
B.30.1 Различия в способах задания ............................................................................. 430
B.30.2 Различия в отображении диагностики .............................................................. 430
c-6
Page 19

B-64304RU-1/02 СОДЕРЖАНИЕ
B.31 ФУНКЦИЯ ОЧИСТКИ ЭКРАНА И ФУНКЦИЯ АВТОМАТИЧЕСКОЙ
ОЧИСТКИ ЭКРАНА .................................................................................. 431
B.31.1 Различия в способах задания ............................................................................. 431
B.31.2 Различия в отображении диагностики .............................................................. 431
B.32 СБРОС И ПЕРЕМОТКА ........................................................................... 432
B.32.1 Различия в способах задания ............................................................................. 432
B.32.2 Различия в отображении диагностики .............................................................. 432
B.33 РУЧНОЕ АБСОЛЮТНОЕ ВКЛЮЧЕНИЕ И ВЫКЛЮЧЕНИЕ ................... 433
B.33.1 Различия в способах задания ............................................................................. 433
B.33.2 Различия в отображении диагностики .............................................................. 433
B.34 СИГНАЛ ЗАЩИТЫ ПАМЯТИ ДЛЯ ПАРАМЕТРА ЧПУ ............................ 434
B.34.1 Различия в способах задания ............................................................................. 434
B.34.2 Различия в отображении диагностики .............................................................. 434
B.35 ВНЕШНИЙ ВВОД ДАННЫХ ..................................................................... 434
B.35.1 Различия в способах задания ............................................................................. 434
B.35.2 Различия в отображении диагностики .............................................................. 435
B.36 ФУНКЦИЯ СЕРВЕРА ДАННЫХ ............................................................... 436
B.36.1 Различия в способах задания ............................................................................. 436
B.36.2 Различия в отображении диагностики .............................................................. 436
B.37 ДИСПЕТЧЕР ЧПУ POWER MATE ........................................................... 436
B.37.1 Различия в способах задания ............................................................................. 436
B.37.2 Различия в отображении диагностики .............................................................. 436
B.38 БАРЬЕР ДЛЯ ПАТРОНА И ЗАДНЕЙ БАБКИ .......................................... 437
B.38.1 Различия в способах задания ............................................................................. 437
B.38.2 Различия в отображении диагностики .............................................................. 437
B.39 ОТВОД В ЦИКЛЕ НАРЕЗАНИЯ РЕЗЬБЫ (СТАНДАРТНЫЙ ЦИКЛ
ОБРАБОТКИ РЕЗАНИЕМ/МНОГОКРАТНО ПОВТОРЯЕМЫЙ
СТАНДАРТНЫЙ ЦИКЛ ОБРАБОТКИ РЕЗАНИЕМ) ................................ 438
B.39.1 Различия в способах задания ............................................................................. 438
B.39.2 Различия в отображении диагностики .............................................................. 438
B.40 ИНТЕРПОЛЯЦИИ В ПОЛЯРНЫХ КООРДИНАТАХ ............................... 439
B.40.1 Различия в способах задания ............................................................................. 439
B.40.2 Различия в отображении диагностики .............................................................. 440
B.41 КОНТРОЛЬ СТОЛКНОВЕНИЙ КОНТУРОВ (2-КОНТУРНОЕ
УПРАВЛЕНИЕ) ......................................................................................... 440
B.41.1 Различия в способах задания ............................................................................. 440
B.41.2 Различия в отображении диагностики .............................................................. 440
B.42 СИНХРОННОЕ УПРАВЛЕНИЕ И СМЕШАННОЕ УПРАВЛЕНИЕ
(ДВУХКОНТУРНОЕ УПРАВЛЕНИЕ)........................................................ 441
B.42.1 Различия в способах задания ............................................................................. 441
B.42.2 Различия в отображении диагностики .............................................................. 444
B.43 СОВМЕЩЕННОЕ УПРАВЛЕНИЕ (2-КОНТУРНОЕ УПРАВЛЕНИЕ) ..... 445
B.43.1 Различия в способах задания ............................................................................. 445
B.43.2 Различия в отображении диагностики .............................................................. 446
B.44 СМЕЩЕНИЕ ОСИ Y ................................................................................. 446
B.44.1 Различия в способах задания ............................................................................. 446
B.44.2 Различия в отображении диагностики .............................................................. 446
B.45 КОРРЕКЦИЯ НА ИНСТРУМЕНТ/КОРРЕКЦИЯ НА РАДИУС
ВЕРШИНЫ ИНСТРУМЕНТА .................................................................... 447
B.45.1 Различия в способах задания ............................................................................. 447
B.45.2 Различия в отображении диагностики .............................................................. 451
c-7
Page 20

СОДЕРЖАНИЕ B-64304RU-1/02
B.46 СТАНДАРТНЫЙ ЦИКЛ СВЕРЛЕНИЯ ..................................................... 452
B.46.1 Различия в способах задания ............................................................................. 452
B.46.2 Различия в отображении диагностики .............................................................. 453
B.47 СТАНДАРТНЫЙ ЦИКЛ /МНОГОКРАТНО ПОВТОРЯЕМЫЙ
СТАНДАРТНЫЙ ЦИКЛ ............................................................................. 454
B.47.1 Различия в способах задания ............................................................................. 454
B.47.2 Различия в отображении диагностики .............................................................. 454
B.48 СТАНДАРТНЫЙ ЦИКЛ ШЛИФОВАНИЯ ................................................. 455
B.48.1 Различия в способах задания ............................................................................. 455
B.48.2 Различия в отображении диагностики .............................................................. 455
B.49 МНОГОКРАТНО ПОВТОРЯЕМЫЙ СТАНДАРТНЫЙ ЦИКЛ
ОБТАЧИВАНИЯ ....................................................................................... 456
B.49.1 Различия в способах задания ............................................................................. 456
B.49.2 Различия в отображении диагностики .............................................................. 459
B.50 СНЯТИЕ ФАСКИ И РАДИУСНАЯ ОБРАБОТКА УГЛОВ ........................ 460
B.50.1 Различия в способах задания ............................................................................. 460
B.50.2 Различия в отображении диагностики .............................................................. 460
B.51 ПРОГРАММИРОВАНИЕ С ПРЯМЫМ ВВОДОМ РАЗМЕРОВ
ЧЕРТЕЖА ................................................................................................. 460
B.51.1 Различия в способах задания ............................................................................. 460
B.51.2 Различия в отображении диагностики .............................................................. 460
c-8
Page 21

I. ОБЩИЕ СВЕДЕНИЯ
Page 22

Page 23
B-64304RU-1/02 ОБЩИЕ СВЕДЕНИЯ 1.ОБЩИЕ СВЕДЕНИЯ
1 ОБЩИЕ СВЕДЕНИЯ
Настоящее руководство состоит из следующих частей:
О настоящем руководстве
I. ОБЩИЕ СВЕДЕНИЯ
Описана организация глав, применимые модели, связанные руководства и примечания по
чтению настоящего руководства.
II. ПРОГРАММИРОВАНИЕ
Описаны все функции: Формат, используемый для программирования функций на языке ЧПУ,
характеристики и ограничения.
III. РАБОТА
Описана работа со станком в автоматическом и ручном режимах, процедуры ввода/вывода
данных и процедуры редактирования
ПРИЛОЖЕНИЕ
Перечень параметров, диапазон действительных данных и сигналов об ошибке.
ПРИМЕЧАНИЕ
1 В настоящем руководстве описываются функции, которые работают для
контурного управления в серии T. Информацию о других функциях,
относящихся не только к серии T, см. в руководстве по эксплуатации
(общее для системы токарного станка и системы обрабатывающего центра)
(B-64304RU).
2 Некоторые функции, описанные в настоящем руководстве, нельзя
применить к некоторым продуктам. Подробную информацию см. в
руководстве ОПИСАНИЯ (B-64302RU).
3 Настоящее руководство не описывает параметров, которые не упомянуты в
этом тексте. Подробные сведения об этих параметрах см. в руководстве по
параметрам (B-64310RU).
Параметры используются для предварительного задания функций и рабочих
условий станка с ЧПУ, а также часто используемых значений. Обычно
параметры станка задаются на заводе-изготовителе, таким образом,
оператор может использовать станок без затруднений.
4 В настоящем руководстве описываются не только основные функции, а
также дополнительные функции. В данном руководстве, составленном
изготовителем станка, найдите опции, включенные в Вашу систему.
Применимые модели
В настоящем руководстве описываются следующие модели, которые относятся к категории
«Nano CNC».
Систему «Nano CNC», в которой реализована высокоточная механическая обработка, можно
создать сочетанием этих моделей и высокоскоростных, высокоточных сервоконтроллеров.
В тексте, к обозначению модели могут добавляться сокращения, как указано ниже.
Наименование модели Сокращение
FANUC Серия 0i-TD
FANUC Серия 0i Mate-TD
программы.
0i-TD Серия 0i-TD
0i Mate-TD Серия 0i Mate-TD
- 3 -
Page 24
1.ОБЩИЕ СВЕДЕНИЯ ОБЩИЕ СВЕДЕНИЯ B-64304RU-1/02
ПРИМЕЧАНИЕ
1 Для наглядности эти модели можно классифицировать как показано ниже:
- Серия T: 0i -TD / 0i Mate -TD
2 Некоторые функции, описанные в настоящем руководстве, нельзя
применить к некоторым продуктам.
Подробную информацию см. в руководстве «Описания» (B-64302RU).
3 В станках 0i-D / 0i Mate-D для включения или выключения некоторых
основных функций задание параметров не требуется.
См. эти параметры в разделе 4.51, «ПАРАМЕТРЫ ОСНОВНЫХ ФУНКЦИЙ
0i-D / 0i Mate-D» в «РУКОВОДСТВЕ ПО ПАРАМЕТРАМ»
(B-64310RU).
Специальные обозначения
В данном руководстве используются следующие символы:
-IP
Указывает комбинацию осей, например X_ Y_ Z_
Числовое значение, такое как координатное значение, помещается в подчеркнутом виде после
каждого адреса (используется в ПРОГРАММИРОВАНИИ).
- ;
Отображает конец блока. Соответствует коду LF системы ISO или коду CR системы EIA.
Соответствующие руководства для серии 0i-D, серии 0i Mate-D
В таблице ниже приведены руководства, относящиеся к серии 0i-D, серии 0i Mate-D.
Настоящее руководство отмечено звездочкой(*).
Таблица 1 Соответствующие руководства
Название руководства Номер спецификации
ОПИСАНИЯ B-64302RU
РУКОВОДСТВО ПО СВЯЗИ (ОБОРУДОВАНИЕ) B-64303RU
РУКОВОДСТВО ПО СВЯЗИ (ФУНКЦИОНИРОВАНИЕ) B-64303RU-1
РУКОВОДСТВО ПО ЭКСПЛАУТАЦИИ (общее для систем токарных станков/центров
обработки)
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ (для системы токарных станков) B-64304RU-1 *
РУКОВОДСТВО ОПЕРАТОРА (для системы центров обработки) B-64304RU-2
РУКОВОДСТВО ПО ТЕХОБСЛУЖИВАНИЮ B-64305RU
РУКОВОДСТВО ПО ПАРАМЕТРАМ B-64310RU
РУКОВОДСТВО ПО ВВОДУ В ЭКСПЛУАТАЦИЮ B-64304RU-3
ПРОГРАММИРОВАНИЕ
Компилятор макросов / Исполнитель макросов
РУКОВОДСТВО ПО ПРОГРАММИРОВАНИЮ
Компилятор макрокоманд. РУКОВОДСТВО ОПЕРАТОРА B-64304RU-5
РУКОВОДСТВО ПО ПРОГРАММИРОВАНИЮ на языке программирования С B-64303RU-3
PMC
РУКОВОДСТВО ПО ПРОГРАММИРОВАНИЮ PMC B-64393RU
Сеть
РУКОВОДСТВО ПО ПОДКЛЮЧЕНИЮ платы PROFIBUS-DP B-64403RU
Быстрый Ethernet / Быстрый сервер данных, РУКОВОДСТВО ОПЕРАТОРА B-64414RU
РУКОВОДСТВО ПО ПОДКЛЮЧЕНИЮ платы DeviceNet B-64443RU
РУКОВОДСТВО ПО ПОДКЛЮЧЕНИЮ платы FL-net B-64453RU
B-64304RU
B-64303RU-2
- 4 -
Page 25
B-64304RU-1/02 ОБЩИЕ СВЕДЕНИЯ 1.ОБЩИЕ СВЕДЕНИЯ
Название руководства Номер спецификации
Двойная проверка безопасности
РУКОВОДСТВО ПО ПОДКЛЮЧЕНИЮ двойного контроля безопасности B-64303RU-4
Функция управления операцией
РУКОВОДСТВО ПО РУЧНОМУ УПРАВЛЕНИЮ i
(общее для системы токарного станка / многоцелевого станка) РУКОВОДСТВО ПО
ЭКСПЛУАТАЦИИ
РУКОВОДСТВО ПО РУЧНОМУ УПРАВЛЕНИЮ i (для системы обрабатывающих центров)
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
РУКОВОДСТВО ПО РУЧНОМУ УПРАВЛЕНИЮ i (Функции по настройке)
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
РУКОВОДСТВО ПО РУЧНОМУ УПРАВЛЕНИЮ 0i РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ TURN MATE i
B-63874RU
B-63874RU-2
B-63874RU-1
B-64434RU
B-64254RU
Соответствующие руководства к СЕРВОДВИГАТЕЛЮ серии αi/βi
В следующей таблице приведены руководства для СЕРВОДВИГАТЕЛЕЙ серии αi/βi
Таблица 2 Соответствующие руководства
Название руководства Номер спецификации
СЕРВОДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА FANUC серия αi
ОПИСАНИЯ
ДВИГАТЕЛЬ ШПИНДЕЛЯ ПЕРЕМЕННОГО ТОКА FANUC серия αi
ОПИСАНИЯ
СЕРВОДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА FANUC серия βi
ОПИСАНИЯ
ДВИГАТЕЛЬ ШПИНДЕЛЯ ПЕРЕМЕННОГО ТОКА FANUC серия βi
ОПИСАНИЯ
СЕРВОУСИЛИТЕЛЬ FANUC серия αi
ОПИСАНИЯ
СЕРВОУСИЛИТЕЛЬ FANUC серия βi
ОПИСАНИЯ
СЕРВОДВИГАТЕЛЬ FANUC серия αis
СЕРВОДВИГАТЕЛЬ FANUC серия αi
ДВИГАТЕЛЬ ШПИНДЕЛЯ ПЕРЕМЕННОГО ТОКА FANUC серия αi
СЕРВОУСИЛИТЕЛЬ FANUC серия αi
РУКОВОДСТВО ПО ТЕХОБСЛУЖИВАНИЮ
СЕРВОДВИГАТЕЛЬ FANUC серия βis
ДВИГАТЕЛЬ ШПИНДЕЛЯ ПЕРЕМЕННОГО ТОКА FANUC серия βi
СЕРВОУСИЛИТЕЛЬ FANUC серия βi
РУКОВОДСТВО ПО ТЕХОБСЛУЖИВАНИЮ
СЕРВОДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА FANUC серия αi/βi ,
ЛИНЕЙНЫЙ ДВИГАТЕЛЬ FANUC серии LiS
ВСТРОЕННЫЙ СИНХРОННЫЙ СЕРВОДВИГАТЕЛЬ FANUC серии D iS, РУКОВОДСТВО ПО
ПАРАМЕТРАМ
ДВИГАТЕЛЬ ШПИНДЕЛЯ ПЕРЕМЕННОГО ТОКА FANUC серия αi/βi ,
ВСТРОЕННЫЙ ДВИГАТЕЛЬ ШПИНДЕЛЯ серии Bi
РУКОВОДСТВО ПО ПАРАМЕТРАМ
В данном руководстве в основном предполагается, что используется серводвигатель FANUC серии
αi. Информацию по серводвигателю и шпинделю смотрите в руководствах к серводвигателю и
шпинделю, которые подсоединены в данный момент.
B-65262RU
B-65272RU
B-65302RU
B-65312RU
B-65282RU
B-65322RU
B-65285RU
B-65325RU
B-65270RU
B-65280RU
- 5 -
Page 26
1.ОБЩИЕ СВЕДЕНИЯ ОБЩИЕ СВЕДЕНИЯ B-64304RU-1/02
Д
1.1 ОБЩАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ РАБОТЫ НА
СТАНКЕ С ЧПУ
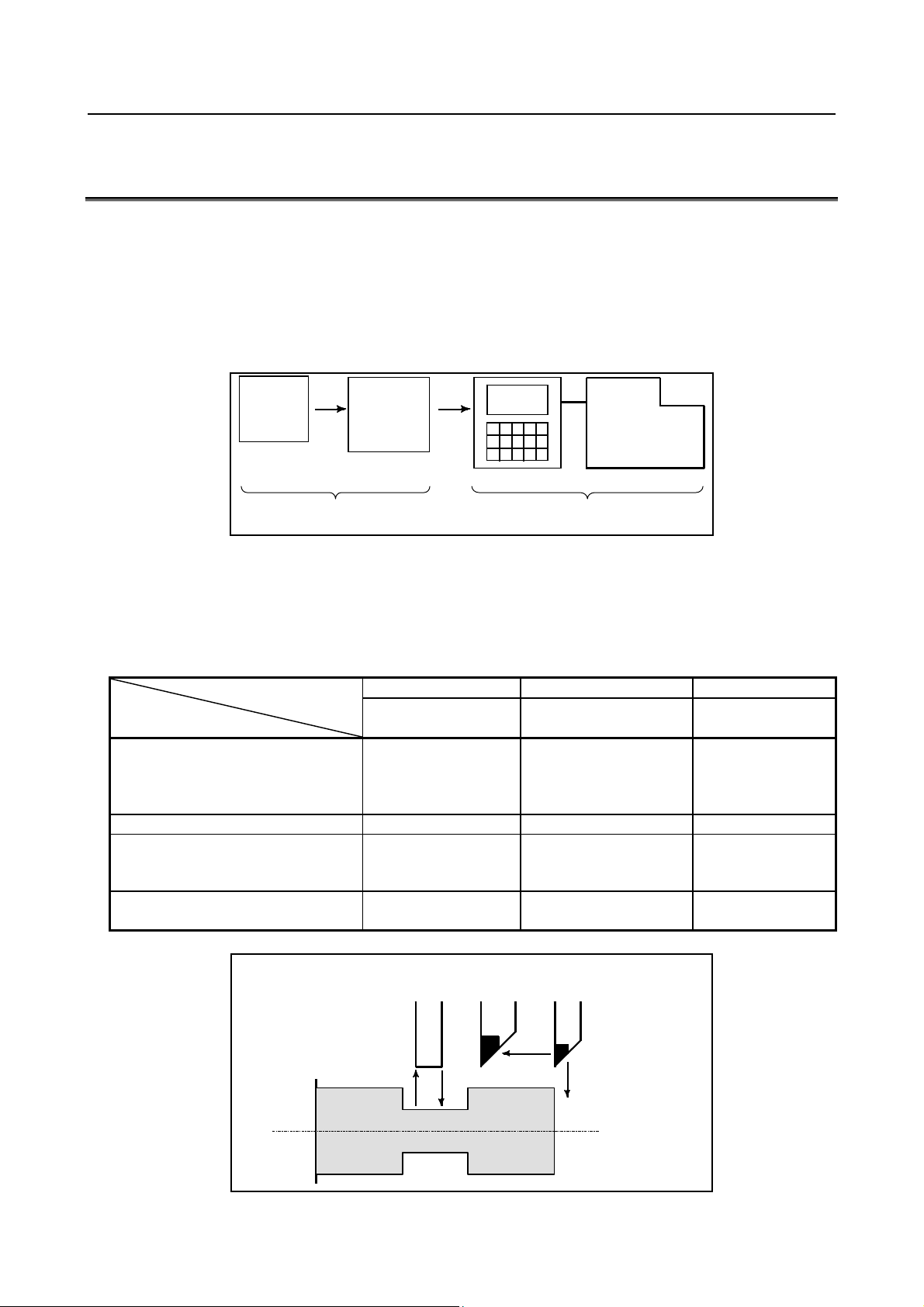
Для обработки детали с помощью станка с ЧПУ сначала создайте программу, затем приступайте к
работе на станке с ЧПУ с использованием этой программы.
(1) Для работы на станке с ЧПУ сначала создайте программу на основе чертежа детали.
Создание программы описано в части II, «Программирование».
(2) Программа должна быть считана системой ЧПУ. Затем
инструменты и запустите инструменты в соответствии с программой. Затем выполните
обработку.
Эксплуатация системы ЧПУ описана в части III, «Эксплуатация».
Чертеж
детали
Программа
обработки
детали
ЧПУ Станок
установите на станке заготовки и
ЧАСТЬ II,
«ПРОГРАММИРОВАНИЕ»
ЧАСТЬ III, «РАБОТА»
Прежде чем приступать к программированию, составьте план обработки детали.
План обработки
1. Определение диапазона обработки деталей
2. Способ крепления заготовок на станке
3. Последовательность выполнения всех процессов обработки
4. Режущий инструмент и условия резания
Выберите соответствующий метод для каждого процесса резания.
Процесс резания
Порядок
выполнения резания
1. Способ резания:
Черновое
Получистовое
Чистовое
2. Режущие инструменты
3. Условия резания :
Скорость подачи
Глубина резания
4. Траектория перемещения
инструмента
Резание на торцевой
1 2 3
Резание по внешнему
поверхности
диаметру
Проточка
канавок
Обтачивание
Подрезка торца
Проточка канавок
еталь
- 6 -
Page 27
B-64304RU-1/02 ОБЩИЕ СВЕДЕНИЯ 1.ОБЩИЕ СВЕДЕНИЯ
Создайте программу для траектории прохождения инструмента и условий резания в соответствии с
формой заготовки для каждого резания.
1.2 ПРИМЕЧАНИЯ ПО ЧТЕНИЮ НАСТОЯЩЕГО
РУКОВОДСТВА
ПРЕДОСТЕРЕЖЕНИЕ
1 Функционирование всех систем станка с ЧПУ зависит не только от ЧПУ, но и
от сочетания других факторов: самого станка, шкафа с магнитным
экранированием, сервосистемы, устройства ЧПУ, пультов оператора и т.д.
Очень сложно описать функционирование, программирование и работу сразу
для всех сочетаний. Как правило, в настоящем руководстве вышеуказанное
описывается с точки зрения ЧПУ. Таким образом, для получения более
подробной информации по конкретному станку с ЧПУ см. руководство,
изданное изготовителем станка, которое имеет приоритет перед настоящим
руководством.
2 В поле верхнего колонтитула на каждой станице настоящего руководства
приводится название главы, таким образом читатель может легко найти
необходимую информацию.
Найдя требуемый заголовок, читатель может обратиться только к
необходимым разделам.
3 В настоящем руководстве описывается максимально возможное количество
приемлемых вариантов использования оборудования. В руководстве не
затрагиваются все комбинации свойств, опций и команд, которые не следует
применять.
Если конкретная операция не описана в руководстве, ее применять не следует.
1.3 ПРИМЕЧАНИЯ ПО РАЗЛИЧНЫМ ТИПАМ ДАННЫХ
ПРЕДОСТЕРЕЖЕНИЕ
Программы по обработке, параметры, данные по коррекции и т.д. сохраняются
во внутренней энергонезависимой памяти ЧПУ. Как правило, эти параметры
не теряются при включении/ выключении питания. Однако может возникнуть
состояние, при котором ценные данные, сохраненные в энергонезависимой
памяти, подлежат удалению вследствие стирания в результате
неправильных действий или при устранении неисправности. Для быстрого
восстановления данные при возникновении такого рода проблем
рекомендуется заранее создавать резервные копии различных видов
данных.
- 7 -
Page 28

Page 29
II. ПРОГРАММИРОВАНИЕ
Page 30

Page 31

B-64304RU-1/02 ПРОГРАММИРОВАНИЕ 1.ОБЩИЕ СВЕДЕНИЯ
1 ОБЩИЕ СВЕДЕНИЯ
Глава 1, "ОБЩИЕ СВЕДЕНИЯ", состоит из следующих разделов:
1.1 КОРРЕКЦИЯ ..................................................................................................................................... 11
1.1 КОРРЕКЦИЯ
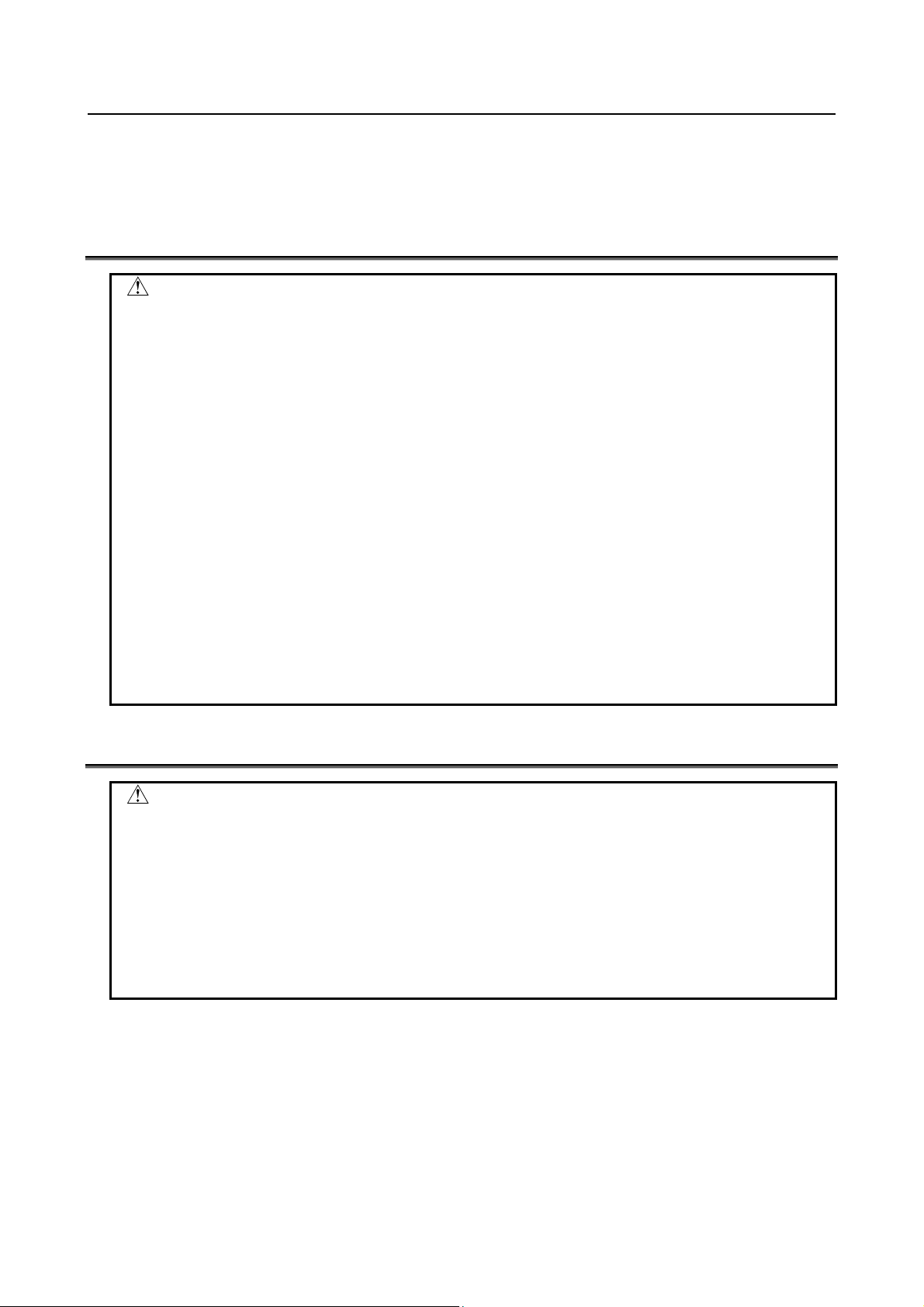
Пояснение
- Коррекция на инструмент
Как правило, для обработки одной заготовки используется несколько инструментов. Инструменты
имеют разную длину. Изменение программы с учетом инструментов проблематично.
Следовательно, необходимо заранее измерить длину каждого инструмента. Задав разницу между
длиной стандартного инструмента и длиной каждого инструмента в ЧПУ (см. раздел “Настройка и
отображение данных” в Руководстве по эксплуатации (общем для системы
системы центра обработки)), можно выполнять обработку, не меняя программы, даже если
происходит смена инструмента. Такая функция называется коррекцией на инструмент.
Стандартный
инструмент
Инструмент
для чистовой
обработки
Резьбонарезной
инструмент
токарного станка /
Деталь
Инструмент
для черновой
обработки
Рис. 1.1 (a) Коррекция на инструмент
Канавочный
резец
- 11 -
Page 32

2. ПОДГОТОВИТЕЛЬНАЯ
ФУНКЦИЯ (G-ФУНКЦИЯ)
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
2 ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ
(G-ФУНКЦИЯ)
Номер, стоящий за G-адресом, определяет значение команды для соответствующего блока.
G-коды разделены на следующие два типа.
Тип Значение
Однократный G-код G-код действует только в том блоке, в котором задан.
Модальный G-код G-код действует до задания другого G-кода той же группы.
(Пример)
G01 и G00 являются модальными G-кодами в группе 01.
G01 X_ ;
Z_ ; G01 действует только в данном диапазоне.
X_ ;
G00 Z_ ; G00 действует только в данном диапазоне.
X_ ;
G01 X_ ;
:
Существует три системы G-кодов в системе токарного станка: A,B и C (Таблица 2(a)). Выберите
систему G-кода с помощью битов 6 (GSB) и 7 (GSC) параметра 3401. Обычно в руководстве по
эксплуатации описывается использование системы G-кодов A, за исключением случаев
описываемый элемент может использовать только систему G-кодов B или C. В таких случаях
описывается использование системы G-кодов B или C.
Пояснение
1. Если при включении электропитания или сбросе устанавливается состояние очистки
(параметр CLR (№ 3402#6)), модальные G-коды переводятся в описанные ниже состояния.
(1) Модальные G-коды переводятся в состояния, отмеченные
(2) G20 и G21 остаются без изменений, когда при включении питания или сбросе задается
состояние очистки.
(3) Какое состояние G22 или G23 при включении питания задается параметром G23
(№ 3402#7). Однако G22 и G23 сохраняются, если состояние очистки устанавливается при
сбросе.
(4) Пользователь может установить G00 или G01 установив параметр G01 (№ 3402#0).
(5) Пользователь может установить G90 или G91, установив параметр
Когда используется система G-кодов B или С в системе токарного станка, задание
параметра G91 (№ 3402#3) определяет действующий код, либо G90, либо G91.
2. G-коды в группе 00, кроме G10 и G11, являются однократными G-кодами.
3. Если задан G-код, не указанный в списке G-кодов, или задан G-код без указания
соответствующей опции, выводится сигнал об ошибке PS0010.
4. В одном
группам. Если в одном блоке задается несколько G-кодов, принадлежащих одной группе, то
действителен только G-код, заданный последним.
5. Если G-код группы 01 задан для сверления, стандартный цикл для сверления отменяется. Это
означает, что устанавливается то же состояние, что и при задании G80.
G-коды группы 01 не влияет G-код, задающий стандартный цикл.
6. Когда используется система G-кодов А, выбор программирования в абсолютных значениях
или приращениях осуществляется не G-кодом (G90/G91), а адресным словом (X/U, Z/W, C/H,
Y/V). Только начальный уровень представлен в точке возврата стандартного цикла для
сверления.
7. G-коды указываются группой.
блоке можно задавать несколько G-кодов, если все G-коды принадлежат к разным
- 12 -
, как указано в таблице 2.
G91 (№ 3402#3).
Отметьте, что на
, когда
Page 33

2.ПОДГОТОВИТЕЛЬНАЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
Таблица 2 Перечень G-кодов
Система G-кодов
A B C
G00 G00 G00
G01 G01 G01 Линейная интерполяция (рабочая подача)
G02 G02 G02
G03 G03 G03
G04 G04 G04
G05.4 G05.4 G05.4
G07.1
(G107)
G08 G08 G08 Управление с расширенным предпросмотром
G09 G09 G09 Точная остановка
G10 G10 G10 Ввод программируемых данных
G11 G11 G11 Отмена режима ввода программируемых данных
G12.1
(G112)
G13,1
(G113)
G17 G17 G17
G18 G18 G18 Выбор плоскости ZpXp
G19 G19 G19 Выбор плоскости YpZp
G20 G20 G70
G21 G21 G71 Ввод в мм
G22 G22 G22
G23 G23 G23 Функция проверки сохраненного хода выкл
G25 G25
G26 G26
G27 G27 G27
G28 G28 G28 Возврат на референтную позицию
G30 G30 G30 2-й, 3-й и 4-й возврат на референтную позицию
G31 G31 G31 Функция пропуска
G32 G33 G33
G34 G34 G34 Нарезание резьбы с переменным шагом
G36 G36 G36 Автоматическая коррекция инструмента (ось X)
G37 G37 G37 Автоматическая коррекция инструмента (ось Z)
G39 G39 G39
G40 G40 G40
G41 G41 G41 Коррекция на радиус вершины инструмента : влево
G42 G42 G42 Коррекция на радиус вершины инструмента : вправо
G50 G92 G92
G50,3 G92,1 G92,1 Предварительная установка системы координат заготовки
G50,2
(G250)
G51,2
(G251)
G07.1
(G107)
G12.1
(G112)
G13,1
(G113)
G50,2
(G250)
G51,2
(G251)
G07.1
(G107)
G12.1
(G112)
G13,1
(G113)
G25
G26 Обнаружение отклонений от заданной скорости шпинделя вкл
G50,2
(G250)
G51,2
(G251)
Группа Функция
Позиционирование (ускоренный подвод)
01
00
21
16
06
09
08
00
01
07
00
20
Круговая интерполяция по часовой стрелке или винтовая
интерполяция по часовой стрелке
Круговая интерполяция против часовой стрелки или винтовая
интерполяция против часовой стрелки
Задержка
HRV3 вкл/выкл
Цилиндрическая интерполяция
Режим интерполяции в полярных координатах
Режим отмены интерполяции в полярных координатах
Выбор плоскости XpYp
Ввод в дюймах
Функция проверки сохраненного хода вкл
Обнаружение отклонений от заданной скорости шпинделя выкл
Проверка возврата на референтную позицию
Нарезание резьбы
Коррекция на радиус вершины инструмента : интерполяция
закругления углов
Коррекция на радиус вершины инструмента : отмена
Установка системы координат или ограничение максимальной
скорости шпинделя
Отмена обтачивания многогранника
Обтачивание многогранника
ФУНКЦИЯ (G-ФУНКЦИЯ)
- 13 -
Page 34

2. ПОДГОТОВИТЕЛЬНАЯ
ФУНКЦИЯ (G-ФУНКЦИЯ)
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
Таблица 2 Перечень G-кодов
Система G-кодов
A B C
G50,4 G50,4 G50,4
G50,5 G50,5 G50,5 Отмена смешанного управления
G50,6 G50,6 G50,6 Отмена совмещенного управления
G51,4 G51,4 G51,4 Пуск синхронного управления
G51,5 G51,5 G51,5 Пуск смешанного управления
G51,6 G51,6 G51,6 Пуск совмещенного управления
G52 G52 G52 Установка локальной системы координат
G53 G53 G53 Установка системы координат станка
G54 G54 G54
G55 G55 G55 Выбор системы координат заготовки 2
G56 G56 G56 Выбор системы координат заготовки 3
G57 G57 G57 Выбор системы координат заготовки 4
G58 G58 G58 Выбор системы координат заготовки 5
G59 G59 G59 Выбор системы координат заготовки 6
G61 G61 G61
G63 G63 G63 Режим нарезания резьбы метчиком
G64 G64 G64 Режим обработки резанием
H90 H90 H90 00 Вызов макропрограммы
G66 G66 G66
G67 G67 G67 Отмена модального вызова макропрограммы
G68 G68 G68
G69 G69 G69
G70 G70 G72
G71 G71 G73 Удаление припусков при точении
G72 G72 G74 Удаление припусков при торцевой обработке
G73 G73 G75 Цикл повтора схемы
G74 G74 G76
G75 G75 G77 Цикл сверления по внешнему/внутреннему диаметру
G76 G76 G78 Цикл нарезания многозаходной резьбы
G71 G71 G72
G72 G72 G73
G73 G73 G74 Цикл виброшлифования (для шлифовального станка)
G74 G74 G75
G80 G80 G80
G81 G81 G81
G82 G82 G82 Цилиндрическое зенкование (формат FS10/11-T)
G83 G83 G83 Цикл сверления торцевой поверхности
G83,1 G83,1 G83,1
G84 G84 G84 Цикл нарезания резьбы метчиком на торцевой поверхности
G84,2 G84,2 G84,2 Жесткий цикл нарезания резьбы метчиком (формат FS10/11-T)
G85 G85 G85
G87 G87 G87 Цикл сверления боковой поверхности
G88 G88 G88 Цикл нарезания резьбы метчиком на боковой поверхности
G89 G89 G89 Цикл растачивания боковой поверхности
Группа Функция
Отмена синхронного управления
00
Выбор системы координат заготовки 1
14
Режим точной остановки
15
12
04
00
01
10
10
Модальный вызов макропрограммы
Зеркальное отображение для двойной револьверной головки вкл.
или режим сбалансированного резания
Зеркальное отображение для двойной револьверной головки выкл.
или отмена режима сбалансированного резания
Цикл чистовой обработки
Цикл сверления торцевой поверхности с периодическим выводом
сверла
Цикл шлифования на проход (для шлифовального станка)
Цикл шлифования на проход/прямого определения размера (для
шлифовального станка)
Цикл виброшлифования/прямого определения размера (для
шлифовального станка)
Отмена стандартного цикла сверления
Электронный редуктор: отмена синхронизации
Центровочное сверление (формат FS10/11-T)
Электронный редуктор: пуск синхронизации
Цикл скоростного сверления с периодическим выводом сверла
(формат FS10/11T)
Цикл растачивания торцевой поверхности
- 14 -
Page 35

2.ПОДГОТОВИТЕЛЬНАЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
Таблица 2 Перечень G-кодов
Система G-кодов
A B C
G90 G77 G20
G92 G78 G21 Цикл нарезания резьбы
G94 G79 G24 Цикл обтачивания торцевой поверхности
G91,1 G91,1 G91,1 00 Проверка максимальной заданной величины приращения
G96 G96 G96
G97 G97 G97 Отмена контроля постоянства скорости перемещения у поверхности
G96,1 G96,1 G96,1
G96,2 G96,2 G96,2 Выполнение индексирования шпинделя (без ожидания завершения)
G96,3 G96,3 G96,3 Проверка завершения индексирования шпинделя
G96,4 G96,4 G96,4 Режим управления скоростью SV ВКЛ
G98 G94 G94
G99 G95 G95 Подача за оборот
- G90 G90
- G91 G91 Инкрементное программирование
- G98 G98
- G99 G99 Постоянный цикл: Возврат к уровню точки R
Группа Функция
Цикл обработки по внешнему/внутреннему диаметру
01
02
00
05
03
11
Контроль постоянства скорости резания
Выполнение индексирования шпинделя (ожидание завершения)
Подача в минуту
Абсолютное программирование
Постоянный цикл: возврат к начальному уровню
ФУНКЦИЯ (G-ФУНКЦИЯ)
- 15 -
Page 36

3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ B-64304RU-1/02
3 ФУНКЦИЯ ИНТЕРПОЛЯЦИИ
глава 3, "ФУНКЦИЯ ИНТЕРПОЛЯЦИИ", состоит из следующих разделов:
3.1 ИНТЕРПОЛЯЦИЯ В ПОЛЯРНЫХ КООРДИНАТАХ (G12.1, G13.1)......................................... 16
3.2 НАРЕЗАНИЕ РЕЗЬБЫ С ПОСТОЯННЫМ ШАГОМ (G32)......................................................... 24
3.3 НАРЕЗАНИЕ РЕЗЬБЫ ПЕРЕМЕННОГО ШАГА (G34) ............................................................... 28
3.4 НЕПРЕРЫВНОЕ НАРЕЗАНИЕ РЕЗЬБЫ ....................................................................................... 29
3.5 НАРЕЗАНИЕ МНОГОЗАХОДНОЙ РЕЗЬБЫ ................................................................................ 29
3.1 ИНТЕРПОЛЯЦИЯ В ПОЛЯРНЫХ КООРДИНАТАХ
(G12.1, G13.1)
Краткий обзор
Интерполяция в полярных координатах является функцией, которая осуществляет контурное
управление при преобразовании команды, запрограммированной в декартовой системе координат,
в перемещение по линейной оси (перемещение инструмента) и перемещение по оси вращения
(вращение заготовки). Эта функция полезна при резании передней поверхности и шлифовании
распределительного вала для обтачивания.
Формат
G12,1 ; Запускается режим интерполяции в полярных координатах
(включает интерполяцию в полярных координатах).
Задайте линейную или круговую интерполяцию с помощью координат в
декартовой системе координат, состоящую из линейной оси и оси
вращения (псевдооси).
G13,1 ; Отменен режим интерполяции в полярных координатах (для того, чтобы
не выполнять интерполяцию в полярных координатах).
Задайте G12.1 и G13.1 в отдельных блоках.
G112 и G113 могут быть использованы вместо G12.1 и G13.1, соответственно.
Пояснение
- Режим интерполяции в полярных координатах (G12.1)
Оси при интерполяции в полярных координатах (линейная ось и ось вращения) должны быть
заданы заранее, с соответствующими параметрами. Задание G12.1 помещает систему в режим
интерполяции в полярных координатах, и выбирает плоскость (называемую плоскостью
интерполяции в полярных координатах) сформированная одной линейной осью и псевдоосью
пересекающей линейную ось под прямым углом. Линейная ось называется
а псевдоось называется второй осью плоскости. Интерполяция в полярных координатах
выполняется в этой плоскости.
В режиме интерполяции в полярных координатах, может быть задана и линейная интерполяция и
круговая интерполяция могут быть заданы при абсолютном и инкрементном программировании.
Также можно выполнять коррекцию на радиус вершины инструмента. Интерполяция в
координатах проводится по траектории, полученной после коррекции на радиус вершины
инструмента.
Тангенциальная скорость на плоскости интерполяции в полярных координатах (прямоугольная
система координат) задается как скорость подачи, используя F.
первой осью плоскости,
полярных
- 16 -
Page 37

B-64304RU-1/02 ПРОГРАММИРОВАНИЕ 3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ
- Режим отмены интерполяции в полярных координатах (G13.1)
Указание G13.1 останавливает режим интерполяции в полярных координатах.
- Плоскость интерполяции в полярных координатах
G12.1 запускает режим интерполяции в полярных координатах и выбирает плоскость интерполяции
в полярных координатах (Рис. 3.1 (a)). Интерполяция в полярных координатах выполняется в этой
плоскости.
Начало локальной системы координат (команда G52)
(или начало системы координат детали)
Рис. 3.1 (a) Плоскость интерполяции в полярных координатах
Ось вращения (псевдоось)
(единицы: мм или дюймы)
Линейная ось
(единицы: мм или дюймы)
При включении питания или сбросе системы интерполяция в полярных координатах отменяется
(G13.1).
Линейные оси и оси вращения для интерполяции в полярных координатах должны быть заданы в
параметрах № 5460 и 5461заранее.
ПРЕДОСТЕРЕЖЕНИЕ
Плоскость, используемая до ввода G12.1 (плоскость, заданная G17, G18 или
G19), отменяется. Она восстанавливается, когда задается G13.1
(интерполяция в полярных координатах отменяется).
При перезагрузке системы интерполяция в полярных координатах
отменяется и используется плоскость, заданная G17, G18 или G19.
- Расстояние перемещения и скорость подачи при интерполяции в
полярных координатах
• Единица отсчета координат по псевдооси такая же, что и для линейной оси (мм/дюйм).
В режиме интерполяции в полярных координатах команды программы задаются в плоскости
интерполяции в полярных координатах с использованием декартовой системы координат.
Адрес для оси вращения используется в качестве адреса для второй оси (псевдооси) в
плоскости. Выбор
с выбором для оси вращения и не зависит от ввода значений для первой оси в плоскости.
Псевдоось в координате 0 задается сразу после ввода G12.1. Когда задан G12.1, начинается
интерполяция в полярных координатах, и предполагается, что угол положения инструмента
равен 0.
ввода значений диаметра или радиуса для первой оси в плоскости совпадает
- 17 -
Page 38

3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ B-64304RU-1/02
Пример)
Если значение по оси X (линейной оси) вводится в миллиметрах
G12,1 ;
G01 X10. F1000. ; ........ Перемещение на 10 мм проводится в Декартовой системе
координат.
C20. ; .............................. Перемещение на 20 мм проводится в Декартовой системе
координат.
G13,1 ;
Если значение по оси X (линейной оси) вводится в дюймах
G12,1 ;
G01 X10. F1000. ; ......... Перемещение на 10 дюймов проводится в Декартовой системе
координат.
C20. ; .............................. Перемещение на 20 дюймов
координат.
G13,1 ;
• Единицей измерения для скорости подачи является мм/мин или дюйм/мин.
Задайте с помощью F скорость подачи как скорость (относительную скорость между
инструментом и заготовкой) в тангенциальном направлении к плоскости интерполяции в
полярных координатах (декартова система координат).
проводится в Декартовой системе
- G-коды, которые можно задать в режиме интерполяции в полярных
координатах
G01 ....................... Линейная интерполяция
G02, G03 .............. Круговая интерполяция
G04 ....................... Задержка
G40, G41, G42 ..... Коррекция на радиус вершины инструмента
(Интерполяция в полярных координатах применяется к траектории после
коррекции на радиус вершины инструмента.)
G65, G66, G67 ..... Пользовательская макрокоманда
G90, G91 .............. Абсолютное программирование, инкрементное программирование
(Для системы G-кодов В или С)
G98, G99 .............. Подача в минуту, подача за оборот
- Круговая интерполяция в плоскости полярных координат
Адреса для задания радиуса дуги для круговой интерполяции (G02 или G03) в плоскости
интерполяции в полярных координатах зависят от первой оси в плоскости (линейной оси).
• I и J в плоскости Xp-Yp, если линейной осью является ось Х или ось, параллельная оси Х.
• J и K в плоскости Yp-Zp, если линейной осью является осьY или ось, параллельная оси
• K и I в плоскости Zp-Xp, если линейной осью является ось Z или ось, параллельная оси Z.
С помощью команды R также можно задать радиус дуги.
Y.
ПРИМЕЧАНИЕ
Параллельные оси U, V и W можно использовать в системе G-кодов B или C.
- 18 -
Page 39

B-64304RU-1/02 ПРОГРАММИРОВАНИЕ 3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ
- Перемещение по осям не в плоскости интерполяции в полярных
координатах в режиме интерполяции в полярных координатах
Инструмент перемещается вдоль таких осей обычным образом, независимо от интерполяции в
полярных координатах.
- Отображение текущей позиции в режиме интерполяции в полярных
координатах
Отображаются фактические координаты. Однако оставшееся расстояние в блоке отображается в
координатах плоскости интерполяции в полярных координатах (прямоугольные координаты).
- Система координат для интерполяции в полярных координатах
В основном, перед тем, как задать G12.1, необходимо установить локальную систему координат
(или систему координат заготовки), в которой центр оси вращения является точкой отсчета системы
координат.
Нельзя изменить систему координат в режиме, активируемом G12.1
(G50, G52, G53, сброс относительных координат, G54 - G59 и т.д.).
- Коррекция в направлении псевдооси при интерполяции в полярных
координатах
Если первая ось на плоскости смещена от центра оси вращения в направлении псевдооси, другими
словами, если центр оси вращения не на оси X, используется функция коррекции в направлении
псевдооси при интерполяции в полярных координатах. С этой функцией, смещение учитывается
при интерполяции в полярных координатах. Величина смещения задается в параметре № 5464.
Псевдоось (ось C)
Ось вращения
(X, C)
Ошибка в направлении
псевдооси (P)
Центр оси вращения
(X, C) Точка на плоскости X-C (Центр оси вращения считается началом
координат плоскости X-C.)
X Координата Х на плоскости X-C
C Координата псевдооси на плоскости X-C
P Ошибка в направлении псевдооси
(заданной в параметре № 5464)
Ось X
- 19 -
Page 40

3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ B-64304RU-1/02
- Сдвиг системы координат для интерполяции в полярных координатах
В режиме интерполяции в полярных координатах, система координат заготовки может быть
сдвинута. Функция отображения текущего положения, показывает положение относительно
системы координат заготовки до сдвига. Функция для смещения системы координат активирована,
если бит 2 (PLS) параметра № 5450 задан соответствующим образом.
Смещение может быть указано в режиме интерполяции в полярных координатах, путем задания
положения центра
началу координат системы координат заготовки, в следующем формате.
G12.1 X_ C_ ; (Интерполяция в полярных координатах для осей X и C)
G12.1 Y_ A_ ; (Интерполяция в полярных координатах для осей Y и A)
G12.1 Z_ B_ ; (Интерполяция в полярных координатах для осей Z и B)
си вращения C (A, B) в плоскости интерполяции X-C (Y-A, Z-B) по отношению к
C
G12.1 Xx Cc ;
c
Начало системы
координат детали
Центр оси C
x
X
Ограничения
- Изменение системы координат во время интерполяции в полярных
координатах
Нельзя изменить систему координат в режиме, активируемом G12.1 (G92, G52, G53, сброс
относительных координат, G54 - G59 и т.д.).
- Коррекция на радиус вершины инструмента
Режим интерполяции в полярных координатах (G12.1 или G13.1) нельзя запустить или завершить в
режиме коррекции на радиус вершины инструмента (G41 или G42). Когда режим коррекции на
радиус вершины инструмента отменен (G40), необходимо задать G12.1 или G13.1.
- Команда коррекции на инструмент
Коррекция на инструмент должна быть задана до установки режима G12.1. Нельзя изменить
коррекцию в режиме G12.1.
- Перезапуск программы
Невозможно перезапустить программу для блока в режиме, задаваемом G12.1.
- Рабочая подача для оси вращения
Интерполяция в полярных координатах преобразует перемещение инструмента по форме,
запрограммированной в декартовой системе координат, в перемещение инструмента по оси
вращения (оси С) и линейной оси (оси Х). Если инструмент подходит близко к центру заготовки,
компонент скорости оси C увеличивается. Если превышена максимальная скорость рабочей подачи
для оси C (параметр № 1430), то включается функция
автоматического ограничения скорости.
Если превышена скорость рабочей подачи по оси X, активируются функции ручной коррекции
скорости подачи и автоматической фиксации скорости.
коррекции скорости подачи и функция
- 20 -
Page 41

B-64304RU-1/02 ПРОГРАММИРОВАНИЕ 3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ
θ
θ
θ
ПРЕДУПРЕЖДЕНИЕ
</F>Рассмотрим линии L1, L2 и L3. ∆X - это расстояние, на которое
перемещается инструмент за единицу времени при скорости подачи,
заданной в адресе F в декартовой системе координат. По мере
перемещения инструмента от L1 до L2 до L3, угол с которым инструмент
передвигается за единицу времени относящейся к ∆X в Декартовой
системой координат увеличивающейся от θ1 до θ2 до θ3. Другими словами,
компонент скорости подачи оси C увеличивается по мере продвижения
инструмента ближе к центру заготовки. Составляющая скорости по оси С
может превысить максимальную скорость рабочей подачи для оси С по
причине того, что движение инструмента в декартовой системе координат
было преобразовано в движение инструмента по оси С и оси Х.
∆
X
1
2
3
L1
L2
L3
L: Расстояние (в мм) между центром инструмента и центром заготовки,
когда центр инструмента находится на самом близком расстоянии от
центра заготовки
R: Максимальная скорость рабочей подачи (град/мин) по оси C
Следовательно, скорость, задаваемая в адресе F при интерполяции в
полярных координатах, может быть получена по формуле, приведенной
ниже. Если максимальная скорость рабочей подачи для оси C превышена,
функция автоматического управления скоростью для интерполяции в
полярных координатах автоматически управляет скоростью подачи.
F < L × R ×
π
(мм/мин)
180
- Автоматическое управление скоростью для интерполяции в полярных
координатах
Если компонент скорости для оси вращения превышает скорость рабочей подачи в режиме
интерполяции в полярных координатах, скорость управляется автоматически.
- Автоматическая коррекция
Если компонент скорости оси вращения превышает допустимую скорость (максимальная скорость
рабочей подачи, умноженная на коэффициент допуска, заданные в параметре № 5463), скорость
подачи автоматически корректируется, как показано ниже.
Коррекция = (Допустимая скорость) ÷ (Компонент скорости для оси вращения) × 100(%)
- 21 -
Page 42

3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ B-64304RU-1/02
A
- Автоматическая фиксация скорости
Если компонент скорости для оси вращения после автоматической коррекции все еще превышает
скорость рабочей подачи в режиме интерполяции в полярных координатах, скорость оси вращения
автоматически фиксируется. В результате, компонент скорости оси вращения не превысит
максимальную скорость рабочей подачи.
Функция автоматического фиксирования скорости работает, только если центр инструмента
находится очень близко к
центру оси вращения.
[Пример]
G90 G00 X10.0 C0. ;
G12.1 ;
G01 C0.1 F1000 ;
X-10.0 :
G13
-10.
Ось C
+10.
B C D
Ось X
Автоматическое управление скоростью для интерполяции в полярных координатах
Предположим, что максимальная скорость рабочей подачи для оси вращения равна 360
(3600 град/мин) а коэффициент допуска для автоматической коррекции при интерполяции в
полярных координатах (параметр № 5463) равен 0 (90%). При запуске вышеуказанной программы,
функция автоматической коррекции начинает работать когда X координата равна 2.273 (точка A).
Функция автоматической фиксации скорости начинает работать когда X координата равна
0.524 (точка B).
Минимальное значение автоматической коррекции для этого примера - 3%.
Функция автоматической фиксации скорости продолжает работать когда X координата равна
-0.524 (точка С). Затем функция автоматической фиксации скорости работает пока X координата не
становится равна -2.273 (точка D).
(Координаты приведенные выше это значения в Декартовой системе координат.)
ПРИМЕЧАНИЕ
1 При работе функции автоматической фиксации скорости функцию
блокировки станка или функцию взаимоблокировки нельзя включить
немедленно.
2 Если производится останов подачи при работе функции автоматической
фиксации скорости, на выходе появляется сигнал прекращения
автоматической операции. Однако операция не прекращается немедленно.
3 Фиксированная скорость может превышать значение фиксации на несколько
процентов.
- 22 -
Page 43

B-64304RU-1/02 ПРОГРАММИРОВАНИЕ 3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ
Пример
Пример программы для интерполяции в полярных координатах в декартовой системе координат
состоящей из оси X (линейной оси) и псевдооси
Псевдоось
Ось C
Траектория после коррекции на радиус
вершины инструмента
Траектория до коррекции на радиус
вершины инструмента
N204
N205
N206
N203
N208
N207
N202 N200
N201
Инструмент
Ось X
Ось Z
Для оси X применяется программирование диаметра; для оси C - программирование радиуса.
O0001 ;
:
N010 T0101 ;
:
N0100 G90 G00 X120.0 C0 Z
; Позиционирование в начальную точку
N0200 G12.1 ; Запуск интерполяции в полярных координатах
N0201 G42 G01 X40.0 F
;
N0202 C10.0 ;
N0203 G03 X20.0 C20.0 R10.0 ;
N0204 G01 X-40.0 ; Программа геометрии
N0205 C-10.0 ; (программа на основе декартовых координат на
N0206 G03 X-20.0 C-20.0 I10.0 J0; плоскости оси X и виртуальной оси)
N0207 G01 X40.0 ;
N0208 C0 ;
N0209 G40 X120.0 ;
N0210 G13.1 ; Останов интерполяции в полярных координатах
N0300 Z
N0400 X
;
C ;
:
N0900 M30 ;
- 23 -
Page 44

3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ B-64304RU-1/02
δ2α
δ
_
3.2 НАРЕЗАНИЕ РЕЗЬБЫ С ПОСТОЯННЫМ ШАГОМ (G32)
Наряду с нарезанием цилиндрической резьбы с постоянным шагом с помощью команды G32 можно
выполнять коническую винтовую и спиральную резьбу.
Скорость шпинделя считывается в реальном времени из датчика положения, установленного на
шпинделе, и преобразуется в скорость рабочей подачи в перемещении в минуту, которая
используется для перемещения инструмента.
L
L
L
Формат
G32IP_F_;
IP_: Конечная точка
F _: Шаг по длинной оси
(всегда программирование рад)
Цилиндрическая
резьба
Конусный винт
Рис. 3.2 (a) Типы резьбы
Ось X
X
Рис. 3.2 (b) Пример нарезания резьбы
Z
0
Конечная точка
L
Спиральная резьба
Начальная
1
точка
Ось Z
- 24 -
Page 45

B-64304RU-1/02 ПРОГРАММИРОВАНИЕ 3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ
α
α
≤
Пояснение
Обычно нарезание резьбы происходит повторно по одной и той же траектории движения
инструмента от черновой обработки до чистовой обработки винта. Поскольку нарезание резьбы
начинается, когда датчик позиции на шпинделе выдает сигнал вращения одного шпинделя,
нарезание резьбы начинается в фиксированной точке, а траектория движения инструмента не
меняется и при повторном нарезании резьбы
должна оставаться постоянной с начала черновой обработки и до завершения чистовой обработки.
Если это условие не соблюдается, резьба будет выполнена с неверным шагом.
X
LX
α≥45° шаг - LX
Рис. 3.2 (c) LZ и LX конической резьбы
Обычно запаздывание сервосистемы и т. п. приводит к некоторым отклонениям шага в начальной и
конечной точках нарезания резьбы. Для компенсации этого эффекта длину нарезания резьбы
следует задавать несколько больше, чем требуется.
В таблице Таблица 3.2 (a) приводится перечень диапазонов значений шага резьбы.
Таблица 3.2 (a) Диапазоны допустимых размеров шага
Наименьшее приращение команды
Ввод в метрических единицах от 0,0001 до 500,0000 мм
Ввод в дюймах от 0,000001 до 9,999999 дюйма
. Обратите внимание на то, что скорость шпинделя
Коническая
резьба
Z
LZ
45° шаг – LZ
- 25 -
Page 46

3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ B-64304RU-1/02
φ
Пример
1. Цилиндрическая резьба
При программировании используются следующие значения:
Ось X
δ
2
2. Коническая резьба
Ось X
φ50
0
φ43
30
δ
2
70
40
30mm
δ
1
Ось Z
δ
1
Ось Z
14
Шаг резьбы: 4мм
δ
δ
Глубина резания: 1мм (два прохода)
(Метрический ввод, программирование диаметра)
G00 U-62.0 ;
G32 W-74.5 F4.0 ;
G00 U62.0 ;
W74.5 ;
U-64.0 ;
(При втором проходе снять на 1 мм больше)
G32 W-74.5 ;
G00 U64.0 ;
W74.5 ;
При программировании используются следующие значения:
Шаг резьбы: 3,5 мм в направлении оси Z
δ
δ
Глубина резания в направлении оси X составляет 1 мм (два
прохода)
(Метрический ввод, программирование диаметра)
G00 X 12.0 Z72.0 ;
G32 X 41.0 Z29.0 F3.5 ;
G00 X 50.0 ;
Z 72.0 ;
X10.0 ;
(При втором проходе снять на 1 мм больше)
G32 X 39.0 Z29.0 ;
G00 X 50.0 ;
Z 72.0 ;
1<3>=3 мм
2<3>=1.5 мм
1<3>=2 мм
2<3>=1 мм
ОПАСНО
1 Во время нарезания резьбы действует ручная коррекция скорости подачи
(задана на 100%).
2 Очень опасно останавливать подачу метчика, не останавливая при этом
шпиндель. Это ведет к резкому увеличению глубины реза. Таким образом,
функция блокировки подачи не действует при нарезании резьбы. Если во
время нарезания резьбы нажата кнопка блокировки, то инструмент
остановится
после выполнения блока, не задающего нарезание резьбы,
аналогично тому, если бы была нажата SINGLE BLOCK. Тем не менее,
лампочка блокировки подачи (лампочка SPL) загорается, если на пульте
управления станка нажата кнопка FEED HOLD. Затем, когда инструмент
остановился, световой индикатор выключается (состояние остановки
покадрового режима).
3 Если снова нажата кнопка приостановки подачи FEED HOLD в первом блоке
после выхода из режима нарезания резьбы, не задающем нарезания резьбы
(или если кнопка удерживается в нажатом состоянии), то инструмент
немедленно останавливается в блоке, не задающем нарезание резьбы.
4 Если нарезание резьбы выполняется в состоянии покадрового режима, то
инструмент останавливается после выполнения первого блока, не
задающего нарезание резьбы.
- 26 -
Page 47

B-64304RU-1/02 ПРОГРАММИРОВАНИЕ 3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ
ОПАСНО
5 Если во время нарезания резьбы происходит переход из автоматического
режима в ручной, инструмент останавливается в первом блоке, не
задающем нарезание резьбы, как и при нажатии кнопки останова подачи, как
указано в предупреждении 3.
Однако при изменении режима с автоматического режима работы на другой,
инструмент останавливается после выполнения блока, не задающего
нарезание резьбы, как и в покадровом режиме в примечании 4.
6 Если предыдущим блоком был блок нарезания резьбы, то обработка
начнется немедленно, не ожидая обнаружения сигнала одного оборота
шпинделя, даже если текущим блоком является блок нарезания резьбы.
G0 Z0. X50. ;
G32 Z10. F_ ;
Z20. ;
G32 Z30. ;
Обнаружение сигнала одного оборота шпинделя в случае начала блока.
: Выполняется.
: Не выполняется.
: Не выполняется.
7 Поскольку во время нарезания спиральной резьбы или конусной винтовой
резьбы действует контроль постоянства скорости резания и скорость
шпинделя меняется, то возможно нарезание резьбы с неверным шагом.
Следовательно, не применяйте функцию контроля постоянства скорости
резания при нарезании резьбы. Используйте вместо этого G97.
8 Блок перемещения, предшествующий блоку нарезания резьбы, не должен
задавать снятие фаски или радиусную обработку углов.
9 Блок нарезания резьбы не должен задавать снятие фаски или радиусную
обработку углов.
10 При нарезании резьбы функция ручной коррекции скорости шпинделя
выключена. Скорость шпинделя установлена на 100%.
11 Функция отвода инструмента в цикле нарезания резьбы недействительна по
отношению к G32.
- 27 -
Page 48

3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ B-64304RU-1/02
3.3 НАРЕЗАНИЕ РЕЗЬБЫ ПЕРЕМЕННОГО ШАГА (G34)
Ввод значения увеличения или уменьшения шага за оборот винта позволяет выполнить нарезание
резьбы с переменным шагом.
Рис. 3.3 (a) Ходовой винт с переменным шагом
Формат
G34 IP_ F_ K_ ;
IP_ : Конечная точка
F_ : Шаг в направлении продольной оси в начальной точке
K_ : Приращение или уменьшение шага за оборот шпинделя
Пояснение
Адреса, кроме К, такие же как при цилиндрическом/ коническом нарезании резьбы, задаваемом
G32.
Значение K зависит от системы приращений референтной оси, как указанов Т3.3аблице (a).
Если задано значение K выходящее за диапазон, указанный в Таблице 3.3 (a), если максимальный
шаг превышен после изменения от значения K, или если значение шага отрицательно, выдается
сигнал об ошибке PS0313.
Таблица 3.3 (a) Диапазон допустимых значений К
Система приращений
референтной оси
IS-A ±0.001 до±500.000 ±0.00001 до±50.00000
IS-B ±0.0001 до±500.0000 ±0.000001 до±50.000000
IS-C ±0.00001 до±50.00000 ±0.0000001 до±5.0000000
Метрический ввод (мм/об) Дюймовый ввод (мм/об)
ПРЕДОСТЕРЕЖЕНИЕ
«Отвод инструмента в цикле нарезания резьбы» не действителен по
отношению к G34.
Пример
Шаг в начальной точке: 8,0 mm
Приращение шага: 0,3 мм/оборот
G34 Z-72.0 F8.0 K0.3 ;
- 28 -
Page 49

B-64304RU-1/02 ПРОГРАММИРОВАНИЕ 3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ
3.4 НЕПРЕРЫВНОЕ НАРЕЗАНИЕ РЕЗЬБЫ
Блоки нарезания резьбы могут быть запрграммированы последовательно, что позволяет избежать
разрывов резьбы вследствие прерывного перемещения при обработке примыкающих блоков.
Пояснение
Поскольку управление системой осуществляется таким образом, что синхронность со шпинделем
не нарушается на стыке между блоками в тех случаях, где это осуществимо, то можно выполнить
специальную операцию нарезания резьбы, при которой шаг и форма изменяются в ходе обработки.
G32
G32
Рис. 3.4 (a) Непрерывное нарезание резьбы (Пример для G32 в системе A G-кодов)
Даже если один и тот же участок повторяется в процессе нарезании резьбы при изменении глубины
резания, система позволяет выполнить точную обработку, не повреждая резьбу.
G32
3.5 НАРЕЗАНИЕ МНОГОЗАХОДНОЙ РЕЗЬБЫ
Использование адреса Q для указания угла между сигналом вращения одного шпинделя и началом
нарезания резьбы смещает начальный угол нарезания резьбы, позволяя легко изготавливать винты с
многозаходной резьбой.
L
L : Шаг
резьбы
Рис. 3.5 (a) Винты с многозаходной резьбой.
Формат
(Нарезание резьбы с постоянным шагом)
G32 IP_ F_ Q_ ;
IP : Конечная точка
F_ : Шаг в продольном направлении
G32 IP_ Q_ ;
Q_ : Начальный угол нарезания резьбы
Пояснение
- Доступные команды для нарезания резьбы
G32: Нарезание резьбы с постоянным шагом
G34: Нарезание резьбы с переменным шагом
G76: Цикл нарезания многозаходной резьбы
G92: Цикл нарезания резьбы
- 29 -
Page 50

3.ФУНКЦИЯ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ B-64304RU-1/02
Ограничения
- Начальный угол
Начальный угол не является постоянной (модальной) величиной. Его необходимо задавать каждый
раз при использовании. Если величина угла не задана, предполагается, что угол равен 0.
- Приращение начального угла
Приращение начального угла (Q) составляет 0,001 градуса. Обратите внимание на то, что задание
десятичной точки невозможно.
Пример:
Для угла смещения в 180 градусов задайте Q180000.
Нельзя задать Q180,000, поскольку в данном случае имеется десятичный знак.
- Диапазон задаваемых значений начального угла
Можно задать начальный угол (Q) между 0 и 360000 (в единицах по 0,001 градуса). Если задано
значение, превышающее 360000 (360 градусов), то оно округляется до 360000 (360 градусов).
- Цикл нарезания многозаходной резьбы (G76)
Для команды цикла нарезания многозаходной резьбы G76 всегда используйте формат команды
FS10/11.
Пример
Программа изготовления винтов с двойной резьбой
(с начальными углами, равными 0 и 180 градусов)
X40.0 ;
W-38.0 F4.0 Q0 ;
X72.0 ;
W38.0 ;
X40.0 ;
W-38.0 F4.0Q180000 ;
X72.0 ;
W38.0 ;
- 30 -
Page 51

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
4 ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
Глава 4, "ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ ПРОГРАММИРОВАНИЯ", состоит из следующих
разделов:
4.1 СТАНДАРТНЫЙ ЦИКЛ (G90, G92, G94) ...................................................................................... 31
4.2 МНОГОКРАТНО ПОВТОРЯЕМЫЙ СТАНДАРТНЫЙ ЦИКЛ (G70-G76) ................................ 49
4.3 СТАНДАРТНЫЙ ЦИКЛ СВЕРЛЕНИЯ .......................................................................................... 85
4.4 ЖЕСТКОЕ НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКОМ ......................................................................... 98
4.5 СТАНДАРТНЫЙ ЦИКЛ ШЛИФОВАНИЯ (ДЛЯ ШЛИФОВАЛЬНОГО СТАНКА) .............. 113
4.6 СНЯТИЕ ФАСКИ И РАДИУСНАЯ ОБРАБОТКА УГЛОВ ....................................................... 113
4.7 ЗЕРКАЛЬНОЕ ОТОБРАЖЕНИЕ ДЛЯ ДВОЙНОЙ
РЕВОЛЬВЕРНОЙ ГОЛОВКИ (G68, G69) .................................................................................... 130
4.8 ПРОГРАММИРОВАНИЕ НЕПОСРЕДСТВЕННО ПО РАЗМЕРАМ ЧЕРТЕЖА ..................... 131
4.1 СТАНДАРТНЫЙ ЦИКЛ (G90, G92, G94)
Существует три стандартных цикла: стандартный цикл резания по внешнему/внутреннему
диаметру (G90), стандартный цикл нарезания резьбы (G92) и стандартный цикл обтачивания
торцевой поверхности (G94).
ПРИМЕЧАНИЕ
1 На пояснительных рисунках в этом разделе используются плоскость ZX в
качестве выбранной плоскости, программирование диаметра для оси X и
программирование радиуса для оси Z. Если для оси X используется
программирование радиуса, измените U/2 на U, а X/2 на X.
2 Стандартный цикл можно выполнить по любой плоскости (включая
параллельные оси для определения плоскости). Однако если используются
G-коды
параллельную ось.
3 Направление длины означает направление первой оси на плоскости
следующим образом:
Плоскость ZX: Направление оси Z
Плоскость YZ: Направление оси Y
Плоскость XY: Направление оси X
4 Направление торца означает направление второй оси на плоскости
следующим образом:
Плоскость ZX: Направление оси X
Плоскость YZ: Направление оси Z
Плоскость XY: Направление оси
системы A, то оси U, V и W невозможно задать как
Y
- 31 -
Page 52

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
A’ A
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
4.1.1 Постоянный цикл резания по внешнему/
внутреннему диаметру G90)
Этот цикл выполняет резание по цилиндру или по конусу в направлении длины.
4.1.1.1 Цикл прямолинейного резания
Формат
G90X(U)_Z(W)_F_;
X_,Z_ : Координаты конечной точки резания (точка A' на рисунке ниже) в направлении
длины
U_,W_ : Расстояние перемещения до конечной точки обработки (точка A' на рисунке
внизу) в направлении длины
F_ : Рабочая подача
Ось X
Z
W
4(R)
(R) ....Ускоренный подвод
(F).....Рабочая подача
3(F)
2(F)
Рис. 4.1.1 (a) Цикл цилиндрического точения
1(R)
U/2
X/2
Ось Z
Пояснение
- Операции
В цикле резания по цилиндру выполняются четыре операции:
(1) Операция 1 перемещает инструмент из начальной точки (A) в заданную координату второй оси
на плоскости (заданная координата X для плоскости ZX) в режиме ускоренного перемещения.
(2) Операция 2 перемещает инструмент в заданную координату первой оси на плоскости (заданная
координата Z для плоскости ZX) в режиме рабочей подачи. (Инструмент перемещается в
конечную точку обработки (A') в направлении длины.)
(3) Операция 3 перемещает инструмент в начальную координату второй оси на плоскости
(начальная координата X для плоскости ZX) в режиме рабочей подачи.
(4) Операция 4 перемещает инструмент в начальную координату первой оси на плоскости
(начальная координата Z для плоскости ZX) в режиме ускоренного перемещения. (Инструмент
возвращается в исходную точку (A).)
ПРИМЕЧАНИЕ
В режиме единичного блока, операции 1, 2, 3 и 4 выполняются однократным
нажатием на кнопку пуска цикла.
- Отмена режима
Чтобы отменить режим стандартного цикла, задайте G-код группы 01, отличный от G90, G92 и G94.
- 32 -
Page 53

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
A
A
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
4.1.1.2 Цикл обработки конической поверхности
Формат
G90 X(U)_Z(W)_R_F_;
X_,Z_ : Координаты конечной точки резания (точка A' на рисунке ниже) в направлении
длины
U_,W_ : Расстояние перемещения до конечной точки обработки
(точка A' на рисунке внизу) в направлении длины
R_ : Величина конуса (R на рисунке ниже)
F_ : Рабочая подача
Ось X
4(R)
3(F)
U/2
X/2
Z
’
W
2(F)
1(R)
(R) ..... Уско ренный подвод
(F) ..... Рабочая подача
R
Ось Z
Рис. 4.1.1 (b) Цикл точения конуса
Пояснение
Форма конуса задается координатами конечной точки обработки (A') в направлении длины и
знаком величины конуса (адрес R). Для цикла на рисунке выше к величине конуса добавляется знак
минус.
ПРИМЕЧАНИЕ
Система приращений адреса R для задания конуса зависит от системы
приращений для референтной оси. Задайте значение радиуса в R.
- Операции
В цикле конической обработки выполняются те же четыре операции, что и в цикле цилиндрической
обработки.
Однако, операция 1 перемещает инструмент из исходной точки (A) в позицию, полученную путем
прибавления величины конуса к заданной координате второй оси на плоскости
(заданная координата X для плоскости ZX) в режиме ускоренного подвода.
Операции 2, 3 и 4 после операции 1 такие же,
ПРИМЕЧАНИЕ
В режиме единичного блока, операции 1, 2, 3 и 4 выполняются однократным
нажатием на кнопку пуска цикла.
как в цикле цилиндрической обработки.
- 33 -
Page 54

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
- Зависимость знака конусности от траектории инструмента
Траектория инструмента определяется в соответствии с соотношением между знаком величины
конуса (адрес R) и конечной точкой обработки в направлении длины при абсолютном или
инкрементом программировании следующим образом.
Обтачивание Растачивание
1. U < 0, W < 0, R < 0 2. U > 0, W < 0, R > 0
X
Z
U/2
X
3(F)
2(F)
4(R)
W
1(R)
R
3. U < 0, W < 0, R > 0
в |R|≤|U/2|
X
X
Z
U/2 3(F)
4. U > 0, W < 0, R < 0
в |R|≤|U/2|
W
2(F)
4(R)
R
1(R)
X
U/2
X
Z
3(F)
4(R)
2(F)
W
1(R)
X
Z
X
U/2
R
3(F)
W
2(F)
4(R)
R
1(R)
- Отмена режима
Чтобы отменить режим стандартного цикла, задайте G-код группы 01, отличный от G90, G92 и G94.
- 34 -
Page 55

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
)
)
)
A
A
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
4.1.2 Цикл нарезания резьбы (G92)
4.1.2.1 Цикл нарезания цилиндрической резьбы
Формат
G92 X(U)_Z(W)_F_Q_;
X_,Z_ : Координаты конечной точки резания (точка A' на рисунке ниже) в направлении
длины
U_,W_ : Расстояние перемещения до конечной точки обработки (точка A' на рисунке
внизу) в направлении длины
Q_ : Угол сдвига начального угла нарезания резьбы
(Приращение: 0,001 градуса,
Допустимый диапазон настройки: от 0 до 360 градусов)
F_ : Шаг резьбы (L на рисунке ниже)
Ось X
Z
3(R
’
W
4(R)
2(F
1(R
(R) .... Ускоренны й подвод
(F) .... Рабочая подача
U/2
X/2
Ось Z
L
Примерно
45°
r
Резьба со снятой фаской крупно
Рис. 4.1.2 (c) Цилиндрическая резьба
(Угол снятия фаски на рисунке слева
равен 45 градусам или меньше из-за
задержки в сервосистеме).
Пояснение
Диапазоны шага резьбы и ограничения, связанные со скоростью шпинделя, такие же, как для
нарезания резьбы с использованием G32.
- Операции
В цикле нарезания цилиндрической резьбы выполняются четыре операции:
(1) Операция 1 перемещает инструмент из начальной точки (A) в заданную координату второй оси
на плоскости (заданная координата X для плоскости ZX) в режиме ускоренного перемещения.
(2) Операция 2 перемещает инструмент в заданную координату первой оси на плоскости (заданная
координата Z для плоскости ZX) в режиме рабочей подачи. При этом выполняется
фаски резьбы.
(3) Операция 3 перемещает инструмент в начальную координату второй оси на плоскости
(начальная координата X для плоскости ZX) в режиме ускоренного перемещения. (Отвод после
снятия фаски)
(4) Операция 4 перемещает инструмент в начальную координату первой оси на плоскости
(начальная координата Z для плоскости ZX) в режиме ускоренного перемещения. (Инструмент
возвращается в исходную точку (A).)
- 35 -
снятие
Page 56

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
ПРЕДОСТЕРЕЖЕНИЕ
Примечания для этого типа нарезания резьбы такие же, как для нарезания
резьбы с использованием G32. Однако остановка подачи выполняется
следующим образом: останов после завершения траектории 3 цикла
нарезания резьбы.
ПРИМЕЧАНИЕ
В режиме единичного блока, операции 1, 2, 3 и 4 выполняются однократным
нажатием на кнопку пуска цикла.
- Отмена режима
Чтобы отменить режим стандартного цикла, задайте G-код группы 01, отличный от G90, G92 и G94.
- Ускорение/замедление после интерполяции для нарезания резьбы
Ускорение/замедление после интерполяции для нарезания резьбы - это ускорение/замедление по
типу показательной интерполяции. Присвоением значения биту 5 (THLx) параметра № 1610 можно
выбрать такое же ускорение/замедление, как для рабочей подачи. (Используются настройки бита 0
(CTLx) параметра № 1610.) Однако в качестве постоянной времени и скорости подачи FL
используются настройки параметров № 1626 и № 1627 для цикла
нарезания резьбы.
- Постоянная времени и скорость подачи FL для нарезания резьбы
Используются константа времени для ускорения/замедления после интерполяции для нарезания
резьбы, заданная в параметре № 1626, и скорость подачи FL, заданная в параметре № 1627.
- Снятие фаски резьбы
Возможно выполнение снятия фаски резьбы. Сигнал, исходящий от станка, запускает снятие фаски
резьбы. Расстояние снятия фаски r задается параметром № 5130 в диапазоне от 0,1L до 12,7L в
приращениях по 0,1L. (Где L - шаг резьбы.)
Угол снятия фаски резьбы от 1 до 89 градусов можно задать в параметре № 5131. Если в параметре
задано значение 0, предполагается угол 45 градусов.
Для снятия
константа времени для ускорения/замедления после интерполяции и скорость подачи FL, что и для
нарезания резьбы.
фаски резьбы используется тот же тип ускорения/замедления после интерполяции,
ПРИМЕЧАНИЕ
В этом цикле и в цикле нарезания резьбы с G76 используются общие
параметры для задания величины и угла снятия фаски резьбы.
- 36 -
Page 57

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
- Отведение после снятия фаски
Следующая таблица приводит скорость подачи, тип ускорения/замедления после интерполяция и
константу времени отведения после снятия фаски.
Параметр CFR
(№ 1611#0)
0 Не 0
0 0
1
Параметр № 1466 Описание
Используются тип ускорения/замедления после интерполяции для нарезания
резьбы, константа времени для нарезания резьбы (параметр № 1626),
скорость подачи FL (параметр № 1627) и скорость подачи отведения, заданные
в параметре № 1466.
Используются тип ускорения/замедления после интерполяции для нарезания
резьбы, константа времени для нарезания резьбы (параметр № 1626),
скорость подачи FL (параметр № 1627) и скорость ускоренного подвода,
заданные в параметре № 1420.
Перед отводом выполняется проверка для удостоверения, что заданная
скорость подачи получила значение 0 (задержка ускорения/замедления
составляет 0), и тип ускорения/замедления после интерполяции для
ускоренного подвода используется вместе с постоянной времени ускоренного
подвода и скоростью ускоренного подвода (параметр № 1420).
Путем присвоения биту 4 (ROC) параметра № 1403 значения 1 коррекцию ускоренного подвода
можно отключить для скорости подачи при отведении после снятия фаски.
ПРИМЕЧАНИЕ
Во время отвода станок не останавливается с коррекцией 0% для скорости
рабочей подачи независимо от настройки значения бита 4 (RF0) параметра
№ 1401.
- Сдвиг начального угла
Для смещения угла начала нарезания резьбы можно использовать адрес Q.
Приращение начального угла (Q) составляет 0,001 градуса, а диапазон действительных значений от 0 до 360 градусов. Десятичную точку задать нельзя.
- Останов подачи в цикле нарезания резьбы (отвод в цикле нарезания
резьбы)
Во время нарезания резьбы (операция 2) может применяться останов подачи. В этом случае
инструмент немедленно отводится со снятием фаски и возвращается в начальную точку по второй
оси (ось X), затем по первой оси (ось Z) на плоскости.
Ось X
Обычный цикл
Движение при остановке подачи
Ось Z
Начальная точка
Ускоренное
перемещение
Рабочая подача
Здесь осуществляется остановка подачи.
Угол снятия фаски равен углу снятия фаски в конечной точке.
- 37 -
Page 58

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
A
A
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
ПРЕДОСТЕРЕЖЕНИЕ
Невозможно выполнить другую операцию останова подачи во время отвода
инструмента.
- Нарезание дюймовой резьбы
Нарезание дюймовой резьбы, задаваемое адресом E, не разрешается.
4.1.2.2 Цикл нарезания конической резьбы
Формат
G92 X(U)_Z(W)_R_F_Q_;
X_,Z_ : Координаты конечной точки резания (точка A' на рисунке ниже) в направлении
длины
U_,W_ : Расстояние перемещения до конечной точки обработки (точка A' на рисунке
внизу) в направлении длины
Q_ : Угол сдвига начального угла нарезания резьбы
(Приращение: 0,001 градуса, допустимый диапазон настройки: от 0 до 360
градусов)
R_ : Величина конуса (R на рисунке ниже)
F_ : Шаг резьбы (L на рисунке ниже
Ось X
)
U/2
X/2
Z
’
R
Примерно 45
r
3(R)
W
4(R)
1(R)
2(F)
L
(Угол снятия фаски на рисунке слева
°
равен 45 градусам или меньше из-за
задержки в сервосистеме).
(R) .... Ускоренный подвод
(F) .... Рабочая подача
Ось Z
Резьба со снятой фаской увеличено
Рис. 4.1.2 (d) Цикл нарезания конической резьбы
- 38 -
Page 59

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
Пояснение
Диапазоны шага резьбы и ограничения, связанные со скоростью шпинделя, такие же, как для
нарезания резьбы с использованием G32.
Форма конуса задается координатами конечной точки обработки (A') в направлении длины и
знаком величины конуса (адрес R). Для цикла на рисунке выше к величине конуса добавляется знак
минус.
ПРИМЕЧАНИЕ
Система приращений адреса R для задания конуса зависит от системы
приращений для референтной оси. Задайте значение радиуса в R.
- Операции
В цикле нарезания конической резьбы выполняются те же четыре операции, что и в цикле нарезания
цилиндрической резьбы.
Однако, операция 1 перемещает инструмент из исходной точки (A) в позицию, полученную путем
прибавления величины конуса к заданной координате второй оси на плоскости (заданная
координата X для плоскости ZX) в режиме ускоренного подвода.
Операции 2, 3 и 4 после операции 1 такие
ПРЕДОСТЕРЕЖЕНИЕ
Примечания для этого типа нарезания резьбы такие же, как для нарезания
резьбы с использованием G32. Однако остановка подачи выполняется
следующим образом: останов после завершения траектории 3 цикла
нарезания резьбы.
ПРИМЕЧАНИЕ
В режиме единичного блока, операции 1, 2, 3 и 4 выполняются однократным
нажатием на кнопку пуска цикла.
же, как в цикле нарезания цилиндрической резьбы.
- 39 -
Page 60

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
- Зависимость знака конусности от траектории инструмента
Траектория инструмента определяется в соответствии с соотношением между знаком величины
конуса (адрес R) и конечной точкой обработки в направлении длины при абсолютном или
инкрементом программировании следующим образом.
Обтачивание Растачивание
1. U < 0, W < 0, R < 0 2. U > 0, W < 0, R > 0
X
U/2
Z
3(F)
X
3. U < 0, W < 0, R > 0
в |R|≤|U/2|
2(F)
4(R)
W
1(R)
R
X
X
Z
U/2 3(F)
4. U > 0, W < 0, R < 0
в |R|≤|U/2|
W
2(F)
4(R)
R
1(R)
X
U/2
X
Z
3(F)
4(R)
2(F)
W
X
W
U/2
Z
3(F)
1(R)
X
R
2(F)
4(R)
R
1(R)
- Отмена режима
Чтобы отменить режим стандартного цикла, задайте G-код группы 01, отличный от G90, G92 и G94.
- Ускорение/замедление после интерполяции для нарезания резьбы
- Постоянная времени и скорость подачи FL для нарезания резьбы
- Снятие фаски резьбы
- Отведение после снятия фаски
- Сдвиг начального угла
- Отвод в цикле нарезания резьбы
- Нарезание дюймовой резьбы
См. страницы, на которых объясняется цикл нарезания цилиндрической резьбы.
- 40 -
Page 61

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
A
A
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
4.1.3 Цикл обтачивания торцевой поверхности (G94)
4.1.3.1 Цикл обработки торцевой поверхности
Формат
G94 X(U)_Z(W)_F_;
X_,Z_ : Координаты конечной точки обработки (точка A' на рисунке ниже) в направлении
торца
U_,W_ : Расстояние перемещения до конечной точки обработки (точка A' на рисунке
ниже) в направлении торца
F_ : Рабочая подача
Ось X
1(R)
(R) ... Ускоренный подвод
(F) .... Рабочая подача
2(F)
U/2
3(F)
’
X/2
Z
Рис. 4.1.3 (e) Цикл подрезки торца
W
4(R)
Ось Z
Пояснение
- Операции
В цикле обработки торцевой поверхности выполняются четыре операции:
(1) Операция 1 перемещает инструмент из начальной точки (A) в заданную координату первой оси
на плоскости (заданная координата X для плоскости ZX) в режиме ускоренного перемещения.
(2) Операция 2 перемещает инструмент в заданную координату второй оси на плоскости (заданная
координата X для плоскости ZX) в режиме рабочей подачи. (Инструмент перемещается в
конечную точку обработки (A') в направлении торцевой поверхности.)
(3) Операция 3 перемещает инструмент в начальную координату первой оси на плоскости
(начальная координата Z для плоскости ZX) в режиме рабочей подачи.
(4) Операция 4 перемещает инструмент в начальную координату второй оси на плоскости
(начальная координата X для плоскости ZX) в режиме ускоренного перемещения. (Инструмент
возвращается в исходную точку (A).)
ПРИМЕЧАНИЕ
В режиме единичного блока, операции 1, 2, 3 и 4 выполняются однократным
нажатием на кнопку пуска цикла.
- Отмена режима
Чтобы отменить режим стандартного цикла, задайте G-код группы 01, отличный от G90, G92 и G94.
- 41 -
Page 62

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
A
A
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
4.1.3.2 Цикл обработки конической поверхности
Формат
G94 X(U)_Z(W)_R_F_;
X_,Z_ : Координаты конечной точки обработки (точка A' на рисунке ниже) в направлении
торца
U_,W_ : Расстояние перемещения до конечной точки обработки (точка A' на рисунке
ниже) в направлении торца
R_ : Величина конуса (R на рисунке ниже)
F_ : Рабочая подача
Ось X
1(R)
U/2
X/2
Z
2(F)
R
Рис. 4.1.3 (f) Цикл точения конуса
’
4(R)
3(F)
W
(R) .... Ускоренный подвод
(F) .... Рабочая подача
Ось Z
Пояснение
Форма конуса задается координатами конечной точки среза (A') в направлении торцевой
поверхности и знаком величины конуса (адрес R). Для цикла на рисунке выше к величине конуса
добавляется знак минус.
ПРИМЕЧАНИЕ
Система приращений адреса R для задания конуса зависит от системы
приращений для референтной оси. Задайте значение радиуса в R.
- Операции
В цикле конической обработки выполняются те же четыре операции, что и в цикле обработки
торцевой поверхности.
Однако, операция 1 перемещает инструмент из исходной точки (A) в позицию, полученную путем
прибавления величины конуса к заданной координате первой оси на плоскости (заданная
координата Z для плоскости ZX) в режиме ускоренного подвода.
Операции 2, 3 и 4 после операции 1 такие же
ПРИМЕЧАНИЕ
В режиме единичного блока, операции 1, 2, 3 и 4 выполняются однократным
нажатием на кнопку пуска цикла.
, как в цикле обработки торцевой поверхности.
- 42 -
Page 63

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
- Зависимость знака конусности от траектории инструмента
Траектория инструмента определяется в соответствии с отношением между знаком величины
конуса (адрес R) и конечной точкой обработки в направлении торцевой поверхности в абсолютном
или инкрементном программировании следующим образом.
Обтачивание Растачивание
1. U < 0, W < 0, R < 0 2. U > 0, W < 0, R < 0
X
X
Z
U/2
Z
2(F)
R
1(R)
3(F)
W
4(R)
3. U < 0, W < 0, R > 0
в |R|≤|W|
Z
Z
U/2
R
2(F)
4. U > 0, W < 0, R > 0
при |R|≤|W|
1(R)
W
3(F)
4(R)
X
Z
U/2
Z
R
1(R)
2(F)
3(F)
W
4(R)
X
Z
U/2
Z
R
2(F)
W
3(F)
1(R)
4(R)
- Отмена режима
Чтобы отменить режим стандартного цикла, задайте G-код группы 01, отличный от G90, G92 и G94.
- 43 -
Page 64

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
4.1.4 Как применять стандартные циклы (G90, G92, G94)
В зависимости от формы материала и формы изделия выбирается соответствующий стандартный
цикл.
- Цикл прямолинейного резания (G90)
- Цикл обработки конической поверхности (G90)
Форма материала
Форма
изделия
Форма материала
Форма изделия
- 44 -
Page 65

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
- Цикл обработки торцевой поверхности (G94)
Форма материала
Форма изделия
- Цикл обработки конической поверхности (G94)
Форма материала
Форма изделия
- 45 -
Page 66

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
4.1.5 Стандартный цикл и коррекция на радиус вершины
инструмента
Если применяется коррекция на радиус вершины инструмента, то траектория центра режущей
кромки инструмента и направление коррекции выбираются, как показано ниже. В исходной точке
цикла вектор коррекции отменяется. Запуск коррекции для перемещения выполняется с исходной
точки цикла. Вектор коррекции снова временно отменяется при возврате на исходную точку цикла,
и коррекция применяется снова
определяется согласно схеме обработки вне зависимости от режима G41 или G42.
Цикл обтачивания/растачивания (G90)
Траектория центра радиуса вершины инструмента
для следующей команды перемещения. Направление коррекции
Направление коррекции
Траектория центра
Вершина
инструмента
целиком
Запрограммированная
траектория
радиуса вершины
инструмента
Вершина
инструмента
целиком
4
5
1
Цикл подрезки торца (G94)
Траектория центра радиуса вершины инструмента
Траектория центра
Вершина
инструмента
целиком
радиуса вершины
инструмента
4
5
8
6
Вершина
инструмента
целиком
8
0
3
7
2
Направление коррекции
0
3
7
Вершина
инструмента
целиком
Запрограммированная
траектория
1
6
Вершина
инструмента
целиком
2
Цикл нарезания резьбы (G92)
Применение коррекции на радиус вершины инструмента невозможно.
- 46 -
Page 67

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
Различия между настоящим устройством ЧПУ и серией 0i-C
ПРИМЕЧАНИЕ
Направление коррекции в данном ЧПУ обрабатывается так же, как в серии
0i-C, но имеются отличия, касающиеся траектории центра радиуса режущей
кромки инструмента.
- Для настоящего устройства ЧПУ
Операции цикла в стандартном цикле заменены на G00 или G01. В
первом блоке для перемещения инструмента из начальной точки
выполняется процедура запуска. В последнем
блоке для возврата
инструмента в начальную точку происходит отмена коррекции.
- Для серии 0i-C
Данная серия отличается от этого ЧПУ операциями в блоке перемещения
инструмента из исходной точки и в последнем блоке возврата в исходную
точку. Подробную информацию см. в «Руководстве по эксплуатации
серии 0i-C.»
Как коррекция применяется в серии 0i-C
G90 G94
Тра ек то ри я центра радиуса
вершины инструмента
4,8,3
5,0,7
4
5
0
8
3
7
Траектория центра радиуса
вершины инструмента
4,8,3
5,0,7
4
5
0
8
3
7
1,6,2
Вершина
инструмента
целиком
Запрограммированная
траектория
4,5,1
1
2
6
8,0,6
3,7,2
1,6,2
Вершина
инструмента
целиком
Запрограммированная
траектория
1
4,5,1
2
6
8,0,6
3,7,2
- 47 -
Page 68

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
4.1.6 Ограничения стандартных циклов
Ограничения
- Модальный
Элементы данных X (U), Z (W) и R в стандартном цикле представляют собой модальные значения,
общие для G90, G92 и G94. По этой причине, если не задано новое значение X (U), Z (W) или R,
действует ранее заданное значение.
Таким образом, если расстояние перемещения по оси Z не изменяется, то, как показано ниже в
примере программы, стандартный цикл можно повторить, задав только расстояние перемещения по
оси X.
Пример
Ось X
66
4
8
12
16
Деталь
0
Цикл на рисунке выше выполняется по следующей
программе:
N030 G90 U-8.0 W-66.0 F0.4;
N031 U-16.0;
N032 U-24.0;
N033 U-32.0;
Модальные значения, общие для стандартных циклов, сбрасываются, если задан любой
однократный G-код кроме G04.
Так как режим стандартного цикла не отменяется посредством задания однократного G-кода,
стандартный цикл может быть выполнен снова путем задания модальных значений. Если
модальные значения не заданы, то операции цикла не выполняются.
Если задан код G04, то выполняется G04, а
стандартный цикл не выполняется.
- Блок, в котором не задана команда перемещения
В режиме стандартного цикла в блоке, в котором не задается команда перемещения, также
выполняется стандартный цикл. К этому типу блоков относятся, например, блок, содержащий
только EOB или блок, в котором не задаются коды M, S и T, а также команды перемещения. Если в
режиме стандартного цикла задан код M, S или T, то соответствующая функция M, S или T
выполняется вместе
с стандартным циклом. Если это неудобно, задайте G-код группы 01 (G00 или
G01), кроме G90, G92 или G94, чтобы отменить режим стандартного цикла, и задайте код M, S или T,
как в приведенном ниже примере программы. После выполнения соответствующей функции M, S
или T снова задайте стандартный цикл.
Пример
N003 T0101;
:
:
N010 G90 X20.0 Z10.0 F0.2;
N011 G00 T0202; ←Отменяет режим стандартного цикла.
N012 G90 X20.5 Z10.0;
- 48 -
Page 69

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
- Команда выбора плоскости
Задайте команду выбора плоскости (G17, G18 или G19) перед переходом в режим стандартного
цикла или в блоке, в котором задается первый стандартный цикл.
Если команда выбора плоскости задана в режиме стандартного цикла, то команда выполняется, но
модальные значения, общие для стандартных циклов, сбрасываются.
Если задана ось, лежащая вне выбранной плоскости, выдается сигнал об ошибке
PS0330.
- Параллельная ось
Если используется система G-кодов A, то оси U, V и W не могут быть заданы как параллельные.
- Сброс
Если операция сброса выполняется во время стандартного цикла, когда задано одно из следующих
состояний для удержания модального G-кода группы 01, модальный G-код группы 01 заменяется
режимом G01:
• Состояние сброса (бит 6 (CLR) параметра № 3402 = 0)
• Состояние очистки (бит 6 (CLR) параметра № 3402 = 1) и состояние, когда модальный G-код
группы 01 удерживается во время сброса (бит 1 (C01) параметра № 3406 = 1)
Пример операции
Если сброс выполняется во время стандартного цикла (блок X0), и выполняется команда
X20.Z1., вместо стандартного цикла выполняется линейная интерполяция (G01).
)
4.2 МНОГОКРАТНО ПОВТОРЯЕМЫЙ СТАНДАРТНЫЙ ЦИКЛ
(G70-G76)
Многократно повторяемый стандартный цикл - это стандартные циклы, используемые для
облегчения программирования ЧПУ. Например, данные о форме заготовки после чистовой
обработки описывают траекторию движения инструмента для черновой обработки. Кроме того,
предусмотрен стандартный цикл нарезания резьбы.
ПРИМЕЧАНИЕ
1 На пояснительных рисунках в этом разделе используются плоскость ZX в
качестве выбранной плоскости, программирование диаметра для оси X и
программирование радиуса для оси Z. Если для оси X используется
программирование радиуса, измените U/2 на U, а X/2 на X.
2 Многократно повторяемый стандартный цикл можно выполнить в любой
плоскости (включая параллельные оси для определения плоскости). Однако
если используются
как параллельную ось.
G-коды системы A, то оси U, V и W невозможно задать
- 49 -
Page 70

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
4.2.1 Удаление припуска при точении (G71)
При точении применяются два типа удаления припуска: Тип I и II.
Формат
Плоскость ZpXp
G71 U(∆d) R(e) ;
G71 P(ns) Q(nf) U(∆u) W(∆w) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
Плоскость YpZp
G71 W(∆d) R(e) ;
G71 P(ns) Q(nf) V(∆w) W(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
Плоскость XpYp
Команды перемещения для заданной фигуры от A до A’ до B заданы в
блоках в номерами последовательности от ns до nf.
G71 V(∆d) R(e) ;
G71 P(ns) Q(nf) U(∆w) V(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
∆d : Глубина резания
Направление резания зависит от направления AA'. Это значение является
модальным и не изменяется, пока не будет задано другое значение. Это значение
также может указываться в параметре (№ 5132), а этот параметр изменяется
программной командой.
e : Величина отвода
Это значение является модальным и не изменяется, пока не будет задано другое
значение. Это значение также может указываться в параметре (№ 5133), а этот
параметр изменяется программной командой.
ns : Порядковый номер первого блока для программы чистовой обработки.
nf : Порядковый номер последнего блока для программы чистовой обработки.
∆U : Расстояние припуска на чистовую обработку в направлении второй оси на
плоскости (ось X для плоскости ZX)
∆w : Расстояние припуска на
плоскости (ось Z для плоскости ZX)
f,s,t : Любая функция F, S или Т, содержащаяся в блоках цикла от ns до nf,
пропускается, а функция F, S или Т в блоке G71 действует.
чистовую обработку в направлении первой оси на
- 50 -
Page 71

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
A
∆
∆
A
∆
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
Блок
Зависит от системы приращений для
∆d
референтной оси.
Зависит от системы приращений для
e
референтной оси.
Зависит от системы приращений для
∆U
референтной оси.
Зависит от системы приращений для
∆w
референтной оси.
Программирование
диаметра/радиуса
Программирование радиуса Не требуется Разрешено
Программирование радиуса Не требуется Разрешено
Зависит от программирования
диаметра/радиуса для второй оси
на плоскости.
Зависит от программирования
диаметра/радиуса для первой оси
на плоскости.
(R)
B
(F)
°
45
Заданная фигура
(R)
e
(F)
C
Знак
Требуется Разрешено
Требуется Разрешено
d
Ввод десятичной
точки
u/2
+X
(F): Рабочая подача
(R): Ускоренный подвод
+Z
e: Величина отвода
’
W
Рис. 4.2.1 (a) Траектория резания при съеме припуска при обтачивании (тип I)
Пояснение
- Операции
Если программой задана фигура, проходящая через точки A, A' и B в указанном порядке, заданный
участок снимается на ∆d (глубина реза) с оставлением припуска на чистовую обработку, заданного
значениями ∆u/2 и ∆w. После выполнения последнего реза в направлении второй оси на плоскости
(ось X для плоскости ZX) черновое резание выполняется в качестве чистовой обработки вдоль
намеченной фигуры. После чернового резания в качестве чистовой обработки выполняется блок,
следующий за блоком последовательности, заданным в Q.
- 51 -
Page 72

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
A
A
A
A
A
A
A
A
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
ПРИМЕЧАНИЕ
1 Если ∆d и ∆u заданы одним и тем же адресом, то их значения определяются
наличием адресов P и Q.
2 Циклическая обработка задается командой G71 с указанием значений в
P и Q.
3 Функции F, S и T, которые задаются в команде перемещения между точками
A и B, не действуют, а функции, заданные в блоке G71 или предыдущем
блоке, действуют.
Функции M и вторичные вспомогательные функции
обрабатываются так же, как функции F, S и T.
4 Если включена функция управления постоянной скорости резания
(бит 0 (SSC) параметра № 8133 установлен на 1), команда G96 или G97,
заданная в команде перемещения между точками A и B, игнорируется.
Если необходимо включить команду G96 или G97, задайте ее в G71 или в
предыдущем блоке.
- Заданная фигура
Схемы
Рассмотрим следующие четыре схемы обработки. Во всех этих циклах резания заготовка
обрабатывается с перемещением инструмента параллельно первой оси на плоскости (ось Z для
плоскости ZX). В этот раз знаки припусков на чистовую обработку ∆u и ∆w следующие:
B
U(+)…W(+)
U(+)…W(-)
B
B
+X
'
'
'
'
U(-)…W(+)
+Z
Рис. 4.2.1 (b) Четыре схемы заданной фигуры
U(-)…W(-)
Возможна как линейная
интерполяция, так и
круговая
B
Ограничения
(1) Для U(+) невозможна обработка фигуры, для которой задано положение выше начальной
точки цикла.
Для U(-) невозможна обработка фигуры, для которой задана позиция ниже исходной точки
цикла.
(2) Для I типа фигура должна иметь монотонное возрастание или убывание по первой и второй
осям на плоскости.
(3) Для II типа фигура должна иметь монотонное возрастание или убывание
плоскости.
по первой оси на
- 52 -
Page 73

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
- Начальный блок
В начальном блоке в программе для заданной фигуры (блок с номером последовательности ns, в
котором задана траектория между A и A') должно быть задано G00 или G01. Если такая команда не
задана, выдается сигнал об ошибке PS0065.
Если задана команда G00, то позиционирование выполняется вдоль A-A'. Если задана команда G01,
то линейная интерполяция выполняется на рабочей подаче вдоль A-A'.
В этом
начальном блоке следует также выбрать тип I или II.
- Функции проверки
Во время работы цикла всегда выполняется проверка заданной фигуры на монотонное возрастание
или убывание.
ПРИМЕЧАНИЕ
Если применяется компенсация на радиус вершины инструмента, то
проверяется заданная фигура, к которой применяется компенсация.
Можно выполнить также следующие проверки.
Проверка Соответствующий параметр
Проверяет наличие блока с номером последовательности, заданным в адресе
Q, в программе перед выполнением цикла.
Проверяет заданную фигуру перед выполнением цикла.
(Также проверяет наличие блока с номером последовательности, заданным в
адресе Q.)
Активируется, если бит 2 (QSR) параметра
№ 5102 имеет значение 1.
Активируется, если бит 2 (FCK) параметра
№ 5104 имеет значение 1.
- Типы I и II
Выбор типа I или II
Для G71 имеются типы I и II.
Если в заданной фигуре имеются выемки, обязательно используйте тип II.
Операция схода после чернового резания в направлении первой оси на плоскости (ось Z для
плоскости ZX) различна для типов I и II. Для типа I инструмент сходит под углом 45. Для типа II
инструмент обрабатывает заготовку по контуру фигуры. Если в заданной фигуре нет выемок
определите желаемую операцию схода и выберите тип I или II.
Выбор типа I или II
В начальном блоке для заданной фигуры (порядковый номер ns) выберите тип I или II.
(1) Если выбран тип I
Задайте вторую ось на плоскости (ось X для плоскости ZX). Не задавайте первую ось на
плоскости (ось Z для плоскости ZX).
(2) Если выбран тип II
Задайте вторую ось на плоскости (ось X для плоскости ZX) и первую ось на плоскости
(ось Z
Если необходимо использовать тип II без перемещения инструмента по первой оси на
плоскости (ось Z для плоскости ZX), задайте инкрементное программирование с расстоянием
перемещения 0 (W0 для плоскости ZX).
для плоскости ZX).
,
- 53 -
Page 74

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
- Тип I
(1) В блоке с порядковым номером ns необходимо задать только вторую ось на плоскости
(ось X (ось U) для плоскости ZX).
Пример
Плоскость ZX
G71 V10.0 R5.0 ;
G71 P100 Q200....;
N100 X(U)_ ; (Задает только вторую ось на плоскости.)
: ;
: ;
N200…………;
(2) Фигура по траектории A'-B должна иметь монотонное возрастание или убывание в
направлении обеих осей, образующих плоскость (оси Z и X для плоскости ZX). В ней не
должно быть выемок, как показано на рисунке ниже.
X
B
Z
Канавки не допускаются.
A
A’
Рис. 4.2.1 (c) Фигура, не имеющая монотонного возрастания или убывания (тип I)
ПРЕДОСТЕРЕЖЕНИЕ
Если фигура не имеет монотонного изменения вдоль первой или второй оси
на плоскости, выдается сигнал об ошибке PS0064 или PS0329. Однако, если
перемещение не демонстрирует монотонного изменения, но оно очень
мало, и удается определить, что перемещение не представляет опасности,
то можно задать допустимую величину перемещения в параметрах № 5145
и 5146 указывают, что
(3) После чернового прохода инструмент отводится в направлении 45 градусов на рабочей подаче.
сигнал об ошибке в этом случае не выдается.
°
45
Рис. 4.2.1 (d) Резание в направлении 45 градусов (тип I)
Величина отвода e (задается в
команде или в параметре № 5133)
(4) Сразу после последнего прохода выполняется черновой проход в качестве чистового по
контуру заданной фигуры. Биту 1 (RF1) параметра № 5105 можно присвоить значение 1 для
того, чтобы черновое резание не выполнялось в качестве чистовой обработки.
- 54 -
Page 75

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
A
A
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
- Тип II
(F)
(R)
C
B
Заданная фигура
+X
+Z
Рис. 4.2.1 (e) Траектория резания при съеме припуска при обтачивании (тип II)
(R)
(F): Рабочая подача
(R): Ускоренный подвод
(F)
(R)
(F)
∆
d
∆d
∆
u/2
’
∆W
Если, как показано на рисунке, программой задана фигура, проходящая через A, A' и B в таком
порядке, заданный участок снимается на ∆d (глубина реза) с оставлением припуска на чистовую
обработку, заданного значениями ∆u/2 и ∆w. Отличие II типа от I типа касается резания заготовки
вдоль фигуры после чернового резания в направлении первой оси на плоскости (
ось Z для
плоскости ZX).
После последнего реза инструмент возвращается в начальную точку, заданную в G71, и
выполняется черновое резание в качестве чистовой обработки вдоль намеченной фигуры с
оставлением припуска на чистовую обработку, заданного ∆u/2 и ∆w.
Тип II имеет следующие отличия от типа I:
(1) В блоке с порядковым номером ns необходимо задать две оси, образующие
плоскость
(ось X (ось U) и ось Z (ось W) для плоскости ZX). Если вы хотите использовать II тип без
перемещения инструмента по оси Z на плоскости ZX в первом блоке, задайте W0.
Пример
Плоскость ZX
G71 V10.0 R5.0 ;
G71 P100 Q200.......;
N100 X(U)_ Z(W)_ ;
(Задает две оси, образующие плоскость.)
: ;
: ;
N200…………;
- 55 -
Page 76

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
(2) Фигура не должна иметь монотонного возрастания или убывания в направлении второй оси на
плоскости (ось X для плоскости ZX) и может иметь углубления (карманы).
+X
3
10
. . .
+Z
Рис. 4.2.1 (f) Фигура с карманами (тип II)
1 2
Однако фигура должна иметь монотонное изменение в направлении первой оси на плоскости
(ось Z для плоскости ZX). Обработка следующей фигуры невозможна.
По оси Z не наблюдается
монотонного изменения.
+X
+Z
Рис. 4.2.1 (g) Фигура, которую невозможно обработать (тип II)
ПРЕДОСТЕРЕЖЕНИЕ
Для фигуры, по контуру которой инструмент перемещается назад вдоль
первой оси на плоскости во время операции резания (включая вершину в
команде дуги), режущий инструмент может соприкасаться с заготовкой. По
этой причине для фигуры, не имеющей монотонного изменения, выдается
сигнал об ошибке PS0064 или PS0329. Однако если изменение при
перемещении не монотонное
, но очень мало, и можно определить, что
перемещение не представляет опасности, можно задать допустимую
величину перемещения в параметре № 5145 для отмены выдачи сигнала об
ошибке в этом случае.
Первый участок прохода не обязательно должен быть вертикальным. Допустима любая фигура,
если она демонстрирует монотонное изменение в направлении первой оси плоскости (ось Z для
плоскости ZX).
+X
+Z
Рис. 4.2.1 (h) Фигура, которую можно обработать (тип II)
- 56 -
Page 77

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
∆
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
(3) После обтачивания инструмент делает проход по заготовке по контуру фигуры и отводится на
рабочей подаче.
Величина отвода e (задается в команде или в
параметре № 5133)
Отвод после прохода
Глубина резания
команде или в параметре № 5132)
d (задается в
Рис. 4.2.1 (i) Резание по контуру фигуры заготовки (тип II)
Величина отвода после обработки (e) может указываться в адресе R или задаваться в параметре
№ 5133.
Однако при перемещении со дна инструмент отводится в направлении 45 градусов.
45
°
Рис. 4.2.1 (j) Отвод со дна в направлении 45 градусов
e (задается в команде или в
Дно
параметре № 5133)
(4) Если положение, параллельное первой оси на плоскости (ось Z для плоскости ZX), задано в
блоке в программе для заданной фигуры, предполагается, что оно находится на дне фасонной
канавки.
(5) После завершения чернового прохода по всей первой оси на плоскости (ось Z для плоскости
ZX) инструмент временно возвращается в начальную точку цикла. При этом,
если имеется
позиция, высота которой равна высоте исходной точки, инструмент проходит через точку в
позиции, полученной посредством прибавления глубины реза ∆d к позиции фигуры, и
возвращается в исходную точку.
Затем выполняется черновой проход в качестве чистового по контуру заданной фигуры. При
этом инструмент проходит через точку в полученной позиции (к
которой прибавлена глубина
реза ∆d), возвращаясь в исходную точку.
Бит 2 (RF2) параметра № 5105 можно установить на 1, чтобы черновой проход не выполнялся в
качестве чистовой обработки.
Операция отвода после чернового
прохода в качестве чистовой
обработки
Операция отвода после
чернового прохода
{
Рис. 4.2.1 (k) Операция отвода с возвращением инструмента в начальную точку (тип II)
Начальная точка
{
Глубина резания ∆d
- 57 -
Page 78

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
(6) Порядок и траектория для чернового прохода по контуру канавок
Черновой проход выполняется в следующем порядке.
(a) Если фигура имеет монотонное убывание по первой оси на плоскости
(ось Z для плоскости ZX)
Черновой проход выполняется в порядке <1>, <2> и <3>
от крайней правой канавки.
<3>
<2>
<1>
+X
+Z
Рис. 4.2.1 (l) Порядок чернового прохода в случае монотонного убывания (тип II)
(b) Если фигура имеет монотонное возрастание по первой оси на плоскости
(ось Z для плоскости ZX)
+X
Рис. 4.2.1 (m) Порядок чернового прохода в случае монотонного возрастания (тип II)
Черновой проход выполняется в порядке <1>, <2> и <3>
от крайней левой канавки.
<1>
<2>
<3>
+Z
Траектория чернового прохода, как показано ниже.
3
34
24
23
29
28
33
30
26
27
31
32
35
4
25
9 10
2
22
21
6
8
20
14
19
11
15
7
12
16
13
17
18
1
5
Рис. 4.2.1 (n) Траектория резания для группы канавок (тип II)
- 58 -
Page 79

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
На следующем рисунке подробно показано, как перемещается инструмент после черновой
обработки выемки.
22
Рабочая подача
Рис. 4.2.1 (o) Данные перемещения после прохода для канавки (тип II)
•
D
g
21
20
19
Ускоренное перемещение
Отвод от дна
Обрабатывает заготовку на скорости рабочей подачи и сходит под углом 45 градусов. (Операция 19)
Затем перемещается на высоту точки D на скорости ускоренного подвода. (Операция 20)
Затем перемещается на позицию величины g перед точкой D. (Операция 21)
Затем перемещается в точку D на скорости рабочей подачи.
Зазор g до исходной позиции рабочей подачи задан параметром № 5134.
Для последней выемки,
после обработки дна, инструмент сходит под углом 45 градусов и
возвращается в исходную точку на скорости ускоренного подвода. (Операции 34 и 35)
ПРЕДОСТЕРЕЖЕНИЕ
1 Настоящее устройство ЧПУ отличается от серии 0i-C порядком выполнения
канавки.
Инструмент сначала обрабатывает ближайшую к исходной точке выемку.
После завершения выполнения канавки инструмент перемещается ко
второй ближайшей канавке и начинает обработку.
2 Если фигура имеет канавку, обычно следует задать значение 0 для ∆w
(припуск на чистовую обработку). В противном
случае инструмент может
врезаться в стенку на одной стороне.
- Коррекция на радиус вершины инструмента
При использовании коррекции на радиус вершины инструмента задайте команду коррекции на
радиус вершины инструмента (G41, G42) перед командой многократно повторяемого стандартного
цикла (G70, G71, G72, G73) и задайте команду отмены (G40) вне блоков (от блока, заданного
P-кодом, до блока, заданного Q-кодом) при задании фигуры обработки.
Если команда коррекции на радиус вершины инструмента (G40, G41 или G42) задана в команде
G70, G71, G72 или
Если этот цикл задан в режиме коррекции на радиус вершины инструмента, коррекция отменяется
на время перемещения в исходную точку. Запуск выполняется в первом блоке. Коррекция снова
временно отменяется при возврате в исходную точку цикла после прекращения режима цикла.
Запуск выполняется затем в соответствии со следующей
показана на рисунке внизу.
G73, то выдается сигнал об ошибке PS0325.
командой перемещения. Эта операция
- 59 -
Page 80

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
A
A
A
A
A
A
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
Отмена коррекции
Начальная точка цикла
Пуск
z
Отмена коррекции
Пуск
Эта операция цикла выполняется в соответствии с фигурой, определенной траекторией коррекции
на радиус вершины инструмента, если вектор коррекции равен 0 в исходной точке A, и запуск
выполняется в блоке траектории A-A'.
B
Положение между
Программа заданной фигуры,
для которой не применяется
коррекция на радиус вершины
инструмента
+X
Рис. 4.2.1 (p) Траектория при применении коррекции на радиус вершины инструмента
Траектория центра режущей кромки инструмента, когда
+Z
коррекция на радиус вершины инструмента применяется с G42
-A', в котором
выполнен запуск
’
B
+X
Программа заданной фигуры,
для которой не применяется
+Z
коррекция на радиус вершины
инструмента
’
Положение между
-A', в котором
выполнен запуск
Траектория центра режущей
кромки инструмента, когда
коррекция на радиус вершины
инструмента применяется с G42
- 60 -
Page 81

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
ПРИМЕЧАНИЕ
Для выполнения выемок в режиме коррекции на радиус вершины
инструмента задайте линейный блок A-A' с внешней стороны от заготовки и
фигуру фактической выемки. Это предотвращает врезание в канавку.
- Перемещение к начальной точке предыдущего прохода
Перемещение к начальной точке обтачивания выполняется двумя операциями. (Операции 1 и 2 на
рисунке внизу.) Выполняемая для перемещения к начальной точке текущей обтачивания, операция
1 временно перемещает инструмент на начальную точку предыдущей обтачивания, затем операция
2 перемещает инструмент на начальную точку текущей обтачивания.
Операция 1 перемещает инструмент на скорости рабочей подачи. Операция 2 перемещает
инструмент в
программы.
Биту 0 (ASU) параметра № 5107 можно присвоить значение 1, чтобы при операции 1 инструмент
перемещался на скорости ускоренного подвода.
соответствии с режимом (G00 или G01), заданным в начальном блоке геометрической
Для команды I типа
Начальная точка
предыдущего
обтачивания
Операция 2
Начальная
точка текущего
обтачивания
+X
+Z
Операция 1
: Можно выбрать ускоренное перемещение.
:В соответствии с режимом в начальном блоке.
- 61 -
Page 82

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
4.2.2 Удаление припуска при торцевой обработке (G71)
Этот цикл выполняется так же, как G71, за исключением того, что резание выполняется
посредством операции, параллельной второй оси на плоскости (ось X для плоскости ZX).
Формат
Плоскость ZpXp
G72 W(∆d) R(e) ;
G72 P(ns) Q(nf) U(∆u) W(∆w) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
Плоскость YpZp
G72 V(∆d) R(e) ;
G72 P(ns) Q(nf) V(∆w) W(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
Плоскость XpYp
Команды перемещения для заданной фигуры от A до A’ до B заданы в
блоках в номерами последовательности от ns до nf.
G72 U(∆d) R(e) ;
G72 P(ns) Q(nf) U(∆w) W(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
∆d : Глубина резания
Направление резания зависит от направления AA'. Это значение является
модальным и не изменяется, пока не будет задано другое значение. Это значение
также может указываться в параметре (№ 5132), а этот параметр изменяется
программной командой.
e : Величина отвода
Это значение является модальным и не изменяется, пока не будет задано другое
значение. Это значение также может указываться в параметре (№ 5133), а этот
параметр изменяется программной командой.
ns : Порядковый номер первого блока для программы чистовой обработки.
nf : Порядковый номер последнего блока для программы чистовой обработки.
∆U : Расстояние припуска на чистовую обработку в направлении второй оси на
плоскости (ось X для плоскости ZX)
∆w : Расстояние припуска на
плоскости (ось Z для плоскости ZX)
f,s,t : Любая функция F, S или Т, содержащаяся в блоках цикла от ns до nf, пропускается,
а функция F, S или Т в блоке G72 действует.
чистовую обработку в направлении первой оси на
- 62 -
Page 83

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
A
(R)
(F)
A
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
Блок
∆d
e
∆U
∆w
Зависит от системы приращений
для референтной оси.
Зависит от системы приращений
для референтной оси.
Зависит от системы приращений
для референтной оси.
Зависит от системы приращений
для референтной оси.
Программирование
диаметра/радиуса
Программирование радиуса Не требуется Разрешено
Программирование радиуса Не требуется Разрешено
Зависит от программирования
диаметра/радиуса для второй оси
на плоскости.
Зависит от программирования
диаметра/радиуса для первой оси
на плоскости.
Знак
Требуется Разрешено
Требуется Разрешено
Ввод десятичной
точки
'
(F)
∆d
e
(F): Рабочая подача
(R): Ускоренный подвод
C
Траектория инструмента
(R)
45
°
Заданная фигура
+X
B
+Z
Рис. 4.2.2 (q) Траектория резания при съеме припуска при подрезке торца (тип I)
∆w
u/2
∆
Пояснение
- Операции
Если программой задана фигура, проходящая через точки A, A' и B в указанном порядке, заданный
участок снимается на ∆d (глубина реза) с оставлением припуска на чистовую обработку, заданного
значениями ∆u/2 и ∆w.
ПРИМЕЧАНИЕ
1 Если ∆d и ∆u заданы одним и тем же адресом, то их значения определяются
наличием адресов P и Q.
2 Циклическая обработка задается командой G72 с указанием значений в
P и Q.
3 Функции F, S и T, которые задаются в команде перемещения между точками
A и B, не действуют, а функции, заданные в блоке G72 или предыдущем
блоке, действуют.
обрабатываются так же, как функции F, S и T.
4 Если включена функция управления постоянной скорости резания
(бит 0 (SSC) параметра № 8133 установлен на 1), команда G96 или G97,
заданная в команде перемещения между точками A и B, игнорируется.
Если необходимо включить команду G96 или G97, задайте ее в G71 или в
предыдущем блоке.
Функции M и вторичные вспомогательные функции
- 63 -
Page 84

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
A
A
A
A
A
A
A
A
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
- Заданная фигура
Схемы
Рассмотрим следующие четыре схемы обработки. Во всех этих циклах резания заготовка
обрабатывается с перемещением инструмента параллельно второй оси на плоскости (ось X для
плоскости ZX). В этот раз знаки припусков на чистовую обработку ∆u и ∆w следующие:
U(-)...W(+)...
B
B
U(-)...W(-)...
+X
+Z
'
'
U(+)...W(+)...
Рис. 4.2.2 (r) Знаки значений, заданных для U и W при съеме припуска при подрезке торца
B
B
'
'
U(+)...W(-)...
озможна как линейная
интерполяция, так и
круговая
Ограничения
(1) Для W(+) невозможна обработка фигуры, для которой задано положение выше начальной
точки цикла.
Для W(-) невозможна обработка фигуры, для которой задано положение ниже начальной точки
цикла.
(2) Для I типа фигура должна иметь монотонное возрастание или убывание по первой и второй
осям на плоскости.
(3) Для II типа фигура должна иметь монотонное возрастание или убывание
по второй оси на
плоскости.
- Начальный блок
В начальном блоке в программе для заданной фигуры (блок с номером последовательности ns, в
котором задана траектория между A и A') должно быть задано G00 или G01. Если такая команда не
задана, выдается сигнал об ошибке PS0065.
Если задана команда G00, то позиционирование выполняется вдоль A-A'. Если задана команда G01,
то линейная интерполяция выполняется на рабочей подаче вдоль A-A'.
В этом
начальном блоке следует также выбрать тип I или II.
- Функции проверки
Во время работы цикла всегда выполняется проверка заданной фигуры на монотонное возрастание
или убывание.
ПРИМЕЧАНИЕ
Если применяется компенсация на радиус вершины инструмента, то
проверяется заданная фигура, к которой применяется компенсация.
Можно выполнить также следующие проверки.
Проверка Соответствующий параметр
Проверяет наличие блока с номером последовательности, заданным в
адресе Q, в программе перед выполнением цикла.
Проверяет заданную фигуру перед выполнением цикла.
(Также проверяет наличие блока с номером последовательности,
заданным в адресе Q.)
- 64 -
Активируется, если бит 2 (QSR) параметра №
5102 имеет значение 1.
Активируется, если бит 2 (FCK) параметра №
5104 имеет значение 1.
Page 85

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
- Типы I и II
Выбор типа I или II
Для G72 имеются типы I и II.
Если в заданной фигуре имеются выемки, обязательно используйте тип II.
Операция схода после чернового резания в направлении второй оси на плоскости (ось X для
плоскости ZX) различна для типов I и II. Для типа I инструмент сходит под углом 45. Для типа II
инструмент обрабатывает заготовку по контуру фигуры. Если в заданной фигуре нет выемок
определите желаемую операцию схода и выберите тип I или II.
Выбор типа I или II
В начальном блоке для заданной фигуры (порядковый номер ns) выберите тип I или II.
(1) Если выбран тип I
Задайте первую ось на плоскости (ось Z для плоскости ZX). Не задавайте вторую ось на
плоскости (ось X для плоскости ZX).
(2) Если выбран тип II
Задайте вторую ось на плоскости (ось X для плоскости ZX) и первую ось на плоскости
ось Z для
Если необходимо использовать тип II без перемещения инструмента по второй оси на
плоскости (ось X для плоскости ZX), задайте инкрементное программирование с расстоянием
перемещения 0 (U0 для плоскости ZX).
плоскости ZX).
- Тип I
G72 отличается от G71 следующим:
(1) G72 выполняет проход по заготовке с перемещением инструмента параллельно второй оси на
плоскости (ось X на плоскости ZX).
(2) В начальном блоке в программе для заданной фигуры (блок с порядковым номером ns) должна
быть задана только первая ось на плоскости (ось Z (ось W) для плоскости ZX).
- Тип II
G72 отличается от G71 следующим:
(1) G72 выполняет проход по заготовке с перемещением инструмента параллельно второй оси на
плоскости (ось X на плоскости ZX).
(2) Фигура не должна иметь монотонного возрастания или убывания в направлении первой оси на
плоскости (ось Z для плоскости ZX) и может иметь углубления (канавки). Однако, фигура
должна иметь монотонное возрастание или убывание в
(ось X для плоскости ZX).
(3) Если положение, параллельное второй оси на плоскости (ось X для плоскости ZX), задано в
блоке в программе для заданной фигуры, предполагается, что она находится на дне канавки.
(4) После завершения всей черновой обработки по второй оси на плоскости (ось X для плоскости
ZX) инструмент временно возвращается
черновое резание в качестве чистовой обработки.
в начальную точку цикла. Затем выполняется
направлении второй оси на плоскости
- Коррекция на радиус вершины инструмента
См. страницы с объяснениями для G71.
- Перемещение к начальной точке предыдущего прохода
См. страницы с объяснениями для G71.
,
- 65 -
Page 86

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
4.2.3 Повтор схемы (G73)
Эта функция позволяет выполнять повторное резание по постоянной схеме с пошаговым
смещением схемы. Применяя данный цикл резания, можно продуктивно обработать заготовку,
черновая форма которой уже была получена в процессе черновой обработки, ковки или литья и т.п.
Формат
Плоскость ZpXp
G73 W(∆k) U(∆i) R(d) ;
G73 P(ns) Q(nf) U(∆u) W(∆w) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
Плоскость YpZp
G73 V(∆k) W(∆i) R(d) ;
G73 P(ns) Q(nf) V(∆w) W(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
Плоскость XpYp
Команды перемещения для заданной фигуры от A до A’ до B заданы в
блоках в номерами последовательности от ns до nf.
G73 U(∆k) V(∆i) R(d) ;
G73 P(ns) Q(nf) U(∆w) V(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
∆i : Расстояние отвода в направлении второй оси на плоскости
(ось X для плоскости ZX)
Это значение является модальным и не изменяется, пока не будет задано другое
значение. Это значение также может указываться в параметре № 5135, а этот
параметр изменяется командой программы.
∆k : Расстояние отвода в направлении первой оси на плоскости
(ось Z
Это значение является модальным и не изменяется, пока не будет задано другое
значение. Это значение также может указываться в параметре № 5136, а этот
параметр изменяется командой программы.
d : Количество делений
Это значение равно количеству повторов для черновой обработки. Это значение
является модальным и не изменяется, пока не будет
значение также может указываться в параметре № 5137, а этот параметр
изменяется командой программы.
ns : Порядковый номер первого блока для программы чистовой обработки.
nf : Порядковый номер последнего блока для программы чистовой обработки.
∆U : Расстояние припуска на чистовую обработку в направлении второй оси на
плоскости (ось X для плоскости ZX)
∆w : Расстояние
плоскости (ось Z для плоскости ZX)
f, s, t : Любая функция F, S и Т, содержащаяся в блоках с порядковыми номерами от
«ns» до «nf», пропускается, а действуют функции F, S и Т в данном блоке G73.
для плоскости ZX)
задано другое значение. Это
припуска на чистовую обработку в направлении первой оси на
- 66 -
Page 87

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
∆
A
∆i+∆
∆k+∆
A
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
Блок
∆i
∆k
∆U
∆w
Зависит от системы приращений для
референтной оси.
Зависит от системы приращений для
референтной оси.
Зависит от системы приращений для
референтной оси.
Зависит от системы приращений для
референтной оси.
Программирование
диаметра/радиуса
Программирование радиуса Требуется Разрешено
Программирование радиуса Требуется Разрешено
Зависит от программирования
диаметра/радиуса для второй оси
на плоскости.
Зависит от программирования
диаметра/радиуса для первой оси
на плоскости.
Знак
Требуется Разрешено
Требуется Разрешено
Ввод десятичной
точки
ПРИМЕЧАНИЕ
Для d допускается ввод десятичной точки. Однако в качестве числа делений
используется значение, округленное до целого, независимо от настройки
бита 0 (DPI) параметра № 3401. Если введено целое значение, то оно
используется как число делений.
w
D
(R)
u/2
∆
u/2
w
C
(R)
B
(F)
∆u/2
'
+ X
Заданная фигура
+Z
(F): Рабочая подача
∆
w
(R): Ускоренный подвод
Рис. 4.2.3 (s) Траектория резания при повторе последовательности
- 67 -
Page 88

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
Пояснение
- Операции
Если программой задана фигура, проходящая через A, A' и B в таком порядке, то черновое резание
выполняется заданное число раз, с оставлением припуска на чистовую обработку, заданного
значениями ∆u/2 и ∆w.
ПРИМЕЧАНИЕ
1 Поскольку значения ∆i и ∆k или ∆u и ∆w соответственно задаются одним и
тем же адресом, их значения определяются наличием адресов Р и Q.
2 Циклическая обработка выполняется командой G73 с заданием значений
в P и Q.
3 По завершении циклического режима инструмент возвращается в точку A.
4 Функции F, S и T, которые задаются в команде перемещения между точками
A и B, не действуют, а функции, заданные в блоке G73 или предыдущем
блоке, действуют. Функции M и вторичные вспомогательные функции
обрабатываются так же, как функции F, S и T.
- Заданная фигура
Схемы
Как и в случае G71, имеется четыре схемы заданных фигур. Будьте внимательны в отношении
знаков ∆u, ∆w, ∆i и ∆k при программировании этого цикла.
- Начальный блок
В начальном блоке в программе для заданной фигуры (блок с номером последовательности ns, в
котором задана траектория между A и A') должно быть задано G00 или G01. Если такая команда не
задана, выдается сигнал об ошибке PS0065.
Если задана команда G00, то позиционирование выполняется вдоль A-A'. Если задана команда G01,
то линейная интерполяция выполняется на рабочей подаче вдоль A-A'.
- Функция проверки
Можно выполнить следующую проверку.
Проверка Соответствующий параметр
Проверяет наличие блока с номером последовательности, заданным в
адресе Q, в программе перед выполнением цикла.
- Коррекция на радиус вершины инструмента
Как и G71, эта операция цикла выполняется в соответствии с фигурой, определенной траекторией
коррекции на радиус вершины инструмента, если вектор коррекции равен 0 в исходной точке A, и
запуск выполняется в блоке траектории A-A'.
Активируется, если бит 2 (QSR) параметра
№ 5102 имеет значение 1.
- 68 -
Page 89

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
4.2.4 Цикл чистовой обработки (G70)
После черновой обработки, задаваемой G71, G72 или G73, следующая команда разрешает чистовую
обработку.
Формат
G70 P(ns) Q(nf) ;
ns : Порядковый номер первого блока для программы чистовой обработки.
nf : Порядковый номер последнего блока для программы чистовой обработки.
Пояснение
- Операции
Для чистовой обработки выполняются блоки с порядковыми номерами от ns до nf в программе для
заданной фигуры. Команды F, S, T, M и вторичные вспомогательные функции, заданные в блоке
G71, G72 или G73, игнорируются, а выполняются команды F, S, T, M и вторичные вспомогательные
функции, заданные в блоках с порядковыми номерами от ns до nf.
Когда выполнение цикла завершено, инструмент возвращается в исходную точку на
ускоренного подвода и считывается следующий блок цикла G70.
- Заданная фигура
Функция проверки
Можно выполнить следующую проверку.
Проверка Соответствующий параметр
Проверяет наличие блока с номером последовательности, заданным в
адресе Q, в программе перед выполнением цикла.
Активируется, если бит 2 (QSR) параметра
№ 5102 имеет значение 1.
- Сохранение блоков P и Q
Если черновое резание выполняется посредством G71, G72 или G73, в памяти сохраняется до трех
адресов блоков P и Q. Таким образом, блоки, обозначенные P и Q, немедленно обнаруживаются при
выполнении G70 без поиска в памяти с самого начала. После выполнения нескольких циклов
чернового резания посредством G71, G72 и G73 можно выполнить циклы чистовой обработки
посредством G70 за один раз. При этом для четвертого
время цикла увеличивается из-за поиска в памяти блоков P и Q.
и последующих циклов чернового резания
скорости
- 69 -
Page 90

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
Пример
G71 P100 Q200 ...;
N100 ...;
...;
...;
N200 ...;
G71 P300 Q400 ...;
N300 ...;
...;
...;
N400 ...;
...;
...;
G70 P100 Q200 ; (Выполняется без поиска для циклов от первого до
третьего)
G70 P300 Q400 ; (Выполняется после поиска для четвертого и
последующих циклов)
ПРИМЕЧАНИЕ
Адреса в памяти блоков P и Q, сохраненные во время циклов чернового
прохода посредством G71, G72 и G73, удаляются после выполнения G70.
Все сохраненные в памяти адреса блоков P и Q также удаляются при
сбросе.
- Возврат к начальной точке цикла
В цикле чистовой обработки, после того, как инструмент обрабатывает заготовку до конечной
точки заданной фигуры, он возвращается в исходную точку цикла в режиме ускоренного подвода.
ПРИМЕЧАНИЕ
Инструмент возвращается в начальную точку цикла всегда в режиме
нелинейного позиционирования вне зависимости от настройки бита 1 (LRP)
параметра № 1401.
Перед выполнением цикла чистовой обработки для заданной фигуры с
прорезкой канавки посредством G71 или G72 убедитесь, что инструмент не
сталкивается с заготовкой при возврате из конечной точки заданной фигуры
в начальную точку цикла
.
- Коррекция на радиус вершины инструмента
Как и G71, эта операция цикла выполняется в соответствии с фигурой, определенной траекторией
коррекции на радиус вершины инструмента, если вектор коррекции равен 0 в исходной точке A, и
запуск выполняется в блоке траектории A-A'.
- 70 -
Page 91

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
φ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
Пример
Съем припуска при подрезке торца (G72)
Ось X
160
60
10
120
φ
10
80
φ
2010
190
2
7
88
40
φ
20
2
Начальная точка
2
110
Ось Z
(Обозначение диаметра для оси X, метрический ввод)
N010 G50 X220.0 Z190.0 ;
N011 G00 X176.0 Z132.0 ;
N012 G72 W7.0 R1.0 ;
N013 G72 P014 Q019 U4.0 W2.0 F0.3 S550 ;
N014 G00 Z56.0 S700 ;
N015 G01 X120.0 W14.0 F0.15 ;
N016 W10.0 ;
N017 X80.0 W10.0 ;
N018 W20.0 ;
N019 X36.0 W22.0 ;
N020 G70 P014 Q019 ;
Величина отвода: 1.0
Припуск на чистовую обработку (4,0 в диаметре в направлении X, 2,0 в направлении Z)
- 71 -
Page 92

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
Повтор схемы (G73)
16
B
16
Ось X
130
110
14
2
180
160
φ
φ
0
120
φ
80
φ
Ось Z
2
14
20
40
10
40
220
10
20
40
(Обозначение диаметра, метрический ввод)
N010 G50 X260.0 Z220.0 ;
N011 G00 X220.0 Z160.0 ;
N012 G73 U14.0 W14.0 R3 ;
N013 G73 P014 Q019 U4.0 W2.0 F0.3 S0180 ;
N014 G00 X80.0 W-40.0 ;
N015 G01 W-20.0 F0.15 S0600 ;
N016 X120.0 W-10.0;
N017 W-20.0 S0400 ;
N018 G02 X160.0 W-20.0 R20.0 ;
N019 G01 X180.0 W-10.0 S0280 ;
N020 G70 P014 Q019 ;
- 72 -
Page 93

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
4.2.5 Цикл сверления торцевой поверхности с периодическим
выводом сверла (G74)
Этот цикл позволяет стружкодробление при обработке внешнего диаметра. Если вторая ось на
плоскости (ось X (ось U) для плоскости ZX) и адрес P не указаны, то операция выполняется только
вдоль первой оси на плоскости (ось Z для плоскости ZX), то есть, выполняется цикл сверления с
периодическим выводом сверла.
Формат
G74R (e) ;
G74X(U)_ Z(W)_ P(∆i) Q(∆k) R(∆d) F (f ) ;
e : Величина возврата
Это значение является модальным и не изменяется, пока не будет задано
другое значение. Это значение также может указываться в параметре № 5139, а
этот параметр изменяется командой программы.
X_,Z_ : Координата второй оси на плоскости (ось X для плоскости ZX) в точке B и
Координата первой оси плоскости (ось Z для плоскости ZX) в точке
U_,W_ : Расстояние перемещения по второй оси плоскости (U для плоскости ZX) из
точки A в точку B
Расстояние перемещения по первой оси плоскости (W для плоскости ZX) из
точки A в точку C
(Если используется система G-кода A. В прочих случаях для задания
используют X_,Z_.)
∆i : Расстояние перемещения в направлении второй оси на плоскости
(ось X для плоскости ZX)
∆k : Глубина
резания в направлении первой оси на плоскости
(ось Z для плоскости ZX)
∆d : Величина отвода инструмента при проходе по дну
f : Скорость подачи
Блок
Зависит от системы приращений для
e
референтной оси.
Зависит от системы приращений для
∆i
референтной оси.
Зависит от системы приращений для
∆k
референтной оси.
Зависит от системы приращений для
∆d
референтной оси.
Программирование
диаметра/радиуса
Программирование радиуса Не требуется Разрешено
Программирование радиуса Не требуется Не допускается
Программирование радиуса Не требуется Не допускается
Программирование радиуса ПРИМЕЧАНИЕ Разрешено
Знак
ПРИМЕЧАНИЕ
Обычно для ∆d задается положительное значение. Если X (U) и ∆i
пропущены, задайте значение со знаком, указывающим направление для
отвода инструмента.
C
Ввод десятичной
точки
- 73 -
Page 94

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
∆k' ∆k
∆k ∆k
∆d
C
(R)
(R)
(F)
(F)
(R)
W
(F)
(F)
(R)
Z
+X
+Z
Рис. 4.2.5 (a) Траектория резания в цикле сверления в торце с периодическим выводом сверла
e
∆
k
A
(R)
(F)
(R)
(R) ... Уск о ренн ый подвод
(F) ... Рабочая подача
∆
k’ ≤ ∆k]
[0 <
∆
i
U/2
∆i
[0 <
∆
∆
i’
B
i’ ≤ ∆i]
X
Пояснение
- Операции
Повторяется циклическая операция резания по ∆k и возврата по e.
При проходе до точки C инструмент отводится на ∆d. Затем инструмент возвращается на скорости
ускоренного перемещения, перемещается в направлении точки B на ∆i и снова выполняет резание.
ПРИМЕЧАНИЕ
1 Поскольку как e, так и ∆d задаются одним и тем же адресом, их значения
определяются путем указания осей X, Y или Z. Если ось задана, то
используется ∆d.
2 Циклическая обработка выполняется командой G74 с указанием оси.
- Коррекция на радиус вершины инструмента
Применение коррекции на радиус вершины инструмента невозможно.
- 74 -
Page 95

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
4.2.6 Цикл сверления по внешнему/ внутреннему
диаметру (G75)
Этот цикл эквивалентен циклу G74 за иключением того, что вторая ось на плоскости (ось X для
плоскости ZX) меняется местами с первой осью на плоскости (ось Z для плоскости ZX). Этот цикл
позволяет стружкодробление при обработке торцевой поверхности. Он позволяет также
выполнение канавок во время резания по внешнему диаметру и срезания (если ось Z (ось W) и
указаны для первой оси на плоскости).
Формат
G75R (e) ;
G75X(U)_ Z(W)_ P(∆i) Q(∆k) R(∆d) F (f ) ;
e : Величина возврата
Это значение является модальным и не изменяется, пока не будет задано
другое значение. Это значение также может указываться в параметре № 5139,
а этот параметр изменяется командой программы.
X_, Z_ : Координата второй оси на плоскости (ось X для плоскости ZX) в точке B и
Координата первой оси плоскости (ось Z для плоскости ZX) в точке
U_, W_ : Расстояние перемещения по второй оси плоскости (U для плоскости ZX) из
точки A в точку B
Расстояние перемещения по первой оси плоскости (W для плоскости ZX) из
точки A в точку C
(Если используется система G-кода A. В прочих случаях для задания
используют X_,Z_.)
∆i : Глубина резания в направлении второй оси на плоскости
(ось X для плоскости ZX)
∆k : Расстояние
перемещения в направлении первой оси на плоскости
(ось Z для плоскости ZX)
∆d : Величина отвода инструмента при проходе по дну
f : Скорость подачи
Блок
Зависит от системы приращений для
e
референтной оси.
Зависит от системы приращений для
∆i
референтной оси.
Зависит от системы приращений для
∆k
референтной оси.
Зависит от системы приращений для
∆d
референтной оси.
Программирование
диаметра/радиуса
Программирование радиуса Не требуется Разрешено
Программирование радиуса Не требуется Не допускается
Программирование радиуса Не требуется Не допускается
Программирование радиуса ПРИМЕЧАНИЕ Разрешено
Знак
ПРИМЕЧАНИЕ
Обычно для ∆d задается положительное значение. Если Z (W) и ∆k
пропущены, задайте значение со знаком, указывающим направление для
отвода инструмента.
C
Ввод десятичной
Q не
точки
- 75 -
Page 96

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
A
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
+X
C
Z
+Z
W
(R)
(R)
(R)
(R)
(R)
∆k
(R)
(F)
(F)
(F)
(F)
(F)
B
(R) ... Ускоренный подвод
(F) ... Рабочая подача
∆i
e
∆i
∆i
∆i
∆i’
∆d
U/2
X
Рис. 4.2.6 (b) Цикл сверления по наружному диаметру/внутреннему диаметру
Пояснение
- Операции
Повторяется циклическая операция резания по ∆i и возврата по e.
Когда резание достигает точки B, инструмент отводится на ∆d. Затем инструмент возвращается на
скорости ускоренного перемещения, перемещается в направлении точки C по ∆k и снова выполняет
резание.
Как G74, так и G75 используются для точения канавок и сверления, и позволяют автоматический
отвод инструмента. Рассмотрим следующие четыре
- Коррекция на радиус вершины инструмента
Применение коррекции на радиус вершины инструмента невозможно.
симметричные схемы.
- 76 -
Page 97

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
4.2.7 Цикл нарезания многозаходной резьбы (G76)
В этом цикле нарезания резьбы резание выполняется одной кромкой при постоянной величине реза.
Формат
G76 P(m) (r) (a) Q(∆dмин) R(d ) ;
G76 X(U)_ Z(W)_ R(i ) P(k ) Q(∆d) F (L ) ;
m : Число повторений при чистовой обработке (от 1 до 99)
Это значение может задаваться в параметре № 5142, этот параметр
изменяется командой программы.
r : Величина снятия фаски (от 0 до 99)
Если шаг резьбы равен L, то значение L можно задать в диапазоне от 0,0L до
9,9L с приращением 0,1L (2-значное число). Это значение может задаваться в
параметре № 5130, этот
a : Угол вершины инструмента
Можно выбрать и задать 2-значным числом один из шести углов: 80°, 60°, 55°,
30°, 29° и 0°. Это значение может задаваться в параметре № 5143, этот
параметр изменяется командой программы.
Значения m, r и а задаются адресом Р одновременно.
(Пример) Если m=2, r=1.2L, a=60°, введите данные, как
(L – это шаг резьбы).
P 02 12 60
a
r
m
∆dмин : Минимальная глубина реза
Если глубина резания одной циклической операции становится меньше
этого предела, глубина резания фиксируется на этом значении. Это
значение можно задать в параметре № 5140, а параметр изменяется
командой программы.
d : Припуск на чистовую обработку
Это значение можно задать в параметре
командой программы.
X_, Z_ : Координаты конечной точки реза (точка D на рисунке внизу) в направлении
длины
U_, W_ : Расстояние перемещения до конечной точки реза (точка D на рисунке
внизу) в направлении длины
(Если используется система G-кода A. В прочих случаях для задания
используют X_,Z_.)
i : Величина конуса
Если i = 0, можно выполнить обычную цилиндрическую резьбу
k : Высота резьбы
∆d : Глубина первого реза
L : Шаг резьбы
параметр изменяется командой программы.
показано ниже
№ 5141, а параметр изменяется
.
- 77 -
Page 98

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
Блок
∆dмин
Зависит от системы приращений для
референтной оси.
Зависит от системы приращений для
d
референтной оси.
Зависит от системы приращений для
i
референтной оси.
Зависит от системы приращений для
k
референтной оси.
Зависит от системы приращений для
∆d
референтной оси.
X
U/2
i
Программирование
диаметра/радиуса
Программирование радиуса Не требуется Не допускается
Программирование радиуса Не требуется Разрешено
Программирование радиуса Требуется Разрешено
Программирование радиуса Не требуется Не допускается
Программирование радиуса Не требуется Не допускается
E
(R)
D
r
(R) A
(F)
Знак
(R)
B
C
∆d
Ввод десятичной
k
точки
Z
W
+X
+Z
Рис. 4.2.7 (c) Траектория резания в цикле нарезания многозаходной резьбы
Вершина инструмента
B
a
1-й
2-й
3-й
n-й
d
∆d
∆d√n
k
Рис. 4.2.7 (d) Данные резания
- 78 -
Page 99

4.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
B-64304RU-1/02 ПРОГРАММИРОВАНИЕ
ПРОГРАММИРОВАНИЯ
- Количество повторов при чистовой обработке
Повторяется последний цикл чистовой обработки (цикл, в котором срезается припуск на чистовую
обработку).
+X
Последний цикл чистовой обработки
+Z
d (Припуск на чистовую
обработку)
k
Пояснение
- Операции
Этот цикл выполняет нарезание резьбы таким образом, что длина шага только между C и D делается,
как задано в коде F. На других отрезках инструмент перемещается в режиме ускоренного подвода.
Константа времени для ускорения/замедления после интерполяции и скорость подачи FL для
снятия фаски резьбы и скорость подачи для отведения после снятия фаски такие же
фаски резьбы при помощи G92 (стандартный цикл).
ПРИМЕЧАНИЕ
1 Значения данных, заданных адресом Р, Q и R, определяются по наличию X
(U) и Z (W).
2 Циклическая обработка задается командой G76 с указанием значения Х (U)
и Z (W).
3 Значения, заданные в адресах P, Q и R, являются модальными и не
меняются до тех пор, пока не будет задано другое значение.
ПРЕДОСТЕРЕЖЕНИЕ
Примечания по нарезанию резьбы такие же, как для нарезания резьбы с
использованием G32. Остановка подачи в цикле нарезания резьбы описан
ниже в разделе «Остановка подачи в цикле нарезания резьбы».
- Зависимость знака конусности от траектории инструмента
Знаки инкрементных размеров для цикла, показанного на рис. 4.2.7 (c), следующие:
Конечная точка резания в направлении длины для U и W:
Минус (определяется в соответствии с направлениями траекторий A-C и C-D)
Величина конуса (i):
Минус (определяется в соответствии с направлением траектории A-C)
Высота резьбы (k):
Плюс (всегда задается со знаком плюс)
Глубина реза в первом проходе (∆d):
Плюс
Четыре схемы, приведенные в таблице ниже, соответствуют знаку каждого адреса. Возможна также
обработка внутренней резьбы.
(всегда задается со знаком плюс)
, как для снятия
- 79 -
Page 100

4. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ
ПРОГРАММИРОВАНИЯ
ПРОГРАММИРОВАНИЕ B-64304RU-1/02
Обтачивание Растачивание
1. U < 0, W < 0, i < 0 2. U > 0, W < 0, i > 0
X
U/2
X
Z
3(R)
2(F)
3. U < 0, W < 0, i > 0
при |i|≤|U/2|
4(R)
W
1(R)
i
X
X
Z
U/2 3(R)
4. U > 0, W < 0, i < 0
при |i|≤|U/2|
W
2(F)
4(R)
i
1(R)
X
U/2
Z
3(R)
X
4(R)
2(F)
W
X
W
U/2
Z
3(R)
1(R)
i
X
2(F)
4(R)
i
1(R)
- Ускорение/замедление после интерполяции для нарезания резьбы
Ускорение/замедление после интерполяции для нарезания резьбы - это ускорение/замедление по
типу показательной интерполяции. Присвоением значения биту 5 (THLx) параметра № 1610 можно
выбрать такое же ускорение/замедление, как для рабочей подачи. (Используются настройки бита 0
(CTLx) параметра № 1610.) Однако в качестве постоянной времени и скорости подачи FL
используются настройки параметров № 1626 и № 1627 для цикла
нарезания резьбы.
- Постоянная времени и скорость подачи FL для нарезания резьбы
Используются константа времени для ускорения/замедления после интерполяции для нарезания
резьбы, заданная в параметре № 1626, и скорость подачи FL, заданная в параметре № 1627.
- Снятие фаски резьбы
Снятие фаски резьбы может выполняться в цикле нарезания резьбы. Сигнал, исходящий от станка,
запускает снятие фаски резьбы.
Максимальная задаваемая командой величина снятия фаски резьбы (r) равна 99 (9,9L). Эта
величина может быть задана в диапазоне от 0,1L до 12,7L с приращением 0,1L в параметре № 5130.
Угол снятия фаски резьбы от 1 до 89 градусов можно задать в параметре №
5131. Если в параметре
задано значение 0, предполагается угол 45 градусов.
Для снятия фаски резьбы используется тот же тип ускорения/замедления после интерполяции,
константа времени для ускорения/замедления после интерполяции и скорость подачи FL, что и для
нарезания резьбы.
ПРИМЕЧАНИЕ
В этом цикле и в цикле нарезания резьбы с G92 используются общие
параметры для задания величины и угла снятия фаски резьбы.
- 80 -
 Loading...
Loading...