

Tri Tool 572AC User Manual
TABLE OF CONTENTS
CUSTOMER MESSAGE Inside Front Cover
SAFETY PRECAUTIONS 3
92-0660 Rev. 080423
Model 572AC SEVERMASTER®
GENERAL DESCRIPTION 6
SPECIFICA TIONS 7
INST ALLA TION 9
OPERA TION 1 1
CUTTING SPEEDS AND FEEDS 14
TOOL BITS 16
COLLETS 17
MAINTENANCE 19
SP ARE PAR TS 21
TROUBLE SHOOTING 22
ILLUSTRA TED PAR TS BREAKDOWN 23
TOOL BIT RESHARPENING POLICY Inside Back Cover
WARRANTY INFORMATION Inside Back Cover

Copyright 2008
Proprietary property of TRI TOOL Inc.
No reproduction, use, or duplication of the information
shown hereon is permitted without the express written
consent of TRI TOOL Inc.

SAFETY PRECAUTIONS
IN GENERAL
When using rotating head cutting equipment, basic safety precautions should always be
followed to reduce the risk of personal injury .
Operate this tool only in accordance with specific operating instructions.
Do not override the deadman switch on the power unit. Locking down, obstruct-
WARNING:
DRESS CONSIDERA TIONS
ing, or in any way defeating the deadman switch on the power drive unit may
result in serious injury .
Model 572AC SEVERMASTER®
Use standard safety equipment. Hard hats, safety shoes, safety harnesses, protective
clothes, and other safety devices should always be used when appropriate.
Use safety glasses. Do not operate cutting tools without eye protection.
Dress properly . Do not wear loose clothing or jewelry . They can be caught in rotating
and moving parts. Avoid slippery floors or wear nonskid footwear . If you have long hair,
wear protective hair covering to contain it.
WORK AREA
Keep the work area clean. Cluttered work areas and benches invite injuries.
Consider the work area environment. Keep the area well lit. Keep electrical cords,
cables, rags, rigging straps, and etc. clear of rotating equipment. Do not use powercutting tools in the presence of flammable liquids and gasses.
Keep visitors away . Do not let visitors or untrained personnel at or near operating tools.
Enforce eye protection requirements for all observers.
Do not over reach. Keep proper footing at all times.
St ay alert. Watch what you are doing. Use common sense. Do not operate tools when
you are tired.
92-0660 : Rev. 080423
3

TRI TOOL INC.
TOOL CARE
Maintain tools with care. Keep tools in good operating condition. Sharp tool bits
perform better and safer than dull tool bits. Well maintained tools function properly
when needed.
Check for damaged parts. If a tool has malfunctioned, been dropped or hit, it must be
checked for damage. Run no-load tests and feed function checks. Do a complete
visual inspection.
Electric motors. Use only with proper AC voltage power sources and observe all normal electric shock hazard procedures.
Do not abuse power and control cords. Pulling or running over cords and cables can
result in electrical shock hazards and malfunctions. Keep control and power cords out
of all cutting fluids and water.
Hydraulic drives. Observe proper procedures for electrically driven power sources.
Avoid damage to hydraulic lines. Keep quick-disconnects clean. Grit contamination
causes malfunctions.
Air tools. Check the exhaust muffler . Broken or damaged mufflers can restrict air flow
or cause excessive noise. Use air motors only with a filtered, lubricated and regulated
air supply . Dirty air , low-pressure air or over pressure air will cause malfunctions,
including delayed starting.
AREA EQUIPMENT
Secure work. Whenever possible use clamps, vises, chains and straps to secure pipe.
Make sure the tool is secured; it is safer to have both hands free to operate the tool.
TOOL USE
Use the right tool and tool bit for the job. Do not use a tool, which is incorrect for the job
you are doing.
Keep the tool bits fully engaged in the tool bit holders. Loose bits are a safety hazard.
Disconnect power supply during setup and maintenance. Use all ‘Stop’ or Shut off’
features available when changing or adjusting tool bits, maintaining the tool, or when the
tool is not in use.
4
92-0660 : Rev. 080423

Model 572AC SEVERMASTER®
Remove adjusting keys and wrenches before applying power to the equipment. Develop a habit of checking the tool before turning it on to make sure that all keys and
wrenches have been removed.
Do not force tools. T ools and tool bit s function better and safer when used at the feed
and speed rate for which they were designed.
Do not reach into rotating equipment. Do not reach into the rotating head stock to clear
chips, to make adjustments, or to check surface finish. A machine designed to cut steel
will not stop for a hand or an arm.
Handle chips with care. Chips have very sharp edges and are hot. Do not try to pull
chips apart with your hands; they are very tough.
Avoid unintentional starts. Do not carry or handle tools with your hand on the operating
switches or levers. Do not lay the tool down in a manner that will start the drive. Do not
allow the tool to flip around or move when adjusting or changing tool bits.
Store idle tools properly . Disconnect tools from the power source and store in a safe
place. Remove tool bits for safe handling of the tool.
92-0660 : Rev. 080423
5
TRI TOOL INC.
GENERAL DESCRIPTION
The Model 572AC SEVERMASTER® severs 1/4” to 2” (6.35 mm to 50.80 mm) diameter tubes and thin wall pipe within the size range.
The Model 572AC accepts its own torque through the Collet clamping system.
The Collet provides accurate centering and full diameter support for minimum distortion
of thin wall tubing.
Single lever actuation of Collet.
This machine enhances productivity by incorporation of an Auto-Cycle T ool Module and
Quick Lock Collet Closure.
The Auto-Cycle T ool Module incorporates a cam cycle tool bit feed mechanism, which
automatically returns the tool bit to the home position ready to start the next cut.
The tool module also allows setting the start and finish cut position to minimize the cycle
time.
The feed increment per revolution is adjustable to match the cutting relative to the
material.
A variable speed motor provides cutting speed control for tool bit life and ID burr condition.
Gear driven powerhead rotates on a precision cross roller bearing.
Gears are enclosed for operator safety .
The Quick Lock Collet Closure mechanism actuates the Collet with a single lever stroke
and provides for simple Collet changes.
T ool bit options are available to minimize the burr on either of the mounting side or the
drop-off side of the sever line and in different edge widths to match the tube wall thicknesses.
The Model 572AC also incorporates mounting features to allow use of an SQM-1AC
Tube Squaring Module for optimum burr free ends.
6
92-0660 : Rev. 080423
SPECIFICATIONS
Weight
29.00 lbs. (736.6 kg)
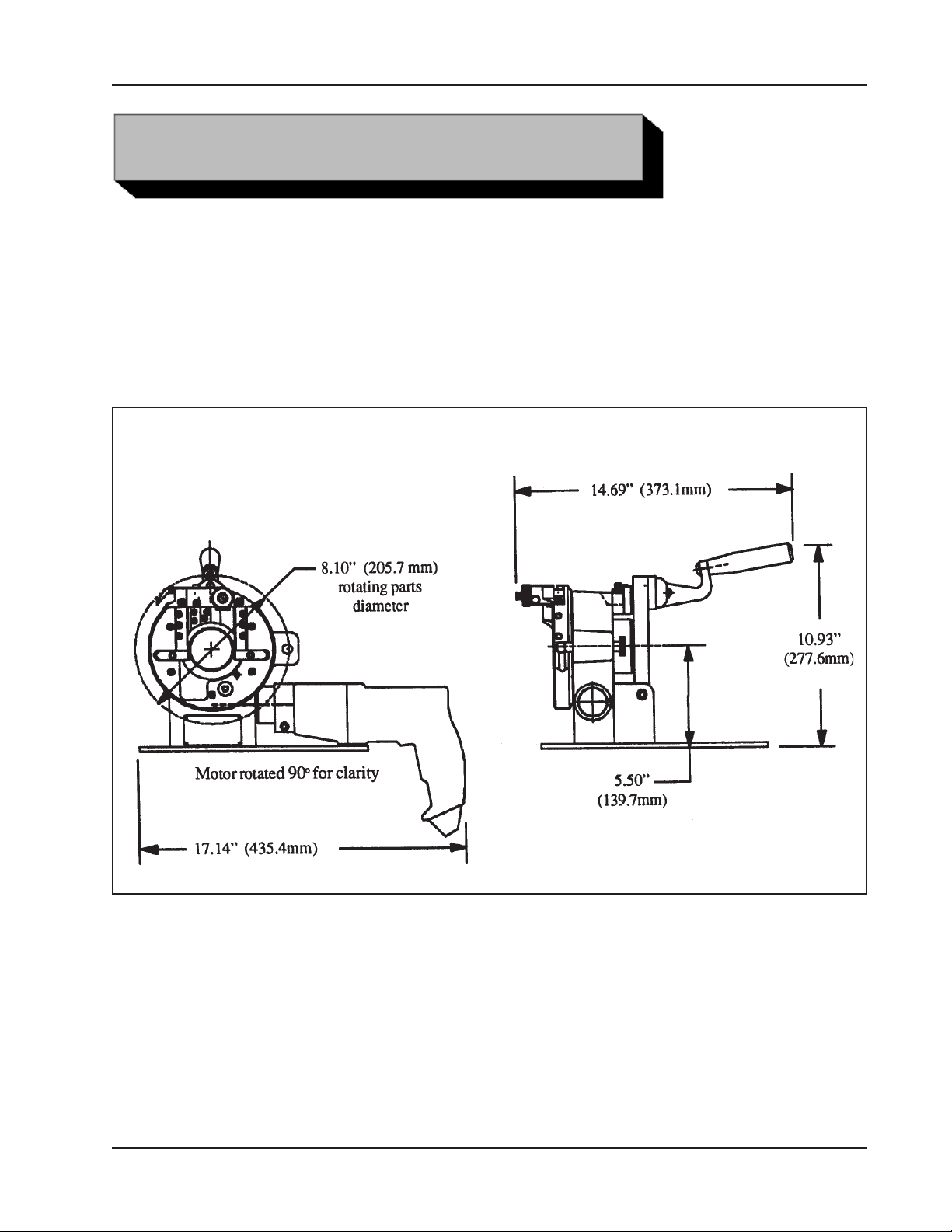
CLEARANCE AND DIMENSION
Reference the Envelope Drawing.
Envelope Drawing, Model 572AC SEVERMASTER®
Model 572AC SEVERMASTER®
CUTTING CAP ACITIES
Part-Off or Sever
1/8" (3.2 mm) through 1 1/2" (38.1 mm) Pipe - Schedule 5
.25" (6.35 mm) through 2" (50.80 mm) DIA Tubing
92-0660 : Rev. 080423
7

TRI TOOL INC.
Maximum Wall Thickness
Up to .065" (1.65 mm) wall
MA TERIAL CUTTING CAPABILITIES
Mild steels, chrome steels (Rc 35 max.), stainless steel, copper-nickel and aluminum
without limitations except size and wall thickness as specified.
Inconel and some other high temperature alloys may require special procedures as a
function of wall thickness and type of end preparations. Contact T ri Tool’s Engineering
Department for details.
MOUNTING
Manually actuated collet clamping system.
DRIVE SYSTEM
Electric - Standard
Pneumatic - A vailable on request.
POWER REQUIREMENTS
1 15 vac, 28 to 60 hz, 5.25 amp
230 vac, 50/60 hz
SPEED
Cutting Head Maximum (Electric)
Low - 60 RPM
High - 120 RPM
FEED
Autofeed system adjustment from .001" (.02 mm) to .005" (.13 mm).
8
92-0660 : Rev. 080423
INSTALLATION
Model 572AC SEVERMASTER®
W ARNING:
Install a Collet into the Model 572AC.
Insert a tube into the Collet and bring it flush to the front of the Collet and clamp the tube
in place.
Rotate the cam feed knob counter-clockwise with a 3/8” wrench, so that the scribe mark
points to the bottom (this will place the tool holder to the end of the feed).
NOTE:
Slide a tool bit into the tool slot until the end of the cutting edge of the tool bit passes the
ID of the tube by approximately .020” (.51 mm)
NOTE:
Secure the tool bit in place by tightening the four (4) set screws in the tool holder.
Make surethat the Model 572AC is disconnected from its power source before
installing a tool bit.
The cam can only rotate in the direction noted on the knob with an arrow .
DO NOT install the tool bit backwards; it will not cut and may destroy the tool bit.
Rotate the cam feed knob until the tool holder returns to top of its travel.
Screw in the feed limit adjustment screw until the end of the cutting edge of the tool bit
just clears the OD of the tube.
Rotate the cam feed knob counter-clockwise to pick up the feed slack.
Loosen the Collet and re-position the tube to sever.
T o adjust the feed rate, loosen feed lock screw , rotate the feed adjustment screw and
read the feed rate graduations to find the desired feed rate.
Some experimentation should be made to maximize the efficiency and tool bit
life.
A feed rate of .002” (.05 mm) to .003” (.08 mm) will accommodate most tube
materials.
When the desired feed rate is set, tighten the feed lock screw . (Don’t over tighten.)
92-0660 : Rev. 080423
9
 Loading...
Loading...