

Tri Tool 103 REP User Manual
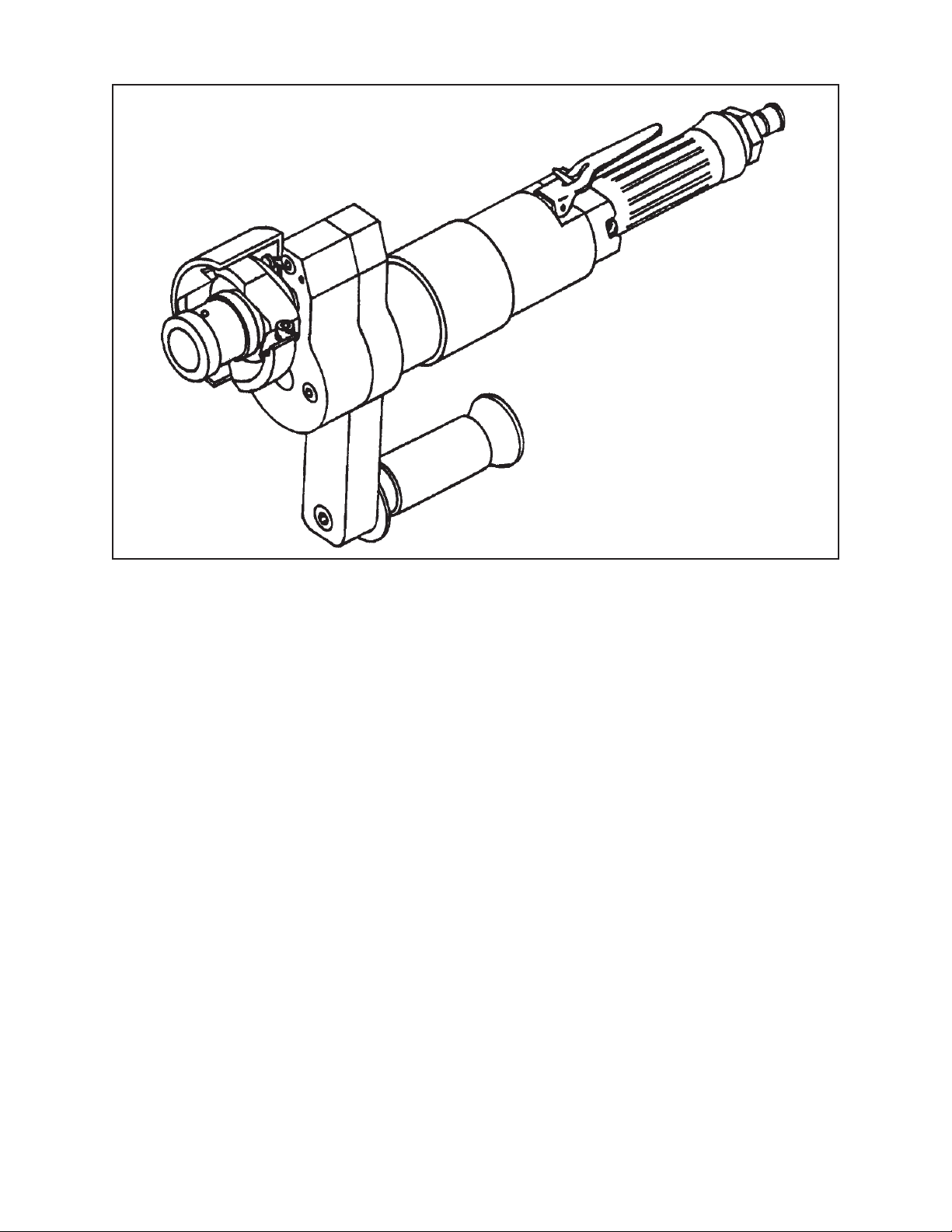
TABLE OF CONTENTS
CUSTOMER MESSAGE Inside Front Cover
SAFETY PRECAUTIONS 3
92-0131 Rev. 960503
, Rapid End Prep Machine
TM
Model 103 REP
GENERAL DESCRIPTION 6
SPECIFICATIONS 7
MAINTENANCE 8
OPERATION 10
OPERATION USING THE CROSS TRACK ASSY. 14
PILOT MANDREL & CUTTER HEAD KIT USAGE CHART 17
CUTTER HEAD KITS 24
TOOL INSERTS 27
TROUBLE SHOOTING 28
ACCESSORIES 30
ILLUSTRATED PARTS BREAKDOWN 31
TOOL BIT RESHARPENING POLICY Inside Back Cover

Copyright 2005
Proprietary property of TRI TOOL Inc.
No reproduction, use, or duplication of the information
shown hereon is permitted without the express written
consent of TRI TOOL Inc.
SAFETY PRECAUTIONS
IN GENERAL
When using rotating head cutting equipment, basic safety precautions should always
be followed to reduce the risk of personal injury.
Operate this tool only in accordance with specific operating instructions.
Do not override the deadman switch on the power unit. Locking down, ob-
WARNING:
DRESS CONSIDERATIONS
structing, or in any way defeating the deadman switch on the power drive unit
may result in serious injury.
Model 103 REP
TM
, Rapid End Prep Machine
Use standard safety equipment. Hard hats, safety shoes, safety harnesses, protective clothes, and other safety devices should always be used when appropriate.
Use safety glasses. Do not operate cutting tools without eye protection.
Dress properly. Do not wear loose clothing or jewelry. They can be caught in rotating and moving parts. Avoid slippery floors or wear nonskid footwear. If you have
long hair, wear protective hair covering to contain it.
WORK AREA
Keep the work area clean. Cluttered work areas and benches invite injuries.
Consider the work area environment. Keep the area well lit. Keep electrical cords,
cables, rags, rigging straps, and etc. clear of rotating equipment. Do not use powercutting tools in the presence of flammable liquids and gasses.
Keep visitors away. Do not let visitors or untrained personnel at or near operating
tools. Enforce eye protection requirements for all observers.
Do not over reach. Keep proper footing at all times.
Stay alert. Watch what you are doing. Use common sense. Do not operate tools
when you are tired.
92-0131 : Rev. 960503
3

TRI TOOL INC.
TOOL CARE
Maintain tools with care. Keep tools in good operating condition. Sharp tool bits
perform better and safer than dull tool bits. Well maintained tools function properly
when needed.
Check for damaged parts. If a tool has malfunctioned, been dropped or hit, it must
be checked for damage. Run no-load tests and feed function checks. Do a complete visual inspection.
Electric motors. Use only with proper AC voltage power sources and observe all
normal electric shock hazard procedures.
Do not abuse power and control cords. Pulling or running over cords and cables
can result in electrical shock hazards and malfunctions. Keep control and power
cords out of all cutting fluids and water.
Hydraulic drives. Observe proper procedures for electrically driven power sources.
Avoid damage to hydraulic lines. Keep quick-disconnects clean. Grit contamination
causes malfunctions.
Air tools. Check the exhaust muffler. Broken or damaged mufflers can restrict air
flow or cause excessive noise. Use air motors only with a filtered, lubricated and
regulated air supply. Dirty air, low-pressure air or over pressure air will cause malfunctions, including delayed starting.
AREA EQUIPMENT
Secure work. Whenever possible use clamps, vises, chains and straps to secure
pipe.
Make sure the tool is secured; it is safer to have both hands free to operate the tool.
TOOL USE
Use the right tool and tool bit for the job. Do not use a tool, which is incorrect for the
job you are doing.
Keep the tool bits fully engaged in the tool bit holders. Loose bits are a safety hazard.
4
92-0131 : Rev. 960503

TM
Model 103 REP
Disconnect power supply during setup and maintenance. Use all ‘Stop’ or Shut off’
features available when changing or adjusting tool bits, maintaining the tool, or when
the tool is not in use.
Remove adjusting keys and wrenches before applying power to the equipment.
Develop a habit of checking the tool before turning it on to make sure that all keys
and wrenches have been removed.
Do not force tools. Tools and tool bits function better and safer when used at the
feed and speed rate for which they were designed.
Do not reach into rotating equipment. Do not reach into the rotating head stock to
clear chips, to make adjustments, or to check surface finish. A machine designed to
cut steel will not stop for a hand or an arm.
Handle chips with care. Chips have very sharp edges and are hot. Do not try to pull
chips apart with are hands; they are very tough.
, Rapid End Prep Machine
Avoid unintentional starts. Do not carry or handle tools with your hand on the operating switches or levers. Do not lay the tool down in a manner that will start the
drive. Do not allow the tool to flip around or move when adjusting or changing tool
bits.
Store idle tools properly. Disconnect tools from the power source and store in a safe
place. Remove tool bits for safe handling of the tool.
92-0131 : Rev. 960503
5
TRI TOOL INC.
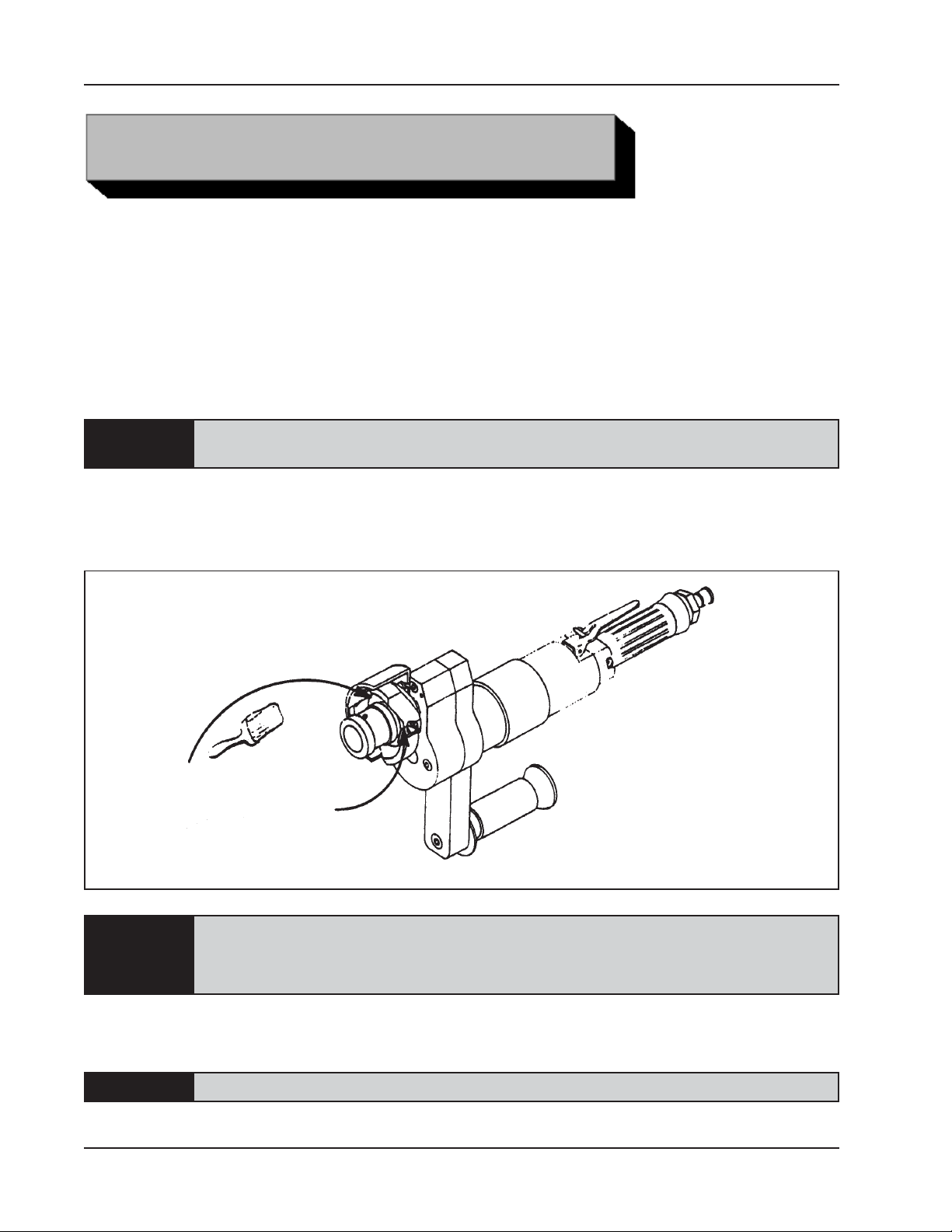
GENERAL DESCRIPTION
The Model 103 REPTM Rapid End Prep Machine is a small, lightweight, beveling tool
designed for beveling the ends of pipe or tubing in preparation for welding.
The Model 103 REP
the pipe or tube by means of a rigid, self-centering Pilot Mandrel.
There are various Pilot Mandrels which are available that will position the Model 103
TM
REP
from .42” through 3.16” (10.7 mm through 80.3 mm).
The Model 103 REPTM generates low torque during the machining operations.
The Model 103 REPTM features a Cutting Head Spindle offset from the motor to allow
installation and cutting of boiler tubes in a water wall panel.
Rapid End Prep Machine to pipe and/or tubing having an inside diameter range
TM
Rapid End Prep Machine is mounted to the inside diameter of
The Model 103 REPTM features eight different diameter Cutting Heads which allow the
operator to select the optimum size head for the operation.
The smallest is the 1.85” (47.0 mm) dia Cutting Head which provides for a
minimum radial clearance.
The largest is the 3.60” (91.4 mm) dia Cutting Head which requires the most
radial clearance, but increases the Tool Bit capabilities and size of pipe or
tubing which may be effectively end prepped.
The end prep geometry is built into the Cutting Heads.
A Chip Deflection Shield is supplied with each Cutting Head.
6
92-0131 : Rev. 960503
Model 103 REP
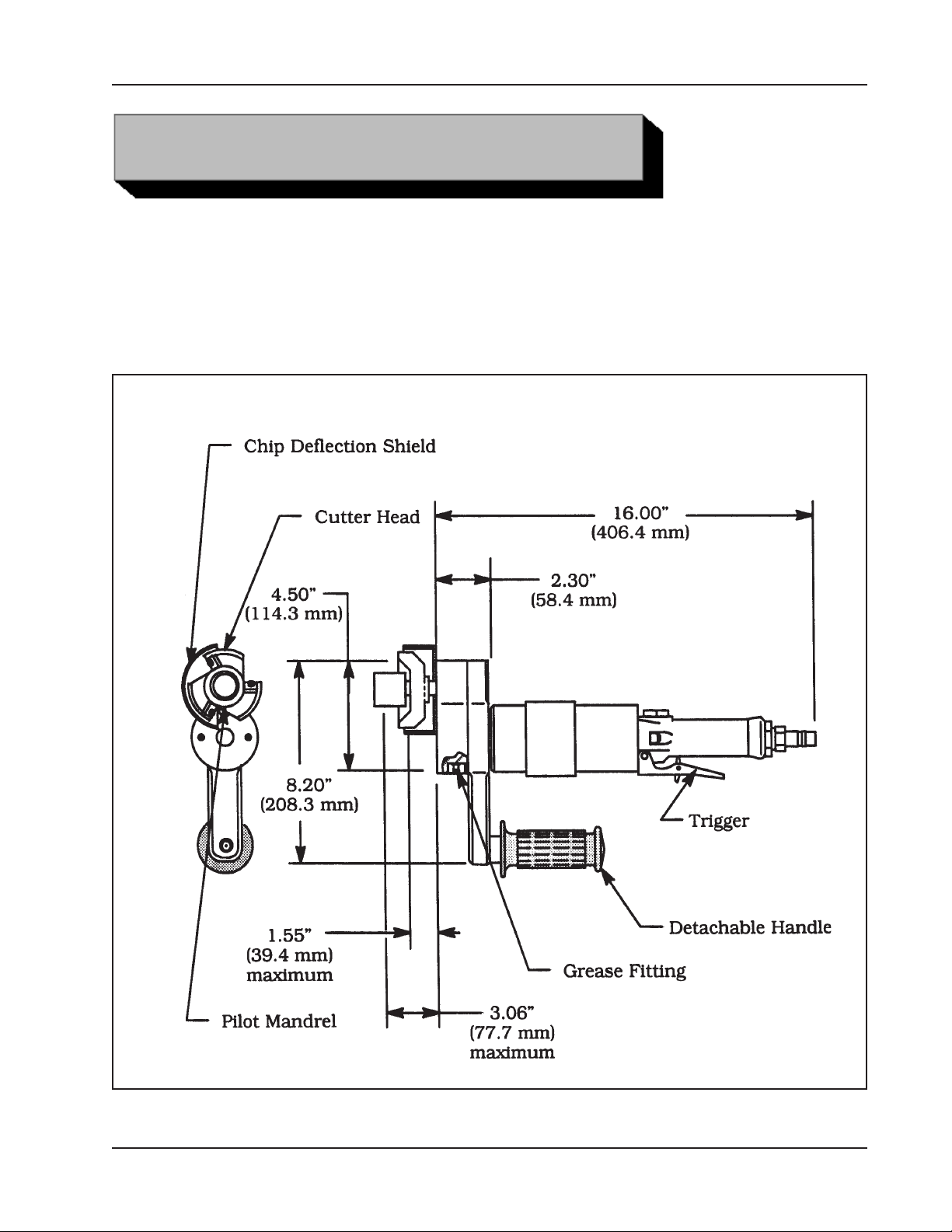
SPECIFICATIONS
Model 103 REP with an Air Motor
Weight: 9 to 15 pounds (4 to 7 kg), depending on Cutting Head and Pilot size
Power Requirements: 75 cfm at 90 psi (35 L/s at 621 kPa)
Envelope, Model 103REP, Rapid End Prep Machine
TM
, Rapid End Prep Machine
92-0131 : Rev. 960503
7
TRI TOOL INC.
MAINTENANCE
All components should be cleaned and coated with a light film of oil prior to use.
Use a clean, non-detergent oil, preferably SAE 10 (90 SSU) or lighter, or oil which is
specified for the Air Motor.
AIR SUPPLY FOR THE MODEL 103 REPTM WITH AIR MOTOR
An adequate filter, regulator, and lubricator must be used in the air supply line.
NOTE:
If the Model 103 REPTM is operated in the vertical position (Cutting Head up), it should
be turned upside down and the chips and/or other debris removed after each bevel has
been completed.
The motor warranty is void if damage occurs from contaminated air or lack of
lubrication.
Clean Up
8
Tool life may be severely shortened, unless chips and/or other debris that have
NOTE:
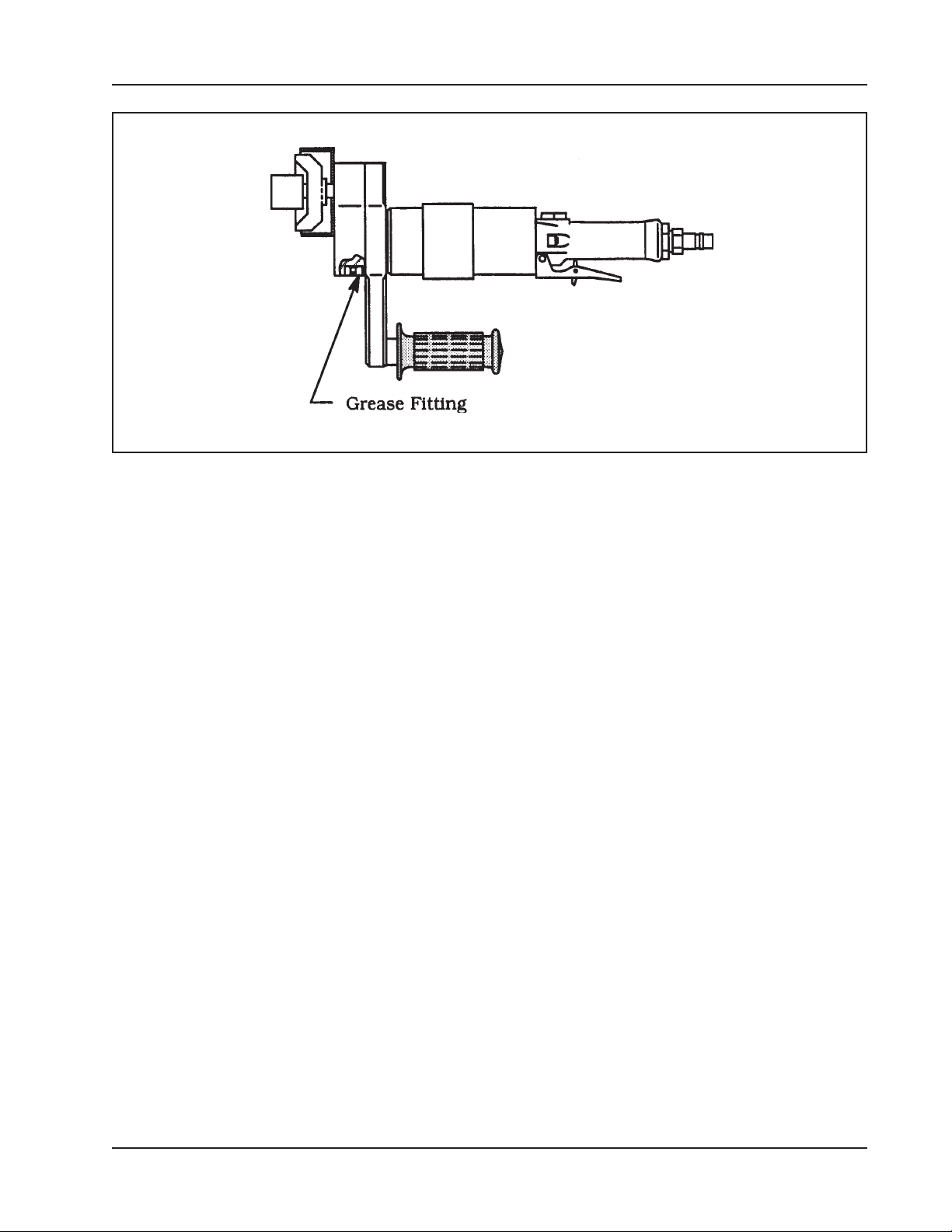
After every 10 hours of operation the Drive Gears should be re-lubricated. See the
picture ‘Grease’.
NOTE:
been deposited on the Cutting Head during the machining operation are
removed.
Use TRI TOOL Inc. Lubricant (P/N 68-0019), this is a Lithium base white grease.
92-0131 : Rev. 960503
TM
Model 103 REP
, Rapid End Prep Machine
Grease
In order to lubricate the Gears, a grease fitting has been provided.
After every 50 hours of operation, the Model 103 REPTM should be disassembled and
inspected for worn parts.
All Gears and Bearings should be cleaned and re-lubricated with a Lithium base white
grease, such as TRI TOOL Inc. lubricant (P/N 68-0019).
92-0131 : Rev. 960503
9
TRI TOOL INC.
Read the operation instructions carefully before attempting to operate the Model 103
REPTM.
Use eye protection at all times when operating the Model 103 REP
Select the recommended Cutter Head Kit for the outside diameter to be machined.
Refer to the section on Cutter Head Kits.
Select the recommended Pilot Mandrel for the pipe size to be machined. Refer to the
section on Pilot Mandrels.
OPERATION
TM
.
NOTE:
For special applications, i.e., very thin wall, extra heavy wall or tough materials, please
contact TRI TOOL Inc. for assistance in the selection.
Attach the cover (part of the Cutter Head Kit) by using the two Button Head Screws
which fit into the slots.
Pilot Mandrels are recommended based on the inside diameters of the pipe or
tubing to be machined.
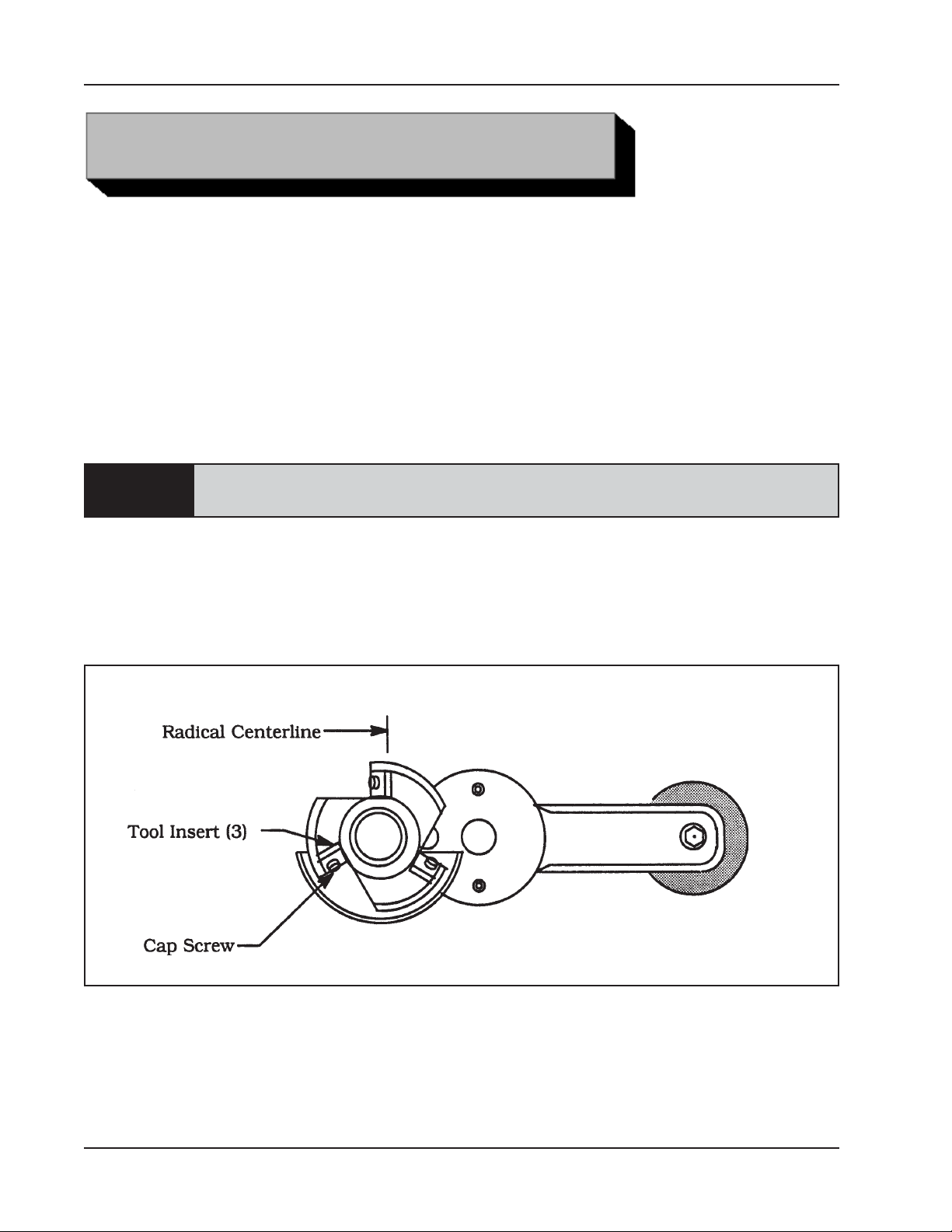
Tool Insert Positioning
10
Screw the Cutter Head onto the threaded output shaft of the Model 103 REP
End Prep Machine.
Use the 11/16” Wrenches (supplied) to tighten.
92-0131 : Rev. 960503
TM
Rapid
TM
Model 103 REP
Screw the Pilot Mandrel into the Cutter Head and tighten with the 11/16” wrench and
1/4” Wrench (supplied).
Insert the 1/4-20 UNC left-hand thread Screw (supplied with Cutter Head Kit) through
the Pilot Mandrel and the Cutter Head into the Cutter Shaft.
This Screw prevents the Pilot Mandrel from spinning off during deceleration of the
Cutter Head.
, Rapid End Prep Machine
CAUTION:
The Cutter Head may spin off.
Select the Tool Inserts required to machine the pipe. Refer to the Tool Insert list in the
section ‘Cutter Head Kits’.
WARNING:
Insert the Tool Inserts into the slots in the Cutting Head.
CAUTION:
CAUTION:
Tighten the Cap Screws to secure the Tool Inserts to the Cutting Head. Refer to the
picture ‘Tool Insert positioning’.
Never attempt to run the Model 103 REPTM without the Pilot Mandrel and Lock
Screw installed.
Use of dull or improperly designed Tool Inserts may result in poor performance
and may constitute abuse of this machine and therefore voids the TRI TOOL Inc.
factory warranty.
The cutting edge of the Tool Insets must be located on the radial centerline.
Refer to the picture ‘Tool Insert positioning’.
Check each Tool Insert for proper installation. Refer to the picture ‘Tool Insert
positioning’.
Insure that there is rotational clearance between the Pilot Mandrel and Tool Inserts.
Attach the proper air supply line to the Model 103 REPTM Rapid End Prep Machine.
NOTE:
Slide the Model 103 REPTM with the Pilot Mandrel installed, Pilot Mandrel end first into
the pipe or tube to receive the end preparation. Refer to the picture ‘Mounting the
Model 103 REPTM on a water wall’.
Make sure that the Tool Inserts are not contacting the end of the pipe or tube before the
Model 103 REPTM Rapid End Prep Machine begins the end prep.
Use an Adequate in-line filter, regulator, and lubricator.
92-0131 : Rev. 960503
11
 Loading...
Loading...