

Page 1
Page 2
Page 3
SINUMERIK 802D
安装调试
技术手册
适用于
控制系统 软件版本
SINUMERIK 802D 2
2002 年 10 月版
控制系统 1
控制系统的安装 2
开机调试 3
PLC 调试 4
串行调试和数据备份 5
软件升级 6
机床和设定数据 7
ISO 模式调试 8
索引
Page 4

SINUMERIK 文献
®
出版历史
本版本及以前各版本的简要说明列在下面。
每个版本的状态由“附注”栏中的代码指明。
在附注栏中的状态码:
A ... ... 新文件
B ... ... 没有改动但以新的订货号重印
C ... ... 新状态下的修订版本
若某页的内容在上一个版本后有实质性的更改,则在该页的顶部用新版本号来指标。
版本 订货号 附注
2000.12 6FC5697-2AA00-0RP1 A
2002.10 6FC5697-2AA00-0RP2 C
SIMATIC®,SIMATIC HMI®,SIMATIC NET®,SIROTEC®,SINUMERIK®,和 SIMODRIVE
为西门子公司的注册商标。使用文献中任何商标名作为私用的第三方则侵犯了商标所有人的权利。
控制系统有可能执行本文献中未描述的某些功能,但这并不意味着,在提供系统时必须带有这些功能或为其提供有关的维修服务。
内容的更改不事先通知。
没有明确的书面许可,不得翻印,传播和使用本文献的内容,违者将负责赔偿损失,版权将包刮全部创作专利权登记注册的实用新
型及设计图的权利。
本文献内容符合硬件和软件的描述。但是,可能依然存在一些差异,因此我们不能保证它们完全一致。文献中的有关信息会定期审
核而且一些必要的修改会包含在下一版本中。欢迎提出改善建议。
西门子股份公司版权所有 2002 年
®
Page 5

目录
目录
1. SINUMERIK 802D 控制系统 ………………………………………………………………………………… 1-1
1.1 SINUMERIK 802D 的组成………………………………………………………………………………… 1-2
1.2 技术参数………………………………………………………………………………………………… 1-5
2. 控制系统的安装 ………………………………………………………………………………………………… 2-1
2.1 SINUMERIK 802D 的安装及拆卸 ……………………………………………………………………… 2-2
2.2 接口和电缆 …………………………………………………………………………………………… 2-12
2.3 各个部件的连接 ……………………………………………………………………………………… 2-16
2.3.1 键盘的连接(KB) ……………………………………………………………………………………… 2-16
2.3.2 手轮与 PCU(X14,X15,X16)的连接 ………………………………………………………………… 2-17
2.3.3 PCU上 RS232 接口(COM1)的连接配置 ……………………………………………………………… 2-18
2.3.4 I/O 与 PP72/48 的连接 ……………………………………………………………………………… 2-19
2.4 SIMODRIVE 611U 驱动模块的连接 …………………………………………………………………… 2-20
2.5 Profibus 的连接 ……………………………………………………………………………………… 2-20
2.6 接地 …………………………………………………………………………………………………… 2-22
2.7 PCU(X8)和 PP72/48(X1)的电源 ……………………………………………………………………… 2-23
2.8 PCU 上的显示 ………………………………………………………………………………………… 2-24
2.9 PP72/48 上的显示 …………………………………………………………………………………… 2-24
3. 开机调试 ………………………………………………………………………………………………………… 3-1
3.1 概述……………………………………………………………………………………………………… 3-2
3.1.1 存取保护级……………………………………………………………………………………………… 3-3
3.1.2 机床数据(MD)和设定数据(SD)的结构 ………………………………………………………………… 3-4
3.2 控制器的上电和引导 …………………………………………………………………………………… 3-5
3.3 语言设定………………………………………………………………………………………………… 3-6
3.4 技术设定………………………………………………………………………………………………… 3-7
3.5 机床数据的输入………………………………………………………………………………………… 3-8
3.6 Profibusf 地址的设定 ………………………………………………………………………………… 3-9
3.7 PLC 调试………………………………………………………………………………………………… 3-11
3.8 坐标轴/主轴调试……………………………………………………………………………………… 3-12
3.8.1 设定值/实际值分配…………………………………………………………………………………… 3-12
3.8.2 进给轴机床数据的缺省设定 ………………………………………………………………………… 3-14
3.8.3 主轴机床数据的缺省设定 …………………………………………………………………………… 3-15
3.8.4 直接测量系统的连接 ………………………………………………………………………………… 3-23
3.9 调试结束 ……………………………………………………………………………………………… 3-27
3.10 轴驱动服务显示 ……………………………………………………………………………………… 3-27
4. PLC 调试 ………………………………………………………………………………………………………… 4-1
4.1 PLC 的初始化 …………………………………………………………………………………………… 4-2
4.2 PLC 调试方式 …………………………………………………………………………………………… 4-3
4.3 PLC 报警 ………………………………………………………………………………………………… 4-4
4.3.1 一般PLC 报警…………………………………………………………………………………………… 4-5
4.3.2 用户报警………………………………………………………………………………………………… 4-5
4.4 PLC 编程 ………………………………………………………………………………………………… 4-7
4.4.1 指令概述………………………………………………………………………………………………… 4-9
4.4.2 栈运算解释 …………………………………………………………………………………………… 4-12
4.4.3 程序结构 ……………………………………………………………………………………………… 4-21
4.4.4 数据结构 ……………………………………………………………………………………………… 4-21
4.4.5 控制系统接口 ………………………………………………………………………………………… 4-21
4.4.6 程序测试和监控 ……………………………………………………………………………………… 4-21
4.5 上载\上载\复制\比较 PLC 用户程序 ………………………………………………………………… 4-22
4.6 用户接口 ……………………………………………………………………………………………… 4-23
SINUMERIK 802D 安装调试 2002.10 I
Page 6

目录
5. 串行调试和数据备份 …………………………………………………………………………………………… 5-1
5.1 机床串行调试…………………………………………………………………………………………… 5-2
5.2 数据备份………………………………………………………………………………………………… 5-4
5.2.1 内部数据备份…………………………………………………………………………………………… 5-4
5.2.2 使用 V24 进行外部数据备份 …………………………………………………………………………… 5-5
5.2.3 使用 NC 卡进行外部数据备份 ………………………………………………………………………… 5-6
5.3 NC 卡格式化 …………………………………………………………………………………………… 5-7
5.4 背光故障时的数据备份 ………………………………………………………………………………… 5-7
6. 使用 NC 卡升级软件 …………………………………………………………………………………………… 6-1
7. 机床数据和设定数据 …………………………………………………………………………………………… 7-1
7.1 机床数据表……………………………………………………………………………………………… 7-2
7.1.1 显示机床数据…………………………………………………………………………………………… 7-2
7.1.2 通用机床数据…………………………………………………………………………………………… 7-8
7.1.3 通道专用机床数据 …………………………………………………………………………………… 7-12
7.1.4 轴机床数据 …………………………………………………………………………………………… 7-19
7.2 设定数据 ……………………………………………………………………………………………… 7-20
8. ISO 模式调试 …………………………………………………………………………………………………… 8-1
8.1 调式步骤………………………………………………………………………………………………… 8-2
8.1.1 车床变量………………………………………………………………………………………………… 8-3
8.1.2 铣床变量………………………………………………………………………………………………… 8-3
8.2 机床数据………………………………………………………………………………………………… 8-4
8.2.1 小数点编程……………………………………………………………………………………………… 8-4
8.2.2 使用快速移动 G00 直线控制 …………………………………………………………………………… 8-4
8.2.3 主轴定位 M19 …………………………………………………………………………………………… 8-4
8.2.4 轮廓编程(只用于车床工艺) …………………………………………………………………………… 8-5
8.2.5 刀具补偿(只用于车床工艺) …………………………………………………………………………… 8-6
8.3 功能……………………………………………………………………………………………………… 8-7
II SINUMERIK 802D 安装调试 2002.10
Page 7
SINUMERIK 802D 控制系统 1
本章目录
章节 标题 页码
1.1 SINUMERIK 802D 的组成 1-2
1.2 技术参数 1-5
SINUMERIK 802D 安装调试 2002.10 1-1
Page 8

SINUMERIK 802D 控制系统
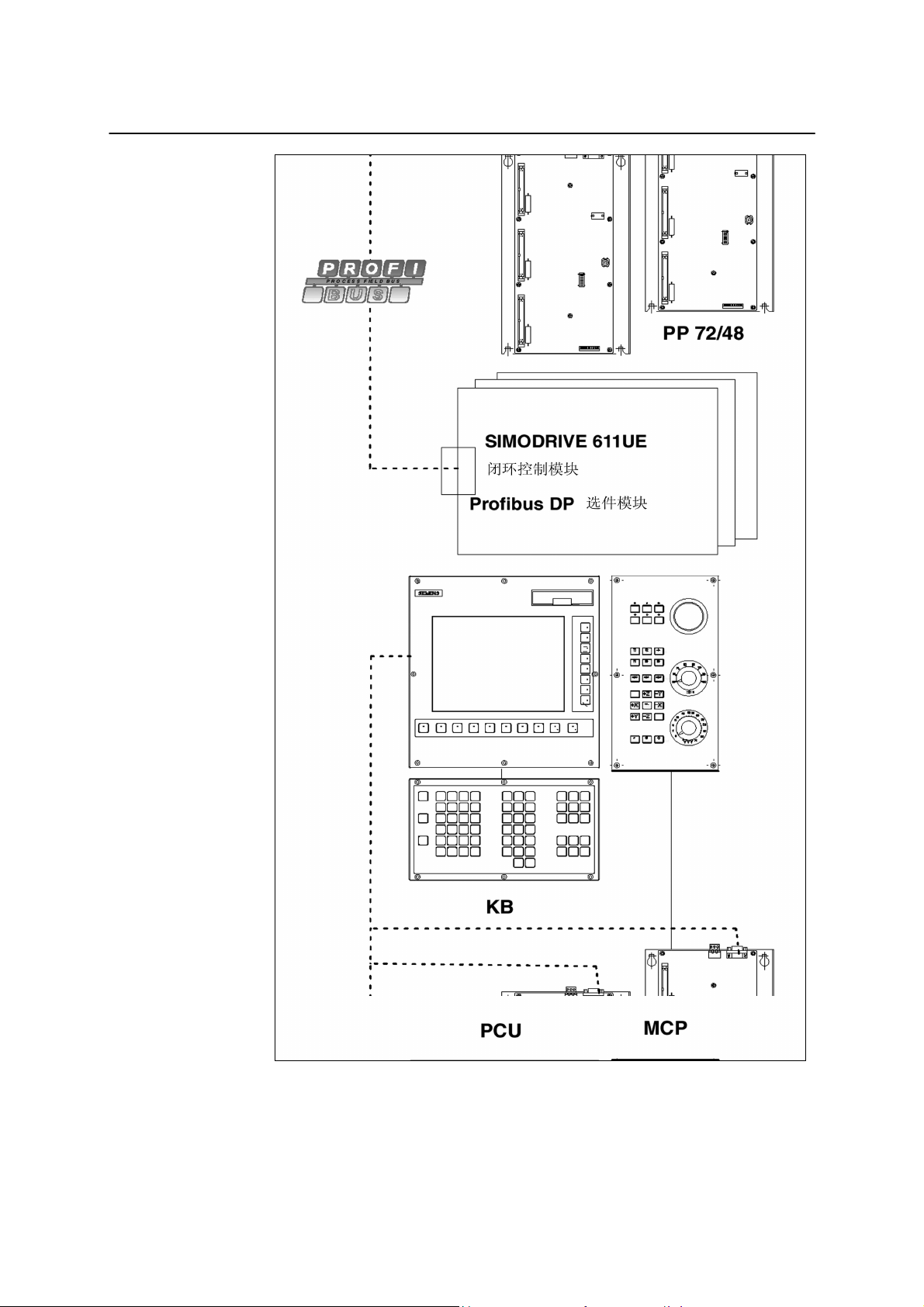
1.1 SINUMERIK 802D 的组成
硬件组成 PCU(面板控制装置):用于控制最多 4 个坐标轴和一个主轴,并带有图形显示,软
键和 PC 卡插槽模块。
l KB(键盘):水平或垂直设计
l MCP(机床控制面板)
l PP72/48(Profibus 输入/输出):72 点数字输入,48 点数字输出。
l 驱动模块
— SIMODRIVE611UE 闭环控制模块。
— PROFIBUS DP 选择模块。
软件组成
l 系统软件,位于 PCU 永久存储器中:
— 引导软件,用于启动系统。
— HMI 软件(人机通讯),包含所有操作功能。
— NCK 软件(数控核心),包含所有 NC 功能,控制最多带四个进给轴和一
个主轴的 NC 通道。
— PLC 软件(可编程逻辑控制器),循环执行内装 PLC 用户程序。
l 工具盒
— 用于车床和铣床的安装文件。
— 用于车床和铣床的循环软件包。
— 传送程序 WINPCIN,用于与外部 PC 进行用户数据和程序的传入/出。
— 可重新装入的语言。
— 用于 PLC 报警文本,语言,帮助文件的管理工具。
— PLC 用户库文件。
— SimoCom U 是为驱动器设置参数和调试的工具。
— SIMODRIVE 611 UE 固件。
l 编程工具 PLC 80
1-2 SINUMERIK 802D 安装调试 2002.10
Page 9
SINUMERIK 802D 控制系统
图 1-1 SINUMERIK 802D 硬件构成
SINUMERIK 802D 安装调试 2002.10 1-3
Page 10

SINUMERIK 802D 控制系统
用户数据 用户数据是:
• 机床数据
• 设定数据
• 刀具参数
• R 参数
• 零点偏置
• 补偿数据
• 零件程序
• 标准循环
• PLC 用户程序
• 用户报警文本
注意:
修改的用户数据在断电后至少可保护 50 小时,超过这个时间,如果还没有进行
数据保护的话则数据可能丢失。(见 5.2.1 节)
1-4 SINUMERIK 802D 安装调试 2002.10
Page 11
SINUMERIK 802D 控制系统
1.2 技术参数
功率参数 表 1-1 功率参数
参数 最小 型号 最大 单位 备注
电源电压
波动性 3.6 Vss
24V 电流消耗 1 A *
PCU 和键盘功耗
MCP 功耗
PP72/48 功耗
启动电流 2.6 A
* 指基本配置,包括PCU、KB、MCP 和 PP72/48,所有输出端均处于断开状态。
** 指额定负载状态。
设备重量 表 1-2 设备重量
20.4 28.8 V
50
<5
11
W
W
W
**
组件 重量
PCU 4.9Kg
KB 1.7Kg
MCP 1.5Kg
PP72/48 1.2Kg
外形尺寸 表 1-3 外形尺寸
组件
PCU
KB,水平设计
KB,垂直设计
MCP
PP 72/48
运行环境条件 表 1-4 运行环境条件
参数 说明
温度范围
相对湿度 5...95%无凝露
空气压力
尺寸:长×宽×高(毫米)
310×330×85
310×175×32
172×330×32
170×330×128
194×325×35
0...50°C
700...1060 hPa
现场条件符合 IEC1131-2。
现场使用时,要求控制系统带外壳(例如,机箱)。
SINUMERIK 802D 安装调试 2002.10 1-5
Page 12
SINUMERIK 802D 控制系统
运输及存储条件 表 1-5 运输及存储条件
参数 说明
温度范围
运输时:-40...70°C
存储时:-20… .55°C
相对湿度
5...95%无凝露
空气压力 700...1060hPa
运输高度 -1000...3000m
自由落体
≤1,200mm(PP72/48≤1,000mm)
保护品质和等级 保护等级按照 IEC536 中 I 级要求。
要求 PE 接地连接。
防异物及防水保护:按照 IEC529 规范
• PCU: 正面按IP65 等级,背面按 IP00 等级。
• KB: 正面按 IP65 等级,背面按 IP00 等级。
• MCP: 正面按IP54 等级,背面按 IP00 等级。
• PP72/48: 按 IP00 等级。
PP72/48 表 1-6 数字输入
参数 最小 型号 最大 单位
UH 15 24 30 V
UH 上的 Iin 2 15 mA
UL -30 0 +5 V
UL 上的 Iin 未定义 15 mA
硬件的信号迟延 0.5 3 ms
X111,X222,X333 的第 2 引脚处提供 24V 电压控制的数字输入。第 2 引脚处的
最大电流为 Iout=0.5A
表 1-7 数字输出(高性能驱动器)
参数 最小 型号
最大 单位
UH VCC-3V VCC V
UH 和 100%同时性因素下的 Iout
250 mA
UL 输出端断开
UL 下 的 Iout( 泄漏电流) 50 400
µA
硬件的信号迟延 0.5 ms
欧姆负载的转换频率 0.1 kHz
感应负载的转换频率
(需自振荡二极管)
0.002 kHz
灯式负载的转换频率 0.011 kHz
供给数字输出端的 24V 电压必须与 4 个引脚连接—引脚 47,48,49,50。每个
引脚允许的最大电流为 1A。
1-6 SINUMERIK 802D 安装调试 2002.10
Page 13
控制系统的安装 2
本章目录
章节 标题 页码
2.1 SINUMERIK 802D 的安装及拆卸 2-2
2.2 接口和电缆 2-12
2.3 各个部件的连接 2-16
2.3.1 键盘的连接(KB) 2-16
2.3.2 手轮与 PCU(X14,X15,X16)的连接 2-17
2.3.3 PCU 上 RS232 接口(COM1)的连接配置 2-18
2.3.4 I/O 与 PP72/48 的连接 2-19
2.4 SIMODRIVE 611U 驱动模块的连接 2-20
2.5 Profibus 的连接 2-20
2.6 接地 2-22
2.7 PCU(X8)和 PP72/48(X1)的电源 2-23
2.8 PCU 上的显示 2-24
2.9 PP72/48 上的显示 2-24
SINUMERIK 802D 安装调试 2002.10 2-1
Page 14
控制系统的安装
2.1 SINUMERIK 802D 的安装及拆卸
警告:
安装控制系统之前,确保它已和电源断开!
模块中含有电敏感器件,在搬运操作器和机床控制面板时,人员在没有防静电保
护时,决不要触摸印刷电路板或器件。
安装步骤
1. 安装 PCU,KB 和 MCP
2. 安装 PP72/48
3. 安装驱动器(参见 SIMODRIVE611 UE 文献)
4. 连接 PCU 和 KB 以及 MCP 和 PP72/48
5. 在 PCU、PP72/48 和 SIMODRIVE 611UE 之间用现场总线 Profibus 进行连接
系统的拆卸 请按照相反的顺序拆卸系统的各个组件。
警告:
拆卸系统时,确保系统已完全停止并和电源断开。
安装尺寸
注意:
安装控制系统组件时,请按照下面图中注明的尺寸进行。图中标明了安装孔的尺
寸。
2-2 SINUMERIK 802D 安装调试 2002.10
Page 15
009
A
A
7
?
控制系统的安装
8.2
90
70
309.4
302.2
295.6
154.7
13.8
A-A
35
15
7.2
50
所
需
间
隙
5
15
13
20
所
需
间
隙
50
20
ø(X8) 4.5
13
330
321
161.2
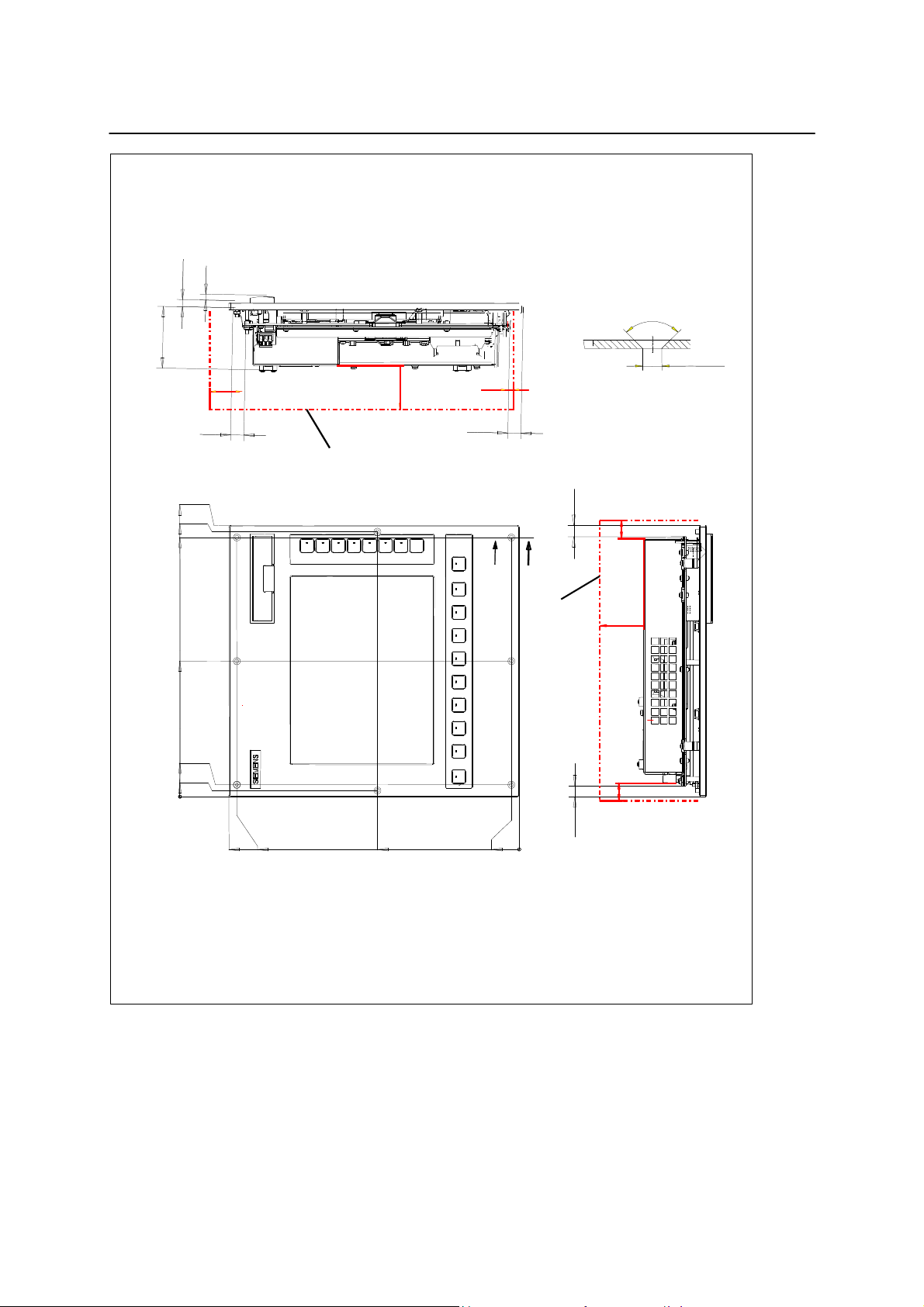
图 2-1 PCU 安装尺寸
SINUMERIK 802D 安装调试 2002.10 2-3
Page 16
4
Z
0
5
Z
控制系统的安装
面
板
截
面
1)
0.5
+3
2
+0.3
302
M
281.8
295
312
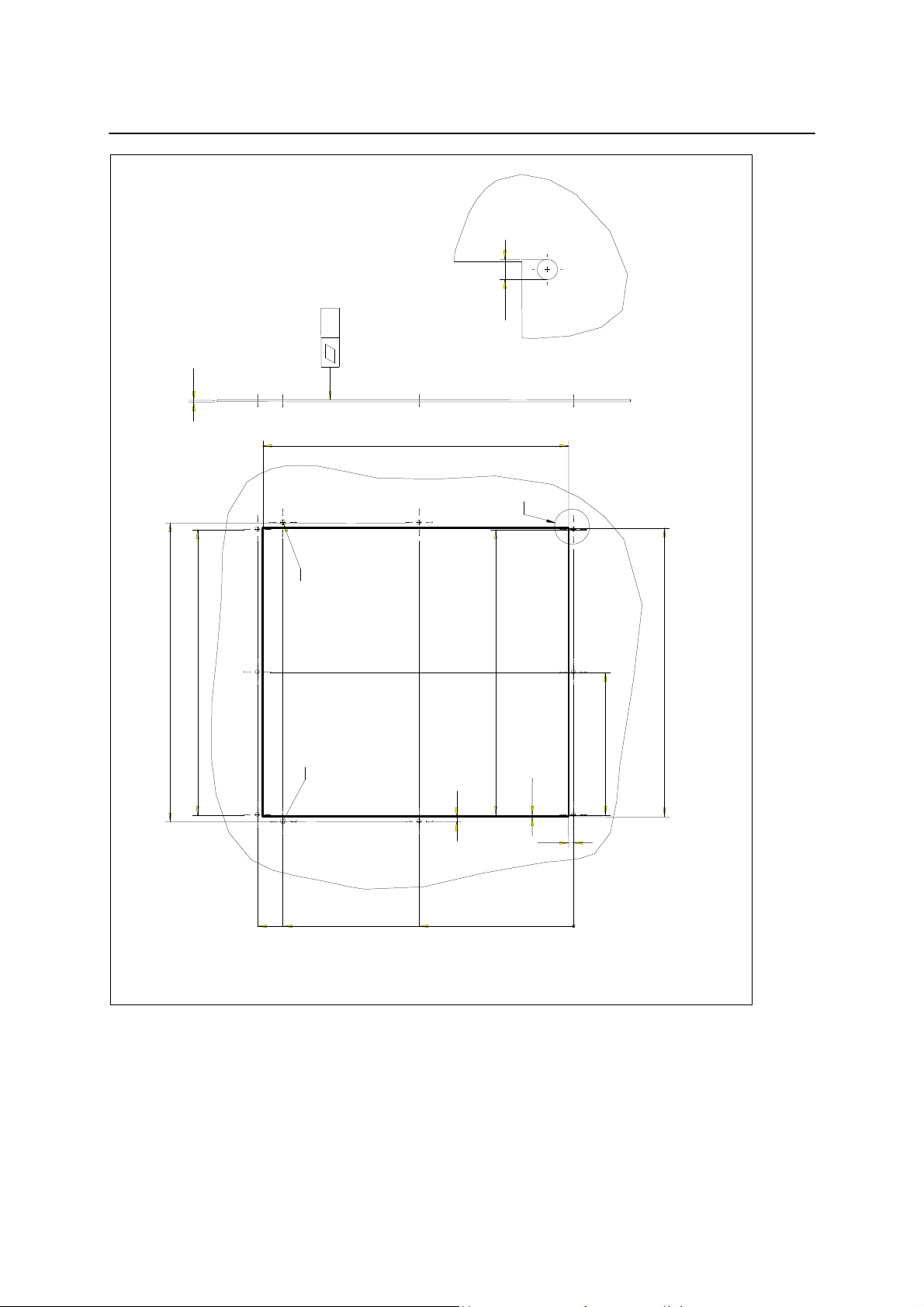
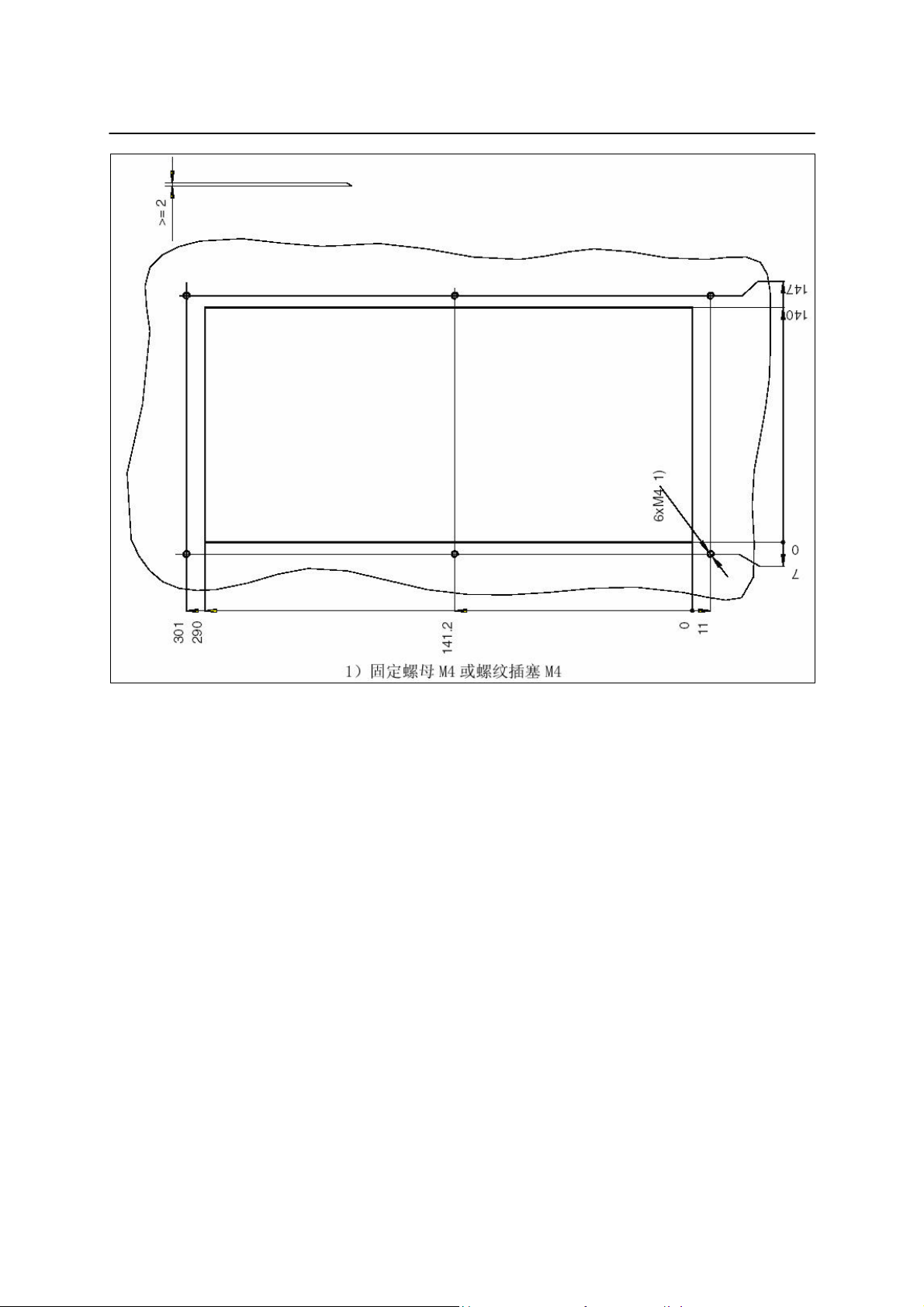
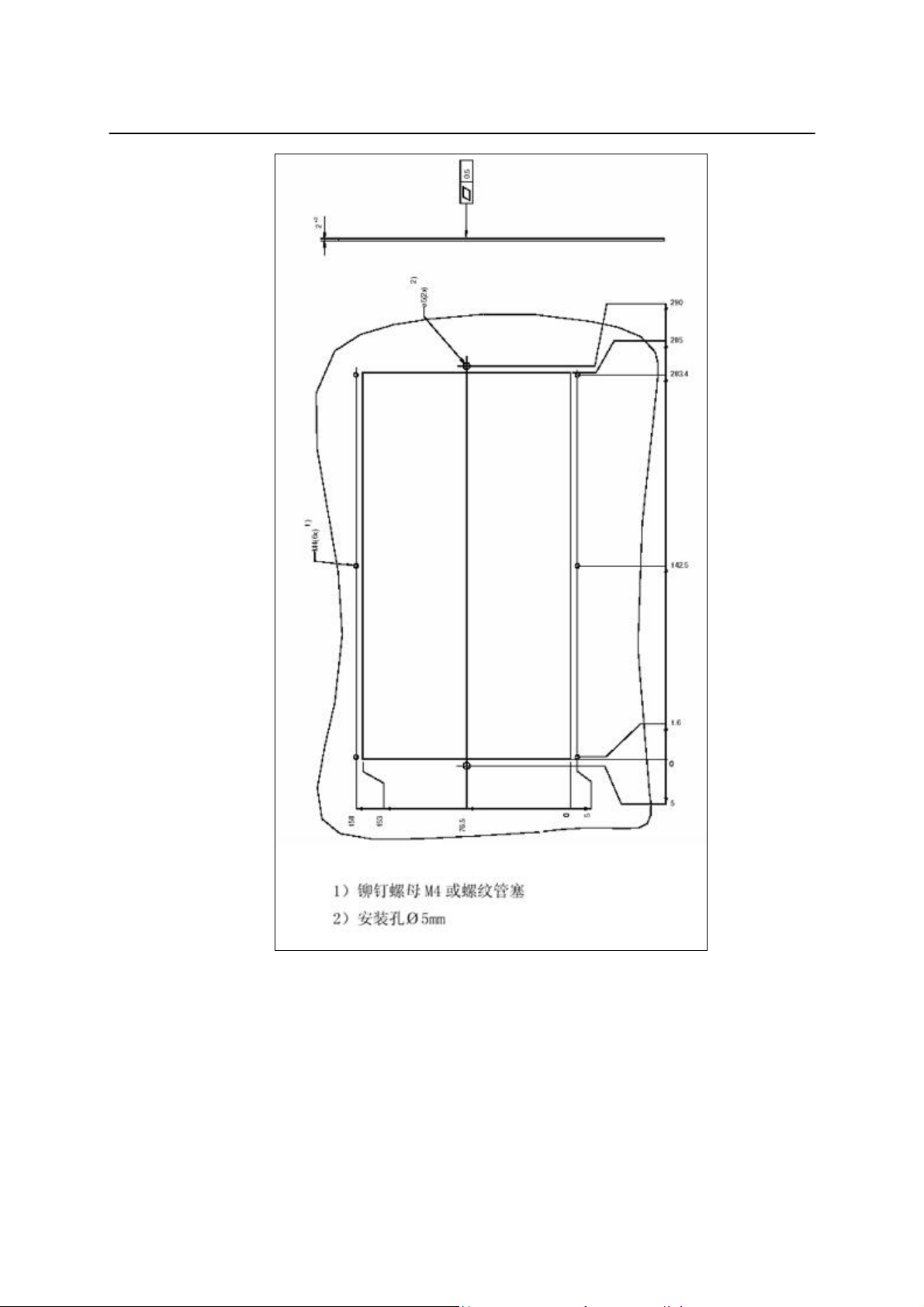
图 2-2 PCU 安装孔尺寸
286.6
2)
281.8
2)
5
152.2
1.6
140.9
1) 铆钉螺母 M4 或螺纹塞 M4(8x)
+0.3
285
2) 安装孔ø 5.2 (2x)
2-4 SINUMERIK 802D 安装调试 2002.10
Page 17
8
A
?
A
控制系统的安装
90
128
68.7
33
263
34
(X6) 4.5
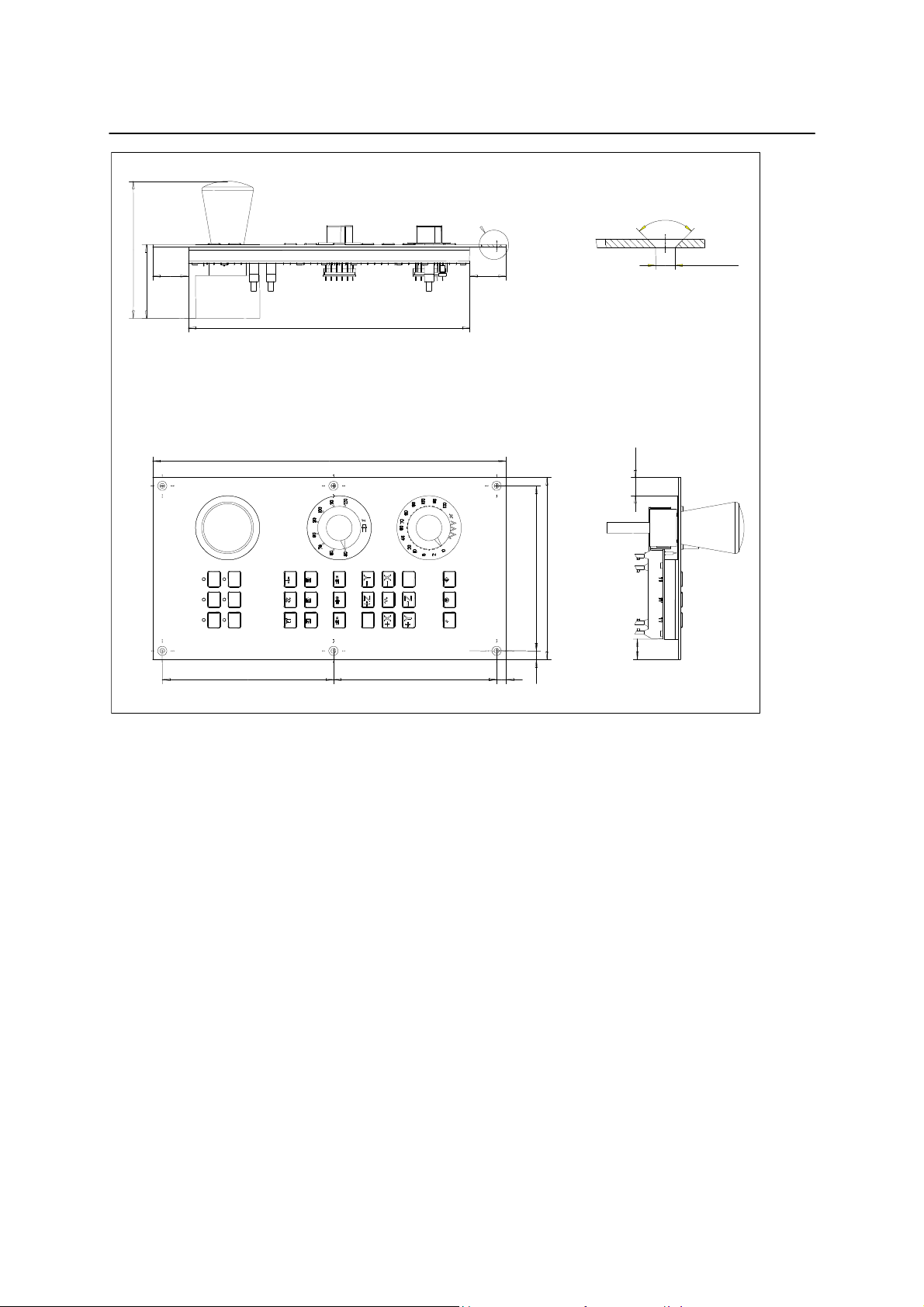
图 2-3 MCP 安装尺寸
330
17.2
170
154
19
9152.2159.8
SINUMERIK 802D 安装调试 2002.10 2-5
Page 18
控制系统的安装
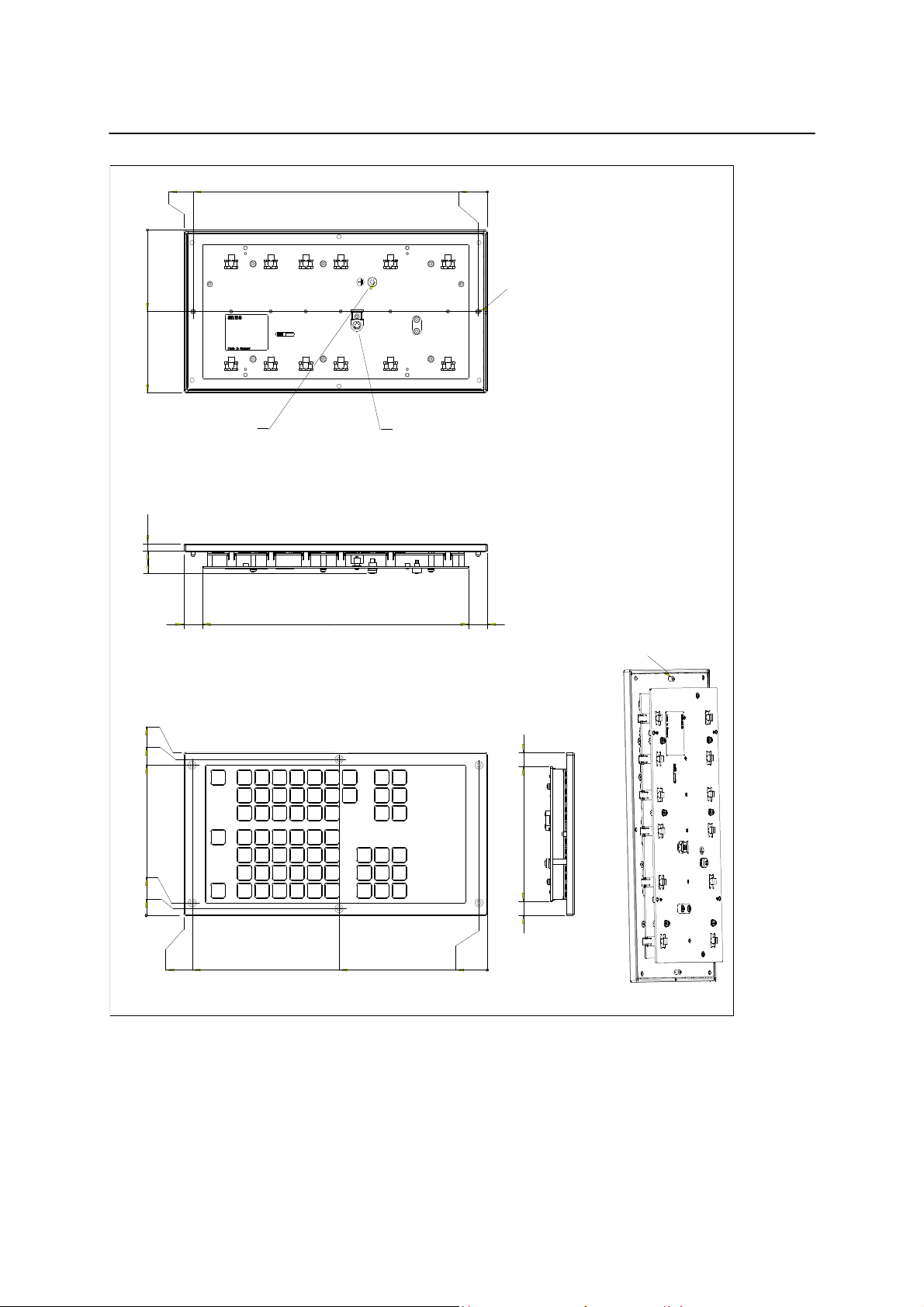
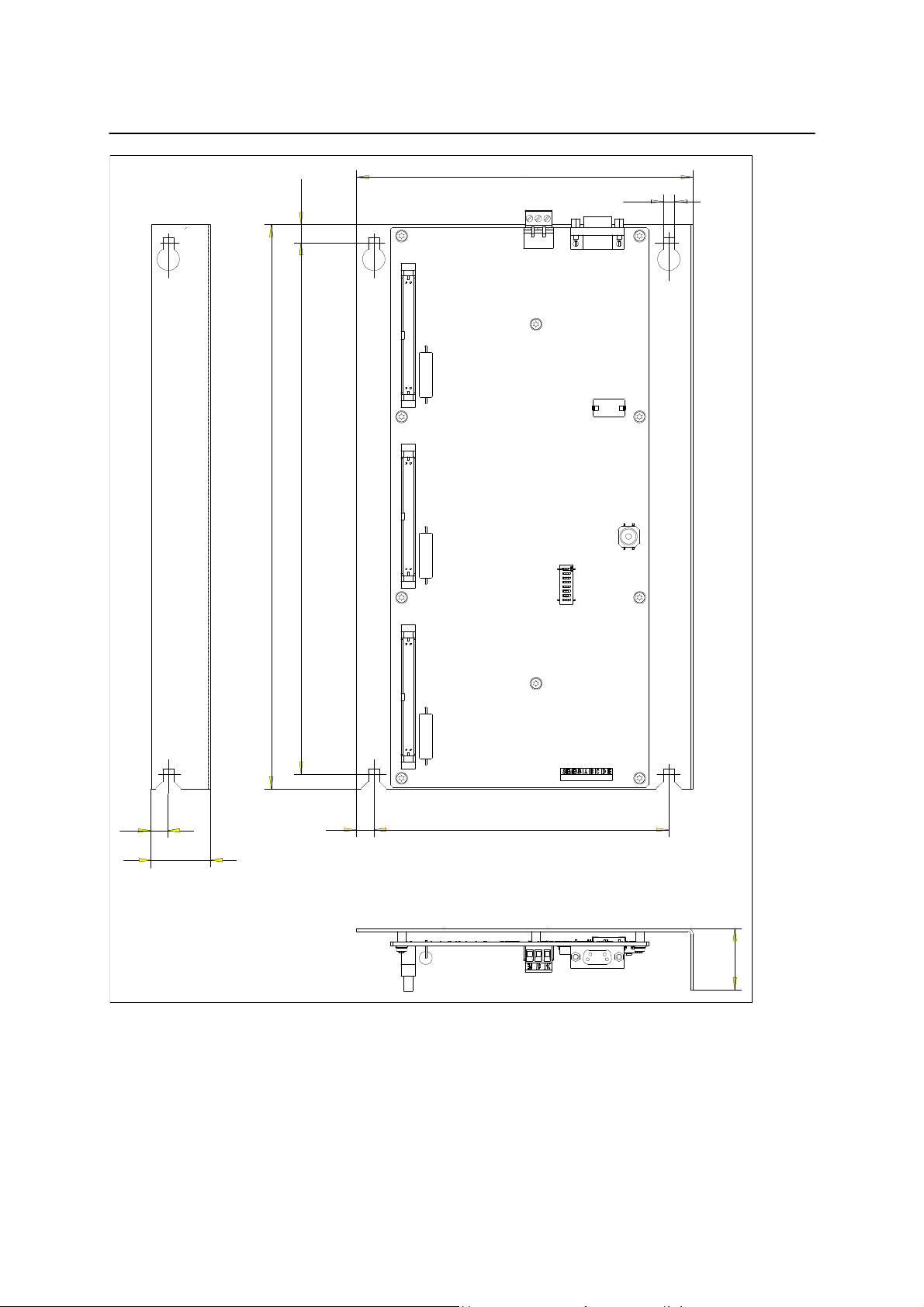
图 2-4 MCP 安装孔尺寸
2-6 SINUMERIK 802D 安装调试 2002.10
Page 19
控制系统的安装
330
0
320
0
10
86.1
2)
172.2
Ground Screw M5
Connection socket
连接插口 接地螺钉 M5
注意:
1)将插头长度增加至 39mm
2)螺钉孔位置(2 x Ø4.7)
7.7
NOTE:
1) Add this dimension (24+15)=39 mm to the height of the plug.
24
1)
20 290 20
2) Location pins (2x?.7)
2)
172.2
165
158.8
13.4
7.2
0
330
321
161.2
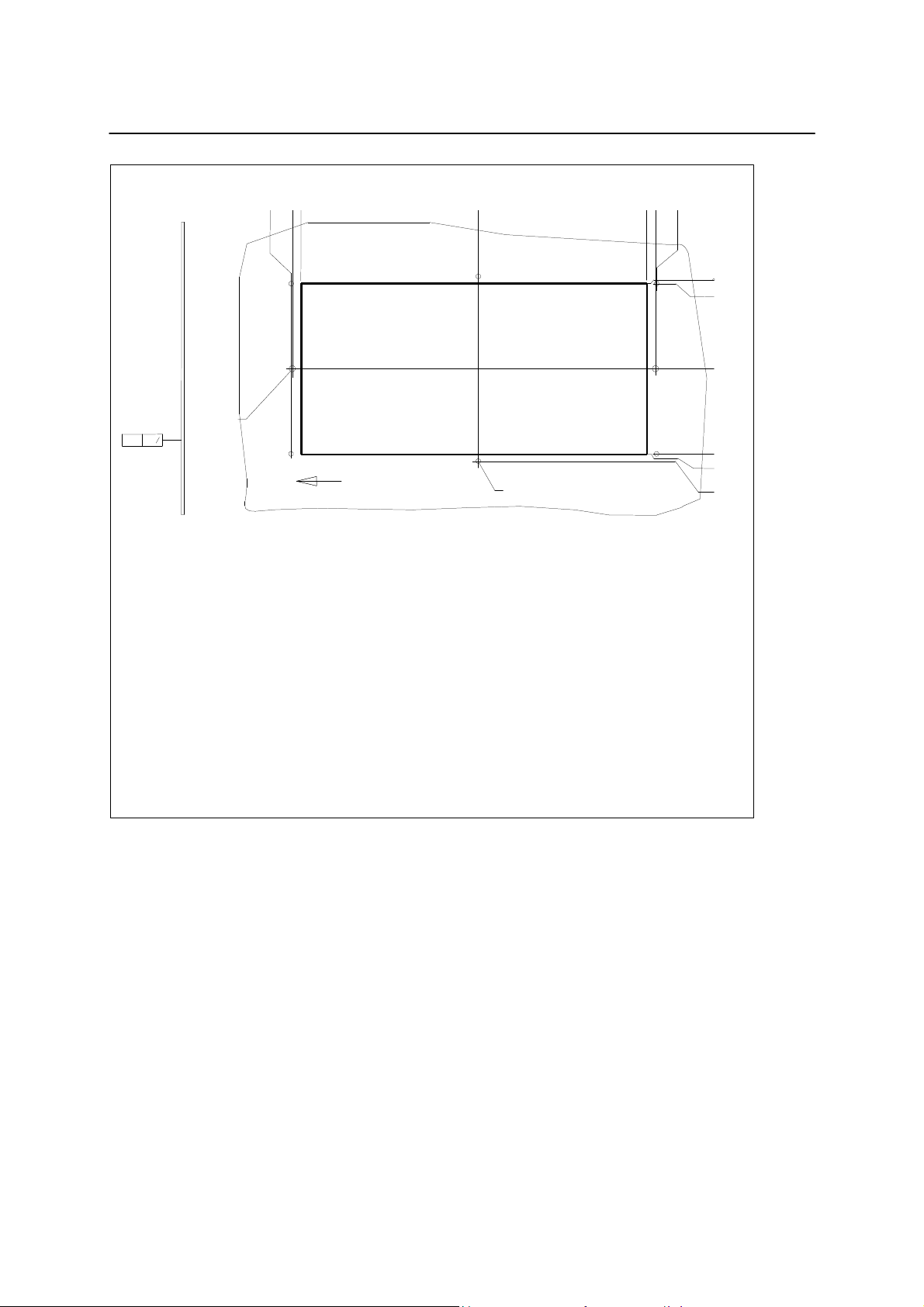
图 2-5 键盘安装尺寸(垂直键盘紧靠 PCU 安装)
15
142.2
15
0
9
SINUMERIK 802D 安装调试 2002.10 2-7
Page 20
0
控制系统的安装
2
+3
0.5
303.5
ø5(2x)
2)
295
上
3)
1)铆钉螺母 M4 或螺纹塞 M4
2)安装孔ø5mm(2x)
3) 注意开孔方向
143.7302.5
M4(6x)
1)
7.5
8.5
0
0.3
73
145.7
146
151.9
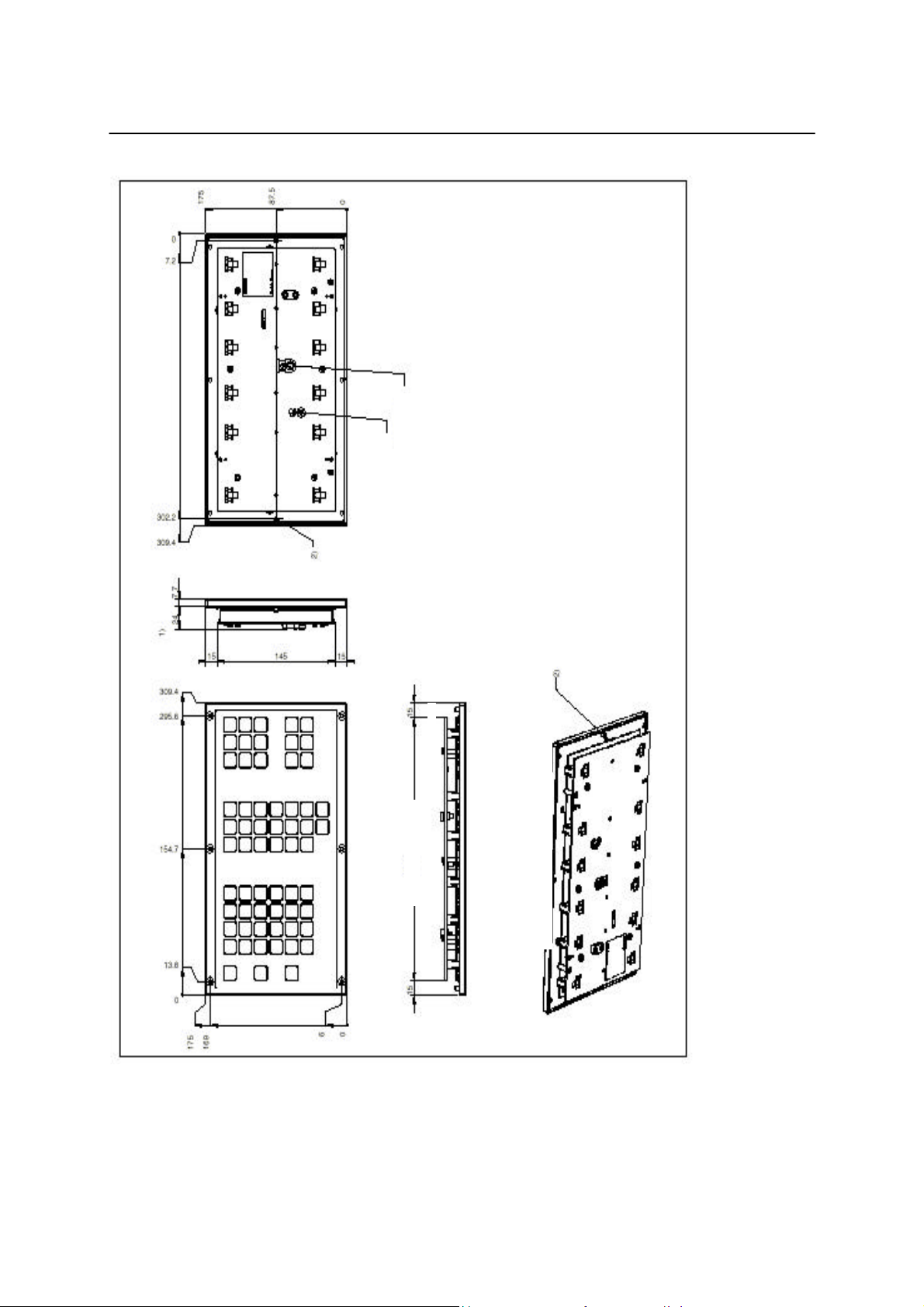
图 2-6 键盘的安装孔尺寸(垂直键盘紧靠 PCU 安装)
2-8 SINUMERIK 802D 安装调试 2002.10
Page 21
连接插头
M5
1)
控制系统的安装
接地螺钉
将插头长度增加至 39mm 2)固定孔 (2 x Ø4.7)
图 2-7 键盘的安装尺寸(水平键盘紧靠 PCU 安装)
SINUMERIK 802D 安装调试 2002.10 2-9
Page 22
控制系统的安装
图 2-8 键盘的安装孔尺寸(水平键盘紧靠 PCU 安装)
2-10 SINUMERIK 802D 安装调试 2002.10
Page 23
控制系统的安装
194
6.5
325
10.5
306
10
35
10
170
35
图 2-9 PP72/48 安装尺寸
SINUMERIK 802D 安装调试 2002.10 2-11
Page 24
控制系统的安装
2.2 接口和电缆
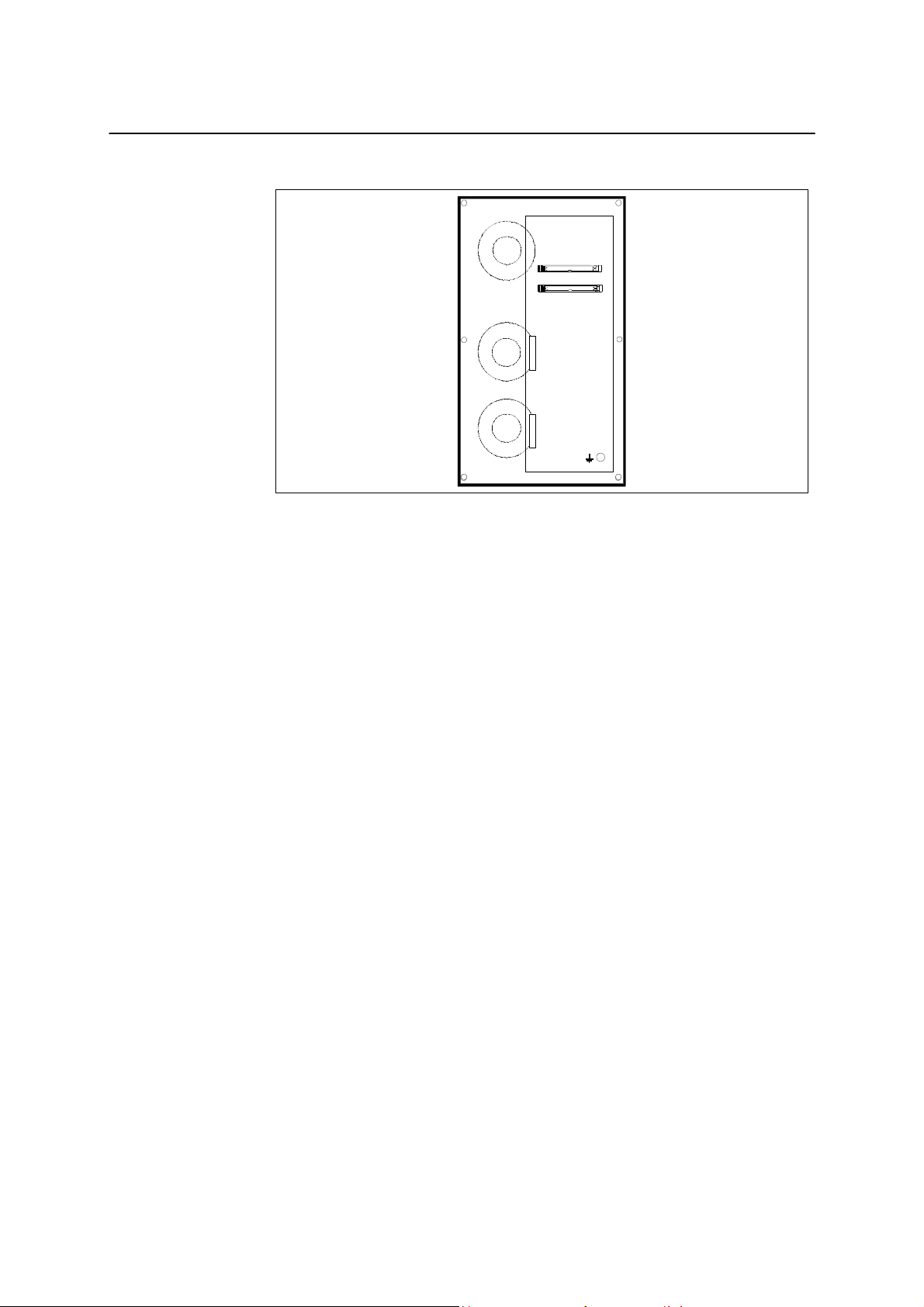
PCU 上的接口位置、控制器及显示
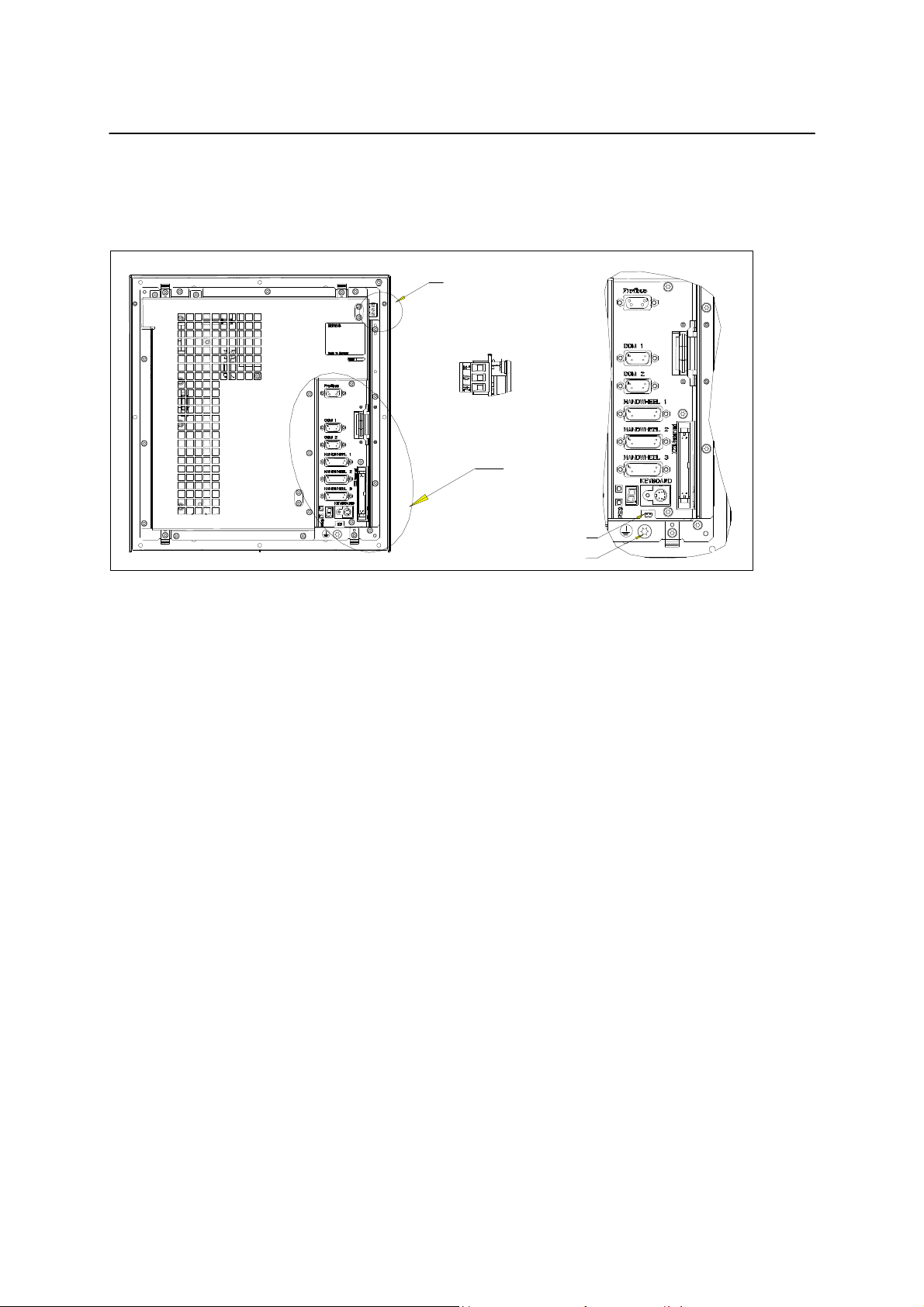
图 2-10 PCU 上的用户接口
• DC24V 电源接口(X8)
用于和 24V 负载电源连接的 3 芯螺钉端子块。
• Profibus (X4)
与 Profibus 连接的 9 芯 D 型孔型插头。
B
B
(侧视)
DC24V
A
跨接片
接地连接
M5
A
键盘 KB 上的接口
• COM1 RS232 接口(X6)
9 芯 D 型针型插头,接口 COM2 不起作用。
• 手轮 1 至 3(X14/X15/X16)
用于连接手轮的 15 芯 D 型针型插头。
• 键盘 键盘连接(X10)
6 芯 Mini-DIN
• 复位键
• 跨接线 X311
• 显示错误和状态的 4 个发光二极管(面板背面)
• 键盘连接
6 芯 Mini-DIN
2-12 SINUMERIK 802D 安装调试 2002.10
Page 25
X333
X222
X111X1X2复位S1X1X2
就绪
控制系统的安装
PP 72/48 上的接口位置、控制器及显示
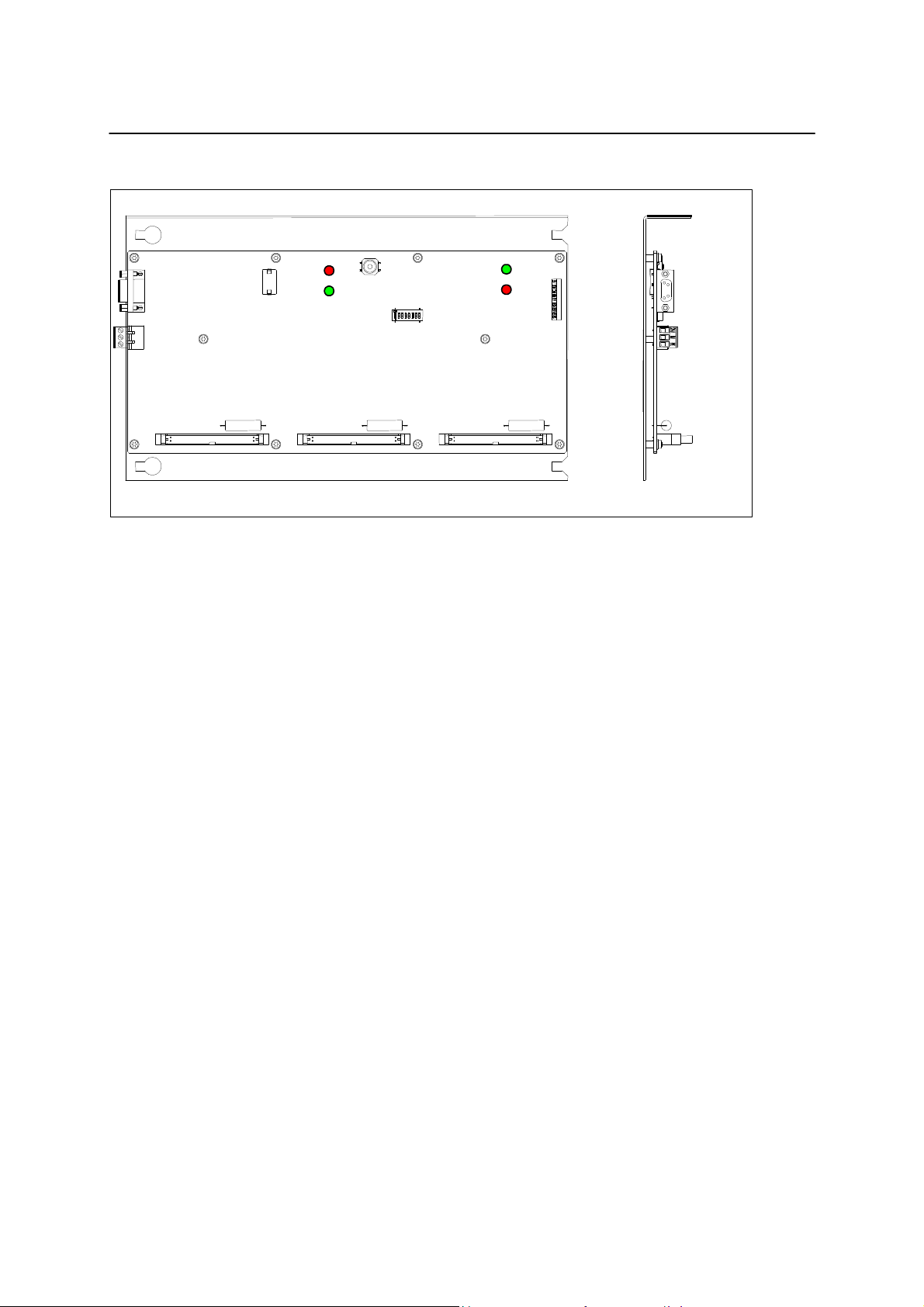
图 2-11 PP72/48 的用户接口
• X1 电源连接(DC24V)
用于连接 24V 负载电源的 3 芯螺钉端子
• X2 Profibus
用于连接 Profibus 的 9 芯 D 型孔型插头
• X111、X222和 X333
过热
电源
交换
用于连接数字输入和输出的 50 芯扁平电缆插头
• 显示 PP72/48 状态的 4 个发光二极管
• S1
用于设置 Profibus 地址的 DIL 开关(见 3.6 节)
SINUMERIK 802D 安装调试 2002.10 2-13
Page 26
X1202
X1201
控制系统的安装
MCP 上的接口
图 2-12 MCP 上的用户接口
• X1201 和 X1202
用于连接 PP 72/48 的 50 芯扁平电缆插头
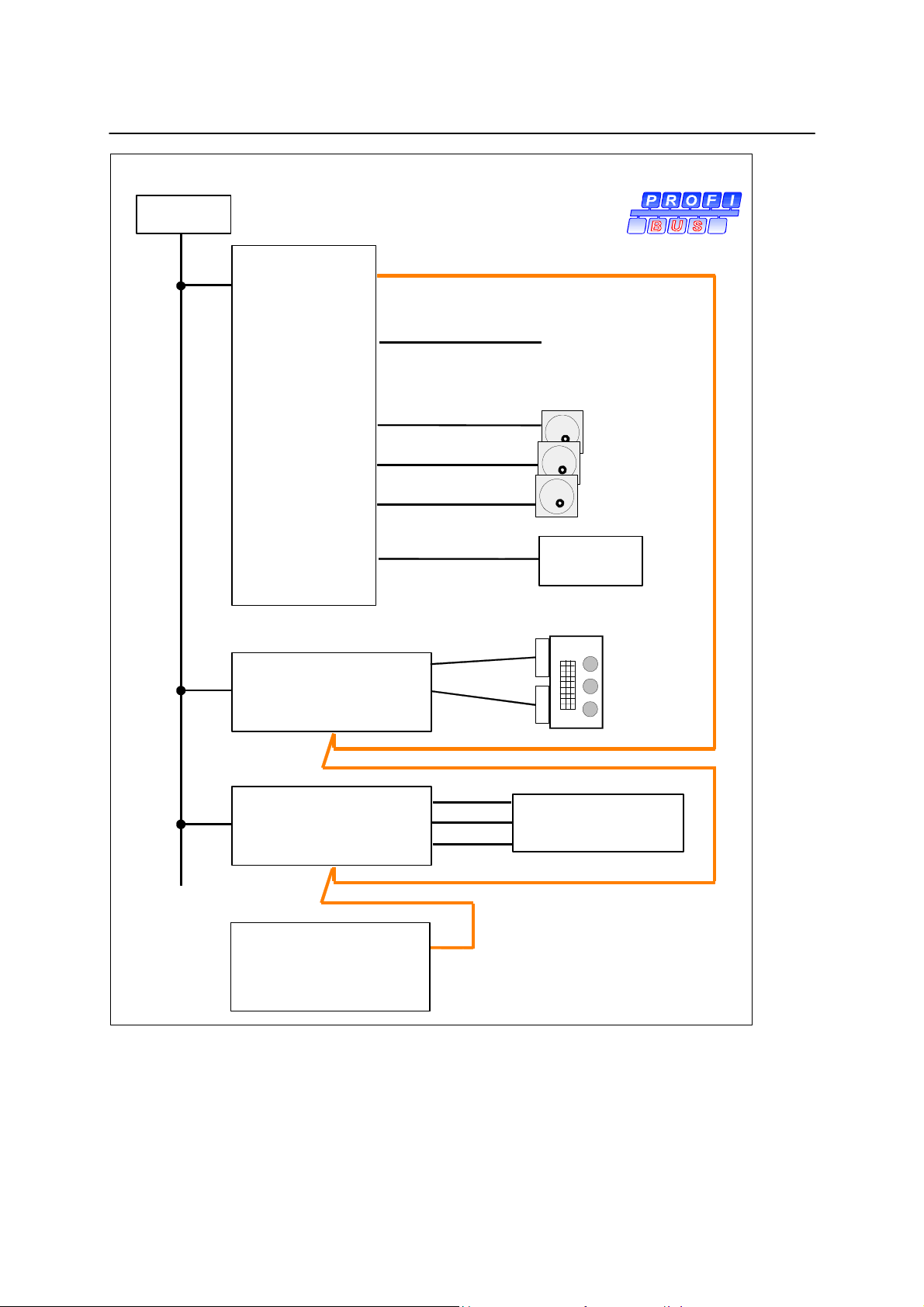
电缆连接 电缆连接图(图2-13)中给出了各个组件之间的电缆连接关系。有关电缆名称和
插头型号,请参阅SINUMERIK802D样本。
2-14 SINUMERIK 802D 安装调试 2002.10
Page 27
控制系统的安装
电源
24V DC
X8
手轮 1 (X14)
手轮 2 (X15)
手轮 3 (X16)
X1
PCU
Profibus (X4)
COM 1 (X6)
键盘 (X10)
PP 72/48
X2
X111
X222
X333
RS232
KB
CNC
X1201
X1202
P R OC E S S F IE L D B U S
手轮
键盘
MCP
X111
X1
X2
SIMODRIVE 611U
X222
X333
X423
机床 I/O
图 2-13 SINUMERIK802D 电缆连接图
SINUMERIK 802D 安装调试 2002.10 2-15
Page 28
控制系统的安装
2.3 各个部件的连接
注意:
只能使用屏蔽电缆,而且确保屏蔽层与控制器一侧的金属或有镀金层的插头盒相
连。
1. 按照图 2-13所示将电缆与组件相连。
2. 使用紧固螺钉将 D 型针型插头固定并安装电缆绷紧防护装置。
作为附件提供的电缆能提供最佳的抗干扰能力。
注意:
使用 Phoenix 的 MSTB2.5,MSTBP2.5 或者 MVSTBR2.5 插座时,最大扭距为 5-7 lb.
In;使用 Phoenix 的 MC1.5 插座时,最大扭距为 4 lb. In。
2.3.1 键盘的连接(KB)
使用提供的电缆将键盘与 PCU 连接。多脚插头必须插入键盘。
2-16 SINUMERIK 802D 安装调试 2002.10
Page 29
控制系统的安装
2.3.2 手轮与 PCU(X14,X15,X16)的连接
插头名称: 手轮1(X14)
手轮 2(X15)
手轮 3(X16)
插头型号: 15 芯 D 型孔型插头
最大电缆长度: 3m
表 2-1 孔型插头 X14,X15,X16的引脚的分配
X14,X15,X16
引脚 信号 型号 引脚 信号 型号
1 1P5 V 9 1P5 V
2 1M V 10 N.C
3 A 11 1M V
4 A 12 N.C
5 N.C 13 N.C
6 B 14 N.C
7 B 15 N.C
8 N.C
信号名称
A A 脉冲
A 负 A 脉冲
B B 脉冲
B 负 B 脉冲
1P5 5V 电源
1M 接地
信号类型
V 电压输出
手轮 可以连接三个电子手轮;但是必须符合以下要求:
传输方法: 5V方波信号(TTL 或 RS422)
信号: 信号 A,分基本信号和取反信号(Ua1,5a1)
信号 B,分基本信号和取反信号 (Ua2,5a2)
最大输出频率: 500kHz
信号 A 和信号 B 的相位差: 90°±30°
电源: 5V,最大 250mA
SINUMERIK 802D 安装调试 2002.10 2-17
Page 30
控制系统的安装
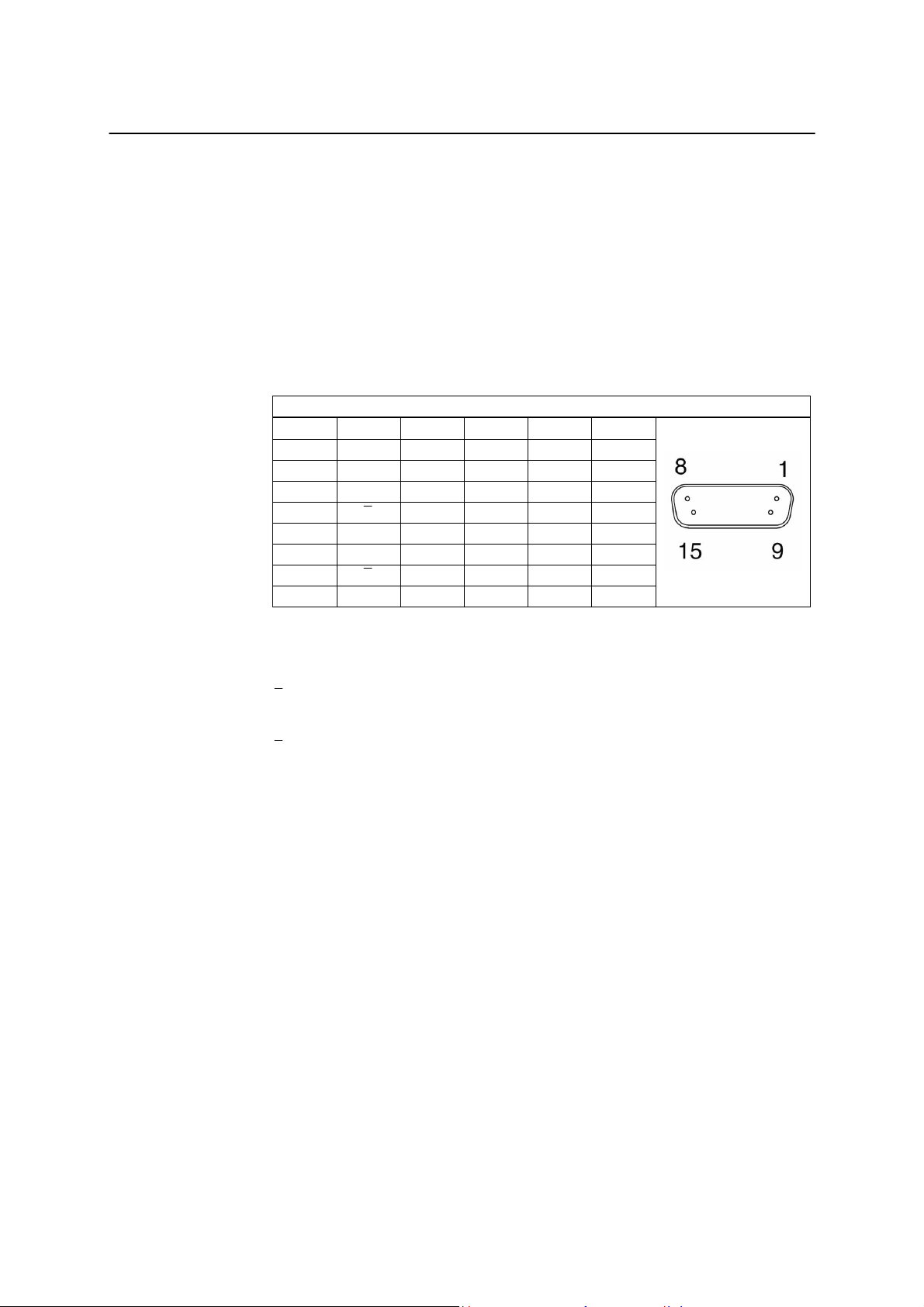
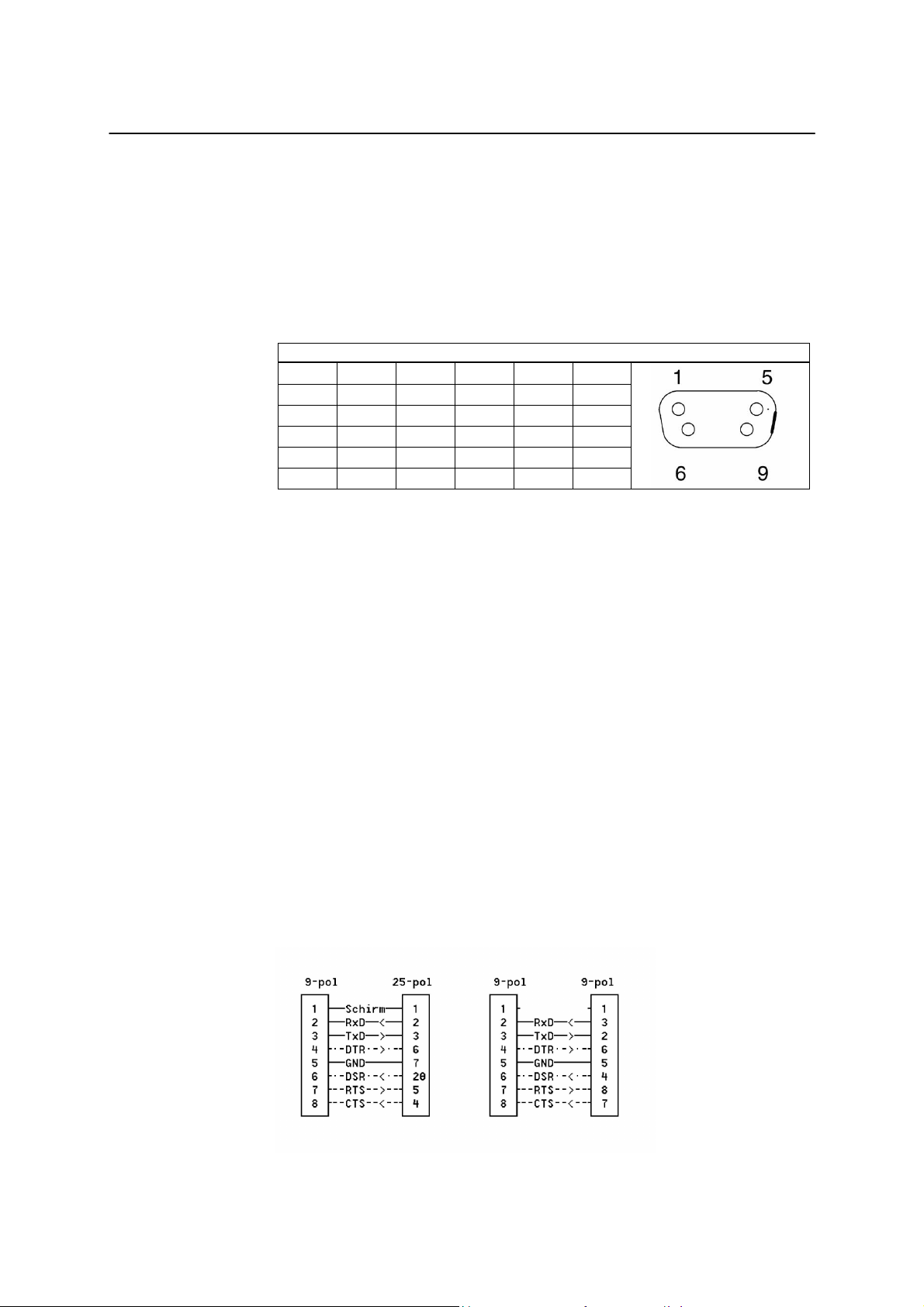
2.3.3 PCU 上 RS232 接口(COM1)的连接配置
接口 RS232 COM1
插头名称: COM1(X6)
插头类型: 9芯 D 型插头
最大电缆长度: 15m
表 2-2 COM1(X6)插头引脚的分配
COM1(X6)
引脚 名称 型号 引脚 名称 型号
1 DCD I 6 DSR I
2 RxD I 7 RTS O
3 TxD O 8 CTS I
4 DTR O 9 RI I
5 1M V
信号说明:
DCD 载体检测
RxD 接收数据 V24
TxD 传输数据 V24
RTS 要求发送
CTS 清除发送
DTR 数据终端就绪
DSR 数据发送就绪
RI 响铃指示器
1M 信号接地
信号类型:
I 输入
O 输出
V 电压输出
RS232 接口的电缆配置
图 2-14 电缆配置:D 型插头的引脚配置
2-18 SINUMERIK 802D 安装调试 2002.10
Page 31

控制系统的安装
2.3.4 I/O 与 PP 72/48 的连接
用一条扁平电缆将机床控制面板与 PP72/48(X111,X222)相连(见图 2-13),最大
电缆长度 15m。
PP72/48 一侧插头的引脚分配
插头名称: X111,X222,X333
插头型号: 50芯插头
表 2-3 插头 X111,X222,X333的引脚的分配
引脚
1 M GND 2 +24V 输出
3 Lm+0.0 输入 4 Lm+0.1 输入
5 Lm+0.2 输入 6 Lm+0.3 输入
7 Lm+0.4 输入 8 Lm+0.5 输入
9 Lm+0.6 输入 10 Lm+0.7 输入
11 Lm+1.0 输入 12 Lm+1.1 输入
13 Lm+1.2 输入 14 Lm+1.3 输入
15 Lm+1.4 输入 16 Lm+1.5 输入
17 Lm+1.6 输入 18 Lm+1.7 输入
19 Lm+2.0 输入 20 Lm+2.1 输入
21 Lm+2.2 输入 22 Lm+2.3 输入
23 Lm+2.4 输入 24 Lm+2.5 输入
25 Lm+2.6 输入 26 Lm+2.7 输入
27 不连接 28 不连接 不连接
29 不连接 30 不连接 不连接
31 On+0.0 输出 32 On+0.1 输出
33 On+0.2 输出 34 On+0.3 输出
35 On+0.4 输出 36 On+0.5 输出
37 On+0.6 输出 38 On+0.7 输出
39 On+1.0 输出 40 On+1.1 输出
41 On+1.2 输出 42 On+1.3 输出
43 On+1.4 输出 44 On+1.5 输出
45 On+1.6 输出 46 On+1.7 输出
47 DOCOM1 VCC(输入
49 DOCOM1 VCC(输入
信号 类型 引脚 信号 类型
(输出为
lm+0.0… lm+2.7)
48 DOCOM1 VCC(输入
on+0.0… on+1.7)
50 DOCOM1 VCC(输入
on+0.0… on+1.7)
on+0.0… on+1.7)
on+0.0… on+1.7)
注意:
供给数字输出端的 24V 电压必须与 4 个引脚-47,48,49,和50 全部连接。
插头 X111、X222 和 X333 具有相同的引脚的分配,但是输入输出区域的偏差为 3
个字节(输入)或是 2 个字节(输出)(参见表 2-4)。
SINUMERIK 802D 安装调试 2002.10 2-19
Page 32

控制系统的安装
表 2-4
X111 X222 X333 X111 X222 X333
IB
输入字节
输出字节
m 0 3 6 9 12 15
n 0 2 4 6 8 10
PP72/48 1
Profibus 地址 9
0 3 6 9 12 15
1 4 7 10 13 16
2 5 8 11 14 17
0 2 4 6 8 10 OB
1 3 5 7 9 11
PP72/48 2
Profibus 地址 8
2.4 SIMODRIVE 611U 驱动模块的连接
配置接口和用于连接驱动模块所需的所有数据可以在 SIMODRIVE611UE 文献中查
找到。
2.5 Profibus 的连接
所有的节点通过 Profibus 互相连接。PCU 是主站,SIMODRIVE 611UE 和 PP72/48
是从站。
时钟同步的 Profibus 的波特速率,缺省值设定为 12M 且不能修改。
不允许使用 OLMs、OLPs 和转发器。
Profibus 接口 孔型插头类型:9 芯 D 型孔型插头
最大电缆长度:12M 波特时 100 米
2-20 SINUMERIK 802D 安装调试 2002.10
Page 33

控制系统的安装
表 2-5 孔型插头引脚的分配
引脚
信号 含义 引脚
信号 含义
1 屏蔽 6 VP 终端连接器
的电源电
压,(P5V)
2 保留 7 保留
3 RxD/TxD-P 接收/发送
数据,B 线
(红色)
4 CNTR-P 转发器控
制信号(方
向控制)
5 DGND 数据转换
8 RxD/
TxD-N
接收/发送
数据,A 线
(绿色)
9 CNTR-N 转发器控制
信号
(方向控制)
程序
(接地 5V)
注意:
只使用推荐的 Profibus 插头。这些插头被设计成当接上终端器时,指向外部的
PB 分线即被断开。
PB 主线=应将 PCU 连在 PB 分线的开端。
确保终端器只连在第一个和最后一个节点上。
A 线 绿色 B 线 红色
开
A1/B1
PCU
A1/B1
A2/B2
PP 72/48
图 2-15 Profibus 线的结构图
关 关 开
A1/B1A1/B1
A2/B2
611 UE 611 UE
SINUMERIK 802D 安装调试 2002.10 2-21
Page 34

控制系统的安装
2.6 接地
接地端子 必须提供以下接地端子:
• PCU
• 机床控制面板(MCP)
• 键盘(KB)
对 PCU、MCP 和 KB 进行接地连接时,将接地点与接地杆相连(图 2-16)。
P72/48 接地 PP72/48 的安装必须符合 EN60204 标准。如果区域较大,不可能通过背面板与中
央接地点实现永久的金属连接,必须使用一条截面积大于 10mm2电线将安装板与
接地杆连接。
MCP
与底板连接
接地端子
图 2-16 安装 PCU 和 MCP 的接地图
PCU
2-22 SINUMERIK 802D 安装调试 2002.10
Page 35

控制系统的安装
2.7 PCU(X8)和 PP72/48(X1)的电源
螺钉-端子块 将所需的 24V DC 负载电源与螺钉-端子块 X8 或 X1 连接。
负载电流的分配特性 24VDC 电压用作具有电气安全隔离的功能性低电压(符合标准 IEC 204-1,6.4
节,PELV),而且须由用户进行接地(连接系统中 PELV 的信号 M 和中央接地点)。
表 2-6 负载电源的电气参数
参数 最小值 最大值 单位
电压范围的平均值 20.4 28.8 V
波动性 3.6 Vss
非周期过电压 35 V 连续 500ms,50s 恢复时间
额定电流消耗 1 A
起始电流 2.6 A
表 2-7 螺钉-端子块 X8/X1 的引脚分配
端子
1 P24 DC 24V
2 M 接地
3 PE
信号 说明
条件
SINUMERIK 802D 安装调试 2002.10 2-23
Page 36

控制系统的安装
2.8 PCU 上的显示
PCU 的前面板上装有 4 个发光二极管。
图 2-17 在 PC 卡插口旁 PCU 上 LED 的显示
ON(绿色) 电源接通
NC(黄色) NC 运行标记(闪烁)
WD(红色) 过程监视
PB(黄色) Profibus
2.9 PP72/48 上的显示
4 个发光二极管用于状态显示。
POWER(绿色) 电源接通
READY(红色) PP72/48 就绪,未进行循环数据交换
EXCHANGE(绿色) PP72/48 就绪,已经进行循环数据交换
OVTEMP(红色) 温度过高显示
2-24 SINUMERIK 802D 安装调试 2002.10
Page 37

开机调试 3
本章目录
章节 标题 页码
3.1 概述 3-2
3.1.1 存取保护级 3-3
3.1.2 机床数据(MD)和设定数据(SD)的结构 3-4
3.2 控制器的上电和引导 3-5
3.3 语言设定 3-6
3.4 技术设定 3-7
3.5 机床数据的输入 3-8
3.6 Profibus 地址的设定 3-9
3.7 PLC 调试 3-11
3.8 坐标轴/主轴调试 3-12
3.8.1 设定值/实际值分配 3-12
3.8.2 进给轴机床数据的缺省设定 3-14
3.8.3 主轴机床数据的缺省设定 3-15
3.8.4 直接测量系统的连接 3-23
3.9 调试结束 3-27
3.10 轴驱动服务显示 3-27
SINUMERIK 802D 安装调试 2002.10 3-1
Page 38

开机调试
3.1 概述
调试要求
l 需要以下内容:
— SINUMERIK802D“用户文献”
— SINUMERIK802D“功能介绍”
— 用于调试和数据备份的 PC 机
— 工具箱
— PLC802 编程工具
l 必须完成设备的机械和电气安装
l 启动 SIMODRIVE 611UE(Profibus 选择模块已插入)
调试顺序 可以使用以下顺序来调试 SINUMERIK 802D:
1. 检查 PCU 的引导程序
2. 设定语言
3. 技术设定
4. 设定通用车床数据
5. 调试 PLC
6. 设定坐标轴/主轴-具体车床数据
— 设置坐标轴/主轴编码器
— 设置坐标轴/主轴设定值
7. 坐标轴和主轴空运行
8. 优化驱动器
9. 完成调试,保存数据。
3-2 SINUMERIK 802D 安装调试 2002.10
Page 39

开机调试
3.1.1 存取保护级
保护级 SINUMERIK 802D 具有一套恢复数据区的保护级概念。保护级从 0 到 7,其中 0 是
最高级,7 是最低级。一些功能区(如,程序编辑)的保护级设置在显示车床数据
中(USER_CLASS)。
控制系统为保护级 1 到 3 设定了缺省密码。必要时授权用户可以更改这些密码。
表 3-1 保护级概念
保护级 密码方式 范围
0 西门子保留
1 密码:SUNRISE(缺省) 专家模式
2 密码:EVENING(缺省) 机床生产厂商
3 密码:CUSTOMER(缺省) 授权用户,机床安装员
4 到 7 没有密码及用户接口
PLC→NCK
保护级 1… 3 保护级 1 到 3 需要输入密码。密码激活后可以修改。例如,如果密码不再知道,
必须执行重新初始化(带缺省机床数据导入)。这将使所有密码恢复到该版软件的
出厂设定值。
授权操作人员,机床安装员
除非使用软键“删除口令”来重新设置,否则密码不会改变。重新上电不会重设
密码。
保护级 4… 7 如果没有设置密码或是接口信号,保护级 7 会自动设定。如果没有密码, 可以通
过在用户程序的用户接口中设置位来设定保护级 4 到 7。
& 参考:
“用户手册”中“操作和编程”介绍了如何设定存取保护级。
SINUMERIK 802D 安装调试 2002.10 3-3
Page 40

开机调试
3.1.2 机床数据(MD)和设定数据(SD)的结构
数字和标识 MD 和 SD 是由它们的数字或由它们的名字(标识)来定址的。数字和名字,以及激
活方式和单位都被显示。
激活方式 激活级别是通过它们的优先级来排列的。如果已经改变一个数据项,经过以下操
作之后便会起作用:
? POWER ON(po)—关闭/启动 SINUMERIK 802D
? NEW_CONF(cf)
可通过触发“复位信号”即 V3000 0000.7 来激活设定
? 在程序 M2/M30 的末尾使用 RESET 键复位
? IMMEDIATELY(im) 输入值后立即生效
保护级 启动和输入机床数据时通常需要保护级 2。
单位/比例系统 通过 MDSCALING_SYSTEM_IS_METRIC,区分以下物理单位:
MD10240=1 MD10240=0
mm inch
mm/min inch/min
m/s2 inch/s
m/s3 inch/s
2
3
mm/rev inch/rev
如果 MD 没有物理单位,该区域就为空白。
注意:
机床数据的缺省设定为 SCALING_SYSTEM IS METRIC=1(公制)。
3-4 SINUMERIK 802D 安装调试 2002.10
Page 41

开机调试
3.2 控制器的上电和引导
步骤 目测设备的以下内容:
— 带有已安装好接头的正确的机械设计
— 电压连接
— 屏蔽和接地连接
连接控制系统(在通常模式下引导)
在通常模式下 控制系统启动以后,引导程序以及它的各个相位都被显示。当出现用户接口的
引导控制系统 主屏时,即完成了引导程序的操作。
在启动模式下 接通电源后,当屏幕上出现适当的操作者提示时,按 SELECT 键。
引导控制系统 DRAM 测试后,屏幕上出现启动菜单。使用光标来选择引导/启动模式并按 INPUT
来确认你的选择。
启动菜单中列出的模式具有以下含义:
Ÿ 通常模式
控制系统导入时,机床数据已更新而且程序已载入。
Ÿ 缺省数据(只在保护级设置为 1 或 2 时显示)
控制系统随同标准机床数据一起导入。
Ÿ 软件升级
不导入控制系统。执行软件升级。
Ÿ 重新载入已保存的用户数据
保存在闪烁卡中的用户数据(车床数据,程序等)按现有数据载入并用于系
统的引导。
Ÿ PLC 停止
如果 PLC 停止不能通过用户接口来执行的话,PLC 停止即被启动。
SINUMERIK 802D 安装调试 2002.10 3-5
Page 42

开机调试
3.3 语言设定
前景和背景语言的设置为英语。前景语言可以改变。可以从工具箱中来载入。
顺序
l 用 RS232 电缆连接 PC 机和 PCU(COM1)接口。
l 启动控制系统并等待直至控制系统已经无错误地被导入。
l 在操作区“系统”中,设置保护级 2 密码。
l 在操作区“系统”\数据入\出中,将光标放在“试车数据 PC”行。
l 按下软键读入。
l 在 PC 中启动文件管理器。
l 通过文件管理器选择所要求的语言文件,定义成前景语言或背景语言,并
传送到系统中。
l 重新启动系统。
l 现在已经转换成所要求的语言。
3-6 SINUMERIK 802D 安装调试 2002.10
Page 43

开机调试
3.4 技术设定
注意:
SINUMERIK802D 装有标准机床数据。根据车床或铣床要求,必须将相关初始化文
件从工具箱传入控制系统。
有以下初始化文件可提供选择:
• setup_T.cnf 具有完整循环软件包的车床系统。
• setup_M.cnf 具有完整循环软件包的铣床系统。
• setTra_T.cnf 具有完整循环软件包和功能传输,Tracyl,主轴 1C 轴和
第 2 主轴的车床系统。
• trafo_T.ini 具有功能传输,Tracyl,主轴 1 C 轴和第 2 主轴的车床系
统。
• trafo_M.ini 用于功能 Tracyl 的机床数据—铣床系统。
• adi4.ini 用于设定模拟点输出的机床数据。
这个初始化文件必须在总配置设置之前的第一次调试过程中传入。
顺序
Ÿ 用 RS232 电缆连接 PC 机和 PCU(COM1)接口。
Ÿ 启动控制系统并等待直至控制系统已经无错误地被导入。
Ÿ 在操作区“系统”中,设置保护级2 密码。
Ÿ 在操作区“系统”\数据入\出\中,将光标放在“试车数据 PC”行。
Ÿ 按下软键读入。
Ÿ 启动已安装有WINPCIN 的 PC 机。
Ÿ 选择软键二进制格式,按 RS232 配置,设置 PC/PG 相应的 COM 接口。存储
后再激活(软件保护&激活,软键返回)。
Ÿ 按软键发送数据。
Ÿ 选择车床和铣床(setup_t.ini或setup_m.ini)初始化文件(在工具箱中)并
使用 WINPCIN 将它从 PC 中传入控制系统里。
Ÿ 在传输过程中多次自动执行启动。
Ÿ 至此SINUMERIK 802D 预置为所要求的工艺版本。
SINUMERIK 802D 安装调试 2002.10 3-7
Page 44

开机调试
3.5 机床数据的输入
概述 为了更好的理解,将各个分区中最重要的机床数据列成表格。机床数据和接口信
号的详细说明可以在功能说明中找到。有关功能说明的参考在这些表中已列出。
(第 7 章)
注意:
有些机床数据(标准值)是缺省的,因为在大多数情况下,这些值无需修改。
机床数据的输入(MD) 输入数据之前,必须设置保护级2 的密码。
通过软键选择以下机床数据区,必要时修改它们。
Ÿ 通用机床数据 MD10000…19999
Ÿ 通道机床数据 MD20000…29999
Ÿ 坐标轴机床数据 MD30000…39999
Ÿ 显示机床数据 MD1…999
Ÿ 驱动器机床数据 参数 599…1999
输入的数据立即保存在数据存储器中,其中不包括驱动器数据。如果要永久保存
驱动机床数据的话,请使用软键数据存储或者 SimoComU 工具。如果忘记存储数
据,则驱动器在下次复位后恢复原数据。
根据机床数据“激活”属性来激活机床数据,参见 3.1.2 节。
3-8 SINUMERIK 802D 安装调试 2002.10
Page 45

开机调试
3.6 Profibus 地址的设定
SINUMERIK802D 中存在两条可用的总线配置。某一条配置选择是由
MD11240PROFIBUS_SDB_NUMBER 来操作的。在所有情况下,配置中包括最大的配
置量。无需连接所有的节点。
表 3-2
MD11240
3
4
5
6
0
PB 节点 DP(从站) PB 地址 驱动器号
PP 模块 1 9 -
PP 模块 2 8 -
单轴功率模块 10 5
单轴功率模块 11 6
双轴功率模块 驱动器 A
驱动器 B
PP 模块 1 9 -
PP 模块 2 8 -
单轴功率模块 10 5
双轴功率模块 驱动器 A
驱动器 B
双轴功率模块 驱动器 A
驱动器 B
PP 模块 1 9 -
PP 模块 2 8 -
单轴功率模块 20 1
单轴功率模块 21 2
双轴功率模块 驱动器 A
驱动器 B
单轴功率模块 10 5
PP 模块 1 9 -
PP 模块 2 8 -
单轴功率模块 20 1
单轴功率模块 21 2
单轴功率模块 22 3
单轴功率模块 10 5
PP 模块 1 9 -
PP 模块 2 8 -
12
12
13
13
1
2
1
2
3
4
3
4
注意:
PB 地址和驱动器号的分配是固定的,不能修改。
根据你的总线配置,设置 MD11240。
按照以上表格内容,设置 PB 模块(SIMODRIVE611UE 和 PP 模块)的 PB 地址。
SINUMERIK 802D 安装调试 2002.10 3-9
Page 46

开机调试
用驱动调试软件“SimoCom U“设置驱动器参数。
为此,你会需要以下文献:SIMODRIVE611UE,“功能说明”。
举例 1: 车床带有一个PP模块,一个双轴功率模块(X和Z轴)和一个单轴功率模块作主轴。
表 3-3
MD11240
3
举例 2: 铣床带有 PP 模块,两个单轴功率模块(X 和 Z 轴),一个双轴功率模块(Y 和 C 轴)
和一个单轴功率模块作主轴。
表 3-4
MD11240
5
举例 1 中的从站 12 已完全被从站 20 和 21 取代。
PB 节点(从站) PB地址 驱动器号
PP 模块 1 9 -
单轴功率模块 10 5
双轴功率模块 驱动器 A
驱动器 B
PB 节点(从站) PB地址 驱动器号
PP 模块 1 9 -
PP 模块 2 8 -
单轴功率模块 20 1
单轴功率模块 21 2
双轴功率模块 驱动器 A
驱动器 B
单轴功率模块 10 5
12
13 3
1
2
4
PCU 是 PROFIBUS 上的主站;不能修改它的地址。
PP 72/48 是 PROFIBUS 上的从站。最多能连接两个 PP 模块。它的地址设在 PP 模块的 DIL
开关 S1 上。
PB 地址 DIL 开关 S1(PP 模块)
9 (厂家设定)
(PP 模块 1)
8
(PP 模块 2)
注意:
新设定的 PB 节点地址只有在电源接通后才起作用。
1+4=ON
2+3+5+6+7+8=OFF
4=ON
1+2+3+5+6+7+8=OFF
3-10 SINUMERIK 802D 安装调试 2002.10
Page 47

开机调试
611UE 是 PROFIBUS 上的从站,使用驱动调试工具 SimoComU 设置它的总线地址。
提示:
请参照 SIMODRIVE 611U 功能说明。
3.7 PLC 调试
Profibus 启动之后,可以运行准备好的 PLC 用户程序。PLC 程序必须使用编程工
具将它载入。
有关说明可以在第四章中获得。
SINUMERIK 802D 安装调试 2002.10 3-11
Page 48

开机调试
3.8 坐标轴/主轴调试
3.8.1 设定值/实际值分配
可以使用坐标轴参数 MD30130CTRLOUT_TYPE 来转换设置点的输出,而且参数
MD30240_ENC_TYPE 可以用来在模拟和 PROFIBUS 驱动器之间转换实际值的输入。
表 3-5
机床数据 模拟 通常模式
MD30130
MD30240
注意:
模拟的话,必须使 MD31130 和 MD30110 设置为零。
值=0
模拟
值=0
模拟
值=1
设置点信号是通过 Profibus 的输出
值=1(INCR)或(EnDat)
通过 Profibus 来读取实际值
为了确保有关NC 坐标轴将它的设置点分配至相关的PROFIBUS 驱动器上并且实际
值也从这个 PROFIBUS 驱动器上返回,应当使 MD30110CTRLOUT_MODULE_NR 和
MD30220ENC_MODULE_NR 参数化。
注意:
在双轴模块下,必须将两个驱动器(A 和 B)分配至各个坐标轴上。否则导入时会
出现一条错误信息(驱动器报警 832:Profibus 和主站速度不一致),而且整个功
率模块也不能操作。
用于车床和铣床的标准机床数据记录中已经包含了一个这些坐标轴机床数据的
合理的缺省设置。
以下为“车床”的标准数据记录
驱动器号
坐标轴
X1 1 12 双轴:驱动器 A
Z1 2 12 双轴:驱动器 B
SP 5 10 单轴
MD30110
MD30220
PROFIBUS 地址 功率模块
3-12 SINUMERIK 802D 安装调试 2002.10
Page 49

开机调试
以下为“铣床”的标准数据记录:
驱动器号
坐标轴
X1 1 12 双轴:驱动器 A
Y1 2 12 双轴:驱动器 B
Z1 3 13 双轴:驱动器 A
SP 5 10 单轴
A1 4 13 双轴:驱动器 B
如果此缺省设置与你的机床配置不符合,必须重新输入数据使之与其相符。
注意:
确保每个轴的相同驱动器同时设置机床数据 MD31110CTRLOUT_MODULE_NR 和
MD30220ENC_MODULE_NR,因为在测量系统和电动机之间有一固定的分配。
举例:
MD30110
MD30240
PROFIBUS 地址 功率模块
你想启动的机床是铣床。铣床具有三个坐标轴和一个主轴。X1和 Y1 坐标轴是由
一个双轴功率模块控制的,Z1 坐标轴和主轴每一个都是由一个单轴功率模块控
制的。
Ÿ 铣床的初始化已经传入。
Ÿ 总线配置已选择了MD11240=3。
Ÿ 使坐标轴机床数据 MD30110CTRLOUT_MODULE_NR 和
MD30240ENC_MODULE_NR 与以下表格内容相符。
(MD30110 和 MD30240 只需在 Z1 轴上修改)
驱动器号
坐标轴
X1 1 12 双轴:驱动器 A
Y1 2 12 双轴:驱动器 B
Z1 6 11 单轴
SP 5 10 单轴
Ÿ 按上表内容设置驱动器的 PB 地址。由于第 5 根轴(A1)没有使用,必须使
MD20070AXCONF_MACHAX_USED[4]=0 参数化。这样 NC 配置中就没有该轴。
MD30110
MD30240
PROFIBUS 地
址
功率模块
SINUMERIK 802D 安装调试 2002.10 3-13
Page 50

开机调试
3.8.2 进给轴机床数据的缺省设定
以下机床数据表列出了标准数据和连接有 SIMODRIVE611UEPROFIBUS 驱动器时的
建议设定值的概况。
待坐标轴设置好以后,坐标轴准备开始进给,同时需要作一些细微的设置(参考
点近似值、SW 限制开关、位置控制器最佳参数值、向前进给速度控制、LEC、…);
参见:/FB/SINUMERIK 802D,功能说明。
注意:
对于进给轴,只要设置参数 1=MD[0]。对于功能“转换参数记录”(见 FB,第三
章),以及 G331“刚性钻孔“或 G33(见 FB,第 11 章),需设置 MD [1]…[5]。此
处只需将值输入 MD [0]中。
MD
名称 标准值 单位 备注
31030 LEADSCREW_PITCH 10 mm 螺杆螺距
31050
31060
DRIVE_AX_RATIO_DE
NOM
DRIVE_AX_RATIO_NU
1
1
减速箱齿轮比
减速箱丝杠齿数
减速箱电动端齿数
MERA
32000 MAX_AX_VELO 10,000 mm/min 最大轴速
32300 MAX_AX_ACCEL 1 m/s2 轴的最大加速度
34200 ENC_REFP_MODE 1 1:增量编码器
电动机定购号:
1Fx6xxx-xxxxx-xAxx
0:EnDat 编码器
电动机定购号:
1Fx6xxx-xxxxx-xAxx
36200 AX_VELO_LIMIT 11,500 mm/min 最大轴监控速度的公式:
MD36200=1.15×MD32000
举例:
带有增量编码器的电动机
齿轮比:
螺杆螺距:
最大轴速:
最大轴加速度:
机床数据设定:
1:2
5 mm
12 m/min
1.5 m/s
MD 30130 = 5
MD 31050 = 1
MD 31060 = 2
MD 32000 =12000
MD 32300 = 1,5
MD 36200 = 13200
2
现在可以移动坐标轴。使用 MD32100AX_MOTION_DIR=1 或-1 可以让轴按反方向
移动(不影响位置控制方向)。
3-14 SINUMERIK 802D 安装调试 2002.10
Page 51

开机调试
3.8.3 主轴机床数据的缺省设定
在 SINUMERIK802D 中,主轴是整个轴功能中的一个子功能。因此必须在轴机床数
据中(MD35xxx)找出主轴的机床数据。
因此,有必要给主轴输入数据,这些数据在进给轴的启动中已经介绍。
以下是现有的不同种的主轴驱动器:
Ÿ 数字主轴驱动器(PROFIBUS),它的电动机中装有主轴实际值编码器。
Ÿ 数字主轴驱动器(PROFIBUS),主轴实际值编码器直接与其连接。
Ÿ 数字主轴驱动器(PROFIBUS),它的电动机中装有主轴实际装值编码器,并
带有齿轮箱和外部标记(BERO)。
Ÿ 数字主轴驱动器(PROFIBUS),不带有主轴实际值编码器。
Ÿ 不装有主轴实际值编码器的模拟主轴驱动器。
Ÿ 装有与其直接连接的主轴实际值编码器的模拟主轴驱动器。
注意:
对于没有齿轮级转换开关的主轴,只进行齿轮级 1=MD[1]。当使用“转换齿轮
级”这一功能时(见 FB,第 5 章),需要将 MD[2]…[5] 参数化。
表 3-6
MD
30200 NUM_ENCS 1 0:不带速度实际值传感器的
31050
31060
35100 SPIND_VELO_LIMIT 10,000 rev/min 最大主轴速度
35130 GEAR_STEP_MAX_VELO_
35200 GEAR_STEP_SPEEDCTRL
36200 AX_VELO_LIMIT[1] 11,500 rev/min 最大轴监控速度的公式:
DRIVE_AX_RATIO_DENO
M[1]
DRIVE_AX_RATIO_NUME
RA[1]
LIMIT[1]
_ACCEL[1]
名称 缺省值
1
1
500 rev/min 齿轮换挡最大速度(齿轮级
30 rev/s2 开环速度控制模式下的加速
单位 备注
数字主轴(AM 模式=无编码
器工作)
1:电动机中装有速度实际值
传感器的数字主轴(1PH7 电
动机)
减速箱齿轮比
减速箱丝杠齿数
减速箱电动端齿数
1)
度
MD36200=1.1×MD35100
电动机中装有主轴实际值编码器的数字主轴驱动器(PROFIBUS)
将表 3-6 中所列的机床数据参数化。
SINUMERIK 802D 安装调试 2002.10 3-15
Page 52

开机调试
举例:
带增量编码器的电动机
齿轮比例: 1:2
最大主轴速度: 9,000 rpm
最大主轴加速度:60 rev/s
机床数据设定:
MD 31050 = 1
MD 31060 = 2
MD 35100 = 9000
MD 35130 = 9000
MD 35200 = 60
MD 36200 = 9900
2
对于主轴,有必要采用以下机床数据。
表 3-6 附加的机床数据
MD
名称 缺省值
单位 建议/备注
34000 REFP_CAM_IS_ACTIVE 1 0:坐标轴不带回参
考点减速开关
34060 REFP_MAX_MARKER_DIST 20 度 720°=轴转动 2 圈
34110 REFP_CYCLE_NR 1… 5 0:回参考点与通道
无关的。
35300 SPIND_POSCTRL_VELO 500 Rev/min
36000 STOP_LIMIT_COARSE 0.04 度 0.4
36010 STOP_LIMIT_FINE 0.01 度 0.1
36030 STANDSTILL_POS_TOL 0.2 度 1
36060 STANDSTILL_VELO_TOL 0.0139 Rev/min 1(表示“坐标轴/主
轴停止”
V390x0001.4)
36400 CONTOUR_TOL 1 度 3
带有直接与其连接的主轴实际值编码器(TTL)的数字主轴驱动器(PROFIBUS)
Ÿ 按照表3-6 中的内容将主轴参数化。
Ÿ 将 TTL 编码器与主轴的 SIMODRIVE611UE 闭路控制模块的-X472 连接。
Ÿ 将主轴的信息传输结构类型设置成104:
MD13060DRIVE_TELEGRAM_TYPE[4]=104。
Ÿ 将主轴的编码器输入值设置成第二编码器MD30230ENC_INPUT_NR=2。
Ÿ 配合主轴编码器的增量:MD31020ENC_RESOL=xxxx。
Ÿ 将齿轮箱参数化:
MD31070DRIVE_RATIO_DENOM(编码器转数)
MD31080DRIVE_ENC_RATIO_NUMERA(负载转数)
MD31040ENC_IS_DIRECT 0:主轴编码器安装在电动机末端
1:主轴编码器直接安装在负载一侧
Ÿ 必须改变位置编码器的控制方向(根据安装的方向)
MD32110ENC_FEEDBACK_POL=-1。
3-16 SINUMERIK 802D 安装调试 2002.10
Page 53

开机调试
Ÿ 设置驱动器的参数(SimoComU)。
P890 激活编码器接口=4
P922PROFIBUS 信息传输结构=104
保存(Save)+接通电源(PowerOn)
举例:
卡盘上装有增量编码器的主轴
2500 脉冲/转的 TTL 编码器
分解器齿轮传输比:1:3
机床数据设定:
MD 13060[4] = 104
MD 30230 = 2
MD 31020 = 2500
MD 31040 = 1
MD 31070 = 3
MD 31080 = 1
MD 32110 = 0
P890 = 4
P922 = 104
编码器
电机
注意:
如果安装一个减速齿轮箱,它的齿轮比超过 1:1,那么只能使用 BERO 来使轴定
位。
重要信息:
此轴只能是 PB 地址为 10 的单轴模块的 A 轴,或者是 PB 地址为 12 的双轴模块中
的 A 轴。
电动机中装有编码器的数字主轴驱动器(PROFIBUS),并带有齿轮箱和外部零标
记。
前提条件:
感应接近开关的型号为 Siemens3RG4050-0AG05。
接近开关是用来转换一个正+24V 脉冲的。
SINUMERIK 802D 安装调试 2002.10 3-17
Page 54

开机调试
图 3-1
参数设置:
611UE(固件版本≥03.01.06):参数 P660=79
611UE(固件版本≥03.01.06):参数 P879.13=1
在这种情况下,所测定的不是内部的编码器零标记,而是与端子 10.A 连接的 BERO
信号。
802D:MD34200ENC_REFP_MODE=7
在这种情况下,与 BERO 的同步信号是在一个限定的速度下进行的(MD34040)。这
样做是因为 BERO 总是有一定的信号运行时间。只有这样才能保证在同一位置实
行同步。
802D:MD34040REFP_VELO_SEARCH_MARKER=200rpm
在此速度下,才能实现与 BERO 信号同步。
802D:MD34060REFP_MAX_MARKER_DIST,必须尽可能地达到这一条件。如果 SPOS
在停机时启动,首先速度增加至 MD34040 中的输入值,并与 BERO 信号同步,然
后执行定位。
旋转方向根据 MD35350SPIND_POSITIONING_DIR(3=CW 顺时针/4=CCW 逆时针)。
顺时针方向时,与下落信号同步;逆时针方向时,与上升信号同步。
PLC:
当开路速度控制模式转变成定位模式时,为了保证再次同步的进行,接口信号
V380x2001.4“定位时主轴重新同步”必须和信号 V390x0001.5“位置控制激活”
相连。
3-18 SINUMERIK 802D 安装调试 2002.10
Page 55

开机调试
图 3-2
重要信息:
在主轴停止时,只能按规定的方向来实现从开路速度控制模式向定位模式切换。
否则,主轴就会错位!这可以通过程序 ACP 或 ACN 来保证。
SPOS=ACP(0)
如果首先编好 M4Sxxxx 就会使轴先停止,然后在顺时针方向逐步达到同步速度,
接着同步并定位。
带有直接连接主轴实际值编码器的模拟主轴
“模拟主轴”功能将 SIMODRIVE611UE 闭路控制模块的模拟输出作为设定点输出
而且将编码器接口(-X472)作为 TTL 编码器的实际值输入。此时,数字进给轴作
为转换轴用于模拟主轴的设置值和实际值。
模拟主轴的伺服使能是通过数字输出来实现输出的,而且模拟电压是通过传输轴
的终端 75.A/15 来输出的。
有以下三种模式:
1. MD30134 IS_UNIPOLAR_OUTPUT=0 双极性主轴±10V
数字输出 O0.A → 伺服使能
2. MD30134
IS_UNIPOLAR_OUTPUT=1 单极性主轴 0…+10V(使能和方向信号)
数字输出 O0.A → 伺服使能
数字输出 O1.A → 旋转方向
3. MD30134 IS_UNIPOLAR_OUTPUT=2 单极主轴 0…+10V
(CW 使能,CCW 使能)
数字输出 O0.A → CW 使能
数字输出 O1.A → CCW 使能
SINUMERIK 802D 安装调试 2002.10 3-19
Page 56

开机调试
重要信息:
在复位的状态下,输出值是 611UE 闭环控制模块的模拟输出的输出值。因此有必
要将模拟主轴的伺服使能与传输轴的端子 O0.A 相连。
重要信息:
此轴只能是具有 PB 地址为 10,驱动器号为 5 的单轴功率模块的驱动 A 或具有 PB
地址为 12,驱动器号为 1 的双轴模块的驱动 A。
举例:
以下例子使用第一个机床轴(X1)作为传输轴。X1 是在具有 PROFIBUS 地址为 12
的 611UE 闭路控制板上的驱动 A。
在 802D 中,主轴是作为第三个机床轴(SP)来参数化的(标准机床数据为“车床”)。
主轴是一个具有+/ -10V 接口的模拟主轴。此例中在 10V 下的最大速度是
9000rpm。
此处只说明用于模拟主轴启动所需的附加机床数据。下表中以粗体列出了配置模
拟主轴所需的基本的机床数据。
3-20 SINUMERIK 802D 安装调试 2002.10
Page 57

开机调试
表 3-8 例中的设置
处理轴 X1
(机床轴 1)
传输轴 X1 与模拟主轴 SP 之间所需的接线
接口端子 75.A 与
接口端子 15 与
接口端子 O0.A 与
连接-X472 与
NC 机床数据
MD13060DRIVE_TELEGRAM_TYPE[0]=0 MD30110CTRLOUT_MODULE_NR[0,AX3]=1
例如:端子 56 (模拟值输入)
例如:端子 14(模拟值输入)
例如:端子 65(伺服使能)
TTL 编译器 5V
(传输轴的驱动号)
MD30120CTRLOUT_NR[0,AX3]=2
MD30130CTRLOUT_TYPE[0,AX3]=1
MD30220ENC_MODULE_NR[0,AX3]=1
(传输轴的驱动号)
MD30230ENC_INPUT_NR[0,AX3]=2
MD30240ENC_TYPE[0,AX3]=1
MD31020ENC_RESOL[0,AX3]=2500
(TTL 编码器的脉冲)
MD32110ENC…FEEDBACK…POL[0,AX3]=-1
(实际值必须是可以反向的)
MD32250RATED_OUTVAL[0,AX3]=100
MD32260RATED_VELO[0,AX3]=9000
(调节模拟接口)
MD34060REFP_MAX_MARKER_DIST[0,AX4]=360
MD35300SPIND_POSCTRL_VELO=50
(在 SPOS 处位置控制的速度)
模拟主轴 SP
(机床轴 3)
SINUMERIK 802D 安装调试 2002.10 3-21
Page 58

开机调试
表 3-8 例中的设置,继续
处理轴 X1
(机床轴 1)
驱动数据 监控数据需要匹配
P890 编码器接口=4
P922PROFIBUS 信息传输结构=104
保存+复位
P922PROFIBUS 信息传输结构=0
P915[8]PZD 设置 PB=50103
P915[9]PZU 设置 PB=50107
保存+复位
将模拟输出75.A/15设置成“PROFIBUS PPO
的信号DAC1”
MD36000 STOP_LIMIT_COARSE[AX3]=10
MD36010 STOP_LIMIT_FINE[AX3]=10
MD36030 STANDSTILL_POS_TOL[AX3]=10
MD36400 CONTOUR_TOL[AX3]=40
均衡模拟输出:
MD 36720 DRIFT_VALUE=0.3891%
模拟主轴 SP
(机床轴 3)
将数字输出 O0.A 和 O1.A 设置成“通过
PROFIBUS 的选项”
保存+复位
3-22 SINUMERIK 802D 安装调试 2002.10
Page 59

开机调试
3.8.4 直接测量系统的连接
前提条件 旋转测量系统和线性测量系统都可以和 SINUMERIK802D 连接。这些测量系统必须
是能产生 1Vss sin/cos 轨迹的信号发生器(A,A*,B,B*)。可以连接带有零标
记(R,R*)或 EnDat 接口的测量系统。禁止使用带有位置编码零标记的测量系统!
如果连接了直接测量系统,611UE 闭环控制模块只能控制单轴。将直接测量系统
与第二个编码器接口(X412)连接。不能使用 PLC 来转换直接测量系统和电机测量
系统。
操作步骤 使用西门子标准电缆将直接测量系统与 611UE 闭环控制模块上的编码器接口连
接。
— 6FX8002-2CG00-xxxx(增量编码器)
— 6FX8002-2CH00-xxxx(EnDat 编码器)
然后使用 SimoCom U 为直接测量系统进行参数化设置。
使用驱动配置功能设置参数
图 3-3 屏幕显示
SINUMERIK 802D 安装调试 2002.10 3-23
Page 60

开机调试
使用此参数表设置参数
参数号 描述 值 单位 生效模式
879
879.12
PROFIBUS 配置
激活直接测量系统
1001h
1 上电
位àF4
上电
1036 DM 编码器代码号 99 上电
1037 DM 编码器配置 0000h 位àF4 上电
1037.3 绝对值编码器 0 上电
1037.4 线性测量系统 0 上电
1030
DM 实际值感应配置 0000h 位àF4 上电
1031 DM 多转分辨率,绝对值编码器 0 上电
1032 DM 单转分辨率,绝对值编码器 0 上电
1033 DM 诊断 0000h 位àF4 上电
1034 DM 格间距 0 Nm 上电
1038 DM 系列号,低部分 0000h 上电
1039 DM 系列号,高部分 0000h 上电
1007 DM 编码器脉冲数 2048 上电
图 3-4 需输入表中的值
从编码器 1 到编码器 2 过程数据配置的变化
参数号 描述 值 单位 生效模式
922 Profibus 帧格类型 102 上电
915.6 Profibus PZD 设定值 50009 立即
916.6 Profibus PZD 设定值 50010 立即
916.7 Profibus PZD 设定值 50011 立即
916.8 Profibus PZD 设定值 50011 立即
916.9 Profibus PZD 设定值 50012 立即
916.10 Profibus PZD 设定值 50012 立即
图 3-5 编码器 1 的过程数据
步骤:
l 先将 P922 设为 0,然后保存并按复位
l 现在更改 P915:6,P916:6… P916:10
参数号 描述 值 单位 生效模式
922 Profibus 帧格类型 0 上电
915.6 Profibus PZD 设定值 50013 立即
916.6 Profibus PZD 设定值 50014 立即
916.7 Profibus PZD 设定值 50015 立即
916.8 Profibus PZD 设定值 50015 立即
916.9 Profibus PZD 设定值 50016 立即
916.10 Profibus PZD 设定值 50016 立即
图 3-6 编码器 2 的过程数据
3-24 SINUMERIK 802D 安装调试 2002.10
Page 61

开机调试
在系统中设定以下机床数据
表 3-9
机床数据 数据名称 注释
30240 ENC_TYPE[0] 1:= 增量编码器
4:= EnDat
31020 ENC_RESOL[0] 旋转编码器的脉冲数
34200 ENC_REFP_MODE[0] 1:= 增量编码器
0:= EnDat
31000 ENC_IS_LINEAR[0] 0:= 旋转编码器
1:= 电子尺
31010 ENC_GRID_POINT_DIST[0] 电子尺刻度
31040 ENC_IS_DIRECT[0] 0:= 电机端编码器
1:= 负载端编码器
32110 ENC_FEEDBACK_POL[0] 0:= 缺省值
-1:= 反方向旋转
特点: 当系统装有直接测量系统工作时,如果需连接传感器,应将它与 SIMO
DRIVE611UE 上的-X452 接口的 I0.B 端子连接,并通过驱动参数 P672 将端子信
号数设定为 80。
672 I0.B输入端功能 80 立即
图 3-7 P672 的设定
软件版本 2.1 以及更高版本的特点
对于软件版本 2.1 以及更高的版本,当外部旋转测量系统连接时,系统和驱动中
的增量数可能不同。
前提:
NC SW2.1,611U SW05.02.04
当使用的单轴功率模块具有 PB 地址 20 或 10 时,才可能出现以上情况。
使用驱动器配置向导设置参数
图 3-8 画面显示
SINUMERIK 802D 安装调试 2002.10 3-25
Page 62

开机调试
通过 PROFIBUS 的参数设置选择信息
图 3-9
选择信息类型 103
然后保存输入并按 RESET 确认。
在系统中设定机床数据
表3-10
机床数据
13060 DRIVE_TELEGRAM_TYP[1]
[驱动器号-1]
30230 ENC_INPUT[0] 2: 编码器实际值 2(X412)
31020 ENC_RESOL[0] 使用旋转编码器时的增量
31040 ENC_IS_DIRECT[0] 0: =编码器安装在电机上
32110 ENC_FEEDBACK_POL[0] 0: =缺省值
34200 ENC_REF_MODE[0] 1: =增量式编码器
名称 说明
103:n-设定点接口,使用编码器 1
和编码器 2
1: =编码器安装在负载上
-1: =颠倒控制方向
0: =EnDat
3-26 SINUMERIK 802D 安装调试 2002.10
Page 63

开机调试
3.9 调试结束
当机床生产商调试完控制系统以后,应当将内部数据备份之后才能把控制系统提
供给最终用户:
1. 进行内部数据备份(至少需要保护级 3)
— 按软键 数据存储
2. 重新设置存储级
— 按软键 删除口令
3.10 轴驱动服务显示
伺服轨迹 功能伺服轨迹存在于诊断菜单中,能够生动地显示轴操作时的轴信号。
在操作区内选择轨迹功能 系统\维修信息\伺服轨迹。
& 参考:
/BH/SINUMERIK802D“操作和编程,第 7 章”
SINUMERIK 802D 安装调试 2002.10 3-27
Page 64

开机调试
3-28 SINUMERIK 802D 安装调试 2002.10
Page 65

PLC 调试 4
本章目录
章节 标题 页码
4.1 PLC 的初始化 4-2
4.2 PLC 调试方式 4-3
4.3 PLC 报警 4-4
4.3.1 一般 PLC 报警 4-5
4.3.2 用户报警 4-5
4.4 PLC 编程 4-7
4.4.1 指令概述 4-9
4.4.2 栈运算解释 4-12
4.4.3 程序结构 4-21
4.4.4 数据结构 4-21
4.4.5 控制系统接口 4-21
4.4.6 程序测试和监控 4-21
4.5 下载\上载\复制\比较 PLC 用户程序 4-22
4.6 用户接口 4-23
SINUMERIK 802D 安装调试 2002.10 4-1
Page 66

PLC调试
一般规则
PLC 的任务是控制机床明确而详细的功能的顺序。它作为一个软件 PLC 使用。
PLC 循环执行用户程序。PLC 总是按相同的顺序循环。
• 刷新处理映象区(输入,用户接口,定时器)
• 处理通讯请求(操作面板,PLC802 编程工具,3.0 以及更高版本)
• 执行用户程序
• 处理报警
• 输出处理映象区(输出,用户接口)
PLC 从第一步运算开始到最后一步运行结束循环执行用户程序。用户程序所处理
的内容不是直接从硬件的输入或输出获得而要经过处理映象区。PLC 在程序执行
的开始或结束刷新硬件的输入和输出。在 PLC 的一个循环中,信号是不变的。
只能使用 PLC802 编程工具 3.1 以上的版本,才可以使用梯图编制用户程序。梯
图是一个图形编程语言,类似于电路图。
说明:
在 CD 盘工具盒(Toolbox)中已经配备了“PLC802 文件库”,可以用于 PLC 的用
户编程。其中包含了子程序库,并且给车床和铣床分别配置了编程实例。
注意:
如果机床控制面板的停止键和复位键没有设置成常闭触点,则断路故障就无法识
别。
可以使用软件方案来执行监控,正如子程序库中实例 MCP_802D(SBR34)中所说明
的那样。
4.1 PLC 的初始化
当用户拿到 SINUMERIK802D 时,用户程序中只包含一个 NOP 说明(不是操作);它
存在永久存储器中。用户的工作就是根据机床的具体要求编制用户程序。
4-2 SINUMERIK 802D 安装调试 2002.10
Page 67

PLC调试
4.2 PLC 调试方式
表 4-1 启动模式
选项 反应
操作面板打
开菜单
(802D)
正常引导 NCK 启动*
用缺省值引
导
用保存数据
引导
通电后设置
PLC 停止
PLC 启动**
重新冷启动 运行(停止
重新冷启动和
总复位 用户程序***
总复位和排故
操作面板启动
菜单(802D)
PT PLC802
(PC)
用户程序***
正常引导
用缺省值引导
用户程序***
用保存数据引
导
PLC 停止可
能在运行或
停止状态下
以后)
用户程序***
排故方式
用户程序***
方式
PLC 程序
预选
程序
状态
记忆数据
(备份)
PLC 用户接口相
关的机床数据
运行 未变化 现行的 PLC-MD
仍有效
用户程序***
运行
运行
删除
保存数据
标准的 PLC-MD
保存的 PLC-MD
未变化 停止 未变化 现行的 PLC-MD
仍有效
用户程序***
运行 未变化 现行的 PLC-MD
仍有效
停止 未变化 现行的 PLC-MD
仍有效
运行 删除 现行的 PLC-MD
仍有效
停止 删除 现行的 PLC-MD
仍有效
* 系统硬键/软键/启动开关/NCK
** 系统硬键/软键/启动开关/PLC
*** 从永久存储器中载入 RAM
排故方式(见“操作和编程”第 7 章)将使 PLC 在控制系统引导后处于停止状态。
通过软键的所有的引导方式的设置只在下一次引导时才生效。
运行模式激活循环操作。
在“停止”方式,将有下列动作:
• 禁止所有硬件输出
• Profibus DP 无效
• 无循环工作(不执行生效的用户程序)
• 不再刷新处理映象区(“冻结”)
• 急停生效
只有在“停止”方式下用户才可以将修改的程序或新程序装入控制系统。而且只
有在下一次导入或“运行”方式生效后用户该程序才工作。
SINUMERIK 802D 安装调试 2002.10 4-3
Page 68

PLC调试
4.3 PLC 报警
控制系统最多仅能显示 8 个 PLC 报警(系统或用户报警)。
PLC 在每个工作循环都处理报警信息。根据它们的出现次数保存和删除报警表中
的报警。表中的第一个报警总是最后的报警。
如果多于 8 个报警存在,则显示前七个报警和最后一个具有复位优先级最高的报
警。
报警反应和复位标准 此外,PLC 管理报警响应。不考虑生效的报警数量,报警响应总是生效。根据报
警响应类型,PLC 激发所想要的动作。
每个报警都必须定义复位标准。缺省时,PLC 使用自清除复位标准(参见“用户
报警的配置)。
复位标准有:
l 上电清除:上电可使报警复位(关闭/打开控制系统)。
l 删除键清除:按“删除”或“复位”键可使该类报警复位。
(类似于 NCK 报警)
l 自清除:由于报警原因已不存在,报警会自复位。
复位标准有以下优先级:
l 上电清除-系统报警(最高优先级)
l 删除清除-系统报警
l 自我清除-系统报警
l 上电清除-用户报警
l 删除清除-用户报警
l 自我清除-用户报警(最低优先级)
对于每个报警,它们的响应被定义成哪一个由报警激活。缺省时,PLC 使用的报
警响应为显示报警。
报警响应有:
l PLC 停止:不再执行用户程序,Profibus-DP 停止并且禁止硬件输出
(OUTDS)。
l 紧急停止:用户程序执行以后,PLC 紧急停止信号传给 NCK。
l 禁止进给:用户程序执行以后,禁止 PLC 进给信号传给 NCK。
l 禁止读入:用户程序在用户接口执行以后,禁止 PLC 读入信号传给 NCK。
l 禁止 NC 启动:用户程序在用户接口执行以后,禁止 PLC 的 NC 启动信号传
给 NCK。
l 显示报警(SHOWALARM):仅显示报警,无其他响应。
4-4 SINUMERIK 802D 安装调试 2002.10
Page 69

PLC调试
4.3.1 一般 PLC 报警
& 参考:
SINUMERIK 802D,诊断指导
4.3.2 用户报警
用户接口“1600xxxx”提供给用户子域(0,1)来定义用户自己的用户报警。
l 子域 0:4x8 位,用于设置用户报警(0→1 跳变)
字节 0:位 0⇒第 1 个用户报警“700000”
字节 1:位 0⇒第 9 个用户报警“700008”
字节 7:位 7⇒第 64 个用户报警“700063”
新的用户报警通过适当位的 0/1 跳变(子域 0)来激活。
l 子域 1:用户报警的种类
子域 1 用于用户的附加信息。它只能作为一个双字来读或写。
l 子域 2:报警响应
字节0: 位 0⇒禁止 NC 启动
位 1⇒禁止读入
位 2⇒禁止所有轴进给
位 3⇒紧急停止
位 4⇒PLC 停止
用户可以使用子域 2 来估计生效的报警响应。它是一个只读区域。用户必须通过
在子域 0 中重新设置合适的位数来清除自清除用户报警。(1→0 跳变)
发现有关复位条件以后,PLC 应清除所有其他的用户报警。如果报警的位还存在,
报警会再次发生。
激活用户报警 用户报警的优先级通常高于用户接口上的相关信号的优先级(例如,禁止 NC 启
动,禁止进给和紧急停止)。
配置用户报警 每个报警都有一个配置字节。用户可在机床数据 14516
“MN_USER_DATA_PLC_ALARM”中对用户报警进行配置。
缺省设定 MD:14516{0...31}:0ð显示报警/自我清除用户报警。
配置字节的结构:
l 位 0-5: 报警响应
l 位 6-位 7: 清除标准
SINUMERIK 802D 安装调试 2002.10 4-5
Page 70

PLC调试
报警响应: 位 0-位 5=0: 报警显示(缺省)
位 0=1: NC 启动禁止
位 0=1: 读入禁止
位 2=1: 所有轴进给禁止
位 3=1: 紧急停止
位 4=1: PLC 停
位 5= 保留
清除标准: 位 6+位 7=0: 自我清除报警(缺省)
位 6=1: 删除键去除报警
位 7=1: 上电去除报警
若定义的报警响应是 PLC 停止则清除条件总是上电。
报警文本 用户有两种方式来配置他自己的报警文本。
l 使用系统硬键/PLC\编辑 PLC 文本软键(参见“操作、编程”,第 7 章)
l 使用工具箱
如果用户没有编写用户报警文本,将仅显示报警号。
在报警文本中的“%”字符是辅助变量码。变量类型表明了变量代表的形式。
下述是可能的变量类型:
• %D ... 整数十进制数
• %I ... 整数十进制数
• %U... 无符号的十进制数
• %O... 整数八进制数
• %X... 整数定点十六进制数
• %B... 32 位二进表现形式
• %F... 4 个字节的浮点数
用户报警文本举例:(此符号“//”仅为注释不显示)
• 700000“/ / 仅有用户报警号”
• 700001“硬件极限开关 X+”
• 700002“%D”/ 仅能用整数十进制作为变量
• 700003“带固定报警文本和变量%X 的报警号”
• 700004“带变量和固定报警文本的%U 的报警号”
• 700005“轴旋转监控:%U”
操作面板显示: 700005 轴旋转监控生效:1
或 700005 轴旋转监控生效:3
4-6 SINUMERIK 802D 安装调试 2002.10
Page 71

PLC调试
4.4 PLC 编程
使用 PLC802 编程工具来编制 PLC 用户程序。
“SIMATICS7-200 自动系统—系统手册”文献中介绍了如何使用 S7-200。PLC802
编程工具是该文献的一个子集。
与基本系统 S7-200 比较,必须遵守以下内容:
l PLC802 编程工具为英语版本。
l 用户程序只能以梯图的形式编制。
l 只支持 S7-200 编程语言的一个子集。
l 用户程序既可在一台 PG/PC 上离线编译也可在将它装入控制系统时自动编
译。
l 整个(PROJECT)用户程序可被装入控制系统(下载)。
l 整个(PROJECT)用户程序也可从控制系统装回 PG/PC(上载)。
l 数据间接寻址是不允许的。因此,在程序运行期间将拒绝编程错误。
l 用户必须管理他的数据,并且处理信息类型。
举例:
信息 1 T 值 双字节的存储范围 (32 位)
信息 2 越过 字节存储范围 (8 位)
用户数据
字节 0 双字节 (信息 1)
字节 4 字节 (信息 2)
以上数据不允许混合数据的存取,否则,用户必须遵守有关数据存储规则。
l 而且,必须遵守在存储器模型中所有数据的数据方向以及它们的类型。
举例:
标志位 MB0.1;MB3.5
标志位字节 MB0,MB1,MB2
标志位字 MW0,MW2,MW4
MW1,MW3,MW5…不可以使用
标志位双字节 MD0,MD4,MD8
MD1,MD2,MD3,MD5…不可以使用
SINUMERIK 802D 安装调试 2002.10 4-7
Page 72

PLC调试
表 4-2 控制系统所采用的 PLC 数据类型
数据类型 大小 地址排列 逻辑运算范围 算术运算范围
BOOL(布尔) 1 位 1 0,1 -
BYTE(字节) 1 字节 1 00… FF 0… +255
Word(字) 2 字节 2 0000… FFFF -32768… +32767
DoubleWord(双字节) 4 字节 4 0000 0000…
FFFF FFFF
REAL 4 字节 4 -
-2147483648…
+2147483647
-37
±10
… ±1038
PLC 程序 PLC802 编程工具管理一个 PLC 程序(逻辑运算,符号和注释)。使用下载操作,
可以将程序的所有相关信息存入控制系统。下载功能可将信息从控制系统传输到
PC 机中。
控制系统能最多存贮 6,000 条指令和 1,500 个符号。以下因素影响了所需的 PLC
内存:
• 指令数
• 符号名称数和长度
• 注释数和长度
S7-200 梯图 在通用表示类型中可定义寻址和操作方式。用户可使用梯图形式在网络中编写自
己的用户程序,每个网络对应一定的逻辑关系。在梯图中,触点,线圈和一些功
能图以基本元素给出。即有常开也有常闭触点,每个线圈对应一个继电器。每个
功能图都代表一定的功能。这些功能图都有相应的使能位。
4-8 SINUMERIK 802D 安装调试 2002.10
Page 73

PLC调试
4.4.1 指令概述
表 4-3 操作符
操作地址符 说明 范围
V 数据 V1000 0000.0到 V7999 9999.7
T 定时器 T0 到 T15(100ms)
T16 到 T31(10ms)
C 计数器 C0 到 C31
I 数字输入映象区 I0.0 到 I17.7
Q 数字输出映象区 Q0.0 到 Q11.7
M 标志位 M0.0 到 M255.7
SM 特殊标志位 SM0.0 到 SM0.6(见表 4-6)
AC 累加器 AC0…AC3(双字)
L 局部数据 L0.0… L51.7
表 4-4 在 V 范围的地址表述(见用户接口)
类型标记
(模块号)
00
(10-79)
区号
(通道/轴号)
00
(00-99)
分区 分支 地址
0
(0-9)
000
(000-999)
符号
(8 位)
SINUMERIK 802D 安装调试 2002.10 4-9
Page 74

PLC调试
表 4-5 802D 操作范围
存取方式 802D 编程时的有效操作范围
位存取 V(1000 0000.0-79009999.7)
I(0.0-17.7)
Q(0.0-11.7)
M(0.0-255.7)
SM(0.0-0.7)
-
T(0-31)
C(0-31)
字节存取 VB(1000 0000-79009999)
IB(0.0-17)
QB(0-11)
MB(0-255)
AC(0-3)
SMB(0)
-
KB (常量)
字存取 VW(1000 0000-7999 9998)
T(0-31)
C(0-31)
IW(0-16)
QW(0-10)
MW(0-254)
AC(0-3)
-
-
KW (常量)
双字存取 VD(1000 0000-7999 9994)
ID(0-14)
QD(0-8)
MD(0-252)
AC(0-3)
-
-
AC(0-3)
KD (常量)
4-10 SINUMERIK 802D 安装调试 2002.10
Page 75

PLC调试
表 4-6 特殊标志(SM)位定义
特殊标志
(SM)位
SM 0.0 该标志位总为“1”
SM 0.1 缺省设置:第一个循环时为“1”以后为“0”
SM 0.2 缓冲区数据丢失,仅用于第一个循环
“0”数据未丢;“ 1”数据已丢
SM 0.3 上电:第一个 PLC 循环为“1”,后面循环为“0”
SM 0.4 60 秒周期(交替信号:30 秒为“0”; 30 秒为“1”)
SM 0.5 1 秒周期(交替信号:0.5 秒为“0”0.5 秒 为“1”)
SM 0.6 PLC 循环(交替信号:一个循环为“0”另一个循环为“1”)
使用“ViewSTL”,用户只能在 PT802 中看到语句表(STL)。这种显示类型(见表:
助记符)表示了处理顺序。
描述
SINUMERIK 802D 安装调试 2002.10 4-11
Page 76

PLC调试
4.4.2 栈运算解释
表 4-7 指令集
基本二进制指令
说明 梯图符号 有效操作
Load 常开
And n=1 关闭
Or n=0 打开
Load Not 常闭
And Not n=0 关闭
Or Not n=1 打开
Output 先 0,n=0
先 1,n=1
Set 先 0,未设置
(1 位) 1 或ä
Reset 先 0,未设置
(1 位) 先 1 或ä
n
n
n
Bit
S
Bit
R
n:V,I,Q,M,SM,T,C,L
n:V,I,Q,M,SM,T,C,L
n:V,I,Q,M,T,C,L
S_Bit:V,I,Q,M,T,C,L
n=1
S Bit:V,I,Q,M,T,C,L
n=1
说明 梯图符号 有效操作
Edge Up 先 ä ≠关闭
(1 个 PLC 循环)
Edge Down 先ä ≠关闭
(1 个 PLC 循环)
Logical Not 先 0,后1
先 1,后 0
No operation
其他二进制指令
P
N
NOT
n
NOP
N=0… 255
4-12 SINUMERIK 802D 安装调试 2002.10
Page 77

PLC调试
字节比较(无符号)
说明 梯图符号 有效操作
Load Byte= a=b 关闭
And Byte= a≠b 打开
Or Byte=
Load Byte= a≥b 关闭
And Byte= a<b 打开
Or Byte=
Load Byte= a≤b 关闭
And Byte= a>b 打开
Or Byte=
==B
> =B
< =B
a
b
a
b
a
b
a:VB,IB,QB,MB,SMB,AC,constant,
LB
b:VB,IB,QB,MB,SMB,AC,constant,
LB
字比较(带符号)
说明 梯图符号 有效操作
Load Word= a=b 关闭
And Word = a≠b 打开
Or Word =
Load Word = a≥b 关闭
And Word = a<b 打开
Or Word =
Load Word = a≤b 关闭
And Word = a>b 打开
Or Word =
==I
> =I
< =I
a
b
a
b
a
b
a:VW,T,C,IW,QW,MW,AC,constant,
LW
b:VW,T,C,IW,QW,MW,AC,constant,
LW
说明 梯图符号 有效操作
Load DWord= a=b 关闭
And DWord = a≠b 打开
Or DWord =
Load DWord = a≥b 关闭
And DWord = a<b 打开
Or DWord =
Load DWord = a≤b 关闭
And DWord = a>b 打开
Or DWord =
双字比较(带符号)
a
==D
b
a
> =D
b
a
< =D
b
a:VD,ID,QD,MD,AC,constant,
LB
b:VD,ID,QD,MD,AC,constant,
LB
SINUMERIK 802D 安装调试 2002.10 4-13
Page 78

Timer
PLC调试
实字比较(带符号)
说明 梯图符号 有效操作
Load RWord= a=b 关闭
And RWord = a≠b 打开
Or RWord =
Load RWord = a≥b 关闭
And RWord = a<b 打开
Or RWord =
Load RWord = a≤b 关闭
And RWord = a>b 打开
Or RWord =
a
= =R
b
a
> =R
b
a
< =R
b
A:VD,ID,QD,MD,AC,constant,
LD
B:VD,ID,QD,MD,AC,constant,
LD
定时器
说明 梯图符号 有效操作
Timer Retentive
EN=1,启动
On Delay
EN=0,停止
Txxx
TONR
IN
Enable: (IN)
S0
Txxxx: T0-T31
Preset: (PT)
VW,T,C,IW,QW,MW,AC,
如果 TValue≥PT
Tbit=1
PT
Constant
100ms T0-T15
10ms T16-T31
Enable: (IN)
EN=1,启动
On Delay
EN=0,停止
Txxx
TON
IN
S0
Txxxx: T0-T31
Preset: (PT)
VW,T,C,IW,QW,MW,AC
如果 Tvalue≥PT
Tbit=1
PT
Constant
100ms T0-T15
10ms T16-T31
Timer Of Delay
如果 Tvalue<PT
Tbit=1
Txxx
TOF
IN
Enable: (IN)
S0
Txxxx: T0-T31
Preset: (PT)
VW,T,C,IW,QW,MW,AC,
PT
Constant
100ms T0-T15
10ms T16-T31
4-14 SINUMERIK 802D 安装调试 2002.10
Page 79

PLC调试
计数器
说明 梯图符号 有效操作
Count Up
CUä,Value+1
R=1,Reset
If CValue≥PV
Cbit=1
CU
R
PV
Cxxx
CTU
Cnt Up: (CU)
S1
Reset: (R)
S0
Cxxx: C0-31
Preset: (PV)
VW,T,C,IW,QW,MW,AC,
Constant,LW
Count Up/Down
CUä,Value+1
CDä,Value-1
R=1,Reset
If CValue≥PV
Cbit=1
CU
CD
R
PV
Cxxx
CTUD
Cnt Up: (CU)
S2
Cnt Dn: (CD)
S1
Reset: (R)
S0
Cxxx: C0-31
Preset: (PV)
VW,T,C,IW,QW,MW,AC,
Constant,LW
Count Down
if Cvalue=0,
Cbit=1
CD
LD
PV
Cxxx
CTD
Cnt Down: (CU)
S2
Reset: (R)
S0
Cxxx: C0-31
Preset: (PV)
VW,T,C,IW,QW,MW,AC,
Constant,LW
SINUMERIK 802D 安装调试 2002.10 4-15
Page 80

Multiply
PLC调试
算术指令
说明 梯图符号 有效操作
Word Add
if EN=1
Word Subtract
b=a+b
b=b-a
Dword Add
if EN=1
Dword Subtract
b=a+b
b=b-a
if EN=1
b=a×b
ADD_I
EN
IN1
IN2
SUB_DI
EN
IN1
IN2
MUL
EN
IN1
IN2
ENO
OUT
ENO
OUT
ENO
OUT
Enable:EN
In: VW,T,C,IW,QW,MW,AC,
Constant,LW
Out: VW,T,C,IW,QW,MW,AC,LW
Enable:EN
In:
VD,ID,QD,MD,AC,constant,LD
Out: VD,ID,QD,MD,AC,LD
Enable:EN
In: VW,T,C,IW,QW,MW,AC,
Constant,LW
Out: VD,ID,QD,MD,AC,LD
说明 梯图符号 有效操作
Divide If EN=1
B=b÷a
Out:
16 bit remainder
Out+2:
16 bit quotient
Add If EN=1
Subtract b=a+b
Real Numbers b= b-a
Multiply If EN=1
Divide b=a×b
Real Numbers b=b÷a
EN
IN1
IN2
ADD_R
EN
IN1
IN2
MUL_R
EN
IN1
IN2
DIV
ENO
OUT
ENO
OUT
ENO
OUT
Enable:EN
In: VW,T,C,IW,QW,MW,AC,
Constant,LW
Out: VD,ID,QD,MD,LD
Enable:EN
In: VD,ID,QD,MD,AC,constant,
LD
Out: VD,ID,QD,MD,AC,LD
Enable:EN
In: VD,ID,QD,MD,AC,constant,
LD
Out: VD,ID,QD,MD,AC,LD
4-16 SINUMERIK 802D 安装调试 2002.10
Page 81

PLC调试
增量,减量
说明 梯图符号 有效操作
Increment If EN=1
Decrement a=a+1
Byte a=a-1
EN
IN
INC_B
ENO
OUT
Enable: EN
In: VB,IB,QB,MB,AC
Constant LB
Out: VB,IB,QB,MB,AC,LB
Increment If EN=1
Decrement a=a+1
Word a=a-1
a=/a
INC_W
EN
IN
ENO
OUT
Enable: EN
In: VW,T,C,IW,QW,MW,AC,
Constant,LW
Out: VW,T,C,IW,QW,MW,AC,LW
Increment If EN=1
Decrement a=a+1
a=a-1
INV_DW
EN
IN
ENO
OUT
Enable: EN
In: VD,ID,QD,MD,AC,constant,LD
Out: VD,ID,QD,MD,AC,LD
逻辑运算
说明 梯图符号 有效操作
Byte AND If EN=1
Byte OR b=a AND b
Byte XOR b=a OR b
b=a XORb
WAND_B
EN
IN1
IN2
ENO
OUT
Enable: EN
In: VB,IB,QB,MB,AC,constant,LB
Out: VB,IB,QB,MB,AC,LB
Word AND If EN=1,
Word OR b=a AND b
Word XOR b=a OR b
b=a XOR b
WAND_W
EN
IN1
IN2
ENO
OUT
Enable: EN
In: VW,T,C,IW,QW,MW,AC,
Constant,LW
Out: VW,T,C,IW,QW,MW,AC,LW
SINUMERIK 802D 安装调试 2002.10 4-17
Page 82

PLC调试
说明 梯图符号 有效操作
DWord AND If EN=1,
DWord OR b=a AND b
DWord XOR b=a OR b
b=a XOR b
WXOR_DW
EN
ENO
IN1
OUT
IN2
Enable: EN
In: VD,ID,QD,MD,AC,constant,LD
Out: VD,ID,QD,MD,AC,LD
Invert Byte If EN=1
a=/a
Invert Word If EN=1
a=/a
Invert DWord If EN=1
a=/a
说明 梯图符号 有效操作
Shift Right If EN=1
Shift Left a=a SR c bits
a=a SL c bits
Shift Right If EN=1
Shift Left a=a SR c bits
a=a SL c bits
Dword Shift R If EN=1
Dword Shift L a=a SR c bits
a=a SL c bits
INC_B
EN
ENO
OUT
IN
INC_W
EN
ENO
OUT
IN
INV_DW
EN
ENO
OUT
IN
移位和旋转运算
SHL_R
EN
ENO
IN
OUT
N
SHL_W
EN
ENO
IN
OUT
N
SHL_DW
EN
ENO
IN
OUT
N
Enable: EN
In: VB,IB,QB,MB,AC,constant,LB
Out: VB,IB,QB,MB,AC,LB
Enable: EN
In: VW,T,C,IW,QW,MW,AC,
Constant,LW
Out: VW,T,C,IW,QW,MW,AC,LW
Enable: EN
In: VD,ID,QD,MD,AC,constant,LD
Out: VD,ID,QD,MD,AC,LD
Enable: EN
In: VB,IB,QB,MB,AC,constant,LB
Out: VB,IB,QB,MB,AC
Count: VB,IB,QB,MB,AC,constant,LB
Enable: EN
In: VW,T,C,IW,QW,MW,AC,
Constant,LW
Out: VW,T,C,IW,QW,MW,AC,LW
Count: VB,IB,QB,MB,AC,constant,LB
Enable: EN
In: VD,ID,QD,MD,AC,constant,LD
Out: VD,ID,QD,MD,AC,LD
Count: VB,IB,QB,MB,AC,constant,LB
4-18 SINUMERIK 802D 安装调试 2002.10
Page 83

PLC调试
转换运算
说明 梯图符号 有效操作
Convert Double
Word Integer to
a Real
如果 EN=1,将双
字整数转换成实
字输出。
DI_REAL
EN
IN
ENO
OUT
Enable: EN
In:
D,ID,QD,MD,AC,constant,LD
Out: VD,ID,QD,MD,AC,LD
Convert a Real
to a Double Word
Integer.
如果 EN=1,将实
字转换成双字整
数输出。
说明 梯图符号 有效操作
Jump to Label 如果EN=1, 执行标
识符 n。
Label 用于跳转的标识
符。
Conditional
Return from
如果 EN=1,退出
子程序。
Subroutine
Return from
退出子程序
Subroutine
Conditional End 如果 EN=1,结束
子循环。
说明 梯图符号 有效操作
Subroutine 如果 ENä,
执行子程序 n。
TRUNC
ENO
EN
OUT
IN
程序控制功能
n
JMP
n
LBL
RET
RET
END
程序控制功能
n
SBR
EN
x1
x3
x2
Enable: EN
In:
D,ID,QD,MD,AC,constant,LD
Out: VD,ID,QD,MD,AC,LD
Enabel: EN
Label: WORD:0-127
Lable: WORD:0-127
Enable:EN
Enable:EN
Label: Constant:0-63
(X··· 可选参数)
SINUMERIK 802D 安装调试 2002.10 4-19
Page 84

MOV_BINOUTENENO
MOV_WINOUTENENO
MOV_DW
IN
OUTENENO
MOV_RINOUTENENO
SWAPINEN
ENO
PLC调试
转移,交换运算
说明 梯图符号 有效操作
Move Byte 如果 EN=1,将输
入复制到输出。
Enable: EN
In: VB,IB,QB,MB,AC,constant,LB
Out: VB,IB,QB,MB,AC,LB
Move Word 如果 EN=1,将输
入复制到输出。
Move DWord 如果 EN=1,将输
入复制到输出。
Move Real 如果 EN=1,将输
入复制到输出。
Swap Bytes 如果 EN=1,字中的
高字节与低字节
的内容交换。
Enable: EN
In: VW,T,C,IW,QW,MW,AC,
Constant,LW
Out: VW,T,C,IW,QW,MW,AC,LW
Enable: EN
In: VD,ID,QD,MD,AC,constant,LD
Out: VD,ID,QD,MD,AC,LD
Enable: EN
In: VD,ID,QD,MD,AC,constant,LD
Out: VD,ID,QD,MD,AC,LD
Enable: EN
In: VW,IW,QW,MW,T,C,AC,LW
4-20 SINUMERIK 802D 安装调试 2002.10
Page 85

PLC调试
4.4.3 程序结构
程序设计人员应将其 PLC 程序分成若干个封闭的程序部分(子程序)。程编语言
S7-200 允许用户将其程序结构化。有两种程序类型—主程序和子程序。可以有 7
极嵌套。
一个 PLC 循环周期可以是控制器内部插补循环周期的倍数。机床制造商必须根据
自己特定的需要设定 PLC 循环周期(见机床数据“PLC_IPO_TIME_RATIO”)。当
IPO/PLC 的比率 1:1 时为 PLC 最快的执行周期。
举例:编程人员用其自定义的循环计数器可在主程序中编制控制顺序,该例定义
在每个循环周期都调用子程序(UP0),UP1/UP2是两个周期调用一次,子程序 UP3
每三个循环调用一次。
4.4.4 数据结构
数据可分为三个区域:
l 非记忆数据
l 记忆数据
l 用于 PLC 的机床数据(所有数据在上电后生效)
大多数数据,如处理映象区、定时器和计数器均为非记忆数据,每次系统导入时
这些数据都被清除。
可记忆数据的数据范围 14000000-14000127。所有重新上电后要保持有效的数据
应保存在这个区域。
用户可借助于 PLC-MD(参见用户接口)对带有缺省值的程序预分配或参数化不同
的程序章节。
4.4.5 控制系统接口
系统可以选择接口,使用软键 PLC\STEP7 连接
重新冷启动或通常导入之后,COM1 接口仍保持生效。使用 PLC802 编程工具的菜
单“PLC/Information”,可以检查控制系统的连接(step7 连接生效)。例如,如
果接口生效,该窗口就会出现生效的 PLC 模式(运行/停止)。
4.4.6 程序测试和监控
可用下列方法来分析或监测用户程序的错误:
l PLC 状态菜单(PCU)
l 状态表菜单(PCU)
l PLC802 编程工具(见文献“自动系统 S7-200”,“测试和监控你的程序”)
SINUMERIK 802D 安装调试 2002.10 4-21
Page 86

_
1
3
机床数据
1
2
2
1
1223123
1
2
PLC调试
4.5 下载\上载\复制\比较 PLC 用户程序
用户可以在他的控制系统里保存、复制、或改写其他 PLC 程序。
可以通过以下方法来实现:
l PLC802 编程工具或
l WINPCIN(二进制文件)
l NC 卡
PT PLC 802
下载/上载/比较
永久存储器
PLC
机床数据
工具盒
PCIN
802
用户
PLC
报警文本
PLC
应用程序
机床串行调试
PLC
程序
图 4-1 控制系统的 PLC 用户程序
下载 此项功能是向控制系统的永久存储器中写入传输数据。
l 使用 PLC 802 编程工具(STEP7 连接)下载 PLC 程序
l 使用 WINPCIN 工具,进行串行调试(PLC 数据,PLC 程序和用户报警文本)读
入。
PLC
应用程序
PC
机床串行调试
卡
l 用 WINPCIN 工具或 PC 卡读入 PLC 用户程序(PLC 程序和用户报警文本)类似
于串行调试。
当控制系统下次导入时,已装入的 PLC 用户程序从永久存储器中转移到用户存储
器中,而且开始在控制系统中生效。
4-22 SINUMERIK 802D 安装调试 2002.10
Page 87

PLC调试
上载 PLC 用户程序可以用 PLC802 编程工具或 WINPCIN 工具从控制系统的永久存储器
中上载。
l 用 PLC 802 编程工具上载 PLC 用户程序(Step7 连接)。
将控制系统中的用户程序读出,使用 PLC802 编程工具重新编制当前程序。
l 用 WINPCIN工具或 PC 卡读出试车数据。(PLC 数据,PLC程序和用户报警文
本)。
l 用 WINPCIN 工具或 PC 卡(PLC程序和用户报警文本)读出 PLC 用户程序。
比较 比较 PLC802 编程工具中的程序和存储在控制系统的永久存储器中的程序。
版本显示 可使用硬键 SYSTEM,软键“维修信息/版本”将其调出。
l 程序
系统导入后,传入到控制系统中的程序(PROJECT)包括用户程序将在 PLC 中
的用户存储器中生效。
编程人员可在 PLC802 编程工具的程序栏中,使用主程序的第一个注释行的
开端写入自己的附加信息,该内容会出现在版本显示中(见“视图特性”)。
4.6 用户接口
此接口包含了 NCK/PLC 和 HIMI/PLCZ 之间的所有信号。此外 PLC 译码辅助功能指
令,用于用户程序的继续处理。
& 参考:
/FB/Sinumerik 802D,功能说明,第 17 章。
SINUMERIK 802D 安装调试 2002.10 4-23
Page 88

PLC调试
4-24 SINUMERIK 802D 安装调试 2002.10
Page 89

串行调试和数据备份 5
本章目录
章节 标题 页码
5.1 机床串行调试 5-2
5.2 数据备份 5-4
5.2.1 内部数据备份 5-4
5.2.2 使用 V24 进行外部数据备份 5-5
5.2.3 使用 NC 卡进行外部数据备份 5-6
5.3 NC 卡格式化 5-7
5.4 背光故障时的数据备份 5-7
SINUMERIK 802D 安装调试 2002.10 5-1
Page 90

串行调试和数据备份
5.1 机床串行调试
功能 串行调试的目的:
l 在调试完成之后,使同类型机床的另一套系统尽可能省力地进入相同的调
试后状态,或者
l 在维修的情况下(更换了硬件),把一台新的系统尽可能省力地恢复到原状
态(硬件更换以后)
串行调试文件 串行调试文件有以下内容:
l 机床数据
l R 参数
l PLC 用户报警文本
l 机床显示数据
l PLC 用户程序
l 零件程序
l 循环
l 设定数据
l 零点偏移
l 刀具偏移
l 螺补
l SIMODRIVE 611UE 的驱动机床数据
前提条件 串行调试需要一台带有 COM 接口的 PC 机,用于与控制系统之间的数据传输,还
有一张 PC 卡。
PC 机上,必须使用 WINPCIN 工具。
PC 机操作过程
1. 在 PC 机中编制串行调试文件(从控制系统输入到 PC):
— 用 2RS232 电缆线连接 PC(COM 接口)和 SINUMERIK 802D(COM 1)。
— 在 WINPCIN软件中对 V24_INS菜单作如下设置(不是粗体字的设置按照
WINPCIN 中的缺省设置):
COM Port PC-COM 串口号
BAUD RATE 19200
Parity 无
Data bit 8
Stop bit 1
5-2 SINUMERIK 802D 安装调试 2002.10
Page 91

串行调试和数据备份
Software(XON/XOFF) OFF
Hardware(RTS/CTS) ON
Timeout 0s
BIN Format ON
— 调用菜单 ReceiveData,输入文件名(任何文档名)并开始传送数据。
PC 处于接收状态并等待来自控制系统的数据。
— 控制系统中,需设置保护级 2 的密码。
— 在菜单 System“\数据入\出”中选择试车数据 PC,然后使用读出读取
串行调试文件。
2. 从 PC 中读取串行调试文件到 SINUMERIK 802D。
— 按第 1 点对 24V 接口进行必要的设置。
— 在 System \数据入\出 菜单中选择试车数据 PC,并按读入。系统便处
于接收状态。
— 使用 WINPCIN 从 SentData 菜单中选择串行调试文件并开始数据传送。
— 读取开始以后,使串行文件在屏幕形式下生效,然后该文件将会出现
在控制系统显示屏上。
— 在数据传送过程中和结束时,控制系统会导入数次。如果传送结束时
未有错误,则控制系统已完全配置,可以使用。
PC 卡操作过程
重要信息:
必须在 NC 卡上格式化一个文件系统(允许最大为 2MB)(参见章节 5.3)。
决不要在 PCU 上电时插拔 NC 卡! 如果系统上电时插拔 NC 卡会使 NC 卡受损。
1. 在 PC 卡上创建串行调试文件:
— 确保控制系统导入之前,已插入 PC 卡(Siemens 公司的闪烁存储卡)。
— 控制系统上需要保护级 2 的密码。
— 在 System\数据入\出菜单中选择试车数据 PC 卡,并使用“读出”读取
串行调试文件。
2. 从 PC 卡上读取串行文件到 SINUMERIK 802D。
— 确保控制系统导入之前,已插入 PC 卡(Siemens 公司的闪烁存储卡)。
— 控制系统上需要保护级 2 的密码。
— 在 System \数据入\出菜单中选择试车数据 PC,并按“读入”。 系统便
处于接收状态。
SINUMERIK 802D 安装调试 2002.10 5-3
Page 92

串行调试和数据备份
5.2 数据备份
5.2.1 内部数据备份
存储时间有限的电池型存储器的数据需要进行内部数据备份到控制系统中的永
久存储器中。如果控制系统关闭时间超过 50 小时就必须进行内部数据备份(控制
系统打开时间至少为每天 10 分钟)。
大量数据修改后,建议立即进行内部数据备份。
注意:
内部数据备份就是在永久存储器中复制了电池型存储器的存储空间。不允许选择
备份数据(例如,只有机床数据而没有工件程序)。
进行内部数据备份:
在 System 操作区中按软键“数据存储”(至少需保护级 3)。
载入经过内部备份的数据:
l 在启动模式“重新载入已保存的用户数据”下导入控制系统。
l 如果电池型存储器中的数据丢失,永久存储器中已保存的数据会在
POWERON 的情况下自动重新载入这些数据。
注意:
会出现信息“4062 数据备份复制已载入”。
5-4 SINUMERIK 802D 安装调试 2002.10
Page 93

串行调试和数据备份
5.2.2 使用 V24 进行外部数据备份
重要信息:
始终在 PCU 断电时连接和拔下 V24 电缆。
除了内部数据备份,控制系统的用户数据也可以在外部备份。外部数据备份需要
一台具有 COM 接口的 PC 机和 WINPCIN 工具(工具箱中有)。
大量数据修改后和调试结束时,应始终进行外部数据备份。
如果要备份所有的机床数据,建立一个串行调试文件已经足够。
外部数据变量的备份
1. 读出所有数据:串行调试
2. 分区间读取文件。以下用户数据可以选作单个文件。
数据
— 机床数据
— 设置数据
— 刀具数据
— R 参数
— 零点偏移
— 补偿数据(LEC)
零件程序,标准循环,PLC 程序(二进制文件)
进行外部数据备份
l 从菜单 System \数据入/出\RS232 设置中选择文本格式。
l 在 WINPCIN 中设置文本格式。
l 使用菜单 System\数据入/出\数据选择,
通过 COM 接口,将用户数据分别传送到 PC 中。
将外部保存数据装入控制系统
从菜单“System\数据入/出”中选择软键“读入”。
SINUMERIK 802D 安装调试 2002.10 5-5
Page 94

串行调试和数据备份
5.2.3 使用 NC 卡进行外部数据备份
重要信息:
必须在 NC 卡上格式化一个文件系统(允许最大为 2MB)(参见章节 5.3)。
决不要在 PCU 上电时插拔 NC 卡! 如果系统上电时插拔 NC 卡会使 NC 卡受损。
NC 卡上的数据备份变量
• 调试数据
• PLC 应用程序
• 显示机床数据
• PLC 用户报警文本
• 零件程序 NC-> NC 卡
• 零件程序 NC 卡-> NC
• HMI 调试数据(已载入相应语言的调试数据)
执行外部数据备份 备份时,使用菜单“数据输入/输出”中的“读入/读出”软键。
5-6 SINUMERIK 802D 安装调试 2002.10
Page 95

串行调试和数据备份
5.3 NC 卡格式化
执行系统调试菜单中的一条命令来格式化 PC 卡。选择“格式化 PC 卡”,删除插
入的 PC 卡的内容并建立容量为 1.5MB 的系统文件。
注意:
保护级为 0… 3 不隐藏此菜单条。
西门子提供的 8MB 的 NC 卡上除了装有用于升级的系统软件,还包括一个文件系
统,以及约 900kB 的系统容量。
如果你有西门子的程序备份,可以在空的 NC 卡上建立一个最大容量为 2MB 的文
件系统。这是系统可以管理的最大容量。
操作顺序
l 插入 PC 卡,给控制系统上电。
l 在调试菜单中选择“格式化 PC 卡”。
l 初始化结束后,回答问题“你真的需要吗[N/Y]?”
“N”将取消格式化
“Y”按 Input 键时将开始格式化。
l 格式化完成后,可以格式化其它的 PC 卡。
“格式化另一张 PC 卡吗[N/Y]?”
“Y”将继续格式化新插入的 PC 卡
“N”将退出格式化。
l 关闭控制系统,然后重新上电。
5.4 背光故障时的数据备份
如果控制系统的背光出现故障,则无法使用菜单来控制。此时,需执行一个特殊
命令进行外部数据备份。
为此,使用 V24 与 PC 连接,如章节 5.1 中所述(设定:二进制格式,波特率 19200)。
系统上电后,键入命令 CTRL S,将会使用最后备份的有效数据进行串行调试。
SINUMERIK 802D 安装调试 2002.10 5-7
Page 96

串行调试和数据备份
5-8 SINUMERIK 802D 安装调试 2002.10
Page 97

使用 NC 卡升级软件 6
概述 系统软件的修改可以是以下原因:
l 需要安装一个新的系统软件(新的软件版本)
l 硬件更换以后,如果需要安装一个高于原来版本的系统软件。
操作顺序 前提条件:关闭控制系统
1. 插入带有系统软件和闪烁文件系统的 NC 卡。
重要信息:
只有当 PC 关闭时,才能插入或取出 NC 卡。如果在控制系统打开时插入或取出会
损坏 NC 卡。
注意:
件版本 02.xx.xx 只能装载在具有 32MB 用户存储器的硬件上。该硬件配置的订货
号(MLFB)6FC5610-0BA10-0AA1。
2. 打开控制系统。
3. 按信息要求按“SELECT 键”
“DRAM CHECK”
“DRAM 检查后你可以按 SELECT 键来获得调试菜单”
4. DRAM 检查后出现选择菜单。
使用光标选择“software update”并按“INPUT”确认。
5. 升级已执行。屏幕上通过各种信息显示升级过程。如果升级成功,出现以
下信息:
“SINUMERIK 802D-UPDATE O.K.”
“VERSION 802D SW xx.xx.xx”
6. 先关闭控制系统,然后再开。
7. 升级结束,可以再次输入用户数据。
注意:
如果需要,根据 3.3 节装入合适的语言。
SINUMERIK 802D 安装调试 2002.10 6-1
Page 98

使用NC卡升级软件
6-2 SINUMERIK 802D 安装调试 2002.10
Page 99

机床数据和设定数据 7
本章目录
章节 标题 页码
7.1 机床数据表 7-2
7.1.1 显示机床数据 7-2
7.1.2 通用机床数据 7-8
7.1.3 通道专用机床数据 7-12
7.1.4 轴机床数据 7-19
7.2 设定数据 7-30
数据类型 BOOLEAN 布尔值:1(正确)或 0(错误)
BYTE 8 位值,
作为一个整数值:-128 至 127
作为一个十六进制值:00 至 FF
根据 ASCII 标准码,作为一个字母,如:“a”
STRING 字符串(最多 16)
WORD 16 位值,
作为一个整数值:-32768 至 32767
作为一个十六进制值:0000 至 FFFF
UNSIGNED WORD 16 位值,
作为一个整数值:0 至 65535
作为一个十六进制值:0000 至 FFFF
INTEGER 16 位值(此情况下,局部定义),
整数值:-32768 至 32767
DWORD 32 位值,
作为一个整数值:-2147483648 至 2147483647
作为一个十六进制值:0000 0000 至 FFFF FFFF
UNSIGNED DWORD 32 位值,
作为一个整数值:0 至 4294967295
作为一个十六进制值:0000 0000 至 FFFF FFFF
DOUBLE 64 位值,
浮点值:±4.19·10
SINUMERIK 802D 安装调试 2002.10 7-1
-307
至±1.67? 10
308
Page 100

机床数据和设定数据
7.1 机床数据表
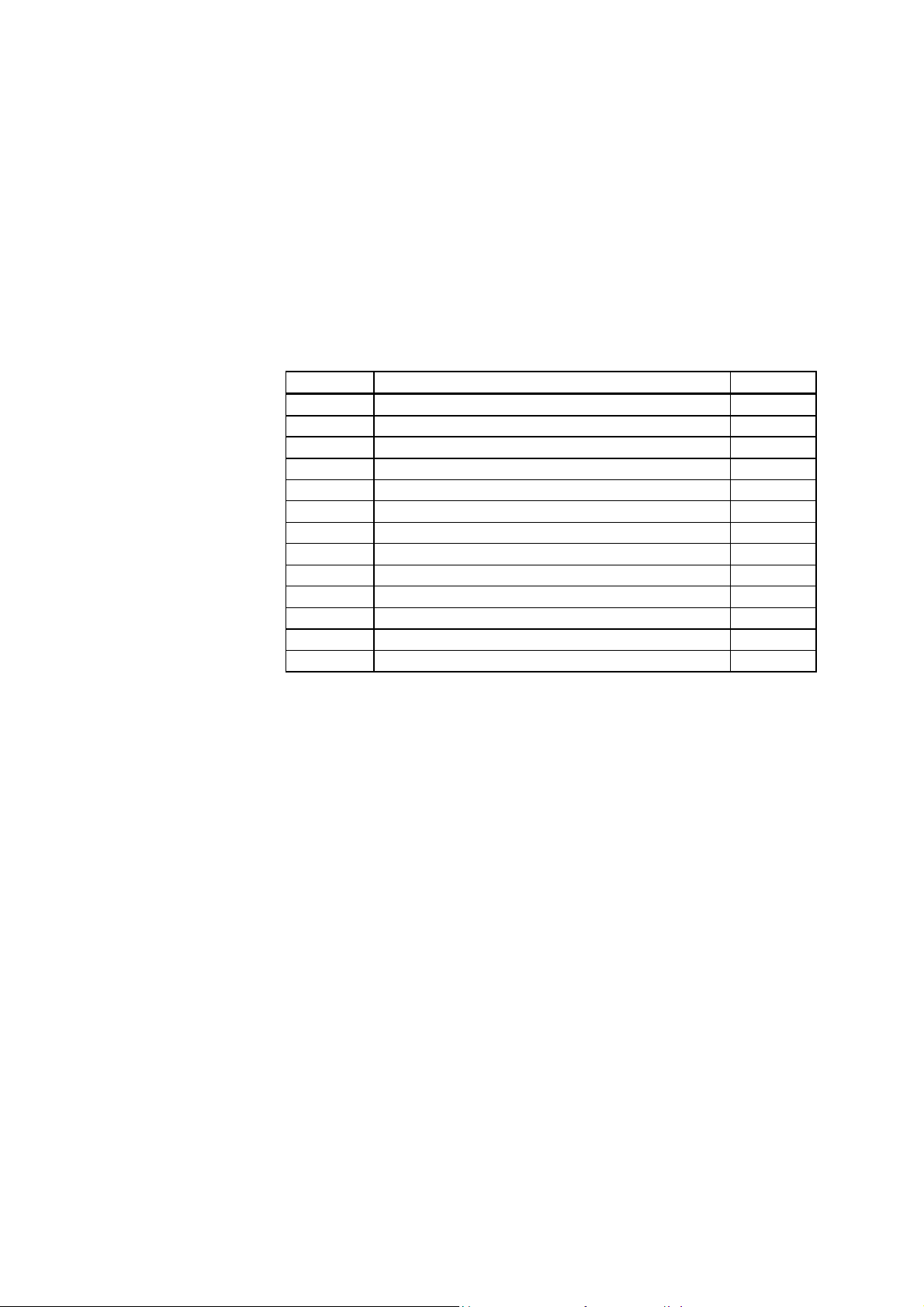
7.1.1 显示机床数据
机床数据号
表示法 说明及其它 生效模式 写/读的保护级
缺省值 最小值 最大值 数据类型
202 FIRST_LANGUAGE 19
十进制 缺省语言版本 通电(po) 2/3
1 1 2 Byte(整型值)
203 DISPLAY_RESOLUTION 19
十进制 显示分辨率 通电(po) 2/3
3 0 5 Byte(整型值)
204 DISPLAY_RESOLUTION_INCH 19
十进制 显示分辨率 通电(po)
4 0 5 Byte(整型值) 2/3
205 DISPLAY_RESOLUTION_SPINDLE 19
十进制 显示分辨率 通电(po) 2/3
1 0 5 Byte(整型值)
207 USER_CLASS_READ_TOA
十进制 刀具偏移量读保护级 立即(im) 2/3
3 0 7 Byte(整型值)
208 USER_CLASS_WRITE_T OA_GEO
十进制 刀具几何量写保护级 立即(im) 3/3
3 0 7 Byte(整型值)
209 USER_CLASS_WRITE_TOA_WEAR
十进制 刀具磨损数据写保护级 立即(im) 3/3
3 0 7 Byte(整型值)
210 USER_CLASS_WRITE_ZOA
十进制 可设定零点偏置写保护级 立即(im) 3/3
3 0 7 Byte(整型值)
212 USER_CLASS_WRITE_SEA
十进制 设定数据写保护级 立即(im) 3/3
3 0 7 Byte(整型值)
213 USER_CLASS_READ_PROGRAM
十进制 零件程序读保护级 立即(im) 3/3
7 0 7 Byte(整型值)
机床数据名称
功能描述中
参考章节
7-2 SINUMERIK 802D 安装调试 2002.10
 Loading...
Loading...