

Page 1
SINUMERIK 802D
!"#
!
2004
!"
Page 2
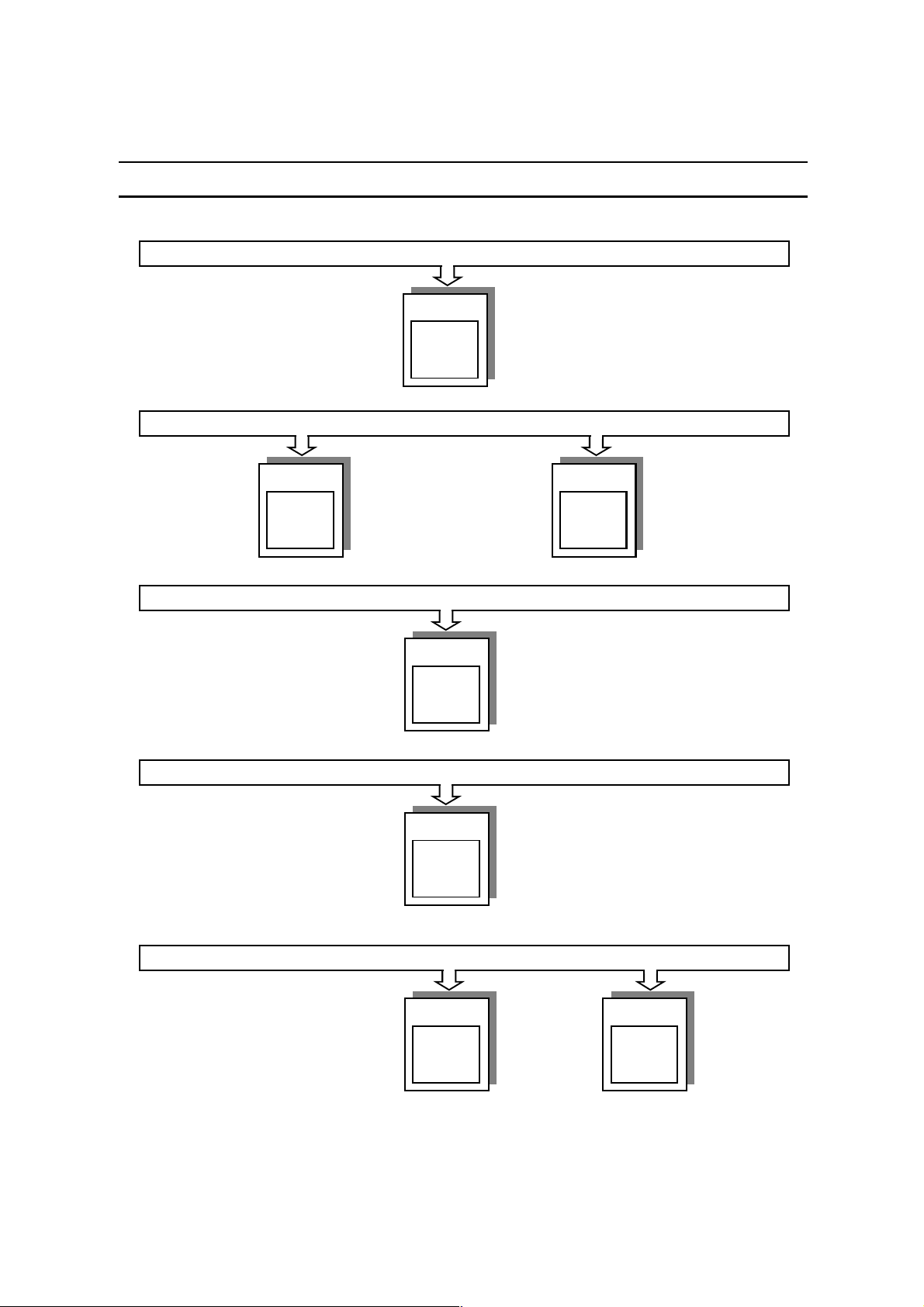
SINUMERIK 802D 资料结构
通用资料:订货样本
车床
铣床
用户资料:操作编程手册
车床
铣床
用户资料:诊断手册
技术资料:安装调试手册
技术资料:功能说明
车床
铣床
车床
铣床
车床
铣床
611UE
Page 3

目录
目录
Key to editions
The editions listed below have been published prior to the current edition.
The column headed "Note" lists the amended sections, with reference to the previous edition.
Marking of edition in the "Note" column:
A .... New documentation.
B .... Unchanged reprint with new order number
C .... Revised edition of new issue.
If any technical details presented on one of these pages have been changed with
reference to the previous edition, it is indicated by another edition number in the
header of the respective page.
Edition Order No. Note
08.2000 A
01.2001 C
09.2002 C
调试准备
系统的连接
PLC 调试
驱动器设定与调试
NC 参数设定
数据备份
批量生产
特殊功能调试
安装尺寸
机床参数总表
NC – PLC 接口信号说明
PLC 指令集
PLC 子程序库说明
1
2
3
4
5
6
7
8
9
10
11
12
13
Copyright Siemens Ltd. China All Rights Reserved i
Page 4

目录
目录
1 调试准备..................................................................................................................................................... 1
1.1 硬件 .................................................................................................................................................... 1
1.1.1 数控系统.............................................................................................................................. 1
1.1.2 个人计算机 .......................................................................................................................... 3
1.1.3 调试电缆.............................................................................................................................. 4
1.2 工具软件............................................................................................................................................. 4
1.2.1 工具软件的安装................................................................................................................... 5
1.2.2 通讯软件(WinPCIN)........................................................................................................ 5
1.2.3 PLC 编程软件(Programming Tool PLC 802)................................................................... 8
1.2.4 PLC 子程序库....................................................................................................................... 9
1.2.5 文本管理器(TextManager)和工具盒(Toolbox) ......................................................... 10
1.2.6 驱动器调试软件(SimoCom U) ...................................................................................... 11
2 系统的连接............................................................................................................................................... 12
2.1 系统各部件的连接............................................................................................................................. 12
2.2 PROFIBUS总线的连接..................................................................................................................... 13
2.3 驱动器的连接.................................................................................................................................... 14
2.4 部件说明........................................................................................................................................... 15
2.4.1 SINUMERIK 802D PCU..................................................................................................... 15
2.4.2 输入输出模块 PP72/48...................................................................................................... 16
2.4.3 机床控制面板(Machine Control Panel) ......................................................................... 18
2.5 驱动系统和伺服电机......................................................................................................................... 18
2.6 电气设计的重要事项......................................................................................................................... 19
2.6.1 供电................................................................................................................................... 19
2.6.2 电气柜设计的基本要求...................................................................................................... 20
2.6.3 接地................................................................................................................................... 21
2.7 系统通电........................................................................................................................................... 22
2.7.1 通电前检查 ........................................................................................................................ 22
2.7.2 第一次通电 ........................................................................................................................ 22
3 PLC 的调试............................................................................................................................................... 23
3.1 PLC 应用程序的设计......................................................................................................................... 23
3.2 PLC 用户程序的调试......................................................................................................................... 24
3.3 PLC 用户报警 ................................................................................................................................... 24
3.3.1 报警的属性 ........................................................................................................................ 25
3.3.2 激活用户报警..................................................................................................................... 25
3.3.3 制作 PLC 用户报警文本 ..................................................................................................... 26
4 驱动器的调试............................................................................................................................................ 28
5 NC 调试.................................................................................................................................................... 29
ii Copyright Siemens Ltd. China All Rights Reserved
Page 5

目录
5.1 安装显示语言.................................................................................................................................... 29
5.2 系统初始化 ....................................................................................................................................... 30
5.3 802D基本参数设定 .......................................................................................................................... 31
5.3.1 总线配置............................................................................................................................ 31
5.3.2 驱动器模块定位................................................................................................................. 31
5.3.3 位置控制使能..................................................................................................................... 31
5.3.4 传动系统参数配比.............................................................................................................. 33
5.3.5 驱动器参数优化(速度环和电流环参数)......................................................................... 33
5.3.6 坐标速度和加速度.............................................................................................................. 35
5.3.7 位置环增益 ........................................................................................................................ 35
5.3.8 返回参考点相关的机床数据............................................................................................... 35
5.3.9 软限位................................................................................................................................37
5.3.10 反向间隙补偿..................................................................................................................... 37
5.3.11 丝杠螺距误差补偿.............................................................................................................. 37
5.3.12 设定用户的数据保护级...................................................................................................... 39
6 数据备份................................................................................................................................................... 40
6.1 数据内部备份.................................................................................................................................... 40
6.2 数据外部备份.................................................................................................................................... 40
6.2.1 数据备份到计算机.............................................................................................................. 41
6.2.2 数据存储到 PC 卡.............................................................................................................. 41
7 批量调试................................................................................................................................................... 43
7.1 NC到 NC的批量调试....................................................................................................................... 43
7.2 PC计算机到 NC的批量调试 (利用 WinPCIN 软件)........................................................................... 44
7.3 PC卡到 NC的批量调试.................................................................................................................... 44
8 特殊功能的调试........................................................................................................................................ 45
8.1 辅助功能调用固定循环..................................................................................................................... 45
8.1.1 利用程序段中的“M6”调用循环程序(以加工中心换刀为例)....................................... 45
8.1.2 利用程序段中的“T”功能,调用循环程序....................................................................... 46
8.2 带直接编码器的数字主轴.................................................................................................................. 46
8.3 带直接编码器的模拟量主轴.............................................................................................................. 47
8.4 利用外部接近开关实现主轴定向....................................................................................................... 49
8.5 直接测量系统的调试(全闭环)....................................................................................................... 50
8.6 显示功能........................................................................................................................................... 53
8.6.1 加工时间显示..................................................................................................................... 53
8.6.2 工件计数器显示................................................................................................................. 53
8.6.3 主轴功率显示..................................................................................................................... 54
8.7 测量功能........................................................................................................................................... 54
8.7.1 探头及其连接与设定.......................................................................................................... 54
8.7.2 通道测量功能(测量循环:MEAS和 MEAW)................................................................ 54
8.7.3 手动刀具测量..................................................................................................................... 55
8.8 通过 PLC 应用程序选择加工程序...................................................................................................... 55
8.8.1 建立 PLC 调用加工程序表.................................................................................................. 55
Copyright Siemens Ltd. China All Rights Reserved iii
Page 6

目录
8.8.2 利用 PLC 在加工程序表选择程序....................................................................................... 56
8.9 由 PLC 读取坐标的位置和剩余量...................................................................................................... 56
8.10 NC与 PLC 交换数据......................................................................................................................... 57
8.11 远程PLC 诊断(选件).................................................................................................................... 57
8.11.1 硬件配置............................................................................................................................ 57
8.11.2 调制解调器初始化(数控机床出厂之前)......................................................................... 58
8.11.3 802D 调制解调器参数设定 ................................................................................................ 58
8.11.4 与远程 802D 联机.............................................................................................................. 59
8.12 坐标转换(C轴)TRANMIT 和 TRACYL(选件)............................................................................ 59
9 SINUMERIK 802D 各部件的安装尺寸 ..................................................................................................... 62
10 机床参数总表............................................................................................................................................ 70
11 NC – PLC 接口信号说明........................................................................................................................... 87
12 PLC 指令集............................................................................................................................................... 97
iv Copyright Siemens Ltd. China All Rights Reserved
Page 7
1 调试准备
SINUMERIK 802D 的调试可按下列步骤进行:
系统的连接 – 正确的连接是系统调试顺利进行的基础
PLC 调试 – 首先使安全功能生效(如急停、硬限位等)以及操作功能生效
驱动器设定 – 设置电机参数和 PROFIBUS 总线地址
NC 参数设定 – 设置控制参数、机械传动参数、速度参数等
数据备份 – 是系统正常使用的保证
在开始调试 SINUMERIK 802D 系统之前,下面的准备工作是非常重要的。
1.1 硬件
检查到货的 SINUMERIK 802D 的硬件,准备调试工具(如个人计算机、电缆等)
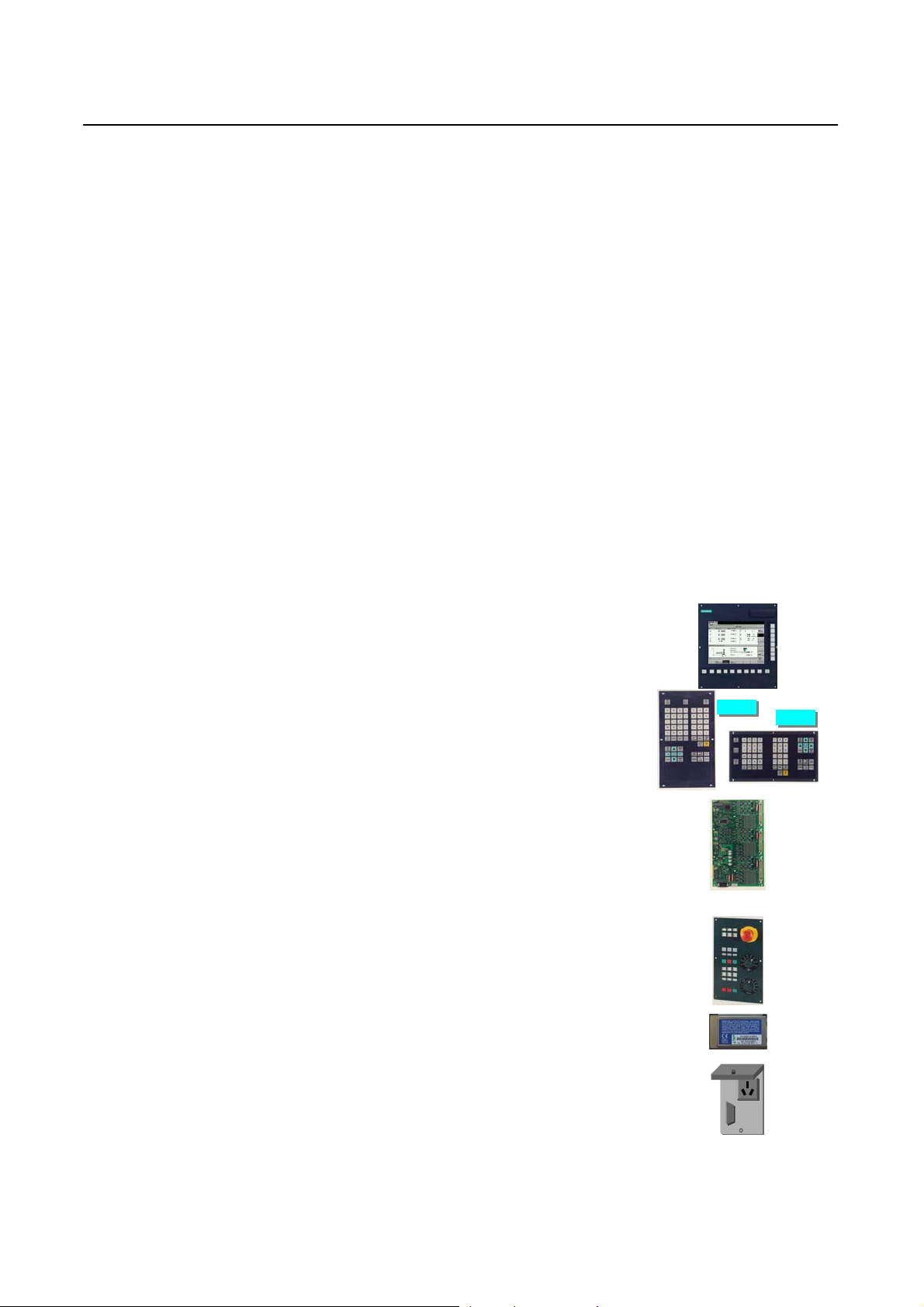
1.1.1 数控系统
Quick Start
SINUMERIK 802D 新一代经济型数控系统
NC 部分
PCU:一台
订货号:6FC5 610-0BA10-0AA1
键盘(可选择水平安装方式或垂直安装方式)
订货号:6FC5 603-0AC12-1AA0(垂直安装)
订货号:6FC5 603-0AC13-1AA0(水平安装)
配套件:与 PCU 的联接电缆包含在包装盒内
输入输出模块 PP72/48 :一块(可选配第二块)
订货号:6FC5 611-0CA01-0AA0
配套件:1. 50 芯扁平电缆(非西门子提供)
2. 50 芯扁平电缆端子转换器(非西门子提
供)。可选 PHOENIX 公司端子转换器 UM72-
FLK50 (订货号:2965907)
机床控制面板 MCP(选件)
订货号:6FC5 603-0AD00-0AA1
配套件:50 芯扁平电缆(非西门子提供)
8MB PCMCIA 存储卡(选件)– 用于批量生产
订货号:6FC5 650-0DA00-0AH0
垂直键盘
水平键盘
RS232 隔离器(选件)
订货号:6FX2003-0DS00
PE
L
N
RS232
接口
Copyright Siemens Ltd. China All Rights Reserved 1
Page 8

Quick Start
SINUMERIK 802D 新一代经济型数控系统
驱动器部分:
611UE 插件(数量与基本配置相关,最多可选配四块)
订货号:6SN1 118-0NH10-0AA2
PROFIBUS 总线选件模块(数量与 611UE 插件数量相同)
订货号:6SN1 114-0NB01-0AA0
PROFIBUS 总线插头
用于:PCU,PP72/48,611UE 的总线选件
订货号:6SE7 972-0BA40-0XA0
电源馈入模块
订货号:6SN11 4x-1A-(开环式)x - 5/6
订货号:6SN11 45-1B-(再生馈入式)
功率模块
订货号:6SN11 23-1AA00-A1(单轴)
订货号:6SN11 23-1AB00-A1(双轴)
脉冲电阻模块(选件)用于开环电源模块的主轴制动
订货号:6SN11 13-0-0A
屏蔽连接架(降低电机电缆的干扰)用于不同宽度的功率模块
订货号:6SN11 62-0EA00-0AA0( 50 mm 宽)
订货号:6SN11 62-0EA00-0BA0(100 mm 宽)
订货号:6SN11 62-0EA00-0CA0(150 mm 宽)
过电压保护器(选件)用于大于等于 10KW 的电源馈入模块
订货号:6SN11 11-0AB00-0AA0
电抗器(根据电源模块的功率选配)
订货号:6SN11 11-AA00-A
滤波器(选件)用于防止驱动器对电网的干扰
订货号:6SN11 11-0AA01-1A0(配开环电源模块)
订货号:6SN11 11-0AA01-2A0(配再生馈入电源模)
伺服电机
订货号:1FK7 --1A
主轴电机
订货号:1PH7 --
电抗器
滤波器
过电压保护器
2 Copyright Siemens Ltd. China All Rights Reserved
Page 9
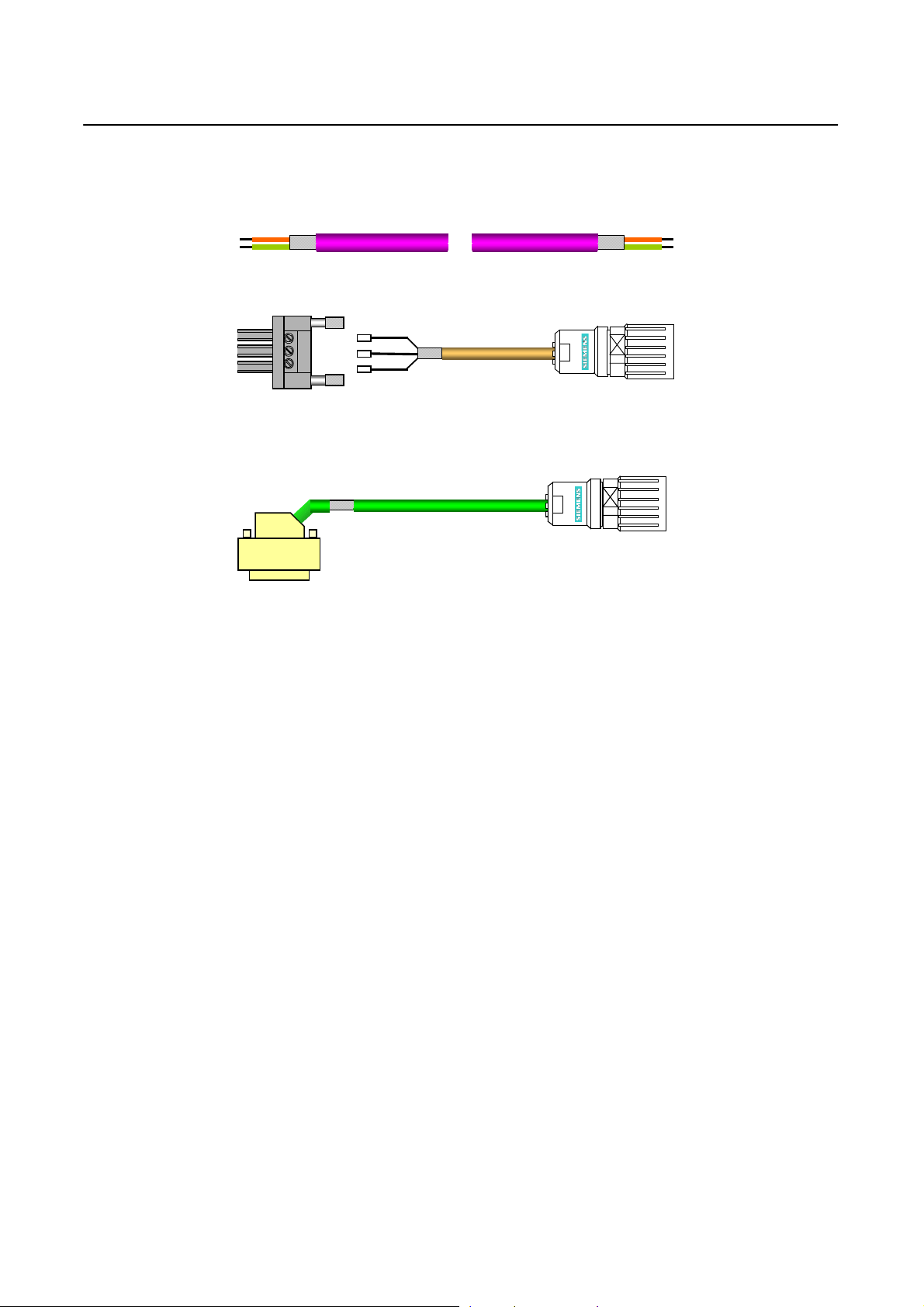
伺服电缆:
PROFIBUS 总线电缆
订货号:6XV1 830-0EH10
整根电缆。需根据实际长度自行裁剪
电机电缆:功率模块到电机
订货号:6FX 002-5-10
U V W
注意:
电缆U、V,W必须与功率模块插头的U、V、W对应。绝对不能接错
(1)
信号电缆:电机到伺服模块 611UE
订货号:6FX 002-2CA31-10
功率模块上A1(对应
(2)
W
V
U
屏蔽网连接屏蔽连接架
X411)与A2
…
(对应
),绝对不能接反
X412
Quick Start
SINUMERIK 802D 新一代经济型数控系统
连接电机的动力插座
15 芯 D 型插头
扁平电缆: PP72/48 到 MCP,或 PP72/48到端子转换器
订货号:非西门子配提供
工具软件:
工具盒(CD 盘)包括通讯软件、PLC 编程软件、语言和报警文本生成软件 以及驱动器调试
软件
订货号:6FC5 650-0EA00-0AG0
1.1.2 个人计算机
一台个人计算机是调试 SINUMERIK 802D 必不可少的工具。个人计算机应具有下列基本配置:
操作系统:Windows 95/98/NT/2000/XP
硬盘容量:>1G
光盘驱动器:用于安装工具软件
RS232 接口:用于 NC和驱动器的调试
屏蔽网连接功率模块上部壳体
连接 611UE 的 X411 和 X412 接口
连接电机的反馈插座
Copyright Siemens Ltd. China All Rights Reserved 3
Page 10
Quick Start
SINUMERIK 802D 新一代经济型数控系统
1.1.3 调试电缆
(1)802D调试电缆:用于 PLC编程软件(Programming Tool PLC 802)、通讯软件(WinPCIN)
和文本管理器(Text Manager)的 RS-232 通讯电缆。
802D端
(9
芯孔D型插头)
RxD 2
TxD 3
DTR 4
0 V 5
DSR 6
RTS 7 CTS8
CTS 8 RTS7
(2)驱动器调试电缆:用于驱动器调试工具软件 SimoComU 的 RS-232 通讯电缆。
PC 机端
(9 芯孔 D 型插头)
RxD 2
TxD 3
0 V 5
RTS 7
CTS 8
(9
0.1 mm
0.1 mm
PC
芯孔D型插头)
2
611UE 端
(9 芯针 D 型插头)
2
机端
TxD3
RxD2
DSR6
0 V5
DTR4
TxD2
RxD3
0 V5
CTS7
RTS8
802D端
(9
芯孔D型插头)
RxD 2
TxD 3
DTR 4
0 V 5
DSR 6
RTS 7 CTS 5
CTS 8 RTS 4
PC 机端
(25 芯孔 D 型插头)
RxD
3
RxD
TxD
2
TxD
0 V
7
0 V
RTS
4
RTS
CTS
5
CTS
6
DSR
DTR
20
0.1 mm
0.1 mm
PC
(25
芯孔D型插头)
2
611UE 端
(9 芯针 D 型插头)
2
机端
TxD 2
RxD 3
0 V 5
CTS 7
RTS 8
RxD 2
TxD 3
DSR 6
0 V 7
DTR 20
重要事项
!
在调试 802D 或调试 611UE 驱动器时,个人计算机是必不可少的工具。且 RS-232 通讯电
缆又是连接 802D 和 PC 机(或 611U 和 PC 机)的唯一途径。因此必须保证机床电气柜的
保护地与计算机的保护地共地。否则可能导致 802D、611U 或计算机的硬件损坏。
重要事项
!
802D 通讯的标准设定为硬件握手协议,所以电缆应严格按图连接
1.2 工具软件
在随系统提供的工具盒中提供了调试 802D 系统所需的全部软件工具和初始化文件。软件工具包
括:
通讯软件 WinPCIN – 用于 802D与计算机之间的数据文件的传输
文本管理器和工具盒 – 用于编写及安装 PLC 报警文本
PLC 编程软件 Programming Tool PLC 802 – 用于编写 PLC 应用程序
PLC 子程序库 – 用于简化 PLC 应用程序的设计
驱动器调试软件 SimoCom U – 用于设置及调试驱动器 611U
在调试开始前需将这些软件工具安装到个人计算机中。
4 Copyright Siemens Ltd. China All Rights Reserved
Page 11

1.2.1 工具软件的安装
将工具盒 CD 插入光盘驱动器,计算机自动进入安装程序。当出现以下画面时,可选择所需的工
具软件:
Quick Start
SINUMERIK 802D 新一代经济型数控系统
然后计算机会自动将软件工具安装到个人计算机的硬盘上。在安装过程中如果采用缺省路径,则
软件工具被安装在 C 盘上的 \Program Files\Siemens 目录下。
安装完毕后,所需的工具软件可以在计算机的
系统初始化文件可在以下路径中找到:
C:\Program Files\Siemens\Toolbox 802D\V020206\CONFIG
固定循环文件可在以下路径中找到:
C:\Program Files\Siemens\Toolbox 802D\V020206\CYCLES
1.2.2 通讯软件(WinPCIN)
启动“WinPCIN”软件:
下找到。
Copyright Siemens Ltd. China All Rights Reserved 5
Page 12

Quick Start
SINUMERIK 802D 新一代经济型数控系统
主菜单说明:
接
口
设
定
RS232 接口设定:
接
收
数
据
发
送
数
据
设定通讯接口
设定波特率
编
辑
文
件
二进制格式
文本格式
设定二进制格式
设定文本格
二进制格式设定
文本格式设定
存储并激活
返回主菜单
6 Copyright Siemens Ltd. China All Rights Reserved
Page 13
利用通讯软件安装车床或铣床初始化文件:
1. WinPCIN 选择二进制数据格式
2. 802D 选择二进制数据格式,然后启动数据“读入”
Quick Start
SINUMERIK 802D 新一代经济型数控系统
3. 由 WinPCIN 向 802D发送初始化文件
4. 初始化文件:
C 轴初始化文件
铣床初始化
车床初始化
C 轴补充参数
Copyright Siemens Ltd. China All Rights Reserved 7
Page 14

Quick Start
编译 上载 下载 梯图状态 状态表
SINUMERIK 802D 新一代经济型数控系统
1.2.3 PLC 编程软件(Programming Tool PLC 802)
启动 PLC 编程软件软件:
PLC Programming Tool PLC 802 的基本操作界面:
进入梯图编辑窗口
进入符号表窗口
进入状态表窗口
进入交叉表窗口
进入通讯设定窗口
局部变量定义窗口
梯图指令树
梯图编辑窗口
编译诊断窗口
在 802D 的工具盒内提供了 PLC 子程序库和实例程序。子程序库的详细内容请参阅“PLC 子程序
库说明”。子程序库提供了各种基本子程序,利用 PLC 子程序库可使 PLC 应用程序的设计大为
简化。
如需将 PLC 项目文件下载(计算机→802D)、或将 802D 内部的项目文件上载(802D →计算
机)、或联机调试时,PLC 编程软件的协议应选择 802D(PPI) 并且和 802D 系统设定正确且匹配
的通讯参数。
8 Copyright Siemens Ltd. China All Rights Reserved
Page 15

802D 必须进入联机方式:
Quick Start
SINUMERIK 802D 新一代经济型数控系统
1.2.4 PLC 子程序库
PLC 子程序库包含了一个说明文件和四个 PLC 项目文件:
• 铣床实例程序
• 车床实例程序
• 机床面板仿真程序
• 子程序库(无主程序 OB1 的 PLC程序)
PLC 子程序库的进入:
子程序库说明
铣床实例程序
车床实例程序
MCP 仿真
子程序库
Copyright Siemens Ltd. China All Rights Reserved 9
Page 16
Quick Start
铣床配
西门子
特殊
铣床固定循环
车床固定循环
SINUMERIK 802D 新一代经济型数控系统
1.2.5 文本管理器(TextManager)和工具盒(Toolbox)
文本管理器的进入:
文本管理器的操作界面:
下载文件
通讯接口配置
建立项目
版本显示
安装用户报警文本
安装显示语言
建立新的项目:
工具盒目录结构:
配置文件目录
固定循环目录
安装不同语言的在线帮助
ISO
ISO车床配置
置
配置
配置
报警文本项目
10 Copyright Siemens Ltd. China All Rights Reserved
Page 17
1.2.6 驱动器调试软件(SimoCom U)
文本管理器的进入:
驱动器调试软件主画面说明:
Quick Start
SINUMERIK 802D 新一代经济型数控系统
存盘
控制端子状态
存 EPROM
功能选择窗口
按 F1 键启动在线帮助
联机/脱机 选择 PC 机控
控制板型号
给定速度
利用 SimoComU 可设定驱动器的基本参数:
设定与电机和功率模块匹配的基本参数。该步骤在 PLC 功能调试完毕后进行;
利用 SimoComU 可实现对驱动器参数的优化:
根据伺服电机实际拖动的机械部件,对 611UE 速度控制器的参数进行自动优化。该步
骤在 NC 基本参数调试完毕后进行;
利用 SimoComU 可以监控驱动器的运行状态:
电机的实际电流和实际扭矩。
电机型号及额定电流
实际速度
实际电流
上电复位
编码器型号
选择监控其他状态
重要事项:
!
在系统调试完毕后,请检查并记录每个轴的空载(无加工)电流。并且与电机的额定电流
进行比较。
对于滚动导轨空载 I
对于滑动导轨空载 I
空载
空载
/ I
应在 10%左右;
额定
/ I
应在 20%左右;
额定
如果比值远超出范围,可能是电机选小了,或机械装配问题
Copyright Siemens Ltd. China All Rights Reserved 11
Page 18
Quick Start
≤
≤
SINUMERIK 802D 新一代经济型数控系统
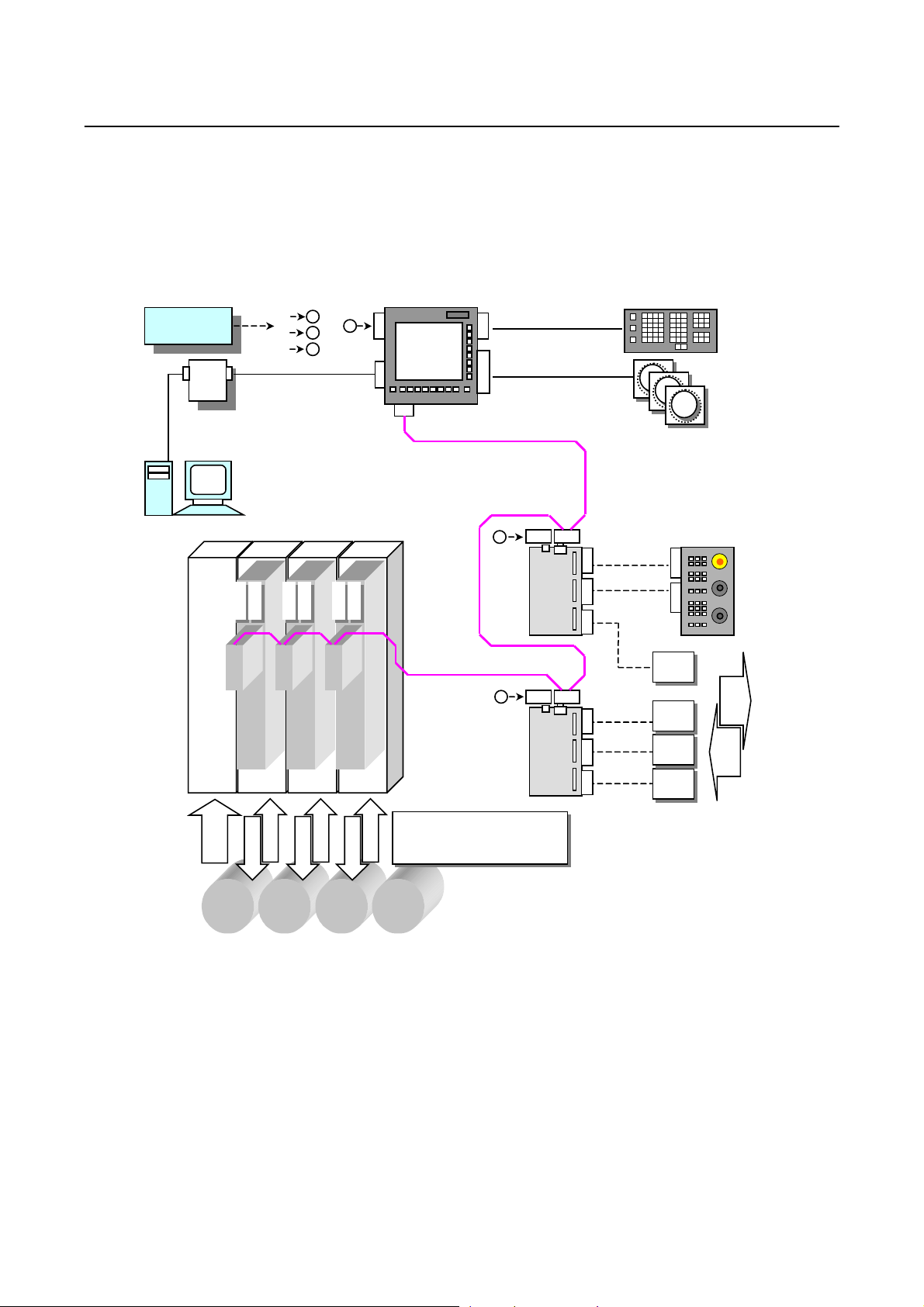
2 系统的连接
2.1 系统各部件的连接
供
24V
如
SITOP/ PS307
0
电缆:
6FX8 002-1AA 01-1
RS232
直流电源
RS232 电缆:
RS232
接口
6FX2 002-1AA 01-10
隔离器
6FX2 003-0DS00
个人
计算机
1
电
部
件
PROFIBUS
6ES7 972-0BA40-1XA0
PROFIBUS 电缆:
6XV1 830-0EH10 (销售单位为:米)
1
2
3
:
插头
X8
X6
S
INUMERIK
802D
PCU
X4
A1B1
电缆随键盘提供
X10
手轮电缆
6FX8 008-1BD61- 1 F A0
3 m(3 ft3 in)
X14 -X16
手轮插头:
6FC9 348-7HX
PROFIBUS
100 m 328 ft
2
:
A2B2
X1
A1B1
X2
机床控制面板
NC
键盘
电子手轮
信号接口
信号接口
信号接口 信号接口
总线模块
总线模块
插件
611UE
插件
611UE
信号接口
信号接口
A1B1 A1B1 A1B1 A2B2 A2B2
总线模块
插件
611UE
电源模块 功率模块 功率模块 功率模块
主电源
电机电缆
信号电缆
电机电缆
信号电缆 电机电缆 信号电缆
伺服
电机
伺服
电机
伺服
电机
3
电机电缆:功率模块→电机
6FX8 002-5A1-10
信号电缆:电机→611UE信号接口
6FX8 002-2CA31-10
伺服
电机
X111
2x50 芯扁平电缆
A2B2
X222 X333
A1B1
X2
芯扁平电缆
50
X111
X222 X333
PP 72/48
X1
PP 72/48
端子
转换器
端子
转换器
端子
转换器
端子
转换器
X1201X1202
机床电气
注意:
1. 图中的“个人计算机”、“端子转换器”、“扁平电缆”不属于西门子供货产品;
2. 图中的“24V 直流稳压电源”、“RS232 隔离器”、“电子手轮”、“机床控制面板”等为
选件;
3. 关于驱动器的详细连接,请参阅 2.3.节;
4. 关于 PCU,PP72/48,机床控制面板的详细说明,请参阅 2.4.2.节;
5. 供货的 611UE 均为双轴模块。其作为双轴或单轴使用,取决于 611UE 插入的功率模块:如
果功率模块是双轴,则该 611UE 按双轴使用;如果功率模块是单轴,则该 611UE 按单轴使
用。
12 Copyright Siemens Ltd. China All Rights Reserved
Page 19

2.2 PROFIBUS 总线的连接
应与电缆的屏蔽网紧密连接
SINUMERIK 802D 是基于 PROFIBUS 总线的数控系统。输入输出信号是通过 PROFIBUS 传送
的,位置调节(速度给定和位置反馈信号)也是通过 PROFIBUS 完成的。因此 PROFIBUS 的正
确连接是非常重要的。
• PROFIBUS 电缆的准备
PROFIBUS 电缆应由机床制造商根据其电柜的布局连接。系统提供 PROFIBUS 的插头和电
缆,插头应按照下图连接:
Quick Start
SINUMERIK 802D 新一代经济型数控系统
9 芯(针)D 形插头
ON
终端电阻开关
屏蔽连接导体
B2
B1 A2 A1
15
5
红
绿
11
红
绿
• PROFIBUS 电缆的准备
PCU 为 PROFIBUS的主设备,每个 PROFIBUS 从设备(如 PP72/48、611UE)都具有自己的
总线地址,因而从设备在 PROFIBUS 总线上的排列次序是任意的。PROFIBUS 的连接请参照
下图。PROFIBUS 两个终端设备的终端电阻开关应拨至 ON 位置:
ON
A1B1 A2B2
X4 X2 X423 X423
A1B1 A2B2
OFF
A1B1 A2B2
OFF
A1B1 A2B2
ON
PCU
PP72/48
611UE
611UE
Copyright Siemens Ltd. China All Rights Reserved 13
注意:
1. P72/48 的总线地址由模块上的地址开关 S1 设定。第一块 PP72/48 的总线地址为“9”
(出厂设定)。如果选配第二块 PP72/48,其总线地址应设定为“8”;
2. 611UE 的总线地址可利用工具软件 SimoCom U 设定,也可通过 611UE 上的输入键设定
(见 7 章“批量调试”);
3. 总线设备(PP72/48 和驱动器)在总线上的排列顺序不限。但总线设备的总线地址不能
冲突 -既总线上不允许出现两个或两个以上相同的地址。
注意
!
PROFIBUS 的屏蔽网应与插头内部的金属衬层保持良好的接触,并且注意插头的终端电阻开关
的位置。
Page 20

Quick Start
+
SINUMERIK 802D 新一代经济型数控系统
2.3 驱动器的连接
外部接线
内部继电器
输入公共端
PP72/48
输入输入点
PP72/48
内部继电器
输入公共端
PP72/48
输入输入点
PP72/48
脉冲使能信号
控制使能信号
24V 参考地 (M24)
内部接触器控制
Signal contactor
Line connector
Signal contactor
Start inhibit
1-15V 电子电源故障
2- 5V
电源电平故障
3–
无外部使能信号
(T63&/T64)
4-直流母线已充电
5–电源进线故障
6–
直流母线过电压
电源馈入模块 功率模块和
内部结构
X111
74
73.2
X121
73.1
72
53
52
51
63
9
就绪信号
或超温度信号
t
2
I
9
64
X141
X161
19
45
44
10
15
15
R
9
7
P24
P15
N15
N24
M
M
Rese
112
48
111
213
113
X171
NS1
NS2
X172
AS1
AS2
2
4
6
M500
1
3
5
X181
P500
2U1
1U1
2V1
1V1
2W1
1W1
外部接线
6FX4002-2CF02-1..
来自电机反馈接口 来自电机反馈接口
故障灯及复位按钮
检测信号:
脉冲已经使能
24VDC 外部供电
脉冲使能信号
24V 参考地
模拟主轴给定
模拟输出参考地
测试点
无定义
控制器使能
A
数字量输入 A
数字量输出 A
X351
X151
直流母线
SIMODRIVE 611UE模块
内部结构
X411
X412
R F
X421
AS1
AS2
P24
X431
X423
M24
9
663
19
75.A
16.A
X441
75.B
16.B
15
M DAU1 DAU2
X34
56.A
14.A
24.A
20.A
65.A
56.B
14.B
X453
X454
24.B
20.B
65.B
9
I0.A
I1.A
Q0.A
Q1.A
I0.B
I1.B
Q0.B
Q1.B
X471
X472
RS232 接口
888888
Ρ −
6FX4002-2CF02-1..
PROFIBUS 接口模块
总线状态指示:
红:无数据交换
绿:数据交换
无定义
9
数字量输入 B
数字量输出 B
1 P 电源正
2 M 电源地
3 A
4 *A
5 空
6 B
7 *B
8 空
主轴直接编码器
(TTL)
9 P
10 R
11 M 电源地
12 *R
13 空
14 空
15 空
P600
M600
控制器使能
B
电源正
A1 A2
X351
电抗器:L
滤波器:F
L1
L2
L3
PE
PE1 PE PE PE
K
N
U2 V2 W2
接 X411
G
驱动器 A (电机 1)
M
3 ~
U2 V2 W2 U1 V1 W1
M
3 ~
驱动器 B (电机 2)
接 X412
G
14 Copyright Siemens Ltd. China All Rights Reserved
Page 21

2.4 部件说明
2.4.1 SINUMERIK 802D PCU
SINUMERIK 802D 新一代经济型数控系统
B
B (side view)
DC24V
A
Quick Start
A
Jumper
Erdanschluss M5
Grounding conne c t io n M5
• 24VDC 电源 (X8) 3 芯端子式插座(插头上已标明 24V,0V 和 PE)
• PROFIBUS (X4) 9 芯孔式 D 型插座
• COM1 (X6) 9芯孔式 D 型插座(连接图见 1.4.调试工具)。注意:COM2无定义
• 手轮 1 到 3 (X14/X15/X16) 15芯孔式 D型插座(见 1.5.系统的连接)
手轮电缆插头(15 芯孔 D 型插头)布局(与接口 X14/X15/X16连接):
引脚 信号名 说明 引脚 信号名 说明
1 1P5
2 1M
3 A_HWx
4 XA_HWx
5 N.C.
6 B_HWx
7 XB_HWx
8 N.C.
5V 手轮电源
信号地
相脉冲
A
A
相脉冲负
B
相脉冲
B
相脉冲负
9 1P5
10 N.C.
11 1M
12 N.C.
13 N.C.
14 N.C.
15 N.C.
5V 手轮电源
信号地
• 键盘 (X10)
• 状态指示 前端盖内有 4个发光二极管用于状态指示
绿色 ON 电源指示
黄色 NC NC 生命标记监控(闪烁)
红色 WD 过程监控
黄色 PB PROFIBUS 状态
Copyright Siemens Ltd. China All Rights Reserved 15
Page 22
Quick Start
SINUMERIK 802D 新一代经济型数控系统
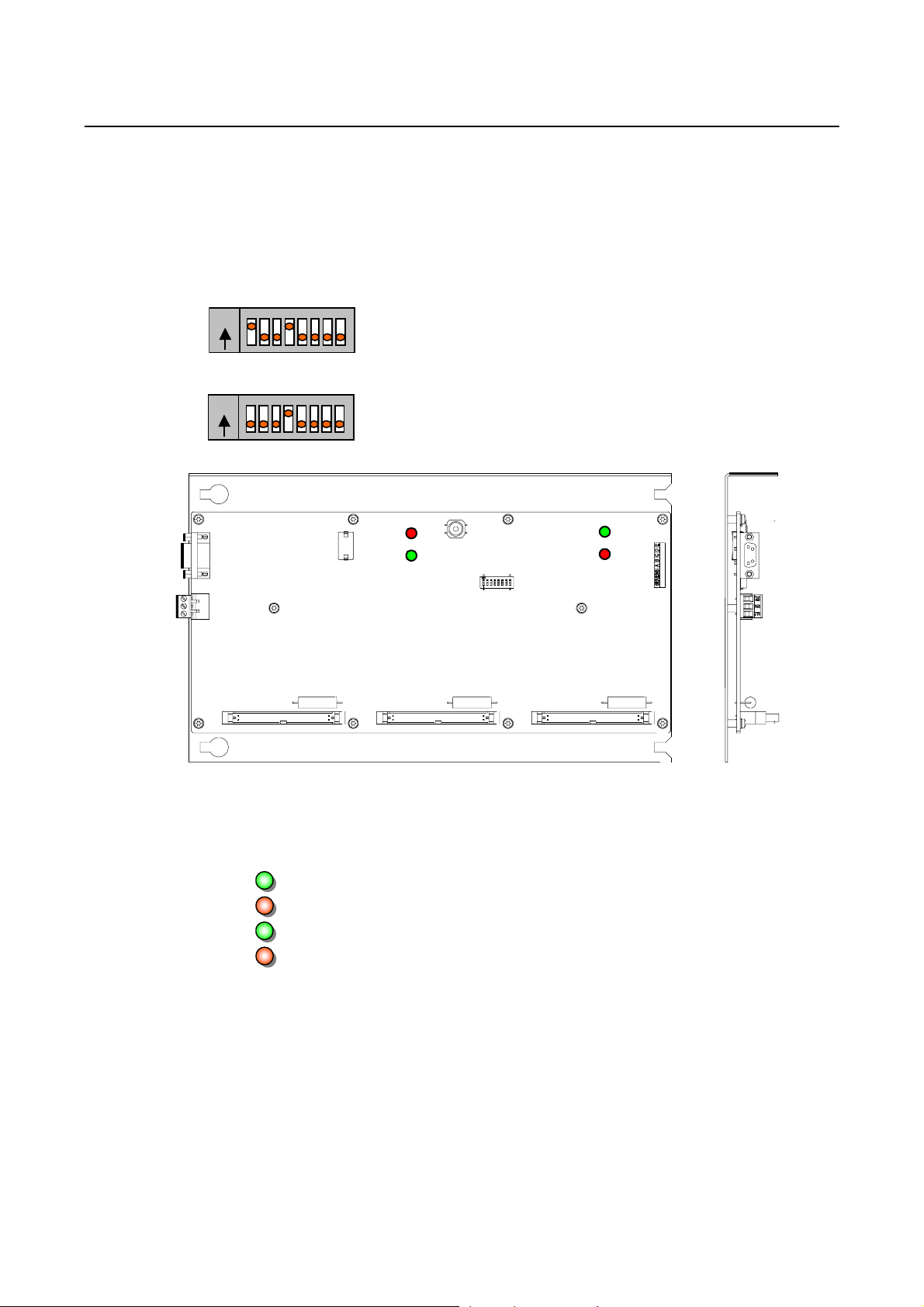
2.4.2 输入输出模块 PP72/48
输入输出模块 PP72/48 模块可提供 72个数字输入和 48 个数字输出。每个模块具有三个独立的
50 芯插槽,每个插槽中包括了 24 位数字量输入和 16位数字量输出(输出的驱动能力为 0.25 安
培,同时系数为 1)。802D 系统最多可配置两块 PP模块。
PP 72/48 模块 1 (地址:9)
ON
PP 72/48 模块 2 (地址:8)
ON
PP72/48 结构图:
X111 对应 24 位输入(I0.0~I2.7) 和 16 位输出 (Q0.0~Q1.7)
X222 对应 24 位输入(I3.0~I5.7) 和 16 位输出 (Q2.0~Q3.7)
X333 对应 24 位输入(I6.0~I8.7) 和 16 位输出 (Q4.0~Q5.7)
X111 对应 24 位输入(I9.0 ~I11.7) 和 16 位输出(Q6.0~Q7.7)
X222 对应 24 位输入(I12.0~I14.7) 和 16 位输出(Q8.0~Q9.7)
X333 对应 24 位输入(I15.0~I17.7) 和 16 位输出(Q10.0~Q11.7)
OVERTEMP
X2
X1
X333
POWER
X222
RESET
S1
X111
EXCHANGE
READY
X2
X1
• 24VDC电源 (X1) 3 芯端子式插头(插头上已标明 24V,0V 和 PE)
• PROFIBUS (X2)9 芯孔式 D 型插头
• X111, X222, X333 50芯扁平电缆插头(用于数字量输入和输出,可与端子转换器连接)
• S1 PROFIBUS 地址开关
• 4个发光二极管 PP72/48 的状态显示 :
绿色 POWER: 电源指示
红色 READY: PP 72/48 就绪;但无数据交换。
绿色 EXCHANGE: PP 72/48 就绪;PROFIBUS数据交换。
红色 OVTEMP: 超温指示
• PP72/48模块的外部供电:
1. 输入信号的公共端可由 PP72/48 任意接口的第 2脚供电;也可由为系统供电的 24VDC电源提
供(该 24V 电源的 0V应连接到 PP72/48每个接口的第 1 脚);
2. 输出信号的驱动电流由 PP72/48 各接口的公共端(X111/X222/X333 的端子 47/48/49/50)
提供。输出公共端也可由为系统供电的 24VDC 电源提供,也可采用单独的电源;如果采用独
立电源为输出公共端供电,该电源的 0V 应与为系统 24V电源的 0V连接。
16 Copyright Siemens Ltd. China All Rights Reserved
Page 23

SINUMERIK 802D 新一代经济型数控系统
通过下表可查出 PP1 模块输入输出信号的逻辑地址和接口端子号的对应关系:
端子
1
3
5
7
9
11
13
15
17
19
21
23
25
27, 29
31
33
35
37
39
41
43
45
47, 49 DOCOM ** 48, 50 DOCOM **
X111 X222 X333
0V (DICOM)
I 0.0 I 3.0 I 6.0
I 0.2 I 3.2 I 6.2
I 0.4 I 3.4 I 6.4
I 0.6 I 3.6 I 6.6
I 1.0 I 4.0 I 7.0
I 1.2 I 4.2 I 7.2
I 1.4 I 4.4 I 7.4
I 1.6 I 4.6 I 7.6
I 2.0 I 5.0 I 8.0
I 2.2 I 5.2 I 8.2
I 2.4 I 5.4 I 8.4
I 2.6 I 5.6 I 8.6
无定义
Q 0.0 Q 2.0 Q 4.0
Q 0.2 Q 2.2 Q 4.2
Q 0.4 Q 2.4 Q 4.4
Q 0.6 Q 2.6 Q 4.6
Q 1.0 Q 3.0 Q 5.0
Q 1.2 Q 3.2 Q 5.2
Q 1.4 Q 3.4 Q 5.4
Q 1.6 Q 3.6 Q 5.6
端子
2
4
6
8
10
12
14
16
18
20
22
24
26
28, 30
32
34
36
38
40
42
44
46
X111 X222 X333
24VDC 输出*
I 0.1 I 3.1 I 6.1
I 0.3 I 3.3 I 6.3
I 0.5 I 3.5 I 6.5
I 0.7 I 3.7 I 6.7
I 1.1 I 4.1 I 7.1
I 1.3 I 4.3 I 7.3
I 1.5 I 4.5 I 7.5
I 1.7 I 4.7 I 7.7
I 2.1 I 5.1 I 8.1
I 2.3 I 5.3 I 8.3
I 2.5 I 5.5 I 8.5
I 2.7 I 5.7 I 8.7
无定义
Q 0.1 Q 2.1 Q 4.1
Q 0.3 Q 2.3 Q 4.3
Q 0.5 Q 2.5 Q 4.5
Q 0.7 Q 2.7 Q 4.7
Q 1.1 Q 3.1 Q 5.1
Q 1.3 Q 3.3 Q 5.3
Q 1.5 Q 3.5 Q 5.5
Q 1.7 Q 3.7 Q 5.7
* 可作为输入信号的公共端
** 数字输出公共端,连接 24V 直流;
通过下表可查出 PP2 模块输入输出信号的逻辑地址和接口端子号的对应关系:
端子
1
3
5
7
9
11
13
15
17
19
21
23
25
27, 29
31
33
35
37
39
41
43
45
47, 49 DOCOM ** 48, 50 DOCOM **
X111
I 9.0 I 12.0 I 15.0
I 9.2 I 12.2 I 15.2
I 9.4 I 12.4 I 15.4
I 9.6 I 12.6 I 15.6
I 10.0 I 13.0 I 16.0
I 10.2 I 13.2 I 16.2
I 10.4 I 13.4 I 16.4
I 10.6 I 13.6 I 16.6
I 11.0 I 14.0 I 17.0
I 11.2 I 14.2 I 17.2
I 11.4 I 14.4 I 17.4
I 11.6 I 14.6 I 17.6
Q 6.0 Q 8.0 Q 10.0
Q 6.2 Q 8.2 Q 10.2
Q 6.4 Q 8.4 Q 10.4
Q 6.6 Q 8.6 Q 10.6
Q 7.0 Q 9.0 Q 11.0
Q 7.2 Q 9.2 Q 11.2
Q 7.4 Q 9.4 Q 11.4
Q 7.6 Q 9.6 Q 11.6
X222 X333
0V (DICOM)
无定义
端子
2
4
6
8
10
12
14
16
18
20
22
24
26
28, 30
32
34
36
38
40
42
44
46
X111 X222 X333
24VDC 输出*
I 9.1 I 12.1 I 15.1
I 9.3 I 12.3 I 15.3
I 9.5 I 12.5 I 15.5
I 9.7 I 12.7 I 15.7
I 10.1 I 13.1 I 16.1
I 10.3 I 13.3 I 16.3
I 10.5 I 13.5 I 16.5
I 10.7 I 13.7 I 16.7
I 11.1 I 14.1 I 17.1
I 11.3 I 14.3 I 17.3
I 11.5 I 14.5 I 17.5
I 11.7 I 14.7 I 17.7
无定义
Q 6.1 Q 8.1 Q 10.1
Q 6.3 Q 8.3 Q 10.3
Q 6.5 Q 8.5 Q 10.5
Q 6.7 Q 8.7 Q 10.7
Q 7.1 Q 9.1 Q 11.1
Q 7.3 Q 9.3 Q 11.3
Q 7.5 Q 9.5 Q 11.5
Q 7.7 Q 9.7 Q 11.7
* 可作为输入信号的公共端
** 数字输出公共端,连接 24V 直流;
Quick Start
Copyright Siemens Ltd. China All Rights Reserved 17
Page 24
Quick Start
SINUMERIK 802D 新一代经济型数控系统
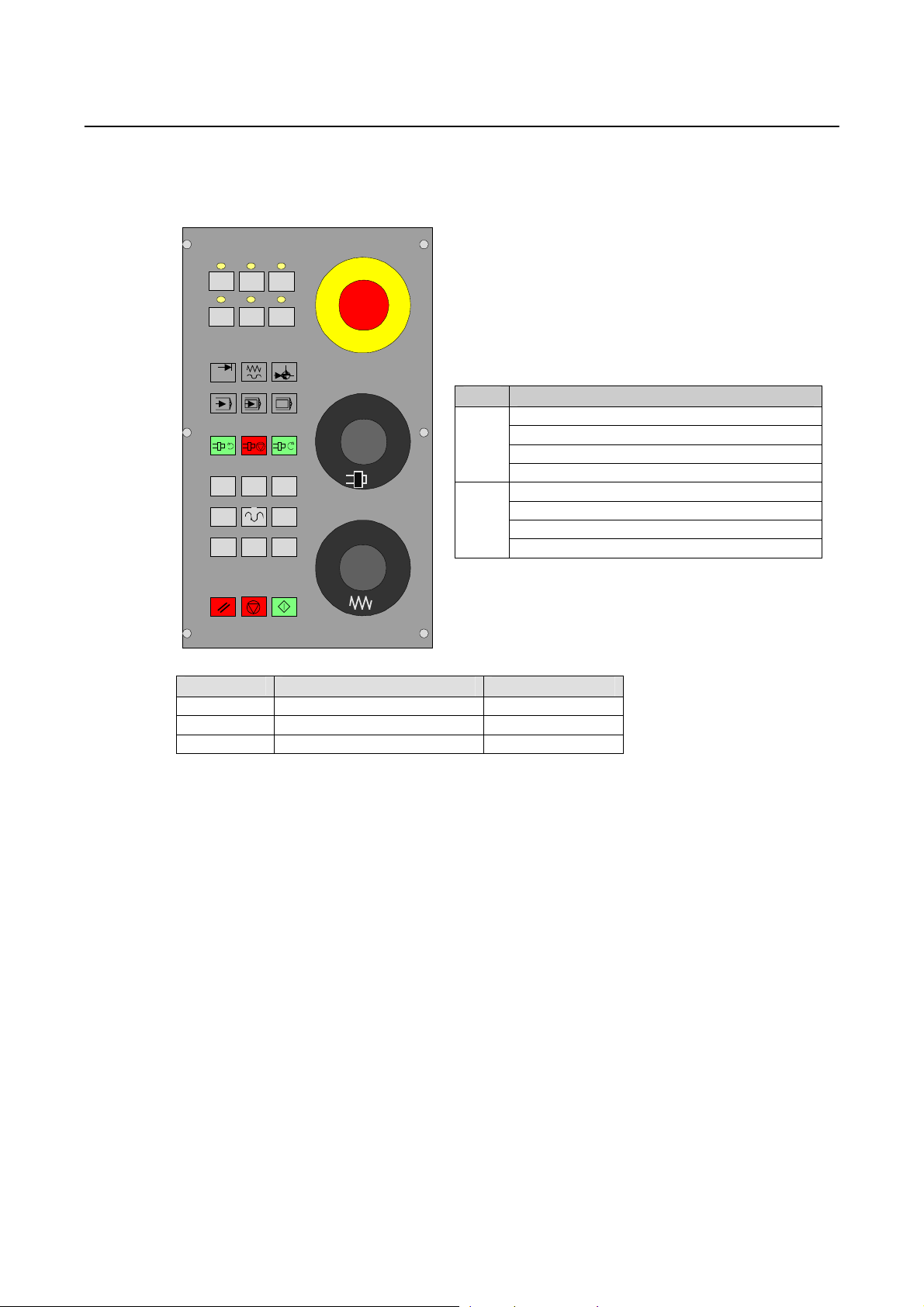
2.4.3 机床控制面板(Machine Control Panel)
802D 机床控制面板的按键布局
L1 L2 L3
#1 #2 #3
L4 L5 L6
#4 #5 #6
#7 #8 #9
[.]
#10 #11 #12
#13 #14 #15
#16 #17 #18
#19 #20 #21
#22 #23 #24
#25 #26 #27
+X
-X
+Z -Z
%
%
系统提供一种布局与 802S/C 机床控制面板相同的机床
控制面板作为选件。
机床控制面板背后的两个 50 芯扁平电缆插座可通过扁
平电缆与 PP72/48 模块的插座连接。即机床控制面板
的所有按键输入信号和指示灯信号均使用 PP72/48 模
块的输入输出点。
该机床控制面板占用 PP 模块的两个插槽。它们的排列
如下:
MCP
X1201
X1202
输入字节 0 : 对应按键 #1 ~ #8
输入字节 1 : 对应按键 #9 ~ #16
输入字节 2 : 对应按键 #17 ~ #24
输出字节 0 : 6 个对应于用户定义键的发光二极管
输入字节 3 : 对应按键 #25 ~ #27
输入字节 4 : 对应进给倍率开关 (5 位格林码)
输入字节 5 : 对应主轴倍率开关 (5 位格林码)
输出字节 1 : 保留
对应的按键
当然机床制造厂可根据其机床的要求制作自己的机床控
制面板。
2 条扁平电缆可以连接 PP72/48 模块(PROFIBUS 总线地址 9)上任意插座:
PP72/48
X111 IB0, IB1, IB2 QB0, QB1
X222 IB3, IB4, IB5 QB2, QB3
X333 IB6, IB7, IB8 QB4, QB5
2.5 驱动系统和伺服电机
SIMODRIVE611UE 配备 PROFIBUS 接口模块用于速度环和电流环控制。伺服电机采用 1FK6 系
列,编码器为 1V
上设定一个叠加轴(比如模拟主轴)。例如一个车床系统带有两个数字进给轴和一个模拟主轴
(变频器)正好由一个 611UE 模块实现。611UE 的模拟输出口用于输出主轴速度给定
(±10V),而 611UE 上的数字输出可用于模拟主轴的使能控制。WSG 接口用于连接主轴编码器
(TTL)作为速度反馈。
802D 使用 1FK6 系列进给电机选配 1V
应首先根据其机床选择合适的进给电机和主轴电机,然后选择适合于电机的功率模块以满足电机
的输出功率,最后根据各个电机的功率模块选出匹配的电源馈入模块。滤波器和电抗器应根据电
源馈入模块的功率来选择。
有关驱动系统的配置,请与西门子销售代表联系。
正弦波。系统的位置环由 802D 控制。SIMODRIVE 611UE 还可以在同一模块
pp
输入字节 输出字节
正弦波编码器,使用 1PH7 系列主轴电机。机床制造厂
pp
18 Copyright Siemens Ltd. China All Rights Reserved
Page 25
2.6 电气设计的重要事项
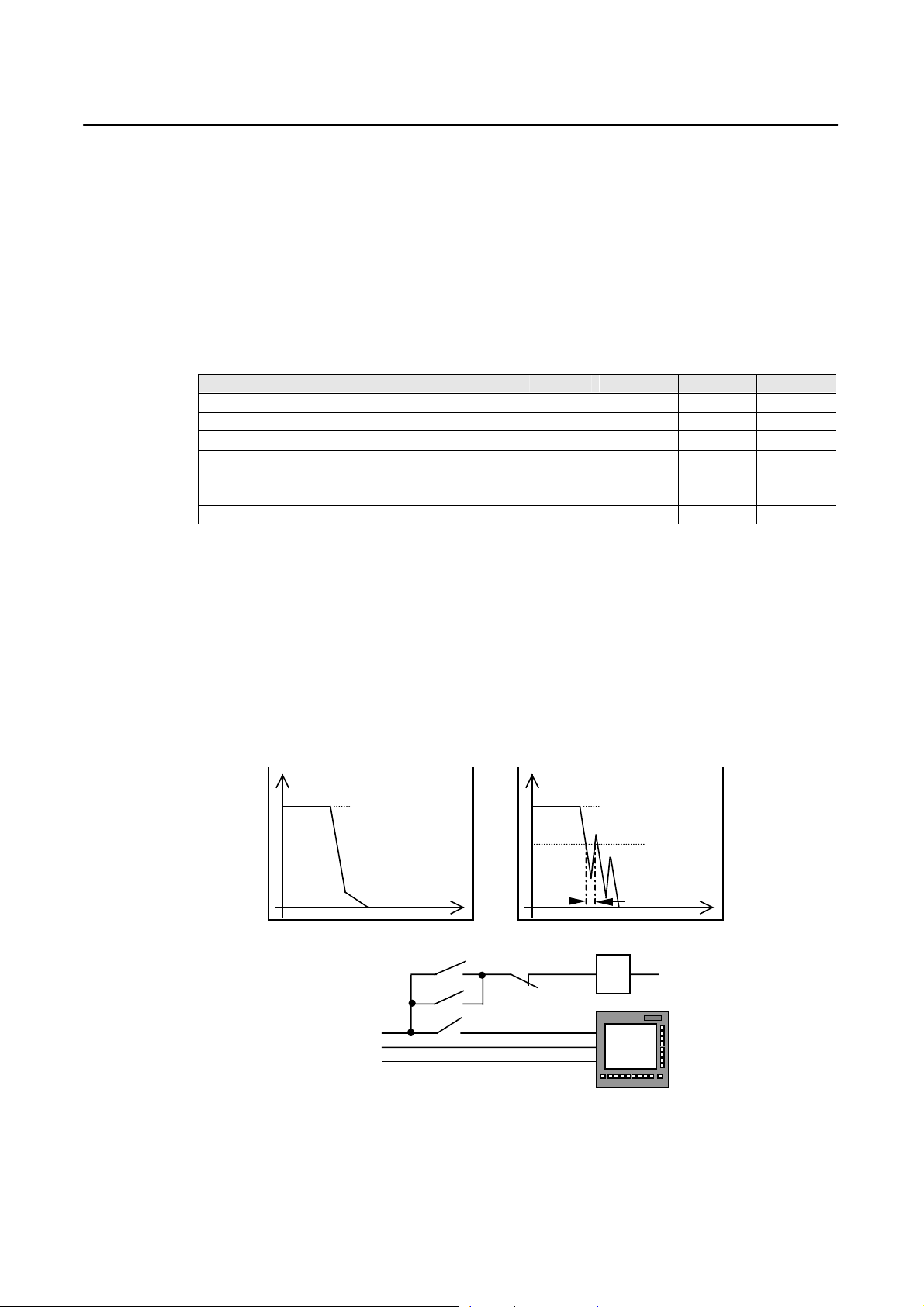
2.6.1 供电
1. 802D 的供电
802D 的 PCU 和输入输出模块 PP72/48 需要 24V 直流供电。下表中列出了各部件的功耗,作
为选择电源容量的依据之一:
参数 最小 典型 最大 单位
24V 直流稳压电源
纹波
24V 电流消耗*
802D PCU 和键盘的功耗
MCP 的功耗
PP72/48 的功耗**
启动电流(总)
* 基本配置(包括:PCU、MCP、键盘和 PP72/48-所有输出开路)
** 正常负载时
PP72/48 的输出信号也需要 24VDC 供电,所需的电流要根据输出点的个数以及输出信号的同
时系数来确定:输出信号所需的电流 = 输出点数 * 0.25 * 同时系数(A)。
为提高系统的可靠性,可使用两个独立的 24V 直流电源,一个用于 802D 的 PCU、PP72/48
和输入信号的公共端,而另一电源为 PP72/48 的输出信号供电(接 X111、X222、X333 端子
47/48/49/50)。两个 24VDC 电源的“0”V 应连通。
Quick Start
SINUMERIK 802D 新一代经济型数控系统
20.4 24 28.8 V
1
3.6 V
50
<5
11
2.6 A
A
W
W
W
SS
2. 24VDC 电源的选择
建议选用西门子公司的 24V 直流电源:订货号为: 6ES7-307-1EA00-0AA0
注意:若使用非西门子直流电源,请检测电源断电时的输出波形。若波形如右下图所示,
V
西门子电源下电波形
24V
某些电源的下电波形
V
24V
系统最低工作
电压 20.4V
t
t
建议采用下图所示的方式为 802D 系统供电:
24 VDC
0 V
PE
SA1
KA1
KA1
SA2
KA1
SINUMERIK
PCU
0 V
802D
机床主电源开关接通后 24V 直流电源既开始工作,通过操作面板上的开关 SA1给 802D
的 PCU 加电。
Copyright Siemens Ltd. China All Rights Reserved 19
Page 26
Quick Start
SINUMERIK 802D 新一代经济型数控系统
3. 驱动器供电
三相交流电源通过主电源开关直接连接到电源模块。若配备电抗器,应连接在主电源与电源模
块之间,且与电源模块的连线应尽可能短。断路器可串接在总电源和电抗器之间。
电源模块进线电压的出厂设定为 400VAC ±10%,当电压超出该范围,电源
模块的报警(进线故障灯亮),且“就绪”信号丢失(72 号端子与 73.1 号
端子断开)。
2.6.2 电气柜设计的基本要求
电气柜应具有 IP54 防护等级;
各部件应安装在没有涂漆的镀锌板上;
驱动器,变频器和其他强电电气应尽可能与弱电部件 (如 PCU、PP72/48)等分开安装;在
安装位置上应保证大于 200mm 的间距;
电源电缆(主电源和主电源到驱动器或变频器的电缆)、电机电缆,特别是变频器到主轴电
机的电缆应与信号电缆分开走线,且在电气柜中的长度尽可能短;变频器到主轴电机的电缆
最好采用屏蔽电缆,且需两端接地;
611UE 为变频器提供的模拟给定信号应采用屏蔽电缆与变频器连接,且屏蔽网应 在变频器一
端接地;
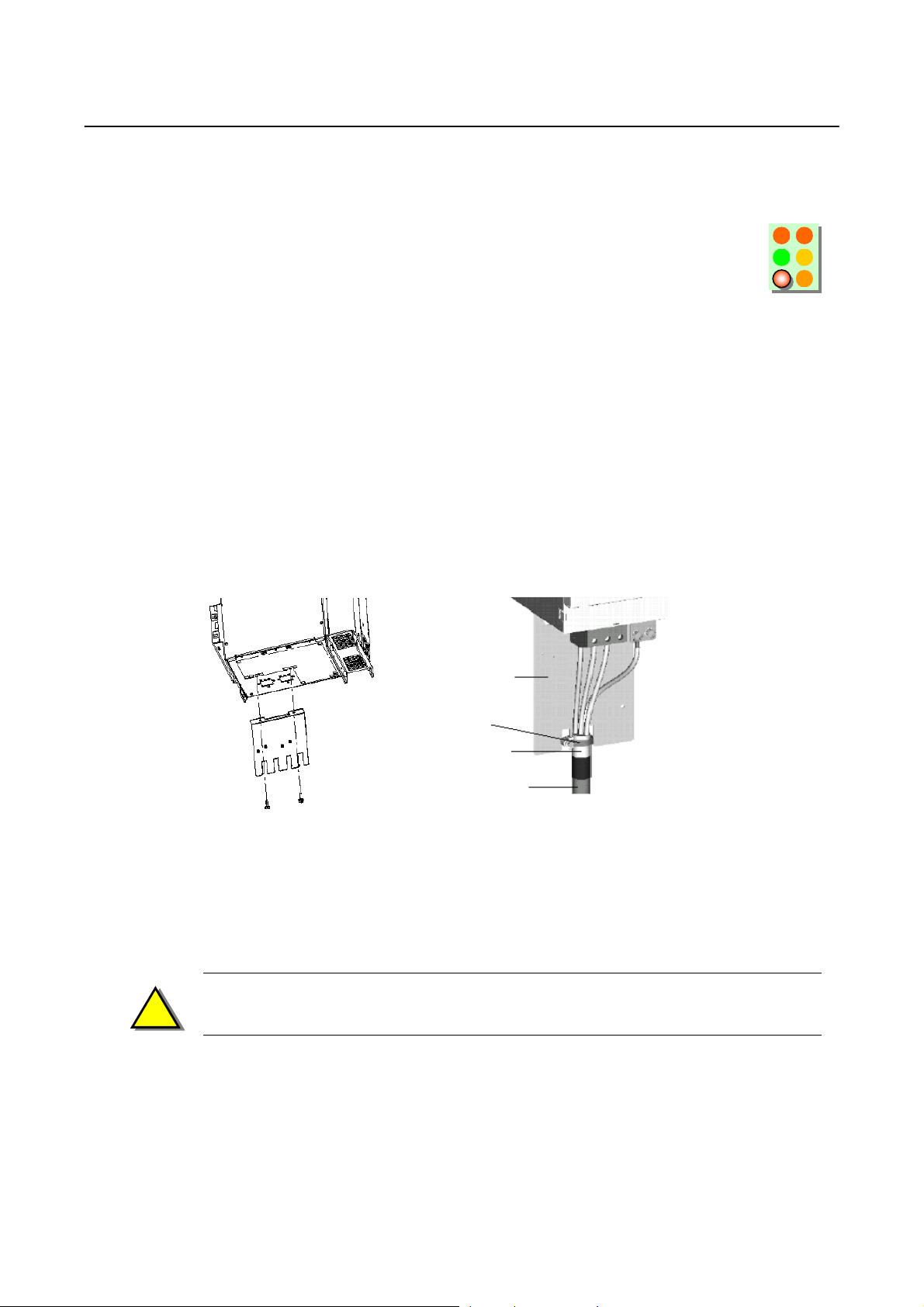
电机动力电缆的屏蔽联接喉箍应与屏蔽连接架连接;
1
3
5
2
4
6
SIMODRIVE
屏蔽连接架
屏蔽连接喉箍
屏蔽连接架
与功率模块
连接
若数控系统需要与计算机通讯,应在电气柜中提供计算机所需的单相交流电源,以保证计算
屏蔽网
电机动力电缆
机与数控系统共地。建议选用 RS232 接口隔离器以保护通讯接口;
用于 PCU 和 PP72/48 的 24VDC 电源的的共地与浮地连接
共地:电源的“0V”与保护地“PE”连通
浮地:电源的“0V”与保护地“PE”断开
系统可以采用浮地连接,但推荐采用共地连接。共地可以保证系统稳定可靠运行 ,但前提条
件是具有良好的“地”。
注意
!
良好的接地是系统稳定可靠运行的保证!
20 Copyright Siemens Ltd. China All Rights Reserved
Page 27
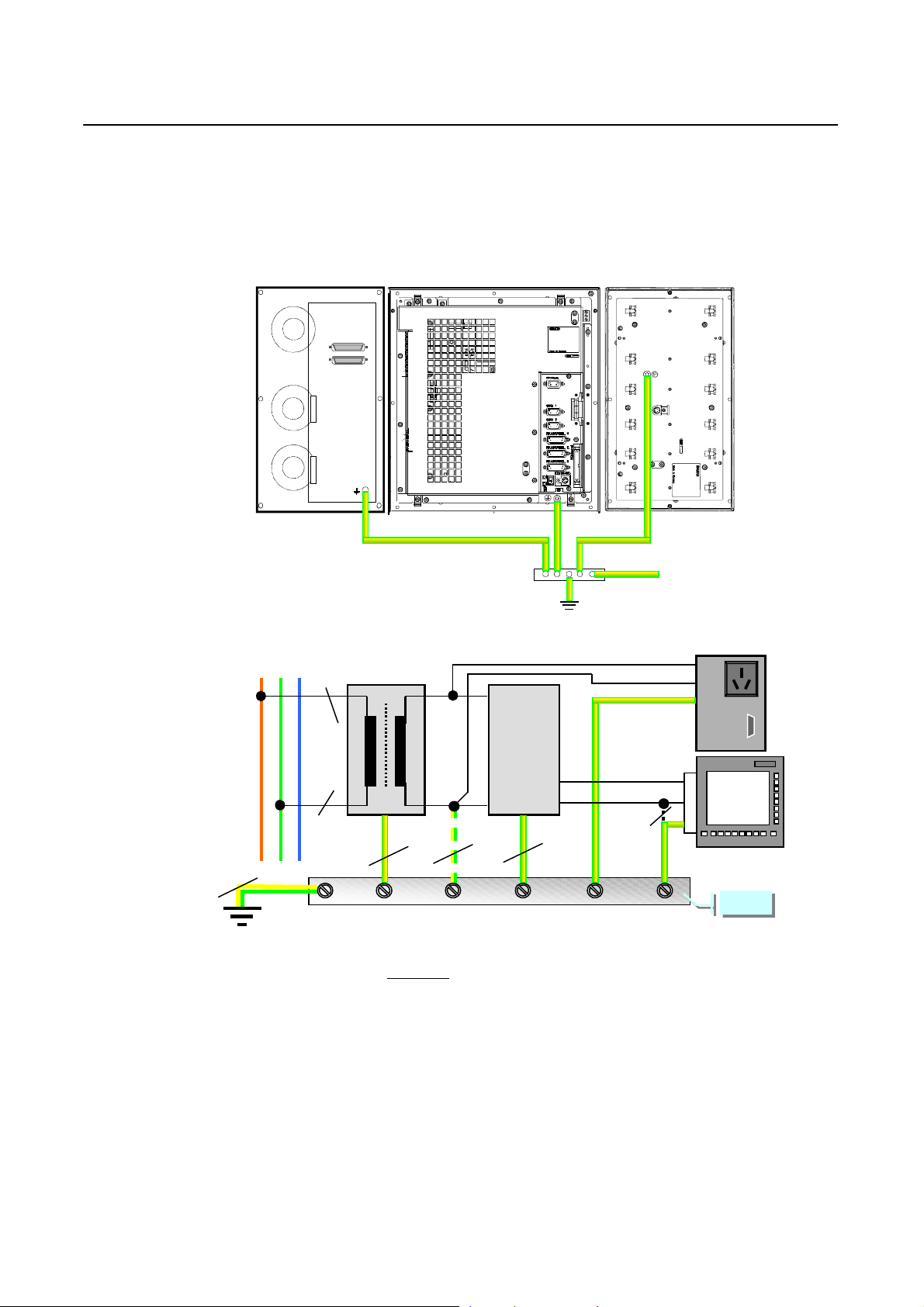
2.6.3 接地
V
• 接地标准及办法需遵守国标 GB/T 5226.1-1996(等效 IEC 204-1:1992) “工业机械电气设备
• 中性线不能作为保护地使用!
• PE 接地只能集中在一点接地,接地线截面积必须≥6mm
第一部分:通用技术条件 ”;
Quick Start
SINUMERIK 802D 新一代经济型数控系统
2
,接地线严格禁止出现环绕。
4)
L1 L2 L3
1)
MCP
380VAC
变压器
PE
PCU
接地排
接电气柜壳体
220VAC
L
0V
24VDC
电源
220VAC
0
3)
2,3)
L+
N
PE
M
3)
24VDC
0 V
2)
L
N
PE
RS232
接口
PE M L+
N
SINUMERIK
802D
PCU
PE
L
隔离器
RS232
PE
接地排
注:
1) L1,L2,L3 三相中未被其他设备
使用的两相;
2) 只有 PE 接地良好时才能连接,如果不能确定 PE 是否良好,禁止连接;
3) 接地线截面积必须 ≥ 6mm
4) 接地线截面积必须 ≥ 10mm
²
,以确保接地效果;
²
,以确保接地效果。
Copyright Siemens Ltd. China All Rights Reserved 21
Page 28
Quick Start
SINUMERIK 802D 新一代经济型数控系统
2.7 系统通电
2.7.1 通电前检查
• 检查 24VDC 回路有无短路;
• 如果使用两个 24VDC 电源,检查两个电源的“0”V 是否连通;
• 检查驱动器电源馈入模块和功率模块的直流母线是否可靠连接(直流母线上的所有螺钉必须
牢固旋紧);
• 检查驱动器电源馈入模块的控制端子 112 和 9 是否短接;端子 NS1 和 NS2 是否短接;端子
48、63 和 64 是否分别通过继电器触点与端子 9短接;
• 检查驱动器功率模块到电机的连线中 U、V、W 是否连接正确(电缆线上印刷的线标是否与插
头上的线标对应)
• 检查 611UE 上 X411 接口的信号电缆和功率模块 A1 接口电机电缆是否连接到同一台电机
上;X412 接口的信号电缆和功率模块 A2 接口的电机电缆是否连接到同一台电机上;
• 检查 611UE 上端子 663 和 9 是否短接;65A 和 9 是否短接;65B 和 9是否短接;
• 如果使用了 611UE 上的输出点 Q0.A和 Q1.A,检查 611UE 上的 24VDC电源 P24 和 M24 是
否连接。
2.7.2 第一次通电
如果通电前检查无误,则可以给系统加电。合上系统的主电源开关,802D 的 PCU、PP72/48,
以及驱动器均通电:
驱动器:
○ 电源模块:只有绿灯亮,表示主电源接通,但无使能、无报警;
○ 611UE 模块:标有 R/F 的红灯亮,且液晶窗口显示:A1106 – 表示
611UE 出厂设定,既没有设定电机数据;
○ 总线接口模块:红灯亮 – 表示总线无数据交换
PP72/48 上标有“POWER”
绪,且有总线数据交换;
注意:如果“EXCHANGE”绿灯没有亮,则说明总线连接有问题;
802D进入主画面。有报警:
这时进入 802D 的系统画面,找到 PLC 状态表。在状态表上应该能够看到所有输入信号的状
态(如操作面板上的按键状态,行程开关的通断状态等);
注意:如果看不到输入信号的状态,请检查总线连接或输入信号的公共端;
和“EXCHANGE” 的两个绿灯亮 – 表示 PP72/48 模块就
380021 – PROFIBUS DP: 缺省 SDB1000 已被加载
04060 – 标准机床数据已加载
1
3
5
2
4
6
22 Copyright Siemens Ltd. China All Rights Reserved
Page 29
3 PLC 的调试
一般情况下,在 802D 的各个部件连接完毕后,则需开始调试 PLC的控制逻辑。至关重要的是必
须在所有有关 PLC 的安全功能全部准确无误后,才能开始调试驱动器和 802D参数的调试。
3.1 PLC 应用程序的设计
利用 PLC 子程序库可非常迅速地建立一个 PLC 应用程序。在开始设计 PLC 应用程序之前,请详
细阅读《802D PLC 子程序库说明》;PLC 编程软件的使用请参阅软件内的在线帮助,PLC 与
NCK 的接口信号定义见第 11 章,PLC 指令集见第 12章。
802D 为用户提供了三种类型的 PLC 机床参数。它们是 32 个 16 位整型数 -MD14510[0]~[31]、
32 个 8 位十六进制数 - MD14512[0]~[31]和 8 个 32 位浮点数 -MD14514[0]~[7]。PLC 机床参数
可以使 PLC 应用程序更加灵活。但必须注意的是,如果使用了 PLC 机床参数,一定要在 PLC 应
用程序中考虑其取值范围。
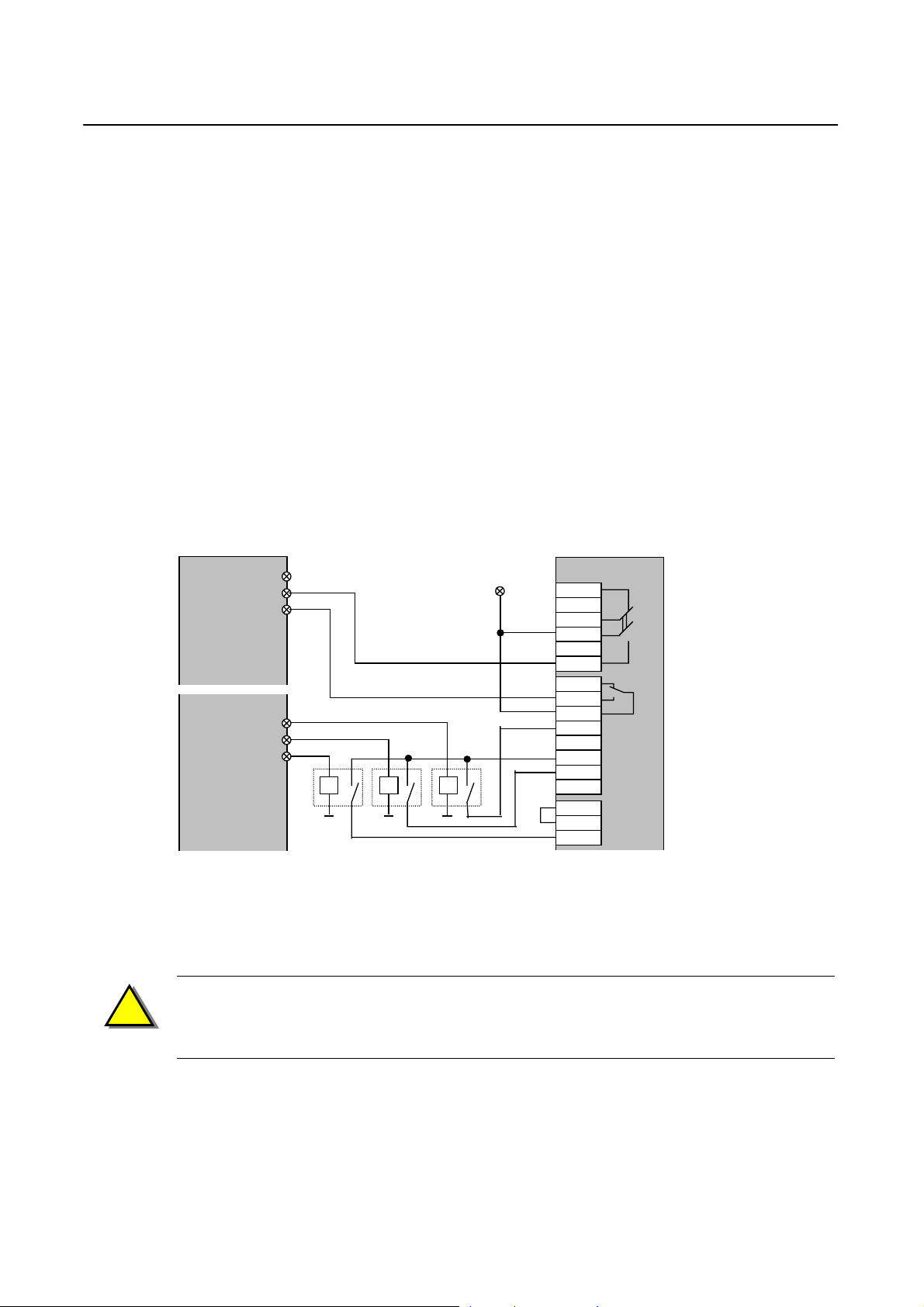
为简化系统设计,可利用 PLC 应用程序对驱动器电源馈入模块的控制端子进行控制。控制功能由
子程序 33 – EMG_STOP 实现。
PP72/48
I0.0
I0.1
连接实例
24VDC
Quick Start
SINUMERIK 802D 新一代经济型数控系统
X111
电源模块
74
73.2
73.1
内部接触器:
驱动器就绪
72
Q1.5
Q1.6
Q1.7
X121
X161
53
52
51
63
9
9
64
19
9
112
48
内部接触器:
2
t
I
或温度报警
脉冲使能
驱动器使能
接触器控制
将所有 611UE 模块的端子 663和端子 9 短接,端子 65A、端子 65B和端子 9 短接。802D 通
过 PLC 对电源馈入模块的端子 48(控制接触器)、端子 63(脉冲使能)和端子 64(控制器
使能)进行控制。并且
通过 PLC 监控电源馈入模块的端子 72(模块就绪)和端子 52 (I
2
t 和温度报警),并在报警
出现自动启动急停过程。
注意
!
出于安全原因,请对所使用的子程序库中的子程序进行全面测试,确保子程序的功能在与您
的程序联在一起后正确无误。
Copyright Siemens Ltd. China All Rights Reserved 23
Page 30

Quick Start
SINUMERIK 802D 新一代经济型数控系统
3.2 PLC 用户程序的调试
RS 232 电缆
注意
!
带电连接 RS-232 通讯电缆有可能损坏通讯接口!
802D 必须进入联机方式:系统→PLC→STEP7 连接→设定通讯参数→选择“连接开启”;
启动 PLC 编程工具,进入通讯画面,设定通讯参数;
首先要拥有一个编译 无误的 PLC 应用程序,然后才能利用 PLC 编程工具软件将该应用
首先利用准备好的“802D调试电缆”将计算机和 802D 的 COM1连接起来;
程序下载
的状态;(不包括局部变量 L 的状态);可利用
叉引用表”
如果 PLC 应用程序是在子程序库基础上建立的,需要在制造商的级别下(口令:
EVENING)设定相关的 PLC 机床参数,如 MD14510[16]– 机床类型:1 表示车床,2 表示
铣床;请参阅《PLC 子程序库说明》;
在调试急停处理子程序时,由于此时驱动器尚未进入正常工作状态,故不能提供“就绪信
M
号”(既电源馈入模块的端子 72 和 73.1不能闭合),因此急停不能正常退出。
可设定 PLC 参数 MD14512[16]Bit0=1 – 调试方式,或
将端子 72 和 73.1短接,急停即可正常退出;
M
注意
!
在调试完毕后必须将参数 MD14512[16]Bit0=0,或将端子 72和 73.1之间的短接线去掉。
3.3 PLC 用户报警
PLC 报警是最有效的诊断手段之一。在下图所示的例子中,利用继电器和接触器的辅助触点作为
检测信号,这样一旦冷却泵不工作,通过 PLC 用户报警,可以给操作人员或维护人员明确的诊断
信息。
Q1.7
到 802D 中;下载成功后,需要启动 PLC 应用程序;可利用 监控梯图
监控内部地址的状态;还可利用“交
来检查是否有地址冲突;
24VDC
接触器电源
PP72/48
I1.0
I1.1
I1.2
I1.3
KA1
KM2
冷却泵电机
M
冷却电机过载信号
冷却液液位检测信号
SINUMERIK 802D 报警系统提供了 64 个 PLC 用户报警。 每个报警对应一个报警变量(与报警文
本相关),每个报警对应一个设定报警属性的机床参数 MD14516。
24 Copyright Siemens Ltd. China All Rights Reserved
Page 31

3.3.1 报警的属性
1.清除条件
• 上电清除
• 清除键清除
• 自清除: 在报警条件取消后,报警自动清除
2.报警响应
• PLC停止 PLC扫描停止。接口信号“NC就绪”无效,所有输出无效
• 急停 报警自动激活接口信号“急停”
• 进给保持 报警自动激活接口信号“进给保持”
• 读入禁止 报警自动激活接口信号“读入禁止”
• 启动禁止 报警自动激活接口信号“NC 启动禁止”
• 只显示 报警无动作,只显示报警号和文本
3.报警属性的设定
每个报警具有一个配置 8 位参数 MD14516[0]~ [63] “USER_DATA_PLC_ALARM”。可以根
据实际情况设定每个报警的清除条件和报警响应。该参数的结构如下:
MD14516[0]~[63]:
清除条件 报警响应
7 6 5 4 3 2 1 0
位:
注:所有报警响应可直接编入 PLC 应用程序
SINUMERIK 802D 新一代经济型数控系统
: 在报警条件取消后,需重新上电方可清除报警
或 : 在报警条件取消后,需按清除键或复位键可清除报警
NC 启动禁止
读入禁止
所有轴进给保持
急停
PLC 停止
删除键清除
上电清除
注意:
如果位
警为“自清除”报警;
如果位
警为“只显示”报警;
都为“0”, 表示报
7~6
都为“0”,表示报
5~0
Quick Start
3.3.2 激活用户报警
系统为用户提供了 64 个 PLC用户报警。每个用户报警对应一个 NCK的地址位:
V16000000.0~V16000000.7 对应于 700000~700007 号报警
V16000001.0~V16000001.7 对应于 700008~700015 号报警
V16000002.0~V16000002.7 对应于 700016~700023 号报警
V16000003.0~V16000003.7 对应于 700024~700031 号报警
V16000004.0~V16000004.7 对应于 700032~700039 号报警
V16000005.0~V16000005.7 对应于 700040~700047 号报警
V16000006.0~V16000006.7 对应于 700048~700055 号报警
V16000007.0~V16000007.7 对应于 700056~700063 号报警
该地址位置位(“1”)可激活对应的报警,复位(“0”)则清除报警。
每个报警还对应一个 64 位的报警变量: VD16001000 到 VD16001252。 变量中的内容(值)可以
按照报警文本中定义的数据类型插入显示的报警文本中。
Copyright Siemens Ltd. China All Rights Reserved 25
Page 32

Quick Start
SINUMERIK 802D 新一代经济型数控系统
3.3.3 制作 PLC 用户报警文本
报警文本(或报警说明)是指导操作人员处理报警的重要信息。802D 的工具盒中提供了报警文
本的制作工具 – 文本管理器“TextManager”。制作报警文本的过程如下:
从 WINDOWS 的“开始”中找到文本管理器 Text Manager,并启动;
建立一个新的项目(用于一种型号的机床,如 CJK6132),并选择所需的两种语言。
英文为第一语言,中文为第二语言;
若使用子程序库,须将子程序库已定义报警的报警文本拷贝到新建项目对应的目录下:
Toolbox 802D
PLC802Lib
Alarm Text
C Alcu.txt
G Alcu.txt
然后文本管理器中的编辑工具编辑报警文本文件“ALCU.TXT”:在引号内写入报警时
要提示的信息。每个报警文本最多 50 个字符(25 个汉字)。不足 50 个字符的应在引
号中增加空格,例如:
700014 0 0 “*** 操作错误:主轴运转过程中卡盘不能松开 !”
Toolbox 802D
V020106
Projects
CJK6132
Text
C Alcu.txt
G Alcu . t xt
中文报警文本
英文报警文本
700015 0 0 “用户报警 16”
注意
!
在报警文本中的标点符号必须是半角符号(既西文标点符号)
报警变量可以按某种数据类型加入报警文本,例如,
700012 0 0 “冷却启动信号生效,但接触器 KM%d 没有吸合 !”
允许的数据类型有:
%d:十进制; %x:十六进制; %b:二进制; %o:八进制; %u:无符号整型; %f:浮点
数
在 TextManager 窗口中选择 OEM
1. 中文报警选择目录 C 下的 ALCU.TXT 文件;选择 Second Language
2. 英文报警选择目录 G 下的 ALCU.TXT 文件;选择 First Language
3. 再选择 Make Archive。
26 Copyright Siemens Ltd. China All Rights Reserved
Page 33

SINUMERIK 802D 新一代经济型数控系统
利用 Config Transfer 配置通讯参数,选择二进制方式和合适的波特率等;
802D 的通讯设定为二进制方式和对应的波特率然后“启动输入”;
文本管理器上选择 Start Transfer *.arc* ,报警文本即开始传人 802D 中;
802D 屏幕上提示“读启动数据?”,按软菜单键“确认”后,传输继续进行。
Quick Start
Copyright Siemens Ltd. China All Rights Reserved 27
Page 34

Quick Start
M
M
SINUMERIK 802D 新一代经济型数控系统
4 驱动器的调试
当 PLC 应用程序的正确无误后,即可进入驱动器的调试。调试过程如下:
RS 232 电缆
注意
M
首先利用准备好的“驱动器调试电缆”将计算机与 611UE 的 X471 连接起来;
!
带电连接 RS-232 通讯电缆有可能损坏通讯接口!
驱动器上电后,在 611UE 的液晶窗口显示:“A1106” – 表示驱动器没有数据;R/F 红灯
M
亮; 总线接口模块上的红灯亮;
从 WINDOWS 的“开始”中找到驱动器调试工具 SimoCom U,并启动;
选择联机方式:
配置电机参数:
进入联机画面后,自动进入参数设定画面:
,您可
在软件的提示下进行驱动器参数配置:
1. 命名轴名:例如:CJK6132_X
2. 输入 PROFIBUS 总线地址:
611U 第一单轴模块
611U 第二单轴模块
611U 第三单轴模块
611U 第四单轴模块
611U 第一双轴模块
611U 第二双轴模块
10
11
20
21
12
13
3. 设定电机型号
4. 电机测量元件的设定
5. 直接测量系统的设定
6. 存储参数
驱动器正确配置完毕后,611UE 的 R/F 红灯灭;液晶窗口显示:“A0831” – 表示驱动器
总线数据通讯生效,但无总线主站(因为 802D 尚未设定参数)。总线接口模块上的红灯
亮;
1
若 PLC 控制电源模块的端子 48、63、64 分别与端子 9 接通,
电源模块的黄灯亮,表示电源模块已使能:
3
5
2
4
6
注意
!
只有在 NC 的“总线配置”、“驱动器模块定位”和“位置控制使能”三组参数调试完毕后,
电源模块的“就绪” 信号(内部继电器触点:端子 73.1 与 72)才能闭合。
另外 611UE 速度控制器的参数优化也要在电源模块的“就绪”信号生效后方可进行。
28 Copyright Siemens Ltd. China All Rights Reserved
Page 35

5 NC 调试
重要事项
Quick Start
SINUMERIK 802D 新一代经济型数控系统
!
NC 的调试必须在制造商口令(“EVENING”)下进行。
NC 参数的生效条件: PO – 上电生效(Power On)
RE – 复位生效(REset)
CF – 刷新键生效(Config)
IM – 立即生效(Immediate)
5.1 安装显示语言
系统供货时已经预装了中文(中国用户)。802D 有两种常驻语言:英文和中文。其中英文作为
第一语言,其中中文作为第二语言。所以中国用户不需要再安装中文。
如果需要其他语言作为第二语言,可利用文本管理器安装所需的语言。802D 目前提供的语言
有:汉语(简体和繁体)、英语、德语、法语、西班牙语、葡萄牙语、俄语、韩语、等;下面以
安装中文为例,介绍安装语言的方法:
安装中文步骤:
电缆
RS 232
首先利用准备好的“802D调试电缆”将计算机和 802D的 COM1连接起来;
从 WINDOWS 的“开始”中找到文本管理器 Text Manager,并启动;
在 Text Manager 窗口中选择 进入安装语言画面,然后:
选择目录 C(中文),并选择 Second Language;
选择 OK 后,即可选择 Configure Transfer 设定通讯参数(波特率等);
802D 输入制造商口令。然后进入通讯画面,选择“二进制”方式以及与计算机上相同的波
特率,然后选择“读入启动”;
选择 Start Transfer Sp*.arc, 中文安装即开始;
802D 屏幕上提示“读启动数据?”,按软菜单键“确认”后,传输继续进行。中文安装时
间大约 5 分钟。
Copyright Siemens Ltd. China All Rights Reserved 29
Page 36

Quick Start
SINUMERIK 802D 新一代经济型数控系统
5.2 系统初始化
为了简化 802D 数控系统的调试,在 802D的工具盒中提供了车床、铣床等的初始化文件。系统
初始化的方法是利用通讯工具软件 WinPCIN 将提供的标准车床或铣床的初始化文件传人 802D系
统。过程如下:
从 WINDOWS 的“开始”中找到通讯工具软件 WinPCIN,并启动;
通讯工具软件 WinPCIN 中“二进制”通讯方式 ;然后选择发送 ;
WinPCIN 出现选择发送文件窗口:
C 轴初始化
铣床初始化
车床初始化
找到文件夹 CONFIG,选择所需的初始化文件;
802D 输入制造商口令。然后进入通讯画面,选择“二进制”方式以及与 WinPCIN 相同的
波特率,然后选择“读入启动”;
选择 “OPEN” 中文安装即开始;
802D 屏幕上提示“读启动数据?”,按软菜单键“确认”后,传输继续进行。在传输过程
中,802D 会有若干次自动启动,时间大约 4 分钟。
初始化后的坐标配置如下:
轴号 车床轴名 轴类型 铣床轴名 轴类型
1 X1
2 Z1
3 SP
4 A1
5 B1
线性轴
线性轴
主轴
线性轴
线性轴
X1
Y1
Z1
SP
A1
线性轴
线性轴
线性轴
主轴
线性轴
注意:对于只有 3 个进给轴和一个主轴的铣床,可去掉 A轴(MD20070[4]=0)
重要事项
!
初始化不仅对系统的坐标进行配置,还对车床和铣床的工艺参数进行了配置,而且安装了车床
或铣床的加工工艺循环。
30 Copyright Siemens Ltd. China All Rights Reserved
Page 37

5.3 802D 基本参数设定
5.3.1 总线配置
SINUMERIK 802D 是通 过现场总线 PROFIBUS 对外设模块(如驱动器和输入输出模块等),
PROFIBUS 的配置是通过通用参数 MD11240 来确定的。
数据号 数据名 单位 值 数据说明
11240 PROFIBUS_SDB_NUMBER
目前可提供的总线配置有:
MD 11240 = 0 – PP72/48 模块:1+1,驱动器:无;(出厂设定)
MD 11240 = 3 – PP72/48 模块:1+1,驱动器:双轴+单轴+单轴;
MD 11240 = 4 – PP72/48 模块:1+1,驱动器:双轴+双轴+单轴;
MD 11240 = 5 – PP72/48 模块:1+1,驱动器:单轴+双轴+单轴+单轴;
MD 11240 = 6 – PP72/48 模块:1+1,驱动器:单轴+单轴+单轴+单轴;
该参数生效后,611UE 液晶窗口显示的驱动报警应为:A832 (总线无同步);611UE 总
M
线接口插件上的指示灯变为绿色。若该指示灯仍为红色,请检查总线的连接 !
SINUMERIK 802D 新一代经济型数控系统
- *
选择总线配置数据块
Quick Start
SDB
5.3.2 驱动器模块定位
数控系统与驱动器之间通过总线连接,系统根据下列参数与驱动器建立物理联系:
数据号 数据名 单位 值 数据说明
30110 CTRLOUT_MODULE_NR[0]
30220 ENC_MODULE_NR[0]
参数的设定请参见下表:
MD11240=3 MD11240=4 MD11240=5 MD11240=6
611UE
双轴 A
双轴 B
单轴
单轴
地址
12 1
12 2
10 5
11 6
5.3.3 位置控制使能
系统出厂设定各轴均为仿真轴,既系统不产生指令输出给驱动器,也不读电机的位置信号。按下
表设定参数可激活该轴的位置控制器,使坐标轴进入正常工作状态。
数据号 数据名 单位 值 数据说明
30130 CTRLOUT_TYPE
30240 ENC_TYPE
轴号
611UE
双轴 A
双轴 B
双轴 A
双轴 B
单轴
地址
12 1
12 2
13 3
13 4
10 5
- *
- *
轴号
611UE
单轴
单轴
双轴 A
双轴 B
单轴
-
-
定义速度给定端口(轴号)
定义位置反馈端口(轴号)
地址
1
1
轴号
20 1
21 2
13 3
13 4
10 5
控制给定输出类型
编码器反馈类型
611UE
单轴
单轴
单轴
单轴
地址
20 1
21 2
22 3
10 5
轴号
Copyright Siemens Ltd. China All Rights Reserved 31
Page 38

Quick Start
SINUMERIK 802D 新一代经济型数控系统
该参数生效后,611UE 液晶窗口显示:“RUN”。这时通过点动可使伺服电机运动;
M
此时如果该坐标轴的运动方向与机床定义的运动方向不一致,则可通过以下参数修改:
数据号 数据名 单位 值 数据说明
32100
M
如果电机不能正常运动,且 出现以下报警:
AX_MOTION_DIR
25201 “轴 %1 驱动器故障”
请检查总线的连接:
总线是否由 PCU 插头的 A1,B1 引出?
各总线插头上终端电阻的位置是否正确?
M
如果电机不能正常运动,且 出现以下报警:
25030 “轴 %1 实际速度报警”
25040 “轴 %1 静止监控”
25050 “轴 %1 轮廓监控”
-
1
-
电机正转(出厂设定)
1
电机反转
请检查硬件连接:
使能信号是否齐备:电源模块的端子 48 和 9,63和 9,64 和 611UE的控制端子 663
和 9,65A 和 9,65B和 9是否接通?
电机电缆是否正确:检查电缆的线标 U,V,W 与插头上的标志是否对应?
检查电机电缆与信号电缆是否对应:
O 功率模块 A1 连接的电机是否与 611UE 的 X411 连接的是同一台电机?
O 功率模块 A2 连接的电机否是与 611UE 的 X412 连接的是同一台电机?
请检查 NC 接口信号: V380x0002.1=1, V380x4001.7=1 是否置位 ?
V32000006.0=0, V380x0004.3=0 是否复位 ?
M
如果电机不能正常运动,且 出现以下报警:
700016 “驱动器未就绪”
3000 “急停”
380500 “ … … 代码:608” - 驱动器过载
请检查硬电机抱闸是否释放;
请检机械传动系统的装配是否过紧;
注意:报警 “380500”为驱动器报警。报警文本中的代码为驱动器的报警号。报警的含义可在
802D 的屏幕上利用帮助键查询。
32 Copyright Siemens Ltd. China All Rights Reserved
Page 39

5.3.4 传动系统参数配比
传动系统的参数决定了这个坐标轴的实际移动量。
数据号 数据名 单位 值 数据说明
31030
31050
31060
LEADSCREW_PITCH
DRIVE_AX_RATIO_DENUM[0...5]
DRIVE_AX_RATIO_NOMERA[0...5]
mm
注意:对于主轴,索引号为[0]的减速比分子和分母均无效。索引号[1]表示主轴第一档的减速比,
[2]表示主轴第二档的减速比,依此类推。
注意:对于进给轴,减速比应设定在索引号[0];
注意:对于车床减速比分子索引号[0]~[5]都要填入相同的值,分母索引号[0] ~[5]也要填入相同的
值;否则在加工螺纹时,会有报警:26050
5.3.5 驱动器参数优化(速度环和电流环参数)
对于伺服系统,首先要对速度环的动态特进行调试,然后才能对位置环进行调试。速度环动态特
性优化是通过 SimoComU 进行的。
SINUMERIK 802D 新一代经济型数控系统
*
丝杠螺距
- *
- *
电机端齿轮齿数(减速比分子)
丝杠端齿轮齿数(减速比分母)
Quick Start
RS 232 电缆
首先利用准备好的“驱动器调试电缆”将计算机与 611UE 的 X471 连接起来;
M
如果对带制动的电机进行优化,需要设定 NC 通用参数 MD14512[18]的第 1 位为“1”
(优化完毕后恢复“0”)。
驱动器使能(电源模块端子 T48、T63 和 T64与 T9接通);并将坐标移动到适中的位置
(因为优化时电机要转大约两个转);优化时驱动器的速度给定由 PC 机以数字量给出。
然后进入工具软件 SimoComU;且选择联机方式 ;然后选择 PC 机控制 ,选择
“OK”;
进入控制器目录(Controller),出现以下画面:
选择 “None of these”
Copyright Siemens Ltd. China All Rights Reserved 33
Page 40

Quick Start
SINUMERIK 802D 新一代经济型数控系统
接着将出现以下画面:
选择运行自动速度控制器优化“Execute automatic speed controller setting”
进入优化后出现以下画面:
选择“1~4步”自动执行优化过程:
1. 分析机械特性一(电机正转,带制动电机的抱闸应释放)
2. 分析机械特性二(电机反转,带制动电机的抱闸应释放)
3. 电流环测试(电机静止,带制动电机的抱闸应夹紧)
4. 参数优化计算
执行完第 2步时,调试工具软件 SimoComU 会出现提示:
“电流环优化,垂直轴的电机抱闸一定要夹紧,以防止坐标下滑”
此时对于带制动电机的抱闸必须夹紧,否则坐标会下滑。
重要事项
!
!
对垂直轴的伺服参数优化时,特别是在该轴没有平衡装置时,一定要注意优化过程中对抱闸释
放和加紧的时机,避免出现由于坐标轴滑落导致机械的损坏!
注:工具软件 SimoComU 的操作说明,请参见该软件的在线求助。
优化结束后,务必退出 PC 机控制 方式;
注意
优化的效果与电机和机械传动装置的联接方式有关,刚性连轴方式效果最好。弹性连轴方式,
如弹性连轴节,或齿形带,对于滑动导轨的效果的不一定好;齿轮连接方式,由于齿轮之间存
在间隙,效果不好。
34 Copyright Siemens Ltd. China All Rights Reserved
Page 41

5.3.6 坐标速度和加速度
数据号 数据名 单位 值 数据说明
32000
32010
32020
36200
MAX_AX_VELO mm/Min
JOG_VELO__RAPID mm/Min
JOG_VELO mm/Min
AX_VELO_LIMIT mm/Min
注意:MD36200 应比 MD32000 大 10%;
数据号 数据名 单位 值 数据说明
32300
MAX_AX_ACCEL mm/s
5.3.7 位置环增益
数据号 数据名 单位 值 数据说明
32200
注意
POSCTRL_GAIN
SINUMERIK 802D 新一代经济型数控系统
*
最高轴速度
*
点动快速
*
点动速度
*
坐标轴速度限制
2
- *
*
最大加速度(标准值:
位置环增益(标准值:
Quick Start
2
1m/s
)
1)
!
位置环的增益影响传动系统的位置跟随误差。在设定该参数时,应根据各轴传动系统的实际位
置精度综合调整。
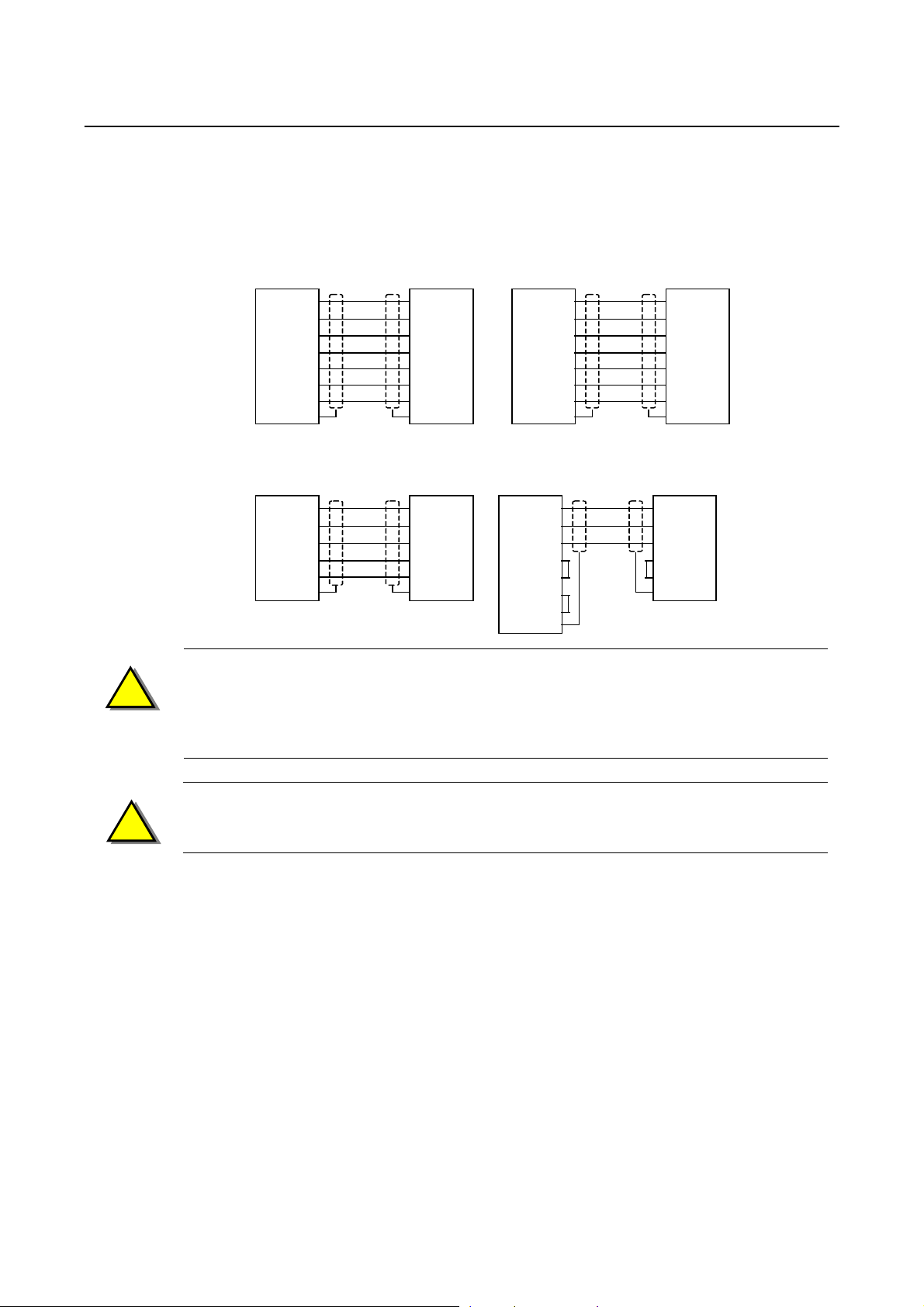
5.3.8 返回参考点相关的机床数据
返 回参考点的原理
(1) 零脉冲在参考点开关之外 (2) 零脉冲在参考点开关之上
MD: REF_SEARCH_MARKER_REVERS=0 MD: REF_SEARCH_MARKER_REVERS=1
起始点
图中:
– 寻找参考点开关的速度 (MD34020:REFP_VELO_SEARCH_CAM)
V
C
– 寻找零脉冲的速度 (MD34040:REFP_VELO_SEARCH_MARKER)
V
M
– 定位速度 (MD34070:REFP_VELO_POS)
V
P
– 参考点偏移 (MD34080:REFP_MOVE_DIST + MD34090 REFP_MOVE_DIST_CORR)
R
V
– 参考点设定位置 (MD34100:REFP_SET_POS[0])
R
K
VC
R
零脉冲-
RV
V
M
V
P
K
参考点开关
起始点
M
零脉冲
RV
VP
R
K
V
C
V
参考点开关
Copyright Siemens Ltd. China All Rights Reserved 35
Page 42

Quick Start
SINUMERIK 802D 新一代经济型数控系统
相关的参数
数据号 数据名 单位 值 数据说明
34010
34020
34040
34050
34060
34070
34080
34090
34092
34100
REFP_CAM_DIR_IS_MINUS
REFP_VELO_SEARCH_CAM mm/Min
REFP_VELO_SEARCH_MARKER mm/Min
REFP_SEARCH_MARKER_REVERSE
REFP_MAX_MARKER_DIST
REFP_VELO_POS mm/Min
REFP_MOVE_DIST
REFP_MOVE_DIST_CORR
REFP_CAM_SHIFT
REFP_SET_POS
注意:参考点撞块的长度要根据 MD34020 定义的速度确定,既要求在该速度下碰到撞块后减速
到“0”速时,坐标轴能停在撞块之上(不能冲过撞块)!
返回参考点的操作:
1. 进入“参考点方式”;
-
-
mm
mm
mm
mm
mm
0 / 1
返回参考点方向:
*
检测参考点开关的速度
*
检测零脉冲的速度
0 / 1
寻找零脉冲方向:
*
检测参考点开关的最大距离
*
返回参考点定位速度
*
参考点移动距离(带符号)
*
参考点移动距离修正量
*
参考点撞块电子偏移
*
参考点(相对机床坐标系)位置
0-正;1-负
0-正;1-负
2. 按住返回参考点轴的“方向”键,直到屏幕上出现参考点到达的标志
触发方式(点动方向键)返回参考点
;
802D 系统可以按触发方式返回参考点,但要求按照下图安装参考点撞块。以保证返回参考点
前坐标不会停在参考点撞块和硬限位撞块之间。
轴正向
距离应
< 0
参考点撞块 硬限位撞块
如果参考点撞块与硬限位撞块之间能保证上述位置关系,可通过参数将返回参考点设置为触
发方式:点一下“方向”键,即可自动返回参考点。
数据号 数据名 单位 值 数据说明
11300
JOG_INC_MODE_LEVELTRIGGRD
-
0
返回参考点触发方式
注意:该参数必须在专家口令“SUNRISE”下修改;
注意:修改完后必须恢复制造商专口令“EVENING”;
关于绝对值编码器的调试过程
1. 设置机床参数:
34200
34210
ENC_REFP_MODE
ENC_REFP_STATE
-
-
0
绝对值编码器位置设定
0
绝对值编码器状态:初始
2. 进入“手动”方式,将坐标移动到一个已知位的置设置,
3. 输入已知位的位置值
34100
REFP_SET_POS
mm
*
机床坐的位置
4. 激活绝对值编码器的调整功能
34210
ENC_REFP_STATE
mm 1
绝对值编码器状态:调整
5. 激活机床参数:按机床控制面板上的复位键,可激活的以上设定的参数
36 Copyright Siemens Ltd. China All Rights Reserved
Page 43

6. 通过机床控制面板进入返回参考点方式
7. 按照返回参考点的方向按方向键,无坐标移动,但系统自动设定了下列:
34090
34210 ENC_REFP_STATE
屏幕上的显示位置为 MD34100 设定的位置。
注意
!
下载 PLC 应用程序会导致参考点位置丢失。所以必须在 PLC应用程序调试完毕后,再调试绝
对值编码器。
如果需要改变参考点为置值,则需要重复上述过程 1~7。
5.3.9 软限位
数据号 数据名 单位 值 数据说明
36100
36110
SINUMERIK 802D 新一代经济型数控系统
REFP_MOVE_DIST_CORR mm
-
POS_LIMIT_MINUS
POS_LIMIT_PLUS
mm
mm
*
2
*
*
Quick Start
参考点偏移量
绝对值编码器状态:设定完毕
负向软限位
正向软限位
5.3.10 反向间隙补偿
数据号 数据名 单位 值 数据说明
32450
BACKLASH
5.3.11 丝杠螺距误差补偿
数据号 数据名 单位 固定值 数据说明
38000
补偿的原理
MM_ENC_COMP_MAX_POINTS -
补偿值
误差测量间距
($AA_ENC_COMP_STEP)
100 200 300
1 2 3 4 5 10
0
插补点
($AA_ENC_COMP_MIN)
坐标最小点-对应
最大插补点数:
$AA_ENC_COMP[0, 0, AX3]
两点之间线性插补偿
mm
误差曲线
补偿曲线(补偿点之间线性插补)
补偿表中表中的补偿值
MM_ENC_COMP_MAX_POINTS
补偿点5的补偿值
*
反向间隙,回参考点后补偿生效
125 最大补偿点数
坐标最大点
($AA_ENC_COMP_MAX)
1200
11
(k)
轴位置
Copyright Siemens Ltd. China All Rights Reserved 37
Page 44

Quick Start
SINUMERIK 802D 新一代经济型数控系统
补偿数组的结构
$AA_ENC_COMP[0,0,AX3]= 0.0
$AA_ENC_COMP[0,1,AX3]= 0.0
$AA_ENC_COMP[0,2,AX3]= 0.0
$AA_ENC_COMP[0,3,AX3]= 0.0
… …
$AA_ENC_COMP[0,123,AX3]= 0.0
$AA_ENC_COMP[0,124,AX3]= 0.0
$AA_ENC_COMP_STEP[0,AX3]=0.0
$AA_ENC_COMP_MIN[0,AX3] =0.0
$AA_ENC_COMP_MAX[0,AX3] =0.0
$AA_ENC_COMP_IS_MODULO[0,AX3]=0
补偿的方法
方法一:
RS 232
电缆
首先利用准备好的“802D 调试电缆”将计算机和 802D的 COM1 连接起来;
从 WINDOWS 的“开始”中找到通讯工具软件 WinPCIN,并启动;
WinPCIN 中选择“文本”通讯方式 ;然后选择接收数据 ;
对应于最小位置上的误差值
对应于最小位置+ 1 个间隔位置上的误差值
对应于最小位置+ 2 个间隔位置上的误差值
对应于最小位置+ 3 个间隔位置上的误差值
对应于最小位置+ 123 个间隔位置上的误差值
对应于最小位置+ 124 个间隔位置上的误差值
测量间隔 (毫米)
最小位置(绝对)
最大位置(绝对)
(用于旋转轴)
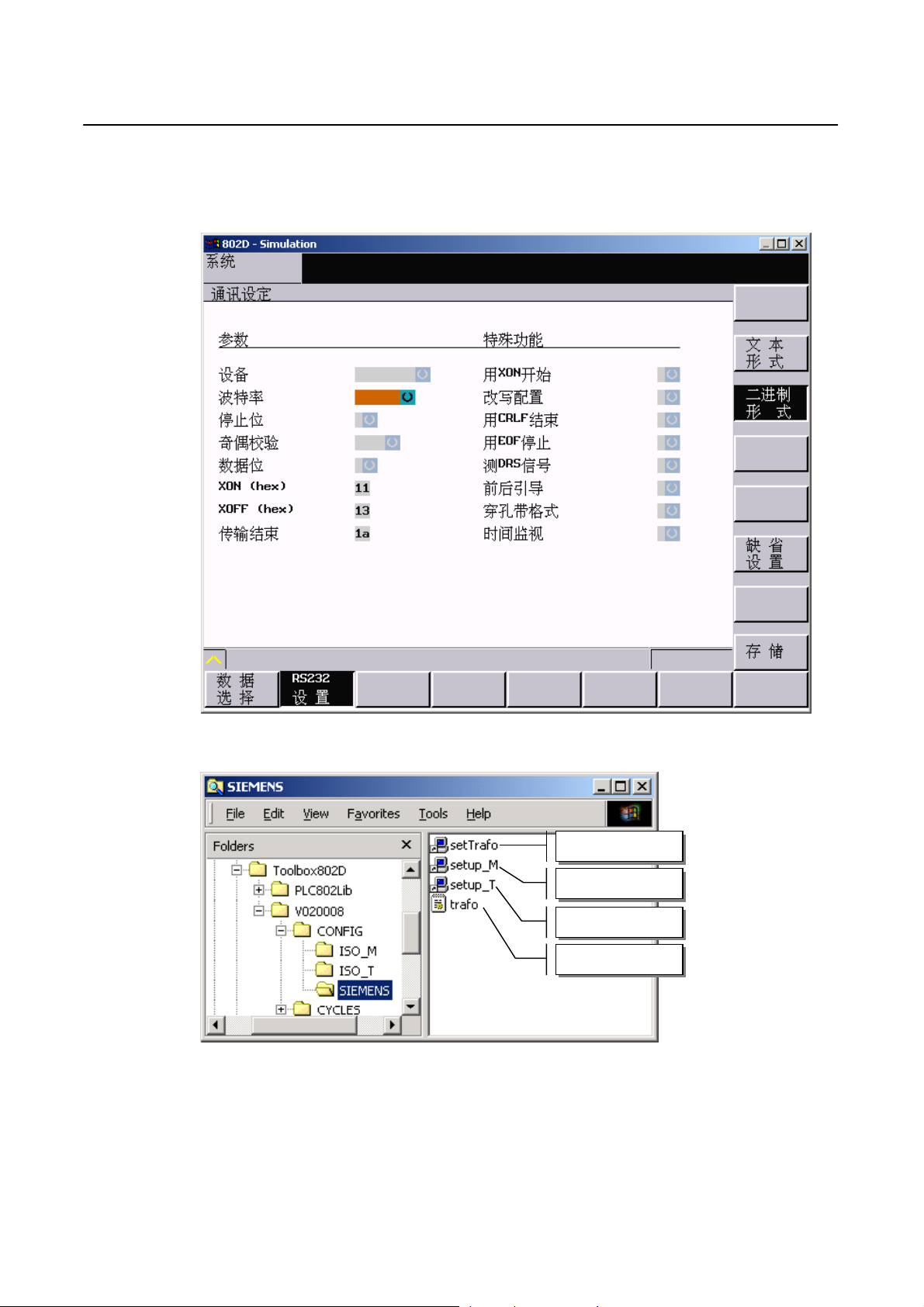
方法二:
进入系统的通讯画面,设定相应的通讯参数,然后用键盘的光标键选择“数据…”,
并选择其中的“丝杠误差补偿”,按菜单键“读出”启动数据传输;
按照预定的最小位置,最大位置和测量间隔移动要进行补偿的坐标;
用激光干涉仪测试每一点的误差;
将误差值编辑在刚刚传出的补偿文件中;
将编辑好的补偿文件载传回 802D 系统中;
设定轴参数 MD32700 = 1,然后返回参考点。补偿值生效;
同方法一,将补偿文件由 802D 传道计算机上;
编辑补偿文件,修改文件头和文件尾(见下面的例子),将补偿文件该为加工程序格式;
%_N_BUCHANG_MPF
;$PATH=/_N_MPF_DIR
$AA_ENC_COMP[0,0,AX3]= 0.0
$AA_ENC_COMP[0,1,AX3]= 0.0
$AA_ENC_COMP[0,2,AX3]= 0.0
…
$AA_ENC_COMP_STEP[0,AX3]=0.0
$AA_ENC_COMP_MIN[0,AX3] =0.0
$AA_ENC_COMP_MAX[0,AX3] =0.0
$AA_ENC_COMP_IS_MODULO[0,AX3]=0
M02
将修改过的文件在传回 802D中。这时在加工程序的目录中就可以看到名
为“BUCHANG”的加工程序;
38 Copyright Siemens Ltd. China All Rights Reserved
Page 45

Quick Start
SINUMERIK 802D 新一代经济型数控系统
用激光干涉仪测试每一点的误差;
按软菜单键“执行”选择加工程序“
机床面板上的“NC 启动”键,执行加程序“
设定轴参数 MD32700 = 1,然后返回参考点。补偿值生效;
注意
!
只有在机床参数:MD32700 = 0 时,补偿文件才能写入 802D 系统;当 MD32700 = 1时,
802D 内部的补偿数组进入写保护状态。
5.3.12 设定用户的数据保护级
802D 系统对用户数据定义了保护级。用户数据包括:刀具数据、零点偏移、设定数据、R 参
数、加工程序和 RS232 参数的设定。这些用户数据的读写权限,需要在“制造商”口零下通过以
下显示参数设定:
数据号 数据名 值 数据说明
207
208
209
210
212
213
214
215
218
219
具有保护级 3 的用户数据-需要在“用户”口令 (CUSTOMER )下读写;
具有保护级 4 的用户数据-需要 PLC将地址 V26000000.7 置“1”后才能读写;
具有保护级 5 的用户数据-需要 PLC将地址 V26000000.6 置“1”后才能读写;
具有保护级 6 的用户数据-需要 PLC将地址 V26000000.5 置“1”后才能读写;
具有保护级 7 的用户数据-不需任何口令和 PLC接口信号就可以读写;
重要事项
USER_CLASS_READ_TOA 3 ~ 7
USER_CLASS_WRITE_TOA_GEO 3 ~ 7
USER_CLASS_WRITE_TOA_WEAR 3 ~ 7
USER_CLASS_WRITE_ZOA 3 ~ 7
USER_CLASS_WRITE_SEA 3 ~ 7
USER_CLASS_READ_PROGRAM 3 ~ 7
USER_CLASS_WRITE_PROGRAM 3 ~ 7
USER_CLASS_SELECT_PROGRAM 3 ~ 7
USER_CLASS_WRITE_RPA 3 ~ 7
USER_CLASS_SET_V24 3 ~ 7
将误差值编辑在加工程序“BUCHANG”中;
BUCHANG”。802D 进入“自动方式”,然后按
BUCHANG”后补偿值存入 802D 系统中;
保护级:刀具参数 读
保护级:刀具几何参数 写
保护级:刀具磨损参数 写
保护级:可设定零点偏移 写
保护级:设定数据 写
保护级:零件程序 读
保护级:零件程序 写
保护级:零件程序 选择
保护级:
保护级:
R 参数 写
RS-232 参数 设定
!
在机床调试完毕准备出厂前,千万不要忘记做数据备份。数据备份包括系统内部备份和外部
备份。
• 内部备份即系统菜单下进行“数据存储”;
• 外部备份则需将文本格式的机器数据、螺补数据、刀具数据以及二进制格式的试车数据
和 PLC 应用文件传送到 PC计算机中。也可将试车数据存入 PC卡中。
机床出厂时,应为最终用户提供数据备份盘。
重要事项
!
在机床出厂之前,务必不要忘记关闭制造商口令。
如果机床在没有关闭制造商口令的情况下出厂,最终用户有可能按标准数据启动系统导致
802D 初始化,使机床不能工作。
Copyright Siemens Ltd. China All Rights Reserved 39
Page 46

Quick Start
SINUMERIK 802D 新一代经济型数控系统
6 数据备份
在系统调试完毕后进行数据备份是十分重要的。SINUMERIK 802D 提供了多种数据备份的方法。
系统的数据可在系统内部备份,可在 PC 卡上备份,也可在计算机的硬盘上备份。
6.1 数据内部备份
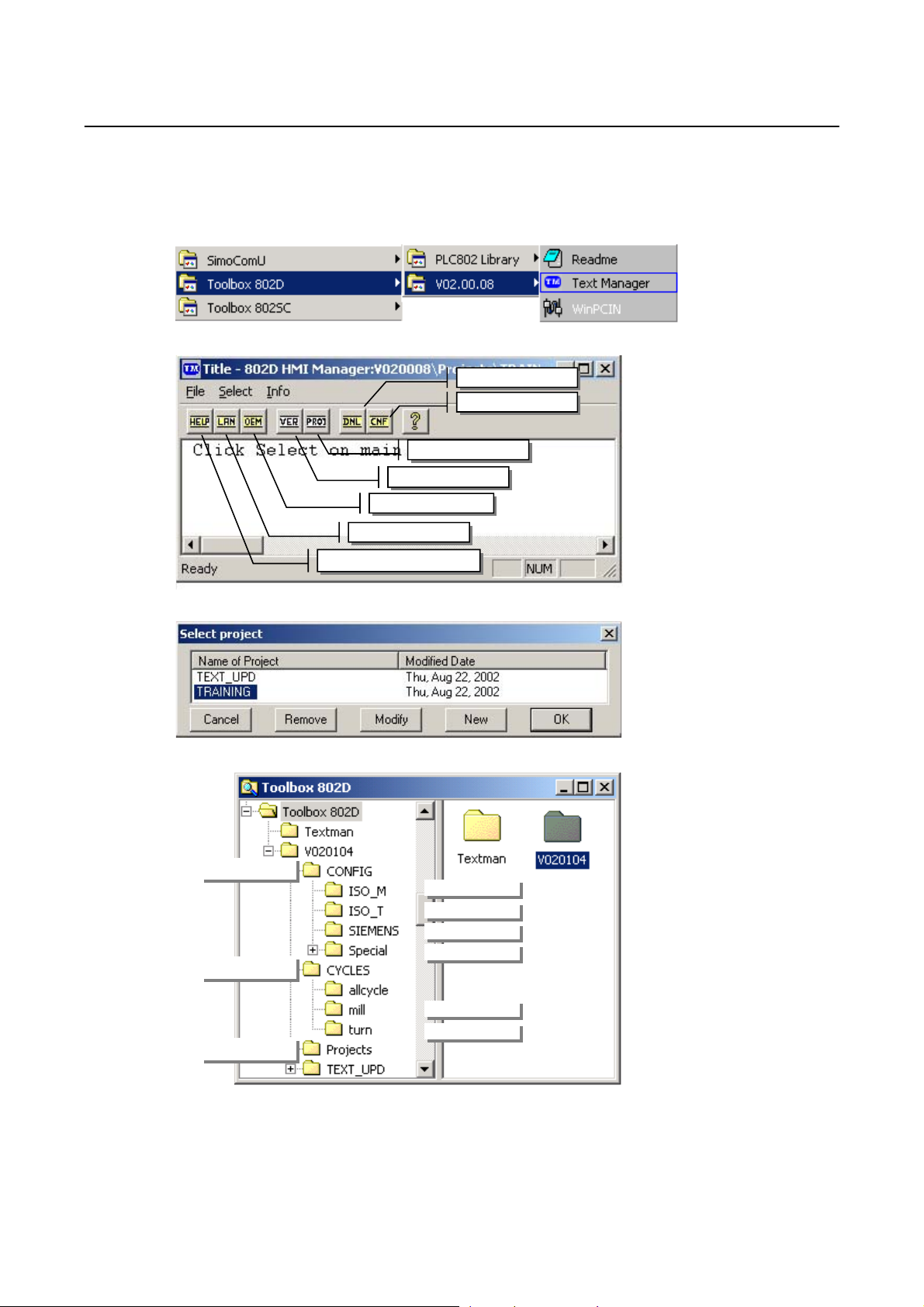
数据的内部备份可以通过“数据存储”软菜单键轻而易举地实现。
注意:内部备份的数据不包括 PLC 应用程序和用户报警文本。因为 PLC应用程序和报警
文本均直接存储在闪存中;
802D 配备了 16 MB 闪存 和 32 MB 静态存储器
量电容维持)。
所有生效的数据均存储于静态存储器,当电容的能量耗尽后,数据将丢失。
“内部数据备份”是将静态存储器中所有生效数据存储到闪存中。
(静态存储器的数据由高能
802D 在上电自检时可以检测到静态存储器的数据已经掉电。 如果出现这
种情况, 系统会自动将闪存内存储的数据复制到静态存储器中,并且会有提示报警:
重要事项
!
所以在调试结束时必须进行数据的内部备份
6.2 数据外部备份
802D 中的数据(包括 PLC 应用程序,报警文本以及驱动器数据)可以通过 RS232 串行接口备份
到个人计算机的硬盘或软盘上,或者将数据备份到 PC 卡上。
系统数据由下列数据项构成:
数据 子项 / 说明 文件类型
零件程序和子程序 … 主程序目录内的所以零件程序文件 文本文件
标准循环 … 固定循环目录内的所有固定循环文件 文本文件
数据 …
试车数据 PC* 试车数据到 PC 计算机 二进制文件
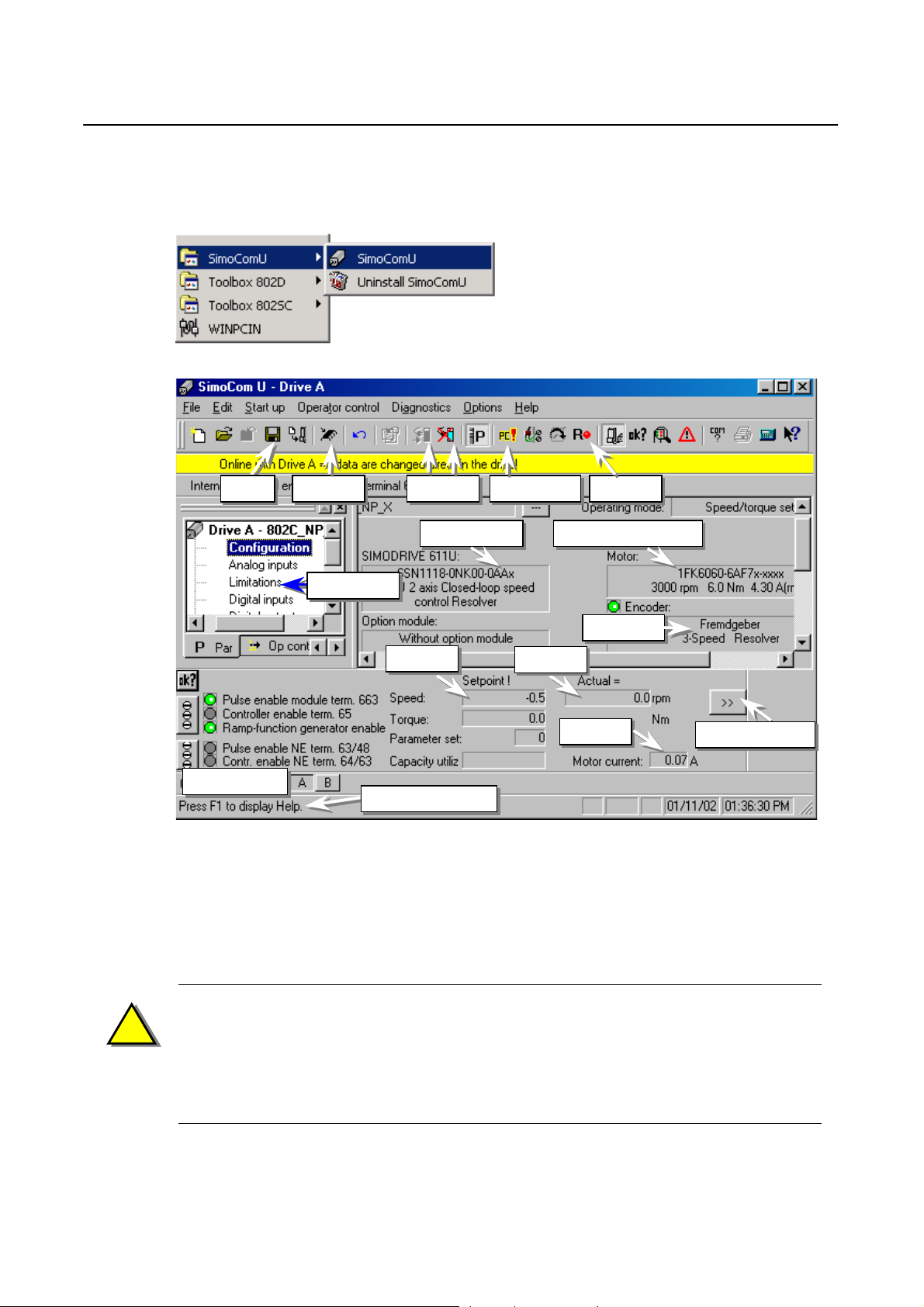
PLC 应用 PC PLC 应用程序(含报警文本)到 PC 机 二进制文件
显示机床数据 PC 显示机床数据到 PC 机 二进制文件
PLC 选择报警文本 PC PLC 用户报警文本到 PC 机 二进制文件
试车数据 NC 卡 试车数据到 PC 存储卡 二进制文件
PLC 应用 NC 卡 PLC 应用程序(含报警文本)到 PC卡 二进制文件
显示机床数据 NC 卡 显示机床数据到 PC卡 二进制文件
PLC 选择报警文本 NC 卡 PLC 用户报警文本到 PC卡 二进制文件
04062 – 存储数据已经加载
机器数据 文本文件
设定数据 文本文件
刀具数据 文本文件
R 参数 文本文件
零点偏移 文本文件
丝杠误差补偿 文本文件
40 Copyright Siemens Ltd. China All Rights Reserved
Page 47

* 试车数据中包括
Quick Start
SINUMERIK 802D 新一代经济型数控系统
所有零件程序文件
所有固定循环文件
定义轴的驱动器数据
6.2.1 数据备份到计算机
RS 232 电缆
首先利用准备好的“802D调试电缆”将计算机和 802D 的 COM1连接起来;
从 WINDOWS 的“开始”中找到通讯工具软件 WinPCIN,并启动;
WinPCIN 中根据文件类型“文本”或“二进制”通讯方式;然后选择接收数据
机器数据
设定数据
刀具数据
R 参数
零点偏移
丝杠误差补偿
PLC 应用程序
用户报警文本
;
注意:通讯双方的通讯参数(如波特率)应匹配;
注意:备份或恢复“试车数据”时,波特率应小于等于 19200;
注意:恢复“试车数据”(计算机到 802D)时,不能使用 RS232隔离器;
用光标选择所需的数据,然后按软菜单键“读出”启动数据输出;
注意:通讯双方中,接收方首先进入接收数据状态;
重要事项
!
在一台机床调试完毕后,应备份以下数据:
机床数据 (文本格式)
螺距误差补偿 (文本格式)
刀具数据 (文本格式)
试车数据 (二进制格式)- 用于相同版本 802D的批量生产
PLC_应用 (二进制格式)- 用于 802D的批量生产
6.2.2 数据存储到 PC 卡
PC卡指标:802D 使用的 PCMCIA存储卡为 8M 字节,5V
PC 卡的格式化:
插入
将 PC 卡插入 802D 的 PCMCIA的插槽中;
Copyright Siemens Ltd. China All Rights Reserved 41
Page 48

Quick Start
SINUMERIK 802D 新一代经济型数控系统
802D 上电。当 802D 屏幕出现 DRAM CHECK 时按选择键 ,屏幕上出现菜单:
Normal mode
Default data
Software update
Format PC-Card
Reload saved user data
PLC stop
将光标移动至 Format PC-Card , 然后按输入键
Format PC-Card (Caution: All data will be lost !!!)
Do you really want [N/Y]?: _
在光标处输入“Y”,然后按输入键
数据备份过程:
插入
将 PC 卡插入 802D 的 PCMCIA的插槽中(注意:西门子标签向下);
802D 上电;
802D 进入系统“SYSTEM”菜单;选择“数据 入/出”软菜单键,然后将光标移动到:
试车数据 NC 卡
O 垂直软菜单键上选择“读出”即将数据备份到 PC 卡上。
O 垂直软菜单键上选择“读入”即将备份到 PC 卡上的数据读入 802D。
,这时 802D 显示:
启动格式化。
42 Copyright Siemens Ltd. China All Rights Reserved
Page 49

7 批量调试
SINUMERIK 802D 批量调试功能是批量生产的有效方法。可以将“试车数据”由一台已经调试完
毕的 802D 通过 RS232 接口传送到待调试的 802D 中、或者将备份的个人计算机上的“试车数
据”通过 WinPCIN 通讯软件传送的待调试的 802D 中,或者将备份的 PC 卡上的“试车数据”传
送到待调试的 802D 中。
一旦系统调试完毕,只需将“试车数据”备份到个人计算机或 PC 卡上,随后的机床也只需将备
份的“试车数据”传人 802D,一台机床的调试就基本完成。剩下的工作仅仅有:
O 每个坐标的反向间隙补偿,坐标的软限位 (每轴三个机床数据)
O 丝杠螺距误差补偿 (根据需要)
O 驱动器的参数优化 (使用软件 SimoComU)
重要事项
!
批量调试前必须首先设定驱动器 611UE 对应的 PROFIBUS地址。
PROFIBUS 地址可利用驱动器操作面板上的
M
上电后,显示窗口显示 A1106,表示驱动器无数据;
(1) 地址设定:用
(2) 地址存储:按
(3) 地址生效:驱动器重新上电后总线地址生效。
SINUMERIK 802D 新一代经济型数控系统
+
,
+
键找到参数 A918。按
P
键即可输入总线地址,然后按
束输入。
+
键找到参数 A652,按
P
键后,窗口显示“0”,按
显示 “1”等待自动变为“0”后总线已经存储。
Quick Start
P
,
-
设定来设定。驱动器首次
+
P
结
键窗口
7.1 NC 到 NC 的批量调试
已
RS 232
调试
能通过 RS232 隔离器);且通讯格式为二进制、波特率相同(<=19200);
待
调试
调试
待调试的 802D 进入“数据 入/出”菜单,并按“读入”软菜单键进入数据等待状态;
已
以调试好的 802D 进入“数据 入/出”菜单,并将光标指定在“试车数据 PC”,然后 选
择“读出”软菜单键;
待
调试
待调试的 802D 的屏幕上出现提示信息“读试车数据”,只需选择“确认”软菜单键传输
即可继续进行;
注意:“试车数据”是分块自动传送的。每传输一部分系统提示:
上述过程自动进行五次,然后开始传输驱动器数据。传输完毕后系统提示:
之后,系统自动启动后,继续传输数据。传输结束后,系统提示:
之后,系统自动启动。数据传输结束。
待
电缆
调试
首先利用准备好的“802D 调试电缆”将两台 802D 的 COM1连接起来(不
安装和启动:NCK 复位已经有效!
安装和启动:上电复位驱动器有效!
安装和启动:NCK 复位已经有效!
Copyright Siemens Ltd. China All Rights Reserved 43
Page 50

Quick Start
SINUMERIK 802D 新一代经济型数控系统
7.2 PC 计算机到 NC 的批量调试 (利用 WinPCIN 软件)
待
电缆
RS 232
待
调试
802D 的通讯设定为二进制格式,通过垂直软菜单键上选择“读入”使 802D 进入数据等
待状态;;
从 WINDOWS的“开始”中找到通讯工具软件 WinPCIN,并启动;
WinPCIN 中根据文件类型 “二进制”通讯方式。选择 并且找到备份的“试车
调试
首先利用准备好的“802D 调试电缆”将计算机和 802D 的 COM1连接起来;
数据”,例如“startup”,然后选择
待
调试
待调试的 802D 的屏幕上出现提示信息“读试车数据”,只需选择“确认”软菜单键传输
即可继续进行;
待
调试
传输过程同第 7.1 节的描述;
7.3 PC 卡到 NC 的批量调试
启动数据传输;
待
插入
待
调试
802D 上电;且进入系统“SYSTEM”菜单;选择“数据 入/出”软菜单键,然后将光标
调试
将存有“试车数据”PC 卡插入 802D 的 PCMCIA的插槽中;
移动到:
试车数据 NC 卡
待
调试
802D 进入“数据 入/出”菜单,并按“读入”软菜单键进入数据等待状态;
待
调试
802D 的屏幕上出现提示信息“读试车数据”,只需选择“确认”软菜单键传输即可继续
进行;
待
调试
传输过程同第 7.1 节的描述;
44 Copyright Siemens Ltd. China All Rights Reserved
Page 51

SINUMERIK 802D 新一代经济型数控系统
8 特殊功能的调试
8.1 辅助功能调用固定循环
802D 系统支持利用 M 代码或 T代码调用用户循环,该功能可用于机床的刀具交换等。
限制条件:
调用用户循环的 M 代码 或 T代码不能出现在同一程序段中;
8.1.1 利用程序段中的“M6”调用循环程序(以加工中心换刀为例)
通过下列参数激活 M 代码调用固定循环:
数据号 数据名 单位 值 数据说明
22550
22560
10715
10716
TOOL_CHANGE_MODE
TOOL_CHANGE_M_CODE
M_NO_FCT_CYCLE[0]
M_NO_FCT_CYCLE_NAME[0]
-
-
-
-
1
206
6
“TOOL”
M 代码激活刀具参数
利用
激活刀具参数的 M 代码
M06 调用换刀固定循环
固定循环名
Quick Start
固定循环的格式和实例:
%_N_TOOL_SPF ;>>> 用户循环名称 <<<
;$PATH=/_N_CUS_DIR ;>>> 用户循环路径 <<<
PROC TOOL SAVE DISPLOF ;>>> 用户循环定义 <<<
IF $P_ISTEST GOTOF _END ;在程序测试状态下,换刀循环可不执行
IF $P_SEARCHL>0 _END ;在程序搜索时,换刀循环可不执行
IF $P_TOOLNO==$P_TOOLP GOTOF _NO ;如果编程刀具等于当前刀具, 无换刀动作
G500 D0 ;取消零点偏移, 取消刀具补偿
G75 Z=0 ;Z 轴进入固定点(换刀点)
SPOS=$MN_USER_DATA_FLOAT[0] ;主轴准停位置存在机床数据 MD14514[0]
MSG(“换刀开始 *** 原刀具号: T” <<$P_TOOLNO) ; 显示最多 127 个字符
;>>> 主轴定向后可利用自定义 M 代码启动 PLC 换刀逻辑
;>>> PLC 将”读入禁止”(V32000006.1)置位, 使该固定循环停止
;>>> PLC 控制刀库和机械手动作
;>>> 换刀完成后, PLC 将”读入禁止”复位, 使该固定循环继续执行
M206 ;激活刀具参数
STOPRE ;程序译码停止
G153 G01 Z0 F2000 ;G153 取消基本偏移(非模态)
MSG(“换刀开始 *** 新刀具号: T” <<$P_TOOLP)
GOTOF _END
_NO:
MSG(“无换刀动作 *** 原因: 编程刀具号=主轴刀具号”)
_END:
M17 ;>>> 固定循环结束 <<<
Copyright Siemens Ltd. China All Rights Reserved 45
Page 52

Quick Start
SINUMERIK 802D 新一代经济型数控系统
8.1.2 利用程序段中的“T”功能,调用循环程序
通过下列参数激活 T 代码调用固定循环:
数据号 数据名 单位 值 数据说明
22550
10717
TOOL_CHANGE_MODE T_NO_FCT_CYCLE - “TOOL”
固定循环的格式同上
8.2 带直接编码器的数字主轴
机床配置: 两个进给轴和一个数字主轴;主轴电机 1PH7 与机床主轴非 1:1直连,主轴上安装
了一个西门子 TTL 增量编码器。
802D 配置: 611UE 双轴模块(总线地址:12)用于进给轴;
611UE 单轴模块(总线地址:10)用于主轴;
系统连接: TTL 编码器信号电缆连接到单轴 611UE 的 X472编码器接口上
0 利用 T代码激活刀具参数
M06 调用换刀固定循环
重要事项
!
611UE X472 编码器接口的倍频系数为 1。频率极限是 1MHz。
边界条件:m * n / 60<10
6
其中:m–编码器线数;n–主轴转速(单位:转/分)
重要事项
!
建议使用西门子配套的 TTL 编码器和配套电缆。
参数设定:
总线配置 MD11240=3;
按正常情况设定主轴数据 :
MD30130 & MD30240
MD32000 & MD32020 & MD36200 & MD35110 & MD35130 等
与功能相关的参数:
数据号 数据名 值 数据说明
13060
30110
30220
30230
31020
32110
DRIVE_TELEGRAM_TYPE[ 4 ]
CTRLOUT_MODULE_NR[ 0,AX3 ]
ENC_MODULE_NR[ 0,AX3 ]
ENC_INPUT_NR[ 0, AX3 ]
ENC_RESOL[ 0, AX3 ]
ENC_FEEDBACK_POL[ 0, AX3 ]
104 [4]:报文类型(总线地址为 10)
5 给定值模块号
5 编码器模块号
2 编码器信号端口号
实际值
- 1 主轴反馈极性注
TTL 编码器每转脉冲数
注:输入 1 或 -1 要根据主轴电机的安装方式而定
46 Copyright Siemens Ltd. China All Rights Reserved
Page 53

±
RS 232
电缆
利用准备好的“驱动器调试电缆”将计算机与 611UE 的 X471连接起来;
M
从 WINDOWS 的“开始”中找到驱动器调试工具 SimoCom U,并启动;
选择联机方式;进入专家表(Ctrl+E),配置电机参数:
P890=4 编码器信号源来自 X472接口
P922=104 主轴信号的 PROFIBUS报文类型
P1007=编码器线数 外装编码器每的转脉冲数。应与主轴参数 MD31020 相同。
在 SimoComU 的主画面上选择图标: 存储数据,选择图标: 上电复位;或
重新上电;
M
8.3 带直接编码器的模拟量主轴
机床配置: 两个进给轴和一个模拟主轴(如变频器),主轴电机与主轴之间非 1:1 直连,主轴
上安装了一个西门子 TTL 增量编码器;
802D 配置: 611UE 双轴模块(总线地址:12)用于进给轴;主轴由 A 进给通道携带;
系统连接:
611UE
X441
75.A
15
X431
P24
M24
X453
Q0.A
Q1.A
X472
24VDC
0 V
KA3 KA4
模拟主轴的连接
10
0
KA3
KA4
Quick Start
SINUMERIK 802D 新一代经济型数控系统
变频器
CMD
GND
CW
CCW
COM
编码器
E
3
M
重要事项
!
611UE 采用 8 位 D/A转换器,模拟给定的最小当量为 78mV!
参数设定:
总线配置 MD11240=3 或 4;
按正常情况设定主轴数据 :
MD30110 & MD30220, MD30130 & MD30240
MD32000 & MD32020 & MD36200 & MD35110 & MD35130 等
Copyright Siemens Ltd. China All Rights Reserved 47
Page 54

Quick Start
缆
SINUMERIK 802D 新一代经济型数控系统
与功能相关的参数:
数据号 数据名 值 数据说明
13060
13060
13070
30134
30110
30120
30220
30230
31020
32250
32260
DRIVE_TELEGRAM_TYPE[ 0 ]
DRIVE_TELEGRAM_TYPE[ 4 ]
DRIVE_FUNCTION_MASK[ 0 ]
IS_UNIPOLAR_OUTPUT[ 0,AX3 ]
CTRLOUT_MODULE_NR[ 0,AX3 ]
CTRLOUT_NR[ 0,AX3 ]
ENC_MODULE_NR[ 0,AX3 ]
ENC_INPUT_NR[ 0, AX3 ]
ENC_RESOL[ 0, AX3 ]
RATED_OUTVAL[ 0, AX3 ]
RATED_VELO[ 4 ]
重要事项
!
MD32250 和 MD32260 必须在口令“SUNRISE”下设定。设定完毕后,务必恢复制造商口令
“EVENING”
0
总线地址 12 的报文类型
0
总线地址 10 的报文类型
8000
实际值
100
实际值 额定电机转速
总线地址 12 的功能选项:模拟主轴
0
双极性模拟量(出厂设定)
1
单极性模拟量(使能 & 方向)
2
单极性模拟量(+使能 & -使能)
1
给定值模块号
2
给定值号信号端口
1
编码器模块号
2
编码器信号端口号
TTL 编码器每转脉冲数
额定输出值(%)*
(对应模拟电压)*
RS 232 电
利用准备好的“驱动器调试电缆”将计算机与 611UE 的 X471连接起来;
M
从 WINDOWS 的“开始”中找到驱动器调试工具 SimoCom U,并启动;
选择联机方式;进入专家表(Ctrl+E),配置电机参数:
P890=4 编码器信号源来自 X472 接口
P922=104 主轴信号的 PROFIBUS 报文类型
P1007=编码器线数 外装编码器每的转脉冲数。应与主轴参数 MD31020 相同。
在 SimoComU 的主画面上选择图标:
P922=0 主轴信号的 PROFIBUS报文类型
存储数据,选择图标: 上电复位;
P890=4 编码器信号源来自 X472 接口
P915[8]=50103 总线给定值配置:模拟输出送到 X441 的端子 75.A和 15
P915[9]=50107 总线给定值配置:数字输出送到 X453 的端子 Q0.A和 Q1.A
注意:参数的索引号[8]、[9]需要用鼠标右键激活显示滤波器:
在 SimoComU 的主画面上选择图标:
存储数据,选择图标: 上电复位;
48 Copyright Siemens Ltd. China All Rights Reserved
Page 55

SINUMERIK 802D 新一代经济型数控系统
P922=0 主轴信号的 PROFIBUS 报文类型,然后再 SimoComU的上设定模拟输出和数字
量输出,见下图:
Quick Start
在 SimoComU 的主画面上选择图标: 存储数据,选择图标: 上电复位;
重要事项
!
对于无直接编码器的模拟主轴,设置方法相同,但主轴的 MD30200=0
8.4 利用外部接近开关实现主轴定向
前提条件:
主轴精确定向需要高精度的感应式接近开关,如西门子: 3RG4050-0AG05。当金属体与接近
开关接近时,接近开关产生上升沿信号(电平+24VDC)
参数设定:
611UE
X431
X453
19
I0.A
~
0V 24V
接近开关
金属检测体
主轴
与功能相关的参数:
数据号 数据名 值 数据说明
34200
34040
34060
35350
RS 232
编辑 PLC 应用程序,在应用程序中(每个周期都可扫描)加入:
ENC_REFP_MODE
REFP_VELO_SEARCH_MARKER
REFP_MAX_MARKER_DIST
SPOS_POSITIONING_DIR
电缆
启动 PLC 编程工具
7
接近开关作为主轴定向信号
实际值 主轴定向速度
720
3/4
搜索接近开关的距离(单位:度)
主轴定向方向(3-正/4-负)
(单位:转/分)
Copyright Siemens Ltd. China All Rights Reserved 49
Page 56

Quick Start
SINUMERIK 802D 新一代经济型数控系统
将修改过的 PLC 应用程序下载到 802D中,然后启动
电缆
RS 232
利用准备好的“驱动器调试电缆”将计算机与 611UE 的 X471 连接起来;
M
从 WINDOWS 的“开始”中找到驱动器调试工具 SimoCom U,并启动;进入
“Digital Inputs”设定:
在 SimoComU 的主画面上选择图标: 存储数据,选择图标: 上电复位;
在执行 SPOS 命令时,主轴由静止启动,主轴加速到 MD34040 定义的速度,与接近
开关同步,并且定位。主轴旋转方向由机床数据 MD35350 确定。 正向同步时,NC
与接近开关下降沿同步;反向同步时,NC 与接近开关的上升沿同步。
8.5 直接测量系统的调试(全闭环)
802D 支持直线和旋转的直接测量系统;在使用直接测量系统时,611UE 只能用作单轴:其 X411
接口接电机编码器,X412 接直接测量部件(如直线光栅或圆光栅)。
前提条件:
O 测量部件必须是不带间距编码增量型 1V
O 测量信号必须是纯编码器信号,既 A、A*,B、B*和 R、R*
O 802D 版本 > 02.01;驱动固件版本 > 05.02.04。
重要事项
必须使用西门子公司的标准电缆:
!
6FX8002–2CG00–xxxx - 用于增量型光栅
6FX8002–2CH00–xxxx - 用于 EnDat 绝对光栅
(1)调试光栅尺全闭环系统
参数设定:
电缆
RS 232
从 WINDOWS 的“开始”中启动驱动器调试工具 SimoComU,进入驱动器配置,选
择直接测量系统:
正弦波光栅,或 EnDat 绝对值光栅
PP
利用准备好的“驱动器调试电缆”将计算机与 611UE 的 X471 连接起来;
M
50 Copyright Siemens Ltd. China All Rights Reserved
Page 57

Quick Start
SINUMERIK 802D 新一代经济型数控系统
配置完毕后,按 Ctrl 和 E键进入专家表,检查下列参数:
参数号 参数说明 值 单位 生效
879
879.12
1036
1037
1037.3
1037.4
1030
1031
1032
1033
1034
1038
1039
1007
配置第一编码器:
参数号 参数说明 值 单位 生效
922
选择图标: 存储数据,选择图标: 上电复位;然后输入下列参数:
参数号 参数说明 值 单位 生效
915.6
916.6
916.7
916.8
916.9
916.10
配置第二编码器:
参数号 参数说明 值 单位 生效
922 PROFIBUS frame selection
选择图标:
参数号 参数说明 值 单位 生效
915.6
916.6
916.7
916.8
916.9
916.10
PROFIBUS configuration 1000h Bits->F4
Activate direct measuring system 1
DM Encoder code number 99
DM Encoder configuration 0000h Bits->F4
Absolute encoder (EnDat interface) 0
Linear measuring system 0
DM actual value sensing configuration 0000h Bits->F4
DM multi-turn resolution, absolute encoder 0
DM single-turn resolution, absolute encoder 0
DM diagnosis 0000h Bits->F4
DM grid spacing 0 nm
DM serial number, low part 0000h
DM serial number, high part 0000h
DM encoder pulse number 2048
PROFIBUS frame selection 102
PZD setpoint value assignment PROFIBUS 50009
PZD actual value assignment PROFIBUS 50010
PZD actual value assignment PROFIBUS 50011
PZD actual value assignment PROFIBUS 50011
PZD actual value assignment PROFIBUS 50012
PZD actual value assignment PROFIBUS 50012
Power On
Power On
Power On
Immed.
Immed.
Immed.
Immed.
Immed.
Immed.
Power On
0
存储数据,选择图标: 上电复位;然后输入下列参数:
PZD setpoint value assignment PROFIBUS 50013
PZD actual value assignment PROFIBUS 50014
PZD actual value assignment PROFIBUS 50015
PZD actual value assignment PROFIBUS 50015
PZD actual value assignment PROFIBUS 50016
PZD actual value assignment PROFIBUS 50016
Power On
Power On
Power On
Power On
Power On
Power On
Power On
Power On
Power On
Power On
Power On
Power On
Immed.
Immed.
Immed.
Immed.
Immed.
Immed.
特殊情况:
当需要直接测量系统和测量功能同时生效时,测量信号应连接到 611UE 上 X454 的 I0.B,且设定
以下参数:
参数号 参数说明 值 单位 生效
672
Function, input terminal I0.B 80
Immed.
Copyright Siemens Ltd. China All Rights Reserved 51
Page 58

Quick Start
SINUMERIK 802D 新一代经济型数控系统
802D 的相关参数:
数据号 数据名 值 数据说明
30240
31020
34200
31000
31010
31040
32110
ENC_TYPE
ENC_RESOL
ENC_REFP_MODE
ENC_IS_LINEAR
ENC_GRID_POINT_DIST
ENC_IS_DIRECT
ENC_FEEDBACK_POL
(2)调试圆光栅全闭环系统
重要事项
!
只有总线地址 10 和 20两个驱动器可以连接圆光栅 !
参数设定:
RS 232
电缆
利用准备好的“驱动器调试电缆”将计算机与 611UE 的 X471 连接起来;
M
从 WINDOWS 的“开始”中启动驱动器调试工具 SimoComU,进入驱动器配置,选
择直接测量系统:
实际值
实际值 编码器的脉冲数
实际值
实际值
实际值 光栅尺节点距离
实际值
实际值 反馈极性:
1:增量 / 4:绝对值编码器
1:增量 / 0:绝对值编码器
0:编码器 / 1:光栅尺
0:电机编码器;1:直接编码器
1 / -1
配置第一编码器:
参数号 参数说明 值 单位 生效
922 PROFIBUS frame selection 103 Power On
802D 的相关参数:
数据号 数据名 值 数据说明
13060
DRIVE_TELEGRAM_TYPE[轴号-1]
802D 的相关参数:
数据号 数据名 值 数据说明
30230
31020
31040
32110
34200
ENC_INPUT_NR[0]
ENC_RESOL
ENC_IS_DIRECT
ENC_FEEDBACK_POL
ENC_REFP_MODE
52 Copyright Siemens Ltd. China All Rights Reserved
103
实际值 编码器的脉冲数
实际值
实际值 反馈极性:
实际值
位置信号包括第一和第二编码器
2
位置信号来自第二编码器 X412
0:电机编码器;1:直接编码器
1 / -1
1:增量 / 0:绝对值编码器
Page 59

8.6 显示功能
8.6.1 加工时间显示
Quick Start
SINUMERIK 802D 新一代经济型数控系统
时间显示是系统的默认设定(MD27860=7)。屏
幕上显示的是“循环时间”。在“设定数据”画面
可提供五种时间,这些时间也可通过对应的系统变
量由加工程序读出:
运行时间 (对应 $AC_OPERATING_TIME)
自动方式下运行程序的总时间
循环时间 (对应 $AC_CYCLE_TIME)
所选程序的运行时间
加工时间 (对应 $AC_CUTTING_TIME)
所选程序的加工(G01, G02, G03)时间
调试时间 (对应 $AN_SETUP_TIME)
开机时间 (对应 $AN_POWERON_TIME)
8.6.2 工件计数器显示
802D 的相关参数(通道数据):
数据号 数据名 值 数据说明
27880
27882
“所需工件”($AC_REQUIRED_PARTS)- 通过 MD27880 BIT 0=1 激活
BIT 1=0 – 若“实际工件”数等于“所需工件”数,报警或接口 V33004001.1=1
BIT 1=1 – 若“特殊工件”数等于“所需工件”数,报警或接口 V33004001.1=1
“工件总数”($AC_TOTAL_PARTS) - 通过MD27880 BIT 4=1 激活
BIT 5=0 – M02 / M30 使“工件总数”增加“1”
BIT 5=1 – 由 MD27882 定义的 M代码使“工件总数”增加“1”
BIT 6=0 / 1 –“程序测试”生效时计数器工作/不工作
“实际工件”($AC_ACTUAL_PARTS) - 通过 MD27880 BIT 8=1 激活
BIT 9=0 – M02 / M30 使“工件总数”增加“1”
BIT 9=1 – 由 MD27882 定义的 M代码使“工件总数”增加“1”
BIT 10=0 / 1 –“程序测试”生效时计数器工作/不工作
“特殊工件”($AC_SPECIAL_PARTS) - 通过 MD27880 BIT 12=1 激活
BIT 13=0 – M02 / M30 使“工件总数”增加“1”
BIT 13=1 – 由 MD27882 定义的 M代码使“工件总数”增加“1”
PART_COUNTER
PART_COUNTER_MCODE
实际值
计数器激活与配置
实际值
定义计数 M 代码(0~99)
Copyright Siemens Ltd. China All Rights Reserved 53
Page 60

Quick Start
SINUMERIK 802D 新一代经济型数控系统
8.6.3 主轴功率显示
通过 802D 显示的参数可以激活数字主轴功率显示
数据号 数据名 值 数据说明
360
362
363
364
365
366
367
368
SPINDLE_LOAD_DISPL1
SPINDLE_LOAD_DISPL2
SPINDLE_LOAD_BAR_LIM2
SPINDLE_LOAD_BAR_LIM3
SPINDLE_LOAD_BAR_MAX
SPINDLE_LOAD_BAR_COL1
SPINDLE_LOAD_BAR_COL2
SPINDLE_LOAD_BAR_COL3
8.7 测量功能
1
激活主轴 1 功率显示(0-取消)
1
激活主轴 2 功率显示(0-取消)
实际值 显示条极限
实际值 显示条极限
实际值 显示条最大值
实际值 第一功率显示区的颜色(
实际值 第二功率显示区的颜色(
实际值 第三功率显示区的颜色(
1 <9999999
2 <9999999
<120%
0~15)
0~15)
0~15)
8.7.1 探头及其连接与设定
探头在检测到物体时,能够产生 24V 的保持信号(而不是脉冲信号)
3D 探头可无限制地在车床和铣床上使用
双向探头可在铣床上作为单向探头使用,在车床上用作刀具测量
单向探头可在主轴能够定向的铣床上使用
测量信号是通过 611UE 的数字输入读入 802D 的。探头信号应连接到 611UE 上 X453的
M
I0.A 和 X454 的 I0.B;探头 24V 直流电源的“0”V 与 X431 的 M24 连接;
RS 232
电缆
利用准备好的“驱动器调试电缆”将计算机与 611UE 的 X471连接起来;
M
进入 SimoComU 的专家表,设定 P660=80
802D 的参数 MD13200 MEAS_PROBE_LOW_ACTIVE 可定义探头的有效电平
8.7.2 通道测量功能(测量循环:MEAS 和 MEAW)
802D 的零件程序中编程测量循环(MEAS 或 MEAW)(举例)
N10 G1 F300 X300 Z200 MEAS=-1 ;探头 1 下降沿触发
N20 G1 F300 X300 Y100 MEAS=1 ;探头 1 上升沿触发
探头信号生效或编程位置到达,测量程序段结束。
注意:当编程了测量某一几何轴(工件坐标系),所有几何轴的测量结果均被存储;
测量结果(系统变量):
$AC_MEA[1] – 探头触发状态(测量开始时该变量清除,探头触发时置位)
54 Copyright Siemens Ltd. China All Rights Reserved
Page 61

$AA_MM[<轴名>] – 机床坐标系的测量结果;
$AA_MW[<轴名>] – 工件坐标系的测量结果;
8.7.3 手动刀具测量
802D 支持在手动方式下对车床、铣床和加工中心的刀具进行测量,测量的结果直接存入
刀具参数表;要进一步了解手动刀具测量的功能请参阅《802D 功能说明》
手动刀具测量的功能需要 PLC 应用程序配合动作。下列子程序是实现该功能所必需的:
子程序 32:PLC_INI;子程序 38:MCP_NCK;子程序 43:MEAS_JOG;
802D 进入手动方式,选择软键“设置”下的“测头数据”,设定“速度”(手动测量时
坐标的运动速度)等相关参数
然后进入刀具测量画面选择自动测量
重要事项
Quick Start
SINUMERIK 802D 新一代经济型数控系统
!
坐标向测头移动时要格外小心,测头的活动量有限,过冲会导致测头损坏。点动速度不能过
高,禁止点动快速!
8.8 通过 PLC 应用程序选择加工程序
8.8.1 建立 PLC 调用加工程序表
程序表中最多放置 255 个程序: 1~100 保护等级为“用户”(CUSTOMER)
101~200 保护等级为“制造商”(EVENING)
201~255 保护等级为“西门子”
程序编号作为 PLC 选择的依据
直接建立程序调用表:由“System”→“PLC” →“程序表”(用 键切换窗口):
电缆
RS 232
或将程序表利用通讯软件 WinPCIN 由计算机传入 802D。
Copyright Siemens Ltd. China All Rights Reserved 55
Page 62

Quick Start
T
SINUMERIK 802D 新一代经济型数控系统
文件格式: %_N_PLCPROG_LST
$PATH=/_N_CUS_DIR
1|PART1.MPF
2|PUMP.MPF
3|PART2.MPF
54|CUTTING.MPF
注意:文件中分割符可为“|”或制表符 TAB
8.8.2 利用 PLC 在加工程序表选择程序
PLC 应用程序中利用字节赋值 MOV_B 将程序号送到 PLC→HMI接口:
V33000003.7
MOV_B
EN
IN
5
注意:接口 VB17001000 中的程序号,在系统接收后立即被 PLC系统清除;
HMI 应答:
程序选择成功:V17002000.0(HMI →PLC 接口,只读,信号宽度:1 个 PLC 周期)
程序选择错误:V17002000.1(HMI →PLC 接口,只读,信号宽度:1 个 PLC 周期)
8.9 由 PLC 读取坐标的位置和剩余量
802D 中的 PLC 应用程序可以读取各轴机床坐标的位置以及剩余量。读取的方法如下:
首先要通过 PLC 应用程序激活读位值的功能:
V26000001.1=1 – 激活读取机床坐标的位置;
V26000001.2=1 – 激活读取位置指令的剩余值;
坐标位置的地址 剩余值的地址 轴号 数据类型
VD57000000 VD57000004
VD57010000 VD57010004
VD57020000 VD57020004
VD57030000 VD57030004
VD57040000 VD57040004
ENo
VB17001000
OU
第一轴 浮点数
第二轴 浮点数
第三轴 浮点数
第四轴 浮点数
第五轴 浮点数
56 Copyright Siemens Ltd. China All Rights Reserved
Page 63

读坐标位置举例:
Network 4 Read Z axis position,
ONE
MOV_R
EN
Quick Start
SINUMERIK 802D 新一代经济型数控系统
ENO
VD57020000
VD57020000
8.10 NC 与 PLC 交换数据
加工
程序
加工
程序
内
802D提供了一个 512 字节的公共存储器用于 NC 和 PLC 交换数据。
存
内
PLC 定义了接口地址对应于这个公共存储器:V49000000.0~V49000512.7;
存
可以按字节、字、长字对其进行读写;
内
NC 定义了系统变量对应于这个公共存储器;在加工程序中可以利用系统变量
存
对该存储器进行读写;系统变量如下:
举例:
R1=$A_DBR[5] ;读一个浮点数, (5) 表示从该数据区的第5个字节开始
IN
OUT
MD20
M4.5
<=
125.4
$A_DBB[n] - 字节 (8位)
$A_DBW[n] - 字 (16位)
$A_DBD[n] - 长字 (32位)
$A_DBR[n] - 浮点 (32位)
注:n 表示地址偏移量
重要事项
!
1. 数据区的数据结构需用户自行定义。
2. NC 对数据的读操作,会激活预读停止(内部 STOPRE)
3. NC 在同一程序段中最多写 3 个数据
8.11 远程PLC 诊断(选件)
8.11.1 硬件配置
远程诊断需要两个外置调制解调器,其中一个作为“本地”调制解调器,与制造商的计算机连接;
另一个作为“远程”调制解调器,与机床的 802D 连接,且随机床一起提供给用户。远程诊断可选
用:移动电话,模拟调制解调器,或 ISDN 调制解调器。以及配套的 RS232电缆以及电话线:
Copyright Siemens Ltd. China All Rights Reserved 57
Page 64

Quick Start
SINUMERIK 802D 新一代经济型数控系统
PLC
编程工具
RS232
电缆
本地
调制解调器
电话线
8.11.2 调制解调器初始化(数控机床出厂之前)
计算机启动 PLC编程工具“Programming Tool PLC 802”,选择 ,鼠标双击图标:
,后选择 进入通讯设定。在“Local Connection”激活调
制解调器(见左下图),然后选“OK”退回通讯画面(右下图)。
RS232
远程
调制解调器
802D
PCU
S
INUMERIK
电缆
RS232
电缆
电缆
连接“本地”(Local)调制解调器,利用 PLC 编程工具对其进行初始化;然后,
MODEM
远程
连接“远程”(Remote)调制解调器,利用 PLC 编程工具对其进行初始化。
MODEM
本地
RS232
8.11.3 802D 调制解调器参数设定
机床出厂之前,机床制造商应“本地”及用户端(“远程”)的调制解调器进行参数设定 !
进入通讯画面
选择“调试解调器”有效(“ON”)
选择“调试解调设定”:
58 Copyright Siemens Ltd. China All Rights Reserved
Page 65

Quick Start
SINUMERIK 802D 新一代经济型数控系统
调制解调器类型
ESC 序列
挂机
初始串
AT
OK
联机
NO CARRIER
自动应答
重要事项
!
有关调制解调器命令序列,请向调制解调器供货商索取。
8.11.4 与远程802D 联机
用户端机床的 802D 开机,进入“系统”>“PLC”>选择“STEP7 联机”>选择“开启”
RS232
电缆
“通讯”,双击
本地
MODEM
模拟调制解调器
+++
ATH0
AT&FS0=1&W
OK
CONNECT
NO CARRIER
硬件
℡
电话线
℡
远程
MODEM
调制解调器类型
ESC 序列
挂机
初始串
AT
OK
联机
NO CARRIER
自动应答
接收呼叫
振铃
RS232
电缆
计算机上启动 PLC 编程软件,选择
ISDN
+++
ATH0
AT&FS0=1&W
OK
CONNECT
NO CARRIER
软件
ATA
RING
图标,输入用户的电话号码(见下图),然后选择“Connect”拨号:
联机成功后,利用 PLC 编程工具软件可实现 PLC用户程序的上载、下载、梯图状态监控
以及读取机床输入输出等状态。
8.12 坐标转换(C轴)TRANMIT 和 TRACYL(选件)
802D 提供了两种坐标转换功能,适合于不同结构的车削加工中心。
坐标转换“TRANSMIT”适用于无“Y”轴的车削中心,对工件的端面铣削加工;
工件
Y
W
X
W
工件坐标系
主轴
刀具
Z
W
/ C
轴
Copyright Siemens Ltd. China All Rights Reserved 59
X
M
机床坐标
Z
M
动力刀架
Page 66

Quick Start
SINUMERIK 802D 新一代经济型数控系统
坐标转换“TRACYL”适用于无或有“Y”轴的车削中心或带转台的铣床,对圆柱工件
的柱面进行铣削加工;
动力刀架
工件
刀具
Y
M
X
M
Y
W
XW
工件坐标系
Z
W
电缆
RS 232
重要的编程指令
SETMS(2) – 第 2 主轴作为切削主轴(n=1 或 2),第 1 主轴作为 C轴
SETMS / SETMS(1) – 第 1主轴作为主轴
TRANSMIT – 端面坐标转换开始
TRACYL(d) – 柱面坐标转换开始,其中 d 为圆柱工件的直径,单位:毫米
TRAFOOF – 坐标转换结束
编程举例一
N10 G0 X…Z…SPOS=… ;主轴进入定位状态
N20 G17 G94 T… ;平面、速度、铣削刀具选择
N30 SETMS(2) ;主轴切换:动力刀具作为主轴,第 1 主轴(工件)为 C轴
N40 TRANSMIT ;坐标转换开始
N50 G1 G41 F200 X...Y...Z...M3 S... ;带刀具径端补偿的端面铣削加工
...
N90 G40
N100 TRAFOOF ;坐标转换结束
N110 G18 G95 T... ;返回车削加工
N120 SETMS ;第 1 主轴作为主轴
....
Z
机床坐标系
M
主轴
/ C
轴
启动通讯工具 WinPCIN,安装初始化文件
初始化车床,全部固定循环、坐标变换 TRANSMIT 和 TRACYL、第一主轴(C
轴)和第二主轴
车床机床数据,坐标变换 TRANSMIT 和 TRACYL、第 1 主轴(C)、第 2 主轴
铣床机床数据,坐标变换 TRACYL
编程举例二(无“Y”轴的车床)
;在直角坐标系下编程
N10 G0 X…Z…SPOS=… ;主轴进入定位状态
N20 G19 G94 T… ;平面、速度、铣削刀具选择
N30 SETMS(2) ;主轴切换:动力刀具作为主轴,第 1 主轴(工件)为 C 轴
N40 TRACYL(24.876) ;坐标转换开始,直径为:24.876 毫米
N50 G01 F200 X...M3 S... ;第二主轴(铣削)启动
N60 G41 F200 Y...Z... ;带刀具半径端补偿的柱面铣削加工
...
N90 G40
N100 TRAFOOF ;坐标转换结束
N110 G18 G95 T... ;返回车削加工
N120 SETMS ;第 1 主轴作为主轴
....
60 Copyright Siemens Ltd. China All Rights Reserved
Page 67

Quick Start
Y
SINUMERIK 802D 新一代经济型数控系统
编程举例三
实例适合于 X-Y-Z-C 的机床结构。利用 TRACYL 在柱面上铣槽。槽的尺寸由轨迹 1 和轨迹
2 以及不同的 OFFN 定义。CC 为旋转轴的通道轴名,T1D1 的铣刀半径为 8.345
50 10 0 115
10
N90
N105
加工轨迹 1
加工轨迹 2
编程轨迹
Z
N80
N60
铣刀
N60
N120
70
D *
=
π
125.664
圆柱面展开
OFFN
OFFN
N105
N1 SPOS=0 ;主轴进入定位状态(只适合于车床)
N5 T1 D1 ;铣削刀具选择
N10 G500 G0 G64 X50 Y50 Z115 CC=200 DIAMOF ;机床定位,Y 轴在转动中心
N20 TRACYL(40) ;坐标转换开始,对应于外表面的直径是:40 mm
N30 G19 G90 G94 G1 F500 ;加工平面为主面 Y/Z
N40 OFFN=12.45 Y70 Z115 ;确定槽宽,切入为置,Y 为坐标转换轴
N50 X30 M2=3 S2=300 ;主轴(铣刀)启动,且铣刀移动到槽底
N60 G1 G42 Y70 Z100 ;刀具半径补偿生效,准备沿着轨迹 1 槽壁加工
;加工轨迹 1
N70 Z50 ;平行于柱平面
N80 Y10 ;平行于柱圆周
N90 OFFN=11.5 ;改变槽壁间距
;加工轨迹 2
N100 G1 G42 Y10 Z50 ;刀具半径补偿生效,准备沿着轨迹 2 槽壁加工
N105 Y70 ;平行于柱圆周
N110 Z100 ;退出
;离开槽壁
N120 G1 G40 Y70 Z115 ;刀具半径补偿结束
N130 G0 X25 M2=5 ;抬刀,铣刀主轴停止
N140 TRAFOOF ;坐标变换结束
N150 G0 X50 Y0 Z115 CC=200 OFFN=0
N160 M30
Copyright Siemens Ltd. China All Rights Reserved 61
Page 68

Quick Start
SINUMERIK 802D 新一代经济型数控系统
9. SINUMERIK 802D 各部件的安装尺寸
7
8.2
70
50
35
5
90º
ø
A-A
(X8) 4.5
309.4
302.2
295.6
154.7
13.8
15
需留出的空间
7.2
0
330
321
161.2
15
13
需留出的空间
13
9
0
20
50
20
图 1 PCU 安装尺寸
62 Copyright Siemens Ltd. China All Rights Reserved
Page 69

Quick Start
SINUMERIK 802D 新一代经济型数控系统
1)
4
M
Z
302
Z
+0.3
0.5
+3
2
2)
281.8
295
2)
312
286.6
152.2
281.8
5
1.6
5
140.9
0
+0.3
285
(X8)
自攻螺钉
M4
5.2 (X2)
螺栓螺母,或
定位孔 Φ
2)
1) M4
图 2 PCU 电柜开孔图
Copyright Siemens Ltd. China All Rights Reserved 63
Page 70

Quick Start
SINUMERIK 802D 新一代经济型数控系统
128
33
68.7
图 3 MCP 安装尺寸
263
330
A
34
170
154
152.2159.8
9
8
A
?
90
ø(X6) 4.5
17.2
19
>= 2
301
290
图
4 MCP 电柜开口尺寸
147 140
6xM41)
141.2
0
11
M4
7 0
或 自攻螺钉
M4
螺栓螺母
1)
64 Copyright Siemens Ltd. China All Rights Reserved
Page 71

Quick Start
SINUMERIK 802D 新一代经济型数控系统
86.1
172.2
0
7.7
24
1)
330
320
Ground Screw M5
10
Connection socket
0
2)
NOTE:
1) Add the dimension (24+15)=39 mm to the height of the plug.
2) Location pins (2x .7)
20 290
172.2
165
158.8
13.4
7.2
0
321
330
图 5 垂直键盘尺寸
20
2)
142.2
15 15
9
0
161.2
Copyright Siemens Ltd. China All Rights Reserved 65
Page 72

Quick Start
SINUMERIK 802D 新一代经济型数控系统
0.5
303.5
302.5
2
+3
ø5(2x)
2)
295
Up
3)
143.7
M4(6x)
1)
7.5
8.
0
0.3
73
145.7
146
151.9
Rivet nut M4 or threaded plugging M4
2) Bohr u ngen f uer lagefixierung ø5 mm (2x)
location holes ø5 mm (2x)
1) Einniet-,Einpressmutter M4 oder Gewindedurchz ug M 4
3) Pay attention to the cut direction .
图 6 垂直键盘电柜开口尺寸
66 Copyright Siemens Ltd. China All Rights Reserved
Page 73

Quick Start
SINUMERIK 802D 新一代经济型数控系统
7.2
175
0
87.5
0
Connection socket
302.2
309.4
2)
Grounding Screw M 5
1)
309.4
295.6
154.7
13.8
7.7
24
1514515
15
1) Add this dimension (24+15)=39 mm to the height of the plug.
2) Location pins (2x .7)
2)
279.4
0
15
175
169
0 6
图 7 水平键盘的尺寸
Copyright Siemens Ltd. China All Rights Reserved 67
Page 74

Quick Start
SINUMERIK 802D 新一代经济型数控系统
+3
2
2)
ø5
(2
0.
5
290
285
283.4
1)
M
4(
6x
15
15
图 8 水平键盘的电柜开口尺寸
142.5
1.6
Location holes ø5
1) Einniet-,Einpressm utter M4 oder Gewin dedurchzug M4
2) Bohrungen für Lagefixierung
0
0
0
0
000
76
.5
5
5
Rivet nut M4 or threaded plugging M4
68 Copyright Siemens Ltd. China All Rights Reserved
Page 75

Quick Start
SINUMERIK 802D 新一代经济型数控系统
194
10.5
325
306
6.5
10
35
10
170
35
图 9 PP 72/48 安装尺寸
Copyright Siemens Ltd. China All Rights Reserved 69
Page 76

Quick Start
SINUMERIK 802D 新一代经济型数控系统
10 机床参数总表
显示数据
参数号 机床参数标识符 参考章节
表示形式 参数说明 参数激活 写/读的保护级
缺省值 最小值 最大值 数据类型
202 FIRST_LANGUAGE 19
Decimal 前台语言 POWER ON 2/3
1 1 2 BYTE
203 DISPLAY_RESOLUTION 19
decimal
204 DISPLAY_RESOLUTION_INCH 19
decimal
205 DISPLAY_RESOLUTION_SPINDLE 19
decimal
207 USER_CLASS_READ_TOA
decimal
208 USER_CLASS_WRITE_TOA_GEO
decimal
209 USER_CLASS_WRITE_TOA_WEAR
decimal
210 USER_CLASS_WRITE_ZOA
Decimal
212 USER_CLASS_WRITE_SEA
decimal
213 USER_CLASS_READ_PROGRAM
decimal
214 USER_CLASS_WRITE_PROGRAM
decimal
215 USER_CLASS_SELECT_PROGRAM
decimal
218 USER_CLASS_WRITE_RPA
decimal
219 USER_CLASS_SET_V24
decimal
221 USER_CLASS_DIR_ACCESS
decimal
222 USER_CLASS_PLC_ACCESS
decimal
显示分辨率 POWER ON 2/3
3 0 5 BYTE
显示分辨率(英制) POWER ON 2/3
4 0 5 BYTE
显示分辨率主轴 POWER ON 2/3
1 0 5 BYTE
保护级: 刀具参数读 IMMEDIATE 2/3
3 0 7 BYTE
保护级: 刀具参数写 IMMEDIATE 3/3
3 0 7 BYTE
保护级: 刀具磨损值写 IMMEDIATE 3/3
3 0 7 BYTE
保护级: 可设定零点偏移写 IMMEDIATE 3/3
3 0 7 BYTE
保护级: 设定数据写 IMMEDIATE 3/3
3 0 7 BYTE
保护级: 零件程序读 IMMEDIATE 3/3
7 0 7 BYTE
保护级: 零件程序写 IMMEDIATE 3/3
3 0 7 BYTE
保护级: 零件程序选择 IMMEDIATE 3/3
3 0 7 BYTE
保护级: R 参数写 IMMEDIATE 3/3
3 0 7 BYTE
保护级: RS232 通讯设定 IMMEDIATE 3/3
3 0 7 BYTE
保护级: 零件程序目录访问 IMMEDIATE 3/3
3 0 7 BYTE
保护级: PLC 应用程序 IMMEDIATE 2/2
3 0 7 BYTE
70 Copyright Siemens Ltd. China All Rights Reserved
Page 77

SINUMERIK 802D 新一代经济型数控系统
223 USER_CLASS_WRITE_PWA
decimal 保护级: 保护工作区 IMMEDIATE 2/3
3 0 7 BYTE
247 V24_PG_PC_BAUD
decimal RS232 接口波特率: 300, 600, 1200, 2400, 4800, 9600, 19200, 38400 IMMEDIATE 3/3
7 0 7 BYTE
280 V24_PPI_ADDR_PLC
PLC 站地址 POWER ON 3/3
2 0 126 BYTE
281 V24_PPI_ADDR_NCK
NCK 站地址 POWER ON 3/3
3 0 126 BYTE
283 CTM_SIMULATION_DEF_X 10 (K1)
Decimal 仿真: X 缺省值 IMMEDIATE 3/7
0 -10000 10000 INTEGER
284 CTM_SIMULATION_DEF_Y 10 (K1)
Decimal 仿真: Z 缺省值
0 -10000 10000 INTEGER
285 CTM_SIMULATION_DEF_VIS_AREA 10 (K1)
Decimal 仿真: 显示范围缺省值 IMMEDIATE 3/7
100 -10000 10000 INTEGER
286 CTM_SIMULATION_MAX_X 10 (K1)
Decimal 仿真: X 轴最大显示值 IMMEDIATE 3/7
0 -10000 10000 INTEGER
287 CTM_SIMULATION_MAX_Y 10 (K1)
Decimal 仿真: Z 轴最大显示值 IMMEDIATE 3/7
0 -10000 10000 INTEGER
288 CTM_SIMULATION_MAX_VIS_AREA 10 (K1)
Decimal 仿真: 最大显示范围 IMMEDIATE 3/7
1000 -10000 10000 INTEGER
289 CTM_SIMULATION_TIME_NEW_POS 10 (K1)
Decimal 仿真: 实际值更新率 IMMEDIATE 3/7
100 0 4000 INTEGER
290 CTM_POS_COORDINATE_SYSTEM 10 (K1)
Decimal 坐标系位置 IMMEDIATE 3/7
2 0 7 BYTE
291 CTM_CROSS_AX_DIAMETER_ON 10 (K1)
Decimal 回转轴直径显示有效 IMMEDIATE 3/7
1 0 1 BYTE
292 CTM_G91_DIAMETER_ON 10 (K1)
Decimal 直径增量进给 IMMEDIATE 3/7
1 0 1 BYTE
305 G_GROUP1
Decimal 基于用户的 G 功能组,用于位置显示 IMMEDIATE 3/7
1 1 1000 INTEGER
306 G_GROUP2
Decimal 基于用户的 G 功能组,用于位置显示 IMMEDIATE 3/7
2 1 1000 INTEGER
307 G_GROUP3
Decimal 基于用户的 G 功能组,用于位置显示 IMMEDIATE 3/7
8 1 1000 INTEGER
308 G_GROUP4
Decimal 基于用户的 G 功能组,用于位置显示 IMMEDIATE 3/7
9 1 1000 INTEGER
309 G_GROUP5
Decimal 基于用户的 G 功能组,用于位置显示 IMMEDIATE 3/7
10 1 1000 INTEGER
IMMEDIATE
Quick Start
3/7
Copyright Siemens Ltd. China All Rights Reserved 71
Page 78

Quick Start
SINUMERIK 802D 新一代经济型数控系统
310 FG_GROUP1
Decimal
311 FG_GROUP2
Decimal
312 FG_GROUP3
Decimal
313 FG_GROUP4
Decimal
314 FG_GROUP5
Decimal
330 CMM_POS_COORDINATE_SYSTEM
Decimal
331 CONTOUR_MASK
Decimal
332 TOOL_LIST_PLACE_NO
Decimal
343 V24_PPI_ADDR_MMC
Decimal
344 V24_PPI_MODEM_ACTIVE
Decimal
345 V24_PPI_ MODEM _BAUD
Decimal
346 V24_PPI_ MODEM _PARITY
Decimal
377 MM_USER_CLASS_WRITE_TO_MON_DAT
Decimal 用户循环的写保护级 IMMEDIATE 2/3
基于用户的 G 功能组,用于位置显示 (外部语言) IMMEDIATE 3/7
1 1 1000 INTEGER
基于用户的 G 功能组,用于位置显示 (外部语言) IMMEDIATE 3/7
2 1 1000 INTEGER
基于用户的 G 功能组,用于位置显示 (外部语言) IMMEDIATE 3/7
8 1 1000 INTEGER
基于用户的 G 功能组,用于位置显示 (外部语言) IMMEDIATE 3/7
9 1 1000 INTEGER
基于用户的 G 功能组,用于位置显示 (外部语言) IMMEDIATE 3/7
10 1 1000 INTEGER
机床的坐标位置 IMMEDIATE 3/7
0 0 7 BYTE
轮廓编程使能 IMMEDIATE 3/3
0 0 1 BYTE
激活刀具表中显示刀套位置 IMMEDIATE 3/3
0 0 1 BYTE
IMMEDIATE 3/3
4 0 126 BYTE
IMMEDIATE 3/3
0 0 1 BYTE
调制解调器联机波特率 IMMEDIATE 3/3
7 5 9 BYTE
调制解调器联机校验位 IMMEDIATE 3/3
0 0 2 BYTE
0 0 2 BYTE
通用数据
参数号 机床参数标识符 参考章节
表示形式 参数说明 参数激活 写/读的保护级
缺省值 最小值 最大值 数据类型
10000 AXCONF_MACHAX_NAME_TAB[0]...[4] 19
-
机床坐标名称 POWER ON 2/2
Always
车床
铣床
10074 PLC_IPO_TIME_RATIO 19
Always 2 1 50 DWORD
10200 INT_INCR_PER_MM 3 (G2)
Always 1000 1 1000000000 DOUBLE
X1, Z1, SP, A1, B1
X1, Y1, Z1, SP, A1
-
PLC 任务对插补任务的比例系数 POWER ON 2/2
-
直线位置的计算精度 POWER ON 2/2
- - STRING
- - STRING
- - STRING
72 Copyright Siemens Ltd. China All Rights Reserved
Page 79

SINUMERIK 802D 新一代经济型数控系统
10210 INT_INCR_PER_DEG 3 (G2)
-
转角位置的计算精度 POWER ON 2/2
Always 1000 1 1000000000 DOUBLE
10240 SCALING_SYSTEM_IS_METRIC 3 (G2)
-
基本系统公制
Always 1 *** *** BOOLEAN
10713 M_NO_FCT_STOPRE[0]
-
M 功能代码激活预处理停止
Always -1 *** *** DWORD
10714 M_NO_FCT_EOP
-
激活复位后主轴有效的 M-代码
Always -1 *** *** DWORD
10715 M_NO_FCT_CYCLE[0]
-
调用固定循环(或子程序)的 M-代码
Always -1 *** *** DWORD
10716 M_NO_FCT_CYCLE_NAME
-
M 代码调用的固定循环文件名
Always
10717 T_NO_FCT_CYCLE_NAME
Always
10718 M_NO_FCT_CYCLE_PAR
Always
10760 G53_TOOLCORR
Always 0 *** *** BOOLEAN
10808 EXTERN_INTERRUPT_BITS_M96
外部编程语言
10810 EXTERN_MEAS_G31_P_SIGNAL[n]: 0..3
外部编程语言
10812 EXTERN_DOUBLE_TURRET_ON
外部编程语言
10880 MM_EXTERN_CNC_SYSTEM
Always
车床
铣床
10881 MM_EXTERN_CNC_SYSTEM
10882 NC_USER_EXTERN_GCODES_TAB[0]...[59]
Always
10884 EXTERN_FLOATINGPOINT_PROG
Always 1 *** *** BOOLEAN
10886 EXTERN_INCREMENT_SYSTEM
Always 0 *** *** BOOLEAN
10888 EXTERN_DIGITS_TOOL_NO
Always 2 0 8 BYTE
“”
-
T 代码调用的固定循环文件名
“”
-
调用固定循环参数的 M-代码
“”
-
G53 设定
-
激活中断程序(ASUP)
0
-
设置用于 G31 P.. 的测量输入信号
1, 1, 1, 1
-
利用 G68 的双刀架
0
-
定义适应的 CNC 系统
2
1
-
ISO_3 方式:G 代码系统
0 0 0 2 DWORD
-
用于外部编程语言的用户 G 代码表
“”
-
无小数点计算
-
增量系统
-
刀具号位数
- - STRING
- - STRING
- - DWORD
*** ***
0 3
0 1
1 2 DWORD
1 2
1 2
*** *** STRING
POWER ON
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON 2/2
POWER ON 2/2
DWORD
POWER ON 2/2
BYTE
POWER ON 2/2
BOOLEAN
POWER ON 2/7
DWORD
DWORD
POWER ON 2/7
POWER ON 2/2
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
Quick Start
2/7
Copyright Siemens Ltd. China All Rights Reserved 73
Page 80

Quick Start
SINUMERIK 802D 新一代经济型数控系统
10890 EXTERN_TOOLPROG_MODE
HEX
Always 0x00000000 0x00000000 0xFFFFFFFF DWORD
11100 AUXFU_MAXNUM_GROUP_ASSIGN 13 (H2)
Always 1 1 64 BYTE
11210 UPLOAD_MD_CHANGES_ONLY 19
HEX
11240 PROFIBUS_SDB_NUMBER 3 (G2)
Always 0 0 6 BYTE
11250 PROFIBUS_SHUTDOWN_TYPE 3
Always 0 0 2 BYTE
11290 DRAM_FILESYSTEM_MASK 3
Always 0 - - DWORD
11310 HANDWH_REVERSE 9 (H1)
Always 2 0 *** BYTE
11320 HANDWHL_IMP_PER_LATCH[0]...[2] 9 (H1)
Always 1., 1., 1. *** *** DOUBLE
11346 HANDWH_TRUE_DISTANCE 9 (H1)
Always 0 0 3 BYTE
13060 DRIVE_TELEGRAM_TYPE[0]...[8] 3 (G2)
Always 102, 102, 102, 102, 102 *** *** DWORD
13070 DRIVE_FUNCTION_MASK[0]...[30] 3 (G2)
总线适配
13080 DRIVE_TYPE_DP 3 (G2)
Always 0, 0, 0, 0, 0, … 0 0 3 BYTE
13200 MEAS_PROBE_LOW_ACTIVE[0] 15 (M5)
Always 0 *** *** BOOLEAN
13220 MEAS_PROBE_DELAY_TIME[0] 15 (M5)
Always 0.0, 0.0 0 0.1 DOUBLE
14510 USER_DATA_INT[0]...[31] 19
Always 0 -32768 32767 DWORD
14512 USER_DATA_HEX[0]...[31] 19
14514 USER_DATA_FLOAT[0]...[7] 19
14516 USER_DATA_PLC_ALARM[0]...[63] 19
17530 TOOL_DATA_CHANGE_COUNTER
Always 0 0 1 DWORD
刀具编程方式用于外部编程语言
-
辅助功能组中的辅助功能数
只存储修改的机床数据
- 0x0F 0x00 0x0FF BYTE
-
PROFIBUS 配置文件 SDB1000 号
-
PROFIBUS 关机处理类型
-
在 DRAM 中选择目录
-
手轮反向
-
每刻度手轮脉冲数
-
手轮脉冲移动实际距离
-
PROFIBUS 报文结构
-
所使用的 DP 功能
0, 0, 0, 0, 0, … 0
-
驱动器 DP 方式
-
测量头极性改变
-
测头触发到系统识别的时间
-
用户数据 (INT)
-
用户数据 (Hex)
- 0 0 0x0FF BYTE
-
用户数据 (Float)
- 0.0 -3.40 1038 3.40 1038 DOUBLE
-
用户数据 (Hex)
- 0, 0, 0, 0, ... *** *** BYTE
-
用于 HMI 的刀具数据变化
*** ***
POWER ON 2/7
POWER ON 2/2
IMMEDIATE 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/7
DWORD
POWER ON 2/2
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
74 Copyright Siemens Ltd. China All Rights Reserved
Page 81

Quick Start
SINUMERIK 802D 新一代经济型数控系统
18040 VERSION_INF[0]...[2]
-
PCMCIA 卡的版本以及对应的日期
Always 0 0 1 STRING
18080 MM_TOOL_MANAGEMENT_MASK
HEX
Always 0 0 0XFFFF DWORD
18102 MM_TYPE_OF_CUTTING_EDGE
Always 0 0 1 DWORD
18794 MM_TRACE_VDI_SIGNAL
Always 0 0 0X7FFFFFFF DWORD
用于刀具管理得存储器(SRAM)分配
BIT0 = 1 刀具管理数据就绪
BIT1 = 1 刀具监控数据就绪
BIT2 = 1 OEM 及 CC 数据就绪
BIT3 = 1 用于相邻位值的存储器
-
编程刀沿 D 的类型
-
与示波器相关的 VDI 信号
POWER ON 2/7
POWER ON 1/7
POWER ON 2/2
POWER ON 2/2
通道数据
参数号 机床参数标识符 参考章节
表示形式 参数说明 参数激活 写/读的保护级
缺省值 最小值 最大值 数据类型
20050 AXCONF_GEOAX_ASSIGN_TAB[0]...[2] 19
定义通道内的几何轴
-
Always
车床
铣床
20070 AXCONF_MACHAX_USED[0]...[4] 19
Always
车床
铣床
20080 AXCONF_CHANAX_NAME_TAB[0]...[4] 19
Always
车床
铣床
20090 SPIND_DEF_MASTER_SPIMD 5 (S1)
Always
20094 SPIND_RIGID_TAPPING_M_NR 5 (S1)
Always 70 -1 0x7FFF DWORD
20095 EXTERN_RIGID_TAPPING_M_NR
Always 29 6 0x7FFF DWORD
20108 PROG_EVENT_MASK K1
Always 0x0, 0x0, 0x0, …… 0 0xF
20140 TRAFO_RESET_VALUE K2
Always
20156 EXTERN_GCODE_RESET_MODE[0]…[30] K2
Always - 0 1 BYTE
20204 WAB_CLEARANCE_TOLERANCE W1
Always 0.01, 0.01, 0.01, 0.01, ... 0 plus DOUBLE
1, 0, 2
1, 2, 3
通道内有效的机床轴号
-
1, 2, 3, 0, 0
1, 2, 3, 4, 5
通道内有效的机床轴名
-
“X”, “Z”, “SP”, “ “, “ “
“X”, “Y”, “Z”, “SP “, “A “
主轴在通道中的位置
-
1,1,1,1, 1,1,1,1, …
用于刚性攻丝的 M 功能 (西门子模式)
-
用于刚性攻丝的 M 功能 (外部模式)
-
事件控制的程序调用
-
坐标变换数据块,引导(复位/TP 结束)激活。相关参数 MD20110,MD20112
-
0, 0, 0, 0, 0, 0, ...
外部 G 功能组的复位值
-
WAB 方向相反
-
0 5 BYTE
0 5 BYTE
0 5 BYTE
0 5 BYTE
0 5 BYTE
0 5 BYTE
- - STRING
- - STRING
- - STRING
-1 10 DWORD
0 8 BYTE
POWER ON
POWER ON
POWER ON
POWER ON
POWER ON
POWER ON
POWER ON
DWORD
RESET
RESET
POWER ON
2/2
2/2
2/2
2/7
2/7
2/7
2/7
2/7
2/7
2/7
Copyright Siemens Ltd. China All Rights Reserved 75
Page 82

Quick Start
SINUMERIK 802D 新一代经济型数控系统
20310 TOOL_MANAGEMENT_MASK
- 激活刀具管理
Always 0x0, 0x0, 0x0, …… 0 0xFFFFFF DWORD
20320 TOOL_TIME_MONITOR_MASK
- 激活刀具时间监控
Always 0x0, 0x0, 0x0, …… - - DWORD
20360 TOOL_PARAMETER_DEF_MASK W1
- 刀具参数的定义
Always 0x0, 0x0, 0x0, …… 0 0xFFFFFF DWORD
20380 TOOL_CORR_MODE_G43G44 W1
- 处理 G43 和 G44 的刀具长度补偿
Always 0, 0, 0, 0, 0, 0, …… 0 2 BYTE
20384 TOOL_CORR_MULTIPLE_AXES W1
- 多轴同时刀具长度补偿
Always 1 0 1 BOOLEAN
20550 EXACT_POS_MODE B1
- G00, G01 准停的条件
Always 0, 0, 0, 0, 0, 0, …… 0 33 BYTE
20552 EXACT_POS_MODE_G0_TO_G1 PG
- G00, G01 准停的条件过渡
Always 0, 0, 0, 0, 0, 0, …… 0 3 BYTE
20600 MAX_PATH_JERK B2
- 与轨迹相关的最大 JERK
Always 100.0, 100.0, 100.0 … 0.0 *** DOUBLE
20700 REFP_NC_START_LOCK 8 (R1)
- 未回参考地 NC 启动禁止
Always 1 *** *** BOOLEAN
20730 G0_LINEAR_MODE P2
- G0 插补方式
Always 1 0 1 BOOLEAN
20732 EXTERN_G0_LINEAR_MODE P2
- G0 插补方式
Always 1 0 1 BOOLEAN
20734 EXTERN_FUNCTION_MASK FBFA
- 外部语言功能选通
Always 0, 0, 0, 0, 0, 0, …… 0 0xFFFF DWORD
21000 CIRCLE_ERROR_CONST 10 (K1)
Mm 圆弧终点监控常数
Always 0.01 *** *** DOUBLE
21010 CIRCLE_ERROR_FACTOR 10 (K1)
Mm 圆弧终点监控系数
Always 0.001 0.0 plus DOUBLE
21020 WORKAREA_WITH_TOOL_RADIUS 2 (A3)
- 加工区域限制中的刀具半径
Always 0 *** *** BOOLEAN
21160 JOG_VELO_RAPID_GEO[0]...[2] 9 (H1)
mm/min 几何轴点动快速速度
Always 10000., 10000., 10000. *** *** DOUBLE
21165 JOG_VELO_GEO[0]...[2] 9 (H1)
mm/min 几何轴点动速度
Always 1000., 1000., 1000. *** *** DOUBLE
22000 AUXFU_ASSIGN_GROUP[0]...[63] 13 (H2)
- 辅助功能组(通道中辅助功能数量): 0...49
Always 1, 1, 1, 1, 1, ... 1 64 BYTE
22010 AUXFU_ASSIGN_TYPE[0]...[63] 13 (H2)
- 辅助功能类型(通道中辅助功能数量): 0...49
Always
“”, “”, “”, ...
- - STRING
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
RESET 2/7
NEW CONF 2/7
NEW CONF 2/7
NEW CONF 2/7
RESET 2/7
POWER ON 2/7
POWER ON 2/7
RESET 2/7
POWER ON 2/7
POWER ON 2/7
RESET 2/2
RESET 2/2
POWER ON 2/2
POWER ON 2/7
POWER ON 2/7
76 Copyright Siemens Ltd. China All Rights Reserved
Page 83

Quick Start
SINUMERIK 802D 新一代经济型数控系统
22020 AUXFU_ASSIGN_EXTENSION[0]...[63] 13 (H2)
- 辅助功能扩展
Always 0, 0, 0, ... 0 99 BYTE
22030 AUXFU_ASSIGN_VALUE[0]...[63] 13 (H2)
- 辅助功能值(通道中辅助功能数量): 0...49
Always 0, 0, 0, 0, ... *** *** DWORD
22254 AUXFU_ASSOC_M0_VALUE 13 (H2)
- 用于程序停止的附加 M 功能
Always -1, -1, -1, -1, ... 6 0x7FFF DWORD
22256 AUXFU_ASSOC_M1_VALUE 13 (H2)
- 用于程序条件停止的附加 M 功能
Always -1, -1, -1, -1, ... 6 0x7FFF DWORD
22400 S_VALUES_ACTIVE_AFTER_RESET 5 (S1)
- 复位后激活的 S 功能
Always 0 *** *** BOOLEAN
22534 TRAFO_CHANGE_M_CODE M1
- 用于 TRAFO 变换的 M 代码
Always 0, 0, 0, 0, ... 0 99999999 DWORD
22550 TOOL_CHANGE_MODE 14 (W1)
- 由 T 或 M 功能激活新的刀具补偿值
Always 0 0 1 BYTE
22910 WEIGHTING_FACTOR_FOR_SCALE
- 输入比例缩放系数
Always 0 *** *** BOOLEAN
22914 AXES_SCALE_ENABLE
- 激活轴向比例缩放系数 (G51)
Always 0 *** *** BOOLEAN
22920 EXTERN_FIXED_FEEDRATE_F1_ON FBFA
- 激活固定进给率 F1~F9
Always 0 0 1 BOOLEAN
22930 EXTERN_PARALLEL_GEOAX[0]…[2] FBFA
- 设定平行通道几何轴
Always {0,0,0},{0,0,0},{0,0,0} 0 10 BYTE
24020 FRAME_SUPRESS_MODE FBFA
- 定位时 FRAME 无效
Always 0 0 1 DWORD
24100 TRAFO_TYPE_1 F2
- 定义通道坐标转换 1
坐标变换
24110 TRAFO_AXES_IN_1[0]…[最大轴数] M1, F2
坐标变换
24120 TRAFO_GEOAX_ASSIGN_TAB_1[0]…[2] F2
坐标变换
24130 TRAFO_INCLUDES_TOOL_2 M1,F2
坐标变换
24200 TRAFO_TYPE_1 F2
坐标变换
24210 TRAFO_AXES_IN_2[0]…[最大轴数] F2
坐标变换
24220 TRAFO_GEOAX_ASSIGN_TAB_2[0]…[2] F2
坐标变换
0, 0, 0, 0, 0, 0, … - - DWORD
- 于坐标变换 1 的轴配置
{1, 2, 3, 4, 5, 0, 0, 0, …} 0 10 BYTE
- 配置通道用于坐标变换 1 的几何轴
{0,0,0},{0,0,0},{0,0,0},… 0 10 BYTE
- 第二坐标变换 TRAFO 的刀具处理
1 0 1 BOOLEAN
- 定义通道坐标转换 2
0, 0, 0, 0, 0, 0, … - - DWORD
- 于坐标变换 2 的轴配置
{1, 2, 3, 4, 5, 0, 0, 0, …} 0 10 BYTE
- 配置通道用于坐标变换 2 的几何轴
{0,0,0},{0,0,0},{0,0,0},… 0 10 BYTE
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON 2/2
POWER ON 2/7
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/7
POWER ON 2/7
POWER ON 2/2
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
Copyright Siemens Ltd. China All Rights Reserved 77
Page 84

Quick Start
SINUMERIK 802D 新一代经济型数控系统
24230 TRAFO_INCLUDES_TOOL_2 M1, F2
- 第二坐标变换 TRAFO 的刀具处理
坐标变换
24800 TRACYL_ROT_AX_OFFSET_1 M1
坐标变换
24810 TRACYL_ROT_SIGN_IS_PLUS _1 M1
坐标变换
24820 TRACYL_BASE_TOOL_1 M1
坐标变换
24850 TRACYL_ROT_AX_OFFSET_2 M1
坐标变换
24860 TRACYL_ROT_SIGN_IS_PLUS _2 M1
坐标变换
24870 TRACYL_BASE_TOOL_2 M1
坐标变换
24900 TRANSMIT_ROT_AX_OFFSET_1 M1
坐标变换
24910 TRANSMIT _ROT_SIGN_IS_PLUS _1 M1
坐标变换
24911 TRANSMIT _POLE_SIDE_FIX _1 M1
坐标变换
24920 TRANSMIT _BASE_TOOL_1 M1
坐标变换
24950 TRANSMIT_ROT_AX_OFFSET_2 M1
坐标变换
24960 TRANSMIT _ROT_SIGN_IS_PLUS _2 M1
坐标变换
24961 TRANSMIT _POLE_SIDE_FIX _2 M1
坐标变换
24970 TRANSMIT _BASE_TOOL_2 M1
坐标变换
27100 ABSBLOCK_FUNCTION_MASK
Always 0x0, 0x0, 0x0, 0x0 … 0 0X1 DWORD
27800 TECHNOLOGY_MODE 19
Always
车床
铣床
1 0 1 BOOLEAN
- 用于第一坐标变换 TRACYL 的旋转轴偏移
0.0, 0.0, 0.0, 0.0, … - - DOUBLE
- 用于第一坐标变换 TRACYL 的旋转轴符号
1 0 1 BOOLEAN
- 用于第一坐标变换 TRACYL 的基本刀具向量
{0.0, 0.0, 0.0}, {0.0, 0.0,
0.0}, {0.0, 0.0, 0.0}
- 用于第二坐标变换 TRACYL 的旋转轴偏移
0.0, 0.0, 0.0, 0.0, … - - DOUBLE
- 用于第二坐标变换 TRACYL 的旋转轴符号
1 0 1 BOOLEAN
- 用于第二坐标变换 TRACYL 的基本刀具向量
{0.0, 0.0, 0.0}, {0.0, 0.0,
0.0}, {0.0, 0.0, 0.0}
- 用于第一坐标变换 TRANSMIT 的旋转轴偏移
0.0, 0.0, 0.0, 0.0, … - - DOUBLE
- 用于第一坐标变换 TRANSMIT 的旋转轴符号
1 0 1 BOOLEAN
- 用于第一坐标变换 TRANSMIT 的极坐标前后区域限制
0, 0, 0, 0, 0, 0, … 0 1 BYTE
- 用于第一坐标变换 TRANSMIT 的基本刀具向量
{0.0, 0.0, 0.0}, {0.0, 0.0,
0.0}, {0.0, 0.0, 0.0}
- 用于第二坐标变换 TRANSMIT 的旋转轴偏移
0.0, 0.0, 0.0, 0.0, … - - DOUBLE
- 用于第二坐标变换 TRANSMIT 的旋转轴符号
1 0 1 BOOLEAN
- 用于第二坐标变换 TRANSMIT 的极坐标前后区域限制
0, 0, 0, 0, 0, 0, … 0 1 BYTE
- 用于第二坐标变换 TRANSMIT 的基本刀具向量
{0.0, 0.0, 0.0}, {0.0, 0.0,
0.0}, {0.0, 0.0, 0.0}
- 带有绝对值参数化的段显示
- 通道的工艺方式
1 0 1 BYTE
0 0 1 BYTE
- - DOUBLE
- - DOUBLE
- - DOUBLE
- - DOUBLE
0 1 BYTE
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
NEW CONF 7/7
POWER ON 2/7
NEW CONF 2/2
78 Copyright Siemens Ltd. China All Rights Reserved
Page 85

Quick Start
SINUMERIK 802D 新一代经济型数控系统
27860 PROCESSTIMER_MODE 10 (K1)
HEX 激活程序运行时间测量
Always 0x07 0 0x03F BYTE
27880 PART_COUNTER 10 (K1)
HEX 激活工件计数器
Always 0x0 0 0x0FFFF DWORD
27882 PART_COUNTER_MCODE[0]...[2] 10 (K1)
- 通过用户定义的 M 代码计数工件个数
Always 2, 2, 2 0 99 BYTE
28400 LOOKAH_NUM_CHECKED_BLOCKS
带有绝对值的段显示
Always 0 0 1 DWORD
28402 MM_ABSBLOCK
上载缓冲区的大小
Always 0, 0
29000 MM_ABSBLOCK_BUFFER_CONF 12 (B1)
预见功能检测的程序段数量
Always 10 *** *** DWORD
RESET 2/7
RESET 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
DWORD
POWER ON 1/7
坐标数据
参数号 机床参数标识符 参考章节
表示形式 参数说明 参数激活 写/读的保护级
缺省值 最小值 最大值 数据类型
30110 CTRLOUT_MODULE_NR[0] 3 (G2)
-
给定值: 驱动器号 / 模块号
Always 1 1 9 BYTE
30120 CTRLOUT_NR[0] 3 (G2)
-
给定值: 输出到子模块 / 模块
Always 1 1 2 BYTE
30130 CTRLOUT_TYPE[0] 3 (G2)
-
给定值输出类型
Always 0 0 1 BYTE
30134 IS_UNIPOLAR_OUTPUT[0] 5 (S1)
-
输出值无极性
Always 0 0 2
30200 NUM_ENCS 3 (G2)
-
编码器数量
Always 1 0 1 BYTE
30220 ENC_MODULE_NR[0] 3 (G2)
-
实际值: 驱动器号
Always 1 1 9 BYTE
30230 ENC_INPUT_NR[0] 3 (G2)
-
实际值: 输入模块号/测量循环板
Always 1 1 3 BYTE
30240 ENC_TYPE[0] 3 (G2)
-
编码器类型
Always 0 0 4 BYTE
30270 ENC_ABS_BUFFERING[0] FBA, R1
-
绝对值编码器:移动范围扩展
Always 0, 0 0 1 BYTE
30300 IS_ROT_AX 6 (R2)
-
坐标轴 / 主轴
Always 0 *** *** BOOLEAN
30310 ROT_IS_MODULO 6 (R2)
-
旋转进给轴/主轴为 MODULO 轴
Always 0 *** *** BOOLEAN
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/7
POWER ON 2/2
POWER ON 2/2
POWER ON 2/7
POWER ON 2/2
POWER ON 2/2
Copyright Siemens Ltd. China All Rights Reserved 79
Page 86

Quick Start
SINUMERIK 802D 新一代经济型数控系统
30320 DISPLAY_IS_MODULO 6 (R2)
-
旋转轴按 360° MODULO 轴显示
Always 0 *** *** BOOLEAN
30350 SIMU_AX_VDI_OUTPUT 3 (G2)
-
轴信号用于仿真轴
Always 0 *** *** BOOLEAN
30600 FIX_POINT_POS[0] 10 (K1)
mm,
G75 到固定点的位置值(位置值号)
degrees
Always 0.0 *** *** DOUBLE
31000 ENC_RESOL[0] 3 (G2)
-
直接测量系统(光栅尺)
Always 0 *** *** BOOLEAN
31020 ENC_IS_LINEAR 3 (G2)
-
编码器每转脉冲数 (encoder no.)
Always 2048 *** *** DWORD
31030 LEADSCREW_PITCH 3 (G2)
Mm
丝杠连接
Always 10.0 *** *** DOUBLE
31040 ENC_IS_DIRECT[0] 3 (G2)
-
编码器直接安装在机床上 (编码器号)
Always 0 *** *** BOOLEAN
31050 DRIVE_AX_RATIO_DENOM[0]...[5] 3 (G2)
-
齿轮箱分子
Always 1, 1, 1, 1, 1, 1 1 2147000000 DWORD
31060 DRIVE_AX_RATIO_NUMERA[0]...[5] 3 (G2)
-
齿轮箱分母
Always 1, 1, 1, 1, 1, 1 -2147000000 2147000000 DWORD
31070 DRIVE_ENC_RATIO_DENOM[0] 3 (G2)
-
编码器齿轮箱分子
Always 1 1 2147000000 DWORD
31080 DRIVE_ENC_RATIO_NUMERA[0] 3 (G2)
-
编码器齿轮箱分母
Always 1 1 2147000000 DWORD
31122 BERO_DELAY_TIME_PLUS[0] 8 (R1)
S
BERO 延时时间
Always 0.000110 *** *** DOUBLE
31123 BERO_DELAY_TIME_MINUS[0] 8 (R1)
S
BERO 延时时间
Always 0.000078 *** *** DOUBLE
31600 TRACE_VDI_AX
-
与示波器相关的轴 Vdi 信号
Always 0 0 1 BOOLEAN
32000 MAX_AX_VELO 3 (G2)
mm/min,
最大轴速度
rpm
Always
10000. (mm/min)
*** *** DOUBLE
27,77 (rpm)
32010 JOG_VELO_RAPID 9 (H1)
mm/min,
点动方式快速速度
rpm
Always
10000 (mm/min)
*** *** DOUBLE
27,77 (rpm)
32020 JOG_VELO 9 (H1)
mm/min,
点动速度
rpm
Always 2000 mm/min/ 5,55 rpm *** *** DOUBLE
32100 AX_MOTION_DIR 3 (G2)
-
轴运动反向
Always 1 -1 1 DWORD
POWER ON 2/2
POWER ON 2/2
POWER ON 2/7
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
POWER ON 2/2
NEW CONF 2/2
NEW CONF 2/2
POWER ON 2/2
NEW CONF 2/7
RESET 2/7
RESET 2/7
POWER ON 2/2
80 Copyright Siemens Ltd. China All Rights Reserved
Page 87

Quick Start
SINUMERIK 802D 新一代经济型数控系统
32110 ENC_FEEDBACK_POL[0] 3 (G2)
-
位置反馈极性
Always 1 -1 1 DWORD
32200 POSCTRL_GAIN[0]...[5] 3 (G2)
(m/min)/mm
Always
位置环增益
1, 1, 1, 1, 1, 1
0
2000.
32300 MAX_AX_ACCEL 4 (B2)
mm/ s2,
rev/ s
Always
2
最大加速度
2
/ 2.77 (rev/s2)
1 mm/s
0.001
*** DOUBLE
32420 JOG_AND_POS_JERK_ENABLE 4 (B2)
-
激活轴向突变限制
Always 0 *** *** BOOLEAN
32430 JOG_AND_POS_MAX_JERK 4 (B2)
mm/s3,
degree/s
Always
点动和定位最大轴向突变值
3
1000 (mm/ s
3
)
2777,77 (degree/ s
*** *** DOUBLE
3
)
32431 MAX_AX_JERK 4 (B2) 12 (B1)
mm/s3,
degree/s
Always
最大轴向突变值
3
1000 (mm/ s
2777,77 (degree/ s
3
)
*** *** DOUBLE
3
)
32432 PATH_TRANS_JERK_LIM 12 (B1)
mm/s3,
degree/s
Always
最大轨迹运动的轴向突变值
3
1000 (mm/ s
3
)
2777,77 (degree/ s
*** *** DOUBLE
3
)
32450 BACKLASH 16 (K3)
Mm
Always
反向间隙
0.0
*** *** DOUBLE
32500 FRICT_COMP_ENABLE K3
-
摩擦补偿生效
Always 0 0 1 BOOLEAN
32510 FRICT_COMP_ADPT_ENABLE K3
-
摩擦补偿自适应生效
Always 0 0 1 BOOLEAN
32520 FRICT_COMP_CONST_MAX[0] K3
mm/min,
最大摩擦补偿值
rpm
Always
0.0 0.0
plus DOUBLE
32530 FRICT_COMP_ CONST_MIN[0] K3
mm/min,
最小摩擦补偿值
rpm
Always
0.0 0.0
plus DOUBLE
32540 FRICT_COMP_TIME K3
s
Always
摩擦补偿时间常数
0.015 0.0
plus DOUBLE
32630 FFW_ACTIVATION_MODE 16 (K3)
-
由程序激活前馈控制
Always 1 *** *** BYTE
32640 STIFFNESS_CONTROL_ENABLE[0] K3
-
编码器 / 丝杠螺距误差补偿生效
Always 0 0 1 BOOLEAN
32642 STIFFNESS_CONTROL_CONFIG[0] K3
-
编码器 / 丝杠螺距误差补偿生效
Always 0 0 1 BYTE
32644 STIFFNESS_DELAY_TIME[0] K3
-
编码器 / 丝杠螺距误差补偿生效
Always
0.0 -0.02 0.02
POWER ON
NEW CONF
DOUBLE
NEW CONF
RESET
RESET
NEW CONF
NEW CONF
NEW CONF
NEW CONF
NEW CONF
NEW CONF
NEW CONF
NEW CONF
RESET
NEW CONF
NEW CONF
NEW CONF
DOUBLE
2/2
2/7
2/7
2/2
2/2
2/7
2/7
2/2
2/7
2/7
2/7
2/7
2/7
2/2
2/7
2/7
2/7
Copyright Siemens Ltd. China All Rights Reserved 81
Page 88

Quick Start
SINUMERIK 802D 新一代经济型数控系统
32700 ENC_COMP_ENABLE 16 (K3)
-
编码器 / 丝杠螺距误差补偿生效
Always 0 *** *** BOOLEAN
32810 EQUIV_SPEEDCTRL_TIME[0]...[5] 16 (K3)
S
Always 0.003, 0.003, 0.003,
速度控制环等效时间常数
*** *** DOUBLE
0.003, 0.003, 0.003,
33050 LUBRICATION_DIST 19
mm,
用于 PLC 润滑的移动距离
degrees
Always 100000000 *** *** DOUBLE
34000 REFP_CAM_IS_ACTIVE 8 (R1)
-
坐标轴带有参考点开关
Always 1 *** *** BOOLEAN
34010 REFP_CAM_DIR_IS_MINUS 8 (R1)
-
负向逼近参考点
Always 0 *** *** BOOLEAN
34020 REFP_VELO_SEARCH_CAM 8 (R1)
mm/min,
搜索参考点开关的速度
rpm
Always
5000.0 (mm/min)
*** *** DOUBLE
13.88 (rpm)
34030 REFP_MAX_CAM_DIST 8 (R1)
mm,
搜索参考点开关的最大距离
degrees
Always 10000.0 *** *** DOUBLE
34040 REFP_VELO_SEARCH_MARKER[0] 8 (R1)
mm/min,
搜索编码器零脉冲的速度
rpm
Always
300.0 (mm/min)
*** *** DOUBLE
0.833 (rpm)
34050 REFP_SEARCH_MARKER_REVERSE[0] 8 (R1)
-
编码器零脉冲在参考点开关的反向(编码器号)
Always 0 *** *** BOOLEAN
34060 REFP_MAX_MARKER_DIST[0] 8 (R1)
mm,
搜索编码器零脉冲的最大距离
degrees
Always 20.0 *** *** DOUBLE
34070 REFP_VELO_POS 8 (R1)
mm/min,
参考点定位速度
rpm
Always
1000.0 (mm/min)
*** *** DOUBLE
2.77 (rpm)
34080 REFP_MOVE_DIST[0] 8 (R1)
mm,
参考点位置(相对于机床坐标系)
degrees
Always –2.0 *** *** DOUBLE
34090 REFP_MOVE_DIST_CORR[0] 8 (R1)
mm,
参考点移动距离偏置值
degrees
Always 0.0 *** *** DOUBLE
34092 REFP_CAM_SHIFT[0] 8 (R1)
mm,
电子凸轮偏移
degrees
Always 0.0 *** *** DOUBLE
34093 REFP_CAM_MARK_DIST[0]..[5] 8 (R1)
mm,
电子凸轮与零脉冲之间的距离
degrees
Always 0.0 *** *** DOUBLE
NEW CONF 2/2
NEW CONF 2/2
NEW CONF 2/7
RESET 2/2
RESET 2/2
RESET 2/2
RESET 2/2
RESET 2/2
RESET 2/2
RESET 2/2
RESET 2/2
RESET 2/2
RESET 2/2
RESET 2/2
RESET 2/7
82 Copyright Siemens Ltd. China All Rights Reserved
Page 89

SINUMERIK 802D 新一代经济型数控系统
34100 REFP_SET_POS[0] 8 (R1)
mm,
参考点设定位置
degrees
Always 0 *** *** DOUBLE
34110 REFP_CYCLE_NR 8 (R1)
-
返回参考点轴次序
Always 1 -1 5 DWORD
34200 ENC_REFP_MODE[0] 8 (R1)
-
参考点模式
Always 1 0 7 BYTE
34210 ENC_REFP_STATE[0] 8 (R1)
-
绝对值编码器调试状态
Always 0 0 2 BYTE
34220 ENC_ABS_TURNS_MODULO 6 (R2)
-
旋转绝对值编码器 Modulo 区
Always 4096 1 4096 DWORD
34990 ENC_ACTUAL_SMOOTH_TIME[0]…[5]
s
Always
实际值平滑时间常数
0.0, 0.0, … 0.0 0.5
35000 SPIND_ASSIGN_TO_MACHAX 5 (S1)
-
定义机床轴为主轴
Always 0 0 1 BYTE
35010 GEAR_STEP_CHANGE_ENABLE 5 (S1)
-
齿轮换档生效
Always 0 *** *** BOOLEAN
35012 GEAR_STEP_CHANGE_POSITION[0]…[5] 5 (S1)
mm,
齿轮换档位置
degrees
Always
0.0, 0.0, 0.0, …
0 plus DOUBLE
35020 SPINDLE_DEFAULT_MODE 5 (S1)
-
主轴基本方式:0/1:速度控制;2:定位方式;3:坐标方式
Always 0 0 3 BYTE
35030 SPINDLE_DEFAULT_ACT_MASK 5 (S1)
HEX
主轴基本方式生效时间:0:上电;1:程序启动;3:复位(M02/M30)
Always 0x00 0 0x03 BYTE
35040 SPIND_ACTIVE_AFTER_RESET 5 (S1)
-
主轴复位后自动恢复
Always 0 *** *** BOOLEAN
35100 SPIND_VELO_LIMIT 5 (S1)
Rpm
Always
最高主轴速度
10000.0
*** *** DOUBLE
35110 GEAR_STEP_MAX_VELO[0]...[5] 5 (S1)
Rpm
Always
主轴各档最高转速
500., 500., 1000., 2000.,
*** *** DOUBLE
4000., 8000.
35120 GEAR_STEP_MIN_VELO[0]...[5] 5 (S1)
Rpm
Always
主轴各档最低转速
50., 50., 400., 800.,
*** *** DOUBLE
1500., 3000.
35130 GEAR_STEP_MAX_VELO_LIMIT[0]...[5] 5 (S1)
Rpm
Always
主轴各档最高转速限制
500., 500., 1000., 2000.,
*** *** DOUBLE
4000., 8000.
35140 GEAR_STEP_MIN_VELO_LIMIT[0]...[5] 5 (S1)
Rpm
Always
主轴各档最低转速限制
5., 5., 10., 20., 40., 80.
*** *** DOUBLE
35150 SPIND_DES_VELO_TOL 5 (S1)
-
主轴转速容差
Always
0.1 0.0 1.0
RESET
RESET
POWER ON
IMMEDIATE
POWER ON
POWER ON
DOUBLE
POWER ON
POWER ON
NEW CONF
RESET
RESET
POWER ON
POWER ON
NEW CONF
NEW CONF
NEW CONF
NEW CONF
RESET
DOUBLE
Quick Start
2/2
2/2
2/2
2/2
2/2
2/7
2/2
2/2
2/7
2/7
2/7
2/2
2/7
2/7
2/7
2/7
2/7
2/2
Copyright Siemens Ltd. China All Rights Reserved 83
Page 90

Quick Start
SINUMERIK 802D 新一代经济型数控系统
35160 SPIND_EXTERN_VELO_LIMIT 5 (S1)
Rpm
Always
35200 GEAR_STEP_SPEEDCTRL_ACCEL[0]...[5] 5 (S1)
Umdr/s^2
Always
35210 GEAR_STEP_POSCTRL_ACCEL[0]...[5] 5 (S1)
Umdr/s^2
Always
35300 SPIND_POSCTRL_VELO 5 (S1)
Rpm
Always
35310 SPIND_POSIT_DELAY_TIME[0]…[5] 5 (S1)
s
Always
35350 SPIND_POSITIONING_DIR 5 (S1)
Always 3 3 4 BYTE
35400 SPIND_OSCILL_DES_VELO 5 (S1)
Rpm
Always
35410 SPIND_OSCILL_ACCEL 5 (S1)
Umdr/s^2
Always 16
35430 SPIND_OSCILL_START_DIR 5 (S1)
Always 0 0 4 BYTE
35440 SPIND_OSCILL_TIME_CW 5 (S1)
S
Always
35450 SPIND_OSCILL_TIME_CCW 5 (S1)
S
Always
35500 SPIND_ON_SPEED_AT_IPO_START 5 (S1)
Always 1 0 2 BYTE
35510 SPIND_STOPPED_AT_IPO_START 5 (S1)
Always 0 *** *** BOOLEAN
35550 DRILL_VELO_LIMIT[0]…[5] 5 (S1)
Always 0 *** *** BOOLEAN
36000 STOP_LIMIT_COARSE 2 (A3)
mm,
degrees
Always
36010 STOP_LIMIT_FINE 2 (A3)
mm,
degrees
Always
36020 POSITIONING_TIME 2 (A3)
S
Always
36030 STANDSTILL_POS_TOL 2 (A3)
mm,
degrees
Always
PLC 主轴速度限制
1000.0
开环模式各档加速度
30.0, 30.0, 25.0, 20.0,
15.0, 10.0
位置环模式的加速度
30.0, 30.0, 25.0, 20.0,
15.0, 10.0
主轴位置控制速度
500.0
主轴定位延时时间
0.0,0.05,0.1,0.2,0.4,0.8
-
主轴定位转动方向
主轴摆动速度
500.0
主轴摆动加速度
-
主轴判断起始方向
主轴正向摆动时间
1.0
主轴负向摆动时间
0.5
-
主轴速度达到给定值才能激活进给使能
-
主轴停止后才能激活进给使能
-
主轴停止后才能激活进给使能
准停定位窗口(粗)
0.04
准停定位窗口(精)
0.01
准停精定位延时时间
1.0
零速位置容差
0.2
*** *** DOUBLE
0.001
0.001
*** *** DOUBLE
DOUBLE *** DOUBLE
*** *** DOUBLE
0.001
*** *** DOUBLE
*** *** DOUBLE
*** *** DOUBLE
*** *** DOUBLE
*** *** DOUBLE
*** *** DOUBLE
*** DOUBLE
*** DOUBLE
*** DOUBLE
NEW CONF
NEW CONF
NEW CONF
NEW CONF
NEW CONF
RESET
NEW CONF
NEW CONF
RESET
NEW CONF
NEW CONF
RESET
RESET
RESET
NEW CONF
NEW CONF
NEW CONF
NEW CONF
2/7
2/7
2/7
2/2
2/2
2/2
2/2
2/2
2/2
2/2
2/2
2/2
2/2
2/2
2/2
2/2
2/2
2/2
84 Copyright Siemens Ltd. China All Rights Reserved
Page 91

SINUMERIK 802D 新一代经济型数控系统
36040 STANDSTILL_DELAY_TIME 2 (A3)
S
Always
零速监控延时时间
0.4
*** *** DOUBLE
36050 CLAMP_POS_TOL 2 (A3)
mm,
卡紧位置容差
degrees
Always
0.5
*** *** DOUBLE
36060 STANDSTILL_VELO_TOL 2 (A3)
mm/min,
静止速度容差(定义最大轴或主轴的停止速度)
rpm
Always
5.0 (mm/min)
*** *** DOUBLE
0,01388 (rpm)
36100 POS_LIMIT_MINUS 2 (A3)
mm,
第一软限位负向
degrees
Always
–100000000
*** *** DOUBLE
36110 POS_LIMIT_PLUS 2 (A3)
mm,
第一软限位正向
degrees
Always 100000000 *** *** DOUBLE
36120 POS_LIMIT_MINUS2 2 (A3)
mm,
第二软限位负向
degrees
Always
–100000000
*** *** DOUBLE
36130 POS_LIMIT_PLUS2 2 (A3)
mm,
第二软限位正向
degrees
Always 100000000 *** *** DOUBLE
36200 AX_VELO_LIMIT[0]...[5] 2 (A3)
mm/min,
速度监控的门限值
rpm
Always
11500., 11500.,
*** *** DOUBLE
11500., ... (mm/min)
31,944; 31,944; 31,944;
31,944; ... (rpm)
36210 CTRLOUT_LIMIT 3 (G2)
%
Always
最大速度给定值
110.0
0 200 DOUBLE
36300 ENC_FREQ_LIMIT[0] 2 (A3)
Hz
编码器频率极限
Always 300000 *** *** DOUBLE
36302 ENC_FREQ_LIMIT_LOW[0] 8 (R1)
%
Always
编码器频率限制低 at which encoder is switched on again (hysteresis)
99.9
0 100 DOUBLE
36310 ENC_ZERO_MONITORING 2 (A3)
-
编码器零标记监控
Always 0 *** ***v DWORD
36400 CONTOUR_TOL 2 (A3)
mm,
轮廓监控容差带
degrees
Always
1.0
*** *** DOUBLE
36500 ENC_CHANGE_TOL 16 (K3)
mm,
位置实际值的切换容差
degrees
Always
0.1
*** *** DOUBLE
36600 BRAKE_MODE_CHOICE 2 (A3)
-
制动特性硬件限位开关
Always 0 0 1 BYTE
36610 AX_EMERGENCY_STOP_TIME 2 (A3)
S
Always
急停制动时间
0.05 0.02
1000 DOUBLE
NEW CONF
NEW CONF
NEW CONF
RESET
RESET
RESET
RESET
NEW CONF
NEW CONF
POWER ON
NEW CONF
NEW CONF
NEW CONF
NEW CONF
POWER ON
NEW CONF
Quick Start
2/2
2/2
2/2
2/7
2/7
2/7
2/7
2/7
2/7
2/2
2/2
2/2
2/2
2/2
2/2
2/2
Copyright Siemens Ltd. China All Rights Reserved 85
Page 92

Quick Start
SINUMERIK 802D 新一代经济型数控系统
36620 SERVO_DISABLE_DELAY_TIME 1 (N2)
S
Always 0.1 0.02 1000 DOUBLE
36710 DRIFT_LIMIT[0] K3
%
Always 0.0 0.0 plus DOUBLE
36720 DRIFT_VALUE[0] S3
%
Always 0.0 -5.0 5.0 DOUBLE
37000 FIXED_STOP_MODE F1
固定点移动
37002 FIXED_STOP_CONTROL F1
固定点移动
37010 FIXED_STOP_TORQUE_DEF F1
%
固定点移动
37012 FIXED_STOP_TORQUE_RAMP_TIME F1
s
固定点移动
37020 FIXED_STOP_WINDOW_DEF F1
mm,
degrees
固定点移动
37030 FIXED_STOP_THRESHOLD F1
mm,
degrees
固定点移动
37040 FIXED_STOP_BY_SENSOR F1
固定点移动
37050 FIXED_STOP_ALARM_MASK F1
固定点移动
37060 FIXED_STOP_ACKN_MASK F1
固定点移动
37610 PROFIBUS_CTRL_CONFIG P6
Always 0 0 1 BYTE
37620 PROFIBUS_TORQUE_RED_RESOL
%
Always 1 0.01 10.0 DOUBLE
38000 MM_ENC_COMP_MAX_POINTS[0] 16 (K3)
Always 125 0 5000 DWORD
伺服禁止延时时间
自动漂移补偿的极限值
漂移基本值
-
固定点移动方式
0 0 1 BYTE
-
固定点移动过程控制
0 0 1 BYTE
固定点架尽力矩定义
5.0 0.0 100 DOUBLE
到达改变力矩极限的时间
0.0 0.0 plus DOUBLE
定义固定点监控窗口
1.0 0.0 plus DOUBLE
固定点门限值
2.0 0.0 plus DOUBLE
-
通过传感器识别固定点
0 0 2 BYTE
-
固定点报警使能
1 0 7 BYTE
-
固定点 PLC 应答:0-不等带;1-等待;3-模拟驱动
0 0 3 BYTE
-
PROFIBUS 控制字配置
PROFIBUS 力矩衰减分辨率
-
丝杠螺距误差补偿点数(SRAM)
NEW CONF 2/2
NEW CONF 2/7
NEW CONF 2/2
POWER ON 2/7
POWER ON 2/7
POWER ON 2/7
NEW CONF 2/7
NEW CONF 2/7
NEW CONF 2/7
NEW CONF 2/7
NEW CONF 2/7
POWER ON 2/7
POWER ON 2/7
POWER ON
POWER ON 1/7
86 Copyright Siemens Ltd. China All Rights Reserved
Page 93

SINUMERIK 802D 新一代经济型数控系统
11 NC - PLC 接口信号说明
PLC 地址说明
操作符 说明 范围
V
T
T
C
I
Q
M
SM
A
A
V 变量地址的构成
操作符 数据块号 通道号或轴号 子区号 索引地址
V 00 00 0 000
范围
NC-PLC 信号接口 见下表
定时器 T0 to T15 (单位: 100 ms)
定时器 T16 to T31 (单位: 10 ms)
计数器
数字量输入
数字量输出
标志存储器
C0 to C31
I0.0 to I17.7
Q0.0 to Q11.7
M0.0 to M255.7
特殊状态存储器 SM0.0 to SM0.6 (见下表)
逻辑累加器
算术累加器
(00-99) (00-99) (0-9) (000-999)
AC0 to AC1 (UDWORD)
AC2 to AC3 (DWORD)
Quick Start
特殊存储器的位定义 (只读)
特殊标志位 说明
SM0.0
SM0.1
SM0.2
SM0.3
SM0.4
SM0.5
SM0.6
逻辑“1”信号
第一个 PLC 周期 ‘1’,随后为‘0’
缓冲数据丢失 – 只有第一个 PLC 周期有效 (‘0’ – 数据正常, ‘1’- 数据丢失)
系统再启动:第一个 PLC 周期‘1’, 随后为‘0’
60 s 脉冲 (交替变化:30 s ‘0’,然后 30 s ‘1’)
1 s 脉冲 (交替变化:0.5 s ‘0’,然后 0.5 s‘1’)
PLC 周期循环 (交替变化:一个周期为‘0’,一个周期为‘1’)
状态信号 到/从 MCP
1000
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
10000000 NC
10000001 NC
10000002
10000003
10000004
10000005
10000006
10000007
10000008
停止
启动
使能 禁止
复位 钥匙开关 钥匙开关 进给倍率旋转开关(格林码)
-4th +4th
T17 KT5 -3rd +3rd -2nd +2nd -1st +1st
T9 T10 T11 T12 T13 T14 T15 T16
T1 T2 T3 T4 T5 T6 T7 T8
“0” “0” “0” E D C B A
主轴倍率 % 主轴倍率 主轴倍率 % 单程序段 点动 JOG
-
主轴 主轴 主轴 钥匙开关 参考点 REF
CCW STOP CW 3
进给 变量 钥匙开关 机床功能
2 1 E D C B A
轴点动键 用户选择键
自由定义键 自由定义键
100%
INC 0 INC1000 INC100 INC10 INC1
快速
+
KT4 KT3 KT2 KT1 KT0
主轴倍率旋转开关(格林码)
来自 MCP 的按键信号
Interface MCP Æ PLC (Read/Write)
MDA
运行方式 方式 方式 方式
REPOS
方式 方式
轴点动键
自由定义键
自动 AUTO
Copyright Siemens Ltd. China All Rights Reserved 87
Page 94

Quick Start
SINUMERIK 802D 新一代经济型数控系统
1100
Interface PLC Æ MCP (Read/Write)
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
11000000 NC 主轴倍率 % 主轴倍率 主轴倍率 % 单程序段 点动 JOG MDA 自动 AUTO
停止 - 100% + 运行方式 方式 方式 方式
11000001 NC 主轴 主轴 主轴 钥匙开关 参考点 REF REPOS
启动 CW STOP CCW 3 方式 方式
11000002 进给 变量 钥匙开关 机床功能
使能 禁止 INC 0 INC1000 INC100 INC10 INC1
11000003
11000004 轴点动键 用户选择键 LED
-4th +4th 快速 LED5 LED4 LED3 LED2 LED1
11000005 轴点动键
T17 LED6 -3rd +3rd -2nd +2nd -1st +1st
11000006
11000007
给 MCP 的信号
可保持数据区
1400
PLC 变量 (Read/Write; Bit / Byte / Word / Double)
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
14000000 User Data
14000001 User Data
...
14000127 User Data
数据
用户报警激活
1600
PLC 变量 Interface PLC Æ HMI (Read/Write)
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
16000000 Activation of alarm number
700007 700006 700005 700004 700003 700002 700001 700000
16000001 Activation of alarm number
700015 700014 700013 700012 700011 700010 700009 700008
16000002 Activation of alarm number
700023 700022 700021 700020 700019 700018 700017 700016
16000003 Activation of alarm number
700031 700030 700029 700028 700027 700026 700025 700024
16000004 Activation of alarm number
700039 700038 700037 700036 700035 700034 700033 700032
16000005 Activation of alarm number
700047 700046 700045 700044 700043 700042 700041 700040
16000006 Activation of alarm number
700055 700054 700053 700052 700051 700050 700049 700048
16000007 Activation of alarm number
700063 700062 700061 700060 700059 700058 700057 700056
送至 HMI 的信号
88 Copyright Siemens Ltd. China All Rights Reserved
Page 95

SINUMERIK 802D 新一代经济型数控系统
报警变量
1600
PLC 变量
Byte
16001000
16001004
.... ...
16001252
Interface PLC Æ HMI (Read/Write)
用于报警 700000 的变量(32-Bit)
用于报警 700001 的变量(32-Bit)
用于报警 700063 的变量(32-Bit)
送至 HMI 的信号
有效的报警响应
1600
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
16002000
Interface HMI Æ PLC (Read only)
有效的报警响应
PLC Emergency Feedhold Read-in NC Start
STOP STOP All axes Disable Disable
来自 HMI (程序控制)的选择信号 (可保持数据区)
1700
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
17000000
17000001
17000002
17000003
选择了
程序测试
在 JOG 方式
测量生效
选择了 选择了
空运行进给
M01
来自 HMI 的选择 / 状态信号
Interface HMI Æ PLC (Read only)
选择了
快速倍率
Quick Start
选择了
程序跳段
来自 HMI 的信号
1800
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
18000000
18000001
JOG 方式
测量开始
来自 HMI 的选择 / 状态信号
Interface HMI Æ PLC (Read only)
方式转换
禁止
点动方式 MDA 方式 自动方式
由 HMI 选择
由 HMI 选择机床功能
REF REPOS
来自 HMI 的信号 (仿真)
1900
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
19000000
19000001
仿真
有效
来自 HMI 的选择 / 状态信号
Interface HMI Æ PLC (Read only)
Copyright Siemens Ltd. China All Rights Reserved 89
Page 96

Quick Start
SINUMERIK 802D 新一代经济型数控系统
来自 HMI 的选择信号 (可保持数据区)
1900
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
19001003
19001004
19001005
机床轴
机床轴
机床轴
来自 HMI 的选择 / 状态信号
Interface HMI Æ PLC (Read only)
手轮一控制的轴号
C B A
手轮二控制的轴号
C B A
手轮三控制的轴号
C B A
送至 HMI 的状态信号(可保持数据区)
1900
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
19005000
19005001
19005002
19005003
19005004
用于 JOG 测量的刀具号(132-bit DINT )
来自 HMI 的选择 / 状态信号
Interface PLC Æ HMI (Read/Write)
键盘锁定
刀具表
刷新
手动测刀
使能
来自 NC 通道的辅助功能状态
2500
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
25000004
25000006
25000008
25000010
25000012
来自 NC 通道的辅助功能
Interface HMI Æ PLC (Read only)
M 功能组 5 M 功能组 4 M 功能组 3 M 功能组 2 M 功能组 1
改变 改变 改变 改变 改变
S 功能
T 功能
D 功能
H 功能组 3 H 功能组 2 H 功能组 1
改变 改变 改变
译码的 M 信号 (动态 M0 –信号 M99)
2500
PLC 变量 Interface NCK Æ PLC (Read only; 信号只保持一个PLC 周期)
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
25001000
25001001
25001002
...
25001012
M7 M6 M5 M4 M3 M2 M1 M0
M15 M14 M13 M12 M11 M10 M9 M8
M23 M22 M21 M20 M19 M18 M17 M16
来自 NC 通道的 M 功能(动态)
动态 M 功能
动态 M 功能
动态 M 功能
动态 M 功能
M99 M98 M97 M96
改变
改变
改变
90 Copyright Siemens Ltd. China All Rights Reserved
Page 97

T 功能
2500
PLC 变量
Byte
25002000
Interface NCK Æ PLC (Read only)
T 功能 1 (1 32-bit DINT)
M 功能
来自通道的 M 功能(静态)
Interface NCK Æ PLC (Read only)
M 功能 1 (1 32-bit DINT)
静态 M 功能扩展地址(1 字节)
M 功能 2 (1 32-bit DINT)
静态 M 功能扩展地址(1 字节)
M 功能 3 (1 32-bit DINT)
静态 M 功能扩展地址(1 字节)
M 功能 4 (1 32-bit DINT)
静态 M 功能扩展地址(1 字节)
M 功能 5 (1 32-bit DINT)
静态 M 功能扩展地址(1 字节)
PLC 变量
Byte
25003000
25003004
25003008
25003012
25003016
25003020
25003024
25003028
25003032
25003036
2500
Quick Start
SINUMERIK 802D 新一代经济型数控系统
来自通道的 T 功能
S 功能
PLC 变量
Byte
25004000
25004004
25004008
25004012
2500
Interface NCK Æ PLC (Read only)
S 功能 1 (1 32-bit REAL)
静态 S 功能扩展地址(1 字节)
S 功能 2 (1 32-bit REAL)
静态 S 功能扩展地址(1 字节)
D 功能
2500
PLC 变量
Byte
25005000
Interface NCK Æ PLC (Read only)
D 功能 1 (1 32-bit DINT)
H 功能
2500
PLC 变量
Byte
25006000
25006004
25006008
25006012
25006016
25003020
Interface NCK Æ PLC (Read only)
H 功能 1 (1 32-bit REAL)
H 功能扩展地址 1 (byte)
H 功能 2 (1 32-bit REAL)
H 功能扩展地址 2 (byte)
H 功能 3 (1 32-bit REAL)
H 功能扩展地址 2 (byte)
来自通道的 S 功能
来自通道的 D 功能
来自通道的 H 功能
Copyright Siemens Ltd. China All Rights Reserved 91
Page 98

Quick Start
SINUMERIK 802D 新一代经济型数控系统
NCK 的通用信号
2600
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
26000000
保护级别
4 5 6 7
26000001
2700
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
27000000
27000000
27000002
27000003
系统处于
英制
驱动就绪 驱动
循环运行
温度报警
送至 NCK 的通用信号
Interface PLC Æ NCK (Read/Write)
来自 NCK 的通用信号
Interface NCKÆPLC (Read only)
急停 急停
应答
请求坐标 请求坐标 INC 对操作
剩余值 实际值 方式有效
急停
有效
NCK 的通用信号
3000
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
30000000
30000001
30000002 Machine function
复位
连续点动
Var. INC
3100
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
31000000
31000001
方式选择信号送至 NCK
Interface PLC ÆNCK (Read/Write)
禁止
方式转换
10000 INC 1000 INC 100 INC
来自 NCK 的系统方式有效信号
Interface NCK Æ PLC (Read only)
802
就绪 点动 JOG
手动 JOG
参考点 REF
参考点 REF
选择操作方式
MDA
选择机床功能
REPOS
10 INC 1 INC
有效的操作方式
MDA
有效的机床功能
REPOS
探头 1
有效
NCK 报警
有效
自动 AUTO
自动 AUTO
送至 NCK 通道的控制信号
3200
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
32000000
32000001
32000002
32000004
32000005
32000006
激活
程序测试
H G F E D C B A
H G F E D C B A
进给倍率 快速倍率
生效
激活空运行 激活程序停 激活单段
进给速度
生效
M01
送至 NCK 通道信号
Interface PLC Æ NCK (Read/Write)
运行方式
进给倍率
快速倍率
程序界面
夭折
删除余程 读入禁止 进给保持
激活返回
参考点
激活
程序跳段
92 Copyright Siemens Ltd. China All Rights Reserved
Page 99

Quick Start
SINUMERIK 802D 新一代经济型数控系统
32000007
32000013
3200
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
32001000
32001001
32001004
32001005
32001008
32001009
刀具
非禁止
移动命令 + 移动命令 - 快速叠加 移动键禁止 进给保持 激活手轮 3 激活手轮 2 激活手轮 1
移动命令 + 移动命令 - 快速叠加 移动键禁止 进给保持 激活手轮 3 激活手轮 2 激活手轮 1
移动命令 + 移动命令 - 快速叠加 移动键禁止 进给保持 激活手轮 3 激活手轮 2 激活手轮 1
连续点动
连续点动
连续点动
工件计数器
关闭
Var. INC 10000 INC 1000 INC 100 INC 10 INC 1 INC
Var. INC 10000 INC 1000 INC 100 INC 10 INC 1 INC
Var. INC 10000 INC 1000 INC 100 INC 10 INC 1 INC
NC 停止 NC 停止 NC 停止 NC 启动 NC 启动
进给轴/主轴
送至 NCK 通道信号
Interface PLC Æ NCK (Read/Write)
工件坐标系的第一轴
工件坐标系的第一轴
工件坐标系的第二轴
工件坐标系的第二轴
工件坐标系的第三轴
工件坐标系的第三轴
程序段结尾
来自 NCK 通道的状态信号
3300
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
33000000
33000001
33000002
33000003
33000004
33001000
33001001
33001004
33001005
33001008
33001009
3300
PLC 变量
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
33004000
33004001
33004003
程序测试 坐标变换
有效 有效 有效 有效
复位 中断 有效 夭折 中断 停止 等待 运行
NC 报警 NC 报警
坐标停止 l 通道有效
移动 + 移动 -
移动 + 移动 -
移动 + 移动 -
无有效
换刀命令
上一个动作
程序段有效 有效 有效 有效
通道状态 程序状态
连续点动
连续点动
连续点动
M0 / M1
M2 / M30
Var. INC 10000 INC 1000 INC 100 INC 10 INC 1 INC
Var. INC 10000 INC 1000 INC 100 INC 10 INC 1 INC
Var. INC 10000 INC 1000 INC 100 INC 10 INC 1 INC
Interface NCKÆ PLC (Read only)
运动程序段 动作程序段
程序段搜索
Var. INC
Interface NCKÆ PLC (Read only)
来自 NCK 的信号
所以轴 所有轴
静止 已回参考点
工件坐标系下第一轴
工件坐标系下第一轴
工件坐标系下第二轴
工件坐标系下第二轴
工件坐标系下第三轴
工件坐标系下第三轴
来自 NCK 的通道信号
转动进给
有效
手轮 3 有效 手轮 2 有效 手轮 1 有效
手轮 3 有效 手轮 2 有效 手轮 1 有效
手轮 3 有效 手轮 2 有效 手轮 1 有效
工件数量 外部编程
已经达到 语言有效
返回参考点
禁止
有效
Copyright Siemens Ltd. China All Rights Reserved 93
Page 100

Quick Start
SINUMERIK 802D 新一代经济型数控系统
NCK 的 G 功能
3500
PLC 变量
Byte
35000000
35000001
… …
35000063
来自通道的 G 功能
Interface NCK Æ PLC (Read only)
有效的 G 功能组 1
有效的 G 功能组 2
有效的 G 功能组 64
传递的 M-/S- 功能
3700
PLC 变量 Interface PLCÆNCK (Read only)
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
370x0000 用于主轴的 M 功能 (DINT)
370x0004 用于主轴的 S 功能 (REAL)
送至 NCK 通道的信号
送至坐标轴或主轴的通用信号
3800...3804
PLC 变量 Interface PLC Æ NCK (Read/Write)
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
380x0000 进给倍率
H G F E D C B A
380x0001 倍率生效 测量系统 1 跟随 坐标轴/主轴 固定点 固定点到达
操作方式 禁止 传感器 应答
380x0002 夹紧 删除余程 / 伺服使能
过程进行 主轴复位
380x0003 进给/主轴 固定点
速度限制 移动使能
380x0004 移动键 快速叠加 移动键 进给保持 激活手轮
+ - 禁止 主轴停止 3 2 1
380x0005 机床功能
连续点动 Var. INC 10000 INC 1000 INC 100 INC 10 INC 1 INC
3800…3804
PLC 变量 Interface PLC Æ NCK (Read/Write)
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
380x1000 参考点凸轮 2nd 软限位开关 硬限位开关
(axis) 信号 + - + -
380x
PLC 变量 Interface PLC Æ NCK (Read/Write)
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
380x2000 齿轮已经 实际齿轮级
(主轴) 换档 C B A
380x2001 M3/M4 主轴 主轴倍率
(主轴) 相反 重新定位 生效
380x2002 摆动负向 摆动速度 PLC 控制
(主轴) 向左 向右 摆动
380x2003 主轴转速倍率
(主轴) H G F E D C B A
3800...3804
PLC 变量 Interface PLC Æ NCK (Read/Write)
Byte Bit 7 Bit 6 Bit 5 Bit 4 Bit 3 Bit 2 Bit 1 Bit 0
380x4000 速度给定 HLGSS
平滑
380x4001 脉冲使能 速度调节器 选择驱动器参数组(8 选 1)
PI 切换到 P C B A
送至坐标轴或主轴的信号
送至坐标轴的信号
送至主轴的信号
送至坐标轴/主轴的信号
94 Copyright Siemens Ltd. China All Rights Reserved
 Loading...
Loading...