

siemens 801 Operation Programming Turning

Operation and Programming 11/2005 Edition
sinumerik
SINUMERIK 801
Turning
SIEMENS
SINUMERIK 801
Document Structure
User Documentation: Operation and Programming
Turning
Technical Documentation: Start-Up
Turning
User Documentation: Diagnostics Guide
Turning
SINUMERIK 801
Introduction 1
Operation and Programming
Turning On, Reference
Point Approach 2
Turning
Setting Up 3
Valid for
Control system
SINUMERIK 801
11.2005 Edition
Manually Controlled Mode 4
Automatic Mode 5
Part Programming 6
Services and Diagnosis 7
Programming 8
Cycles 9

SINUMERIK Documentation
®
Key to editions
The editions listed below have been published prior to the current edition.
The column headed “Note” lists the amended sections, with reference to the previous edition.
Marking of edition in the “Note” column:
A ... ... New documentation.
B ... ... Unchanged reprint with new order number.
C ... ... Revised edition of new issue.
Edition Order No. Note
2005.11 A5E00702070 A
Trademarks
SIMATIC
trademarks of SIEMENS AG.
Other names in this publication might be trademarks whose use by a third party for his own purposes may violate
the registered holder.
Copyright Siemens AG 2005. All right reserved
The reproduction, transmission or use of this document or its contents is not permitted without express written authority. Offenders
will be liable for damages. All rights, including rights created by
patent grant or registration of a utility model, are reserved.
Siemens-Aktiengesellschaft.
®
, SIMATIC HMI®, SIMATIC NET®, SIMODRIVE®, SINUMERIK®, and SIMOTION® are registered
Exclusion of liability
We have checked that the contents of this document correspond to
the hardware and software described. Nonetheless, differences
might exist and we cannot therefore guarantee that they are completely identical. The information contained in this document is reviewed regularly and any necessary changes will be included in the
next edition. We welcome suggestions for improvement.
© Siemens AG, 2005
Subject to technical changes without notice.
SINUMERIK 801
Safety Guidelines This Manual contains notices intended to ensure your personal safety, as well
as to protect products and connected equipment against damage. Safety
notices are highlighted by a warning triangle and presented in the following
categories depending on the degree of risk involved:
Danger
!
Indicates an imminently hazardous situation which, if not avoided, will result in
death or serious injury or in substantial property damage.
Warning
!
Indicates a potentially hazardous situation which, if not avoided, could result in
death or serious injury or in substantial property damage.
Caution
!
Used with safety alert symbol indicates a potentially hazardous situation which,
if not avoided, may result in minor or moderate injury or in property damage.
Caution
Used without safety alert symbol indicates a potentially hazardous situation
which, if not avoided, may result in property damage.
Notice
Indicates important information relating to the product or highlights part of the
documentation for special attention.
Qualified person The unit may only be started up and operated by qualified person or persons.
Qualified personnel as referred to in the safety notices provided in this
document are those who are authorized to start up, earth and label units,
systems and circuits in accordance with relevant safety standards.
Proper use Please observe the following:
Warning
The unit may be used only for the applications described in the catalog or the
!
This product must be transported, stored and installed as intended, and
SINUMERIK 801 I
Operation and Programming
technical description, and only in combination with the equipment,
components and devices of other manufacturers as far as this is
recommended or permitted by Siemens.
maintained and operated with care to ensure that it functions correctly and
safely .
—
Turning


Contents
Contents
SINUMERIK 801 Operator Panel OP
1. Introduction …………………………………………………………………………………………………… 1-1
1.1 Screen Layout ………………………………………………………………………………………… 1-1
1.2 Operating areas ……………………………………………………………………………………… 1-4
1.3 Overview of the most important softkey functions ………………………………………………… 1-5
1.4 Pocket calculator ……………………………………………………………………………………… 1-6
1.5 Coordinate systems ………………………………………………………………………………… 1-10
2. Turning On and Reference Point Approach ………………………………………………………… 2-1
3. Setting Up…………………………………………………………………………………………………………… 3-1
3.1 Entering tools and tool offsets ……………………………………………………………………… 3-1
3.1.1 Creating a new tool …………………………………………………………………………………… 3-3
3.1.2 Tool compensation data ……………………………………………………………………………… 3-4
3.1.3 Determining the tool offsets ………………………………………………………………………… 3-5
3.2 Entering/modifying the zero offset ………………………………………………………………… 3-7
3.2.1 Determining the zero offset ………………………………………………………………………… 3-8
3.3 Programming the setting data - “Parameters” operating area ………………………………… 3-10
3.4 R parameters – “Parameters” operating area …………………………………………………… 3-12
4. Manually Operated Mode
4.1 Jog mode – “Machine” operating area ……………………………………………………………… 4-1
4.1.1 Assigning the handwheel……………………………………………………………………………… 4-4
4.2 MDA mode (Manual Data Input) – “Machine” operating area …………………………………… 4-5
5. Automatic Mode ……………………………………………………………………………………………… 5-1
5.1 Selecting/starting a part program – “Machine” operating area …………………………………… 5-4
5.2 Block search – “Machine” operating area ………………………………………………………… 5-5
5.3 Stopping/aborting a part program – “Machine” operating area ………………………………… 5-6
5.4 Repositioning after interruption – “Machine” operating area ……………………………………… 5-7
6. Part Programming …………………………………………………………………………………………… 6-1
6.1 Entering a new program – “Program” operating area …………………………………………… 6-3
6.2 Editing a part program – “Program” operating area ……………………………………………… 6-4
6.3 Programming support ………………………………………………………………………………… 6-7
6.3.1 Vertical menu ………………………………………………………………………………………… 6-7
6.3.2 Cycles ………………………………………………………………………………………………… 6-8
6.3.3 Contour ………………………………………………………………………………………………… 6-9
6.3.4 Free softkey assignment …………………………………………………………………………… 6-24
7. Services and Diagnosis …………………………………………………………………………………… 7-1
7.1 Data transfer via the RS232 Interface ……………………………………………………………… 7-1
7.2 Diagnosis and start-up – “Diagnostics” operating area …………………………………………… 7-8
8. Programming ………………………………………………………………………………………………… 8-1
8.1 Fundamentals of NC programming ………………………………………………………………… 8-1
8.1.1 Program structure …………………………………………………………………………………… 8-1
8.1.2 Word structure and address ………………………………………………………………………… 8-2
8.1.3 Block structure ………………………………………………………………………………………… 8-3
8.1.4 Character set ………………………………………………………………………………………… 8-5
8.1.5 Overview of instructions ……………………………………………………………………………… 8-6
………………………………………………………… III
………………………………………………………………………………… 4-1
SINUMERIK 801 III
Operation and Programming
—
Turning

Contents
8.2 Position data ………………………………………………………………………………………… 8-13
8.2.1 Absolute/incremental dimensions: G90, G91 …………………………………………………… 8-13
8.2.2 Metric/inch dimensions: G71, G70 ………………………………………………………………… 8-14
8.2.3 Radius/diameter dimensions: G22, G23 ………………………………………………………… 8-15
8.2.4 Programmable zero offset: G158 ………………………………………………………………… 8-16
8.2.5 Workpiece clamping - settable zero offset: G54 to G57, G500, G53 ………………………… 8-17
8.3 Axis movements …………………………………………………………………………………… 8-18
8.3.1 Linear interpolation at rapid traverse: G0 ………………………………………………………… 8-18
8.3.2 Linear interpolation at feedrate: G1 ……………………………………………………………… 8-19
8.3.3 Circular interpolation: G2, G3 ……………………………………………………………………… 8-20
8.3.4 Circular interpolation via intermediate point: G5 ………………………………………………… 8-23
8.3.5 Thread cutting with constant lead: G33 …………………………………………………………… 8-24
8.3.6 Fixed-point approach: G75 ………………………………………………………………………… 8-27
8.3.7 Reference point approach: G74 …………………………………………………………………… 8-28
8.3.8 Feedrate F …………………………………………………………………………………………… 8-28
8.3.9 Exact stop / continuous path mode: G9, G60, G64 …………………………………………… 8-29
8.3.10 Dwell time: G4 ……………………………………………………………………………………… 8-31
8.4 Spindle movements ………………………………………………………………………………… 8-32
8.4.1 Spindle speed S, directions of rotation …………………………………………………………… 8-32
8.4.2 Spindle speed limitation: G25, G26 ……………………………………………………………… 8-33
8.4.3 Spindle positioning: SPOS ………………………………………………………………………… 8-34
8.5 Special turning functions …………………………………………………………………………… 8-35
8.5.1 Constant cutting rate: G96, G97 …………………………………………………………………… 8-35
8.5.2 Rounding, chamfer ………………………………………………………………………………… 8-37
8.6 Tool and tool offset ………………………………………………………………………………… 8-39
8.6.1 General notes ……………………………………………………………………………………… 8-39
8.6.2 Tool T ………………………………………………………………………………………………… 8-40
8.6.3 Tool offset number D ………………………………………………………………………………… 8-41
8.6.4 Selection of tool radius compensation: G41, G42 ……………………………………………… 8-46
8.6.5 Behavior at corners: G450, G451 ………………………………………………………………… 8-48
8.6.6 Tool radius compensation OFF: G40 ……………………………………………………………… 8-49
8.6.7 Special cases of tool radius compensation ……………………………………………………… 8-50
8.6.8 Example of tool radius compensation …………………………………………………………… 8-52
8.7 Miscellaneous function M …………………………………………………………………………… 8-53
8.8 Arithmetic parameters R …………………………………………………………………………… 8-54
8.9 Program branches …………………………………………………………………………………… 8-56
8.9.1 Labels - destination for program branches ……………………………………………………… 8-56
8.9.2 Unconditional program branches ………………………………………………………………… 8-57
8.9.3 Conditional branches ……………………………………………………………………………… 8-58
8.9.4 Example of program with branches ……………………………………………………………… 8-60
8.10 Subroutine technique ……………………………………………………………………………… 8-61
9. Cycles …………………………………………………………………………………………………………… 9-1
9.1 General Information about Standard Cycles ……………………………………………………… 9-1
9.1.1 Overview of Cycles …………………………………………………………………………………… 9-1
9.1.2 Error messages and error handling in cycles ……………………………………………………… 9-2
9.2 Drilling, counter boring - LCYC82 …………………………………………………………………… 9-4
9.3 Deep hole drilling – LCYC83 ……………………………………………………………………… 9-6
9.4 Tapping with compensating chuck - LCYC840 …………………………………………………… 9-10
9.5 Boring - LCYC85 …………………………………………………………………………………… 9-12
9.6 Recess cycle – LCYC93 …………………………………………………………………………… 9-14
9.7 Undercut cycle – LCYC94 ………………………………………………………………………… 9-18
9.8 Stock removal cycle – LCYC95 …………………………………………………………………… 9-20
9.9 Thread cutting – LCYC97 …………………………………………………………………………… 9-25
IV SINUMERIK 801
Operation and Programming
—
Turning
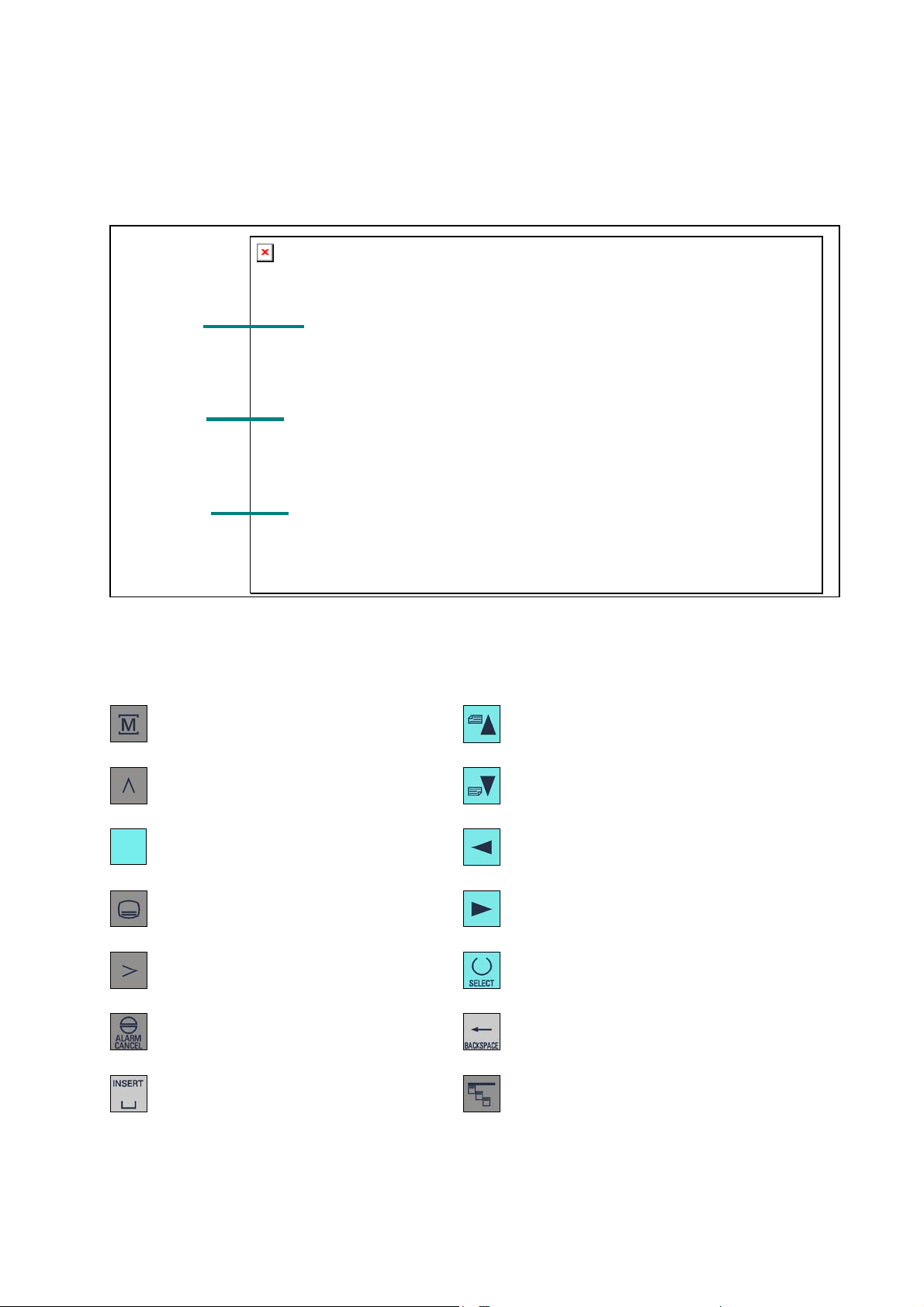
SINUMERIK 801 Operator Panel OP
LCD
NC keys
MCP area
Key definition
NC keyboard area
Machine area key
Recall key
Softkey
Area switchover key
ETC key
Acknowledge alarm
Cursor UP (with shift: page up)
Cursor DOWN (with shift: page down)
Cursor LEFT
Cursor RIGHT
Selection key/toggle key
Delete key (backspace)
SPACE (INSERT)
SINUMERIK 801 V
Operation and Programming
—
Turning
Vertical menu
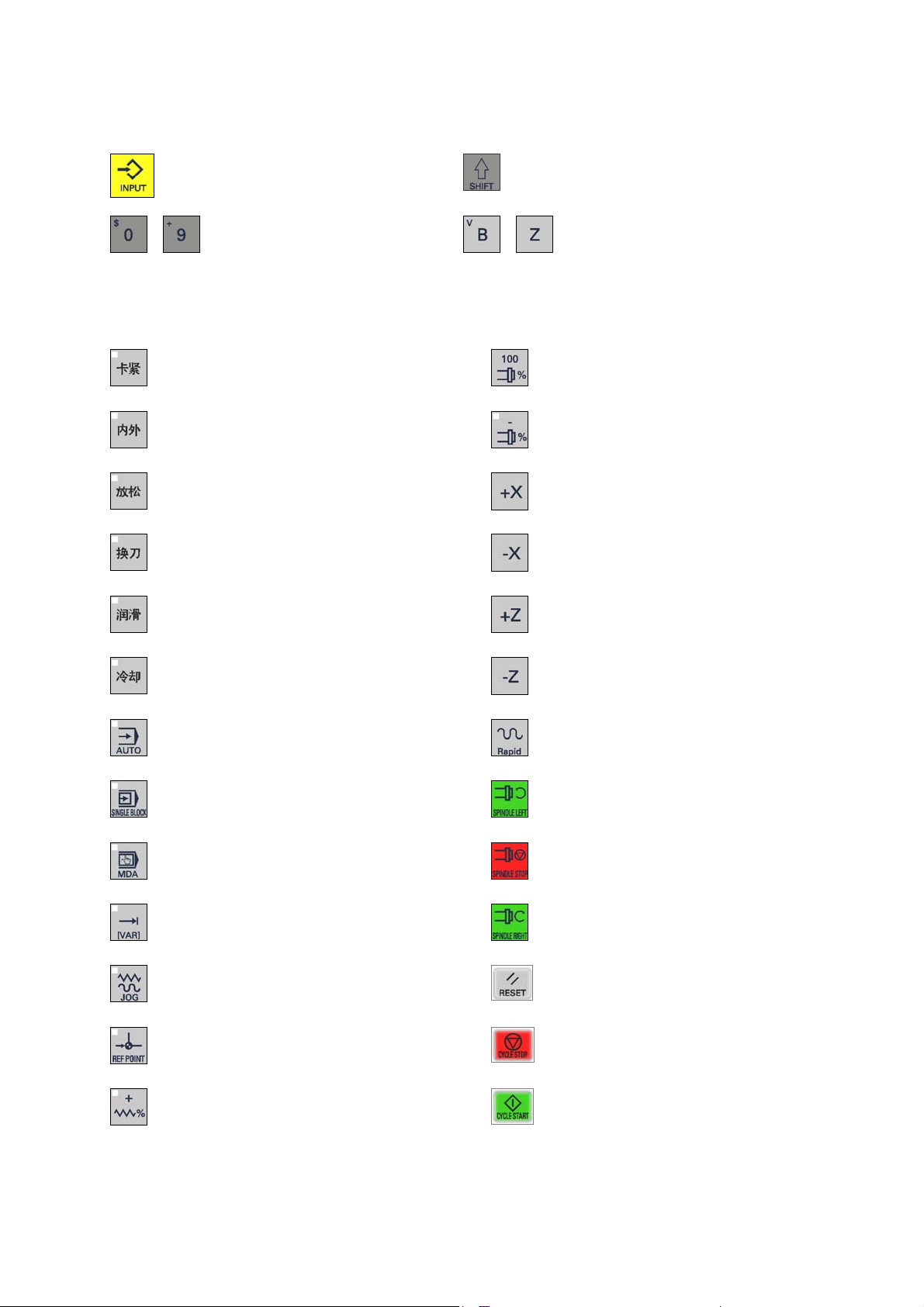
ENTER / input key
Numerical keys (with shift for
…
MCP (Machine Control Panel) area
alternative assignment)
Chuck clamping (with LED)
Chuck clamping internally / Chuck clamping
externally (with LED)
Chuck unclamping (with LED)
Manual tool change (with LED)
Manual lubrication (with LED)
…
Shift key
Alphanumeric keys (with shift for
alternative assignment)
Spindle override 100%
Spindle override minus (with LED)
X axis, plus direction
X axis, minus direction
Z axis, plus direction
Manual coolant (with LED)
AUTOMATIC (with LED)
SINGLE BLOCK (with LED)
MANUAL DATA (with LED)
Increment (with LED)
JOG (with LED)
REFERENCE POINT (with LED)
Feedrate override plus (with LED)
Z axis, minus direction
RAPID TRA VERSE OVERLAY
SPINDLE START LEFT
Counterclockwise direction
SPINDLE STOP
SPINDLE START RIGHT
Clockwise direction
RESET
NC STOP
NC START
VI SINUMERIK 801
Operation and Programming
—
Turning
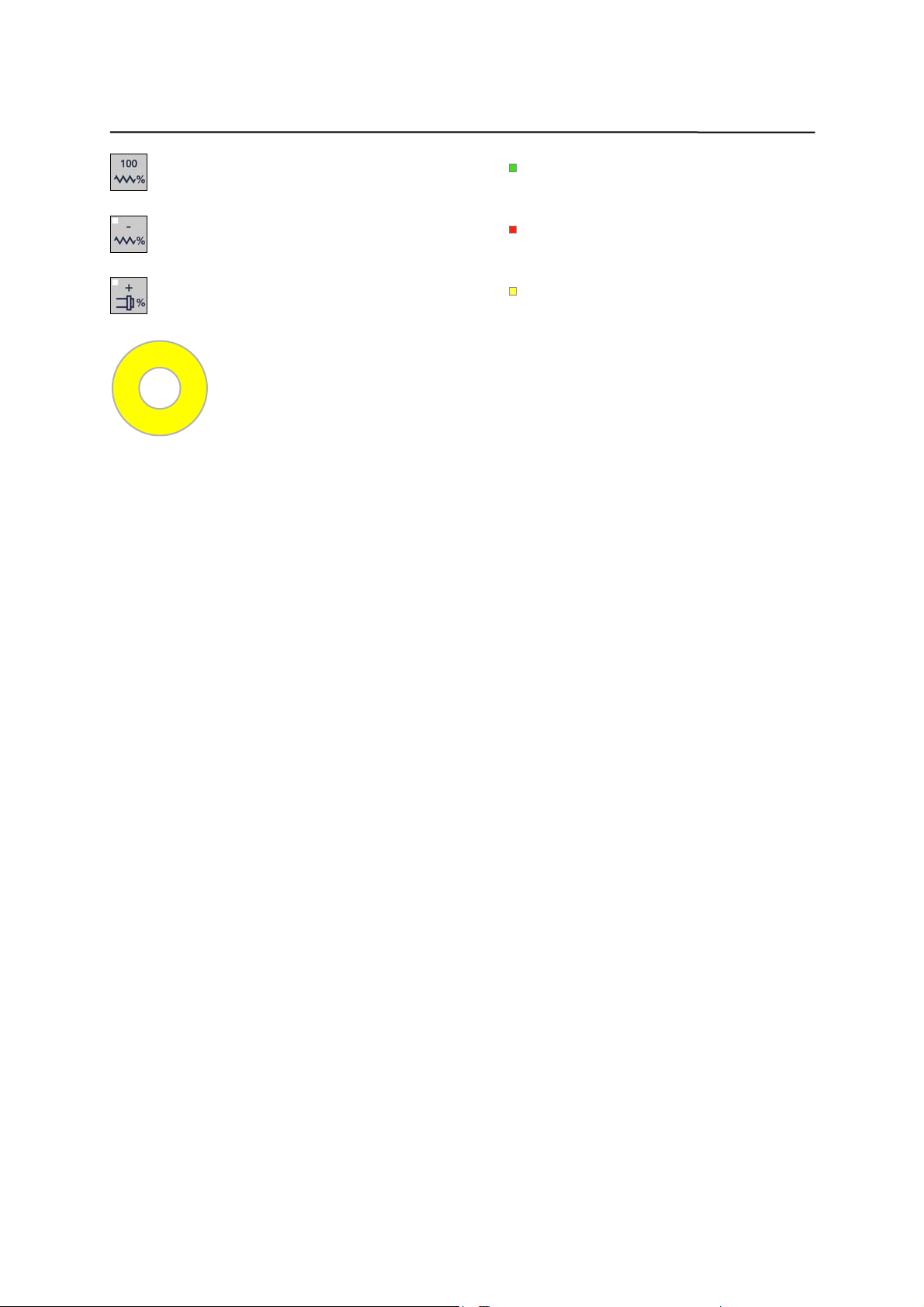
Contents
LED POK (Power OK), green
Feedrate override 100%
Feedrate override minus (with LED)
LED ERR (Error), red
Spindle override plu s (with LED)
LED DIA (Diagno stics), yellow
Emergency Stop button (option)
SINUMERIK 801 VI
Operation and Programming
—
Turning
Introduction 1
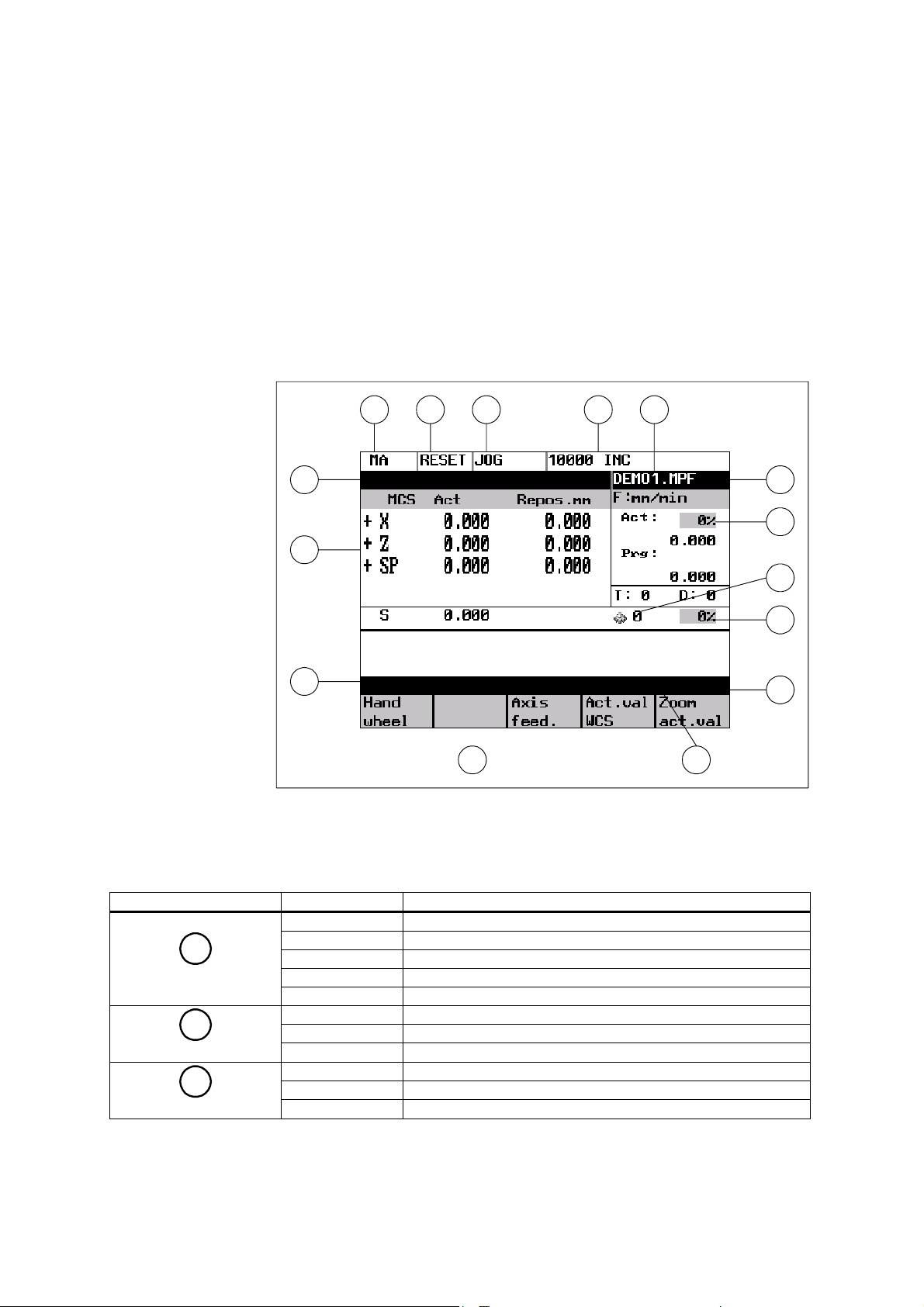
1.1 Screen layout
1 2 3 4 7
5
8
9
11
Fig.1-1 Screen layout
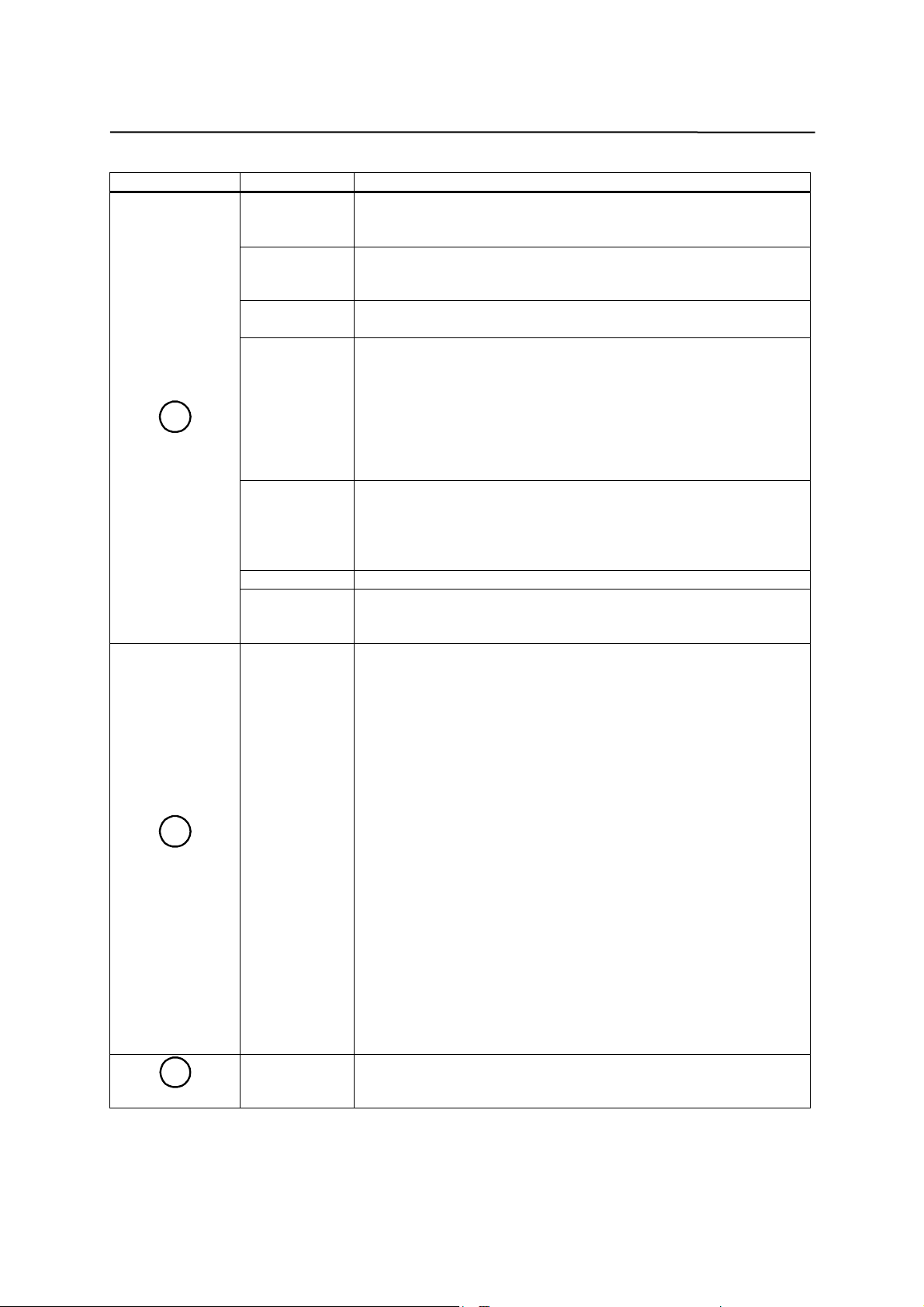
The abbreviations on the screen stand for the following:
Table 1–1 Explanation of display elements
Display Element Abbreviation Meaning
MA Machine
1
Active operating area
PA Parameter
PR Programming
DI Services
DG Diagnosis
2
Program status
3
Operating mode
STOP Programm stopped
RUN Program running
RESET Program aborted
Jog Manual traverse
MDA Manual input with automatic function
Auto Automatic
6
13
14
15
10
12
SINUMERIK 801 1-1
Operation and Programming
—
Turning
Introduction
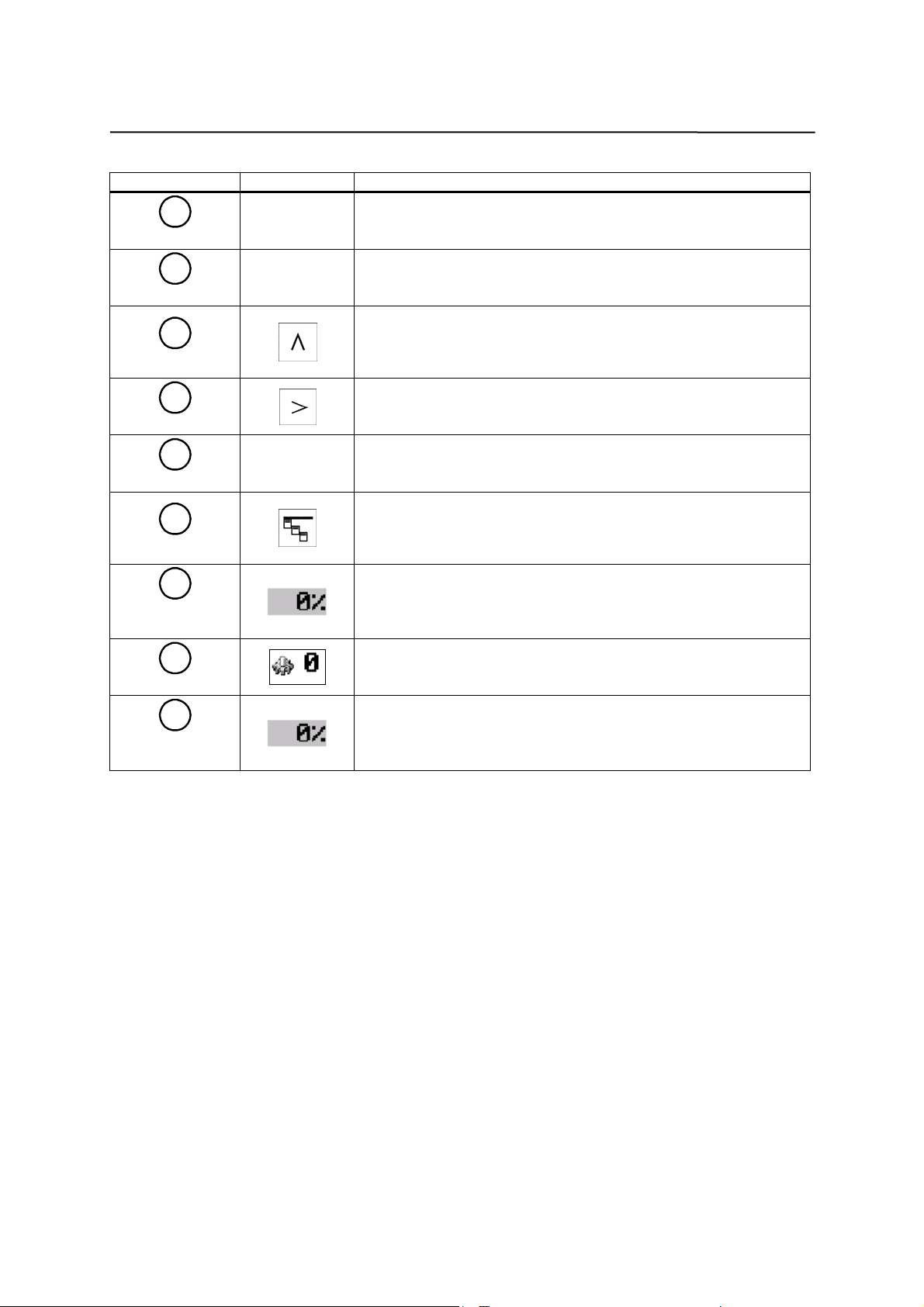
Display Element Abbreviation Meaning
SKP Skip block
Program blocks marked by a slash in front of the block number
are ignored during program execution.
DRY Dry run feed
Traversing movements are executed at the feed specified in the
Dry Run Feed setting data.
ROV Rapid traverse override
The feed override also applies to rapid feed mode.
SBL Single block with stop after each block
When this function is active, the part program blocks are
4
Status display
5
Operational
message
Program name
6
M1 Programmed stop
PRT Program test
1…1000
INC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
processed separately in the following manner:
Each block is decoded separately, the program is stopped at the
end of each block. The only exception are thread blocks without
dry run feed. In this case, the program is stopped only when the
end of the current thread block is reached. SBL can only be
selected in the RESET state.
When this function is active, the program is stopped at each
block in which the miscellaneous function M01 is programmed.
In this case, the message “Stop M00/M01 active“ appears on the
screen.
Incremental mode
If the control is in the Jog mode, incremental dimension is
displayed instead of the active program control function.
Stop: No NC Ready
Stop: EMERGENCY STOP active
Stop: Alarm active with stop
Stop: M0/M01 sctive
Stop: Block ended in SBL mode
Stop: NC STOP active
Wait: Read-in enable missing
Wait: Feed enable missing
Wait: Dwell time active
Wait: Auxiliary function acknowl. missing
Wait: Axis enable missing
Wait: Exact stop not reached
Wait: For spindle
Wait: Feed override to 0%
Stop: NC block incorre ct
Wait: Block search active
Wait: No spindle enable
Wait: Axis feed value 0
1-2 SINUMERIK 801
Operation and Programming
—
Turning
Introduction
Display Element Abbreviation Meaning
7
Alarm line
8
Working window
9
Recall symbol
10
Menu extension
11
Softkey bar
12
Vertical menu
13
Feedrate
override
14
Gear box
15
Spindel speed
override
The alarm line is only displayed if an NC or PLC alarm is active.
The alarm line contains the alarm number and reset criterion of
the most recent alarm.
Working window and NC display
This symbol is displayed above the softkey bar when the
operator is in a lower-level menu.
When the Recall key is pressed, you can return to the
next-higher menu without saving data.
ETC is possible If this symbol appears above the softkey bar,
further menu functions are provided. These functions can be
activated by the ETC key.
If this symbol is displayed above the softkey bar, further menu
functions are provided. When the VM key is pressed, these
functions appear on the screen and can be selected by Cursor
UP and Cursor DOWN.
Here the current actual feedrate override is shown.
Here the current spindle gear stage 1…5 is shown.
Here the current spindel speed override is shown.
SINUMERIK 801 1-3
Operation and Programming
—
Turning
A
Introduction
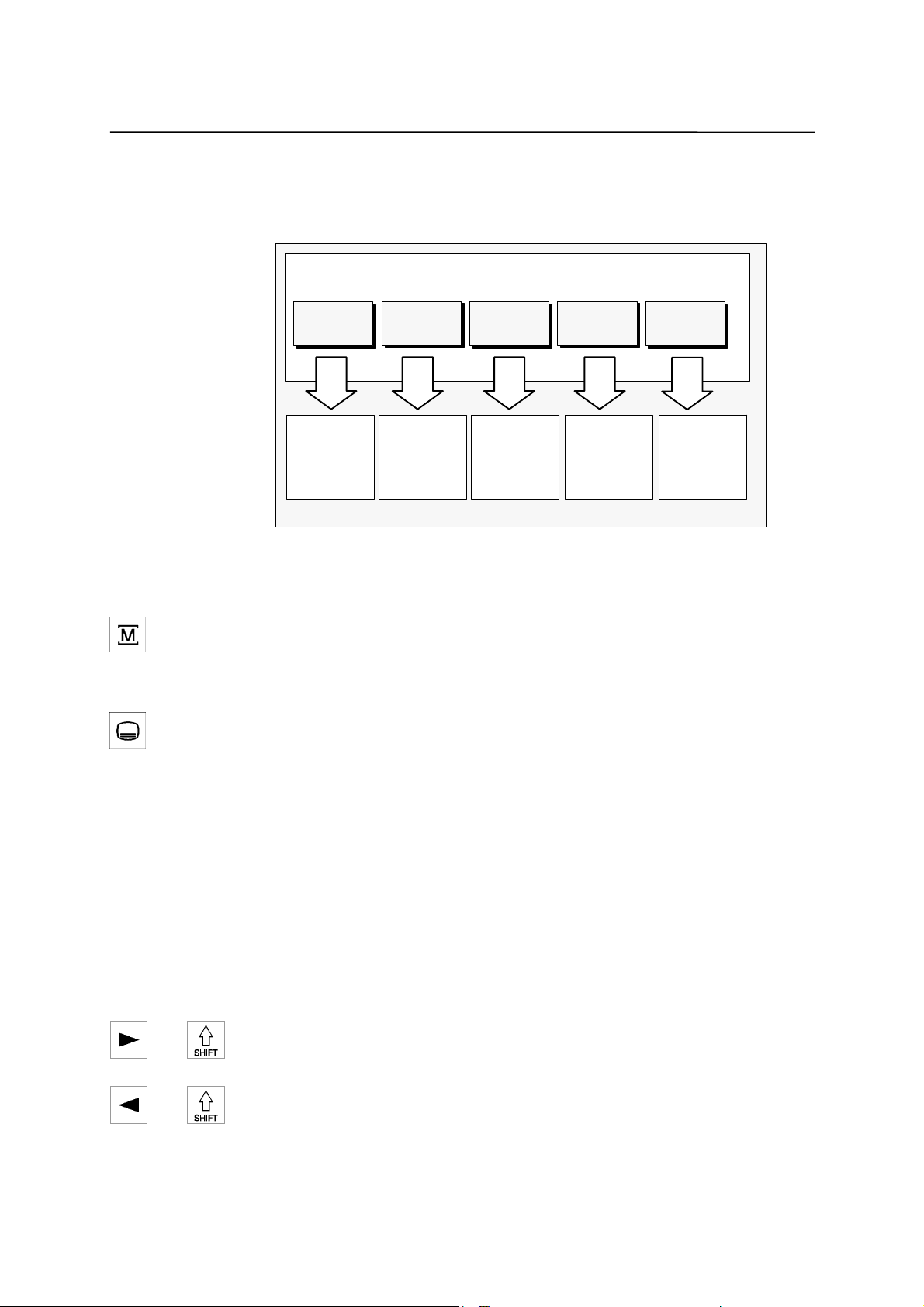
1.2 Operating areas
The basic functions are grouped in the CNC into the following operating areas:
Operatin g ar eas
Program
Creating
part
programs
Services
Reading
in / reading
out data
Diagnostics
larm
display
Start-up
Machine Parameters
Executing
part
programs
Manual
control
Editing
program
data
Fig.1-2 SINUMERIK 801operating areas
Switching between the operating
Press the “Machine” area key for direct access to the “Machine” operating
area.
Use the area switching key to return from any operating area to the main
menu.
Press the area switching key twice to return to the previous operating area.
After turning on the control system, the Machine operating area will appear by
default.
Display contrast adjustment
The display contrast can be adjusted via relevant softkeys Display Bright and
Display Darker (see “Section7.2
area” for detailed descriptions
Diagnosis and start-up – “Diagnostics” operating
) or alternatively via CNC front panel directly. By
pressing Shift key + Cursor Left key, display will be brighter. By pressing Shift
key + Cursor Right key, display will be darker.
+ Pressing both keys, display will be brighter;
+ Pressing boths keys, display will be darker.
1-4 SINUMERIK 801
Operation and Programming
—
Turning
A
y
w
y
y
A
A
A
A
A
A
Introduction
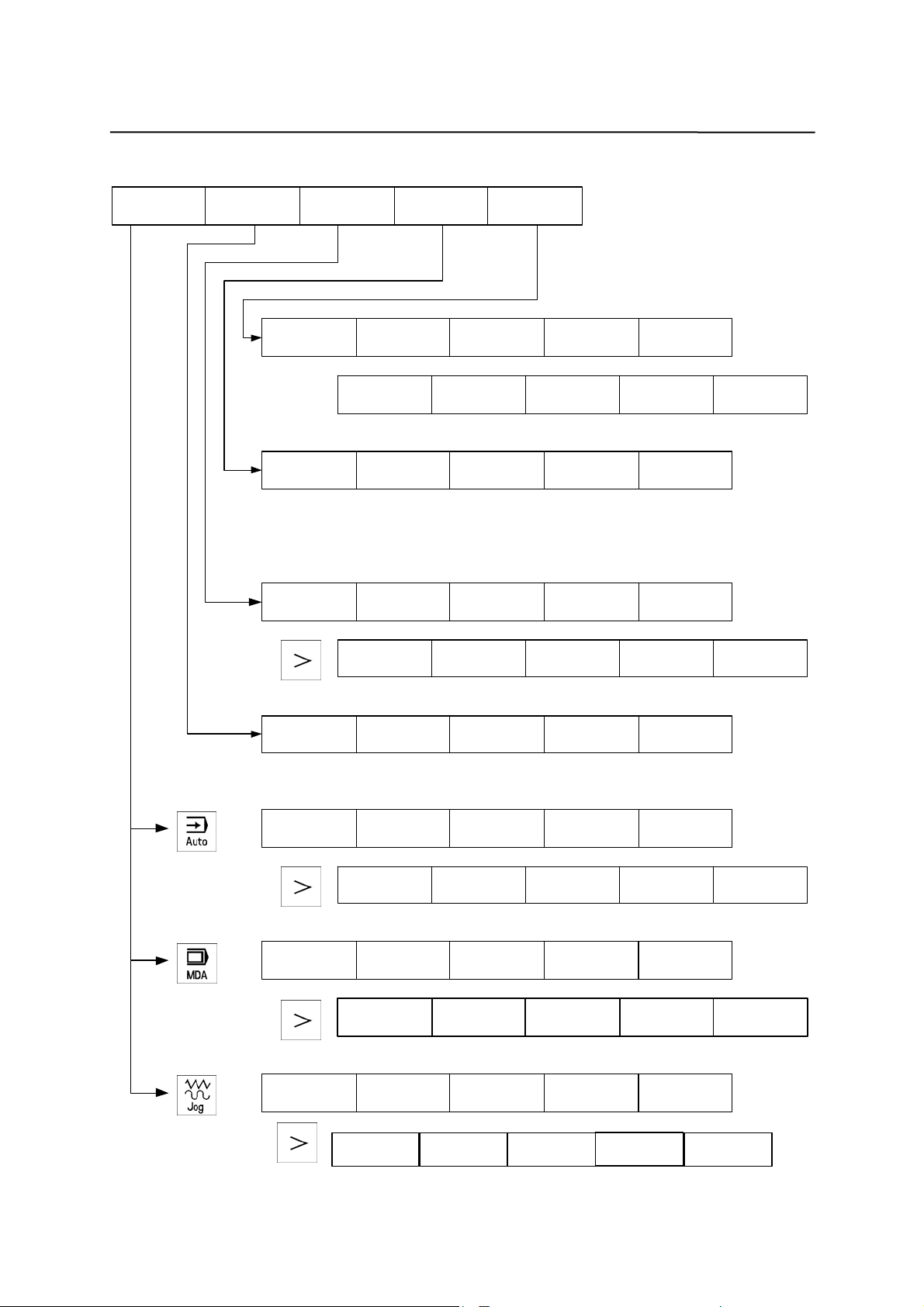
1.3 Overview of the most important softkey functions
Machine Parameter Program Services Diagnosis
larms
Display
bright.
Data In
Start
Programs Selection Open
R
Parameter
Data Out
Start
Ne
Tool
correction
Service
displa
Display
darker
Cop
Setting
data
Start-up
Error log show
Delete Rename
Zero
offset
Machine
data
Memor
info
Program
control
Hand wheel
Zoom block Search
xis feed.
Zoom block
xis feed
xis feed
Turning
X=0
SINUMERIK 801 1-5
Operation and Programming
* : Pressing on “RCS on” switches the softkey to “RCS off”
—
Z=0
ct.val
WCS
Zoom G
funct
ct.val
WCS
Zoom G
funct
ct.val
WCS
Zoom
act.val
Zoom
act.val
Zoom
act.val.
Zoom M
Zoom M
*
RCS on
funct
funct
Introduction
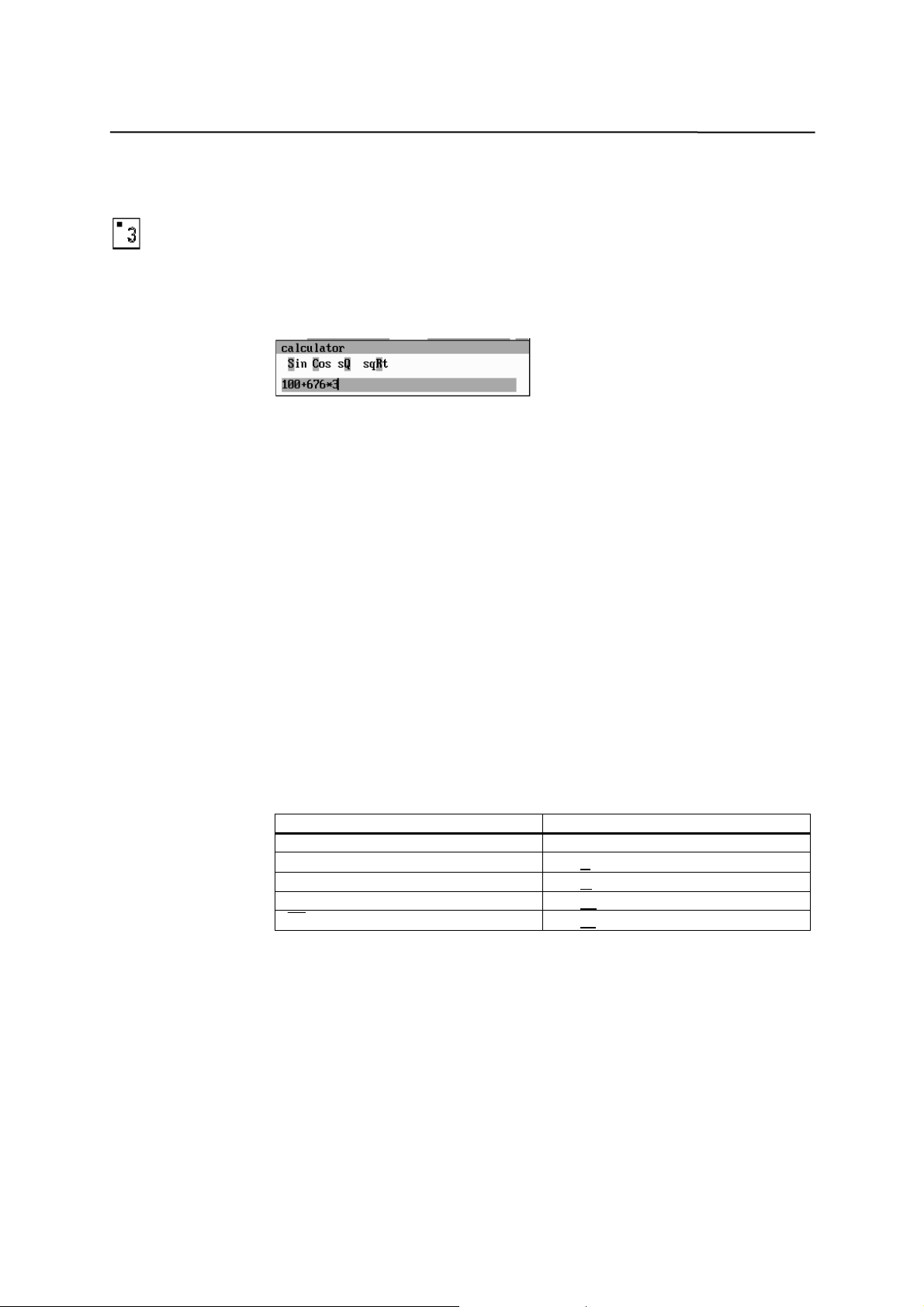
1.4 Pocket calculator
This function can be activated for all input fields intended for entry of
numerical values by means of the “=” character. To calculate the required
value, you can use the four basic arithmetic operations, and the functions sine,
cosine, squaring, as well as the square root function.
If the input field is already loaded with a value, this function writes the value in
the input line of the pocket calculator.
Fig. 1-3 Pocket calculator
Permissible characters
The following characters are permitted for input:
+ Value X plus value Y
- Value X minus value Y
* Value X multiplied with value Y
/ Value X divided by value Y
S Sine function
The value X in front of the input cursor is replaced by the value sin(X).
C Cosine function
The value X in front of the input cursor is replaced by the value cos(X).
Q Square function
The value X in front of the input cursor is replaced by the value X
R Square root function
The value X in front of the input cursor is replaced by the value √X.
Calculation examples
Task Input
100 + (67*3) 100+67*3
-> 0.707107
sin(45°)
cos(45°)
2
4
√ 4
45 S
-> 0.707107
45 C
4 Q -> 16
4 R
-> 2
2.
The calculation is carried out by pressing the Input key. The softkey function OK
will accept the result into the input field, quitting the calculator automatically .
To calculate auxiliary points on a contour, the calculator provides the following
functions:
z calculating the tangential transition between a circle sector and a straight
line
z moving a point in a plane
z converting polar coordinates into Cartesian coordinates
z adding the second end point of a contour section ‘straight line - straight
line’ given via angular interrelation.
1-6 SINUMERIK 801
Operation and Programming
—
Turning
Introduction
These functions are directly linked with the input fields of the programming
support. Any values in this input field are written by the pocket calculator into
the input line, and the result is automatically copied into the input fields of the
programming support.
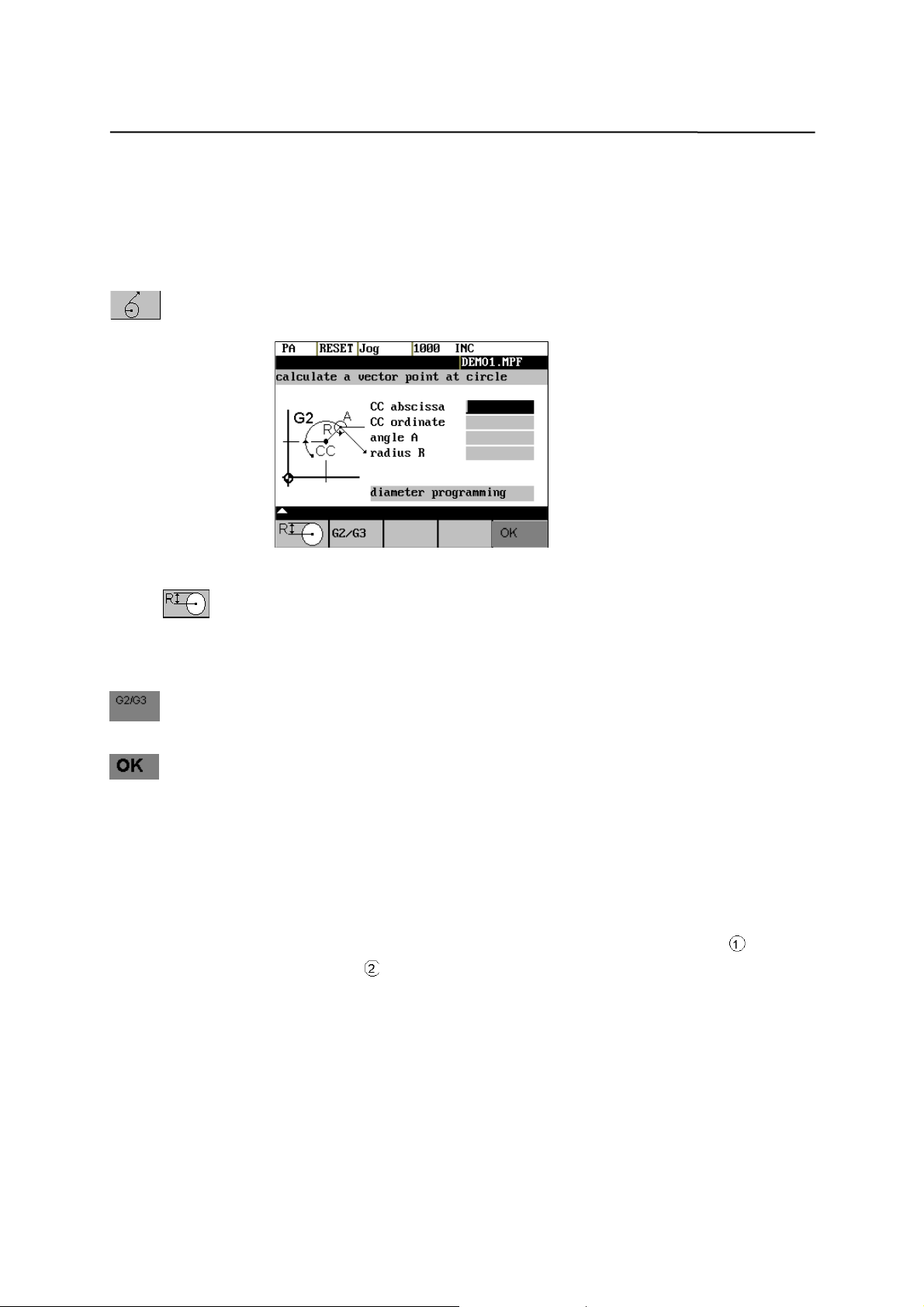
Softkeys
This function is used to calculate a point on a circle. The point results from the
angle of the created tangent and the direction of rotation of the circle.
Fig.1-4 Calculation of a point on a circle
Enter the circle center, the angle of the tangent and the radius of the circle.
The function switches the screen form from diameter programming to radius
Use softkey G2 / G3 to define the direction of rotation of the circle.
The abscissa and ordinate values are calculated; the abscissa is the first axis
If plane G18 is active, the abscissa is the Z axis, and the ordinate is the X
The value of the abscissa is copied into that input field from which the pocket
programming.
of the plane, and the ordinate is the second axis of the plane.
axis.
calculator function has been called, and the ordinate value into the next
following input field.
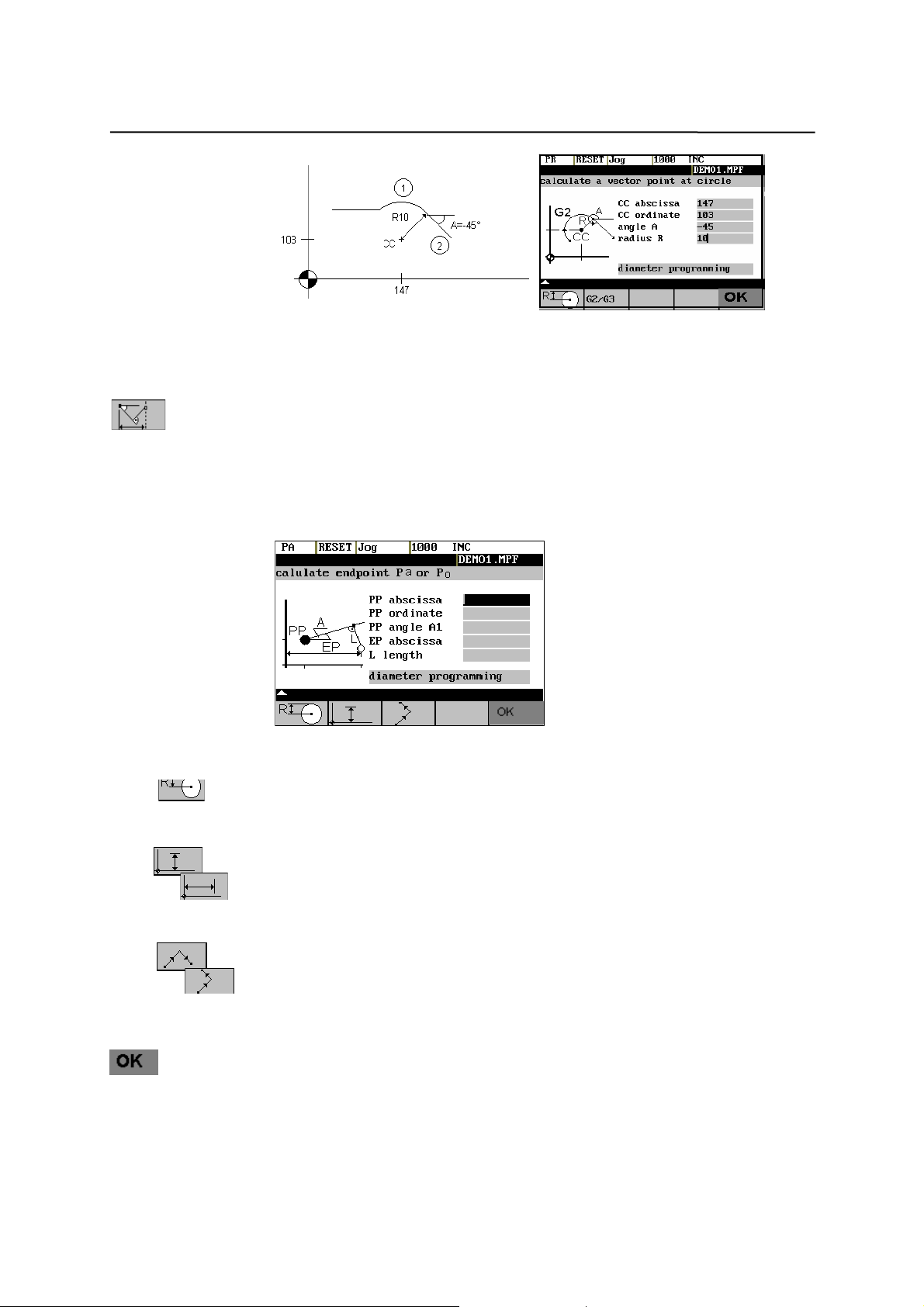
Example Calculating the intersection point between the circle sector and the
straight line
Given: Radius: 10
Circle center point: Z 147 X103
Ongoing angle of the straight line: -45°
.
SINUMERIK 801 1-7
Operation and Programming
—
Turning
Introduction
Result: Z = 154.071
The function calculates the missing end point of the contour section straight
The following values of the straight line are known:
Straight line 1: Start point and rise angle.
Straight line 2: Length and one end point in the Cartesian coordinate system
Fig.1-5
The function switches the screenform from diameter programming to radius
The function chooses the given coordinate of the end point. The value of
The second straight line is rotated in clockwise direction or, with refer to the
The function chooses the appropriate setting.
X = 117.142
line - straight line, with the second straight line standing vertically on the first
straight line.
programming.
ordinate and/or abscissa is given.
first straight line, rotated by 90 degrees in counter-clockwise dire ction.
The missing end point is calculated. The value of the abscissa is copied into
that input field from which the pocket calculator function has been called, and
the ordinate value into the next following input field.
1-8 SINUMERIK 801
Operation and Programming
—
Turning
Introduction
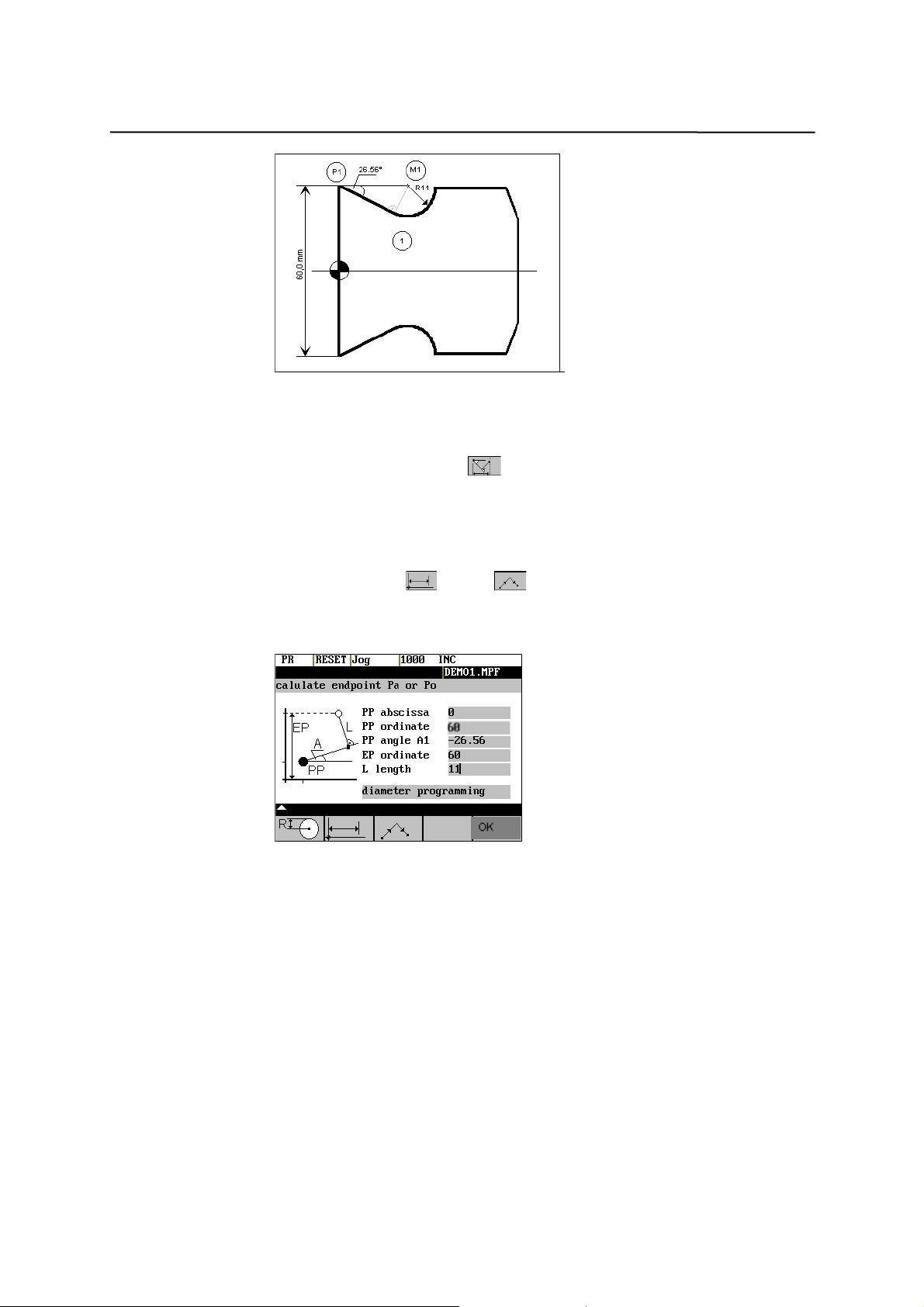
Fig.1-6
The drawing above must be added by the value of the circle center point to be
able to calculate the intersection point between the circle sector of the straight
line. The missing coordinate of the center point is calculated by means of the
pocket calculator function
stands vertical on the straight line.
Calculating M1 in section 1:
In this section, the radius stands on the straight line section rotated in
counter-clockwise direction.
, since the radius in the tangential transition
Use the softkeys
Enter the coordinates, the pole point P1, the rise angle of the straight line, the
given ordinate value and the circle radius as the length.
Fig.1-7
Result: Z = 24.601
X = 60
and to select the given constellation .
SINUMERIK 801 1-9
Operation and Programming
—
Turning
Introduction
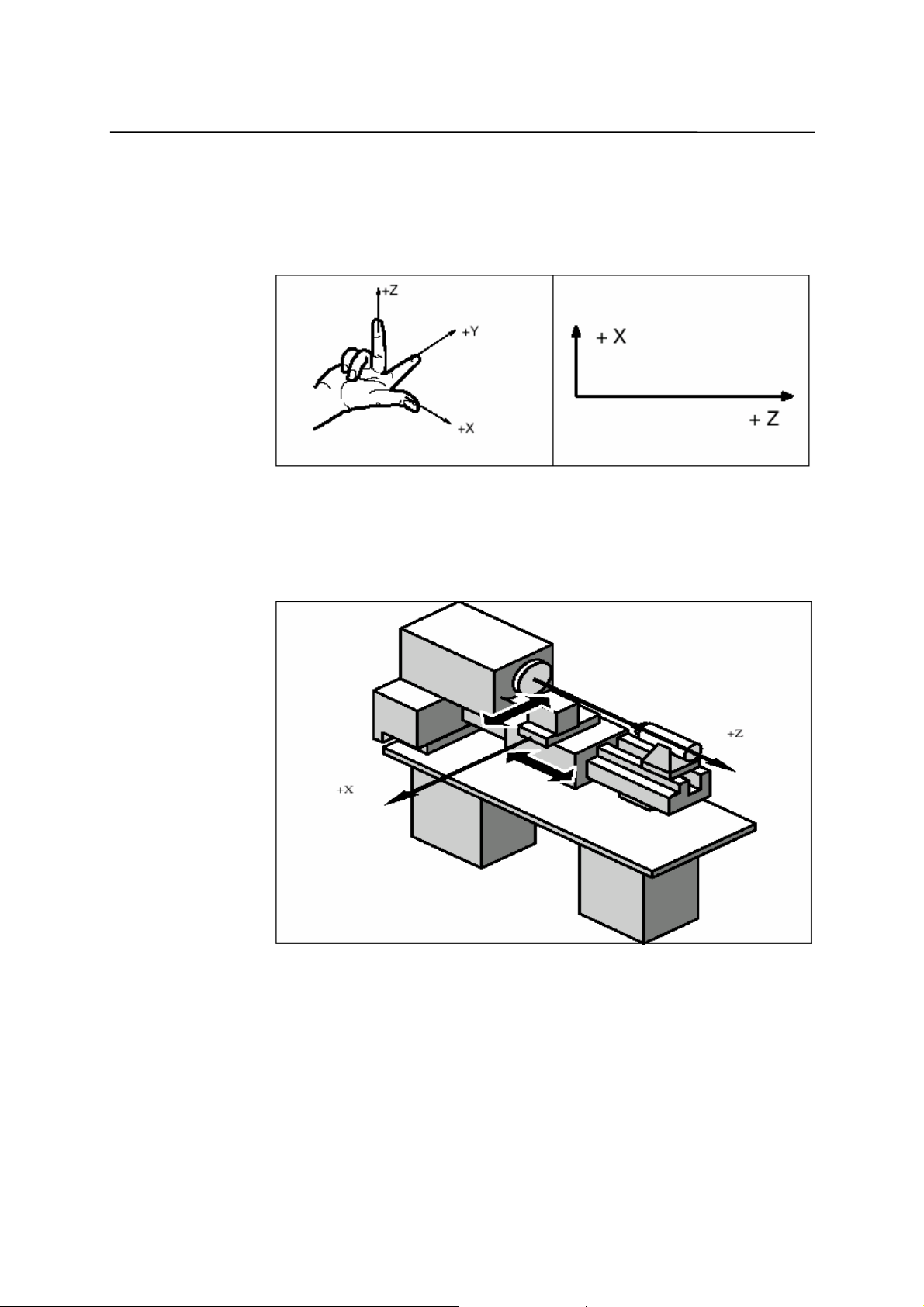
1.5 Coordinate systems
Right-handed, rectangular coordinate systems are used for machin e tools.
Such systems describe the movements on the machine as a relative motion
between tool and workpiece.
Fig.1-8 Specification of the axis directions to one another; coordinate system
when programming for turning.
Machine coordinate The orientation of the coordinate system on the machine depends on the
particular
system (MCS)
machine type. It can be turned to various positions.
Fig. 1-9 Machine coordinates/axes on a turning machine
The origin of this coordinate system is the machine zero.
All axes are in the zero position at this point. This point is merely a reference
point determined by the machine manufacturer. It does not need to be
approachable.
The traversing range of the machine axes can be negative.
1-10 SINUMERIK 801
Operation and Programming
—
Turning
X
Introduction
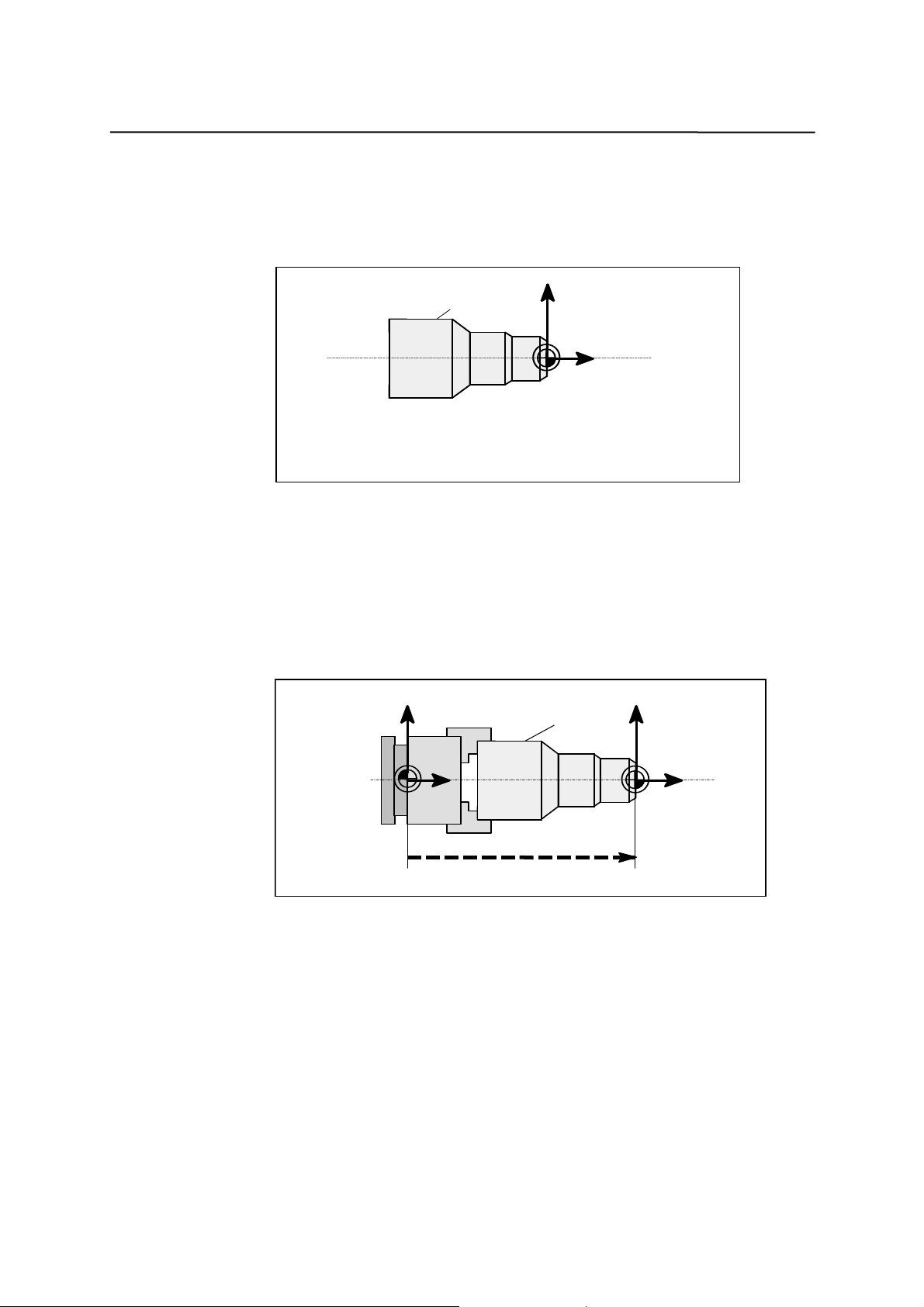
Workpiece coord- The coordinate system described above (see Fig. 1–8) is also used to
inate system (WCS)
describe
the geometry of a workpiece in the workpiece program.
The workpiece zero can be freely selected in the Z axis by the programmer. In
the Z axis, the zero point corresponds to the turning center.
Workpiece
Workpiece
W
Z
Workpiece
W
- wo rk p iece z ero
Fig.1-10 Workpiece coordinate system
Workpiece clamping To machine the workpiece, it is clamped in the machine. The workpiece must
be aligned such that the axes of the workpiece coordinate system are in
parallel with the machine axes. Any resultant offset of the machine zero to the
workpiece zero is determined in the Z axis and entered in a specially provided
data area for the settable zero offset. This offset is activated during the NC
program execution by means, for example, of a programmable G54 (see
Section “Workpiece Clamping - Settable Zero Offset ...”).
X
Machine
Workpiece
X
Workpiece
W
Z
Workpiece
M
Z
Machine
z.B.
G54
Fig.1-11 Workpiece on the machine
Current workpiece An o ffset in relation to the workpiece coordinate system can be generated by
coordinate system
means coordinate system of the programmable zero offset G158. The result is
the current workpiece (see Section “Programmable Zero Offset: G158 ”).
SINUMERIK 801 1-11
Operation and Programming
—
Turning

Introduction
1-12 SINUMERIK 801
Operation and Programming
—
Turning
p
Turning On and Reference Point 2
Approach
Notice
Before you switch on the SINUMERIK and the machines, you should also
have read the machine documentation, since turning on and reference point
approach are machine-dependent functions.
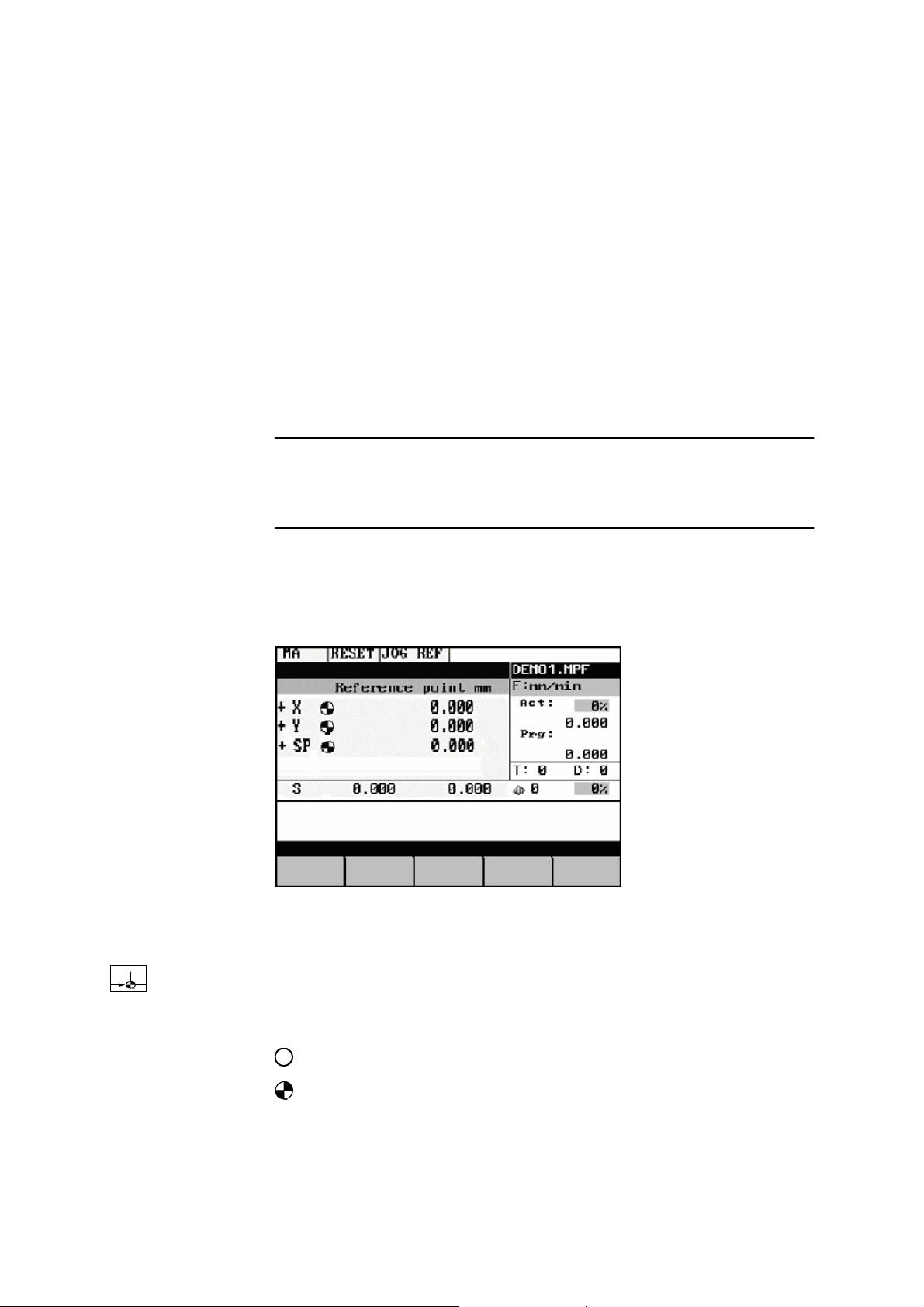
Operating sequence First switch on the power supply of the CNC and of the machine. After the
control system has booted, you are in the “Machine” operating area, in the Jog
operating mode.
The Reference point approach window is active.
Fig.2-1 Jog Ref basic screen
Reference-point approach can only be executed in the Jog Ref mode.
Activate the “Approach reference point” function by selecting the Ref key on
the machine control panel area.
In the “Reference point approach” window (Fig. NO TAG), it is displayed
whether or not the axes have to be referenced.
Axis has to be referenced
SINUMERIK 801 2-1
Operation and Programming
Axis has reached the reference
—
Turning
oint

Turning On and Reference Point Approach
… Press the direction keys.
The axis does not move if you select the wrong direction.
Approach the reference point in each axis successively.
You can quit the function by selecting another operating mode (MDA,
Automatic or Jog).
2-2 SINUMERIK 801
—
Operation and Programming
Turning

Setting Up 3
Preliminary remarks Before you can use the CNC, set up the machine, tools, etc. on the CNC by:
z entering the tools and tool offsets
z entering/modifying the zero offset
z entering the setting data
3.1 Entering tools and tool offsets
Functionality The tool offsets consist of several data that describe the geometry, wear and
tool type.
Each tool has a defined number of parameters depending on the tool type.
Each tool is identified by its own tool number (T number).
See also Section 8.6 “Tool and Tool Offset”.
Operating sequences
This function opens the Tool Compensation Data window, which contains the
offset values of the currently active tool. If you select another tool using the
“<<T “ or “T>>” softkeys, the setting remains when you quit the window.
Parameter
Tool
Parameter
Fig.3-1 Tool compe nsation data window
SINUMERIK 801 3-1
Operation and Programming
Corr.
—
Turning

Setting Up
Softkeys
Select next lower or next higher edge number.
<< D
D >>
<< T
Select next lower or next higher tool.
T >>
Get
Determine length compensation values.
Comp.
Use the ETC key to extend the softkey functions.
Reset
edge
All edge compensation values are reset to zero.
New
edge
Creates a new edge and loads it with the appropriate parameters.
The new edge is created for the currently displayed tool; it is automatically
Delete
tool
assigned the next higher edge number (D1 – D9).
Max. 16 edges (in total) can be stored in the memory .
Deletes the tool compensation data of all edges of the selected tool.
New
tool
Creates new tool compensation data for a new tool.
Note: Max. 8 tools can be created.
Pressing this softkey opens the dialog box and the overview of the tool
Search
numbers assigned. Enter the tool number you search for in the input window
and start search with OK. If the searched tool exists, the search function
opens the tool offset data box.
3-2 SINUMERIK 801
—
Operation and Programming
Turning
Setting Up
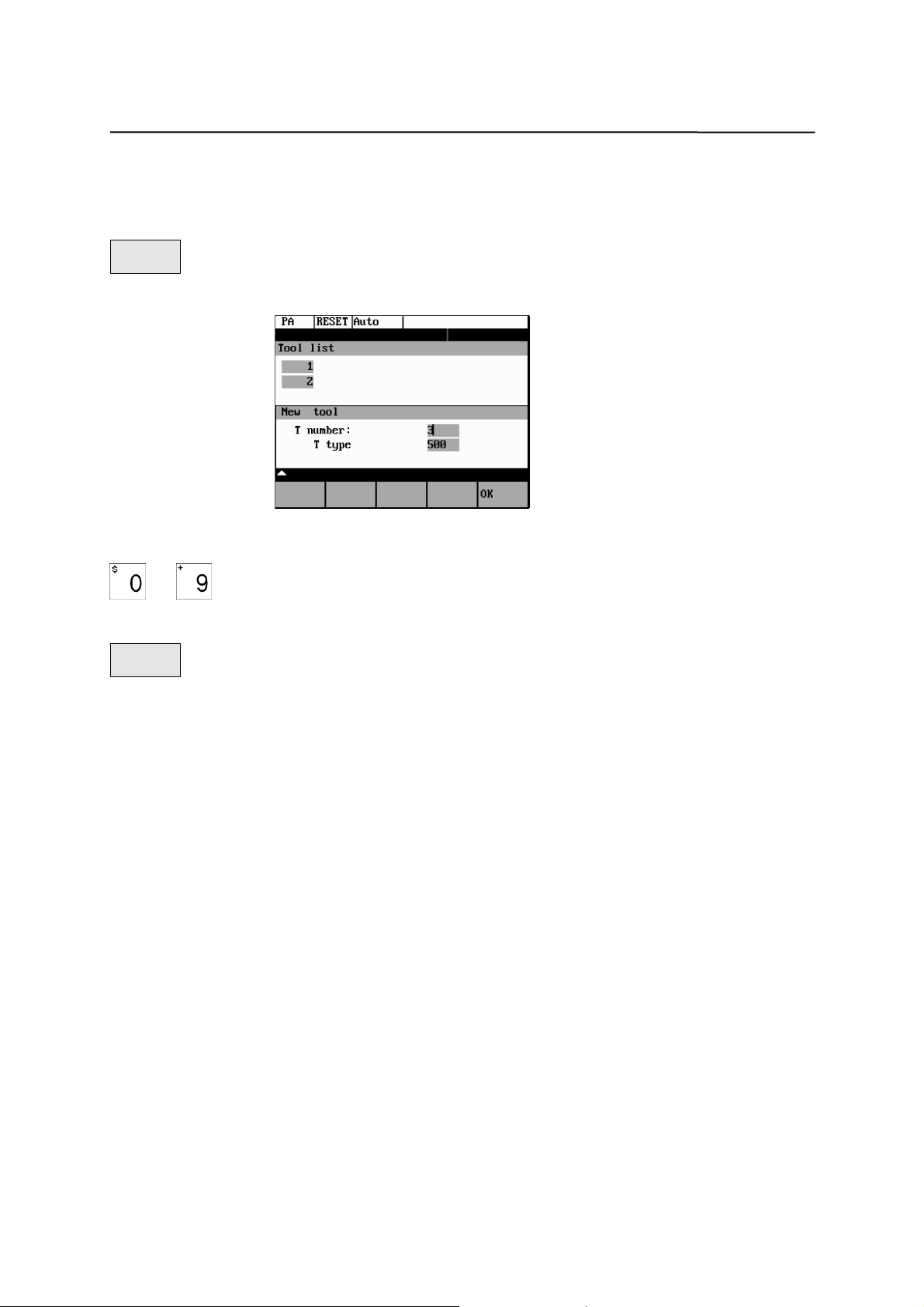
3.1.1 Creating a new tool
Operating sequence
New
Press this softkey to create a new tool.
tool
Pressing this softkey opens the input window and an overview of the tool
numbers assigned.
Fig 3-2 New Tool window
…
Enter the new T number (maximal only three digit s ) and specify the tool type.
OK
Press OK to confirm your entry; the Tool Compensation Data window is
opened.
SINUMERIK 801 3-3
—
Operation and Programming
Turning

Setting Up
3.1.2 Tool compensation data
The tool compensation data are divided into length and radius compensation
data.
The list is structured according to the tool type.
Fig.3-3 Tool compe nsation data window
Operating sequence Enter the offsets by
Positioning the cursor on the input field to be modified,
… Entering value(s)
And confirming your entry by pressing Input or a cursor selection.
3-4 SINUMERIK 801
—
Operation and Programming
Turning
 Loading...
Loading...