

Page 1
Instructions for Use
Verarbeitungsanleitung
Mode d’emploi
Istruzioni d’uso
Instrucciones de uso
Instruções de Uso
Bruksanvisning
Brugsanvisning
Käyttöohjeet
Bruksanvisning
Productinformatie
Oδηγίες Xρήσεως
PCT®FlexVest
Page 2

Instructions for Use
PCT FlexVest is a carbon-free,phosphate-bonded investment
material for precision alloy castings. PCT FlexVest can be used
with a conventional burnout technique or a rapid burnout
technique.
Indication
– Precious alloys
– Non-precious alloys
– Investing with a metal investment ring
– Ringless investment
Contraindication
– Pressed ceramics (e.g. IPS Empress)
Working procedures
Wax pattern
Fabricate wax patterns for crown and bridge frameworks.
Resin pattern
Coat patterns made of modelling resin with a thin layer of wax.
Spruing
Attach sprues of an appropriate dimension to the bridge
framework, using a direct or indirect method. (See Instructions
for Use)
Investing with a metal investment ring
Apply one layer of PCT Flex Vest Liner if metal investment rings
of sizes 1 and 3 are used and two layers if ring sizes 6 and 9 or
a non-precious alloy is used.
Slightly wet PCT FlexVest Liner. Absorb excess water by pressing
a piece of dry liner onto the wet material. Line the metal
investment ring with damp liner. Allow the liner endings to
overlap by approx. 0.5 cm. Next,press the liner into place. Make
sure that PCT FlexVest Liner is flush with the upper rim of the
metal investment ring. Carefully position the metal investment
ring lined with the PCT FlexVest Liner on the base former.
Note: Any wax surface tension releasing agent needs to be
completely dried off. Contact of the investment material with
surfactant may lead to incomplete setting and, consequently, to
uneven investment surfaces.
Processing procedure
Only use distilled water to modify the concentration of PCT
FlexVest Liquid/Liquid H.E. It is advisable to use a dosing syringe
to take the desired amount of liquid out of the container.
Note: No not use mixing liquid if it is crystallized.
The higher the concentration of PCT FlexVest Liquid/Liquid H.E.
is, the higher is the expansion rate of the investment material.
English
PCT®FlexVest
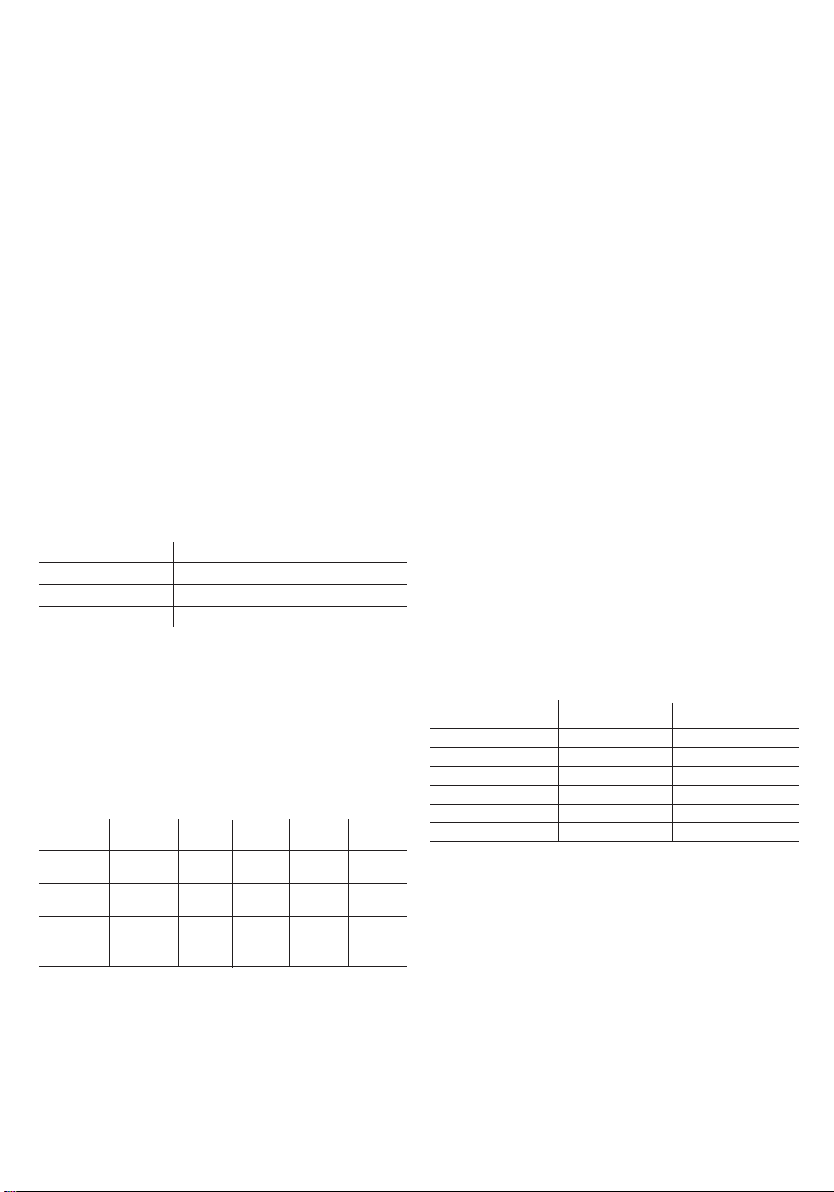
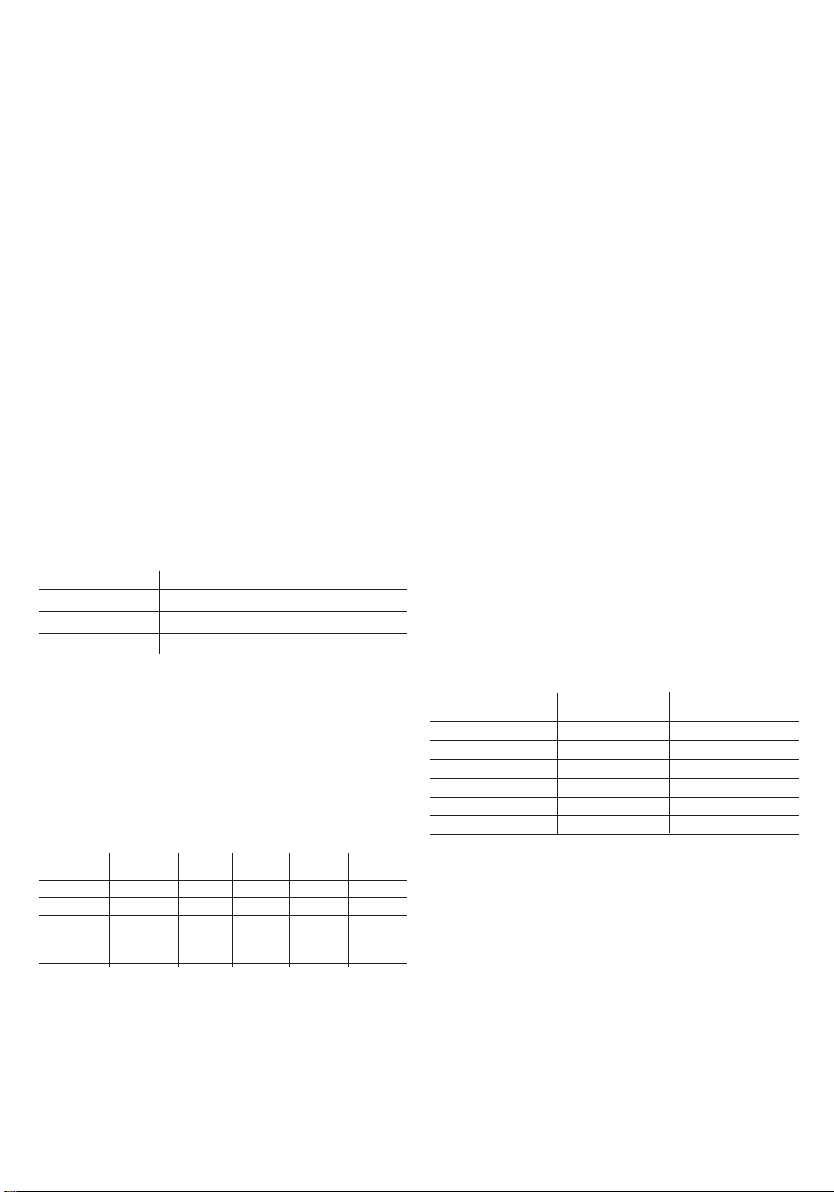
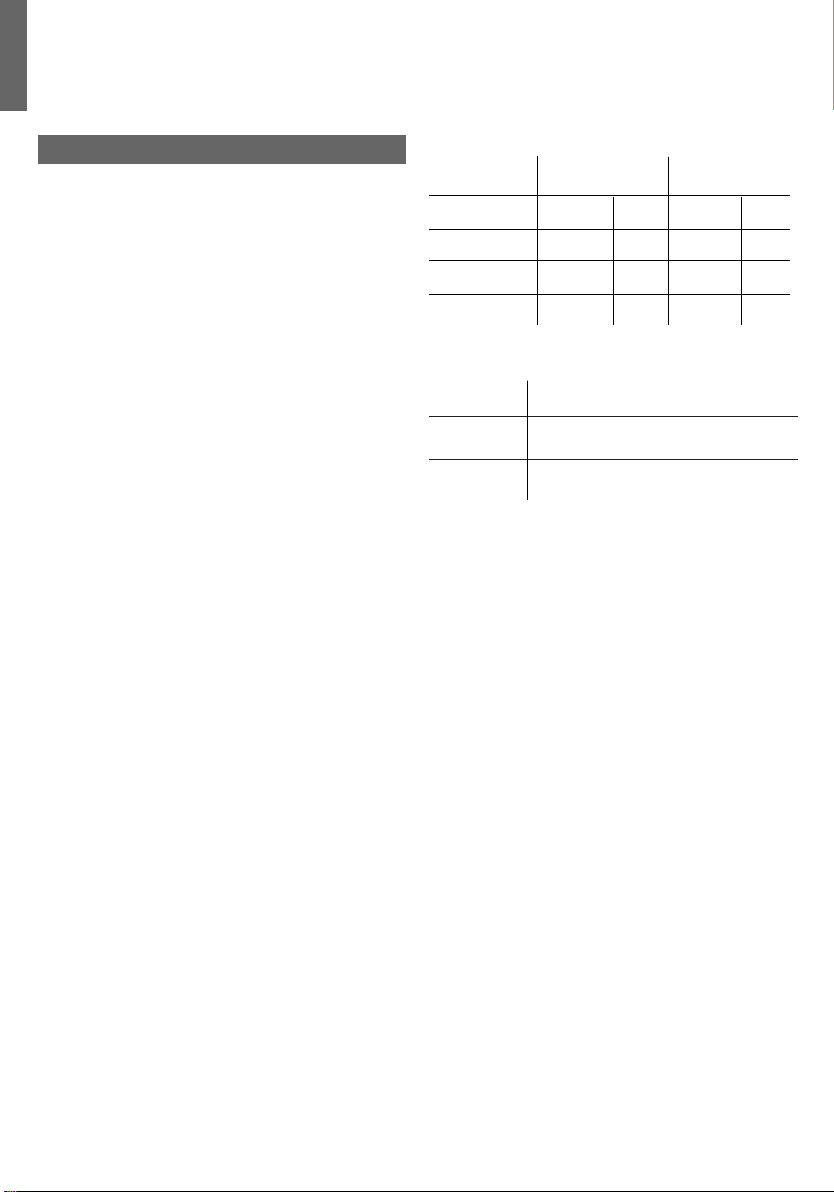
Concentration of mixing liquids
Alloys Ceramic Alloys C&B/BioUniversal
Alloys
PCT FlexVest Destilled PCT FlexVest Destilled
Liquid water Liquid water
High Gold and
reduced gold Alloys
60–80% 40–20% 50–60% 50–40%
Pd Base Alloys 70–80% 30–20% 70–80% 30–20%
Non precious Alloys
(Co Cr / Ni Cr)
80–100% 20–0% 80–100% 20–0%
Mixing ratio
60 g powder 13 ml mixture PCT FlexVest Liquid/Liquid H.E. //
distilled water
90 g powder 20 ml mixture PCT FlexVest Liquid/Liquid H.E. //
distilled water
160 g powder 35 ml mixture PCT FlexVest Liquid/Liquid H.E. //
distilled water
Note: The mixing ratios described above represent
recommendations.Adjustments may be required for various
alloys and casting techniques.
Mixing
Prior to blending the mixture, rinse a clean mixing bowl with
water. Place the premeasured PCT FlexVest Liquid/Liquid H.E.in
the mixing bowl. Add the preweighed powder to the liquid. Stir
the two components with a spatula to form a homogeneous
mixture. Place the mixing bowl in a vacuum device. Set the
vacuum value.After the set vacuum has been reached, mix for
90 seconds.After completing the mixing procedure, maintain the
vacuum for an additional 15 seconds and then flood the mixing
bowl manually.
Note: Mixing bowls that are not completely clean or severely
scratched can absorb up to 2 ml of mixing liquid. Extended
mixing times will result in smoother casting surfaces, similar to
gypsum-bonded investment materials for C&B casting alloys.
Investing Pour PCT FlexVest into the investment ring at a slow
and steady rate, using slight viration.Stop virating the
investment ring as soon as it has been completely filled.
Do not touch the investment.
Note: It is advisable to pour the most intricate and least
accessible parts of the pattern first to prevent air from being
trapped.
Working time
The working time is 5 minutes at a room temperature of
23 °C (73 °F).
Note: The powder and liquid should always be stored in a cool,
dry place. Reseal the container of the mixing liquid immediately
after use.The powder and mixing liquid should have the same
temperature when in use (ideally between 17 and 22 °C (63 to
72 °F).
Note: If the working temperature is > 24 °C (> 75 °F), the
setting expansion will increase considerably,while low working
temperatures of < 16 °C (< 61 °F ) result in a reduction in the
setting expansion.
Page 3
Setting time
At a room temperature of 23 °C (73 °F), the setting time is
approx. 20 to 30 minutes,depending on the size of the
investment ring used (speed burnout). After the thermal reaction
has ended, roughen the surface of the investment.This will aid
in the removal of gases during the first stages of burnout.
Note: Allow the investment to set completely before proceeding
with burnout!
Rapid burnout
Quick heating can be effected up to 8 hours after setting.
Place the investment ring in an upright position in a furnace
preheated to max. 850 °C (1562 °F) with the sprue hole down
and elevated so that the investment ring does not touch the
base plate (spacer), or alternatively, place the investment ring
horizontally.If a higher temperature is required, place the
investment ring in the preheated furnace at 850 °C (1562 °F)
and then raise to the final temperature.The maximum
temperature for the investment material is 1050 °C (1922 °F).
If alloys with lower temperatures are used, place the investment
ring in the furnace at 850 °C (1562 °F) and then decrease the
temperature according to the manufacturer’s instructions.
Note: Please observe the instructions of the corresponding alloy
manufacturer regarding the preheating temperatures.
Holding time
Investment ring size 1 30 – 45 min
Investment ring size 3 45 – 60 min
Investment ring size 6 60 – 75 min
Investment ring size 9 75 – 90 min
Note: If modelling resins which burn out without leaving
residue are employed, the holding time should be increased
by 10 min. Observe the manufacturer’s instructions! If several
investment rings are placed in the preheating furnace at the
same time, the holding time has to be increased accordingly.
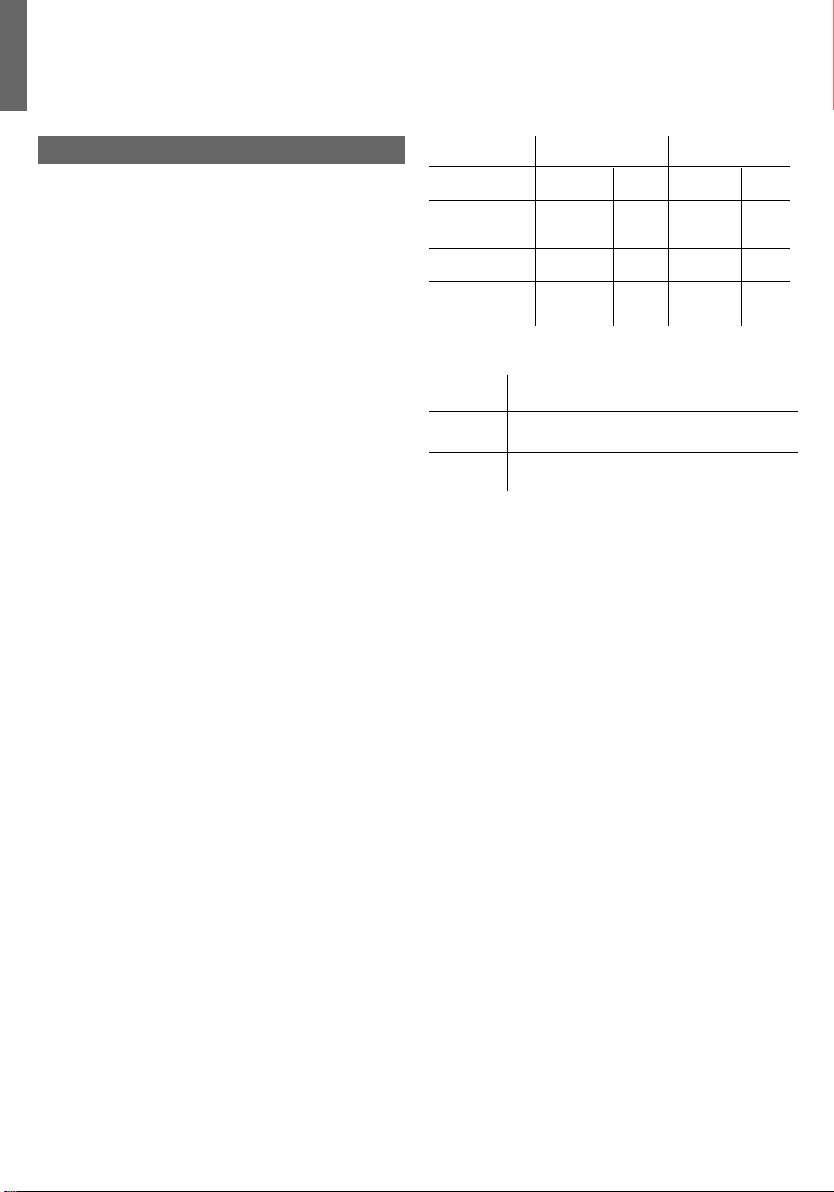
Conventional burnout / holding times
Allow the investment material to set for at least 1 hour. Place
the investment ring into the furnace at room temperature.
Increase the temperature as indicated on the chart below.
Cooling / Divesting
After casting the alloy,allow the investment ring to cool to
room temperature. Do not quench in water.Prior to divesting,
wet the investment ring in water to prevent dust from forming.
Use plaster pliers. Do not use a hammer for divesting.Remove
residual investment from the casting by means of an ultrasonic
cleansing solution or careful application of jet polishing
medium/AL
2O3
.
Storage
PCT FlexVest Powder and PCT FlexVest LiquidLiquid H.E. should
always be stored in a cool, dry place and the containers should
remain tightly sealed when not in use.The storage and shipping
temperature of PCT FlexVest Liquid/ Liquid H.E. and PCT FlexVest
Powder is 12–28 °C (54–82 °F).The materials are ideally used at
temperatures between 17 and 22 °C (63 – 72 °F).
PCT FlexVest is sensitive to temperatures below freezing point.
Do not use PCT FlexVest Liquid/Liquid H.E. if it exhibits a jellylike consistency or crystals.The shelf life of PCT FlexVest Powder
and PCT FlexVest Liquid/ Liquid H.E. is two years if they are
stored according to the storage conditions stipulated.
Warning
Investments contain quartz. Do not breathe dust! Dust may
cause delayed lung injury (silicosis, lung cancer).Use scissors to
cut the pouches open. Prevent dust from forming when pouring
the pouches’ contents into a mixing bowl. Rinse empty pouches
with water prior to discarding them.Always remove dust from
your working space by means of a damp cleaning method.
Immerse the investment ring in water for a short while after it
has completely cooled to prevent dust from forming during
divesting. Use suction equipment with a fine dust filter when
sandblasting the castings.
Material properties (ISO 9694)
PCT FlexVest Liquid PCT FlexVest Liquid H.E.
100 % 100 %
Mixing ratio (100 g : 22 ml) 100 g : 22 ml 100 g : 22 ml
Flow path approx. 14 cm approx. 14 cm
Start of setting time approx. 10 min approx. 10 min
Compressive strength approx. 5 MPa approx. 5 MPa
Setting expansion 1.5 % 1.5 %
Thermal expansion 1.0 % 1.3 %
Delivery forms*
PCT FlexVest Trial Kit (90 g x 4 / 100ml )
PCT FlexVest 4 kg (60 g x 67 )
PCT FlexVest 4 kg (90 g x 45)
PCT FlexVest 4 kg (160 g x 25)
PCT FlexVest 5 kg
PCT FlexVest Liquid 1000 ml
PCT FlexVest Liquid H.E. 1000 ml
PCT FlexVest Dosing bottle
PCT FlexVest Liner 20 m
* The delivery forms can vary in the different countries.
This material has been developed solely for use in dentistry.Processing should be carried out
strictly according to the Instructions for Use. Liability cannot be accepted for damage resulting
from failure to observe the Instructions or the stipulated area of application. The user is
responsible for testing the material for its suitability and use for any purpose not explicitly
stated in the Instructions. Descriptions and data constitute no warranty of attributes and are not
binding.
Note: If modelling resins which burn out without leaving
residue are employed, the holding time should be increased by
10 minutes. Observe the manufacturer’s instructions! If several
investment rings are placed in the preheating furnace at the
same time, the holding time has to be increased accordingly.
Casting
Cast alloy according to the alloys manufacturer’s instructions.
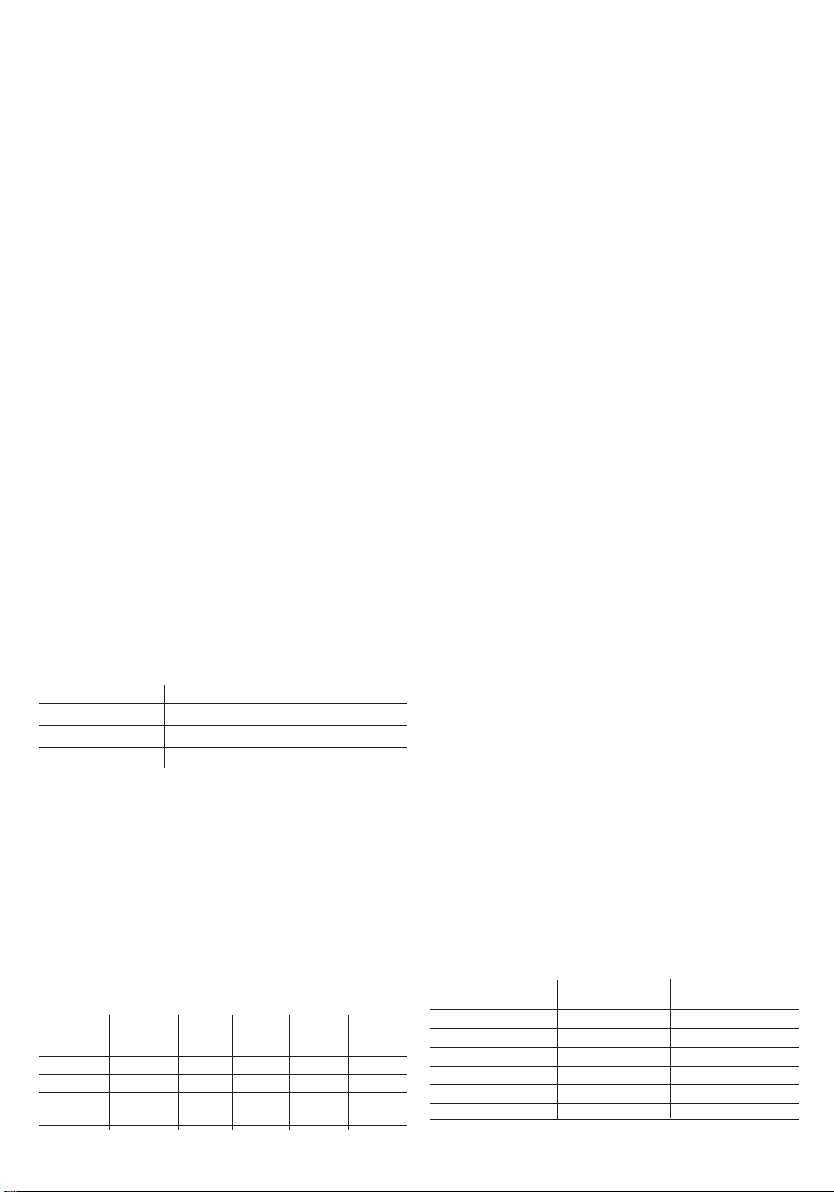
Temperature Temperature Holding Holding Holding Holding
increase time 1x time 3x time 6x time 9x
23–270°C 7–10°C/min
30–60 min 30–60 min 30–60 min 30–60 min
73–518°F 13–18°F/min
270–560°C 7–10°C/min
20 min 20 min 30 min 60 min
518–1040°F 13–18°F/min
from 560°/
1004°F to final 7–10°C/min 30 min 45 min 60 min 60 min
temperature* 13–18°F/min
*(max. final temperature is 1050 °C/1920°F)
Page 4
Deutsch
Verarbeitungsanleitung
PCT FlexVest ist eine neue grafitfreie,phosphatgebundene Einbettmasse für Präsizionsgüsse von Legierungen. PCT FlexVest ist
für die konventionelle Aufheiz- und die Schnellaufheiz-Technik
geeignet.
Indikation
– Edelmetall-Legierungen
– Edelmetallfreie Kronen- und Brücken-Legierungen
– Metallring Einbettung
– Metallringfreie Einbettung
Kontraindikation
– Presskeramiken (z.B. IPS Empress)
Verarbeitung
Wachsmodellationen
Kronen- und Brückengerüste modellieren
Kunststoffmodellationen
Kunststoffmodellation mit einer dünnen Wachsschicht
überziehen
Anstiften der Gusskanäle
Brückengerüst mit ausreichend dimensonierten Gusskanälen
versehen, bei direkter oder indirekter Methode.(siehe Verarbeitungshinweise)
Einbetten mit Metall-Muffelringen
Für Metall-Muffelringe der Grössen 1+3 eine Lage, für die
Grössen 6+9 sowie für sämtliche edelmetallfreie Legierungen
zwei Lagen.
PCT FlexVest Liner verwenden. PCT FlexVest Liner anfeuchten.
Überschüssiges Wasser durch Auflegen eines trockenen Stücks
Liner aufsaugen. Metall-Muffelring mit angefeuchtetem Liner
auslegen, an der Nahtstelle ungefähr 0.5 cm überlappen lassen,
dann andrücken. Der PCT FlexVest Liner muss mit dem oberen
Rand des Metall-Muffelringes abschliessen. Der vorbereitete
Metall-Muffelring mit dem PCT FlexVest Liner vorsichtig auf den
Sockelformer positionieren.
Hinweis: Bei Verwendung eines Wachsentspannungsmittels auf
eine vollständige Trocknung achten. Bei Kontakt der Einbettmasse mit Wachsentspannungsmittel wird eine vollständige Aushärtung verhindert und führt zu Unregelmässigkeiten in der Einbettmassenoberfläche.
Verarbeiten
Zur Veränderung der Konzentration von PCT FlexVest
Liquid/Liquid H.E. nur destilliertes Wasser verwenden. Zur exakten Entnahme der Flüssigkeitsmenge kann eine Dosierspritze
verwendet werden.
Hinweis: Verwenden Sie keine auskristallisierte Anmischflüssigkeit.
Je höher die Konzentration von PCT FlexVest Liquid/Liquid H.E.
ist, desto höher ist die Expansion.
Konzentration der Anmischflüssigkeit
Legierungen Aufbrennkeramik- K&B Gussleg. /
Legierungen
BioUniversal Leg.
PCT FlexVest dest. PCT FlexVest dest.
Liquid Wasser Liquid Wasser
Hochgoldhaltige und
gold- reduzierte
Legierungen
60–80% 40–20% 50–60% 50–40%
Palladium Basis
Legierungen
70–80% 30–20% 70–80% 30–20%
Edelmetallfreie
Legierungen
(Co Cr / Ni Cr)
80–100% 20–0% 80–100% 20–0%
Mischverhältnis
60 g Pulver 13 ml Mischung PCT FlexVest Liquid/Liuqid H.E. //
dest. Wasser
90 g Pulver 20 ml Mischung PCT FlexVest Liquid/Liquid H.E. //
dest. Wasser
160 g Pulver 35 ml Mischung PCT FlexVest Liquid/Liquid H.E. //
dest. Wasser
Hinweis: Die angegebenen Mischverhältnisse sind Richtwerte
und können je nach Legierungstyp und Giesstechnik variieren.
Anmischen
Vor dem Anmischen den sauberen Anmischbecher mit Wasser
ausspülen. Dosierte Menge von PCT FlexVest Liquid/Liquid H.E.
in den Anmischbecher vorlegen und dann das Pulver eingeben.
Beide Komponenten mit einem Spatel zu einer homogenen
Masse vermischen. Den Anmischbecher im Vakuumgerät
platzieren. Vakuum einstellen. Wenn das Vakuum erreicht ist,
90 Sek. mischen. Nach dem Anmischvorgang das Vakuum für
weitere 15 Sek. beibehalten und anschliessend den Anmischbecher manuell fluten.
Hinweis: Ein nicht vollständig gesäuberter oder mit starken
Kratzern versehener Anmischbecher aborbiert bis zu 2 ml der
Anmischflüssigkeit. Eine Verlängerung der Anmischzeit führt zu
glatteren Gussoberflächen, ähnlich wie bei gipsgebundenen Einbettmassen für K&B Gusslegierungen.
Einbetten
Unter leichten Rüttelbewegungen PCT FlexVest langsam und
kontinuierlich in die Gussmuffel eingiessen. Rüttelbewegungen
sofort nach vollständiger Befüllung einstellen und die Einbettmasse nicht berühren.
Hinweis: Es ist empfehlenswert, die schwierig zugänglichen
Stellen der Wachsmodellation vorab mit PCT FlexVest auszufüllen, um Lufteinschlüsse zu vermeiden.
Verarbeitungszeit
Die Verarbeitungszeit beträgt 5 Min. bei 23 °C Raumtemperatur.
Hinweis: Pulver und Flüssigkeit an einem kühlen und trockenen
Ort aufbewahren. Die Anmischflüssigkeit nach Gebrauch sofort
wieder dicht verschliessen. Pulver und Anmischlüssigkeit sollten
die gleiche Temperatur (ideal 17–22 °C) aufweisen.
PCT®FlexVest
Page 5
Hinweis: Bei Verarbeitungstemperaturen von > 24 °C nimmt
die Abbinde-Expansion deutlich zu, bei niedrigen Temperaturen
< 16 °C reduziert sich die Abbinde-Expansion.
Abbindezeit
Die Abbindezeit beträgt ca. 20–30 Min. je nach Muffelringgrösse
bei 23 °C Raumtemperatur.
Nach der thermischen Reaktion die Oberfläche anrauhen, damit
beim Wachsaustreiben die Gase besser entweichen können.
Hinweis: Muffel vor weiterer Verarbeitung vollständig aushärten
lassen!
Schnellaufheizung
Die Schnellaufheizung kann bis zu 8 Stunden nach der Aushärtung erfolgen. Muffelring aufrecht mit Gusstrichter nach
unten gerichtet in den Ofen stellen ohne direkten Kontakt zur
Bodenplatte (Abstandshalter) oder waagerecht in den vorgeheizten Ofen (max. 850 °C) legen. Sollte eine höhere Temperatur
notwendig sein, dann erhöhen Sie die Temperatur nach der
Positionierung bei 850 °C auf die gewünschte Endtemperatur.
Maximale Temperatur für die Einbettmasse beträgt 1050 °C. Bei
Legierungen mit einer niedrigeren Endtemperatur, die Muffel bei
850 °C aufsetzen und dann auf die empfohlene Temperatur senken lassen.
Hinweis: Bitte beachten Sie die Angaben der Legierungshersteller zu den Vorwärm-Temperaturen.
Haltezeiten
Muffelringgrösse 1 30 – 45 Min.
Muffelringgrösse 3 45 – 60 Min.
Muffelringgrösse 6 60 – 75 Min.
Muffelringgrösse 9 75 – 90 Min.
Hinweis: Bei der Anwendung von rückstandfrei verbrennbaren
Modellierkunststoffen die Haltezeit jeweils um 10 Min. erhöhen.
Herstellerhinweise beachten! Werden im Vorwärmeofen mehrere
Muffeln gleichzeitig aufgeheizt, ist die Haltezeit entsprechend zu
verlängern.
Konventionelle Aufheizung / Haltezeiten
Die Einbettmasse mindestens 1 h abbinden lassen. Die Muffel
bei Raumtemperatur in den Ofen stellen. Temperaturanstieg laut
nachstehender Tabelle durchführen.
Hinweis: Bei der Anwendung von rückstandfrei verbrennbaren
Modellierkunststoffen die Haltezeit jeweils um 10 Min. verlängern. Herstellerhinweise beachten! Werden im Vorwärmeofen
mehrere Muffeln gleichzeitig aufgeheizt, ist die Haltezeit entsprechend zu verlängern.
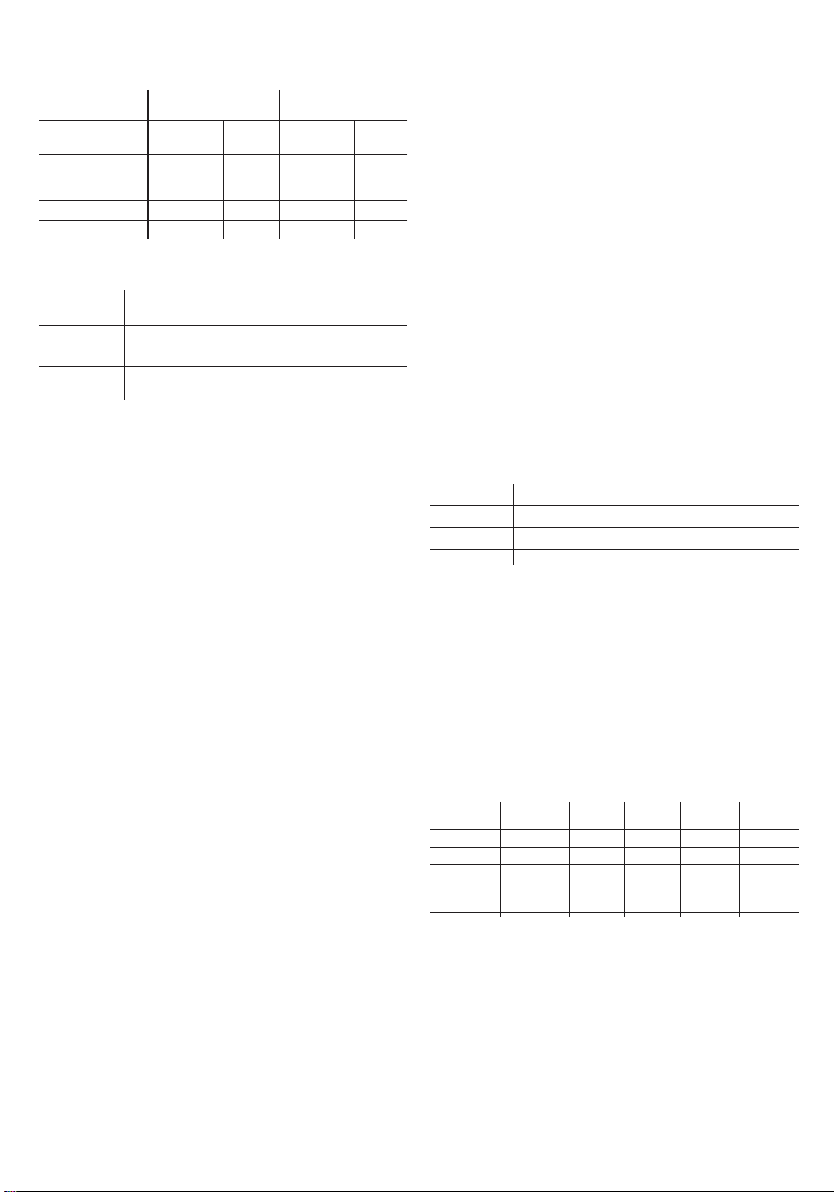
Temperatur Temperatur Haltezeit Haltezeit Haltezeit Haltezeit
Anstieg 1x 3x 6x 9x
23–270°C 7–10°C/min 30–60 min 30–60 min 30–60 min 30–60 min
270–560°C 7–10°C/min 20 min 20 min 30 min 60 min
ab 560 °C bis
Endtemperatur 7–10°C/min 30 min 45 min 60 min 60 min
temperature*
* Max. Endtemperatur beträgt 1050 °C
Giessen
Giessen nach den Verarbeitungsanleitungen des Legierungsherstellers.
Abkühlen / Ausbetten
Nach dem Guss die Muffel auf der Luft- auf Raumtemperatur
abkühlen lassen. Nicht im Wasser abschrecken.Vor dem Ausbetten die Muffel wässern, um eine Staubentwicklung zu vermeiden. Gipszange verwenden. Nicht mit dem Hammer ausbetten.
Restliche Einbettmasse im Ultraschallbad oder vorsichtig mit
Glanzstrahlperlen/AL
2O3
entfernen.
Lagerbedingungen
PCT FlexVest Pulver und PCT FlexVest Liquid/Liquid H.E.dicht
verschlossen an einem kühlen und trockenen Ort aufbewahren.
Die Lager- und Transporttemperatur für PCT FlexVest Liquid und
PCT FlexVest Pulver beträgt 12–28°C.
Die ideale Verabeitungstemperatur beträgt 17–22 °C.
PCT FlexVest ist frostempfindlich, falls PCT FlexVest Liquid/Liquid
H.E. eine galertartige Konsistenz oder Kristalle aufweist,nicht
mehr verwenden.
PCT FlexVest Pulver und PCT FlexVest Liquid/Liquid H.E.haben
bei vorgeschriebener Lagerung eine Haltbarkeit von 2 Jahren.
Warnhinweise
Einbettmassen enthalten Quarz. Staub nicht einatmen! Gefahr
von Lungenschäden (Silikose,Lungenkrebs). Beutel mit der
Schere aufschneiden und Staubbildung beim Einfüllen in den
Anmischbecher vermeiden. Leere Beutel vor dem Entsorgen mit
Wasser ausspülen. Staub am Arbeitsplatz nur feucht entfernen.
Um Staub beim Ausbetten zu vermeiden, die nach dem Guss
völlig ausgekühlte Muffel kurz in Wasser legen. Beim Abstrahlen
Absaugung mit Feinstaubfilter verwenden.
Werkstoffkennwerte (ISO 9694)
PCT FlexVest Liquid PCT FlexVest Liquid H.E.
100 % 100 %
Mischungsverhältnis 100 g : 22 ml 100 g : 22 ml
Fliessweg ca. 14 cm ca. 14 cm
Beginn der Abbindezeit ca. 10 Min. ca. 10 Min.
Druckfestigkeit ca. 5 MPa ca.5 MPa
Abbinde-Expansion 1.5 % 1.5 %
Thermische Expansion 1.0 % 1.3 %
Liefereinheiten*
PCT FlexVest Trial Kit (90 g x 4 / 100ml)
PCT FlexVest 4 kg (60 g x 67)
PCT FlexVest 4 kg (90 g x 45)
PCT FlexVest 4 kg (160 g x 25)
PCT FlexVest 5 kg
PCT FlexVest Liquid 1000 ml
PCT FlexVest Liquid H.E. 1000 ml
PCT FlexVest Liner 20 m
* Das Lieferprogramm kann in einzelnen Ländern abweichend sein.
Das Material wurde für den Einsatz im Dentalbereich entwickelt und muss gemäss Gebrauchsinformation verarbeitet werden. Für Schäden, die sich aus anderweitiger Verwen-dung oder nicht
sachgemässer Verarbeitung ergeben, übernimmt der Hersteller keine Haftung. Darüber hinaus ist
der Verwender verpflichtet, das Material eigenverantwortlich vor dessen Einsatz auf Eignung
und Verwendungsmöglichkeit für die vorgesehenen Zwecke zu prüfen, zumal wenn diese Zwecke
nicht in der Gebrauchsinformation aufgeführt sind.
Page 6
– Plus le pourcentage d'eau distillée est important, plus
l'expansion diminue (élément avec du "serrage")
– Ne pas utiliser de liquide de mélange cristallisé.
Concentration du liquide de mélange
Alliages Alliages céramique Alliages pour
couronnes et bridges /
Alliages BioUniversal
PCT FlexVest Eau PCT FlexVest Eau
Liquid distillée Liquid distillée
Alliages à forte et à
faible teneur en or
60–80% 40–20% 50–60% 50–40%
Alliages base
palladium
70–80% 30–20% 70–80% 30–20%
Alliages non précieux
(Co Cr / Ni Cr)
80–100% 20–0% 80–100% 20–0%
Rapport de mélange
60 g de poudre 13 ml de mélange liquide/liquide H.E.
PCT Flex Vest et eau distillée
90 g de poudre 20 ml de mélange liquide/liquide H.E.
PCT Flex Vest et eau distillée
160 g de poudre 35 ml de mélange liquide/liquide H.E.
PCT Flex Vest et eau distillée
Remarque : Les rapports de mélange indiqués sont donnés à
titre indicatif et peuvent varier selon le type d'alliage et la
technique de coulée
Mélange
Utiliser un bol propre, exempt de plâtre.
Préparer la quantité de liquide/liquide H.E. PCT Flex Vest dans le
bol mélangeur puis ajouter la poudre. Malaxer les deux composants avec une spatule pour obtenir un mélange homogène. Utiliser l'appareil de mise en revêtement sous vide.Activer le vide.
Quand le vide est atteint, malaxer sous vide pendant
90 secondes. Après ce laps de temps, maintenir le vide
pendant 15 secondes supplémentaires avant l'ouverture du
bol pour permettre un dégazage final.
Remarques :
– Un bol mélangeur pas entièrement propre ou présentant des
rayures peut absorber jusqu'à 2 ml de liquide.
– Une prolongation du temps de mélange conduit à des
surfaces de coulée plus lisses, identique aux revêtements à
liant plâtre pour les alliages de coulée pour couronnes et
bridges.
Mise en cylindre
Il est recommandé de remplir d'abord avec PCT Flex Vest les
endroits fins ou difficilement accessibles. Ceci évite les inclusions
d'air. Déposer le cylindre sur table vibrante – vibrations de faibles amplitudes – Verser lentement et de façon continue le PCT
Flex Vest dans le cylindre jusqu'à recouvrir totalement les
maquettes, stopper le vibreur et compléter le remplissage du
cylindre.
Temps de mise en oeuvre
Le temps de mise en œuvre est de 5 minutes à une température
ambiante de 23°C.
Remarque : Conserver la poudre et le liquide dans un endroit
frais et sec. Bien refermer le liquide de mélange après utilisation.
PCT®FlexVest
Mode d’emploi
PCT Flex Vest est un matériau de revêtement à liant phosphate,
sans graphite, utilisé pour la coulée de précision d'alliages
précieux et non précieux. PCT Flex Vest peut-être utilisé selon
des programmes de chauffe conventionnels ou rapides.
La précision de coulée est identique en mode rapide ou lent.
Indications :
– Alliages précieux et non précieux pour couronnes et bridges
– PTC Flex Vest peut être utilisé sans cylindre ou avec cylindre
métallique
Contre-indication :
– Céramiques de pressée (par ex. IPS Empress)
– Céramique cuite sur réfractaire (par ex. IPS d.SIGN)
Mise en œuvre
Maquettes en cire
L'utilisation de liquide détenteur de cire est à éviter.
Si vous utilisez un réducteur de tension assurez vous du parfait
séchage des maquettes en cire avant de verser le revêtement.
Tout résidu de réducteur de tension peut nuire au durcissement
du revêtement et conduire ultérieurement à des irrégularités au
niveau de la surface des éléments coulés.
Utilisation sans cylindre (expansion libre)
Le revêtement PTC Flex Vest peut être utilisé avec les cylindres
en plastique ou silicone.
Conseil d'emploi: 10 minutes après le remplissage, enlever
le cylindre de plastique. Vous "libérez" ainsi le revêtement et
lui permettez d'avoir une expansion libre.
Mise en cylindre avec des cylindres métalliques
Pour les cylindres métalliques de tailles 1X et 3X, appliquer une
couche de liner. Pour les cylindres de tailles 6X et 9x appliquer
deux couches de liner. Nous vous conseillons d'appliquer
2 couches de liner dans les cylindres destinés à la coulée des
alliages non précieux.
Utiliser le Liner PCT Flex Vest. Appliquer le liner humide sur
l'ensemble de la face interne du cylindre. Faites se chevaucher
les extrémités sur env.0,5 cm. Bien appliquer le liner sur la paroi
du cylindre. Le liner ne doit pas dépasser du cylindre.
Mise en œuvre
Pour modifier la concentration du liquide/liquide H.E. PCT Flex
Vest, utiliser de l'eau distillée.
Remarque : L'expansion dépend en grande partie de la concentration liquide/eau distillée
– Plus la concentration du liquide/liquide H.E. PCT Flex Vest est
élevée et plus l'expansion est élevée: (élément "lâche")
Français
Page 7
La poudre et le liquide de mélange doivent avoir la même
température (idéal : 17–22°C).
Remarque : Pour des températures de mise en œuvre de
> 24 °C, l'expansion de prise augmente considérablement et
pour des basses températures < 16°C, l'expansion de prise
diminue.
Temps de prise
Le temps de prise est d'environ 30–35 minutes selon la taille du
cylindre pour une température ambiante de 23°C
Après la réaction thermique, dépolir la surface pour que les gaz
puissent aisément s'évacuer lors du brûlage de la cire.
Remarque : Respectez le temps de prise avant de mettre le
cylindre au four
Enfournement rapide
L'enfournement à chaud peut être effectué jusqu'à 8 heures
après le durcissement.
Mettre le cylindre debout en oblique ou horizontalement dans le
four préchauffé à 850°C, le cône orienté vers le bas,sans contact
direct avec la base de la chambre de chauffe.
Si une température plus élevée est nécessaire pour l'alliage à
couler, augmenter progressivement la température de 850°C à la
température finale souhaitée.
Remarques:
– La température maximale de chauffe de ce revêtement se
situe à 1050°C.
– Pour les alliages nécessitant une température finale plus
basse, chauffer les cylindres à 850°C puis, laisser redescendre
à la température recommandée.
– Respecter les données du fabricant d'alliage pour ce qui
concerne les températures de préchauffage.
Temps de maintien
Taille du cylindre 1 30 – 45 min
Taille du cylindre 3 45 – 60 min
Taille du cylindre 6 60 – 75 min
Taille du cylindre 9 75 – 90 min
Remarque : L'utilisation de maquettes en résine calcinables
sans résidus nécessite l'augmentation du temps de maintien de
10 minutes par cylindre. Respecter les instructions du fabricant.
Si plusieurs cylindres sont enfournés en même temps, augmenter
en conséquence le temps de maintien.
Enfournement conventionnel
Temps de maintien
Laissez le revêtement durcir durant 60 minutes environ avant
d'amorcer la montée en température. Mettre le cylindre dans le
four à température ambiante. Montée en température selon le
tableau ci-dessous.
Remarques :
– La température maximale de chauffe de ce revêtement se
situe à 1050°C.
– L'utilisation de maquettes en résine calcinables sans résidus
nécessite d'augmenter le temps de maintien de 10 minutes
par cylindre. Respecter les instructions du fabricant.
– Si plusieurs cylindres sont enfournés en même temps,
augmenter en conséquence le temps de maintien.
Couler
Couler selon les instructions du mode d'emploi du fabricant
d'alliages
Refroidir et Démouler
Après la coulée, laisser refroidir le cylindre à l'air à température
ambiante. Ne pas accélérer le refroidissement du cylindre en le
trempant dans de l'eau froide.
Avant le démoulage, immerger le cylindre dans l'eau pour éviter
tout dégagement de poussière ultérieur.
Le démoulage se fait très simplement et rapidement.
Eliminer les résidus de revêtement avec un bain à ultrasons ou
délicatement avec des billes à lustrer/Al
203
.
Conditions de stockage
– Bien refermer la poudre PCT FlexVest et le liquide/liquide H.E.
PCT FlexVest et conserver dans un endroit frais et sec.
– La température de stockage et de transport pour le
liquide/liquide H.E. PCT FlexVest et la poudre s'élève à 12-28°C
– La température idéale de mise en œuvre se situe entre
17 et 22°C.
– PCT Flex Vest est sensible au gel.
– Ne pas utiliser dans le cas où le liquide PCT FlexVest
présente un aspect gélatineux ou cristallin.
Conformément aux prescriptions décrites, la poudre
PCT Flex Vest et le liquide/liquide H.E. PCT FlexVest ont un délai
de conservation de 2 ans.
Avertissement
Le revêtement contient du quartz.
Ne pas inhaler la poussière ! Risque de maladie pulmonaire
(silicose, cancer des poumons).
Ouvrir le sachet à l'aide de ciseaux et éviter la formation de
poussière pendant le remplissage du bol de mélange.
Rincer le sachet vide à l'eau avant de le jeter.
Dépoussiérer le lieu de travail avec un agent humide. Pour éviter
la poussière pendant le démoulage, plonger brièvement le
cylindre refroidi dans l'eau. Utiliser une aspiration avec un filtre
fin lors du sablage.
Caractéristiques du matériau (ISO 9694)
PCT Flex Vest Liquide PCT Flex Vest Liquide H.E.
100% 100%
Rapport de mélange 100 g : 22 ml 100 g : 22 ml
Parcours de fluidité 14 cm env. 14 cm env.
Début du temps de prise 10 minutes environ 10 minutes environ
Résistance à la pression 5 Mpa env. 5 Mpa env.
Expansion de prise 1.5% 1.5%
Expansion thermique 1.0% 1.3%
Température Montée Temps de Temps de Temps de Temps de
en t° maintien maintien maintien maintien
x1 x3 x6 x9
23–270°C 7–10°C/min 30–60 min 30–60 min 30–60 min 30–60 min
270–560°C 7–10°C/min 20 min 20 min 30 min 60 min
De 560°C à
T° finale*
7–10°C/min 30 min 45 min 60 min 60 min
* La température finale max. est de 1050°C
Page 8

Conditionnement*
PCT FlexVest Trial Kit (90 g x 4 / 100ml)
PCT FlexVest 4 kg (60 g x 67)
PCT FlexVest 4 kg (90 g x 45)
PCT FlexVest 4 kg (160 g x 25)
PCT FlexVest 5 kg
PCT FlexVest Liquid 1000 ml
PCT FlexVest Liquid H.E. 1000 ml
PCT FlexVest Dosing bottle
PCT FlexVest Liner 20 m
* Le conditionnement peut varier d'un pays à l'autre.
Ce matériau a été développé en vue d'une utilisation dans le domaine dentaire et doit être
mis en oeuvre selon le mode d'emploi. Les dommages résultant du non-respect de ces
prescriptions ou d'une utilisation à d'autres fins que celles indiquées dans le mode d'emploi
n'engagent pas la responsabilité du fabricant. L'utilisateur est tenu de vérifier sous sa propre
responsabilité l'appropriation du matériau à l'utilisation prévue et ce d'autant plus si celle-ci
n'est pas citée dans le mode d'emploi.
PCT®FlexVest
Italiano
Istruzioni d’uso
PCT FlexVest è un rivestimento privo di grafite,a legame
fosfatico per fusioni di precisione di leghe dentali. PCT FlexVest
è indicato per la tecnica di riscaldamento convenzionale e per la
tecnica di riscaldamento rapido.
Indicazioni
– Leghe nobili
– Leghe non nobili per ponti e corone
– Messa in rivestimento con un cilindro in metallo
– Messa in rivestimento ad espansione libera
Controindicazioni
– Ceramiche per pressofusione (p.e.IPS Empress)
Lavorazione
Modellazione in cera
Modellare le strutture per corone e ponti
Modellazioni in resina
Ricoprire la modellazione in resina autopolimerizzante con un
strato sottile di cera
Applicazione dei perni di fusione
Creare la struttura del ponte con perni di fusione di dimensioni
sufficienti, con metodo diretto o indiretto (vedi vademecum
leghe).
Messa in massa con cilindri in metallo
Per cilindri in metallo di dimensione 1e 3 utilizzare uno strato
di Liner PCT FlexVest, per le misure 6 e 9 nonchè per tutte le
leghe non nobili due strati. Inumidire il PCT FlexVest Liner.
Assorbire l’acqua in eccesso appoggiando sopra un pezzo di
Liner asciutto. Rivestire l’anello in metallo all’interno con il Liner
inumidito e farlo aderire sotto una leggera pressione e lasciarlo
sovrapporre al punto di giunzione di ca. 0.5 cm. PCT FlexVest
Liner deve chiudere perfettamente con il bordo superiore
dell’anello in metallo. Posizionare l’anello preparato con il
PCT FlexVest Liner sulla base.
Avvertenza: Nel caso del utilizzo dei riduttori di tensione
rispettare una completa asciugatura della cera. Il contatto della
massa di rivestimento con il riduttore di tensione può impedire
l’indurimento completo della massa di rivestimento e causare
imperfezioni nella superficie.
Lavorazione
Per modificare la concentrazione del PCT FlexVest Liquid/Liquid
H.E. utilizzare esclusivamente acqua distillata. Per misurare
l’esatta quantità del liquido si può utilizzare una siringa di
dosaggio.
Avvertenza: Non utilizzare il liquido se si sono formato dei
cristalli. Più alta è la concentrazione di PCT FlexVest Liquid/
Liquid H.E., più elevata sarà l’espansione.
Page 9
Concentrazione del PCT FlexVest Liquid
Lega Leghe per Leghe C&B /
ceramizzazione BioUniversal
PCT FlexVest Acqua PCT FlexVest Acqua
Liquid distillata Liquid distillata
Leghe a contenuto
aureo elevato e
ridotto
60–80% 40–20% 50–60% 50–40%
Leghe a base di Pd 70–80% 30–20% 70–80% 30–20%
Leghe non nobili
(Co Cr / Ni Cr)
80–100% 20–0% 80–100% 20–0%
Rapporto di miscelazione
60 g polvere 13 ml miscela PCT FlexVest Liquid/Liquid H.E. //
acqua dist.
90 g polvere 20 ml miscela PCT FlexVest Liquid/Liquid H.E. //
acqua dist.
160 g polvere 35 ml miscela PCT FlexVest Liquid/Liquid H.E. //
acqua dist.
Avvertenza: i rapporti di miscelazione indicati sono orientativi e
possono variare a seconda del tipo di lega e della tecnica di
fusione utilizzata.
Miscelazione
Sciacquare la scodella d’impasto con acqua prima di iniziare
la miscelazione.Versare il PCT FlexVest Liquid/Liquid H.E. predosato nella scodella d’impasto ed aggiungere la polvere.
Miscelare i due componenti con una spatola fino ad ottenere
una massa omogenea. Posizionare la scodella nell’apparecchio
per il sottovuoto. Iniziare l’evacuazione.A raggiungimento del
vuoto, iniziare la miscelazione per 90 secondi.Dopo il processo
di miscelazione, mantenere il vuoto per ulteriori 15 secondi ed
infine e ritornare in atmosfera con cautela.
Avvertenza: una scodella per sottovuoto non completamente
pulita o fortemente graffiata può assorbire fino a 2 ml di
liquido. Prolungando il tempo di miscelazione si ottiene un
miglioramento di qualità della fusione, raggiungendo una
superficie liscia simile a quella di una massa di rivestimento
gessosa.
La messa in massa
Versare lentamente ed a flusso continuo e sotto una leggera
vibrazione la PCT FlexVest nel cilindro.A riempimento
completato cessare immediatamente la vibrazione. Non toccare
la massa di rivestimento appena versata.
Avvertenza: per evitare inglobazioni d’aria è consigliabile di
riempire prima le zone di difficile accesso della modellazione in
cera con PCT FlexVest.
Tempo di lavorazione
A temperatura ambiente di 23 °C il tempo di lavorazione è di
5 min.
Avvertenza: conservare la polvere ed il liquido in un luogo
fresco ed asciutto. Richiudere il flacone del liquido subito dopo
l’uso. Per la miscelazione entrambe le componenti dovrebbero
essere della stessa temperatura (idealmente 17–22 °C).
Avvertenza: in caso di temperature di lavorazione superiori ai
24 °C, l’espansione di presa aumenta notevolmente,a temperature basse (inferiore ai 16 °C) l’espansione di presa si riduce.
Tempo di presa
A temperatura ambiente di 23 °C, il tempo di presa è di ca.
20–30 min. secondo le dimensioni del cilindro.
Dopo la reazione termica irruvidire la superficie per facilitare la
fuoriuscita dei gas durante l’eliminazione della cera.
Avvertenza: lasciare indurire completamente il cilindro prima di
proseguire con la lavorazione!
Riscaldamento rapido
Il riscaldamento rapido può avvenire fino ad 8 ore dopo la presa.
Posizionare il cilindro nel forno di preriscaldo con il cono
d’entrata orientato verso il basso senza contatto diretto con la
piastra (distanziatore) oppure orizzontalmente (max. 850 °C).
Nel caso in cui fosse necessaria una temperatura più elevata,
dopo l’inserimento a 850°C aumentare fino alla temperatura
finale desiderata. La temperatura massima per la massa di
rivestimento è di 1050°C. In caso di lavorazione a temperatura
finale più bassa, inserire il cilindro a 850 °C ed abbassare in
seguito la temperatura al valore desiderato.
Avvertenza: attenersi per le temperature di preriscaldo alle
indicazioni del produttore della lega.
Tempi di stazionamento
Cilindro 1 x 30 – 45 min.
Cilindro 3 x 45 – 60 min.
Cilindro 6 x 60 – 75 min.
Cilindro 9 x 75 – 90 min.
Avvertenza: utilizzando resine autopolimerizzanti
completamente calcinabili, aumentare il tempo di stazionamento
di 10 minuti. Attenersi alle indicazioni del produttore!
Riscaldando nel forno di preriscaldo più cilindri
contemporaneamente, aumentare in relazione il tempo di
stazionamento.
Riscaldamento convenzionale / Tempi di stazionamento
Rispettare il tempo di presa della massa di rivestimento di
minimo 60 min. Posizionare il cilindro nel forno a temperatura
ambiente. Effettuare la salita di temperatura secondo la tabella
seguente :
Avvertenza: utilizzando resine autopolimerizzanti
completamente calcinabili, aumentare il tempo di stazionamento
di 10 minuti. Attenersi alle indicazioni del produttore!
Riscaldando nel forno di preriscaldo più cilindri
contemporaneamente, aumentare in relazione il tempo di
stazionamento.
Fusione
Effettuare la fusione secondo le istruzioni d’uso del produttore
della lega.
Temperatura Salita in°C Stazion. Stazion. Stazion. Stazion.
1x 3x 6x 9x
23–270°C 7–10°C/min 30–60 min 30–60 min 30–60 min 30–60 min
270–560°C 7–10°C/min 20 min 20 min 30 min 60 min
da 560 °C fino
a temperatura 7–10°C/min 30 min 45 min 60 min 60 min
finale *
* Temperatura finale max.è di 1050°C
Page 10

Raffreddamento / Smuffolatura
Dopo la fusione, lasciare raffreddare il cilindro all’aria a
temperatura ambiente. Non raffreddare con acqua.Per evitare
la formazione di polvere bagnare il cilindro prima della
smuffolatura. Utilizzare la pinza per gesso.Non smuffolare con
il martello. Eliminare i residui del rivestimento nel bagno ad
ultrasuoni oppure cautamente con perle per lucidatura / AL
2O3
.
Magazzinaggio
Conservare PCT FlexVest polvere ed PCT FlexVest Liquid/
Liquid H.E. chiuso ermeticamente,in un luogo fresco ed asciutto.
La temperatura di magazzinaggio e di trasporto per PCT FlexVest
Liquid/Liquid H.E. e PCT FlexVest Polvere è tra 12°C e 28°C.
La temperatura ideale è tra 17°C e 22°C.
PCT FlexVest Liquid/Liquid H.E. è sensbile alle basse temperature.
Nel caso in cui il PCT FlexVest Liquid/Liquid H.E. si presenti in
consistenza gelatinosa, oppure se mostra una cristallizzazione
evitare l’uso.
Tenendosi alle indicazioni,PCT FlexVest Polvere e PCT FlexVest
Liquid/Liquid H.E. ha un tempo di scadenza di 2 anni.
Avvertenze
La massa di rivestimento contiene quarzo. Non inalare la
polvere! Rischio di danni polmonari (silicosi, cancro polmonare).
Aprire la busta con una forbice ed evitare la formazione di
polvere versando il contenuto nella scodella. Prima di smaltire i
sacchetti vuoti nei rifiuti sciacquarli con acqua. Eliminare la
polvere sul posto di lavoro soltanto con mezzi umidi. Per evitare
la formazione di polvere durante la smuffolatura, immergere il
cilindro completamente raffreddato per un breve tempo
nell’acqua. Durante la sabbiatura utilizzare l’aspiratore con filtro
per polvere fine.
Valori di indicazione del materiale (ISO 9694)
PCT FlexVest Liquid PCT FlexVest Liquid H.E.
100 % 100 %
Rapporto di miscelazione
(100 g : 22 ml)
100 g : 22 ml 100 g : 22 ml
Distanza di scorrevolezza ca. 14 cm ca. 14 cm
Inizio della presa ca. 10 min. ca. 10 min.
Resistenza alla pressione ca. 5 MPa ca.5 MPa
Espansione di presa 1.5 % 1.5 %
Espansione termica 1.0 % 1.3 %
Entità di consegna*
PCT FlexVest Trial Kit (90 g x 4 / 100ml)
PCT FlexVest 4 kg (60 g x 67)
PCT FlexVest 4 kg (90 g x 45)
PCT FlexVest 4 kg (160 g x 25)
PCT FlexVest 5 kg
PCT FlexVest Liquid 1000 ml
PCT FlexVest Liquid H.E. 1000 ml
PCT FlexVest Dosing bottle
PCT FlexVest Liner 20 m
* La disponibilità dei prodotti può variare da paese in paese.
Il prodotto è stato realizzato per l’impiego nel campo dentale e deve essere utilizzato secondo le
istruzioni d’uso. Il produttore non si assume alcuna responsabilità per danni derivanti da diverso
o inadeguato utilizzo. L’utente è tenuto a controllare personalmente l’idoneità del prodotto per
gli impieghi da lui previsti soprattutto, se questi impieghi non sono riportati nelle istruzioni d’uso.
PCT FlexVest es un revestimiento en base a fosfato sin grafito
para el colado de precisión de aleaciones dentales.
PCT FlexVest está indicado para la técnica de calentamiento
convencional y rápida.
Indicación
– Aleaciones nobles
– Aleaciones no nobles para coronas y puentes
– Puesta en revestimiento con cilindros metálicos
– Puesta en revestimiento sin cilindros metálicos
Contraindicación
– Cerámicas inyectadas (p.ej. IPS Empress)
Manipulación
Modelado en cera
Modelar las estructuras para coronas y puentes
Modelado en resina
Recubrir el modelado en resina con una fina capa de cera
Colocación de los bebederos
Modelar la estructura para puentes con bebederos de colado
suficientemente dimensionados, según método directo o
indirecto. (Consultar las instrucciones de uso)
Puesta en revestimiento con cilindros metálicos
Para cilindros metálicos tamaño 1 y 3 una capa de PCT Flex Vest
Liner, para los tamaños 6 y 9, así como para las aleaciones no
nobles dos capas.
Aplicar PCT FlexVest Liner húmedo.Retirar el agua sobrante
colocando un trozo de Liner seco. Recubrir el cilindro metálico
con Liner húmedo, solapándolo aprox.0.5 cm en el extremo, a
continuación presionar. El Liner PCT FlexVest debe coincidir con
el borde superior del cilindro metálico. Colocar con precaución
el cilindro metálico con el Liner PCT FlexVest sobre la base.
Nota: Si se utiliza un liberador de tensiones para cera, procurar
que el patrón de cera esté totalmente seco antes de revestir, ya
que el contacto del revestimiento con el liberador de tensiones
evita el fraguado total, produciendo irregularidades en la
superficie del revestimiento.
Manipulación
Para modificar la concentración de PCT FlexVest Liquid/
Liquid H.E. utilizar exclusivamente agua destilada. Para tomar la
cantidad exacta de líquido, puede utilizarse una jeringa de
dosificación.
Nota: No utilizar líquido de mezcla cristalizado.Cuanto mayor
sea la concentración de PCT FlexVest Liquid/Liquid H.E., tanto
mayor la expansión.
PCT®FlexVest
Español
Page 11

Concentración del líquido de mezcla
Aleaciones Aleaciones para Aleaciones
Ceramica BioUniversales para
resinas / composites
PCT FlexVest Agua PCT FlexVest Agua
Liquid Destilada Liquid Destilada
Alto y reducido
contenido en Oro *
60–80% 40–20% 50–60% 50–40%
Aleaciones en base
a Paladio
70–80% 30–20% 70–80% 30–20%
Aleaciones en base a
Co Cr / Ni Cr
80–100% 20–0% 80–100% 20–0%
* La diferencia del porcentaje de líquido / agua destilada entre las aleaciones de oro para
cerámica y para resina / composite viene dada por las distintas características de dichas
aleaciones
Proporción de mezcla
60 g polvo 13 ml mezcla de PCT FlexVest Liquid/Liquid H.E. //
agua destilada
90 g polvo 20 ml mezcla de PCT FlexVest Liquid/Liquid H.E. //
agua destilada
160 g polvo 35 ml mezcla de PCT FlexVest Liquid/Liquid H.E.//
de agua destilada
Nota: Las proporciones de mezcla indicadas son orientativas,
pudiendo modificarse en función del tipo de aleación y de la
técnica de colado.
Mezcla
Antes de proceder a la mezcla enjuagar la taza de mezcla limpia
con agua. Verter la cantidad de líquido PCT FlexVest en la taza
de mezcla seca y añadir el polvo. Mezclar ambos componentes
con una espátula hasta obtener una mezcla homogénea. Colocar
la taza de mezcla en el aparato de vacío. Conectar el vacío.
Una vez alcanzado el vacío,mezclar durante 90 seg. Una vez
mezclado, mantener el vacío durante otros 15 segundos, antes
de abrir manualmente para eliminar el aire.
Nota: Una taza de mezcla que no esté totalmente limpia o con
fuertes arañazos, absorbe hasta 2 ml de líquido de mezcla.Una
prolongación del tiempo de mezcla proporcionará superficies
coladas más lisas, igual que con los revestimientos aglutinados
con yeso para el colado de aleaciones para coronas y puentes.
Puesta en revestimiento
Verter PCT Flex Vest de forma continuada y con una ligera
vibración en el cilindro de colado. Dejar de vibrar, tan pronto
como se haya llenado totalmente y no tocar la masa de
revestimiento.
Nota: Es aconsejable rellenar primero las zonas del modelo de
difícil acceso con PCT FlexVest para evitar inclusiones de aire.
Tiempo de manipulación El tiempo de manipulación es de 5 min.
a 23 °C temperatura ambiente.
Tiempo de manipulación: El tiempo de manipulación es de 5
min. a 23 °C temperatura ambiente.
Nota: conservar el polvo y el líquido en un lugar fresco y seco.
Una vez utilizado el líquido de mezcla, cerrar bien el envase.
Polvo y líquido de mezcla deberían tener la misma temperatura
(ideal 17–22 °C).
Nota: A temperaturas de manipulación superiores a 24 °C la
expansión de fraguado se incrementa, a temperaturas inferiores
a 16 °C la expansión de fraguado se reduce.
Tiempo de fraguado
El tiempo de fraguado es de aprox. 20–30 min, en función del
tamaño del cilindro a 23 ºC temperatura ambiente.
Después de la reacción térmica, crear retenciones en la
superficie, de forma que al quemar la cera,los gases puedan
eliminarse mejor.
Nota: Antes de cualquier manipulación, dejar que el cilindro
frague totalmente!
Calentamiento rápido
El calentamiento rápido puede realizarse hasta 8 horas
después del fraguado. Colocar el cilindro en el horno de
precalentamiento pasado el tiempo de fraguado de 30 minutos.
Colocar el cilindro de pie con el bebedero de colado hacia abajo
en el horno sin que tenga contacto directo con la base del mismo (rejilla) u horizontal en el horno precalentado (max. 850 °C).
Si fuera necesaria una temperatura superior, aumentar la
temperatura una vez ajustado a 850 °C hasta la temperatura
final deseada. La temperatura máxima para el revestimiento
es de 1050 °C. Para aleaciones con una temperatura final baja,
colocar el cilindro a 850 °C y a continuación disminuir hasta
alcanzar la temperatura recomendada.
Nota: Observar las indicaciones del fabricante de la aleación
sobre las temperaturas de precalentamiento.
Tiempos de mantenimiento
Cilindro tamaño 1 30 – 45 Min.
Cilindro tamaño 3 45 – 60 Min.
Cilindro tamaño 6 60 – 75 Min.
Cilindro tamaño 9 75 – 90 Min.
Nota: Si se utilizan resinas para modelar que queman sin dejar
residuos, aumentar el tiempo de mantenimiento en 10 min.
Tener en cuenta las instrucciones del fabricante! Si se introducen
simultáneamente en el horno de precalentamiento varios
cilindros, es necesario prolongar el tiempo de mantenimiento.
Calentamiento / Tiempo de mantenimiento convencional
Dejar fraguar el revestimiento mínimo 1 h . Introducir el cilindro
a temperatura ambiente. Incrementar la temperatura según se
indica en el siguiente cuadro.
Nota: si se utilizan resinas para modelar que queman sin dejar
residuos, prolongar las temperaturas de mantenimiento en
10 Min. Tener en cuenta las indicaciones del fabricante! Si se
introducen en el horno simultáneamente varios cilindros, es
necesario prolongar el tiempo de mantenimiento.
Temperatura Aumento-T Tiempo Tiempo Tiempo Tiempo
mant. 1x mant. 3x mant. 6x mant. 9x
23–270°C 7–10°C/min 30–60 min 30–60 min 30–60 min 30–60 min
270–560°C 7–10°C/min 20 min 20 min 30 min 60 min
Desde 560 °C
hasta 7–10°C/min 30 min 45 min 60 min 60 min
temperatura
final*
* Temperatura final máx.1050 °C
Page 12

Colado
Colar según las indicaciones del fabricante de la aleación.
Enfriamiento/ Extracción de revestimiento
Después del colado, dejar enfriar el cilindro al aire a temperatura
ambiente.Antes de eliminar el revestimiento, humedecer el
cilindro para evitar la formación de polvo. Utilizar tenazas para
yeso. No eliminar el revestimiento con martillo. Eliminar la masa
de revestimiento residual en baño de ultrasonido o con perlas de
brillo/AL
2O3
.
Condiciones de almacenamiento
Conservar el polvo PCT FlexVest y el líquido/líquido H.E.
PCT FlexVest en lugar fresco y seco.
La temperatura y transporte para el líquido/líquido H.E.
PCT FlexVest y el polvo PCT FlexVest es de 12–28°C.
La temperatura ideal de manipulación es de 17–22 °C.
PCT FlexVest es sensible al frío,si el líquido/líquido H.E.
PCT FlexVest
presenta una consistencia gelatinosa o cristales, no utilizar.
El polvo PCT FlexVest y el líquido/líquido H.E. PCT FlexVest
tienen una estabilidad de 2 años si se almacena adecuadamente.
Precauciones
Los revestimientos contienen cuarzo. No inhalar el polvo!
Riesgo de enfermedad pulmonar (Silicosis, Cáncer de pulmón).
Cortar la bolsa con unas tijeras y evitar la formación de polvo al
verter en la taza la mezcla. Antes de tirar las bolsas vacías, mojar
éstas con agua. Eliminar el polvo del puesto de trabajo con un
medio húmedo. Para evitar polvo durante la extracción del
revestimiento, introducir el cilindro una vez frío en agua.
Durante el arenado, utilizar sistema de aspiración con filtro fino.
Valores del material (ISO 9694)
PCT FlexVest Liquid PCT FlexVest Liquid H.E.
100 % 100 %
Proporción de mezcla 100 g : 22 ml 100 g : 22 ml
Recorrido del flujo aprox. 14 cm aprox. 14 cm
Inicio del fraguado aprox. 10 Min. aprox. 10 Min.
Resistencia a la presión aprox. 5 MPa aprox. 5 MPa
Expansión de fraguado 1.5 % 1.5 %
Expansión térmica 1.0 % 1.3 %
Presentaciones*
PCT FlexVest Trial Kit (90 g x 4 / 100ml)
PCT FlexVest 4 kg (60 g x 67)
PCT FlexVest 4 kg (90 g x 45)
PCT FlexVest 4 kg (160 g x 25)
PCT FlexVest 5 kg
PCT FlexVest Liquid 1000 ml
PCT FlexVest Liquid H.E. 1000 ml
PCT FlexVest Dosing bottle
PCT FlexVest Liner 20 m
*Las presentaciones pueden diferir según país
Este material ha sido desarrollado para su uso dental y debe manipularse según instrucciones
de uso. El fabricante no se hace responsable de los daños ocasionados por otros usos o una
manipulación indebida. Además,el usuario está obligado a comprobar, bajo su propia responsabilidad, antes de su uso si el material es apto para los fines previstos,sobre todo si estos
no figuran en las instrucciones de uso.
Instruções de Uso
PCT FlexVest é um revestimento fosfatado,livre de carbono,
para a fundição de precisão de ligas metálicas. PCT FlexVest
pode ser usado na técnica convencional de aquecimento ou
na técnica de rápido aquecimento.
Indicação
– Ligas preciosas.
– Ligas não preciosas.
– Inclusão com anel metálico de fundição.
– Inclusão sem anel metálico.
Contra-indicação
– Cerâmicas injetadas (p.ex., IPS Empress).
Procedimentos de Trabalho
Padrão de Cera
Elaborar os padrões de cera para estruturas de coroas e pontes.
Padrão de Resina
Recobrir os padrões de resina com uma fina camada de cera.
Colocação dos Sprues
Posicionar os sprues,com apropriadas dimensões, para as
estruturas de pontes, usando método direto ou método indireto
(Ver Instruções de Uso).
Inclusão com Anel Metálico
Aplicar uma camada do PCT FlexVest Liner (forro para anel
de fundição) quando são usados anéis de tamanhos 1 e 3.
Aplicar duas camadas do Liner quando são utilizados anéis de
tamanhos 6 e 9 ou quando do emprego de liga não preciosa.
Umedecer ligeiramente o PCT FlexVest Liner. Pressionar um
pedaço de Liner seco sobre este material umedecido, para
absorver o excesso de água. Forrar a superfície interna do anel
metálico com o Liner úmido, de maneira a conseguir uma
sobreposição de aprox. 0,5 cm.A seguir,pressionar o Liner para
a sua correta posição. Nivelar a altura do PCT FlexVest Liner com
a margem superior do anel metálico de fundição.
De modo cuidadoso, posicionar o anel metálico, forrado com
o PCT FlexVest Liner, na base formadora de cadinho.
Nota: Todo agente redutor da tensão superficial da cera
necessita estar completamente seco. O contato do revestimento
com o surfactante pode resultar em presa incompleta e, como
conseqüência, em superfícies irregulares do revestimento.
Processamento
Empregar somente água destilada para modificar a
concentração do PCT FlexVest Liquid/Liquid H.E. (líquido de
mistura). É aconselhável usar uma seringa graduada para retirar
a quantidade desejada de líquido do interior do recipiente.
PCT®FlexVest
Português
Page 13

Nota: Não usar o líquido de mistura quando estiver cristalizado.
Quanto maior a concentração do PCT FlexVest Liquid/Liquid H.E.,
maior será a expansão do revestimento.
Concentração dos Líquidos de Mistura
Ligas Metálicas Ligas Cerâmicas Ligas C&B /
BioUniversal
PCT FlexVest Água PCT FlexVest
Liquid Destilada Liquid Destilada
Ligas com alto e com
reduzido teor de ouro
60–80% 40–20% 50–60% 50–40%
Ligas baseadas em
paládio
70–80% 30–20% 70–80% 30–20%
Ligas não preciosas
(Co Cr / Ni Cr)
80–100% 20–0% 80–100% 20–0%
Proporção de Mistura
60 g. do pó 13 ml da mistura PCT FlexVest Liquid/Liquid H.E. //
água destilada
90 g. do pó 20 ml da mistura PCT FlexVest Liquid/Liquid H.E. //
água destilada
160 g. do pó 35 ml da mistura PCT FlexVest Liquid/Liquid H.E. //
água destilada
Nota: As proporções de mistura, descritas acima,representam
apenas recomendações. Para os vários tipos de ligas e de
técnicas de fundição, podem ser necessários os ajustes
respectivos.
Mistura
Antes de iniciar a mistura, limpar a vasilha de mistura com água.
Colocar o PCT FlexVest Liquid/Liquid H.E. pré-dosado na vasilha.
Adicionar o pó pré-pesado ao líquido. Com uma espátula,misturar os dois componentes até conseguir uma mistura homogênea.
Colocar a vasilha de mistura em um dispositivo de vácuo.
Alcançado o o valor de vácuo estabelecido, misturar durante
90 segundos. Depois de completado este procedimento de
mistura, manter o vácuo durante mais 15 segundos.A seguir,
manualmente e de modo cuidadoso, abrir a vasilha de mistura.
Nota: As vasilhas de mistura, que não estão totalmente limpas
ou que estão severamente arranhadas, podem absorver até 2 ml
do líquido de mistura. Tempos de mistura maiores poderão
causar superfícies de fundição mais lisas, similares àquelas
promovidas pelos revestimentos aglutinados por gesso e
indicados para ligas C&B (coroas e pontes).
Inclusão
De modo lento e constante, vazar o PCT FlexVest para o interior
do anel de revestimento, empregando leve vibração. Interromper
a vibração no momento em que o anel de revestimento estiver
completamente cheio. Não tocar no revestimento.
Nota: Para prevenir a inclusão de ar,é aconselhável vazar o
revestimento, em primeiro lugar, sobre as partes mais intricadas
e menos acessíveis do padrão de cera.
Tempo de Trabalho
Na temperatura ambiente de 23ºC (73°F), o tempo de trabalho é
de 5 minutos.
Nota: Pó e líquido devem ser armazenados em local fresco e
seco. Fechar o recipiente do líquido de mistura, imediatamente
após o uso. Para serem usados, pó e líquido de mistura devem
estar na mesma temperatura. De modo ideal, entre 17 e 22ºC
(63 e 72°F).
Nota: Se a temperatura de trabalho for > 24°C (> 75°F), a
expansão de presa será consideravelmente aumentada,
enquanto que baixas temperaturas de trabalho de < 16°C
(< 61°F) promoverão a redução da expansão de presa.
Tempo de Presa
Na temperatura ambiente de 23ºC (73°F), o tempo de presa é
de, aprox.,20 a 30 minutos, dependendo do tamanho do anel
usado (velocidade da reação térmica). Terminada a reação
térmica, asperizar a superfície do revestimento.Isto auxiliará na
remoção dos gases, durante os primeiros estágios do
aquecimento.
Nota: Esperar a presa completa do revestimento,antes de
iniciar o processo de aquecimento !
Aquecimento Rápido
O aquecimento rápido pode ser efetuado até 8 horas após a
presa. Colocar o anel de revestimento,em posição vertical e com
orifício do sprue para baixo, no interior do forno preaquecido
no máximo a 850°C (1562°F), de tal maneira que o anel de
revestimento não toque na plataforma básica do forno
(espaçador), ou, de modo alternativo, colocar o anel de
revestimento em posição horizontal. Quando uma alta
temperatura é necessária, colocar o anel de revestimento no
forno preaquecido a 850°C (1562°F) e, a seguir, elevar até a
temperatura final. A temperatura máxima permitida para o
revestimento é de 1050°C (1922°F). Para as ligas metálicas processadas em baixas temperaturas, colocar o anel de revestimento dentro do forno preaquecido a 850°C (1562°F) e, em seguida,
diminuir a temperatura, conforme as instruções dos respectivos
fabricantes.
Nota: Em relação às temperaturas de preaquecimento,favor
observar as instruções do respectivo fabricante da liga metálica.
Tempo de Manutenção
Anel de revestimento – tamanho 1 30 – 45 min.
Anel de revestimento – tamanho 3 45 – 60 min.
Anel de revestimento – tamanho 6 60 – 75 min.
Anel de revestimento – tamanho 9 75 – 90 min.
Nota: Quando resinas de modelar, que queimam sem deixar
resíduos, forem usadas, o tempo de manutenção deve ser
aumentado de 10 minutos. Observar as instruções dos
respectivos fabricantes! Quando vários anéis de revestimento
são, ao mesmo tempo, preaquecidos no forno,o tempo de
manutenção deve ser aumentado adequadamente.
Page 14

Aquecimento Convencional / Tempos de Manutenção
Esperar a presa do revestimento durante 1 hora, no mínimo.
Colocar o anel de revestimento no interior do forno, na
temperatura ambiente.Aumentar a temperatura como está
indicado no quadro abaixo.
Nota: Quando resinas de modelar, que queimam sem deixar
resíduos, forem usadas, o tempo de manutenção deve ser
aumentado de 10 minutos. Observar as instruções dos
respectivos fabricantes! Quando vários anéis de revestimento
são, ao mesmo tempo, preaquecidos no forno,o tempo de
manutenção deve ser aumentado adequadamente.
Fundição
Fundir as ligas de acordo com as instruções dos respectivos
fabricantes.
Esfriamento / Desinclusão
Após a fundição, deixar o revestimento esfriar até a temperatura
ambiente. Não esfriar em água.Antes da desinclusão, umedecer
o revestimento com água, para impedir a formação de pó. Usar
pinças e alicates de gesso. Não utilizar martelo para a
desinclusão. Remover o revestimento residual da peça fundida
por intermédio de solução de limpeza, em banho de ultra-som,
ou, pela cuidadosa aplicação do jet polishing medium / Al
2O3
.
Armazenagem
O pó e o líquido/líquido H.E. PCT FlexVest devem ser armazenados em local fresco e seco. Os recipientes devem permanecer
perfeitamente fechados, quando os materiais não estiverem em
uso.
A temperatura de armazenagem e de transporte do pó e
líquido/líquido PCT FlexVest é 12–28°C (54–82°F).
A temperatura ideal de uso dos materiais está situada entre
17 e 22°C.
O líquido/líquido PCT FlexVest é sensível a temperaturas abaixo
do ponto de congelamento. Não utilizar o PCT FlexVest Liquid/
Liquid H.E. quando o líquido exibir cristais ou consistência
gelatinosa.
A vida útil do pó e do líquido PCT FlexVest é de dois anos,
quando são conservados dentro das condições de armazenagem
estipuladas.
Advertências
Revestimentos contêm quartzo. Não respirar o pó.O pó
pode causar dano pulmonar (silicose, câncer do pulmão).Usar
tesouras para cortar e abrir as embalagens. Impedir a formação
de pó quando verter os conteúdos das embalagem nas vasilhas
Temperatura Acréscimo de Tempo de Tempo de Tempo de Tempo de
Temperatura Man. 1x Man. 3x Man. 6x Man. 9x
23–270°C 7–10°C/min
30–60 min 30–60 min 30–60 min 30–60 min
73–518°F 13–18°F/min
270–560°C 7–10°C/min
20 min 20 min 30 min 60 min
518–1040°F 13–18°F/min
De 560°C/
1040°F até 7–10°C/min 30 min 45 min 60 min 60 min
Temperatura 13–18°F/min
Final*
* temperatura final máxima é 1050ºC / 1920°F.
de mistura. Antes do descarte, enxaguar as embalagens vazias.
Remover o pó do ambiente de trabalho à custa de um úmido
método de limpeza. Imergir o anel de revestimento
em água, por curto período de tempo,depois do completo
esfriamento, para prevenir a formação de pó durante a
desinclusão.
Usar um equipamento de sucção, com preciso filtro de pó,
quando jatear as peças fundidas.
Propriedades do Material (ISO 9694)
PCT FlexVest Liquid PCT FlexVest Liquid H.E.
100 % 100 %
Proporção de mistura 100 g. : 22 ml. 100 g. : 22 ml.
Trajetória de escoamento aprox. 14 cm. aprox. 14 cm.
Início do tempo de presa aprox. 10 min. aprox. 10 min.
Resistência à compressão aprox. 5 MPa aprox. 5 MPa
Expansão de presa 1,5 % 1,5 %
Expansão térmica 1,0 % 1,3 %
Formas de Apresentação*
PCT FlexVest Trial Kit (90 g x 4 / 100ml)
PCT FlexVest 4 kg (60 g x 67)
PCT FlexVest 4 kg (90 g x 45)
PCT FlexVest 4 kg (160 g x 25)
PCT FlexVest 5 kg
PCT FlexVest Liquid 1000 ml
PCT FlexVest Liquid H.E. 1000 ml
PCT FlexVest Dosing bottle
PCT FlexVest Liner 20 m
* As formas de apresentação podem variar conforme o país.
Este material foi fabricado somente para uso dental e deve ser manipulado de acordo com as
Instruções de Uso. O fabricante não é responsável pelos danos causados por outros usos ou por
manipulação incorreta. Além disto,o usuário está obrigado a comprovar, antes do emprego e
sob sua responsabilidade, se o material é compatível com a utilização desejada, principalmente
quando esta utilização não está indicada nas Instruções de Uso. Descrições e dados não
constituem nenhum tipo de garantia e, por isto,não possuem qualquer vinculação.
Page 15

PCT®FlexVest
Svenska
Bruksanvisning
PCT FlexVest är en grafit-fri, fosfatbunden inbäddningsmassa för
gjutlegeringar. PCT FlexVest kan användas med konventionell
urbränningsteknik eller snabb urbränning.
Indikationer
– Ädla legeringar
– Oädla legeringar
– Inbäddning med metallkyvett
– Ringlös inbäddning
Kontraindikation
– Presskeramer ( till exempel IPS Empress)
Arbetsbeskrivning
Vaxform/uppvaxning
Framställ vaxformen för kron och broskelettet.
Plastform
Täck plast/resinformen med ett tunt lager vax.
Gjutledare
Sätt fast gjutkanaler med en tillräcklig dimention på broskelettet,
använd direkt eller indirekt gjutmetod (Se bruksanvisningen)
Inbäddning med metall-kyvett
Applicera ett lager med PCT FlexVest Liner om kyvetten är
storlek 1 och 3 och två lager om kyvettstorleken är 6 eller
9 eller om oädel legering används.
Fukta PCT FlexVest Liner lätt. Sug upp överskottsvatten genom
att trycka en bit med torr liner på det fuktiga materialet. Tillåt
ändarna på linern att överlappa varann med c:a 0,5 cm och
pressa sedan linern på plats.Var noga med att PCT FlexVest
Liner är kant i kant med den övre kanten på kyvetten. Sätt
kyvetten med PCT FlexVest Liner noga på konen.
Observera: Varje vätmedel behöver att blåsas helt torrt.
Kontakt mellan inbäddningsmassan och vätmedlet kan leda till
ofullständig stelning och följaktligen skapa en ojämn yta på
inbäddningen.
Framställningsprocess
Använd endast destillerat vatten för rätt koncentration av
PCT FlexVest Liquid/Liquid H.E. Det är Lämpligt att använda
doseringsspruta för att ta upp önskad mängd av vätska ur
behållaren.
Observera: Använd inte vätskan om den har kristalliserats.
Ju högre koncentration av PCT FlexVest Liquid/Liquid H.E.är,
desto högre är expansionsgraden I inbäddningsmassan.
Vätskekoncentration
Legering MK-legeringar Kron & Bro /
Bio Universal
legeringar
PCT FlexVest Destillerat PCT FlexVest Destillerat
Liquid vatten Liquid vatten
Högädla & halvädla
legerigar
60–80% 40–20% 50–60% 50–40%
Pd baserade
legeringar
70–80% 30–20% 70–80% 30–20%
Oädla legeringar
(Co Cr / Ni Cr)
80–100% 20–0% 80–100% 20–0%
Blandningsförhållande
60 g pulver 13 ml blandning av PCT FlexVest Liquid/
Liquid H.E. // destillerat vatten
90 g pulver 20 ml blandning av PCT FlexVest Liquid/
Liquid H.E. // destillerat vatten
160 g pulver 35 ml blandning av PCT Fle Vest Liquid/
Liquid H.E. // destillerat vatten
Observera: De beskrivna blandningsförhållandena är endast
rekommendationer. Justeringar kan behövas för olika legeringar
och gjutmetoder.
Blandning
Före blandningen, skölj och rengör blandningskoppen med
vatten. Mät upp rätt mängd av PCT FlexVest Liquid/Liquid H.E. i
koppen.Tillsätt det uppmätta pulvret till vätskan. Blanda pulver
och vätska med en spatel till en homogen blandning. Sätt blandningskoppen i en Vacuumrörare och blanda i 90 sekunder. Efter
avslutad blandning, behåll vacuum på i ytterligare
15 sekunder och fyll kyvetten.
Observera: Blandningskoppar som inte är tillräckligt rengjorda
eller är mycket repiga kan absorbera upp till 2 ml vätska.
Förlängda blandningstider kan resultera i slätare göt, jämförbara
med gipsbundna inbäddningsmassor för högädla legeringar.
Inbäddning
Häll PCT FlexVest i kyvetten i en långsam och jämn takt med låg
vibration. Sluta vibreringen när kyvetten är fylld. Rör inte
inbäddningen.
Observera: Fyll först de mest känsliga och svåråtkomligaste
delarna av formen så att ingen luft innesluts.
Arbetstid
Arbetstiden är 5 minuter vid rumstemperatur 23 °C.
Observera: Pulver och vätska ska alltid förvaras torrt och svalt.
Återslut vätskebehållaren omedelbart efter användning. Pulver
och vätska bör ha samma temperatur vid blandningstillfället
(idealisk temperatur är mellan 17–22 C°)
Observera: Om arbetstemperaturen är mer än 24 °C ökar
expantionen markant medan en för låg arbetstemperatur, under
16 °C, resulterar i en för låg expansion.
Stelningstid
Vid en rumstemperatur av 23 C är stelningstiden ungefär
20 till 30 minuter, beroende på storleken på kyvetten (snabb
urbränning). Efter att den termiska reaktionen har slutat,
Page 16

skrapa ytan på inbäddningen. Detta hjälper till att evakuera
urbränningsgaserna i inled-ningsskedet.
Observera: Tillåt inbäddinngen att stelna fullständigt före
urbränning!
Snabb urbränning
Snabbuppvärmning kan ske upp till 8 timmar efter stelning.
Placera kyvetten i ett upprätt läge i urbränningsugnen som är
förvärmd till max. 850 °C. Luta kyvetten med gjutkanalerna
nedåt, eller alternativt, lägg kyvetten på sida.Behövs högre
temperatur så sätt in kyvetten på 850 °C i den förvärmda
urbränningsugnen och höj till den slutliga temperaturen.
Maximal temperatur för inbäddningsmassan är 1050 °C. Om
legeringar med lägre temperatur används så sätt in kyvetten i
850 °C och minska temperaturen enligt tillverkarens anvisningar.
Observera : Följ instruktionerna som legeringstillverkaren
rekomenderar vad gäller förvärmningstemperaturer.
Hålltid
Kyvett storlek 1x 30 – 45 min
Kyvett storlek 3x 45 – 60 min
Kyvett storlek 6x 60 – 75 min
Kyvett storlek 9x 75 – 90 min
Observera: Om modelleringsplaster som bränns ur utan att
lämna rester används, ska hålltiden förlängas med 10 min.
Observera tillverkarens anvisningar! Om flera kyvetter placeras i
urbränningsugnen vid samma tillfälle måste hålltiden förlängas
motsvarande.
Konventionell urbränning/hålltider
Låt inbäddningsmassan stelna i åtminstone 1 timme. Sätt in
kyvetten i ugnen vid rumstemperatur. Höj temperaturen såsom
indikeras i schemat nedanför.
Observera: Om modelleringsplaster som bränns ur utan att
lämna rester används, ska hålltiden ökas med 10 minuter.
Följ tillverkarens anvisningar! Om flera kyvetter placeras i
urbränningsugnen ska hålltiden förlängas motsvarande.
Gjutning
Gjut legeringen enligt legeringstillverkarens anvisningar.
Kylning/Urbäddning
Efter gjutningen, tillåt kyvetten att svalna till rumstemperatur.
Snabbkyl inte i vatten. Före urbäddning, blöt kyvetten med
vatten så att det inte dammar. Använd gipstång. Använd inte
hammare för urbäddning. Avlägsna överskottsmassa från götet
med hjälp av ultraljudsbad eller försiktig blästring med Alox
medium.
Förvaring
PCT FlexVest pulver och vätska ska alltid förvaras på en torr och
sval plats och behållarna ska förbli väl tillslutna när de inte
används. Förvaring och frakttemperatur för PCT FlexVest pulver
och vätska är 12–28 °C.
Optimal temperatur för pulver och vätska är mellan 17–22 °C.
PCT FlexVest är känslig för temperaturer under fryspunkten.
Använd inte PCT FlexVest vätska om den uppvisar geléaktig
konsistens eller kristaller.
Hållbarhetstiden för PCT Fle Vest pulver och vätska är två år om
de lagras enligt stipulerade förutsättningar.
Varning
Inbäddningsmassa innehåller kvarts.Andas inte in dammet!
Dammet kan senare orsaka lungskador (Silikos,Lungcancer).
Använd sax till att klippa upp påsarna. Undvik att damm bildas
när påsens innehåll hälls upp i blandningskoppen. Skölj ur
påsarna med vatten innan de slängs..Ta alltid bort damm från
arbetsytan med en fuktig trasa. Doppa kyvetten helt kort i vatten
efter att den svalnat helt, detta för att undvika dammbildning
vid urbäddning. Använd utsug med ett fint filter vid uppblästring
av götet.
Material egenskaper (ISO 9694)
PCT FlexVest Liquid PCT FlexVest Liquid H.E.
100 % 100 %
Blandningsförhållande 100 g : 22 ml 100 g : 22 ml
Flödesväg c:a 14 cm c:a 14 cm
Stelningstid c:a 10 min c:a 10 min
Dragstyrka c:a 5 Mpa c:a 5 Mpa
Stelningsexpansion 1.5 % 1.5 %
Termisk expansion 1.0 % 1.3 %
Förpackningsstorlekar*
PCT FlexVest Trial Kit (90 g x 4 / 100ml)
PCT FlexVest Test Kit (90 g x 4 / 100 ml)
PCT FlexVest 4 kg (60 g x 67)
PCT FlexVest 4 kg (90 g x 45)
PCT FlexVest 4 kg (160 g x 25)
PCT FlexVest 5 kg
PCT FlexVest Liquid 1000 ml
PCT FlexVest Liquid H.E. 1000 ml
PCT FlexVest Liner 20 m
* Förpackningsstorlekar kan variera mellan olika länder
Detta material har utvecklats enbart för dentalt bruk. Användningen skall strikt följa
instruktionerna i bruksanvisningen. Tillverkaren påtager sig inget ansvar för skador som
uppkommer genom oaktsamhet i materialbehandlingen eller underlåtenhet att följa givna
instruktioner eller fastställda indikationsområden. Användaren är ensam ansvarig för kontrollen
av materialet lämplighet för annat ändamål än vad som finns direkt uttryckt i instruktionerna.
Beskrivningar och data innebär ingen garanti för egenskaper och är inte bindande.
Temperatur Temperatur Hålltid Hålltid Hålltid Hålltid
höjning Man. 1x Man. 3x Man. 6x Man. 9x
23–270°C 7–10°C/min
30–60 min 30–60 min 30–60 min 30–60 min
73–518°F 13–18°F/min
270–560°C 7–10°C/min
20 min 20 min 30 min 60 min
518–1040°F 13–18°F/min
Från 560 C till 7–10°C/min 30 min 45 min 60 min 60 min
sluttemperatur* 13–18°F/min
* max.sluttemperatur är 1050 °C
Page 17

Brugsanvisning
PCT FlexVest er en ny grafitfri, fosfatbundet indstøbningsmasse
til præcisionsstøbninger af legeringer. PCT FlexVest er egnet til
konventionel opvarmning og til lynopvarmningsteknik.
Indikation
– Ædelmetal-legeringer
– Ædelmetalfri krone- og bro-legeringer
– Indstøbning med metalring
– Indstøbning uden metalring
Kontraindikation
Støbekeramik (f.eks. IPS Empress)
Bearbejdning
Modellering i voks
Krone- og brostel modelleres
Modellering i plast
Plastmodellering dækkes med et tyndt lag voks
Påsætning af støbekanal
Brostel forsynes med tilstrækkelig dimensionerede støbekanaler,
ved direkte eller indirekte metode. (Se brugsanvisning)
Indstøbning med kyvetring i metal
Med metal-kyvetringe i størrelserne 1+3 anvendes et lag,
med størrelserne 6+9 og til samtlige ædelmetalfri legeringer
anvendes to lag PCT FlexVest Liner.
PCT FlexVest Liner fugtes.Overskud af vand opsuges ved at
lægge et tørt stykke Liner på det våde materiale.
Metal-kyvetringen beklædes med fugtig liner, med 0,5 cm
overlap i samlingen, derefter presses lineren på plads.
PCT FlexVest Liner skal flugte med den øvre kant af
metal-kyvetringen. Den klargjorte metal-kyvetring med
PCT FlexVest Liner placeres forsigtigt på sokkelformeren.
Bemærk: Ved anvendelse af en voksafspændingsmiddel skal
der sørges for en fuldstændig tørring. Hvis indstøbningsmassen
kommer i kontakt med voksafspændingsmiddel forhindres en
fuldstændig afbinding, hvilket fører til uregelmæssigheder i indstøbningsmassens overflade.
Bearbejdning
Til ændring af koncentrationen af PCT FlexVest Liquid/Liquid H.E.
anvendes udelukkende destilleret vand.Til en præcis dosering af
væsken kan der anvendes en doseringssprøjte.
Bemærk: Anvend aldrig udkrystalliseret væske.
Jo højere koncentrationen af PCT FlexVest Liquid/Liquid H.E.,
desto højere ekspansion.
Koncentration af væsken
Legeringer Keramik-legeringer K&B legeringer /
BioUniversal
legeringer
PCT FlexVest Destilleret PCT FlexVest Destilleret
Liquid vand Liquid vand
Højguldholdige og
guldreducerede K&B 60–80% 40–20% 50–60% 50–40%
legeringer
Pd-basis- og keramiklegeringer
70–80% 30–20% 70–80% 30–20%
Ædelmetalfri
legeringer
(Co Cr / Ni Cr)
80–100% 20–0% 80–100% 20–0%
Blandingsforhold
60 g pulver 13 ml blanding PCT FlexVest Liquid/Liquid H.E. //
dest. Vand
90 g pulver 20 ml blanding PCT FlexVest Liquid/Liquid H.E. //
dest. Vand
160 g pulver 35 ml blanding PCT FlexVest Liquid/Liquid H.E. //
dest. Vand
Bemærk: De angivne blandingsforhold er retningsgivende og
kan variere afhængig af legeringstype og støbeteknik.
Blanding
Inden blanding skylles den rene blandingsskål med vand. Den
afmålte mængde PCT FlexVest Liquid/Liquid H.E. hældes først i
skålen og derefter hældes pulveret i. Begge komponenter
blandes med en spatel til en homogen masse. Blandeskålen
placeres i vakuumapparatet.Vakuum indsættes. Når vakuum er
indtruffet blandes i 90 sek. Efter blanding holdes vakuum i
yderligere 15 sek. og derefter udlignes vakuum i blandeskålen
manuelt.
Bemærk: En ikke fuldstændigt rengjort eller en med kraftige
ridser forsynet blandeskål absorberer indtil 2 ml af
blandevæsken. Forlængelse af blandetiden medfører en glattere
støbeoverflade, analogt med gipsbundne indstøbningsmasser til
K&B støbelegeringer.
Indstøbning
Med forsigtigt vibrerende bevægelser hældes PCT FlexVest
langsomt og kontinuerligt ind i kyvetten.Vibreringen skal ophøre
straks når kyvetten er fyldt og herefter må indstøbningsmassen
ikke berøres.
Bemærk: Det kan anbefales at fylde vanskeligt tilgængelige
områder på voksmodelleringen med PCT FlexVest for at undgå
luftlommer.
Arbejdstid
Arbejdstiden er 5 min. ved 23 °C stuetemperatur.
Bemærk: Pulver og væske opbevares på et tørt og køligt sted.
Væskebeholderen lukkes tæt straks efter brug.Pulver og væske
bør have samme temperatur (ideelt 17–22 °C).
Bemærk: Ved arbejdstemperaturer på >24 °C øges
afbindingsekspansionen tydeligt. Ved lavere temperaturer
< 16 °C reduceres afbindingsekspansionen.
PCT®FlexVest
Dansk
Page 18
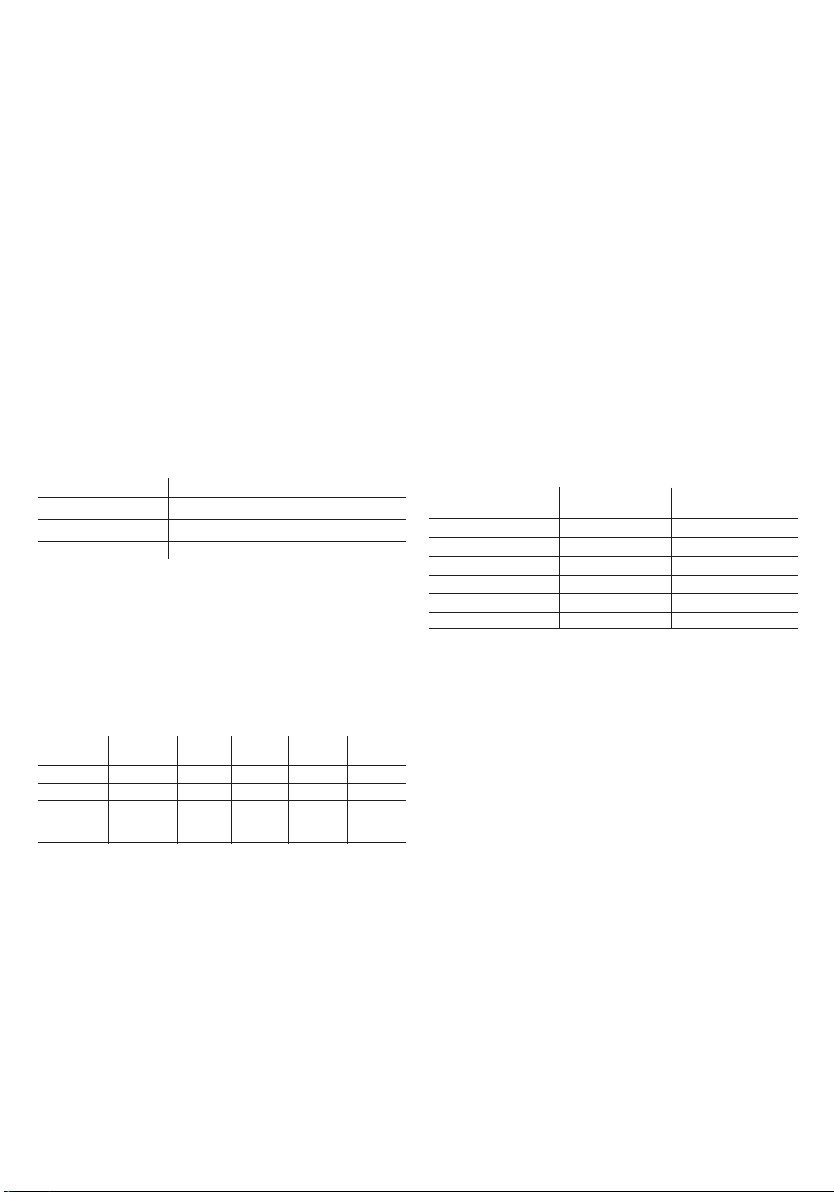
Afbindingstid
Afbindingstiden er ca. 20–30 min. ved 23 °C stuetemperatur,
afhængig af kyvetring-størrelse.
Efter den termiske reaktion gøres overflade ru således at
gasserne bedre kan undvige ved voksudbrænding.
Bemærk: Kyvet skal afbinde fuldstændigt inden videre
bearbejdning!
Lynopvarmning
Hurtig opvarmning kan udføres op til 8 timer efter afbinding.
Kyvetring stilles opad med støbetragten rettet nedad i ovnen
uden direkte kontakt med bundpladen (afstandsholder) eller
lægges vandret i den forvarmede ovn (max. 850 °C).Hvis en
højere temperatur er nødvendig, kan de efter placeringen ved
850 °C øge temperaturen til den ønskede sluttemperatur. Den
maksimale temperatur for indstøbningsmassen er 1050 °C. ved
legeringer med lavere sluttemperatur sættes kyvetten ind ved
850 °C og derefter reduceres til den anbefalede temperatur.
Bemærk: Overhold venligst anvisningerne fra legeringsproducenten angående forvarmetemperaturen.
Holdetider
Kyvetring størrelse 1 30 – 45 min.
Kyvetring størrelse 3 45 – 60 min.
Kyvetring størrelse 6 60 – 75 min.
Kyvetring størrelse 9 75 – 90 min.
Bemærk: Ved anvendelse af modelleringsplast der forbrænder
fuldstændigt skal holdetiden øges 10 min. Bemærk producentens
anvisninger! Hvis flere kyvetter opvarmes samtidigt i
forvarmeovnen skal forvarme tiden øges tilsvarende.
Konventionel opvarmning / holdetider
Indstøbningsmassen skal mindst afbinde 1 time. Kyvetten
sættes i ovnen ved stuetemperatur. Temperaturen øges jævnfør
efterstående tabel.
Bemærk: Ved anvendelse af modelleringsplast der forbrænder
fuldstændigt skal holdetiden øges 10 min. Bemærk producentens
anvisninger! Hvis flere kyvetter opvarmes samtidigt i
forvarmeovnen skal forvarme tiden øges tilsvarende.
Støbning
Støbning efter legeringsproducentens brugsanvisning.
Afkøling / udtagning
Efter støbning sættes kyvetten til luftafkøling til stuetemperatur.
Afkøles ikke brat i vand. Inden udtagning gøres kyvetten våd for
at undgå støvudvikling. Anvend gipstang. Brug ikke hammer.
Rester af indstøbningsmasse fjernes i ultralydsbad eller forsigtigt
med Glanzstrahlperlen / Al
2O3
.
Opbevaring
PCT FlexVest Pulver og PCT FlexVest Liquid/Liquid H.E.
opbevares tæt lukket på et tørt og køligt sted.
Opbevarings- og transporttemperatur PCT FlexVest Pulver og
PCT FlexVest Liquid/Liquid H.E. er 12–28 °C.
Den ideelle arbejdstemperatur er 17–22 °C.
PCT FlexVest er følsom overfor frost. Hvis PCT FlexVest Liquid/
Liquid H.E. får en geleagtig konsistens eller indeholder krystaller
må den ikke anvendes.
PCT FlexVest Pulver og PCT FlexVest Liquid/Liquid H.E.har en
holdbarhed på 2 år hvis opbevaringen overholdes.
Advarsel
Indstøbningsmassen indeholder kvarts. Undgå indånding af
støv!. Risiko for lungeskader (silikose, lungekræft).
Posen åbnes med saks og støvudvikling undgås ved
opfyldning af blandeskålen. Den tomme pose skylles ren inden
bortskaffelse. Støv ved arbejdspladsen fjernes fugtigt.For at
undgå støv ved udtagning skal den helt afkølede kyvet lægges
kortvarigt i vand.Ved sandblæsning anvendes udsugning med
finstøvfilter.
Materialespecifikationer (ISO 9694)
PCT FlexVest Liquid PCT FlexVest Liquid H.E.
100 % 100 %
Blandingsforhold 100 g : 22 ml 100 g : 22 ml
Flydelængde Ca. 14 cm Ca. 14 cm
Start af afbinding Ca. 10 min Ca. 10 min
Trykstyrke Ca. 5 MPa Ca. 5 MPa
Afbindingsekspansion 1,5 % 1,5 %
Termisk ekspansion 1,0 % 1,3 %
Leveringsform*
PCT FlexVest Trial Kit (90 g < 4 / 100 ml)
PCT FlexVest 4 kg (60 g x 67)
PCT FlexVest 4 kg (90 g x 45)
PCT FlexVest 4 kg (160 g x 25)
PCT FlexVest 5 kg
PCT FlexVest Liquid 1000 ml
PCT FlexVest Liquid H.E. 1000 ml
PCT FlexVest Liner 20 m
* Leveringsform kan variere i forskellige lande.
Produktet er udviklet til dentalt brug og må kun benyttes som beskrevet i brugsanvisningen.
Skader som skyldes forkert brug eller anvendelse påtager producenten sig intet ansvar for.
Derudover er brugeren af produktet forpligtet til på eget ansvar at sikre sig at produktet er
egnet til en given anvendelse, navnlig hvis anvendelsen ikke er anført i brugsanvisningen.
Temperatur T-stigning Holdetid Holdetid Holdetid Holdetid
1x 3x 6x 9x
23–270°C 7–10°C/min 30–60 min 30–60 min 30–60 min 30–60 min
270–560°C 7–10°C/min 20 min 20 min 30 min 60 min
Fra 560 °C til
sluttemperatur
7–10°C/min 30 min 45 min 60 min 60 min
*
* max. sluttemperatur er 1050 °C
Page 19

Käyttöohjeet
PCT FlexVest on fosfaattisidonnainen, hiiletön valumateriaali
käytettäväksi tarkkuusmetallivaluihin. PCT FlexVestiä voidaan
käyttää sovellettaessa perinteistä polttotekniikkaa tai nopeaa
polttotekniikkaa.
Indikaatiot
– Jalometallit
– Epäjalot metallit
– Valu käytettäessä metallista valurengasta
– Renkaaton valu
Kontraindikaatio
– Prässätyt keramiikat (esim. IPS Empress)
Käyttö
Vahamalli
Valmista vahamallit kruunuille ja siltarungoille.
Resiinimalli
Päällystä muotoiluresiinistä valmistetut mallit
ohuella vahakerroksella.
Valukanavointi
Kiinnitä sopivansuuruiset valukanavat siltarunkoon käyttäen
suoraa tai epäsuoraa menetelmää. (Katso käyttöohjeita)
Valu käytettäessä metallista valurengasta
Annostele yksi kerros PCT Flex Vest Lineria, jos käytät koon
1 tai 3 valurenkaita ja kaksi kerrosta, jos renkaan koko on
6 tai 9 tai jos käytetään epäjaloa metallia.
Kosteuta PCT FlexVest Liner kevyesti. Ime ylimääräinen vesi pois
painamalla pala kuivaa liinaa kosteaan materiaaliin.Vuoraa
metallinen valurengas kostealla liinalla.Anna liinan päiden
limittyä noin 0.5 cm. Paina seuraavaksi liina paikalleen.
Varmista, että PCT FlexVest Liner ulottuu metallivalurenkaan
yläreunaan asti. Aseta PCT FlexVest Linerilla vuorattu
valurengas varovasti pohjamuotille.
Huomautus: Kaikki vahan pinnan jännitystä poistavat aineet
tulee täysin kuivata pois.Valumateriaali saattaa kovettua epätäydellisesti jouduttuaan kosketukseen tällaisen aineen kanssa,
mikä puolestaan saattaa tehdä valusta epätasaisen.
Työstö
Käytä ainoastaan tislattua vettä mukauttaessasi PCT FlexVest
Liquid/Liquid H.E. konsentraatiota.Parhaiten se sujuu
käyttämällä annosteluruiskua, jotta säiliöstä saadaan tarvittava
määrä nestettä.
Huomautus: Älä käytä sekoitusnestettä,joka on kiteytynyt.
Mitä suurempi PCT FlexVest Liquid/Liquid H.E. -nestekonsentraatio, sitä enemmän valumateriaali tulee laajenemaan.
Sekoitusnesteiden konsentraatio
Metallit Päällepolttometallit S&K/Bio-universaalit
metallit
PCT FlexVest Tislattu PCT FlexVest Tislattu
Liquid vesi Liquid vesi
Korkeakultaiset ja
vähemmän kultaa 60–80% 40–20% 50–60% 50–40%
sisältävät metallit
Pd-pohjaiset metallit 70–80% 30–20% 70–80% 30–20%
Epäjalot metallit
(Co Cr / Ni Cr)
80–100% 20–0% 80–100% 20–0%
Sekoitussuhde
60 g jauhetta 13 ml sekoitus PCT FlexVest Liquid/Liquid H.E.//
tislattu vesi
90 g jauhetta 20 ml sekoitus PCT FlexVest Liquid/Liquid H.E.//
tislattu vesi
160 g jauhetta 35 ml sekoitus PCT FlexVest Liquid/Liquid H.E.//
tislattu vesi
Huomautus: Yllämainitut sekoitussuhteet ovat suosituksia.
Muutokset saattavat olla tarpeellisia käytettäessä eri metalleja
ja valutekniikoita.
Sekoitus
Huuhtele puhdas sekoitusastia vedellä ennen sekoitusta.
Vie etukäteen mitattu PCT FlexVest Liquid/Liquid H.E.
sekoitusmaljaan. Lisää etukäteen punnittu jauhe nesteeseen.
Sekoita kaksi komponenttia lastalla homogeeniseksi
sekoitukseksi.Aseta sekoitusastia vakuumilaitteeseen.Aseta
vakuumiarvo. Kun asetettu vakuumi on valmis, sekoita
90 sekunnin ajan. Kun sekoitus on tehty,ylläpidä vakuumia vielä
15 sekuntia ja sen jälkeen täytä sekoitusmalja käsin.
Huomautus: Sekoitusmaljat,jotka eivät ole täysin puhtaita tai
ovat pahasti naarmuuntuneita, voivat imeä sekoitusnestettä
jopa 2 ml. Pidennetyt sekoitusajat saattavat aiheuttaa
valunpintojen pehmenemistä, jolloin valutulos on
samankaltainen kuin käytettäessä kipsisidonnaisia
valumateriaaleja kruunu/silta valumetalleihin.
Valu
Kaada PCT FlexVest valurenkaaseen hitaasti ja vakaasti kevyesti
vibraten. Lopeta valurenkaan vibraus mahdollisimman nopeasti
sen täytyttyä.
Huomautus: Parhainta olisi peittää ensin mallin vaikeimmat ja
hankalimmin saavutettavissa olevat osat ilmakuplien syntymisen
välttämiseksi.
Työskentelyaika
Työskentelyaika on 5 minuuttia huoneen lämpötilassa
23 °C (73 °F).
Huomautus: Jauhe ja neste tulee aina säilyttää viileässä ja
kuivassa paikassa. Sulje sekoitusnestesäiliö tiiviisti välittömästi
käytön jälkeen. Jauheen ja sekoitusnesteen tulisi olla
käytettäessä lämpötilaltaan samanlaiset (mieluiten 17–22 °C /
63–72 °F).
Huomautus: Jos työskentelylämpötila on > 24 °C (> 75 °F),
kovettumislaajeneminen on huomattavasti suurempaa, kun taas
PCT®FlexVest
Suomi
Page 20

matalat työskentelylämpötilat < 16 °C (< 61 °F ) supistavat
kovettumislaajenemista.
Kovettumisaika
Nopea kuumennus voidaan suorittaa kovettumista seuraavien
8 tunnin aikana.
Huoneen lämpötilassa 23 °C (73 °F) kovettumisaika on
20–30 minuuttia käytettävän valurenkaan koosta riippuen
(nopea poltto). Lämpöreaktion päätyttyä valun pinta
karhennetaan. Tämä myötävaikuttaa kaasujen poistumiseen
polton ensimmäisissä vaiheissa.
Huomautus: Anna valun kovettua täydellisesti ennen kuin
etenet polttovaiheeseen!
Nopea poltto
Aseta valurengas pystyasentoon max. 850 °C (1562 °F)
esikuumennettuun uuniin valukanavan aukon ollessa alaspäin ja
kohotettuna siten, ettei valu kosketa pohja-alustaa (spacer), tai
aseta vaihtoehtoisesti valurengas vaakasuoraan. Jos tarvitaan
korkeampaa lämpötilaa,aseta valurengas 850 °C (1562 °F)
esikuumennettuun uuniin ja sen jälkeen nosta lämpötilaa
lopulliseen astelukemaan.Valumateriaalin maksimilämpötila
on 1050 °C (1922 °F). Jos käytetään matalampia lämpötiloja
vaativia metalleja, aseta valurengas 850 °C (1562 °F)
esikuumennettuun uuniin ja pudota tämän jälkeen lämpötilaa
valmistajan antamien ohjeiden mukaan.
Huomautus: Huomioi käytettävän metallin valmistajan
antamat, esikuumennusta koskevat ohjeet.
Pitoaika
Valurengaskoko 1 30 – 45 min
Valurengaskoko 3 45 – 60 min
Valurengaskoko 6 60 – 75 min
Valurengaskoko 9 75 – 90 min
Huomautus: Jos käytetään muotoiluresiinejä, jotka palavat
jäänteitä jättämättä, pitoaikaa tulee lisätä 10 minuutilla.
Huomioi valmistajan antamat ohjeet! Jos esikuumennettuun
uuniin asetetaan useita valurenkaita samanaikaisesti, pitoaikaa
tulee vastaavasti lisätä.
Perinteinen poltto / pitoajat
Anna valumateriaalin kovettua vähintään 1 tunnin ajan.
Aseta valurengas uuniin huoneen lämpötilassa.
Nosta lämpötilaa allaolevan taulukon mukaisesti.
Huomautus: Jos käytetään muotoiluresiinejä, jotka palavat
jäänteitä jättämättä, pitoaikaa tulee lisätä 10 minuutilla.
Huomioi valmistajan antamat ohjeet! Jos esikuumennettuun
uuniin asetaan useita valurenkaita samanaikaisesti, pitoaikaa
tulee vastaavasti lisätä.
Valu
Vala metalli noudattaen valmistajan antamia ohjeita.
Jäähdyttäminen / Valun purku
Kun metalli on valettu, valurengas jätetään jäähtymään huoneen
lämpötilaan. Älä jäähdytä vedessä. Kastele valurengas ennen
valun purkua vedessä estääksesi pölyn muodostumisen.
Käytä kipsipihtejä. Älä käytä vasaraa valun purkuun.Poista
valujäänteet valusta ultraäänipuhdistusliuoksella tai käyttämällä
varovaisesti jet-puhdistusainetta/AL
2O3
.
Säilytys
PCT FlexVest jauhe ja PCT FlexVest Liquid/Liquid H.E.tulee aina
säilyttää viileässä, kuivassa paikassa, ja säiliöt tulee pitää
tiukasti suljettuina silloin kun niitä ei käytetä. PCT FlexVest
Liquid/Liquid H.E. ja PCT FlexVest jauheen säilytys- ja kuljetuslämpötila on 12–28 °C (54–82 °F). Ihanteellista olisi käyttää
materiaaleja 17–22 °C (63–72 °F):en lämpötilassa.
PCT FlexVest on herkkä jäätymispisteen alapuolella oleville
lämpötiloille. Älä käytä PCT FlexVest nestettä, jos sen koostumus
on hyytelömäinen tai kiteytynyt. PCT FlexVest jauheen ja
PCT FlexVest Liquid/Liquid H.E. käyttöaika on kaksi vuotta,jos
ne on säilytetty annettujen säilytysohjeiden mukaisesti.
Varoitus
Valut sisältävät kvartsia. Älä hengitä pölyä! Pöly saattaa
aiheuttaa myöhemmin keuhkovaurioita (kivipölykeuhko,
keuhkosyöpä).Käytä saksia avatessasi pusseja. Vältä
pölynmuodostusta kaataessasi pussien sisältöä maljaan.
Huuhtele tyhjät pussit vedellä ennen niiden hävittämistä.
Poista pöly aina työskentelytilastasi käyttämällä kosteaa
puhdistusmenetelmää. Upota jäähtynyt valurengas lyhyeksi
hetkeksi veteen pölyn muodostumisen välttämiseksi valun
aikana. Käytä hienopölysuotimella varustettua imuria
hiekkapuhaltaessasi valuja.
Materiaaliominaisuudet (ISO 9694)
PCT FlexVest Liquid PCT FlexVest Liquid H.E.
100 % 100 %
Sekoitussuhde 100 g : 22 ml 100 g : 22 ml
Virtaus noin14 cm noin14 cm
Kovettumisajan alkaminen noin 10 min noin 10 min
Puristuslujuus noin 5 MPa noin 5 MPa
Kovettumislaajeneminen 1.5 % 1.5 %
Lämpölaajeneminen 1.0 % 1.0 %
Pakkausmuodot*
PCT FlexVest Trail Kit (90 g x 4 / 100ml)
PCT FlexVest 4 kg (60 g x 67)
PCT FlexVest 4 kg (90 g x 45)
PCT FlexVest 4 kg (160 g x 25)
PCT FlexVest 5 kg
PCT FlexVest Liquid 1000 ml
PCT FlexVest Liquid H.E. 1000 ml
PCT FlexVest Dosing bottle
PCT FlexVest Liner 20 m
* Pakkaukset voivat vaihdella maakohtaisesti.
Tämä materiaali on tarkoitettu ainoastaan hammaslääketieteelliseen käyttöön.Materiaalia tulee
käsitellä tarkasti käyttöohjeita noudattaen. Valmistaja ei vastaa vahingoista, jotka johtuvat siitä,
että käyttöohjeita tai ohjeiden mukaista sovelta-misalaa ei noudateta. Materiaalin
soveltuvuuden testaaminen muuhun kuin ohjeissa mainittuun tarkoitukseen on käyttäjän
vastuulla. Kuvaukset ja tiedot eivät takaa ominaisuuksia eivätkä ole sitovia.
Lämpötila Lämpötilan Pitoaika Pitoaika Pitoaika Pitoaika
nousu 1x 3x 6x 9x
23–270°C 7–10°C/min 30–60 min 30–60 min 30–60 min 30–60 min
270–560°C 7–10°C/min 20 min 20 min 30 min 60 min
alkaen 560 °C/
1040°F:esta ja
päätyen 7–10°C/min 30 min 45 min 60 min 60 min
lopulliseen
lämpötilaan*
* max. lopullinen lämpötila on 1050 °C / 1920 °F
Page 21

Konsentrasjon av blandevæske
Legeringer Porselenslegeringer K&B støpelegeringer/
BioUniversal-leg.
PCT FlexVest Destillert PCT FlexVest Destillert
Liquid vann Liquid vann
Gullholdige og gullreduserte legeringer
60–80% 40–20% 50–60% 50–40%
Palladium-basislegeringer
70–80% 30–20% 70–80% 30–20%
Edelmetallfrie
legeringer 80–100% 20–0% 80–100% 20–0%
(Co Cr / Ni Cr)
Blandingsforhold
60 g Pulver 13 ml blanding PCT FlexVest Liquid/Liquid H.E. //
dest. vann
90 g Pulver 20 ml blanding PCT FlexVest Liquid/Liquid H.E. //
dest. vann
160 g Pulver 35 ml blanding PCT FlexVest Liquid/Liquid H.E.//
dest. vann
Merk: De angitte blandingsforholdene er standardverdier og
kan variere avhengig av legeringstype og støpeteknikk.
Blanding
Før blanding skal det rene blandebegeret skylles med vann.
Hell først den doserte mengden PCT FlexVest Liquid/Liquid H.E.
i blandebegeret og hell så i pulveret. Bland de to komponentene
med en spatel til en homogen masse. Sett blandebegeret i
vakuumapparatet. Still inn vakuum.Når det er oppnådd vakuum,
skal det blandes i 90 sek. Etter blandeprosessen skal vakuumet
opprettholdes i ytterligere 15 sek. og deretter slippes luft inn til
blandebegeret manuelt.
Merk: Et ufullstendig rengjort blandebeger eller ett som har
kraftige riper, absorberer opptil 2 ml av blandevæsken. En
forlengelse av blandetiden fører til glattere støpeoverflater,
omtrent som ved gipsbundne investmenter til K&B-støpelegeringer.
Investering
Under lette ristebevegelser helles PCT FlexVest langsomt og
jevnt over i støpemuffelen. Stopp ristebevegelsene straks etter at
alt er helt over og ikke rør investmentet.
Merk: Det anbefales å fylle de vanskelig tilgjengelige stedene av
voksmodelleringen på forhånd med PCT FlexVest for å unngå
luftlommer.
Bearbeidingstid
Bearbeidingstiden er på 5 min. ved en romtemperatur på 23 °C.
Merk: Pulver og væske skal oppbevares på et tørt og kjølig sted.
Blandevæsken må lukkes tett igjen straks etter bruk.Pulver og
blandevæske bør ha samme temperatur (ideelt 17–22 °C).
Merk: Ved bearbeidingstemperaturer på > 24 °C tiltar
avbindingsekspansjonen betydelig, ved lavere temperaturer
< 16 °C reduseres avbindingsekspansjonen.
Herdetid
Herdetiden er på ca. 20–30 min. avhengig av
muffelringstørrelsen ved en romtemperatur på 23 °C.
Etter utbrenning av voksen må overflaten gjøres ru, slik at
gassene lettere kan slippe ut.
PCT FlexVest er et nytt grafittfritt, fosfatbundet investment til
presisjonsavstøp av legeringer. PCT FlexVest egner seg til den
konvensjonelle oppvarmings- og hurtigoppvarmingsteknikken.
Indikasjon
– Edelmetall-legeringer
– Edelmetallfrie krone- og brolegeringer
– Metallring-investering
– Investering uten metallring
Kontraindikasjon
– Presskeramikker (f.eks. IPS Empress)
Bearbeiding
Voksmodelleringer
Modellere krone- og broskjeletter
Kunststoffmodelleringer
Dekke kunststoffmodellering med et tynt vokssjikt
Påsetting av støpekanaler
Forsyn broskjelettet med riktig dimensjonerte støpekanaler, med
direkte eller indirekte metode (se bearbeidingsanvisningene).
Investering med metall-muffel-ringer
Til metallmuffelringer i størrelsene 1 + 3 brukes ett lag, til
størrelsene 6 + 9 samt til samtlige edelmetallfrie legeringer
to lag. Bruk PCT FlexVest Liner. Fukt PCT FlexVest Liner-en.
Sug opp overflødig vann ved å legge på et tørt stykke liner. Legg
fuktet liner i metallmuffelringen, la den overlappe med om lag
0,5 cm i skjøten, og trykk så fast. PCT FlexVest Liner-en skal
ligge kant-i kant med den øvre kanten på metallmuffelringen.
Plasser den klargjorte metallmuffelringen med PCT FlexVest
Liner forsiktig på muffelsokkelen.
Merk: Hvis det brukes voksavspenningsmiddel,må man passe
på at objektet blir fullstendig tørt. Hvis investmentet kommer i
kontakt med voksavspenningsmiddelet, hindres en fullstendig
herding og det fører til uregelmessigheter i investmentoverflaten.
Bearbeiding
Vil man endre konsentrasjonen av PCT FlexVest Liquid/Liquid
H.E., skal det bare brukes destillert vann. Til å måle opp eksakt
væskemengde kan man bruk en doseringssprøyte.
Merk: Ikke bruk utkrystallisert blandevæske.
Jo høyere konsentrasjonen av PCT FlexVest Liquid/Liquid H.E.er,
desto større blir ekspansjonen.
PCT®FlexVest
Norsk
Page 22

Merk: La muffelen herde fullstendig før videre bearbeiding!
Hurtigoppvarming
Hurtigoppvarmingen kan skje opptil 8 timer etter herdingen.
Sett muffelringen loddrett inn i ovnen med støpekeglen ned,
uten direkte kontakt med bunnplaten, eller legg den vannrett inn
i den forvarmede ovnen (maks. 850 °C). Dersom det skulle være
behov for høyere temperatur, øker du temperaturen til ønsket
slutt-temperatur etter at muffelringen er satt inn ved 850 °C.
Maksimumstemperatur for investmentet er 1050 °C. Ved
legeringer med lavere slutt-temperatur, settes muffelen på ved
850 °C og så senkes temperaturen til anbefalt nivå.
Merk: Vennligst følg angivelsene fra produsenten av legeringen
angående forvarmings-temperaturen.
Holdetider
Muffelringstørrelse 1 30 – 45 min.
Muffelringstørrelse 3 45 – 60 min.
Muffelringstørrelse 6 60 – 75 min.
Muffelringstørrelse 9 75 – 90 min.
Merk: Ved bruk av modellermaterialer som brenner uten å etterlate seg rester, må holdetiden økes med 10 min. Følg produsentens anvisninger! Hvis flere mufler vamres opp samtidig i forvarmingsovnen, skal holdetiden forlenges tilsvarende.
Konvensjonell oppvarming/holdetider
La investmentet herdes i minst 1 time. Sett muffelen inn i
ovnen ved romtemperatur. Gjennomfør temperaturstigning iht.
nedenstående tabell.
Merk: Ved bruk av modelleringsmaterialer som brenner uten å
etterlate seg rester, må holdetiden økes med 10 min. Følg
produsentens anvisninger! Hvis flere mufler vamres opp samtidig i forvarmingsovnen, skal holdetiden forlenges tilsvarende.
Støping
Følg anvisningen fra legeringsprodusenten ved støping.
Avkjøling/fjerning av investment
Etter støpingen skal muffelen luftavkjøles til romtemperatur. Ikke
bråkjøl den i vann. Før investmentet tas ut, skal muffelen vannes
for å unngå støvutvikling. Bruk gipstang. Ikke bruk hammer.
Fjern restene av investmentmassen i ultralydbad eller forsiktig
med glassperler/AI
2O3
.
Lagringsbetingelser
PCT FlexVest Pulver og PCT FlexVest Liquid/Liquid H.E.skal oppbevares tett lukket på et tørt og kjølig sted.
Lager- og transporttemperaturen for PCT FlexVest Liquid/
Liquid H.E. og PCT FlexVest Pulver ligger på 12–28°C.
Den ideelle beabeidingstemperaturen ligger på 17–22 °C.
PCT FlexVest tåler ikke frost,dersom PCT FlexVest Liquid/
Liquid H.E. får en geléaktig konsistens eller krystalliseres, må den
ikke brukes mer.
PCT FlexVest Pulver og PCT FlexVest Liquid/Liquid H.E.har en
holdbarhet på to år ved foreskrevet oppbevaring.
Advarsler
Investmentmasser inneholder kvarts. Unngå innånding av støv!
Fare for lungeskader (silikose, lungekreft). Åpne posen med en
saks og unngå støvdannelse ved fylling av blandebegeret.
Tomme poser skal skylles med vann før de kastes. Støv på
arbeidsplassen skal bare fjernes i fuktig tilstand. For å unngå
støv ved fjerning av investmentet, legges muffelen et øyeblikk i
vann etter at den er fullstendig avkjølt etter støpingen.Ved
sandblåsing skal det brukes avsug med finstøvfilter.
Materialspesifikasjoner (ISO 9694)
PCT FlexVest Liquid PCT FlexVest Liquid H.E.
100 % 100 %
Blandingsforhold 100 g : 22 ml 100 g : 22 ml
Flyteegenskaper ca. 14 cm ca. 14 cm
Begynnelsen av herdetiden ca. 10 min. ca. 10 min.
Trykkfasthet ca. 5 mPa ca.5 mPa
Herdeekspansjon 1,5 % 1,5 %
Termisk ekspansjon 1,0 % 1,3 %
Leveringsenheter*
PCT FlexVest Trail Kit (90 g x 4 / 100ml)
PCT FlexVest 4 kg (60 g x 67)
PCT FlexVest 4 kg (90 g x 45)
PCT FlexVest 4 kg (160 g x 25)
PCT FlexVest 5 kg
PCT FlexVest Liquid 1000 ml
PCT FlexVest Liquid H.E. 1000 ml
PCT FlexVest Liner 20 m
* Leveringsprogrammet kan avvike fra dette i enkelte land.
Produktet er utviklet til bruk på det odontologiske området og må bearbeides i henhold til
bruksanvisningen. Produsenten påtar seg intet ansvar for skader som oppstår på grunn av annen
bruk eller ufagmessig bearbeiding. I tillegg er brukeren forpliktet til på forhånd og på eget
ansvar å undersøke om produktet egner seg og kan brukes til de tiltenkte formål dersom disse
formålene ikke er oppført i bruksanvisningen. Dette gjelder også dersom materialene blandes
med eller bearbeides sammen med produkter fra våre konkurrenter.
Temperatur T-stigning Holdetid Holdetid Holdetid Holdetid
1x 3x 6x 9x
23–270°C 7–10°C/min 30–60 min 30–60 min 30–60 min 30–60 min
270–560°C 7–10°C/min 20 min 20 min 30 min 60 min
fra 560 °C til
slutt- 7–10°C/min 30 min 45 min 60 min 60 min
temperatur*
* Maks. slutt-temperatur er 1050 °C
Page 23

Concentratie van de aanmengvloeistof
Legeringen Keramische legeringen Gietlegeringen voor
kronen en bruggen /
BioUniversal-legeringen
PCT FlexVest
gedestilleerd
PCT FlexVest
gedestilleerd
Liquid
water
Liquid
water
Legeringen met een
hoog goudgehalte en
legeringen met een
60–80% 40–20% 50–60% 50–40%
verlaagd goudgehalte
Palladiumlegeringen 70–80% 30–20% 70–80% 30–20%
Legeringen zonder
edelmetaal 80–100% 20–0% 80–100% 20–0%
(Co Cr / Ni Cr)
Mengverhouding
60 g poeder 13 ml PCT FlexVest Liquid/Liquid H.E. gemengd
met gedistilleerd water
90 g poeder 20 ml PCT FlexVest Liquid/Liquid H.E. gemengd
met gedistilleerd water
160 g poeder 35 ml PCT FlexVest Liquid/Liquid H.E. gemengd
met gedistilleerd water
Opmerking: de opgegeven mengverhoudingen zijn
richtwaarden en kunnen afhankelijk van het type legering en de
giettechniek variëren.
Aanmengen
Spoel voor het aanmengen de schone mengbeker uit met water.
Doe de gedoseerde hoeveelheid PCT FlexVest Liquid/Liquid H.E.
in de mengbeker en voeg vervolgens het poeder toe.Meng de
beide componenten met een spatel tot er een homogene massa
ontstaat. Plaats de mengbeker in het vacuümapparaat en
stel het vacuüm in.Wanneer het vacuüm is bereikt, moet het
materiaal opnieuw gedurende 90 sec. worden gemengd. Hou
het vacuüm na het mengprocédé nog gedurende 15 sec. aan en
hef het vacuüm vervolgens handmatig op. Opmerking: een
mengbeker die niet helemaal schoon is of veel krassen heeft,
kan tot 2 ml aanmengvloeistof absorberen. Het verlengen van de
aanmengtijd leidt tot gladdere oppervlakken van het gietsel,
zoals ook bij gipsgebonden inbedmassa’s voor het gieten van
kronen en bruggen.
Inbedden
Giet PCT FlexVest met lichte schudbewegingen langzaam en in
een continue stroom in de gietmoffel. Stop onmiddellijk met
schudden zodra de gietmoffel volledig gevuld is en raak de
inbedmassa niet aan. Opmerking: het is aan te raden om eerst
de moeilijk bereikbare plaatsen van de wasmodellatie met PCT
FlexVest te vullen. Zo wordt voorkomen dat luchtbellen ingesloten worden.
Verwerkingstijd
De verwerkingstijd bedraagt 5 min. bij een omgevingstemperatuur van 23°C. Opmerking: bewaar poeder en vloeistof
op een koele en droge plaats.Sluit de aanmengvloeistof direct
na gebruik weer goed af. Het poeder en de aanmengvloeistof
moeten dezelfde temperatuur hebben (liefst tussen de 17°C en
22°C). Opmerking: bij verwerkingstemperaturen van meer dan
24°C neemt de bindingsexpansie duidelijk toe, bij temperaturen
lager dan 16°C neemt de bindingsexpansie af.
PCT FlexVest is een nieuwe,grafietvrije, fosfaatgebonden
inbedmassa voor het zeer precies gieten van legeringen.
PCT FlexVest is geschikt voor toepassing volgens de
conventionele opwarmtechniek en voor de snelle
opwarmtechniek.
Indicatie
– Edelmetaallegeringen
– Kronen- en bruggenlegeringen zonder edelmetalen
– Inbedding met metalen ring
– Inbedding zonder metalen ring
Contra-indicatie
– Perskeramiek (bijv. IPS Empress)
Verwerking
Wasmodellaties
Onderstructuren voor kronen en bruggen modelleren
Kunststofmodellaties
Kunststofmodellaties voorzien van een dunne waslaag
Plaatsen van de gietkanalen
Voorzie bij toepassing van de directe of indirecte methode (zie
de verwerkingsinstructies) de onderstructuur van bruggen van
voldoende gedimensioneerde gietkanalen.
Inbedden met behulp van metalen moffelringen
Voor metalen moffelringen met grootte 1+3 één laag, voor
moffelringen met grootte 6+9 en voor alle legeringen zonder
edelmetaal twee lagen.
Maak gebruik van PCT FlexVest Liner. Maak de PCT FlexVest
Liner vochtig en zuig overtollig water op met een droog stuk
liner. Bekleed de metalen moffelring met het vochtige stuk liner,
dat op de plek van de naad ongeveer 0,5 cm moet overlappen,
en druk het aan. De PCT FlexVest Liner mag niet boven de
bovenkant van de metalen moffelring uitsteken.Plaats de op
deze wijze voorbereide metalen moffelring met PCT FlexVest
Liner voorzichtig op de moffelbasis.
Opmerking: Wanneer u gebruik maakt van een
wasontspanningsmiddel, let u er dan op dat dit middel volledig
opgedroogd is.Wanneer de inbedmassa in contact komt met het
wasontspanningsmiddel wordt een volledige uitharding
tegengegaan, zodat er onregelmatigheden kunnen ontstaan aan
het oppervlak van de inbedmassa.
Verwerking
Gebruik voor het aanpassen van de concentratie van
PCT FlexVest Liquid/Liquid H.E. alleen gedistilleerd water.Voor
het afmeten van de exacte hoeveelheid vloeistof kan een
doseerspuit worden gebruikt.
Opmerking: Gebruik geen uitgekristalliseerde aanmengvloeistof.
Naarmate de concentratie van de PCT FlexVest Liquid/Liquid H.E.
toeneemt, wordt de expansie hoger.
PCT®FlexVest
Nederlands
Page 24

Bindingstijd
De bindingstijd bedraagt ongeveer 20 à 30 min. afhankelijk
van de grootte van de moffelring en uitgaande van een
omgevingstemperatuur van 23°C.
Ruw na de thermische reactie het oppervlak op, zodat bij het
uitdampen van de was de gassen beter kunnen ontsnappen.
Opmerking: laat de moffel volledig uitharden voor ermee wordt
verder gewerkt!
Snelle opwarming
Snelle opwarming is tot 8 uur na het uitharden mogelijk.
Plaats de moffelring rechtop, met de giettrechter naar beneden
en zonder dat hij direct contact maakt met de bodemplaat
(gebruik afstandhouders), of leg hem horizontaal in de oven,
die tot maximaal 850°C is voorverwarmd.Wanneer een hogere
temperatuur noodzakelijk is,kunt u de temperatuur na plaatsing
verhogen van 850°C tot de gewenste eindtemperatuur.
De maximale temperatuur voor de inbedmassa bedraagt
1050°C. Bij legeringen waarvoor een lagere eindtemperatuur
noodzakelijk is,plaatst u de moffel bij een temperatuur van
850°C in de oven en laat de temperatuur daarna dalen tot de
aanbevolen eindtemperatuur.
Opmerking: volg ten aanzien van de voorverwarmtemperaturen
de aanwijzingen van de fabrikant van de legering.
Baktijd
Moffelring grootte 1 30 – 45 min.
Moffelring grootte 3 45 – 60 min.
Moffelring grootte 6 60 – 75 min.
Moffelring grootte 9 75 – 90 min.
Opmerking: wanneer u gebruik maakt van modelleringskunststoffen die verbranden zonder achterlating van resten,
moet de baktijd altijd met 10 min. worden verhoogd. Let op de
aanwijzingen van de fabrikant! Wanneer in de voorverwarmoven
tegelijkertijd meerdere moffels worden verwarmd, moet de
baktijd hieraan worden aangepast.
Conventionele opwarming/baktijden
Laat de inbedmassa ten minste gedurende 1 uur binden. Plaats
de moffel bij kamertemperatuur in de oven. Verhoog de temperatuur overeenkomstig de waarden in de onderstaande tabel.
Opmerking: wanneer u gebruik maakt van modelleringskunststoffen die verbranden zonder achterlating van resten,
moet de baktijd altijd met 10 min. worden verhoogd. Let op de
aanwijzingen van de fabrikant! Wanneer in de voorverwarmoven
tegelijkertijd meerdere moffels worden verwarmd, moet de
baktijd hieraan worden aangepast.
Gieten
Het gietproces wordt uitgevoerd conform de gebruiksaanwijzing
van de fabrikant van de legering.
Afkoelen en uitbedden
Laat na het gieten de moffel aan de open lucht tot kamertemperatuur afkoelen. Laat de moffel niet in water afschrikken.
Maak de moffel voor het uitbedden nat met water, zodat
stofontwikkeling wordt vermeden. Maak voor het uitbedden
gebruik van een gipstang. Gebruik voor het uitbedden geen
hamer. Verwijder de resten van de inbedmassa in een ultrasoon
bad of probeer het materiaal voorzichtig met
glansstraalparels/AL
2O3
te verwijderen.
Speciale voorzorgsmaatregelen bij opslag en transport
Bewaar PCT FlexVest poeder en PCT FlexVest Liquid/Liquid H.E.
goed afgesloten op een koele en droge plaats.De opslag- en
transporttemperatuur voor PCT FlexVest Liquid/Liquid H.E. en
PCT FlexVest poeder bedraagt 12 à 28°C. De ideale verwerkingstemperatuur is 17 à 22°C. PCT FlexVest is gevoelig voor
bevriezing. Wanneer de PCT FlexVest Liquid/Liquid H.E. een
galachtige consistentie heeft of gekristalliseerd is, kan de vloeistof niet meer worden gebruikt. Wanneer aan bovengenoemde
voorwaarden voor opslag en transport wordt voldaan, zijn
PCT FlexVest poeder en PCT FlexVest Liquid/Liquid H.E.2 jaar
lang houdbaar.
Waarschuwingen
Inbedmassa’s bevatten kwarts. Voorkom het inademen van
stof! Gevaar voor longbeschadigingen (silicose,longkanker).
Knip de zak met een schaar open en voorkom het opdwarrelen
van stof bij het vullen van de mengbeker. Spoel lege zakken voor
het weggooien uit met water. Verwijder stof op de werkplek
alleen met behulp van vocht.Vermijd het ontstaan van stof bij
het uitbedden door de volledig afgekoelde moffel na het gieten
gedurende korte tijd in water te leggen. Gebruik bij het afstralen
een afzuigapparaat met een filter voor fijn stof.
Materiaaleigenschappen (ISO 9694)
PCT FlexVest Liquid PCT FlexVest Liquid H.E.
100 % 100 %
Mengverhouding 100 g : 22 ml 100 g :22 ml
Vloeiweg ca. 14 cm ca. 14 cm
Begin van de bindingsfase ca. 10 min. ca. 10 min.
Drukvastheid ca. 5 MPa ca. 5 MPa
Bindingsexpansie 1,5% 1,5%
Thermische expansie 1,0% 1,3%
Leveringseenheden*
PCT FlexVest Trial Kit (90 g x 4 / 100ml)
PCT FlexVest 4 kg (60 g x 67)
PCT FlexVest 4 kg (90 g x 45)
PCT FlexVest 4 kg (160 g x 25)
PCT FlexVest 5 kg
PCT FlexVest Liquid 1000 ml
PCT FlexVest Liquid H.E. 1000 ml
PCT FlexVest Liner 20 m
* Het leveringsprogramma kan per land verschillen.
Dit materiaal is ontwikkeld voor tandheelkundig gebruik en moet volgens de productinformatie
worden toegepast. Indien er schade optreedt door toepassing voor andere doeleinden of door
verkeerd gebruik kan de fabrikant daarvoor niet aansprakelijk worden gesteld.De gebruiker is
bovendien verpflicht om vóór gebruik na te gaan of het materiaal voor de beoogde toepassing
geschikt is, vooral als deze toepassing niet in de productinformatie staat vermeld.
Temperatuur T-stijging Baktijd Baktijd Baktijd Baktijd
1x 3x 6x 9x
23 tot 270°C 7–10°C/min 30–60 min 30–60 min 30–60 min 30–60 min
270 tot 560°C 7–10°C/min 20 min 20 min 30 min 60 min
vanaf 560°C
tot eind- 7–10°C/min 30 min 45 min 60 min 60 min
temperatuur*
* (max. eindtemperatuur bedraagt 1050°C)
Page 25

Oδηγίες Xρήσεως
Το PCT FlexVest είναι φωσφορικ πυρχωµα επένδυσησ,
χωρίσ άνθρακα, για χυτεύσεισ κραµάτων που απαιτούν
ακρίβεια. To PCT FlexVest µπορεί να χρησιµοποιηθεί µε
τη συνηθισµένη τεχνική αποκήρωσησ, ή µε την τεχνική
ταχείασ αποκήρωσησ.
Ενδείξεις
– Πολύτιµα κράµατα
– Μη πολύτιµα κράµατα
– Επένδυση µε µεταλλικ δακτύλιο
– Επένδυση χωρίσ δακτύλιο
Αντένδειξη
– Πρεσαριστά κεραµικά (π.χ. IPS Empress)
∆ιαδικασία εργασίας
Κέρινη κατασκευή
Κατασκευάστε µε κερί το σκελετ τησ γέφυρασ ή τησ
στεφάνησ.
Ρητίνες διαµρφωσης
Επικαλύψτε τη διαµορφωµένη απ ρητίνη κατασκευή µε
λεπτ στρώµα κεριού.
Τοποθέτηση αγωγών
Προσαρµστε αγωγούσ κατάλληλων διαστάσεων στο
σκελετ τησ γέφυρασ χρησιµοποιώντασ άµεση ή έµµεση
µέθοδο. (∆είτε τισ οδηγίεσ χρήσεωσ).
Επένδυση µε µεταλλικ δακτύλιο
Τοποθετήστε ένα στρώµα φύλλου επένδυσησ PCT Flex
Vest Liner, εάν χρησιµοποιείτε µεταλλικούσ δακτυλίουσ
µεγέθουσ 1 και 3, και δύο στρώµατα εάν χρησιµοποιείτε
δακτυλίουσ µεγέθουσ 6 και 9 ή µη πολύτιµα κράµατα.
∆ιαβρέχετε ελαφρώσ το φύλλο επένδυσησ PCT FlexVest
Liner. Απορροφήστε τισ περίσσειεσ του νερού, πιέζοντασ
ένα φύλλο στεγνού υλικού επένδυσησ επάνω στο
βρεγµένο. Επενδύστε το µεταλλικ δακτύλιο µε το
βρεγµένο φύλλο. Αφήστε τισ άκρεσ του φύλλου
επένδυσησ να υπερκαλύπτονται περίπου 0,5 εκ. Έπειτα,
πιέστε το φύλλο επένδυσησ στη θέση του.
Βεβαιωθείτε τι το φύλλο επένδυσησ PCT FlexVest Liner
είναι ισοϋψώσ µε το επάνω χείλοσ του δακτυλίου.
Τοποθετήστε προσεκτικά τον επενδυµένο µε
PCT FlexVest Liner µεταλλικ δακτύλιο στη βάση του.
Σηµείωση: Οποιοσδήποτε παράγοντασ επιφανειακήσ
τάσησ πρέπει να στεγνωθεί πλήρωσ. Επαφή του
πυροχώµατοσ µε τέτοιo παράγοντα µπορεί να οδηγήσει
σε ατελή πήξη µε αποτέλεσµα ανοµοιογενείσ
επιφάνειεσ.
∆ιαδικασία επεξεργασίας
Χρησιµοποιήστε µνο αποσταγµένο νερ για να
τροποποιήσετε τη συγκέντρωση του PCT FlexVest
Liquid/Liquid H.E. Συστήνεται η χρήση δοσοµετρικήσ
σύριγγασ, για να αφαιρέσετε την απαιτούµενη ποστητα
υγρού απ τον περιέκτη.
Σηµείωση: Μη χρησιµοποιείτε το υγρ ανάµιξησ εάν έχει
κρυσταλλώσει. σο υψηλτερη η συγκέντρωση του
PCT FlexVest Liquid/Liquid H.E., τσο µεγαλύτεροσ ο
βαθµσ διαστολήσ του πυροχώµατοσ.
Συγκέντρωση των υγρών ανάµιξης
Κράµατα Κράµατα κεραµικής Κράµατα ακρυλικών
C&B / BioUniversal
PCT FlexVest
Αποσταγµένο
PCT FlexVest
Αποσταγµένο
Liquid νερ Liquid νερ
Κράµατα υψηλήσ
και µειωµένησ
περιεκτικτητασ
χρυσού
60–80% 40–20% 50–60% 50–40%
Βασικά κράµατα Pd
70–80% 30–20% 70–80% 30–20%
Μη πολύτιµα κράµατα
(Co Cr / Ni Cr)
80–100% 20–0% 80–100% 20–0%
Αναλογία ανάµιξης
60 γρ. πούδρασ 13 ml µίγµατοσ PCT FlexVest Liquid/
Liquid H.E. // αποσταγµένου νερού
90 γρ. πούδρασ 20 ml µίγµατοσ υγρού PCT FlexVest
Liquid/Liquid H.E. // αποσταγµένου νερού
160 γρ. πούδρασ 35 ml µίγµατοσ υγρού PCT FlexVest
Liquid/Liquid H.E. // αποσταγµένου νερού
Σηµείωση: Οι παραπάνω αναλογίεσ αντιπροσωπεύουν
υποδείξεισ. Πιθανν να χρειαστούν τροποποιήσεισ σε
διάφορα κράµατα και τεχνικέσ χύτευσησ.
Ανάµιξη
Πριν την ανάµιξη, ξεπλένετε ένα καθαρ µπολ ανάµιξησ
µε νερ. Τοποθετήστε το προδοσολογηµένο
PCT FlexVest Liquid/Liquid H.E. στο µπολ ανάµιξησ.
Προσθέστε την προζυγισµένη πούδρα στο υγρ.
Αναµιγνύετε τα δύο συστατικά µε σπάθη, ώστε να
διαµορφώσετε οµοιογενέσ µίγµα. Τοποθετήστε το µπολ
ανάµιξησ σε συσκευή κενού. Ρυθµίστε την τιµή του
κενού. Αφού επιτευχθεί πλήρεσ κεν,αναµιγνύετε για 90
δευτερλεπτα. Μετά την ολοκλήρωση τησ διαδικασίασ
τησ ανάµιξησ, διατηρήστε το κεν για ακµη
15 δευτερλεπτα και έπειτα περιχύνετε µε το χέρι.
Σηµείωση: Μπολ ανάµιξησ, τα οποία δεν είναι απολύτωσ
καθαρά ή είναι πολύ γρατζουνισµένα µπορεί να
απορροφήσουν µέχρι και 2 ml υγρού ανάµιξησ.
Παρατεταµένοι χρνοι ανάµιξησ θα δώσουν πιο λείεσ
επιφάνειεσ χυτού, παρµοιεσ µε αυτέσ που δίνουν τα
πυροχώµατα γύψου, που χρησιµοποιούνται σε κράµατα
ακρυλικών.
Επένδυση
Ρίξτε το πυρχωµα PCT FlexVest µέσα στο δακτύλιο
επένδυσησ µε αργ και σταθερ ρυθµ,
PCT®FlexVest
Eλληνικά
Page 26

χρησιµοποιώντασ ελαφριά δνηση. ∆ιακψτε τη δνηση
του δακτυλίου µλισ γεµίσει πλήρωσ. Μην αγγίζετετε το
πυρχωµα.
Σηµείωση: Συστήνεται η εκκίνηση τησ χύσησ απ τα πιο
περίπλοκα και λιγτερο προσβάσιµα µέρη τησ
κατασκευήσ, ώστε να εµποδιστεί ο εγκλεισµσ αέρα.
Χρνος εργασίας
Ο χρνοσ εργασίασ είναι 5 λεπτά σε θερµοκρασία
δωµατίου 23 °C (73 °F).
Σηµείωση: Η πούδρα και το υγρ πρέπει να
αποθηκεύονται πάντα σε δροσερ και ξηρ µέροσ.
Κλείστε τον περιέκτη του υγρού αµέσωσ µετά τη χρήση.
Η πούδρα και το υγρ θα πρέπει να έχουν την ίδια
θερµοκρασία ταν χρησιµοποιούνται (ιδανικά µεταξύ
17 και 22 °C (63–72 °F).
Σηµείωση: Εάν η θερµοκρασία εργασίασ είναι > 24 °C
(> 75 °F), η διαστολή κατά την πήξη θα αυξηθεί
σηµαντικά, ενώ χαµηλέσ θερµοκρασίεσ εργασίασ
< 16 °C (< 61 °F )µειώνουν τη διαστολή κατά την πήξη.
Χρνος πήξης
Σε θερµοκρασία δωµατίου 23 °C (73 °F), ο χρνοσ πήξησ
είναι περίπου 20 µε 30 λεπτά, ανάλογα µε το µέγεθοσ
του δακτυλίου (ταχεία αποκήρωση). Μετά το τέλοσ τησ
θερµικήσ αντίδρασησ, αγριέψτε την επιφάνεια του
πυροχώµατοσ. Αυτ θα βοηθήσει στην αποµάκρυνση
των αερίων κατά τα πρώτα στάδια τησ αποκήρωσησ.
Σηµείωση: Αφήστε το πυρχωµα να πήξει πλήρωσ, πριν
προχωρήσετε στην αποκήρωση!
Ταχεία αποκήρωση
Η ταχεία θέρµανση µπορεί να επιτευχθεί µέχρι και
8 ώρεσ µετά τη σκλήρυνση.
Τοποθετήστε το δακτύλιο επένδυσησ σε ρθια θέση
µέσα σε κλίβανο προθερµασµένο µε µέγιστη
θερµοκρασία 850 °C (1562 °F), µε την τρύπα των αγωγών
κάτω, και ανασηκωµένο, έτσι ώστε ο δακτύλιοσ να µην
ακουµπάει στη βάση του κλιβάνου, ή εναλλακτικά,
τοποθετήστε το δακτύλιο οριζντια. Εάν απαιτείται
υψηλτερη θερµοκρασία, τοποθετήστε το δακτύλιο
επένδυσησ σε κλίβανο προθέρµανσησ στουσ 850 °C
(1562 °F) και έπειτα υψώστε στην τελική θερµοκρασία.
Η µέγιστη θερµοκρασία για το πυρχωµα είναι 1050 °C
(1922 °F). Εάν χρησιµοποιείτε κράµατα µε χαµηλτερεσ
θερµοκρασίεσ, τοποθετήστε το δακτύλιο σε κλίβανο µε
850 °C (1562 °F) και έπειτα µειώστε τη θερµοκρασία
σύµφωνα µε τισ οδηγίεσ του κατασκευαστή.
Σηµείωση: Παρακαλούµε προσέξτε τισ οδηγίεσ του
κατασκευαστή του κράµατοσ ωσ προσ τισ θερµοκρασίεσ
αποκήρωσησ.
Χρνος παραµονής στην τελκή θερµοκρασία
Μέγεθοσ δακτυλίου 1 30 – 45 λεπτά
Μέγεθοσ δακτυλίου 3 45 – 60 λεπτά
Μέγεθοσ δακτυλίου 6 60 – 75 λεπτά
Μέγεθοσ δακτυλίου 9 75 – 90 λεπτά
Σηµείωση: Εάν χρησιµοποιούνται ρητίνεσ διαµρφωσησ,
οι οποίεσ αποκηρώνονται χωρίσ να αφήνουν
υπολείµµατα, ο χρνοσ παραµονήσ πρέπει να αυξάνεται
10 λεπτά. Προσέξτε τισ οδηγίεσ του κατασκευαστή! Εάν
τοποθετήσετε πολλούσ δακτυλίουσ µαζί στον κλίβανο, ο
χρνοσ παραµονήσ θα πρέπει να αυξηθεί ανάλογα.
Συνήθης αποκήρωση / χρνοι παραµονής στην
τελική θερµοκρασία
Αφήστε το πυρχωµα να πήξει τουλάχιστον για 1 ώρα.
Τοποθετήστε το δακτύλιο στον κλίβανο µε θερµοκρασία
δωµατίου. Αυξήστε τη θερµοκρασία σύµφωνα µε τον
παρακάτω πίνακα.
* µέγιστη τελική θερµοκρασία είναι 1050 °C
Σηµείωση: Εάν χρησιµοποιούνται ρητίνεσ διαµρφωσησ,
οι οποίεσ αποκηρώνονται χωρίσ να αφήνουν
υπολείµµατα, ο χρνοσ παραµονήσ πρέπει να αυξάνεται
10 λεπτά. Προσέξτε τισ οδηγίεσ του κατασκευαστή! Εάν
τοποθετήσετε πολλούσ δακτυλίουσ µαζί στον κλίβανο, ο
χρνοσ παραµονήσ θα πρέπει να αυξηθεί ανάλογα.
Χύτευση
Χύστε το κράµα σύµφωνα µε τισ οδηγίεσ του
κατασκευαστή του.
Ψύξη / Αποµάκρυνση πυροχώµατος
Μετά τη χύτευση του κράµατοσ, αφήστε το δακτύλιο να
κρυώσει σε θερµοκρασία δωµατίου. Μην εµβαπτίζετε σε
νερ. Πριν απ την αποµάκρυνση τουπυροχώµατοσ,
διαβρέχετε το δακτύλιο µε νερ, για να εµποδίσετε τη
δηµιουργία σκνησ. Χρησιµοποιήστε λαβίδα γύψου. Μη
χρησιµοποιείτε σφυρί για την αποµάκρυνση του
πυροχώµατοσ. Αφαιρέστε τα υπολείµµατα του
πυροχώµατοσ απ το χυτ µε τη βοήθεια καθαριστικού
διαλύµατοσ σε συσκευή υπερήχων, ή µε προσεκτική
αµµοβληση στίλβωσησ /Al
2O3
.
Αποθήκευση
Η πούδρα και το υγρ PCT FlexVest πρέπει να
φυλάγονται πάντα σε δροσερ και ξηρ µέροσ, και οι
περιέκτεσ πρέπει να κλείνονται σφικτά, ταν δεν
χρησιµοποιούνται. Η θερµοκρασία αποθήκευσησ και
αποστολήσ τησ πούδρασ και του υγρού PCT FlexVest
είναι 12–28 °C (54–82 °F).
Η ιδανική θερµοκρασία χρησιµοποίησησ των υλικών
είναι µεταξύ 17 και 22 °C (63 – 72 °F). Το PCT FlexVest
είναι ευαίσθητο σε θερµοκρασίεσ κάτω του σηµείου
ψύξεωσ. Μη χρησιµοποιείτε το υγρ PCT FlexVest, εάν
Θερµοκρασία Αύξηση Χρνος Χρνος Χρνος Χρνος
θερµοκρασίας παραµονής παραµονής παραµονής παραµονής
1x 3x 6x 9x
23–270°C 7–10°C/min
30–60 min 30–60 min 30–60 min 30–60 min
73–518°F 13–18°F/min
270–560°C 7–10°C/min
20 min 20 min 30 min 60 min
518–1040°F 13–18°F/min
απ
560°/
1004°F
στην
7–10°C/min 30 min 45 min 60 min 60 min
τελική
13–18°F/min
θερµοκρασία*
Page 27

παρουσιάζει σύσταση ζελέ ή κρυστάλλουσ. Η διάρκεια
ζωήσ τησ πούδρασ και του υγρού PCT FlexVest είναι δύο
χρνια εάν αποθηκευθούν σύµφωνα µε τισ
ενδεικνυµενεσ συνθήκεσ αποθήκευσησ
Προειδοποίηση
Τα πυροχώµατα περιέχουν χαλαζία. Μη αναπνέετε τη
σκνη! Η σκνη µπορεί να προκαλέσει επιβραδυνµενη
βλάβη πνευµνων (πνευµονοκονίαση, καρκίνο
πνεύµονα). Χρησιµοποιείτε ψαλίδι για να ανοίξετε τα
σακουλάκια. Αποφύγετε τη δηµιουργία σκνησ ταν
αδειάζετε το περιεχµενο τησ σακούλασ στο µπολ
ανάµιξησ. Ξεπλένετε µε νερ τα άδεια σακουλάκια πριν
τα πετάξετε. Αποµακρύνετε πάντοτε τη σκνη απ το
πεδίο εργασίασ σασ, µε τη βοήθεια υγρήσ µεθδου
καθαρισµού.
Βυθίστε τον πυροχωµάτινο δακτύλιο σε νερ, για µικρ
χρονικ διάστηµα, µετά την ολοκλήρωση τησ ψύξησ του,
ώστε να εµποδίσετε τη δηµιουργία σκνησ κατά την
αποµάκρυνση του πυροχώµατοσ. Χρησιµοποιείτε
αναρρφηση µε φίλτρο υπερλεπτκοκκησ σκνησ, ταν
αµµοβολείτε τα χυτά.
Ιδιτητες του υλικού (ISO 9694)
PCT FlexVest Liquid PCT FlexVest Liquid H.E.
100 % 100 %
Αναλογία ανάµιξησ 100 γρ.: 22 ml 100 γρ.: 22 ml
Οδσ ρευσττητασ περίπου. 14 εκ. περίπου. 14 εκ.
Χρνοσ έναρξησ πήξησ περίπου 10 λεπτά περίπου 10 λεπτά
Αντοχή στη θλίψη περίπου 5 MPa περίπου 5 MPa
∆ιαστολή κατά την πήξη 1.5 % 1.5 %
Θερµική διαστολή 1.0 % 1.3 %
Συσκευασίες*
PCT FlexVest Trial Kit (90 γρ. x 4 / 100ml)
PCT FlexVest 4 kg (60 γρ. x 67)
PCT FlexVest 4 kg (90 γρ. x 45)
PCT FlexVest 4 kg (160 γρ. x 25)
PCT FlexVest 5 kg
PCT FlexVest Liquid 1000 ml
PCT FlexVest Liquid H.E. 1000 ml
PCT FlexVest Liner-φύλλο επένδυσησ 20 m
* Οι συσκευασίεσ διαφέρουν απ χώρα σε χώρα.
Tο υλικ κατασκευάστηκε αποκλειστικά για οδοντιατρική χρήση.Oι διαδικασίεσ πρέπει να ακολουθούνται
σχολαστικά και ακολουθώντασ αυστηρά τισ οδηγίεσ χρήσεωσ. Aπαιτήσεισ για βλάβεσ που µπορεί να
προκληθούν απ µη ορθή ακολουθία των οδηγιών ή απ χρήση σε µη ρητώσ ενδεικνυµενη περιοχή, είναι
απαράδεκτεσ. O χρήστησ είναι υπεύθυνοσ για δοκιµασίεσ καταλληλτητασ του υλικού σε οποιαδήποτε άλλη
εφαρµογή εκτσ αυτών που αναγράφονται σαφώσ στισ οδηγίεσ χρήσεωσ. Περιγραφέσ και στοιχεία δεν
αποτελούν εγγύηση των ιδιοτήτων και δεν είναι δεσµευτικά.
Page 28

Printed in Italy © Ivoclar Vivadent AG, Schaan/Liechtenstein
0504/WE3
Ivoclar Vivadent – worldwide
Ivoclar Vivadent AG
Bendererstrasse 2
FL-9494 Schaan
Liechtenstein
Tel.+423 235 35 35
Fax +423 235 33 60
www.ivoclarvivadent.com
Ivoclar Vivadent Pty. Ltd.
1 – 5 Overseas Drive
P.O. Box 367
Noble Park,Vic. 3174
Australia
Tel.+61 3 979 595 99
Fax +61 3 979 596 45
www.ivoclarvivadent.com.au
Ivoclar Vivadent GmbH
Bremschlstr.16
Postfach 223
A-6706 Bürs
Austria
Tel.+43 5552 624 49
Fax +43 5552 675 15
www.ivoclarvivadent.com
Ivoclar Vivadent Ltda.
Rua Maestro João Gomes de
Araújo 50; Salas 92/94
Sao Paulo,CEP 02332-020
Brazil
Tel.+55 11 69 59 89 77
Fax +55 11 69 71 17 50
www.ivoclarvivadent.com
Ivoclar Vivadent Inc.
2785 Skymark Avenue,Unit 1
Mississauga
Ontario L4W 4Y3
Canada
Tel.+1 905 238 57 00
Fax +1 905 238 5711
www.ivoclarvivadent.us.com
Ivoclar Vivadent
Marketing Ltd.
Rm 603 Kuen Yang
International Business Plaza
No. 798 Zhao Jia Bang Road
Shanghai 200030
China
Tel.+86 21 5456 0776
Fax. +86 21 6445 1561
www.ivoclarvivadent.com
Ivoclar Vivadent
Marketing Ltd.
Calle 134 No. 13-83,Of. 520
Bogotá
Colombia
Tel.+57 1 627 33 99
Fax +57 1 633 16 63
www.ivoclarvivadent.com
Ivoclar Vivadent SAS
B.P. 118
F-74410 Saint-Jorioz
France
Tel.+33 450 88 64 00
Fax +33 450 68 91 52
www.ivoclarvivadent.fr
Ivoclar Vivadent GmbH
Dr.Adolf-Schneider-Str.2
D-73479 Ellwangen, Jagst
Germany
Tel.+49 (0) 79 61 / 8 89-0
Fax +49 (0) 79 61 / 63 26
www.ivoclarvivadent.de
Ivoclar-Vivadent
Marketing Ltd
114, Janki Centre
Shah Industrial Estate
Veera Desai Road,
Andheri (West)
Mumbai 400 053
India
Tel. +91 (22) 673 0302
Fax. +91 (22) 673 0301
www.ivoclarvivadent.firm.in
Ivoclar Vivadent s.r.l.
Via dell’Industria 16
I-39025 Naturno (BZ)
Italy
Tel.+39 0473 67 01 11
Fax +39 0473 66 77 80
www.ivoclarvivadent.it
Ivoclar Vivadent S.A. de C.V.
Av.Mazatlán No. 61, Piso 2
Col. Condesa
06170 México, D.F.
Mexico
Tel.+52 (55) 55 53 00 38
Fax +52 (55) 55 53 14 26
www.ivoclarvivadent.com.mx
Ivoclar Vivadent Ltd
12 Omega St, Albany
PO Box 5243 Wellesley St
Auckland, New Zealand
Tel.+64 9 914 9999
Fax +64 9 630 61 48
www.ivoclarvivadent.co.nz
Ivoclar Vivadent
Polska Sp. z.o.o.
ul. Jana Pawla II 78
PL-01-501 Warszawa
Poland
Tel.+48 22 635 54 96
Fax +48 22 635 54 69
www.ivoclarvivadent.pl
Ivoclar Vivadent S.A.
c/Emilio Muñoz, 15
Esquina c/Albarracín
E-28037 Madrid
Spain
Tel.+ 34 91 375 78 20
Fax + 34 91 375 78 38
www.ivoclarvivadent.com
Ivoclar Vivadent AB
Dalvägen 16
S-169 56 Solna
Sweden
Tel.+46 8 514 93 930
Fax +46 (0) 8 514 93 940
www.ivoclarvivadent.se
Ivoclar Vivadent UK Limited
Meridian South
Leicester
LE19 1WY
United Kingdom
Tel.+44 116 265 40 55
Fax +44 116 265 40 59
www.ivoclarvivadent.co.uk
Ivoclar Vivadent, Inc.
175 Pineview Drive
Amherst, N.Y. 14228
USA
Tel.+1 800 533 6825
Fax +1 716 691 2285
www.ivoclarvivadent.us.com
Dentigenix Inc.
551 N. 34th Street
Seattle,WA 98103
USA
Tel.+1 425 822 0902
Fax +1 425 822 3101
www.dentigenix.com
 Loading...
Loading...