

Page 1
®
Investment Ring System
IPS
300 g
Instructions for Use
Verarbeitungsanleitung
Mode d’emploi
Istruzioni d’uso
Instrucciones de uso
Instruções de Uso
Page 2
English
Instructions for Use
Product description
he IPS Investment Ring System 300g represents the latest
T
investment ring generation for the PRESS technology. It can be
sed for pressing on long-span frameworks, as well as for the
u
pressing on several smaller restorations in one working step.
The Investment Ring System is ideally compatible with existing
Ivoclar Vivadent press ingots and press furnaces.
Indications
– IPS e.max ZirPress
• Pressing on zirconium oxide frameworks up to a bridge
span width of 10 units (depending on the dimensions of
the dental arch)
• Pressing on several smaller zirconium oxide frameworks
– IPS Inline PoM
• Pressing on frameworks fabricated of a ceramic alloy up
to a bridge span width of 10 units (depending on the
dimensions of the dental arch)
• Pressing on several smaller frameworks fabricated of a
ceramic alloy
Limitations of use
– Casting of alloys
– All applications not explicitly approved as an indication
Delivery form
– IPS Investment Ring System 300 g – Starter Kit
1x Ring Base 300 g
1x Ring Gauge 300 g
1x IPS Silicone Ring 300 g
1x IPS Ingot Tongs
1x IPS Sprue Guide 300 g
10x IPS One-Way Plunger 300 g
The components are also individually available.
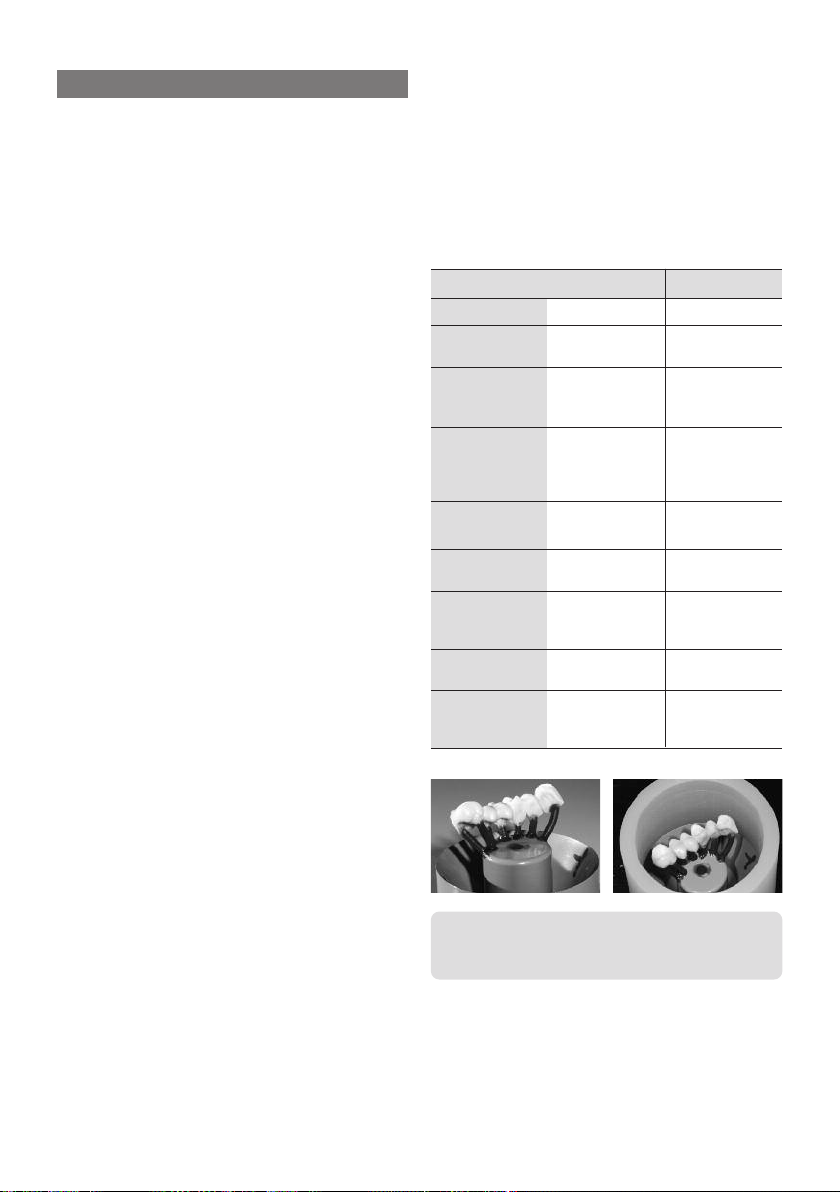
Weigh the framework (with the fired liner/opaquer).
–
– Weigh the IPS ring base 300 g (seal the opening of the
ing base with wax).
r
– Position the contoured restoration on the ring base and
ttach it with wax. Weigh again.
a
– The wax weight of the contoured restoration is calculated
by deducting the weight of the ring base and the weight
f the framework from the total wax weight.
o
The following sprueing guidelines must be observed:
Bridges
3–4 mm
min. 3 mm,
max. 12 mm
max. 16 mm
thickest part of the
wax-up; bridge
pontics and each
bridge unit
axial
45–60°
round and slightly
flared, no angles or
sharp edges
min. 3 mm
min. 10 mm
(Check with the
IPS Sprue Guide)
Wax wire ø
Length of the wax
wire
Length of the wax
wire incl. waxed-up
objects
Sprue attachment
point at the waxedup object
Sprue angle to the
waxed-up object
Sprue angle to the
ring base
Design of the
attachment points
Distance between
the objects
Distance to the
IPS Silicone Ring
Single crowns
3 mm
min. 3 mm,
max. 12 mm
max. 16 mm
thickest part of
the wax-up
axial
45–60°
round and slightly
flared, no angles or
sharp edges
min. 3 mm
min. 10 mm
(Check with the
IPS Sprue Guide)
General note
– Only ingots of the same shade may be processed in one
press cycle.
– Failure to observe the stipulated contraindications and pro-
cessing instructions may lead to compromised press results.
Instructions for Use
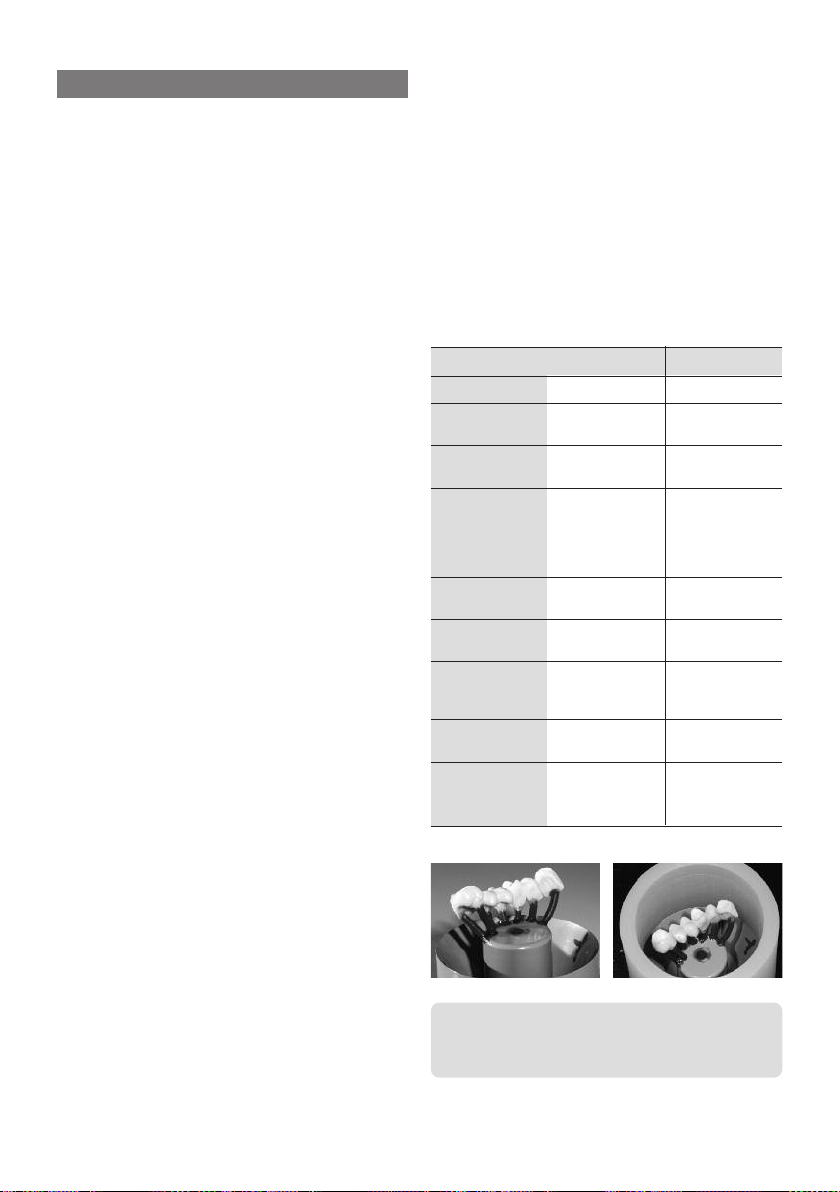
Sprueing
Always attach the sprues in the direction of flow of the ceramic
and at the thickest part of the wax-up so that smooth flowing
of the viscous ceramic during pressing is enabled.
We recommend the following procedure to determine the
accurate wax weight:
2
Note:
By marking the position of the restoration on the rings,
subsequent divestment may be facilitated.
Page 3
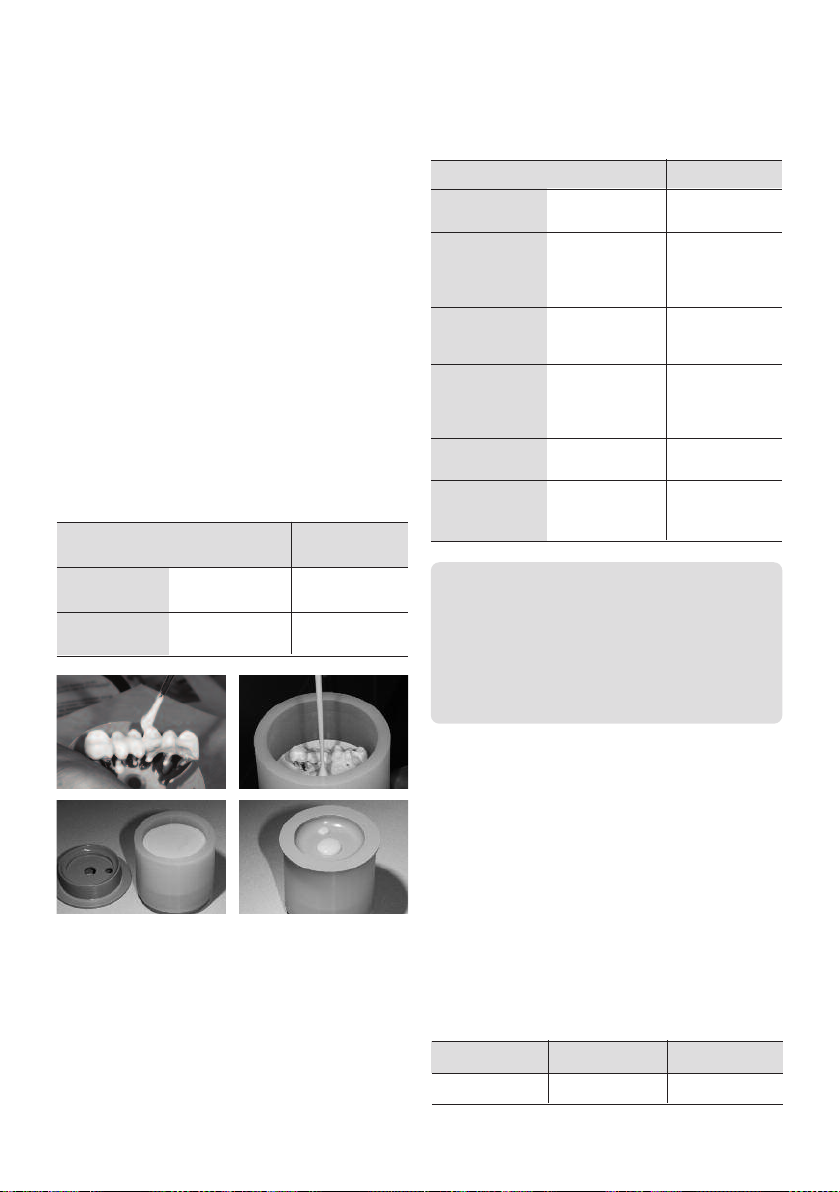
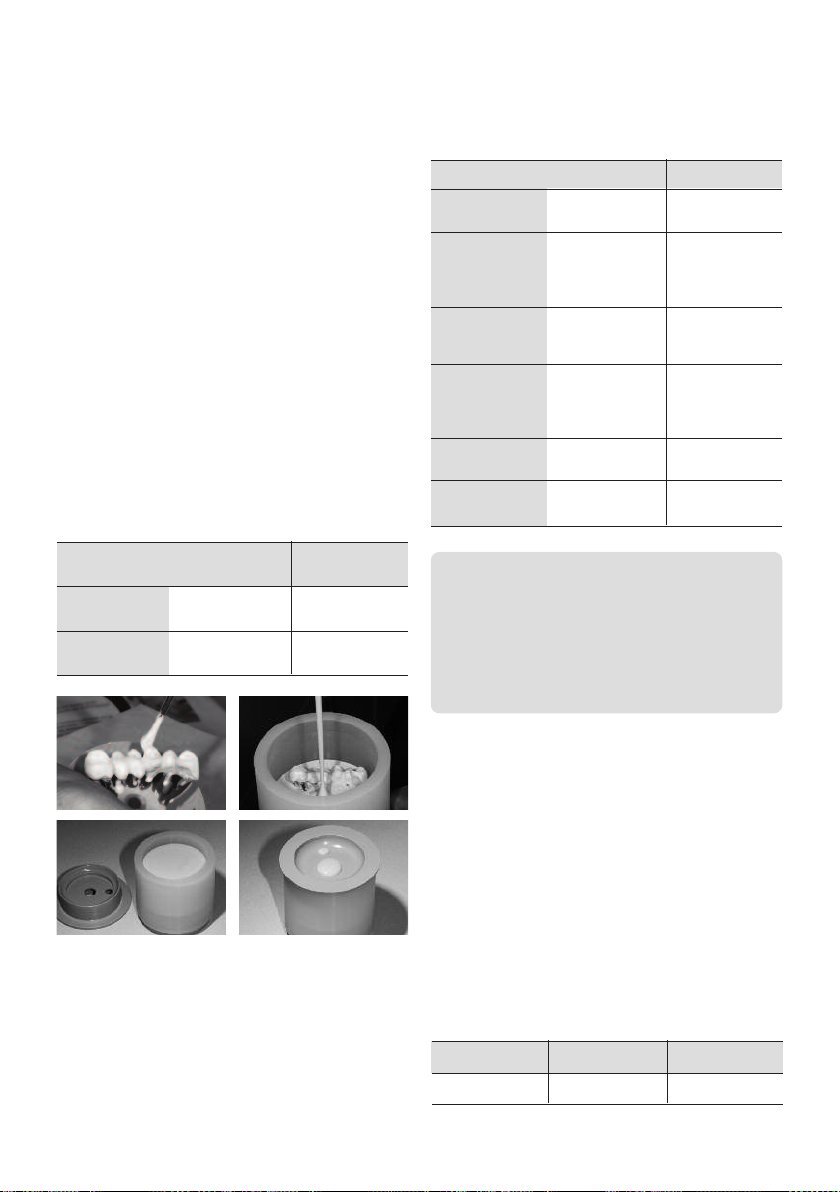
nvesting
I
nvesting is carried out using either IPS PressVEST (e.g. over-
I
night) or with IPS PressVEST Speed. Please refer to the
nstructions for Use of the corresponding investment material
I
for the detailed processing parameters. Please observe the
ollowing basic guidelines:
f
Do not use a debubblizer on the wax objects.
–
Mix the investment material. (Caution: The investment
–
material contains quartz powder. Therefore, avoid the
inhalation of dust)
– Use a suitable instrument for the fine investment of the
cavity. Make sure that the delicate wax margins are not
damaged.
– Carefully place the IPS Silicone Ring 300 g on the IPS Ring
Base 300 g without damaging the wax objects. The silicone
ring must sit flush on the ring base.
– Carefully fill the investment ring with investment material
up to the marking on the silicone ring. Position the ring
gauge with a hinged movement to allow entrapped air to
escape through the eccentric hole.
– Allow the investment ring to set without manipulating it.
Investment material mixing ratio
Liquid :
Distilled Water
IPS PressVEST
(300 g)
IPS PressVEST
Speed (300 g)
Single tooth and
bridge frameworks
Single tooth and
bridge frameworks
39 ml : 27 ml
48 ml : 33 ml
Remove rough spots on the bottom surface of the
–
nvestment ring with a plaster knife. Check the 90° angle.
i
Investment material residue must not enter the sprues.
low into the sprues if necessary.
B
Setting time
Preheating furnace
emperature upon
t
placing the
investment ring
Position of the investment ring in the
preheating furnace
IPS e.max ZirPress
ingots or
IPS Inline PoM
ingots
IPS One-Way
Plunger 300 g
Holding time at
final temperature
of 850 °C
IPS PressVEST
at least 60 min.
(max. 24 hours)
Room temperature
max. heating rate
(
5 °C/min)
at the rear wall,
with the opening
facing down
no preheating
no preheating
at least 90 min
IPS PressVEST Speed
at least 30 min. /
max. 45 min.
850 °C
at the rear wall,
with the opening
facing down
no preheating
no preheating
at least 90 min
Note:
If several Speed investments are to be conducted, they
should be invested consecutively and placed into the preheating furnace at an interval of approximately 20 minutes.
Make sure that the furnace temperature does not drop too
much when placing the investment rings into the preheating
furnace.The stipulated holding time counts from the point
when the preheating temperature has been reached again.
Preheating
After the stipulated setting time of the respective investment
material (IPS PressVEST or IPS PressVEST Speed), the
investment ring is prepared for preheating as follows:
– Remove the ring gauge and ring base with a turning
movement.
– Carefully push the investment ring out of the IPS Silicone
Ring.
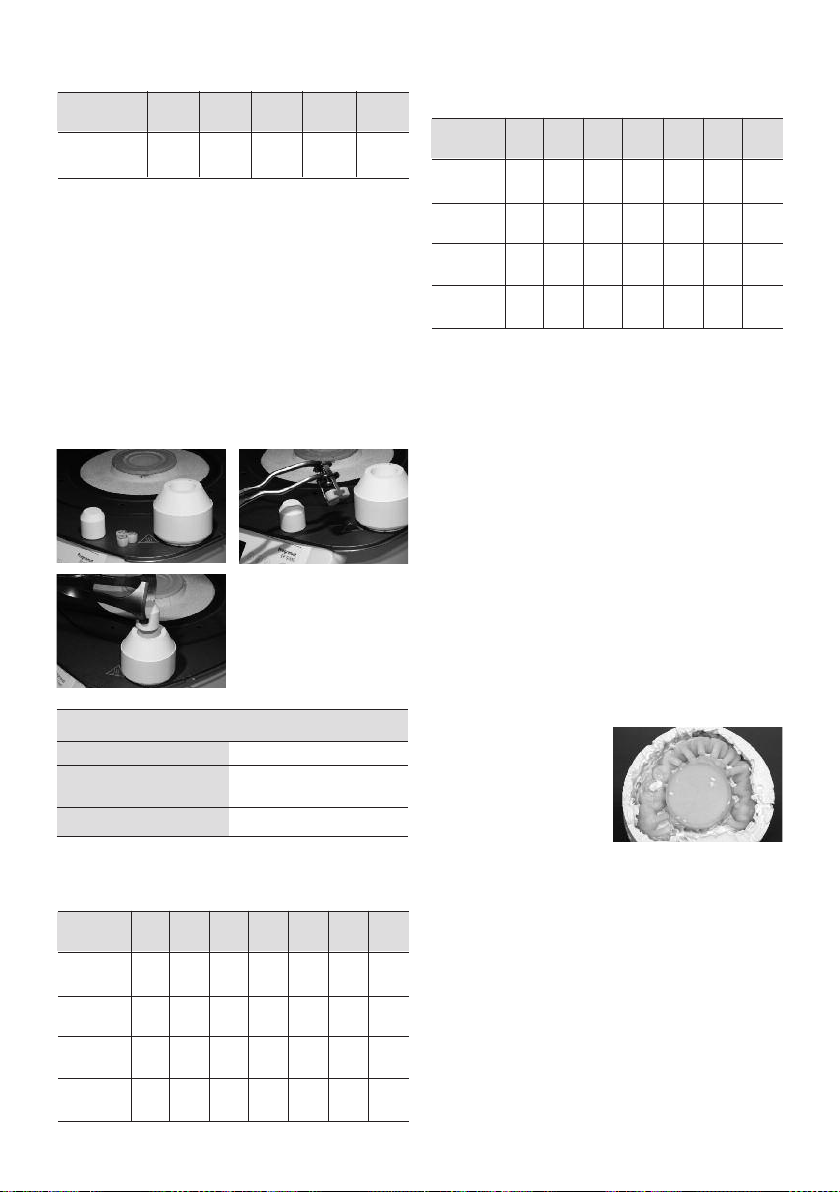
Pressing
Carry out the following preparatory steps for pressing before
the preheating cycle for the investment ring has been
completed:
– Switch on and preheat the press furnace in time. Observe
the special press parameters for the IPS Investment Ring
System 300 g.
– Provide a cold IPS One-Way plunger
– Provide cold ingots in the required shade and pick them up
with the IPS Ingot Tongs.
Ingot selection
–3–6 ingots should always be used per press cycle
– with IPS InLine PoM either only small or only large ingots
must be used per layer.
IPS e.max ZirPress
Number of ingots
Wax weight
3 ingots
max. 2.2 g
6 ingots
max. 5.1 g
3
Page 4
PS InLine PoM
I
Number 3x 6x 3x 6x 3x XS +
f Ingots XS XS SS3x S
o
ax weight max. max. max. max. max.
W
1.4 g 3.0 g 2.1 g 5.1 g 4.1 g
Remove the investment ring from the preheating furnace
mmediately after completion of the preheating cycle.This step
i
may take max. 1 minute to prevent the investment ring from
cooling down too much.
– Place the cold ingots in the hot investment ring using the
IPS Ingot Tongs.
– Place the IPS One-Way plunger in the hot investment ring.
– Place the completed investment ring in the center of the
hot press furnace using the investment tongs.
– The selected press program is started by pressing "START"
– After the press cycle has ended, immediately remove the
investment ring and place it on a cooling grid.
ress parameters for IPS Inline PoM
P
(Please observe the parameters for your press furnace!)
ress
P
Furnace
P500 (V2.9) 700 60 960 40 500 960
E
P600 /
E
EP600 Combi
P 3000 700 60 950 40 500 950
E
EP 5000 700 60 950 40 500 950
tÀ T HV
B
°C °C/min °C min °C °C
700 60 950 40 500 950
1V2
Progr.
1-51
3
5
µm/min.
50
µm/min.
50
µm/min.
Divesting
Once the investment ring has cooled to room temperature
(approx. 60 minutes), divest as follows:
– Mark the length of the plunger on the cooled investment
ring.
– Separate the investment ring using a separating disk. This
predetermined breaking point enables reliable separation
of the investment material and the ceramic.
– Break the investment ring at the predetermined breaking
point using a plaster knife.
– Always use polishing beads to divest the pressed objects.
Do not use Al
– Rough divestment is carried out at 4 bar (60 psi) pressure,
for rough and fine divestment.
2O3
while fine divestment is done at 2 bar (30 psi) pressure.
– Observe the blasting direction and distance to prevent
damage to the object margins during divestment.
A
0
IPS Investment Ring System 300 g
maximum number of ingots
IPS e.max ZirPress ingots or
IPS Inline PoM ingots
IPS One-Way-Plunger 300 g
6 ingots
cold ingots
cold plunger
Press parameters for IPS e.max ZirPress
(Please observe the parameters for your press furnace!)
Press B tÀ T HV
Furnaces °C °C/min °C min °C °C
EP500 (V2.9) 700 60 940 40 500 940
EP600 /
EP600 Combi
EP 3000 700 60 930 40 500 930
EP 5000 700 60 930 40 500 930
4
700 60 930 40 500 930
1V2
A
Progr.
31-51
250
µm/min
250
µm/min
250
µm/min
Note
For long-span restorations,…
– it is recommended to cut the sprues while the restoration
is still in the investment
ring in order to relieve
tensions before final
divestment.
– make sure not to damage
the restoration when
cutting the various sprues.
Date information prepared:
09/2008
Manufacturer:
Ivoclar Vivadent AG, FL-9494 Schaan / Liechtenstein
The material has been developed solely for usein dentistry. Processing should be carried out
strictly according to the Instructions for Use. Liability cannot be accepted for damages resulting
from failure to observe the Instructions or the stipulated area of application. The user is
responsible for testing the material for its suitability and use for any purpose not explicitly stated in the Instructions. Descriptions and data constitute no warranty of attributes and are not
binding.
Page 5
Deutsch
Verarbeitungsanleitung
Produktbeschreibung
as IPS Muffelsystem 300 g ist die neueste Muffelgeneration
D
für die PRESS-Technologie. Es kann sowohl für das Überpressen
on weitspannigen Gerüsten als auch für die Überpressung
v
mehrerer kleinerer Restaurationen in einem Arbeitsvorgang verwendet werden. Das Muffelsystem ist auf die bestehenden
Ivoclar Vivadent Pressrohlinge und Pressöfen abgestimmt und
bietet so eine ideale Kompatibilität.
Indikationen
– IPS e.max ZirPress
• Überpressen von Gerüsten aus Zirkoniumoxid bis zu einer
Brückenspannweite von 10 Gliedern (je nach Dimension
des Zahnbogens)
• Überpressen mehrerer kleiner Gerüste aus Zirkoniumoxid
– IPS Inline PoM
• Überpressen von Gerüsten aus einer Aufbrennlegierung
bis zu einer Brückenspannweite von 10 Gliedern (je nach
Dimension des Zahnbogens)
• Überpressen mehrerer kleiner Gerüste aus einer
Aufbrennlegierung
Anwendungseinschränkung
– Giessen von Legierungen
– Alle Anwendungen, die nicht als Indikation freigegeben
sind
Lieferform
– IPS Muffelsystem 300 g – Starter Kit
1x Muffelbasis 300 g
1x Muffellehre 300 g
1x IPS Silikon Ring 300 g
1x IPS Rohlingzange
1x IPS Sprue Guide 300 g
10x IPS Einwegkolben 300 g
Komponenten auch einzeln erhältlich
ur Bestimmung des Wachsgewichtes empfiehlt sich folgende
Z
Vorgehensweise:
Abwiegen des Gerüstes (mit aufgebranntem Liner, bzw.
–
Opaquer)
Abwiegen der IPS Muffelbasis 300 g (Öffnung der
–
Muffelbasis zuvor mit Wachs verschliessen)
– Die modellierte Restauration auf der Muffelbasis aufwach-
en und nochmals abwiegen
s
– Das Wachsgewicht der Modellation errechnet sich dann
aus Gesamtgewicht abzüglich Gewicht Muffelbasis abzüglich Gewicht Gerüst.
Folgende Richtlinien sind beim Anstiften unbedingt zu
beachten:
Brücken
3–4 mm
min. 3 mm,
max. 12 mm
max. 16 mm
dickste Stelle der
Modellation, an den
Brückenpfeilern und
an jedem
Brückenglied
axial
45–60°
rund und leicht
auslaufend, keine
Ecken und Kanten
min. 3 mm
min. 10 mm
(Kontrolle durch
IPS Sprue Guide)
Wachsdraht ø
Länge Wachsdraht
Länge Wachsdraht
inkl. -objekt
Anstiftpunkt am
Wachsobjekt
Anstiftwinkel zum
Wachsobjekt
Anstiftwinkel auf
der Muffelbasis
Gestaltung der
Anstiftstellen
Abstand zwischen
den Objekten
Abstand zum
IPS Silikon Ring
Einzelkronen
3 mm
min. 3 mm,
max. 12 mm
max. 16 mm
dickste Stelle der
Modellation
axial
45–60°
rund und leicht
auslaufend, keine
Ecken und Kanten
min. 3 mm
min. 10 mm
(Kontrolle durch
IPS Sprue Guide)
Grundsätzlicher Hinweis
– In einem Pressvorgang können nur gleichfarbige Rohlinge
verwendet werden.
– Das Nichtbeachten der aufgeführten Anwendungs-
einschränkungen sowie Gebrauchsvorschriften kann zu
Misserfolg führen.
Gebrauchsvorschriften
Anstiften
Die Anstiftung immer in Fliessrichtung und an der dicksten
Stelle der Modellation anbringen, so dass ein störungsfreies
Fliessen der viskosen Keramik beim Pressvorgang möglich ist.
Hinweis: Durch Markierung der Lage der Restauration auf
der Muffelbasis kann das spätere Ausbetten erleichtert
werden.
5
Page 6
inbetten
E
as Einbetten kann je nach Belieben mit IPS PressVEST
D
(z. B. über Nacht) oder mit IPS PressVEST Speed erfolgen. Die
etaillierten Verarbeitungsparameter sind der jeweiligen
d
Einbettmassen-Verarbeitungsanleitung zu entnehmen. Bitte
olgende grundsätzliche Vorgehensweise beachten:
f
Wachsobjekte nicht mit Wachsentspannungsmittel
–
insprühen
e
– Einbettmasse anrühren (Achtung: Einbettmasse enthält
Quarzmehl – daher die Inhalation von Staub vermeiden)
– Feineinbettung der Kavität mit einem geeigneten
Instrument vornehmen. Darauf achten, dass die feinen
Wachsränder nicht beschädigt werden
– IPS Silikon Ring 300 g vorsichtig auf die IPS Muffelbasis
300 g aufstecken, ohne die Wachsobjekte zu beschädigen.
Der Silikonring muss ganz auf der Muffelbasis aufsitzen
– Anschliessend die Muffel vorsichtig bis zur Markierung am
Silikonring mit Einbettmasse auffüllen und die
IPS Muffellehre 300 g mit einer Kippbewegung aufstecken,
so dass die eingeschlossene Luft durch die exzentrische
Bohrung entweichen kann
– Eingebettete Muffel erschütterungsfrei abbinden lassen
Mischungsverhältnis Einbettmasse
Störstellen auf der Standfläche der Muffel mit einem
–
ipsmesser entfernen und den 90° Winkel kontrollieren.
G
Dabei dürfen keine Einbettmassenreste in den Presskanal
elangen, gegebenenfalls ausblasen.
g
Abbindezeit
TemperaturVor-
ärmofen beim
w
Einbringen der
Muffel
Position der Muffel
im Vorwärmofen
IPS e.max ZirPress
Rohlinge oder
IPS Inline PoM
Rohlinge
IPS Einwegkolben
300 g
Haltezeit auf Endtemperatur 850°C
IPS PressVEST
mind. 60 Min.
(max. 24 Stunden)
Raumtemperatur
max. Aufheizrate
(
5°C/min)
rückwändig,
mit der Öffnung
nach unten
nicht vorwärmen
nicht vorwärmen
mind. 90 Min.
IPS PressVEST Speed
mind. 30 Min. /
max. 45 Min.
rückwändig,
mit der Öffnung
nach unten
nicht vorwärmen
nicht vorwärmen
mind. 90 Min.
850 °C
Liquid :
destilliertes Wasser
IPS PressVEST
(300 g)
IPS PressVEST
Speed (300 g)
Einzelzahn- und
Brückengerüste
Einzelzahn- und
Brückengerüste
39 ml : 27 ml
48 ml : 33 ml
Vorwärmen
Nach vorgegebener Abbindezeit der jeweiligen Einbettmasse
(IPS PressVEST oder IPS PressVEST Speed) wird die Muffel zum
Vorwärmen wie folgt vorbereitet:
– Muffellehre und Muffelbasis mit einer Drehbewegung ent-
fernen
– Muffel vorsichtig aus dem IPS Silikon Ring drücken
Hinweis:
Werden mehrere Speed Einbettungen vorgenommen, sollten
diese zeitversetzt eingebettet werden und deren Einbringung
in den Vorwärmofen zeitversetzt im Intervall von ca. 20 Min.
erfolgen. Beim Bestücken des Vorwärmofens mit Muffeln
darauf achten, dass die Ofentemperatur nicht zu stark
abfällt. Die angegebene Haltezeit gilt ab Wiedererreichen
der Vorwärmtemperatur.
Pressvorgang
Bevor der Vorwärmzyklus der Muffel beendet ist, sind folgende
Vorbereitungen zum Pressen vorzunehmen:
– Pressofen rechtzeitig einschalten und vorwärmen. Spezielle
Pressparameter für das IPS Muffelsystem 300 g beachten.
– Kalten IPS Einwegkolben 300 g bereitstellen
– Kalte Pressrohlinge in der benötigten Farbe bereitstellen
und mit der IPS Rohlingszange aufnehmen.
Auswahl der Rohlinge
– Bei der Pressung müssen immer 3 bzw. 6 Rohlinge ver-
wendet werden
– Bei IPS InLine PoM dürfen entweder nur kleine oder nur
grosse Rohlinge pro Lage verwenden
IPS e.max ZirPress
Anzahl Rohlinge
Wachsgewicht
3 Rohlinge
max. 2,2 g
6 Rohlinge
max. 5,1 g
6
Page 7

PS InLine PoM
I
Anzahl 3x 6x 3x 6x 3x XS +
ohlinge XS XS SS3x S
R
achsgewicht max. max. max. max. max.
W
1,4 g 3,0 g 2,1 g 5,1 g 4,1 g
Nach dem Ablauf des Vorwärmzyklus die Muffel aus dem
orwärmofen nehmen und wie folgt vorgehen. Dieser Vorgang
V
darf max. 1 Minute dauern, damit die Muffel nicht zu stark
abkühlt.
– Mit Hilfe der IPS Rohlingzange die heisse Muffel mit kalten
Rohlingen bestücken.
– Den IPS Einwegkolben 300 g in die heisse Muffel geben.
– Die bestückte Muffel mit Hilfe einer Muffelzange im
Zentrum des heissen Pressofens platzieren.
– Durch Drücken der START-Taste wird das gewählte
Programm des Pressofens gestartet.
– Nach dem Pressvorgang die Muffel sofort zum gleich-
mässigen Abkühlen auf ein Abkühlgitter stellen.
IPS Muffelsystem 300 g
maximale Anzahl an Rohlingen
IPS e.max ZirPress Rohlinge
oder IPS Inline PoM Rohlinge
IPS Einwegkolben 300 g
6 Rohlinge
kalt bestücken
kalt bestücken
Pressparameter für IPS e.max ZirPress
(bitte gewählten Pressofen beachten!)
ressparameter für IPS InLine PoM
P
(bitte gewählten Pressofen beachten!)
ressofen
P
P500 (V2.9) 700 60 960 40 500 960
E
P600 /
E
EP600 Combi
P 3000 700 60 950 40 500 950
E
EP 5000 700 60 950 40 500 950
tÀ T HV
B
°C °C/min °C min °C °C
700 60 950 40 500 950
1V2
A
Progr.
1-51
3
5
µm/min.
50
µm/min.
50
µm/min.
Ausbetten
Nach dem Abkühlen der Muffel auf Raumtemperatur (ca.
60 Minuten) das Ausbetten wie folgt vornehmen
– Auf der abgekühlten Muffel die Länge des Kolbens
markieren.
– Muffel mit einer Trennscheibe separieren. Diese Sollbruch-
stelle ermöglicht eine sichere Trennung zwischen Einbettmasse und Keramik.
– Mit Hilfe eines Gipsmessers die Muffel an der Sollbruch-
stelle brechen.
– Beim Ausbetten der Pressobjekte grundsätzlich
Glanzstrahlperlen verwenden. Die Grob- und Feinausbet-
2O3
tung nicht mit Al
durchführen. Die Grobausbettung
erfolgt mit bei 4 bar Druck, die Feinausbettung bei 2 bar
Druck.
– Um die Ränder der Objekte beim Ausbetten nicht zu
schädigen sind die Strahlrichtung und der Abstand zu
beachten.
Hinweis
Bei weitspannigen Restaurationen
– wird ein Abtrennen der Presskanäle im noch eingebetteten
Zustand empfohlen, um eventuelle Verspannungen vor
dem abschliessenden
Ausbetten zu lösen
– darauf achten, dass beim
Abtrennen der zahlreichen
Presskanäle die
Restauration nicht angeschliffen wird.
0
Pressofen B tÀ T HV
EP500 (V2.9) 700 60 940 40 500 940
EP600 /
EP600 Combi
EP 3000 700 60 930 40 500 930
EP 5000 700 60 930 40 500 930
°C °C/min °C min °C °C
700 60 930 40 500 930
1V2
A
Progr.
31-51
250
µm/min
250
µm/min
250
µm/min
Erstellungsdatum der Verarbeitungsanleitung
09/2008
Hersteller
Ivoclar Vivadent AG, FL-9494 Schaan / Liechtenstein
Das Material wurde für den Einsatz im Dentalbereich entwickelt und muss gemäss
Verarbeitungsanleitung verarbeitet werden. Für Schäden, die sich aus anderweitiger
Verwendung oder nicht sachgemässer Verarbeitung ergeben, übernimmt der Hersteller keine
Haftung. Darüber hinaus ist der Verwender verpflichtet, das Material eigenverantwortlich vor
dessen Einsatz auf Eignung und Verwendungsmöglichkeit für die vorgesehenen Zwecke zu prüfen, zumal wenn diese Zwecke nicht in derGebrauchsinformation aufgeführt sind.
7
Page 8

Français
Mode d'emploi
Description du produit
e système de cylindre IPS 300 g représente la dernière
L
génération de cylindre pour la technologie de PRESSEE. Il peut
tre aussi bien utilisé pour la surpressée d'armatures de longue
ê
portée que pour la surpressée de plusieurs restaurations plus
petites en une seule étape de travail. Le système de cylindre est
parfaitement compatible avec les lingotins de pressée et les
fours de pressée Ivoclar Vivadent existants.
ous recommandons la procédure suivante pour déterminer le
N
poids exact de la cire :
Peser l'armature (avec le liner/opaquer cuit)
–
– Peser la base du cylindre IPS 300 g (boucher l'ouverture de
'embase avec de la cire)
l
– Fixer à la cire la restauration modelée sur la base du
cylindre et peser à nouveau
Le poids de la cire de la restauration modelée est calculé
–
en déduisant le poids de l'embase du cylindre et le poids
de l'armature du poids total.
Les directives suivantes pour la mise en place des tiges de
pressée doivent absolument être respectées :
Indications
– IPS e.max ZirPress
• surpressée d'armatures de bridges en oxyde de zirconium
jusqu'à une portée de 10 éléments (selon la dimension
de l'arcade dentaire)
• surpressée de plusieurs petites armatures en oxyde de
zirconium
– IPS Inline PoM
• surpressée d'armatures de bridges métalliques jusqu'à
une portée de 10 éléments (selon la dimension de l'arca
de dentaire)
• surpressée de plusieurs petites armatures métalliques
Restrictions d'utilisation
– Coulée d'alliages
– Toutes les applications qui ne sont pas expressément
données comme indications
Présentation
– Système de cylindre IPS 300 g – Starter Kit
1x base de cylindre 300 g
1x gabarit de cylindre 300 g
1x IPS cylindre silicone 300 g
1x pince à lingotin IPS
1x IPS Sprue Guide 300 g
10x pistons IPS 300 g à usage unique
Les composants sont également disponibles individuellement.
Information générale
– Seuls les lingotins de même teinte peuvent être utilisés
dans un cycle de pressée
– Le non-respect des restrictions d'utilisation précitées et
prescriptions d'emploi peut compromettre les résultats de
pressée.
Tige en cire ø
Longueur de la tige
en cire
Longueur de la tige
incluant l'élément
Point de liaison sur
l'élément en cire
Angle de liaison sur
l'élément en cire
Angle de liaison sur
la base du cylindre
Forme des points
de liaison
Espacement entre
les éléments
Distance avec le
cylindre en silicone
Couronnes unitaires
3 mm
min. 3 mm,
max. 12 mm
max. 16 mm
point le
plus épais
axial
45–60°
ronds et légèrement
évasés, sans angles,
ni rebords
min. 3 mm
min. 10 mm
(contrôler avec
l'IPS Sprue Guide)
bridges
3–4 mm
min. 3 mm,
max. 12 mm
max. 16 mm
point le plus épais
sur les piliers de
bridge et sur
chaque élément de
bridge
axial
45–60°
ronds et légèrement
évasés, sans angles,
ni rebords
min. 3 mm
min. 10 mm
(contrôler avec
l'IPS Sprue Guide)
Prescriptions d'emploi
Mise en place des tiges de pressée
Toujours placer les tiges de pressée dans le sens de la pressée
et à l'endroit le plus épais, afin de permettre une coulée sans
obstacle de la céramique visqueuse.
8
Remarque :
En marquant la position de la restauration sur la base du
cylindre, on peut faciliter le démoulage ultérieur.
Page 9

ise en revêtement
M
a mise en revêtement peut être effectuée en utilisant soit
L
IPS PressVEST (par ex. durant la nuit), soit IPS PressVEST Speed.
e référer au mode d'emploi du revêtement correspondant
S
pour les paramètres de mise en oeuvre détaillés. Respecter les
irectives de base suivantes :
d
Ne pas vaporiser les éléments avec des réducteurs de ten-
–
ion de cire
s
– Mélanger le revêtement (Attention : le revêtement contient
de la poudre de quartz, aussi éviter d'inhaler les poussières)
– Utiliser un instrument approprié pour le remplissage des
intrados.Veiller à ne pas endommager les parties en cire les
plus fines.
– Placer délicatement le cylindre en silicone IPS 300 g sur la
base de cylindre IPS 300 g sans endommager les éléments
en cire. Le cylindre en silicone doit reposer entièrement sur
l'embase du cylindre.
– Remplir soigneusement le cylindre jusqu'à la marque avec
le revêtement. Positionner le gabarit du cylindre avec un
mouvement de bascule afin de laisser l'air s'échapper par
l'alésage excentrique.
– Laisser prendre le revêtement en évitant toute vibration
Rapports de mélange du revêtement
Liquid :
eau distillée
IPS PressVEST
(300 g)
IPS PressVEST
Speed (300 g)
Armatures de dents
unitaires et de bridges
Armatures de dents
unitaires et de bridges
39 ml : 27 ml
48 ml : 33 ml
Temps de prise
empérature du four
T
de préchauffage lors
de l'enfournement
u cylindre
d
osition du cylindre
P
dans le four de
préchauffage
Lingotins IPS e.max
ZirPress ou
lingotins IPS InLine
oM
P
Piston IPS 300 g à
usage unique
Temps de maintien
à la température
finale de 850°C
IPS PressVEST
min. 60 mn
max. 24 heures)
(
empérature
T
ambiante (taux de
chauffe 5°C/min)
l'envers,
A
l'ouverture tournée
vers le bas
e pas préchauffer
N
Ne pas préchauffer
min. 90 mn
IPS PressVEST Speed
min. 30 mn /
ax. 45 mn
m
50 °C
8
l'envers,
A
l'ouverture tournée
vers le bas
e pas préchauffer
N
Ne pas préchauffer
min. 90 mn
Information :
Si l'on procède à plusieurs mises en revêtement avec le
matériau Speed, celles-ci doivent être échelonnées et les
cylindres enfournés avec des intervalles d'env. 20 min. Lors
du chargement du four, s'assurer que la température ne
chute pas trop. Le temps de maintien est décompté à partir
du moment où la température de préchauffage est à
nouveau atteinte.
Préchauffage
Une fois le temps de prise du revêtement correspondant
(IPS PressVEST ou IPS PressVEST Speed) écoulé, préparer le
cylindre de la manière suivante pour le préchauffage :
– Retirer le gabarit et l'embase du cylindre en tournant
– Faire sortir le cylindre de revêtement du cylindre silicone
IPS en appuyant délicatement
– Retirer à l'aide d'un couteau à plâtre les aspérités
indésirables au niveau de la base du cylindre. Contrôler
l'angle de 90°. Aucun résidu de revêtement ne doit se
déposer dans le canal de pressée. Le cas échéant éliminer
en soufflant.
Pressée
Avant que le cycle de préchauffage du cylindre ne soit terminé,
il convient d'entreprendre les préparatifs suivants pour la
pressée :
– Allumer et préchauffer le four de pressée. Respecter les
paramètres de pressée spéciaux pour le système de
cylindre IPS 300 g.
– Préparer un piston à usage unique
– Préparer des lingotins de la teinte souhaitée et les prendre
avec la pince
Choix des lingotins
– 3 à 6 lingotins doivent toujours être utilisés par cycle de
pressée.
– Dans le cas d'IPS InLine PoM, utiliser seulement des petits
lingotins ou seulement des gros lingotins pour chaque
couche.
IPS e.max ZirPress
Nombre de lingotins
Poids de la cire
3 lingotins
max. 2,2 g
6 lingotins
max. 5,1 g
9
Page 10

PS InLine PoM
I
Nombre 3x 6x 3x 6x 3x XS +
e lingotins XS XS SS3x S
d
oids de la cire max. max. max. max. max.
P
la fin du cycle de préchauffage, sortir immédiatement le
A
1,4 g 3,0 g 2,1 g 5,1 g 4,1 g
cylindre du four de préchauffage et procéder comme suit :
Cette étape doit durer au max. 1 minute pour éviter que le
cylindre ne refroidisse trop rapidement.
– Placer les lingotins froids dans le cylindre chaud en
utilisant la pince IPS
– Insérer le piston IPS 300 g à usage unique dans le cylindre
chaud.
– Placer le cylindre ainsi équipé au centre du four chaud à
l'aide de la pince
– Appuyer sur la touche Start pour démarrer le programme
de pressée choisi
– Une fois le cycle de pressée terminé, placer immédiatement
le cylindre sur une grille de refroidissement.
ressparameter für IPS InLine PoM
P
(Veuillez respecter les paramètres de votre four de pressée !)
our de
F
pressée °C °C/min °C min °C °C
P500 (V2.9) 700 60 960 40 500 960
E
P600 /
E
EP600 Combi
P 3000 700 60 950 40 500 950
E
EP 5000 700 60 950 40 500 950
tÀ T HV
B
700 60 950 40 500 950
1V2
Progr.
1-51
3
5
µm/min
50
µm/min
50
µm/min
Démoulage
Après le refroidissement du cylindre à température ambiante
(environ 1 heure), procéder au démoulage de la manière
suivante :
– Marquer la longueur du piston sur le cylindre refroidi
– Séparer le cylindre en utilisant un disque. Ce point de
fragilité permet une séparation fiable du matériau du
revêtement et la céramique.
– A l'aide d'un couteau à plâtre, rompre le cylindre au
niveau du point de fragilité
– Toujours utiliser des billes de verre pour le démoulage des
éléments pressés. Ne pas utiliser d'Al
démoulages grossier et final. Le démoulage grossier
2O3
pour les
s'effectue sous 4 bar (60 psi) de pression, alors que le
démoulage final s'effectue sous 2 bar (30 psi) de pression.
– Afin de ne pas endommager les bords des éléments lors
du démoulage, veiller à l'orientation du jet et à respecter
la distance requise.
A
0
Système de cylindre IPS 300 g
Nombre maximal de lingotins
Lingotins IPS e.max ZirPress ou
lingotins IPS InLine PoM
IPS Einwegkolben 300 g
6 lingotins
enfourner à froid
enfourner à froid
Paramètres de pressée pour IPS e.max ZirPress
(Veuillez respecter les paramètres de votre four de pressée !)
Four de B tÀ T HV
pressée °C °C/min °C min °C °C
EP500 (V2.9) 700 60 940 40 500 940
EP600 /
EP600 Combi
EP 3000 700 60 930 40 500 930
EP 5000 700 60 930 40 500 930
10
700 60 930 40 500 930
1V2
A
Progr.
31-51
250
µm/mn
250
µm/mn
250
µm/mn
Information
Pour des restaurations de longue portée …
– il est recommandé de couper les tiges de pressée pendant
que la restauration est encore dans le cylindre, afin de
réduire d'éventuelles
tensions avant le
démoulage final.
– veiller à ne pas
endommager la restauration
lors de la séparation des
nombreuses tiges de coulée.
Date de réalisation du présent mode d’emploi :
09/2008
Production :
Ivoclar Vivadent AG, FL-9494 Schaan / Liechtenstein
Cet appareil est destiné à un usage dans le domaine dentaire et doit être utilisé conformément
au mode d'emploi. Les dommages résultant du non-respectde ces prescriptions ou d'une
utilisation à d'autres fins que celles indiquées n'engagent pas la responsabilité du fabricant.
L'utilisateur est tenu de vérifier sous sa propre responsabilité l'appropriation de l'appareil à
l'utilisation prévue et ce d'autant plus si celle-ci n'est pas citée dans le mode d'emploi.
Page 11

Italiano
Istruzioni d’uso
Descrizione prodotto
PS Investment Ring system 300 g é la nuova generazione di
I
cilindri per la tecnologia PRESS. E’ impiegabile sia per la sovra-
ressatura su strutture di grandi dimensioni che per la sovra-
p
pressatura di più restauri piccoli in un unico processo di lavorazione. Il sistema di cilindri é calibrato con gli attuali grezzi per
pressatura e forni per pressatura Ivoclar Vivadent ed offre pertanto un’ideale compatibilità.
Indicazioni
– IPS e.max ZirPress
• Sovrapressatura su strutture di ponti in ossido di zirconio
con una estensione di fino a 10 elementi (a seconda delle
dimensioni dell’arcata dentale)
• Sovrapressatura su diverse piccole strutture in ossido di
zirconio
– IPS Inline PoM
• Sovrapressatura di strutture di ponti in lega con una
estensione di fino a 10 elementi (a seconda delle
dimensioni dell’arcata dentale)
• Sovrapressatura su diverse piccole strutture in lega
Limitazioni all’impiego
– Fusione di leghe
– Rutti gli impieghi non deliberati come indicazione
Presentazione
– IPS Investment Ring system 300 g – Starter Kit
1x Base per cilindro 300 g
1x Squadracilindro 300 g
1x IPS Silicone Ring 300 g
1x IPS pinza per grezzi
1x IPS Sprue Guide 300 g
10x IPS pistone monouso 300 g
Le componenti sono disponibili anche singolarmente
Avvertenza generale
– In un unico processo di pressatura si possono utilizzare
soltanto grezzi dello stesso colore.
– La mancata osservanza delle limitazioni all’uso riportate,
nonché delle disposizioni per l’uso può condurre ad
insuccesso.
er determinare il peso della cera si consiglia di procedere
P
come segue:
pesare la struttura (con Liner a cottura effettuata)
–
– pesare la base per cilindro IPS Investment 300 g (chiudere
’apertura della base del cilindro con cera)
l
– fissare con cera gli oggetti da pressare sulla base per cilin-
dro e pesare nuovamente
il peso della cera della modellazione risulta dal peso totale
–
dal quale si detrae il peso della base per cilindro ed il peso
della struttura
Attenersi assolutamente alle seguenti indicazioni per
l’imperniatura:
Ponti
3–4 mm
min. 3 mm,
max. 12 mm
max. 16 mm
punto più spesso
della modellazione,
dei pilastri di ponte
e di ogni elemento
di ponte
assiale
45–60°
arrotondata e
leggermente a
finire, senza spigoli
e bordi
min. 3 mm
min. 10 mm
(controllo tramite
IPS Sprue Guide)
Filo in cera ø
Lunghezza filo in
cera
Lunghezza del filo
in cera incl. oggetto
Punto di imperniatura dell’oggetto in
cera
Angolazione di
imperniatura
dell’oggetto in cera
Angolazione di
imperniatura della
base del cilindro
Modellazione
dei punti di imperniatura
Distanza fra gli
oggetti
Distanza verso
IPS Silicone Ring
Corone singole
3 mm
min. 3 mm,
max. 12 mm
max. 16 mm
punto più spesso
della modellazione
assiale
45–60°
arrotondata e
leggermente a
finire, senza spigoli
e bordi
min. 3 mm
min. 10 mm
(controllo tramite
IPS Sprue Guide)
Disposizioni per l’uso
Imperniatura
L’imperniatura della modellazione dovrebbe possibilmente avvenire sempre in direzione del flusso e nel punto più spesso, in
modo da ottenere uno scorrimento privo di impedimenti della
ceramica viscosa.
Avvertenza:
Contrassegnando la posizione del restauro sulla base del
cilindro si può facilitare la successiva smuffolatura.
11
Page 12

essa in rivestimento
M
seconda delle abitudini di lavorazione, la messa in rivestimen-
A
to può avvenire con IPS PressVEST (p.es. durante la notte)
ppure con IPS PressVEST Speed. Per i dettagliati parametri di
o
lavorazione, si prega di consultare le relative istruzioni d’uso. Si
rega di osservare il seguente procedimento basilare:
p
Non applicare riduttori di tensione sugli oggetti in cera.
–
Miscelare la massa da rivestimento. Attenzione: la massa
–
da rivestimento contiene polvere di quarzo – pertanto
evitare l’inalazione di polvere.
– Rivestire l’interno delle cavità con uno strumento idoneo.
Prestare attenzione a non danneggiare i bordi.
– Applicare cautamente IPS Silicone Ring da 300 g sulla base
del cilindro da 300 g senza danneggiare gli oggetti in cera.
L’anello in silicone deve essere appoggiato completamente
sulla base del cilindro.
– Riempire quindi cautamente fino alla demarcazione il cilin-
dro ed applicare il calibro con un movimento d’inclinazione,
in modo tale che l’aria inglobata possa fuoriuscire dal foro
eccentrico.
– Attendere il tempo di presa del materiale senza scuotere o
muovere il cilindro.
Rapporto di miscelazione della massa di
rivestimento
Liquid :
acqua distillata
IPS PressVEST
(300 g)
IPS PressVEST
Speed (300 g)
Struttura di dente
singolo e di ponte
Struttura di dente
singolo e di ponte
39 ml : 27 ml
48 ml : 33 ml
ento non giungano nel canale di pressatura, eventual-
m
ente rimuoverli con getto d’aria.
m
PS PressVEST
Tempo di presa
Temperatura forno
i preriscaldo
d
quando si inserisce
il cilindro
Posizione del cilindro nel forno di
preriscaldo
rezzi IPS e.max
G
ZirPress oppure
IPS Inline PoM
IPS One-WayPlunger 300 g
Tempo di tenuta a
temperatura finale
di 850°C
I
min. 60 min.
(max. 24 ore)
temperatura
mbiente
a
(salita temperatura
max. 5°C/min)
verso la parete
posteriore, con
l’apertura verso il
asso
b
non preriscaldare
non preriscaldare
min. 90 min.
PS PressVEST Speed
I
min. 30 min. /
max. 45 min.
850 °C
verso la parete
posteriore, con
l’apertura verso il
asso
b
non preriscaldare
non preriscaldare
min. 90 min.
Avvertenza:
Se si eseguono più messe in rivestimento Speed, queste
dovrebbero essere messe in rivestimento ad intervalli ed il
preriscaldo nel forno dovrebbe avvenire ad intervalli di ca.
20 min. (fra un cilindro e l’altro). Nell’inserimento dei cilindri
nel forno di preriscaldo, è necessario far attenzione che la
temperatura del forno non si abbassi troppo. Il tempo di
tenuta indicato vale a partire dal ri-raggiungimento della
temperatura di preriscaldo.
Preriscaldo
UItimato il tempo di presa previsto per ciascuna massa da
rivestimento (IPS PressVEST o IPS PressVEST Speed) il cilindro
viene preparato come segue per il preriscaldo:
– Rimuovere il calibro e la base del cilindro con un movimen-
to di rotazione.
– Premere cautamente il cilindro dall’anello in silicone IPS.
– Rimuovere zone di disturbo sulla superficie d’appoggio del
cilindro con un coltello da gesso e controllare l’angolo di
90°. Prestare attenzione che residui di massa da rivesti-
12
Pressatura
Prima che il ciclo di preriscaldo sia terminato, eseguire le
seguenti fasi di preparazione alla pressatura:
– Accendere per tempo il forno di pressatura e preriscaldarlo.
Attenersi agli specifici parametri di pressatura per il
sistema IPS Investment 300 g.
– Tenere a portata di mano il pistone monouso freddo
IPS One-Way-Plunger 300 g
– Tenere a portata di mano i grezzi da pressatura nel colore
desiderato insieme alla pinza per grezzi IPS.
Scelta dei grezzi
– Nella pressatura si devono sempre utilizzare 3 rispettiv. 6
grezzi.
– Per IPS InLine PoM si devono utilizzare soltanto i grezzi
piccoli o soltanto i grezzi grandi per ogni strato.
IPS e.max ZirPress
Numero di grezzi
Peso in cera
3 grezzi
max. 2,2 g
6 grezzi
max. 5,1 g
Page 13

PS InLine PoM
I
Numero di 3x 6x 3x 6x 3x XS +
rezzi XS XS SS3x S
g
eso in cera max. max. max. max. max.
P
1,4 g 3,0 g 2,1 g 5,1 g 4,1 g
Dopo il decorso del ciclo di preriscaldo, prelevare il cilindro dal
orno di preriscaldo e procedere come segue. Questo processo
f
deve durare max. 1 minuto, per evitare che il cilindro si
raffreddi eccessivamente.
– Con l’aiuto della pinza per grezzi completare il cilindro
caldo con i grezzi freddi.
– Inserire il pistone monouso IPS One-Way-Plunger 300 g
nel cilindro caldo.
– Con l’aiuto della pinza, posizionare il cilindro completato
al centro del forno di pressatura caldo.
– Premendo il tasto START si avvia il programma scelto dal
forno di pressatura.
– Dopo il processo di pressatura, posizionare subito il cilin-
dro su una griglia di raffreddamento, per consentire un
raffreddamento uniforme.
IPS Investment Ring System 300 g
numero massimo di grezzi
grezzi IPS e.max ZirPress
oppure IPS Inline PoM
IPS One-Way-Plunger 300 g
6 grezzi
inserimento a freddo
inserimento a freddo
Parametri di pressatura per IPS e.max ZirPress
(si prega di prestare attenzione al forno scelto!)
Forno per B tÀ T HV
pressatura °C °C/min °C min °C °C
EP500 (V2.9) 700 60 940 40 500 940
EP600 /
EP600 Combi
EP 3000 700 60 930 40 500 930
EP 5000 700 60 930 40 500 930
700 60 930 40 500 930
1V2
Progr.
31-51
250
µm/min
250
µm/min
250
µm/min
arametri di pressatura per IPS Inline PoM
P
(si prega di prestare attenzione al forno scelto!)
orno per
F
pressatura °C °C/min °C min °C °C
P500 (V2.9) 700 60 960 40 500 960
E
P600 /
E
EP600 Combi
P 3000 700 60 950 40 500 950
E
EP 5000 700 60 950 40 500 950
tÀ T HV
B
700 60 950 40 500 950
Smuffolatura
Dopo il raffreddamento del cilindro a temperatura ambiente
(ca. 60 minuti) effettuare la smuffolatura come segue
– Contrassegnare la lunghezza del pistone in allumina sul
cilindro raffreddato.
– Separare il cilindro mediante disco separatore. Questa zona
predisposta alla rottura consente una separazione sicura
fra il pistone in allumina e la ceramica.
– Con l’ausilio di un coltello da gesso rompere il cilindro
nella zona predisposta alla rottura.
– Nella smuffolatura degli oggetti di pressatura (smuffolatura
grossolana e fine) utilizzare principalmente sabbia a
microsfere di vetro. Non effettuare la smuffolatura grossolana e fine con Al
4 bar di pressione. La smuffolatura fine avviene a 2 bar di
. La smuffolatura grossolana avviene a
2O3
pressione.
– Per non danneggiare i bordi degli oggetti in fase di
smuffolatura, prestare attenzione alla direzione del getto
ed alla distanza.
Avvertenza
In caso di restauri estesi, …
– si consiglia la separazione dei canali di pressatura ancora
nel rivestimento in modo da liberare eventuali tensioni
prima della successiva
smuffolatura
– prestare attenzione, che nel
corso della separazione dei
numerosi canali di pressatura non si fresino i restauri.
Stesura delle istruzioni d’uso
A
09/2008
Produttore
Ivoclar Vivadent AG, FL-9494 Schaan / Liechtenstein
Il materiale è stato realizzato per l'impiego nel campo dentale e deve essere utilizzato secondo
le istruzioni d'uso. Il produttore non si assume alcuna responsabilità per danni derivanti da
diverso o inadeguato utilizzo. L'utente è tenuto a controllare personalmente l'idoneità del prodotto per gli impieghi da lui previsti soprattutto, se questi impieghi non sono riportati nelle
istruzioni d'uso.
1V2
A
Progr.
1-51
3
0
5
µm/min
50
µm/min
50
µm/min
13
Page 14

Español
Instrucciones de uso
Descripción del producto
PS Sistema de cilindros de revestimiento 300g representa la
I
última generación para cilindros de revestimiento en la tecnolo-
ía de INYECCIÓN. Se puede utilizar para inyectar estructuras
g
de tramos largos, así como para la inyección de diferentes
restauraciones más pequeñas a la vez. El sistema de cilindros
para revestimiento es extraordinariamente compatible con las
pastillas y hornos de inyección existentes de Ivoclar Vivadent.
Indicaciones
– IPS e.max ZirPress
• Inyección sobre estructuras de óxido de circonio con una
anchura máxima de tramo de puente de 10 unidades
(dependiendo de las dimensiones del arco dental).
• Inyección sobre varias estructuras más pequeñas de óxido
de circonio.
– IPS Inline PoM
• Inyección sobre estructuras confeccionadas en aleación
para cerámica con una anchura máxima de tramo de
puente de 10 unidades (dependiendo de las dimensiones
del arco dental)
• Inyección sobre varias estructuras más pequeñas
confeccionadas con aleación para cerámica.
Limitaciones de uso
– Colado de aleaciones
– Cualquier otra aplicación no señalada explícitamente como
indicación.
Forma de sumínistro
– IPS Sistema de cilindros de revestimiento 300 g –
Starter Kit
1x base de cilindro 300 g
1x calibre de cilindro 300 g
1x IPS cilindro de silicona 300 g
1x IPS Pinzas para pastillas
1x IPS Sprue Guide 300 g
10x IPS pistones monouso 300 g
Dichos componentes se suministran también individualmente.
ermitir un continuo fluir de la cerámica en estado viscoso,
p
durante la inyección.
ecomendamos los siguientes pasos para determinar con pre-
R
cisión el peso de la cera:
Pese la estructura (con el liner/opaquer ya cocido).
–
– Pese la base del cilindro IPS 300 g (selle la apertura de la
base del cilindro con cera.
Coloque la restauración modelada sobre la base del cilin-
–
dro con los jitos y fijela con cera. Vuelva a pesarla.
– El peso de la cera de la restauración modelada se calcula
restando del peso total de la cera, el peso de la base del
cilindro y el peso de la estructura.
Se deben tener en cuenta las siguientes directrices:
Puentes
3–4 mm
mín. 3 mm,
máx. 12 mm
máx. 16 mm
parte más gruesa
del modelo;
pónticos de puente
y cada elemento de
puente
axial
45–60°
redondos y ligeramente acampanados, sin ángulo ni
bordes cortantes
mín. 3 mm
mín. 10 mm
(Revisar con
IPS Sprue Guide)
Hilo de cera ø
Longitud del hilo de
cera
Longitud del hilo de
cera incl. los objetos encerados
Punto de inserción
del bebedero en el
objeto encerado
Ángulo del bebedero
con el objeto
encerado
Ángulo del bebedero
con la base del
cilindro
Diseño de los
puntos de inserción
Distancia entre
objetos
Distancia al cilindro
de silicona IPS
Coronas individuales
3 mm
mín. 3 mm,
máx. 12 mm
máx. 16 mm
parte más gruesa
del modelo
axial
45–60°
redondos y ligeramente acampanados, sin ángulo ni
bordes cortantes
mín. 3 mm
mín. 10 mm
(Revisar con
IPS Sprue Guide)
Aviso general
– En un ciclo de inyección solo se pueden procesar pastillas
del mismo color.
– El no tener en cuenta las contraindicaciones reseñadas y las
instrucciones de uso, pueden implicar resultados de inyección inadecuados.
Instrucciones de uso
Colocación de bebederos
Coloque siempre los bebederos en dirección al flujo de la cerámica y en la parte más gruesa del encerado de las piezas, para
14
Aviso:
Si se marca la posición de la restauración en los cilindros, se
facilita la posterior retirada del revestimiento.
Page 15

evestimiento
R
La puesta en revestimiento se lleva a cabo utilizando
PS PressVEST (ej. durante la noche) o con IPS PressVEST
I
Speed. Por favor, consulte las correspondientes instrucciones de
uso para una información más detallada. Tenga en cuenta las
iguientes directrices:
s
No utilice un eliminador de burbujas químico (eliminador
–
de tensiones) con los objetos de cera
– Mezcle el material de revestimiento (Precaución: el
material de revestimiento contiene polvo de cuarzo, por lo
que se debe evitar su inhalación).
– Utilice instrumental apropiado para revestir con mayor
precisión las cavidades.Asegúrese de no dañar los
márgenes delicados de la cera.
– Con cuidado rellene el cilindro con el material de revesti-
miento hasta la señal en el cilindro de silicona.
– Coloque la tapa superior del cilindro con un movimiento
batiente para permitir que salga el aire atrapado a través
del orificio.
– Permita que el cilindro de revestimiento se asiente sin
manipularlo.
Proporción de mezcla del material de
revestimiento
Liquido :
Agua destilada
IPS PressVEST
(300 g)
IPS PressVEST
Speed (300 g)
Diente individual y
estructuras de puentes
Diente individual y
estructuras de puentes
39 ml : 27 ml
48 ml : 33 ml
ngulo de 90º. Evite que entren residuos de material en los
á
ebederos y si fuera necesario, límpielos con aire.
b
iempo de
T
fraguado
Temperatura de precalentamiento del
orno después de
h
colocar el cilindro
e revestimiento
d
osición del cilindro
P
de revestimiento en
el horno de preca-
entamiento
l
Pastillas IPS e.max
ZirPres o IPS Inline
PoM
IPS pistón monouso
300 g
Tiempo de mantenimiento de la temperatura final de
850° C
IPS PressVEST
ín. 60 min.
m
(máx. 24 horas)
temperatura
ambiente (máx.
elocidad de calen-
v
tamiento 5ºC/min)
n la parte de atrás,
e
con la apertura
hacia abajo
sin precalentamiento
sin precalentamiento
mín. 90 min.
IPS PressVEST Speed
ín. 30 min. /
m
máx. 45 min.
50 °C
8
n la parte de atrás,
e
con la apertura
hacia abajo
sin precalentamiento
sin precalentamiento
mín. 90 min.
Aviso: Si se tienen que realizar varios cilindros con revestimientos Speed, éstos se deberán revestir consecutivamente y
colocar en el horno de precalentamiento con un intervalo de
aproximadamente 20 minutos, asegurándose de que la temperatura del horno no descienda en exceso cuando se coloquen los cilindros en el mismo. Los tiempos de mantenimiento indicados cuentan desde que se vuelve a alcanzar de
nuevo la temperatura de precalentamiento.
Calentamiento previo
Después del tiempo de fraguado estipulado del material de
revestimiento correspondiente (IPS PressVEST o IPS PressVEST
Speed), el cilindro de revestimiento se prepara de la siguiente
manera para el precalentamiento:
– Retire el calibre y la base del cilindro con un movimiento
circular.
– Saque con cuidado el cilindro de revestimiento del aro de
silicona
– Elimine los restos rugosos de la superficie inferior del cilin-
dro de revestimiento con un cuchillo para yeso. Revise el
Inyección
Lleve a cabo los siguiente pasos preparatorios antes de que
haya finalizado el ciclo de precalentamiento del cilindro de
revestimiento:
– Conecte y precaliente el horno de inyección con anteriori-
dad y tenga en cuenta los parámetros para el sistema de
cilindro de revestimiento IPS 300 g.
– Utilice un pistón monouso IPS Cold (sin precalentamiento).
– Utilice pastillas cold (sin precalentamiento) del color
requerido y tómelos con las pinzas de pastillas IPS
Selección de pastillas
– Se deben utilizar 3 ó 6 pastillas por cada ciclo de inyección.
– Con IPS InLine PoM se utilizan sólo pastillas pequeñas o
sólo pastillas grandes por cada capa.
IPS e.max ZirPress
Número de pastillas
Peso de la cera
3 pastillas
max. 2,2 g
6 pastillas
max. 5,1 g
15
Page 16

PS InLine PoM
I
Número de 3x 6x 3x 6x 3x XS +
astillas XS XS SS3x S
p
eso de la cera max. max. max. max. max.
P
espués de finalizar el ciclo de precalentamiento retire el cilin-
D
1,4 g 3,0 g 2,1 g 5,1 g 4,1 g
dro de revestimiento del horno de precalentamiento. Este paso
debe durar como máx. 1 min. para evitar que el cilindro se
enfríe demasiado.
– Coloque las pastillas sin precalentar en el cilindro de reves-
timiento caliente, ayudándose con las pinzas de pastillas IPS.
– Coloque el pistón monouso IPS en el cilindro de revesti-
miento caliente.
– Sitúe el cilindro de revestimiento completo en el centro del
horno de inyección caliente, ayudándose de las pinzas de
revestimiento.
– El programa de inyección seleccionado se inicia pulsando
“START”.
– Una vez finalizado el ciclo de inyección, se retira inmedia-
tamente el cilindro de revestimiento colocándolo sobre una
rejilla de enfriamiento.
Sistema de cilindro de inyección IPS 300 g
Número máximo de pastillas
Pastillas IPS e.max ZirPress o
IPS Inline PoM
IPS piston monouso 300 g
6 pastillas
sin precalentar
sin precalentar
Parámetros de inyección para IPS e.max ZirPress
(por favor, tenga en cuenta los parámetros de su horno de inyección!)
Hornos de B tÀ T HV
inyección °C °C/min °C min °C °C
EP500 (V2.9) 700 60 940 40 500 940
EP600 /
EP600 Combi
EP 3000 700 60 930 40 500 930
EP 5000 700 60 930 40 500 930
16
700 60 930 40 500 930
1V2
Progr.
31-51
250
µm/min
250
µm/min
250
µm/min
arámetros de inyección para IPS Inline PoM
P
(por favor, tenga en cuenta los parámetros de su horno de inyección!)
orno de
H
inyección °C °C/min °C min °C °C
P500 (V2.9) 700 60 960 40 500 960
E
P600 /
E
EP600 Combi
P 3000 700 60 950 40 500 950
E
EP 5000 700 60 950 40 500 950
tÀ T HV
B
700 60 950 40 500 950
Eliminación del revestimiento
Una vez que el cilindro de revestimiento ha alcanzado la temperatura ambiente (aprox. 60 minutos), se retira el revestimiento de la siguiente forma:
– Marque la longitud del pistón sobre el cilindro de revesti-
miento ya frío.
– Separe el cilindro de revestimiento con discos. Este punto
de rotura predeterminado, permite una separación fiable
de la parte donde se encuentran los objetos inyectados
con cerámica, de la zona sin material de inyección.
– Rompa el cilindro de revestimiento por esa zona, con la
ayuda de un cuchillo para yeso.
– Utilice siempre perlas de pulido (brillo) para retirar el re-
vestimiento de los objetos inyectados (tanto las zonas más
bastas como las más próximas a los objetos inyectados).
No utilice Al2O3en ningún caso. La retirada de revesti-
miento basta se realiza con 4 bar de presión. La retirada
de revestimiento cerca de los objetos se realiza con 2 bar
de presión.
– Tenga en cuenta la dirección y distancia del arenado para
evitar dañar los márgenes del trabajo durante la retirada
de revestimiento.
Aviso
Para las restauraciones de tramo largo…
– Se recomienda cortar los bebederos mientras que la
restauración está todavía en el cilindro de revestimiento,
con la finalidad de liberar
tensiones antes de la
eliminación final de
revestimiento.
– Asegúrese de no dañar la
A
restauración, si corta varios
bebederos.
Fecha de elaboración de estas Instrucciones de
uso: 09/2008
Fabricante
Ivoclar Vivadent AG, FL-9494 Schaan / Liechtenstein
El material ha sido fabricado para uso dental y debe manipularse según instrucciones de uso.
El fabricante no se hace responsable de los daños ocasionados por otros usos o una
manipulación indebida. Además, el usuario está obligado a comprobar, bajo su propia responsabilidad, antes de su uso si el material es apto para los fines previstos, sobre todo si éstos no
figuran en las instrucciones de uso.
1V2
A
Progr.
1-51
3
0
5
µm/min
50
µm/min
50
µm/min
Page 17

Português
Instruções de Uso
escrição do Produto
D
O Sistema IPS de Anel de Revestimento de 300g representa a
ais recente geração de anel de revestimento para a tecnologia
m
de INJEÇÃO. Ele pode ser usado para a injeção sobre estruturas
de grandes pontes-fixas, bem como para a injeção sobre várias
e pequenas restaurações, através de um único passo de
trabalho. Este Sistema de Anel de Revestimento é perfeitamente
compatível com as pastilhas de injeção e com os fornos de
injeção da Ivoclar Vivadent.
Indicações
– IPS e.max ZirPress
• Injeção sobre estruturas de óxido de zircônio para
pontes-fixas com até 10 elementos (dependendo das
dimensões do arco dental).
• Injeção sobre várias e pequenas estruturas de óxido de
zircônio.
– IPS Inline PoM
• Injeção sobre estruturas fabricadas com uma liga
cerâmica para pontes-fixas com até 10 elementos
(dependendo das dimensões do arco dental).
• Injeção sobre várias e pequenas estruturas fabricadas
com uma liga cerâmica.
Limitações de uso
– Fundição de ligas metálicas.
– Todas as aplicações que não sejam explicitamente aprova-
das como indicações corretas.
Forma de Apresentação
– IPS Investment Ring System 300 g – Starter Kit
1x Ring base 300 g
1x Ring gauge 300 g
1x IPS Silicone Ring 300 g
1x IPS Ingot Tongs
1x IPS Sprue Guide 300 g
10x IPS One-Way-Plunger 300 g
Os componentes também estão disponíveis de modo individual.
Nota geral
– Somente pastilhas da mesma cor podem ser processadas
em um ciclo de injeção.
– A falha de observação nas estipuladas contra-indicações e
nas instruções de processamento pode comprometer os
resultados da injeção.
ós recomendamos os seguintes procedimentos para a
N
determinação precisa do peso da cera:
Pesar a estrutura (com a camada de reação/opaco).
–
– Pesar o IPS ring base de 300g (selar a abertura da base de
anel com cera).
Posicionar a restauração delineada sobre a base de anel e
–
fixá-la com cera. Pesar novamente.
O peso da cera da restauração delineada poderá ser calcu-
–
lado deduzindo o peso da base de anel e o peso da estrutura do peso total da cera.
Para a colocação dos sprues, as seguintes normas devem ser
observadas:
Pontes
3–4 mm
mín . 3 mm,
máx. 12 mm
máx. 16 mm
Na parte mais
grossa da cero-
plastia; nos pônti-
cos e em cada ele-
mento da ponte
axial
45–60°
Arredondado e
ligeiramente afila-
do; sem cantos e
ângulos agudos
min. 3 mm
min. 10 mm
(Checar com o
IPS Sprue Guide)
Diâmetro do fio de
cera
Comprimento do fio
de cera
Comprimento do fio
de cera, incluindo o
objeto
Ponto de fixação no
objeto de cera
Ângulo do sprue em
relação ao objeto
Ângulo para colocação do sprue na
base do anel de
revestimento
Configuração dos
pontos de fixação
Distância entre os
objetos
Distância do
IPS Silicone Ring
Coroas unitárias
3 mm
mín. 3 mm,
máx. 12 mm
máx. 16 mm
Na parte mais
grossa da
ceroplastia
axial
45–60°
Arredondado e
ligeiramente afila-
do; sem cantos e
ângulos agudos
min. 3 mm
min. 10 mm
(Checar com o
IPS Sprue Guide)
Instruções de Uso
Colocação dos sprues
Sempre posicionar os sprues na direção do escoamento da
cerâmica e na parte mais grossa da ceroplastia, para permitir o
livre escoamento do viscoso material cerâmico, durante o processo de injeção.
Nota:
O registro (marcação) da posição da restauração nos anéis,
facilita a subseqüente desinclusão.
17
Page 18

ncluindo
I
A inclusão é realizada com os revestimentos IPS PressVEST
p.ex., durante a noite) ou IPS PressVEST Speed. Por favor, con-
(
sultar as Instruções de Uso do correspondente revestimento
para os respectivos parâmetros de processamento. Os seguin-
es procedimentos básicos devem ser obedecidos:
t
– Não aplicar "debubblizer" aos objetos de cera.
Misturar o revestimento (Cuidado: O revestimento contém
–
pó de quartzo.Assim, a inalação do pó deve ser evitada).
– Usar um instrumento adequado para a fina inclusão da
cavidade.Tomar cuidado para não danificar as delicadas
margens de cera.
– De modo cuidadoso, posicionar o IPS Silicone Ring 300 g
sobre a IPS Ring Base 300 g, sem danificar os objetos de
cera. O anel de silicone deve ser assentado e adaptado
sobre a base de anel do revestimento.
– Em seguida, preencher o anel com revestimento até a mar-
cação do anel de silicone. Posicionar o anel calibrador com
um movimento giratório para permitir que o ar aprisionado
possa escapar através do excêntrico orifício.
– Deixar o revestimento tomar presa, evitando qualquer
manipulação do anel de revestimento.
Proporção de mistura do revestimento
Liquid :
Água destilada
IPS PressVEST
(300 g)
IPS PressVEST
Speed (300 g)
Estruturas unitárias e
estruturas de pontes
Estruturas unitárias e
estruturas de pontes
39 ml : 27 ml
48 ml : 33 ml
ngularidade de 90º. Não deve restar resíduos de revesti-
a
ento no interior dos sprues. Se necessário, usar o jato de
m
ar.
IPS PressVEST Speed
ín. 30 min. /
m
máx. 45 min.
850 °C
Próximo da parede
posterior, inclinado
com a abertura
e
voltada para baixo.
Não preaquecer
Não preaquecer
mín. 90 min.
empo de presa
T
Temperatura do
orno de preaqueci-
f
mento para a colo-
ação do anel de
c
revestimento
Posição do anel de
revestimento no
orno de preaqueci-
f
mento
Pastilhas IPS e.max
ZirPress ou
IPS Inline PoM
Haste de êmbolo
IPS One-WayPlunger 300 g
Tempo de manutenção na temperatura final de 850°C
IPS PressVEST
ín. 60 min.
m
(máx. 24 horas)
Temperatura
mbiente (máx. taxa
a
de aquecimento
°C/min.)
5
Próximo da parede
posterior, inclinado
com a abertura
e
voltada para baixo.
Não preaquecer
Não preaquecer
mín. 90 min.
Nota:
Se vários revestimentos Speed devem ser conduzidos, eles
podem ser incluídos em tempos diferentes e colocados no
forno de preaquecimento com intervalos de aproximadamente
20 minutos. Quando colocar os anéis no forno de preaquecimento, tomar cuidado para que a temperatura do forno não
sofra acentuada queda. O indicado tempo de manutenção
começa quando a temperatura de preaquecimento é
alcançada.
Preaquecendo
Após o estipulado tempo de presa do respectivo revestimento
(IPS PresVEST ou IPS PresVEST Speed), o anel (cilindro) de
revestimento é preparado para o preaquecimento da forma
seguinte:
– Remover o anel calibrador e a base de anel com um
movimento de rotação.
– De modo cuidadoso, empurrar o anel de revestimento
para fora do IPS Silicone Ring.
– Com uma faca de gesso, remover as irregularidades da
superfície inferior do anel de revestimento. Checar a
18
Injetando
Antes do ciclo de preaquecimento, devem ser efetuados os
seguintes passos preparatórios para possibilitar a injeção:
– Ligar e preaquecer o forno de injeção no devido tempo.
Levar em conta os parâmetros especiais de injeção para
o Sistema IPS de Anel de Revestimento de 300 g.
– Providenciar uma fria haste de êmbolo IPS One-Way-
Plunger.
– Providenciar frias pastilhas da cor requerida, que podem
ser selecionadas com o auxílio das IPS Ingot Tongs.
Seleção das pastilhas
–3–6 pastilhas sempre devem usadas em cada ciclo de injeção
– com IPS InLine PoM, apenas pastilhas pequenas ou apenas
pastilhas grandes devem ser usadas em cada camada.
IPS e.max ZirPress
Número de pastilhas
Peso da cera
3 pastilhas
max. 2,2 g
6 pastilhas
max. 5,1 g
Page 19

PS InLine PoM
I
Número de 3x 6x 3x 6x 3x XS +
astilhas XS XS SS3x S
p
eso da cera max. max. max. max. max.
P
1,4 g 3,0 g 2,1 g 5,1 g 4,1 g
Após o término do ciclo de preaquecimento, imediatamente
remover o anel de revestimento do forno de preaquecimento.
Tenha certeza de executar estes passos em tempo não superior
a 1 minuto, para evitar que o anel de revestimento sofra um
esfriamento muito acentuado.
– Colocar as pastilhas frias no quente anel de revestimento,
usando as IPS Ingot Tongs (pinças de revestimento).
– Colocar a haste de êmbolo IPS One-Way-Plunger no
quente anel de revestimento.
– Usando pinças de revestimento, colocar o completado anel
de revestimento no centro do quente forno de injeção.
– Pressionar ¨START¨ para iniciar o programa de injeção que
foi selecionado.
– Após o término do ciclo de injeção, imediatamente remo-
ver o anel de revestimento do forno e colocar sobre uma
grade de esfriamento.
Sistema IPS de Anel de Revestimento de 300 g
Número máximo de pastilhas
PastilhasIPS e.max ZirPress ou
IPS Inline PoM
IPS One-Way-Plunger 300 g
6 pastilhas
pastilhas frias
haste de êmbolo fria
Parâmetros de Injeção para IPS e.max ZirPress
(favor observar os parâmetros para seu forno de injeção !)
Fornos de B tÀ T HV
Injeção °C °C/min °C min °C °C
EP500 (V2.9) 700 60 940 40 500 940
EP600 /
EP600 Combi
EP 3000 700 60 930 40 500 930
EP 5000 700 60 930 40 500 930
700 60 930 40 500 930
1V2
A
Progr.
31-51
250
µm/min
250
µm/min
250
µm/min
arâmetros de Injeção para IPS InLine PoM
P
(favor observar os parâmetros para seu forno de injeção !)
ornos de
F
Injeção °C °C/min °C min °C °C
P500 (V2.9) 700 60 960 40 500 960
E
P600 /
E
EP600 Combi
P 3000 700 60 950 40 500 950
E
EP 5000 700 60 950 40 500 950
tÀ T HV
B
700 60 950 40 500 950
1V2
A
Progr.
1-51
3
5
µm/min
50
µm/min
50
µm/min
Eliminando o revestimento
Após o esfriamento até a temperatura ambiente (aprox.
60 minutos), desincluir da seguinte forma:
– Marcar o comprimento da haste de êmbolo no anel de
revestimento frio.
– Com um disco, aprofundar esta marca no cilindro de
revestimento. Esta pré-determinada zona de ruptura
possibilita a separação segura entre a haste de êmbolo
e a cerâmica injetada.
– Com uma faca de gesso, quebrar o anel de revestimento,
através da zona de ruptura pré-determinada.
– Empregar somente pérolas de vidro para polimento para
desinclusão (grossa e fina). Nunca utilizar Al
estes procedimentos. Para a remoção mais grosseira do
2O3
para
revestimento deve ser empregado 4 bar (60 psi) de
pressão, enquanto que, para a remoção final do revestimento, deve ser empregado 2 bar (30 psi) de pressão.
– Durante o processo de desinclusão, o jateamento deve ser
efetuado respeitando apropriada distância e correta
direção, para não danificar as margens do objeto.
Nota
Para grandes pontes-fixas, ...
– é recomendado cortar os sprues enquanto a restauração
ainda estiver no anel de
revestimento, com o intuito
de aliviar as tensões, antes
da desinclusão final.
– tomar cuidado para não
danificar a restauração,
quando forem cortados os
vários sprues.
Data de elaboração destas Instruções de Uso
09/2008
Fabricante
Ivoclar Vivadent AG, FL-9494 Schaan / Liechtenstein
Este material foi fabricado somente para uso dental e deve ser manipulado de acordo com as
Instruções de Uso. O fabricante não é responsável pelos danos causados por outros usos ou
por manipulação incorreta. Além disto, o usuário está obrigado a comprovar, antes do emprego e sob sua responsabilidade, se este material é compatível com a utilização desejada, principalmente quando esta utilização não está indicada nestas Instruções de Uso. Descrições e
dados não constituem nenhum tipo de garantia e, por isto, não possuem qualquer vinculação.
0
19
Page 20

Ivoclar Vivadent – worldwide
Ivoclar Vivadent AG
Bendererstrasse 2
L-9494 Schaan
F
Liechtenstein
Tel. +423 235 35 35
Fax +423 235 33 60
www.ivoclarvivadent.com
voclar Vivadent Pty. Ltd.
I
– 5 Overseas Drive
1
P.O. Box 367
Noble Park, Vic. 3174
ustralia
A
el. +61 3 979 595 99
T
Fax +61 3 979 596 45
www.ivoclarvivadent.com.au
Ivoclar Vivadent GmbH
remschlstr. 16
B
Postfach 223
A-6706 Bürs
Austria
Tel. +43 5552 624 49
Fax +43 5552 675 15
www.ivoclarvivadent.com
Ivoclar Vivadent Ltda.
Rua Geraldo Flausino Gomes,
78 – 6.º andar Cjs. 61/62
Bairro: Brooklin Novo
CEP: 04575-060 São Paulo – SP
Brazil
Tel. +5511 5102 2020
Fax. +5511 5102 4704
www.ivoclarvivadent.com
Ivoclar Vivadent Inc.
2785 Skymark Avenue, Unit 1
Mississauga
Ontario L4W 4Y3
Canada
Tel. +1 905 238 5700
Fax +1 905 238 5711
www.ivoclarvivadent.us.com
Ivoclar Vivadent Marketing Ltd.
Rm 603 Kuen Yang
International Business Plaza
No. 798 Zhao Jia Bang Road
Shanghai 200030
China
Tel. +86 21 5456 0776
Fax. +86 21 6445 1561
www.ivoclarvivadent.com
Ivoclar Vivadent Marketing Ltd.
Calle 134 No. 7-B-83, Of. 520
ogotá
B
Colombia
Tel. +57 1 627 33 99
Fax +57 1 633 16 63
www.ivoclarvivadent.com
voclar Vivadent SAS
I
.P. 118
B
F-74410 Saint-Jorioz
France
el. +33 450 88 64 00
T
ax +33 450 68 91 52
F
www.ivoclarvivadent.fr
Ivoclar Vivadent GmbH
Dr.Adolf-Schneider-Str. 2
-73479 Ellwangen, Jagst
D
Germany
Tel. +49 (0) 79 61 / 8 89-0
Fax +49 (0) 79 61 / 63 26
www.ivoclarvivadent.de
Ivoclar Vivadent Marketing Ltd.
(Liasion Office)
503/504 Raheja Plaza
15 B Shah Industrial Estate
Veera Desai Road, Andheri( West)
Mumbai, 400 053
India
Tel. +91 (22) 2673 0302
Fax. +91 (22) 2673 0301
www.ivoclarvivadent.com
Ivoclar Vivadent s.r.l. & C. s.a.s
Via Gustav Flora, 32
39025 Naturno (BZ)
Italy
Tel. +39 0473 67 01 11
Fax +39 0473 66 77 80
www.ivoclarvivadent.it
Ivoclar Vivadent K.K.
1-28-24-4F Hongo
Bunkyo-ku
Tokyo 113-0033
Japan
Tel. +81 3 6903 3535
Fax +81 3 5844 3657
www.ivoclarvivadent.co.jp
Ivoclar Vivadent S.A. de C.V.
Av. Mazatlán No. 61, Piso 2
ol. Condesa
C
06170 México, D.F.
Mexico
Tel. +52 (55) 5062-1000
Fax +52 (55) 5062-1029
www.ivoclarvivadent.com.mx
voclar Vivadent Ltd
I
12 Omega St,Albany
PO Box 5243 Wellesley St
uckland, New Zealand
A
el. +64 9 914 9999
T
Fax +64 9 630 61 48
www.ivoclarvivadent.co.nz
Ivoclar Vivadent
olska Sp. z.o.o.
P
ul. Jana Pawla II 78
PL-01-501 Warszawa
Poland
Tel. +48 22 635 54 96
Fax +48 22 635 54 69
www.ivoclarvivadent.pl
Ivoclar Vivadent Marketing Ltd.
Derbenevskaja Nabereshnaja 11W
115114 Moscow
Russia
Tel. +7495 913 66 16
Fax +7495 913 66 15
www.ivoclarvivadent.ru
Ivoclar Vivadent Marketing Ltd.
171 Chin swee road
#02-01 San centre
Singapore 169877
Tel. +65 6535 6775
Fax +65 6535 4991
www.ivoclarvivadent.com
Ivoclar Vivadent S.A.
c/Emilio Muñoz, 15
Esquina c/Albarracín
E-28037 Madrid
Spain
Tel. + 34 91 375 78 20
Fax + 34 91 375 78 38
www.ivoclarvivadent.com
Ivoclar Vivadent AB
Dalvägen 14
-169 56 Solna
S
Sweden
Tel. +46 8 514 93 930
Fax +46 8 514 93 940
www.ivoclarvivadent.se
voclar Vivadent Liaison Office
I
hi Evran Caddesi No 1
A
Polaris Is Merkezi Kat: 7
80670 Maslak
stanbul
I
urkey
T
Tel. +90 212 346 04 04
Fax +90 212 346 04 24
www.ivoclarvivadent.com.tr
voclar Vivadent UK Limited
I
Ground Floor Compass Building
Feldspar Close
Warrens Business Park
Enderby
Leicester LE19 4SE
United Kingdom
Tel. +44 116 284 78 80
Fax +44 116 284 78 81
www.ivoclarvivadent.co.uk
Ivoclar Vivadent, Inc.
175 Pineview Drive
Amherst, N.Y. 14228
USA
Tel. +1 800 533 6825
Fax +1 716 691 2285
www.ivoclarvivadent.us.com
Printed in Liechtenstein
© Ivoclar Vivadent AG,Schaan, Liechtenstein
615114/1008/WE1/H
 Loading...
Loading...