

Page 1
Contents: Advanced course TNC 4xx
Conventional Programming
No.
1
2
3
4
5
6
7
8
9
10
11
12
13
Title
Drilling
Two rows of holes
Irregular drilling pattern, 3 tools
Linear hole pattern
Linear offset hole pattern
Four double bolt hole circles, 3 tools
Large drilled plate
2D Milling
Loading frame
Free Contour Programming
FK Telephone
FK Dumbbell
FK Hammer basic
FK Mickey Mouse basic
FK Comb, basic, uncorrected
FK Comb first original, then mirrored in Y
PGM-No.
7280
7153
7109
7426
7139
7411
72810
75103
75116
75119
71750
75108
75122
HEIDENHAIN
Advanced course TNC 4xx
D08
IH1
Page 2
Contents: Advanced course TNC 4xx
No.
14
15
16
17
18
19
20
21
22
23
24
25
Title
3D Milling
Toggle joint, 1 tool
Toggle joint, 2 tools
Truncated cone, standing, 2D, external, horizontal
Truncated cone, standing, 3D, external
Truncated cone, internal, 3D, basic
Truncated cone, internal, 3D, from solid block
Hemisphere, internal, 2D, horizontal
Hemisphere, internal, 2D, horiz. with pockets
Hemisphere, external, 2D, horizontal
Hemisphere, external, 3D, vertical, 1 cut
Hemisphere, external, 3D, vertical, 2 cuts
Threadmilling in three steps, 2 settings
PGM-No.
761260
761261
7162
7282
7283
7284
7322
7323
72841
76130
76131
7164
Q-Parameter Programming
No.
Title
Milling
26
27
28
Milling a contour with several Z-settings
Finish milling rectangular pocket
Milling cylindrical pins
Drilling
29
30
31
32
1 Simple bolt hole circle
6 Bolt hole circles, 1 tool
6 Bolt hole circles, 3 tools, 3 cycles
Linear hole pattern
PGM-No.
7285
7286
7288
7416
74160
74161
746910
HEIDENHAIN
Advanced course TNC 4xx
C08
IH2
Page 3
60
45
15
Task:
➀
➁
Two rows of holes
Max
Program(s):
Max
5
Min
0
0
Program layout:
Conventional
preparation
25
30
➀
50
45
658570
90
100
BLK FORM
TOOL DEF
TOOL CALL 1 Z S3000
CYCL DEF 1.0 PECKING
L X . . . Y . . . R0 F9999 M3
L Z . . .
CALL LBL 1
L X . . . Y . . .
L Z . . .
Min
30
20
0
Workpiece blank
First tool call
Pecking cycle
Pre-position
Pre-position
➁
Retract tool, end
SPGM 1
HEIDENHAIN
Advanced course TNC 4xx
CALL LBL 1
L Z . . . M2
LBL 1
L IX+20 M99
CALL LBL 1 REP 3/3
LBL 0
C04
7280/1
Page 4
Solution:
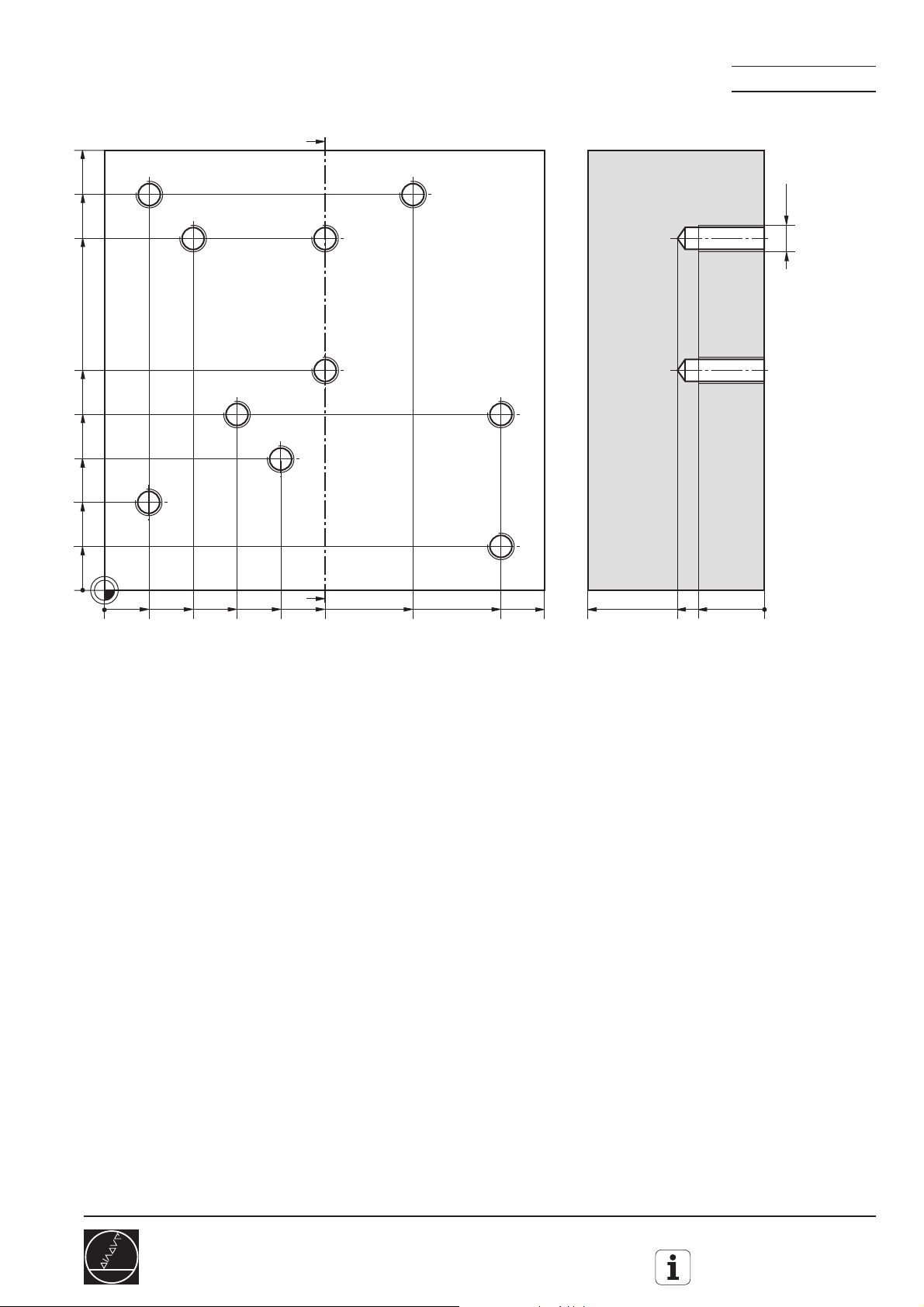
Two rows of holes
Main program
60
➀
45
➁
15
Min
0
0
0 BEGIN PGM 7280 MM
1 .................................................................................
2 BLK FORM 0.1 Z X+0 Y+0 Z-30
3 BLK FORM 0.2 X+100 Y+60 Z+0
4 TOOL DEF 1 L+0 R+2,5
5 TOOL CALL 1 Z S3000
6 CYCL DEF 1.0 PECKING
7 CYCL DEF 1.1 SET UP -2
8 CYCL DEF 1.2 DEPTH -22
9 CYCL DEF 1.3 PECKG -10
10 CYCL DEF 1.4 DWELL 0
11 CYCL DEF 1.5 F150
25
30
45
50
658570
Max
90
Max
Min
20
30
100
TWO ROWS OF HOLES
5
0
Retract tool, end
SPGM 1
12 L X+5 Y+45 R0 F9999 M3
13 L Z+2
14 CALL LBL 1
15 L X+10 Y+15
16 CALL LBL 1
17 L Z+20 R0 F9999 M2
18 LBL 1
19 L IX+20 F9999 M99
20 CALL LBL 1 REP 3/3
21 LBL 0
22 END PGM 7280 MM
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C04
7280/2
Page 5
100
Task:
Irregular drilling pattern,
with 3 tools and 3 cycles
Program(s):
90
80
50
40
30
30
20
10
M6
0
0
10
20
30
40
50
70
90
100
40
20
15
0
Tools: • NC-center drill
• Twist drill
•Tap
HEIDENHAIN
Advanced course TNC 4xx
C04 7153/1
Page 6
Program layout: Irregular drilling pattern,
with 3 tools and 3 cycles
Preparation
Process
Center
Pecking
Tapping
BLK FORM
TOOL DEF
TOOL 1 . . .
L Z . . . . . . . . . . M6
CYCL DEF,
DEPTH = PECKG
CALL LBL 1
STOP M6
TOOL 2 . . .
CYCL DEF,
DEPTH ≠ PECKG
CALL LBL 1
STOP M6
TOOL 3 . . .
CYCL DEF
Workpiece blank
Tool list
First tool call
Tool change
Pecking cycle
Call drilling pattern
Tool change
Pecking cycle
Call drilling pattern
Tool change
Tapping cycle
Retract tool, end
Drilling pattern,
SPGM 1
CALL LBL 1
L Z . . . M2
LBL 1
L X . . . Y . . .
L Z . . . M89
L X . . . Y . . .
L X . . . Y . . . M99
L Z . . .
L X . . . Y . . .
Call drilling pattern
1st position lower left
Setup clearance
and modal cycle call
Further hole positions:
automatic
Further hole positions:
Cycle call by block
Tool change position
LBL 0
HEIDENHAIN
Advanced course TNC 4xx
C04
7153/2
Page 7
Program layout: Use of Q-parameter for
irregular drilling pattern
BLK- FORM
Center
Pecking
Tapping
TOOL DEF 1 L0 R3,5
TOOL CALL . . .
Q1 = +2
Q2 = +3
CYCL DEF . . . PECKING
SET UP -Q1
DEPTH -Q2 . . .
CALL LBL 1
TOOL DEF 2 L0 R2,5
TOOL CALL . . .
Q2 = 20
CALL LBL 1
TOOL DEF 3 L0 R3,0
TOOL CALL . . .
Q1 = 6
Q2 = 15
CYCL DEF . . . TAPPING
SET UP -Q1
DEPTH -Q2 . . .
Set up
Depth
Cycle type stays the
same!
Retract tool, end
Drilling pattern,
SPGM
HEIDENHAIN
Advanced course TNC 4xx
CALL LBL 1
L Z100 M2
LBL 1
L X . . . Y . . . R0 F9999 M3
L ZQ1 M89
L X . . . Y . . .
L X . . . Y . . . M99
L Z50
LBL 0
C04
Return jump
G7
Page 8
Solution:
Irregular drilling pattern,
with 3 tools and 3 cycles
100
Main program
90
80
50
40
30
30
20
10
0
0
0 BEGIN PGM 7153 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3,5 ...........................................
4 TOOL DEF 2 L+0 R+2,5 ...........................................
5 TOOL DEF 3 L+0 R+3 ..............................................
10
20
30
40
50
70
90
40
100
NC-CENTER DRILL
TWIST DRILL
TAP
20
15
M6
0
Center
Pecking
Tapping
6 TOOL CALL 1 Z S800 ..............................................
7 L Z+100 R0 F9999 M6..............................................
8 CYCL DEF 1.0 PECKING
9 CYCL DEF 1.1 SET UP -2
10 CYCL DEF 1.2 DEPTH -2
11 CYCL DEF 1.3 PECKG -2
12 CYCL DEF 1.4 DWELL 0
13 CYCL DEF 1.5 F200
14 CALL LBL 1 ..............................................................
15 STOP M6 .................................................................
16 TOOL CALL 2 Z S500 ..............................................
17 CYCL DEF 1.0 PECKING
18 CYCL DEF 1.1 SET UP -2
19 CYCL DEF 1.2 DEPTH -20
20 CYCL DEF 1.3 PECKG -10
21 CYCL DEF 1.4 DWELL 0
22 CYCL DEF 1.5 F100
23 CALL LBL 1 ..............................................................
24 STOP M6 .................................................................
25 TOOL CALL 3 Z S500 ..............................................
26 CYCL DEF 2.0 TAPPING
27 CYCL DEF 2.1 SET UP -2
28 CYCL DEF 2.2 DEPTH -15
29 CYCL DEF 2.3 DWELL 0
30 CYCL DEF 2.4 F500
31 CALL LBL 1 ..............................................................
NC-CENTER DRILL
TOOL CHANGE
CALL DRILLING PATTERN
TOOL CHANGE
TWIST DRILL
CALL DRILLING PATTERN
TOOL CHANGE
TAP
CALL DRILLING PATTERN
Retract tool, end
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
32 L Z+100 M2
7153/3C01
Page 9

Solution:
Irregular drilling pattern,
with 3 tools and 3 cycles
SPGM 1,
Drilling pattern
33 LBL 1
34 L X+10 Y+20 R0 F9999 M13
35 L Z+2 M89 ................................................................
36 L X+40 Y+30
37 L X+90 Y+10
38 L Y+40
39 L X+50 Y+80
40 L Y+50
41 L X+30 Y+40
42 L X+20 Y+80
43 L X+10 Y+90
44 L X+70 M99 .............................................................
45 L Z+100 M9 ..............................................................
46 L X-20 Y-20
47 LBL 0
48 END PGM 7153 MM
FIRST MODAL CYCLE CALL
LAST CYCLE CALL BY BLOCK
TOOL CHANGE POSITION
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C01
7153/4
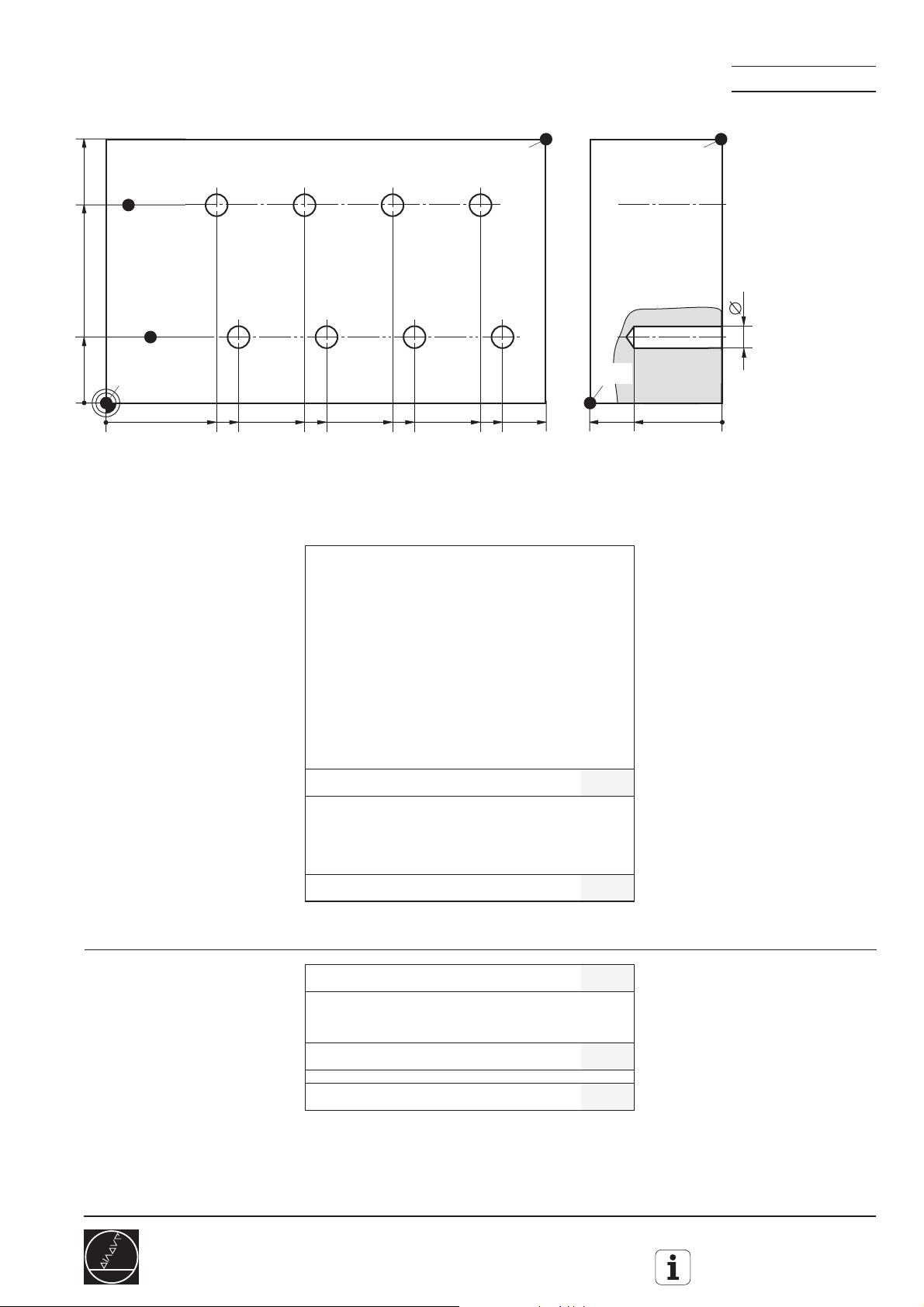
Page 10
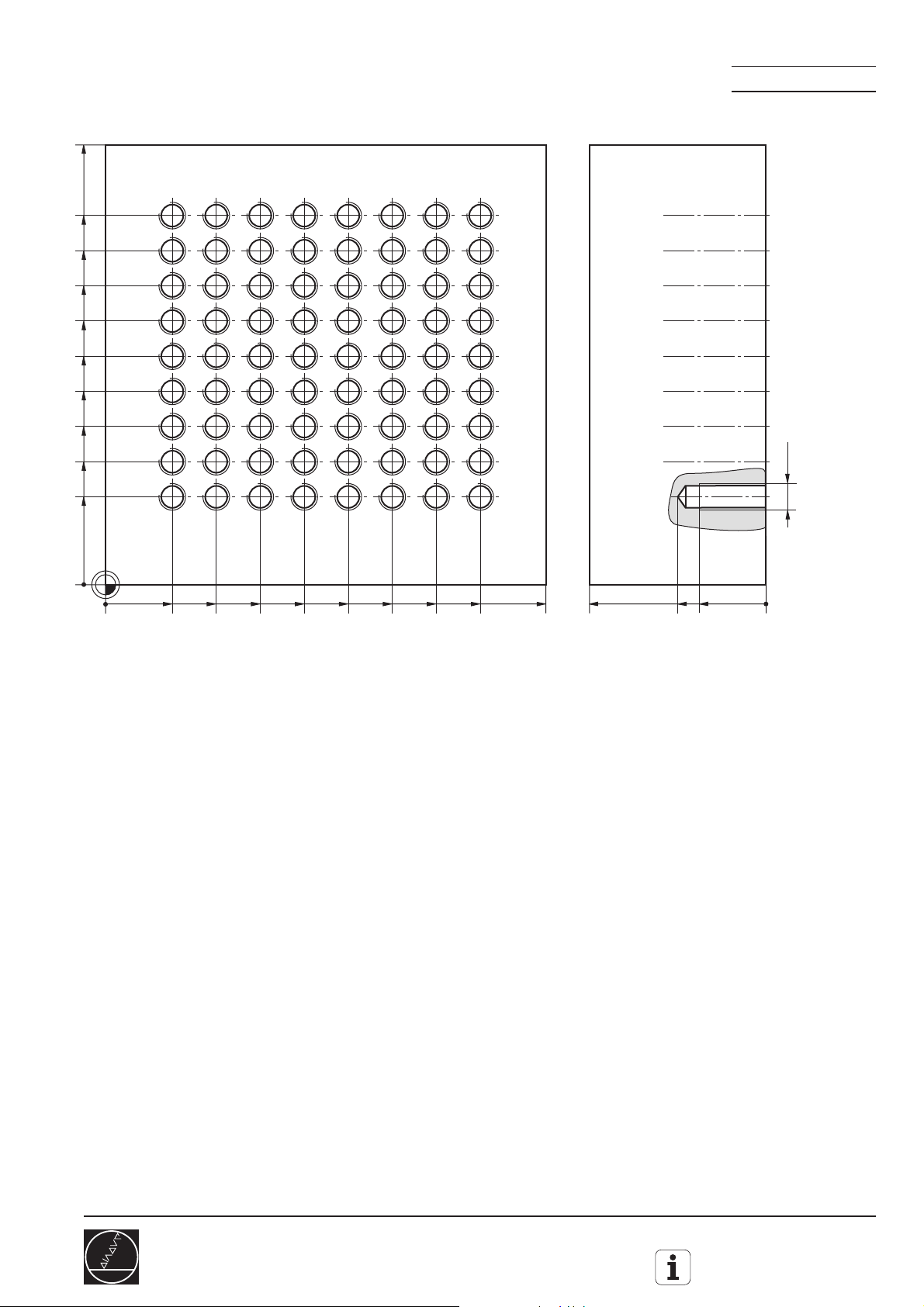
100
84
76
68
60
52
44
36
Task:
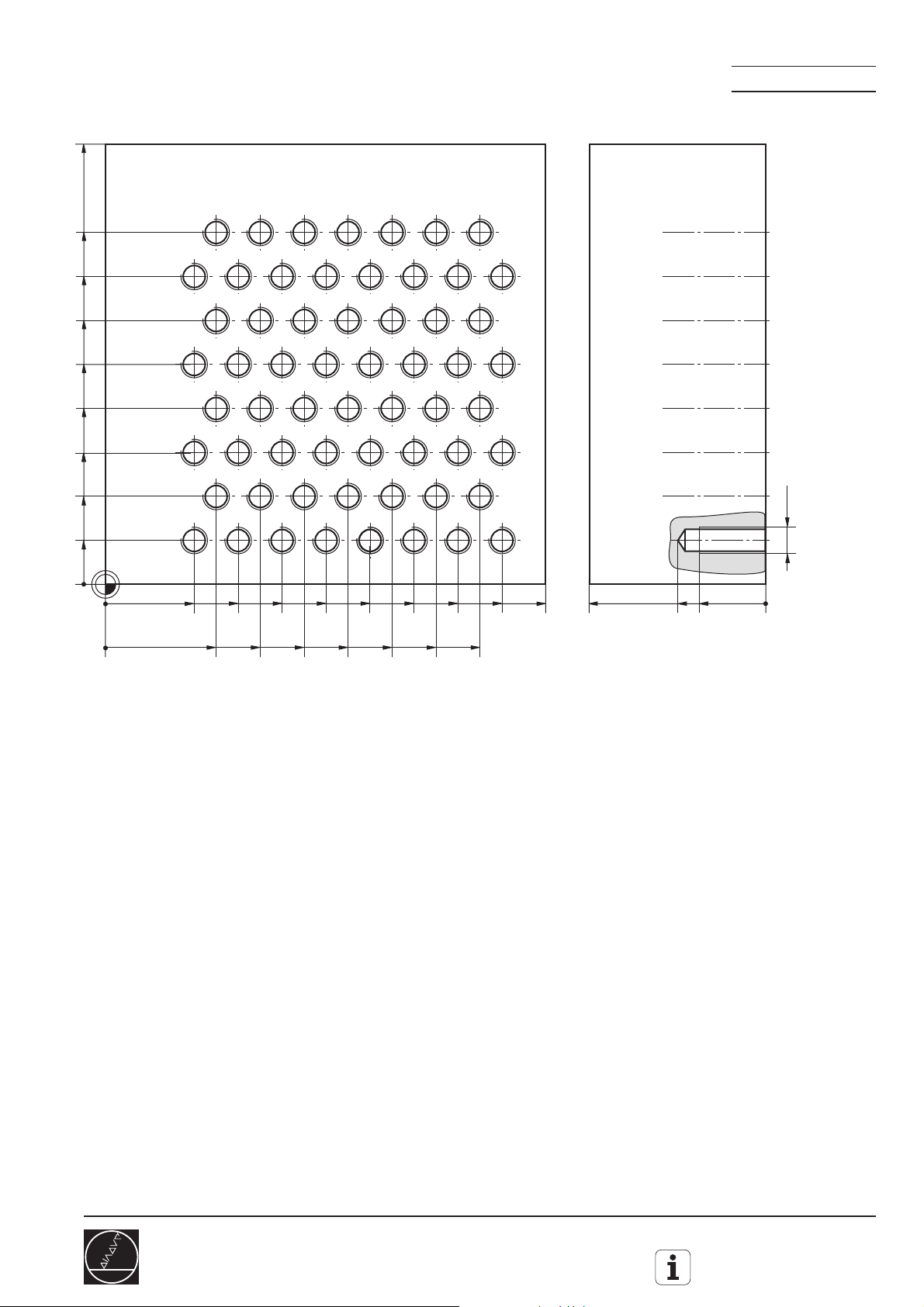
Linear hole pattern
Program(s):
28
20
0
0
Procedure:
Tools:
15
25
35
45
55
65
75
85
100
40
• Move up and down colums (meandering)
• NC-center drill
• Twist drill
•Tap
20
15
M6
0
HEIDENHAIN
Advanced course TNC 4xx
C04
7109/1
Page 11
Program layout: Linear hole pattern
Preparation
Process
Center
Pecking
Tapping
BLK FORM
TOOL 1 . . . / TOOL 2 . . .
TOOL 1 . . .
CYCL DEF,
DEPTH = PECKG
CALL LBL 1
L Z . . . M6
TOOL 2 . . .
CYCL DEF,
DEPTH ≠ PECKG
CALL LBL 1
L Z . . . M6
TOOL 3 . . .
CYCL DEF
Workpiece blank
Tool list if necessary
Pecking cycle
Call drilling pattern
Tool change
Pecking cycle
Call drilling pattern
Tool change
Tapping cycle
Retract tool, end
CALL LBL 1
L Z . . . M2
Call drilling pattern
HEIDENHAIN
Advanced course TNC 4xx
7109/2C01
Page 12
Program layout:
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
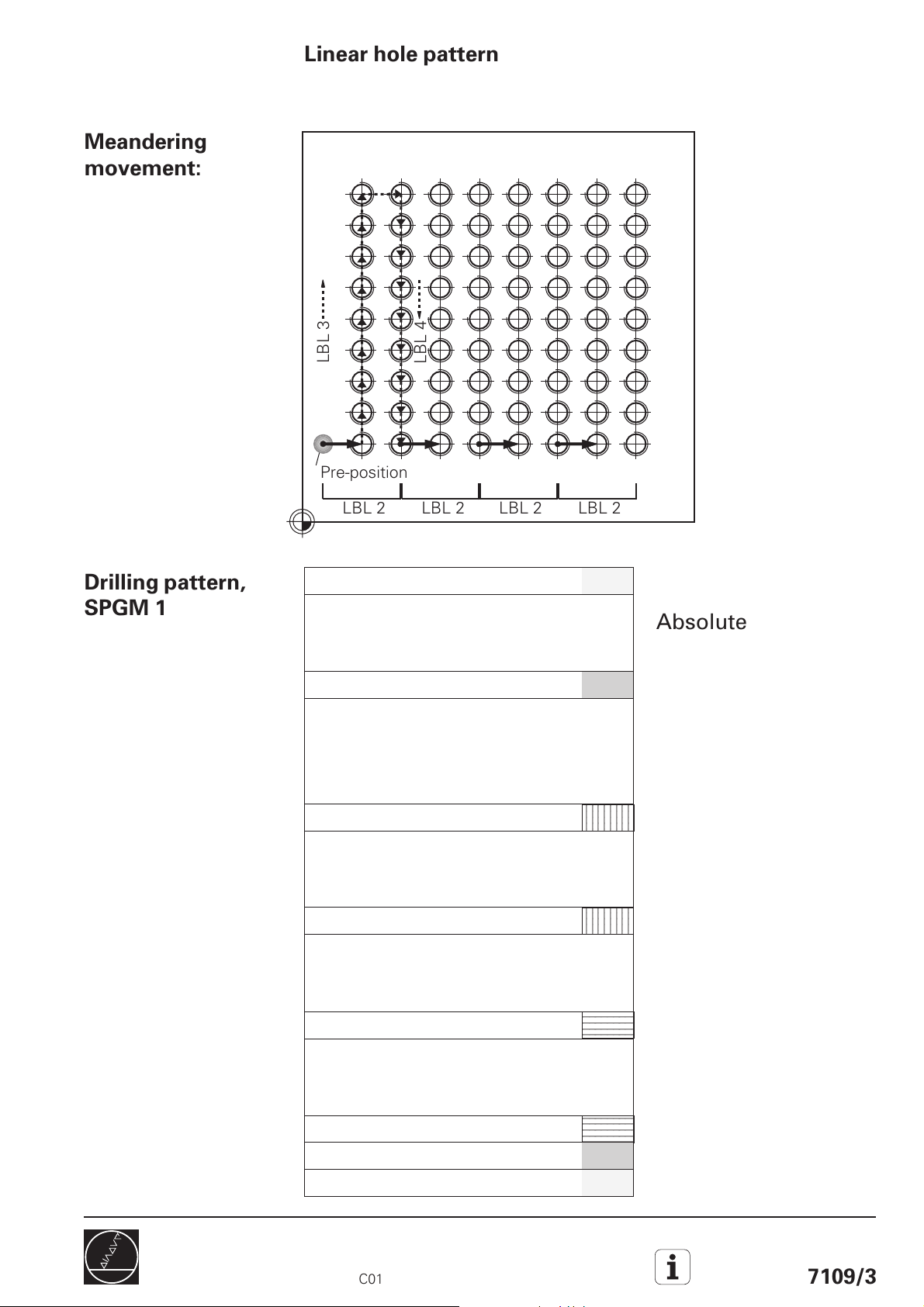
Meandering
movement:
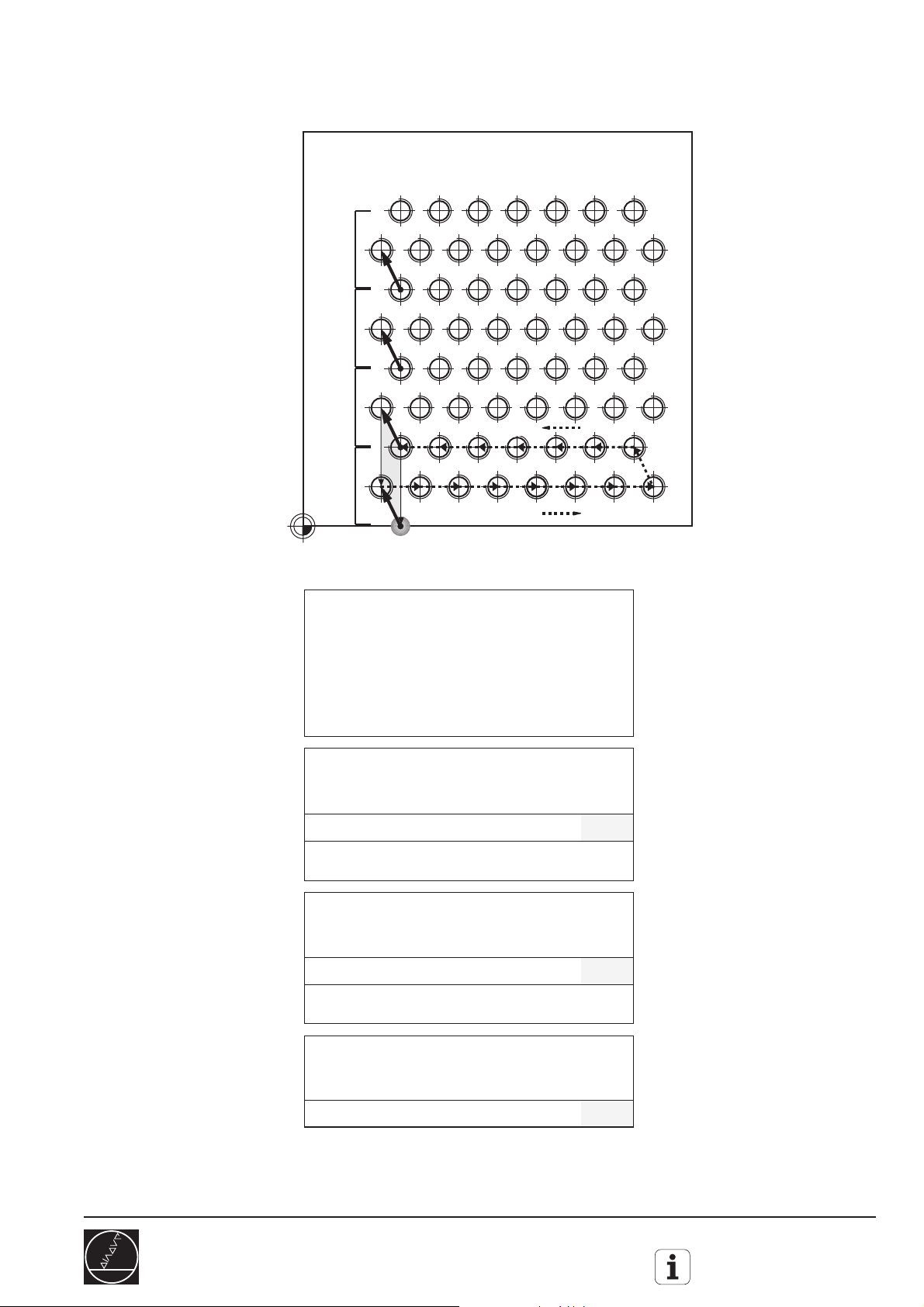
Linear hole pattern
Drilling pattern,
SPGM 1
LBL 3
LBL 4
Pre-position
LBL 2 LBL 2 LBL 2 LBL 2
LBL 1
L X . . . Y . . . R0 F9999 M3
L Z . . . M8
LBL 2
L IX . . . M99
LBL 3
23456789
23456789
23456789
23456789
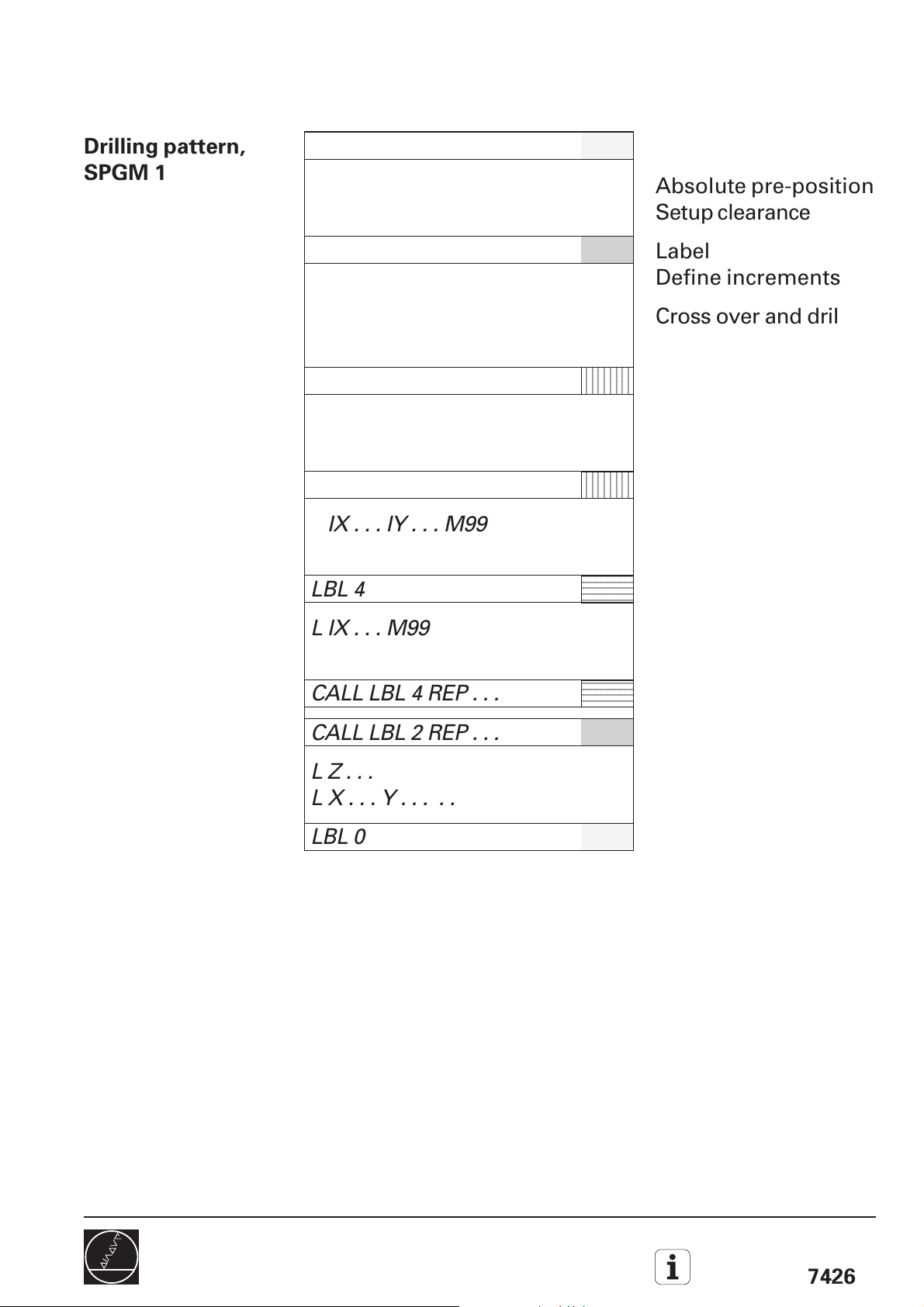
Absolute Pre-position
Setup clearance
Label
Define increments
Cross over and drill
Label
L IY . . . M99
CALL LBL 3 REP . . .
L IX . . . M99
LBL 4
L IY . . . M99
CALL LBL 4 REP . . .
23456789
23456789
23456789
23456789
23456789
23456789
23456789
23456789
23456789
23456789
23456789
Move up column
Cross over and drill
Label
Move down column
Remaining columns
CALL LBL 2 REP . . .
LBL 0
HEIDENHAIN
Advanced course TNC 4xx
7109/3C01
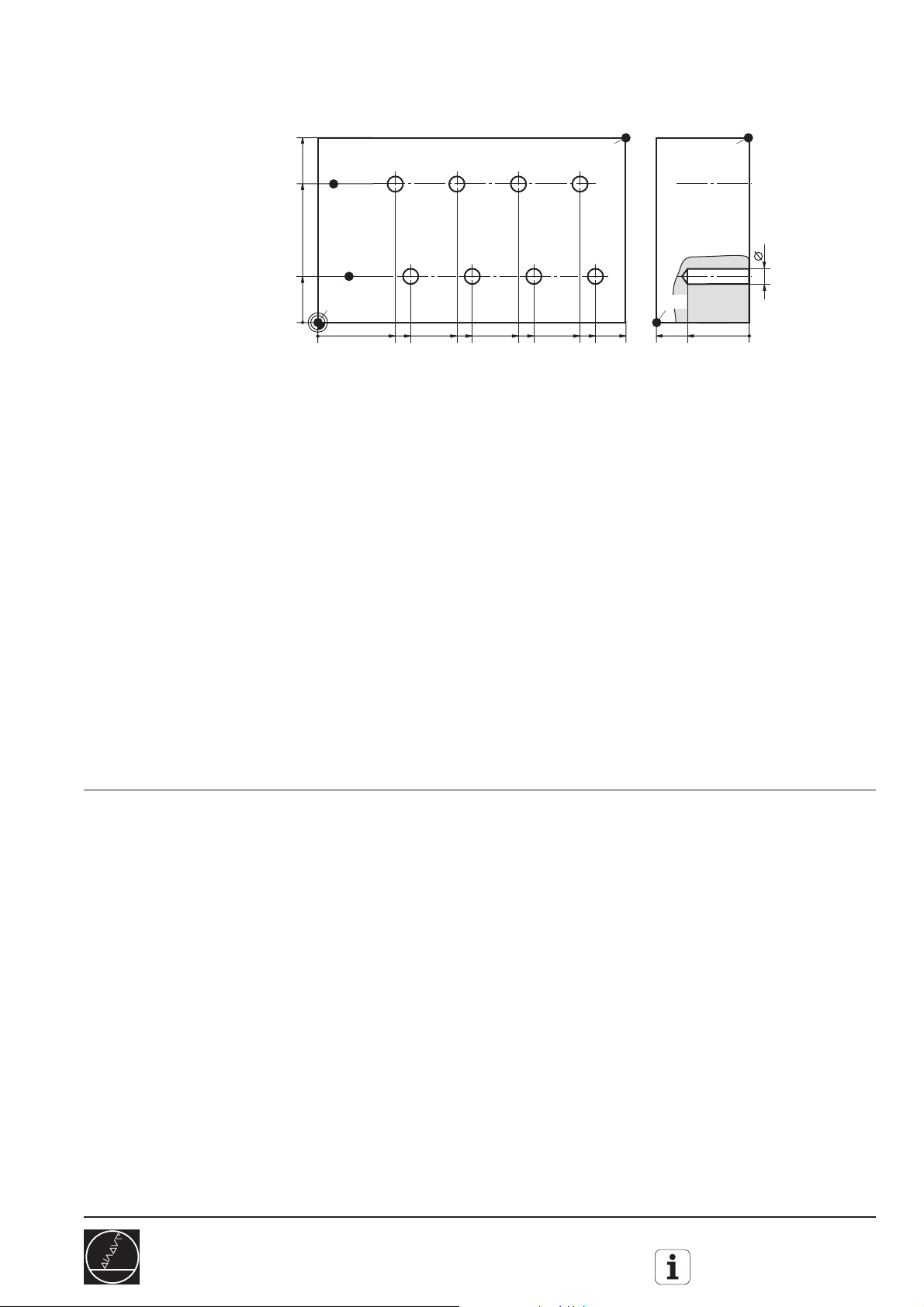
Page 13
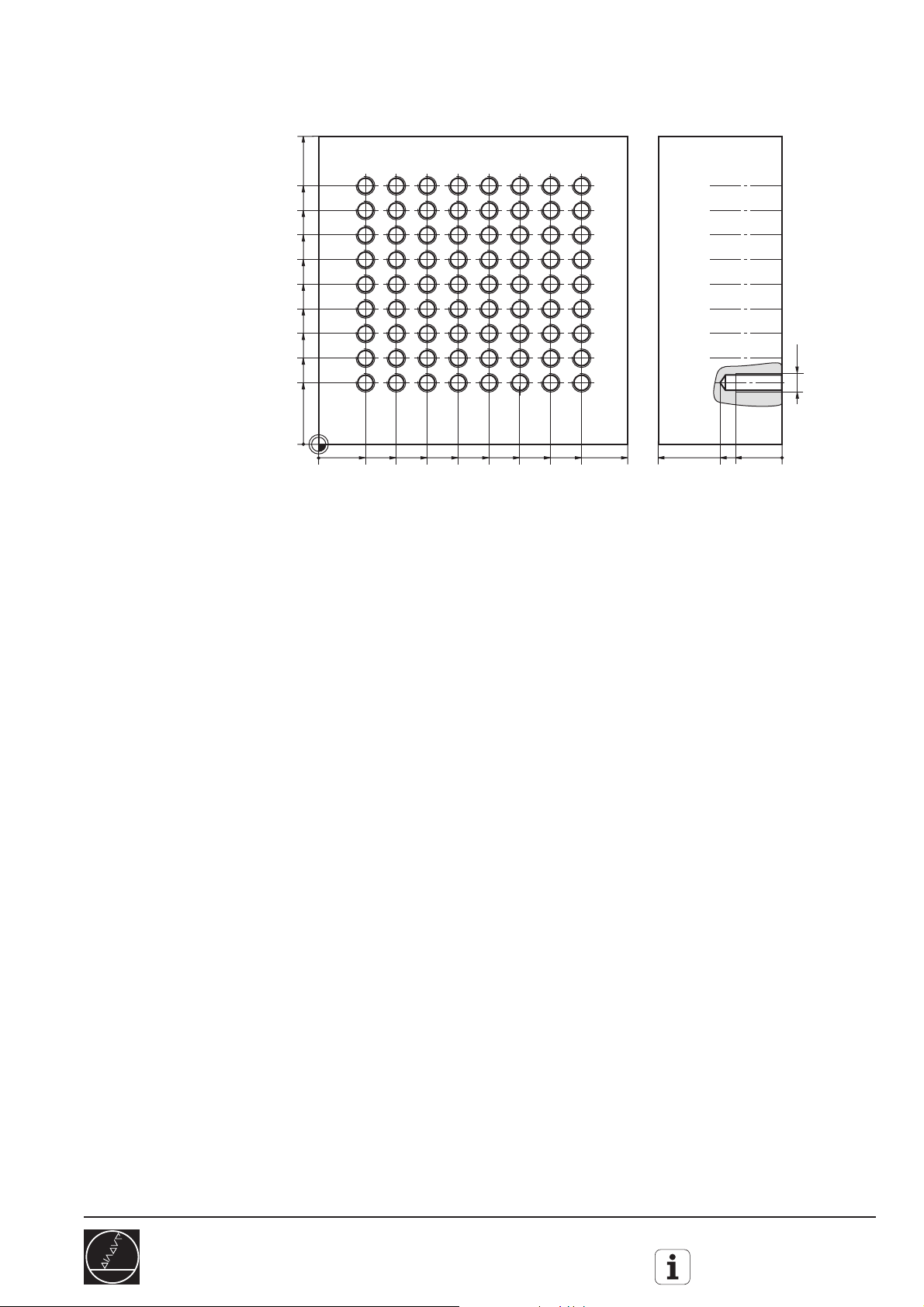
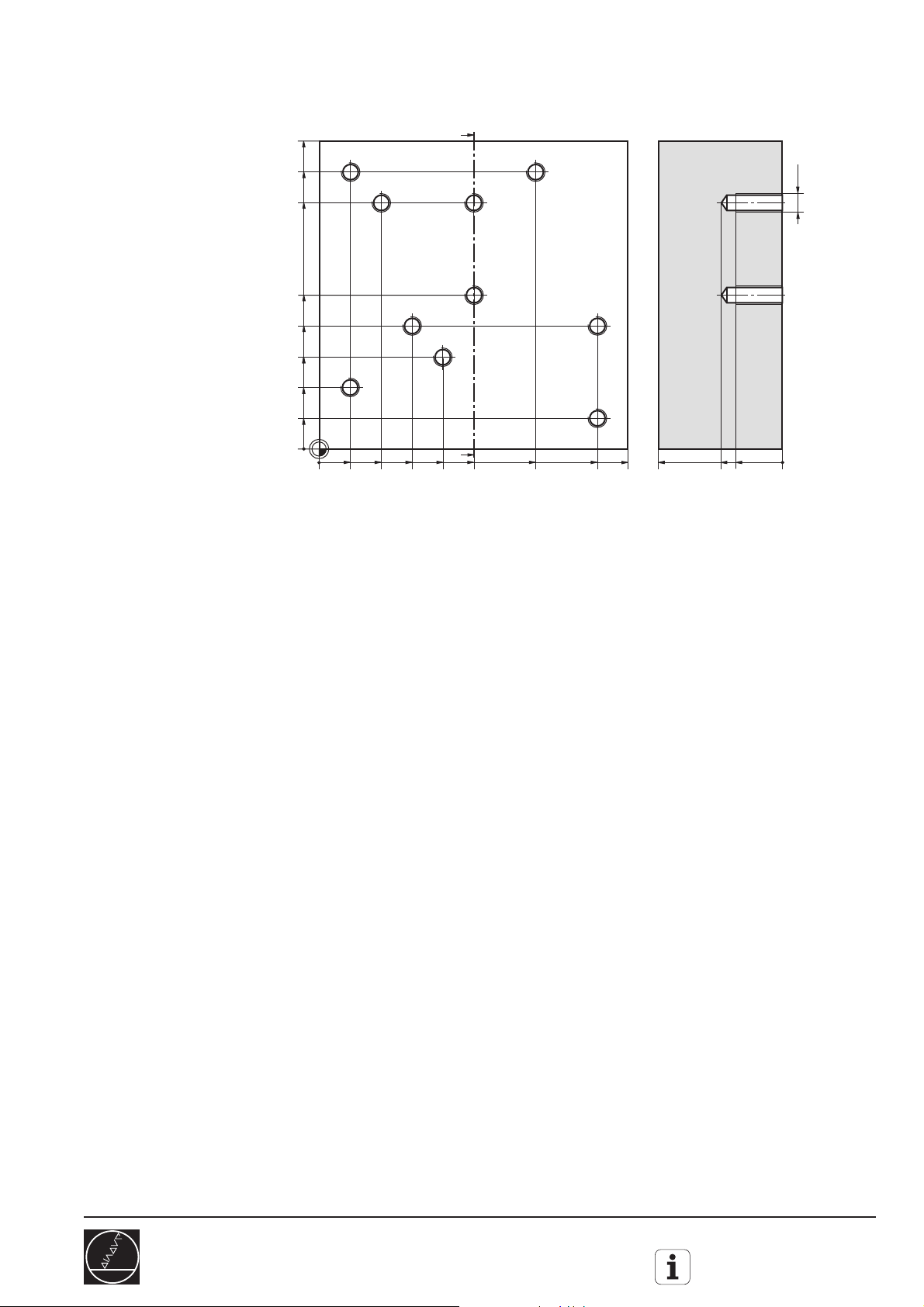
Solution:
Linear hole pattern
100
84
76
68
60
52
44
36
28
20
0
0
15
25
35
45
55
65
75
85
100
40
20
15
M6
0
Main program
Center
Pecking
0 BEGIN PGM 7109 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3,5 ...........................................
4 TOOL DEF 2 L+0 R+2,5 ...........................................
5 TOOL DEF 3 L+0 R+3 ..............................................
6 TOOL CALL 1 Z S2500 ............................................
7 L Z+100 R0 F9999 M6..............................................
8 CYCL DEF 1.0 PECKING
9 CYCL DEF 1.1 SET UP -2
10 CYCL DEF 1.2 DEPTH -3
11 CYCL DEF 1.3 PECKG -3
12 CYCL DEF 1.4 DWELL 0
13 CYCL DEF 1.5 F100
14 CALL LBL 1 ..............................................................
15 L Z+100 M6 ..............................................................
16 TOOL CALL 2 Z S1500
17 CYCL DEF 1.0 PECKING
18 CYCL DEF 1.1 SET UP -2
19 CYCL DEF 1.2 DEPTH -20
20 CYCL DEF 1.3 PECKG -20
21 CYCL DEF 1.4 DWELL 0
22 CYCL DEF 1.5 F50
23 CALL LBL 1 ..............................................................
24 L Z+100 M6 ..............................................................
NC-CENTER DRILL
TWIST DRILL
TAP
NC-CENTER DRILL
TOOL CHANGE
CALL DRILLING PATTERN
TOOL CHANGE
CALL DRILLING PATTERN
TOOL CHANGE
Tapping
Retract tool, end
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
25 TOOL CALL 3 Z S500
26 CYCL DEF 2.0 TAPPING
27 CYCL DEF 2.1 SET UP -2
28 CYCL DEF 2.2 DEPTH -15
29 CYCL DEF 2.3 DWELL 0
30 CYCL DEF 2.4 F500
31 CALL LBL 1 ..............................................................
32 L Z+100 M2
C01
CALL DRILLING PATTERN
7109/4
Page 14

Solution:
Linear hole pattern
SPGM 1,
Drilling pattern
33 LBL 1 ........................................................................
34 L X+5 Y+20 R0 F9999 M3 ........................................
35 L Z+2 R0 M8
36 LBL 2
37 L IX+10 M99 ............................................................
38 LBL 3
39 L IY+8 M99...............................................................
40 CALL LBL 3 REP 7/7.................................................
41 L IX+10 M99 ............................................................
42 LBL 4
43 L IY-8 M99 ................................................................
44 CALL LBL 4 REP 7/7.................................................
45 CALL LBL 2 REP 3/3.................................................
46 LBL 0
47 END PGM 7109 MM
DRILLING PATTERN
PRE-POSITION
CROSS OVER
Y-STEP UPWARDS
COLUMN UPWARDS
CROSS OVER
Y-STEP DOWNWARDS
COLUMN DOWNWARDS
REMAINING COUMNS
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
7109/5C01
Page 15
100
80
70
60
50
40
30
30
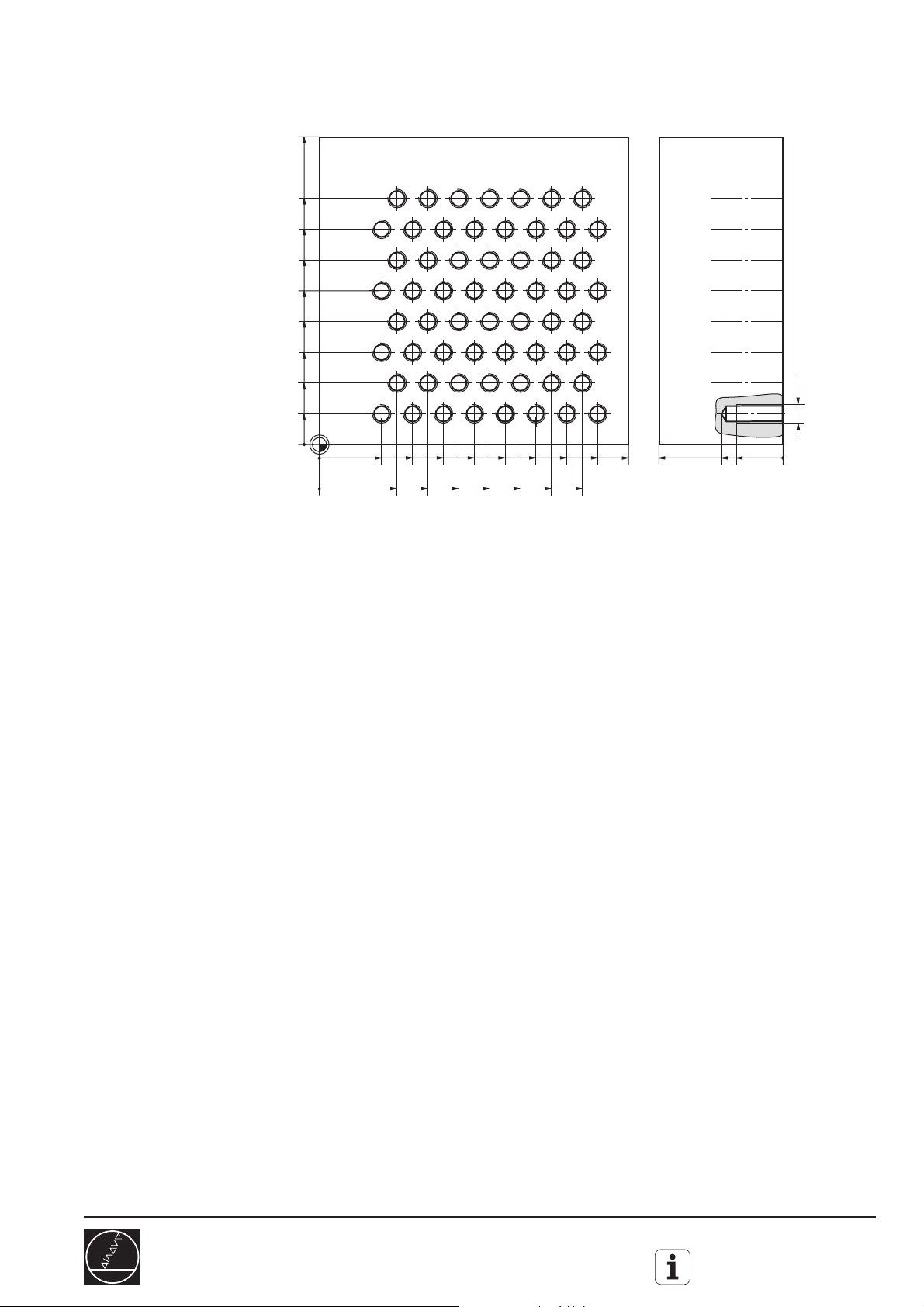
Task:
Linear offset hole pattern,
including tapping
Program(s):
20
10
0
0
Procedure:
Tools:
20
100
40
25
30
35
40
45
50
55
60
65
70
75
80
90
85
• Move back and forth along rows (meandering)
• NC-center drill
• Twist drill
•Tap
20
15
M6
0
HEIDENHAIN
Advanced course TNC 4xx
C05
7426/1
Page 16
Program layout: Linear offset hole pattern,
including tapping
Meandering
movement:
LBL
2
LBL
2
Left end of short
row = Preposition for next
row
Preparation
Process
Center
LBL
2
LBL
2
Pre-position
BLK FORM
TOOL DEF
TOOL 1 . . .
L Z . . . . . . . . . . M6
CYCL DEF,
DEPTH = PECKG
CALL LBL 1
LBL 4
LBL 3
First pre-position
lies under the
first long row
Workpiece blank
Tool list
First tool call
Tool change
Pecking cycle
Call drilling pattern
Pecking
Tapping
Process end
HEIDENHAIN
Advanced course TNC 4xx
STOP M6
TOOL 2 . . .
CYCL DEF,
CALL LBL 1
STOP M6
TOOL 3 . . .
CYCL DEF
CALL LBL 1
STOP M2
DEPTH ≠ PECKG
Tool change
Pecking cycle
Call drilling pattern
Tool change
Tapping cycle
Call drilling pattern
7426/2C05
Page 17
Program layout:
0
0
0
0
0
0
0
0
0
0
0
0
0
0
Linear offset hole pattern,
including tapping
Drilling pattern,
SPGM 1
LBL 1
L X . . . Y . . .
L Z . . .
LBL 2
L IX . . . IY . . . M99
LBL 3
L IX . . . M99
CALL LBL 3 REP . . .
L IX . . . IY . . . M99
LBL 4
23456789
23456789
23456789
23456789
23456789
23456789
23456789
23456789
23456789
23456789
Absolute pre-position
Setup clearance
Label
Define increments
Cross over and drill
Label
Move right
Cross over and drill
Label
L IX . . . M99
CALL LBL 4 REP . . .
CALL LBL 2 REP . . .
L Z . . .
L X . . . Y . . . . .
LBL 0
23456789
23456789
23456789
23456789
Move left
Remaining rows
Tool change position
HEIDENHAIN
Advanced course TNC 4xx
7426/3C01
Page 18
Solution:
Linear offset hole pattern,
including tapping
100
80
70
60
50
40
30
30
Main program
Center
20
10
0
30
40
50
60
70
75
80
85
20
0
0 BEGIN PGM 7426 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3,5 ...........................................
4 TOOL DEF 2 L+0 R+2,5 ...........................................
5 TOOL DEF 3 L+0 R+3 ..............................................
6 TOOL CALL 1 Z S800 ..............................................
7 L Z+100 R0 F9999 M6..............................................
8 CYCL DEF 1.0 PECKING
9 CYCL DEF 1.1 SET UP -2
10 CYCL DEF 1.2 DEPTH -2
11 CYCL DEF 1.3 PECKG -2
12 CYCL DEF 1.4 DWELL 0
13 CYCL DEF 1.5 F200
14 CALL LBL 1 ..............................................................
15 STOP M6 .................................................................
25
35
45
55
65
90
15
40
100
NC-CENTER DRILL
TWIST DRILL
TAP
NC-CENTER DRILL
TOOL CHANGE
CALL DRILLING PATTERN
TOOL CHANGE
20
M6
0
Pecking
Tapping
Retract tool, end
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
16 TOOL CALL 2 Z S500 ..............................................
17 CYCL DEF 1.0 PECKING
18 CYCL DEF 1.1 SET UP -2
19 CYCL DEF 1.2 DEPTH -20
20 CYCL DEF 1.3 PECKG -10
21 CYCL DEF 1.4 DWELL 0
22 CYCL DEF 1.5 F100
23 CALL LBL 1 ..............................................................
24 STOP M6 .................................................................
25 TOOL CALL 3 Z S500 ..............................................
26 CYCL DEF 2.0 TAPPING
27 CYCL DEF 2.1 SET UP -2
28 CYCL DEF 2.2 DEPTH -15
29 CYCL DEF 2.3 DWELL 0
30 CYCL DEF 2.4 F500
31 CALL LBL 1 ..............................................................
32 STOP M2
C01
TWIST DRILL
CALL DRILLING PATTERN
TOOL CHANGE
TAP
CALL DRILLING PATTERN
7426/4
Page 19

Solution:
Linear offset hole pattern,
including tapping
SPGM 1,
Drilling pattern
33 LBL 1
34 L X+25 Y+0 R0 F9999 M3 ........................................
35 L Z+2 R0 M8
36 LBL 2 ........................................................................
37 L IX-5 IY+10 R0 M99
38 LBL 3 ........................................................................
39 L IX+10 R0 M99
40 CALL LBL 3 REP 6/6
41 L IX-5 IY+10 R0 M99................................................
42 LBL 4 ........................................................................
43 L IX-10 R0 M99
44 CALL LBL 4 REP 5/5
45 CALL LBL 2 REP 3/3.................................................
46 L Z+100 R0 M9.........................................................
47 L X-20 Y-20 R0
48 LBL 0
49 END PGM 7426 MM
PRE-POSITION
CROSS OVER AND DRILL
RIGHT ALONG ROW
CROSS OVER
LEFT ALONG ROW
REMAINING ROWS
TOOL CHANGE POSITION
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
7426/5C01
Page 20
100
75
Task:
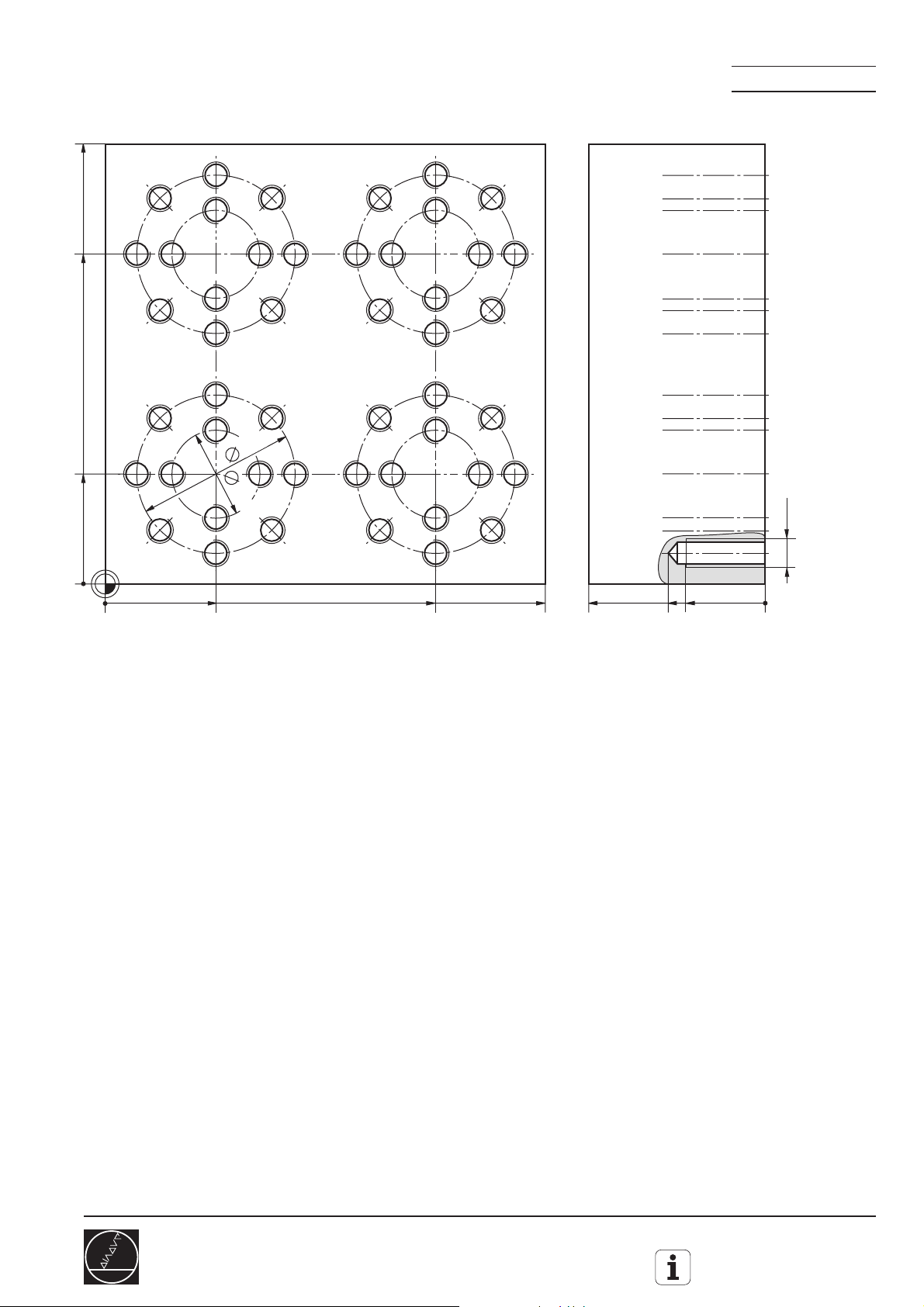
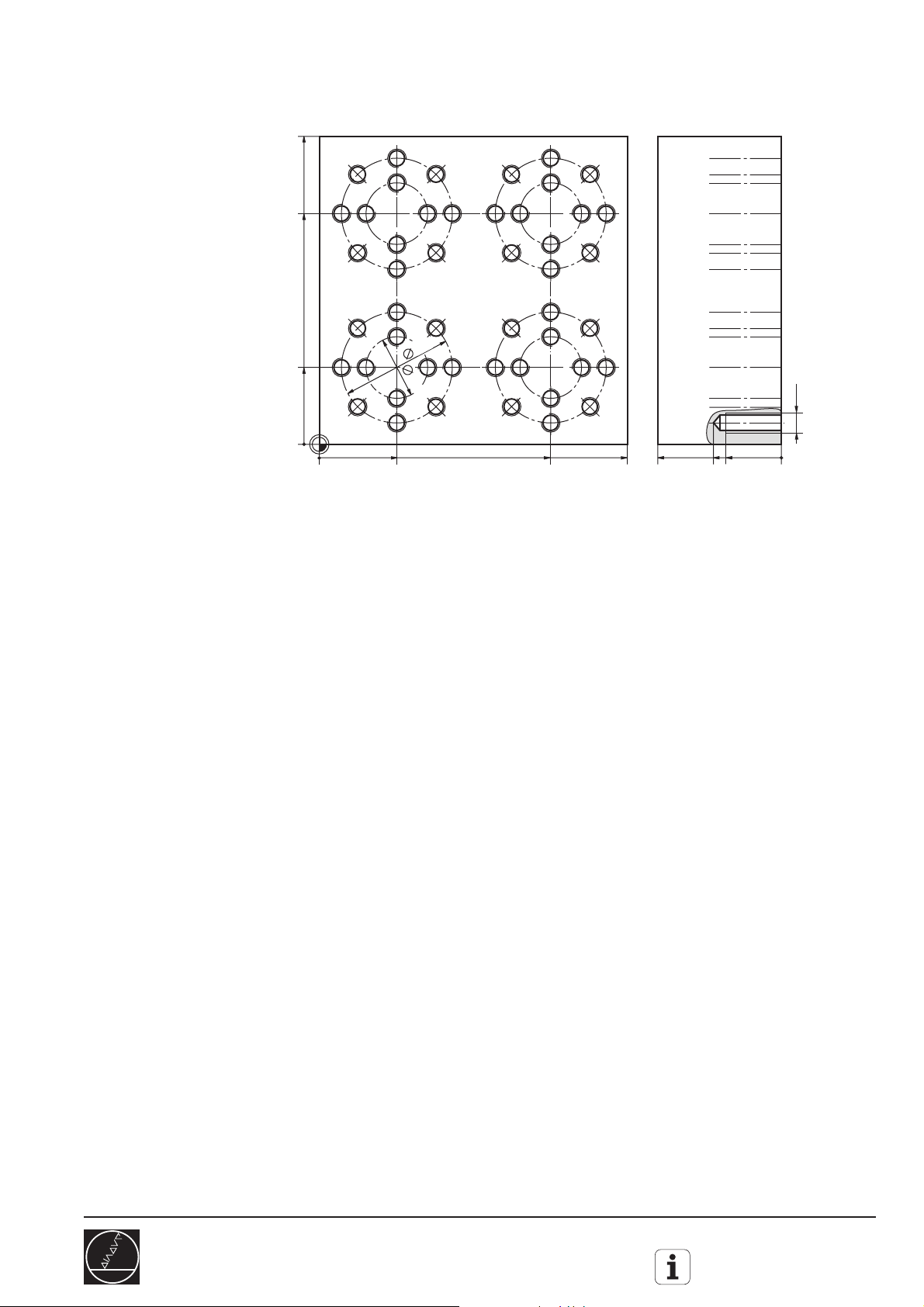
Four double bolt hole circles,
with 3 tools, 3 cycles,
including tapping
36
Program(s):
25
0
0
20
25
Tools: • NC-center drill
• Twist drill
•Tap
75
100
40
22
18
M6
0
HEIDENHAIN
Advanced course TNC 4xx
C04 7139/1
Page 21
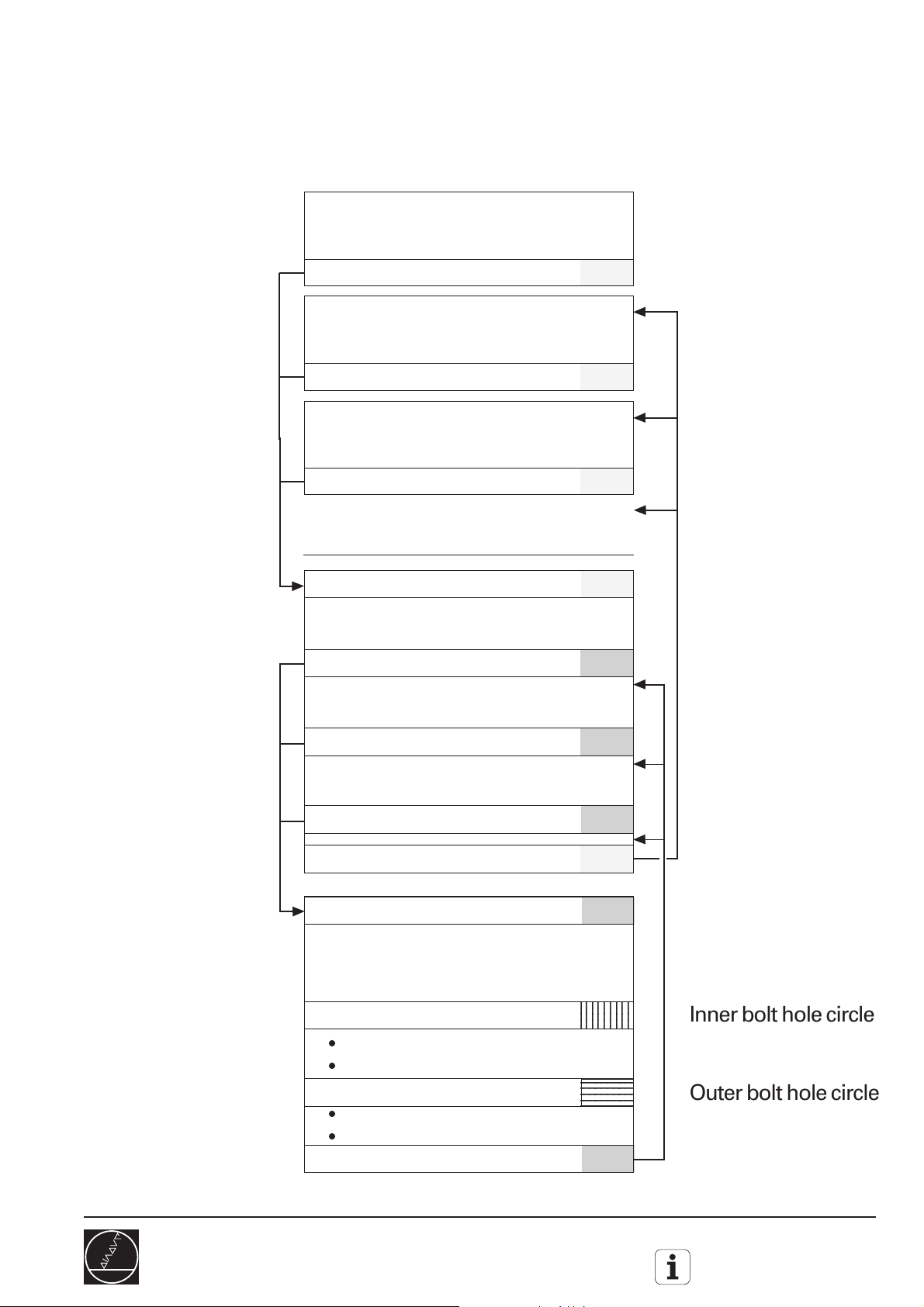
Program layout: Nesting of double bolt hole circles
0
0
0
0
0
0
0
0
BLK- FORM
Center
Pecking
Tapping
Retract tool, end
SPGM 1,
Circle center and
SPGM call
TOOL DEF / TOOL CALL 1 . . .
CYCL DEF . . .
CALL LBL 1
TOOL DEF / TOOL CALL 2 . . .
CYCL DEF . . .
CALL LBL 1
TOOL DEF / TOOL CALL 3 . . .
CYCL DEF . . .
CALL LBL 1
L Z100 M2
LBL 1
CC X . . . Y . . .
SPGM 2,
Tool movements
and holes
CALL LBL 2
CC X . . . Y . . .
CALL LBL 2
CC X . . . Y . . .
CALL LBL 2
LBL 0
LBL 2
LP PR . . . PA . . . M3
L Z2 M99
LBL 3
○○ ○○
LBL 4
23456789
23456789
23456789
23456789
23456789
23456789
23456789
23456789
Inner bolt hole circle
Outer bolt hole circle
LBL 0
HEIDENHAIN
Advanced course TNC 4xx
G8C04
Page 22
Program layout: Four double bolt hole circles,
with 3 tools, 3 cycles,
including tapping
Preparation
Process
Center
Pecking
BLK FORM
TOOL DEF
TOOL 1 . . .
L Z . . . . . . . . . . M6
CYCL DEF,
DEPTH = PECKG
CALL LBL 1
L Z . . . M6
TOOL 2 . . .
CYCL DEF,
DEPTH ≠ PECKG
CALL LBL 1
Workpiece blank
Tool list
First tool call
Tool change
Pecking cycle
Call drilling pattern
Tool change
Pecking cycle
Call drilling pattern
Tapping
Retract tool, end
L Z . . . M6
TOOL 3 . . .
CYCL DEF
CALL LBL 1
L Z . . . M2
Tool change
Tapping cycle
Call drilling pattern
HEIDENHAIN
Advanced course TNC 4xx
7139/2C05
Page 23
Program layout:
0
0
0
0
0
0
0
0
0
0
0
0
0
0
Four double bolt hole circles,
with 3 tools, 3 cycles,
including tapping
Center of circles,
SPGM 1
End SPGM 1
Drilling pattern,
SPGM 2
Bolt hole circle
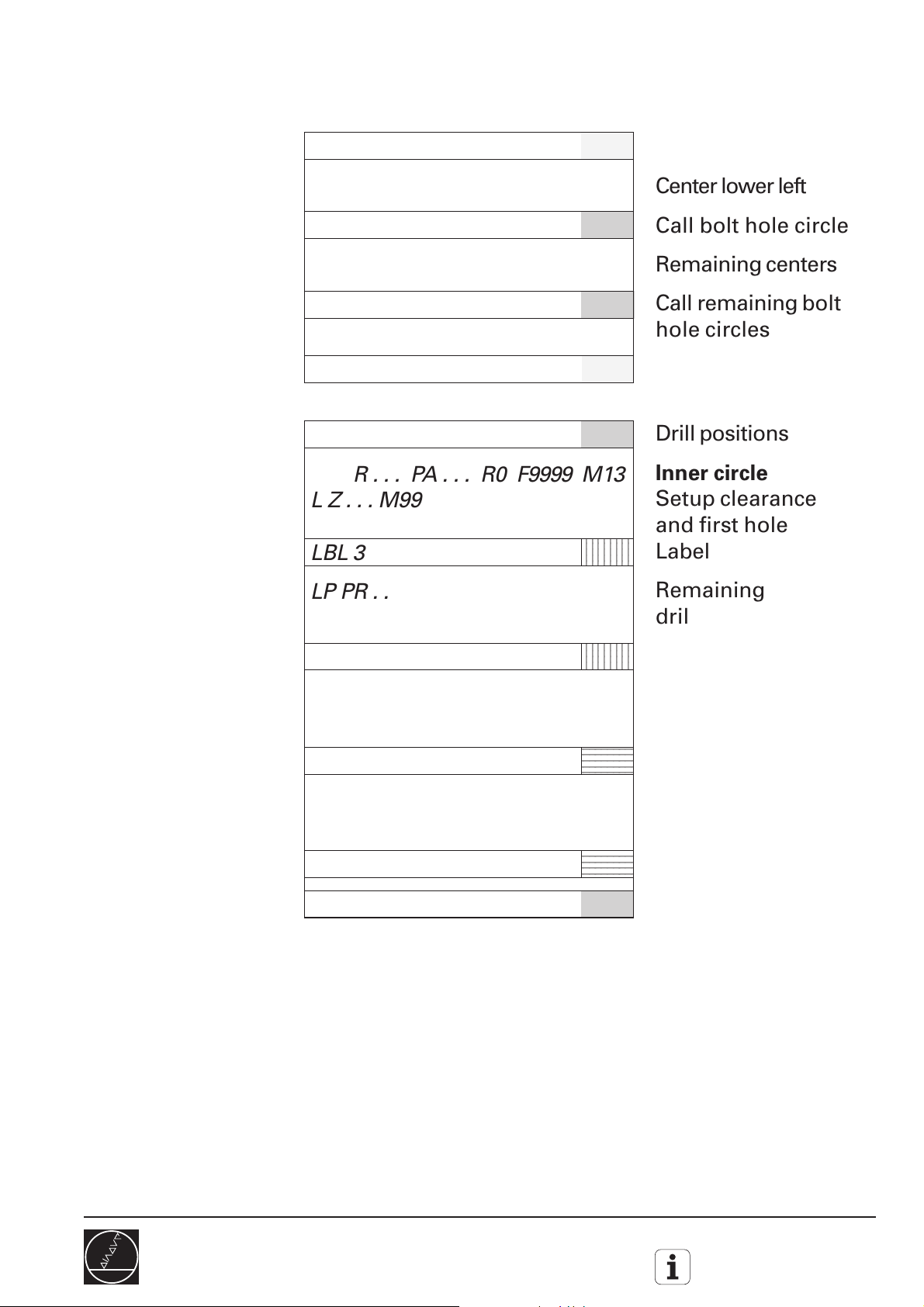
LBL 1
CC X . . . Y . . .
CALL LBL 2
CC X . . . Y . . .
CALL LBL 2
. . .
LBL 0
LBL 2
LP PR . . . PA . . . R0 F9999 M13
L Z . . . M99
23456789
23456789
LBL 3
23456789
LP PR . . . IPA . . . M99
23456789
23456789
23456789
CALL LBL 3 REP . . .
23456789
Center lower left
Call bolt hole circle
Remaining centers
Call remaining bolt
hole circles
Drill positions
Inner circle
Setup clearance
and first hole
Label
Remaining
drill positions
End SPGM 2
LP PR . . . M99
LBL 4
LP PR . . . IPA . . . M99
CALL LBL 4 REP . . .
LBL 0
23456789
23456789
23456789
23456789
23456789
23456789
23456789
Outer circle,
first hole
Label
Remaining
drill positions
HEIDENHAIN
Advanced course TNC 4xx
7139/3C01
Page 24
Solution:
Four double bolt hole circles,
with 3 tools, 3 cycles,
including tapping
100
75
36
25
0
0
20
25
75
100
40
22
18
M6
0
Main program
Center
Pecking
0 BEGIN PGM 7139 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3,5 ...........................................
4 TOOL DEF 2 L+0 R+2,5 ...........................................
5 TOOL DEF 3 L+0 R+3 ...............................................
6 L Z+100 R0 F9999 M6 ..............................................
7 TOOL CALL 1 Z S2500 .............................................
8 CYCL DEF 1.0 PECKING
9 CYCL DEF 1.1 SET UP -2
10 CYCL DEF 1.2 DEPTH -1,5
11 CYCL DEF 1.3 PECKG -1,5
12 CYCL DEF 1.4 DWELL 0
13 CYCL DEF 1.5 F100
14 CALL LBL 1 ..............................................................
15 L Z+100 M6 ..............................................................
16 TOOL CALL 2 Z S500
17 CYCL DEF 1.0 PECKING
18 CYCL DEF 1.1 SET UP -2
19 CYCL DEF 1.2 DEPTH -22
20 CYCL DEF 1.3 PECKG -10
21 CYCL DEF 1.4 DWELL 0
22 CYCL DEF 1.5 F100
23 CALL LBL 1 ..............................................................
24 L Z+100 M6 ..............................................................
NC-CENTER DRILL
TWIST DRILL
TAP
TOOL CHANGE
NC-CENTER DRILL
CALL DRILLING PATTERN
TOOL CHANGE
CALL DRILLING PATTERN
TOOL CHANGE
Tapping
Retract tool, end
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
25 TOOL CALL 3 Z S250
26 CYCL DEF 2.0 TAPPING
27 CYCL DEF 2.1 SET UP -2
28 CYCL DEF 2.2 DEPTH -18
29 CYCL DEF 2.3 DWELL 0
30 CYCL DEF 2.4 F250
31 CALL LBL 1 ..............................................................
32 L Z+100 M2
CALL DRILLING PATTERN
7139/4D02
Page 25

Solution:
Four double bolt hole circles,
with 3 tools, 3 cycles,
including tapping
SPGM 1, Center of
circles
SPGM 1, end
SPGM 2, Bolt hole
circle itself
SPGM 2, end
33 LBL 1
34 CC X+25 Y+25 .........................................................
35 CALL LBL 2 ..............................................................
36 CC X+75 Y+25 .........................................................
37 CALL LBL 2 ..............................................................
38 CC X+75 Y+75 .........................................................
39 CALL LBL 2 ..............................................................
40 CC X+25 Y+75 .........................................................
41 CALL LBL 2 ..............................................................
42 LBL 0
43 LBL 2 ........................................................................
44 LP PR+10 PA+0 M13 ................................................
45 L Z+2 M99................................................................
46 LBL 3 ........................................................................
47 LP IPA+90 M99
48 CALL LBL 3 REP 2/2
49 LP PR+18 PA+180 M99............................................
50 LBL 4 ........................................................................
51 LP IPA+45 M99
52 CALL LBL 4 REP 6/6
53 LBL 0
54 END PGM 7139 MM
CENTER LOWER LEFT
DRILL POSITIONS
CENTER LOWER RIGHT
DRILL POSITIONS
CENTER UPPER RIGHT
DRILL POSITIONS
CENTER UPPER LEFT
DRILL POSITIONS
DRILL POSITIONS
INNER CIRCLE
1ST HOLE
REMAINING HOLES
OUTER CIRCLE
REMAINING HOLES
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
7139/5C01
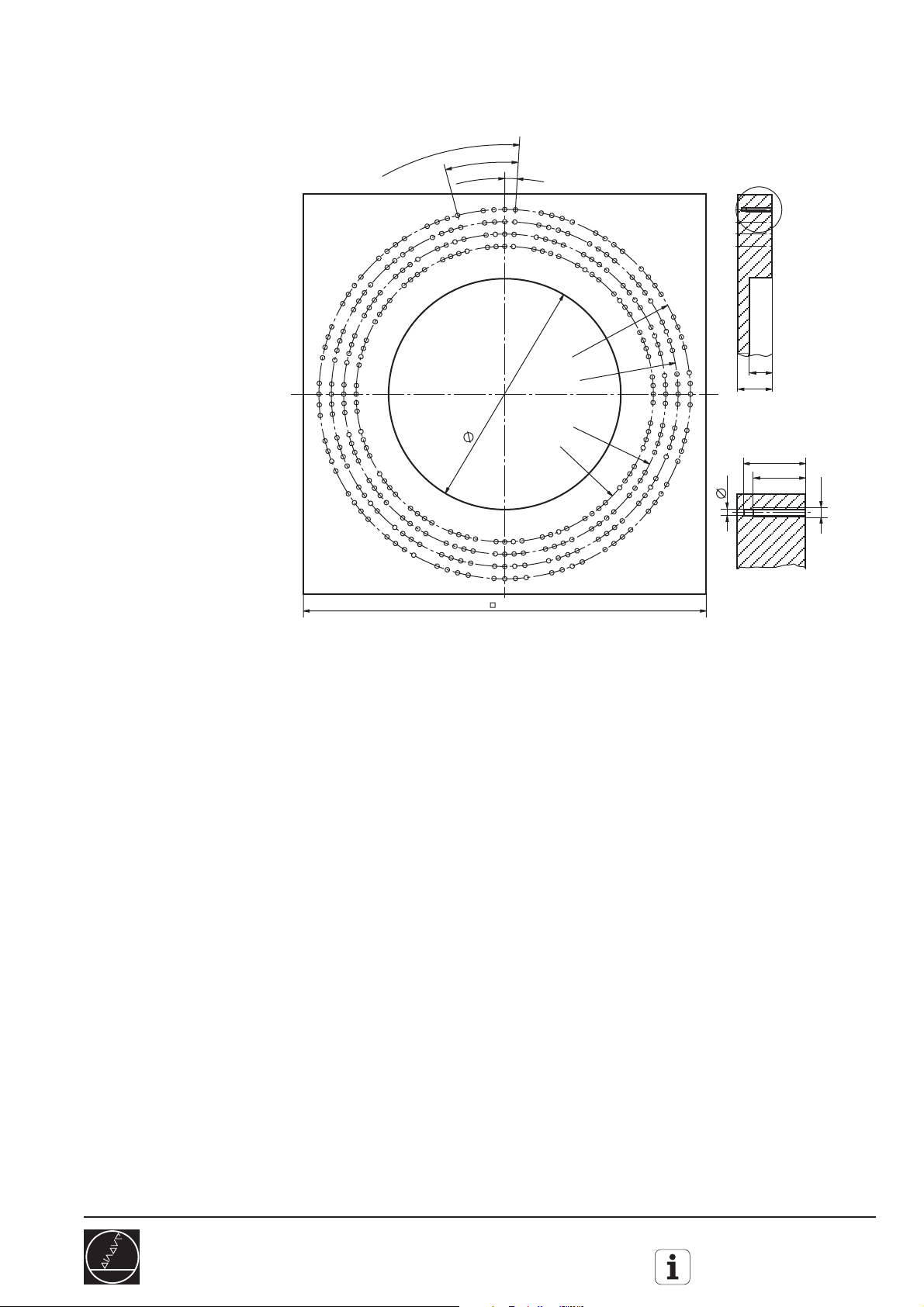
Page 26
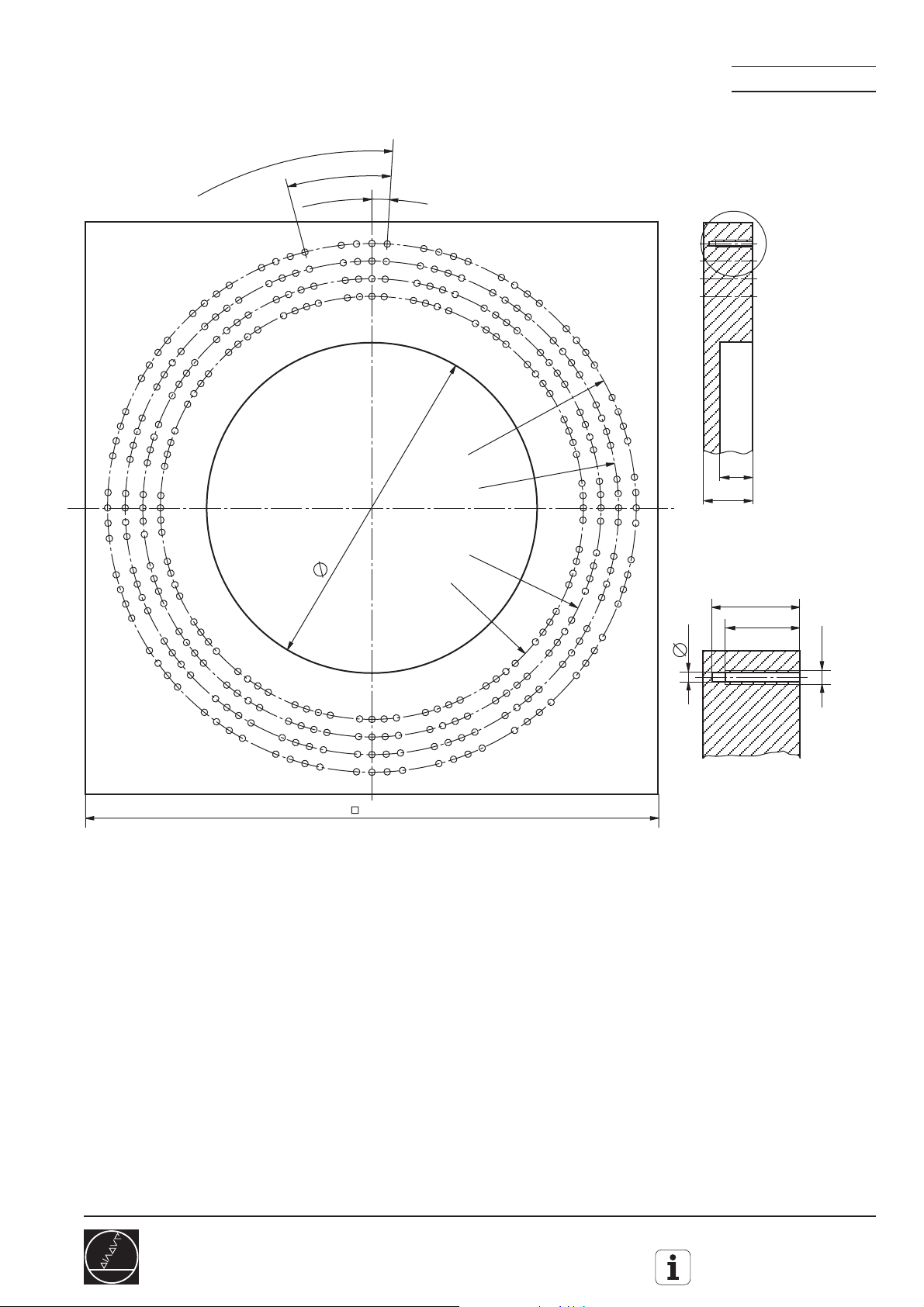
Task:
Large drilled plate
)
0°
6
3
=
(
°
8
1
∗
0
2
°
8
1
0'
2
°
3
R
R
Program(s):
Z
0
2
1
2
1
1
15
22
Procedure:
Tools:
0
5
1
260
R
R
1
9
6
• Center holes, drill, tap
• Mill large hole
• NC-center drill
• Twist drill
•Tap
• Mill R30
04
Detail Z
M 2:1
20
17
2
M3
HEIDENHAIN
Advanced course TNC 4xx
C04
7411/1
Page 27

Program layout: Large drilled plate
Preparation
Process
Center
Pecking
Tapping
BLK FORM
TOOL 1 . . . / TOOL 2 . . .
TOOL 1 . . .
CYCL DEF,
DEPTH = PECKG
(R 2,0)
CALL LBL 1
. . . M6
TOOL 2 . . .
(R 1,0)
CYCL DEF
CALL LBL 1
. . . M6
TOOL 3 . . .
(R 1,5)
CYCL DEF
Workpiece blank
Tool list if necessery
Pecking cycle
Call drilling pattern
Tool change
Pecking cycle
Call drilling pattern
Tool change
Tapping cycle
Mill large holes
Retract tool, end
CALL LBL 1
. . . M6
TOOL 4 . . .
CYCL DEF
L X . . . Y . . .
L Z . . . . . M99
L Z . . . . . M2
Call drilling pattern
Tool change
(R 30)
Circular pocket-cycle
Starting position and
cycle call
HEIDENHAIN
Advanced course TNC 4xx
C01
7411/2
Page 28
Program layout:
0
0
0
0
0
0
0
0
0
0
0
0
0
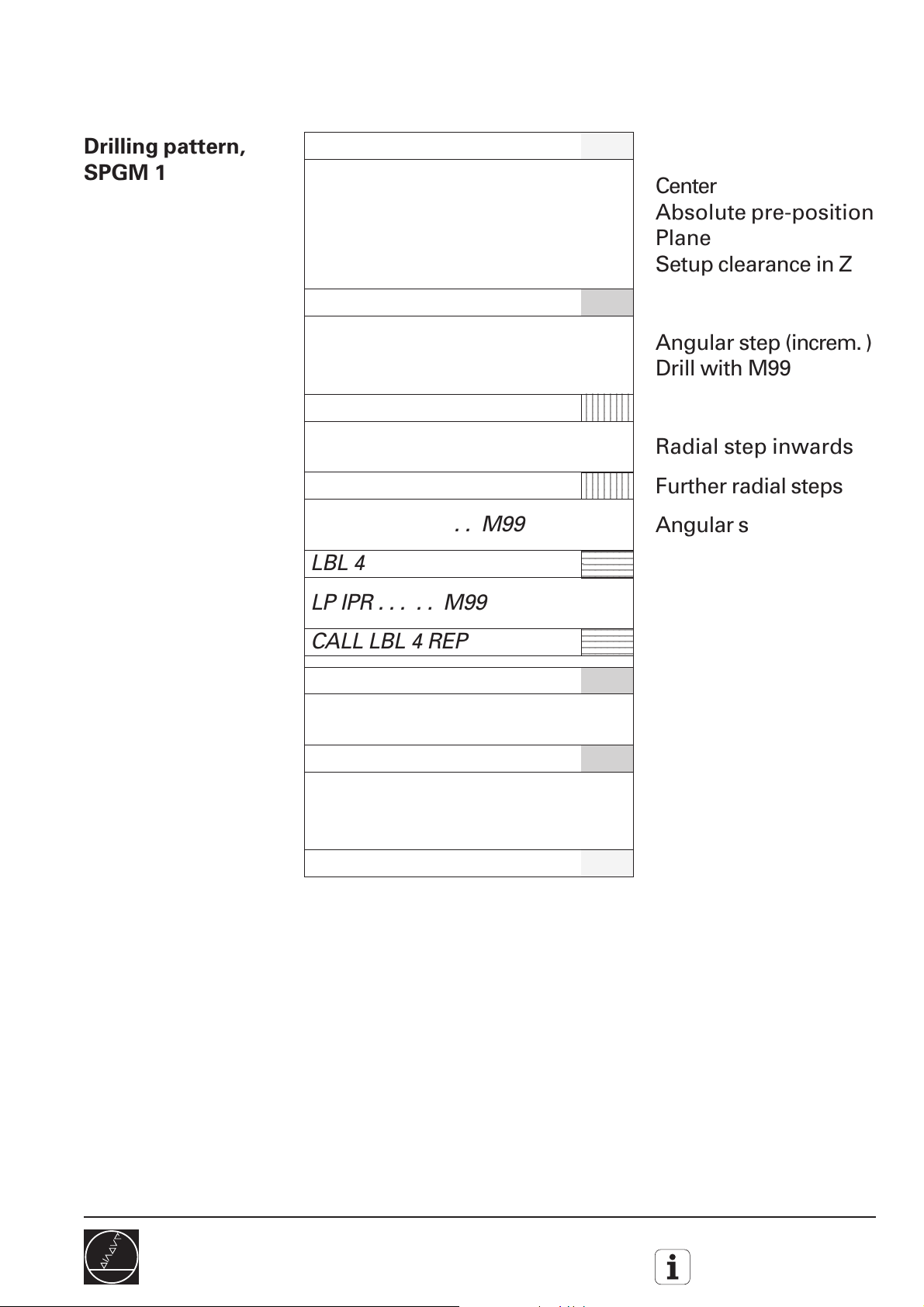
Large drilled plate
Drilling pattern,
SPGM 1
LBL 1
CC . . .
LP . . .
L Z . . .
LBL 2
LP IPA . . . . . . . . M99
LBL 3
LP IPR . . . . . M99
CALL LBL 3 REP . . .
LP IPA . . . . . . . . M99
LBL 4
23456789
23456789
23456789
23456789
23456789
23456789
23456789
23456789
23456789
23456789
Center
Absolute pre-position
Plane
Setup clearance in Z
Angular step (increm. )
Drill with M99
Radial step inwards
Further radial steps
Angular step
LP IPR . . . . . M99
CALL LBL 4 REP . . .
CALL LBL 2 REP . . .
LP IPA . . . . . .
CALL LBL 2 REP . . .
L Z . . . . . M99
L X . . . Y . . . . .
LBL 0
23456789
23456789
23456789
Radial step outwards
Further radial steps
Further double rows
To intermediate pos.
Remaining hole gr.
Tool change position
HEIDENHAIN
Advanced course TNC 4xx
7411/3C01
Page 29
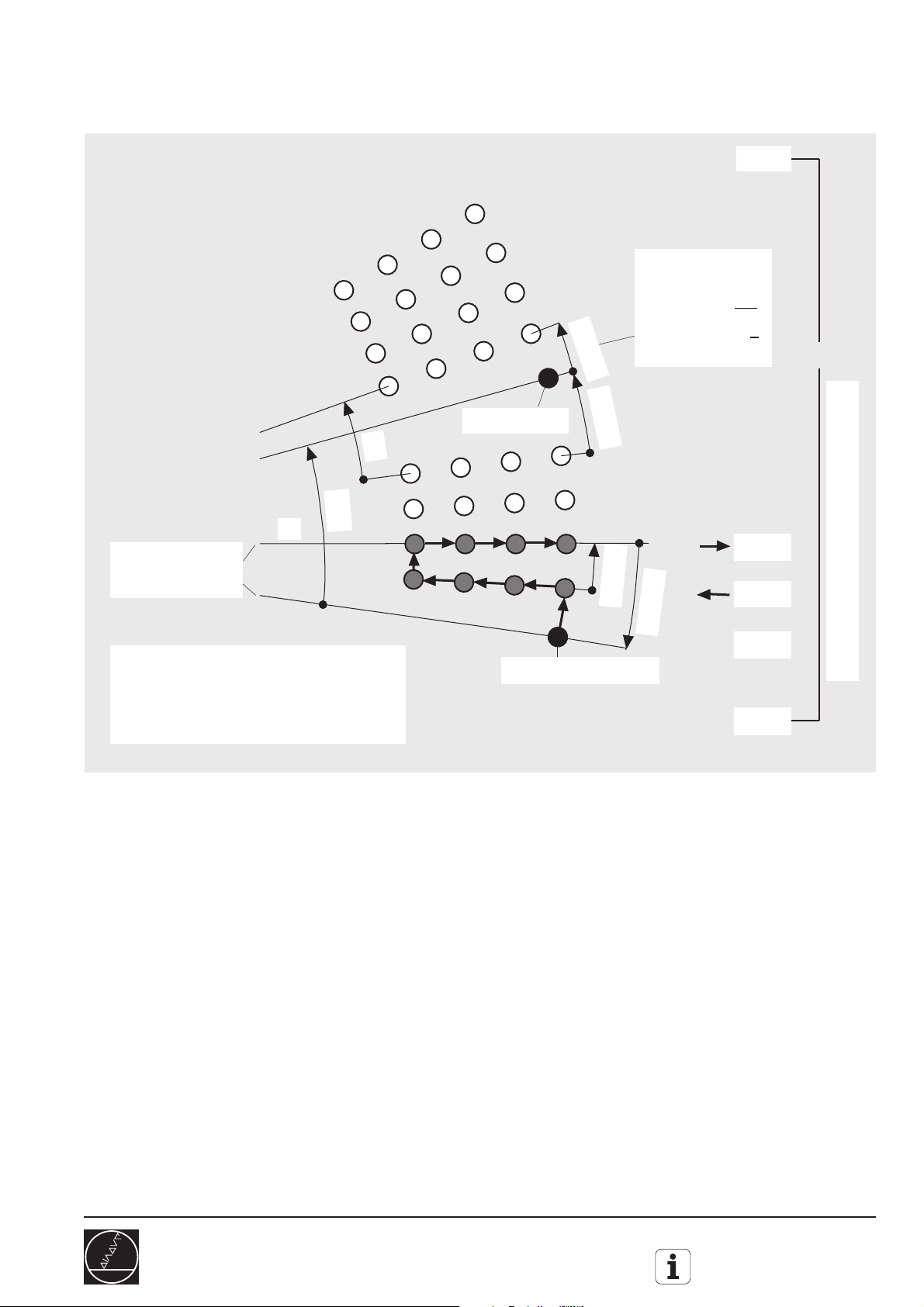
Detail: Large drilled plate
LBL 0
Angular step:
8°
18°
0°
LBL 2
=
1st hole group
LBL 1
= (19 + 1)* drilling pattern +
angle increment 4,667° between
drilling patterns
Pre-position
Start = Pre-position
3,333°
4,667°
3,333°
3° 20' = 3°
= 3,333°
-6,667°
20
60
LBL 4
LBL 3
LBL 2
LBL 1
≈
Overall working direction ➪
➪
HEIDENHAIN
Advanced course TNC 4xx
C04
7411/4
Page 30
Solution:
Large drilled plate
3
=
(
°
8
1
∗
0
2
1
2
°
3
)
0°
6
°
8
0'
Z
0
2
1
R
2
1
1
R
15
22
Main program
Center
0
5
1
260
R
1
04
R
9
6
0 BEGIN PGM 7411 MM
1 BLK FORM 0.1 Z X-125 Y-130 Z-22
2 BLK FORM 0.2 X+125 Y+130 Z+0
3 TOOL DEF 1 L+0 R+2,0 ...........................................
4 TOOL DEF 2 L+0 R+1 ..............................................
5 TOOL DEF 3 L+0 R+1,5 ...........................................
6 TOOL DEF 4 L+0 R+30 ............................................
7 TOOL CALL 1 Z S3000
8 CYCL DEF 1.0 PECKING
9 CYCL DEF 1.1 SET UP -2
10 CYCL DEF 1.2 DEPTH -2
11 CYCL DEF 1.3 PECKG -2
12 CYCL DEF 1.4 DWELL 0
13 CYCL DEF 1.5 F100
14 CALL LBL 1
15 L Z+20 R0 F9999 M6
2
CENTER DRILL
TWIST DRILL
TAP
MILL
Detail Z
M 2:1
20
17
M3
Pecking
16 TOOL CALL 2 Z S3000
17 CYCL DEF 1.0 PECKING
18 CYCL DEF 1.1 SET UP -2
19 CYCL DEF 1.2 DEPTH -20
20 CYCL DEF 1.3 PECKG -20
21 CYCL DEF 1.4 DWELL 0
22 CYCL DEF 1.5 F200
23 CALL LBL 1
24 L Z+20 R0 F9999 M6
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
7411/5C04
Page 31

Solution:
Large drilled plate
Tapping
Circular pocket
Retract tool, end
SPGM 1,
Drilling pattern
25 TOOL CALL 3 Z S500
26 CYCL DEF 2.0 TAPPING
27 CYCL DEF 2.1 SET UP -2
28 CYCL DEF 2.2 DEPTH -17
29 CYCL DEF 2.3 DWELL 0
30 CYCL DEF 2.4 F250
31 CALL LBL 1
32 L Z+20 R0 F9999 M6
33 TOOL CALL 4 Z S400
34 CYCL DEF 5.0 CIRCULAR POCKET
35 CYCL DEF 5.1 SET UP -2
36 CYCL DEF 5.2 DEPTH -15
37 CYCL DEF 5.3 PECKG -5 F100
38 CYCL DEF 5.4 RADIUS 75
39 CYCL DEF 5.5 F500 DR40 L X+0 Y+0 R0 M3
41 L Z+2 M99
42 L Z+20 R0 F9999 M2
43 LBL 1
44 CC X+0 Y+0 .............................................................
45 LP PR+120 PA-6,666 R0 F9999 M3 .........................
46 L Z+2 R0 M8
CENTER
PRE-POSITION BY 1ST HOLE
47 LBL 2
48 LP IPA+3,333 M99 ...................................................
49 LBL 3
50 LP IPR-8 M99
51 CALL LBL 3 REP 2/2 ................................................
52 LP IPA+3,333 M99 ...................................................
53 LBL 4
54 LP IPR+8 M99
55 CALL LBL 4 REP 2/2 ................................................
56 CALL LBL 2 REP 1/1 ................................................
57 LP IPA+4,666 ...........................................................
58 CALL LBL 2 REP 19/19 ............................................
59 LBL 0
60 END PGM 7411 MM
Pre-position
Space
18°
ANGULAR STEP
ROW RADIALLY INWARDS
ANGULAR STEP
ROW RADIALLY OUTWARDS
FURTHER DOUBLE ROWS
SPACE
REPEAT FURTHER GROUPS OF 16
0°
CC
Angular step
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C04
Row radially outwards
Row radially inwards
Angular step
Pre-position
7411/6
Page 32

110
100
96
Task:
Loading frame for plate
with M97 and M98
Program(s):
90
50
14
10
Undimensioned radii R5
0
0
0
8
10
14
96
100
110
25
10
5
Procedure:
Tools:
• Rough out inside
• Travel one mill radius farther at the corners of the loading
surface
• Small contour step on the side protrusions
• Roughing-finishing mill R5
HEIDENHAIN
Advanced course TNC 4xx
C04 72810/1
Page 33

Program layout: Loading frame for plate with M97 and M98
Preparation
Process
Rough out inside
Loading surface
BLK FORM
TOOL DEF
TOOL 1 . . .
L Z . . . . . . . . . . M6
CYCL DEF
L X . . . Y . . .
L Z . . . . . M99
L X . . . Y . . . R0
L Z . . .
APPR . . . X . . . Y . . .
L X . . . M98
Workpiece blank
Tool list
Call tool data
Tool change
Pocket milling-cycle
Starting position and
cycle call
Pre-position
Depth
Contour approach tang. ,
lower center
In corner one tool
radius farther
Retract tool, end
L X . . . Y . . .
L Y . . . M97
L X . . .
L Y . . .
L X . . . M97
L Y . . . M98
L X . . .
L X . . . M98
L X . . .
DEP . . . X . . . Y . . .
L Z . . . . . . . . . . M2
Small contour step
Protrusion
Protrusion
Reverse contour step
Next corner
Next corner
End of contour
Depart contour tang.
Tool change position
HEIDENHAIN
Advanced course TNC 4xx
72810/2C01
Page 34

Solution:
Loading frame for plate with M97 and M98
110
100
96
90
50
14
10
0
0
Undimensioned radii R5
8
10
14
96
100
110
25
10
0
5
Roughing out
Milling
0 BEGIN PGM 72810 MM
1 .................................................................................
2 BLK FORM 0.1 Z X+0 Y+0 Z-25
3 BLK FORM 0.2 X+110 Y+110 Z+0
4 TOOL DEF 1 L+0 R+5
5 TOOL CALL 1 Z S2500
6 L Z+100 R0 F9999 M6
7 CYCL DEF 4.0 POCKET MILLING
8 CYCL DEF 4.1 SET UP -2
9 CYCL DEF 4.2 DEPTH -10
10 CYCL DEF 4.3 PECKG -10 F150
11 CYCL DEF 4.4 X+82
12 CYCL DEF 4.5 Y+82
13 CYCL DEF 4.6 F1000 DR14 L X+55 Y+55 R0 M3
15 L Z+2 R0 M99
16 L X+30 Y+30
17 L Z-5 R0 F100
18 APPR LCT X+30 Y+10 R5 RR F250
19 L X+10 M98
20 L X+10 Y+15
21 L Y+50 M97
22 L X+8
23 L Y+90
24 L X+10 M97
25 L Y+100 M98
26 L X+15
27 L X+100 M98
28 L Y+95
29 L Y+10 M98
30 L X+95
31 L X+30
32 DEP LCT X+30 Y+30 R5 R0
LOADING FRAME WITH APPR/DEP
33 L Z+100 R0 F9999 M2
34 END PGM 72810 MM
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
72810/3C01
Page 35

100
Task:
FK Telephone
Program(s):
50
➂
R14
➁
➀
R88
➅
R25
➄
➃
R14
Start (R0)
0
0
50
100
HEIDENHAIN
Advanced course TNC 4xx
C01 75103/1
Page 36

FK Programming: Choice of contour function F L/
C
Element
form
Start
Seg-
mented
LINEAR
„L“
Tangential
CIRCULAR
Seg-
mented
„C“
Tangential
Softkey
HEIDENHAIN
Advanced course TNC 4xx
G26C01
Page 37

Solution:
FK Telephone
100
➂
R14
50
0
0
FK Program
0 BEGIN PGM 75103 MM
1 BLK FORM 0.1 Z X+0 Y+50 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S2800
5 L X+50 Y+50 R0 F9999 M13
6 L Z-5 F100
7 L X+50 Y+75 RL .......................................................
8 RND R5 F100
➁
➀
➃
➀
R88
➅
R25
➄
R14
Start (R0)
50
Converted Program
0 BEGIN PGM BOGEN MM
1 BLK FORM 0.1 Z X+0 Y+0 Z–20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S2800
5 L X+50 Y+50 R0 F9999 M13
6 L Z-5 F100
7 L X+50 Y+75 RL
8 RND R5 F100
100
9 FC DR+ R25 CCX+50 CCY+50 F500 ........................
10 FCT DR- R14 ............................................................
11 FCT DR- R88 CCX+50 CCY+0 ..................................
12 FCT DR- R14 ............................................................
13 FCT X+50 Y+75 DR+ R25 CCX+50 CCY+50 ............
14 FSELECT 2
15 RND R5 F100
16 L X+50 Y+50 R0 M9
17 L Z+10
18 END PGM 75103 MM
➁
➂
➃
➄
➅
9 CC X+50 Y+50
10 C X+26,805 Y+59,3269 DR+
11 CC X+13,8158 Y+64,55
12 C X+6,9701 Y+76,7622 DR–
13 CC X+50 Y+0
14 C X+93,0299 Y+76,7622 DR–
15 CC X+86,1842 Y+64,55
16 C X+73,195 Y+59,3269 DR–
17 CC X+50 Y+50
18 C X+50 Y+75 DR+
19 RND R5 F100
20 L X+50 Y+50 R0 M9
21 L Z+10
22 END PGM BOGEN MM
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C01
75103/2
Page 38

100
30
Task:
FK Dumbbell
60°
Program(s):
R20
20
55
0
0
40
100
20
10
0
HEIDENHAIN
Advanced course TNC 4xx
C05 75116/1
Page 39

Solution:
FK Dumbbell
100
R20
20
60°
30
0
0
0 BEGIN PGM 75116 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+4
4 TOOL CALL 1 Z S4000
5 L Z+2 R0 F MAX M3
6 L X+40 Y+30 R0 F2000
7 L Z-10 F100
8 L X+10 Y+30 RR F200
9 FPOL X+40 Y+30
10 FC DR- R30 CCX+40 CCY+30 F500
11 FL AN+60 PDX+40 PDY+30 D10
12 FSELECT 3
13 FC DR- R20 CCPR+55 CCPA+60
14 FSELECT 2
15 FL AN-120 PDX+40 PDY+30 D10
16 FSELECT 3
17 FC X+10 Y+30 DR- R30 CCX+40 CCY+30
18 FSELECT 2
19 L X+40 Y+30 R0
20 L Z+50 R0 F MAX M2
21 END PGM 75116 MM
40
55
100
20
10
0
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
75116/2C01
Page 40

100
65
40
Task:
FK Hammer
55°
R11
R15
37,5
Program(s):
20
30°
R12,5
80°
15
R11
0
0
15
30
100
20
10
0
HEIDENHAIN
Advanced course TNC 4xx
C05
75119/1
Page 41

Solution:
FK Hammer
100
65
40
R11
55°
R15
37,5
20
30°
R12,5
80°
15
0
0
0 BEGIN PGM 75119 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+85 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S4000
5 L Z+50 R0 F MAX M6
6 L X+80 Y+70 F MAX M3
7 L Z-10 F100
8 CC X+30 Y+40
9 LP PR+37,5 PA+30 RL F500
10 FL LEN10 AN-60
11 FL AN-150
12 FCT DR+ R12,5
13 FLT AN-100
14 FCT DR- R11 CCX+30 CCY+15
15 FLT PDX+15 PDY+65 D11
16 FSELECT 1
17 FCT DR- R11 CCX+15 CCY+65
18 FLT AN-55
19 FCT DR+ R15
20 FPOL X+30 Y+40
21 FLT AN+30 PDX+30 PDY+40 D10
22 FSELECT 2
23 FL PR+37,5 PA+30 IAN+90
24 L X+80 Y+70 R0 F500
25 L Z+50 R0 F MAX M2
26 END PGM 75119 MM
15
R11
30
100
20
10
0
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
75119/2C01
Page 42

Task:
0
R22
FK Mickey Mouse
R38
Program(s):
60°
76
80
R9
R9
8
18
-40
-30
30°
-8
R80
0
R10
R8
40
HEIDENHAIN
Advanced course TNC 4xx
C01 71750/1
Page 43

Solution:
FK Mickey Mouse
R38
R22
0
60°
R9
R9
8
18
76
80
0 BEGIN PGM 71750 MM
1 .................................................................................
2 BLK FORM 0.1 Z X-70 Y-90 Z-12
3 BLK FORM 0.2 X+70 Y+30 Z+0
4 TOOL DEF 1 L+0 R+5
5 TOOL CALL 1 Z S2500
6 L Z+10 R0 F9999 M3
7 L X-62 Y+0 RL
8 L Z-10 F150
9 FC DR- R22 CLSD+ CCX-40 CCY+0
10 FCT DR+ R38 CCX+0
11 FSELECT 1
12 FCT DR- R22 CCX+40 CCY+0
13 FCT DR+ R10
14 FLT AN-60 PDX+0 PDY+0 D0
15 FSELECT 3
16 FCT DR- R8
17 FCT X+0 Y-80 DR- R80 CCX+0 CCY+0
18 FLT X-40 AN+180
19 FL AN+90
20 FL AN+30
21 FCT DR+ R9 CCX-17
22 FLT X-30 PAR21 DP18
23 FSELECT 2
24 FL AN+90
25 FL PAR23 DP8
26 FSELECT 2
27 FCT DR+ R9 CCX-17
28 FCT X-62 Y+0 DR- R22 CLSD- CCX-40 CCY+0
29 FSELECT 2
30 L Z+10 F9999 M2
31 END PGM 71750 MM
-40
-30
30°
R80
0
-8
R10
R8
40
MICKEY
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C05
71750/2
Page 44

72
42
20
0
Task:
16
FK Comb
16
120°
Program(s):
16
60°
16
16
R4
16
-20
-80
-72
-40
0
12
100
HEIDENHAIN
Advanced course TNC 4xx
C05 75108/1
Page 45

Solution:
FK Comb
72
42
20
0
-20
-80
16
-72
16
-40
120°
0
12
60°
16
16
16
R4
16
100
0 BEGIN PGM 75108 MM
1 BLK FORM 0.1 Z X-80 Y-10 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3,5
4 TOOL CALL 1 Z S1000
5 L X-100 Y+0 R0 F MAX M3
6 L Z-20 F MAX
7 L X-80 Y+0 RL F600
8 FPOL X+0 Y+0
9 FC DR- R80 CCX+0 CCY+0
10 FCT DR- R8 CCPR+72 CCPA+120
11 FCT DR+ R64 CCX+0 CCY+0
12 FCT DR+ R8 CCY+8
13 FSELECT 2
14 FCT DR- R48 CCX+0 CCY+0
15 FCT DR- R8 CCPR+40 CCPA+120
16 FCT DR+ R32 CCX+0 CCY+0
17 FCT DR+ R6 CCY+6
18 FSELECT 2
19 FCT X+0 Y+20 DR- R20 CCX+0 CCY+0
20 FLT X+12 Y+20
21 FL AN-60
22 FCT Y+0 DR+ R4
23 FLT AN+0
24 FCT DR+ R4
25 FLT AN+120 PAR21 DP16
26 FCT DR- R8 CCY+34
27 FLT AN-60 PAR25 DP16
28 FCT Y+0 DR+ R4
29 FLT Y+0 AN+0
30 FCT DR+ R4
31 FLT AN+120 PAR27 DP16
32 FCT DR- R8 CCY+64
33 FLT AN-60 PAR31 DP16
34 FCT X+100 Y+0 DR+ R4
35 FSELECT 2
36 FL X+100 Y-20
37 FL X-80 Y-20
38 FL X-80 Y+0
39 END PGM 75108 MM
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C05
75108/2
Page 46

Program layout: FK Comb first as island and then mirrored in Y
with SL I roughing
Preparation
Listing
Machining cycle
Execution
Retract tool, end
SPGM,
part contours
BLK FORM
TOOL 1 . . .
CYCL DEF 14 LABEL 1/2
CYCL DEF 6 ROUGH OUT
L X . . . Y . . . R0 F9999 M3
L Z . . . M99
CYCL DEF 7 DATUM SHIFT
X0 Y- . . .
CYCL DEF 8 MIRROR IMAGE Y
CYCL CALL
L Z20 F9999 M2
LBL 1
L X . . . Y . . . RL
○○○ ○○○
Part contours
Upper half
Y-values mirrored in
lower half
Original island
LBL 0
LBL 2
L X . . . Y . . . RR
LBL 0
Original pocket
HEIDENHAIN
Advanced course TNC 4xx
C01
75122/2
Page 47

Solution:
FK Comb first as island and then mirrored in Y
Main program
Retract tool, End
0 BEGIN PGM 75122 MM
1 BLK FORM 0.1 Z X-80 Y-95 Z-50
2 BLK FORM 0.2 X+100 Y+75 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S200
5 CYCL DEF 14.0 CONTOUR
6 CYCL DEF 14.1 CONTOUR LABEL 1 /2
7 CYCL DEF 6.0 ROUGH OUT
8 CYCL DEF 6.1 SET UP -2 DEPTH -30
9 CYCL DEF 6.2 PECKG -10 F100 ALLOW +0
10 CYCL DEF 6.3 ANGLE +0 F200
11 L X-100 Y+0 R0 F MAX M3
12 L Z+2 F9999 M99
13 CYCL DEF 7.0 DATUM SHIFT
14 CYCL DEF 7.1 X+0
15 CYCL DEF 7.2 Y-20
16 CYCL DEF 8.0 MIRROR IMAGE
17 CYCL DEF 8.1 Y
18 CYCL CALL
19 CYCL DEF 8.0 MIRROR IMAGE
20 CYCL DEF 8.1
21 L Z+20 F MAX M2
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C01
75122/3
Page 48

Solution:
FK Comb first as island and then mirrored in Y
SPGM
22 LBL 1
23 L X-80 Y+0 RL
24 FPOL X+0 Y+0
25 FC DR- R80 CCX+0 CCY+0
26 FCT DR- R8 CCPR+72 CCPA+120
27 FCT DR+ R64 CCX+0 CCY+0
28 FCT DR+ R8 CCY+8
29 FSELECT 2
30 FCT DR- R48 CCX+0 CCY+0
31 FCT DR- R8 CCPR+40 CCPA+120
32 FCT DR+ R32 CCX+0 CCY+0
33 FCT DR+ R6 CCY+6
34 FSELECT 2
35 FCT X+0 Y+20 DR- R20 CCX+0 CCY+0
36 FLT X+12 Y+20
37 FL AN-60
38 FCT Y+0 DR+ R4
39 FLT AN+0
40 FCT DR+ R4
41 FLT AN+120 PAR37 DP16
42 FCT DR- R8 CCY+34
43 FLT AN-60 PAR41 DP16
44 FCT Y+0 DR+ R4
45 FLT Y+0 AN+0
46 FCT DR+ R4
47 FLT AN+120 PAR43 DP16
48 FCT DR- R8 CCY+64
49 FLT AN-60 PAR47 DP16
50 FCT X+100 Y+0 DR+ R4
51 FSELECT 2
52 FL X+100 Y-20
53 FL X-80 Y-20
54 FL X-80 Y+0
55 LBL 0
56 LBL 2
57 L X-90 Y-20 RR
58 L Y+100
59 L X+120
60 L Y-20
61 L X-90
62 LBL 0
63 END PGM 75122 MM
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
75122/4C05
Page 49

0
Task:
Toggle joint
Program(s):
–20,2
–30
–51
–55
100
–50
–39
–28,354
0
–Z
+Y
R 30
28,354
39
39
50
0
–50
Procedure:
Tools:
0
• 2½ D-cut in Z/X
• Setting in Y
• End mill R10 for roughing-out
• End mill R10 for finishing
HEIDENHAIN
Advanced course TNC 4xx
C05
+X
50
761260/1
761261/1
Page 50

Program layout: Toggle joint with 1 tool,
constant climb-cut
Preparation
Roughing-out
Retract tool, end
Contour Z/X, SPGM
BLK FORM
TOOL DEF . . . R10
TOOL 2 . . .
L Z50 R0 F . . . . M3
CYCL DEF 7.0 DATUM SHIFT
CYCL DEF 7.1 X+Q108 Y0 / Z0
CALL LBL 1
CYCL DEF 7.0 DATUM SHIFT
CYCL DEF 7.1 X-Q108 Y100 / Z0
CYCL DEF 10.0 ROT180
CALL LBL 1
L Z . . . M2
LBL 1
L X+55 Y-4 R0 F . . . . M3
L Z . . .
Right
Left
Starting plane
Starting Z
LBL 2
L IY . . . F100
L X . . . Z . . . F250
L X . . . Z . . .
CT X . . . Z . . .
L Z . . . F9999
L X . . . Z . . .
L Z . . . F . . .
CALL LBL 2 REP . . .
L Z+ . . .
CYCL DEF 7.0 DATUM SHIFT
CYCL DEF . . . X0 Y0 Z0
CYCL DEF 10.0 ROT 0
LBL 0
Y-steps
Tangent
Arc
Retract tool
For further steps
Retract tool
Reset
HEIDENHAIN
Advanced course TNC 4xx
C01
761260/2
Page 51

Solution:
Toggle joint with 1 tool,
constant climb-cut
0
–20,2
–30
–51
–55
100
–50
–39
–28,354
R 30
0
–Z
+Y
28,354
39
39
50
Main program
Retract tool, end
0
0
–50
0 BEGIN PGM 761260 MM
1 BLK FORM 0.1 Z X-50 Y+0 Z-52
2 BLK FORM 0.2 X+50 Y+100 Z+0
3 L Z+50 R0 F9999 M6
4 TOOL DEF 2 L+0 R+10
5 TOOL CALL 2 Z S4000
6 L Z+50 R0 F MAX M3
7 CYCL DEF 7.0 DATUM SHIFT
8 CYCL DEF 7.1 X+Q108
9 CYCL DEF 7.2 Y+0
10 CALL LBL 1 ..............................................................
11 CYCL DEF 7.0 DATUM SHIFT
12 CYCL DEF 7.1 X-Q108
13 CYCL DEF 7.2 Y+100
14 CYCL DEF 10.0 ROTATION
15 CYCL DEF 10.1 ROT+180
16 CALL LBL 1 ..............................................................
17 L Z+50 R0 F MAX M2
+X
50
RIGHT
LEFT
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C01
761260/3
Page 52

Solution:
Toggle joint with 1 tool,
constant climb-cut
SPGM, Contour Z/X
18 LBL 1
19 L X+55 Y-4 R0 F9999 M3
20 L Z-51 F1000
21 LBL 2
22 L IY+2 F100
23 L X+39 Z-51 F250
24 L X+28,354 Z-20,2
25 CT X+0 Z+0
26 L Z+5 R0 F9999
27 L X+55 Z+5
28 L Z-51 F1000
29 CALL LBL 2 REP 50/50
30 L Z+5 R0 F MAX
31 CYCL DEF 7.0 DATUM SHIFT
32 CYCL DEF 7.1 X+0
33 CYCL DEF 7.2 Y+0
34 CYCL DEF 7.3 Z+0
35 CYCL DEF 10.0 ROTATION
36 CYCL DEF 10.1 ROT+0
37 LBL 0
38 END PGM 761260 MM
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C01
761260/4
Page 53

Program layout:
Toggle joint with 2 tools, constant climb-cut
expanded roughing
Preparation
Roughing
Completed section
already exists
BLK FORM
TOOL DEF . . . R10
TOOL 1 . . .
FN 1: Q1 = Q108 + 5
L Z50 R0 F . . . . M3
CYCL DEF 7.0 DATUM SHIFT
CYCL DEF . . . X+Q1 Y0 Z+5
CALL LBL 1
CYCL DEF 7.0 DATUM SHIFT
CYCL DEF . . . X-Q1 Y100 Z+5
CYCL DEF 10.0 ROT180
CALL LBL 1
TOOL 2 . . .
○○
X > tool radius
Retract tool, end
Contour Z/X,
SPGM 1
already exists
CALL LBL 1
○○
CALL LBL 1
L Z . . . M2
LBL 1
○○○○○○○○○
LBL 0
HEIDENHAIN
Advanced course TNC 4xx
C01
761261/2
Page 54

Solution:
Toggle joint with 2 tools, constant climb-cut
Main program
Tool 1
Tool 2
0 BEGIN PGM 761261 MM
1 BLK FORM 0.1 Z X-50 Y+0 Z-52
2 BLK FORM 0.2 X+50 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S2800
5 FN 1: Q1 = +Q108 + +5
6 L Z+50 R0 F9999 M3
7 CYCL DEF 7.0 DATUM SHIFT
8 CYCL DEF 7.1 X+Q1
9 CYCL DEF 7.2 Y+0
10 CYCL DEF 7.3 Z+5
11 CALL LBL 1 ..............................................................
12 CYCL DEF 7.0 DATUM SHIFT
13 CYCL DEF 7.1 X-Q1
14 CYCL DEF 7.2 Y+100
15 CYCL DEF 7.3 Z+5
16 CYCL DEF 10.0 ROTATION
17 CYCL DEF 10.1 ROT+180
18 CALL LBL 1 ..............................................................
19 TOOL DEF 2 L+0 R+10
20 TOOL CALL 2 Z S4000
21 L Z+50 R0 F MAX M6
22 CYCL DEF 7.0 DATUM SHIFT
23 CYCL DEF 7.1 X+Q108
24 CYCL DEF 7.2 Y+0
25 CALL LBL 1 ..............................................................
RIGHT
LEFT
RIGHT
Retract tool, end
SPGM,
Contour Z/X
26 CYCL DEF 7.0 DATUM SHIFT
27 CYCL DEF 7.1 X-Q108
28 CYCL DEF 7.2 Y+100
29 CYCL DEF 10.0 ROTATION
30 CYCL DEF 10.1 ROT+180
31 CALL LBL 1 ..............................................................
32 L Z+50 R0 F MAX M2
33 LBL 1
34 L X+55 Y-4 R0 F9999 M3
35 L Z-51 F1000
36 LBL 2
37 L IY+2 F100
38 L X+39 Z-51 F250
39 L X+28,354 Z-20,2
40 CT X+0 Z+0
41 L Z+5 R0 F9999
42 L X+55 Z+5
43 L X+55 Z-51 F MAX
44 CALL LBL 2 REP 50/50
45 L Z+5 R0 F MAX
46 CYCL DEF 7.0 DATUM SHIFT
47 CYCL DEF 7.1 X+0
48 CYCL DEF 7.2 Y+0
49 CYCL DEF 7.3 Z+0
50 CYCL DEF 10.0 ROTATION
51 CYCL DEF 10.1 ROT+0
52 LBL 0
53 END PGM 761261 MM
LEFT
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
761261/3D02
Page 55

100
50
Task:
Truncated cone, standing, 2½ D,
external
R35
R15
Program(s):
0
0
Procedure:
Tools:
50
• 2½ D cut
• Vertical position in X/Y
• Setting in Z
• End mill
100
40
30
20
0
HEIDENHAIN
Advanced course TNC 4xx
C01
7162/1
Page 56

Truncated cone, standing, 2½ D, horizontal, with full circles
+Z
0
15
35
-20
-30
-40
0
+X
Number of steps = 10
PR
Z
Calculation of step width per revolution:
PR =
End radius – Starting radius
Number of steps
Z=
End height – Starting height
Number of steps
Example: Number of steps = 10
PR =
Z =
35 – 15
10
-20 – 0
10
20
=
= 2
10
-20
=
= -2
10
HEIDENHAIN
Advanced course TNC 4xx
7162/2C01
Page 57

Program layout: Truncated cone, standing, external, 2½ D, horizontal
Preparation
Roughing
Finishing
BLK FORM
TOOL 1 . . . R10
L Z20 R0 F9999 M3
CC X . . . Y . . .
LP PR65 PA0 R . . . F . . . M . . .
L Z+2
LBL 1
LP IPR- . . . RL F . . .
L Z-30
CP IPA-360 DR- RL F . . . M98
CALL LBL 1 REP . . .
L Z . . . M6
TOOL 2 . . . R10
L Z+ . . . R0 F . . . M3
LP PR15 PA0 R0 F . . .
LP IPR+Q108
L Z0 F150
Z-Clearance
Compensate tool
radius outside
Contact
Retract tool, end
LBL 2
LP IPR+1
L IZ-1 F200
CP IPA-360 DR- F1000
CALL LBL 2 REP . . .
L Z20 . . . M2
Cone angle 45°
for slope
Full circle in X/Y
HEIDENHAIN
Advanced course TNC 4xx
C09
7162/3
Page 58

Solution:
Truncated cone, standing, 2½ D, horizontal,
external form with end mill
100
R35
50
0
0
0 BEGIN PGM 7162 MM
1 .................................................................................
2 .................................................................................
3 BLK FORM 0.1 Z X+0 Y+10 Z-31
4 BLK FORM 0.2 X+100 Y+100 Z+0
5 TOOL DEF 1 L+0 R+10
6 TOOL CALL 1 Z S2000
7 CC X+50 Y+50
8 L Z+20 R0 F9999 M3
9 LP PR+65 PA+0
10 L Z+2
R15
50
40
30
100
TRUNCATED CONE STANDING
2½ D, HORIZONTAL, END MILL
20
0
11 LBL 1
12 LP IPR-5 RL F200
13 L Z-30
14 CP IPA-360 DR- RL F300 M98
15 CALL LBL 1 REP 5/5
16 L Z+20 R0 F9999 M6
17 TOOL DEF 2 L+0 R+10
18 TOOL CALL 2 Z S2800
19 L Z+20 R0 F9999 M3
20 LP PR+15 PA+0 R0 F9999 M3
21 LP IPR+Q108
22 L Z+2
23 L Z+0 F150
24 LBL 2
25 LP IPR+1
26 L IZ-1 F200
27 CP IPA-360 DR- F1000 M98
28 CALL LBL 2 REP 19/19
29 L Z+20 R0 F9999 M2
30 END PGM 7162 MM
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
7162/4C09
Page 59

100
50
Task:
Truncated cone, standing, 3D,
external form
R35
R15
Program(s):
0
0
Procedure:
Tools:
50
100
40
30
20
0
• 3D-cut from top to buttom
• Rotation about zero point at center of truncated cone
• End mill R6
HEIDENHAIN
Advanced course TNC 4xx
C01
7182/1
Page 60

Detail: Truncated cone, standing, 3D, external form
with end mill, radius compensation
0
-20
-30
-40
100
+Z
0
+Y
R
Tool
=10mm
15
Incorrect
35
Direction
of travel
+X
50
Correct
R35
0
Manually set
0
datum shift
R15
Programmed zero
point in X/Y
Start of rotation
(clearly visible with very
thin tools) if necessary
program graphics
+X
100
HEIDENHAIN
Advanced course TNC 4xx
C01
7282/2
Page 61

Program layout: Truncated cone, standing, 3D, external form
Preparation
1 call
Retract tool, end
1 revolution, SPGM
BLK FORM
TOOL . . .
L Z . . . M3
CYCL DEF 7.0 DATUM SHIFT . . .
Q3 = 15 + Q108
Q4 = 35 + Q108
CALL LBL 1
L Z . . . M2
LBL 1
L XQ3 Y0 R0 F9999 M3
L Z2
L Z0 F100
LBL 2
Dat. sh. in center of part
Tool compensation
Approach compensated
X-value in drawing
Contact
L XQ4 Y0 Z-20
L Z0 F9999
L XQ3 Y0 F2000
CYCL DEF 10.0 ROTATION
CYCL DEF 10.1 IROT-5
L Y0 F500
CALL LBL 2 REP . . .
CYCL DEF 10.0 ROTATION
CYCL DEF 10.1 ROT+0
LBL 0
3D-cut, mill stays free!
Feed rate for first cut
=100
Z return
Feed rate for
following cuts
HEIDENHAIN
Advanced course TNC 4xx
C01
7282/3
Page 62

Solution:
Truncated cone, standing, 3D, vertical,
external form with end mill, repeatable
100
R35
Main program
50
0
0
0 BEGIN PGM 7282 MM
1 .................................................................................
2 .................................................................................
3 .................................................................................
4 BLK FORM 0.1 Z X+10 Y+10 Z-32
5 BLK FORM 0.2 X+90 Y+90 Z+0
6 TOOL DEF 1 L+0 R+10
7 TOOL CALL 1 Z S4000
8 L Z+20 R0 F9999 M3
9 CYCL DEF 7.0 DATUM SHIFT
10 CYCL DEF 7.1 X+50
11 CYCL DEF 7.2 Y+50
12 FN 1: Q3 = +15 + +Q108 ..........................................
13 FN 1: Q4 = +35 + +Q108 ..........................................
14 CALL LBL 1 ..............................................................
R15
50
40
30
100
TRUNCATED CONE, STANDING,
3D, VERTICAL, END MILL
COMPLETED SECTION
X TOP
X BOTTOM
FIRST CUT
20
0
SPGM
15 L Z+50 R0 F9999 M2
16 LBL 1
17 L X+Q3 Y+0 R0 F9999 M3 .......................................
18 L Z+2
19 L Z+0 F100
20 LBL 2
21 L X+Q4 Y+0 Z-20 .....................................................
22 L Z+0 F9999 .............................................................
23 L X+Q3 Y+0 F2000
24 CYCL DEF 10.0 ROTATION
25 CYCL DEF 10.1 IROT-5.............................................
26 L Y+0 F500 ...............................................................
27 L F500
28 CALL LBL 2 REP 71/71 .............................................
29 CYCL DEF 10.0 ROTATION
30 CYCL DEF 10.1 ROT+0
31 LBL 0
32 END PGM 7282 MM
HEIDENHAINHEIDENHAIN
APPROACH TOP
CUT DOWNWARDS
Z FREE
FINENESS OF ROTATION
CROSS OVER ON TOP
NUMBER OF ROTATION STEPS
Advanced course TNC 4xx
C05
7282/4
Page 63

100
50
Task:
Truncated cone, internal, 3D
R35
R15
Program(s):
0
0
Procedure:
Tools:
40
50
100
30
• 3 D-cut from bottom to top
• Pre-machining with 2 circular pockets
• End mill R6
20
0
HEIDENHAIN
Advanced course TNC 4xx
C05
7283/1
7283/1
7284/1
7284/1
Page 64

Solution:
Truncated cone, standing, 3D, vertical,
internal form with end mill, upwards
100
R35
Main program
50
0
0
0 BEGIN PGM 7283 MM
1 .................................................................................
2 .................................................................................
3 .................................................................................
4 BLK FORM 0.1 Z X+0 Y+10 Z-32
5 BLK FORM 0.2 X+100 Y+90 Z+0
6 TOOL DEF 1 L+0 R+10
7 TOOL CALL 1 Z S2800
8 L Z+20 R0 F9999 M3
9 CYCL DEF 7.0 DATUM SHIFT
10 CYCL DEF 7.1 X+50
11 CYCL DEF 7.2 Y+50
12 FN 1: Q3 = +35 + -Q108
13 FN 1: Q4 = +15 + -Q108
14 CALL LBL 1
R15
50
40
30
100
TRUNCATED CONE, STANDING,
3D, VERTICAL, INTERNAL, END
MILL, COMPLETED SECTION, B06
20
0
SPGM
15 L Z+50 R0 F9999 M2
16 LBL 1 ........................................................................
17 L X+10 Y+0
18 L Z-20 R0 F400 M3
19 L X+Q3 Y+0
20 LBL 2 ........................................................................
21 L X+Q3 Y+0 Z-20 F1000
22 L X+Q4 F9999
23 L Z-30 F2000
24 CYCL DEF 10.0 ROTATION
25 CYCL DEF 10.1 IROT-5
26 CALL LBL 2 REP 71/71
27 CYCL DEF 10.0 ROTATION
28 CYCL DEF 10.1 ROT+0
29 LBL 0
30 END PGM 7283 MM
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C01
VERY FIRST CUT
FOLLOWING CUTS 3D UPWARDS
7283/3
Page 65

Solution:
Truncated cone, standing, 3D, vertical,
internal form with end mill, upwards,
with roughing
Main program
0 BEGIN PGM 7284 MM
1 .................................................................................
2 .................................................................................
3 .................................................................................
4 .................................................................................
5 BLK FORM 0.1 Z X+0 Y+10 Z-32
6 BLK FORM 0.2 X+100 Y+90 Z+0
7 TOOL DEF 1 L+0 R+10
8 TOOL CALL 1 Z S2800
9 L Z+20 R0 F9999 M3
10 FN 0: Q1 = +20.........................................................
11 FN 0: Q2 = +35 ..........................................................
12 CYCL DEF 5.0 CIRCULAR POCKET
13 CYCL DEF 5.1 SET UP-2
14 CYCL DEF 5.2 DEPTH -Q1
15 CYCL DEF 5.3 PECKG -5 F150
16 CYCL DEF 5.4 RADIUS Q2
17 CYCL DEF 5.5 F500 DR+
18 L X+50 Y+50
19 L Z+2 M99 ................................................................
20 FN 0: Q1 = +10
21 FN 0: Q2 = +15
22 L Z-18 M99
23 CYCL DEF 7.0 DATUM SHIFT
24 CYCL DEF 7.1 X+50
25 CYCL DEF 7.2 Y+50
26 FN 1: Q3 = +15 + -Q108 ..........................................
27 FN 1: Q4 = +35 + -Q108 ..........................................
28 FN 0: Q5 = -25 .........................................................
TRUNCATED CONE, STANDING,
VERTICAL, INTERNAL FORM
FROM SOLID BLOCK WITH
END MILL
DEPTH
RADIUS
ROUGHING OUT
XA BOTTOM
XB TOP
Z DEPTH, FIRST CUT
SPGM, Contour
29 CALL LBL 1 ..............................................................
30 FN 0: Q5 = -30 .........................................................
31 CALL LBL 1 ..............................................................
32 L Z+50 R0 F9999 M2
33 LBL 1
34 L X+Q3 Y+0 Z+Q5 R0 F400 M3...............................
35 L X+Q4 Y+0 Z+0 ......................................................
36 LBL 2
37 L X+Q3 Y+0
38 L Z+Q5
39 L X+Q4 Y+0 Z+0 F1000 ...........................................
40 L X+Q3 F9999 ..........................................................
41 L Z+Q5 F2000
42 CYCL DEF 10.0 ROTATION
43 CYCL DEF 10.1 IROT-5
44 CALL LBL 2 REP 71/71
45 CYCL DEF 10.0 ROTATION
46 CYCL DEF 10.1 ROT+0
47 LBL 0
48 END PGM 7284 MM
ROUGHING OUT SLOPE
Z DEPTH, SECOND CUT
FINISHING
A
B
B
A
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
7284/3C09
Page 66

100
50
Task:
Hemisphere, internal machining,
2D, horizontal
R
Sphere
Program(s):
0
0
Procedure:
Tools:
55
50
100
50
• Full circles (vertical positions) in X/Y
• Pre-machine with 2 circular pockets
• Roughing out (circular pockets) with end mill R10
• Machine contour with spherical mill R5
0
HEIDENHAIN
Advanced course TNC 4xx
C05
7322/1
7323/1
Page 67

Program layout: Hemisphere, internal machining with spherical mill
conventional with R0, 2D, horizontal
-50
-55
100
0
CC Z/X
+180°
–Z
+Y
Full circles
in X/Y
+90°
IPA+
in Z/X
+X
50
+90°
CC X/YCC X/Y
0°
R
= Q108 = 5
Tool
0
+X
0
50
PR50
100
HEIDENHAIN
Advanced course TNC 4xx
7322/2C05
Page 68

Program layout: Hemisphere, internal machining with spherical mill
conventional with R0, 2D, horizontal, working
downwards
Preparation
Approach
Full circles
Setting
Angular steps
BLK FORM
TOOL 1 . . . R5
L Z10 R0 F9999 M3
CC X50 Y50
LP PR50 PA0 R0 F9999
LP IPR-Q108
L Z+0 R0 F100
LBL 1
CC X50 Y50
CP DR+
CC X50 Z0
CP IPA2 DR+
CALL LBL 1 REP 44/44
L Z+ . . . M2
Z-clearance
X/Y plane
PR = R
Account for tool radius
Plunge
X/Y plane
Z/X plane
Part
– R
Tool
HEIDENHAIN
Advanced course TNC 4xx
7322/3C05
Page 69

Solution:
Hemisphere, internal machining with spherical mill
conventional with R0, 2D, horizontal
100
R
Sphere
50
0
0
50
100
55
50
0
Set datum
0 BEGIN PGM 7322 MM
1 BLK FORM 0.1 Z X-2 Y-2 Z-55
2 BLK FORM 0.2 X+102 Y+102 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S4000
5 L Z+70 R0 F9999 M6 ................................................
6 CC X+50 Y+50 ..........................................................
7 LP PR+50 PA+0 R0 F9999 M3..................................
8 LP IPR-Q108 .............................................................
9 L Z+0 R0 F100
10 LBL 1
11 CC X+50 Y+50 ..........................................................
12 CP DR+ F500 ............................................................
13 CC X+50 Z+0 ............................................................
14 CP IPA+2 DR+ F100 .................................................
15 CALL LBL 1 REP 44/44 .............................................
16 L Z+70 R0 F9999 M2
17 END PGM 7322 MM
Z
Z-CLEARANCE
CENTER IN X/Y
STARTING POINT
ACCOUNT FOR TOOL RADIUS
CENTER IN X/Y
CIRCULAR RING
CENTER IN Z/X
MOVE DEEPER (ARC)
FURTHER REVOLUTIONS
Y
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C05
CC
Z = R
Tool
X
X = R
CC
Part
+ R
X
Tool
7322/4
Page 70

Solution:
Hemisphere, internal machining with end and
die sink mill
Main program
End mill
Die sink mill
Retract tool, end
SPGM 1, Roughing
out with end mill
0 BEGIN PGM 7323 MM
1 BLK FORM 0.1 Z X-2 Y-2 Z-51
2 BLK FORM 0.2 X+102 Y+102 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S4000
5 FN 0: Q1 = +45.........................................................
6 CALL LBL 1 ..............................................................
7 L Z+100 R0 F MAX M6 ............................................
8 TOOL DEF 2 L+0 R+5
9 TOOL CALL 2 Z S4500
10 CALL LBL 2 ..............................................................
11 L Z+100 R0 F MAX M2
12 LBL 1
13 CC X+50 Y+50 ..........................................................
14 LP PR+0 PA+0 R0 F MAX M3
15 CYCL DEF 5.0 CIRCULAR POCKET
16 CYCL DEF 5.1 SET UP -2
17 CYCL DEF 5.2 DEPTH -14
18 CYCL DEF 5.3 PECKG -5 F150
19 CYCL DEF 5.4 RADIUS Q1
20 CYCL DEF 5.5 F500 DR+
21 L Z+2 R0 F MAX M99
22 FN 0: Q1 = +30 .........................................................
23 L Z-12 R0 F MAX M99
24 LBL 0
UPPER POCKET RADIUS
ROUGHING-OUT
TOOL CHANGE
FINISHING
CENTER IN X/Y
LOWER POCKET RADIUS
SPGM 2, Finishing
with die sink mill
(spherical form)
25 LBL 2
26 LP PR+50 PA+0 R0 F500 M3....................................
27 LP IPR-Q108
28 L Z+0 R0 F MAX
29 LBL 20
30 CC X+50 Y+50 ..........................................................
31 C DR+ F500 ..............................................................
32 CC X+50 Z+0 ............................................................
33 CP IPA+2 DR+ F150 .................................................
34 CALL LBL 20 REP 44/44 ...........................................
35 LBL 0
36 END PGM 7323 MM
STARTING POINT
CENTER IN X/Y
CIRCULAR RING
CENTER IN Z/X
MOVE DEEPER
FURTHER CIRCULAR RINGS
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C01
7323/2
Page 71

100
50
Task:
Hemisphere, external machining
with spherical mill, working
downwards, 2½ D, horizontal
R35
Program(s):
R5
0
0
Procedure:
Tools:
50
100
50
40
35
• Full circles (vertical positions) in X/Y
• Setting with angular steps in Z/X
• Pre-machining e.g. with contour island or
helical interpolation
• (Roughing out with end mill R5)
• Finishing with spherical mill R5
0
HEIDENHAIN
Advanced course TNC 4xx
C05
72841/1
Page 72

Program layout: Hemisphere, external machining with spherical mill,
working downwards, 2½ D, horizontal
Preparation
Finishing
Call
Retract tool, end
SPGM
BLK FORM
TOOL 1 . . . R5
L Z 20 R0 F9999 M3
CALL LBL 1
L Z . . . M2
LBL 1
L X+50 Y+50 R . . . F . . . M . . .
L Z+Q108 F100
LBL 2
CC Z-35 X+50
CP IPA+2 DR+ F100
CC X+50 Y+50
CP DR- F500
Approach center
Account for tool
radius
Setting in Z/X
Full circle in X/Y
CALL LBL 2 REP . . .
LBL 0
Further cuts
HEIDENHAIN
Advanced course TNC 4xx
C05
72841/2
Page 73

Solution:
Hemisphere, external machining with spherical mill,
working downwards, 2½ D, horizontal
100
R35
50
0
0
50
100
40
50R535
0
Main program
Retract tool, end
SPGM
0 BEGIN PGM 72841 MM
1 .................................................................................
2 .................................................................................
3 .................................................................................
4 BLK FORM 0.1 Z X+0 Y+10 Z-36
5 BLK FORM 0.2 X+100 Y+90 Z+5
6 TOOL DEF 1 L+0 R+5
7 TOOL CALL 1 Z S2800
8 L Z+20 R0 F9999 M3
9 CALL LBL 1
10 L Z+100 R0 F9999 M2
11 LBL 1
12 L X+50 Y+50 ............................................................
13 L Z+Q108 F100.........................................................
14 LBL 2
15 CC Z-35 X+50
16 CP IPA+2 DR+ F100 .................................................
17 CC X+50 Y+50
18 CP DR- F500 .............................................................
19 CALL LBL 2 REP 44/44
20 LBL 0
21 END PGM 72841 MM
EXTERNAL HEMISPHERE 2D,
SPHERICAL MILL,
MILLING DOWNWARDS
CENTER IN X/Y
CONTACT WITH TOOL RADIUS
SETTING
FULL CIRCLE
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C05
72841/3
Page 74

100
50
Task:
Hemisphere, external machining
with spherical mill, only from
below, 3D
R
Sphere
Mill
R
Program(s):
0
0
Procedure:
Tools:
R
Mill
50
• 3D-cut vertical
• Always from below
• End mill R10
100
55
50
0
HEIDENHAIN
Advanced course TNC 4xx
C09
76130/1
76131/1
Page 75

Program layout: Hemisphere, external machining with spherical mill,
only from below, 3D, 1 cut
0
0°
R 50
R
CCZ
Tool
-50
-55
50
CC
+Y
0
CCX
–Z
CC X/Y
+90°
+X
–50
HEIDENHAIN
Advanced course TNC 4xx
C01
–50
+X
0
50
76130/2
Page 76

Program layout: Hemisphere, external machining with spherical mill,
123456789
1
9
1
9
1
9
123456789
123456789
1
9
1
9
1
9
1
9
123456789
only from below, 3D, 1 cut
Preparation
Pre-position
“Virtual
circular arc“
BLK FORM
TOOL 1 . . .
L Z50 R0 F MAX M6
L X120 Y50 R0 F MAX M3
CYCL DEF 7.0 DATUM SHIFT
X50 Y+50 Z-50
L Y0 Z0 R0 F MAX
LBL 2
CC Z . . . X . . .
L Y0 . . .
LP PR50 PA90 R0 . . .
LBL 3
LP IPA-5
CALL LBL 3 REP 17/17
2345678
2345678
2345678
2345678
2345678
2345678
2345678
Zero point in center
of sphere
Compensate circle ctr.
Contour values
1 angular step
(angle in space)
L X50 . . .
L X65 Z0 . . .
CYCL DEF 10.0 ROTATION
CYCL DEF 10.1 IROT+5
CALL LBL 2 REP 53/53
CYCL DEF 7.0 DATUM SHIFT = 0
CYCL DEF 10.0 ROTATION = 0
L Z10 R0 F9999
Retract tool
1 further arc
Reset
Retract tool
HEIDENHAIN
Advanced course TNC 4xx
C01
76130/3
Page 77

Solution:
Hemisphere, external machining with spherical mill,
only from below, 3D, 1 cut
100
R
Sphere
50
Mill
R
R
Mill
0
0
50
100
55
50
0
0 BEGIN PGM 76130 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-55
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S4000
5 L Z+50 R0 F MAX M6
6 L X+120 Y+50 R0 F MAX M3
7 CYCL DEF 7.0 DATUM SHIFT
8 CYCL DEF 7.1 X+50
9 CYCL DEF 7.2 Y+50
10 CYCL DEF 7.3 Z-50
11 L Y+0 Z+0 R0 F MAX ...............................................
12 LBL 2
13 CC Z+0 X+Q108 .......................................................
14 L Y+0 F200
15 LP PR+50 PA+90 R0 F200 ........................................
16 LBL 3
17 LP IPA-5 ....................................................................
18 CALL LBL 3 REP 17/17
19 L X+50 Y+0 R0 F2000
20 L X+65 Z+0 F1000
21 CYCL DEF 10.0 ROTATION .....................................
22 CYCL DEF 10.1 IROT+5
23 CALL LBL 2 REP 53/53
END OF DEPTH
(CENTER OF SPHERE)
SYSTEMATIC SHIFT IN X
SPHERE RADIUS
1 ANGULAR STEP
(ANGLE IN SPACE)
1 FURTHER ARC
24 CYCL DEF 7.0 DATUM SHIFT
25 CYCL DEF 7.1 X+0
26 CYCL DEF 7.2 Y+0
27 CYCL DEF 7.3 Z+0
28 CYCL DEF 10.0 ROTATION
29 CYCL DEF 10.1 ROT+0
30 L Z+20 R0 F MAX
31 END PGM 76130 MM
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C09
76130/4
Page 78

Program layout:
9
9
9
9
9
9
9
9
9
9
9
9
9
9
Hemisphere, external machining with spherical mill,
only from below, 3D, 2 cuts
Preparation
Roughing
BLK FORM . . . / TOOL 1 . . . R 10
L X . . . Y . . . R0 F9999 M3
CYCL DEF 7.0 DATUM SHIFT
X50 Y50 Z-50
L Y0 Z15 . . .
LBL 1
CC Z15 XQ108
L Y0 F200
LP PR50 PA90 . . .
LBL 2
LP IPA-10 F500
CALL LBL 2 REP 3/3
L X50 Y0 F MAX
L X65 Z15 F1000
CYCL DEF 10 ROTATION IROT+18
External pre-positioning
Center of sphere
Z oversize
Tilt plane
Contour values
1 arc, coarse, not to
largest angle
Z oversize
Finishing
CALL LBL 1 REP . . .
CYCL DEF 10 ROTATION ROT+0
L Y0 Z0 F . . .
2345678
2345678
LBL 3
2345678
CC Z0 XQ108
L Y0
LP PR50 PA90 F200
2345678
2345678
LBL 4
2345678
LP IPA-1 F800
2345678
2345678
2345678
CALL LBL 4 REP 89/89
2345678
L X+50 Y+0 . . .
L X+65 Z+0 F1000
CYCL DEF 10 ROTATION IROT+1
2345678
2345678
2345678
CALL LBL 3 REP . . .
2345678
Additional arcs
Z specified size
1 arc, fine, to largest
angle in space
Return
Retract tool, end
HEIDENHAIN
Advanced course TNC 4xx
CYCL DEF 7 DATUM SHIFT = 0
CYCL DEF 10 ROTATION = 0
L Z20 . . . M2
76131/2C05
Page 79

Solution:
Hemisphere, external machining with spherical mill,
only from below, 3D, 2 cuts
Roughing
0 BEGIN PGM 76131 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-60
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S4000
5 L Z+50 R0 F MAX M6
6 L X+120 Y+50 R0 F MAX M3
7 CYCL DEF 7.0 DATUM SHIFT
8 CYCL DEF 7.1 X+50
9 CYCL DEF 7.2 Y+50
10 CYCL DEF 7.3 Z-50
11 L Y+0 Z+15 R0 F MAX .............................................
12 LBL 1
13 CC Z+15 X+Q108 .....................................................
14 L Y+0 F200
15 LP PR+50 PA+90 R0 F200 ........................................
16 LBL 2 ........................................................................
17 LP IPA-10 R0 F500
18 CALL LBL 2 REP 3/3
19 L X+50 Y+0 R0 F MAX
20 L X+65 Z+15 R0 F1000
21 CYCL DEF 10.0 ROTATION .....................................
22 CYCL DEF 10.1 IROT+18
23 CALL LBL 1 REP 19/19
Z OVERSIZE
Z OVERSIZE
SPHERE RADIUS
1 ARC COARSE
19 FURTHER ARCS
24 CYCL DEF 10.0 ROTATION
25 CYCL DEF 10.1 ROT+0
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C01
76131/3
Page 80

Solution:
Hemisphere, external machining with spherical mill,
only from below, 3D, 2 cuts
Finishing
26 L Y+0 Z+0 R0 ...........................................................
27 LBL 3
28 CC Z+0 X+Q108 .......................................................
29 L Y+0
30 LP PR+50 PA+90 F200 .............................................
31 LBL 4 ........................................................................
32 LP IPA-1 F800
33 CALL LBL 4 REP 89/89
34 L X+50 Y+0 F2000
35 L X+65 Z+0 F1000
36 CYCL DEF 10.0 ROTATION .....................................
37 CYCL DEF 10.1 IROT+1
38 CALL LBL 3 REP 359/359
39 CYCL DEF 7.0 DATUM SHIFT
40 CYCL DEF 7.1 X+0
41 CYCL DEF 7.2 Y+0
42 CYCL DEF 7.3 Z+0
43 CYCL DEF 10.0 ROTATION
44 CYCL DEF 10.1 ROT+0
45 L Z+20 R0 F MAX
46 END PGM 76131 MM
Z SPECIFIED SIZE
Z SPECIFIED SIZE
SPHERE RADIUS
1 ARC FINE
71 FURTHER ARCS
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C01
76131/4
Page 81

100
Task:
Thread milling, in three steps
M64 x 1,5 inside, 2 settings
Program(s):
50
0
0
Precondition:
Procedure:
M64 x 1,5
50
100
20
• Center must be free!
• Helical interpolation in X/Y plane with
simultaneous Z motion
• Working direction downwards
0
Tools:
• Threading mill with cutting edge corresponding
to thread profile
HEIDENHAIN
Advanced course TNC 4xx
C05 7164/1
Page 82

Program layout:
0
0
0
0
0
0
Thread milling, in three steps
M64 x 1,5 inside, 2 settings
Preparation
First cut
with oversize
Second cut
to final size
BLK FORM
TOOL 1 . . .
L Z+20 R0 F9999 M3
L X+50 Y+50 . . .
CC
LBL 1
L Z+0 . . . F500
LP PR+31 PA0 RR F150
LBL 2
CP IPA-360 IZ-4,5 DR- F500
CALL LBL 2 REP 4/4
LP PR0 PA0 R0 F9999
L Z+0
LP PR+32 PA0 RR F150
LBL 3
23456789
23456789
23456789
Retract tool
Approach center
Auto. take over of pole
Contact in Z
Radius oversize
Helix
Final size, re-contact
Retract tool, end
CP IPA-360 IZ-4,5 DR- F500
CALL LBL 3 REP 4/4
LP PR0 PA0 R0 F9999
CYCL DEF 10.0 ROTATION
CYCL DEF 10.1 IROT+120
CALL LBL 1 REP 2/2
L Z20 . . . M2
23456789
23456789
23456789
Helix
Center
Further threads
HEIDENHAIN
Advanced course TNC 4xx
7164/2C01
Page 83

Solution:
Thread milling, in three steps
M64 x 1,5 inside, 2 settings
100
First step, beginning at 0°
First cut, diameter 62
50
0
0
0 BEGIN PGM 7164 MM
1 BLK FORM 0.1 Z X+0 Y+10 Z-20
2 BLK FORM 0.2 X+100 Y+90 Z+0
3 TOOL CALL 1 Z S2000
4 TOOL DEF 1 L+0 R+20
5 L Z+20 R0 F9999 M3
6 L X+50 Y+50 R0 F9999 M3
7CC
8 LBL 1
9 L Z+0 R0 F9999
10 LP PR+31 PA+0 RR F500 ..........................................
M64 x 1,5
50
20
100
APPROACH WALL
0
Final cut, diameter 64
Second and third steps, each
offset by 120°
11 LBL 2
12 CP IPA-360 IZ-4,5 DR- F500 .....................................
13 CALL LBL 2 REP 4/4
14 LP PR+0 PA+0 R0 F9999 ..........................................
15 L Z+0
16 LP PR+32 PA+0 RR F500 ..........................................
17 LBL 3
18 CP IPA-360 IZ-4,5 DR- ..............................................
19 CALL LBL 3 REP 4/4
20 LP PR+0 PA+0 R0 F9999 ..........................................
21 CYCL DEF 10.0 ROTATION ......................................
22 CYCL DEF 10.1 IROT+120
23 CALL LBL 1 REP 2/2
24 L Z+20 R0 M2
25 END PGM 7164 MM
HELIX
APPROACH CENTER
APPROACH WALL
HELIX
APPROACH CENTER
ROTATION
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
7164/3C05
Page 84

100
Task:
Milling a contour with several
settings
Program(s):
90
50
10
R10
R10
R10
R10
R10
0
0
10
50
R10
90
100
100
40
20
0
Q Meaning Value Comment
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
HEIDENHAIN
Advanced course TNC 4xx
C01
7285/1
Page 85

Program layout: Milling a contour with several settings
Conventional
preparation
Load data
Execute
Retract tool, end
SPGM
Starting values
Starting position
BLK FORM
FN 0: Q1 = . . .
FN 0: Q2 = . . .
FN 0: Q3 = . . .
FN 0: Q4 = . . .
FN 0: Q5 = . . .
FN 0: Q6 = . . .
TOOL 1 . . . R5
L Z+ . . . R0 F9999 M3
CALL LBL 1
L Z100 . . . M2
LBL 1
FN 2: Q12 = Q4 – Q3
FN 4: Q12 = Q12 DIV Q5
FN 0: Q13 = Q3
L X-10 Y+70 R0 F9999 M3
Feed rate Z
Feed rate plane
Start Z
End Z
Number of cuts
Rounding
Setting range Z
Setting step Z
Z-start = Z-current
Uncorrected!
End position
LBL 2
L ZQ13 FQ1
L X+10 Y+70 RL FQ2
RND . . .
L . . . / RND . . . / L . . .
L X . . . Y . . . RL
RND . . .
L X- . . . Y . . . R0 . . .
FN 1: Q13 = Q13 + Q12
FN 11: IF Q13 GT Q4
GOTO LBL 2
FN 9: IF Q13 EQU Q4
GOTO LBL 2
L Z2 F9999
LBL 0
Move deeper
Move to first contour pt.
Approach tangentially
First/last contour point
Depart tangentially
Depart , uncorrected
Calculate Z setting
Return jump /
further cuts, if the
final depth has not
yet been milled
HEIDENHAIN
Advanced course TNC 4xx
C01
7285/2
Page 86

Solution:
Milling a contour with several settings
100
Main program
90
50
10
0
0 BEGIN PGM 7285 MM
1 .................................................................................
2 BLK FORM 0.1 Z X-10 Y+0 Z-40
3 BLK FORM 0.2 X+100 Y+100 Z+0
4 FN 0: Q1 = +100 .......................................................
5 FN 0: Q2 = +500 .......................................................
6 FN 0: Q3 = -2 ...........................................................
7 FN 0: Q4 = -20 ..........................................................
8 FN 0: Q5 = +4 ...........................................................
9 FN 0: Q6 = +10 .........................................................
10 TOOL DEF 1 L+0 R+5
11 TOOL CALL 1 Z S2800
12 L Z+10 R0 F9998 M3
13 CALL LBL 1
R10
R10
R10
R10
R10
0
10
50
R10
90
40
100
100
MILLING A CONTOUR WITH
SEVERAL SETTINGS
FEED RATE Z
FEED RATE PLANE
START Z
END Z
NUMBER OF CUTS
ROUNDING
20
0
Retract tool, end
HEIDENHAINHEIDENHAIN
14 L Z+100 R0 F9998 M2
Advanced course TNC 4xx
7285/3C01
Page 87

Solution:
Milling a contour with several settings
SPGM
15 LBL 1
16 FN 2: Q12 = +Q4 - +Q3
17 FN 4: Q12 = +Q12 DIV +Q5 .....................................
18 FN 0: Q13 = +Q3 ......................................................
19 L X-10 Y+70 R0 F9998 M3
20 LBL 2
21 L Z+Q13 FQ1
22 L X+10 Y+70 RL FQ2
23 RND R2
24 L Y+90
25 RND RQ6
26 L X+50
27 RND RQ6
28 L X+90 Y+50
29 RND RQ6
30 L Y+10
31 RND RQ6
32 L X+50
33 RND RQ6
34 L X+10 Y+50
35 RND RQ6
36 L Y+70
37 RND R2
38 L X-10 Y+70 R0 F9998
39 FN 1: Q13 = +Q13 + +Q12
40 FN 11: IF +Q13 GT +Q4 GOTO LBL 2
41 FN 9: IF +Q13 EQU +Q4 GOTO LBL 2
42 L Z+2 F9998
43 LBL 0
44 END PGM 7285 MM
Z SETTING
CURRENT Z
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C05
7285/4
Page 88

100
85
50
Task:
R10
Finish milling rectangular pocket
Program(s):
15
0
0
5
50
95
100
Q Meaning Value Comment
1
2
3
4
5
6
7
8
40
20
0
9
10
11
12
13
14
15
HEIDENHAIN
Advanced course TNC 4xx
C05 7286/1
Page 89

Program layout: Finish milling rectangular pocket
○○
Load data
Retract tool, end
SPGM
FN 0: Q1 = . . . Q9 = . . .
BLK FORM
TOOL 1 . . . R5
L Z10 R0 F9999 M3
CALL LBL 1
L Z . . . M2
LBL 1
FN 4: Q13 = Q3 DIV 2
FN 4: Q14 = Q4 DIV 2
FN 4: Q16 = Q108 DIV 4
FN 4: Q17 = Q7 DIV 2
L X+Q1 Y+Q2 R0 F9999 M3
L Z+Q9
L Z-Q5 FQ7
L IXQ13 YQ2 RL
RND RQ . . . FQ . . .
L IY . . .
○○○
X/2
Y/2
Approach radius (
Appr. feed rate (
RND
RND
Approach center
Z-clearance
Z-depth
First contour point
)
)
L IX0 IYQ14
RND RQ . . . FQ . . .
L XQ1 YQ2 R0 F9999
L Z+Q9
LBL 0
Last contour point
Move to center
Retract tool in Z
HEIDENHAIN
Advanced course TNC 4xx
D02
7286/2
Page 90

Solution:
Finish milling rectangular pocket
100
85
R10
50
15
0
0
5
50
95
100
40
20
0
Main program
Retract tool, end
0 BEGIN PGM 7286 MM
1 FN 0: Q1 = +50 .........................................................
2 FN 0: Q2 = +50 .........................................................
3 FN 0: Q3 = +90 .........................................................
4 FN 0: Q4 = +70 .........................................................
5 FN 0: Q5 = +20..........................................................
6 FN 0: Q6 = +10 .........................................................
7 FN 0: Q7 = +1000 .....................................................
8 FN 0: Q8 = +300 .......................................................
9 FN 0: Q9 = +2 ...........................................................
10 BLK FORM 0.1 Z X+0 Y+10 Z-40
11 BLK FORM 0.2 X+100 Y+90 Z+0
12 TOOL DEF 1 L+0 R+5
13 TOOL CALL 1 Z S2800
14 L Z+10 R0 F9998 M3
15 CALL LBL 1
16 L Z+50 R0 M2
X-CENTER
Y-CENTER
LENGTH X
WIDTH Y
DEPTH Z
ROUNDING
FEED RATE Z
FEED RATE PLANE
Z-CLEARANCE
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C01
7286/3
Page 91

Solution:
Finish milling rectangle pocket
SPGM
17 LBL 1
18 FN 4: Q13 = +Q3 DIV +2
19 FN 4: Q14 = +Q4 DIV +2
20 FN 4: Q16 = +Q6 DIV +4
21 FN 4: Q17 = +Q7 DIV +2
22 L X+Q1 Y+Q2 R0 F9998 M3
23 L Z+Q9
24 L Z-Q5 FQ7
25 L IX+Q13 Y+Q2 RL
26 RND RQ16 FQ17
27 L IY+Q14 IX+0 FQ8
28 RND RQ6 FQ17
29 L IX-Q3 IY+0
30 RND RQ6 FQ17
31 L IY-Q4 IX+0
32 RND RQ6 FQ17
33 L IX+Q3 IY+0
34 RND RQ6 FQ17
35 L IY+Q14 IX+0
36 RND RQ16 FQ17
37 L X+Q1 Y+Q2 R0 F9998
38 L Z+Q9
39 LBL 0
40 END PGM 7286 MM
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C01
7286/4
Page 92

100
50
Task:
Milling cylindrical pins
R40
Program(s):
0
0
50
100
22020
Q Meaning Value Comment
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
HEIDENHAIN
Advanced course TNC 4xx
C05 7288/1
Page 93

Solution:
Milling cylindrical pins
100
50
0
0
50
R40
100
22020
Main program
Retract tool, end
0 BEGIN PGM 7288 MM
1 .................................................................................
2 .................................................................................
3 FN 0: Q1 = +50 .........................................................
4 FN 0: Q2 = +50 .........................................................
5 FN 0: Q3 = +0 ...........................................................
6 FN 0: Q4 = +80 .........................................................
7 FN 0: Q5 = +1 ...........................................................
8 FN 0: Q6 = +20 .........................................................
9 FN 0: Q7 = +200 .......................................................
10 BLK FORM 0.1 Z X+0 Y+10 Z-22
11 BLK FORM 0.2 X+100 Y+90 Z+0
12 TOOL DEF 1 L+0 R+10
13 TOOL CALL 1 Z S4000
14 L Z+10 R0 F9999 M3
15 CALL LBL 1
16 L Z+50 M2
MILLING CYLINDRICAL PINS
WITH 2 CUTS AND
RADIAL SETTING
X-CENTER
Y-CENTER
Z-UPPER EDGE
DIAMETER
OVERSIZE RADIUS
MILL DEPTH
MILL FEED RATE
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C01
7288/3
Page 94

Solution:
Milling cylindrical pins
SPGM
17 LBL 1
18 FN 1: Q23 = +Q3 + +2 ..............................................
19 FN 4: Q24 = +Q4 DIV +2 ..........................................
20 FN 1: Q25 = +Q24 + +Q5 .........................................
21 FN 1: Q34 = +Q25 + +Q108 .....................................
22 FN 1: Q35 = +Q34 + +Q5 .........................................
23 FN 4: Q28 = +Q5 DIV +2 ..........................................
24 FN 4: Q27 = +Q7 DIV +2 ..........................................
25 FN 3: Q29 = +Q7 * +2 ..............................................
26 CC X+Q1 Y+Q2
27 LP PR+Q35 PA+0 R0 F9999 .....................................
28 L Z+Q23 ...................................................................
29 L Z-Q6 FQ27 ............................................................
30 LP PR+Q25 PA+0 RL FQ7 ........................................
31 RND RQ28 FQ27 ......................................................
32 CP PA+0 DR- FQ7 ....................................................
33 RND RQ28 FQ27 ......................................................
34 LP PR+Q35 PA+0 R0 FQ29
35 LP PR+Q24 PA+0 RL FQ29 ......................................
36 RND RQ28 FQ27
37 CP DR- FQ7
38 RND RQ28 FQ27
39 LP PR+Q35 PA+0 R0 FQ29 ......................................
40 L Z+Q23 R0 F9999
41 LBL 0
42 END PGM 7288 MM
Z-HEIGHT OF MOVEMENT
(CLEARANCE)
RADIUS
RADIUS + OVERSIZE
RADIUS + OVERS. + TOOL RADIUS
RAD. + 2 * OVERS. + TOOL RADIUS
ONE HALF OVERSIZE
ONE HALF FEED RATE
DOUBLE FEED RATE
UNCORRECTED STARTING POINT
GO TO SETUP CLEARANCE
PLUNGE
MOVE TO WITH OVERSIZE
APPROACH TANG. WITH OVERS.
CIRCLE WITH OVERSIZE
DEPART WITH OVERSIZE
FINISH CUT
RETRACT TOOL
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
C05
7288/4
Page 95

100
Task:
1 Bolt hole circle (parametric),
1 tool, 1 cycle (center)
10 x
7
Program(s):
50
R20
0
0
50
0°
100
Q Meaning Value Comment
1
2
3
22
0
2
4
5
6
7
8
9
10
11
12
13
14
15
HEIDENHAIN
Advanced course TNC 4xx
C05 7416/1
Page 96

Program layout: Simple bolt hole circle, subprogram 1
SPGM 1
Starting values
Preparation
First hole
Start grinding
SPGM 1, end
LBL 1
FN 0: Q24 = 1
FN 0: Q25 = Q5
FN 4: Q26 = 360 DIV Q4
CC XQ1 YQ2
LP PRQ3 PAQ5 R0 F9999 M3
L Z+Q6 M99
LBL 2
FN 1: Q24 = Q24 +1
FN 1: Q25 = Q25 +Q26
LP PRQ3 PAQ25 M99
FN 12: IF Q24 LT Q4 GOTO LBL 2
LBL 0
Counter
Current angle
Angular step
Pole
Move to
Count
Calculate/update
Next holes
Check with
return jump
HEIDENHAIN
Advanced course TNC 4xx
C01
7416/2
Page 97

Solution:
1 Bolt hole circle (parametric),
1 tool, 1 cycle (center)
100
10 x
7
Main program
Center
Geometry values
50
0
0
0 BEGIN PGM 7416 MM
1 .................................................................................
2 BLK FORM 0.1 Z X+0 Y+10 Z-22
3 BLK FORM 0.2 X+100 Y+90 Z+0
4 TOOL DEF 1 L+0 R+3,5
5 TOOL CALL 1 Z S1000
6 L Z+10 R0 F9999 M3
7 CYCL DEF 1.0 PECKING ..........................................
8 CYCL DEF 1.1 SET UP -Q6
9 CYCL DEF 1.2 DEPTH -2
10 CYCL DEF 1.3 PECKG -2
11 CYCL DEF 1.4 DWELL 0
12 CYCL DEF 1.5 F100
13 FN 0: Q1 = +50.........................................................
14 FN 0: Q2 = +50.........................................................
15 FN 0: Q3 = +20.........................................................
16 FN 0: Q4 = +10.........................................................
17 FN 0: Q5 = +0...........................................................
18 FN 0: Q6 = +2...........................................................
19 CALL LBL 1
R20
50
0°
2
22
100
1 BOLT HOLE CIRCLE
CYCLE TYPE AND CYCLE VALUES
X-CENTER
Y-CENTER
RADIUS
NUMBER
STARTING ANGLE
Z-SETUP CLEARANCE
0
Retract tool, end
SPGM,
Bolt hole circle
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
20 L Z+20 R0 F9998 M2 ................................................
21 LBL 1
22 FN 0: Q25 = +Q5
23 FN 0: Q24 = +1
24 CC X+Q1 Y+Q2
25 FN 4: Q26 = +360 DIV +Q4
26 LP PR+Q3 PA+Q5 R0
27 L Z+Q6 M99
28 LBL 2
29 FN 1: Q25 = +Q25 + +Q26
30 FN 1: Q24 = +Q24 + +1
31 LP PR+Q3 PA+Q25 M99
32 FN 12: IF +Q24 LT +Q4 GOTO LBL 2
33 LBL 0
34 END PGM 7416 MM
C05
RETURN JUMP
7416/3
Page 98

100
85
50
Task:
6 Bolt hole circles (parametrisch)
7
R30
R20
0°
Program(s):
15
0
R10
0
15
50
85
100
Q Meaning Value Comment
1
2
3
4
5
6
7
8
22
0
2
9
10
11
12
13
14
15
HEIDENHAIN
Advanced course TNC 4xx
C05
74160/1
74161/1
Page 99

Program layout: 6 Bolt hole circles with 1 tool,
Intermediate step
1 cycle, 1 clearance height
Structure for 1 tool /
1 cycle
TOOL DEF 1 L0 R3,5
TOOL CALL . . .
Q6 = +2
Q7 = +2
Set up
Depth
PECKING
SET UP -Q6
DEPTH -Q7
Preparation for several
tools / cycles
TOOL DEF 1 L0 R3,5
TOOL CALL . . .
Q6 = +2
Q7 = +2
Set up
Depth
PECKING
SET UP -Q6
DEPTH -Q7
CALL LBL 10
Further steps / cycles
L Z100 F9999 M2
LBL10
Geometry
1st bolt hole circle
2nd bolt hole circle
3rd bolt hole circle
6th bolt hole circle
Q1 = . . . // Q5 = . . .
CALL LBL 1
Q3 = . . . /
CALL LBL 1
Q . . . = / Q . . . =
CALL LBL 1
○○○
CALL LBL 1
L Z100 M2
LBL 1
○○
LP . . . M3
L Z . . . M99
LBL 3
○○○
Q1 = . . . // Q5 = . . .
CALL LBL 1
Q3 = . . . /
CALL LBL 1
Q . . . = / Q . . . =
CALL LBL 1
○○○
CALL LBL 1
LBL 0
LBL 1
○○
LP . . . M3
L Z . . . M99
LBL 3
○○○
LP PA M99
LBL 0
HEIDENHAIN
Advanced course TNC 4xx
C01
LP PA M99
LBL 0
74160/2
Page 100

Solution:
6 Bolt hole circles with 1 tool, 1 cycle
100
85
Main program
R30
50
15
0
10 CYCL DEF 1.1 SET UP -Q6
11 CYCL DEF 1.2 DEPTH -Q7
12 CYCL DEF 1.3 PECKG -2
13 CYCL DEF 1.4 DWELL 0
14 CYCL DEF 1.5 F100
15 CALL LBL 10
R10
0
15
0 BEGIN PGM 74160 MM
1 .................................................................................
2 BLK FORM 0.1 Z X+0 Y+0 Z-22
3 BLK FORM 0.2 X+100 Y+100 Z+0
4 TOOL DEF 1 L+0 R+3,5
5 TOOL CALL 1 Z S1000
6 L Z+10 R0 F9999 M3
7 FN 0: Q6 = +2
8 FN 0: Q7 = +2
9 CYCL DEF 1.0 PECKING
R20
50
7
85
0°
2
22
100
6 BOLT HOLE CIRCLES
0
Retract tool, end
HEIDENHAINHEIDENHAIN
Advanced course TNC 4xx
16 L Z+50 R0 F MAX M2
74160/3C05
 Loading...
Loading...