

gsk GSK980MD User Manual

GSK980MD MILLING CNC SYSTEM
User Manual

PREFACE
d
n
f
t
Warning!
Before installation, programming and operation, read this manual an
the machine builder manual carefully and perform the relevant
operations strictly by the instructions in the manuals. Or else it may
result in product and machine damage, workpiece scrap, even serious
personal hurt.
The functions, technical specifications(such as precision, speed)introduced in
this manual are only suitable for this product and those machines fixed with this
product. The actual function configurations and technical performance are
depended on the machine builder’s design. And the CNC machine functio
configuration and technical specifications are defined by machine builder’s
manual.
Though this system is employed with integrated operator panel, the functions o
the keys on the panel are defined by PLC program (ladder). It should be noted tha
the keys functions are narrated for the standard PLC program in this manual.
For the panel key functions and significance, please refer to the machine builder’s
manual.
NOTE!
The content of this manual is subject to change without further notice.

GSK980MD milling CNC system
CAUTIONS
■ Transportation and Storage
The product package box stacking should not exceed 6 layers.
Don’t crawl, stand or place heavy object on the product package box.
Don’t draw or move this product by the cables connected with it.
Don’t collide to or scratch panel and displayer.
The product package box should be prevent from moisture, insolation and drenching.
■ Check by opening box
Whether the product is the ordered one after opening the package.
Whether the product is damaged during transiting.
Whether the parts are complete or damaged by ordering sheet.
If the product model doesn’t correspond to the ordered one, subsidiaries are lacking or damaged in
transiting, please contact us in time.
■ Wiring
Wiring and check should be done by the qualified technicians.
This product must be securely grounded with a grounding resistance less than 4Ω, and the
grounding wire can’t be replaced by a neutral wire (zero wire)
The wiring must be correct and secure to protect against product fault or unexpected result.
The surge diode connected with this product must be joint by the specified direction or this product
may be damaged.
The power supply of this product must be cut off prior to pluging or opening the product cabinet.
■ Reparation
Cut off the power supply before reparation or component replacement.
If short-circuit or overloading occurs, check the fault first, then restart after the fault is eliminated.
Don’t switch on or off power frequently, the interval should be at least 1 minute for the repowering
after power off.
PART 1
Part 1 Programming
PROGRAMMING


Contents
CHAPTER 1 PROGRAMMING ..................................................................................................Ⅰ-1
1.1 GSK980MD Brief............................................................................................................Ⅰ-1
1.2 Execution of the Program ................................................................................................Ⅰ-7
1.2.1 Order of the program execution.............................................................................Ⅰ-7
1.2.2 Execution order of command word within block...................................................Ⅰ-8
CHAPTER 2 MSTF COMMAND................................................................................................Ⅱ-1
2.1 M Command (Miscellaneous Function) ..........................................................................Ⅱ-1
2.1.1 EP (End of program) M02......................................................................................Ⅱ-1
2.1.2 End-of-run M30 .....................................................................................................Ⅱ-2
2.1.3 Subprogram call M98 ............................................................................................Ⅱ-2
2.1.4 Return from subprogram M99...............................................................................Ⅱ-2
2.1.5 Macro program call M9000~M9999......................................................................Ⅱ-3
2.1.6 M command defined by standard PLC ladder diagram .........................................Ⅱ-4
2.1.7 Program stop M00..................................................................................................Ⅱ-4
2.1.8 Spindle CCW, CW, stop control M03, M04 and M05...........................................Ⅱ-4
2.1.9 Coolant control M08, M09 ....................................................................................Ⅱ-4
2.1.10 Lubricant control M32, M33................................................................................Ⅱ-5
2.2 Spindle Function ..............................................................................................................Ⅱ-6
2.2.1 Spindle speed switching value control................................................................... Ⅱ-6
2.2.2 Spindle speed analog voltage control.....................................................................Ⅱ-6
2.2.3 Spindle override.....................................................................................................Ⅱ-7
2.3 Tool Function ...................................................................................................................Ⅱ-8
2.4 Feeding Function..............................................................................................................Ⅱ-8
2.4.1 Cutting feed (G94/G95, F command).................................................................... Ⅱ-8
2.4.2 Manual feed .........................................................................................................Ⅱ-10
2.4.3 MPG/ Step feed....................................................................................................Ⅱ-10
2.4.4 Automatic acceleration or deceleration ...............................................................Ⅱ-10
CHAPTER 3 G COMMAND........................................................................................................Ⅲ-1
3.1 Brief .................................................................................................................................Ⅲ-1
3.1.1 Modal, non-modal and initial................................................................................. Ⅲ-3
3.1.2 Examples................................................................................................................Ⅲ-3
3.1.3 Related definition................................................................................................... Ⅲ-3
3.1.4 Address definition..................................................................................................Ⅲ-4
3.2 Rapid Positioning G00.................................................................................................. Ⅲ-6
3.3 Linear Interpolation G01.................................................................................................. Ⅲ-7
3.4 Arc and Helical Interpolation G02, G03..........................................................................Ⅲ-8
3.5 Dwell G04......................................................................................................................Ⅲ-12
3.6 Plane Selection Command G17, G18 and G19..............................................................Ⅲ-13
3.7 Conversion of Inch and Metric G20 and G21.........................................................Ⅲ-14
3.8 Reference Point Return G28..........................................................................................Ⅲ-15
3.9 Return From Reference point G29.................................................................................Ⅲ-16
3.10 The 2nd, 3rd and 4th Reference Point Return G30.........................................................Ⅲ-17
3.11 Skip Function G31 .......................................................................................................Ⅲ-19
3.12 Tool Radius Compensation C (G40, G41 and G42) .................................................... Ⅲ-21
3.13 Tool Length Compensation (G43, G44, G49).............................................................. Ⅲ-23
Part 1 Programming
I

GSK980MD Milling CNC System
3.14 Workpiece Coordinate system G54~G59 ............................................................... Ⅲ-26
3.15 Compound Cycle Command........................................................................................ Ⅲ-28
Part 1 Programming
3.15.1 Brief for canned cycle........................................................................................... Ⅲ-28
3.15.2 Description for canned cycle................................................................................ Ⅲ-32
3.15.3 Cautions for canned cycle..................................................................................... Ⅲ-53
3.15.4 Examples for modal data specified in canned cycle............................................. Ⅲ-55
3.15.5 Examples for canned cycle and tool length compensation................................... Ⅲ-56
3.16 Absolute and Incremental Commands G90 and G91 .................................................. Ⅲ-58
3.17 Workpiece Coordinate System Setting G92 ................................................................ Ⅲ-58
3.18 Feed per min. G94, Feed per rev. G95......................................................................... Ⅲ-59
3.19 G98、G99.................................................................................................................... Ⅲ-60
3.20 Chamfering Function................................................................................................... Ⅲ-60
3.20.1 Linear chamfering.............................................................................................. Ⅲ-60
3.20.2 Circular chamfering........................................................................................... Ⅲ-62
3.20.3 Special................................................................................................................ Ⅲ-64
3.21 Macro Command ............................................................................................................ Ⅲ-65
3.21.1 Macro Variable................................................................................................... Ⅲ-65
3.21.2 Operation and transfer command G65............................................................... Ⅲ-66
CHAPTER 4 CUTTER RADIUS COMPENSATION.................................................................Ⅳ-1
4.1 Application for Cutter Radius Compensation.................................................................. Ⅳ-1
4.1.1 Brief....................................................................................................................... Ⅳ-1
4.1.2 Compensation value setting................................................................................... Ⅳ-2
4.1.3 Command format................................................................................................... Ⅳ-2
4.1.4 Compensation direction......................................................................................... Ⅳ-2
4.1.5 Caution................................................................................................................... Ⅳ-3
4.1.6 Example for application......................................................................................... Ⅳ-4
4.2 Offset Path Explanation for Cutter Radius Compensation.............................................. Ⅳ-5
4.2.1 Conception for inner side or outer side.................................................................. Ⅳ-5
4.2.2 Tool movement in start-up..................................................................................... Ⅳ-5
4.2.3 Tool movement in offset mode.............................................................................. Ⅳ-7
4.2.4 Tool operation in offset cancellation mode.......................................................... Ⅳ-12
4.2.5 Interference check................................................................................................ Ⅳ-13
4.2.6 Command of compensation vector cancel temporarily ....................................... Ⅳ-15
4.2.7 Exceptional case .................................................................................................. Ⅳ-16
II
Chapter 1 Programming Fundamental
CHAPTER 1 PROGRAMMING
1.1 GSK980MD Brief
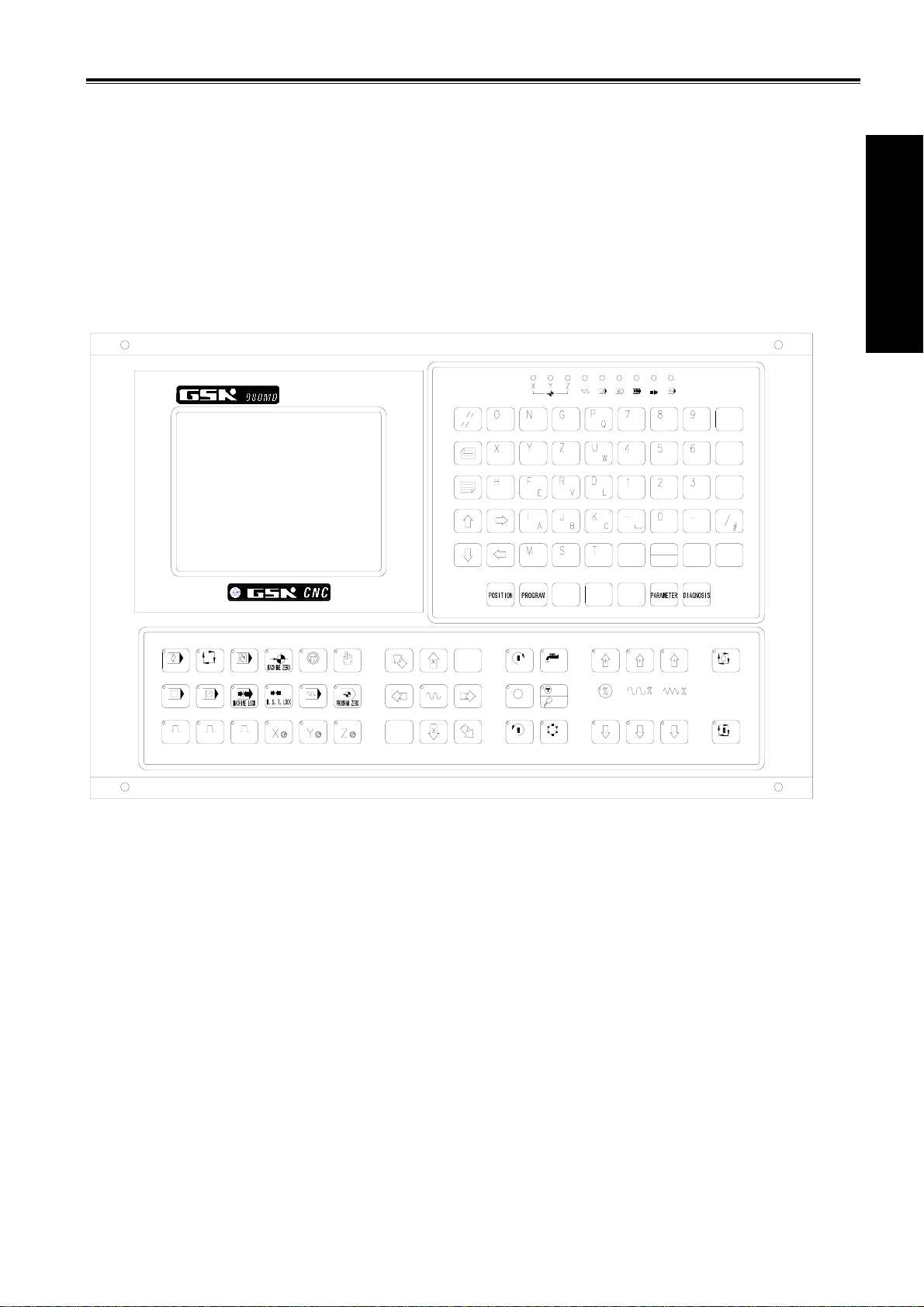
The new generation popular milling machine CNC GSK980MD is an upgrade production of the GSK980MC
which is developed by GSK Company. It has adopted 32 bits high-capability CPU and super large scale programable
parts FPGA. Real-time multitask control technology and hardware interpolation technologies are performed; so the
µm level precision motion control and PLC logic control are achieved.
MST
RESET
INSERT
EOB CANCELDELETE
ALTER
INPUT
OUTPUT
CHANGE
Part 1 Programming
OFFSET
ALARM SETTING
EDIT MPGMDI
AUTO
×1 ×10 ×100
MST
JOG CW PAUSE
DRYSKIPSINGLE
COOLANT
JOG
LUR.
STOP
TOOL
CCW
RAPID
FEEDRATESPINDE
OVERRIDEOVERRIDE OVER RIDE
RUN
The Technical Characters of Product:
Three controllable axes X, Y and Z, three linked axes X, Y and Z, 0.001mm interpolation precision,
maximum speed 30/min.
The minimum command unit 0.001mm, the electronic gear ratio of command(1~32767)/(1~32767)
The PLC is built-in that it can achieve various controls of automatic tool post and the spindle automatic gear
shift. The ladder diagram can be edited, uploaded and downloaded.
DNC function.
Compensation functions for screw-pitch error, backlash, tool length and tool nose radius.
Straight-line and exponential type acceleration or deceleration control for obtain high-speed and high
precision machining.
Functions for rough-milling of the round groove and rectangle groove; and also the functions of
finish-milling of the whole circle and rectangle inside and outside.
Tapping function.
Automatic chamfering function.
Tool life management function.
Metric and inch systems conversion.
Ⅰ-1
Full screen parts program editing, 22MB program capacity.
Parameter backup and data communication.
Part 1 Programming
Integrated multilingual display interface chosen by the parameter.
Multilevel operation password function convenient for the equipment administration.
Bidirectional communication between CNC and CNC, CNC and PC; the CNC software and the PLC program
can be upgraded by communication.
The Technical Specification Table
Controllable axes: three axes (X, Y and Z); simultaneous control axes (interpolation axes):
three axes (X, Y and Z)
Interpolation functions: X, Y and Z axes linear, helical and optional two axes circular
interpolation.
Position command range: -9999.999~9999.999mm; minimum command unit: 0.001mm
Electronic gear ratio: command multiplier 1~32767,command frequency divisor 1~32767
Operation
control
G command
Rapid traverse speed: maximum 30000mm/min
Rapid override: F0, 25%, 50%, 100% four levels real-time adjustment.
Cutting feedrate: maximum 15000mm/min or 500mm/rev. (feed per revolution)
Feedrate override: 0~150% sixteen-level real-time adjustment
Manual feedrate: 0~1260mm/min sixteen-level real-time adjustment
MPG feed: 0.001, 0.01, 0.1mm three gears
Acceleration or deceleration: the rapid traverse by S acceleration or deceleration, the cutting
feed by exponential acceleration or deceleration.
The automatic chamfering function
62 kinds of G codes: G00, G01, G02, G03, G04, G10, G17, G18, G19, G20, G21, G28,
G29, G30, G31, G40, G41, G42, G43, G44, G49, G54, G55, G56, G57, G58, G59, G65,
G73, G74, G80, G81, G82, G83, G84, G85, G86, G88, G89, G90, G91, G92, G94, G95,
G98, G99, G110, G111, G112, G113, G114, G115, G134, G135, G136, G137, G138, G139,
G140, G141, G142, G143.
27 kinds of arithmetic, logical operation and skip can be achieved by macro command G65.
GSK980MD Milling CNC System
Operation
mode
Tapping
Precision
compensati
M command
T command
2
Ⅰ-
on
Seven operation modes: Edit, Auto, MDI, DNC, machine zero return, MPG/increment and
Manual operation.
Tapping function; pitch: 0.001~500mm or 0.06~25400 teeth/inch
Spindle encoder: encoder linear number can be set (0~5000p/r)
The drive ratio between encoder and spindle:(1~255):(1~255)
Backlash compensation: (X, Y and Z axes) 0~2.000mm
Pitch error compensation: X, Y and Z axes, each of them have 255 compensation points, the
compensation amount of each point: -0.255~0.255mm
Tool compensation: 32 groups tool length compensation, tool nose radius compensation
(compensation type C)
Special M commands (redefinition is not allowed): M02、M30、M98、M99、M9000~M9999
Other M □□ commands are defined or disposed by PLC program
M commands defined by standard PLC program: M00、M03、M04、M05 M08、M09、
M10、M11、M32、M33、
Up to 32 tool number(T01~T32),the tool change time sequence is achieved by PLC
program.
Tool life management function
Chapter 1 Programming Fundamental
The control mode of speed switching value: S □□ command is defined or deposed by PLC
Spindle
speed
control
PLC
function
Display
interface
Program
edit
Communica
tion
Suited drive
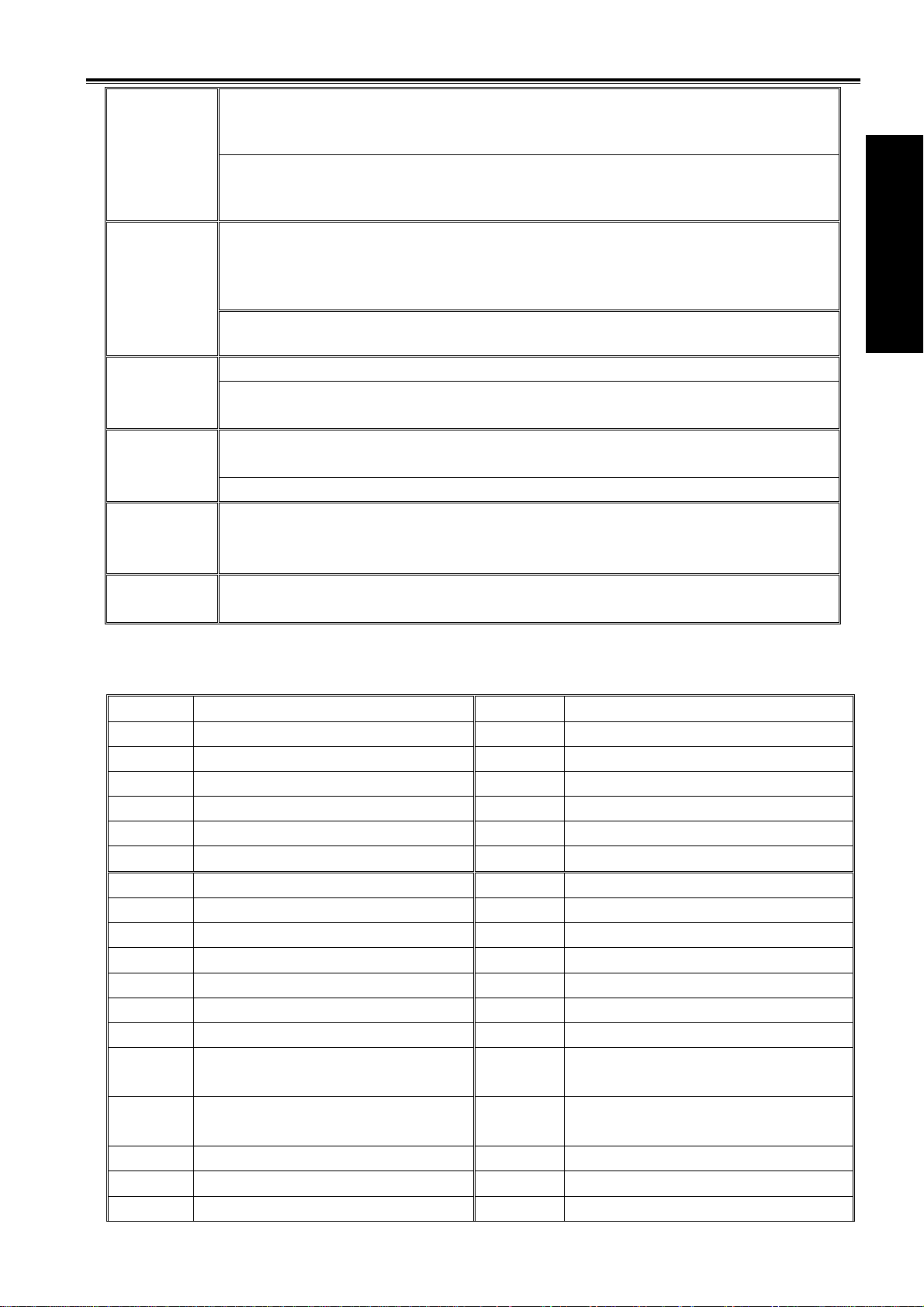
G Command Table
G code Command function G code Command function
G00
*G01
G02
G03
G04
G10
program; the standard PLC programs S1, S2, S3 and S4 directly ouput; The output of S1,
S2, S3, and S4 are closed by S0.
The control mode of speed analog voltage: the spindle speed per minute is commanded by S
code, output 0~10V voltage to spindle converter, the spindle stepless shift supporting 4
gears spindle mechanical gear.
9 kinds of basic command and 23 kinds of function command, 2-level PLC program that has
5000 steps and the processing time is 2µs for each step. The first level program refresh cycle
is 8ms; it can offer the edit software for the ladder and PLC program communication
download.
Integrated machine panel: 41 points input (key), 42 points output (LED)
Basic I/O: 32 points input/ 32 points output
Displayer: 320×240 lattice, 5.7’’ mono-color LCD, CCFL back light
Display mode: multilingual interface set by parameters, which can display the machining
path.
Program capacity: 22MB, it supports the calling of the user macro, and the subprogram 4
level nesting.
Edit mode: full-screen editing, support the relative, absolute and mixed coordinates.
Bilateral program,parameter transmission between CNC and PC, CNC and CNC, supports
the system software and the download upgrade of the PLC program serial port, DNC
communication between CNC and PC
DA98 series digital AC servo or DY3 series step drive equipment by using the pulse+direction
signal input.
Positioning (rapid traverse)
Linear interpolation (cutting feed)
circular/helical interpolation by CW
circular/helical interpolation by CCW
dwell, exact stop
offset setting
G81
G82
G83
G84
G85
G86
Drilling cycle (point-drilling cycle)
Drilling cycle (counterbore cycle)
Peck drill cycle
Tapping cycle
Boring cycle
Drilling cycle
Part 1 Programming
*G17
G18
G19
G20
G21
G28
G29
G30
G31
*G40
G41
G42
XY plane selection
ZX plane selection
YZ plane selection
Inch input
Metric input
Reference point return
Return from reference point
Return from reference point (the 2nd,
3rd, 4th reference points)
Skip function
Tool radius compensation cancellation
Tool radius compensation left
Tool radius compensation right
G88
G89
*G90
G91
G92
G94
G95
G98
G99
G110
G111
G112
Boring cycle
Boring cycle
Absolute programming
Incremental programming
Coordinate system setting
Feeding per minute
Feeding per revolution
Return to the initial plane in canned cycle
Return to the R (point) plane in canned
cycle
Round groove inner rough mill in CCW
Round groove inner rough mill in CW
Whole-circle inner finish mill in CCW
Ⅰ-3
GSK980MD Milling CNC System
G43
G44
Part 1 Programming
*G49
*G54
G55
G56
G57
G58
G59
G65
G73
G74
*G80
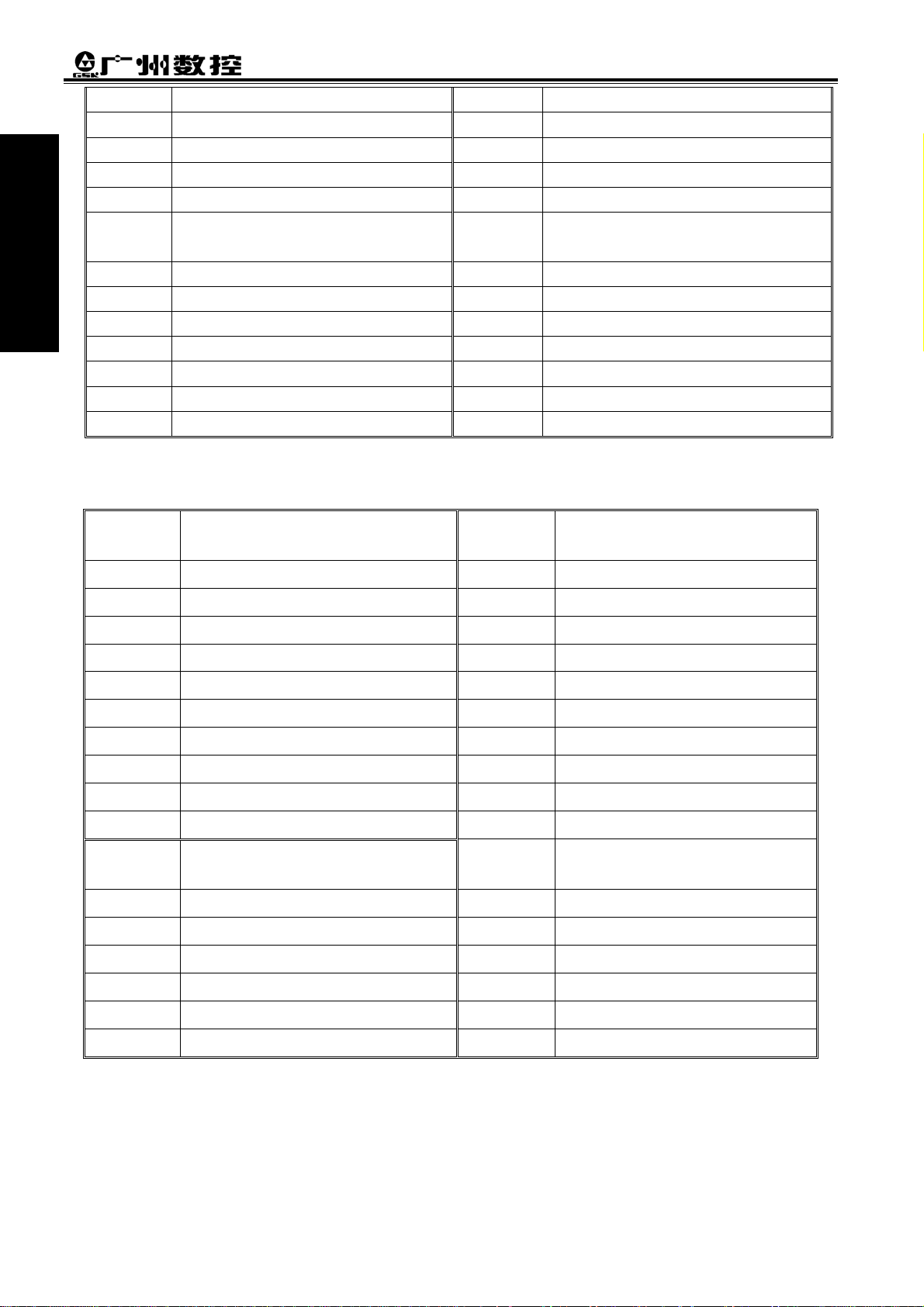
PLC Command Table
Basic
command
LD
LDI
OUT
AND
ANI
Tool length offset positively
Tool length offset negatively
Tool length offset concellation
Workpiece coordinate 1
Workpiece coordinate 2
Workpiece coordinate 3
Workpiece coordinate 4
Workpeice coordinate 5
Workpiece coordinate 6
Macro command
High-speed peck drill cycle
Left-hand tapping cycle
Canned cycle cancellation
Function
Read normally open contact
Read normally closed contact
Output loop
Normally open contact series connection
Normally closed contact series connection
G113
G114
G115
G134
G135
G136
G137
G138
G139
G140
G141
G142
G143
Function
command
TMRB
CODB
ROTB
MOVN
DECB
Whole-circle inner finish mill in CW
Excircle finish mill in CCW
Excircle finish mill in CW
Rectangle groove rough mill in CCW
Rectangle groove rough mill in CW
Rectangle groove inner finish mill in
CCW
Rectangle groove inner finish mill in CW
Rectangle outer finish mill in CCW
Rectangle outer finish mill in CW
Rectangle path series punch in CW
Rectangle path series punch in CCW
Circular path series punch in CW
Circular path series punch in CCW
Function
Timer
Binary system (Bit) transfer
Binary system(Bit) spin control
Data copy
Binary system(Bit) decoding
OR
ORI
ORB
ANB
Function
command
END1
END2
SET
RST
CMP
CTRC
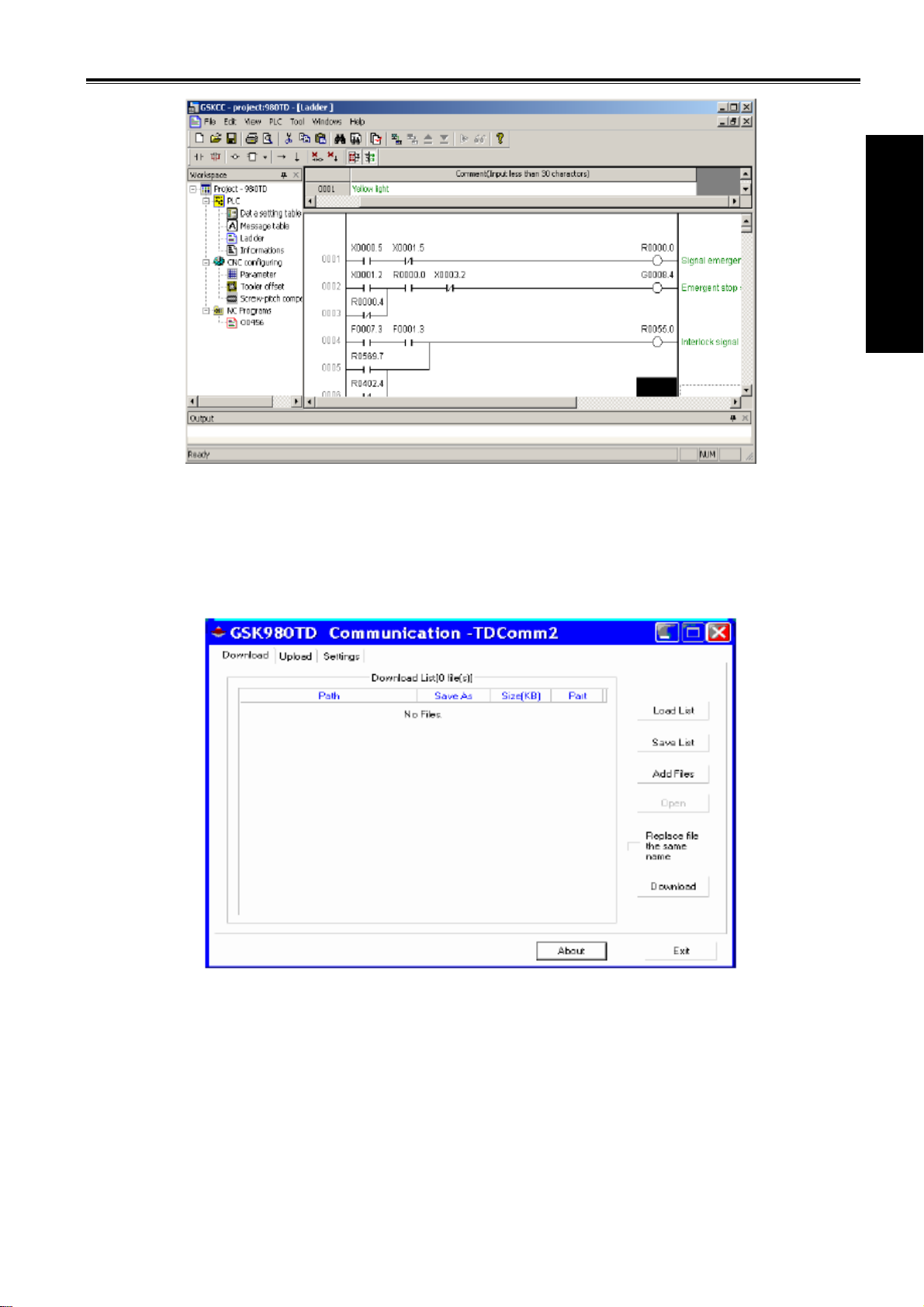
GSK980MD Configuration Software: GSKCC
The GSKCC is run in the condition of the WIN98/2000/XP operation system, so, the machine manufacturer can
perform the GSK980MD ladder diagram, parts program, parameter, pitch error compensation data and tool
compensation data on the PC to finish the upload and download of the files between PC and GSK980MD system.
Normally open contact parallel connection
Normally closed contact parallel connection
Parallel connection of the series circuit block
Series connection of the parallel circuit block
Function
First level program ending
Second program ending
Setting
Resetting
Comparison setting
Counter
JMPB
SP
SPE
ADDB
SUBB
ALT
DIFU
DIFD
MOVE
PARI
LBL
CALL
Program skip
Subprogram numbering
Subprogram end
Binary (Bit) data addition
Binary (Bit) data subtraction
Alternative output
Up setting
Down setting
Logical AND
Parity check
Program skip numbering
Subprogram call
Ⅰ-
4
Chapter 1 Programming Fundamental
Part 1 Programming
GSK980MD Communication Software: TDComm
The TDComm is run in the condition of the WIN98/2000/XP, which is provided to the end user to finish the
bidirectional transmission of the parts program, the parameter, pitch error compensation data and tool compensation
data between PC and CNC.
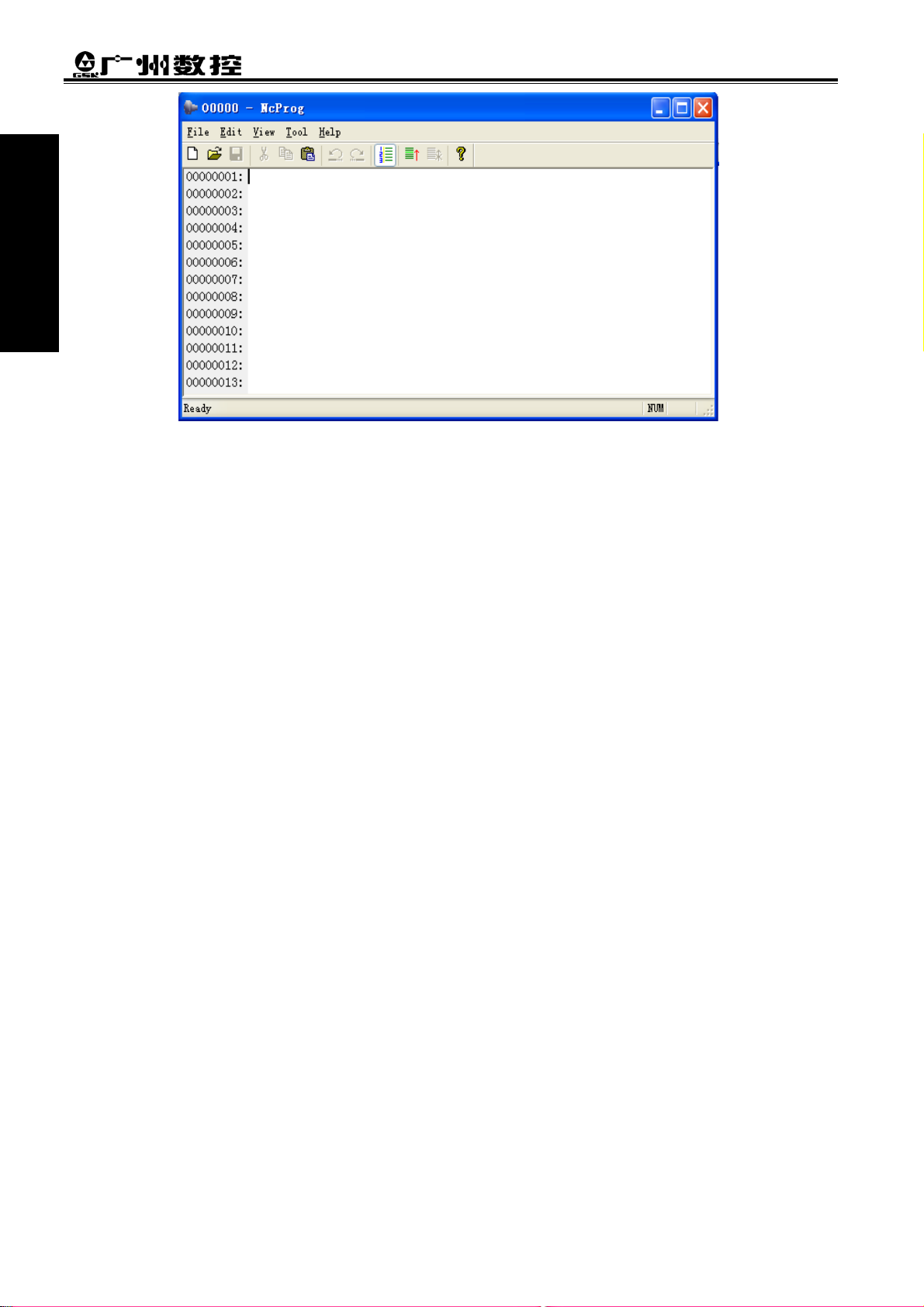
GSK980MD DNC Communication Software: GcodeEdit
The GcodeEdit is run in the condition of the WIN98/2000/XP. which is provided to the manufacturer or the end
user to finish the DNC program transmission between PC and CNC.
Ⅰ-5
GSK980MD Milling CNC System
Part 1 Programming
Ⅰ-
6
Chapter 1 Programming Fundamental
1.2 Execution of the Program
1.2.1 Order of the program execution
The GSK980MD can not open two or more programs at the same time; it can run the current opened program in
Auto mode. So, the GSK980MD can perform only one program at any time. The cursor is located at the beginning of
the row of the first block when a program is opened, and the cursor can be moved in Edit mode. Start the execution of
the program from the block the current cursor is located at by using the cycle start signal (
external cycle start key) in the halt state of Auto mode, usually, the blocks are executed one by one in the order of the
blocks editing, and the execution is stopped till the M02 or M03 code is executed. The cursor is moved along with the
program execution. The program execution sequence or state will be changed in the following conditions:
The program execution will be stopped if the
RESET
key or the Emergency Stop button is pressed;
The program execution will be stopped if the CNC alarm or PLC alarm is generated;
The operation mode is switched to the MDI or Edit mode when the program is being executed; or the
program is started from the block the cursor is located at when switching to Auto mode by single block stop
(The program pauses after the current block executed), and then the
key is pressed or external
cycle start signal is ON;
The operation mode is switched to Manual, MPG, Step and Machine zero mode when the program being
executed. The program is held on, then switching to Auto mode, and then the communication is switched
key on the panel or
Part 1 Programming
on when the
key is pressed or external cycle start signal is ON, the program is operated from the
halt position;
The program pauses when pressing
from stopped position when pressing
FEED HOLD
key or external pause signal is cut off, the program is operated
key or external cycle start signal is ON;
The program pauses after each block is executed when the single block switch is opened, pressing
key or switching on external cycle start signal is needed, program is executed continuously from the next
block;
The skip switch of the block is opened which it is skipped or inexecuted when the “/” is in front of the
block;
The skip object block is turned to when the G65 skip command is performed
When M98 or M9000~M9999 command is performed, to call corresponding subprogram or macro run; the
subprogram or macro run is ended, when the M99 command is to be performed, to call the next block run
as returning to the mainprogram (If M99 command specifies the return object block number, then run by
skipping to object block);
When the M99 command is performed in main program (its run is not started up because others program
calls), then returning to the program first stage to continue run, so the current program will be run
circularly.
Ⅰ-7

GSK980MD Milling CNC System
1.2.2 Execution order of command word within block
R, M, S and T, most command words M, S and T are explained by NC before sending to PLC for processing, the
other command words are processed by NC directly. M98, M99, M9000~M9999, as well as S command word for
Part 1 Programming
spindle speed by rev/min, m/min units are all processed by NC directly.
When G command shares a same block with M00, M01, M02 and M30, the NC performs M command after
finishing G command, and then sending the corresponding M signal to PLC for processing.
When the G command shares a same block with the M98, M99, M9000~M9999, these M command words are
performed by NC after it finishes the G command (the M signal not sent to PLC).
As the M, S and T command words processed by PLC and the G command words are sharing the same block,
the M, S and T command words are performed with the G command words at the same time which they are
determined by PLC program (ladder diagram), or the M, S and T command words are performed after the G
command is finished. As for the performance order of the command words, refer to the explanation of the machine
tool manufacturer.
Ⅰ-
8

Chapter 2 MSTF Command
CHAPTER 2 MSTF COMMAND CHAPTER 2 MSTF COMMAND
2.1 M Command (Miscellaneous Function) 2.1 M Command (Miscellaneous Function)
The M command word composed by command address M and 1~2 or 4 digits after the command M is used for
The M command word composed by command address M and 1~2 or 4 digits after the command M is used for
controlling the program execution or outputting M code to PLC.
controlling the program execution or outputting M code to PLC.
M □□□□ M □□□□
Command address
M98, M99 and M9000~M9999 are independently processed by NC, and the M code is not output to PLC.
The M02 and M03 are defined as program END command by NC, at the same time it also gives the M code to
PLC for using the I/O control (close spindle, close cooling etc.).
The PLC program can not change the meaning of the above-mentioned commands when the M98, M99 and
M9000~M9999 are regarded as program CALL commands and the M02 and M30 are regarded as program END
commands. The codes of other M commands are all given to PLC program for specifying the command function;
please refer to the manual issued by machine tool manufacturer.
One block only has one M command. The CNC alarm occurs when two or more M commands are displayed in
one block.
Command value (00~99、9000~9999,leading zero can be omitted)
Table 2-1 M command table for program execution
Part 1 Programming
rt 1 Programming
Commands Functions
M02 End-of-Run
M30 End-of-Run
M98 Subprogram call
Return from the Subprogram; the program will be circularly executed
M99
M9000~M9999
if the command M99 is used for main program ending (namely, the
current program is not called by other programs).
Call macro program (Program No. more than 9000)
2.1.1 EP (End of program) M02
Format: M02
Command function: The M02 command is executed in the Auto mode. The automatic run is ended when the
other commands of current block are executed; now in order to not return to the program
beginning, the cursor is stop at block which the M02 located. If the program is executed
again the cursor should be stopped at the beginning of the program.
The function of command M02 also can be defined by the PLC ladder diagram other than the abovementioned
functions which are processed by NC. The standard ladder diagram can be defined as: the current input state of CNC
is not change after the command M02 is executed.
Ⅱ-1
GSK980MD Milling CNC System
g
2.1.2 End-of-run M30 2.1.2 End-of-run M30
Format: M30 Format: M30
Part 1 Programming
rt 1 Programming
Command function: If M30 command is executed in the Auto mode, the automatic run is ended when the other
Command function: If M30 command is executed in the Auto mode, the automatic run is ended when the other
commands of current block are executed; the system cancels the nose radius compensation and the
commands of current block are executed; the system cancels the nose radius compensation and the
cursor returns to the beginning of the prgram when the machine pieces number is added by 1 (It is
cursor returns to the beginning of the prgram when the machine pieces number is added by 1 (It is
up to parameter if the cursor returns to the beginning).
up to parameter if the cursor returns to the beginning).
The cursor is not return to the beginning of the program when the BIT4 of parameter No.005 is set to 0 in CNC;
The cursor is not return to the beginning of the program when the BIT4 of parameter No.005 is set to 0 in CNC;
w
hen it is set to 1, the prgram is finished, so the cursor returns to the beginning of the program at once.
when it is set to 1, the prgram is finished, so the cursor returns to the beginning of the program at once.
The function of command M30 can be defined by the PLC ladder diagram other than the abovementioned
The function of command M30 can be defined by the PLC ladder diagram other than the abovementioned
fu
nctions processed by NC. The standard ladder diagram can be defined as: to close the M03, M04 or M08 signal
functions processed by NC. The standard ladder diagram can be defined as: to close the M03, M04 or M08 signal
output after the M30 command is executed, at the same time the M05 signal is given.
output after the M30 command is executed, at the same time the M05 signal is given.
2.1.3 Subprogram call M98 2.1.3 Subprogram call M98
Format:M98 P○○○○□□□□ Format:M98 P○○○○□□□□
Command function: when the M98 command is executed in the Auto mode, CNC calls and executes the
Command function: when the M98 command is executed in the Auto mode, CNC calls and executes the
subprogram specified by P, which can be performed 9999 times at most, when the other commands
subprogram specified by P, which can be performed 9999 times at most, when the other commands
of current block are executed. The M98 command is disabled in MDI.
of current block are executed. The M98 command is disabled in MDI.
The called subprogram No.(0000~9999).The
leading zero of subprogram can be omitted when
the call frequency are not given; the subprogram
No. should be 4 digits when the calling frequency is
iven;
Calling frequency(1-9999),calling for once, the
input can be omitted
2.1.4 Return from subprogram M99 2.1.4 Return from subprogram M99
Format: M99 P○○○○ Format: M99 P○○○○
Command function: (in subprogram) as the other commands of current block are executed, the block specified
Command function: (in subprogram) as the other commands of current block are executed, the block specified
by P is performed continuously when the main program is returned. The next block is performed
by P is performed continuously when the main program is returned. The next block is performed
continuously by calling current subprogram of M98 command when returning to the
continuously by calling current subprogram of M98 command when returning to the
mainprogram; because of the P is not given. If the main program is ended by using the M99
mainprogram; because of the P is not given. If the main program is ended by using the M99
(namely, the current program is not called by other programs for execution), the current program
(namely, the current program is not called by other programs for execution), the current program
will be run circularly. So, the M99 command is disabled in MDI.
will be run circularly. So, the M99 command is disabled in MDI.
The block No. (0000~9999) to be executed
when a mainprogram is returned, the leading
zero can be omitted.
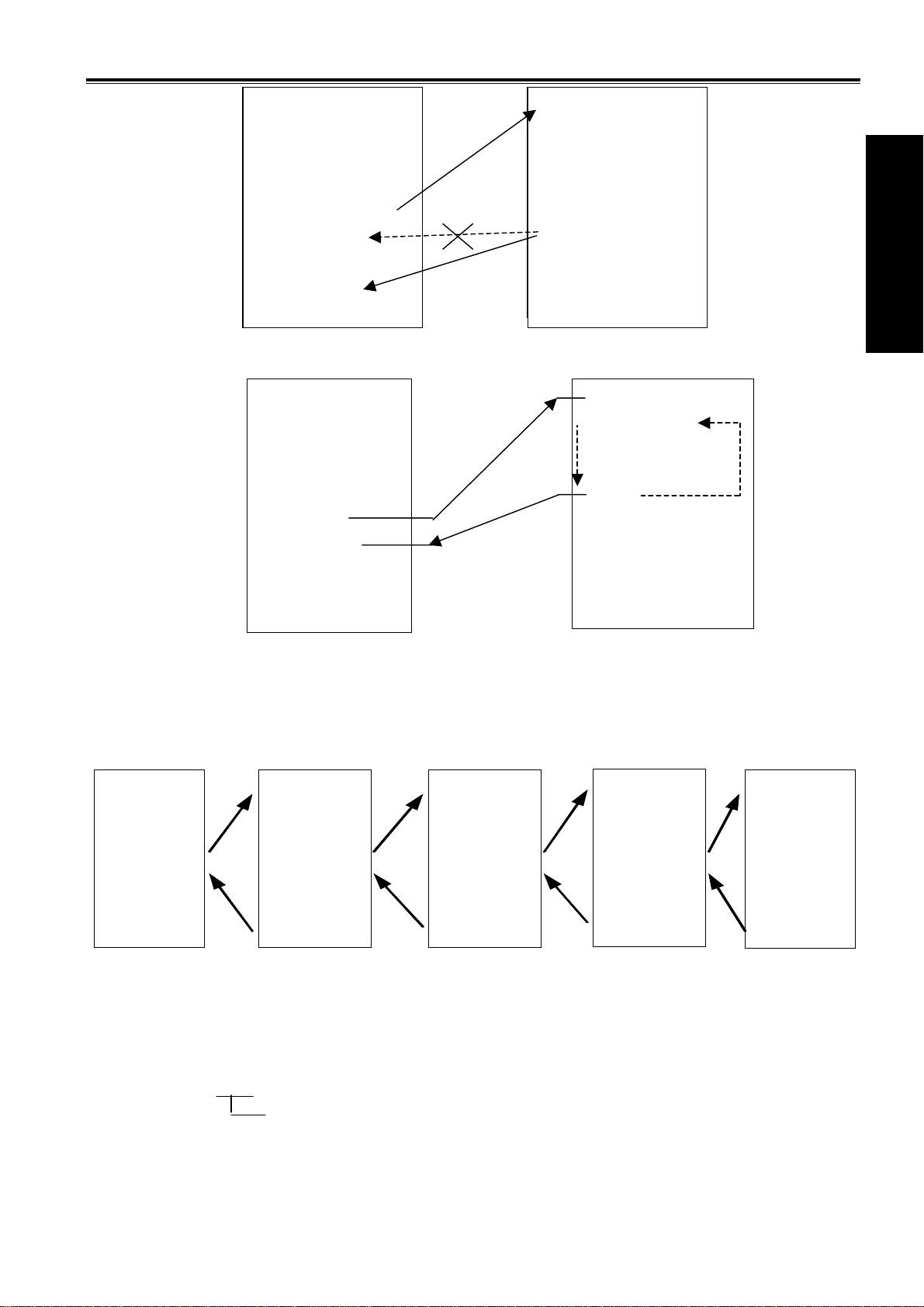
Example: Fig. 2-1shows that the execution route of the subprogram is called (the P command within M99). Fig.
Example: Fig. 2-1shows that the execution route of the subprogram is called (the P command within M99). Fig.
2-2 shows that the execution route of the subprogram is called (the P command is not in M99).
2-2 shows that the execution route of the subprogram is called (the P command is not in M99).
2
Ⅱ-
Chapter 2 MSTF Command
N
N
N
N
N
N
N
N
N
N
O1009;
主程序
主程序
0010 ………;
0020……….;
0030……….;
0040 M98 P1010;
0050……….;
0060……….;
0070……….;
……..
Fig.2-1
O1010;
子程序
子程序
1020………;
1030………;
………
………
1100 M99 P0070;
%
Part 1 Programming
rt 1 Programming
O0001;
G92 X100 Z100;
M3 S1;
G0 X0 Z0;
G1 X200 Z200 F200;
M98 P21006;
G0 X100 Z100;
M5 S0;
M30;
%
Mainprogram
Call
Return
Fig. 2-2
O1006;
G90 G1 X50 Z50;
G91 X100 Z200;
X30 Z-15 F250;
M99;
%
Subprogram
This GSK980MD can calls quadruple subprogram, namely, the other subprogram can be called from the
This GSK980MD can calls quadruple subprogram, namely, the other subprogram can be called from the
subprogram. (See Fig. 2-3)
subprogram. (See Fig. 2-3)
Mainprogram
O 1001;
...
...
...
M98P1002;
...
...
...
...
M30;
Subprogram
O 1002;
...
...
...
M98P1003;
...
...
...
...
M99;
S in g le n e stification D o u b le nes tific a tio n
Subprogram
O 1003;
...
...
...
M98P1004;
...
...
...
...
M99;
Subprogram
O 1004;
...
...
...
M98P1005;
...
...
...
...
M99;
T rip lic a te n estification Q u a d ru p le n estification
Subprogram
O 1005;
...
...
...
M98P1005;
...
...
...
...
M99;
Fig. 2-3 Subprogram nestifications
2.1.5 Macro program call M9000~M9999
Format: M□□□□
9000
Command function: Call the macro program which is corresponded by the command value
Macro program: Program 09000~09999 is special space obligated for the machine tool manufacturer for using
editing and achieving speical function subprogram, which is called marco program. Two-level operation authority is
~
9999
(O9000~O9999).
Ⅱ-3
GSK980MD Milling CNC System
needed when editing the program 09000~09999, the user can not modifiy or operate the macro program but the
macro calling command if his authority is 3~5 level. So the M9000~M9999 command operates invalidly in MDI.
Part 1 Programming
2.1.6 M command defined by standard PLC ladder diagram
The M commands other than the abovementioned commands (M02, M03, M98, M99, M9000~M9999) are
defined by PLC. The M commands are defined by standard PLC hereinafter. This GSK980MD milling machine is
used for machine control. About the function, meaning, control time sequence and logic etc. of the M command,
refer to the manual issued by the machine tool builder.
M command specified by standard PLC ladder diagram
Commands Functions Remarks
M00 Program pause
M03 Spindle CCW
M04 Spindle CW
*M05 Spindle stop
M08 Coolant on
*M09 Coolant off
M32 Lubrication on
*M33 Lubrication off
Function interlock,
Function interlock,
Function interlock,
state hold
state hold
state hold
Notes: The command with “*” specified by standard PLC is valid when the power is turned on.
2.1.7 Program stop M00
Format: M00
Command function: the program is stopped after executing the M00 command, the “pause” is displayed; the
program will continue when the key of Cycle Start is pressed.
2.1.8 Spindle CCW, CW, stop control M03, M04 and M05
Format: M03;
M04;
M05;
Command function: M03: spindle forward rotation (CCW);
M04: spindle reverse rotation (CW);
M05: spindle stop.
Note: The control time sequence and logic of M03, M04 and M05 are specified by standard PLC
program, refer to the Appendix of this manual.
2.1.9 Coolant control M08, M09
Format: M08;
M09;
Command function: M08: cooling on;
M09: cooling off.
Note: The control time sequence and logic of M08 and M09 are specified by standard PLC program,
refer to the Appendix of this manual.
4
Ⅱ-

Chapter 2 MSTF Command
2.1.10 Lubricant control M32, M33
Format: M32;
M33;
Command function: M32: lubrication on;
M33: lubrication off.
Note: The control time sequence and logic of M08 and M09 are specified by standard PLC program;
refer to the Appendix of this manual.
Part 1 Programming
Ⅱ-5
2.2 Spindle Function 2.2 Spindle Function
GSK980MD Milling CNC System
Part 1 Programming
rt 1 Programming
The spindle speed is controlled by S command, there are two ways to control spindle speed for GSK980MD. The spindle speed is controlled by S command, there are two ways to control spindle speed for GSK980MD.
Spindle speed switching value control mode: the S□□ (2-digit command value) command is processed by PLC
Spindle speed switching value control mode: the S□□ (2-digit command value) command is processed by PLC
pr
ogram for exporting the switching value signal to machine, so that the step speed change of the spindle is achieved.
program for exporting the switching value signal to machine, so that the step speed change of the spindle is achieved.
Spindle speed analog voltage control mode: the actual spindle speed is specified by the S□□□□ (4-digit
Spindle speed analog voltage control mode: the actual spindle speed is specified by the S□□□□ (4-digit
co
mmand value), the NC outputs the 0~10V analog voltage signal to the spindle servo device or transducer for
command value), the NC outputs the 0~10V analog voltage signal to the spindle servo device or transducer for
ac
hieving the stepless speed regulating of the spindle.
achieving the stepless speed regulating of the spindle.
2
.2.1 Spindle speed switching value control 2.2.1 Spindle speed switching value control
The spindle speed is on switching value control when the BIT4 of bit parameter NO.001 is set to 0. One block
The spindle speed is on switching value control when the BIT4 of bit parameter NO.001 is set to 0. One block
only has one S command. The CNC alarm occurs when there are two or more S commands displayed in block.
only has one S command. The CNC alarm occurs when there are two or more S commands displayed in block.
When the S command shares the same block with the command word, the performance sequence is defined by
When the S command shares the same block with the command word, the performance sequence is defined by
PLC program. For details, refer to the manual issued by the machine tool builder.
PLC program. For details, refer to the manual issued by the machine tool builder.
This GSK980MD milling machine is used for machining control when the spindle speed switching value is
This GSK980MD milling machine is used for machining control when the spindle speed switching value is
controlled. The time sequence and logic for S command should be referred by the manual issued by the machine tool
controlled. The time sequence and logic for S command should be referred by the manual issued by the machine tool
builder. The following S command is defined by GSK980MD standard PLC, for reference only.
builder. The following S command is defined by GSK980MD standard PLC, for reference only.
Command format: S□□Command format: S□□
~
00
04 (the leading zero can be omitted): 1~4 gears spindle speed
switching value control.
In spindle speed switching value control mode, the FIN signal is returned after the set time of data parameter
No.081 is delayed after the code signal of S command is sent to PLC. Now the time is called execution time of S
code.
The S01, S02, S03 and S04 output states are invariable when the CNC is reset.
The S1~S4 commands are ineffective output when the CNC is switched on. An arbitrary command is performed
from S01, S02, S03 and S04, the corresponding S signal output is effective and held on, at the same time the other 3 S
signal output are cancelled. The S1~S4 output are cancelled when performing the S00 command, only one of S1~S4
is effective in the meantime.
S code performs
Delay time
Subsequent command word or block
performs
2.2.2 Spindle speed analog voltage control
The spindle speed is analog voltage control when the BIT4 of current bit parameter is set to 1
Format
Command function: The CNC outputs 0~10V analog voltage to control the spindle servo or transducer for
:S OOOO
0000
~9999 (leading zero can be omitted): Spindle speed analog voltage control
achieving the stepless speed regulating of the spindle when the spindle speed is set. The S command
value is not memorized when the power is turned off; and then the parameter recovers to 0 when the
power is turned on.
Ⅱ-
6

Chapter 2 MSTF Command
The CNC owns four mechanical spindle shifts function. Counting the corresponding analog voltage value
specified by the speed based upon the current set value (corresponding to data parameter No.037~No.040) of the top
speed (output analog voltage is 10V) of the spindle shift when the S command is performed, then output the voltage
value to spindle servo or transducer, so that the consistency of actual speed and required speed of the spindle are
controlled.
The analog voltage output is 0V when the CNC is switched on. The output analog voltage value is invariable
(Unless the cutting feed in constant linear speed control and the absolute value of X axis absolute coordinate value
are changed) after the S command is executed. The analog voltage output is 0V when the command S0 is executed.
And the analog voltage output value is invariable when the CNC is reset or at urgent stop.
The parameter related to spindle speed analog voltage control:
Data parameter No.021: the output voltage offset for spindle top speed (the output analog voltage is 10V);
Data parameter No.043: the voltage offset for the zero spindle speed (the output analog voltage is 0V);
Data parameter No.037~No.040: The top speed for spindle 1~4 shifts (the output analog voltage is 10V);
2.2.3 Spindle override
Part 1 Programming
The spindle actual speed can be modified by using spindle override when the spindle speed analog voltage
control is effective, the actual speed modified by spindle override is limited by the top speed of current spindle shift,
and also it is controlled by the lowest spindle limitation value and the top spindle limitation value in constant linear
speed control mode.
This NC offers 8-level spindle override (50%~120%, the change is 10% per level).
modificative mode of the spinde
override are defined by PLC ladder diagram. Refer to the manual
The actual level and the
issued by the machine tool builder when attempting to use it. The following is function description is
GSK980MD standard PLC ladder diagram, for reference only.
The spindle override defined by GSK980MD standard PLC ladder digaram has 8 levels. The spindle actual
real-time speed can be adjusted by using the spindle override key in the command speed range of 50%~120%, the
spindle override will be memorized when the power is turned off. Refer to the OPERATION of this manual for
modification operation of the spindle override.
Ⅱ-7

2.3 Tool Function
GSK980MD Milling CNC System
Part 1 Programming
There is no tool function in this 980MD system.
2.4 Feeding Function
2.4.1 Cutting feed (G94/G95, F command)
Format: G94F_; (F0001~F8000, leading zero can be omitted, for feed speed per minute, mm/min)
Command function: The cutting feedrate is specified by mm/min, G94 is modal G command. If the current
mode is G94 that it needs no G94 any more.
Format: G95F_; (F0.0001~F500, leading zero can be omitted)
Command fucntion: The cutting feedrate is offerred by the unit of mm/rev., G95 is modal G command. The G95
command can be omitted if the current mode is G95. When the CNC performs G95 F_, the cutting
feedrate is controlled by feedrate command based on the multiplication of F command value
(mm/rev) and current spindle speed (rev/min). The actual feedrate varies with the spindle speed. The
spindle cutting feedrate per revolution is specified by G95 F_, the even cutting line can be formed
on the face of workpiece. It is necessary to install spindle encoder when the G95 mode is operated.
The G94 and G95 are modal G commands at the same group, one of them is available only. The G94 is initial
state G command, so, it defaults the G94 when the CNC is switched on. The following below shows the conversion
formula of feed value per rev. and feed value per min:
F
= Fr×S
m
Thereinto: F
F
S: spindle speed (r/min).
The feedrate value is set by the CNC bit parameter No.053 when the CNC is switched on, the F value is
invariable after the F command is executed. The feedrate is 0 after F0 is executed. The F value is invariable when
CNC is reset or at urgent stop.
Note: In G95 mode, the cutting feedrate will be uneven when the spindle speed is less than 1 rev.
/min. The following error will exist in the actual feedrate when the spindle speed vibration occurs.
To guaranteen the machine quality, it is recommanded that the spindle speed selected in
machining is not less than the lowest speed of available torque exported by spindle servo or
transducer.
Cutting feed: The CNC makes tool movement path and the path (linear or circular arc) defined by command into
consistency (The circular interpolation can be performed by two axes in selected plane when it is
circular arc, the helical interpolation is formed by the third axis linear interpolation linkage), by which,
the CNC controls three directions movement for X axis, Y axis and Z axis at the same time. The
instantaneous speed of movement path in a tangential direction is consistent with the F command
value, so this is called CUTTING FEED or INTERPOLATION. The cutting feedrate is supplied by F
command, which it is disassembled to each interpolation axis according to the programming path
when the CNC performs the interpolation command (cutting feed).
: feed value per minute (mm/min);
m
: feed value per revolution (mm/r);
x
Ⅱ-
8
Chapter 2 MSTF Command
Linear interpolation: The CNC can controll the instantaneous speed in the directions of X axis, Y axis and Z
Linear interpolation: The CNC can controll the instantaneous speed in the directions of X axis, Y axis and Z
axis, so the vector resultant speed in these three directions are equal to the F command value.
axis, so the vector resultant speed in these three directions are equal to the F command value.
=
f
x
f
=
y
f
=
z
F is vector resultant speed for the instantaneous speed in X, Y and Z axis directons
The d
is instantaneous increment of the X axis, the fx is instantaneous speed of X axis.
x
The d
is instantaneous increment of Y axis, the fy is instantaneous speed of Y axis.
y
The d
is instantaneous increment of Z axis, the fz is instantaneous speed of Z axis.
z
Circular interpolation (helical interpolation): Performing the arc interpolation in selected plane, the third axis
Circular interpolation (helical interpolation): Performing the arc interpolation in selected plane, the third axis
performs linear interpolation, so the F value is circular interpolation speed. An interpolation of linear and circular arc
performs linear interpolation, so the F value is circular interpolation speed. An interpolation of linear and circular arc
has the following relation when the linear interpolation speed is f:
has the following relation when the linear interpolation speed is f:
d
x
++
d
y
++
d
z
++
Ff ×=
F
•
222
ddd
zyx
F
•
222
ddd
zyx
F
•
222
ddd
zyx
length axis linear
lengtharc circular
Part 1 Programming
rt 1 Programming
Tool p a th
F e e d ra te a long the circ le betw een 2 arc
interpolation axes is the specified one .
There are 16 levels feedrate override (0~150%, 10% per level) are offerred by NC. The actual feedrate series,
the memory performed or not when the power is turned off and the method of overriding are defined by PLC ladder
diagram. Refer to the manual issued by the machine tool builder. The function description of GSK980MD standard
PLC ladder diagram is as follows, for reference only.
By using the feedrate override key of the machine panel or external override switch it can performs real-time
modification for the cutting feedrate. The actual cutting feedrate can be adjusted in the range of command speed
0~150%, here, the feedrate is memorized when the power is turned off. How to operate the cutting feedrate
adjustment, refer to Chapter 3 OPERATION of this manual.
Related parameter:
CNC parameter No. 029: the exponential acceleration or deceleration time constant of cutting feed and manual
feed.
CNC parameter No.030: the initial (terminal) speed of exponential acceleration or deceleration for cutting feed.
CNC parameter No.031: the upper limit value (X axis, Y axis and Z axis are same) of the cutting feedrate.
Ⅱ-9
GSK980MD Milling CNC System
2.4.2 Manual feed
Manual feed: This GSK980MD can perform positive/negative movement of X, Y or Z axis by the current
Part 1 Programming
This NC offers 16 levels (0~150%, 10% each time) manual feedrate (override), see the following table 2-2. The
actual feedrate series and modification mode or the like in manual feeding, are defined by PLC ladder diagram. Refer
to the manual issued by the machine tool builder. The function description of GSK980MD standard PLC ladder
diagram is as follows, for reference only.
Feedrate
override(%)
Manual
feedrate
(mm/min)
Note: The manual feedrate of X axis is diameter variation per minute; the feedrate defined by
GSK980MD standard PLC ladder diagram is memorized when the power is turned off.
Related parameter: Data parameter No.029: for exponential acceleration or deceleration time constant in manual
manual feedrate in the Manual mode. X axis, Y axis and Z axis can be moved at one time.
Table 2-2
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150
0 2.0 3.2 5.0 7.9 12.6 20 32 50 79 126 200 320 500 790 1260
feed.
Data parameter No.041: for speed lower limit of acceleration or deceleration in manual feed.
2.4.3 MPG/ Step feed
MPG feed: This GSK980MD can move positively or negatively in X, Y or Z axis by current increment in the
MPG mode. Only one of the axes can be moved at one time.
Step feed: This GSK 980MD can move positively or negatively for X, Y or Z axis by current increment in the
Step mode. One of the axes can be moved only at one time.
Only one mode is effective for the MPG or step mode at one time, it is up to Bit3 of CNC bit parameter No.001.
This NC offers 4 steps (0.001mm, 0.01mm, 0.1mm and 1mm) MPG/ step increment. The actual MPG/ step
increment series, the selection of increment and current effective axis or the like, are defined by PLC ladder diagram.
Refere to the manual issued by the machine tool builder.
Related parameter: Data parameter No.029: for exponential acceleration or deceleration time constant of cutting
feed and manual feed.
Data parameter No.041: for initial or terminal speed of exponential acceleration or deceleration in manual feed.
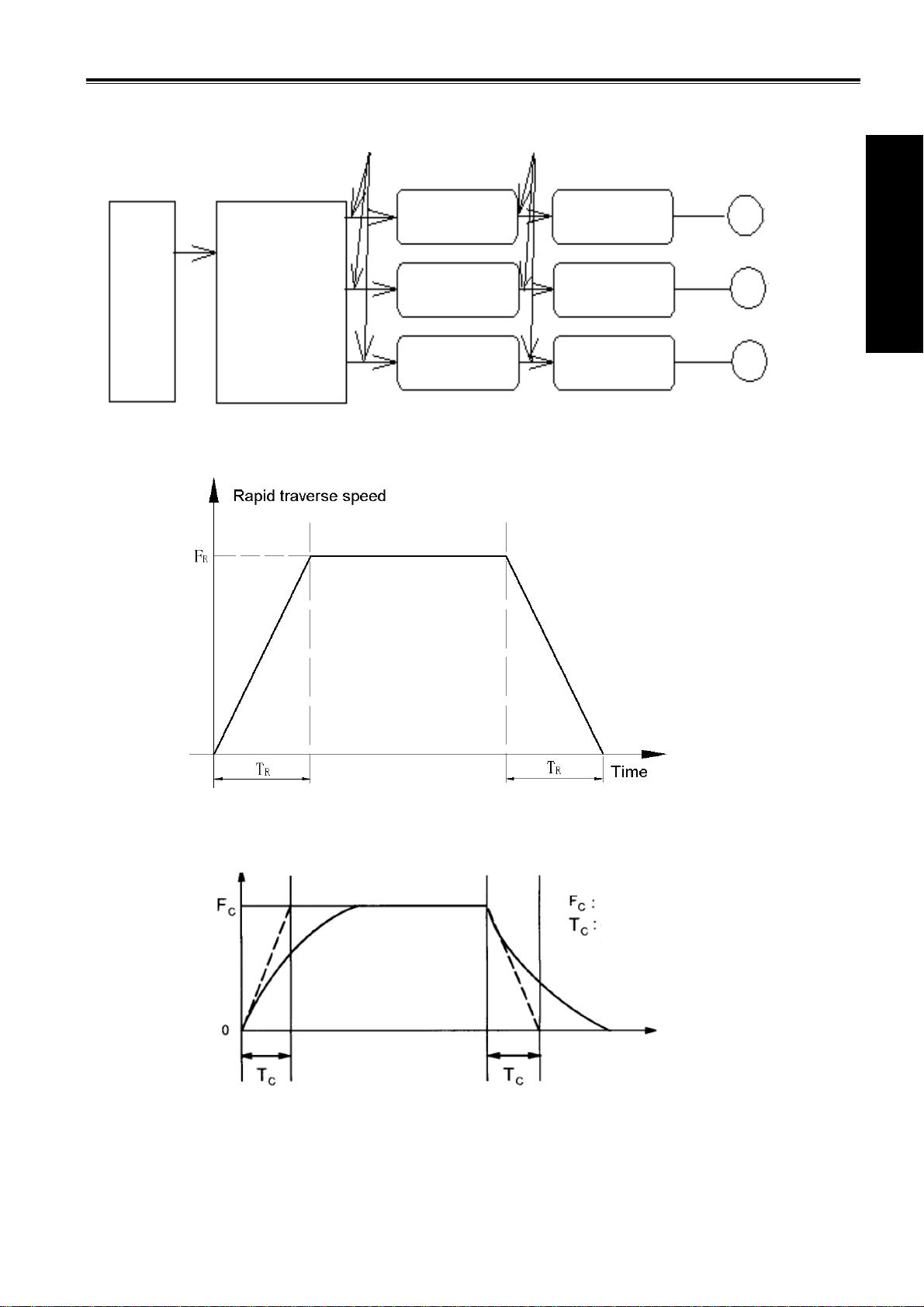
2.4.4 Automatic acceleration or deceleration
This GSK980MD performs automatically acceleration or deceleration in order to achieve the smooth transition
of the speed at the beginning of the axis movement or before the movement stops; this will diminish the impact when
the movement is start or stop. This GSK980MD adopts kinds of acceleration or deceleration as follows:
Rapid traverse: linear type front acceleration or deceleration
Cutting feed: exponential type rear acceleration or deceleration
Manual feed: exponential type rear acceleration or deceleration
MPG feed: exponential type rear acceleration or deceleration
Step feed: exponential type rear acceleration or deceleration
Ⅱ-
10
Chapter 2 MSTF Command
r
A
r
A
r
A
r
A
Speed after interpolation
Speed by acceleration or
deceleration control
Part 1 Programming
CNC
comm
ad
Pulse
assignment
(In terpolati
on)
cceleration or
deceleration control
cceleration or
deceleration control
cceleration or
deceleration control
Fig. 2-9
Drive control
Drive control
Drive control
FR: Rapid traverse rate
Set by data parameter No.022,
No.023 and No.024 parameter
: Rapid traverse acceleration o
T
R
deceleration time constant
Set by data parameter No.025,
No.026 and No.027 parameter
X axis
moto
Y axis
moto
Z axis
moto
Fig. 2-10 Curve for rapid traverse
Feedrate
cceleration or deceleration
time constant for cutting
feedrate
Time
FC: feedrate
TC: The acceleration or deceleration time constant of cutting feedrate
(Data parameter No.029)
Fig. 2-11 Curves for cutting and manual feedrate
Ⅱ-11

GSK980MD Milling CNC System
A
When the cutting feed is performed, this GSK980MD adopts exponential rear acceleration or deceleration, an
When the cutting feed is performed, this GSK980MD adopts exponential rear acceleration or deceleration, an
Part 1 Programming
arc transition will be formed for the acceleration or deceleration at the meeting point of the path for the adjacent two
arc transition will be formed for the acceleration or deceleration at the meeting point of the path for the adjacent two
rt 1 Programming
cu
tting feed blocks, when the BIT3 of the bit parameter No.007 is set to 0. A contour error exists between the actual
cutting feed blocks, when the BIT3 of the bit parameter No.007 is set to 0. A contour error exists between the actual
to
ol path and the programmed path when the positioning is not enough accurate at the meeting point of the two paths.
tool path and the programmed path when the positioning is not enough accurate at the meeting point of the two paths.
In
order to avoid this kind of error, the exact stop command (G04;) can be inserted between the two blocks or the
In order to avoid this kind of error, the exact stop command (G04;) can be inserted between the two blocks or the
B
IT3 of the CNC bit parameter No.007 is set to 1. Now, the previous block is decelerated to zero speed and it is
BIT3 of the CNC bit parameter No.007 is set to 1. Now, the previous block is decelerated to zero speed and it is
po
sitioned to the end of the block, and then the next cutting feed block is performed. The following block can be
positioned to the end of the block, and then the next cutting feed block is performed. The following block can be
pe
rformed because each block is accelerating from the initial speed and then decelerating to zero at last. If the
performed because each block is accelerating from the initial speed and then decelerating to zero at last. If the
pr
ogram time is increasing, it may cause the lower machining efficiency.
program time is increasing, it may cause the lower machining efficiency.
The BIT3 of bit parameter No.007 is set to 0, the transition between two adjacent blocks is processed according
The BIT3 of bit parameter No.007 is set to 0, the transition between two adjacent blocks is processed according
to the table 2-3.
to the table 2-3.
Table 2-3 Table 2-3
Previous
Previous
block
Next block Next block
block
Rapid positioningRapid positioning Cutting feed Cutting feed
Without move Without move
Rapid positioning X X X
Cutting feed X O X
Without move X X X
Note: X: The subsequent block is perfomed after the previous block is accurately positioning
at the end of he block.
O: Each axis speed is transitted according to the acceleration or deceleration between
the adjacent blocks; an arc transition is formed at the meeting point of the tool path.
(Inaccurate positioning)
Example (The BIT3 of the bit parameter is set to 0)
G91 G01*-100; (X axis move negatively)
Z-200; (Z axis move negatively)
Y-300; (Y axis move negatively)
X
Z
Programmed path
ctual movement tool path
Fig. 2-12
12
Ⅱ-
Chapter 3 G Command
CHAPTER 3 G COMMAND CHAPTER 3 G COMMAND
3.1 Brief 3.1 Brief
The G command is composed by the command address G and the1 to 3 digits command value after the
The G command is composed by the command address G and the1 to 3 digits command value after the
command G. Many kinds of operations are specified such as tool movement relative to workpiece, coordinate set,
command G. Many kinds of operations are specified such as tool movement relative to workpiece, coordinate set,
etc.See Table 3-1 for G commands.
etc.See Table 3-1 for G commands.
G □□□G □□□
The G command words can be classified to 11 groups such as 00, 01, 02, 03, 05, 06, 07, 08, 09, 10 and 14. They
share the same block except for 01 and 00 groups, different groups G commands can be defined at the same block.
The last G command is valid when two or more same group G commands are introduced at the same block. Different
G command groups without common parameter (command word) can be defined at the same block, and their
functions are simultaneously valid regardless of sequence. If the G command or the optional G command other than
Command value (00~143, the leading zero can be omitted)
Command address G
Part 1 Programming art 1 Programming
Table 3-1 is employed, alarm occurs.
Table 3-1 G command word list
Command words Groups Functions Remarks
G04 Dwell, exact stop
G28 Machine zero return
G29 Return from reference point
G30 2nd, 3rd and 4th reference point return
G31 Skip function
G92 Coordinate system set
G65
G00 (initial G command) Rapid traverse
G01 Linear interpolation
G02 Circular interpolation (CW)
G03 Circular interpolation (CCW)
G73
G74
G80 (initial G command)
G81
G82 Drilling cycle (counterbore cycle)
00
Macro
01
Peck drilling cycle
Left-hand (counter) tapping cycle
Canned cycle cancellation
Drilling cycle (spot drill cycle)
Non-modal G
command
Modal G
command
G83
G84
G85 Boring cycle
G86
G88
Peck drilling cycle
Tapping cycle
Drilling cycle
Boring cycle
Ⅲ-1
GSK980MD Milling CNC System
Command words Groups Functions Remarks
Part 1 Programming
G17 (initial G command) XY plane selection
G90 (initial G command) Absolute programming
G89
G110 Circular groove inner rough-milling CW
G111 Circular groove inner rough-milling CCW
G112 Circular groove inner fine-milling CW
G113 Circular groove inner fine-milling CCW
G114 Excircle finish-milling CW
G115 Excircle finish-milling CCW
G134 Rectangle groove rough-milling CW
G135 Rectangle groove rough-milling CCW
G136 Rectangle groove inner finish-milling CW
G137 Rectangle groove inner finish-milling CCW
G138 Rectangle outter finish-milling CW
G139
G18 ZX plane selection
G19
G91
Boring cycle
Rectangle outter finish-milling CCW
02
YZ plane selection
03
Relative programming
Modal G
command
Modal G
command
G94 (initial G command)
G95
G20 Data input in inch
G21
G40 (initial G command) Tool nose radius compensation cancellation
G41 Tool nose radius compensation left
G42
G43 Tool length offset in + direction
G44 Tool length offset in - direction
G49 (initial G command)
G140 Rectangle path serially punch CW
G141 Rectangle path serially punch CCW
G142 Arc path serially punch CW
G143
G98 (initial G command) Return to initial level in canned cycle
G99
G54 (initial G command)
G55 Workpiece coordinate system 2
G56 Workpiece coordinate system 3
G57 Workpiece coordinate system 4
G58 Workpiece coordinate system 5
G59
05
06
07
08
09
10
14
Feed per minute
Feed per revolution
Data input in metric
Tool nose radius compensation right
Tool length offset cancellation
Arc path serially punch CCW
Return to R level in canned cycle
Workpiece coordinate system 1
Workpiece coordinate system 6
Modal G
command
Modal power
down memorize
Modal G
command
Modal G
command
Non-modal G
command
Modal G
command
Modal G
command
Ⅲ-
2
 Loading...
Loading...