


 Loading...
Loading...ModEva/DNC880S
2D Referenzhandbuch
CYBELEC SA |
Tel. ++ 41 24 447 02 00 |
RUE DES UTTINS 27 |
Fax ++ 41 24 447 02 01 |
CH - 1400 YVERDON-LES-BAINS |
E-Mail: info@cybelec.ch |
SWITZERLAND |
V-DOC-MODEVA-DE |
|
03. August 2006 |
V. 1.3 |
INHALTSVERZEICHNIS |
|
EINFÜHRUNG ................................................................................................................................. |
5 |
Zu diesem Handbuch |
5 |
Lizenzabgabe CYBELEC und Copyright |
5 |
KONVENTIONEN............................................................................................................................. |
7 |
DEFINITIONEN ................................................................................................................................ |
11 |
ABS...................................................................................................................................... |
11 |
REL |
11 |
Abstand Kriechgang ........................................................................................................ |
12 |
Achsennullpunkt ändern ...................................................................................................... |
12 |
Aktive Peripherien................................................................................................................ |
14 |
Aktive Maschinenperipherien |
14 |
Aktive Peripherien Produkte |
15 |
Aktive Peripherien Stempel / Matrizen |
15 |
Alphanumerische Felder...................................................................................................... |
15 |
Anschlag.............................................................................................................................. |
16 |
Anschlag-Freistellung .......................................................................................................... |
17 |
Auspresszeit ........................................................................................................................ |
18 |
Biegefolge............................................................................................................................ |
18 |
Automatische Biegefolge |
18 |
Biegefolge ändern |
18 |
Modus Rückbiegung |
20 |
Biegegeschwindigkeit .......................................................................................................... |
22 |
Biegung................................................................................................................................ |
22 |
Im Matrizengrund |
22 |
Endgültige Biegung |
22 |
Zwischenbiegung |
23 |
Sequenz ohne Biegung |
23 |
Biegungszähler .................................................................................................................... |
23 |
Bildschirmkopie ................................................................................................................... |
23 |
Schwarz / Weiss, Farbe |
24 |
Bildschirm drucken |
25 |
Bombierung ......................................................................................................................... |
26 |
Datum und Zeit .................................................................................................................... |
27 |
Dezentrierte Werkzeuge...................................................................................................... |
28 |
Einfügen einer Sequenz ...................................................................................................... |
29 |
Folgebüge (CR) ................................................................................................................... |
30 |
Seite PRODUKT NUMERISCH |
30 |
Gestreckte Länge ................................................................................................................ |
36 |
DIN |
37 |
REAL |
37 |
Korrekturfaktor der Berechnung DIN 6935 |
37 |
HA oder Anschlag................................................................................................................ |
38 |
MODEVAREF2D_DE.DOC |
INHALTSVERZEICHNIS |
SEITE 1 |
|
Hilfsfunktionen .................................................................................................................... |
39 |
|
Indexieren einer Achse ....................................................................................................... |
39 |
|
Kollision Tiefe erlaubt.......................................................................................................... |
39 |
|
Korrekturen (Tabelle ...)...................................................................................................... |
41 |
|
L. Biegung........................................................................................................................... |
42 |
|
Länge .................................................................................................................................. |
43 |
|
Löschen / Entfernen............................................................................................................ |
43 |
|
Manuelles Einstellen des Hinteranschlages ....................................................................... |
44 |
|
Maschinenparameter .......................................................................................................... |
44 |
|
OT (Oberer Totpunkt) ......................................................................................................... |
45 |
|
Parametrierbares Produkt................................................................................................... |
46 |
|
Aktivierung der Funktion |
46 |
|
Ein parametrierbares Produkt erstellen |
46 |
|
Arbeiten mit einem parametrierbaren Produkt |
50 |
|
Prägen ................................................................................................................................ |
51 |
|
Presskraft............................................................................................................................ |
51 |
|
Produktgruppen .................................................................................................................. |
52 |
|
Definitionen |
52 |
|
Arbeitsbeispiel in der Seite PRODUKTGRUPPE |
53 |
|
Produktinformation.............................................................................................................. |
54 |
|
Eine Information sehen |
55 |
|
Eine Information schreiben (nur Text) |
55 |
|
Eine Information schreiben (Text und Bilder) |
56 |
|
Produktverwaltung .............................................................................................................. |
58 |
|
Programmieren auf Biegung Num ...................................................................................... |
60 |
|
Programmierung eines Profils ............................................................................................ |
60 |
|
Programmierung während der Arbeit.................................................................................. |
60 |
|
Radius intern....................................................................................................................... |
61 |
|
Referenz YR Korr................................................................................................................ |
62 |
|
Rückzug H.Anschlag........................................................................................................... |
62 |
|
Schnitt ................................................................................................................................. |
63 |
|
Sicherheitskopien................................................................................................................ |
63 |
|
Sigma.................................................................................................................................. |
63 |
|
Simulationskriterien ............................................................................................................ |
64 |
|
Software verlassen ............................................................................................................. |
67 |
|
Speicher frei........................................................................................................................ |
67 |
|
Speicherlöschung ............................................................................................................... |
68 |
|
Spezialbiegungen................................................................................................................ |
69 |
|
Vorbiegung / Endgültige Biegung |
70 |
|
Sprache............................................................................................................................... |
74 |
|
ST. SOLL___IST___ .......................................................................................................... |
75 |
|
Start Achsen/HF.................................................................................................................. |
75 |
|
Suchen der Produkte nach Kriterien................................................................................... |
76 |
|
Datum der Speicherung |
77 |
|
Tastatur............................................................................................................................... |
78 |
|
Toleranz.............................................................................................................................. |
79 |
|
Übergang EG – KG............................................................................................................. |
80 |
|
Übertragung der Daten ....................................................................................................... |
81 |
|
Unterhalt ............................................................................................................................. |
83 |
|
Werkzeuge.......................................................................................................................... |
84 |
|
Programmierung der Stempel |
84 |
|
Programmierung der Matrizen |
86 |
|
Werkzeug ändern |
88 |
|
Werkzeugposition |
89 |
|
Liste Stempel / Liste Matrizen |
89 |
SEITE 2 |
MODEVA/DNC 880S REFERENZHANDBUCH 2D |
|
Winkelkorrekturen ............................................................................................................... |
90 |
Allgemein |
90 |
Direkte Korrekturen |
90 |
Winkelkorrekturen |
91 |
Korrekturen durch Stärkemessung |
92 |
Messung am OT |
92 |
Messung am Klemmpunkt |
94 |
Unabhängige Stärkekorrekturen Y1-Y2 |
96 |
Korrekturen: Empfindlichkeit UT |
96 |
Zeichnung............................................................................................................................ |
97 |
Zu kurzer Schenkel erlaubt.................................................................................................. |
97 |
Zulässige Kraft auf den Matrizen......................................................................................... |
98 |
INDEX............................................................................................................................................... |
99 |
SEITE 3
Diese Seite wurde absichtlich leer gelassen.
SEITE 4 MODEVA/DNC 880S REFERENZHANDBUCH 2D
EINFÜHRUNG
ZU DIESEM HANDBUCH
Dieses Dokument ist entstanden, um auf eventuelle Fragen zu antworten, nachdem der Benutzer sich mit den Grundsätzen der Benutzung der ModEva / DNC 880S Software vertraut gemacht hat.
Es dient als Anhang zu der ModEva Bedienungsanleitung, die über die Grundprozeduren Auskunft gibt, die zur Anwendung der Software befolgt werden müssen.
Ein anderer Anhang, mit dem Titel Referenzhandbuch 3D wird mit der
Software ModEva in Version 3D geliefert.
Dieses Handbuch ist wie ein Lexikon gegliedert.
Wenn ein Thema in einem anderen Kapitel behandelt wird, finden Sie einen
Verweis auf das neue Thema.
Ein Verzeichnis am Ende dieses Dokumentes erleichtert die Suche nach
Informationen. Bitte benutzen Sie es.
Bestimmte Funktionalität in diesem Handbuch behandelte sind auf die
DNC 880S nicht verfügbar.
LIZENZABGABE CYBELEC UND COPYRIGHT
Dieses Handbuch ist der Lizenzabgabe und dem Copyright unterworfen, die sich am Anfang dieses Handbuches befinden.
EINFÜHRUNG |
SEITE 5 |
Diese Seite wurde absichtlich leer gelassen.
SEITE 6 MODEVA/DNC 880S REFERENZHANDBUCH 2D
KONVENTIONEN
Im Allgemeinen werden in diesem Handbuch Grundhandhabungen wie Bestätigung eines Feldes, Werkzeugwahl, Seitenabruf und so weiter nicht wiederholt. Diese sind im Dokument Bedienungsanleitung der numerischen Steuerung oder der zugehörigen Software anhand von Beispielen erklärt.
Um eine bessere Lesbarkeit der wiedergegebenen Bildschirme zu gewährleisten, wurden diese in schwarz-weiss umgewandelt. Möglicherweise stimmen einige, in diesem Handbuch abgebildete Bildschirme, nicht genau mit Ihrer Software überein. Dies kann von der Konfiguration Ihrer Software herrühren (Anzahl Optionen, Achsen, usw.), oder von der verwendeten Software-Version (DOS oder Windows).
Typografische Konventionen
Arial fett |
Textauszüge, wie sie auf dem Bildschirm zu |
|||||||||||
|
|
|
|
|
|
sehen sind. |
|
|
||||
Arial fett kursiv |
Bezeichnet einen Einoder Ausgang der DNC. |
|||||||||||
Kursiv |
Verweis auf ein geschriebenes Element, einen |
|||||||||||
|
|
|
|
|
|
Abschnitt oder ein Handbuch. Zum Beispiel: |
||||||
|
|
|
|
|
|
Siehe Typografische Konventionen. |
||||||
|
|
|
|
|
|
Bezeichnet einen Doppeldruck auf die |
||||||
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
Taste |
|
|
|
|
|
. |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|||||
Allgemeine Konventionen in diesem Handbuch
Wir nehmen allgemein an, dass:
Maus |
eine PC Maus ist, oder ein DNC Trackball / |
|||||||||||||
|
Tracksensor. |
|
|
|
||||||||||
Klick |
heisst auf die linke Maustaste drücken. |
|||||||||||||
Klick rechts |
heisst auf die rechte Maustaste drücken. |
|||||||||||||
Klick links/rechts |
heisst gleichzeitig auf die linke und rechte |
|||||||||||||
|
Maustaste drücken. |
|
|
|
||||||||||
Rotierende Listen |
oder Felder mit Mehrfachwahl: |
|||||||||||||
|
Sie sind violettfarbig und bedeuten, dass |
|||||||||||||
|
mehrere Optionen verfügbar sind. |
|||||||||||||
|
Die Wahl des Inhalts erfolgt durch Drücken der |
|||||||||||||
|
Taste |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
. |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
||||||
|
Es erscheint ein Fenster mit der Liste der |
|||||||||||||
|
verfügbaren Wahlen für dieses Feld. |
|||||||||||||
|
Um die Wahl zu bestätigen: |
|
|
|
||||||||||
|
- Tippen Sie die Zahl ein, die neben der |
|||||||||||||
|
Auswahl steht, |
|
|
|
||||||||||
|
oder |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- Setzen Sie den Cursor auf die Wahl und |
|||||||||||||
|
drücken Sie die Taste |
|
|
|
|
|
||||||||
|
|
|
|
|
|
. |
||||||||
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
||||||||
|
|
|
||||||||||||
KONVENTIONEN |
SEITE 7 |

Es ist möglich, ohne das Auswahlfenster anzuzeigen, eine Wahl nach der anderen
|
|
|
|
|
|
|
|
|
|
einzublenden indem die Taste |
|
|
|
|
|
|
|
|
|
gedrückt |
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
wird. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
Um zu bestätigen, verlassen Sie das Feld. |
||||||||||||||||||||||||||||||||||||||
Funktionstasten |
|
|
|
Jedesmal wenn verlangt wird, auf eine der |
||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
Funktionstasten |
|
|
|
|
bis |
|
|
|
|
|
|
|
|
|
zu drücken, |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
erscheint das entsprechende Menü. |
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
Normalerweise wird der Name der |
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
Funktionstaste verwendet. Zum Beispiel: |
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
PRODUKT drücken bezeichnet die |
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
Taste |
|
|
|
|
|
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Die Seite BIEGUNG 2D aufrufen
|
Beispiel, wenn man die Seite BIEGUNG 2D |
|||||||||
|
aufrufen will, die Funktionstaste BIEGUNG |
|||||||||
|
|
|
|
|
drücken, dann BIEGUNG 2D wählen, |
|||||
|
|
|
|
|||||||
|
|
oder |
einfach 02 (oder die neben der Auswahl |
|||||||
|
stehende Zahl) eintippen. |
|||||||||
Schnellaktivierung |
Um dem Bediener seine Arbeit zu erleichtern, |
|||||||||
|
speichert die DNC die letzte in einem Menü |
|||||||||
|
gemachte Wahl. |
|||||||||
|
Um eine Option eines Menüs schneller zu |
|||||||||
|
aktivieren genügt es dann, einen Doppeldruck auf |
|||||||||
|
einer Funktionstaste zu machen |
|||||||||
|
(z.B.: |
|
|
|
|
|
|
), um die zuletzt gewählte Seite |
||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
direkt zu |
aktivieren. |
||||||||
SEITE 8 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Softwarekonventionen, Windows Version
In ihrer Grundkonfiguration verwendet die Windows Version die folgenden Farben:
Schwarz |
Bezeichnet fixe Informationen, |
|
Feldbezeichnung, usw. |
|
oder |
|
die mit dem Cursor erreichbaren und vom |
|
Benutzer abänderbaren Felder. |
Blau |
Wir für Titel und Kopfmeldungen gebraucht. |
Blau-grau |
Variable Informationen. |
|
Mit dem Cursor unerreichbar. |
Grün |
Felder mit rotierenden Listen, für den Benutzer |
|
zugänglich, um zwischen mehreren |
|
vordefinierten Optionen wählen zu können |
|
(siehe Rotierende Listen weiter oben). |
KONVENTIONEN |
SEITE 9 |
Diese Seite wurde absichtlich leer gelassen.
SEITE 10 MODEVA/DNC 880S REFERENZHANDBUCH 2D

DEFINITIONEN
ABS
Seite: BIEGUNG NUMERISCH
Zwei Optionen: ABS und REL.
Diese rotierende Liste steht neben dem Namen der Anschlagachse X.
ABS bedeutet, dass die Achse X im Absolutmodus arbeitet.
Das heisst, dass der Bestimmungsort der Achse X in absoluter Distanz zur
Mitte des V der Matrize gemessen wird.
Der Absolutmodus wird ohne weitere Angabe gewählt.
Siehe REL unten. |
|
||
Beispiel: |
MEM |
POS |
|
X |
ABS |
190.00 |
120.00 |
REL
REL bedeutet, dass die Achse X im Relativmodus arbeitet. Das heisst, dass die programmierte Bewegung von der gegenwärtigen Anschlagstelle aus gemacht wird.
Meistens wird mit negativen Werten programmiert.
Der Relativmodus wird oft mit der Zykluswiederholung (CY 2 bis 99) benutzt.
Zum Beispiel möchte man mit einem Stanzwerkzeug 5 Löcher in gleichem Abstand von 30.00 mm machen. Die erste Sequenz muss im Absolutmodus berechnet werden (Stand des ersten Loches). Die zweite Sequenz wird dann im Relativmodus programmiert (X REL 30.00) mit einer Zykluswiederholung von 4 (CY 4)
Beispiel : |
MEM |
POS |
X REL |
70.00 |
120.00 |
DEFINITIONEN |
SEITE 11 |
Bemerkung: Es ist nicht möglich den Relativmodus für die erste Sequenz zu benutzen.
Wird dies versucht, so wird bei der Modusänderung (AUTO, HALB-AUTO) ein Fehler generiert und die Meldung
REL.BEWEGUNG X UNMÖGLICH erscheint im interaktiven Feld.
ABSTAND KRIECHGANG
Seite: BIEGUNG NUM
Erlaubt zu bestimmen, dass nur ein Teil des Aufstiegs (in %) zwischen dem unteren Totpunkt und dem Klemmpunkt im Kriechgang ausgeführt wird. Der weitere Aufstieg erfolgt im Eilgang.
Wenn BIEGEGESCHWINDIGKEIT programmiert und ABSTAND KRIECHGANG nicht programmiert ist, erfolgt der Aufstieg bis zum Klemmpunkt (= 100%) im Kriechgang.
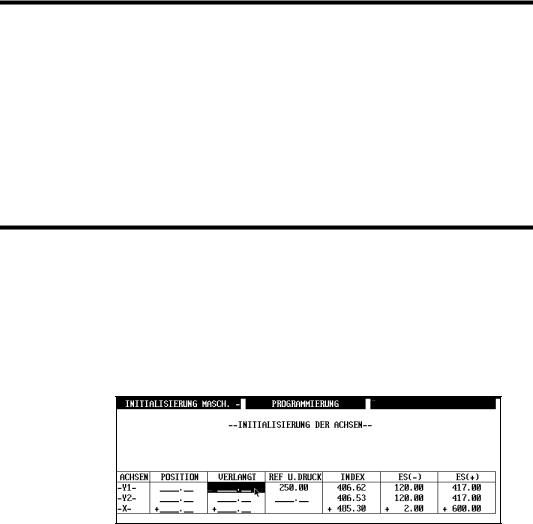
ACHSENNULLPUNKT ÄNDERN
Seite:INITIALISIERUNG MASCH.-DNC/ENC
Begriffe:
Mit dieser Seite können Sie den Achsennullpunkt der Maschine ändern, und die Position der Achsen, ( Feld POSITION), der Indexe (Feld INDEX) und der Endschütze (Felder FDC+ und FDC-) kontrollieren.
Der zweite Teil davon, d.h.die Speicherlöschung, wird im Abschnitt
Speicherlöschung behandelt.
Man versteht unter "Nullpunktänderung" die Bestimmung eines Wertes (im Moment des Vorganges) im elektronischen Positionszähler der numerischen Steuerung. Damit kann die mechanische Achsenposition mit der Position des elektronischen Zählers in Übereinstimmung gebracht werden.
Diese Prozedur wird meistens für die Anschlagachsen oder die Hilfsachsen benutzt. Für die Oberwange wird sie bei deren Indexierung automatisch ausgeführt.
SEITE 12 MODEVA/DNC 880S REFERENZHANDBUCH 2D

Die Nullpunktänderung wird meistens benutzt, um die Verschiebung des Hinteranschlages zu korrigieren. Das heisst, dass der Anschlag genau auf die Biegungslinie zu liegen kommt, wenn die Achse X im Positionszähler 0.00 anzeigt. (diese Beschreibung gilt für einen Anschlag der Art ANSCH).
Ist diese Änderung zeitlich begrenzt (wegen eines verschobenen Werkzeuges zum Beispiel), empfehlen wir Ihnen eher die Korrekturen zu benutzen als die Achsennullung.
Achtung: einige Hersteller versehen den Hinteranschlag mit einem Index. In diesem Fall wird die Nullpunktänderung nur eine bis zur nächsten Indexierung beschränkte Wirkung haben.
Wenn Sie einen indexierten Achsennullpunkt dauerhaft ändern müssen, wenden Sie sich an den Hersteller.

 Eine Achsennullung ändert den Nullpunkt einer Achse. Ist dieser fehlerhaft, kann dieser Eingriff die Maschine und/oder die Werkzeuge beschädigen. Die Achse kann zum Beispiel mit einem anderen Element mechanisch kollidieren.
Eine Achsennullung ändert den Nullpunkt einer Achse. Ist dieser fehlerhaft, kann dieser Eingriff die Maschine und/oder die Werkzeuge beschädigen. Die Achse kann zum Beispiel mit einem anderen Element mechanisch kollidieren.
Im geringsten Fall werden die Produkte ungenau ausfallen.
Eine Achsennullung muss also sehr sorgfältig ausgeführt werden. Wer diesen Eingriff macht, sollte die Konsequenzen genau überprüfen.
Um den Nullpunkt der Achsen zu ändern, beachten Sie folgende Punkte:
Stellen Sie sicher, dass die betroffene Achse nicht mehr in Bewegung ist.
Versetzen Sie die numerische Steuerung in die Betriebsart
Programmierung.
Gehen Sie auf die Seite INITIALISIERUNG MASCH.
Schlüssel auf Position 3.
Bringen Sie den Cursor auf die gewünschte Achse in der Spalte
VERLANGT.
Geben Sie die neue Position ein.
Menü Aktion, wählen Sie ANNEHMEN.
Die neue Position erscheint in der Spalte POSITION.
Um den neuen Nullpunkt der Achse zu kontrollieren, kann man wie folgt vorgehen:
Bleiben Sie auf der Seite INITIALISIERUNG MASCH.
Stellen Sie die numerische Steuerung auf Betriebsart Manuell.
Bringen Sie den Cursor auf die gewünschte Achse in der Spalte
VERLANGT.
Geben Sie einen zu erreichenden Wert ein.
Drücken Sie die Taste  der Frontplatte.
der Frontplatte.
Die Achse muss sich zur eingegebenen Position verschieben.
Kontrollieren Sie das Ergebnis und korrigieren Sie falls notwendig.
DEFINITIONEN |
SEITE 13 |
AKTIVE PERIPHERIEN
Seite: WILLKOMMEN.
Ziel:
Diese Funktion erlaubt die Wahl der Peripherie, in der die nötige Information steht, und dies eigens für die Maschinenparameter, die Produkte, die Werkzeuge, die CAD Dateien und die Zusatzdateien der Seite Produktinformation.
Sie bietet unzählige Kombinationen, die besonders auf einem PCArbeitsplatz geschätzt werden. Dank dieser Wahlmöglichkeiten kann der Bediener sehr leicht mehrere Maschinen kontrollieren.
Das Verständnis dieses Begriffes ist wichtig, denn seine Flexibilität erlaubt eine grosse Wahlvielfalt.
Begriffsbestimmung:
Die aktive Peripherie ist die Peripherie, in der die Software die Daten liest, sucht, speichert oder entfernt. Die aktiven Peripherien stehen auf der Seite
WILLKOMMEN.
Auf einigen Seiten kann vorübergehend eine andere Peripherie für einen Eingriff gewählt werden (z.B. LISTE PROD., PROGRAMMIERUNG STEMPEL/MATRIZE, ÜBERTRAGUNG).
Aktive Maschinenperipherien
Wenn die Peripherie im Feld MASCHINE geändert wird, folgen automatisch
PRODUKTE, STEMPEL UND MATRIZEN auf die gleiche Peripherie. Um sie unabhängig voneinander zu ändern, genügt es sie nachträglich zu ändern.
Die Peripherien CAD DATEIEN und KOMPLEMENT werden nicht automatisch geändert, denn sie befinden sich meistens auf einem Netzwerk und werden oft in einem oder mehreren Verzeichnissen spezifisch geordnet.
Wenn Sie die Peripherie MASCHINE auf diese Art ändern, wird die Softwareumgebung diejenige einer anderen Maschine. Produkte können also leicht für verschiedene Abkantpressen simuliert werden.
Anderseits werden Sie immer öfter Disketten mit Beispielen von Spezialprodukten finden (bei CYBELEC oder dem Maschinenhersteller), für deren Herstellung eine Spezialumgebung nötig war ( Werkzeuge, z.B.). Mit dieser Möglichkeit können Sie diese Vorführungen verfolgen, samt der Maschinenumgebung, in der sie erstellt wurden.
Auf einer numerischen Steuerung ist es natürlich nur möglich mit der Maschine zu arbeiten,wenn das Feld MASCHINE auf INTERN geschaltet ist.
Wird eine andere Peripherie benutzt, um zum Beispiel ein Vorführprodukt zu zeigen, kann die DNC auf Auto oder Halbauto geschaltet werden. Die Meldung ENC NICHT ANGESCHLOSSEN wird jedoch erscheinen und Sie können nicht mit der Maschine arbeiten.
Um die Maschinenperipherie INTERN wieder zu aktivieren:
Wählen Sie MASCHINE INTERN
Initialisieren Sie die ENC durch Menü Aktion und INIT ENC.
SEITE 14 MODEVA/DNC 880S REFERENZHANDBUCH 2D

Aktive Peripherien Produkte
Wählt die Peripherie, in der das Suchen, Speichern und Entfernen der
Produkte vorgenommen wird.
Aktive Peripherien Stempel / Matrizen
Wählt die Peripherie, in der das Suchen, Speichern und Entfernen der Stempel und Matrizen vorgenommen wird.
Die im Produkt bestimmten Werkzeuge müssen natürlich in der angesprochenen Peripherie vorhanden sein, sonst erscheint eine Fehlermeldung.
ALPHANUMERISCHE FELDER
Gewisse Felder ( ZEICHNUNG, STEMPEL, MATRIZE, usw.) können alphanumerische Zeichen enthalten.
Um die alphanumerischen Felder auf den numerischen Steuerungen programmieren zu können, muss die alphanumerische "Software-Tastatur" benutzt werden.
Sie können diese aufrufen, indem Sie den Cursor ins alphanumerische Feld stellen (ist das Feld nur numerisch, erscheint die Tastatur nicht) und die Taste


 drücken.
drücken.
4 Buchstabentabellen sind vorhanden (#1,#2,#3 und Alt). Um von einer Tabelle in die andere zu wechseln:
Zeigen Sie auf das Feld unten links (#1, #2, usw.) und drücken Sie






 oder Klick links in diesem Feld.
oder Klick links in diesem Feld.
Um die Buchstaben ins alphanumerische Feld einzugeben:
Wählen Sie den Buchstaben.
Drücken Sie die Taste |
|
|
|
|
|
|
oder Klick links. |
|
|
|
|
||||
|
|
|
|
|
|
||
|
|
||||||
Wiederholen Sie den Vorgang für alle weiteren Buchstaben.
Um zu beenden, drücken Sie die Taste 


 erneut.
erneut.
DEFINITIONEN |
SEITE 15 |
ANSCHLAG
Seite: BIEGUNG 2D
Damit kann ein anderer Anschlag als derjenige, der in der jeweiligen
Sequenz gezeigt wird, gewählt werden. Siehe auch Biegefolge und HA oder
Anschlag.
Wählen Sie die gewünschte Biegung mit Hilfe der Tasten 





 und
und





 .
.
Anschlag auf Seite 0
Setzen Sie den Cursor ins Feld ANSCHLAG.
Geben Sie die Seitennummer ein, die auf dem Hinteranschlag abgestützt sein soll (3 in unserem Beispiel).
Drücken Sie die Taste  um die Änderung zu validieren.
um die Änderung zu validieren.
Geänderter Anschlag
SEITE 16 MODEVA/DNC 880S REFERENZHANDBUCH 2D

ANSCHLAG-FREISTELLUNG
Seite WERKZEUG BIEGUNG
Zur Erinnerung: Als gefährlich und eine Freistellung benötigend gelten die
Verschiebungen der Achsen Z, M1, M2, und die Hilfsfunktion des Typs
MATRIZE.
Um dem Bediener eine auf Spezialfälle angepasste Funktionsweise zu bieten, wird ihm jetzt die Möglichkeit gegeben, den Typ der Anschlagfreistellung festzulegen.
Der Bediener kann für jede Sequenz in der Seite WERKZEUG BIEGUNG. im Feld X-FREISTELLUNG seine Wahl treffen.
Achtung:
Die Freistellungsabstände sind in den Maschinenparametern (Parameter 233) programmiert und dürfen nicht verändert werden.
3 Arten von Freistellung stehen zur Wahl:
MAXIMUM |
|
Vorbesetzter Wert. |
|
|
|
|
|
||||||||
|
|
|
|
|
|
In diesem Fall geschieht die Freistellung beim |
|||||||||
|
|
|
|
|
|
grösseren der beiden Werte X-Mass Frei- |
|||||||||
|
|
|
|
|
|
stellung Matrize und X-Mass für Sicher- |
|||||||||
|
|
|
|
|
|
heitsgeschwindigkeit. Normalerweise ist |
|||||||||
|
|
|
|
|
|
X-Mass für Sicherheitsgeschwindigkeit |
|||||||||
|
|
|
|
|
|
der grössere der beiden Werte. |
|||||||||
|
|
|
|
|
|
Anschliessend verschieben sich die Achsen mit |
|||||||||
|
|
|
|
|
|
ihrer Höchstgeschwindigkeit. |
|||||||||
AUSSERHALB |
|
Freistellung auf X-Mass Freistellung |
|||||||||||||
FREISTELLZONE |
|
Matrize. |
|
|
|
|
|
||||||||
|
|
|
|
|
|
Anschliessend verschieben sich die Achsen mit |
|||||||||
|
|
|
|
|
|
der erlaubten Geschwindigkeit innerhalb der |
|||||||||
|
|
|
|
|
|
Zone X-Mass für Sicherheits- |
|||||||||
|
|
|
|
|
|
geschwindigkeit. |
|
|
|
|
|
||||
|
|
|
|
|
|
Diese Art von Freistellung wird verwendet, |
|||||||||
|
|
|
|
|
|
wenn es sich um kurze Verschiebungsdistanzen |
|||||||||
|
|
|
|
|
|
handelt. |
|
|
|
|
|
||||
KEINE |
|
Es geschieht keine Freistellung. Die Achsen |
|||||||||||||
|
|
|
|
|
|
verschieben sich in Sicherheitsgeschwindigkeit, |
|||||||||
|
|
|
|
|
|
falls sie sich in der Zone X-Mass für |
|||||||||
|
|
|
|
|
|
Sicherheitsgeschwindigkeit befinden. |
|||||||||
|
|
|
|
PM 50 |
|
|
|
PM 50 |
|
|
PM 50 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
PM 233 |
|
|
|
|
|
|
|
|
|
||||||
PM 233 |
PM 233 |
||||||||||||||
Die Freistellungsdistanz ist von der Matrizenbreite abhängig. Wenn mehrere
Posten montiert sind, berücksichtigt die Distanz das breiteste der Werkzeuge.
PM 50 und PM 233 sind die Nummern der betroffenen Maschinenparameter.
DEFINITIONEN |
SEITE 17 |
AUSPRESSZEIT
Seite: BIEGUNG NUM
Bestimmt die Zeit, während der der Druck aufrechterhalten bleibt.
Unprogrammiert beträgt der Wert 0.5 Sekunden. Man kann andere Werte zwischen 0.0 und 9.9 Sekunden eingeben.
BIEGEFOLGE
AUTOMATISCHE BIEGEFOLGE
Die Software kann auf Wunsch eine automatische Biegefolge ermitteln. Das Ergebnis wird durch die Simulationskriterien bedingt, die der Bediener je nach Produkt einführen kann (siehe Simulationskriterien).
Geben Sie die Produktdaten ein (siehe Bedienungsanleitung).
Seite BIEGUNG 2D, Seite BIEGUNG 3D.
Wählen Sie die Simulationskriterien.
Stellen Sie den Cursor auf das Feld SIMUL. und wählen Sie OHNE
PROGR.BIEGUNGEN.
Wählen Sie BIEGEFOLGE SUCHEN im Menü Aktion.
Je nach Kompliziertheitsgrad des Produktes bietet die Software eine vollständige, eine Teillösung oder auch gar keine Lösung an. Siehe unten
Modus Rückbiegung.
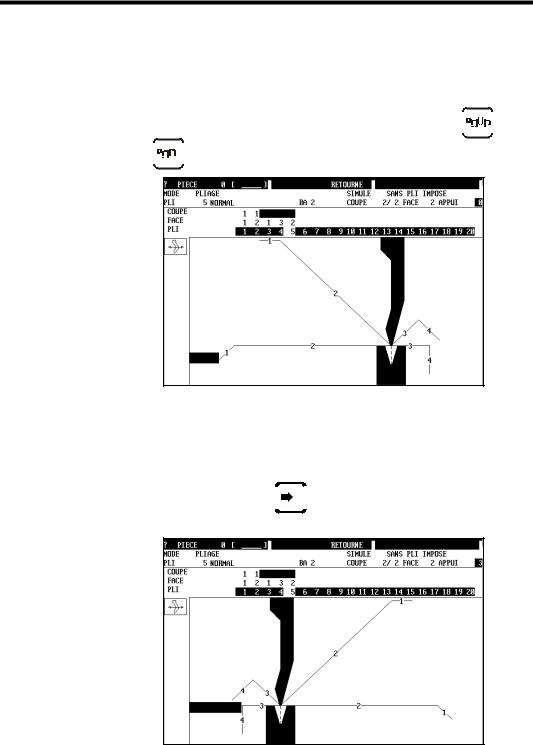
BIEGEFOLGE ÄNDERN
Diese Arbeit erfolgt auf der Seite BIEGUNG 2D (mit einer 3D Softwareversion kann sie auch auf der Seite BIEGUNG 3D gemacht werden. Siehe auch Referenzhandbuch 3D).
Oben: Ausgangslage.
SEITE 18 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Gewünschte Lage.
Wählen Sie die Sequenz, die geändert werden muss (Tasten 



oder 




 ).
).
Bringen Sie den Cursor auf das Feld SEITE und geben Sie die
Seitennummer ein, die gebogen werden soll (3).
Bringen Sie den Cursor auf das Feld ANSCHLAG und geben Sie die Anschlagnummer an (4). Die Software schlägt im Feld ANSCHL.V die möglichen Anschläge vor .
Wählen Sie BIEGUNG SIMULIEREN im Menü Aktion.
Die Sequenz, die die gewählte Seite biegen sollte, ist gelöscht worden.
Die nächste Sequenz biegt die gleiche Seite (BIEGUNG 2).
Wenn nötig, kann der Anschlag geändert werden.
DEFINITIONEN |
SEITE 19 |

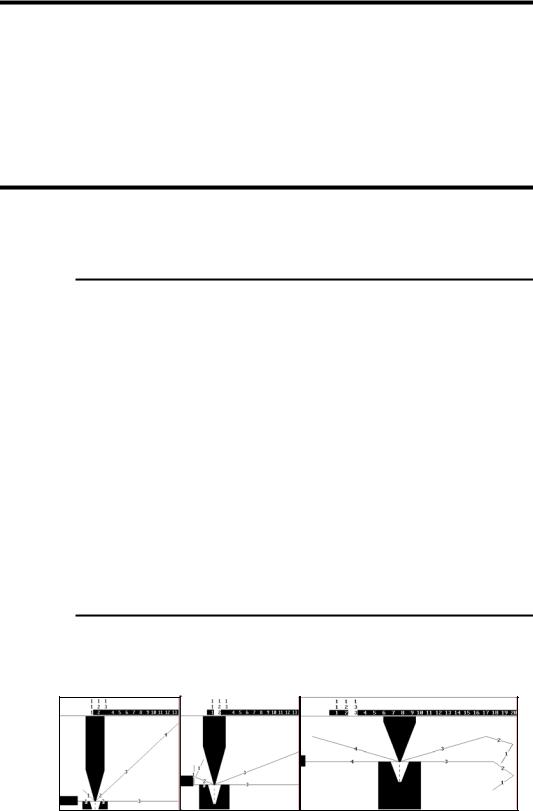
Stellen Sie sich in die Sequenz, die geändert werden soll
(BIEGUNG 3 mit denTasten 





 oder
oder 





 ).
).
Bringen Sie den Cursor zuerst auf das Feld SEITE und geben Sie die
Seitennummer ein, dann auf ANSCHL. und geben dort die
Anschlagnummer für diese Sequenz ein (im Beispiel SEITE 1 und
ANSCHLAG 0).
Wählen Sie BIEGUNG SIMULIEREN im Menü Aktion.
Fahren Sie so weiter für andere Biegungen oder um eine ganze Simulation zu befehlen.
Wenn Sie die Numerierung der Seiten und Anschläge gut beherrschen, brauchen Sie nicht alle Biegungen zu simulieren. Nach der Eingabe genügt es für jede Sequenz den Cursor in das Feld SIMUL zu bringen,
TEILW.PROGR.BIEGUNGEN zu wählen und BIEGEFOLGE SUCHEN im Menü Aktion.
MODUS RÜCKBIEGUNG
Der Modus Rückbiegen ist nützlich, wenn die Software für die Biegefolge keine Lösung findet. Der Modus Rückbiegung zeigt das fertige Produkt, der Bediener kann die Biegefolge so bestimmen wie oben gezeigt wurde, aber in der umgekehrten Reihenfolge, d.h. von der letzten Biegung zur ersten.
SEITE 20 MODEVA/DNC 880S REFERENZHANDBUCH 2D
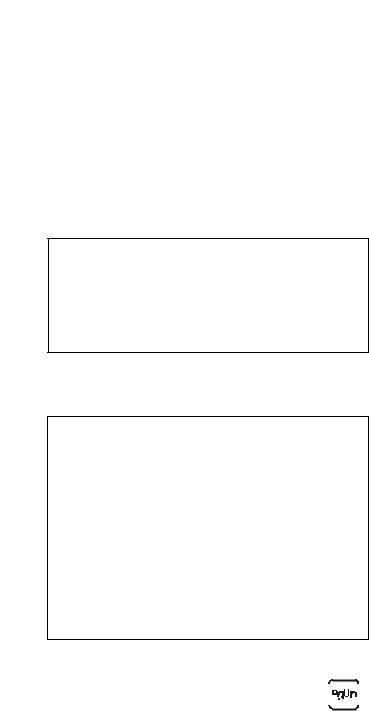
Nachstehend ein einfaches Beispiel, in dem das Produkt den Tisch vor der Biegung berührt, wie auch immer das Blech aufgelegt wird. Die Lösung für dieses Produkt ist, eine Zwischenbiegung zu erzeugen. Diese Lösung wird in Spezialbiegungen beschrieben. Dieses Kapitel zeigt nur, wie die Funktion Rückbiegung angewendet wird.
In der 1. Abbildung berührt das Produkt bei der letzten Biegung, in der 2. Abbildung berührt es bereits bei der 2. Biegung.
Nachstehend befinden sich die Produktdaten (die Matrizenhöhe ist 50 mm).
Wenn auf Seite BIEGUNG 2D verlangt wird, eine Biegefolge zu suchen, erscheint die Meldung Keine Lösung gefunden.
Modus RÜCKBIEGEN wählen.
Die letzte Biegung wird angezeigt, man bemerkt sofort die Kollision.
Wird eine Lösung ohne Kollision angezeigt, die Taste 





 drücken und sehen, ob die Software eine Lösung anbietet. Wird keine Lösung vorgeschlagen heisst das, dass Kollision da ist.
drücken und sehen, ob die Software eine Lösung anbietet. Wird keine Lösung vorgeschlagen heisst das, dass Kollision da ist.
Im Feld SEITE die verschiedenen Seiten programmieren oder ändern und sehen, was für Möglichkeiten bestehen.
DEFINITIONEN |
SEITE 21 |
Die Taste 





 drücken, um sich in die vorhergehende Sequenz zu stellen.
drücken, um sich in die vorhergehende Sequenz zu stellen.
Wenn die Software eine Lösung findet, wird diese sofort angezeigt, so wie auch die anderen möglichen Seiten (Feld SEITE V. = vorgeschlagene Seite).
Im Modus Rückbiegen werden die vorgeschlagenen Seiten im Feld SEITE V. angezeigt. Der Bediener kann also die vorgeschlagenen Seiten eine nach der anderen im Feld SEITE eingeben, um das Resultat zu sehen.
BIEGEGESCHWINDIGKEIT
Seite: BIEGUNG NUM.
Dieses Feld erlaubt, die Biegegeschwindigkeit zu reduzieren. Es wird in % der maximalen Biegegschwindigkeit programmiert.
BIEGUNG
IM MATRIZENGRUND
Siehe Prägen.
ENDGÜLTIGE BIEGUNG
Siehe Spezialbiegungen.
SEITE 22 MODEVA/DNC 880S REFERENZHANDBUCH 2D
ZWISCHENBIEGUNG
Siehe Spezialbiegungen.
SEQUENZ OHNE BIEGUNG
Seite BIEGUNG NUMERISCH
Es kann manchmal nützlich sein, eine Sequenz ohne Biegung zu erstellen, aber mit einer Achsenverschiebung oder einer Hilfsfunktion.
Fügen Sie eine Zusatzsequenz ein (siehe Sequenz einfügen).
Auf der Seite BIEGUNG NUMERISCH entfernen Sie in der gewünschten Sequenz den Winkel und programmieren Sie einen Wert Y1/Y2 der grösser ist als der Klemmpunkt.
Bei der Ausführung des Produktes positionieren sich die Achsen und Hilfsfunktionen wie gewöhnlich, doch wenn der Bediener einen Abwärtsbefehl gibt, wird die Oberwange nicht abwärts fahren. Wenn sich die DNC in automatischer Betriebsart befindet, wird die folgende Sequenz angezeigt, die Achsen werden sich auf die neuen Werte positionieren und die Oberwange wird, wie gewohnt, auf einen Abwärtsbefehl warten.
Im Fall wo die Oberwange nicht abwärts fahren sollte und der Bediener die Y1/Y2-Werte direkt programmiert hat, muss überprüft werden, dass diese Werte nicht grösser sind als der Klemmpunkt.
BIEGUNGSZÄHLER
Die Seite WILLKOMMEN zeigt die Anzahl der seit einem bestimmten Datum ausgeführten Biegungen an. Der Zähler wird in unserem Werk auf Null gestellt. Wenn in automatischer oder halbautomatischer Betriebsart die erste Biegung vorgenommen wird, so beginnt der Zähler zu zählen, und das Datum wird automatisch eingetragen. Diese Daten können vor Ort nicht geändert werden.
BILDSCHIRMKOPIE
Mit der ModEva/DNC 880S Software können Bildschirmkopien für die Herstellung von Dokumentation, Datenblättern usw. leicht ausgeführt werden.
Für die Bildschirmkopie wird wie folgt vorgegangen:
Starten Sie die Textverarbeitung oder eine andere Software, in die Sie den Bildschirm übertragen möchten.
Starten Sie die ModEva/DNC 880S Software.
DEFINITIONEN |
SEITE 23 |

Kopieren Sie das aktive Fenster mit einem Druck auf die Taste
und  .
.
Der Bildschirm wird in die Zwischenablage von Windows übertragen.
Aktivieren Sie die Software, in welche Sie die Bildschirmkopie
einfügen wollen, indem Sie gleichzeitig die Tasten 



 und
und 

 einoder mehrere Male drücken, je nach Ihrer gerade laufenden Anwendung.
einoder mehrere Male drücken, je nach Ihrer gerade laufenden Anwendung.
Setzen Sie das Bild mit der Funktion Einfügen des Menüs Bearbeiten Ihrer Textverarbeitung ein. Sie können das Bild nach Wunsch verkleinern oder zuschneiden.
Sie können auch die Bildschirmkopie-Werkzeuge verwenden, die speziell für diesen Anwendungstyp bestimmt sind und die die Farbkopien sofort in GrauNiveaux umwandeln können. Diese Softwares sind zum Beispiel Corel Capture (in Corel Draw eingeschlossen) oder Hardcopy, eine auf Internet www.hardcopy.de verfügbare Freeware Software.
SCHWARZ / WEISS, FARBE
Um die Erstellung von Dokumenten mit Bildschirmkopien zu erleichtern, kann die ModEva/DNC 880S Software auf schwarz/weiss umgestellt werden.
Es wird folgendermassen vorgegangen:
Rufen Sie die Maschinenparameter auf, Seite TESTBILD UND
MASSSTAB.
Wählen Sie SCHWARZ/WEISS im Feld TEXTE UND
ZEICHNUNGEN.
SEITE 24 MODEVA/DNC 880S REFERENZHANDBUCH 2D

BILDSCHIRM DRUCKEN
Wir empfehlen Ihnen, die Software auf SCHWARZ/WEISS umzustellen, bevor Sie ausdrucken.
Druckerwahl
Rufen Sie zuerst die Maschinenparameter auf, Seite TESTBILD UND MASSSTAB.
Windows Version
Die Druckerwahl unter Windows ist nicht effektiv.
Es ist der Drucker, welcher im Menü "Parameter – Drucker" von Windows vorgegeben ist, der den Drucker bestimmt.
Achtung: wenn man den Drucker wechselt (das Menü "Parameter – Drucker" von Windows) während ModEva/DNC 880S in Betrieb ist, muss ModEva/DNC 880S verlassen und neu gestartet werden, damit der neue Drucker anerkannt wird.
DEFINITIONEN |
SEITE 25 |

Wählen Sie den Bestimmungsort. Ist die Zeile leer, handelt es sich um PRN. Man kann LPT1, LPT2 oder einen Dateinamen eingeben. Wenn Sie NUL ins Bestimmungsfeld eingeben, ist jeder Druck unmöglich und löscht die betroffene Zeile aus dem Menü AKTION.
Um eine Seite zu drucken
Wählen Sie die gewünschte Seite.
Rufen Sie das Menü AKTION auf und wählen Sie BILDSCHIRM
DRUCKEN.
Um alle Parameterseiten zu drucken:
Stellen Sie sich auf die Parameterseite, die Sie als erste Seite haben möchten (zum Beispiel die erste Seite der Parameter N2X)
Rufen Sie das Menü AKTION auf und wählen Sie PARAM DRUCK. Die Software wird eine nach der anderen alle Parameterseiten drucken (auch die Unterseiten). Der Druck kann durch irgendwelche Taste unterbrochen werden (zum Beispiel am Ende der Parameter N2X). Er wird nicht sofort, sondern am Ende der gerade im Druck stehenden Seite unterbrochen.
BOMBIERUNG
Seite: BIEGUNG NUM.
Gilt nur wenn Ihre Maschine mit einer Bombierungsoption versehen ist.
Die Bombierung wird bei der Simulation automatisch berechnet. Das Resultat hängt von der angewandten Kraft und der in den Maschinen-parametern programmierten Eichungskurve ab.
Der Bediener kann diese Werte Sequenz um Sequenz ändern; sie werden aber bei einer nächsten Simulation neu berechnet.
Die Arbeitseinheit kann je nach Hersteller variieren, für nähere Auskunft wenden Sie sich bitte an Ihren Maschinenbauer.
Gewöhnlicherweise wird jedoch "Prozent" als Einheit verwendet, das heisst, wenn in diesem Feld 50 programmiert ist, ergibt das 50% des Höchstwertes der Bombierung.
SEITE 26 MODEVA/DNC 880S REFERENZHANDBUCH 2D
DATUM UND ZEIT
Datum und Zeit ändern
Seite WILLKOMMEN
Die Seite WILLKOMMEN aufrufen.
Den Cursor oben im Bildschirm auf Datum oder Zeit setzen und den neuen Wert eingeben, unter Einhaltung des Formats.
Auf der DNC muss, um die Änderung zu bewilligen, der Schlüssel
|
auf 2 positioniert, und die Taste |
|
|
|
als Trennzeichen verwendet |
||
|
|
|
|||||
Jahr 2000 |
werden. |
|
|
|
|
||
Wenn das Jahresformat in 2 Ziffern gegeben ist, nimmt die Software an, dass: |
|||||||
|
00 bis 68 = 2000 bis 2068, und dass 82 bis 99 = 1982 bis 1999 bedeutet. |
||||||
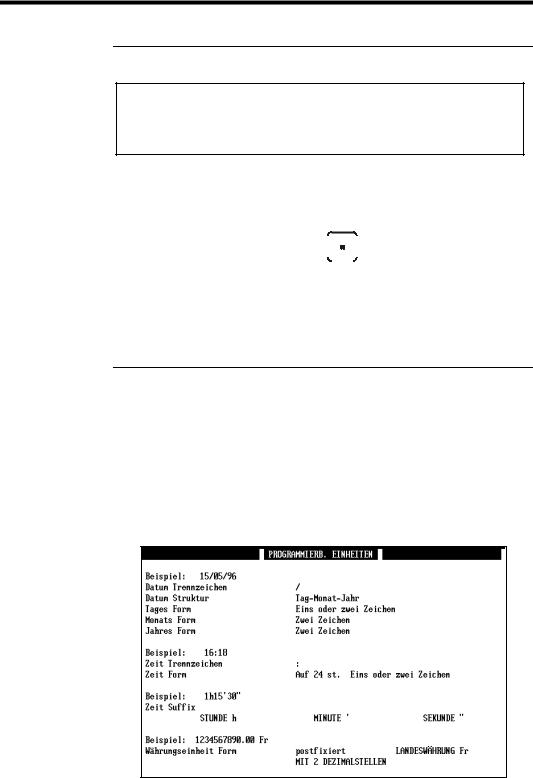
Änderung des Anzeigeformats von Datum und Zeit
Zusatzseite zur Seite WILLKOMMEN.
Zur Änderung von Datum und Zeit der Numerischen Steuerung.
Rufen Sie die Seite WILLKOMMEN auf und wählen Sie
DATUM/ZEIT im Menü AKTION.
Eine neue Seite erscheint, in der man den DNC-Kontext parametrieren kann (internationale Parametrierung).
Vorzubesetzende Grundparameterwerte können auch durch die Funktion
GRUNDEINST im Menü AKTION eingegeben werden.
Ordnen, |
Wir empfehlen Ihnen, in Ihrer DNC oder Ihrem PC regelmässig Zeit und |
Suchen |
Datum richtig zu stellen (ungefähr alle 3 Monate oder nach einem Eingriff), |
|
damit das Ordnen und das Suchen von programmierten Produkten (nach |
|
Datum/Zeit) erleichtert wird. |
DEFINITIONEN |
SEITE 27 |
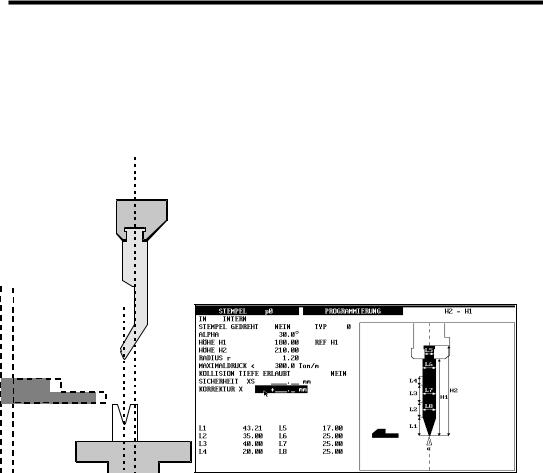
DEZENTRIERTE WERKZEUGE
Seite: PROGRAMMIERUNG DER STEMPEL
Das Feld KORREKTUR X erlaubt, eine allfällige Dezentrierung eines Stempels zu korrigieren.
Diese Korrektur bewirkt eine von der Dezentrierung des Werkzeuges abhängige "Nullpunktänderung" des Hinteranschlages, wobei die Montagerichtung des Werkzeuges auch berücksichtigt wird. Die Korrektur wird wirksam beim Übergang in Halbautomatikoder Automatikbetrieb.
SEITE 28 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Loading...