


 Loading...
Loading...
DU 6000
Manual do Utilizador
CYBELEC SA |
Tel. ++ 41 24 447 02 00 |
RUE DES UTTINS 27 |
Fax ++ 41 24 447 02 01 |
CH - 1400 YVERDON-LES-BAINS |
E-Mail: info@cybelec.ch |
SWITZERLAND |
V-DOC-DU6000-PT |
|
As informações contidas neste documento estão sujeitas a modificações sem aviso prévio e não se constituem em um compromisso por parte da CYBELEC SA.
O software descrito neste documento é fornecido mediante contratos de licença ou de sigilo. O software somente pode ser utilizado ou copiado em consonância com os termos do contrato. É ilegal copiar o software em qualquer meio exceto se especificamente permitido pelos contratos de licença ou de sigilo.
Direitos reservados da CYBELEC SA. 1991 Todos os direitos reservados.
Importante:
Esta observação explica as operações de programação normal e padrão do controle numérico. Como os controles numéricos podem estar equipados com funções configuráveis pelo fabricante da prensa para seus próprios objetivos específicos, por favor consulte as instruções complementares fornecidas pelo fabricante com relação à programação destas funções.
Autocad® - é uma marca registrada da Autodesk Inc. CYBELEC® é uma marca registrada da CYBELEC SA. Ethernet® é uma marca registrada da Xerox Corporation.
IBM®, PC/AT®, PC Network®, Token Ring Network® são marcas registradas da International Business Machines Corporation.
MS-DOS® é uma marca registrada da Microsoft Corporation. MS-Windows® é uma marca registrada da Microsoft Corporation. Novell Netware™ é uma marca registrada da Novell, Incorporated. Windows NT® é uma marca registrada da Microsoft Corporation.

INSTRUÇÕES DE SEGURANÇA E DE MANUTENÇÃO
O operador deve ser treinado para trabalhar com a máquina na qual o controle numérico será instalado.
A utilização inadequada do controle numérico pode causar danos ao equipamento e/ou ferimentos em pessoas.
A modificação dos parâmetros da máquina pode ocasionar danos materiais importantes ou resultar em má qualidade do produto.
O painel traseiro somente pode ser retirado por um técnico qualificado (perigo de eletrocussão).
Não exponha o controle numérico à umidade excessiva, de maneira a evitar qualquer risco de eletrocussão ou de deterioração do equipamento.
Certifique-se de que o controle numérico está desligado da alimentação elétrica antes de executar qualquer limpeza. Não utilize líquidos que tenham conteúdo alcoólico ou amoníaco.
No caso de mau funcionamento do controle numérico chame um técnico.
Não exponha o controle numérico aos raios solares ou a qualquer outra fonte de calor.
Não coloque o controle numérico nas proximidades de equipamentos magnéticos como transformadores, motores ou dispositivos que gerem interferência
(máquinas de soldar,etc.).
Substitua os filtros do ventilador a intervalos regulares de maneira a evitar o seu aquecimento excessivo.
INSTRUÇÕES DE SEGURANÇA E DE MANUTENÇÃO PÁGINA I
Esta página foi deixada em branco intencionalmente.
PÁGINA II MANUAL DO UTILIZADOR DU 6000
CONTRATO DE LICENÇA DO SOFTWARE CYBELEC
DIREITOS AUTORAIS GERAIS
O software CYBELEC está protegido por direitos autorais, e todos os direitos de cópia são reservados.
O software CYBELEC somente pode ser instalado e utilizado em equipamentos autorizados (PC ou DNC).
Os manuais do usuário também estão protegidos por direitos autorais, e todos os direitos de utilização e de cópia são reservados.
Este documento não pode, no todo ou em partes, ser copiado, fotocopiado, reproduzido, traduzido ou resumido sem o consentimento prévio, por escrito, da CYBELEC.
DIREITOS AUTORAIS ESPEICIAIS PARA O DISQUETE
Os usuários legais do produto deste software somente estão autorizados a copiarem os conteúdos do disquete na memória do computador que executará o programa, e a fazerem uma cópia de segurança do disquete original para o casos de perda do programa original.
A cópia, duplicação, venda ou a distribuição não autorizada deste produto se constitui em violação da lei.
DIREITOS AUTORAIS ESPEICIAIS DA EPROM
As unidades DNC e CNC da CYBELEC DNC nas quais o software feito pela CYBELEC tenha sido substituído por uma cópia que não seja da CYBELEC, e sem a autorização escrita da CYBELEC, perderão imediatamente suas garantias.
GARANTIA
A CYBELEC não garante que os produtos de seu software funcionarão adequadamente em todos os computadores e em todos os ambientes de programação.
As limitações de utilização de um produto do software e de suas especificações técnicas são decididas exclusivamente pela CYBELEC; a CYBELEC é a única detentora dos direitos de decisão sobre a conformidade e o desempenho de um determinado software.
O software CYBELEC não compensará incompatibilidades nas revisões ou versões dos sistemas operacionais.
Executar o software CYBELEC em diferentes revisões ou versões, ou alternar diferentes versões ou revisões poderá resultar na perda ou alteração dos dados.
CONTRATO DE LICENÇA PÁGINA III

SERVIÇO DE ATUALIZAÇÃO DO SOFTWARE
A aquisição do software CYBELEC confere ao usuário, durante um ano, direito às atualizações do software do tipo "correção".
Durante a utilização de uma versão revisada ou corrigida do software poderá ocorrer perda de dados (programa, parâmetros, etc.), ou o equipamento ou suas conexões poderão necessitar de modificações. Estes efeitos nem sempre são previsíveis e não são de responsabilidade da CYBELEC.
RESCISÃO
Este contrato será automaticamente rescindido em caso de falência do ou contra o licenciado, mediante qualquer transferência para os credores do licenciado, mediante qualquer embargo à execução ou processo contra o licenciado ou seus ativos, e que realmente inibam sua capacidade de realizar negócios, ou mediante a dissolução do licenciado.
A CYBELEC possui o direito a rescindir imediatamente este contrato, caso o licenciado viole as condições anteriormente mencionadas.
Em trinta dias a partir da rescisão deste contrato, e por qualquer razão, o licenciado, a seu critério, poderá:
•Devolver à CYBELEC ou ao fornecedor autorizado, todas as cópias existentes de tal software e materiais a ele relacionados, ou
•Fornecer á CYBELEC evidências satisfatórias de que o original e todas as cópias do software, no todo ou de qualquer forma, foram destruídas.
LIMITAÇÃO DA RESPONSABILIDADE
A garantia a seguir é expressa ou implícita, ao contrário de todas as outras.
O licenciado também concorda que a CYBELEC não será responsável por lucros cessantes, perda de economias, perda da utilização, ou por outros danos incidentais ou conseqüenciais resultantes da utilização ou da incapacidade de utilização do software, ou por qualquer reivindicação ou demanda contra o licenciado por parte de qualquer terceiro.
Sob nenhuma hipótese a CYBELEC será responsável por danos conseqüenciais, mesmo se a CYBELEC houver sido avisada da possibilidade de tais danos.
A CYBELEC não garante que as funções contidas no software atenderão às exigências do licenciado ou que a operação do mesmo será totalmente livre de erros.
Caso o software apresente defeitos, o licenciado (e não a CYBELEC, nem seu fornecedor ou representante autorizado) assumirá todos os custos com os serviços, reparos ou correções necessários.
A CYBELEC garante que os disquetes, EPROMS ou outros suportes magnéticos ou cassetes nos quais o programa é fornecido estão livres de defeitos de material e de mão de obra, por um período de 90 dias a partir do envio ao licenciado, conforme evidenciado pela cópia da nota da embalagem.
PÁGINA IV MANUAL DO UTILIZADOR DU 6000
LIMITAÇÃO DOS REPAROS
A responsabilidade total da CYBELEC e os reparos exclusivos do licenciado deverão ser os seguintes:
A substituição de quaisquer disquetes ou EPROMS ou meios de suporte magnético ou cassetes que não atendam à garantia limitada da CYBELEC e cujo material seja devolvido à CYBELEC ou a um representante autorizado da CYBELEC com uma cópia da nota de embalagem, ou
Caso a CYBELEC ou seu representante não puderem entregar disquetes de reposição, meios magnéticos de suporte, EPROM ou cassetes livres de defeitos de material ou de mão de obra, o licenciado terá o direito a rescindir este contrato, segundo os termos e condições aqui mencionados, e o dinheiro do comprador será devolvido.
GERAL
O licenciado está ciente de que leu este contrato, o compreendeu e concorda com seus termos e condições.
O licenciado concorda em isentar a CYBELEC de toda a responsabilidade associada com a quebra, por parte do licenciado, deste contrato incluindo, mas não se limitando a honorários advocatícios e a custas judiciais caso esses existirem.
Este contrato de licença será regido pelas leis suíças; com jurisdição em Lausanne, Suíça.
MANUTENÇÃO
A CYBELEC fornecerá um ano de manutenção do software. A abrangência e o tempo de resposta da manutenção serão de critério exclusivo da CYBELEC. A manutenção normalmente deverá incluir a correção de erros em códigos, correção de erros na documentação de apoio, em versões atualizadas do software abrangido, os quais poderão ser liberados pela CYBELEC durante o período de manutenção.
Sob nenhuma hipótese, a CYBELEC será obrigada a fornecer suporte técnico para solucionar problemas ou dificuldades resultantes da modificação, pelo licenciado, do software. Qualquer modificação feita pelo licenciado é de seu próprio risco.
CONTRATO DE LICENÇA PÁGINA V
Esta página foi deixada em branco intencionalmente.
PÁGINA VI MANUAL DO UTILIZADOR DU 6000
29.09.2006 |
V. 1.1 |
ÍNDICE |
|
INSTRUÇÕES DE SEGURANÇA E DE MANUTENÇÃO................................................................ |
I |
CONTRATO DE LICENÇA DO SOFTWARE CYBELEC................................................................. |
III |
Segurança, direitos autorais & contrato de licença............................................................. |
3 |
PAGINA EASY BEND ...................................................................................................................... |
5 |
CRIAR UMA PEÇA .......................................................................................................................... |
7 |
Página de seqüência........................................................................................................... |
7 |
Programação na página de seqüência ............................................................................... |
11 |
Correcção ............................................................................................................................ |
16 |
GERENCIAMENTO DAS PEÇAS.................................................................................................... |
17 |
Lista de peças ..................................................................................................................... |
17 |
ANEXO A: CONVENÇÕES.............................................................................................................. |
21 |
Convenções tipográficas ..................................................................................................... |
21 |
Abreviaturas / Glossário ...................................................................................................... |
21 |
ANEXO B: INTERFACE DO USUÁRIO........................................................................................... |
23 |
A tela ................................................................................................................................... |
23 |
O teclado ............................................................................................................................. |
23 |
ANEXO C: MENU PRINCIPAL ........................................................................................................ |
29 |
Opções do menu principal................................................................................................... |
30 |
ANEXO D: OS MODOS DE TRABALHO DA MAQUINA................................................................. |
31 |
Modo de ajuste.................................................................................................................... |
31 |
Modo sensível ..................................................................................................................... |
32 |
Modo automático................................................................................................................. |
32 |
ANEXO E: PROGRAMAÇÃO DAS FERRAMENTAS...................................................................... |
33 |
Programação punções / matrizes........................................................................................ |
34 |
ANEXO F: PROGRAMAÇÃO COM L-ALPHA ................................................................................. |
37 |
Programação na página L-alfa ............................................................................................ |
38 |
Método L-alfa....................................................................................................................... |
42 |
Definição da ordem da quinagem ....................................................................................... |
45 |
ANEXO G: DIVERSOS .................................................................................................................... |
51 |
A página INICIALIZAÇÃO ................................................................................................... |
51 |
NDU6000PS_PT.DOC |
ÍNDICE |
PÁGINA 1 |
A referência das ferramentas ............................................................................................. |
53 |
O ponto de contato (PC) ou ponto de aperto ..................................................................... |
56 |
Os eixos do medidor........................................................................................................... |
56 |
Programação das origens dos eixos .................................................................................. |
60 |
Calibragem ......................................................................................................................... |
61 |
Curva ideal.......................................................................................................................... |
62 |
Ciclo sem quinagem ........................................................................................................... |
64 |
Punção................................................................................................................................ |
64 |
Quinagem a fundo da matriz .............................................................................................. |
65 |
Correcção do ângulo .......................................................................................................... |
65 |
Caracteres alfanuméricos................................................................................................... |
67 |
Mensagens / Erros.............................................................................................................. |
67 |
As mensagens interativas .................................................................................................. |
68 |
ANEXO H: TRANSFERENCIA........................................................................................................ |
71 |
Testes das portas seriais.................................................................................................... |
72 |
CYBACK ............................................................................................................................. |
73 |
ANEXO I: IMPRESSÃO DA TELA ATUAL...................................................................................... |
75 |
Para imprimir a partir do DNC ............................................................................................ |
75 |
HiperTerminal ..................................................................................................................... |
76 |
ANEXO J: PROTEÇÃO DOS NIVEIS DE ACESSO ....................................................................... |
83 |
Informação geral................................................................................................................. |
83 |
Os utilisadores .................................................................................................................... |
84 |
Acesso por palavra chave .................................................................................................. |
85 |
Acesso aos níveis superiores a 3....................................................................................... |
85 |
Mudar palavra chave .......................................................................................................... |
86 |
Gestão dos níveis de acesso por chave externa ............................................................... |
87 |
ACESSÓRIOS................................................................................................................................. |
89 |
INDÍCE............................................................................................................................................. |
91 |
PÁGINA 2 MANUAL DO UTILIZADOR DU 6000
SEGURANÇA, DIREITOS AUTORAIS & CONTRATO DE
LICENÇA
Por favor, consulte as instruções de segurança, direitos autorais e contrato de licença nas primeiras páginas do manual.
SOBRE ESTE MANUAL
Este manual foi projetado para auxiliar o usuário a se familiarizar com o controle numérico DU 6000 e a utilizá-lo com o máximo de eficiência.
Para atingir o máximo de conforto e produtividade do controle numérico, recomenda-se ler atentamente todo o manual.
Uma lista de conteúdos e um índice bem organizados o auxiliarão a encontrar rapidamente o assunto desejado.
Observação: Neste Guia do Usuário presume-se que o DNC tenha uma configuração operacional (i.e.: parâmetros da máquina e ferramentas estão programados).
Este manual é evolutivo. Você, usuário, pode nos auxiliar a lhe prestar uma melhor assistência. Caso você tenha qualquer observação sobre este documento, por favor escreva para:
CYBELEC S.A.
Departamento de Comunicação
Rue des Uttins 27
CH-1400 Yverdon-les-Bains
Fax++41 24 447 02 01
E-mail: info@cybelec.ch
SEGURANÇA, DIREITOS AUTORAIS & CONTRATO DE LICENÇA PÁGINA 3
Esta página foi deixada em branco intencionalmente.
PÁGINA 4 MANUAL DO UTILIZADOR DU 6000

PAGINA EASY BEND
A página EASY BEND está acessível através de uma pressão na tecla
 .
.
Easy Bend
|
Esp: |
2.00 |
|
σ |
45.00 Kg/mm2 Ac_Al_In_ |
||||||
|
p/m |
1/1 |
|
|
CR __/ri |
2.78 |
|||||
|
|
|
|
--MEM-- |
|
--POS-- |
|||||
|
|
|
90.0° |
|
|
|
|
mes __._° |
|||
|
|
|
|
|
|
||||||
|
Y1 |
293.11 |
|
350.92 |
|
||||||
|
Y2 |
293.11 |
|
351.05 |
|
||||||
|
L |
136.0 |
|
51.8 |
|
|
|||||
|
X1 |
133.9 |
|
|
|
||||||
|
Lp |
5000 |
|
|
|
Fp 78 |
|
|
|
||
|
Rx |
___ |
|
|
Start Ext _ |
||||||
|
Vy |
|
__% |
|
__% |
∆Tp |
_._s |
||||
|
|
|
|
|
|
|
|
PCV |
___ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Esta página permite programar rapidamente uma quinagem, ou / e interromper brevemente a produção para efectuar uma única quinagem, sem modificar ou perder dados do programa de produção.
PROGRAMAÇÃO DE UMA QUINAGEM
Introduzir a espessura e as ferramentas se forem diferentes da peça em produção.
Para acelerar a programação, os campos p/m assim como a matéria constam da sequência 1 da peça de produção em curso. A modificação desses dados não afecta o programa em produção.
Introduzir o ângulo da quinagem no campo 
Introduzir a altura L da aba (lado externo) a posição do batente X será calculada automaticamente.
ou
directamente a distância à qual se deveria L posicionar o batente X.
Introduzir o comprimento de quinagem.
O sistema calcula a pressão e o arqueamento automaticamente.
Eventualmente introduzir,
oo tempo que fica sob pressão (por defeito não programado = 0.5 s),
o a retracção do batente,
o a redução da velocidade de quinagem, o a subida lenta, etc.
PAGINA EASY BEND PÁGINA 5

Premir o botão START ou o pedal, os eixos posicionam-se nos valores desejados. O controlo numérico passa automaticamente para modo semiautomático.
Accione o pedal para quinar.
Na volta da corrediça, a DNC passa para modo programação. Pode introduzir novos dados ou accionar o pedal para uma nova quinagem.
Prima a tecla  para voltar à produção.
para voltar à produção.
EXPLICAÇÃO DOS CAMPOS
Ver Explicação dos campos página 8.
PÁGINA 6 MANUAL DO UTILIZADOR DU 6000
CRIAR UMA PEÇA
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Este parágrafo explica como programamos uma peça assim como o método |
||||||||||||||||||||||||||||||||||
|
|
para fazer as correcções e o registo da peça. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
PÁGINA DE SEQÜÊNCIA |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
Esta página exibe todas as informações de quinagem para a seqüência atual. |
||||||||||||||||||||||||||||||||||
|
|
Esta é a posição solicitada dos eixos Y e X (R, etc.) a pressão, a retração do |
||||||||||||||||||||||||||||||||||
|
|
medidor, o coroamento, o tempo de contato, etc. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
Importante |
Esta página exibe o resultado de cálculos feitos quando da programação de |
|||||||||||||||||||||||||||||||||||
|
|
uma peça na página L-alfa com definição da ordem da quinagem. |
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
O operador poderá modificar estes valores se necessário (especialmente a |
||||||||||||||||||||||||||||||||||
|
|
retração,o tempo de contato, o ponto morto superior). |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
Contudo, deve evitar modificar diretamente os valores Y e X calculados pelo |
||||||||||||||||||||||||||||||||||
|
|
DNC. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Se forem necessárias modificações para estes eixos, deverá ser utilizada a |
||||||||||||||||||||||||||||||||||
|
|
página de correcção. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
Dica |
Um operador pode programar uma peça diretamente nesta página, sem |
|
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
"passar" pela página L-alfa e pela definição da ordem de quinagem. |
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
Isto simplifica muito a manipulação, pois todas as informações exigidas para |
||||||||||||||||||||||||||||||||||
|
|
a quinagem estão nesta página. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Para alcançar a página de seqüência, pressione a tecla |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
A primeira pressão mostra a página das dimensões em grandes caracteres. |
||||||||||||||||||||||||||||||||||
|
|
Uma segunda pressão mostra todas as dimensões e funções da sequência |
||||||||||||||||||||||||||||||||||
|
|
corrente em caracteres pequenos. A primeira pressão exibe a página com |
||||||||||||||||||||||||||||||||||
|
|
caracteres pequenos, as duas pressões a seguir exibem, cada uma, a metade |
||||||||||||||||||||||||||||||||||
|
|
dos conteúdos em caracteres grandes. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
Esta página aparece no acto de colocação sob tensão da DNC. |
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ou a tecla |
|
|
|
|
|
|
|
|
|
. |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
Para mudar de uma seqüência para outra, pressione |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
Quando a última seqüência do programa for alcançada, o pequeno LED da |
||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
se acenderá. Neste momento, ao se pressionar a tecla |
|
|
|
|
|
|
|
|
|
|
|
, |
|
|
|||||||||||||
|
|
tecla |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
é criada uma nova seqüência com os mesmos conteúdos da última. |
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
A mensagem COPIADO é exibida. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
Nesta página, a tecla  serve para deslocar o cursor de um campo importante para outro campo importante.
serve para deslocar o cursor de um campo importante para outro campo importante.
A tecla  serve para deslocar o cursor em todos os campos. Esta função pode ser desactivada nos parâmetros máquina.
serve para deslocar o cursor em todos os campos. Esta função pode ser desactivada nos parâmetros máquina.
CRIAR UMA PEÇA PÁGINA 7
Em caso de supressão de uma peça, os dados contidos nos campos Ferramenta, o campo Espessura e os campos de informações sobre o Material subsistem (se afixados). Isto evita que o operador reprograme os dados inalterados.
|
P 1 P+__ |
N 1 / 4 |
CY __ |
|
|||||||
|
Esp: |
2.00 |
|
σ |
45.00 |
Kg/mm2 |
|||||
|
p/m |
1/ 1 |
|
|
CR __/ri |
2.78 |
|
||||
|
|
|
|
--MEM-- |
|
--POS-- |
--COR-- |
||||
|
|
|
90.0° |
|
|
|
|
mes __._° |
|||
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|||||
|
Y1 |
|
293.11 |
|
350.92 |
____.__ |
|||||
|
Y2 |
293.11 |
|
351.05 |
____.__ |
||||||
|
L |
136.0 |
|
|
|
|
|
||||
|
X1 |
133.91 |
|
|
51.85 |
____.__ |
|||||
|
Q |
____ |
|
____ |
|
|
|||||
|
Lp |
5000 |
|
Fp |
78 |
|
|
||||
|
Rx _ |
___ |
|
Ext Start _ |
|
||||||
|
Vy |
|
__% |
|
__% |
|
∆Tp _._s |
|
|||
|
PMS |
___ |
|
PMV |
___ |
|
|
||||
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: 41
EXPLICAÇÃO DOS CAMPOS
P
P+
N
CY
Esp
σ
p/m
Número da peça na memória de trabalho.
Número da peça seguinte no momento de continuidade de programas.
Número de ordem da quinagem (seqüência) a ser executada e o número total de quinagens para a peça.
Número de repetições da seqüência. (programado 0, a seqüência é transposta).
Espessura do material.
O símbolo grego "Sigma" designa a resistência à tracção e à ruptura.
Este campo assim como os do tipo de matéria podem estar escondidos (ver página preferências nos parâmetros máquina).
Se este campo estiver escondido, o valor por defeito é Aço 45 kg/mm2, mas podem ser definidos outros valores no campo adoc nos parâmetros máquina.
Número do binário punção/matriz associado à quinagem a executar.
No campo P ou M prima  para exibir a lista das ferramentas.
para exibir a lista das ferramentas.
PÁGINA 8 MANUAL DO UTILIZADOR DU 6000

CR/ri
--MEM--
Seleccione a ferramenta na lista e depois prima de novo  para voltar.
para voltar.
Número de quinagens solicitado ao trabalhar com a curva ideal e raio interno da quinagem.
Esta coluna contém tanto os valores calculados pelo sistema quando da simulação, ou os valores programados pelo operador.
--POS-- --COR--
Esta coluna indica as posições verdadeiras dos eixos.
Esta coluna contém todas as seqüências e correcções da peça apresentadas na página CORRECÇÃO.
Os campos numérico.
L
 , Y1, Y2, etc. dependem dos eixos programados no controle
, Y1, Y2, etc. dependem dos eixos programados no controle
Altura da aba após a quinagem. A DNC calculará automaticamente a posição do batente atrás do eixo X.
L
Q
Lp
Rx
Número de repetições da seqüência da peça. Quantidade de peças a ser executada. O campo Q só se afixa se o parâmetro na página PREFERÊNCIAS estiver activado.
Comprimento de quinagem.
Retração do batente traseiro. O operador indica a distância da retração em mm. Se nada for programado, o feixe não parará no CP. Sem retração. Se o valor 0 for apresentado, o feixe parará no CP, e então executará a quinagem imediatamente, sem executar uma retração.
O campo entre o Rx e o valor da retração serve para definir o modo retração.
_ = o feixe pára no CP e aguarda até que seja executada a retração, para executar a quinagem.
1 = o feixe pára no CP, e então continua imediatamente, no mesmo momento em que a retração está sendo executada.
CRIAR UMA PEÇA PÁGINA 9
Ext Start
Vy 
Vy 
Se nada for programado neste campo, os eixos iniciam automaticamente a partir do BDC, do CP ou do TDC, dependendo da escolha feita nos parâmetros da máquina.
Se for programado 1, o início será executado como uma função da configuração feita pelo construtor.
-Na maioria das configurações, isso será suficiente para dar um comando de descida. Neste comando, os eixos se posicionam, e então um segundo comando de descida deve ser dado para movimentar o feixe.
-Em outras configurações, o botão iniciar deve ser pressionado.
-Quando aparecer a mensagem TOL ZONE, isso significará que foi dado um comando para baixo e que os eixos não estão posicionados na seqüência atual. Inicie com o botão fornecido ou no painel dianteiro do DNC.
Velocidade de quinagem do feixe. Programada em 0, a velocidade é 1 mm/s. Programada em 9, a velocidade é 10 mm/s. (Se a máquina for capaz de atingir esta velocidade).
Velocidade ascendente de BDC para CP. Programável de 0 (lento) para 9 (rápida). Permite variar a velocidade na qual o feixe sobe ao CP. (Função dependendo da hidráulica da máquina).
∆Tp
PMS
PMV
F1 - F5, Bo
Tempo de contato.
Distância do ponto morto superior.
Distância do ponto de mudança da velocidade do feixe. (Ponto da chave).
Valor das funções auxiliares F1 a F5 e coroamento.
As funções auxiliares só se afixam se a função estiver configurada.
Estes campos também podem ser re-programados pelo usuário.
Contudo, certo campos estão relacionados. Isto é, modificar um provoca a modificação do outro.
PÁGINA 10 MANUAL DO UTILIZADOR DU 6000

PROGRAMAÇÃO NA PÁGINA DE SEQÜÊNCIA
Neste manual, considera-se que a DNC está configurada de forma a ser operacional (ou seja, parâmetros máquinas e ferramentas programados).
2 métodos de programação são acessíveis pelo operador.
O mais rápido
A programação directa.
A programação directa é o método mais rápido para um operador experiente, uma vez que toda a programação da peça é feita na mesma página. Ela permite programar directamente as posições dos eixos, e calcula a profundidade de quinagem em função do ângulo introduzido.
Com cálculo do desenvolvimento
O método L-alfa.
O método L-alfa permite inserir um perfil a quinar com os lados exteriores e ângulo de cada face. A DNC calculará o comprimento desenvolvido:
Depois de ter programado a continuidade das quinagens a DNC calculará a posição dos batentes.
Explicação deste método no capítulo Anexo F: Programação com L- Alpha na página 37.
Conforme mencionado no início deste capítulo, esta página é automaticamente programada se a peça foi introduzida de acordo com o método L-alfa.
PROGRAMAÇÃO DIRETA
Exemplo de programação
O seguinte peça é para ser executada:
Ep: 2.0 mm
Lp: 1000mm
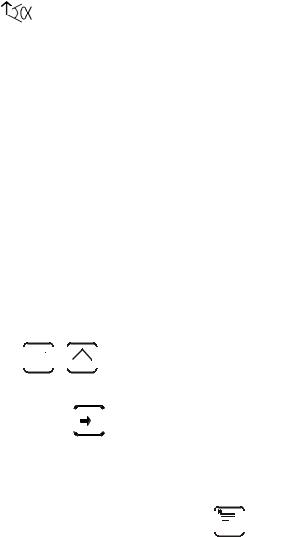
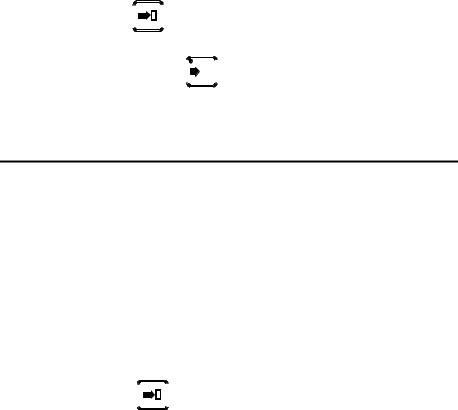
A ordem da quinagem é a seguinte:
Quinagem 1 na FACE 1 e APOIO 0
CRIAR UMA PEÇA PÁGINA 11
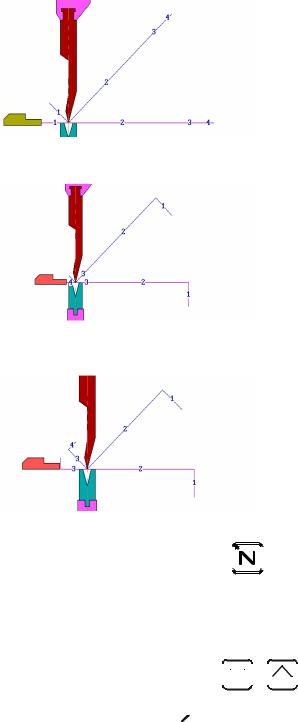
Quinagem 2 na FACE 3 e APOIO 4
Quinagem 3 na FACE 2 e APOIO 3
Chame a página de seqüência. com a tecla  .
.
Limpe a memória de trabalho.
Em caso de supressão de uma peça, os dados contidos nos campos Ferramenta, o campo Espessura e os campos de informações acerca do Material subsistente (se exibidos). Isto evita que o operador reprograme os dados inalterados.
Coloque o cursor no campo N (lembrete: 






 +
+ 


 para posicionar o cursor no topo da página).
para posicionar o cursor no topo da página).
Introduza 99 e pressione a tecla  .
.
PÁGINA 12 MANUAL DO UTILIZADOR DU 6000
P 125 P+__ |
N 99 / 4 |
CY __ |
|
|
|||||||
Esp: __.__ |
|
σ __.__ |
Kg/mm2 |
||||||||
p/m |
_/_ |
|
|
CR __/ri |
__.__ |
--COR-- |
|||||
|
|
|
--MEM-- |
--POS-- |
|
||||||
|
|
__._° |
|
|
|
|
mes __._° |
||||
|
|
|
|
|
|||||||
|
|
|
|
|
|
||||||
|
Y1 |
____.__ |
|
350.92 |
____.__ |
||||||
Y2 |
____.__ |
|
351.05 |
____.__ |
|||||||
X 1 |
____.__ |
|
51.85 |
____.__ |
|||||||
Q |
____ |
Fp |
____ |
|
TON |
||||||
Lp |
____ |
___ |
|
||||||||
Rx |
___ |
Ext Start _ |
|||||||||
Vy |
|
|
_ |
|
_ |
∆Tp _._s |
|
|
|||
PMS |
___ |
PMV |
___ |
|
|
|
|||||
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: __
Introduza a espessura, o sigma, e as ferramentas conforme segue:
P 0 |
P+__ |
N 1 / |
1 CY __ |
|
Esp: |
2.00 |
σ |
37.00 |
Kg/mm2 |
p/m |
1/1 |
CR |
__/ri |
__.__ |
Programe 90 no campo .
.
Ao sair do campo, o sistema calculará os valores Y1 e Y2 dos eixos.
Introduza 58.0 no campo X (posição de parar nesta primeira quinagem).
Introduza o comprimento da quinagem 1000.
O sistema calculará automaticamente a pressão e o coroamento.
Se necessário, introduza o tempo de contato (por padrão nãoprogramado = 0,5 s), a retração do medidor, a redução da velocidade da quinagem, a elevação lenta, etc.
|
Pressione a tecla de seqüência de avanço |
|
|
|
, para copiar esta |
|
|
|
|
|
|
|
primeira seqüência na seqüência 2. |
|
|
|
|
|
A mensagem COPIADO é exibida, o campo N continua no 2. |
||||
|
O LED da tecla permanece aceso, indicando que você está na última |
||||
|
seqüência. |
|
|
|
|
2a seqüência |
É exibida a seguinte tela: |
|
|
|
|
|
Observação: Os valores Y1, Y2, Fp e Bo variarão, pois eles são calculados |
||||
como uma função das ferramentas programadas. Os valores POS Y1, Y2 e X também serão diferentes, pois eles exibem a verdadeira posição dos eixos.
CRIAR UMA PEÇA PÁGINA 13

|
P 0 P+__ |
|
N 2 / 2 |
CY __ |
|
|||||||||
|
Esp: |
2.00 |
|
σ |
37.00 |
Kg/mm2 |
|
|||||||
|
p/m |
1/1 |
|
|
|
CR __/ri |
__.__ |
--COR-- |
||||||
|
|
|
|
|
--MEM-- |
|
--POS-- |
|||||||
|
|
|
|
90.0° |
|
|
|
|
mes __._° |
|||||
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|||||||
|
|
Y1 |
|
229.90 |
|
|
350.92 |
____.__ |
||||||
|
Y2 |
229.90 |
|
|
351.05 |
____.__ |
||||||||
|
X |
|
|
|
58.00 |
|
|
51.85 |
____.__ |
|||||
|
Q |
____ |
|
Fp |
____ |
|
|
|||||||
|
Lp |
1000 |
|
19 |
|
|
||||||||
|
Rx |
|
|
|
___ |
|
Ext Start _ |
|
||||||
|
Vy |
|
|
_ |
|
|
_ |
|
∆Tp _._s |
|
||||
|
|
|
|
|
||||||||||
|
PMS |
|
|
|
___ |
|
PMV |
___ |
|
|
||||
|
|
|||||||||||||
|
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: 41 |
|||||||||||||
|
|
Modifique os valores diferentes desta seqüência, e neste caso, digite |
||||||||||||
|
|
18 no campo X. |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|||||||||
|
P 0 P+__ |
|
N 2 / 2 |
CY __ |
|
|||||||||
|
Esp: |
2.00 |
|
σ |
37.00 |
Kg/mm2 |
|
|||||||
|
p/m |
1/1 |
|
|
|
CR __/ri |
__.__ |
--COR-- |
||||||
|
|
|
|
|
--MEM-- |
|
--POS-- |
|||||||
|
|
|
|
90.0° |
|
|
|
|
mes __._° |
|||||
|
|
|
|
|
|
|
|
|||||||
|
|
Y1 |
|
229.90 |
|
|
350.92 |
____.__ |
||||||
|
Y2 |
229.90 |
|
|
351.05 |
____.__ |
||||||||
|
X |
|
|
|
18.00 |
|
|
51.85 |
____.__ |
|||||
|
Q |
____ |
|
|
____ |
|
|
|||||||
|
Lp |
1000 |
|
Fp |
19 |
|
|
|||||||
|
Rx |
|
|
|
___ |
|
Ext Start _ |
|
||||||
|
Vy |
|
|
_ |
|
|
_ |
|
∆Tp _._s |
|
||||
|
|
|
|
|
||||||||||
|
PMS |
|
|
|
___ |
|
PMV |
___ |
|
|
||||
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: 41
Pressione a seqüência avançar  , para copiar esta segunda seqüência na seqüência 3.
, para copiar esta segunda seqüência na seqüência 3.
A mensagem COPIADO é exibida, o campo N passa para o 3.
O LED da tecla permanece aceso, indicando que você está na última seqüência.
PÁGINA 14 MANUAL DO UTILIZADOR DU 6000
3a seqüência: |
É exibida a seguinte tela: |
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
P 0 P+__ |
|
N 3 / 3 |
CY __ |
|
|||||||||
|
Esp: |
2.00 |
|
σ |
37.00 |
Kg/mm2 |
|
|||||||
|
p/m |
1/1 |
|
|
|
CR __/ri |
__.__ |
--COR-- |
||||||
|
|
|
|
|
--MEM-- |
|
--POS-- |
|||||||
|
|
|
|
90.0° |
|
|
|
|
mes __._° |
|||||
|
|
|
|
|
|
|
|
|||||||
|
|
Y1 |
|
229.90 |
|
|
350.92 |
____.__ |
||||||
|
Y2 |
229.90 |
|
|
351.05 |
____.__ |
||||||||
|
X |
|
|
|
18.00 |
|
|
51.85 |
____.__ |
|||||
|
Q |
____ |
|
|
____ |
|
|
|||||||
|
Lp |
1000 |
|
Fp |
19 |
|
|
|||||||
|
Rx |
|
|
|
___ |
|
Ext Start _ |
|
||||||
|
Vy |
|
|
_ |
|
|
_ |
|
∆Tp _._s |
|
||||
|
PMS |
|
|
|
___ |
|
PMV |
___ |
|
|
||||
|
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: 41 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Modifique os valores diferentes desta seqüência, e neste caso |
||||||||||||
|
|
introduza o valor 48 no campo X. |
|
|
|
|||||||||
A programação da peça está concluída.
Se você desejar salvar:
Coloque o cursor no campo P.
(



 e
e 


 para posicionar o cursor no topo da página).
para posicionar o cursor no topo da página).
Introduza o número que você deseja atribuir a esta peça.
Pressione  (se o sistema responder EXISTE, escolha outro número para salvar esta peça).
(se o sistema responder EXISTE, escolha outro número para salvar esta peça).
A peça será salva na memória interna com o número que você atribuiu.
Contudo, ele permanecerá presente na memória de trabalho.
Passe para o modo semi-automático 

 .
.
Chame a seqüência 1.
Execute a primeira quinagem.
CRIAR UMA PEÇA PÁGINA 15

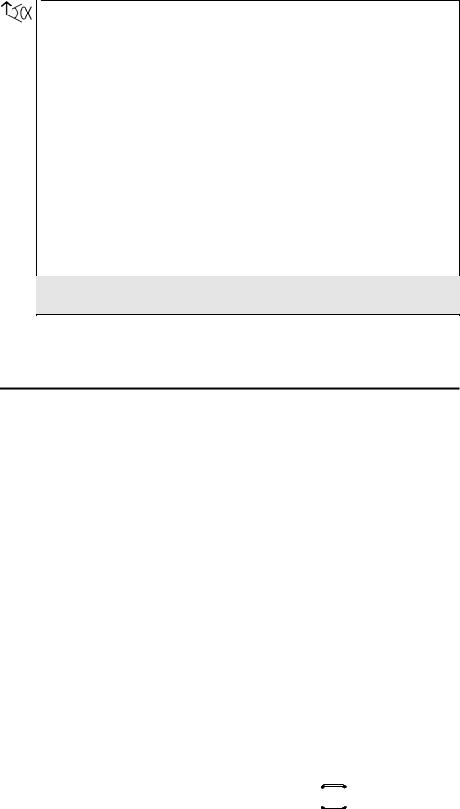
CORRECÇÃO
Pode acontecer que o ângulo curvado seja um pouco maior ou menor do que o ângulo programado.
O operador tem, então, a possibilidade de introduzir o valor real do ângulo curvo. Consequentemente, o DNC corrigirá os valores dos eixos Y1 e Y2.
As correcções podem ser introduzidas em duas páginas diferentes: Página correcções (Ver explicação na página 65). Página sequência.
P 0 |
|
P+__ |
N 1 / 4 |
CY __ |
|
||||||
Ep: |
2.00 |
|
|
σ 37.00 |
Kg/mm2 |
||||||
p/m |
1/1 |
|
|
CR __/ri |
__.__ |
||||||
|
|
--MEM-- |
--POS-- |
--COR-- |
|||||||
|
|
|
|
90.0° |
|
|
|
mes 91.20 |
|||
|
Y1 |
229.60 |
|
350.92 |
|
____.__ |
|||||
Y2 |
229.60 |
351.05 |
____.__ |
||||||||
X |
|
|
58.00 |
51.85 |
____.__ |
||||||
Q |
____ |
Fp |
____ |
TON |
|||||||
Lp |
1000 |
19 |
|
||||||||
Rx |
|
|
___ |
Start ext _ |
|||||||
Vy |
|
_ |
|
|
_ |
∆Tp _._s |
|
||||
PMH |
|
|
___ |
PCV |
___ |
F5:__ Bo: 41 |
|||||
F1:___ F2:___ F3:___ F4:__ |
|||||||||||
Recomenda-se o seguinte método de trabalho: Programe ou chame a peça -
Passe para o modo semi-automático. Execute a primeira quinagem. Meça o resultado.
Passe para o modo programação.
Introduza o ângulo medido no campo COR (ver acima). O DNC calcula automaticamente as correcções a serem aplicadas em Y1 e Y2.
Se necessário, faça as correcções nos eixos do medidor.
Curve uma segunda peça na primeira quinagem, para controlar as correcções.
Passe para a próxima sequência e proceda da mesma maneira para as sequências seguintes.
Quando todas as curvas estiverem correctas, passe para o modo automático e produza normalmente.
A correcção introduzida acima só se aplica à sequência corrente. Cada outra sequência deve ser corrigida individualmente.
É possível uma correcção por peça na página CORRECÇÃO (Ver explicação na página 65).
PÁGINA 16 MANUAL DO UTILIZADOR DU 6000

GERENCIAMENTO DAS PEÇAS
Este capítulo indica como gerenciar as peças (programas) armazenadas no controle numérico.
LISTA DE PEÇAS
Pressione a tecla |
|
|
|
|
|
|
. |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P |
1 |
|
|
|
|
|
|
|
|
|
PLANO |
623-42.15 |
|
42 |
|||||||
SEQUENCIAS PROGRAMADAS |
||||||||||
|
LIVRES |
|
564 |
|||||||
|
-LISTA DE |
PECAS NA MEMORIA- |
||||||||
1 |
2 11 222 |
997 ___ ___ ___ ___ ___ |
||||||||
___ ___ ___ ___ |
___ ___ ___ ___ ___ ___ |
|||||||||
___ ___ ___ ___ |
___ ___ ___ ___ ___ ___ |
|||||||||
___ |
___ ___ ___ ___ ___ ___ ___ ___ ___ |
|||||||||
A parte superior da tela exibe o número da peça que está na memória de trabalho, assim como o número do desenho daquela peça.
O DNC também exibe o número de seqüências programadas, assim como o número de seqüências ainda disponíveis na memória interna.
Então são exibidos, em ordem ascendente, os números de todas as peças armazenadas na memória interna.
O campo NEW_P permite ao operador criar uma nova peça directamente a partir desta página.
Posicionar o cursor sobre NEW_P e premir a tecla  .
.
BUSCANDO DE PEÇAS POR CRITERIOS
Pressione novamente a tecla  .
.
GERENCIAMENTO DAS PEÇAS PÁGINA 17
P |
28 |
|
|
-- CRITERIOS -- |
|
PLANO |
|
|
p/m |
__/__ |
|
Esp |
__.__ |
|
Lp |
_____ |
|
Ldes |
____.__ |
|
P |
-- LISTA PECAS -- |
p/m |
PLANO |
||
___ |
|
__/__ |
___ |
|
__/__ |
___ |
|
__/__ |
___ |
|
__/__ |
Este página permite exibir uma lista de pecas desejadas de acordo com um ou mais critérios, tais como o número do plano, a espessura, o comprimento da quinagem e/ou o comprimento aberto.
Embaixo do título --CRITÉRIOS--, são exibidos os diferentes critérios, de acordo com os quais é possível procurar por uma peça. Estes critérios podem ser combinados, ou seja, é possível, por exemplo, procurar pela lista de todas as peças armazenadas utilizando-se um par de ferramentas específico e que tenham uma determinada espessura material.
As peças que atendem aos critérios de seleção definidos são exibidas na segunda metade da tela.
Para fazer uma procura por critérios, proceda da seguinte maneira: Introduza um ou mais critérios de seleção nos campos fornecidos.
Pressione  .
.
Se a lista possuir 7 ou mais peças, a(s) seguinte(s) página(s) podem ser exibida(s) pressionando-se  .
.
CHAMAR UMA PEÇA
Esta operação procura por uma peça na memória interna e o coloca dentro da memória de trabalho.
É possível chamar uma peça a partir de todas as páginas nas quais o cursor possa ser colocado nos campos P ou PLANO.
Atenção: A peça chamada "apaga" a peça que já está na memória de trabalho. Preste atenção e salve, se necessário, a peça atual antes de chamar outra peça.
Introduza o número da peça no campo P ou o número do plano no campo PLANO.
Deixe o cursor no campo recém programado.
Pressionar  .
.
A peça solicitada é então copiado para dentro da memória de trabalho (o original desta peça é, logicamente, conservado dentro da memória interna).
PÁGINA 18 MANUAL DO UTILIZADOR DU 6000

SALVAR UMA PEÇA
Esta operação é utilizada para salvar permanentemente uma peça que esteja na memória de trabalho.
É possível salvar uma peça a partir de todas as páginas nas quais o cursor possa ser colocado no campo P.
Deve-se ressaltar que, depois de salvo, a peça permanece presente na memória de trabalho.
Para salvar uma peça proceda da seguinte forma:
Se você quiser atribuir um número de desenho ou nome ao produto, preencha o campo PLANO. Esta operação é opcional.
Entre o número da peça no campo P. Deixe o cursor no campo P.
|
Pressione a tecla |
|
|
|
. |
|
|
|
|
|
|
|
Se o sistema exibir a mensagem EXISTE, escolha outro número. |
||||
|
Se você desejar salvar uma peça em um número que já existe (ex: após |
||||
|
modificar uma peça), a peça que tiver aquele número deverá, primeiramente, |
||||
|
ser apagado da memória interna. |
||||
Nota: |
Atenção, os n°s 998 e 999 estão reservados para funções especiais. |
||||
|
O 998 é para a armazenagem temporária do conteúdo da memória de |
||||
|
trabalho durante a transferência PC <-> DNC. |
||||
|
O 999 é para apagar totalmente da memória interna (ver página 42). |
||||
APAGAR UMA PEÇA
Chame a página da lista de peças.
Coloque o cursor no campo P e introduza o número da peça a ser apagada.
Pressione  .
.
Deve-se ressaltar que esta ação não afeta a memória interna.
APAGAR TODAS AS PEÇAS
Atenção |
Este operação apaga a totalidade das peças armazenadas na memória interna, |
|
|
sem a possibilidade de cancelar este comando. |
|
|
Chame a página da lista de peças. |
|
|
Introduza o valor 999 no campo P. |
|
|
Pressione |
. |
GERENCIAMENTO DAS PEÇAS PÁGINA 19
Esta página foi deixada em branco intencionalmente.
PÁGINA 20 MANUAL DO UTILIZADOR DU 6000

ANEXO A: CONVENÇÕES
Como regra geral não repetimos, neste manual, como validar um campo, selecionar uma ferramenta, chamar uma página ou qualquer outra manipulação básica.
CONVENÇÕES TIPOGRAFICAS
Arial negrito Citações de texto conforme vistas na tela.
Arial, negrito e itálico Utilizado para indicar o nome de uma entrada
|
ou saída do DNC. |
Itálico |
Referência a um elemento escrito, a um |
|
parágrafo ou a um manual. Por exemplo: |
|
Ver Anexo A: Convenções. |
ABREVIATURAS / GLOSSARIO
Explicações de abreviaturas que não são campos visíveis nas páginas do controle numérico.
TDC |
Ponto morto superior. |
SWP |
Troque o ponto de velocidade, i.e. modifique |
|
a velocidade de aproximação para velocidade |
|
de quinagem na fase descendente. |
PSS |
Ponto de segurança. Este ponto é calculado |
|
em função da altura das ferramentas e da |
|
espessura do material. |
CP |
Ponto de contato (ver página 66). |
BDC |
Ponto morto inferior. |
LED |
Diodo de Emissão de Luz. Pequena luz |
|
vermelha que serve como um indicador |
|
luminoso. |
CONVENÇÕES PÁGINA 21
Esta página foi deixada em branco intencionalmente.
PÁGINA 22 MANUAL DO UTILIZADOR DU 6000
Loading...