


DNC 880S
Table of contents
 Loading...
Loading...
ModEva/DNC880S
2D-viitekäsikirja
CYBELEC SA puh. ++ 41 24 447 02 00
RUE DES UTTINS 27 faksi ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS sähköpostiosoite: info@cybelec.ch
SVEITSI
V-DOC-MODEVA-EN


3.8.2006 V. 1.3
SISÄLLYSLUETTELO
JOHDANTO......................................................................................................................................5
Tietoja tästä käsikirjasta 5
Lisenssisopimus ja Tekijänoikeus 5
KÄYTÄNTÖJÄ..................................................................................................................................7
MÄÄRITELMÄT................................................................................................................................11
ABS .....................................................................................................................................11
SUHT Erreur ! Signet
Aktiiviset oheislaitteet..........................................................................................................12
Koneen aktiiviset oheislaitteet 12
Aktiiviset oheistuotteet 13
Aktiiviset ylätyökalu-/alatyökaluoheislaitteet 13
Alatyökaluun vaikuttava sallittava voima.............................................................................13
Aakkosnumeeriset kentät....................................................................................................15
Kulman korjaaminen............................................................................................................16
Yleisiä Huomautuksia 16
Suorat Korjaukset 16
Kulmakorjaukset 17
Vahvuuden Mittaukseen Perustuvat Korjaukset 17
Mittaus yläkuolokohdassa (YKK) 18
Mittaus kosketuspisteessä (KP) 20
Itsenäinen Vahvuuden Korjaus Y1-Y2 22
Korjaukset: Herkkyys akk 22
Lisätoiminnot .......................................................................................................................23
Takavasteen peruutus.........................................................................................................23
Taivutus...............................................................................................................................23
Alatyökalun pohjaan 23
Lopullinen 23
Välivaihe 23
Työvaihe Ilman Taivutusta 24
Taivutuslaskuri ....................................................................................................................24
Taivutusvoima .....................................................................................................................24
Taivutusjärjestys..................................................................................................................25
Automaattinen Taivutusjärjestys 25
Taivutusjärjestyksen Muuttaminen 25
Taivuttamaton Tila 27
Taivutusnopeus...................................................................................................................29
TV (Takavaste) tai VASTE..................................................................................................29
Pohjaaniskutaivutus ............................................................................................................30
Korjaukset (taulukko)...........................................................................................................31
Bompeeraus........................................................................................................................32
MODEVAREF2D_FIN.DOC SISÄLLYSLUETTELO SIVU 1

Tietojen varmuuskopiointi................................................................................................... 32
Tiedonsiirto......................................................................................................................... 33
Päivämäärä ja kellonaika.................................................................................................... 35
Epäkeskiset ylätyökalut ja takavasteen korjaus................................................................. 36
Syvyystörmäyksen salliminen............................................................................................. 36
Piirros.................................................................................................................................. 37
Puristusaika........................................................................................................................ 38
Tyhjennys/poisto................................................................................................................. 38
Muistien tyhjentäminen....................................................................................................... 39
Vapaa muisti....................................................................................................................... 39
Vasteen välys .....................................................................................................................40
Ihannekäyrä (KAARI).......................................................................................................... 41
NUMEERINEN TUOTE -sivu 41
Akseleiden indeksointi........................................................................................................ 46
Työvaiheen lisäys...............................................................................................................46
Sisäsäde.............................................................................................................................47
Näppäimistö........................................................................................................................48
L. Taivutus.......................................................................................................................... 48
Kieli.....................................................................................................................................49
Ohjelman lopetus................................................................................................................49
Työkappaleen sivu.............................................................................................................. 50
Pituus.................................................................................................................................. 51
Hidas-nopeus matka ......................................................................................................51
Koneparametrit................................................................................................................... 51
Huolto .................................................................................................................................52
Takavasteen säätö käsin....................................................................................................52
Akselin origojen muuttaminen ............................................................................................53
Parametrituote.................................................................................................................... 55
Toiminnon aktivointi 55
Parametrituotteen luonti 55
Parametrituotteen käyttö 59
Tuoteryhmät........................................................................................................................ 60
Määritelmät 60
TUOTERYHMÄ -sivun työesimerkki 61
Tuotetiedot..........................................................................................................................62
Tietojen näkyminen 63
Tiedon luominen (vain tekstiä) 63
Tiedon luominen (tekstiä ja kuvia) 63
Tuotehallinta....................................................................................................................... 67
Profiilin ohjelmointi.............................................................................................................. 68
Ohjelmointi NUMEERINEN TAIVUTUS -sivulla................................................................. 68
Ohjelmointi työskentelyn aikana......................................................................................... 69
Kpl.tarv. ___ Tehty.___ ...................................................................................................... 70
Referenssi YR kor. .............................................................................................................70
Kuvakaappaus....................................................................................................................71
Mustavalkoinen, värillinen 71
Näyttökuvan tulostus 72
Tuotteen etsintä hakuehtojen avulla................................................................................... 74
Tallennuspäivämäärä 75
Poikkileikkaus..................................................................................................................... 76
Sigma.................................................................................................................................. 76
Simulointiehdot................................................................................................................... 77
VK (vaihtokohta)................................................................................................................. 80
Erityistaivutukset.................................................................................................................81
Esi-/lopullinen taivutus 81
Akseleiden/lisätoimintojen käynnistys................................................................................ 86
SIVU 2 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S

YKK (Yläkuolokohta)...........................................................................................................87
Toleranssi............................................................................................................................88
Liian lyhyen segmentin hyväksyntä.....................................................................................89
Työkalut...............................................................................................................................89
Ylätyökalun ohjelmointi 90
Alatyökalun ohjelmointi 92
Työkalun muuttaminen 94
Työkalujen sijainnit 94
Ylätyökalu-/alatyökaluluettelo 94
Taittamaton pituus...............................................................................................................95
DIN 96
TODELLINEN Erreur ! Signet
DIN 6935 -standardin mukaisen laskennan korjauskerroin 96
SISÄLLYSLUETTELO SIVU 3

Sivu on jätetty tarkoituksella tyhjäksi.
SIVU 4 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
JOHDANTO
TIETOJA TÄSTÄ KÄSIKIRJASTA
Tämä käsikirja on laadittu vastaukseksi erityiskysymyksiin, joita voi ilmetä
käyttäjän omaksuttua ModEva/DNC 880s -ohjelmiston perusteet.
Opas täydentää Käyttöohjetta, joka neuvoo ohjelmiston käytössä
noudatettavat perustoimenpiteet.
ModEva -ohjelmiston mukana toimitetaan myös kolmiulotteisessa muodossa
oleva 3D-viitekäsikirja.
Tämän käsikirjan osat ovat aakkosjärjestyksessä, kuten sanakirjassa.
Jos jotain aihetta käsitellään muussa luvussa kuin siinä, mistä tietoa ollaan
etsimässä, viitataan luvussa uuteen kohteeseen.
Käsikirjan lopussa oleva hakemisto täydentää ja helpottaa tiedon etsimistä.
Hakemistoa kannattaa käyttää.
Jotkin tämän käsikirjan toiminnot eivät toimi DNC 880S:ssä.
LISENSSISOPIMUS JA TEKIJÄNOIKEUS
Tämä käsikirja on käsikirjan alussa olevan lisenssi- ja
tekijänoikeussopimuksen alainen.
JOHDANTO SIVU 5

Sivu on jätetty tarkoituksella tyhjäksi.
SIVU 6 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
KÄYTÄNTÖJÄ
Yleensä tässä käsikirjassa ei kerrata, miten kentän sisältö vahvistetaan,
työkalu valitaan, sivulle siirrytään eikä muita perustoimenpiteitä.
Nämä on esitetty esimerkein joko numeerisen ohjauksen tai kyseisen
ohjelmiston Käyttöohjeessa.
Jotta näytön tietoja olisi helpompi lukea, tässä oppaassa esitetyt näyttökuvat
esitetään mustavalkoisina.
Jotkin tässä oppaassa esitetyt näytöt saattavat erota ohjelman näytöistä. Erot
voivat johtua ohjelmiston määrityksistä (vaihtoehtojen lukumäärästä,
akseleista jne.) tai käytössä olevasta ohjelmistoversiosta (DOS tai Windows).
ERKINTÄTAVAT
M
Arial lihavoituna Näytöllä olevat tekstilainaukset.
Arial lihavoituna ja kursivoituna DNC -syötön tai -tulosteen nimen
ilmaiseminen.
kursivoitu Viittaus kirjoitettuun tekstikohtaan,
kappaleeseen tai käsikirjaan.
Esimerkki: Lisätietoja kohdassa Merkintätavat.
Tarkoittaa, että
kaksi kertaa.
LEISTIETOA KÄSIKIRJASTA
Y
Alla luetelluilla termeillä tarkoitetaan tässä käsikirjassa seuraavaa:
Hiiri mikrotietokoneen hiiri
tai DNC -laitteen ohjauspallo/ohjausanturi
Napsautus napsautetaan hiiren vasenta painiketta
Oikea napsautus napsautetaan hiiren kakkospainiketta
(oikeanpuoleinen painike)
Yhtäaikainen napsautus napsautetaan yhtä aikaa sekä oikeaa että vasenta
hiirenpainiketta
Valintaluettelot tai monivalintakentät:
Väriltään violetteja, mikä ilmaisee, että
vaihtoehtoja on useita.
Sisältö valitaan painamalla
Näyttöön aukeaa ikkuna, josta käy ilmi kenttään
valittavien vaihtoehtojen luettelo.
Valinnan vahvistus:
- kenttään kirjoitetaan vaihtoehdon vieressä
näkyvä numero tai
- osoitin siirretään valitun vaihtoehdon
-näppäintä tulee painaa
-näppäintä.
kohdalle. Sitten painetaan
KÄYTÄNTÖJÄ SIVU 7
-näppäintä.
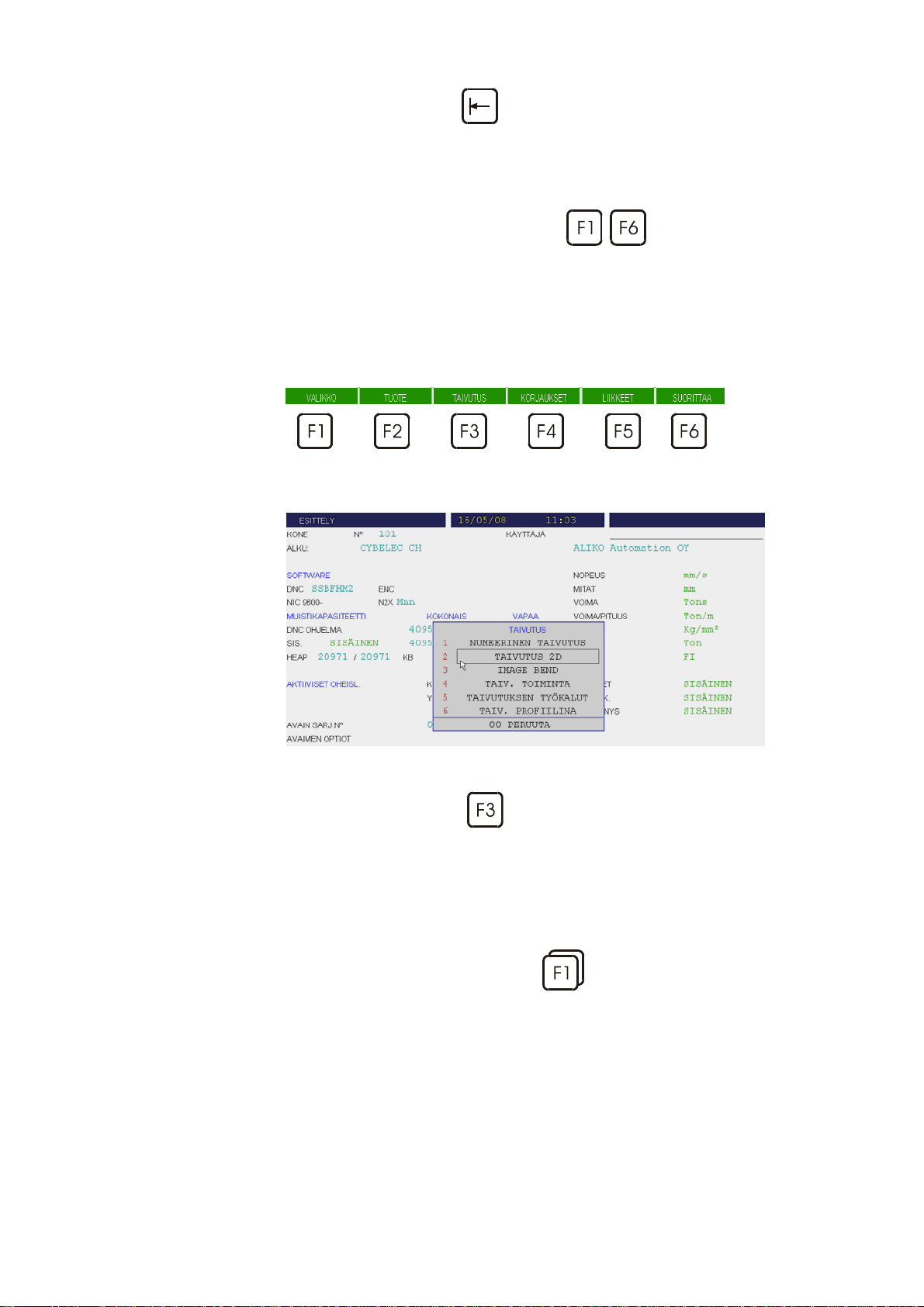
TAIVUTUS 2D -sivulle
siirtyminen
Toimintonäppäimet
-näppäintä painamalla vaihtoehdot on
mahdollista saada näkyviin yksi toisensa jälkeen
ilman, että vaihtoehtoikkuna tulee näyttöön.
Valinta vahvistetaan poistumalla kentästä.
Joka kerta, kun
– -näppäimiä
pyydetään painamaan, vastaava valikko
aukeaa.
Yleensä toimintonäppäin on nimetty.
Esimerkki: Painetaan TUOTE -näppäintä
tarkoittaa, että painettava näppäin on.
Kun esimerkiksi halutaan siirtyä TAIVUTUS
2D -sivulle, painetaan ensin TAIVUTUS
) -toimintonäppäintä, minkä jälkeen
(
valitaan TAIVUTUS 2D tai kirjoitetaan 02 (tai
vaihtoehdon vieressä näkyvä numero).
Pikavahvistus DNC tallentaa valikossa tehdyn viimeisen
valinnan, mikä helpottaa käyttäjän työskentelyä.
Valikon vaihtoehdon voi vahvistaa nopeammin
painamalla kaksi kertaa toimintonäppäintä
(esimerkiksi
), jolloin viimeinen valittu
sivu vahvistetaan suoraan.
SIVU 8 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S

Käytetään otsikoissa ja alkusanoissa kentät, joita käyttäjä voi muokata
osoittimen avulla. Vierityskentät. Kenttä, josta
käyttäjä voi valita useiden ennalta määritettyjen
vaihtoehtojen joukosta.(lisätietoja edellä
Vieritysluettelokohdassa).O
VERSIO
HJELMISTOKÄYTÄNNÖT, WINDOWS-
Perusmäärityksillä Windows-versio käyttää seuraavia värejä:
Musta tai
kentät, joita käyttäjä voi muokata osoittimen
avulla.
Sininen Käytetään otsikoissa ja alkusanoissa.
Siniharmaa Vaihtelevaa tietoa Ei osoittimella valittavissa.
Vihreä Vierityskentät. Kenttä, josta käyttäjä voi valita
useiden ennalta määritettyjen vaihtoehtojen
joukosta.(lisätietoja edellä Vieritysluettelo-
kohdassa).
KÄYTÄNTÖJÄ SIVU 9

Sivu on jätetty tarkoituksella tyhjäksi.
SIVU 10 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
MÄÄRITELMÄT
ABS
Sivu: NUMEERINEN TAIVUTUS
Tämä valintaluettelo sijaitsee X -vasteen akselin nimen vieressä.
Kaksi vaihtoehtoa: ABS ja SUHT.
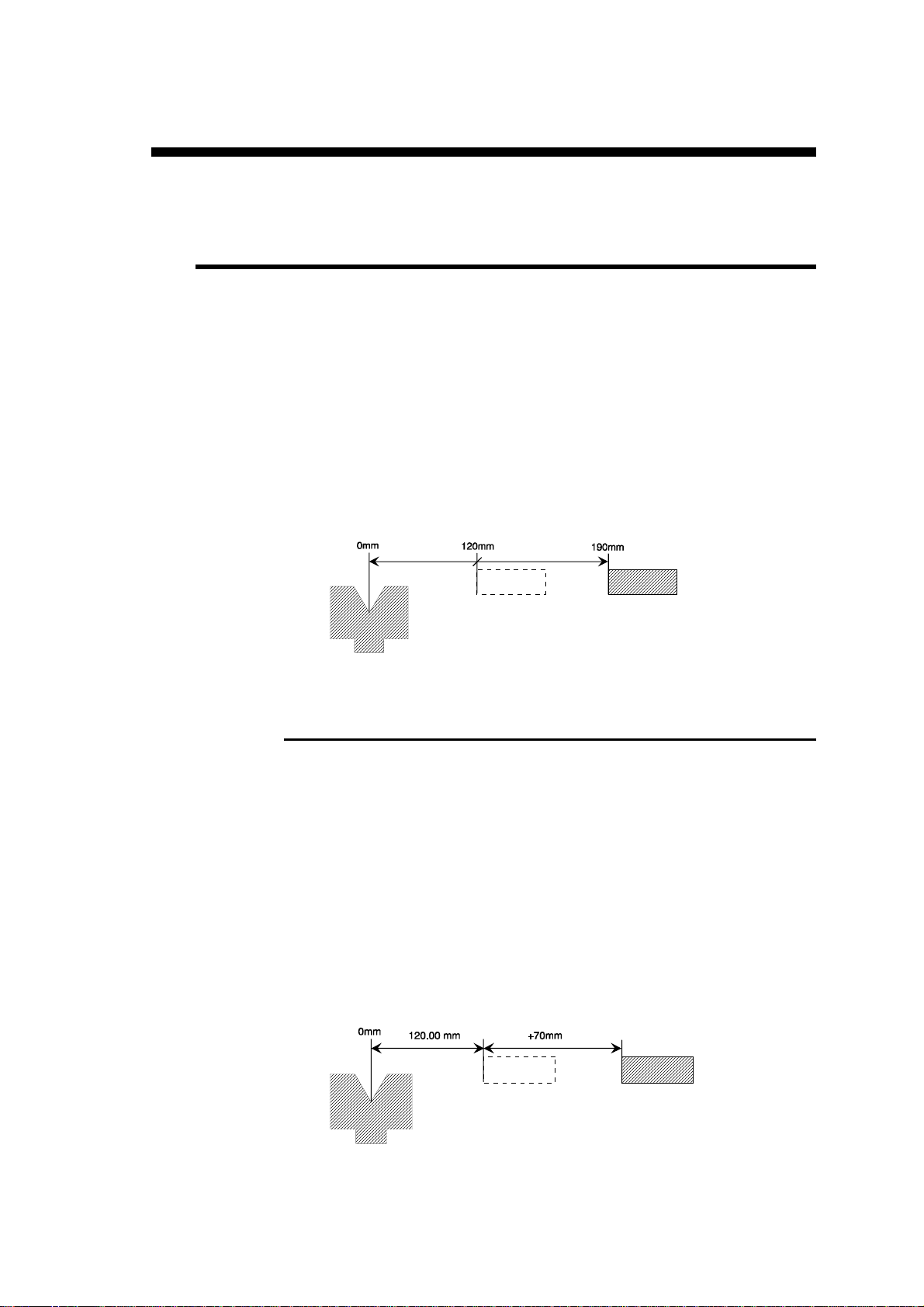
ABS ilmaisee, että X-akseli toimii absoluuttisessa tilassa.
Tämä tarkoittaa, että akselin kohde on alatyökalun V:stä mitattu
absoluuttinen etäisyys.
Absoluuttinen tila valitaan oletusarvoisesti.
Lisätietoja on alla kohdassa SUHT.
Esimerkki: OHJ POS
X ABS 190.00 120.00
SUHT
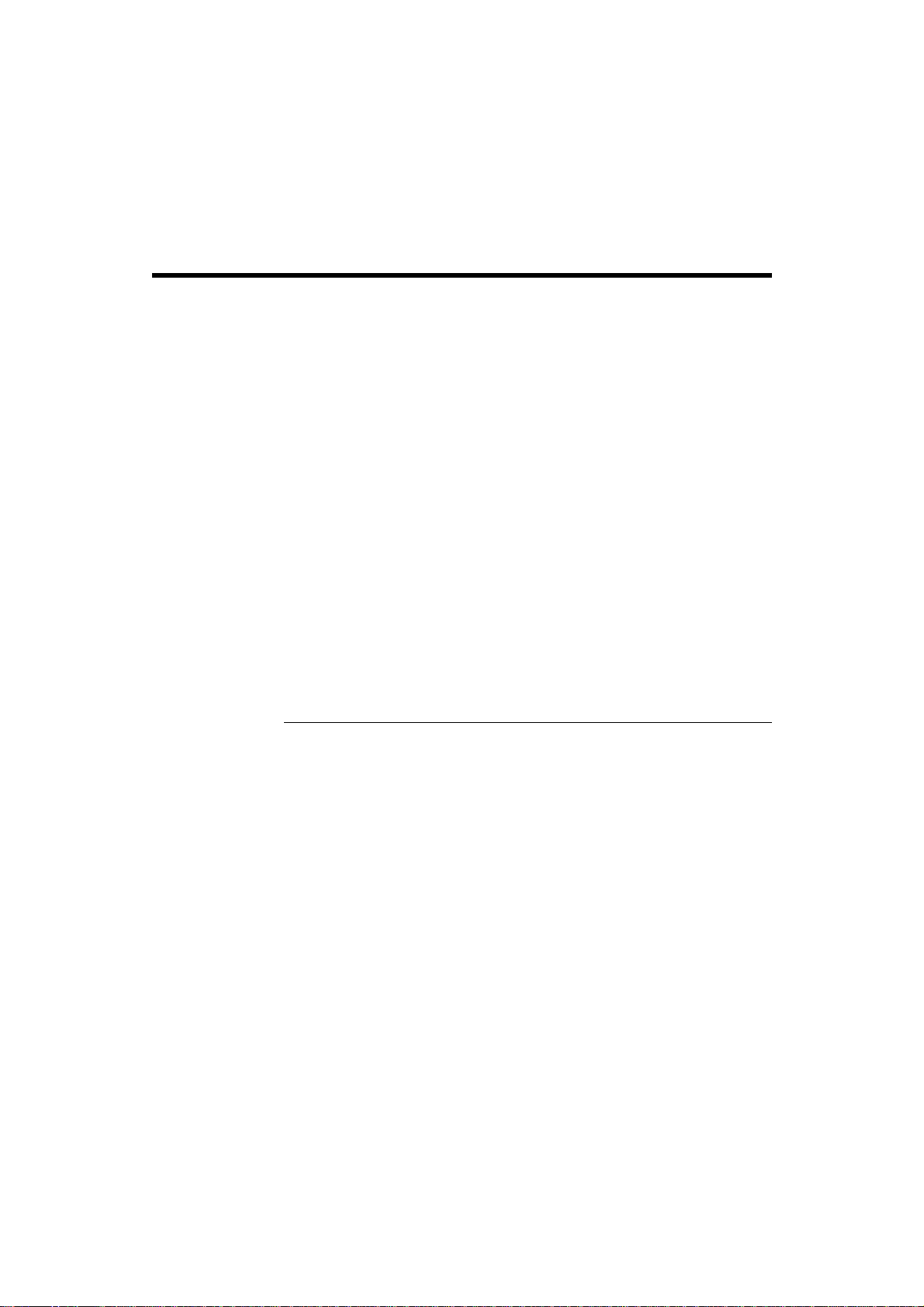
SUHT ilmaisee, että X-akseli toimii suhteellisessa tilassa.
Tämä tarkoittaa sitä, että ohjelmoitu siirtymä suoritetaan todellisesta vasteen
asemasta lähtien.
Yleensä ohjelmoidaan negatiivinen arvo.
Suhteellista tilaa käytetään usein jakson toiston yhteydessä (CY 2 kohdassa
99).
Esimerkki: Ylätyökalulla halutaan tehdä viisi reikää, joiden tasaetäisyys on
30,00 mm. Ensimmäisen työvaiheen täytyy olla absoluuttisessa tilassa
(ensimmäisen reiän paikka). Toinen työvaihe ohjelmoidaan suhteelliseen
tilaan (X SUHT 30,00) jakson toistomäärän ollessa neljä (CY 4).
Esimerkki: OHJ POS
X SUHT 70.00 120.00
MÄÄRITELMÄT SIVU 11
Huomautus: Suhteellista tilaa ei voi käyttää ensimmäisessä työvaiheessa.
Muutoin syntyy virhe, kun tilaa vaihdetaan (AUTO, PUOLI-
AUTO), jolloin vuorovaikutteiseen kenttään tulee viesti
SUHT. X LIIKE MAHDOTON.
AKTIIVISET OHEISLAITTEET
Sivu: ESITTELY
Tarkoitus:
Tällä toiminnolla voidaan valita oheislaite, joka sisältää tarvittavat tiedot
erikseen sekä koneparametreille, tuotteille, työkaluille, CAD-tiedostoille että
tuotetietosivun täydentäville tiedostoille.
Se tarjoaa runsaasti eri yhdistelmävaihtoehtoja, mikä on hyödyllistä
varsinkin, jos työskennellään PC-työasemalla. Kun vaihtoehdot
hyödynnetään tehokkaasti, käyttäjä pystyy helposti hallitsemaan useita eri
koneita.
Tämä huomio kannattaa ottaa todesta, koska juuri se mahdollistaa
vaihtoehtojen suuren määrän.
Määritelmä:
Aktiivinen oheista -laite on oheislaite, jota ohjelmisto käyttää tiedon lukuun,
hakuun, tallentamiseen tai poistamiseen. Aktiiviset oheislaitteet luetellaan
ESITTELY -sivulla.
Tietyillä sivuilla voidaan tilapäisesti valita muita oheislaitteita käyttöön
(esimerkiksi TUOTEVALIKOIMA, YLÄ- / ALATYÖKALUJEN
OHJELMOINTI, SIIRTO).
Koneen aktiiviset oheislaitteet
Kun oheislaitetta vaihdetaan KONE -kentässä, TUOTTEET,
YLÄTYÖKALUT ja ALATYÖKALUT ohjataan automaattisesti samaan
oheislaitteeseen.
Niitä voi muuttaa toisistaan riippumatta muokkaamalla luetteloita jälkikäteen.
CAD –TIEDOSTOT ja TÄYDENNYS -oheislaitteet eivät muokkaudu
automaattisesti, koska ne sijaitsevat yleensä verkossa ja ne on usein
"erityisluokiteltu" yhdessä tai useammassa hakemistossa.
Kun KONE -oheislaitetta muokataan tällä tavoin, ohjelman ympäristöksi
"tulee" toisen koneen ympäristö. Näin erilaisilla valssauskonemäärityksillä
tuotettavia tuotteita on helppo havainnollistaa.
Saatavilla on lisäksi yhä useammin (CYBELEC´in tai koneen valmistajan
toimittavia) levykkeitä, joilla on esimerkkejä erityistuotteista, joiden
aikaansaamiseen tarvitaan jotain erityistä (esimerkiksi työkaluja).
Levykkeiden ansiosta esitykset on helppo havainnollistaa koko sen
laitekokonaisuuden avulla, jossa ne on luotu.
Numeerista ohjausta käytettäessä laitetta on tietenkin mahdollista käyttää
vain , kun KONE -kenttään on valittu SISÄINEN.
DNC sen sijaan on mahdollista kytkeä puoliautomaattiseen tai
automaattiseen tilaan, vaikka tuotteen esittämiseen käytettäisiin toista
oheislaitetta.
SIVU 12 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Näyttöön tulee kuitenkin ENC EI KYTKETTY -viesti, eikä laitteella
työskentelyä voi jatkaa.
Laitteen SISÄINEN -oheislaite aktivoidaan uudestaan seuraavalla tavoin:
Valitaan KONE SISÄINEN.
ENC alustetaan painamalla toimintovalikon ALUSTUS ENC -
vaihtoehtoa.
Aktiiviset oheistuotteet
Valitaan oheislaite, jossa tuotteen haku-, tallennus-, ja poistotoiminnot
tapahtuvat.
Aktiiviset ylätyökalu-/alatyökaluoheislaitteet
Valitaan oheislaite, jossa ylätyökalun ja alatyökalun haku-, tallennus- ja
poistotoiminnot tapahtuvat.
On selvää, että nykyistä tuotetta varten määriteltyjen työkalujen täytyy olla
käytettävissä osoitetussa oheislaitteessa. Työkalun puuttuessa ohjelma antaa
virheviestin.
ALATYÖKALUUN VAIKUTTAVA SALLITTAVA VOIMA
Sivu: ALATYÖKALUJEN OHJELMOINTI
Sallittava enimmäisvoima määritetään työkaluja ohjelmoitaessa.
Todellisuudessa sallittava enimmäisvoima vaihtelee taivutuskulmasta (ja
tietysti muista muutettavista parametreista) riippuen.
Alatyökalun ohjelmointisivulla on kaksi kenttäparia, joilla voidaan muokata
turvallisuusparametreja.
Käyttäjä voi testata tulosta viidennen kentän avulla.
Jos vain ensimmäinen Ton/m-kenttä ohjelmoidaan, paineraja on vakio eikä
riipu kulmasta.
__._° -> max 200.0 Ton/m
__._° -> max ___._ Ton/m
Test 90.0° = 200.0 Ton/m
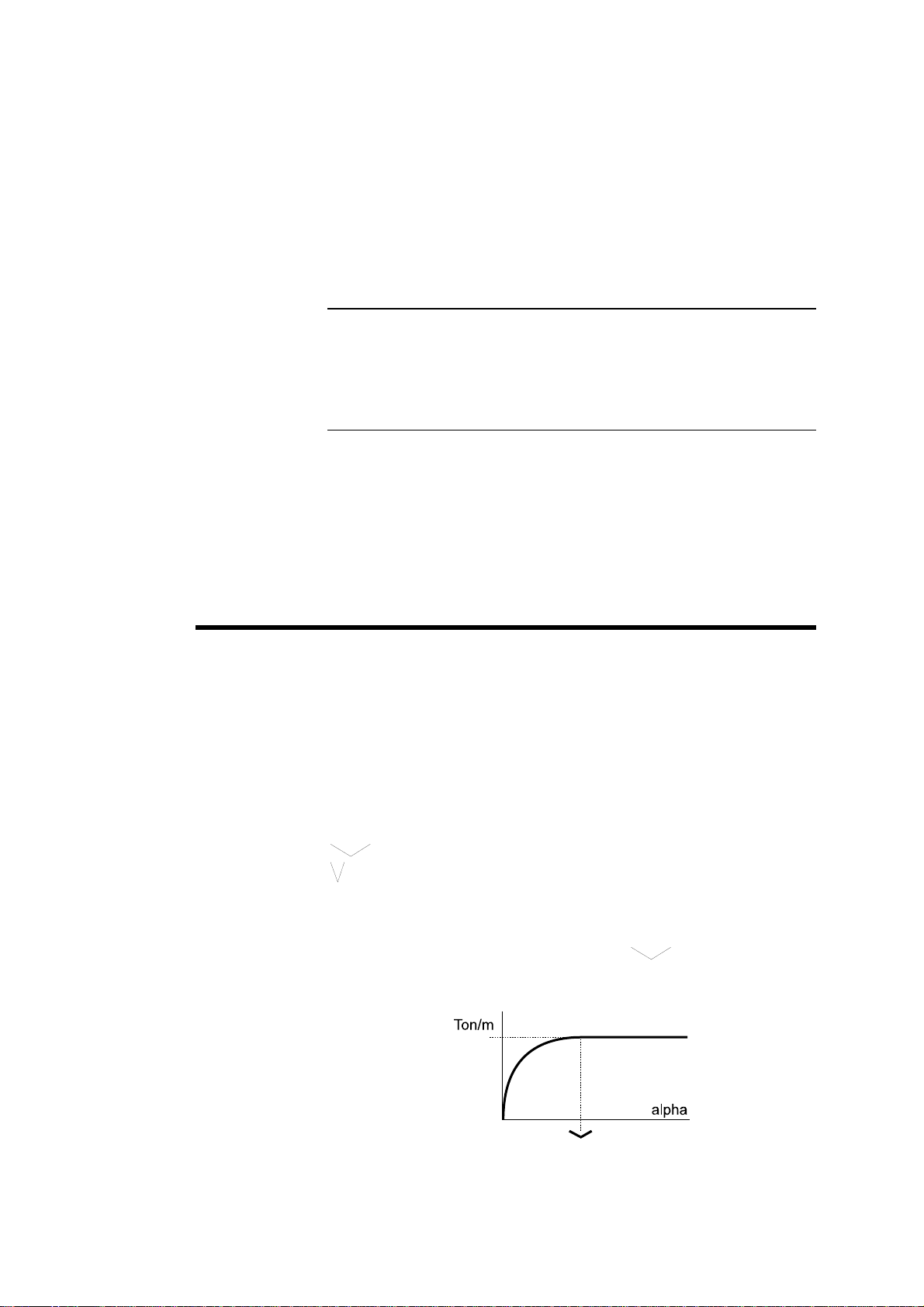
Test-kenttä ilmaisee ohjelmoidun kulman suurimman sallitun voiman.
Kun samalla rivillä olevat kentät "avoin kulma"
ohjelmoitu, sallittavan voiman laskentaa rajoitetaan seuraavassa esitettävän
kuvaajan mukaan.
ja Ton/m on
MÄÄRITELMÄT SIVU 13
Mikäli valmistaja ei erityisesti muuta ilmaise, arvoksi annetaan jo tunnettu
suurin sallittava voima ja 90 asteen suuruinen "avoin kulma"
(kuten alla).
90.0° -> max 200.0 Ton/m
__._° -> max ___._ Ton/m
Test 60.0° = 115.5 Ton/m
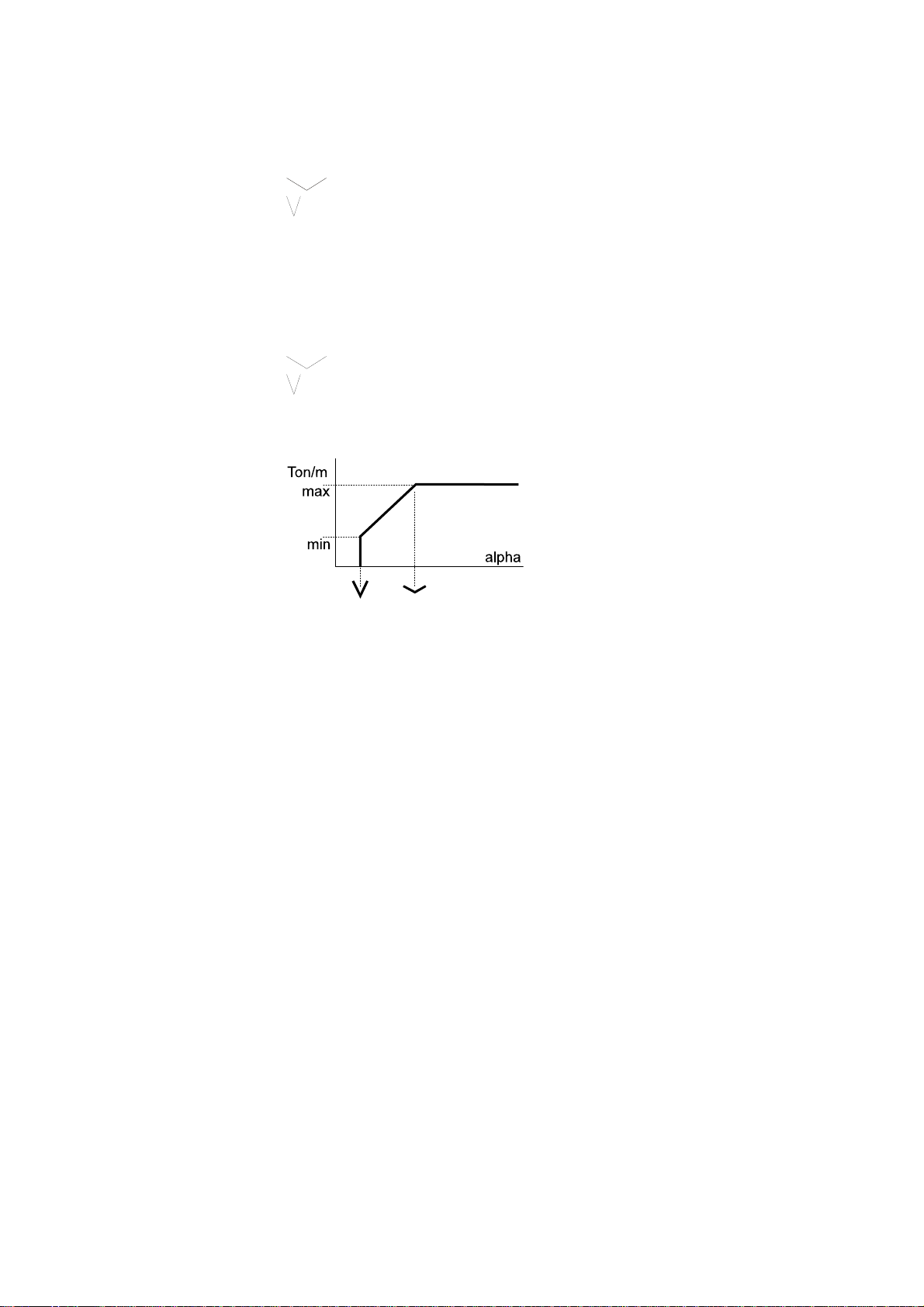
Kun neljä kenttää on ohjelmoitu, sallittavan voiman laskentaa rajoitetaan
seuraavan kuvaajan mukaan. Edellä selostetun menetelmän ja tässä
kappaleessa selostettavan menetelmän välinen valinta riippuu tunnetuista
tiedoista sekä sen henkilön harkinnasta, joka syöttää alatyökalua koskevat
tiedot.
90.0° -> max 200.0 Ton/m
30.0° -> max 45.0 Ton/m
Test 60.0° = 122.5 Ton/m
SIVU 14 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
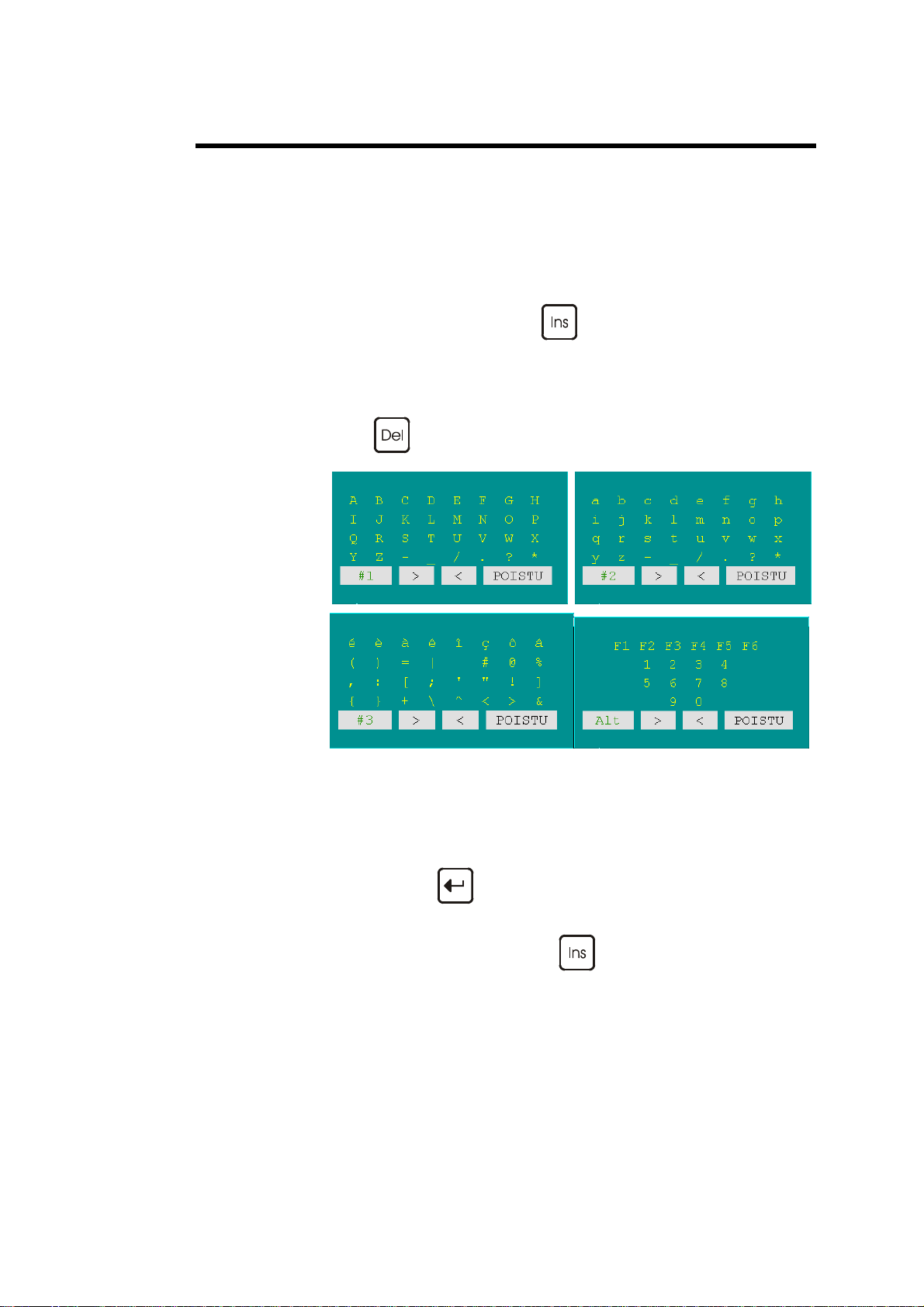
AAKKOSNUMEERISET KENTÄT
Joihinkin kenttiin (TUNNISTE, YLÄTYÖKALU, ALATYÖKALU jne.)
saattaa sisältyä aakkosnumeerisia merkkejä.
Numeeristen ohjainten aakkosnumeerisia kenttiä ohjelmoitaessa on
käytettävä "pehmeää" aakkosnumeerista näppäimistöä.
Ohjelmiston pehmeä aakkosnumeerinen näppäimistö tulee esiin, kun osoitin
sijoitetaan aakkosnumeeriseen kenttään (näppäimistö ei tule esiin, jos kenttä
on vain numeerinen) ja painetaan
Käytettävissä on neljä merkkitaulukkoa (#1, #2, #3 ja Alt).
"Taulukon vaihto":
Osoitetaan kentän vasenta alaosaa #1, #2, #3 tai Alt ja painetaan
tai napsautetaan kentässä hiiren vasenta painiketta.
-näppäintä.
Merkkien syöttäminen aakkosnumeeriseen kenttään:
valitaan merkki
painetaan
Suoritus toistetaan muiden merkkien osalta.
sivulta poistutaan painamalla
MÄÄRITELMÄT SIVU 15
-näppäintä tai napsautetaan hiiren vasenta painiketta.
-näppäintä uudelleen.
KULMAN KORJAAMINEN
Sivut: KORJAUKSET
YLEISIÄ HUOMAUTUKSIA
Konepajoissa käytettävät ohutlevyt ovat harvoin nimellispaksuutensa
mukaisia. Todellinen paksuus on usein ± 10 % nimellisarvosta. Vaihtelu ei
myöskään ole samanlaista koko levyn leveydellä. Vasemman laidan paksuus
voi olla eri kuin oikean laidan paksuus (poikkileikkaukseltaan
puolisuunnikkaan muotoinen profiili). Ohjelmalla voidaan korjata tämän
tyyppinen virhe käsittelemällä toisen reunan korjausta erillään taivutu ksen
toisen reunan korjauksesta.
Taivutussyvyyden laskelmat (sekä venymän, taivutusvoiman ja
bombeerauksen laskelmat) perustuvat nimellispaksuuteen (joka ohjelmoidaan
VAHVUUS -kentässä).
Kulman korjaaminen -luvussa käsitellään kolmea korjaustyyppiä:
Suorat korjaukset
Kulman korjaukset
Levyn vahvuuden mittauksen avulla tehtävät korjaukset
Syöttökentästä riippuen korjaus voi vaikuttaa:
kyseiseen taivutukseen (yksinomaan)
kaikkiin taivutuksiin (joissa on sama kulma), jotka sijaitsevat samassa
poikkileikkauksessa
tuotteen kaikkiin samankulmaisiin taivutuksiin (myös eri
poikkileikkauksissa).
SUORAT KORJAUKSET
Jotta suoria korjauksia voidaan käyttää, DNC:n tulee olla ohjelmointi- tai
puoliautomaattisessa tilassa. Arvo syötetään sivun ensimmäisessä taulukossa
olevaan haluttuun kenttään. Nykyisen taivutuksen numero on näytön
yläosassa.
Jos korjaus koskee palkin molempia puolia, Y1- ja Y2-suureille tulee syöttää
sama arvo.
Samojen periaatteiden mukaan voidaan korjata muitakin akseleita,
kosketuspistettä, taivutusvoimaa sekä bompeerausta.
SIVU 16 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S

Suorat korjaukset ovat kumulatiivisia. Tämä tarkoittaa sitä, että jos tuotteelle
on olemassa kokonaiskorjaus ja kyseiselle taivutukselle on ohjelmoitu
korjaus, tämän taivutuksen kokonaiskorjaus tulee olemaan näiden kahden
korjauksen summa.
KULMAKORJAUKSET
Taivutuksen jälkeen käyttäjä mittaa saadun kulman. Mitattu kulma-arvo
syötetään KULMA -kenttään. DNC laskee automaattisesti korjauksen, jonka
avulla saavutetaan alun perin ohjelmoitu kulma. Mikäli korjatun taivutuksen
tekemisen jälkeen kulma ei vieläkään ole oikea, syötetään uusi mitattu
kulma-arvo. Toimenpide saatetaan joskus joutua toistamaan kahdesta
kolmeen kertaan.
Huomautus: Suorien korjausten taulukkoa ei saa muuttaa samanaikaisesti
kulmakorjausten kanssa.
Suorien korjausten kohteena voi olla:
TAIVUTUS Korjaa vain nykyisen taivutuksen.
LEIKKAUS _ Korjaa määritetyn poikkileikkauksen kaikki
kulmat, joilla on sama ohjelmoitu arvo ja samat
työkalut.
TUOTE Korjaa tuotteen kaikki kulmat, joilla on sama
ohjelmoitu arvo ja samat työkalut.
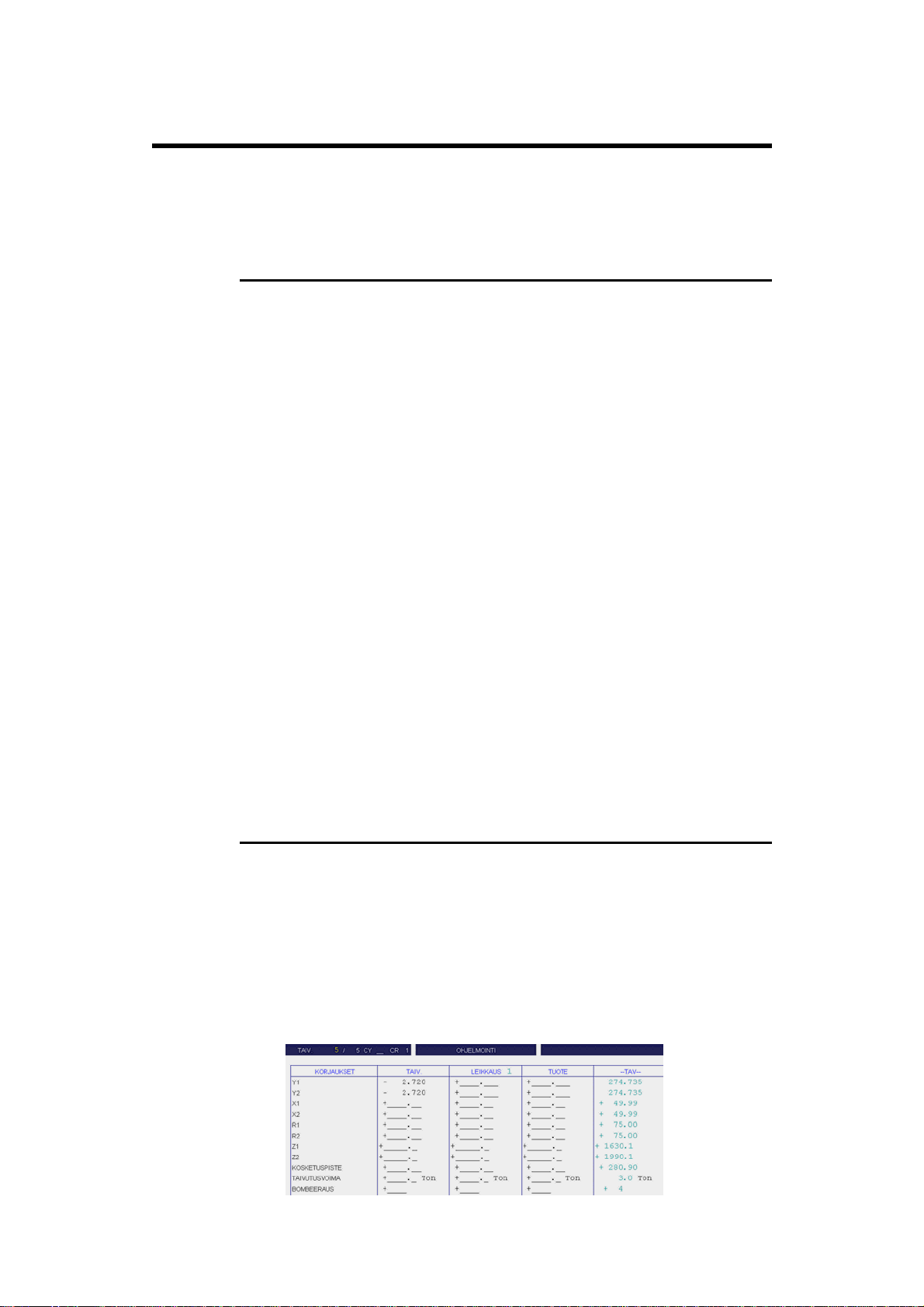
DNC:n tulee olla ohjelmointi- tai puoliautomaattisessa tilassa.
VAHVUUS MITTAUS -kenttä ohjelmoidaan seuraavalla tavalla:
VAHVUUS MITTAUS KESKI EI MOODI VANHA MITTAUS
Saatu kulma mitataan.
Mitattu arvo syötetään KULMA -kenttään johonkin seuraavista
kolmesta sarakkeesta: TAIVUTUS, LEIKKAUS tai TUOTE.
Testataan tulos ja toistetaan tarvittaessa.
Lisätietoja on MATERIAALI -sivulla olevassa TAKAISINJOUSTON
KOMPENSOINTI -koneparametrissa. Tämän parametrin avulla voidaan
korjata pysyvästi tietyssä tasossa oleva kulma.
VAHVUUDEN MITTAUKSEEN PERUSTUVAT KORJAUKSET
Vahvuuden mittaukseen perustuvat korjaukset voidaan tehdä useilla tavoilla,
mutta periaate pysyy samana. Järjestelmä (tai käyttäjä) syöttää DNC:hen
materiaalin todellisen mittausarvon. DNC laskee tarvittavan korjauksen
näiden parametrien avulla.
MÄÄRITELMÄT SIVU 17

Kaksi päämenetelmää ovat
Mittaus YKK-pisteessä (yläkuolokohdassa)
Mittaus KP-pisteessä (ko sketuspisteessä).
Mittaus YKK-pisteessä Mittaus suoritetaan ja arvot syötetään DNC:hen
koneen ollessa YKK-pisteessä.
Mittausarvot syötetään joko tavanomaiseen
tapaan näppäimistöltä tai RS232-yhteyden avulla
sopivaa mittausvälinettä käyttämällä tai muulla
tavalla vasteeseen yhdistettyä järjestelmää
käyttäen.
Mittaus KP-pisteessä Mittaus suoritetaan KP-pisteessä.
Vaihtoehtoja on kolme:
- mittaus palkkia käyttämällä
- mittaus palkkia ja alatyökalun
siirtymää käyttämällä
- todellisen KP-pisteen mittaus ulkoisen
järjestelmän avulla.
Suora- ja kulmakorjauksella on mahdollista vaikuttaa nykyiseen taiv utuksen
korjaukseen, poikkileikkaukseen tai koko tuotteeseen.
Lisäksi vahvuuden mittauksen korjaustoiminnon avulla on mahdollista
erottaa taivutuksen kunkin reunan korjaus. Valinta tehdään KESKI- tai
ÄÄRIMITTAUS -valintaluetteloista (vaihtoehdon käyttöä käsitellään lisää
myöhemmin tässä luvussa).
Huomautuksia: Jos EI VAHVUUS MITTAUS on
valittuna, teknisistä syistä johtuen työn aikana voi
siirtyä vain ohjelmointitilaan (DNC automaattitilassa
ja ohjelmointitilassa).
Teknisistä syistä johtuen myöskään LEVYN
ASEMA- tai VAHVUUS MITTAUS -kenttiä ei voi
enää muokata puoliautomaattisessa tilassa.
Mittaus yläkuolokohdassa (YKK)
Kuten tämän luvun johdannossa on esitetty, mittaus suoritetaan palkin ollessa
YKK-kohdassa.
Tässä luvussa esitetään vain "tavanomaisen" DNC -ohjelman salliman,
käyttäjän suorittaman mittauksen tulosten syöttö.
DNC:n tulee olla ohjelmointi- tai puoliautomaattisessa tilassa.
Mittaus suoritetaan seuraavalla tavalla:
VAHVUUS MITTAUS -kenttä ohjelmoidaan seuraavalla tavalla:
VAHVUUS MITTAUS KESKI YKK MANUAALI MOODI TAIVUTUKSEN
MUKAAN
SIVU 18 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
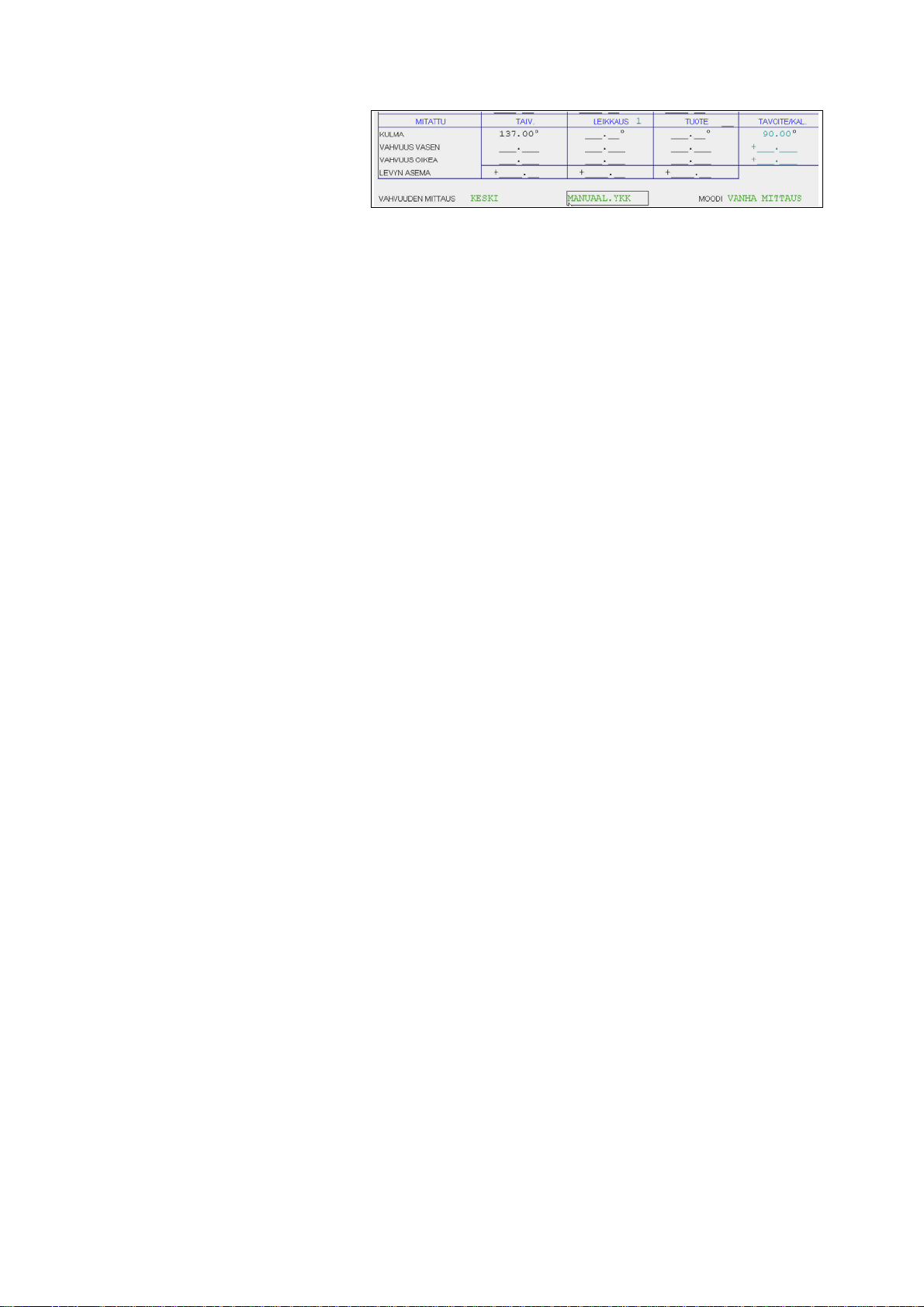
mitataan paksuus tarkalleen (mikrometrin avulla)
syötetään mittaustulos tarpeen mukaan joko TUOTE-, LEIKKAUS-
tai TAIVUTUS -sarakkeen VAHVUUS VASEN -kenttään.
Jos vain VAHVUUS VASEN -kenttä ohjelmoidaan, ohjelmisto
olettaa, että mittaus on suoritettu keskeltä
poistutaan kentästä
taivutetaan.
Jos arvo syötetään sarakkeeseen
TUOTE
- käyttäjän suorittama mittaus millä tahansa taivutuksella jää voimaan
seuraavan mittaukseen asti
- todellinen saatu paksuus tallennetaan tuotetietojen mukana
- todellisen vahvuuden oletetaan olevan sama kaikissa taivutuksissa.
- jokaisen uudelleenmittauksen yhteydessä kaikki taivutukset korjataan
uudelleen
- jos mittausta ei suoriteta, korjaus tehdään viimeisimmän tallennetun
mittauksen perusteella.
LEIKKAUS
- Käyttäjän suorittama mittaus millä tahansa poikkileikkauksen
taivutuksella jää voimaan seuraavan mittaukseen asti.
- Saatu todellinen paksuus tallennetaan sen poikk ileikkauksen
yhteydessä, johon taivutus kuuluu. Se pätee kaikkiin samaan
poikkileikkaukseen kuuluviin peräkkäisiin taivutuksiin.
- Jos suoritetaan uusi mittaus, kaikki kyseisen poikkileikkauk s en
taivutukset korjataan uudelleen.
- Mikäli mittausta ei suoriteta, korjaus tehdään mahdollisen
aikaisemman, tämän poikkileikkauksen yhteydessä tallennetun
mittauksen perusteella.
Huomautus: Mikäli LEIKKAUS -sarakkeessa on joitakin arvoja olemassa,
ne otetaan huomioon, ja TUOTE -sarakkeen arvot jätetään
huomioimatta. Jos LEIKKAUS -sarakkeessa ei ole arvoja,
TUOTE -sarakkeen arvot, mikäli ne ovat olemassa, otetaan
huomioon.
TAIVUTUS
- Käyttäjän suorittama minkä tahansa taivutuksen mittaus pätee vain
kyseiselle mittaukselle. Se tallennetaan myös muistiin.
- Mikäli mittausta ei suoriteta, korjaus tehdään mahdollisen
vanhemman, tämän taivutuksen yhteydessä tallennetun mittauksen
perusteella.
Huomautus: Mikäli TAIVUTUS -sarakkeessa on joitakin arvoja olemassa,
ne otetaan huomioon, ja LEIKKAUS ja TUOTE -sarakkeiden
arvot jätetään huomioimatta. Jos TAIVUTUS -sarakkeessa ei
ole arvoja, LEIKKAUS -sarakkeen arvot, mikäli ne ovat
olemassa, otetaan huomioon. TUOTE -sarakkeen arvot otetaan
huomioon vain, jos se on ainoa arvoja sisältävä sarake.
MÄÄRITELMÄT SIVU 19
Mittaus kosketuspisteessä (KP)
Tässä luvussa esitetään vain mittaus palkin kosketuspisteessä.
Periaate:
Palkki lähestyy tavallisella tavalla (puoliautomaattisessa tai automaattisessa
tilassa). Juuri ennen kuin se saavuttaa teoreettisen kosketuspisteen (KP),
DNC alentaa järjestelmän painetta ja palkki "laskeutuu" vapaasti levyn
päälle. DNC havaitsee palkin pysähtymisen ja mahdollistaa tällä tavoin levyn
vahvuuden mittauksen.
On selvää, että tässä vaiheessa levy ei saa taipua palkin vaikutuksesta,
muutoin mittauksen tulos ei pidä paikkaansa. Tämän toiminnon toimintatapa
riippuu täysin koneen hydraulijärjestelmästä, levyn lähestymisnopeudesta
sekä palkin vähimmäisvoimasta tässä mittausvaiheessa.
Palkin on tässä vaiheessa oltava täysin oikeassa asennossa, muutoin mittaus
antaa täysin väärän tuloksen.
Ihannetapauksessa tuote on sijoitettu koneen keskelle, sen taivutuspituus on
yli 2/3 koneen kokonaispituudesta, ja tuote kestää palkin painon taipumatta.
Kuten muissakin korjauksissa, mittaus voidaan suorittaa valinnan mukaan
tuote-, poikkileikkaus- tai taivutuskohtaisesti tai sen mukaan onko tuote
keskellä vai reunoilla.
Laite on kalibroitava ennen käyttöä.
Kalibrointi
Kalibrointijakso on hyvin samanlainen kuin mittausjakso.
Todellinen saatu paksuus yksinkertaisesti vähennetään nimellispaksuudesta.
Saatu erotus tallennetaan. Erotusta käytetään myöhemmin korjauksena
todellisen vahvuuden laskennassa.
Toimenpiteet:
levy mitataan mikrometrillä
valitaan KALIBROINTI MOODI -tila
arvot syötetään KORJAUKSET -sivun VAHVUUS OIKEA- (oikea
paksuus) ja VAHVUUS VASEN- (vasen paksuus) kenttiin
DNC asetetaan puoliautomaattiseen tilaan
levy asetetaan koneen keskelle, ja taivutus suoritetaan.
jos kalibrointijakso on tehty oikein, todellisen mitatun vahvuuden ja
viitearvojen erotus näkyy --TAVOITE-- -sarakkeessa VAHVUUS
VASEN- ja VAHVUUS OIKEA -riveillä. Ne jäävät sinne seuraavaan
kalibrointiin asti
valitaan joko MOODI TUOTTEEN MUKAAN-, LEIKKAUKSEN
MUKAAN- TAIVUTUKSEN MUKAAN -mittaustila (tuotteen tai
poikkileikkauksen tao taivutuksen mukaan). Tästä lähtien mittaus
suoritetaan työskenneltäessä valitun vaihtoehdon mukaan. Katso myös
alla oleva VANHA MITTAUS -tilan kuvaus.
Huomautus: Jos LEVYN ASEMA (levyn sijainti) -kenttää ei ole määritetty,
levyn oletetaan olevan keskitetty kahden ohjaimen väliin.
Mikäli levyn pituutta ei ole määritelty, pituuden oletetaan
vastaavan kahden ohjaimen Y1 ja Y2 (koneparametreja) välistä
etäisyyttä.
SIVU 20 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
MITTAUS KOSKETUSPISTEESSÄ (KP) -korjauksen käyttö
Kalibroinnin jälkeen valitaan MOODI TUOTTEEN MUKAAN,
LEIKKAUKSEN MUKAAN tai TAIVUTUKSEN MUKAAN (tuote,
poikkileikkaus tai taivutus) sen mukaan, halutaanko mittauksen vaikuttavan
tuotteeseen, poikkileikkaukseen vai taivutukseen.
VANHA MITTAUS Tässä tilassa ei suoriteta uusia mittauksia..
Tuotteen, poikkileikkauksen tai taivutuksen
yhteydessä tallennetut mittaukset pidetään
voimassa ja käytetään.
Tila on käytännöllinen varsinkin silloin, kun
käsitellään riittävän homogeenistä levyerää.
Tällöin riittää, kun paksuus mittaus suoritetaan
ensimmäisen tuotteen ensimmäisen taivutuksen
yhteydessä, ja korjaukset suoritetaan tämän
jälkeen samalla perusteella. Näin ei kulu turhaa
aikaa mittausten suorittamiseen.
Toimintatapa soveltuu myös käytettäväksi
tuoteryhmien kanssa työskenneltäessä, koska
viimeiseen valmistettuun tuotteeseen liittyvät
vanhat mittaukset kopioidaan käytettäväksi
seuraavalle tuotteelle.
KP TOLERANSSI %:NA VAHVUUDESTA
Sivu: KONEPARAMETRIT / MATERIAALIT.
Tässä kentässä voidaan määrittää yläraja aineen
"dispersiolle", kun käytössä on paksuuskorjaus
kosketuspisteessä.
Jos mitattu levynpaksuus on yli tai alle nn %,
taivutusta ei tehdä ja järjestelmä antaa tästä
käyttäjälle ilmoituksen.
Korjaukset (taulukko).
Katso
VAHVUUDEN KORJAUSKERROIN
Sivu: KONEPARAMETRIT / MATERIAALIT.
Tämän taulukon avulla määrittää korjaussarja
vahvuuden vaihtelun perusteella, kun käytetään
vahvuuden korjausta kosketuspisteessä.
Kertoimen oletusarvo on 1,00.
Mikäli käyttäjä huomaa, että tiettyä materiaalia
työstettäessä ohjelmistolla on tapana ylikorjata
(esimerkiksi palkki laskeutuu liian alas, kun
todellinen paksuus on nimellispaksuutta
pienempi, tai palkki ei laskeudu tarpeeksi, kun
todellinen paksuus on nimellispaksuutta
suurempi), käyttäjä syöttää arvon 0,99–0,0
vastaavaan kulma-alueeseen.
Jos ohjelma taas ei korjaa riittävästi, käyttäjä
syöttää arvon 1,01–99,99.
Korjaukset (taulukko).
Katso
MÄÄRITELMÄT SIVU 21
ITSENÄINEN VAHVUUDEN KORJAUS Y1-Y2
Periaatteena on selvittää (jotakin yllä kuvattua menetelmää käyttäen) paksuus
taivutuksen kummassakin reunassa. Tämän sekä levyn sijoitustietojen
perusteella, DNC laskee kaksi eri korjausta Y1- ja Y2-kohtia varten.
Tällainen korjaus on hyödyllinen varsinkin silloin, kun taivutetaan levyjä,
jotka vaihtelevat paljon sekä taivutuspituudeltaan että paksuudeltaan.
Y1:n ja Y2:n itsenäistä vahvuuden korjausta voidaan käyttää sekä
kosketuspisteessä tapahtuvan vahvuuden mittauksen että yläkuolokohdassa
tapahtuvan vahvuuden mittauksen yhteydessä. Toimintoa voi käyttää sekä
tuotteen, poikkileikkauksen että taivutuksen perusteella tehtävän korjauksen
kanssa.
Vahvuuden mittaus yläkuolokohdassa
Toimintaperiaate on muutoin sama kuin aiemmin on kuvattu Mittaus YKKkohdassa -kappaleessa, mutta levyn sijoitus ja paksuus kummassakin
reunassa täytyy ohjelmoida.
Valitaan VAHVUUS MITTAUS ÄÄRIMITTAUKSELLA
Levyn asema ohjelmoidaan LEVYN ASEMA -kenttään ja valittuun
sarakkeeseen.
Samaan sarakkeeseen syötetään levyn paksuus mitattuna tulevan
taivutuksen molemmista reunoista.
Poistutaan kentästä.
Taivutetaan.
Vahvuuden mittaus kosketuspisteessä
Toimintaperiaate on muutoin sama kuin aiemmin on kuvattu Mittaus KPkohdassa -osiossa, mutta levyn sijoitus täytyy ohjelmoida.
Valitaan VAHVUUS MITTAUS - ÄÄRIMITTAUS.
Levyn asema ohjelmoidaan LEVYN ASEMA -kenttään ja valittuun
sarakkeeseen.
Jatketaan kuten edellä Mittaus kosketuspisteessä (KP) -kohdassa.
Jatketaan taivutusta.
KORJAUKSET: HERKKYYS AKK
Sivu: KORJAUKSET, HERKKYYS AKK-kenttä.
Kenttä ilmaisee, kuinka paljon syvyyttä tulee muuttaa, jotta kulma muuttuu
yhden (1) asteen nykyisessä työvaiheessa.
Jos arvo on liian pieni (esimerkiksi pienempi tai yhtä suuri kuin 0,05 mm),
suosittelemme, että käytetään alatyökalua, jonka V-aukko on suurempi.
SIVU 22 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S

LISÄTOIMINNOT
Valmistajat voivat ohjelmoida ja käyttää lisätoimintoja useisiin eri
tarkoituksiin.
Tästä johtuen niitä ei voida käsitellä tässä. Lisätietoja lisätoiminnoista saa
suoraan valmistajalta.
TAKAVASTEEN PERUUTUS
Sivu: NUMEERINEN TAIVUTUS
Takavaste on toisinaan tarpeen irrottaa taivutuksen aikana.
Tämä kenttä ohjelmoituu automaattisesti, kun taivutusalue haetaan
automaattisesti. Käyttäjä voi muokata arvoa simulaation jälkeen.
Peruutusarvo on suhteellinen, yleensä positiivinen arvo. Jos ohjelmoitava
arvo on negatiivinen, voidaan suorittaa negatiivinen "peruutus" eli siirto
alatyökalua kohti.
Koneparametreihin voidaan lisästä oletusperuutuksen vähimmäisarvo.
TAIVUTUS
Alatyökalun pohjaan
LOPULLINEN
Välivaihe
Katso Pohjaaniskutaivutus.
Katso erityistaivutukset
Katso Erityistaivutukset
MÄÄRITELMÄT SIVU 23
TYÖVAIHE ILMAN TAIVUTUSTA
Sivu: NUMEERINEN TAIVUTUS
Joskus voi olla tarpeen luoda esimerkiksi akselin siirtoa tai jonkin
lisätoiminnon suorittamista varten työvaihe, jossa taivutusta ei suoriteta.
Tällöin tälle toimenpiteelle lisätään täydennysvaihe (katso Työvaiheen
lisäys).
NUMEERINEN TAIVUTUS -sivulla, halutun työvaiheen kohdalla
poistetaan kulma ja ohjelmoidaan kosketuskohdan arvoa suurempi
Y1-/Y2-arvo.
Tuotetta työstettäessä akselit ja lisätoiminnot toimivat normaalilla tavalla,
mutta palkki ei laskeudu. Jos DNC on automaattisessa tilassa, seuraava
työvaihe näytetään, akselit sijoittuvat uusien arvojen mukaisesti ja palkki
odottaa laskeutumiskäskyä, kuten normaalistikin.
Mikäli palkki ei laskeudu, vaikka käyttäjä on ohjelmoinut suoraan Y1-/Y2arvot, syötetyt arvot eivät ole suurempia kuin kosketuspisteessä olevat arvot.
TAIVUTUSLASKURI
Suoritettujen taivutusten lukumäärä tietystä päivämäärästä lähtien näkyy
ESITTELY -sivulla. Laskuri on tehtaalta lähtiessä nollassa. Laskuri
käynnistyy ja ensimmäisen taivutuksen päivämäärä kirjautuu automaattisesti,
kun automaattisessa tai puoliautomaattisessa tilassa tehdään ensimmäinen
taivutus. Tätä tietoa ei voi muokata toimipaikalla.
TAIVUTUSVOIMA
Sivu: NUMEERINEN TAIVUTUS
Kenttä lasketaan automaattisesti, jos pituus, paksuus, sigma ja työkalut ovat
tiedossa. Siitä käy ilmi taivutukseen tarvittava voima (tonneina).
Kenttä voidaan ohjelmoida uudelleen tarpeen mukaan. Jos annettu arvo on
suurempi kuin työkalun kesto, vuorovaikutteiseen kenttään tulee
virheilmoitus. Nämä turvatoimenpiteet suoritetaan, kun DNC -tilaa
vaihdetaan (katso Työkalut).
SIVU 24 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
TAIVUTUSJÄRJESTYS
AUTOMAATTINEN TAIVUTUSJÄRJESTYS
Taivutusjärjestys voidaan haluttaessa hakea ohjelmalla automaattisesti. Tulos
riippuu "simulointikriteereistä", jotka käyttäjä voi syöttää sen mukaan, mitä
vaatimuksia valmistettava tuote edellyttää (katso Simulointiehdot).
Syötetään tuotteen tiedot (katso Käyttöohje).
TAIVUTUS 2D -sivu, TAIVUTUS 3D -sivu.
Valitaan simulointikriteerit.
Siirretään osoitin SIMUL -kenttään ja valitaan EI OHJELMOITU.
Valitaan toimintovalikosta ETSI TAIVUTUSJÄRJESTYS.
Tuotteen monimutkaisuudesta riippuen ohjelma tuottaa valmiin ratkaisun,
osittaisen ratkaisun tai ei lainkaan ratkaisua. Katso Taivuttamaton Tila (alla).
Yllä: lähtötilanne.
Haluttu tilanne.
TAIVUTUSJÄRJESTYKSEN MUUTTAMINEN
Toiminto on kätevintä suorittaa TAIVUTUS 2D -sivulla (3D-versiossa
toimintoa voi käsitellä TAIVUTUS 3D -sivulla. Katso myös 3D Referenssi-
käsikirja).
MÄÄRITELMÄT SIVU 25
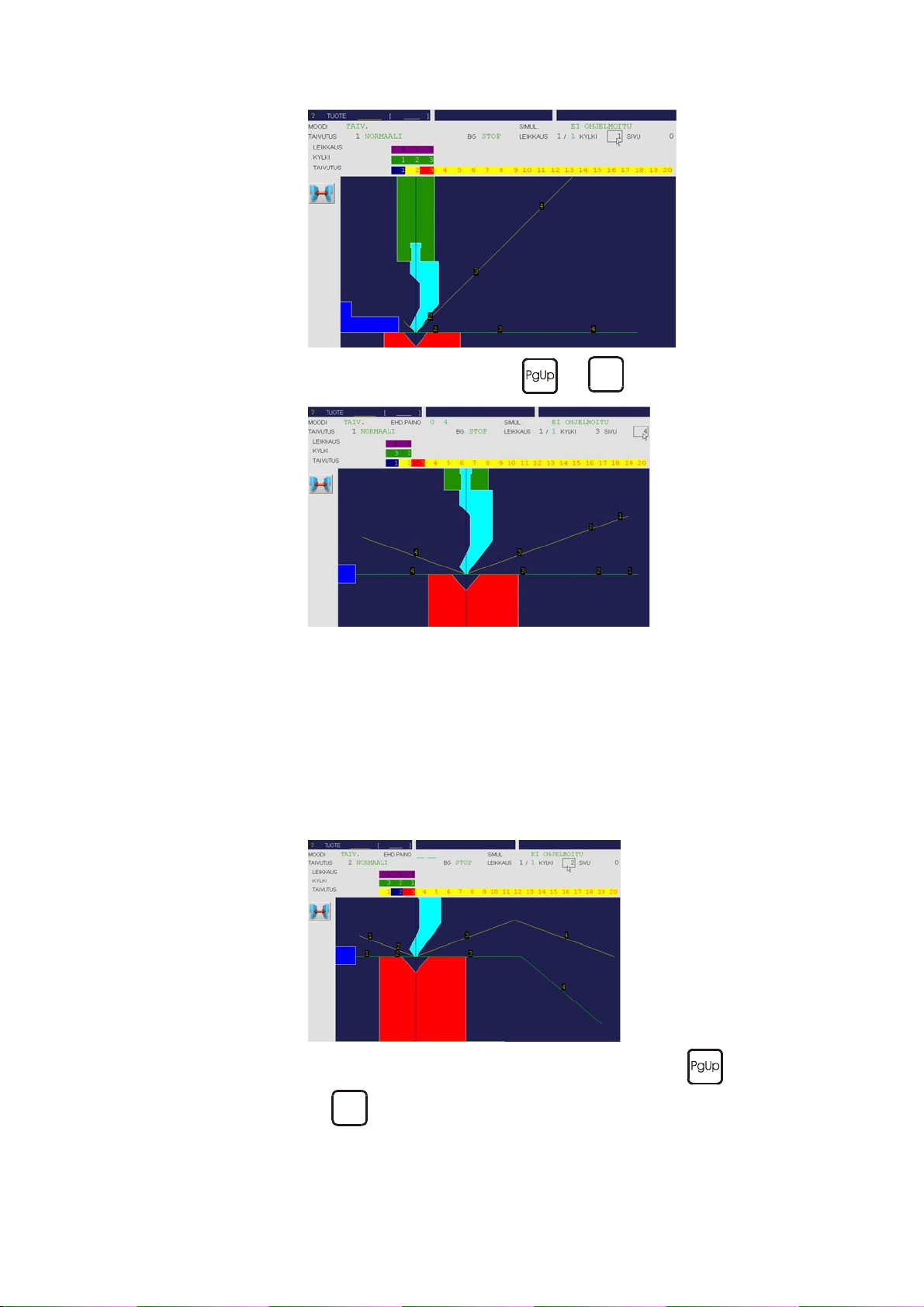
Pg Dn
Valitaan muutettava työvaihe (
- tai
-näppäin).
Siirretään osoitin KYLKI -kenttään ja syötetään taivutettavan kyljen
numero (3).
Siirretään osoitin SIVU -kenttään ja syötetään vasteen numero (4).
Ohjelman ehdottamat mahdolliset vasteet näkyvät SIVU EHD kentässä.
Valitaan toimintovalikosta SIMULOI TAIVUTUS.
Valitun kyljen taivuttava työvaihe on poistettu.
Seuraava työvaihe taivuttaa saman kyljen (TAIVUTUS 2).
Vasteen paikkaa voidaan muuttaa tarvittaessa.
"Siirrytään" muutettavaan työvaiheeseen (TAIVUTUS 3
Pg Dn
-näppäimellä).
Asetetaan osoitin jälleen KYLKI -kenttään ja syötetään kyljen
numero. Sitten napsautetaan SIVU -kenttää ja syötetään tämän
työvaiheen vasteen numero (esimerkiksi KYLKI 1 ja SIVU 0).
SIVU 26 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
- tai
Valitaan toimintovalikosta SIMULOI TAIVUTUS.
Jatkossa toimitaan samoin muiden taivutusten osalta tai simulaation
täydelliseksi toteuttamiseksi.
Jos kylkien ja vasteiden numerointi on suoritettuna, jokaista taivutusta ei
tarvitse simuloida. Kun työvaihe on syötetty, kohdistin siirretään SIMULkenttään, valitaan OHJELMOITU TAIVUTUS ja ETSI
TAIVUTUSJÄRJESTYS (toimintovalikosta).
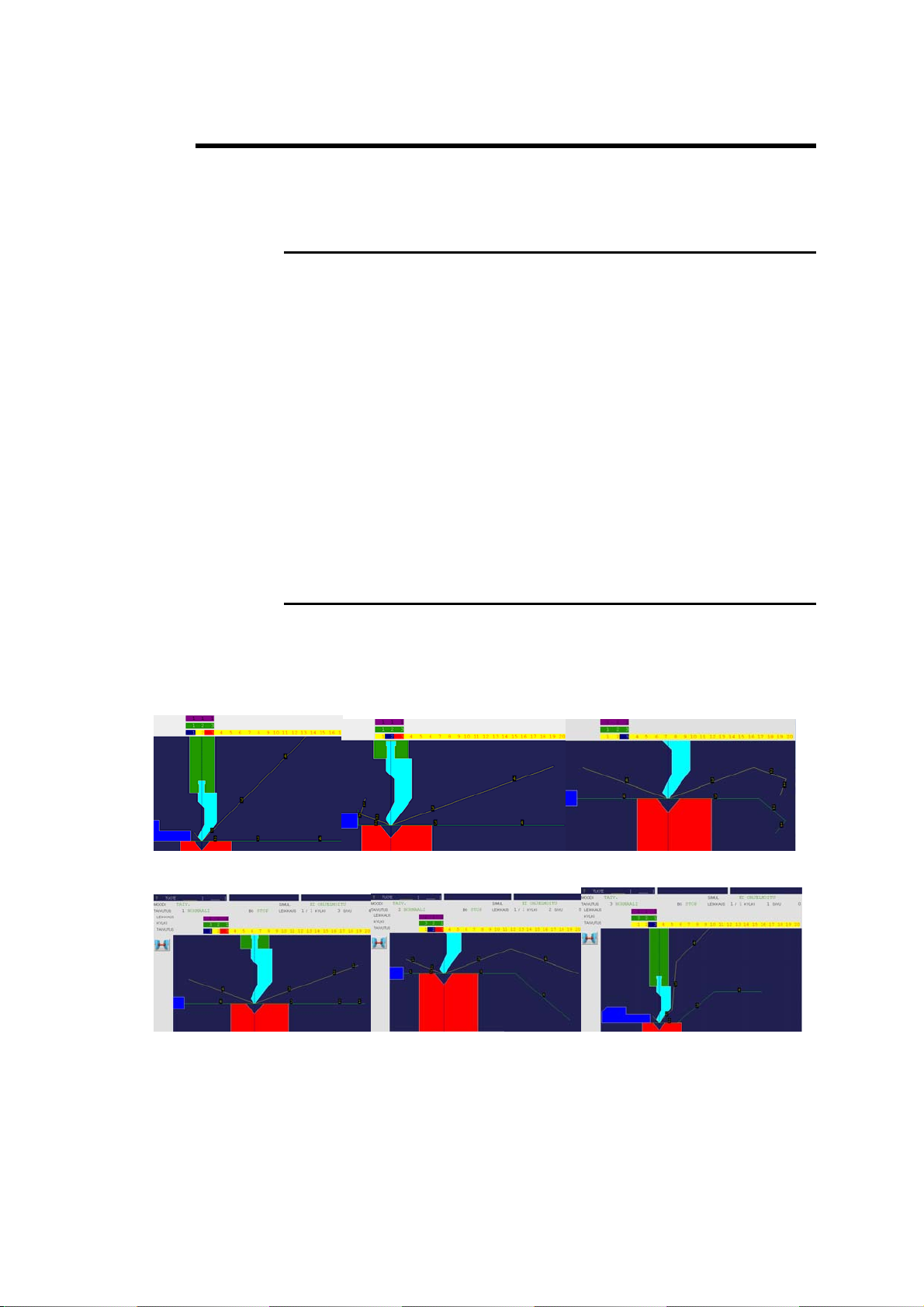
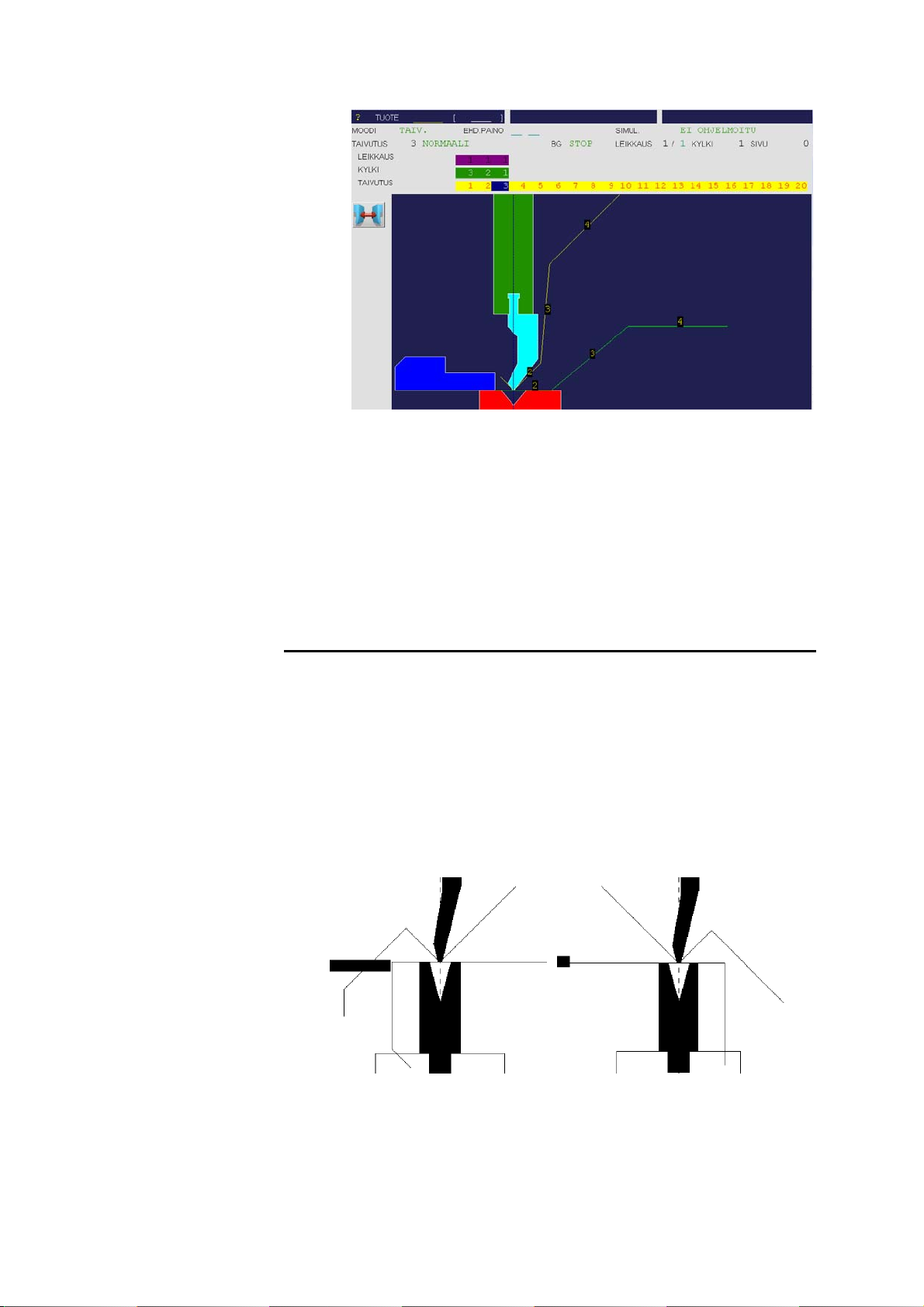
TAIVUTTAMATON TILA
Taivuttamaton tilan on käyttökelpoinen silloin, kun ohjelma ei pysty
löytämään ratkaisua taivutusjärjestykselle.
Taivuttamaton tila esittää lopputuotetta. Käyttäjä määrää käsin
taivutusjärjestyksen muutoin samalla tavalla kuin edellä on esitetty, mutta
aloittaa viimeisestä taivutuksesta ja siirtyy kohti ensimmäistä.
Seuraavassa on yksinkertainen esimerkki, jossa tuote koskee pöydän kehystä
ennen taivutusta, mutta levy pysyy paikoillaan. Ratkaisu tilanteeseen on
luoda välitaivutus. Ratkaisu on kuvattu Erityistaivutukset -kohdassa.
Tässä luvussa esitetään vain taivutuksettoman tilan käyttö.
Ensimmäisessä kuvassa tuote koskee viimeisessä taivutuksessa. Toisessa
kuvassa kosketuspiste on jo toisessa taivutuksessa.
MÄÄRITELMÄT SIVU 27
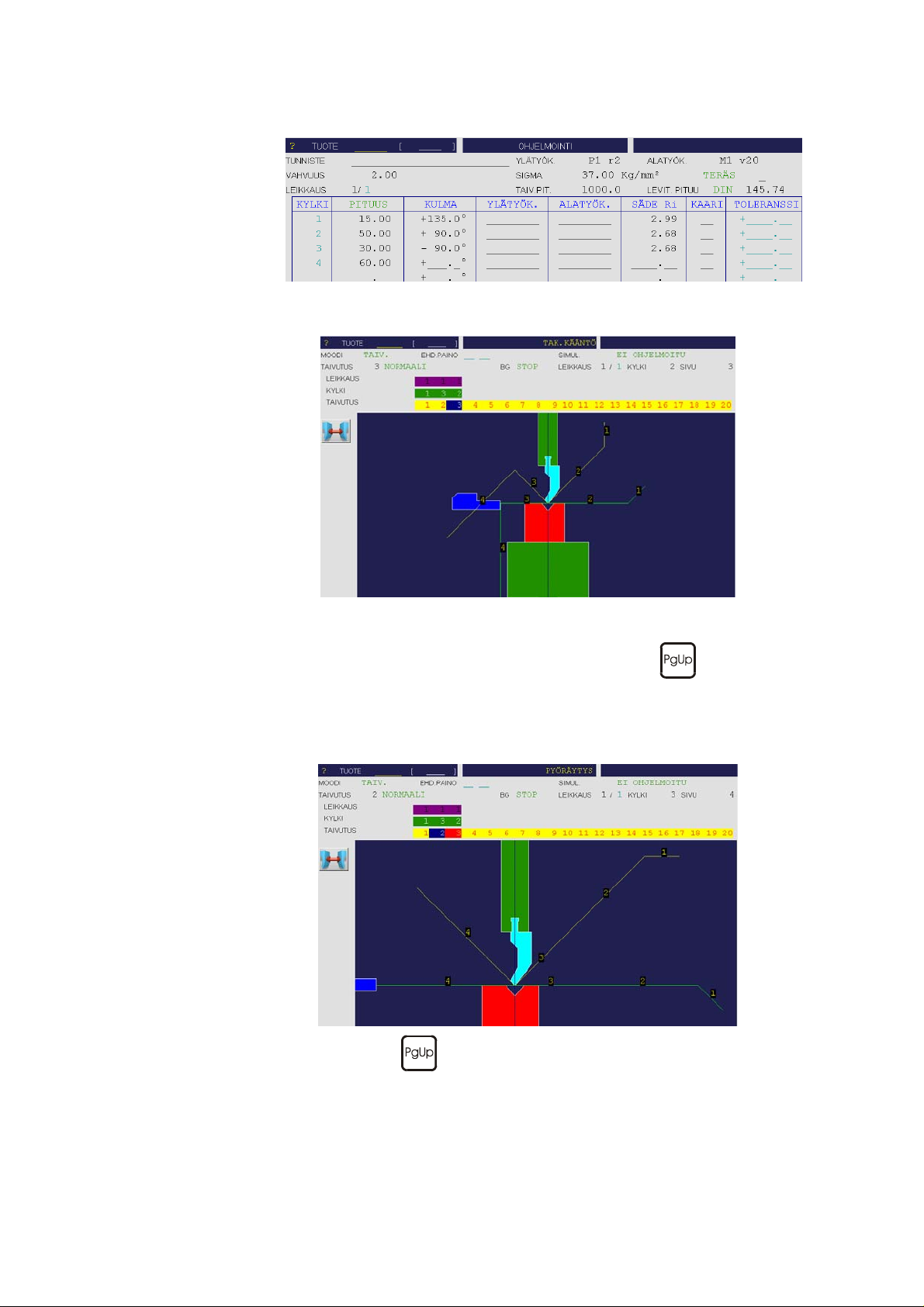
Seuraavassa ovat tuotteen syötetyt tiedot (alatyökalun korkeus on 50 mm):
Kun TAIVUTUS 2D -sivulla pyydetään taivutusjärjestystä, näyttöön tulee
ilmoitus Ei löydä ratk..
Valitaan AVATTU -tila.
Viimeisin taivutus näkyy näytöllä, joten kosketuksen huomaa heti.
Jos näyttöön tulee kosketukseton ratkaisu, painetaan
-näppäintä
ja katsotaan, pystyykö ohjelma ratkaisemaan ongelman. Jos ohjelma
ei ehdota ratkaisua, kosketus on tapahtunut.
KYLKI -kenttään ohjelmoidaan tai muutetaan eri kyljet, jotta
nähdään ohjelman tarjoamat eri vaihtoehdot.
Siirrytään
-näppäimellä edelliseen työvaiheeseen.
Jos ohjelma löytää ratkaisun, se sekä muut mahdolliset kyljet
näkyvät näytössä heti (ohjelman ehdottama kylki näkyy EHD.
KYLKI -kentässä).
Taivutuksettomassa tilassa ehdotetut kyljet näkyvät EHD. KYLKI -kentässä.
Näin käyttäjä voi syöttää ehdotetut kyljet yksitellen KYLKI -kenttään ja
tarkistaa, mikä tulos ehdotuksella tulisi.
SIVU 28 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Loading...