


okuma OSP P200 User Manual
SISTEM CNC
O
O
MANUAL DE PROGRAMARE
S
S
P
P
–
–
P
P
2
2
0
0
0
0
L
L
_
_
Revizia II (Dec. 2006).
(1st Edition) Pub No. 5238-E-R5 (LE33-013-R01a) May. 2005

MASURI DE SIGURANTA
Masina este echipata cu mecanisme de siguranta care servesc pentru protectia
personalului si a masinii de la pericole neprevazute. Operatorii nu trebuie sa se bazeze
exclusiv pe aceste mecanisme de siguranta ; ei trebuie sa se familiarizeze cu
indrumarile referitoare la protectia muncii prezentate mai jos pentru a asigura o
exploatare fara accidente.
Acest manual de instructiuni si semnele de avertizare atasate pe masina acopera numai
acele pericole pe care Okuma poate sa le prevada. Acest manual nu acopera toate
pericolele posibile.
1. Precautii cu privire la instalarea masinii
(1) Instalati masina intr-un loc unde sunt urmatoarele conditii (conditii pentru
realizarea preciziei garantate) :
• Temperatura ambientala : 17 pana la 250C
• Umiditatea : 40% pana la 75% la 200C (fara condens)
• Locul amplasarii nu este supus direct razelor soarelui sau vibratiei excesive ;
mediu fara praf, gaze corozive etc. pe cat posibil.
(2) Pregatiti o sursa de tensiune care are urmatoarele particularitati :
• Tensiune : 200V
• Variatia tensiunii : ±10% max.
• Frecventa : 50/60 Hz
• Nu furnizati curent de la un panou de distributie care genereaza o sursa
majora de zgomot (de exemplu aparat de sudura, etc.) deoarece aceasta
ar putea cauza nefunctionarea unitatii de CN.
• Pe cat posibil, conectati masina de impamantarea care nu este folosita de
alt utilaj. Daca nu este alta cale decat folosirea unei impamantari comune,
celalalt utilaj nu trebuie sa genereze mult zgomot (aparat de sudura, etc.)
(3) Mediul de instalare
Urmati punctele de mai jos la instalare.
• Asigurati-va ca unitatea CNC nu sta direct in soare.
• Asigurati-va ca dulapul de control nu este stropit cu apa, ulei sau span.
• Asigurati-va ca dulapul de control si panoul de comanda nu sunt expuse
socurilor sau vibratiilor excesive.
0
• Temperatura ambientala admisa este intre 0 si 40
.
• Umiditatea este intre 30 si 95% (fara condens).
• Altitudinea maxima la care unitatea de control poate fi folosita este 1000m.
I

2. Verificari inainte de pornire
(1) Inchideti toate usile pentru prevenirea intrarii apei, spanului, si prafului.
(2) Verificati ca nu este nimeni aproape de partile in miscare ale masinii, si ca nu sint
obstacole in jurul masinii, inainte de inceperea lucrului.
(3) La pornirea curentului, porniti comutatorul principal intai, apoi intrerupatorul de
CONTROL ON de pe panoul de comanda.
3. Precautii cu privire la operarea Manuala/Continua
x Urmati intotdeauna instructiunile din manual.
x Nu manevrati masina cu opritorii sau scuturile puse.
x Intotdeauna inchideti usa inaintea inceperii prelucrarii.
x Nu incercati sa rulati un program nou fara a-l verifica. Rulati programul fara
piesa prinsa in mandrina si vedeti sa nu existe interferente. Dupa ce v-ati
asigurat ca nu sunt probleme, prelucrati o piesa. Daca nu sunt probleme, se
poate trece la prelucrarea automata.
x Inainte de inceperea oricarei operatii verificati :
a. Rotatia axului principal
b. Indexarea turelei
c. Miscarea dupa axe
x Nu atingeti spanul sau piesa in timp ce axul se roteste.
x Nu incercati sa opriti un obiect care se misca cu mana sau cu o scula.
x Verificati conditiile de instalare a falcilor, presiunea hidraulica, si viteza
maxima admisa pentru universal.
x Verificati instalarea si aranjamentul sculelor.
x Verificati reglajul decalajului sculei.
x Verificati reglajul decalajului fata de zero.
x Verificati ca viteza de rotatie si avansul de lucru sunt la 100%.
x Inainte de miscarea turelei, verificati limitele impuse prin soft si pozitiile
limitatoarelor in caz de urgenta LS pentru axa X si Z.
x Verificati pozitia de indexare/rotatie a turelei.
x Verificati pozitia axului pinolei.
x Verificati ca operatiile de aschiere sunt in gama de transmisie a puterii si fortei.
x Verificati ca piesa este prinsa bine in mandrina sau elementul de prindere.
x Verificati pozitiile de curgere a emulsiei. Ele trebuie asezate in asa fel incat sa
furnizeze emulsie in locurile corespunzatoare.
4. La terminarea lucrului
(1) La terminarea lucrului, curatati in jurul masinii.
(2) Puneti magazia de scule si celelalte echipamente in pozitia de retragere
predeterminata.
II

(3) Inchideti curentul intotdeauna inainte de a pleca.
(4) Inchideti intai intrerupatorul CONTROL ON de pe panoul de comanda, apoi
comutatorul principal.
5. Masuri in timpul inspectiei de intretinere sau cand se intampla probleme
In scopul prevenirii accidentelor neprevazute, deteriorari ale masinii etc. este esential
sa se urmareasca urmatoarele cand se fac inspectii de intretinere sau in timpul
verificarii cand au aparut probleme.
(1) Cand apar probleme, apasati butonul de oprire in caz de urgenta de pe panoul
de comanda pentru a opri masina.
(2) Consultati persoana responsabila cu intretinerea pentru a determina masurile
corective necesare de luat.
(3) Daca doua sau mai multe persoane trebuie sa lucreze impreuna, sa-si
stabileasca semnale inainte de trecerea la un nou pas.
(4) Folositi numai componente si sigurante specificate.
(5) Intotdeauna inchideti curentul inaintea inceperii inspectiei sau schimbarii
componentelor.
(6) Cand componentele sunt indepartate in timpul inspectiei sau reparatiilor,
inlocuiti-le intotdeauna asa cum erau si prindeti-le bine in suruburi etc.
(7) La efectuarea inspectiilor unde sunt folosite instrumente de masurare, de
exemplu tensiunea, asigurati-va ca instrumentul este calibrat corespunzator.
(8) Nu tineti materiale inflamabile sau metale in interiorul zonei de lucru.
(9) Verificati cablurile sa fie nedeteriorate
(10) Intretinerea in interiorul dulapului electric de control si la panoul de comanda :
a. Inchideti curentul inainte de deschiderea usii de la dulapul electric.
b. Chiar daca comutatorul principal este inchis, pot exista curenti reziduali la
unitatea de actionare MCS (servo/ax principal), si din acest motiv numai personalul
de service are acces in aceasta zona. Chiar si atunci, ei trebuie sa fie atenti la faptul
ca curentii reziduali (servo/ax principal) se descarca la doua minute dupa ce
comutatorul principal este inchis.
c. Unitatea de CN are o placa de circuit in a carui memorie se stocheaza
programele de prelucrare, parametrii etc. Pentru a nu se pierde memoria chiar si
dupa ce este inchis curentul, exista un acumulator care alimenteaza acest circuit.
Numai personalul de service poate efectua lucrari la aceste placi de memorie.
(11) Inspectia periodica de la dulapul de control
Curatarea unitatii de racire
Ventilatorul de la dulapul de control serveste la racirea lui. La fiecare trei luni
inspectati urmatoarele.
x Motorul ventilatorului functioneaza ?
Motorul functioneaza bine daca este un curent de aer puternic
x Este admisia de aer blocata ?
Daca este blocata, curatati-o cu aer comprimat.
III
6. Masuri generale
(1) Pastrati curat si organizat in jurul masinii.
(2) Purtati imbracaminte adecvata.
(3) Aveti grija ca imbracamintea sau parul sa nu se prinda in masina. Operatorii
trebuie sa poarte echipament de protectie precum bocanci si ochelari de
protectie.
(4) Manualul de instructiuni trebuie citit cu atentie pentru ca procedura ce urmeaza a
fi urmata sa fie bine cunoscuta.
(5) Retineti pozitia butonului de urgenta pentru a-l putea apasa imediat in orice
moment si din orice pozitie.
(6) Nu lucrati in interiorul panoului de comanda, transformatorului, motorului etc.,
deoarece sunt conectate la tensiuni ridicate sau alte componente existand
pericole de electrocutare.
(7) Daca doua sau mai multe persoane trebuie sa lucreze impreuna, sa-si
stabileasca semnale intre ei pentru confirmarea lucrului in siguranta.
7. Simboluri utilizate in acest manual
Indicatoarele de avertizare sunt folosite in acest manual pentru a atrage atentia asupra
importantei. Cititi instructiunile marcate cu aceste simboluri cu atentie si urmati-le.
Indica un pericol iminent care, daca nu este evitat, va rezulta in
deces sau raniri serioase
Indica un pericol iminent care, daca nu este evitat, pot rezulta in
deces sau raniri serioase
Indica pericole care, daca nu sunt evitate, pot rezulta in raniri
usoare sau echipamente stricate
Precautii la operare sau manevrare
Ecranele afisate
Ecranele afisate ale CN difera depinzand de specificatiile selectate ale CN. Ecranele
aratate in acest manual pot sa nu fie exact cu cele afisate pe CN.
IV
CUPRINS
CAPITOLUL 1 CONFIGURATIA PROGRAMULUI
1. Tipurile de programe 7
2. Numele programului 8
3. Numele secventei 8
4. Formatul programului 9
4.1 Configurarea cuvantului 9
4.2 Configurarea blocului 9
4.3 Programul 9
4.4 Caracterele adresa folosite la programare 10
5. Functiile de operare matematice 11
6. Stergere bloc 13
7. Functia Comentariu (CONTROL OUT/IN) 14
8. Capacitatea de stocare a programului in memorie 14
9. Limite variabile 14
10. Determinarea avansului pentru aschiere dupa axa C 14
10.1 Prelucrarea numai cu controlul axei C 14
10.2 Prelucrarea cu controlul simultan al axei C si Z 15
10.3 Prelucrarea cu controlul simultan al axei C si X 17
10.4 Prelucrarea cu controlul simultan al axelor C, Z si X 19
CAPITOLUL 2 SISTEMELE DE COORDONATE SI COMENZILE
1. Sistemele de coordonate 22
1.1 Sistemele de coordonate si valorile 22
1.2 Sistemul de coordonate al traductorului de pozitie 22
1.3 Sistemul de coordonate al masinii 22
1.4 Sistemul de coordonate al programului 22
2. Comenzile pe axele de coordonate 23
2.1 Axa controlata 23
2.2 Comenzile in sistem imperial 26
2.3 Pozitia zecimalei 26
2.4 Comenzi absolute/incrementale (G90, G91) 28
2.5 Comenzile pentru diametru si raze 29
7
22
CAPITOLUL 3 FUNCTII MATEMATICE
1. Pozitionarea (G00) 30
2. Interpolare liniara (G01) 30
3. Interpolare circulara (G02, G03) 31
4. Tesire automata 35
4.1 Tesire-C (G75) 35
4.2 Rotunjire (G76) 37
4.3 Tesire automata sub orice unghi 39
30

5. Cuplul limita si functia de ignorare cuplu 41
5.1 Comanda de limitare a cuplului (G29) 42
5.2 Comanda de revocare a cuplului limita (G28) 42
5.3 Comanda de ignorare a cuplului (G22) 42
5.4 Setarea parametrului 44
5.5 Exemplu de program 45
CAPITOLUL 4 FUNCTII PREGATITOARE
1. Oprire temporizata (G04) 46
2. Deplasare a punctului zero/setarea vitezei maxime de rotatie (G50) 46
2.1 Deplasare a punctului zero 46
2.2 Setarea vitezei maxime de rotatie 47
3. Controlul sagetii (G64, G65) 48
4. Avans per rotatie (G95) 48
5. Avans per minut (G94) 49
6. Viteza constanta de aschiere (G96/G97) 49
CAPITOLUL 5 FUNCTIILE S, T SI M
1. Functiile s (functiile arborelui principal) 51
2. Functia codului SB 51
3. Functiile T (functiile sculei) 52
4. Functiile M (functiile auxiliare) 53
5. Comenzile sculei rotative 58
5.1 Formatul de programare 58
5.2 Codurile M utilizate pentru axa C 59
6. Functia de verificare a duratei STM 61
6.1 Conditii de verificare PORNIT (ON) 61
6.2 Setarea timpului ciclului S, T, M 61
6.3 Exemplu de cronometrare 61
46
51
CAPITOLUL 6 FUNCTIA DE COMPENSARE
1. Functia de compensare a razei varfului sculei (G40, G41, G42) 63
1.1 Descriere generala 63
1.2 Compensarea razei varfului sculei pentru operatiile de strunjire 63
1.3 Operatia de compensare 64
1.4 Comenzile de compensare a razei la varf (codurile G, T) 66
1.5 Afisarea datelor 67
1.6 Memoria intermediara 68
1.7 Traseul centrului varfului sculei cu raza “R” in regim de
compensare a razei varfului
1.8 Programarea compensarii razei la varf 70
63
68

2. Functia de compensare a razei cutitului 98
2.1 Generalitati 98
2.2 Programarea 98
2.3 Operatiile 100
CAPITOLUL 7 CICLURI FIXE
1. Functii ciclu fix 104
2. Ciclu fix de filetare cilindrica 104
2.1 Ciclu fix de filetare: longitudinal (G31, G33) 104
2.2 Ciclu fix de filetare: fata frontala (G32) 106
3. Cicluri de filetare variabile (G34, G35) 108
4. Precautii la programarea cilcului de filetare 109
5. Ciclul de filetare multipla (G71/G72) 116
5.1 Ciclul longitudinal de filetare (G71) 116
5.2 Exemplu de program pentru ciclul fix longitudinal de filetare
(G71)
5.3 Ciclul transversal fix de filetare (G72) 118
5.4 Codul M care specifica regimul de filetare si avansul de lucru 119
5.5 Functia de filetare cu mai multe inceputuri in ciclul fix de filetare
(multiplu)
6. Ciclul fix de canelare/gaurire 131
6.1 Ciclul longitudinal fix de canelare 131
6.2 Exemplu de program pentru ciclul longitudinal fix de canelare
(multipla) (G73)
6.3 Ciclu fix transversal de canelare/gaurire (G74) 133
6.4 Exemplu de program pentru ciclul transversal fix de
canelare/gaurire (G74)
6.5 Miscarile sculei in ciclul transversal fix de canelare/gaurire
(multipla)
7. Ciclul fix de filetare cu tarodul 135
7.1 Ciclul de filetare pe dreapta cu tarodul (G77) 135
7.2 Ciclul de filetare pe stanga cu tarodul (G78) 136
8. Cicluri fixe (multiple) 137
8.1 Lista comenzilor ciclurilor fixe (multiple) 137
8.2 Miscarile de baza pe axe 138
8.3 Caracterele din adresa 144
8.4 Codurile M 145
8.5 Ciclul de gaurire (G181) 146
8.6 Ciclul de alezare (G182) 147
8.7 Ciclul de gaurire adanca (G183) 148
8.8 Ciclul de filetare cu tarodul (G184) 149
8.9 Ciclul longitudinal de filetare (G185) 150
8.10 Ciclul transversal de filetare (G186) 151
8.11 Ciclul continuu longitudinal de filetare (G187) 152
8.12 Ciclul continuu transversal de filetare (G188) 153
8.13 Ciclul de alezare (cu alezoare/cu bara de alezat) (G189) 154
8.14 Prelucrarea canalelor de pana (G190) 155
8.15 Ciclul de filetare sincronizata cu tarodul 158
8.16 Functia de repetitie 161
104
117
130
132
134
134

8.17 Comanda de retragere a sculei in ciclul de gaurire adanca
162
pentru evacuarea spanului
8.18 Setarea adancimii de gaurire (numai pentru ciclurile de gaurire) 163
8.19 Selectarea punctului de intoarcere 165
8.20 Functia de anulare interblocarea axului sculei rotative (optional) 166
8.21 Observatii 166
8.22 Exemple de program 167
CAPITOLUL 8 FUNCTIA DE GENERARE AUTOMATA A PROGRAMULUI PE
STRUNG (LAP)
1. Sumar 173
2. Codurile G utilizate pentru a desemna regimul de prelucrare (G80,
G81, G82, G83)
3. Lista modurilor de prelucrare 175
4. Listele cu coduri si parametri 180
5. Ciclul de strunjire din semifabricat cilindric (bara) 182
6. Schimbarea conditiilor de prelucrare in ciclul de strunjire bare (G84) 183
7. Ciclul de strunjire prin copiere 184
8. Ciclul de finisare (G87) 185
9. Ciclul continuu de filetare (G88) 185
10. Moduri de programare automata AP 187
10.1 Modul I de programare automata AP (strunjirea din semifabricat
cilindric – bara)
10.2 Modul II de programare automata AP (strunjirea prin copiere) 195
10.3 Modul III de programare automata AP (ciclul continuu de
filetare)
10.4 Modul IV de programare automata AP (ciclul de strunjire din
semifabricat cilindric cu viteza mare)
10.5 Modul V de programare automata AP (ciclul copiere profil bara) 216
11. Aplicatie a functiei LAP 234
173
174
187
200
202
CAPITOLUL 9 GENERAREA CONTURULUI
1. Functia de programare a generarii conturului (frontal) 237
1.1 Generalitati 237
1.2 Formatul de programare
1.3 Exemple de programare
1.4 Informatie suplimentara 245
2. Functia de programare a generarii conturului (longitudinal) 248
2.1 Sumar 248
2.2 Formatul de programare 249
2.3 Precautii 249
237
237
238

CAPITOLUL 10 CONVERSIA SISTEMULUI DE COORDONATE
1. Sumar 252
2. Formatul conversiei 253
3. Exemple de program 253
4. Informatie suplimentara 254
252
CAPITOLUL 11 PROGRAMAREA PENTRU PRELUCRAREA SIMULTANA PE 4
AXE (Model 2S)
1. Programarea 256
1.1 Selectarea turelei 256
1.2 Comanda de sincronizare (codul P) 257
1.3 Codul M (M100) de sincronizare a asteptarii pentru prelucrarile
simultane
2. Formatul de programare 259
3. Precautii la programarea prelucrarii simultane pe 4 axe 261
4. Exemplu de programare 263
4.1 Fisa tehnologica de program 264
CAPITOLUL 12 INSTRUCTIUNI UTILIZATOR
1. Sumar 266
2. Tipuri de functii Instructiuni utilizator 267
2.1 Relatia dintre tipurile fisierelor program si functiile Instructiuni
utilizator
2.2 Comparatia dintre Instructiuni utilizator 1 si Instructiuni
utilizator 2
2.3 Functiile de baza pentru Instructiuni utilizator
3. Instructiuni utilizator 1 270
3.1 Functia Instructiune control 1 270
3.2 Variabile 273
3.3 Functia de operare aritmetica 1 286
4. Instructiuni utilizator 2 287
4.1 Functiile de control 2 287
4.2 Variabile I/O 298
4.3 Functia de operare aritmetica 2 299
5. Informatie suplimentara despre programele Instructiuni utilizator 301
5.1 Intoarcerea la secventa in program utilizand Instructiuni utilizator 301
5.2 Tipuri de date, constante 301
5.3 Regulile de operare/tipuri ale variabilelor si evaluarea
valorilor lor
6. Exemple de programe Instructiuni utilizator 305
256
258
266
267
268
269
302
CAPITOLUL 13 PROGRAME DE PLANIFICARE
1. Sumar 315
2. Blocul PSELECT 315
3. Blocul de ramificatie 318
4. Blocul de setare a variabilelor 319
5. Blocul de sfarsit program de planificare 319
6. Exemplu de program 319
315
CAPITOLUL 14 FUNCTII DIVERSE
1. Comanda de prelucrare conicitate cu ajutorul unghiului 321
2. Functia de verificare a barierei universalului/papusii mobile 322
2.1 Descriere generala 322
2.2 Bariera universalului si a papusii mobile 322
3. Functia de reducere a timpului operatiei 325
4. Comanda de eliberare a turelei (pentru specificatia turela CN) 325
5.
FUNCTIA DE VARIATIE A VITEZEI ARBORELUI PRINCIPAL
5.1 Sumar 326
5.2 Metoda de variatie a vitezei arborelui principal de catre control 326
5.3 Caracteristicile controlului 326
5.4 Exemplu de programare 329
CAPITOLUL 15 ANEXE
Anexa 1. Tabel cu coduri G 330
Anexa 2. Tabel cu coduri auxiliare M 335
Anexa 3. Tabel cu variabilele de sistem 343
321
326
330

CAPITOLUL 1 CONFIGURAREA PROGRAMULUI
1. Tipurile de programe
Pentru OSP-P200 sunt folosite 3 tipuri de programe : programe de planificare, programe
principale si subprogramele. Urmatoarele explica pe scurt cele trei tipuri de programe.
Programul de planificare
Cand sunt prelucrate mai multe tipuri de piese in proces continuu folosind un alimentator
de bare sau alt echipament, sunt folosite mai multe programe principale. Un program de
planificare este folosit pentru a specifica ordinea in care programele principale sunt
executate si de cate ori se executa un program. Folosind un program de planificare face
posibila operarea nesupravegheata. Nu este necesara denumirea unui program. END
trebuie specificat la sfarsitul unui program de planificare. Pentru detalii, vezi Capitolul 14,
« PROGRAME DE PLANIFICARE ».
Programul principal
Programul principal contine o serie de comenzi pentru prelucrarea unui tip de piesa.
Subprogramele pot fi chemate dintr-un program principal pentru simplificarea
programarii.
Un program principal incepe cu un nume de program ce incepe cu adresa « O » si se
termina cu M02 sau M30.
Subprogram
Un subprogram poate fi chemat dintr-un program special sau alt subprogram. Exista
doua tipuri de subprograme : acele scrise si furnizate de Okuma si cele scrise de client
(subprogramul utilizatorului).
Numele programului, care trebuie sa inceapa cu « O » este necesar la inceputul
subprogramului. Comanda RTS trebuie specificata la sfarsitul subprogramului. Pentru
detalii, vezi Capitolul 13, USER TASK.
x Formatul fisierului de program
Numele filei principale : Max. 16 caractere incepand cu un caracter din alfabet.
Extensie : Maximum 3 caractere din alfabet
x Extensii
SDF : fisier tip program planificare
MIN : fisier tip program principal
7

SSB : fisier tip subprogram de sistem
SUB : fisier tip subprogram utilizator
2. Numele programului
Cu OSP-P200L, programele sunt chemate si executate prin desemnarea numelui
programului sau numarul programului scris la inceputul fiecarui program. Un nume de
program care contine numai cifre este numit program numar.
Desemnarea numelui programului
x Tastati litere de alfabet (A pana la Z) sau cifre (0 pana la 9) dupa caracterul « O ».
Nu exista spatiu gol intre « O » si litera de alfabet sau cifra. De asemenea, nu
exista spatiu intre literele alfabetului si cifre.
x Pot fi folosite pana la 4 caractere.
x O litera poate fi folosita intr-un nume de program numai daca acesta incepe cu o
litera. Desi un nume de program care incepe cu o litera poate contine o cifra in el,
unul care incepe cu o cifra nu poate contine o litera.
x Un bloc care contine un nume de program nu trebuie sa contina alte comenzi.
x Un nume de program nu poate fi folosit pentru un program de planificare.
x Numele programului atribuit unui subprogram trebuie sa inceapa cu caracterul
« O », dar aceasta nu este obligatoriu pentru programele principale.
x Deoarece numele programului este utilizat prin caractere, urmatoarele nume sunt
considerate ca fiind diferite.
O0123 si O123
O00 si O0
x Nu atribuiti acelasi nume la mai mult de un program, altfel nu va fi posibil sa
selectati programul dorit.
3. Numele secventei
Toate blocurile dintr-un program au atribuite un nume de secventa care incepe cu « N »
urmata de o secventa alfanumerica.
Functii precum cea de cautare secventa, functie oprire secventa sau o functie de
derivatie poate fi folosita pentru blocuri care au atribuit un nume de secventa.
Un nume de secventa care contine numai numere este numit secventa numar.
Desemnarea numelui secventei
x Tastati litere de alfabet (A-Z) sau cifre (0-9) dupa « N ».
x Pana la 4 caractere pot fi folosite.
x Cifre si litere pot fi utilizate intr-un nume de secventa. Daca este folosita o litera
intr-un nume de secventa, numele secventei trebuie sa inceapa cu o litera.
8

x Un nume de secventa trebuie plasat deasupra blocului. O comanda de stergere a
blocului poate fi plasata inaintea unui nume de secventa.
x Cifrele din secventa pot fi specificate in orice ordine. Ele pot fi folosite asa cum
este dorit, cu conditia sa nu fie repetate.
x Deoarece numele secventei sunt utilizate dupa caractere, urmatoarele nume sunt
considerate a fi diferite.
N0123 si N123
N00 si N0
x Cand este folosita un nume de secventa, puneti un spatiu sau un tab dupa
numele secventei.
4. Formatul programului
4.1 Configurarea cuvantului
Un cuvant este definit ca o adresa (caracter) urmata de un grup de valori numerice, o
expresie matematica, sau o variabila. Daca un cuvant consta dintr-o expresie
matematica sau o variabila, adresa trebuie urmata de semnul egal « = ».
Exemple :
4.2 Configurarea blocului
Un grup compus din cateva cuvinte este denumit bloc, iar un bloc exprima o comanda.
Blocurile sunt delimitate de un sfarsit al codului de blocuri.
x Sfarsitul codului de blocuri difera depinzand de sistemul de coduri selectat, ISO
sau EIA :
ISO : « LF »
EIA : « CR »
x Un bloc poate contine pana la 158 caractere.
4.3 Programul
Un program consta din cateva blocuri.
9
4.4 Caracterele adresa folosite la programare
IntervalulAdresa Functie
Metric Toli
O Nume program 0000÷9999 0000÷9999
N Nume secventa 0000÷9999 0000÷9999
G Functie pregatitoare 0÷999 0÷999
X, Z Valorile pe
coordonate (liniar)
C Valorile pe
coordonate (axele
de rotatie)
Valorile pe
coordonate a
centrului arcului
Conicitatea si
I,K
D,U,W,H,L 0÷99999.999 mm 0÷9999.9999 toli
E ±99999.999 mm/rev ±9999.9999 toli/rev
A, B
F
T Numarul sculei 6 caractere
S
SB
M Functii diverse 0 ÷ 511 0 ÷ 511
QA Rotatia axei C 1 ÷ 1999 (rot.) 1 ÷ 1999 (rot.)
SA Viteza de rotatie a
adancimea de
aschiere in ciclul fix
de filetare
Valoarea decalata
in ciclul de canelare
Comenzi automate
de programare
Avansul de lucru pe
rotatie
Avansul de lucru pe
minut
Timpul de
stationare
Viteza de rotatie a
axului principal
Viteza de rotatie a
sculei M
axei C
±99999.999 mm ±99999.999 toli
±359.999 deg ±359.999 deg
±99999.999 mm ±9999.9999 toli
0÷99999.999 deg 0÷9999.9999 deg
0.001÷99999.999
mm/rot
0.001÷99999.999
mm/min
0.01÷9999.99 sec 0.01÷9999.99 sec
4 caractere
0 ÷ 9999
0 ÷ 9999
0,001 ÷ 20 000 min-10,001 ÷ 20 000 min
0.0001÷999.999
inch/rot
0.0001÷9999.9999
inch/min
6 caractere
4 caractere
0 ÷ 9999
0 ÷ 9999
Observatii
Litere de alfabet
folosite
6 caractere (cu
compensarea
razei R)
4 caractere (fara
compensarea
razei R)
-1
10
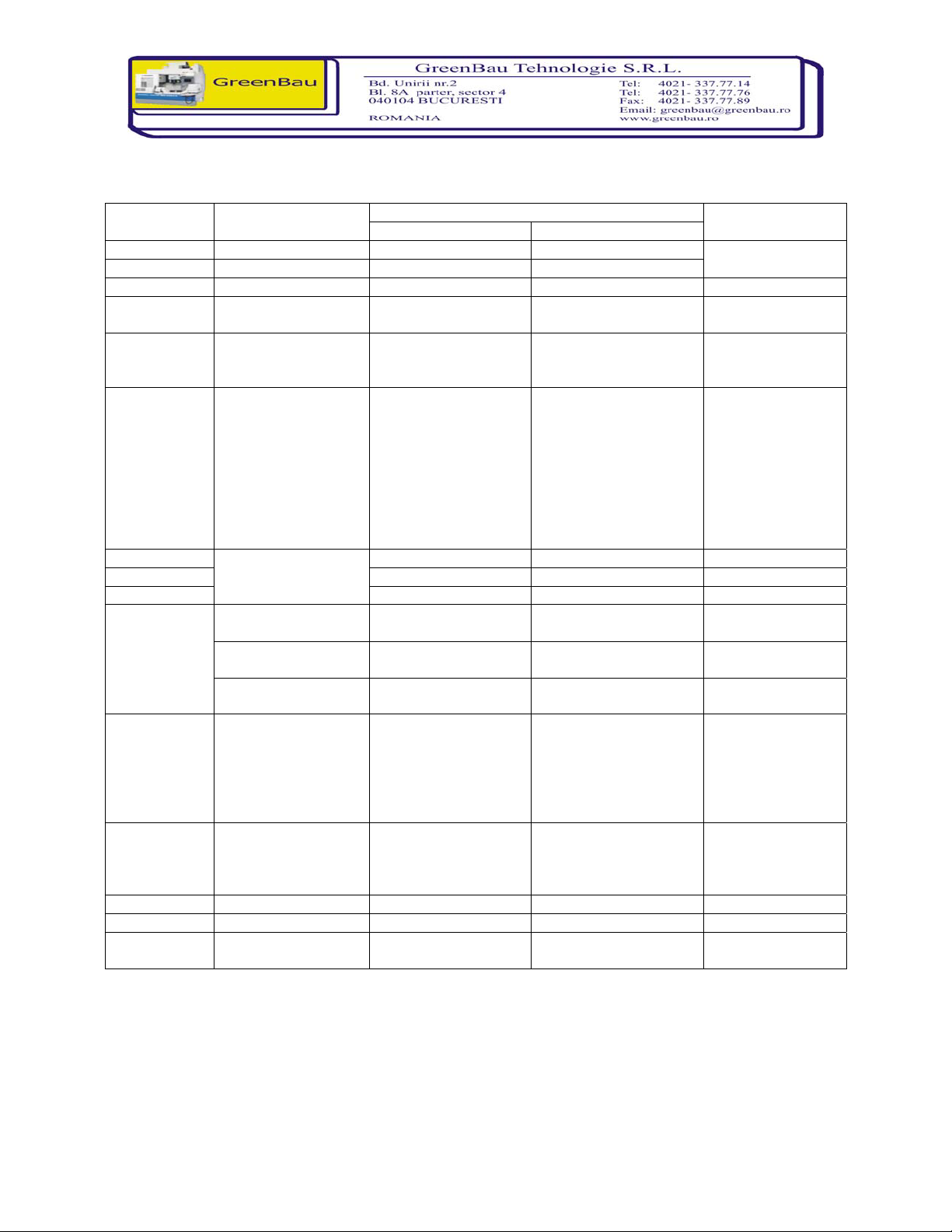
5. Functiile matematice de operare
Functiile matematice de operare sunt folosite pentru a exprima operatii logice, operatii
aritmetice si functii trigonometrice. Un tabel cu simbolurile de operare este aratat mai jos.
Functiile de operare pot fi folosite impreuna cu variabilele pentru controlul
echipamentelor periferice sau pentru a trece rezultatele unei operatii.
Categorie Operatie Operator Observatii
Operarea
logica
Operarea
aritmetica
Functii
trigonometrice
SAU Exclusiv
SAU Logic
SI Logic
Negare
Adunare
Scadere
Inmultire
Impartire
Sinus
Cosinus
Tangenta
Arctangenta (1)
Arctangenta (2)
Radacina patrata
Valoare absoluta
Conversie decimal in binar
Conversie binar in decimal
Rotunjire la intreg
Rotunjire la intreg (-)
Rotunjire la intreg (+)
Rotunjire la a treia zecimala
Rotunjire la a treia zecimala (-)
Rotunjire la a treia zecimala
(+)
Rest
EOR
OR
AND
NOT
+
*
/ (slash)
SIN
COS
TAN
ATAN
ATAN2
SQRT
ABS
BIN
BCD
ROUND
FIX
FUP
DROUND
DFIX
0110 = 1010 EOR 1100 *
1110 = 1010 OR 1100
1000 = 1010 AND 1100
1010 = NOT 0101
8 = 5+3
2 = 5-3
15 = 5*3
3 = 15/5
0.5 = SIN [30] vezi *4
1 = TAN [45]
45 = ATAN [1] (-90÷90)
30=ATAN2 [1,(radical 2)]
4=SQRT [16]
3=ABS [-3]
25=BIN[$25]
($ reprezinta un nr.
hexazecimal)
$25=BCD [25]
128=ROUND[1.2763x102]
127=FIX[1.2763x102]
128=FUP[1.2763x102]
13.265=DROUND[13.26462]
13.264=DFIX[13.26462]
13.265=DFUP[13.26462]
2=MOD[17,5]
Determina prioritatea unei
operatii (operatiile din
Paranteze Deschidere paranteza
Inchidere paranteza
DFUP
MOD
[
]
paranteze sint efectuate
primele).
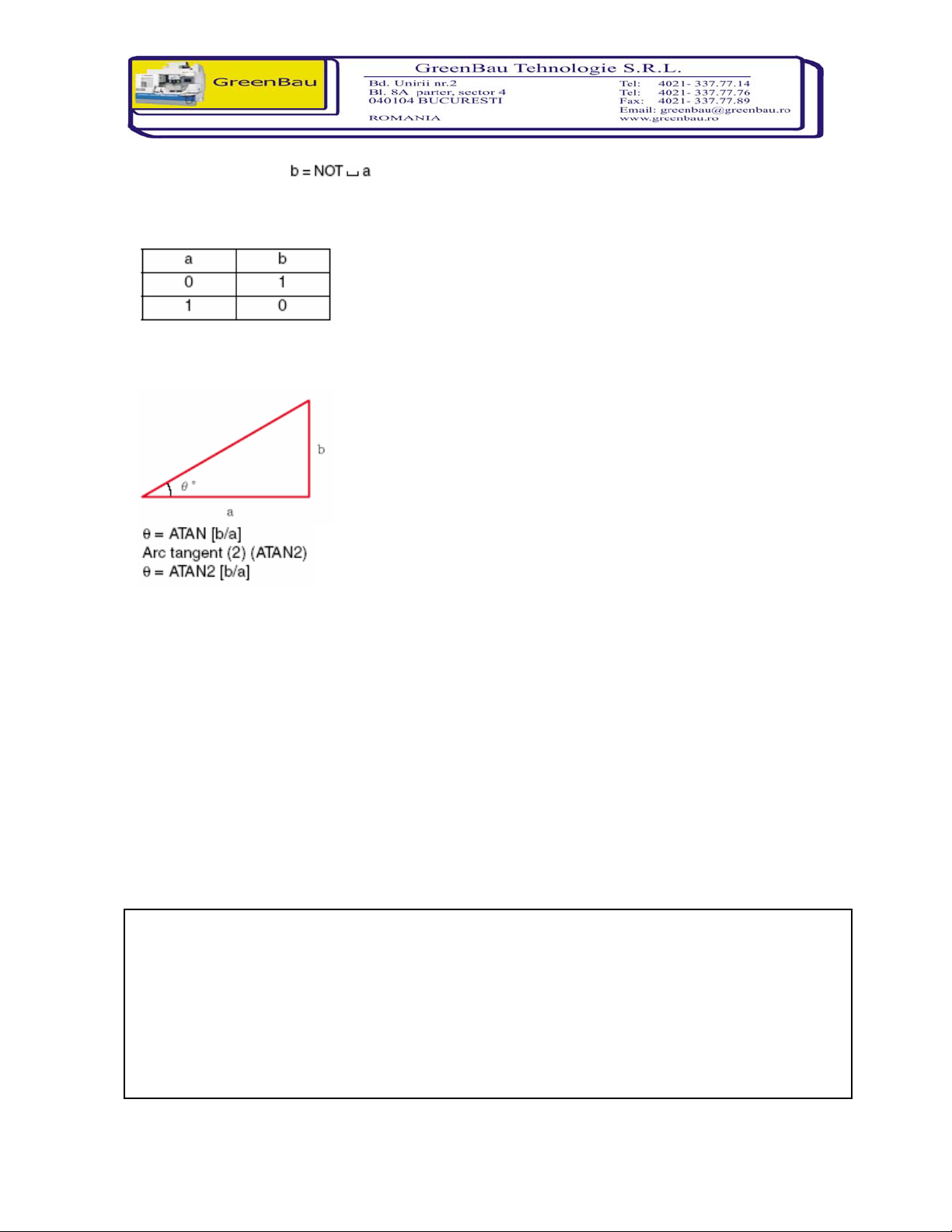
*1. Valoarea de ATAN2 [b, a] este un argument (interval -180 pana la 180) al punctului care este exprimat prin valorile de
coordonate (a, b).
*2. In acest exemplu, unitatea este in mm.
*3. Spatiile goale trebuie plasate inaintea si dupa simbolurile logice de operare (EOR, OR, AND, NOT).
*4. Numerele de dupa simbolul functiei (SIN, COS, TAN, etc.) trebuie incluse in acolade "[ ]" ("a", "b", si "c" sunt folosite ca sa se
indice continutul corespunzator de biti.)
11
Operatiile logice
"a", "b", si "c" reprezinta bitii corespunzatori.
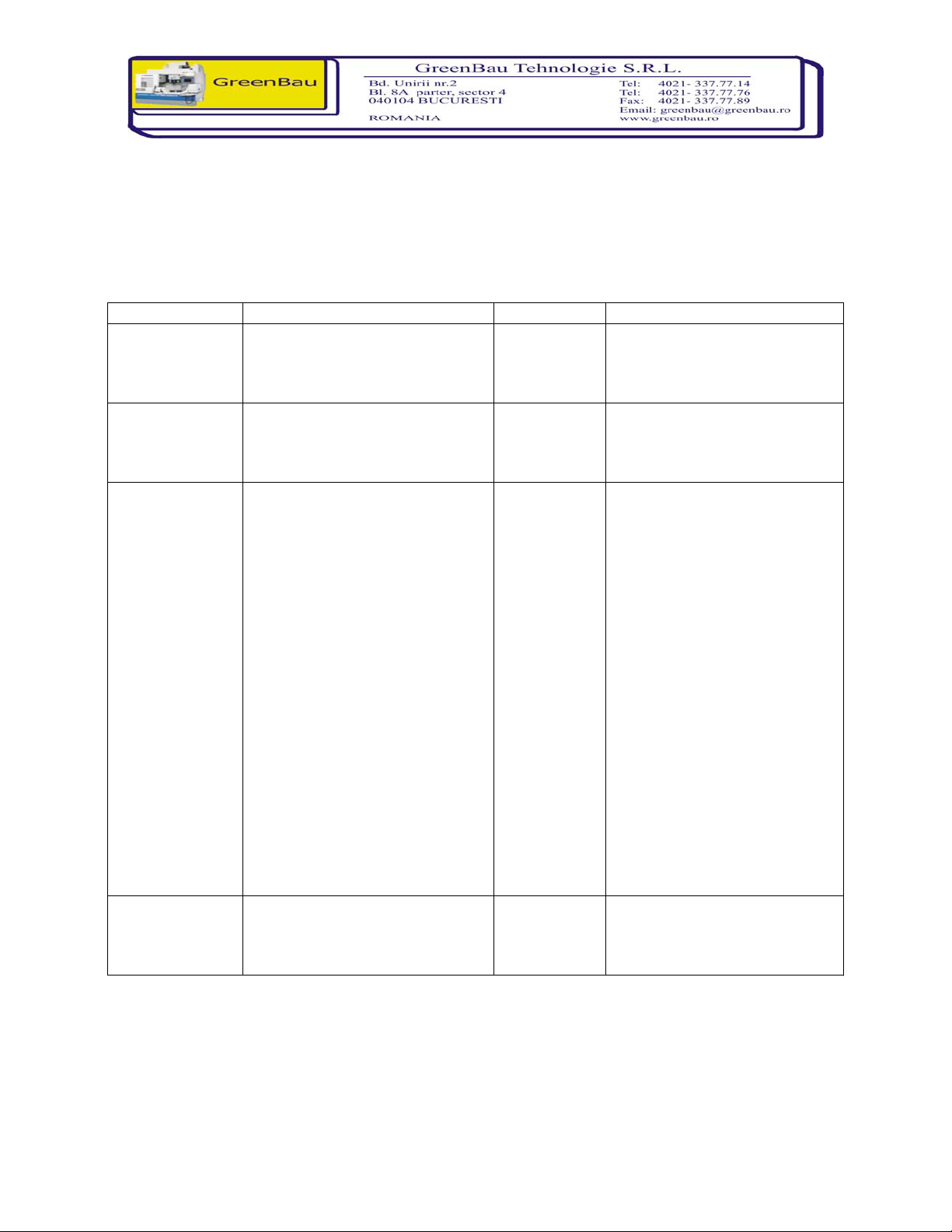
x SAU exclusiv (EOR)
Daca cele doua valori corespunzatoare sunt identice, EOR rezulta 0.
Daca cele doua valori nu sunt identice, EOR rezulta 1.
x SAU logic (OR)
Daca ambele valori sunt 0, OR rezulta 0.
Daca nu, OR rezulta 1.
x SI logic (AND)
Daca ambele valori sunt 1, AND rezulta 1.
Daca nu, AND rezulta 0.
12
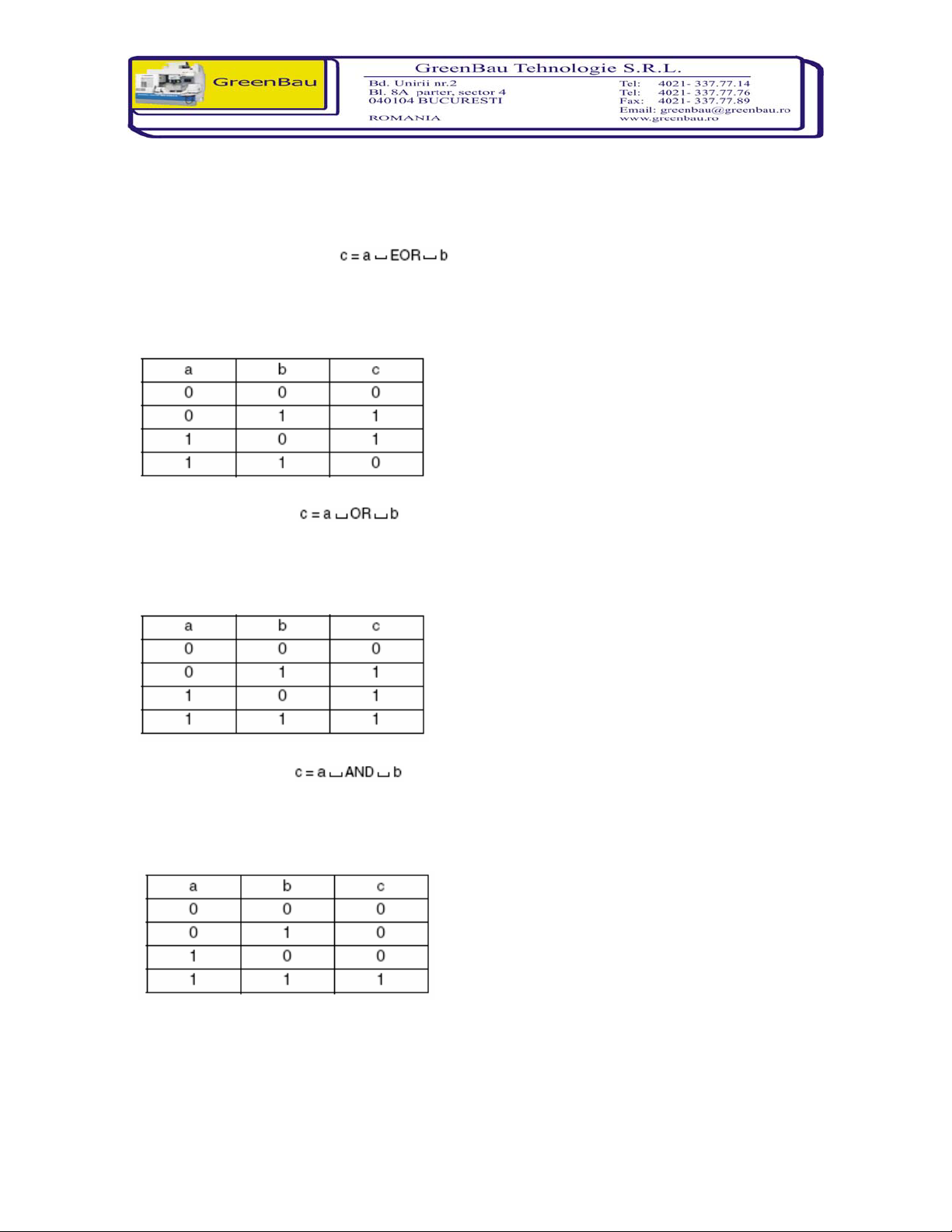
x Negare (NOT)
NOT inverseaza valoarea (din 0 in 1, si din 1 in 0).
x Arc tangent (1) (ATAN)
x Rotunjiri (ROUND, FIX, FUP)
Converteste o valoare specificata intr-un intreg prin rotunjire in minus, trunchiere,
sau rotunjire in plus (in micrometri)
6. Stergere bloc
[Functie]
Aceasta functie permite operatorului sa specifice daca anumite blocuri sunt executate
sau ignorate in modul automat de operare.
Blocurile precedate de "/" sunt ignorate in timpul operarii automate daca intrerupatorul
BLOCK DELETE de pe panoul de comanda este deschis. Daca intrerupatorul este
inchis, blocurile sunt executate normal. Cand functia de ignorare a blocului este activata,
intregul bloc este ignorat.
x Semnul "/" trebuie plasat fie la inceputul blocului sau imediat dupa un nume
secventa (numar). Daca este plasat intr-o alta pozitie in bloc, va declansa o
alarma.
x Semnul "/" poate sa nu fie continut in blocul numelui de program.
x Blocurile care contin un "/" sunt de asemenea supuse unei functii de cautare
secventa, fara ca sa conteze pozitia in care este BLOCK DELETE.
x Functia de stergere bloc nu este posibila in timpul modului SINGLE BLOCK.
Blocul urmator este executat, si apoi operatia se opreste.
13

7. Functia comentariu (CONTROL OUT/IN)
Un program poate fi mai usor de inteles prin folosirea comentariilor in paranteze.
x Comentariile trebuie puse in paranteze pentru a fi distinse de informatia generala
de operare.
x Comentariile sunt de asemenea supuse verificarilor TV si TH.
Exemplu:
8. Capacitatea de stocare a programului in memorie.
CN foloseste memoria pentru stocarea programelor de masinare. Capacitatea memoriei
este selectabila, depinzand de marimea programului de masinare. Pentru executie, un
program este transferat din memorie catre memoria RAM. Capacitatea unui program
poate fi selectata dintre valorile 320m, 640m sau 1280m pentru a mari capacitatea de
stocare a programului.
9. Limite variabile
La executarea unei comenzi care specifica miscarea dupa o axa pana la un punct tinta
dincolo de limita variabila in sensul pozitiv, punctul tinta specificat este inlocuit cu limita
variabila in sensul pozitiv.
Pentru comenzile care specifica miscarea dupa axa la un punct tinta dincolo de limita
variabila in sensul negativ, miscarea dupa axa nu este executata iar o alarma se
declanseaza.
10. Determinarea avansului pentru aschiere dupa axa C
10.1 Prelucrarea numai cu controlul axei C.
Desi este posibil sa se prelucreze o piesa prin controlul axei C, distanta de deplasare a
sculei in unitatea de timp (un minut) difera in concordanta cu diametrul de prelucrat
pentru ca avansul este specificat in grade/min. Aceasta trebuie luat in considerare cand
se face un program.
[Memo]
Pentru a coordona comanda de avans dupa axa C cu comanda dupa X sau Z, comanda
de avans (F) trebuie calculata prin convertirea 360
0
in 500 mm. Aceasta conversie
trebuie facuta cand se da numai o comanda pentru axa C.
14
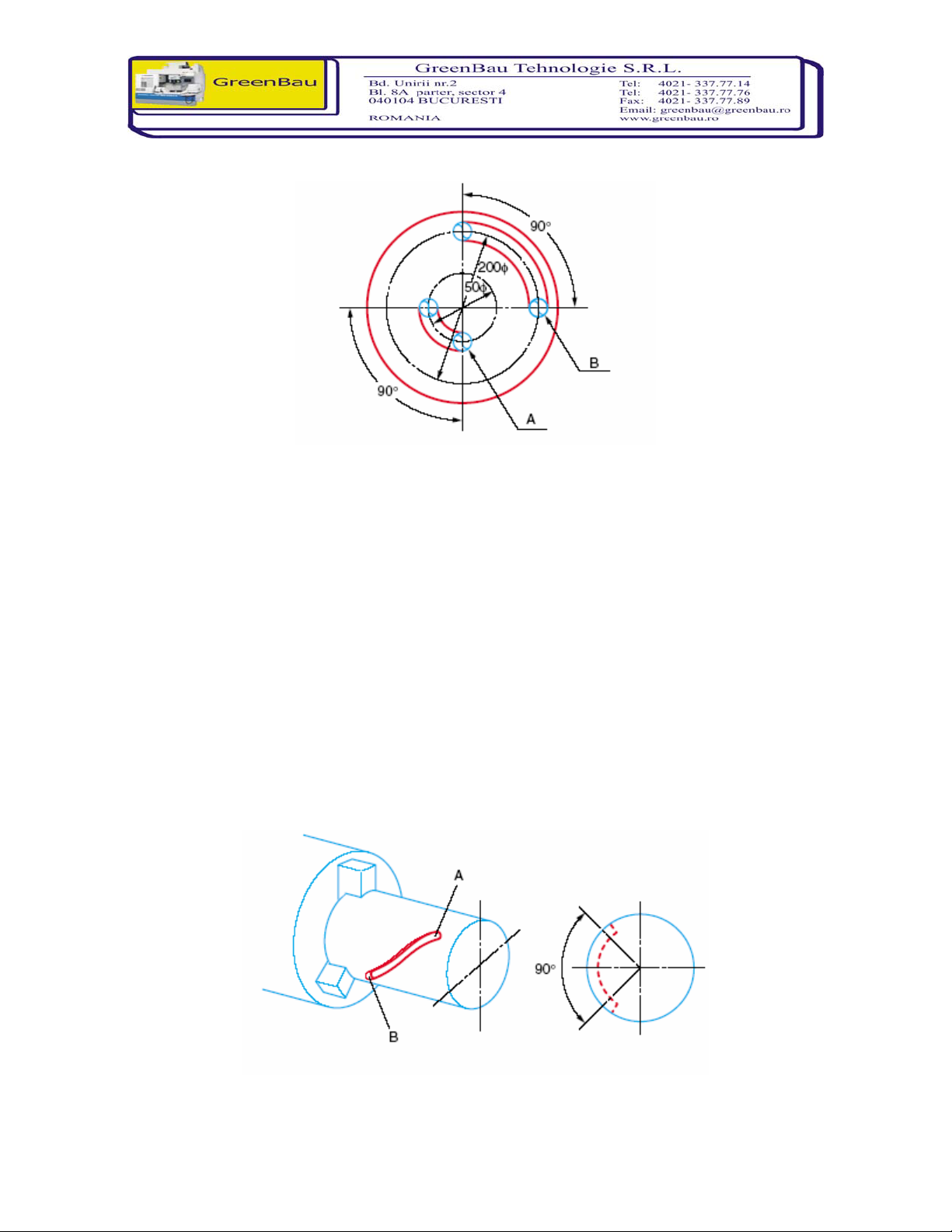
Exemplu:
Distanta de miscare dupa axa pentru canelura A: ……..ʌx50/4 = 39 mm
Distanta de miscare dupa axa pentru canelura B: ……..ʌx200/4 = 156 mm
De aceea, daca aschierea este executata cu un avans de 100 mm/min, avansul
(grade/min) axei C este calculat dupa cum urmeaza:
Dupa canelura A (grade/min)………100/39 x 90=230
Dupa canelura B (grade/min)………100/156 x 90 = 58
Convertiti unitatile de avans din "grade/min" in "mm/min"
Canelura A: (mm/min)….230/360 x 500 = 320 (F320)
Canelura B: (mm/min)…..58/360 x 500 = 80 (F80)
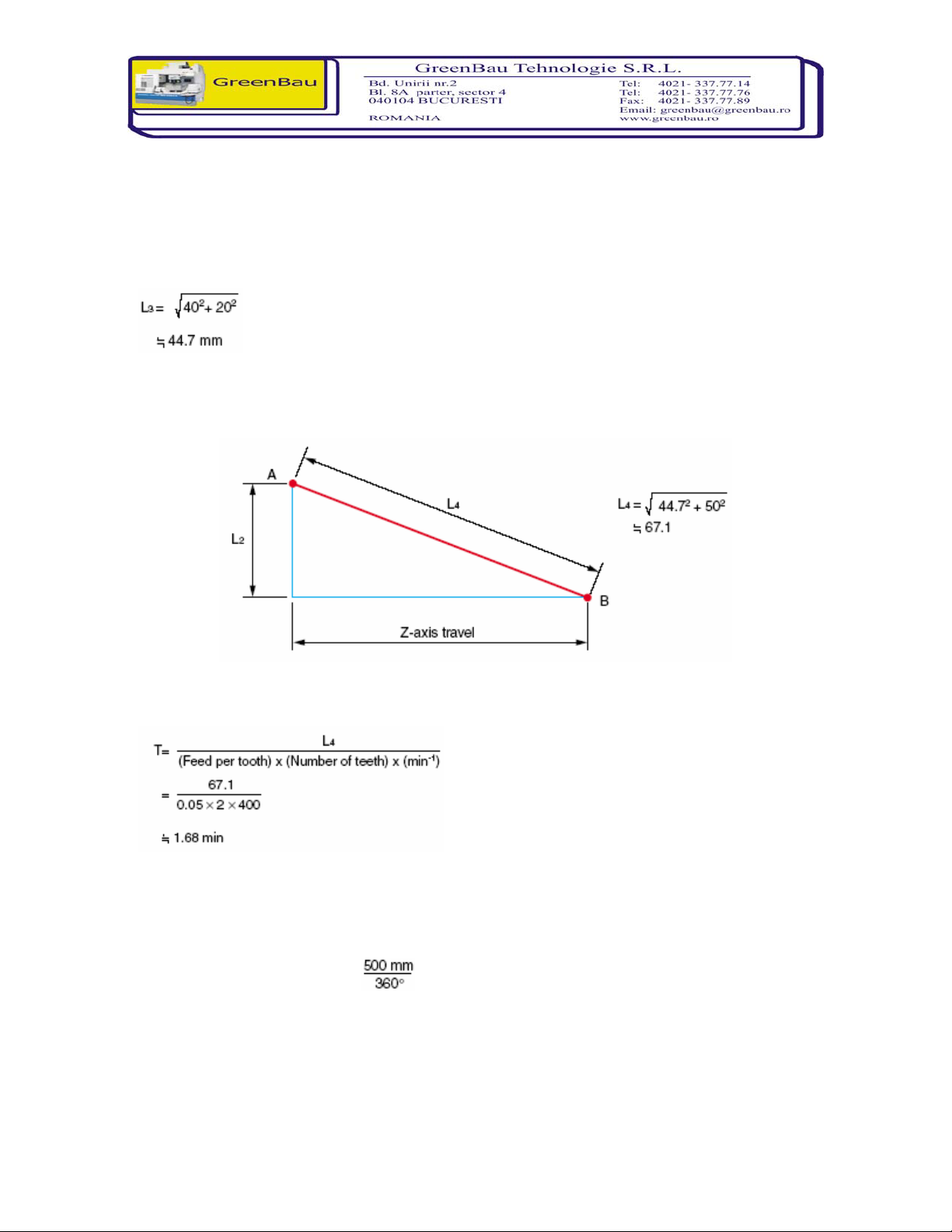
10.2 Prelucrarea cu controlul simultan al axei C si Z
Exemplu:
15
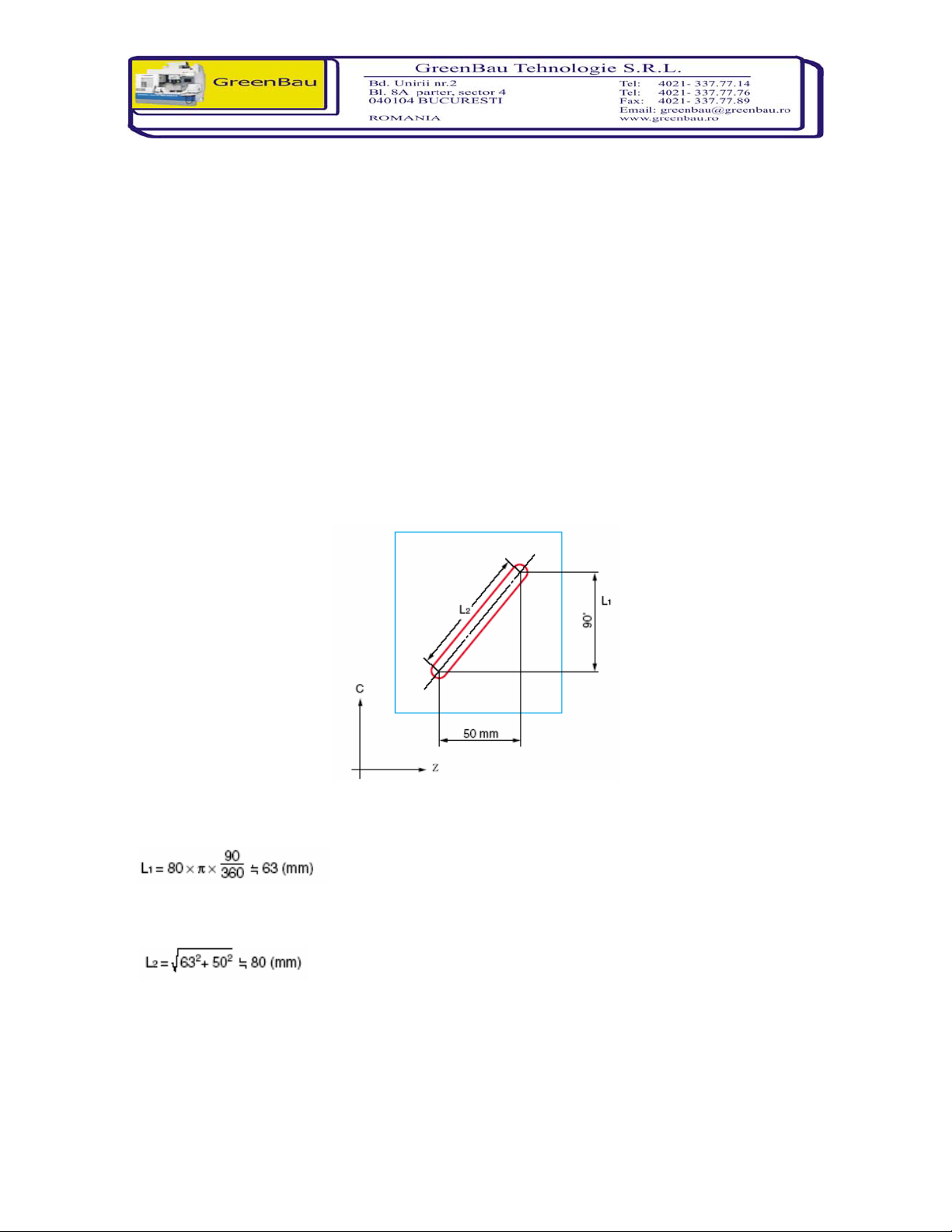
Coordonatele punctului A
X=80
Z=100
C=120
Coordonatele punctului B
X=80
Z=50
C=210
Cand se aschiaza din A in B cu o freza deget cu doi dinti in urmatoarele conditii,
calculati avansul axei C asa cum e explicat mai jos:
Conditii de aschiere: Avansul pe dinte 0.05 mm
Viteza sculei M 400 min
Procedura:
1. Calculati distanta dintre A si B
Desfasurata este aratata mai jos
Distanta L1, dupa circumferinta este:
-1
Distanta L
, intre A si B este:
2
16

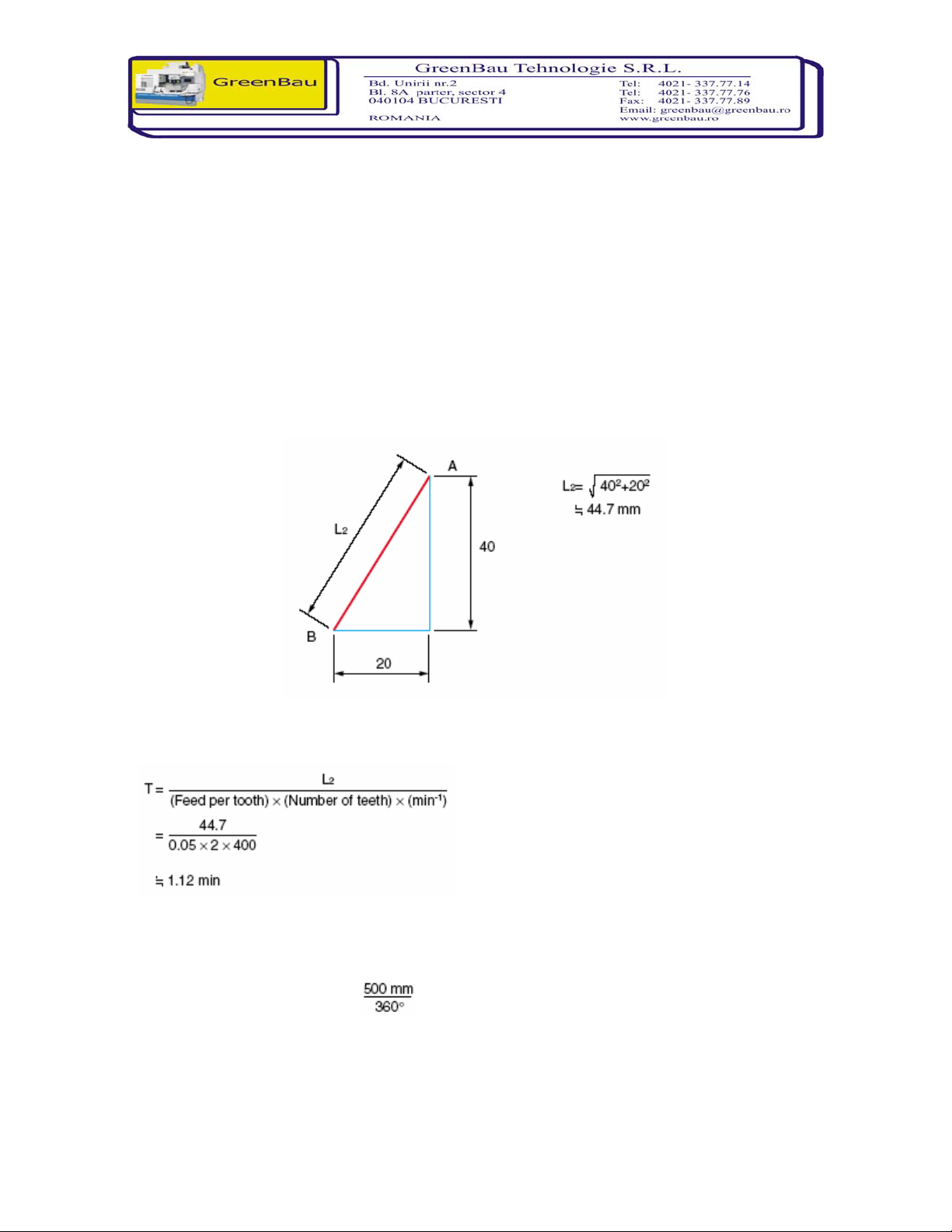
2. Calculati timpul de aschiere T, pe baza conditiilor de aschiere indicate mai sus
3. Computerul calculeaza distanta L
dintre A si B in urmatorul fel.
3
Deplasarea dupa X = 50 mm
Deplasarea dupa axa C =
(conversie 360
0
= 500mm)
De aceea, distanta dintre A si B este calculata dupa cum urmeaza:
4. Viteza de avans este calculata aproximativ dupa cum urmeaza:
Specificati F67.5 in program
10.3 Aschierea cu controlul simultan al axei C si X
Exemplu:
17
Coordonatele punctului A
X=80
Z=100
C=120
Coordonatele punctului B
X=40
Z=100
C=210
Conditii de aschiere: Avansul pe dinte 0.05 mm
Viteza sculei M 400 min
-1
Metoda
1. Calculati distanta dintre A si B
2. Calculati timpul de aschiere T, cu conditiile de aschiere de mai sus.
3. Computerul calculeaza distanta L
Deplasarea dupa X = 40 mm
Deplasarea dupa C = 90 x
(conversie 360
0
=500mm)
=125 mm
dintre A si B in felul urmator.
3
18
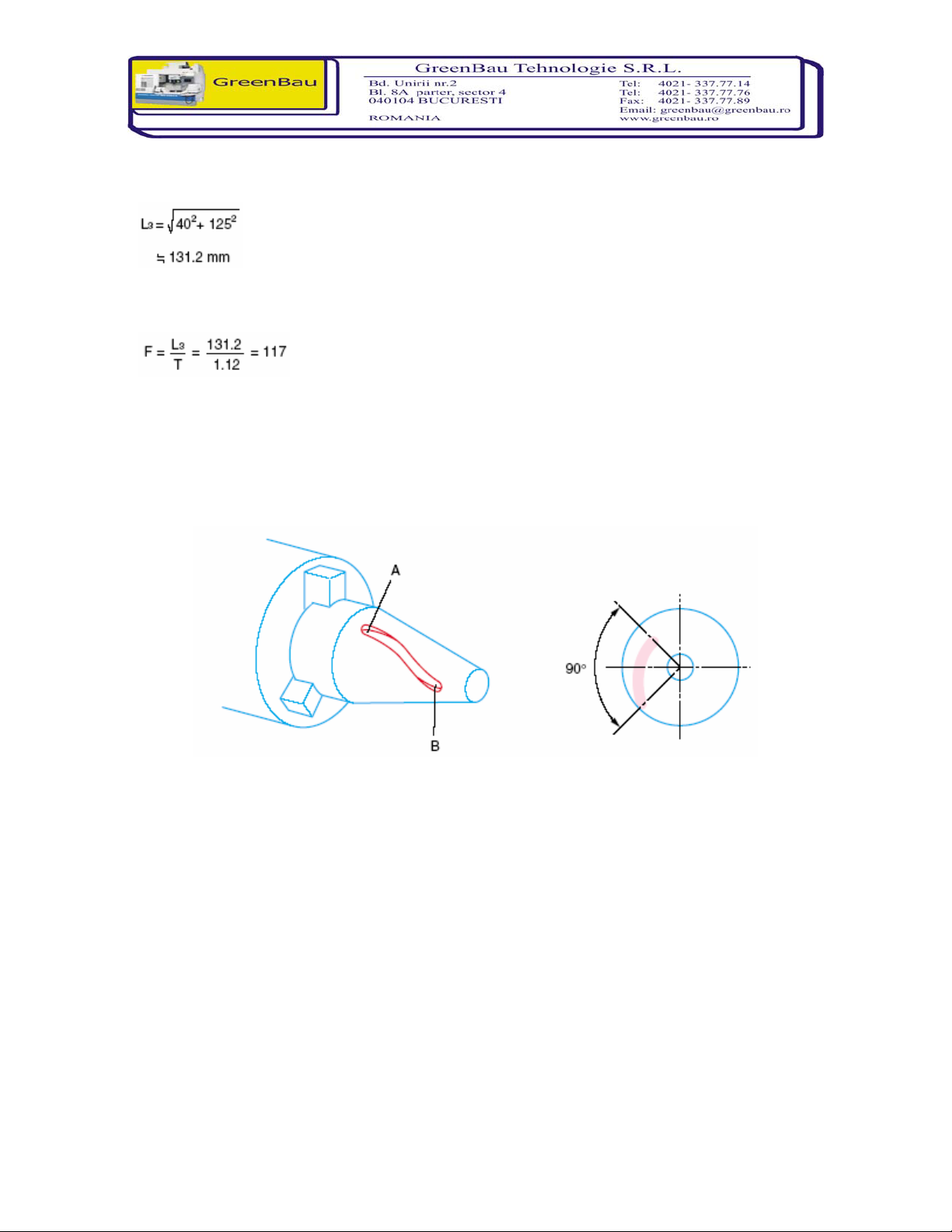
De aceea, distanta intre A si B este calculata mai jos:
4 Viteza de avans ce trebuie specificata in program este:
Specificati F117 in program.
10.4 Prelucrarea cu controlul simultan al axelor X, Z si C
Exemplu:
Coordonatele punctului A
X=80
Z=50
C=120
Coordonatele punctului B
X=40
Z=100
C=210
x La prelucrarea unui canal pe un con asa cum e indicat mai sus, este necesar
controlul axelor X, Z, si C. Viteza de avans de programat trebuie calculata in felul
urmator.
Conditii de aschiere: Avansul pe dinte 0.05 mm
Viteza sculei M 400 min
-1
19
1. Mai intai, considerati desfasurarea unui canal dupa axa C si axa X. In acest caz,
calcularea vitezei de avans este posibila in acelasi fel ca in "Prelucrarea cu controlul
simultan al axei C si X".
Deplasarea L
dupa C si X este:
2
2. Calculati distanta dintre A si B cu L2 calculat la (1).
3. Calculati timpul de aschiere T pentru distanta L
:
4
4. Computerul calculeaza distanta L
Deplasarea dupa X = 40 mm
Deplasarea dupa axa Z = 50 mm
Deplasarea dupa C = 90 x
0
(conversie 360
=500mm)
=125 mm
intre A si B in urmatorul fel.
5
20
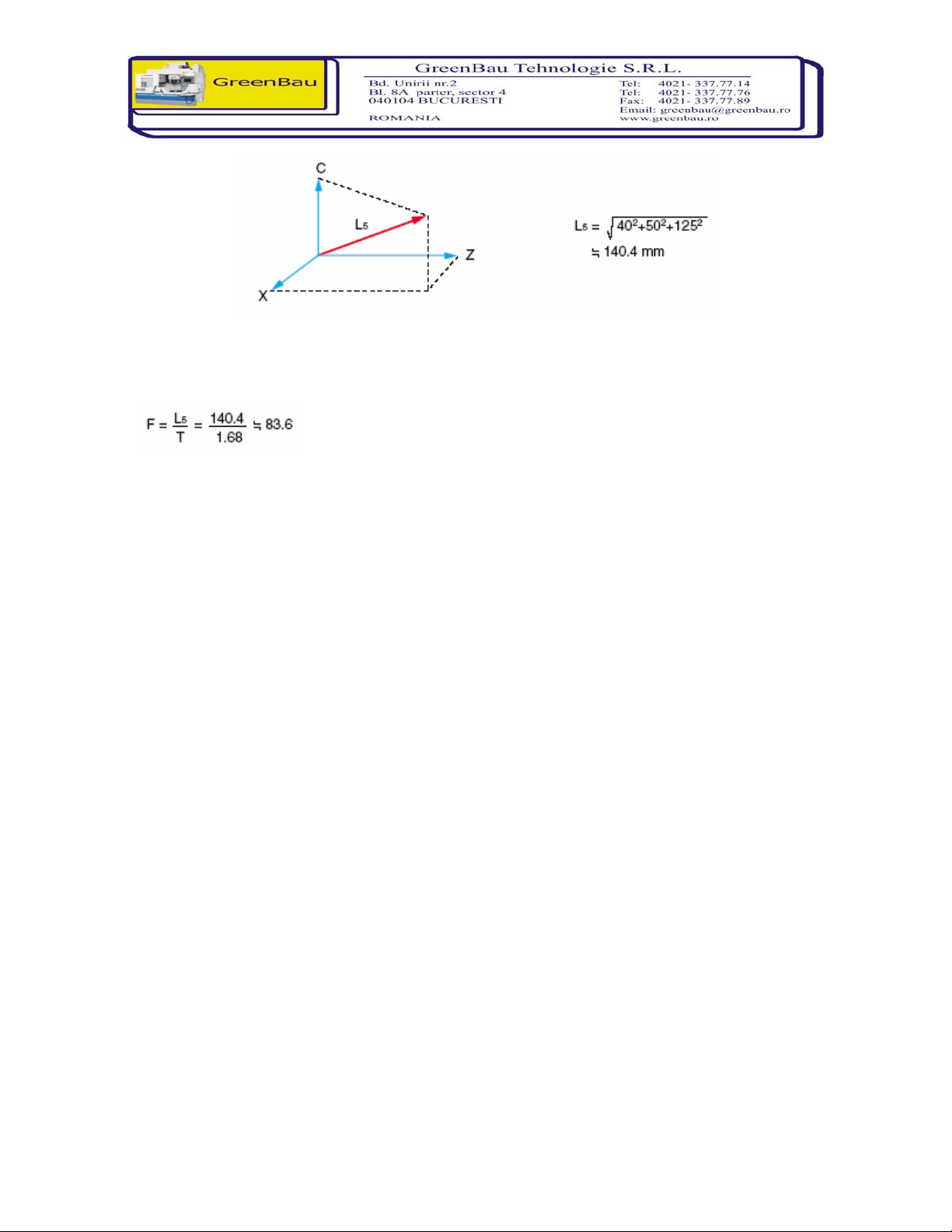
5. Viteza de avans ce trebuie specificata in program este aproximativ calculata dupa
cum urmeaza:
Specificati F83.6 in program.
21

CAPITOLUL 2 SISTEMELE DE COORDONATE SI COMENZILE
1. Sistemele de coordonate
1.1 Sistemele de coordonate si valorile
Pentru a misca scula intr-o anumita pozitie, sistemul de referinta trebuie setat mai intai
pentru a defini pozitia tinta, iar pozitia tinta este definita prin valorile pe coordonate.
Exista trei tipuri de coordonate de sistem indicate mai jos. Un sistem de coordonate al
programului este folosit pentru programare.
x Sistemul de coordonate al traductorului de cod
x Sistemul de coordonate al masinii
x Sistemul de coordonate al programului
1.2 Sistemul de coordonate al traductorului de cod
Un traductor de cod este folosit pentru a detecta pozitia unei axe controlate numeric.
Sistemul de coordonate al traductorului de cod este stabilit pe baza datelor de iesire ale
traductorului de cod.
Iesirile de pozitie ale traductorului de cod nu sunt afisate pe ecran, iar acest sistem de
coordonate poate fi ignorat in operarea de zi cu zi.
1.3 Sistemul de coordonate al masinii
Punctul de referinta al masinii este mentionat ca zero-ul masinii iar sistemul de
coordonate care isi are originea in zero-ul masinii este denumit sistemul de coordonate
al masinii. Zero-ul masinii este setat pentru fiecare masina folosind parametri de sistem
si nu este necesar sa se schimbe reglarea dupa instalrea masinii.
Daca "O" este setat pentru decalajul fata de zero-ul traductorului de cod (parametrul de
sistem), sistemul de coordonate al masinii este si al traductorului de cod.
1.4 Sistemul de coordonate al programului
Sistemul de coordonate folosit ca referinta pentru comenzile programului este denumit
sistemul de coordonate al programului.
Pozitia originii sistemului de coordonate al programului variaza in conformitate cu felul
pieselor ce urmeaza a fi masinate iar originea este setata in pozitia necesara prin
setarea valorilor de decalaj fata de zero.
Sistemul de coordonate al programului folosit pentru masinarea unei piese este in acest
fel definita prin originea setata.
Desi originea sistemului de coordonate a programului (zero-ul programului) poate fi
setata in orice pozitie, de obicei este setata pe axa piesei, pentru axa X, si pe fata din
capat din stanga, pentru axa Z.
22
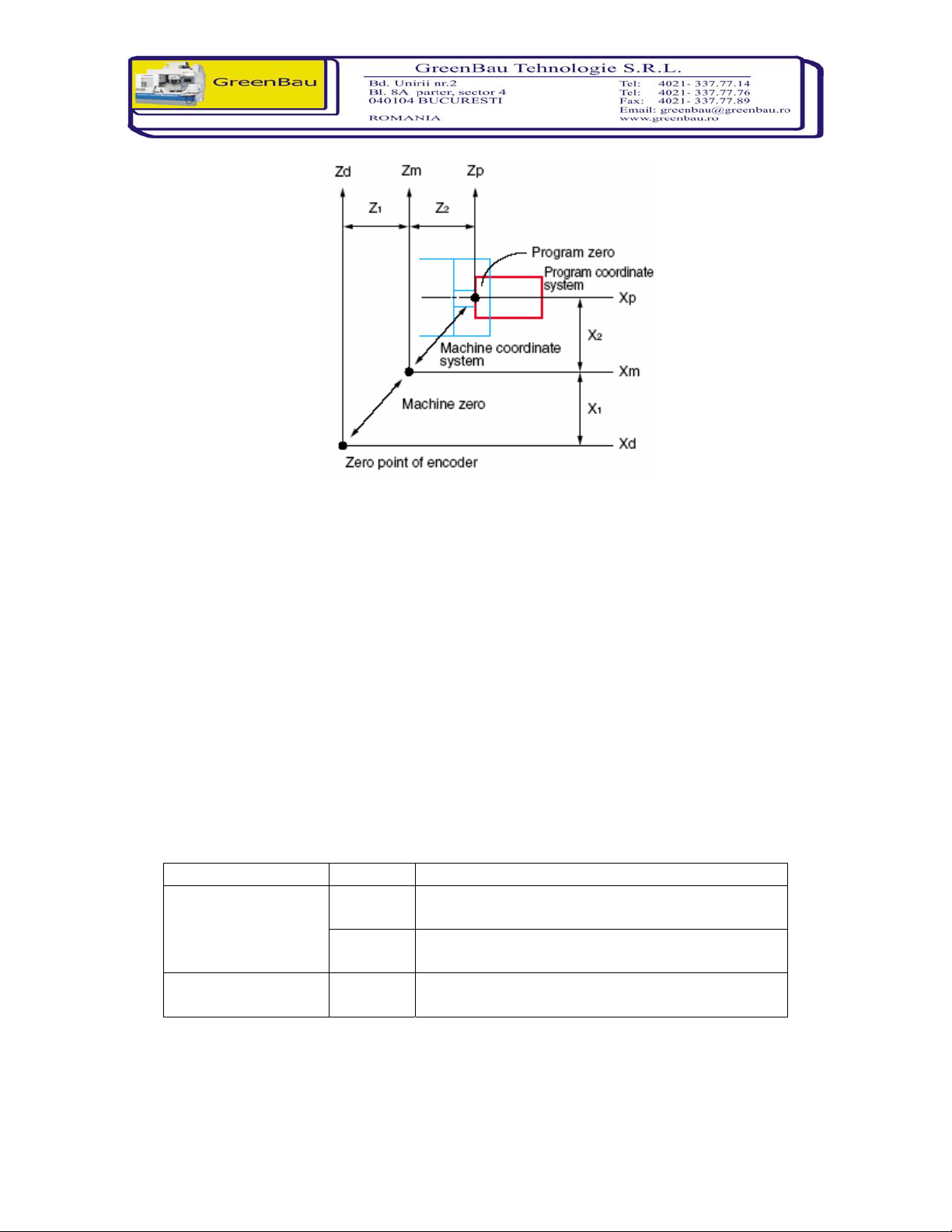
X
: Coordonatele in sistemul de coordonate al traductorului de cod
d,Zd
Xm, Zm: Coordonatele in sistemul de coordonate al masinii
Xp,Zp: Coordonatele in sistemul de coordonate al programului
X1,Z1: Valorile de decalaj dintre SCTC si SCM
X2,Z2: Valorile de decalaj dintre SCM si SCTC
2. Comenzile pentru coordonate
2.1 Axa controlata
x Urmatorul tabel listeaza adresele necesare pentru controlul axei.
Adresa Continut
X Axa controlata paralela la fata frontala a
piesei
Z Axa controlata paralela cu axa
longitudinala a piesei
Axa de rotatie C Axa de rotatie intr-un plan perpendicular
pe axa Z
23
x O comanda folosita sa miste o axa consta din adresa axei, un sens de miscare, si
un punct tinta.
Pentru desemnarea punctului tinta, doua metode diferite sunt la indemana:
comenzi absolute si comenzi incrementale. Cu comenzile absolute, punctul tinta
este specificat in coordonatele programului iar cu comenzile incrementale punctul
tinta este definit prin distanta relativa de miscare fata de pozitia curenta.
Pentru detalii ale comenzilor absolute/incrementale, vezi "Comenzi
absolute/incrementale"
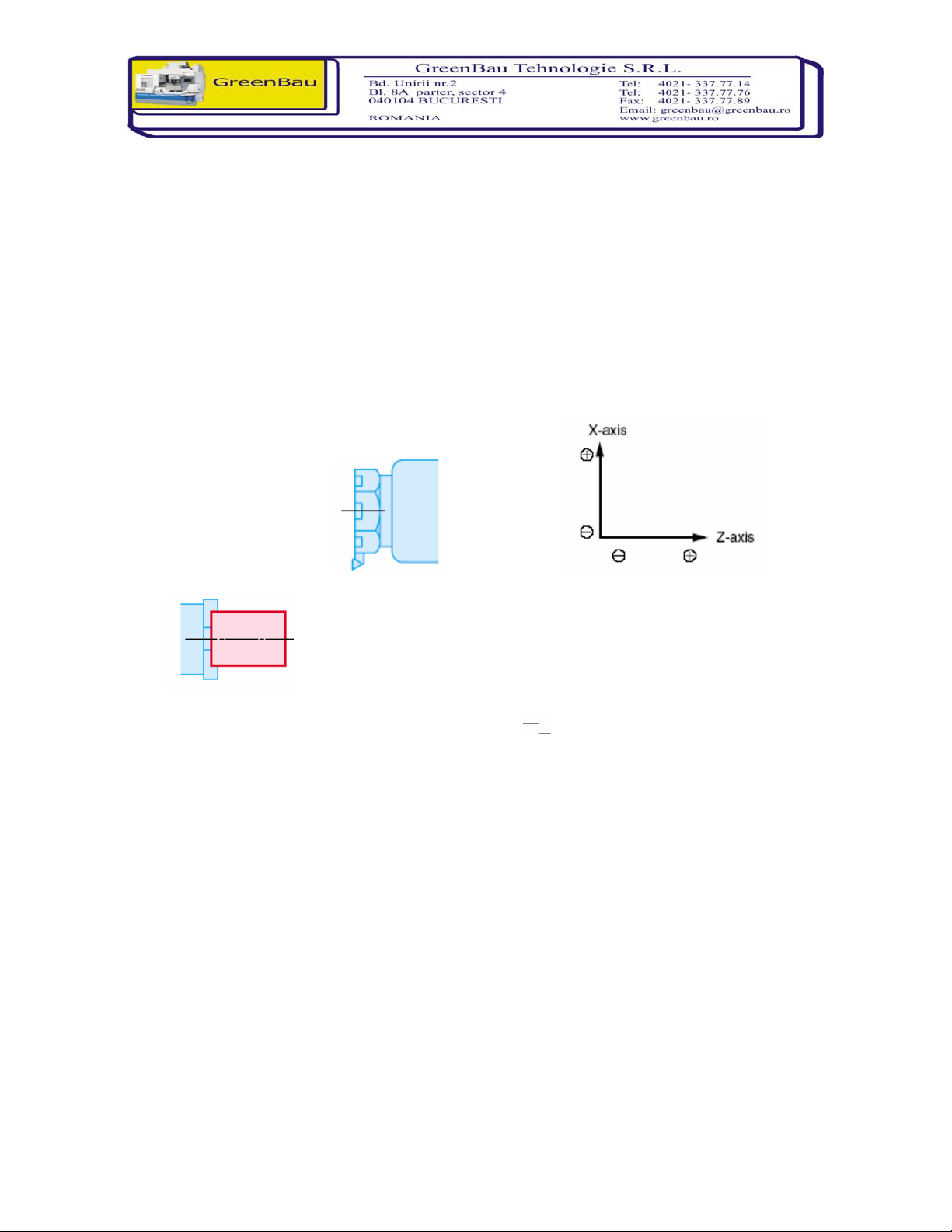
x Sistemul de coordonate de baza este un sistem ortogonal care este fixat fata de
piesa.
Strung CN cu o singura sanie
Directiile de miscare a turelei
avansul transversal ….axa X
avansul longitudinal….axa Z
24
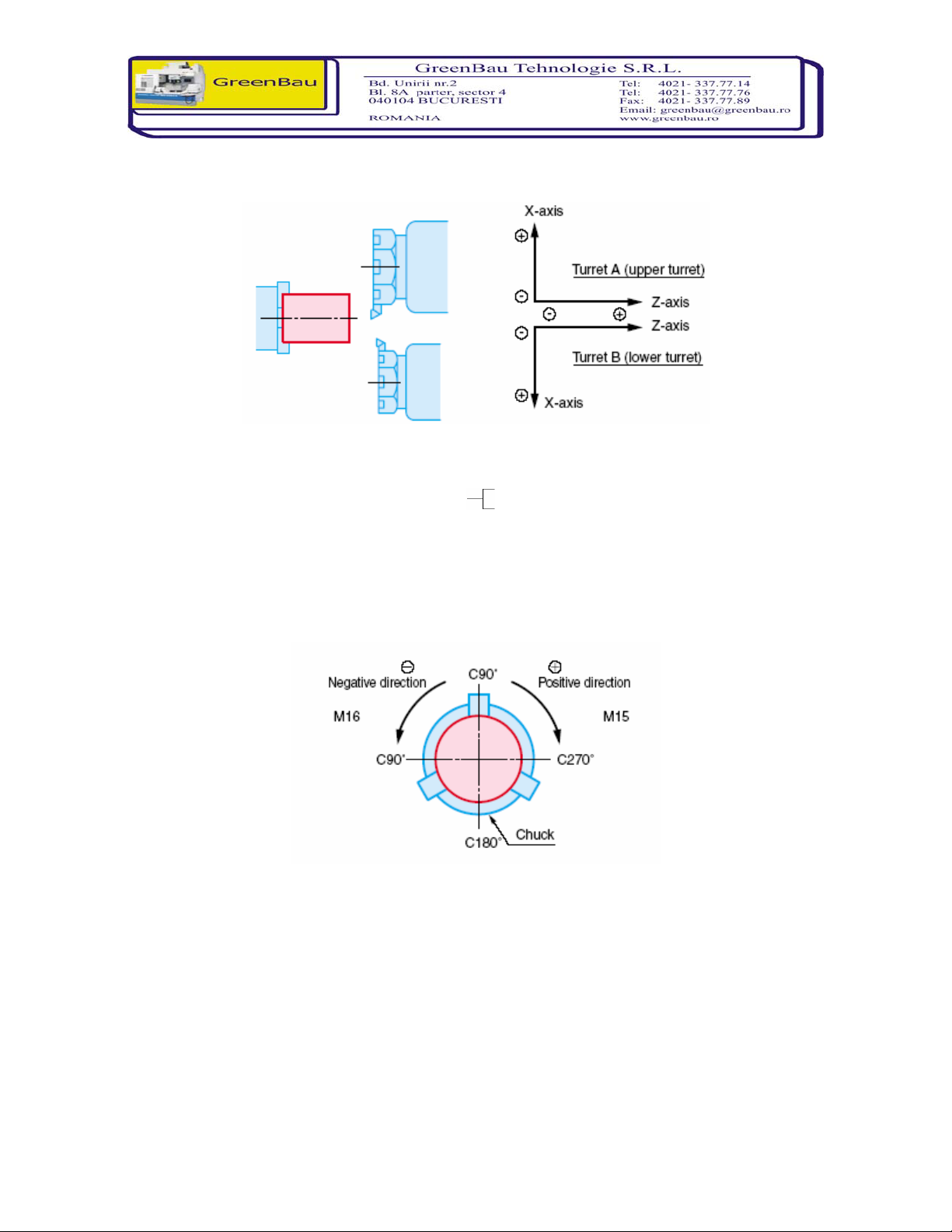
Strung CN cu doua sanii
Directiile de miscare a turelei
Sistemul de coordonate al axei C
avansul transversal ….axa X
avansul longitudinal….axa Z
(Vazut dinspre pinola)
Rotatia la dreapta este definita ca sens pozitiv de miscare dupa axa C si este
comandata cu M15. M16 este folosita pentru a specifica miscarea in sens negativ.
25
 Loading...
Loading...