

Manual de Operación y Programación P200M
Manual de
Operación y Programación para
Centro de Maquinado OKUMA
Control OSP P200M
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 1 -

Manual de Operación y Programación P200M
OBJETIVO GENERAL:
El objetivo general de este curso es lograr que el capacitando
Adquiera el conocimiento y las habilidades para operar, programar y utilizar
Las funciones así como realizar operaciones básicas en los
Centros de Maquinado OKUMA.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 2 -

Manual de Operación y Programación P200M
Í N D I C E
Página
Precauciones de seguridad …………………………………………………………. 4
Panel de control ………………………………………………………………………. 7
Monitor y funciones …………….…………………………………………………….. 8
Modos de operación y carga de datos ……………………………………………… 9
Sección NC control de operación …………….…………………………………….. 20
Cambio manual de herramienta ……………..……………………………………… 23
Unidad de entrada y salida USB ……………………………………………………. 23
Mantenimiento preventivo …………….…………………………………………….. 24
Lista de códigos G …………………………………………………………………… 25
Lista de códigos M …………………………………………………………………… 26
Literales que intervienen en la programación …………………………………….. 27
Descripción de códigos G ………….……………………………………………….. 28
Tabla de funciones de ciclos fijos o ciclos enlatados ………………………..…... 36
Descripción de códigos M …………………………………………………………... 48
Estructura de un programa …………….……………………………………………. 50
Estructura de un programa empleando Sub-Programas …………………….…. 51
Brinco de obstáculos en ciclos …………………………………………………….. 52
Ejercicios de programas con dibujo ……………………..…………………………. 54
Uso de variables en la programación …………………………………………….. 68
Variables Comunes ………..………………………………………………………… 74
Variables Locales …………….………………………………………………………. 75
Variables de Sistema ………….…………….……………………………………….. 76
Tabla de condiciones de corte …………….…..……………………………………. 80
Operaciones en MDI ……………..……….…………………………………………. 81
Operaciones de EDIT ……………...………………………………………………… 83
Pasos para arrancar un Programa …………………………………………………. 86
Operaciones con archivos OSP ……………...…………………………………….. 90
Operaciones de un programa con el Grafico …………………….………………… 92
Programación Avanzado
Calibración y seteo del sensor-compensador de longitud ……………………….. 92
Programas de ejemplo ………………………………………………………………. 94
Definición de Material ………………………………………………………………… 103
Tabla de Trigonometría ……………………………………………………………… 103
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 3 -

Manual de Operación y Programación P200M
PRECAUCIONES DE SEGURIDAD
Las máquinas de control numérico están equipadas con varios dispositivos de seguridad para prevenir
que el operador, máquina y la pieza de trabajo sufra algún daño, no obstante se les sugiere a los
operadores que usen la máquina tomando las medidas de seguridad necesarias. Es importante cumplir
estrictamente con todas las indicaciones de seguridad indicadas en las leyendas y dibujos que se
encuentran adheridas a la máquina.
Lo siguiente son algunos puntos que deben observarse cuando esté trabajando con cualquier máquina
herramienta.
VERIFIQUE LO SIGUIENTE ANTES DE ENCENDER LA MAQUINA.
1) Cierre las puertas del gabinete de control eléctrico y la puerta principal del panel de operación.
2) Nunca coloque obstáculos alrededor de la máquina.
3) Active el suministro eléctrico de la máquina en el orden siguiente:
Oprima el botón de paro de emergencia.
Accione el interruptor principal de suministro eléctrico a la posición de ON.
Presione el botón CONTROL ON en el panel de operación.
Desactive el botón del paro de emergencia del panel de control.
Presione nuevamente CONTROL ON, para desactivar la alarma del paro de emergencia
VERIFICACION RESPECTO A LA MAQUINA.
1) Antes de comenzar las operaciones diarias, verifique siempre los niveles del aceite de
lubricación.
2) Siempre use la marca o grado de aceite lubricante especificado por él fabricante.
3) Para fluido de corte (refrigerante), use la recomendación de OKUMA siempre que sea posible.
4) Cambie y reponga el aceite lubricante para cada recipiente verificando los niveles.
5) Limpie periódicamente los filtros, dependiendo de la cantidad de polvo que exista en el ambiente.
6) Verifique los manómetros de las líneas de aire e hidráulica para asegurarse de que todos
marquen la presión adecuada de trabajo, para un buen funcionamiento.
7) Para cualquier actividad que sea necesario realizar dentro de la máquina, desactive el suministro
eléctrico, y asegúrese de que no sea activado por alguien más.
8) Tome la misma precaución para las actividades de trabajo que se realicen en la parte posterior
de la máquina y que sea necesario que el operador entre en la zona de operación.
PRECAUCIONES PARA LAS OPERACIONES DE LA MAQUINA.
1) Siempre siga las instrucciones que se dan en los manuales de operación.
2) Nunca opere la máquina sin las cubiertas y puertas de protección, como lo son la puerta frontal y
las tolvas que cubren el resto de la máquina.
3) Cierre la puerta frontal.
4) Con un programa nuevo jamás intente comenzar operaciones de corte reales. Primero corra el
programa sin colocar una pieza en la máquina para verificar las operaciones y la interferencia de
la máquina; después de verificar que el programa realiza loa movimientos deseados, realice la
primer pieza en el modo de operación de bloque por bloque. Solo después de asegurarse de que
la pieza de trabajo puede cortarse sin problemas en el modo de bloque por bloque, entonces
podrá iniciar las operaciones en modo automático de operación.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 4 -

Manual de Operación y Programación P200M
5) Antes de iniciar operaciones, asegúrese siempre de que puedan realizarse en forma segura las
siguientes operaciones:
Rotación del husillo.
Largos de herramienta.
Cambios de herramienta.
Giro de herramienta.
Movimientos de los ejes.
Cambios de mesa.
Giro de mesa.
Sujeción del trabajo.
Excedentes de la pieza de trabajo.
6) Cuando el husillo este en movimiento, No trate de retirar las virutas, ni tocar la herramienta de
trabajo, palpar el acabado o checar medidas.
7) Jamás intente detener el husillo con sus manos o con cualquier otra herramienta, cuando este en
movimiento.
8) Verifique y ajuste las condiciones técnicas y físicas de las herramientas.
9) Verifique la sujeción de las herramientas y compensadores de largo y radio.
10) Ajuste las perillas de avance rápido, avance de maquinado y velocidad del husillo al 100%,
después de la primera prueba en automático.
11) Confirme la posición X, Y, Z en que terminara el proceso para cambiar la pieza de trabajo.
12) Verifique que los diámetros de las herramientas utilizadas le permitan la cantidad de
revoluciones necesarias para obtener una potencia efectiva.
13) Cerciorase de que la profundidad de corte se realice dentro de los rangos de potencia,
transmisión y troqué.
14) Sujete la pieza de trabajo con firmeza a la mesa de la maquina o al dispositivo.
15) Oriente adecuadamente las boquillas del fluido de corte (refrigerante). Estas deben estar
orientadas de manera que suministren correctamente el fluido de corte a la punta de la
herramienta o al área de corte.
MONTAJE.
1) Siempre asegurase de que este completo el montaje.
2) Después de cambiar el montaje, opere la máquina paso por paso para asegurarse de que pueda
realizarse el corte sin problemas.
3) Cuando dos o más trabajadores trabajen como en equipo, establezca las señales de seguridad
necesarias, por ejemplo, cuando estén levantando o colocando objetos pesados, confirme con
los demás trabajadores, si está bien, comenzar el siguiente proceso.
4) Cuando se esté operando con piezas pesadas use una grúa o un manipulador de carga
equivalente.
5) Cuando intente montajes con los que no esté familiarizado, verifique nuevamente el montaje
antes de continuar con el siguiente paso.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 5 -

Manual de Operación y Programación P200M
PRECAUCIONES FINALES.
1) Nunca toque el husillo o la herramienta mientras este girando.
2) Nunca toque el husillo o la herramienta mientras se esté orientando el husillo, ni mientras esté
cambiando de rango de velocidad. El husillo puede girar repentinamente.
3) Nunca inicie las rotaciones del husillo con una herramienta o cualquier objeto montado en el
husillo de modo que puede aflojarse fácilmente.
4) Siempre espere hasta que el husillo se haya detenido por completo antes de intentar retirar las
rebabas de la herramienta.
5) Nunca comience las operaciones sin antes verificar que la pieza de trabajo se haya montado
firmemente en la mesa.
6) Nunca inicie los movimientos de la mesa con alguien sobre ella.
7) El cambiador automático de herramientas y el cambiador automático de plataformas son
particularmente peligrosos cuando están en operación y debe mantenerse a todo el personal
fuera de su zona de operación.
8) La inspección y los cambios de herramienta en el magazine del ATC deben utilizarse solo
cuando el ATC este en modo de operación manual.
9) Si, por cualquier razón, el ATC o el APC paran de moverse durante una operación y es
necesario inspeccionarlos sin interrumpir primero el suministro eléctrico, el interruptor jamás
deberá tocarlos directamente.
10) Nunca intente limpiar la maquina ni inspeccionarla mientras este en operación. Siempre hágala
detenerse por completo antes de llevar a cabo esas operaciones.
AL FINAL DEL DIA.
1) Limpie la máquina.
2) Ubique la herramienta en una posición segura.
3) Antes de dejar la máquina, apague todos los interruptores eléctricos.
4) Apague el suministro eléctrico de la máquina en la secuencia siguiente
- Botón CONTROL OFF del panel de operación
- Interruptor eléctrico principal.
CUANDO SE PRESENTA ALGUN PROBLEMA.
1) Pare todo el movimiento del husillo(s) y ejes oprimiendo el interruptor de
PARO DE EMERGENCIA más cercano.
2) Póngase en contacto con el personal de mantenimiento para determinar la acción a tomar.
3) Use solo los fusibles y otras partes de repuesto de la capacidad especificada.
OTRAS PRECAUCIONES GENERALES.
1) Use la indumentaria de seguridad adecuadas.
2) Mantenga limpias las áreas de trabajo de la máquina.
3) No toque los controles con las manos mojadas.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 6 -
Manual de Operación y Programación P200M
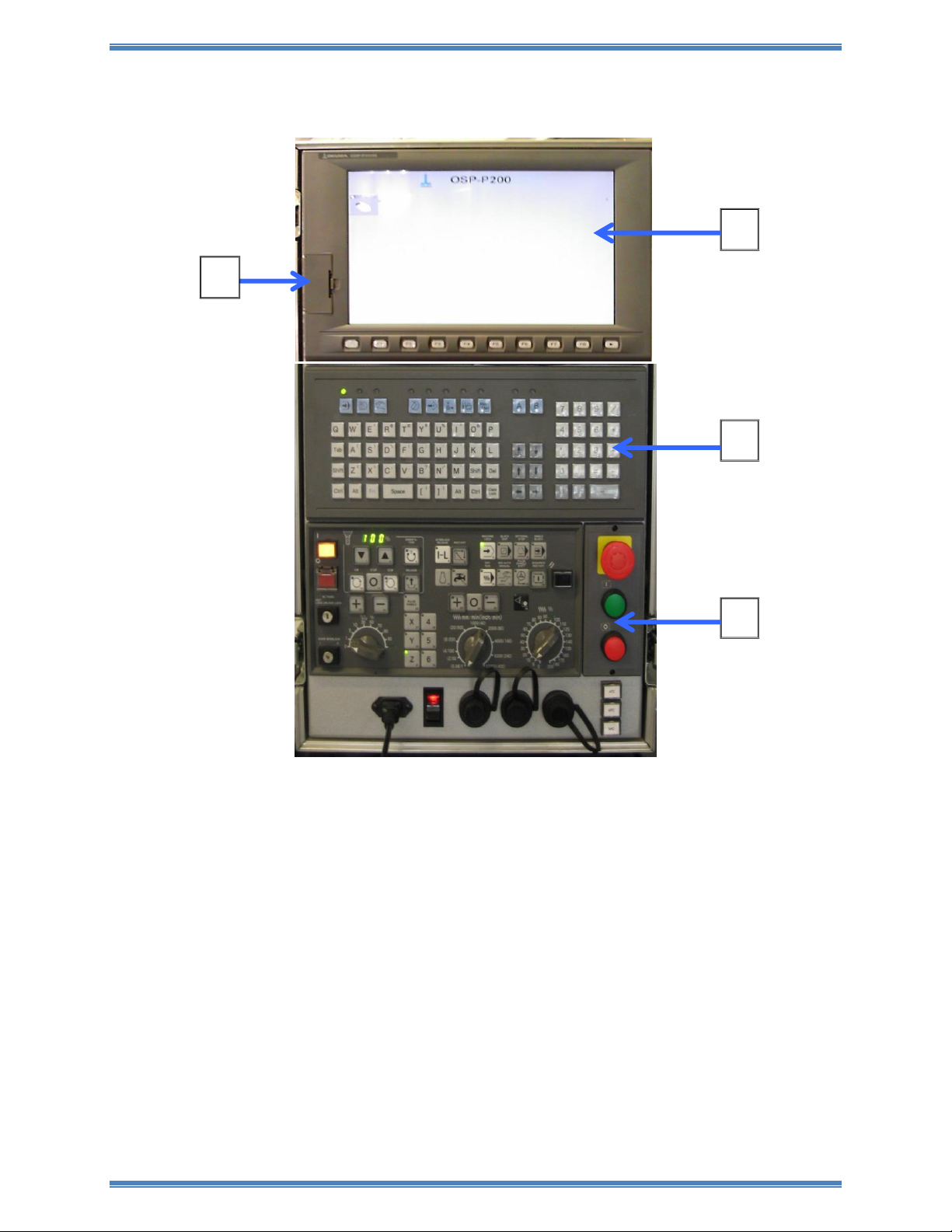
4
1
2
3
PANEL DE CONTROL
|
El panel de control:
1) Monitor y Funciones “F”.
2) Modos de Operación y carga de Datos.
3) Sección NC para el control de Operaciones.
4) Unidad para memoria USB.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 7 -
Manual de Operación y Programación P200M
1.0 MONITOR Y FUNCIONES
1.1MONITOR
En esta parte se encuentra un monitor de cristal líquido que desplazo al típico monitor de rayos
catódicos, con dos teclas en la parte derecha para ajustar el brillo de la misma al gusto del operador. En
esta podrá observar las operaciones que este realizando, revisar graficas de maquinado, revisar
programas, parámetros, etc.
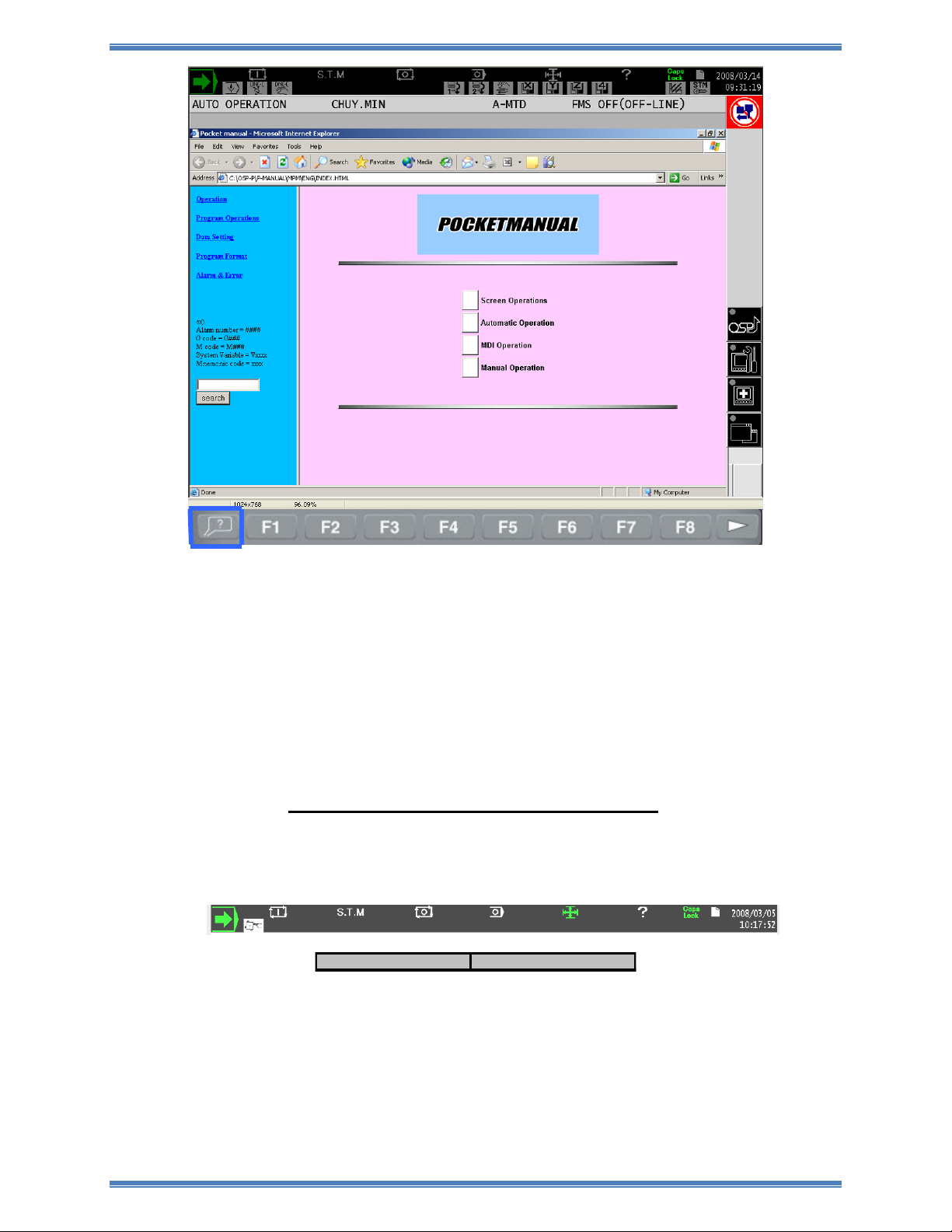
1.1 HELP.
En la parte izquierda del monitor se localiza la tecla HELP, esta tecla le ayudara cuando aparezca una
alarma, cuando desee verificar algún código o variable para programación, ya que al presionar HELP la
pantalla presentara en el menú de las funciones "F" la siguiente información:
- Alarm
- G codes
- M codes
- System variables
- M nemonic codes
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 8 -
Manual de Operación y Programación P200M
TECLAS LAMPARAS
AUTO RUN
MDI S.T.M
MANUAL SLIDE HOLE
EDIT AUX PROGRAM STOP
PARAMETER LIMIT
ZERO SET ALARM
TOOL DATA SENSOR
MAC MAN EDICION
Presione DISPLAY CHANGE cuando desee ver más del menú (F8).
En la parte inferior del monitor se localiza una línea de teclas que se identifican como teclas de funciones
F en estas funciones encontraremos un menú bastante extenso que varía de acuerdo a la pantalla que
se tenga activa y al modo de operación en que se encuentre la maquina (MANUAL, AUTOMATICO,
PARAMETROS, ETC.).
En el resto de este manual se hará referencia constante a las funciones F ya que se emplean
constantemente para diversas operaciones, como programar, llamar programas, presentar gráficas, etc.
2.0 MODOS DE OPERACIÓN Y CARGA DE DATOS.
En esta sección se encuentran los modos de operación de la máquina que están en la primera línea de
teclas, separadas por una línea de lámparas utilizadas para el monitoreo de operaciones que se realizan
en la máquina, de esta forma los modos de operación de la maquina son separados en dos grupos:
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 9 -

Manual de Operación y Programación P200M
Las teclas de modo están separadas en dos grupos:
El primer grupo es de operación, formado por las teclas de AUTO, MDI, y MANUAL. Con estos modos
de operación de la máquina se podrán realizar todos los movimientos necesarios de forma automática,
semiautomática o manual. Sin embargo se puede tener acceso al siguiente grupo de teclas de modo
denominadas de ajuste de datos, aunque este operando en cualquiera de estos modos de operación.
2.1 AUTO.
A1 presionar esta tecla la máquina se activa en modo automático, quedando preparada para la ejecución
de cualquier programa que se encuentre en la memoria de la maquina (MD1:)
2.2 MDI.
Esta es una abreviatura del enunciado MANUAL DATA IMPUT (inserción manual de datos) las
operaciones que desee realizar en este modo deberán ser tecleadas y cada renglón de datos es
ejecutado de manera automática, después de presionar WRITE para aceptar los datos y CYCLE START
para iniciar la ejecución.
Al presionar esta tecla la máquina queda activada en modo semiautomático, logrando realizar
operaciones como, encendido del husillo, cambio de herramienta, etc. Realizando solo la operación
programada en un renglón, si deseara alguna otra operación deberá ser tecleada.
2.3 MANUAL.
En este modo el operador tiene acceso total a los movimientos de los ejes, para hacer los movimientos
necesarios de montaje, cambios de herramienta, medición, limpieza, etc.
( 1 ) Los ejes pueden ser movidos en avance RAPID, JOG SPEED, o con el PULSE HANDLE,
previamente seleccionado el eje que desee mover.
( 2 ) Se tiene acceso a la operación del husillo para girarlo CCW, CW, STOP, ORIENTATION o
RELEASE para activarlo en neutral y encendido del refrigerante.
El segundo grupo formado por las teclas de modo EDIT AUX, PARAMETER, ZERO SET y TOOL DATA,
son consideradas como teclas de ajuste de información.
2.4 EDIT AUX.
Al presionar esta tecla se tiene acceso al editor de la máquina en esta sección del control se realizaran
todas las operaciones que se requieran con los archivos que se encuentren en la memoria de la máquina
como, realizar un programa, renombrar un programa, modificar programas, revisar programas grabarlo a
una USB o pasarlo de una USB a la memoria de la máquina.
2.5 PARAMETER.
Al seleccionar el modo PARAMETER se tiene acceso al sistema de parámetros de la máquina. En esta
parte del control se recomienda no abrirla si no se tiene el conocimiento necesario para navegar en esta
pagina
2.6 ZERO SET.
En este modo es utilizado para calcular la posición del origen de la pieza de trabajo, o modificar la
posición del mismo añadiendo el valor de la modificación en cualquiera de los ejes.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 10 -
Manual de Operación y Programación P200M
Al presionar este modo en la pantalla se presenta un listado de la cantidad de orígenes o ceros de
trabajo con los que cuenta la máquina, seleccionando con el cursor él número de origen y el eje que
pretende calcular primero.
En este listado aparecerá un renglón marcado con un asterisco indicando que este origen es el que se
encuentra activo.
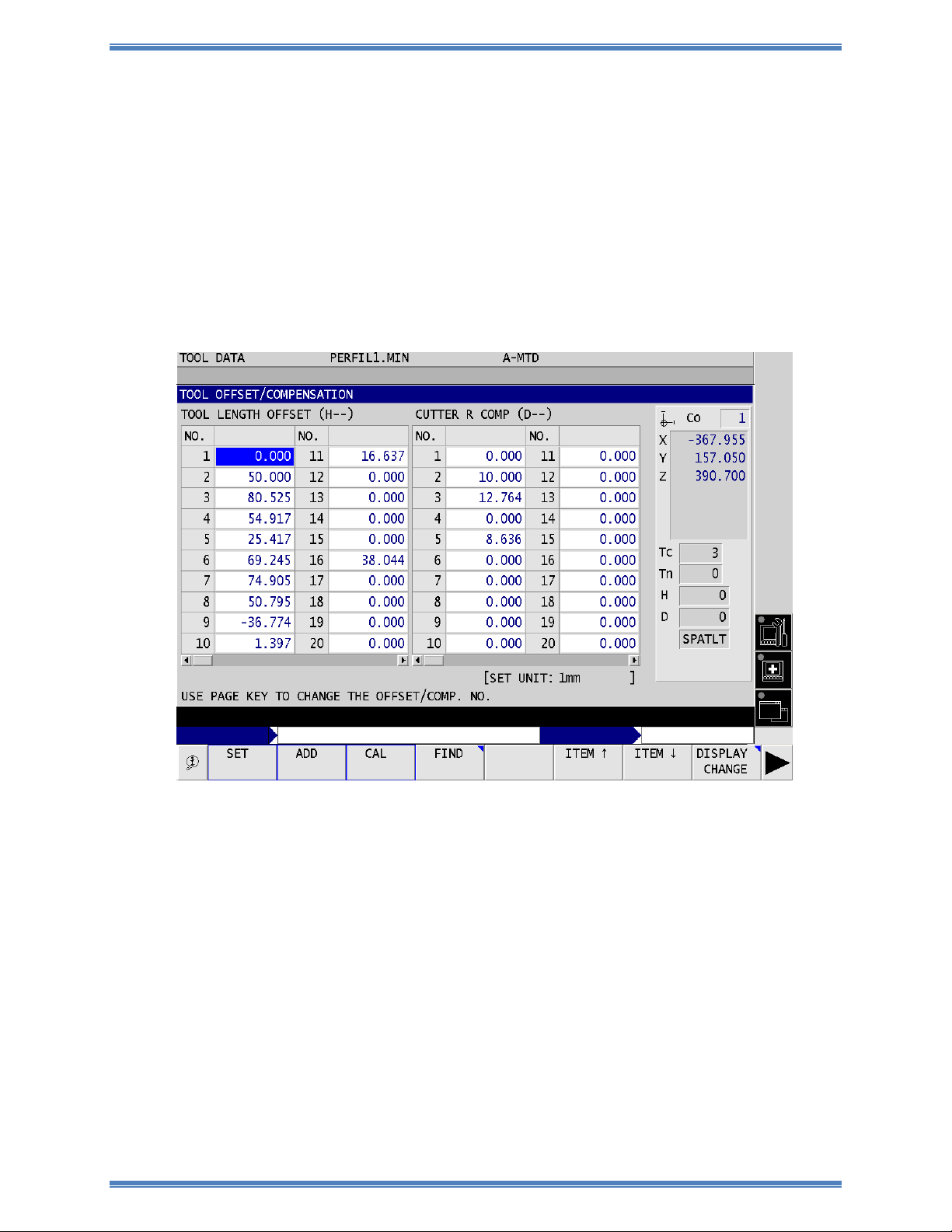
2.7 TOOL DATA.
TOOL OFFSET / COMPENSATION
En este modo se encuentra toda la información de los datos de las herramientas instaladas en la
máquina, por lo tanto, para realizar cualquier modificación en cualquiera de los datos de herramienta,
como compensadores de largo o radio, registro por cambio de herramienta, deberán ser registrados en
este modo, en la siguiente pantalla.
En las funciones F de esta pantalla aparecen diferentes funciones como, SET para ajustar valores ya
definidos, al utilizar esta función él numero tecleado será insertado, ADD para Agregar o restarle una
cantidad al valor de un compensador, CAL para registrar el largo de las herramientas.
El sistema cuenta con 50 compensadores de radio y altura de herramienta como estándar, y este puede
ser extendido a 100, 200 0 300 compensadores.
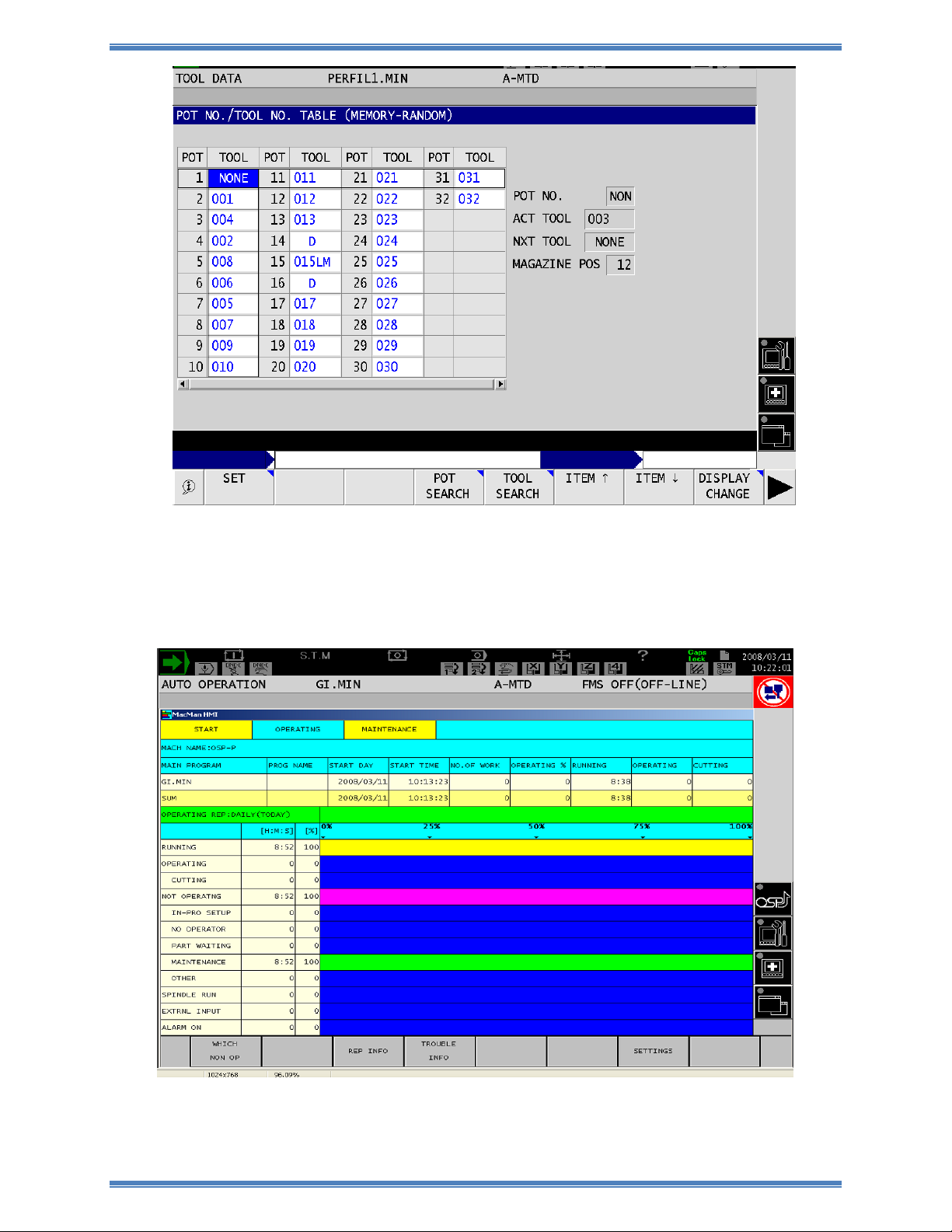
POT NO./TOOL NO.
En este mismo modo presionando ITEM de las funciones F6 tiene acceso a otras pantallas donde podrá
verificar el número de herramienta que se encuentra en cada número de casilla en el magazine, en esta
pantalla dará de alta las herramientas que desee montar en el magazine, seleccionando con el cursor él
número de POT en el que coloco la herramienta en el magazine, después de presionar set, teclee él
número de herramienta, en el monitor se muestra una pantalla semejante a la siguiente.
El administrador de herramientas, para controlar la vida de las herramientas por número de piezas o por
tiempo según sea necesario. El administrador de herramientas es opcional por lo tanto este no estará
activado al menos que se solicite
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 11 -
Manual de Operación y Programación P200M
2.8 MAC MAN.
El MAC MAN es un administrador de operaciones de máquina en este podrá encontrar todo un reporte
de operaciones diarias de la máquina, indicando la hora y la fecha en que fue encendida la máquina,
cuanto tiempo tiene encendida la máquina, cuanto tiempo a estado operando, cuanto tiempo tiene sin
operar. Cuenta con un contador de piezas indicando cuanto tiempo se tarda por cada una y cuánto
tiempo se tardó en fabricar todo el total de piezas.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 12 -
Manual de Operación y Programación P200M
2.9 TECLAS DEL ALFABETO.
Estas teclas son utilizadas para la inserción de datos de programación, inserción de comandos de
programación, insertar comentarios en un programa. Las letras que intervienen en el programa deben de
ser mayúsculas, por lo tanto la tecla CAPS LOCK, siempre deberá estar activada. la tecla SP se utiliza
para brincar un espacio al momento de estar tecleando información. La tecla UPPER CASE se utiliza
para teclear los signos que aparecen en cada tecla, presionando esta al mismo tiempo que se presiona
la tecla del signo deseado.
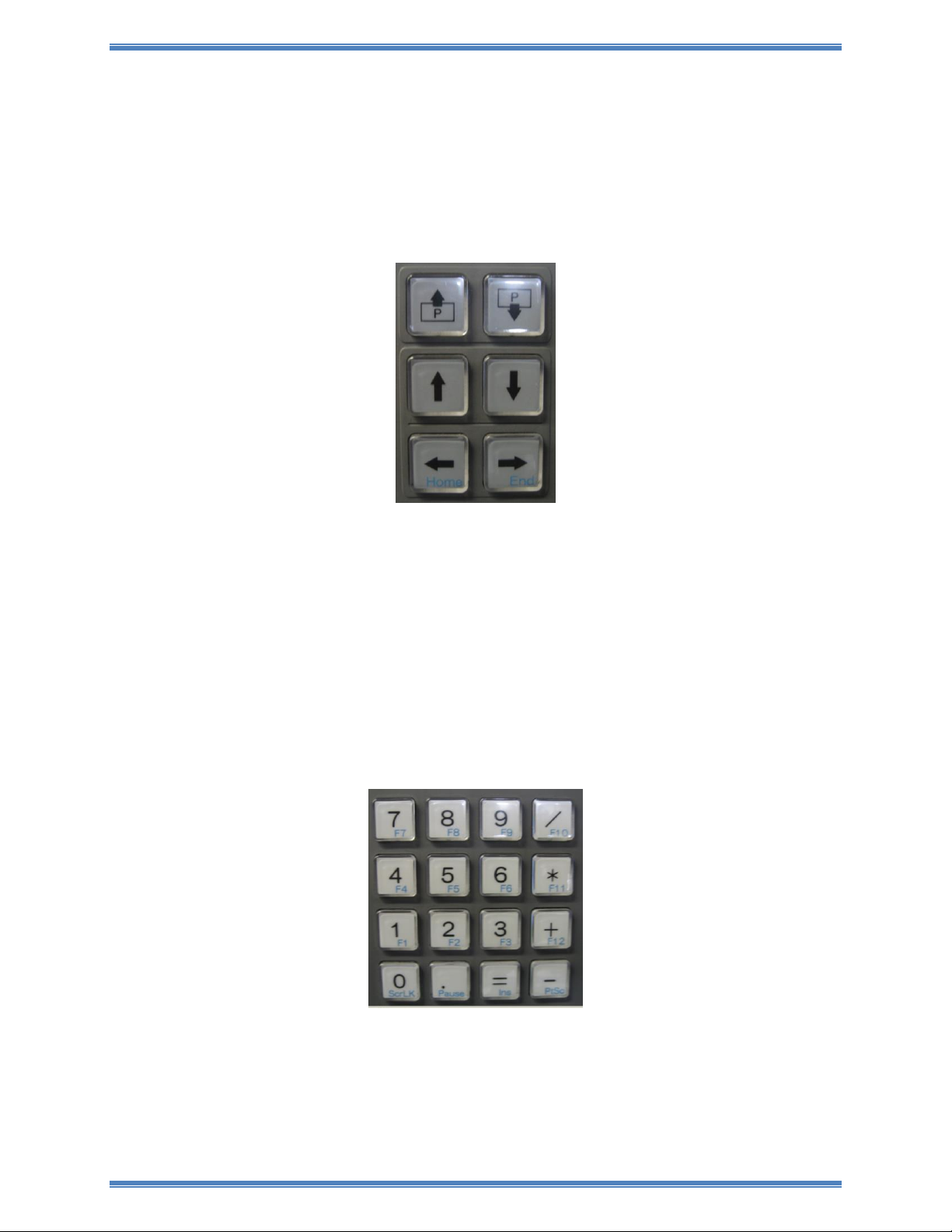
TECLAS DE CURSOR Y PÁGINA.
2.10 TECLAS DE CURSOR.
Estas teclas son utilizadas para mover el cursor en la pantalla a la posición adecuada para la inserción
de datos, ajuste o corrección de estos.
Con estas también moverá el cursor para la selección de un programa al presentar el listado de
programas almacenados en la memoria de la máquina.
2.11 TECLAS DE PÁGINA.
Estas se utilizan para cambiar de página en la pantalla. Las páginas presentadas dependerán del modo
en el que se encuentre activada la máquina, en algunos casos la página presente en la pantalla tendrá
más secciones, para estos casos el cambio de sección se realizara con ITEM de las funciones F de la
pantalla.
2.12 TECLADO NUMERICO.
Estas teclas son utilizadas para la inserción de datos numéricos, complementos de códigos, valores de
coordenadas, etc. Adjunto a este grupo de teclas se localizan también las teclas de los signos de suma,
resta, división y multiplicación, para las operaciones básicas de aritmética, estos signos se utiliza para
insertar de alguna operación y se desea conocer de dónde procede este resultado, ejemplo.
G00 X1.387+5.738
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 13 -

Manual de Operación y Programación P200M
En el ejemplo anterior se podría teclear solamente el resultado de la operación pero desconocería de
donde viene el valor del resultado.
2.13 BS
Esta tecla es utilizada para borrar el último carácter tecleado o retroceder un espacio moviendo el cursor
hasta el punto donde se desea borrar un carácter, al momento de estar tecleando alguna información.
Cada vez que esta tecla sea presionada el cursor correrá un espacio hacia atrás borrando el carácter.
2.14 /// DIAGONAL
Al presionar esta tecla se cancelara toda la información tecleada en un renglón. Esto solo tendrá función
con todo lo tecleado en la consola del monitor.
2.15 WRITE.
Esta tecla deberá ser presionada cada vez que se haya tecleado una información, para que esta sea
aceptada por el control. Esta puede ser interpretada como ENTER o INPUT.
En el modo de EDIT AUX esta tecla solo funciona como cambio de línea, al terminar de teclear la
información que deba llevar el renglón, presiona WRITE y el cursor pasara al siguiente renglón.
3.0 SECCION NC CONTROL DE OPERACIONES
En esta sección se controlan diferentes operaciones de la máquina, en modo AUTOMATICO, MIDI o
MANUAL.
3.1 CONTROL ON; CONTROL OFF.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 14 -

Manual de Operación y Programación P200M
Este botón es un interruptor que activa el suministro eléctrico a los sistemas de control y servomotores.
El interruptor principal de costado del gabinete de control deberá ser activado primero. Cuando se oprime
el interruptor CONTROL ON este encenderá. Este interruptor servirá también para desactivar la alarma
de paro de emergencia, una vez desactivado el paro de emergencia.
3.2 CONTROL OFF.
Este botón es un interruptor eléctrico empleado para suspender el suministro eléctrico a los sistemas de
control y servomotores. Siempre oprima este botón antes de desactivar el interruptor principal.
3.3 AXIS SELECT.
En esta sección se encuentran los ejes de movimiento de la máquina, el movimiento longitudinal de la
máquina corresponde al eje X, el movimiento transversal corresponde al eje Y, el movimiento vertical
corresponde al eje Z, las teclas 4 y 5 son opcionales.
La tecla de PULSE HANDLE es utilizada para activar el generador de pulsos manual, encontrándose en
el mismo generador de pulsos otro selector de ejes y un selector de velocidad que indica el valor por
cada división de la perilla.
Al seleccionar cualquiera de los ejes en esta sección la máquina no realizara ningún movimiento, hasta
seleccionar la dirección del movimiento, con los signos positivo y negativo de la sección RAPID.
3.4 RAPID.
Las teclas de los signos positivo (+) y negativo (-) determinaran la dirección de movimiento de cualquiera
de los ejes seleccionados X, Y, Z, según sea el movimiento deseado. El movimiento del eje permanecerá
mientras el botón del signo más o menos este presionado y la maquina en modo MANUAL.
Con la perilla de RAPID OVERRIDE podrá controlar el porcentaje de velocidad con la que se
desplace el eje seleccionado. Con este interruptor también controlara los desplazamientos con avances
rápidos contenidos en un programa, esto con la finalidad de hacer la primera prueba de maquinado,
acercando la herramienta al trabajo despacio para prevenir algún golpe.
Esta perilla deberá estar indicando al 100% cuando la maquina esté operando en forma automática para
la ejecución de algún programa que ya fue probado. Par asegurar que los movimientos de acercamiento
y retirada de la herramienta a la pieza de trabajo la máquina los realice a la velocidad máxima que se
pueda mover la máquina.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 15 -

Manual de Operación y Programación P200M
FORMAS DE OPERAR UN PROGRAMA.
El siguiente grupo de teclas solo tiene función cuando la máquina se encuentra en modo automático ya
que solo actuaran en la ejecución de un programa.
3.5 BLOCK SKIP.
Esta función al ser activada solo funcionara en aquellos programas que incluyan blocks de programación
con una diagonal ( / ) al inicio, ignorando la información que contenga, ejemplo.
/G04 F15
Cuando el control lea este block de programación y la función BLOCK SKIP este activada la máquina no
lo ejecutara, manteniendo de esta forma la información programada como opcional, ya cuando desee
activar esta información bastara desactivar la función.
3.8 OPTIONAL STOP.
Esta función trabaja en conjunto con el código M01 (paro opcional). Al estar activada esta función el
control leerá y ejecutara todos los M01 considerados en la realización del programa, deteniendo la
ejecución del programa, la principal ventaja de esta función es precisamente como su nombre lo dice es
opcional, por lo tanto cuando la tecla de
OPTIONAL STOP este desactivada el control ignorara los M01 ( paro opcional ), de tal forma que el
programa será interrumpido solo cuando el operador lo desee.
3.9 SINGLE BLOCK.
Al estar activada esta función en el panel, estando la maquina en modo automático el control ejecutara el
programa en operación de renglón por renglón, dando la oportunidad de cotejar los movimientos con las
lecturas de posición de la máquina que se presentan en el monitor del control.
Esta funciona se recomienda utilizarla cuando se corra en automático por primera ocasión un programa,
controlando la velocidad de los avances rápidos con la perilla
OVERRIDE, dando la oportunidad de detectar algún posible error que genere un golpe de la herramienta
con la pieza de trabajo.
3.11 STM LOCK.
Al activar esta tecla estando la maquina en modo automático, al correr un programa el control cancelara
todos los códigos M, revoluciones S y cambios de herramienta T.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 16 -

Manual de Operación y Programación P200M
3.12 AXIS COM CANCEL.
A1 activar esta tecla estando la máquina en modo automático, al correr un programa el control cancelara
los movimientos en el eje Z, desplazándose solamente en los ejes X, Y.
3.13 MID AUTO MANUAL.
Esta tecla al activarla presenta la oportunidad de intervenir las operaciones que se estén realizando en la
máquina en modo automático, teniendo acceso al movimiento de los ejes en manual, apagar
refrigerante, parar el husillo, etc. Para realizar cualquier tipo de operación que se requiera y ya
terminadas las operaciones, regresar la herramienta al mismo punto del que fue retirada reanudando
nuevamente la operación del programa, todo esto sin salir del modo automático. Como realizar este tipo
de intervenciones se explicara más delante.
3.14 PULSE HANDLE SHIFT.
Esta función es utilizada cuando la máquina está operando en modo automático, al activarla se tiene la
oportunidad de mover cualquiera de los ejes al estarse ejecutando un programa. Utilizando el pulsador
manual, para limpiar algún excedente que no se haya alcanzado a maquinar. Esto en el caso de piezas
muy irregulares.
3.15 SEQUENCE RESTAT.
Cuando se interrumpe la operación de maquinado con la función del MID AUTO MANUAL por cualquier
causa, deberá ser presionada esta tecla después de realizar los ajustes o modificaciones necesarias,
para reiniciar la secuencia de maquinado interrumpida. También será utilizada cuando desea iniciar un
programa a la mitad a un determinado número de secuencia, después de haber tecleado él número de
secuencia.
3.16 MIRROR IMAGE.
Existe una tecla de este tipo para cada uno de los ejes del centro de maquinado, utilizadas para activar
la función de espejo. La operación de esta es invertir el signo de los datos programados en cada eje.
Para activarla deberá mantener oprimida la tecla INTERLOCK RELEASE.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 17 -

Manual de Operación y Programación P200M
3.17 INTERLOCK RELEASE.
Esta tecla funciona como candado para activar el resto de las teclas de este grupo y las del husillo
presionándola primero y después la tecla que desee activar.
3.18 MACHINE LOCK.
Esta tecla es utilizada como candado de máquina. Se emplea cuando desea correr un programa y que
los valores reales aparezcan en la pantalla mientras se ejecuta el programa sin tener movimiento en los
ejes.
13.19 DRY RUN.
Esta función es utilizada para correr un programa a una velocidad de avance mayor a la programada y
esta es determinada por la perilla del JOG SPEED. Cuando esta es activada los avances programados
en G01, G02, G03 y ciclos fijos son ignorados y controlados con la perilla del JOG SPEED.
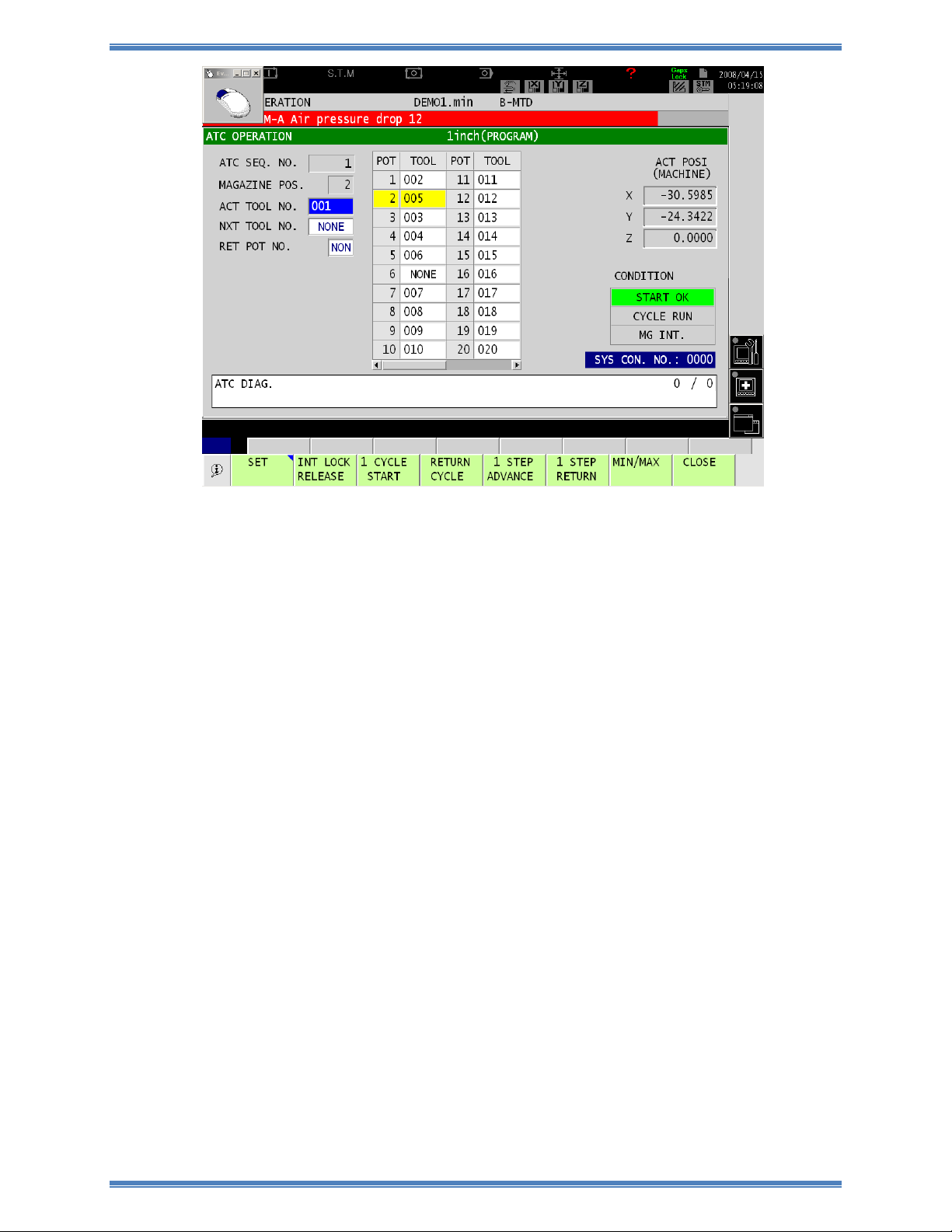
13.20 ATC estas siglas son la abreviatura del enunciado automatic tool change (cambio automático de
herramienta).
En esta sección se tiene acceso a la operación del ATC, al oprimir esta tecla se activa el control en modo
de operación de ATC, permitiendo hacer la operación del cambio de herramienta paso por paso en modo
MANUAL.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 18 -
Manual de Operación y Programación P200M
En el monitor se puede tener acceso a la pantalla del ATC DATA oprimiendo la tecla ATC/APC de las
funciones F de la pantalla, donde podrá verificar el número de herramienta activa y el número de
secuencia de cambio de herramienta.
APC es automatic pallet change (cambio automático de masa).
En esta sección se tiene acceso a la operación del APC, al oprimir esta tecla se activa el control en
modo de operación de APC, permitiendo hacer la operación del cambio de mesa paso por paso en modo
MANUAL.
En el monitor se puede tener acceso a la pantalla del APC DATA oprimiendo la tecla ATC/APC de las
funciones F de la pantalla, donde podrá verificar el número de mesa activa y el número de secuencia de
cambio de mesa.
3.21 INTERLOCK RELEASE.
Esta tecla funciona como candado para tener acceso al resto de las teclas del ATC.
3.22 1 CYCLE START.
Al oprimir esta tecla se realiza un ciclo completo de cambio de herramienta. Esto solo será posible
cuando la secuencia del ATC este en el No. 1.
3.23 RETURN CYCLE START.
Esta tecla es utilizada para retroceder un ciclo de cambio de la herramienta, puede ser presionada
cuando el número de secuencia del ATC se encuentre en cualquier número.
3.24 1 STEP ADVANCE.
Al oprimir esta tecla se avanza un paso en la operación del ATC cada vez que se oprime la tecla.
3.25 1 STEP REVERSE.
Con esta se tiene una función similar a la anterior solo que de reversa.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 19 -

CONTROLES DEL HUSILLO
Manual de Operación y Programación P200M
3.26 ORIENTATION.
Al activar esta tecla el husillo será orientado a la posición adecuada para realizar un cambio de
herramienta. Para activar esta tecla deberá ser presionada primero la tecla INTERLOCK RELEASE. En
modo MANUAL.
3.27 CW.
A1 activar esta tecla el husillo iniciara e1 giro a favor de las manecillas del reloj. En modo manual. La
velocidad a la que arrancara el husillo será la última velocidad programada en el modo MDI.
3.28 STOP.
Presione esta tecla para detener la rotación del husillo en modo manual.
3.29 CCW.
Esta tecla tiene una función semejante a la CW solo que con esta el husillo iniciara en sentido contrario a
las manecillas del reloj.
3.30 RELEASE.
Al oprimir esta tecla el husillo se colocara en estado de neutral.
3.31 SPINDLE OVERRIDE.
Esta perilla es utilizada para incrementar o disminuir las revoluciones programadas y determinadas por el
comando S, disminuyéndolas a150% o incrementándolas al 200%
3.32 PERILLA Y TECLAS (JOG SPEED ; FEEDRATE)
Estas teclas son utilizadas para seleccionar la dirección del movimiento en cualquiera de los ejes,
seleccionado en el área de AXIS SELECT en la dirección que sea necesaria, estas
Operaciones deberán realizarse en manual. Para detener el movimiento presione la tecla localizada
entre las dos teclas de los signos.
La perilla del JOG SPEED es un selector de velocidad de avance de JOG, esta velocidad de avance
podrá ser monitoreada en la pantalla, en la página de posición actual.
3.33 FEEDRATE
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 20 -

Manual de Operación y Programación P200M
Esta perilla es utilizada para incrementar o disminuir los avances programados y determinados por el
comando F, disminuyéndolos hasta cero o incrementándolos hasta en un 200%. Solo será efectivo para
modificar los avances de corte programados en G01, G02, G03 y algunos ciclos fijos, para el caso del
machueleado no es efectivo.
3.34 FUNCIONES MICELÁNEAS:
3.35 RESTART
Este botón es utilizado para restablecer la operación de un programa que se estaba corriendo en
automático por apertura de la puerta.
3.36 EMG STOP.
Este botón es el paro de emergencia. Se recomienda activarlo siempre que se retire de la máquina, este
botón activara una alarma, esta alarma desaparecerá al presionar control on.
3.37 CYCLE START.
El botón de arranque de ciclo es para iniciar la operación de un programa en automático, para iniciar la
operación de un renglón de instrucción en MDI, iniciar
Operaciones después de un paro opcional M01, iniciar operaciones después de un paro de programa
M00 o después de haber presionado el botón de SLIDE HOLD.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 21 -

Manual de Operación y Programación P200M
3.38 SLIDE HOLD.
Al presionar este botón se detendrá la ejecución del programa, parando los movimientos de los ejes,
mientras este activado este botón. El husillo continúa girando y el refrigerante continúa fluyendo.
3.39 RESET.
Al presionar este botón restablece el control, también se acciona para borrar algunas alarmas. El
programa que se encuentra corriendo lo restablece al inicio y para los movimientos de los ejes,
quedando el programa preparado para iniciar de nuevo.
3.40 DOOR INTERLOCK Y NC PANEL.
Selector de llave para activar y desactivar el candado de seguridad de la puerta de acceso a la máquina.
A1 estar desactivado tendrá acceso a los movimientos manuales de la maquina con la puerta abierta.
Manejando los movimientos a un 30% de lo normal.
3.41 NC PANEL.
Selector de llave para cancanear diferentes partes del panel.
EDIT LOCK, la llave a esta posición, no se tendrá acceso al modo EDIT AUX.
UNLOCK, la llave en esta posición permite el acceso a todo el panel.
LOCK, en esta posición quedara cancelado acceso a todo el panel de control.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 22 -

Manual de Operación y Programación P200M
BOTONES PARA EL CAMBIO MANUAL DE HERRAMIENTA
En esta sección se localizan los botones necesarios para realizar un cambio manual de herramienta
directamente en el husillo.
Para realizar la operación de cambio manual de herramienta, utilizando los botones de la imagen
anterior, deberá activar el modo manual en las teclas de modo del panel.
Al presionar cualquiera de estos botones encenderá la lámpara que se encuentra en la parte superior de
cada uno de estos indicando que sé está ejecutando esta operación.
Estas lámparas deberán estar todas apagadas cuando termine la operación de cambio de herramienta,
para que la maquina pueda operar en automático.
1 Con el botón de la izquierda ( TOOL CHANGE CYCLE ) activara las operaciones de cambio manual
de herramienta.
2 Con el botón del central ( TOOL CLAMP ) activara la operación de sujetar la herramienta
previamente puesta en el husillo.
3 Con el botón de La derecha ( TOOL UNCLAMP ) desactivara la sujeción de la herramienta instalada
en el husillo, sujetando la herramienta con la mano antes de presionar el botón.
UNIDAD USB
La operación de esta unidad se realizara activando el modo de edición ( EDIT AUX ) con las teclas de
modo del panel, ya activado el modo de edición, el menú de las funciones F presentara las funciones
requeridas para grabar información en la USB o para sacar información de la USB.
La información que desee guardar en la USB podrá ser almacenada en formato OSP o WINDOWS. El
formato OSP sería el formato de la máquina y las operaciones que se deseen realizar con esta
información guardada en formato OSP, solo se podrá tener acceso en el control de la misma maquina o
en otro control OKUMA.
Utilizando el formato WINDOWS para guardar información u obtener información de una USB, tiene la
oportunidad de tener acceso a la información de la USB en cualquier computadora o en cualquier control
OKUMA.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 23 -

MANTENIMIENTO PREVENTIVO
1) Unidad hidráulica principal.
- Deberá checar el nivel de aceite con la maquina apagada.
- El tipo de aceite DTE 24 MOBIL.
- La fuerza que maneja es de 6 kg.
2) Unidad de enfriamiento del husillo.
- Checar el nivel de aceite.
- Limpiar el filtro cada 15 0 30 días dependiendo del polvo que se encuentre en el
ambiente. El filtro podrá ser limpiado con agua y jabón.
- El tipo de aceite es VELOCITE 24 MOBIL.
- Esta unidad cuenta con un botón para restablecer cuando esta se halla apagado por
exceso de calor.
- La perilla del indicador de temperatura con que cuenta esta unidad deberá estar siempre
orientada a cero.
3) Unidad de lubricación.
- checar nivel.
- El tipo de aceite es G68 VACTRA 2.
- La presión deberá ser de 30 psi.
4) Presión del aire.
- Verifique que la presión que indique el manómetro sea de 80 a 90 psi.
- Verifique que el aire no contenga agua.
5) 5. Cambiador de mesa.
Lubricar con grasa EP2 MOBIL.
NOTA:
Utilice siempre los lubricantes antes mencionados o equivalentes previamente verificados, para
asegurar un buen funcionamiento del equipo.
Manual de Operación y Programación P200M
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 24 -

Manual de Operación y Programación P200M
LISTA DE CODIGOS G
La siguiente lista de códigos muestra los códigos G más utilizados en la programación básica.
G00 Movimiento rápido.
G01 Interpolación lineal.
G02 Interpolación circular a favor de las manecillas del reloj (CW).
G03 Interpolación circular contra las manecillas del reloj (CCW).
G04 Demora o tiempo de espera.
G15 Selección del sistema de coordenadas.
G17 Selección del plano de trabajo X, Y.
G18 Selección del plano de trabajo X, Z.
G19 Selección del plano de trabajo Y, Z.
G30 Posicionamiento a casa.
G40 Cancelación de los compensadores de radio.
G41 Compensador de radio de la herramienta por la izquierda.
G42 Compensador de radio de la herramienta por la derecha.
G56 Compensador de largos de herramienta.
G71 Retorno al nivel especificado por Z.
G73 Taladrado profundo de alta velocidad.
G74 Machueleado de reversa, (izquierdo).
G76 Mandrinado fino.
G81 Taladrado continúo.
G82 Taladrado con demora para cajas.
G83 Taladrado con picoteo.
G84 Machueleado derecho Flotante.
G85 Rimado.
G86 Mandrinado Común.
G87 Mandrinado Posterior.
G89 Rimado.
G80 Cancelación de ciclos fijos.
G90 Sistema de programación absoluto.
G91 Sistema de programación incremental.
G94 Determina el avance por minuto.
G95 Determina el avance por revolución.
G274 Machueleado Izquierdo rígido sincronizado.
G284 Machueleado derecho rígido sincronizado.
G333 Compensación Cabezal Angular-Máquina Doble Columna.
G334 Cancela Compensación Cabezal Angular-Máquina Doble Columna.
G68 Cancela G69--Máquina Doble Columna.
G69 Cambio de Coordenadas y Planos-Cabezal Angular-Máquina Doble Columna.
Con la lista anterior de códigos puede realizar la programación de cualquier tipo de perfil o superficie
incluyendo los ciclos fijos de Taladrado, Machueleado, Mandrinado, Avellanado y Rimado.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 25 -

Manual de Operación y Programación P200M
LISTA DE CODIGOS M
La siguiente lista de códigos M de la misma forma que la lista anterior de códigos G, son los necesarios
para estructurar adecuadamente un programa básico, ambas listas en conjunto dan a un programa el
orden adecuado de ejecución para la realización de un perfil sencillo o complicado.
M00 Paro de programa.
M0l Paro opcional.
M02 Fin de programa.
M03 Giro de husillo a favor de las manecillas del reloj.
M04 Giro de husillo contra de las manecillas del reloj.
M05 Paro del husillo.
M06 Cambio de herramienta.
M08 Encendido del refrigerante.
M09 Apagar refrigerante.
M12 Activa el aire.
M15 Giro de mesa a favor de las manecillas del reloj (CW).
M16 Giro de mesa contra de las manecillas del reloj (CCW).
M19 Orienta el husillo.
M30 Fin de programa.
M50 Enciende soluble de baja presión por interior del husillo.
M51 Enciende el soluble de alta presión por el interior del husillo.
M52 En ciclo Enlatados, regresa al límite superior en Z (Home).
M53 En ciclo Enlatados, regresa a un nivel específico determinado en G71 para Z.
M54 En ciclo Enlatados, regresa al nivel R.
M60 Cambio de mesa.
M63 No hay siguiente Hta.
M64 Retorna a magazine la siguiente Hta.
M133 Permite los movimientos de la máquina estando apagado el Husillo.
M144 Abre la puerta del Preseteador de Hta.
M145 Cierra Puerta Preseteador.
M177 Cambio de Hta. Cabezal Angular.
M190 Posición del Puente-Doble Columna.
M199 Posición del Puente-Doble Columna.
M334 Preparación Lista Cambio de Mesa.
M329 Ignora que no tiene herramienta instalada en el husillo.
Con el empleo de las listas anteriores de códigos solo podrá definir el perfil deseado en el eje X, Y, Z
conociendo usted los valores numéricos de cada coordenada lo que nos obliga a realizar los cálculos
necesarios para conocer los valores desconocidos.
Los valores desconocidos los podrá calcular en algunos casos con operaciones aritméticas básicas
como suma, resta, multiplicación o división, para otros casos más complicados deberá hacer uso de
trigonometría básica para conocer valores de las distancias por medio de los ángulos presentes en un
plano de trabajo. Si cuenta con algún paquete de dibujo asistido por computadora podrá apoyarse en
este de manera bastante ventajosa ya que cualquier calculo por complicado que parezca este solo
bastara realizar el dibujo en su computadora y ya terminado de dibujar usted determinara que puntos
necesita calcular y de qué punto de referencia pretende calcularlos, una vez obtenidos solo faltara
ordenarlos con respecto al perfil a programar y al tipo de código que debe llevar para ejecutar el
movimiento.
Si cuenta con un paquete más sofisticado de CAD-CAM este le ayudara a realizar los programas con
mayor facilidad.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 26 -

Manual de Operación y Programación P200M
LITERALES QUE INTERVIENEN EN LA PROGRAMACIÓN
El siguiente listado de letras son necesarias para la elaboración de un programa algunos de los códigos
G listados anteriormente deberán de ser acompañados de una letra para lograr realizar su función
adecuadamente si no se le agregara la letra adecuada la maquina marcara una alarma y el programa no
podrá ser ejecutado.
B___ Se emplea para girar la mesa un determinado número de grados (B 30).
D___ Determina el número de compensador de la herramienta (G41, G42 D15).
F___ Determina el avance de la herramienta en mm/Rev. mm/min. Pulga. /Rev. Pulga. /min.
H___ Acompañada de un G15 H_ determinara él número de origen.
Acompañada de un G56 H_ determinara el compensador de largo de la hta.
I___ En un G2 o G3 determina la distancia del punto de inicio al centro del arco en X. J___ En un
G2 o G3 determina la distancia del punto de inicio al centro del arco en Y.
K___ En un G2 o G3 determina la distancia del punto de inicio al centro del arco en Z.
N___ Determina el número de renglón si estos son enumerados (N0024).
O___ Indicara el nombre o número de sub-programa.
P___ Determina tiempo de espera los ciclos fijos y en un G04.
Determina el número de HOME POSITION con G30.
Q___ Determina tiempo de espera en ciclos fijos.
Determina el número de repeticiones en de un sub-programas.
Determina distancia para romper la viruta en ciclos fijos.
R___ Determina la medida del radio en G2 y G3
Determina el nivel de aproximación inicial en Z para ciclos fijos.
S___ Determina el número de revoluciones. M3 S_
T___ Determina el número de herramienta. M6 T_
X___ Valor de una coordenada en el eje X.
Y___ Valor de una coordenada en el eje Y.
Z___ Valor de una coordenada en el eje Z.
GOTO Ir a, (brinco) en el programa.
CALL Llamar a un sub-programa de un programa principal.
RTS Fin de un sub-programa.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 27 -
Manual de Operación y Programación P200M
DESCRIPCION DE CODIGOS G
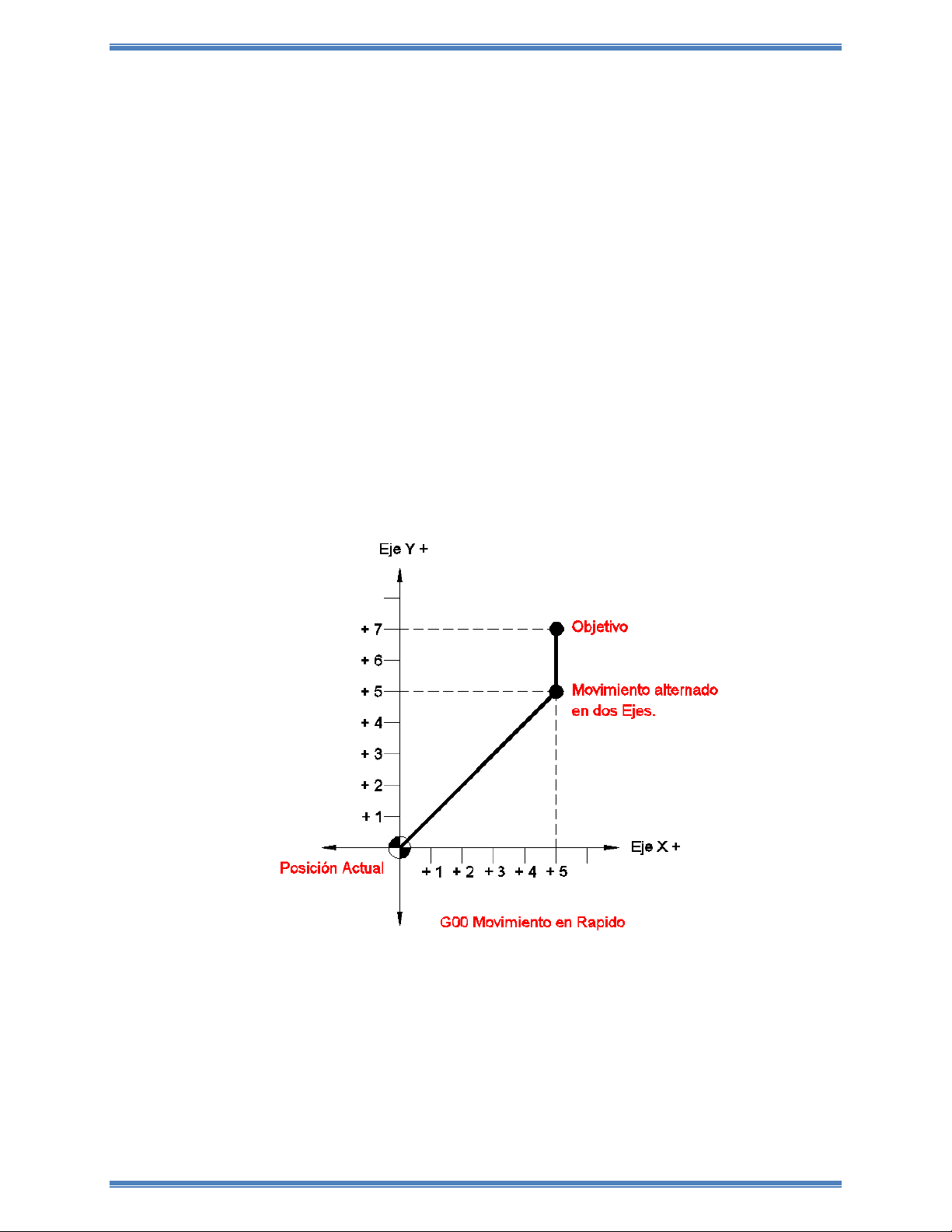
G00 DESPLAZAMIENTO RAPIDO.
Al momento de leer esta instrucción el control, los ejes se desplazan con el avance máximo al que se
mueve la máquina, este avance es ajustado vía parámetros para cada eje, por lo tanto no podrá ser
ajustado por F. El desplazamiento se realiza en forma lineal, en dirección de cualquiera de los ejes o
interpolando el movimiento en dos o más ejes, formando un ángulo de 45 grados con respecto a la
distancia más corta de los ejes. Esto significa que al programar una distancia de 5" en X, Ven Y, 9" en Z,
en movimiento se ejecutaría moviéndose alternadamente en los tres ejes por 5" a 45 grados,
posteriormente 2" a 45 grados en los ejes Y, Z, y por ultimo 2" en el eje Z para llegar al objetivo.
Formato de programación:
G00 X__ Y__
X__ Z__
Y__ Z__
Ejemplo: Para programar un desplazamiento tomando como referencia el origen a una distancia de 5”
en X y 7" en Y, lo teclearía de la siguiente forma.
Programa: G00 X5.0 Y7.0
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 28 -
Manual de Operación y Programación P200M
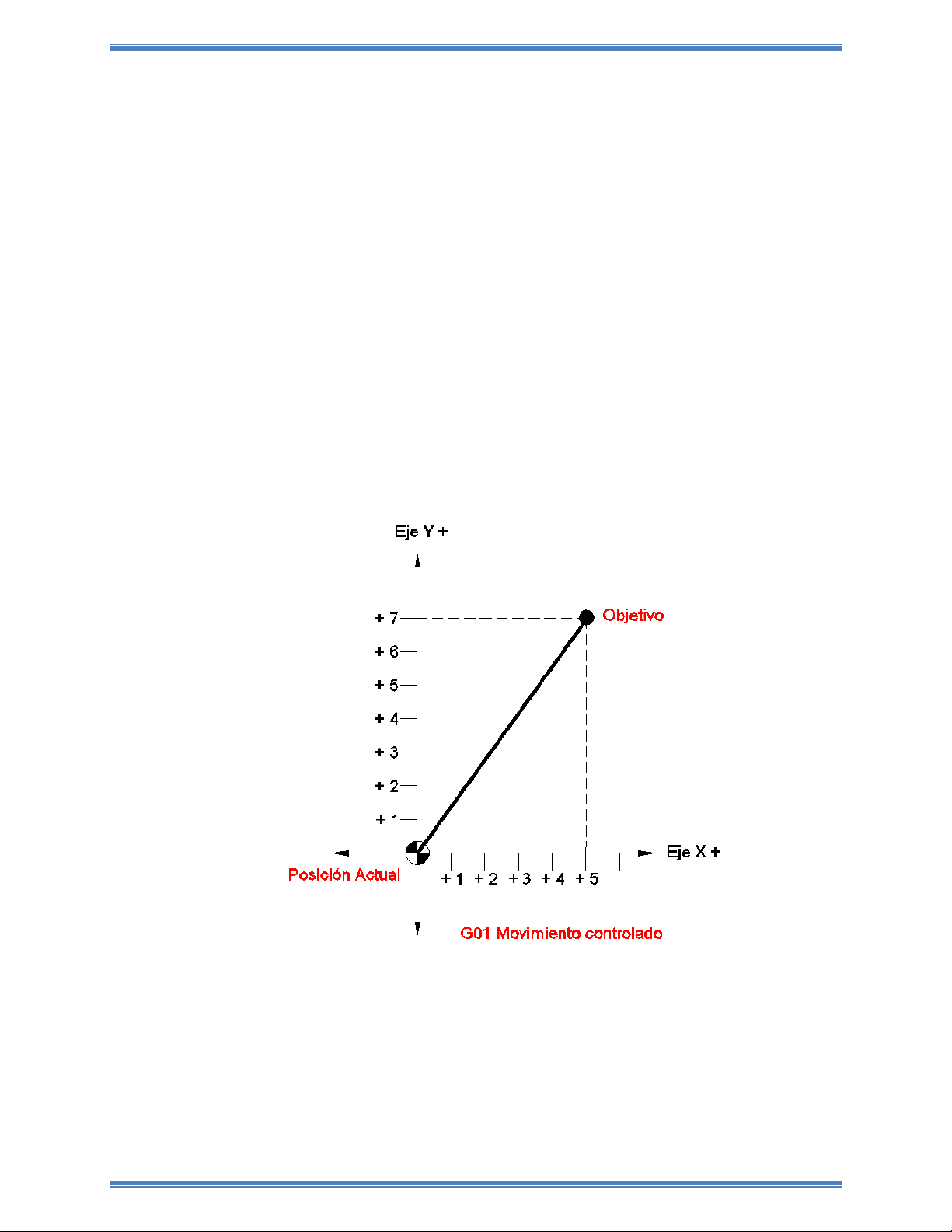
G01 INTERPOLACION LINEAL.
Con esta instrucción la herramienta se desplaza en forma lineal en uno o más ejes alternadamente
desde un punto inicial hasta un punto especificado por X, Y, Z, con un avance controlado especificado
por la letra F. el avance podrá ser en mm/Rev, mm/min, pulga/Rev, pulg/min, dicho avance variara de
acuerdo al tipo de herramienta, material, sujeción y condiciones de la máquina.
Las coordenadas pueden ser programadas en dimensiones absolutas, increméntales o mixtas.
Cuando el avance de una instrucción G01 no sea especificado en alguno de los renglones programados
la maquina ejecutara él ultimo avance programado.
Formato de programación:
G01 X__ Y__ F__
X__ Z__ F__
Z__ y__ F__
Ejemplo: Para programar un desplazamiento con avance controlado tomando como referencia el origen
a una distancia de 5" en X y 5" en Y, lo teclearía de la siguiente forma.
Programa: GO1 X5.0 Y7.0 F30
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 29 -
Manual de Operación y Programación P200M
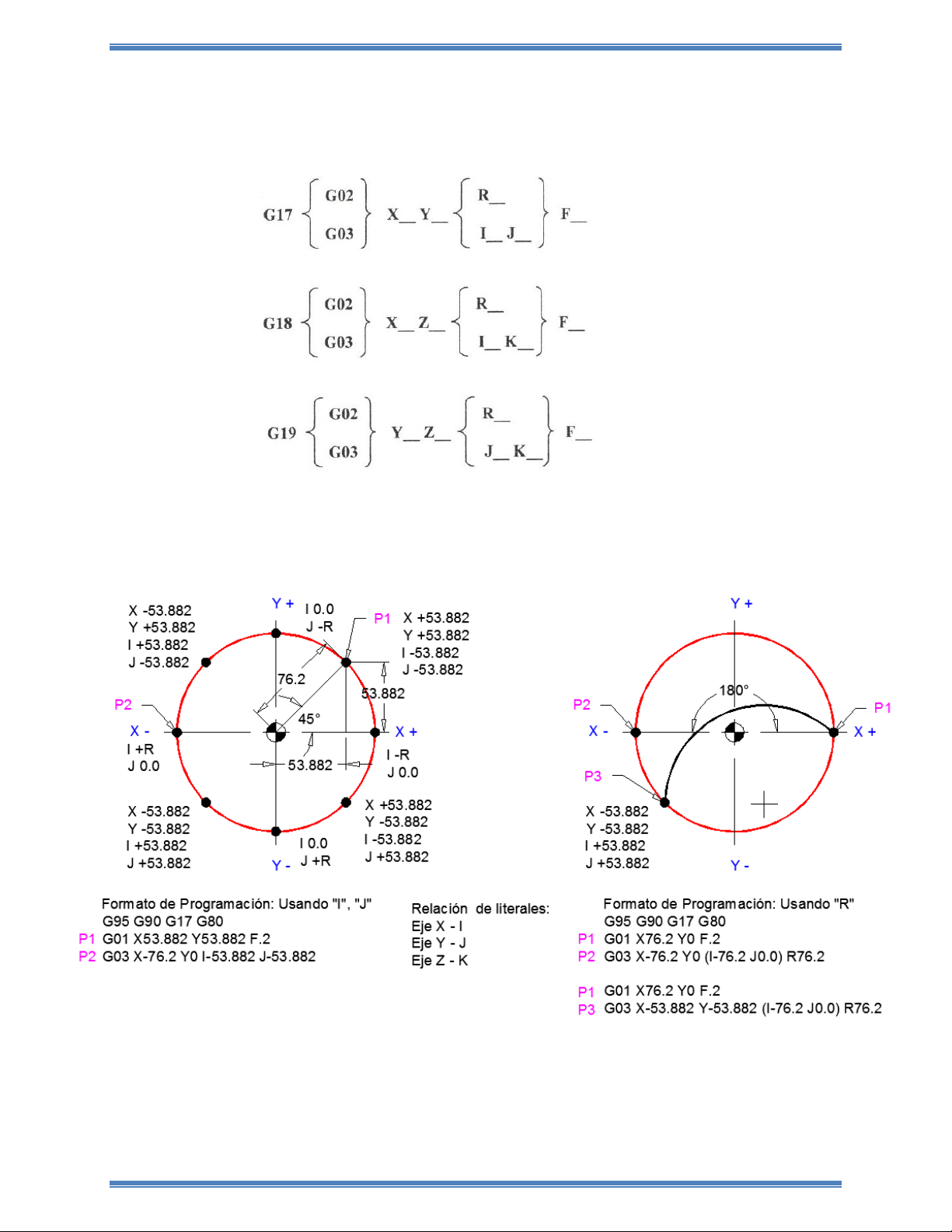
G02 INTERPOLACION CIRCULAR A FAVOR DE LAS MANECILLAS DEL RELOJ (CW).
La interpolación circular puede ser usada para generar recorridos en forma de arco.
Formato de programación.
Arcos en el plano X, Y.
Arcos en el plano X, Z.
G02 R_ G19 Y, Z
Patrón para la definición de literales: I, J y R.
Nota Importante:
R solo se puede usar hasta180 grados
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 30 -

Manual de Operación y Programación P200M
Designación del modo
Comando
Descripción de operación
Plano de trabajo
G17
G18
G19
Plano de trabajo X, Y.
Plano de trabajo X,Z
Plano de trabajo Y, Z
Dirección del movimiento
G02
G03
A favor de las manecillas
En contra de las manecillas
G90
Punto final
G91
(X,Y) (X,Z) (Y,Z)
(X,Y) (X,Z) (Y,Z)
Coordenadas del punto final y
sistema de programación
Coordenadas del punto final y
sistema de programación
Centro del arco referenciado del
punto de inicio
(I,J) (I,K) (J,K)
Determinan la distancia del punto
de inicio al centro del arco debe
incluir signo.
Radio del arco
R
Radio del arco.
1. – Códigos “G” y Asignaciones:
La siguiente tabla presenta un resumen de los códigos G empleados para operaciones de interpolación
circular, secuencia condiciones y datos necesarios que se deben asignar al renglón de programación.
2. - Dirección de la rotación.
Selección de la dirección de la rotación a favor de las manecillas (CW) o en contra de las manecillas del
reloj (CCW)
De acuerdo a los ejemplos anteriores podrá realizar arcos de un cuadrante completo, de dos cuadrantes
o segmentos de arcos que abarquen dos cuadrantes, partiendo siempre de un eje o partiendo de
cualquier punto entre ejes. Y en formato de programación solo será necesario especificar las
coordenadas X, Y, Z del objetivo y el radio R del arco. Siempre declare el plano de trabajo primero y
regrese al plano original cuando sea necesario.
Cuando el recorrido del arco a maquinar es mayor de dos cuadrantes con respecto al centro del mismo
arco, será necesario especificar los valores de I, J y K para substituir el valor de radio.
Cuando es necesario programar una circunferencia completa la R no será necesaria ya que el formato
de programación para círculos utiliza la I, J y K para indicar la distancia que existe del punto de inicio del
circulo al centro del mismo, utilizando la I cuando la distancia este sobre el eje X, la J cuando sea sobre
el eje Y, la K cuando sea sobre el Eje Z, esta distancia tomada de manera incremental, tomando como
referencia el punto de inicio, solo para definir esta distancia.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 31 -

Manual de Operación y Programación P200M
Ejemplo: para programar un radio.
Ejemplo: para programar un circulo, desplazándose primero sobre el eje X.
Ejemplo: para programar un circulo, desplazándose primero sobre el eje Y.
CORTE HELICOIDAL.
Para el corte helicoidal el formato de programación es muy semejante al anterior empleado para círculos
solo será necesario añadir el valor en el eje Z, este tipo de programación pude ser utilizado para la
interpolación de roscas, ranuras en rampa, etc. Con el corte helicoidal NO será posible generar una
rosca cónica (NPT).
Ejemplo: para programar un radio en rampa.
Ejemplo: para programar un circulo, desplazándose primero sobre el eje X.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 32 -

Manual de Operación y Programación P200M
Ejemplo: para programar un circulo, desplazándose primero sobre el eje Y.
G04 DEMORA.
Este comando es empleado para programar un tiempo de demora, donde la cantidad de tiempo será
determinado por la letra F. El comando de demora puede ser programado al final de un renglón de
programación. Durante la demora, el control realiza las siguientes acciones: checa la posición, se queda
sin movimientos en los ejes durante un periodo de tiempo, y reactiva los movimientos en el siguiente
renglón.
Existen dos posibles formatos de programación para este comando.
1.- G04 F__
Donde F determina el tiempo de demora.
El sistema de unidades para el tiempo de demora está determinado vía parámetros, y puede ser
seleccionado de las siguientes cuatro posibilidades: 1, 0.1, y .001 segundos.
El máximo tiempo de demora posible es 99999.999 segundos.
2.- G04 P__
Donde P determina el tiempo de demora.
Las unidades del sistema para el tiempo de demora son las mismas que para F.
G15 SELECCIÓN DEL SISTEMA DE COORDENADAS DE TRABAJO.
Este comando llama el sistema de coordenadas de trabajo, cero de trabajo, cero de programa etc. La
especificación estándar provee de un solo sistema de coordenadas, sin embargo algunas máquinas
tienen 20, 40 y hasta 100 sistemas de coordenadas de trabajo.
Formato de programación:
G15 H__
Donde H determina el número de sistema de coordenadas.
El sistema de coordenadas es seleccionado automáticamente por el control al momento de leer este
comando en un programa, la opción de tener varios números de sistemas de trabajo, pude ayudar en
facilitar la programación, ya que puede tener varios orígenes en el mismo programa o varios trabajos
diferentes sobre la mesa de trabajo, llamándolos de un solo programa o llamándolos de programas
diferentes.
G17 SELECCIÓN DEL PLANO DE TRABAJO.
Formato de programación: para X, Y.
G17
Este comando llama el sistema de coordenadas X, Y para que la máquina logre realizar los movimientos
necesarios de maquinado sobre estos dos ejes.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 33 -

Manual de Operación y Programación P200M
Este comando viene dado de alta en la máquina, por lo tanto no será necesario programarlo para
trabajar en este plano, al realizar cualquier programación de nueva creación la maquina siempre lo
tomara en el plano G17.
G18 SELECCIÓN DEL PLANO DE TRABAJO.
Formato de programación: para X, Z.
G18
Este comando llama el sistema de coordenadas X, Z para que la maquina logre realizar los movimientos
necesarios de maquinado sobre estos dos ejes.
Este comando deberá activarlo cuando sea necesario trabajar en el plano X, Z antes de ejecutar el
movimiento de maquinado.
Recuerde activar el plano de trabajo necesario para continuar cualquier programación después de haber
activado el G18.
G19 SELECCIÓN DEL PLANO DE TRABAJO.
Formato de programación: para Y, Z.
G19
Este comando llama el sistema de coordenadas Y, Z para que la maquina logre realizar los movimientos
necesarios de maquinado sobre estos dos ejes.
Este comando deberá activarlo cuando sea necesario trabajar en el plano Y, Z antes de ejecutar el
movimiento de maquinado.
Recuerde activar el plano de trabajo necesario para continuar cualquier programación después de haber
activado el G19.
Los planos G18 y G19 cuando desee realizar movimientos de maquinado tales como planos inclinados o
segmentos de arco con movimientos del eje Z al eje Y o X.
G30 POSICION DE HOME.
Es utilizado para retirar la herramienta de trabajo de la pieza con un movimiento rápido, el G30 P1 es el
punto de cambio de herramienta posicionándola en X, Y, Z dependiendo del tipo de máquina.
Si las coordenadas de P1 no le favorecen. Usted podrá determinar otro punto en otras coordenadas X, Y,
Z que podrá denominar P5 determinando cual eje desea que se mueva primero dependiendo de las
condiciones de trabajo.
La activación de un nuevo HOME POSITION se lleva a cabo vía parámetros.
NOTA: al determinar esta nueva posición deberá verificar que el recorrido a determinar no exceda del
recorrido máximo de la maquina ya que esta se saldrá de carrera y causara problemas. Utilizar del punto
número 5 en adelante hasta el 30, el punto número 1 es utilizado para el cambio de herramienta por lo
tanto no debe ser cambiado.
G40 Cancelación de compensadores de radio.
Este código deberá ser utilizado al terminar de maquinar cualquier tipo de perfil en el que se hayan
utilizado compensadores de radio ya que estos deberán de ser cancelados al término de su aplicación
con un G40.
G41 Compensador de radio por la izquierda.
Este código resta el radio de la herramienta al acercarse a la medida programada, permaneciendo a la
izquierda del perfil programado con respecto al frente de la dirección. Siempre se hará acompañar de
una D que indicara él número de compensador que debe considerar en sus movimientos, se recomienda
que este número corresponda con el número de herramienta utilizada. Fig. 1.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 34 -

Manual de Operación y Programación P200M
G42 Compensador de radio por la derecha.
Este código resta el radio de la herramienta al acercarse a la medida programada, permaneciendo a la
derecha del perfil programado con respecto al frente de la dirección. Siempre se hará acompañar de una
D que indicara él número de compensador que debe considerar en sus movimientos, se recomienda que
este número corresponda con el número de herramienta utilizada... Fig. 1.
Al utilizar los códigos G41 y G42 en la programación de un perfil nos ayudara a realizar una
programación de fácil interpretación ya que los valores numéricos de las coordenadas programadas
corresponderán casi en su totalidad a los valores de las cotas del plano de trabajo. Ya que al leer estos
códigos el control cuidara siempre la medida del trabajo.
G56 Compensador de largos de herramienta.
La función del compensador de largos de herramienta es colocar la punta de la herramienta sobre la
superficie de corte programada, sin importar cuál sea la longitud de la herramienta, compensando la
longitud de la herramienta, dada de alta en TOOL DATA, en la página de compensadores de largos de
herramienta. Fig. 2
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 35 -

Manual de Operación y Programación P200M
TABLA DE FUNCIONES DE CICLOS FIJOS O ENLATADOS
CODIGOS M, USADOS PARA LA SELECCIÓN DEL RETORNO AL NIVEL Z, R o LIMITE MAXIMO
EN EJE Z.
M52..... Retorno al límite superior en Z Fig. 3.
M53..... Retorno al punto ajustado en Z por el G71 Fig. 4.
M54..... Retorno al punto en Z, especificado por R Fig. 5.
En una secuencia de taladrados donde se interponga algún obstáculo que no permita a la herramienta
trasladarse de un punto de taladrado a otro punto de taladrado sobre el nivel R, utilice el M53 de los
códigos anteriores para levantar la herramienta hasta el punto necesario en Z para librar el obstáculo que
interfiere con el recorrido, posteriormente utilice el M54 para reanudar el retorno al nivel R en el resto de
los taladrados.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 36 -

Manual de Operación y Programación P200M
G71 RETONO AL NIVEL ESPECIFICADO POR Z.
Este código es utilizado para determinar un punto en determinado nivel del eje Z, se utiliza en
operaciones de taladrado para saltar obstáculos como grapas, escalones, etc. Que puedan intervenir en
el recorrido de la operación de taladrado. G71 Z_
G73 TALADRADO PROFUNDO DE ALTA VELOCIDAD.
Formato de programación:
Secuencia de maquinado:
Posicionamiento en avance rápido en los ejes X, Y.
Aproximación al nivel R con avance rápido.
Inicia operación de taladrado girando el husillo a favor de las manecillas de reloj y con
avance de corte recorriendo la distancia Q y retrocediendo la distancia d.
La herramienta permanece en el fondo del taladrado un tiempo especificado por P.
La herramienta retorna al nivel R en avance rápido.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 37 -

G74 MACHUELEADO IZQUIERDO FLOTANTE
G274 MACHUELADO IZQUIERDO RIGIDO.
Formato de programación:
Manual de Operación y Programación P200M
Secuencia de maquinado:
Posicionamiento en X, Y con avance rápido.
Aproximación al nivel R con avance rápido.
Arranca el husillo en CCW, y principia avanzar convence de corte.
Al llegar a la profundidad en Z toma un tiempo de demora para hacer el cambio de
rotación de CCW a CW.
Retorna al nivel R girando en CW y con avance de corte.
Ya en el nivel R, toma un tiempo de demora para cambiar nuevamente el giro a CCW.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 38 -

G76 MANDRINADO FINO.
Formato de programación:
Manual de Operación y Programación P200M
Secuencia de maquinado:
Posicionamiento en X, Y con avance rápido.
Aproximación al nivel R, con avance rápido.
Inicia operación de mandrinado, hasta el nivel Z con avance de corte y giro del husillo
CW.
La herramienta permanece un tiempo de demora en el nivel Z, se retrae el husillo una
distancia en Z especificada vía parámetros, paro de giro del husillo y orientación, y la
herramienta de corte es retirada una distancia Q o I, J de la pared maquinada.
La herramienta retorna al nivel R, con avance rápido.
La herramienta de corte se retorna la distancia movida por Q o I, J.
G80 CANCELACION DE CICLOS FIJOS.
El G80 es un comando de cancelación de todos los ciclos fijos como el G73, G74, G76, G81, hasta G87
y G89, cancela todos los comandos que definen las operaciones de taladrado tales como el punto R y el
nivel Z. Todas las operaciones especificadas (G00, G01, G03, etc.) Antes del ciclo fijo son restablecidas,
a un mismo tiempo, el código M05 es generado y la rotación del husillo es detenida.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 39 -

G81 y G82 CICLO DE TALADRADO.
Formato de programación.
Manual de Operación y Programación P200M
Nota: el G81 y el G82 pueden ser utilizados de igual forma.
Secuencia de maquinado:
Posicionamiento en X, Y con avance rápido.
Aproximación al nivel R con avance rápido.
Inicia la operación de taladrado con avance de corte hasta el nivel Z, girando el husillo
en dirección de las manecillas del reloj CW.
La herramienta de corte toma un tiempo de demora en el nivel Z determinado por Z.
La herramienta retorna al nivel R con avance rápido y el husillo girando a favor de las
manecillas del reloj CW.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 40 -

G83 CICLO DE TALADRADO PROFUNDO.
Formato de programación:
Manual de Operación y Programación P200M
Secuencia de maquinado:
Posicionamiento en X, Y con avance rápido.
Aproximación al nivel R con avance rápido.
Inicia la operación de taladrado con avance de corte hasta consumir la distancia
determinada por Q, girando el husillo en dirección de las manecillas del reloj CW. La
herramienta es retornada hasta el nivel R con avance rápido.
La herramienta penetra nuevamente con avance rápido hasta el punto "d" por encima del
nivel Q previamente maquinado, inicia nuevamente la operación de maquinado
recorriendo la distancia Q+d.
La herramienta retorna hasta el nivel R.
Los puntos cuatro 4 y 5 se repiten hasta alcanzar la profundidad de nivel Z.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 41 -

G84 MACHUELEADO DERECHO FLOTANTE.
G284 MACHUELADO DERECHO RIGIDO.
Formato de programación:
Manual de Operación y Programación P200M
Secuencia de maquinado:
Posicionamiento en X, Y con avance rápido.
Aproximación al nivel R con avance rápido.
Arranca el husillo en CW, y principia a roscar con avance de corte.
Al llegar a la profundidad en Z toma un tiempo de demora para hacer el cambio de
rotación de CW a CCW.
La herramienta es retornada al nivel R girando en CCW y con avance de corte.
Ya en el nivel R, toma un tiempo de demora para cambiar nuevamente el giro del husillo
a CW.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 42 -

G85, G89 CICLO DE RIMADO.
Formato de programación:
Manual de Operación y Programación P200M
Secuencia de maquinado:
Posicionamiento en X, Y con avance rápido.
Aproximación al nivel R con avance rápido.
Arranca el husillo en CW, inicia el maquinado con avance de corte.
Al llegar a la profundidad en Z toma un tiempo.
La herramienta es retornada al nivel R girando en CW y con avance FA.
Nota: Si el comando FA no fue especificado para el retorno a al punto R tomara el valor de F.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 43 -

G86 CICLO DE MANDRINADO COMÚN.
Formato de programación:
Manual de Operación y Programación P200M
Secuencia de maquinado:
Posicionamiento en X, Y con avance rápido.
Aproximación al nivel R con avance rápido.
Arranca el husillo en CW, inicia el maquinado con avance de corte.
Al llegar a la profundidad en Z toma un tiempo y el husillo es detenido.
La herramienta es retornada al nivel R con el husillo en stop y con avance rápido.
Ya en el punto R el husillo arranca en CW.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 44 -

G87 MANDRINADO POSTERIOR.
Formato de programación:
Manual de Operación y Programación P200M
Secuencia de maquinado:
Posicionamiento en X, Y con avance rápido, con el husillo en alto y orientado.
La herramienta llega en la distancia Q con respecto a la posición X, Y.
Se desplaza al nivel R, con avance rápido.
Ya en el nivel R, la herramienta es movida la distancia Q hasta quedar en 1a posición del
primer paso (X; Y) después de moverse esta distancia el husillo arranca en sentido
contrario a las manecillas del reloj (CCW).
Se desplaza hacia el nivel Z con avance de maquinado en dirección positiva del eje.
La herramienta toma un tiempo de demora en el nivel Z, se retracta en dirección
negativa una distancia ajustada vía parámetros, paro y orientación del husillo y se
desplaza nuevamente la distancia Q.
La herramienta retorna a un nivel Z en dirección positiva del eje, con avance rápido.
La herramienta se desplaza la distancia Q para posesionares en el punto especificado
en el primer paso (X, Y).
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 45 -

Manual de Operación y Programación P200M
G90 SISTEMA DE PROGRAMACION ABSOLUTO.
Este sistema de programación es aquel que toma como referencia un solo plano de trabajo, o un sistema
de coordenadas fijo donde todas las coordenadas programadas serán acotadas desde un punto de
referencia siendo este el origen de un sistema de coordenadas cartesiano, para definir cualquier perfil de
pieza de trabajo.
En el centro de maquinado OKUMA no es necesario especificarle el sistema absoluto de programación
(G90) ya que la maquina lo tiene dado de alta, por lo tanto, al iniciar la programación siempre iniciara en
absoluto.
Ejemplo: localización de las coordenadas X, Y, para formar un cuadrado de 6 x 5, en sistema absoluto
(G90).
G91 SISTEMA DE PROGRAMACION INCREMENTAL.
Este sistema de programación es aquel que utiliza un sistema de coordenadas flotante, en el cual toma
como referencia el último punto especificado, incrementándose la distancia para aproximarse al siguiente
punto a establecer.
Ejemplo: localización de las coordenadas X, Y, para formar un cuadrado de 6 x 5, en sistema incremental
(G91).
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 46 -

Manual de Operación y Programación P200M
G94 AVANCE EN DISTANCIA POR TIEMPO.
Este sistema de avance es ejecutado por la maquina en mm/min o en pulg/min dependiendo del sistema
de unidades que se utilice. Por lo tanto si se programa un avance de 10 pulg. La máquina tardaría un
minuto en recorrer la distancia.
Este sistema de avance las maquinas OKUMA lo tienen dado de alta, por lo tanto, al programar el
avance en un programa la maquina lo tomara en distancia por minuto, si deseara otro sistema de avance
deberá ser especificado.
G95 AVANCE EN DISTANCIA POR REVOLUCION.
Este sistema de avance es ejecutado por la maquina en mm/rev o en pulg/rev dependiendo del sistema
de unidades que se utilice. Por lo tanto si se programa un avance de .010 pulg/rev, la maquina recorrerá
la distancia programada por cada vuelta que de la herramienta.
FUNCION DE COMANDO ANGULAR.
La función de comando angular puede ser usada para mover en determinada dirección o un punto
definido por el valor de una coordenada y un ángulo, deberá seleccionar el plano de trabajo, el valor de
la coordenada y el ángulo medido con respecto al eje horizontal desde la posición actual hasta la
posición deseada.
El comando de ángulo se especifica con AG = _ seguido de un valor numérico. El ángulo deberá ser
especificado en grados, admitiendo valores negativos.
Ejemplo: en el plano X, Y.
N01 G00 X100 Y100
N02 G01 X200 AG=30
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 47 -

Manual de Operación y Programación P200M
DESCRIPCION DE CODIGOS M
M00 PARO DE PROGRAMA.
Este código al ser programado, suspenderá la ejecución de un programa al ser leído por el control, y solo
reanudara la operación al ser presionado nuevamente el botón de CYCLE START. Puede ser utilizado
para la verificación de una medida, desalojar virutas etc. Previamente ubicado el momento donde se
presente la necesidad de realizar estas operaciones.
M01 PARO OPCIONAL.
La función de este código es muy similar a la función del anterior ya que también suspenderá la
ejecución de un programa al ser leído por el control.
Solo que este código solo suspenderá la ejecución del programa cuando el operador lo desee,
activándolo desde el panel de control. Con la tecla OPTIONAL STOP, dando al operador la oportunidad
de suspender la ejecución del programa solo cuando sea necesario o después de determinado número
de piezas.
M02 FIN DE PROGRAMA.
Este código determina el fin de programación, siempre será tecleado después de haber especificado en
el programa todas las operaciones y forma de la pieza a maquinar.
Cuando el control lee este código, restablece las operaciones programadas al inicio del programa,
dejando el programa preparado para una nueva ejecución.
M03 GIRO DEL HUSILLO A FAVOR DE LAS MANECILLAS (CW).
Este código solo indicara la dirección del giro del husillo, siempre se debe complementar con la letra S
que determinara el número de revoluciones a las que estará funcionando.
Formato de programación: M03 S_
M04 GIRO DEL HUSILLO EN CONTRA DE LAS MANECILLAS (CCW).
Este código solo indicara la dirección del giro del husillo, siempre se debe complementar con la letra S
que determinara el número de revoluciones a las que estará funcionando.
Formato de programación: M04 S
M05 PARO DE HUSILLO.
Este código detendrá el movimiento del husillo, previamente activado por los códigos M03 o M04. Este
no será necesario especificarlo para realizar cambios de herramienta o por fin de programa ya que el
control al leer el código M6 o M2, activa el paro del husillo.
M06 CAMBIO DE HERRAMIENTA.
Al leer este código el control, la maquina realizara un cambio de herramienta. Deberá acompañares de
una T que determinara el número de herramienta que se pretende cambiar. Deberá ser programado al
termino de las operaciones de cada herramienta si se desea continuar las operaciones de maquinado
con otra herramienta.
Formato de programación: M6 T_
M08 ENCENDIDO DEL REFRIGERANTE.
Este código activa el interruptor de encendido de la bomba del depósito de refrigerante, se recomienda
programarse antes del primer movimiento rápido de acercamiento al trabajo, asegurándose de esta
forma de que al iniciar la operación de corte, este activa la presión del fluido sobre el filo de la
herramienta.
M09 APAGAR REFRIGERANTE.
Con este código el control apaga el encendido de la bomba del depósito de refrigerante.
M12 ACTIVA EL AIRE POR LAS BOQUILLAS DEL HUSILLO.
Activación del aire por las boquillas exteriores del husillo, para limpieza o lanzarlo junto con el soluble
hacia la herramienta.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 48 -

Manual de Operación y Programación P200M
M15 GIRO DE LA MESA A FAVOR DE LAS MANESILLAS DEL RELOJ.
Este código normalmente se acompaña de la letra B que determina el número de grados que se desea
girar la mesa. Este código es utilizado con la finalidad de que la mesa alcance la posición especificada
por B por el lado más corto a recorrer.
Formato de programación: M15 B_
M16 GIRO DE LA MESA EN CONTRA DE LAS MENESILLAS DEL RELOJ.
Este código normalmente se acompaña de la letra B que determina el número de grados que se desea
girar la mesa.
Formato de programación: M16 B_
NOTA: La finalidad de los dos códigos anteriores es tomar la vía más corta para llegar al número de
grados programados.
M19 ORIENTACION DEL HUSILLO.
Con este código el husillo es orientado a la posición adecuada para realizar un cambio de herramienta. al
teclearlo en MDI y ejecutarlo el husillo simplemente se orientara y se trabara en esa posición.
M30 FIN DE PROGRAMA.
Este código tiene la misma función del M02. Deberán de programarse al final de un programa para indica
el fin de programa. Cuando este código es leído por el control cancela todas las operaciones del
programa y lo restablece al inicio del programa dejándolo preparado para una nueva ejecución.
M50 ACTIVA EL SOLUBLE DE BAJA PRECION ATRAVES DEL HUSILLO.
Este código activa el soluble de baja presión en las maquinas que cuentan con refrigerante atrevas de la
herramienta.
M51 ACTIVA EL SOLUBLE DE ALTA PRECION ATRAVES DEL HUSILLO.
Este código activa el soluble de alta presión en las maquinas que cuentan con refrigerante atrevas de la
herramienta.
M52 RETORNO AL LIMITE SUPERIOR EN Z.
Este código funciona en los ciclos fijos de taladrado, cuando es leído por el control el eje Z es retornado
hasta el límite máximo superior después de cada operación de taladrado.
M53 RETORNO AL NIVEL ESPECIFICADO EN Z.
Este código tiene una aplicación muy semejante al anterior, solo que este retorna al eje Z a un nivel
especificado por Z y comandado por el código G71.
M54 RETORNO AL NIVEL R.
Con este código en ciclos fijos de taladrado el eje Z es retornado al nivel especificado por R.
Después de haber utilizado los M52 o M53 si deseara continuar con el retorno al nivel R, deberá
especificarlo en la coordenada donde desee continuar retornando a ese nivel.
M60 CAMBIO DE MESA.
En las máquinas que cuentan con una o más mesas de trabajo este código es utilizado para generar el
cambio de mesa.
NOTA:
Para la escritura de códigos de las listas anteriores al realizar un programa no será necesario escribir los
ceros intermedios en cada uno de los comandos tecleados.
El código G94, G90 y G17 la maquina los tiene dados de alta por lo tanto no será necesario
especificarlos en los programas cargados en la memoria de la máquina.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 49 -

Manual de Operación y Programación P200M
Los equipos OKUMA emplean un sistema de posicionamiento absoluto. Por lo tanto no será necesario
referencia la maquina al momento de ser encendida ya que siempre sabrá en qué punto se encuentra
situada.
Toda la información contenida en un programa de trabajo deberá ser tecleada con letras mayúsculas.
La información contenida entre paréntesis será ignorada por el control al momento de ser leída, eso nos
da la opción de teclear alguna información con relación al programa, tipo de pieza, nombre del cliente o
descripción de la herramienta utilizada.
ESTRUCTURA DE UN PROGRAMA
La estructura básica de programación se realiza como se indica a continuación en la parte de abajo.
Realizando el maquinado de algún perfil o superficie haciendo uso de compensador a derecha o
izquierda realizando la cancelación de estos al final del maquinado del perfil, programación de cualquier
ciclo fijo de taladrado posicionamiento de las operaciones cancelación de ciclos fijos.
G15 H_ llama al número de origen a utilizar.
M06 T_ Cambia la herramienta actual por la siguiente.
G56 H_ Llama el compensador de largo de la herramienta llamada.
M03 S_ Arranca el husillo CW y determina el número de RPM con S.
G00 X_ Y_ Aproximación rápida al trabajo. Z_
G01 X_ Y_ G42 D_ F_ Realiza los perfiles de maquinado programados en
Z_ cualquier eje y dirección. Compensando a izq. o der.
X_ y llamando al número de compensador de la herramienta. Y
G02 o G03 X_ Y_ R_
G40 Descompensa la herramienta.
M06 T_ Cambia la herramienta actual por la siguiente.
M03 S_ Arranca el husillo CW y determina el número de RPM con S.
G00 X_ Y_ Aproximación rápida al trabajo.
G73 a G89 Realiza las, operaciones de taladrado programadas. X
X_
Y_
Z_
G80 Cancela los ciclos fijos de taladrado.
M02 Fin de programa.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 50 -

Manual de Operación y Programación P200M
ESTUCTURA DE UN PROGRAMA EMPLEANDO SUB-PROGRAMAS
Si su programación requiere del uso de sub-programas estos serán llamados del programa principal
como se muestra en la siguiente estructura del programa.
Los sub-programas siempre deberán estar al final del programa principal después del M02 para que
puedan ser ejecutados.
G15 H_
M06 T_
M03 S_
G56 H_
G00 X_ Y_
Z_
CALL O1111 Q_ Llama al primer subprograma e indica el número de repeticiones.
G00 X_ Y_ Regresa del sub-programa y se posiciona.
Z_
CALL O2222 Q_ Llama al segundo sub-programa e indica el número de
repeticiones.
G00 X_ Y_ Regresa del segundo sub-programa y se posiciona.
Z_
M02
O1111 Inicia el primer sub-programa.
G91 Cambia el sistema de programación.
X_
Y_ Realiza las operaciones necesarias.
X_
G90
RTS Finaliza sub-programa y retorna al programa principal.
O2222 Inicia el segundo sub-programa.
G73 a G89 Realiza cualquier operación de taladrado.
RTS
Al realizar un programa nuevo la maquina lo toma en sistema absoluto (G90) que ya tiene dado de alta si
desea cambia a incremental debe especificarlo con el código G91.
El avance la maquina lo tomara como distancia/tiempo (G94) si desea cambiarlo a distancia/revolución
debe especificarlo con el codillo G95.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 51 -

Manual de Operación y Programación P200M
BRINCO DE OBSTACULOS EN CICLOS
Para realizar una serie de taladrados con retorno al nivel especificado por Z para brincar obstáculos este
valor de Z deberá ser acompañado de un G71 que será llamado por un M53 especificado en el ciclo de
taladrado a realizar, de esta forma retornara a ese nivel en todos los taladrados a realizar, si solo desea
saltar un obstáculo el M53 solo se especifica en el la coordenada de ese taladro.
Ejemplo con un salto constante:
G15 H01
M06 T03
G56 H03 S1000 M03
M08
G71 Z1
G81 X0 Y0 Z-0.5 R0. l F5.0 M53
X1.0
X2.0
X4.0
G80
G30 P01
M02
Para realizar una serie de taladrados con retorno al nivel especificado por R, en este caso no es
necesario especificarlo ya que el control solo realiza. Esta operación por default.
El código empleado para esta operación sería el M54 y solo será empleado cuando haya programado un
salto de obstáculo con M53 y desee restablecer el M54 para que continúe la operación de taladrado
retornando al punto R.
Ejemplo con retorno al nivel R.
G15 H03
M06 T01
G56 H01 M03 S3000
G81 X0 Y0 Z-0.5 R0.1 F10.0 M54
X1.0
X2.0
X4.0
G80
G30 P01
M02
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 52 -

Manual de Operación y Programación P200M
Ejemplo con retorno al nivel especificado por Z para salto de un solo obstáculo.
G15 H01
M06 T05
M03 S2000 G56 H05
G71 Z4.1
G81 X0 Y0 Z-1.1 R.1 F20 M54
X2.0 M53 AL terminar esta operación de taladrado retomara hasta Z4.1
X8.0 M54 Después de saltar el obstáculo continuara retornando al nivel R.
X10.0
X12.0
G80
G00 Z10.0
M02
Los casos anteriores de taladrado son los más comunes a utilizarse haciendo referencia al salto de
obstáculos por lo tanto usted podrá utilizar cualquiera de los ciclos automáticos de taladrado conocidos
incluyendo los ciclos de calibrado de interiores, ciclos de machueleado, avellanado, maquinado de cajas,
y ciclos de rimado.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 53 -

Manual de Operación y Programación P200M
PRACTICA PARA PROGRAMADORES
Ejemplo de programación usando la compensación del radio de hta.
Compensación en contorno Exterior:
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 54 -

Manual de Operación y Programación P200M
Ejemplo de programación usando la compensación del radio de hta.
Compensación en contorno Exterior:
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 55 -

Manual de Operación y Programación P200M
Ejemplo de programación usando la compensación del radio de hta.
Compensación en contorno Exterior:
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 56 -

Manual de Operación y Programación P200M
Ejemplo de programación usando la compensación del radio de hta.
Programación usando las literales I, J en Interpolación Circular.
Maquinado Exterior:
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 57 -

Manual de Operación y Programación P200M
Ejemplo de programación usando la compensación del radio de hta.
Compensación en Diámetro Interior:
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 58 -

Manual de Operación y Programación P200M
Ejemplo de programación usando la compensación del radio de hta.
Compensación en Diámetro Exterior:
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 59 -

Manual de Operación y Programación P200M
Ejemplo de programación usando la compensación del radio de hta.
Programación para la fabricación de Rosca interior interpolando
Programación uso normal y con sub-programa
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 60 -

Manual de Operación y Programación P200M
Ejemplo de programación para la pieza siguiente con un proceso de Machueleado:
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 61 -

Manual de Operación y Programación P200M
Ejemplo de programación para la pieza siguiente con un proceso definido:
Maquinado de cara Frontal
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 62 -

Manual de Operación y Programación P200M
Ejemplo de programación para la pieza siguiente con un proceso definido:
Maquinado de Ranura usando Sub-programa
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 63 -

Manual de Operación y Programación P200M
Ejemplo de programación para la pieza siguiente con un proceso definido:
Maquinado de Ranura usando Sub-programa
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 64 -

Manual de Operación y Programación P200M
Ejemplo de programación para la pieza siguiente con un proceso definido:
Instrucciones de Maquinado:
1.- Hta. No. 01 Cortador Frontal de 5” de diámetro, Maquinar cara frontal removiendo 2 mm en dos
posiciones como lo indica el trazo en el dibujo.
2.- Hta. No. 02 Broca HSS de 11 mm de diámetro, Taladrar (4) agujeros pasados.
3.- Hta. No. 03 Machuelo de 1/2”-13 UNC, Roscar (2) agujeros pasados.
4.- Hta. No. 04 Broca HSS de 12.2 mm de diámetro, Taladrar (2) agujeros pasados.
5.- Hta. No. 05 Rima de 12.7 mm diametro, Rimar (2) agujeros pasados.
6.- Hta. N0. 06 Broca de Ins. De 29.5 mm diametro, Taladrar agujero pasado.
7.- Hta. No. 07 Barra Mandrinado de 30 mm diametro, Mandrinar agujero pasado.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 65 -

Manual de Operación y Programación P200M
Arreglo de Herramientas
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 66 -

Manual de Operación y Programación P200M
Programa CNC según Arreglo de Herramientas
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 67 -

Manual de Operación y Programación P200M
V
Numerales = Datos o expresión numéricos
Letra
Letra Dos caracteres alfanuméricos = Datos o expresión numéricos
USO DE VARIABLES EN LA PROGRAMACIÓN
Expresión Aritmética: Comparaciones: Formato:
+VC1 (Positiva) VC1 LT VC2 ˂ (Menor que) IF[VC LT VC2]GOTO N____
-VC1 (Negativa) VC1 LE VC2 ≤ (Menor que o Igual a) IF[VC LE VC2]GOTO N____
VC1 = VC1+VC2 (Sumar) VC1 EQ VC2 = (Igual que) IF[VC EQ VC2]GOTO N____
VC1 = VC1-VC2 (Restar) VC1 NE VC2 ≠ (Distinto) IF[VC NE VC2]GOTO N____
VC1 = VC1*VC2 (Multiplicar) VC1 GT VC2 ˃ (Mayor que) IF[VC GT VC2]GOTO N____
VC1 = VC1/VC2 (División) VC1 GE VC2 ≥ (Mayor que o Igual a) IF[VC GE VC2]GOTO N____
Modos de Variables:
1.- Variables Comunes
2.- Variables Locales
3.- Variables de Sistema
Variables Comunes
El término “común” y “variables comunes” pueden comprenderse así literalmente; pueden utilizarse
de manera común para programas principales y subprogramas. Cuando se utiliza la misma variable
en dos o más programas, el número de variables utilizadas en éstos programas debe ser idéntico.
Por lo tanto, es posible hacer referencia a una variable común, resultado del cálculo en un
programa, en otros programas.
[Formato]
Las designaciones de las variables comunes están formadas por tres dígitos escritos después de
una “V”. Las variables comunes que se pueden utilizar van de V1 a V200.
Ejemplos:
N101 V5 = 10
N101 V5 = V5 + 1
[Detalles]
• Las variables comunes son efectivas en los programas principales y los subprogramas.
• Las variables comunes no se ven afectadas al reiniciar el control o al apagarlo. Es decir, los
datos se guardan a menos que se pongan a cero o se instale un software de control.
• Además de configurar o cambiar un programa, las variables comunes pueden configurarse o
cambiarse estableciendo un parámetro. Para información detallada acerca de la configuración
de parámetros, consulte CONFIGURACIÓN DE PARÁMETROS, OPERACIÓN DE DATOS en el
MANUAL DE FUNCIONAMIENTO.
Variables Locales
Como indica el término “local”, las variables locales son las que puede configurar el usuario como
desee asignándole nombres significativos. Pueden utilizarse hasta 127 variables locales.
[Formato]
↑
O, N, y V no pueden utilizarse.
Ejemplo: „DlA1 = 100‟ „ITH5 = 10‟
[Detalles]
No se puede asignar a una secuencia local un nombre ya utilizado para un nombre de función, un
operador de comparación, un operador booleano o un carácter de direccionamiento extendido*.
(Para detalles acerca de los nombres de las funciones, consulte “Función de operación aritmética
2“, para operadores de comparación, “Función de operación aritmética 1“, y para operadores booleanos,
“Función de operación aritmética 2“.)
* Se proporcionan caracteres de direccionamiento extendido para realizar los ciclos de la función
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 68 -

Manual de Operación y Programación P200M
Si se utiliza un nombre de variable local sin configurar ningún dato, se produce una alarma.
LAP, el procesamiento de modelos, y los ciclos fijados específicamente para el usuario. Son
necesarios porque no hay suficientes letras en el alfabeto para cubrir el número requerido de
nombres de extensión. Se utilizan los siguientes caracteres de direccionamiento extendido.
<AA> <AB> <DA> <DB> <FA> <FB> <IA> <IB> <KA> <KB>
<LA> <LB> <RA> <RB> <SA> <SB> <TA> <TB> <UA> <UB>
<WA> <WB> <XA> <XB> <ZA> <ZB> <BC> <BR>
Características de las variables locales:
• Las variables locales se borran cuando se reinicia el control. Eeoell7pc012
• Cuando se configura una nueva variable local en un programa principal, es decir, cuando se
asignan datos a un nuevo nombre de variable local y los datos correspondientes se registran
en la memoria.
[Suplemento]
• Cuando se asignan datos nuevos a una variable local ya registrada con otros datos, los datos
anteriores se actualizan.
Programa principal:
N0010 DIA1 = 160
: En N0010, se asignan datos numéricos “160” al nombre de variable
: local “DIA1”, y este dato permanece efectivo hasta la secuencia
: N0049. En N0050, se asignan los nuevos datos numéricos “200” al
N0049 mismo nombre de variable local “DIA1”. De este modo se borran
N0050 DIA1 = 200 los datos anteriores “160” y se sustituyen por los nuevos “200”.
:
:
:
• Se pueden utilizar hasta 127 variables locales.
• Cuando se programa un comando de llamada a un subprograma (instrucción CALL) en un programa
principal y un subprograma con variables locales configuradas en el bloque que contiene
la instrucción CALL, todas las variables que tienen asignados valores numéricos en este
bloque se registran como nuevas variables locales y sus valores numéricos se almacenan en la
memoria.
Incluso cuando una variable local tiene el mismo nombre que una variable ya registrada antes
de programar la instrucción de llamada , ésta se registra como una variable nueva.
Como se muestra anteriormente, las variables con el mismo nombre que las ya registradas se
registran como variables diferentes.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 69 -

Manual de Operación y Programación P200M
• Cuando se utilizan variables locales en un subprograma llamado y hay diferentes variables
locales con el mismo nombre registrado en la memoria, se utilizan los datos de la variable más
reciente. Las variables locales configuradas en el bloque que contiene la instrucción CALL se
borran cuando se ejecuta la instrucción RTS en el subprograma llamado.
En el ejemplo superior, la ejecución de N2010 en el subprograma 2 registra 4 tipos de variables
locales con el mismo nombre – ABC y DEF- ; posteriormente, se ejecuta el subprograma
O3000. Si el subprograma O3000 contiene los nombres de variables locales ABC y DEF, los
datos numéricos registrados más recientemente, es decir, ABC = 400 y DEF = 350, se llaman.
Al final del subprograma O3000, es decir, cuando se ejecutan la instrucción RTS en O3000, las
variables locales registradas en el subprograma CALL O3000, ABC = 400 y DEF = 350 se borran
de la memoria.
• Cuando se configura una variable local por primera vez en un subprograma, su nombre y sus
datos numéricos se registran en la memoria. Sólo son efectivas en el subprograma en el que
están configuradas, y se borran cuando se ejecuta la instrucción RTS en ese subprograma.
• Cuando se asignan datos numéricos a un nombre de variable local a la que ya se han asignado
otros datos durante la ejecución de un subprograma, éstos se actualizan. Si hay diferentes
variables locales con el mismo nombre registradas en la memoria, se actualizan los datos
numéricos de la variable local registrada más recientemente.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 70 -

Manual de Operación y Programación P200M
V
Letra
Tres caracteres alfanuméricos
Cuando se ejecuta un subprograma 2 de N2010, las variables locales ABC = 400 y DEF = 350
se registran en la memoria pero se borran al ejecutar RTS en el subprograma 2. Por tanto, en
bloques anteriores a N2040, se utilizan las variables registradas cuando se llamó al subprograma
2. Cuando se ejecuta el bloque N2040, los valores numéricos de las variables locales
ABC y DEF registrados en el subprograma 2 se actualizan a 220 y 300 respectivamente, y los
registrados en el subprograma 1 y el programa principal no se actualizan.
Variables de sistema
Una variable de sistema es una variable específica de un sistema particular y su nombre está fijado.
Las variables de sistema no se borran cuando se reinicia el control.
Las variables de sistema son:
• Variable de compensación cero, Variable de desplazamiento cero
• Variable de compensación de la herramienta, Variable de compensación del radio de la nariz
• Variable de datos de interferencia de la herramienta, Variable de límite suave
• Variable del protector del plato, Variable de disminución, Variable del protector del cabezal móvil
• Variable de compensación del error de paso del engranaje, Variable de reinicio del usuario,
• Variable de los comentarios de alarma
Estas variables pueden configurarse, cambiarse y utilizarse en un programa siguiendo el formato
que se describe a continuación. Por tanto, pueden utilizarse de manera efectiva en programas que
las requieran, como los programas de calibrado de fabricación y herramientas y los programas de
calibrado de procesos posteriores.
Pueden configurarse seleccionando los modos AJUSTE CERO (ZERO SET), DATOS DE LA HTA.
(TOOL DATA) o PARÁMETRO (PARAMETER). Para información detallada acerca de la
configuración, consulte la CONFIGURACIÓN DE PARÁMETROS, OPERACIÓN DE
DATOS en el MANUAL DE USO Y MANTENIMIENTO.
A continuación se dan detalles de las variables de sistema
[Formato de programa básico para variables de sistema]
La cadena de caracteres de esta parte está fijada y si se utiliza una
cadena de caracteres inválida se produce una alarma.
Todas las variables de sistema están prefijadas con el carácter “V”.
Variables de compensación cero:
VZOFX …… Compensación cero del eje X
VZOFY …… Compensación cero del eje Y
VZOFZ …… Compensación cero del eje Z
VZOFC …… Compensación cero del eje C (para el modelo de maquinado múltiple).
VZOFB …… Compensación cero del eje B (para el modelo de maquinado múltiple).
Configure las variables de la siguiente manera: VZOFZ = 12364,256.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 71 -

Manual de Operación y Programación P200M
Variables de desplazamiento cero:
VZSHX …… Desplazamiento cero del eje X
VZSHY …… Desplazamiento cero del eje Y
VZSHZ …… Desplazamiento cero del eje Z
VZSHC …… Desplazamiento cero del eje C (para el modelo de maquinado múltiple).
VZSHB …… Desplazamiento cero del eje B (para el modelo de maquinado múltiple).
Configure las variables de la siguiente manera: VZSHZ = 50.
Estas variables de desplazamiento cero están relacionadas con el valor de desplazamiento fijado
por la operación de desplazamiento cero que ha llamado G50, y el valor de desplazamiento se
borra cuando se reinicia el control.
Variables de desplazamiento de la herramienta:
VTOFH[01] ........ Compensación de la herramienta en Longitud No. 01
Configure las variables de la siguiente manera: VTOFH[01] = 145,38
Esto indica que el valor de compensación de la herramienta en Longitud para #01 está fijado a 145,38.
Variables de compensación del radio de la nariz:
VTOFD[01] ........ Compensación de la herramienta del Radio No. 01
Configure las variables de la siguiente manera: VTOFD[01] = 25,40
Esto indica que el valor de compensación de la herramienta del Radio para #01 está fijado a 25,40.
Variable de límite suave:
VPVLZ …….. Límite positivo en el eje Z
VPVLX …….. Límite positivo en el eje X
VNVLZ …….. Límite negativo en el eje Z
VNVLX …….. Límite negativo en el eje X
Configure las variables de la siguiente manera: VPVLZ = 2352,168.
Esto indica que el límite automático de la variable en el eje Z en la dirección positiva está fijado a
Z = 2352,168 mm.
Los datos numéricos de estas variables están referenciados en el origen del sistema de coordenadas
del ordenador (origen del ordenador.)
Variables de los comentarios de alarma:
VUACM …….... Se pueden designar comentarios de alarma del usuario de hasta 16 caracteres
VUACM[1] ~ VUACM[16]
Esta variable se borra cuando se reinicializa el NC
Comentario de alarma del usuario
Para la variable de la alarma puede utilizarse una cadena de caracteres o un código hexadecimal
(precedido del símbolo $) entre comillas („ „). Las letras del alfabeto (mayúsculas y minúsculas)
pueden utilizarse para la cadena de caracteres. Para este procedimiento consulte la sección 4-1 de
la función de control 2 “Instrucción GET/PUT.”
Se pueden configurar hasta cuatro caracteres de código hexadecimal.
La salida de un comentario en la pantalla se designa con una variable de salida VDOUT [*] =
número de código. Se detalla a continuación
El rango válido de números de código va del 1 al 9999.
Ejemplo de programa 1:
N202 VUACM [1] = ' ABC = 100' Corresponde a ABC=100
N203 VUACM [9] = ' ^ ABC' ........abc
N204 VUACM [12] = ' =200' ........=200
N205 VDOUT [991] = 999
Después de ejecutar el programa anterior, se puede generar una alarma con un comentario en N205.
Visualización en pantalla: 3202 Alarma C Código de reserva de usuario 999
ABC = 100 abc = 200
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 72 -

Manual de Operación y Programación P200M
Operador
Significado
Ejemplo:
+ - Signo positivo
Signo negativo
+1234
-1234
+ - Suma (adición)
Resta (sustracción)
X = 12,3 + V1
X = 12,3 - V1
* / Producto (multiplicación)
Cociente (división)
X = V10 * 10
X = V11/10
Ejemplo de programa 2:
N202 VUACM [1] = ' ABC'
N203 VUACM [5] = ' = 123'
N204 VDOUT [991] = 999
:
Cuando se ejecuta el programa anterior, sólo se muestra ABC como comentario.
Introduzca un comentario sin poner ningún espacio entre los caracteres. En el ejemplo anterior,
debido a que los tres caracteres están fijados en VUACM[1], el cuarto carácter y los siguientes
deben fijarse en VUACM [4].
Ejemplo de programa 3:
N101 VUACM [1] = ' -L ^ K]' ........ corresponde a la PIEZA (PART)
N102 VUACM [5] = ' = GEAR' ........ =ENGRANAJE (GEAR)
N103 VDOUT [992] = 1000
:
Después de ejecutar el programa anterior, se puede generar una alarma con un comentario en N103.
Visualización en pantalla: 2288 Alarma B Código de reserva de usuario 2000 ABCD
ABC = 100 abc = 200
PIEZA=ENGRANAJE (PART= GEAR)
Ejemplo de programa 4:
N301 VUACM[1] = $41424344 ........ Corresponde a ABCD
N302 VDOUT[992] = 2000
Visualización en pantalla: 2288 Alarma B Código de reserva del usuario 2000 ABCD
Comando NOEX
Designado al principio de una secuencia de configuración de variables para acelerar la comprobación del
programa al eliminar los procesamientos de un solo bloque. (La operación es la misma
independientemente de si este comando está designado o no.)
El comando NOEX sólo es efectivo en el modo de un solo bloque con un “1” fijado en el comando
NOEX que ignora el parámetro opcional (OTRAS FUNCIONES 1).
Función de operación aritmética 1
Esta función permite realizar operaciones aritméticas utilizando variables. La programación puede
realizarse del mismo modo que para expresiones aritméticas generales.
[Formato de programa]
Carácter de direccionamiento, carácter de direccionamiento extendido, variable = expresión
La expresión de la sección derecha, que solicita una operación aritmética, está formada por cuatro
constantes, variables, expresiones de comparación y operadores.
Las expresiones aritméticas y de comparación se describen a continuación
Expresión aritmética:
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 73 -

Expresión de comparación:
Operador
Significado
Ejemplo:
Contenido
Norma
LT
(Menor que, < )
IF [V1 LT 5] N100
Salta a N100 cuando V1
es menor que 5.
Introduzca un
espacio a cada
lado del
operador.
LE
(Menor que o igual a, ≤ )
IF [V1 LT 5] N100
Salta a N100 cuando V1
es menor o igual que 5.
EQ
(Igual a, = )
IF [V1 EQ 5] N100
Salta a N100 cuando V1
es igual a 5.
NE
(No es igual a, ≠ )
IF [V1 NE 5] N100
Salta a N100 cuando V1
no es igual a 5.
GT
(Mayor que > )
IF [V1 GT 5] N100
Salta a N100 cuando V1
es mayor que 5.
GE
(Mayor que o igual a, ≥)
IF [V1 GE 5] N100
Salta a N100 cuando V1
es mayor o igual a 5.
Función
Significado
Ejemplo:
Norma y comentario
SIN
Seno
X = 15 * SIN [22,5]
Los números que siguen a
los símbolos de operación
de función deben estar
entre corchetes.
Cuando se especifican dos
elementos entre corchetes,
escriba una coma entre
ellos.
La posición del punto
decimal se establece en
concordancia con el
sistema de unidades
seleccionado.
Los sistemas de unidad
para los comandos de
ángulo son:
1 grado para sistemas de
unidades de 1mm y 1
pulgada.
0,001 grado para sistemas
de unidades de 1 m
0,0001 grado para
sistemas de 0,001
pulgadas
COS
Coseno
Z = 15 * COS [22,5]
TAN
Tangente
Z = 15 * TAN [12,5]
ATAN
Arco tangente (1)
Rango de valores: de -90 a 90
X = 15 * ATAN [22,5]
ATAN2
Arco tangente (2)
Ángulo del punto definido por el
valor de la coordenada (a,b).
Rango de valores de –180 a 180
ATAN2 [10,15]
SQRT
Raíz cuadrada
X = 15 * SQRT [224,5]
ABS
Valor absoluto
ABS [VC15]
BIN
Conversión de decimales a
binarios
BIN [VC15]
4BYTE
BCD
Conversión de binarios a
decimales
BCD [VC20]
4BYTE
ROUND
Redondeo de fracciones
ROUND [VC5]
FIX
Corte de fracciones
FIX [VC7]
FUP
Conteo de fracciones como un
número entero
FUP [V15]
DROUND
Redondeo de fracciones a tres
(sistema métrico) o a cuatro
espacios decimales (sistema de
pulgadas.)
DROUND [V20]
DFIX
Corte de fracciones antes del
tercer espacio decimal (sistema
métrico) o antes del cuarto
(sistema de pulgadas.)
DFIX [VC20]
DFUP
Conteo de cifras por debajo del
tercer espacio decimal (sistema
métrico) o del cuarto (sistema de
pulgadas) como un número
entero
DFUP [V21]
MOD
Remanente
(a - fix[a/b]*b)
MOD [a,b]
Funciones:
Manual de Operación y Programación P200M
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 74 -

VARIABLES COMUNES
Manual de Operación y Programación P200M
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 75 -

VARIABLES LOCALES
Manual de Operación y Programación P200M
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 76 -

Manual de Operación y Programación P200M
VARIABLES DE SISTEMA
Programa CNC: Variables de Sistema
G30 P01 (Movimiento rápido de los ejes a casa)
G15 H01 (Referencia No. 01 para trabajar)
(************ Comparaciones ************)
IF[VPLNO EQ 01]GOTO NPLT1 (Pallet #01)
IF[VPLNO EQ 02]GOTO NPLT2 (Pallet #02)
NPLT1
(*************************** PALLET #1 ***************************)
G17 G20 G40 G80 G90 G00
(Referencias de Trabajo)
VZOFX[01]=58.356+VC21 VZOFY[01]=232.48+VC22 VZOFZ[01]=-63.86+VC23 VZOFB[01]=0.0
G15 H01 (Llama a trabajar la referencia #01 )
G30 P1 M300 (Movimiento rápido de los ejes a casa)
IF[VATOL EQ 01]NAT01 (Hta. en Husillo es igual que 01 brinca a NAT01)
M6 T01 (Cortador Frontal de 5" Diam. 8 insertos B0 Grados)
NAT01 VTOFH[01]=124.45 (Establece valor de comp. de Longitud No. 01 = 124.45 )
VTOFD[01] = 20 (Establece valor de comp. del Radio No. 01 = 20.0 )
G95 G00 X-7.796 Y4.663 B0 S8000 M03 M300
G56 Z2 H01 M8 T02
…..
…..
…..
G30 P01 M300
…..
…..
M02
Combinación de VARIABLES
(Programa rectificado de No. Parte: WHEEL 5 PIEZAS)
(Maquina: OKUMA MC-V3016 Centro de Maquinado Vertical)
(Compañía: HONEYWELL GARRETT-MEXICALI)
(Programa hecho: 17/Nov/2004 Por: José González)
(Unidades: en Pulgadas)
(*** PONER HTA. No. 01 MANUALMENTE ***)
(*** PIEDRA DIAMANTE DE 8.0" DIAMETRO ***)
(*** M6 T1 *** "OJO" NO HACER EL CAMBIO, Golpea la Hta. en Guarda)
(*** VC1 = Ajuste de longitud de pieza ***)
(*** VC10 = Contador de piezas ****)
(*** VC20 = Vida de la Piedra ****)
(*** VC30 = Radio de la Piedra ****)
VC30=-3.8893 ( "OJO" Tendrá que ser NEGATIVO)
(FIXTURE ZERO SET Referencia No. 01:)
(X = Al centro de pieza central)
(Y = Cara lateral de piedra con cara donde recarga pieza)
(Z = Al centro del espesor de piedra con centro de pieza)
(*** Para detalles ver ayuda visual ***)
(***********************************************************)
G30 P1 (Movimiento rápido de los ejes a casa)
IF[VATOL GT 01]NHTA (Hta. en Husillo es mayor que 01 brinca a NHTA)
IF[VATOL EQ 01]NINIC (Hta. en Husillo igual que 01 brinca a NINIC)
NINIC (Identificación de inicio de programa)
IF[VC1 LE -0.040]NVC1 (VC1 es = o menor que -.040 brinca a NVC1)
IF[VC1 GE 0.040]NVC1 (VC1 es = o mayor que .040 brinca a NVC1)
IF[VC20 GE 35]NVIDA (VC20 es = o mayor que 35 brinca a NVIDA)
VZOFX[1]=-1.4208 VZOFY[1]=-1.4955+VC30+VC1 VZOFZ[1]=2.0771(establece Refs.)
G15 H01 (Referencia No. 01 para trabajar)
DEF WORK[1] (Definición del Material)
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 77 -

Manual de Operación y Programación P200M
DIREC V
ORIGIN H1
CYLNDR 2P,[121,33],[-121,115],-01,-70
CYLNDR 2P,[121,37],[-121,115],-01,20
CYLNDR 2P,[121,33],[-121,115],20,35
END (Fin de la definición del Material)
DRAW (Dibuja material)
VTOFH[01]=0.0000 (Establece valor de comp. No. 01 = 0.0 )
/M01 (Paro Opcional)
NAT01 G94 G40 G80 G90 M8(Avance por min., encendido refrigerante)
M3 S8000 (Encendido de Husillo a 8000 RPM)
G00 G56 X16.2 Y-1. Z4.0 H01 (Primer movimiento rápido, Comp. 01)
Z0.0
(***** 1er. Corte Desbaste 0.017" *****)
G01 Y-0.138-.005 F60.0
G00 X10.35
G01 X8.1572 F20.0 (Movimiento con avance de 20 plg/min)
G00 X5.72
G01 X3.5312
G00 X1.094
G01 X-1.094
G00 X-3.5312
G01 X-5.720
G00 X-8.1572
G01 X-10.35
G00 Y-1.0
(***** 2do. Corte Acabado 0.005" *****)
G00 X16.2
G01 Y-0.138 F60.0
G00 X10.35
G01 X8.1572 F10.0 (Movimiento con avance de 10 plg/min)
G00 X5.720
G01 X3.5312
G00 X1.094
G01 X-1.094
G00 X-3.5312
G01 X-5.720
G00 X-8.1572
G01 X-10.35
G00 X-16.2 Y-1.0 M9 (Apaga refrigerante)
G30 P1 M5 (Movimiento rápido a casa, apaga Husillo)
VC10=VC10+5 (Contador de piezas)
VC20=VC20+5 (Contador de piezas-Vida de Piedra)
GOTO NEND (Brinca al Block NEND)
(*** Alarmas ***)
NHTA VUACM[1]='HTA. INCORRECTA' (Mensaje de error de Hta.)
VDOUT[992]=1 (Que no siga programa y se alarme)
NVC1 VUACM[1]='VC1 INCORRECTO' (Mensaje de error en VC1 )
VDOUT[992]=2 (Que no siga programa y se alarme)
NVIDA VUACM[1]='Vida de Piedra' (Mensaje de error Vida de Piedra)
VDOUT[992]=3 (Que no siga programa y se alarme)
NEND M02 (FIN DE PROGRAMA)
(***** Nota; *****)
(* Todos los programas deberán llevar el M02 al final )
( de lo contrario no podrán ser leídos en Automático )
(* El nombre del programa será iniciando con una letra)
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 78 -

Table of Mnemonic Codes
Mnemonic
Code
Group
Functions
NOEX
34
Specifies the sequence that is only read and not executed.
CALL
27
Subprogram, Simple call
RTS
Subprogram, End code
MODIN
Subprogram, Call after positioning mode ON
MOOUT
Subprogram, Call after positioning mode OFF
GOTO
28
Branch command, Unconditional jump
IF
Branch command, Conditional jump (6 kinds)
RTMCR
Macro processing end code (used only in the system)
RTMDI
MDl processing end code (used only in the system)
OMIT
29
Coordinate calculation function, Omit
RSTRT
Coordinate calculation function, Restart
LAA
30
Coordinate calculation function, Line at angle
ARC
Coordinate calculation function, Arc
GRDX
Coordinate calculation function, Grid X
GRDY
Coordinate calculation function, Grid Y
DGRDX
Coordinate calculation function, Double-grid X
DGRDY
Coordinate calculation function, Double-grid Y
SQRX
Coordinate calculation unction, Square X
SQRY
Coordinate calculation function, Square Y
BHC
Coordinate calculation function, Bolt hole circle
FMILR
31
Area machining, Face milling (Rough)
FMILF
Area machining, Face milling (Finish)
PMIL
Area machining, Pocket milling (Zigzag)
PMILR
Area machining, Pocket milling (Spiral)
RMILO
Area machining, Round milling (Out)
RMILI
Area machining, Round milling (In)
MSG
35
Message display
NMSG
Restoring original display
NCYL
36
Fixed cycle, No cycle axis movement
COPY
39
Copy, Initial value of parallel shift/rotation of local coordinate
system
COPYE
Copy, Incremental value of parallel shift/rotation of local
coordinate
system
CHFC
Arbitrary-angle chamfering (Chamfering)
CHFR
Arbitrary-angle chamfering (Rounding)
Manual de Operación y Programación P200M
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 79 -

Manual de Operación y Programación P200M
Diámetro de Taladrado
3.00-6.00
6.01-10.00
10.01-14.00
14.01-20.00
0.118"-0.236"
0.237"-0.394"
0.394"-0.551"
0.552"-0.787"
Avance/Rev
0.02-0.10
0.10-0.20
0.20-0.30
0.30-0.40
0.001"-0.004"
0.004"-0.008"
0.008"-0.012"
0.012"-0.016"
Tabla de Condiciones de Corte:
.- Condiciones de Corte para Material Acero Suave:
Vc Proceso, Hta. Avance/Rev. (Plgs)
80 Broca de Centros 0.010/0.015
80 Taladrado Depende de Ø
40 Machueleado = Paso
400 Mandrinado-Desbaste 0.008/Filo Inicio
650 Mandrinado-Acabado 0.004/Filo
100 Rimado, HSS 0.004/Filo
400 Rimado, Carburo 0.004/Filo
500 Broca de Insertos 0.003/Filo Inicio
150 End-Mill, HSS 0.004/Filo Inicio
400 End-Mill, Carburo 0.004/Filo Inicio
400 Cortador Slab-Mill (Mazorka) 0.002/Filo Inicio
500 Cortador Frontal, Desbaste 0.007/Filo
700 Cortador Frontal, Acabado 0.004/Filo
RPM = (Vc * 3.82) / (Ø de la Hta. en Plgs.)
.- Convertir de Pies a Metros: .- Convertir de Metros a Pies:
Formula: 400 / 3.28 = 122 Metro Formula: 122 * 3.28 = 400 Pies
400 * 0.3048 = 122 Metros 122 / 0.3048 = 400 Pies
.- Avance por Minuto:
Formula: RPM * (Avance/Rev)
Ejemplo: Broca HSS de 0.5” Diam.
RPM = 611 Avance/Min. = 611 * 0.010
Avance/Rev. = 0.010” = 6.11 Plgs/Min.
Ejemplo: Cortador Frontal de 5” Diam. Con 6 Insertos en Desbaste
RPM = 382 Avance/Min. = 382*(0.007*6)
Avance/Rev. = 0.007”/Filo = 16.044 Plgs/Min.
.- Avance recomendado según tamaño del diámetro en Broca HSS:
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 80 -

Manual de Operación y Programación P200M
OPERACIONES EN MDI.
El modo MDI (manual data input) es un modo semiautomático de la máquina, en este modo se pueden
realizar operaciones simples de maquinado como un fresado de cara, lateral, en dirección con cualquiera
de los ejes o interpolando en dos o más ejes.
EJEMPLO: De un careado en MDI.
1) Aproxime la herramienta al punto donde pretende iniciar el maquinado.
2) Arranque el husillo.
3) Presione MDI.
4) Teclee G01 X_ Y_ F_ G95. Donde X, Y determinaran el punto a donde se pretende llegar.
5) Presione CYCLE START para ejecutar el movimiento.
Nota: Si requiere continuar con el maquinado hacia otra dirección, solo teclee los nuevos valores
en X, Y. de la misma forma se podrán realizar operaciones de taladrado.
EJEMPLO: De taladrado en MDI.
1) Aproxime la herramienta al punto donde pretende ejecutar el taladrado.
2) Presione MDI.
3) Arranque el husillo.
4) G81 R _ Z_ F_ G95.
5) Presione WRITE
6) Presione CYCLE START para ejecutar el movimiento.
Nota: Si requiere continuar con otros taladrados en otra dirección, solo teclee los
nuevos valores en X, Y.
CAMBIO DE HERRAMIENTA EN MDI.
1) Pulsar MDI para poner la maquina en modo semiautomático.
2) Teclear M6 acompañado de una T_, donde T determinara él número de herramienta.
3) Presione WRITE.
4) Presione CYCLE START para que ejecute la operación.
Nota: El número de herramienta tecleado será el número de herramienta que se
instalará en el husillo. Deberá tener herramienta instalada en el husillo y en el MAGAZINE
para que la máquina realice la operación. De no ser así la máquina asignara un alarma.
ESTABLESER EL ORIGEN DE TRABAJO.
1) Pulsar MDI.
2) Teclear G15 acompañado de una H_, donde H determinara él número de origen.
3) Presione WRITE.
4) Presione CYCLE START.
Nota: Al presionar ZERO SET en la pantalla se presentara el listado de orígenes de la máquina,
apareciendo seleccionado por un asterisco (*) el origen especificado por la letra H_.
CAMBIO DE MESA EN MDI. l.
1) Pulsar MDI.
2) Teclear M60.
3) Presione WRITE.
4) Presione CYCLE START.
Nota: Para ejecutar esta operación, deberá activar el ciclo de cambio, en los controles que
se encuentran a un lado de la puerta de carga y descarga, también la mesa deberá estar
en la posición de cero y la puerta cerrada.
GIRO DE MESA EN MDI.
1) Pulsar MDI.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 81 -

Manual de Operación y Programación P200M
2) Teclear B_. Donde B determina el número de grados a girar la mesa.
3) Presione WRITE.
4) Presione CYCLE START.
ENCENDIDO DEL HUSILLO EN MDI.
1) Pulsar MDI.
2) Teclear M3 (CW) o M4 (CCW) acompañado de un S_, donde S determinara el número de
revoluciones.
3) Presione WRITE.
4) Presione CYCLE START.
APAGAR EL HUSILLO EN MDI.
1) Pulsar MDI.
2) Teclear M5.
3) Presione WRITE.
4) Presione CYCLE START.
Nota: El husillo puede ser apagado en manual, utilizando las teclas del husillo presionando la tecla
cero ( 0 ) Cuando la programación de un perfil ha sido concluida, deberá tomar ciertas precauciones para
iniciar el arranque de su máquina en automático, ya que el programa terminado deberá ser probado para
verificar que no tenga errores que puedan provocar la activación de alarmas por falta de datos o algún
daño a la máquina, la herramienta o a la pieza de trabajo las siguientes precauciones se recomienda que
sean consideradas cada vez termine de teclear o cargar un programa.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 82 -

Manual de Operación y Programación P200M
COMO CREAR UN PROGRAMA DE TRABAJO.
1) Presione EDIT AUX de las teclas de modo, para entrar al editor.
2) Presione NEW FILE (F3).
3) Presione I – MAP (F1).
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 83 -

Manual de Operación y Programación P200M
4) Aparece un cuadro de dialogo en la pantalla, teclear el nombre del programa o archivo que se
desea editar.
5) Presione la tecla WRITE.
6) Oprimir la tecla OK (F7).
7) Editar el programa en la pantalla creada.
8) Oprimir QUIT STOP (F8), para almacenar o guardar lo redactado
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 84 -

Manual de Operación y Programación P200M
9) Después de haber tecleado el programa, e inclusive los cambios que se hayan
generado en el mismo, aparece un cuadro de dialogo preguntando si requiere
salvarlo?.
10) Oprimir YES (F6) , y los cambios realizados se guardan .
El nuevo programa aparece almacenado en la lista del modo EDIT AUX, con su
extensión punto min. (. MIN).
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 85 -

Manual de Operación y Programación P200M
PROCEDIMIENTO PARA COPIAR Y PEGAR UN PROGRAMA
1.- Presione EDIT AUX de las teclas de modo, para entrar al editor.
2.- Seleccione el archivo que desee abrir con las teclas ↑ ↓ .
3.- Oprima WRITE.
4.- Oprima la tecla EXTEND ( ►).
5.- Oprimir COPY (F3).
6.- Seleccione con las teclas ↑ ↓ , hasta donde requiere copiar.
7.- Oprima WRITE.
8.- Oprimir PASTE (F4).
La parte copiada se puede pegar en otro archivo, o en otro lugar del mismo archivo;
e inclusive crear un archivo nuevo para pegar la estructura copiada en esa parte.
PROCEDIMIENTO PARA EJECUTAR UN PROGRAMA
Pasos a seguir en la ejecución de un Programa:
1) Llamar el Programa a trabajar.
2) Instalar las Herramientas en la Máquina.
3) Dar de alta las Herramientas en TOOL DATA.
4) Registro del Origen de Trabajo.
5) Ejecución de las primeras Corridas de Prueba.
1) Llamar el Programa a trabajar.
1.- Presionar la tecla AUTO para poner la maquina en modo automático.
2.- Presionar PROGRAM SELECT en las funciones F de la pantalla.
3.- En la pantalla presenta una página en la cual podrá teclear el nombre del programa.
4.- Cuando no recuerde el nombre del programa teclee asterisco ( * ) en las teclas numéricas.
5.- Presione WRITE.
6.- En la pantalla presentara un listado de los programas archivados en la memoria MD1:
7.- Selección el nombre del programa deseado con el CURSOR.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 86 -

Manual de Operación y Programación P200M
8.- Presione WRITE.
9.- El programa seleccionado lo podrá observar en la pantalla llamada PART PROGRAM.
2) Instalación de herramientas en el Magazine.
1.- Verifique en el programa el número y tipo de herramienta que se pretende utilizar.
2.- Presionar la tecla MDI de las teclas de modo.
3.- Pedir a la maquina por MDI un cambio de herramienta solicitando el número de herramienta que se
instalará o reemplaza.
4.- Ya que la maquina realizo el cambio automático, que la herramienta se encuentra instalado en el
husillo, en modo MANUAL aproxime el husillo en X, Y a una posición cómoda para realizar el cambio
manual de herramienta.
5.- Active el ciclo de cambio en el área de TOOL CHANGE MANUAL presionando el primer botón,
indicando la activación del ciclo con el encendido de la lámpara ubicada en la parte superior de cada
botón, como se muestra en el dibujo inferior.
6.- Ya activado el ciclo de cambio sujete firmemente la herramienta instalada en el husillo al mismo
tiempo que presiona una vez el botón de la derecha para que la maquina suelte la herramienta, fig. 2.
7.- Reemplace la herramienta en el husillo por la nueva herramienta que pretende instalar, tomando la
precaución de orientar las cuñas del husillo con las ranuras del cono ya que una es más grande que
la otra, después de ubicarla adecuadamente presione la herramienta con fuerza hacia adentro del
husillo, fig. 2.
8.- Por ultimo presione el botón central para activar la sujeción de la herramienta, fig. 2.
3) Dar de alta las Herramienta en TOOL DATA.
1.- Pulse la tecla de TOOL DATA en las teclas de modo.
2.- En la pantalla presentara un página con el listado de veinte compensadores de largo y
compensadores de radio, presionando página tendrá acceso al resto.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 87 -

Manual de Operación y Programación P200M
Seleccione el número de herramienta y tipo de compensador que pretende dar de alta utilizando las
teclas del cursor. Del lado izquierdo de la pantalla encuentra los compensadores de largos de
herramienta y del lado derecho los compensadores de radio. Ubicando los compensadores de largo.
1.- Presione SET en las funciones F de la pantalla para ajustar el valor deseado.
2.- Teclee el valor numérico del largo de la herramienta previamente medida.
3.- Si desconoce la longitud de la herramienta, acerque esta al roce con la superficie de la pieza de
trabajo.
• Presione CAL en las funciones F.
4.- Presione WRITE para aceptar el dato. Para el caso del punto 3.5 0 3.6.
5.- Repita del punto 3.1 al 3.6 para el resto de las herramientas.
6.- Desplace el cursor hacia la derecha hasta la columna de compensadores de radio sobre el
mismo número de herramienta.
7.- Presione SET en las funciones F de la pantalla para ajustar el valor deseado.
8.- Teclee el valor numérico del radio de la herramienta. Este valor solo será necesario en aquellas
herramientas que definan el perfil de la pieza de trabajo, en las herramientas como brocas,
machuelos, avellanadores, etc. No será necesario considerarlo.
9.- Presione WRITE para aceptar el dato.
4) Registro del ORIGEN DE TRABAJO.
1.- Active el número de origen en MDI para que aparezca seleccionado por un asterisco en la pantalla
del ZERO SET.
1.- Active el modo manual de la maquina presionando la tecla MANUAL de las teclas de modo.
2.- En la sección de AXIS SELECT presione la tecla PULSE HANDLE para activar el pulsador manual y
tener acceso a los movimientos manuales de los ejes.
3.- Mueva los ejes X, Y, Z utilizando el pulsador manual, acerque la herramienta (herramienta de punta,
perno rectificado, buscador de bordes, reloj indicador, etc.)
Hasta el punto de referencia (un trazo, taladro, perno, ranura, etc.) en la pieza de trabajo de donde
parten las coordenadas programadas.
4.- Presione ZERO SET en las teclas de modo.
5.- En la pantalla se presentara un listado de los orígenes con los que puede trabajar la máquina.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 88 -

Manual de Operación y Programación P200M
Seleccione con el cursor el número de origen y el primer eje que pretende registrar.
6.- Presione CAL (calcula) de las funciones F de la pantalla, para los ejes X, Y.
7.- Presione WRITE para que la maquina realice el cálculo.
8.- Para el eje Z teclear el valor del largo de la herramienta, indicando con este valor que la nariz del
husillo se encuentra a esa distancia de la superficie de la pieza.
9.- Presione WRITE para que la maquina ejecute la operación.
El ejemplo anteriormente descrito para calcular el ZERO SET, es tomando la nariz del husillo al tope con
la superficie de trabajo para calcular el ZERO SET en Z. Por lo tanto en TOOL DATA en el listado de
compensadores de longitud aparecerá el largo real de la herramienta.
Calculo del ZERO SET en una pieza de trabajo utilizando una herramienta de punta que coincide con un
trazo que será tomando como referencia para calcular el origen del trabajo en el eje X, Y, para el eje Z se
considerara la superficie de la pieza con la herramienta al tope de la superficie, como se muestra en la
fig. 2.
Utilizando este método, al eje Z se le indica que calcule cero, en ZERO SET y en TOOL DATA se
ajusta a cero, el número de compensador de largo de la herramienta que se esté utilizando para este
cálculo.
Por lo tanto en el listado de compensadores de largo de herramienta se encontrara la diferencia entre los
largos del resto de las herramientas y la que se utilizó para calcular el origen. Esto nos obliga a calcular
el cero en Z siempre con la misma herramienta.
Para registrar el resto de las herramientas utilizando el sistema anterior descrito:
1.- Acerque la herramienta a rozar con la superficie de la pieza. Tomada como cero en Z.
2.- Presione TOOL DATA en las teclas de modo.
3.- Seleccione can el cursor el número de compensador ( H ) que pretende ajustar.
4.- Presione CAL en las funciones F de la pantalla.
5.- Presione WRITE para que realice él cálculo.
5) Ejecución de las primeras corridas de prueba del Programa.
1.- Correr el programa en MACHINE LOCK.
2.- Después de realizar los ajustes anteriores, presione la tecla MACHIN LOOCK.
3.- Presione GRAPHIC en las funciones F de la pantalla.
4.- Presione CYCLE START.
5.- Verifique que el perfil programado corresponda con la figura en la gráfica de la Pantalla.
6.- Realice los ajustes necesarios en el programa.
Realizar una prueba del programa al Aire.
1.- Después de checar el programa de la forma anterior, realice una prueba al aire (sin pieza o por arriba
del cero en Z) para verificar una vez más el perfil programado, los cambios de herramienta y
acercamientos rápidos, sin hacer contacto entre herramienta y trabajo.
2.- Si el cero en Z ya lo tenía programado solo añada una cantidad en ZERO SET en el eje Z para
asegurarse de no golpear la pieza, la herramienta o la máquina.
Realizar la primer prueba Física de Trabajo.
1.- Presione la tecla SINGLE BLOCK, para ejecutar el programa paso por paso.
2.- Girar la perilla de RAPID OVERRIDE (los avances rápidos) y FEEDRATE
(avances controlados) hasta cero.
3.- Presione CYCLE START para iniciar la ejecución.
4.- Controle la velocidad de los avances rápidos de acercamiento a la pieza, ajustando la perilla de
RAPID OVERRIDE a la velocidad deseada, hasta que la herramienta llegue a la coordenada
programada.
5.- Presione nuevamente CYCLE START para ejecutar el siguiente bloc, aumente el avance girando la
perilla FEEDRATE hasta el avance indicado.
6.- Repita estas operaciones hasta terminar el perfil programado.
7.- Realice los cambios necesarios en el programa, los ajustes necesarios en los compensadores de
largo y de radios de herramienta.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 89 -

Manual de Operación y Programación P200M
Copiar Programas de USB a la Memoria de la Máquina y Viceversa:
1.- Introducir la memoria USB, arriba (US0 UPPER) o abajo (US1 LOWER).
2.- Cancelar el cuadro de dialogo que aparece detectando un nuevo dispositivo.
3.- Entrar en la función EDIT AUX. del menú principal del panel.
4.- Oprimir DIR DISPLAY (F1)
5.- Oprimir MD1 (F1) , y después oprimir US0 (UPPER) / US1 (LOWER), con este
procedimiento aparecen 2 pantallas, indicando las memorias interna (MD1) y
externa (US0/US1) + OK (F7). (aparecen 2 pantallas, fondo azul y fondo blanco).
6.- Seleccionar el archivo de US0/US1 que se desea copiar
7.- Oprimir COPY (F5)
8.- Oprimir MD1 COPY (F1), el archivo se copia a la memoria interna de la maquina.
Para COPIAR de MD1 a USB , teniendo 2 pantallas:
9.- Seleccionar el archivo de MD1 que se desea copiar.
10.- Oprimir COPY (F5).
11.- Oprimir ANOTHER COPY.
12.- Oprimir US0 (UPPER) / US1 (LOWER)
13.- Oprimir OK (F7), el archivo se copia a la memoria externa, USB.
Guardar Información en una Memoria USB:
1.- Entrar en la función EDIT AUX. Del menú principal del panel.
2.- COPY (F5).
3.- ANOTHER COPY (F4).
4.- USO (UPPER) ó US1 (LOWER) ; Dependiendo de donde este la USB ; arriba ó
abajo.
5.- OK (F7).
8.- Ejecute la siguiente prueba
Operaciones con Archivos en Formato OSP:
¿Cuándo un programa fue grabado y después fue necesario realizar algunos cambios, al tratar de
grabarlo la máquina nos indicara File exist overwrite ? (Y/N), que el programa ya existe que si lo
pretendes recibir, teclea la letra Y indicando que sí, enseguida oprime WRITE, y el programa se
rescribirá.
Si los programas son realizados en computadora se realizan en formato .MIN (Programa Block de
Notas) recordando que siempre que se realice un programa nuevo este debe tener la extensión punto
MIN (.MIN) ya que esta es la extensión que lee la máquina. Si no tiene la extensión punto MIN (.MIN) el
programa se almacena en la memoria de la máquina, pero no podrá lograr desplegar en la pantalla como
normalmente debe de aparecer.
Para pasar los programas realizados en computadora a la memoria de la maquina (MD1) deberá
realizarse como indica la secuencia siguiente:
Los programas que se tienen almacenados en la memoria MD1 de la maquina pueden ser extraídos para
modificarse por medio de computadora vaciándolos a una memoria USB para lograr tener acceso al
contenido del disco en la computadora. Aunque los cambios pueden realizarse en la misma máquina y
volverse a vaciar, el programa a la memoria USB , ya que se haya checado que la modificación es
correcta, al hacer esta operación de volver a grabar el programa la máquina solo rescribirá el programa.
Para vaciar los programas de la memoria MD1 de la máquina a una memoria USB realice el proceso
siguiente:
Para crear un nuevo programa la maquina se puede seguir operando en automático al mismo tiempo que
se teclea el nuevo programa o bien estando la maquina inactiva en modo automático o manual, para la
iniciación de un programa siga el proceso siguiente:
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 90 -

Manual de Operación y Programación P200M
Creación de un Nuevo Programa:
1.- Entrar en la función EDIT AUX. Del menú principal del panel.
2.- Oprimir EDIT (F4)
3.- ANOTHER FILE (F7)
4.- NEW FILE (F3)
5.- Teclear el nombre del nuevo programa. (Que no inicie con números).
6.- Oprimir WRITE para que acepte el dato tecleado + OK (F7).
7.- Aparece una pantalla en blanco (fondo negro), donde se iniciara a redactar el
programa.
8.- Presionar QUIT STOP (F8) al terminar de teclear el programa + YES (F6), para
salvar el programa que se esta realizando.
9.- QUIT STOP nuevamente para regresar al MODO EDIT.
Para llamar a un Programa:
1.- Oprimir RESET. Para restablecer cualquier operación inconclusa.
2.- Oprimir AUTO para entrar en la función de automático.
3.- Oprimir MAIN PROGRAM.
3.- Oprimir PROGRAM SELECT (F1) de las teclas de funciones F.
4.- Seleccionar el programa que se desea con las flechas ↑ ↓
5.- Oprimir WRITE para insertar la información + OK (F7).
6.- Oprimir CLOSE (F8) .
En él numero 3.- Teclear el nombre del nuevo programa. Debe cuidar que en el nuevo nombre tecleado
no intervenga ningún punto intermedio, por ej.
BASE.UNO
La memoria de la maquina tomara él .UNO como una nueva extensión y el programa no lo encontrara en
la memoria MD1:
Ya terminado de teclear el nuevo programa, para llamarlo y ponerlo en automático para su ejecución
realice el proceso siguiente:
Los procesos antes descritos son importantes ya que tendemos siempre libre la memoria de la maquina
y disponible para cargar cualquier programa, también se tendrán los programas asegurados en un
archivo de discos previendo cualquier error humano al utilizar el teclado que pueda poner en riesgo de
borrarse los programas cargados en la maquina.
Como Reiniciar un Programa:
1.- Presione AUTO de las teclas de modo.
2.- Presione RESET.
3.- Presioné RESTART de las funciones F.
4.- Teclee el número de secuencia en la que desee iniciar la ejecución del programa.
5.- Presione WRITE.
6.- Verifique que la perilla del JOG se encuentre en cero.
7.- Controle el acercamiento de la herramienta con la perilla del JOG.
8.- Presione SEQUENCE RESTART.
9.- Presione CYCLE START.
Despees de presionar WRITE en el monitor se observara que el control empieza a leer el programa,
ubicándose el cursor en el renglón tecleado.
Al presionar SEQUENCE RESTART se restablecen todas las operaciones en la maquina, en ese
momento se inicia el movimiento de los ejes para acercar la herramienta al trabajo, este movimiento se
puede controlar con la perilla del JOG para verificar el acercamiento.
Por seguridad active la tecla de SINGLE BLOCK.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 91 -

Manual de Operación y Programación P200M
Registro de la Geometría de la Herramienta:
1.- Presione TOOL DATA en las teclas de modo.
2.- En la pantalla aparece un listado de largos y radios de herramienta.
3.- Oprima ITEM (F7) por dos ocasiones, hasta que aparezca la pantalla
*TOOL SHAPE DEFINITION*.
4.- Presionando las teclas de página del control, ajuste la hoja presente en el monitor hasta que
corresponda al número de herramienta.
5.- Presione TOOL NAME en las funciones F, para que en la pantalla presente las posibles formas de
herramienta.
6.- Teclee el número de forma seleccionada con las teclas numéricas.
7.- Presione WRITE para que el dato sea aceptado.
La forma seleccionada aparece en la página que se encuentra en el monitor, llene los datos faltantes
en la página, presionando SET de las funciones F y posteriormente tecleando el valor necesario.
8.- Presionar WRITE para que el dato sea aceptado.
9.- Realice estas operaciones para el resto de las herramientas.
Verificación de un Programa en el Grafico:
Partiendo de la pantalla PART PROGRAM, estando la máquina en modo automático.
1.- Presione EXTEND (F8) por cuatro ocasiones hasta que aparezca GRAPHIC.
2.- Presione GRAPHIC (F1).
3.- Active la función MACHINE LOCK para evitar los movimientos de los ejes.
4.- Presione CYCLE START.
5.- Si la gráfica no aparece presione EXTEND (F8).
6.- Presione AREA CHANGE (F5).
7.- Seleccione el plano en el cual desea modificar con MARKET (F8).
8.- Con las teclas de página del panel lograra amplificar o reducir el dibujo de la pantalla. En la esquina
superior derecha de la pantalla indicar si se esta amplificando 0 reduciendo, con las teclas de cursor
lograr centrar la imagen moviendo la mira que aparece en la pantalla hacia donde sea necesario.
9.- Si desea que el programa aparezca en la misma página donde se aprecia la gráfica presione DATA
ON/OFF (F6).
10.- Si desea que la figura de la herramienta desaparezca de la pantalla, presione TOOL KID.
11.- Si desea ver la gráfica en tres dimensiones presione página en el panel.
12.- Presione ANGLE CHANGE (F6).
13.- Mueva con el cursor a la posición que desea.
14.- Presione QUIT (F7) al terminar de ajustar la posición.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 92 -

Manual de Operación y Programación P200M
- AVANZADO -
CALIBRACIÓN Y SETEO DEL SENSOR-COMPENSADOR DE LONGITUD
(Programa para la Calibración del Sensor-Compensador de Longitud)
(Utiliza Cabezal Vertical T301)
(Maquina: OKUMA MCR-A5C-R Control:OSP-P200M-R No.Serie:142212)
(Programa Hecho por: José González CNCXpert Fecha: 22-Nov-2010)
(STAM-Servicios Técnicos y Administrativos Mayran-Torreón Coah.)
(*** Programa hecho en Milímetros ***)
(*** Tiempo Ciclo Hrs.= 00:27 Seg. Cambio de Hta. ***)
(*** Tiempo Ciclo Hrs.= 00:47 Seg. Seteo de la Hta.***)
(*****************************************************)
(1er. paso; correr programa con PAXI=3 siguiendo el procedimiento)
(2do. Paso; correr programa con PAXI=7 siguiendo el procedimiento)
(****************************************************************)
N300
(Programa: Para Calibración de sensor, posición de ejes X-Y)
/CALL OO30 PAXI=3 VFST=#81H
(Este programa es para localizar el centro del Sensor en los ejes X,Y)
(Colocar una Hta. de Punta en el Husillo)
(En el Modo MDI Activar el Sensor abriendo la puerta con el código M144)
(Después manualmente colocar la Hta. al centro del Sensor)
(aproximarla 6.0 mm antes de tocar el Sensor y correr el programa)
(**********************************************************************)
/M02
N700
(Programa: Para Calibración de sensor en longitud)
CALL OO30 PAXI=7 PLI=203.175 VFST=#81H
(Este programa es para presetear la longitud en el Sensor)
(Con la Hta. Master en el Husillo conociendo su longitud = 203.175 mm)
(Después manualmente colocar la Hta. desplazada del centro del Sensor)
(Para que palpe en la cara rectificada del master)
(aproximarla 6.0 mm antes de tocar el Sensor y correr el programa)
(**********************************************************************)
M02
(Programa: Para setear htas. después de ser calibrado el sensor)
M6 T3
CALL OO30 (Herramientas de Punta)
M6 T03 (Cortador End-Mill 1.0" Diam.)
CALL OO30 PY=12.7 PRS=290 (Hta. fuera de centro)
(PY= Radio de hta.)
(PRS= Orientación de Husillo-CW)
M2
Notas Importantes:
1.- Este programa es para presetear las htas.
2.- Cada que se llama a presetear una hta. la maquina llama un sub-programa
CALL OO30 si se corre de esta manera automáticamente la hta.
tocará en el centro del sensor.
3.- Si llamamos un programa con el siguiente formato:
CALL OO30 PX=__ PY=__ PRS=__
esto significa que la hta. se desplazara fuera de centro en los ejes X, Y y la
orientación del husillo.
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 93 -

Manual de Operación y Programación P200M
400
0
0
0
50
350
50
150
200
(4) Agjs. de 11.0 mm Diam.
Roscados a 1/2-13 H/P
Comp.
G15 H10
DEF WORK[1]
DIREC V
ORIGIN H10
CYLNDR 2P,[0,0],[400,200],-50,2
END
DRAW
M06 T10 (Cortador de 76.0 mm Diam.)
G95 S500 M03
N55 FMILR G56 X0 Y0 Z0 R6 I400 J200 K0 P70 Q2 D10 H10 F1.
G30 P1
M6 T02 (Broca de Centros)
G95
S1500 M03 G56 H20 Z2
N10 G81 X50 Y50 Z-6 R2 F0.15 M08
N20 SQRX X50 Y50 I300 J100 K1 P1
G80 M09
M06 T03 (Broca Std. de 11.0 mm Diam.)
N30 G83 G56 X50 Y50 Z-50 R2 Q10 F0.15 H30
N40 SQRX X50 Y50 I300 J100 K1 P1
G80
M06 T04 (Machuelo 1/2-13 H/P)
G95
G56 H32 S500 M03 Z2
N50 G84 G56 X50 Y50 Z-30 R2 P0 Q0 F1. H32
N60 SQRX X50 Y50 I300 J100 K1 P1
G80
G30 P1
M06 T11 (Cort. End-Mill de 12.7 mm Diam.)
G95 S500 M03
N70 PCIR G56 X200 Y100 Z-10 R0 I30 A12 K0 P70 Q2 D11 H11 F1.
G30 P1
M06 T12 (Cort. End-Mill de 50.8 mm Diam.)
G95 S500 M03
N80 RMILO G56 X25 Y25 Z-5 R0 I350 J150 K0 P70 Q25 D33 H33 F1.
N82 RMILO G56 X25 Y25 Z-10 R0 I350 J150 K0 P70 Q25 D33 H33 F1.
N84 RMILO G56 X25 Y25 Z-15 R0 I350 J150 K0 P70 Q25 D33 H33 F1.
N86 RMILO G56 X25 Y25 Z-20 R0 I350 J150 K0 P70 Q25 D33 H33 F1.
G30 P1
M02
Hta. #02
Broca/Centros
Cort.
Ø76
Comp.
Hta. #10
350
150
20
Hta. #04
Hta. #12
Comp.
25
25
Hta. #11
Comp.
Comp.
Cort.
50mm
Cort.
12.7mm
6
Comp.
Hta. #03
Broca
Ø11.0 mm
Mach.
1/2-13 H/P
10
Ø60
50
200
100
* Programa de ejemplo *
Unidades: MM
(Definicion del Material)
Optimización de Maquinado CNC
e-mail: CNCxpert.Jose.Gonzalez@Gmail.com
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 94 -

200
100
0
50
100
45°
VC2=3
VC3=3
VC2=3.464
VC3=2
45°
30°
Cort.
Ø76
Comp.
IF[VC4 GE 2]NEND (NFIN)
G15H1
DEF WORK[1]
DIREC V
ORIGIN H1
CYLNDR 2P,[0,0],[100,200],-100,0
END
DRAW
G95 S1500 M3
VC1=38 (RADIO de HTA.)
VC2=3.464 (10°=11.34 20°=5.495 30°=3.464)
VC3=2 (Prof. de corte en angulo)
G0 G90 X50+VC1 Y-5.0-VC1
G56 Z0 H10
G91 G0 X=VC2 Z=-VC3
CALL O0001 Q8
G90 G0 Z50 M5
VC4=VC4+1 (contador de piezas)
GOTO NFIN
NEND VUACM[1]='FIN DE HTA'
VDOUT[992]=1 (VIDA DE HETA)
NFIN M02
O0001 (SUB PROGRAMA)
G91 G01 Y210+[VC1*2]F2.0
G0 Y-210-[VC1*2]Z1.0
Z-1
X=VC2 Z=-VC3
RTS
Hta. #10
X +-
Y
-
+
* Programa para un Angulos *
M06 T10 (Cortador de 76.0 mm Diam.)
(Definicion del Material)
Unidades: MM
Optimización de Maquinado CNC
e-mail: CNCxpert.Jose.Gonzalez@Gmail.com
Manual de Operación y Programación P200M
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 95 -

Manual de Operación y Programación P200M
Cort.
Ø50.0
Hta. #10
0
150
30
120
200
0
0
100
Comp.
10°
VC1
90
10°
10°
(72.3673)
50
VC3=2
VC2=0.35
20°
VC3=2
VC2=1.15
30°
IF[VC4 GE 12]NEND (NFIN)
G15 H1
DEF WORK[1]
DIREC V
ORIGIN H1
CYLNDR 2P,[0,0],[150,200],-100,0
END
DRAW
G95 S1500 M3
VC10=25 (RADIO HTA.)
VC2=2.0 (10°=2.0 20°=0.35 30°=1.15)
VC3=11.342 (Profundidad de Corte)
VC1=90 (ANCHO RANURA)
G0 G90 X30+VC10 Y-5.0-VC10
G56 Z0 H10
(G91 G0 X=VC2 Z=-VC3)
CALL O0001 Q8
G90 G0 Z50 M5
G30P1
VC4=VC4+1 (Contador de piezas)
GOTO NFIN
NEND VUACM[1]='FIN DE HTA'
VDOUT[992]=1 (VIDA DE HTA)
NFIN M2
(SUB-PROGRAMA)
G91 G01 Y210+[VC10*2]F.2
X=VC1-[VC10*2]
Y-210-[VC10*2]
X=-VC1+[VC10*2]
VC1=VC1-[VC2*2]
G0 X=VC2 Z=-VC3
RTS
X +-
Y
-
+
VC2=2
VC3=11.342
10°
* Programa para dos Angulos Iguales *
M06 T10 (Cortador de 50.0 mm Diam.)
O0001 (SUB PROGRAMA)
(Definicion del Material)
Unidades: MM
Optimización de Maquinado CNC
e-mail: CNCxpert.Jose.Gonzalez@Gmail.com
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 96 -

Manual de Operación y Programación P200M
Cort.
Ø50
Hta. #10
0
150
30
120
200
0
0
100
Comp.
10°
VC1
90
30°
10°
(52.3161)
50
IF[VC4 GE 12]NEND (NFIN)
G15H1
DEF WORK[1]
DIREC V
ORIGIN H1
CYLNDR 2P,[0,0],[150,200],-100,0
END
DRAW
G95 S1500 M3
VC10=25 (RADIO HTA.)
VC2=0.35 (Ancho de Corte 10°)
VC3=2.0 (Profundidad de Corte)
VC1=90 (ANCHO RANURA)
G0 G90 X30+VC10 Y-5.0-VC10
G56 Z0 H10
(G91 G0 X=VC2 Z=-VC3)
CALL O0001 Q8
G90 G0 Z50 M5
G30P1
VC4=VC4+1 (Contador de piezas)
GOTO NFIN
NEND VUACM[1]='FIN DE HTA'
VDOUT[992]=1 (VIDA DE HTA)
NFIN M2
(SUB-PROGRAMA)
G91 G01 Y210+[VC10*2]F.2
X=VC1-[VC10*2]
Y-210-[VC10*2]
X=-VC1+[VC10*2]
VC1=VC1-[VC2+VC4]
G0 X=VC2 Z=-VC3
RTS
VC3=2
VC4=1.15
30°
VC4=1.15 (Ancho de Corte 30°)
X +-
Y
-
+
VC2=0.35
VC3=2
* Programa para dos Angulos diferentes *
M06 T10 (Cortador de 50.0 mm Diam.)
O0001 (SUB PROGRAMA)
(Definicion del Material)
Unidades: MM
Optimización de Maquinado CNC
e-mail: CNCxpert.Jose.Gonzalez@Gmail.com
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 97 -

0
150
200
0
0
100
VC2=2
VC3=2
45°
Cort.
Ø76
Comp.
Hta. #10
60
90
VC1
30
45°
X +-
Y
-
+
IF[VC4 GE 12]NEND (NFIN)
G15H1
DEF WORK[1]
DIREC V
ORIGIN H1
CYLNDR 2P,[0,0],[150,200],-100,0
END
DRAW
G95 S1500 M3
VC10=38 (RADIO HTA.)
VC2=2.0 (10°=11.34 20°=5.495 30°=3.464)
VC3=2.0 (Profundidad de Corte)
VC1=30 (ANCHO RANURA)
G0 G90 X60-VC10 Y-5.0-VC10
G56 Z0 H10
CALL O0001 Q8
G90 G0 Z50 M5
G30P1
VC4=VC4+1 (Contador de piezas)
GOTO NFIN
NEND VUACM[1]='FIN DE HTA'
VDOUT[992]=1 (VIDA DE HTA)
NFIN M2
(SUB-PROGRAMA)
G91 G01 Y210+[VC10*2] F.2
G00 X=VC1+[VC10*2]
G01 Y-210-[VC10*2]
G00 X=-VC1-[VC10*2]
VC1=VC1+[VC2*2]
X=VC2 Z=-VC3
RTS
60
* Programa para dos Angulos Iguales *
M06 T10 (Cortador de 76.0 mm Diam.)
O0001 (SUB PROGRAMA)
(Definicion del Material)
Unidades: MM
Optimización de Maquinado CNC
e-mail: CNCxpert.Jose.Gonzalez@Gmail.com
Manual de Operación y Programación P200M
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 98 -

Manual de Operación y Programación P200M
0
150
200
0
0
100
VC4=1.15
VC3=2
60°
Cort.
Ø76
Comp.
Hta. #10
60
90
VC1
30
60°
X +-
Y
-
+
IF[VC4 GE 12]NEND (NFIN)
G15H1
DEF WORK[1]
DIREC V
ORIGIN H1
CYLNDR 2P,[0,0],[150,200],-100,0
END
DRAW
G95 S1500 M3
VC10=38 (RADIO HTA.)
VC2=2.0 (10°=11.34 20°=5.495 30°=3.464)
VC3=2.0 (Profundidad de Corte)
VC1=30 (ANCHO RANURA)
G0 G90 X60-VC10 Y-5.0-VC10
G56 Z0 H10
CALL O0001 Q8
G90 G0 Z50 M5
G30P1
VC4=VC4+1 (Contador de piezas)
GOTO NFIN
NEND VUACM[1]='FIN DE HTA'
VDOUT[992]=1 (VIDA DE HTA)
NFIN M2
(SUB-PROGRAMA)
G91 G01 Y210+[VC10*2] F.2
G00 X=VC1+[VC10*2]
G01 Y-210-[VC10*2]
G00 X=-VC1-[VC10*2]
VC1=VC1+[VC2+VC4]
X=VC2 Z=-VC3
RTS
45°
60
45°
VC2=2
VC3=2
VC4=1.15 (Ancho Corte 60°)
* Programa para dos Angulos diferentes*
M06 T10 (Cortador de 76.0 mm Diam.)
O0001 (SUB PROGRAMA)
(Definicion del Material)
Unidades: MM
Optimización de Maquinado CNC
e-mail: CNCxpert.Jose.Gonzalez@Gmail.com
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 99 -

0
100
VC4=2
VC8=2
VC5=2
VC9=2
45°
Cort.
Ø76
Comp.
Hta. #10
X +-
Y
-
+
0
100
100
30
G15H10
DEF WORK[1]
DIREC V
ORIGIN H10
CYLNDR 2P,[0,0],[100,100],-100,1
END
DRAW
G95 S1500M03
VC1=35 (Distancia a cresta)
VC2=30 (Largo de cresta))
VC3=30 (Ancho de cresta)
VC4=2 (Ancho de corte 45 grados)
VC5=2 (Prof. de Corte angulo 45 grados)
VC8=2 (Ancho de Corte 45 grados)
VC9=2 (Prof. de Corte angulo 45 grados)
G00 G90 X35-VC10 Y-5-VC10
G56 Z0 H10
CALL O0001 Q30
G90 G00 Z50 M05
G30P1
M02
G91 G01 Y5+[[VC1+VC2]+[VC10*2]] F2
X=VC3+[VC10*2]
Y=-VC2-[VC10*2]
X=-VC3-[VC10*2]
Y-5-VC1-VC8
G00 X=-VC8 Z=-VC9
VC2=VC2+[VC4*2]
VC3=VC3+[VC4*2]
RTS
VC1=35
VC2=30
Vc3=30
45°
* Programa para Piramide *
M06 T10 (Cortador de 76.0 mm Diam.)
O0001 (SUB PROGRAMA)
VC10=38 (Radio de hta.)
(Definicion del Material)
Unidades: MM
Optimización de Maquinado CNC
e-mail: CNCxpert.Jose.Gonzalez@Gmail.com
Manual de Operación y Programación P200M
CNCXpert Optimización de Maquinado CNC, José González P á g i n a | - 100 -
 Loading...
Loading...