

Page 1
Model 973
COMBINE HEADER
Model 974
FLEX DRAPER
COMBINE HEADER
OPERATOR’S MANUAL
Form 147083 Issue 01/07
Sugg. Retail: $15.00
Page 2

Inside Front Cover
(blank)
Page 3
INTRODUCTION
Your new 973/974 Header is specially designed as a “straight cut” header, to be attached to your combine
using a model 873 Adapter. These headers are equipped to work well in all straight cut conditions, whether
cutting on or above the ground. When weather is not a critical factor, straight cutting eliminates the windrowing
operation.
NOTE: This manual contains information on the Header only. It must be used in conjunction with your Adapter
and Combine Operator's Manual.
CAREFULLY READ ALL MANUALS TO BECOME FAMILIAR WITH RECOMMENDED PROCEDURES
BEFORE ATTEMPTING TO UNLOAD, ASSEMBLE OR USE THE MACHINE.
Use this manual as your first source of information about the header. If you follow the instructions given in this
manual your Header will work well for many years.
This manual contains information on "Safety", "Operation" and "Maintenance/Service". In addition, "Unloading
and Assembly" instruction is given towards the back of this book.
Use the Table of Contents and the Index to guide you to specific areas. Study the Table of Contents to
familiarise yourself with how the material is organised.
Keep this manual handy for frequent reference and to pass on to new operators or owners. Call your dealer if
you need assistance, information or additional copies of the manual.
NOTE: Right hand (R/H) and Left-hand (L/H) designations are determined from the operator’s position, facing
forward.
NOTE: A storage case for this manual is located under the left endsheet.
Form # 147083
1
Issue 01/07
Page 4

INTRODUCTION.........................................................................................................................................1
SERIAL NUMBER LOCATION ...................................................................................................................5
SAFETY
Safety Alert Symbol................................................................................................................................6
Signal Words..........................................................................................................................................6
Safety Signs...........................................................................................................................................7
General Farm Safety..........................................................................................................................8, 9
SPECIFICATIONS
Header .................................................................................................................................................10
Upper Cross Auger .............................................................................................................................10
Hardware Torque Specifications..........................................................................................................11
Hydraulic Fittings Torque Specifications..............................................................................................12
HEADER OPERATION
Your Responsibilities as an Owner/Operator.......................................................................................13
Break-In Period ....................................................................................................................................14
Pre-Starting Checks: Annual................................................................................................................15
Pre-Starting Checks: Daily...................................................................................................................15
Operate Correctly.................................................................................................................................16
Header Controls...................................................................................................................................17
Header Lift Cylinder Stops ...................................................................................................................17
Reel Props ...........................................................................................................................................17
Operating Variables ...........................................................................................................................18
Cutting Height (Gauge Wheels & Skid Shoes)............................................................................18, 19
Divider Rod Length............................................................................................................................20
Ground Speed...................................................................................................................................21
Header Flotation........................................................................................................................ 22 - 24
Header Angle ....................................................................................................................................25
Draper Speed....................................................................................................................................25
Delivery Opening Width...............................................................................................................26, 27
End Delivery: Windrowing with the Combine ....................................................................................28
Reel Speed........................................................................................................................................29
Reel Height........................................................................................................................................29
Reel Fore-Aft Position .......................................................................................................................30
Reel Pick-Up Finger Pitch .................................................................................................................31
Upper Cross Auger (Optional)...........................................................................................................32
Shut-Down Procedure..........................................................................................................................33
Unplugging the Header ........................................................................................................................33
Transporting the Header on Combine..................................................................................................34
Storage Procedure...............................................................................................................................35
TABLE OF CONTENTS
Form # 147083
2
Issue 01/07
Page 5

TABLE OF CONTENTS
MAINTENANCE/SERVICE
Service Procedures..............................................................................................................................36
Recommended Lubricants ...................................................................................................................37
Sealed Bearing Installation ..................................................................................................................37
Greasing the Header.................................................................................................................... 38 - 41
Hydraulic System
Hydraulic System Safety ...................................................................................................................42
Hoses and Lines................................................................................................................................42
Hydraulic Schematic – Reel Lift ........................................................................................................42
Hydraulic Schematic – Reel & Conveyor Drives .........................................................................43, 44
Sickle and Sickle Drive
Sickle Lubrication ..............................................................................................................................45
Sickle Sections..................................................................................................................................45
Sickle Removal..................................................................................................................................46
Sickle Head Needle Bearing Installation ...........................................................................................46
Sickle Installation...............................................................................................................................47
Spare Sickle Storage.........................................................................................................................48
Sickle Guards....................................................................................................................................48
Sickle Hold-Downs ............................................................................................................................49
Wobble Box.......................................................................................................................................50
Sickle Drive Belt Tension ..................................................................................................................51
Drapers
Draper Tension Adjustment...............................................................................................................52
Replacing Drapers.............................................................................................................................52
Idler Roller Positioning ......................................................................................................................53
Draper Tracking Adjustment..............................................................................................................54
Idler Roller Maintenance ...................................................................................................................54
Drive Roller Maintenance..................................................................................................................55
Deck Height.......................................................................................................................................55
Reel and Reel Drive
Reel Clearance to Cutterbar..............................................................................................................56
Reel "Frown" Adjustment ..................................................................................................................56
Reel Plastic Finger Installation & Removal .......................................................................................57
Centering the Reel ............................................................................................................................58
Reel Drive Chain ...............................................................................................................................58
Removal of Reel Drive Shaft.............................................................................................................58
Gauge Wheels.....................................................................................................................................59
Maintenance Schedule.........................................................................................................................60
Maintenance Record............................................................................................................................61
TROUBLE SHOOTING
Crop Loss at Cutterbar...................................................................................................................62, 63
Cutting Action & Sickle Components ........................................................................................... 63 - 65
Reel Delivery..................................................................................................................................65, 66
Header .................................................................................................................................................66
Drapers & Decks..................................................................................................................................67
Flex Header..........................................................................................................................................68
Cutting Edible Beans.................................................................................................................... 69 - 72
Form # 147083
3
Issue 01/07
Page 6

TABLE OF CONTENTS
OPTIONS AND ATTACHMENTS
Adjustable Outboard Skid Shoes with Poly Cover ...............................................................................73
Cutterbar Poly Wear Strips & Inboard Shoes with Poly Cover.............................................................73
Hydraulic Top Center Link....................................................................................................................73
Floating Divider ....................................................................................................................................73
Upper Cross Auger ..............................................................................................................................74
Gauge Wheels .....................................................................................................................................74
Gauge Wheels/Slow Speed Transport – 30’, 36’ & 39’........................................................................74
Crop Lifter Storage Rack......................................................................................................................74
36’ & 39’ Header: R/H Deck Split Kit....................................................................................................75
High Speed Reel Drive Sprocket .........................................................................................................75
Tool Box...............................................................................................................................................75
Bean Saver ..........................................................................................................................................75
Rock Retarder......................................................................................................................................75
Hydraulic Fore-Aft Reel Positioner (973 Headers Only) ......................................................................76
Raised Sickle Conversion Kits .............................................................................................................76
Windrower Header Conversion Kits (973 Headers Only).....................................................................76
Narrow End Deflectors.........................................................................................................................76
UNLOADING AND ASSEMBLY
Unloading.......................................................................................................................................77, 78
Pull Header Over to Field Position.......................................................................................................79
Set Header Support Stand...................................................................................................................79
Reel Support Arms.........................................................................................................................80, 81
Reel Assembly .....................................................................................................................................82
Draper Installation..........................................................................................................................83, 84
Attach Header ......................................................................................................................................85
Bleeding Hydraulics .............................................................................................................................85
Adjustments and Checks .....................................................................................................................86
974 Flex Header: Wing Float Set-up and Pre-delivery Check ..................................................... 87 - 90
INDEX .................................................................................................................................................91, 92
Form # 147083
4
Issue 01/07
Page 7
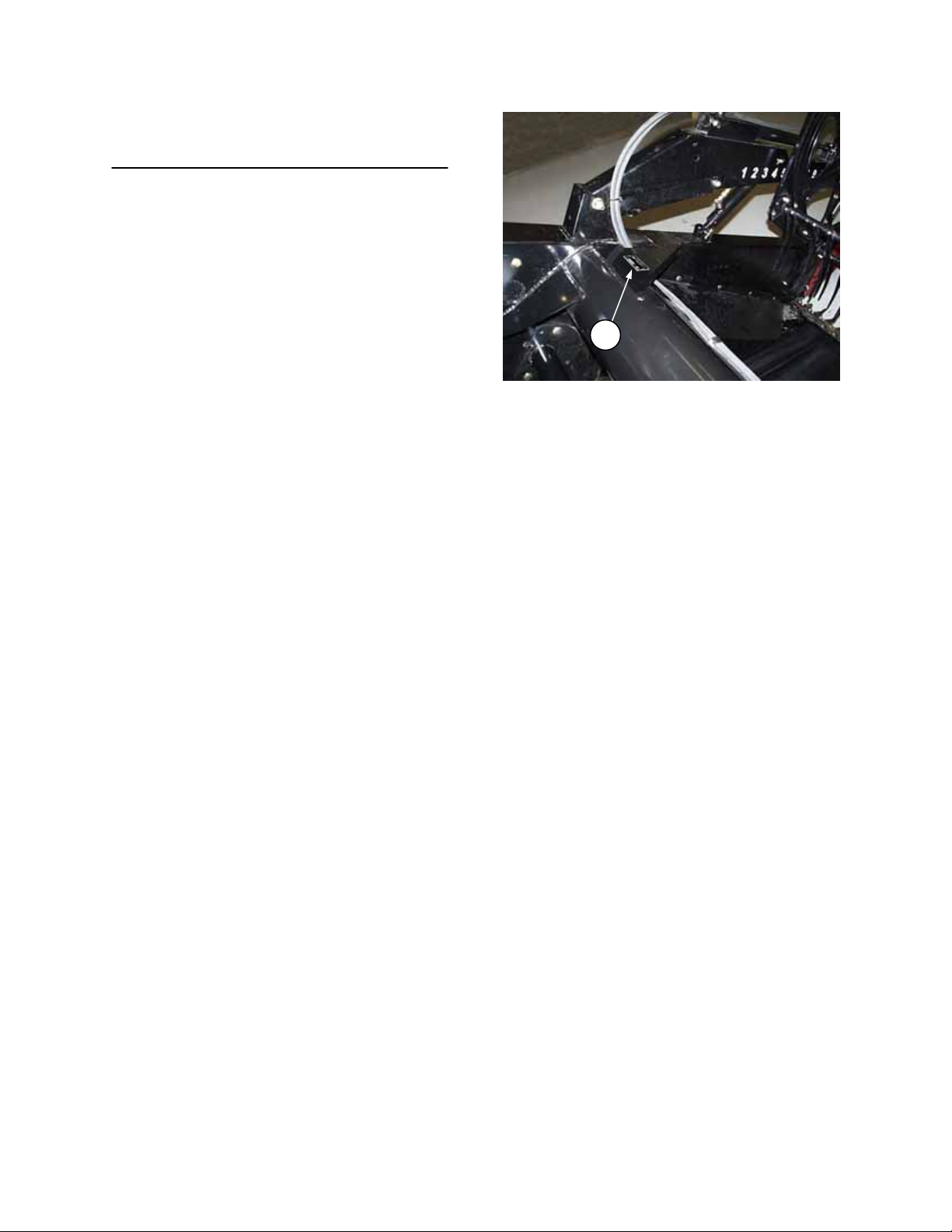
SERIAL NUMBER LOCATION
Record the serial number in the space provided.
Plate (A) is located on gusset at left hand end
sheet, near main tube.
NOTE: When ordering parts and service, be sure to give your dealer the complete and proper serial number.
A
HEADER SERIAL PLATE
Form # 147083
5
Issue 01/07
Page 8
SAFETY
SAFETY ALERT SYMBOL
This safety alert symbol indicates important safety messages in this manual and
on safety signs on the header.
This symbol means:
ATTENTION !
BECOME ALERT !
YOUR SAFETY IS INVOLVED !
Carefully read and follow the safety message accompanying this symbol.
Why is SAFETY important to you?
· ACCIDENTS DISABLE AND KILL
3 BIG REASONS · ACCIDENTS COST
· ACCIDENTS CAN BE AVOIDED
SIGNAL WORDS
Note the use of the signal words DANGER, WARNING, and CAUTION with safety messages. The appropriate
signal word for each message has been selected using the following guidelines:
SAFETY SIGNS
• The safety signs reproduced on the next page appear on the header at the locations listed.
• Keep safety signs clear and legible at all times.
• Replace safety signs that are missing or become illegible.
• If original parts on which a safety sign was installed are replaced, be sure the repair part also bears the
current safety sign.
• Safety signs are available from your Dealer Parts Department.
To install safety signs:
1. Be sure the installation area is clean and dry.
2. Decide on the exact position before you remove the backing paper.
3. Remove the smaller portion of the split backing paper.
4. Place the sign in position and slowly peel back the remaining paper, smoothing the sign as it is applied.
5. Small air pockets can be smoothed out or pricked with a pin
DANGER – Indicates an imminently hazardous situation that, if not avoided, will result in death or
serious injury.
WARNING – Indicates a potentially hazardous situation that, if not avoided, could result in death
or serious injury. It is also used to alert against unsafe practices.
CAUTION – Indicates a potentially hazardous situation that, if not avoided, may result in minor or
moderate injury. It is also used as a reminder of good safety practices.
Form # 147083
6
Issue 01/07
Page 9

SAFETY
SAFETY SIGNS
DRIVELINE
Order # 158977
BACK TUBE
Order # 32009.
BACK TUBE
Order # 42122.
BACK TUBE
Order # 44611.
ROTATING DRIVELINE
Contact can cause
death. Keep away. Do
not operate without:
• All driveline, power
unit, and attachment
shields in place.
• Driveline securely
attached at both
ends.
• Driveline shields that
turn freely on
driveline.
Order # 158289
Form # 147083
R/H WHEEL
(TRANSPORT OPTION)
Order # 129260.
UPPER CROSS AUGER (OPTION)
Order # 158621
7
HITCH
(TRANSPORT OPTION)
Order # 129261.
Issue 01/07
Page 10

SAFETY
GENERAL SAFETY
The following are general farm safety
precautions that should be part of
your operating procedure for all
types of machinery.
1. Protect yourself.
When assembling, operating and servicing
machinery wear all the protective clothing
and personal safety devices that COULD be
necessary for the job at hand. Don't take
chances.
You may need:
• a hard hat.
• protective shoes with slip resistant soles.
• protective glasses or goggles.
• heavy gloves.
• wet weather gear.
• respirator or filter mask.
• hearing protection. Be aware that prolonged
exposure to loud noise can cause
impairment or loss of hearing. Wearing a
suitable hearing protective device such as
earmuffs (A) or earplugs (B) protects
against objectionable or loud noises.
2. Provide a first-aid kit for use in case of
emergencies.
3. Keep a fire extinguisher on the machine. Be
sure the extinguisher is properly maintained
and be familiar with its proper use.
4. Keep young children away from machinery
at all times.
5. Be aware that accidents often happen when
the operator is tired or in a hurry to get
finished. Take the time to consider the
safest way. Never ignore warning signs of
fatigue.
PROTECT YOURSELF
PROTECT AGAINST NOISE
BE PREPARED FOR EMERGENCIES
Form # 147083
8
Issue 01/07
Page 11

SAFETY
GENERAL SAFETY
6. Wear close-fitting clothing and cover long
hair. Never wear dangling items such as
scarves or bracelets.
7. Keep hands, feet, clothing and hair away
from moving parts. Never attempt to clear
obstructions or objects from a machine
while the engine is running.
8. Keep all shields in place. Never alter or
remove safety equipment. Make sure
driveline guards can rotate independently of
the shaft and can telescope freely.
9. Use only service and repair parts made or
approved by the equipment manufacturer.
Substituted parts may not meet strength,
design, or safety requirements.
10. Do not modify the machine. Unauthorised
modifications may impair the function
and/or safety and affect machine life.
11. Stop engine and remove key from ignition
before leaving operator's seat for any
reason. A child or even a pet could engage
an idling machine.
12. Keep the area used for servicing machinery
clean and dry. Wet or oily floors are
slippery. Wet spots can be dangerous when
working with electrical equipment. Be sure
all electrical outlets and tools are properly
grounded.
13. Use adequate light for the job at hand.
14. Keep machinery clean. Straw and chaff on a
hot engine are a fire hazard. Do not allow oil
or grease to accumulate on service
platforms, ladders or controls. Clean
machines before storage.
15. Never use gasoline, naphtha or any volatile
material for cleaning purposes. These
materials may be toxic and/or flammable.
16. When storing machinery, cover sharp or
extending components to prevent injury
from accidental contact.
(continued)
KEEP AWAY FROM MOVING PARTS
KEEP SERVICE AREA CLEAN AND DRY
NEVER WEAR LOOSE
OR DANGLING CLOTHES
Form # 147083
9
Issue 01/07
Page 12

SPECIFICATIONS
973/974 Header
HEADER WIDTH Nominal cut width plus 10.5” (267 mm)
SICKLE DRIVE "C" belt to enclosed oil bath wobble box – 3” (76 mm) stroke
SICKLE SPEED 1240 to 1345 spm - varies depending on combine
SICKLE TYPE Over-serrated, bolted sections (973 - 14 serrations per inch)
(974 – 9 serrations per inch)
GUARD TYPE Double heat-treated
Stub or Pointed for 21’ & 25’, Pointed for 30’, 36’ & 39’
GUARD ANGLE: 3.5° to 9.1° (cutterbar on ground)
DRAPER TYPE Self-tracking rubber coated polyester with rubber slats
DRAPER WIDTH 41.5" (1054 mm)
DRAPER ANGLE 14° to 19.6° (cutterbar on ground)
DRAPER DRIVE Hydraulic
DRAPER SPEED 170 to 580 ft. per minute (50 to 175 m/min)
DELIVERY OPENING HEIGHT 32.3" to 36.2" (820 to 920 mm) at 8" (200 mm) cutting height
DELIVERY OPENING WIDTH Distance between draper rollers:
21, 25, 30, 36 & 39 ft.: 7” deflectors 35.2" to 45.4" (895 mm to 1153 mm)
by shortening drapers: 54.1" to 64.5" (1375 mm to 1640 mm)
REEL TYPE MacDon 2100 cam action pick-up reel
FINGER TIP RADIUS 31.5" (800 mm)
NUMBER OF BATS 6 Bat for 21’ & 25’, 5 Bat for 30’, 36’ & 39’
REEL FINGER MATERIAL Steel for 21’ & 25’ (Plastic Option)
Plastic for 30’, 36’ & 39’
REEL DRIVE Hydraulic
REEL SPEED 20 to 60 RPM – varies depending on combine, adjustable from cab
REEL LIFT Hydraulic
WEIGHTS: Weights shown are base header plus standard reel (see above). (See below for weights for
common options.)
21’ Model 973 2955 lbs. (1340 kg)
25’ Model 973 3355 lbs. (1522 kg)
30’ Model 973 3845 lbs. (1744 kg)
36’ Model 973 4325 lbs. (1962 kg)
39’ Model 973 4611 lbs. (2096 kg)
30’ Model 974 4077 lbs. (1849 kg)
36’ Model 974 4470 lbs. (2028 kg)
Outer Adjustable Skid Shoes – add 40 lbs. (18 kg)
Inner Adjustable Skid Shoes – add 38 lbs. (17 kg)
Gauge Wheels – add 200 lbs. (91 kg)
Upper Cross Auger
DRIVE Hydraulic
SPEED 140 to 390 rpm (varies with drapers)
TYPE 9" (229 mm) diameter, center feed
WEIGHT 136 lbs. (62 kg)
Form # 147083
10
Issue 01/07
Page 13

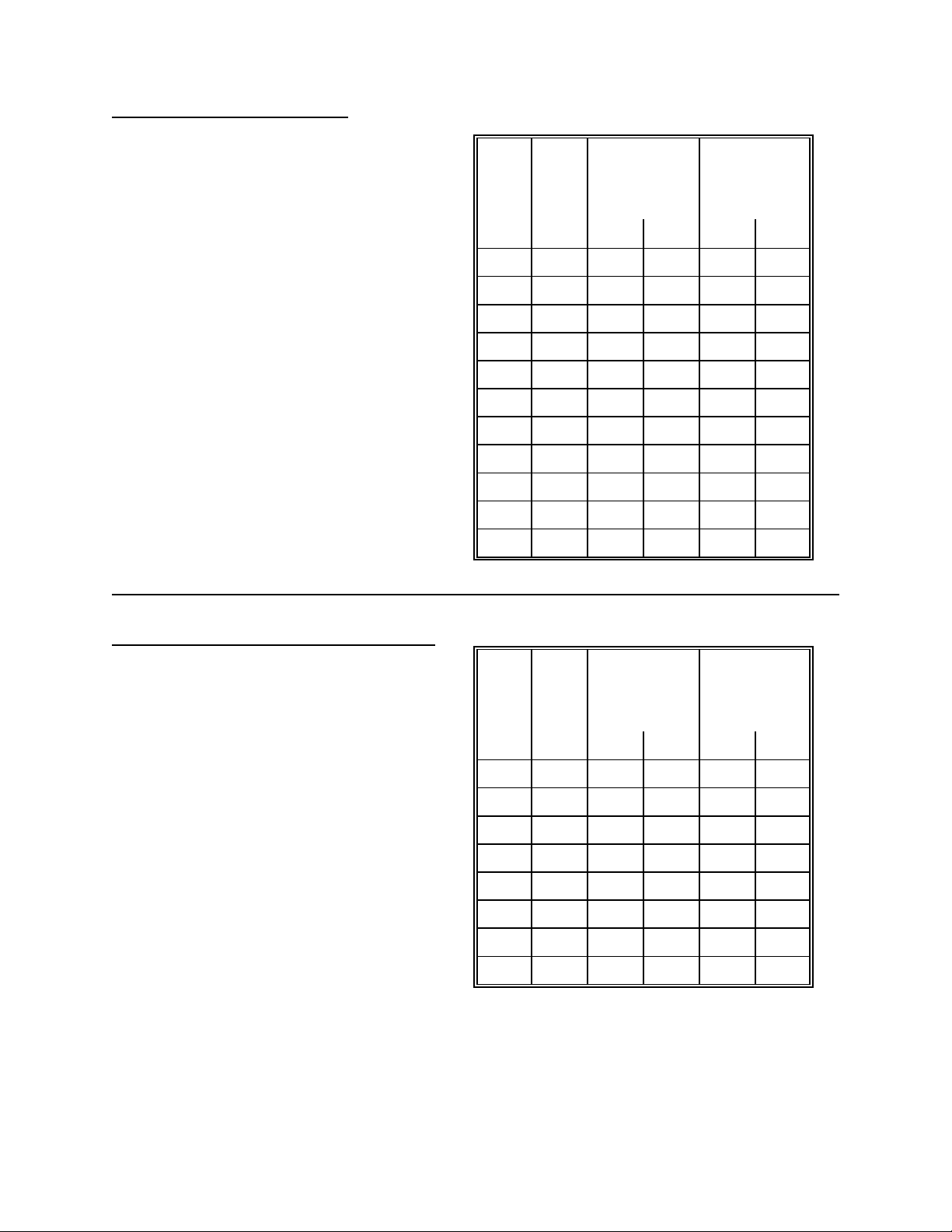
TORQUE SPECIFICATIONS
[
[
[.4]
[
[
[
[4]
[7]
[7]
[11]
[18]
[26]
[37]
[52]
[66]
[92]
[
[
[
[
[
[
[
[
[
]
[
]
CHECKING BOLT TORQUE
The tables shown below give correct torque values for various bolts and capscrews. Tighten all bolts to the
torques specified in chart unless otherwise noted throughout this manual. Check tightness of bolts periodically,
using bolt torque chart as a guide. Replace hardware with the same strength bolt.
ENGLISH TORQUE SPECIFICATION
NC Bolt Torque*
Bolt
Dia.
"A"
SAE 5 SAE 8
N·m [lb-ft] N·m [lb-ft]
1/4" 12 [9] 15 [11]
5/16" 24 [18] 34 [25]
3/8" 43 [32] 56 [41]
7/16" 68 [50] 95 [70]
1/2" 102 [75] 142 [105]
9/16" 149 [110] 202 [149]
5/8" 203 [150] 271 [200]
3/4"
359 [265]
495 [365]
7/8" 569 [420] 813 [600]
1" 867 [640] 1205 [890]
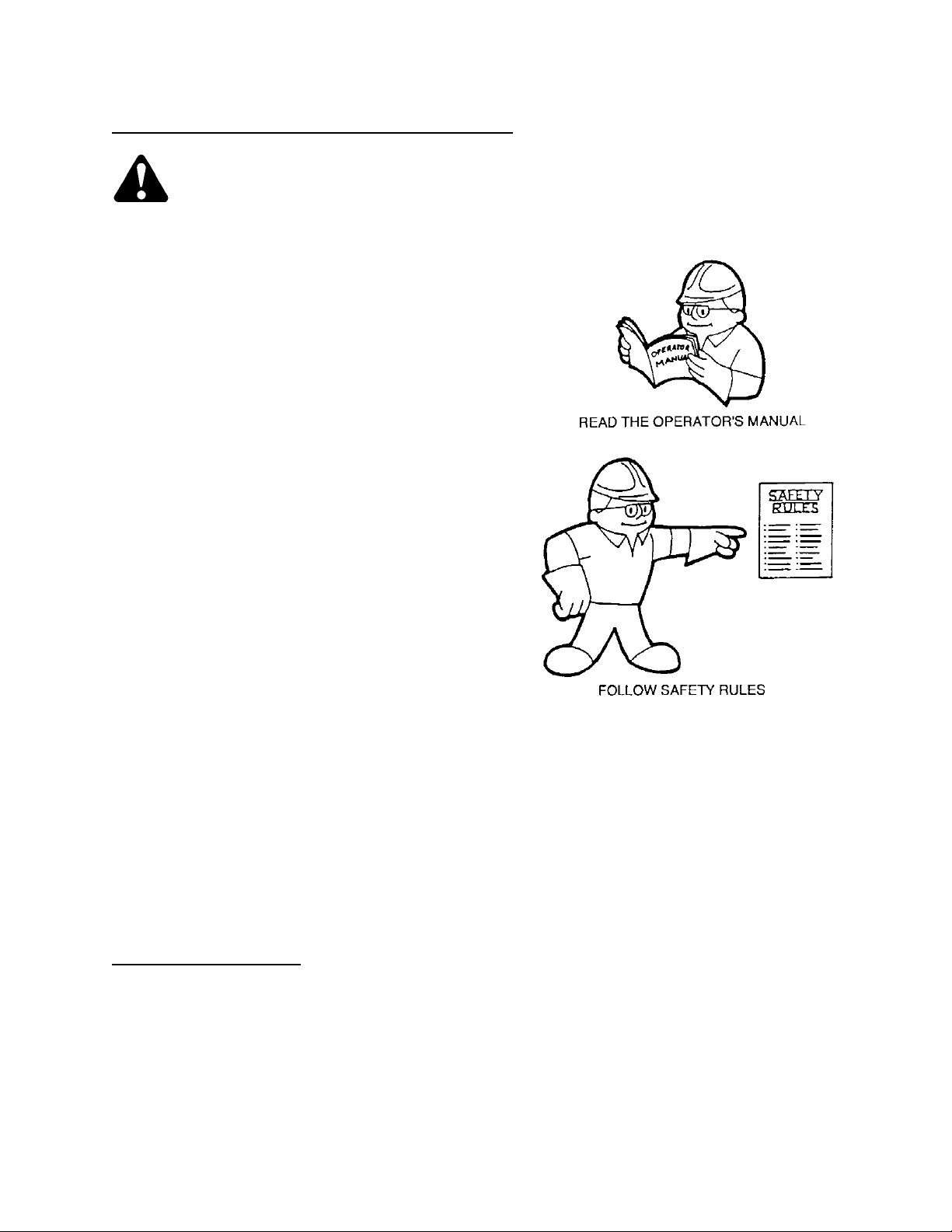
METRIC TORQUE SPECIFICATIONS
Bolt
Dia.
"A"
M3 0.5
M4
M5
M6
M8
M10 50
M12 90
M14 140
M16 225
M20 435
M24 750
M30 1495
M36 2600
N·m
10
25
8.8
3
6
Bolt Torque*
lb-ft] N·m
1.8
2.2] 4.5
103] 200
166] 310
321] 610
553] 1050
1103
[1917]
9
15
35
70
125
2100
3675
10.9
Torque figures indicated above are valid for non-greased or non-oiled threads and heads unless otherwise
specified. Do not grease or oil bolts or capscrews unless specified in this manual. When using locking
elements, increase torque values by 5%.
* Torque value for bolts and capscrews are identified by their head markings.
lb-ft]
1.3]
3.3]
148]
229]
450]
774]
1550
[2710]
Form # 147083
11
Issue 01/07
Page 14
TORQUE SPECIFICATIONS
TIGHTENING O-RING FITTINGS*
1. Inspect O-ring and seat for dirt or obvious
defects.
2. On angle fittings, back the lock nut off until
washer bottoms out at top of groove.
3. Hand tighten fitting until back-up washer or
washer face (if straight fitting) bottoms on face
and O-ring is seated.
4. Position angle fittings by unscrewing no more
than one turn.
5. Tighten straight fittings to torque shown.
6. Tighten angle fittings to torque shown while
holding body of fitting with a wrench.
* The torque values shown are based on
lubricated connections as in reassembly.
Thread
7/16 9/16 12 [9] 2
9/16 11/16 24 [18] 2
1-1/16 1-1/4 102 [75] 1
1-3/16 1-3/8 122 [90] 1
1-5/16 1-1/2 142 [105] 3/4 1/8
1-5/8 1-7/8 190 [140] 3/4 1/8
Size
(in.)
Nut Size
Across
Flats
(in.)
Torque Value*
Recommended
Turns to Tighten
(after finger
tightening)
N·m [lb-ft] Flats Turns
3/8 1/2 8 [6] 2
1/3
1/3
1/2 5/8 16 [12] 2
1/3
1/3
3/4 7/8 46 [34] 2
1/3
7/8 1 62 [46] 1-1/2 1/4
1/6
1/6
TIGHTENING FLARE TYPE TUBE FITTINGS*
1. Check flare and flare seat for defects that
might cause leakage.
2. Align tube with fitting before tightening.
3. Lubricate connection and hand tighten swivel
nut until snug.
4. To prevent twisting the tube(s), use two
wrenches. Place one wrench on the connector
body and with the second, tighten the swivel
nut to the torque shown.
* The torque values shown are based on
lubricated connections as in reassembly.
1-7/8 2-1/8 217 [160] 1/2 1/12
Tube
Size
O.D.
(in.)
Nut Size
Across
Flats
(in.)
Torque Value*
Recommended
Turns to Tighten
(after finger
tightening)
N·m [lb-ft] Flats Turns
3/16 7/16 8 [6] 1
1/6
1/4 9/16 12 [9] 1
1/6
5/16 5/8 16 [12] 1
1/6
3/8 11/16 24 [18] 1
1/6
1/2 7/8 46 [34] 1
1/6
5/8 1 62 [46] 1
1/6
3/4 1-1/4 102 [75] 3/4 1/8
7/8 1-3/8 122 [90] 3/4 1/8
Form # 147083
12
Issue 01/07
Page 15
OPERATION
YOUR RESPONSIBILITIES AS AN OWNER/OPERATOR
CAUTION:
1. It is your responsibility to read and
understand this manual plus the Adapter
and Combine Operator's Manual
completely before operating the header.
Contact your dealer if an instruction is not
clear to you.
2. Follow all safety messages in the manuals
and on safety signs on the machine.
3. Remember that YOU are the key to safety.
Good safety practices protect you and the
people around you.
4. Before allowing anyone to operate the
machine, for however short a time or
distance, make sure they have been
instructed in its safe and proper use.
5. Review the manual and all safety related
items with all operators annually.
6. Be alert for other operators not using
recommended procedures or not following
safety precautions. Correct these mistakes
immediately, before an accident occurs.
7. Do not modify the machine. Unauthorized
modifications may impair the function
and/or safety and affect machine life.
8. The safety information given in this manual
does not replace safety codes, insurance
needs, or laws governing your area. Be
sure your machine meets the standards set
by these regulations.
TO THE NEW OPERATOR
It's natural for an operator to be anxious to get
started with a new machine. Please take the time
to familiarize yourself with the header by reading
the Operator's Manuals and safety signs before
attempting operation.
Form # 147083
13
Issue 01/07
Page 16

OPERATION
BREAK-IN PERIOD
1. After attaching header to combine or wind-
rower tractor for the first time, operate the
machine with reel drapers and sickle running
slowly for 5 minutes, watching and listening
FROM THE OPERATOR'S SEAT for binding or
interfering parts.
CAUTION: Before investigating an
unusual sound or attempting to
correct a problem, shut off engine,
engage parking brake and remove
key.
NOTE: Reel and side drapers will not operate until
oil flow fills the lines.
2. Change hydraulic oil filter as recommended in
combine adapter Operator's Manual.
3. Adjust the tension of sickle drive belt (A) after a
5 hour run-in period. (See Maintenance/
Service section.) Continue to check the belt
tension periodically for the first 50 hours.
4. Tighten any loose hardware after the first
5 hours operation. See Specifications section
for recommended torques.
5. Tighten the four wobble box mounting bolts (B)
after the first 10 hours operation and every 100
hours thereafter. Torque to 200 ft.lbs. (270
N·m), starting with the side mounting bolts.
6. Change wobble box lubricant after the first
50 hours operation and every 1000 hours (or 3
years) thereafter. See Maintenance/Service
section.
A
CHECK SICKLE DRIVE BELT TENSION
B
B
TIGHTEN FOUR WOBBLE BOX
MOUNTING BOLTS
Form # 147083
14
Issue 01/07
Page 17

OPERATION
PRE-STARTING CHECKS: ANNUAL
Do the following at the start of each operating
season.
CAUTION:
1. Review the Operator's Manuals to refresh
your memory on safety and operating
recommendations.
2. Review all safety signs and other decals on
the machine and note hazard areas.
3. Be sure all shields and guards are properly
installed and secured. Never alter or
remove safety equipment.
4. Be sure you understand and have
practiced safe use of all controls. Know the
capacity and operating characteristics of
the machine.
5. Check the first aid kit and fire extinguisher.
Know where they are and how to use them.
Also:
6. Install drapers. See "Drapers" in Maintenance
/Service section.
7. Adjust belt, draper and chain tension. See
Maintenance/Service section.
8. Perform all Annual Maintenance. See Maintenance/Service section.
PRE-STARTING CHECKS: DAILY
Do the following each day before start-up:
1. Clear the area of other persons, pets etc.
Keep children away from machinery. Walk
around the header to be sure no one is
under, on or close to it.
2. Remove foreign objects from the machine
and surrounding area.
3. Wear close fitting clothing and protective
shoes with slip resistant soles.
As well, carry with you any protective
clothing and personal safety devices that
COULD be necessary through the day. Don't
take chances.
You may need:
- hard hat
- protective glasses
- heavy gloves
- respirator or filter mask
- wet weather gear.
4. Protect against noise.
Wear a suitable hearing
protective device such as
earmuffs or earplugs to
protect against objectionable or
uncomfortably loud noises.
5. Check the machine for leaks or any parts
that are missing, broken, or not working
correctly.
NOTE: Use proper procedure when
searching for pressurized fluid leaks. See
"Hydraulic System" in Maintenance/Service
section.
6. Clean all lights and reflective surfaces on
the machine.
7. Perform all Daily maintenance. See Maintenance/Service section.
CAUTION:
Form # 147083
15
Issue 01/07
Page 18

OPERATE CORRECTLY
CAUTION:
1. Follow all safety and operational
instructions given in your Operator's
Manuals. If you do not have a combine
manual, get one from your dealer and read
it thoroughly.
2. Never attempt to start the engine or
operate the machine except from the
operator's seat.
3. Check the operation of all controls in a safe
clear area before starting work.
4. Do not allow riders on combine.
5. Never start or move the machine until you
are sure all bystanders have cleared the
area.
6. Avoid travelling over loose fill, rocks,
ditches or holes.
7. Drive slowly through gates and doorways.
8. When working on inclines, travel uphill or
downhill when possible. Be sure to keep
transmission in gear when travelling
downhill.
9. Never attempt to get on or off a moving
machine.
10. Do not leave the operator's station while
the engine is running.
11. Stop engine and remove key before
adjusting or removing plugged material
from the machine. A child or even a pet
could engage the drive.
12. Check for excessive vibration and unusual
noises. If there is any indication of trouble,
shut-down and inspect the machine.
Follow proper shutdown procedure:
- engage brake
- disengage header drive
- turn off engine and remove key
- wait for all movement to stop
- dismount and engage cylinder stops
before inspecting raised machine.
13. Operate only in daylight or good artificial
light.
OPERATION
CLEAR THE AREA BEFORE OPERATING
DO NOT ALLOW RIDERS
Form # 147083
16
Issue 01/07
Page 19

OPERATION
HEADER CONTROLS
CAUTION: Be sure all bystanders are
clear of machine before starting
engine or engaging any header
drives.
See your Combine Operator's Manual for
identification of in-cab controls for:
• Header Drive Clutch
• Header Height
• Ground Speed
• Reel Speed
• Reel Height
• Reel Fore Aft / Header Tilt
HEADER LIFT CYLINDER STOPS
DANGER: To avoid bodily injury or
death from fall of raised header,
always engage cylinder stops before
going under header for any reason.
See your Combine Operator's
Manual for instruction regarding the
use and storage of header lift
cylinder stops.
REEL PROPS
IMPORTANT: To prevent damage to reel support
arms, do not transport header with reel props
engaged.
Reel props are located at each reel support arm.
To engage reel props:
1. Raise reel to maximum height.
2. Move props (A) to engaged position.
3. Lower reel until props contact end frames.
NOTE: Keep pivot bolt (B) properly tightened so
prop remains in stored position when not in use,
yet can be engaged with hand force.
WARNING: To avoid bodily injury
from fall of raised reel, always
engage reel props before going
under raised reel for any reason.
B
A
REEL PROP - ENGAGED
Form # 147083
17
Issue 01/07
Page 20
OPERATION
OPERATING VARIABLES
Satisfactory function of the header (and hay
conditioner) in all situations requires making
proper adjustments to suit various crops and
conditions.
Correct operation reduces crop loss and allows
cutting of more acres. As well, proper adjustments
and timely maintenance will increase the length of
service you receive from the machine.
The variables listed here and detailed on the
following pages will affect the performance of the
header and conditioner. You will quickly become
adept at adjusting the machine to give you the
desired results.
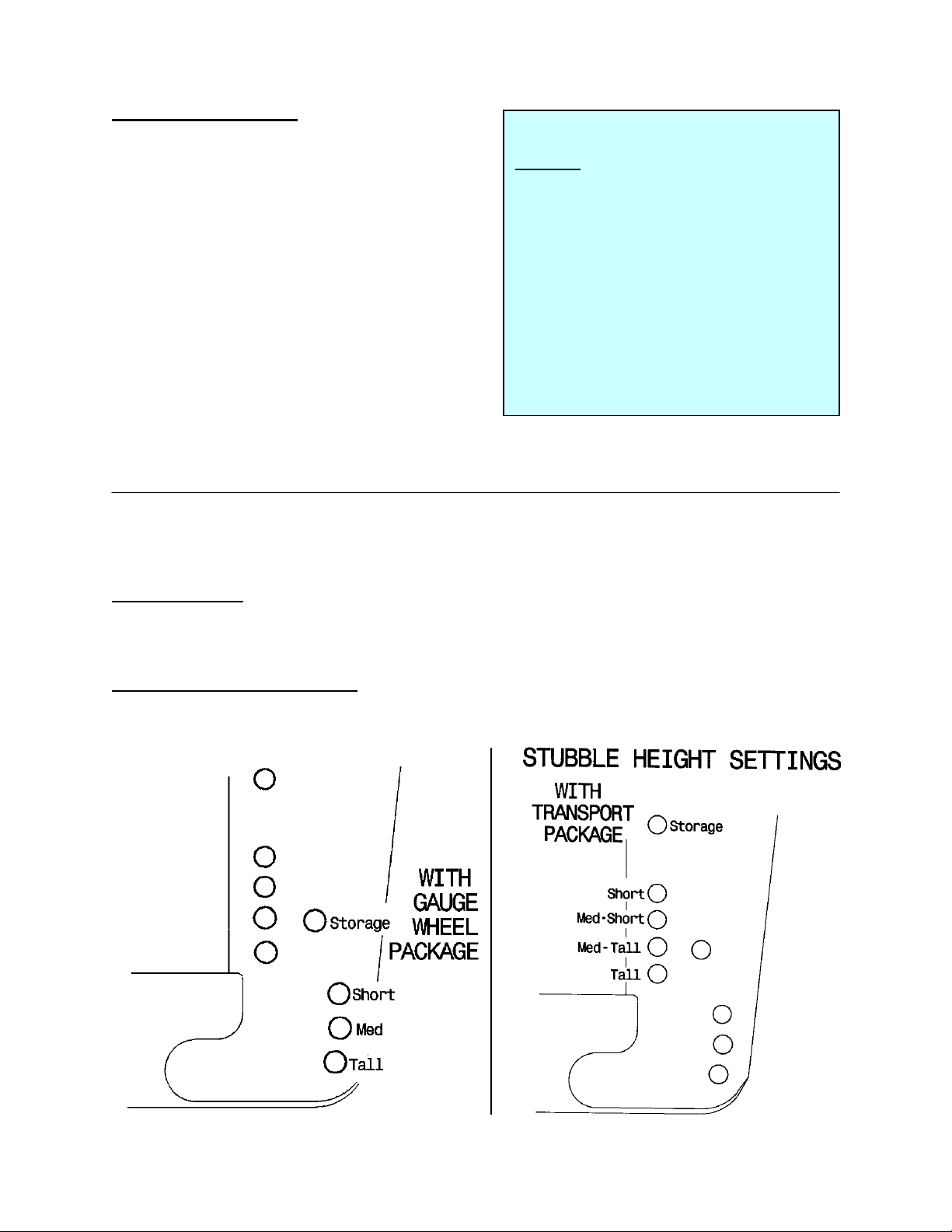
CUTTING HEIGHT
Desired cutting height will vary depending on type of crop and other factors.
Gauge Wheels / Transport Option
For headers with gauge wheels or transport option choose appropriate pin position for stubble height.
HEADER
1. Cutting Height
2. Divider Rod Length
3. Ground Speed
4. Header Flotation
5. Header Angle
6. Draper Speed
7. Delivery Opening Width
8. Reel Speed
9. Reel Height
10. Reel Fore-Aft Position
11. Reel Pick-Up Finger Pitch
12. Upper Cross Auger (Optional)
OPERATING VARIABLES
Form # 147083
18
Issue 01/07
Page 21

OPERATION
CUTTING HEIGHT (continued)
Skid Shoes
In crops and conditions where it is desirable to cut
close to the ground, use skid shoes to vary cutting
height. The operator can then lower the header to
the ground, allowing the shoes to provide a
consistent cutting height.
NOTE: Lowering the skid shoes raises the cutting
height. This may be desirable in stony conditions,
to reduce damage to cutting components. Other
benefits include reduced plugging due to mud or
dirt build-up and longer stubble for faster drying.
Outer skid shoes have four settings to provide a
coarse adjustment for cutting height. Height can
then be fine-tuned with header angle adjustment.
Tip: With header angle in the steeper part of the
range (center link more extended), lower skid
shoes until cutterbar and shoes contact the ground
at the same time when lowering header. Then
when operating, flattening the header angle
(retracting center link) will raise the cutterbar
(guards) while the skid shoes stay on the ground.
This may be useful to clear trash build-up on
cutterbar, or in rocky conditions. See "Header
Angle" in this section.
To change end skid shoe position:
1. Loosen front bolt, securing skid shoes at (A).
2. Remove hardware at shoe (B), both ends of
header.
3. Position shoe at the desired setting, and install
hardware (B).
4. Retighten front bolt.
NOTE: When end skid shoes are not required,
shoes and bolt-on brackets (C) may be removed.
To change inner skid shoe position:
1. Remove hardware at (D) both sides of header
leg.
2. Position shoe at desired height and install
hardware (D).
3. Tighten hardware (D).
NOTE: Adjust all shoes to the same height to
provide an even cutting height.
DANGER: To avoid bodily injury or
death from unexpected start-up or
fall of raised header; stop engine,
remove key and engage header lift
cylinder stops before going under
header to adjust skid shoes (or for
any reason).
A
C
B
END SKID SHOES
D
INNER SKID SHOES
Form # 147083
19
Issue 01/07
Page 22

OPERATION
DIVIDER ROD LENGTH
Divider rods are removable and two lengths are
provided as standard equipment. The longer rods (A)
are suitable when crop requires running down, while
the shorter pointed rods (B) are better in standing
crops. See the chart below for recommended rod
length for various crops.
LONG DIVIDER RODS
(A)
Lodged Cereal
Peas
Lentils
Canola
Flax
Alfalfa
SHORT DIVIDER
RODS (B)
Standing Cereal
Edible Beans
Soybeans
Rice
Milo
A
LONG DIVIDER RODS
NOTE: A floating divider kit is available to extend the
separation of crop to a point in front of the reel. This can
be beneficial in short (up to 75 cm [30 in.]) lodged or
standing crop. The floating dividers are also effective in
tall standing crop. This attachment is not recommended
for tall lodged crops. See Options and Attachments
section.
B
SHORT RODS IN STORAGE POSITION
Form # 147083
20
Issue 01/07
Page 23

OPERATION
GROUND SPEED
• Ground speed should be such that the sickle can cut crop smoothly and cleanly, while giving the desired
delivery of material to the opening. Excessive ground speed results in "ragged" cutting.
• In tough-to-cut crops like flax, reduce ground speed to reduce loads on cutting components and drives.
• Higher ground speeds require heavier float settings to prevent excessive bouncing. This will result in
increased cutting component damage.
• As ground speed is increased, draper and reel speed should be increased to handle the extra material.
The chart below indicates the relationship between ground speed and area cut for the four header sizes.
Example shown
would be approximately 15-½ acres (6 hectares).
: At a ground speed of 6 miles per hour (10 km/h) with a 21 ft. header, the area cut in one hour
Form # 147083
21
Issue 01/07
Page 24

OPERATION
HEADER FLOTATION
IMPORTANT: To avoid frequent breakage of sickle components, scooping soil, or soil build-up at cutterbar in
wet conditions, header float should be set as light as possible without causing excessive bouncing.
Under normal conditions, when cutting above the ground, adjust float spring tension so 50 - 70 lbs. force (225 315 N) is required to lift divider at either end. Cutting on the ground requires lighter float, approximately 30 lbs.
(135 N) at each divider point.
Setting float on headers with gauge wheels
Headers with gauge wheels use the springs in the
gauge wheel package to assist in header floatation.
As such, the float adjustment for these headers must
be set to take advantage of the extra flotation.
Proceed as follows:
1. Set gauge wheels to medium stubble height
position (E).
2. Set center link to approximately 21-1/2 in. (545
mm) pin to pin.
3. Adjust adapter float spring drawbolts such that
gauge wheel arm (F) contacts pin (E) when the
header is lowered. If header floats away from the
pin, reduce float. If arm (F) contacts pin but float
is heavy, increase float.
For 973 Headers, see "Header Flotation" in Combine
Adapter Operator's Manual for adjustment details.
FLOTATION ADJUSTMENT – 974 FLEX HEADERS
Initial setting of the wing float and adapter spring float is done at machine Set-Up. See “Assembly” section at
back of this book. The following covers field adjustments that may be required from time to time.
Cutting on the Ground
For cutting on the ground, best operation will occur with minimum extra weight on the header. Consider
removing gauge wheels or transport attachment, if equipped. If weight is added or removed from the
header, both wing float and adapter spring float may require readjustment.
Operating tips:
1. Set top link between adapter and header to mid-
range position (19-1/4”) (490 mm).
2. Ensure adapter float lockout is disengaged.
Adjust adapter float springs as described in
Combine Adapter Operator’s Manual so that gap
at (A) between float arm and down stop is 1/2” (13
mm) when cutterbar is 6” (150 mm) above
ground. Notch (B) is provided as an alignment
mark for this setting. This will result in about 2”
(50 mm) gap under normal “ground hugging”
conditions and float optimizer function. Header
can flex to “full frown” only when gap at (A) is
around 2”.
GROUND RESULTS IN 2” (50 mm) GAP WHEN
USE GAUGE WHEEL SPRINGS
TO ASSIST FLOTATION
B
A
1/2” (13 mm) GAP WITH HEADER 6” OFF
CUTTING ON GROUND FOR FULL FLEX
CAPABILITY
Form # 147083
22
Issue 01/07
Page 25

OPERATION
HEADER FLOTATION ADJUSTMENT – 974 FLEX
HEADERS
Cutting on the Ground
3. Disengage wing float lock pins (Position (B), two
per side) to allow wings to float.
4. Adjust float optimizer while watching float indicator
to set desired cutterbar down force (flotation).
5. Adjust header angle to achieve desired stubble
height. NOTE: Use steps 4 and 5 to fine tune the
header to achieve the shortest stubble height
without pushing dirt
6. In rocky fields, adjust skid shoes down. This raises
guards when operating at the flattest header angle
to minimize scooping rocks.
7. If cutterbar begins to push dirt during operation,
adjust header height (with optimizer or feeder
house height control) to minimize pushing.
8. Header angle and reel fore-aft position can be
changed without significantly effecting header
flotation.
Adjust Wing Downforce To Correct Uneven Float:
1. If stubble at dividers is longer than at center, or if
cutterbar pushes dirt in the center section of the
header, adjust to transfer weight from the center
section to the wings as follows:
• Loosen bell crank clamp bolt (C), located inside bell
crank housing.
• Loosen nut (D) and turn nut (E) to raise bell crank
bolt (F).
• Tighten clamp bolt (C).
• NOTE: Make small adjustments in position of tee
bolt (one or two turns) followed by field test. If the tee
bolt is adjusted more than 10 turns in total, perform
the entire “Wing Float Set-Up” procedure detailed on
page 87.
2. If stubble at center of header is longer than at dividers,
or if cutterbar pushes dirt near the ends of the header,
proceed as in Step 1, but lower the tee bolt to transfer
weight from the wings to the center section.
3. When properly adjusted, the wing float indicators (G)
will be moving continuously, indicating header wings
are flexing between “smile” and “frown”. If not, readjust as required per steps 1 & 2.
NOTE: Functions of inner and outer wing
float lock pins – Each wing of the Flex Header
has an inner and outer float lock-out pin as
shown in top photo above. These pins can be
engaged (as at (A) above) or disengaged (as at
(B) above) with the following results:
• Both pins engaged – Wing float is fully
locked out.
• Inner pin engaged, Outer pin disengaged –
Wing can smile, not frown.
• Outer pin engaged, Inner pin disengaged –
Wing can frown, not smile
• Both pins disengaged – Wing is free to flex
to smile and frown positions.
(Operating Tips continued)
G
B
A
WING FLOAT LOCKOUT:
(A) – ENGAGED / (B) – DISENGAGED
F
C
E
D
F
E
D
ADJUST BELL CRANK BOLT –
UP FOR HEAVIER WING / DOWN FOR
LIGHTER WING
C
Form # 147083
23
Issue 01/07
Page 26

OPERATION
HEADER FLOTATION ADJUSTMENT – 974 FLEX HEADERS
Cutting above the Ground
When cutting above ground, for example in cereal grains, note the following:
1. The header can be operated with the wing float lock pins engaged or disengaged.
• Engaging the wing float lock pins will keep cutterbar straight at all times.
• Operating with wing float lock disengaged will reduce the force on guards in rocky conditions, and
allows the wings to flex when the header contacts the ground.
2. Gauge wheels can be used to stabilize the header.
Form # 147083
24
Issue 01/07
Page 27

OPERATION
HEADER ANGLE
The header angle can be varied within these ranges:
Measured at Guards: 3.5° to 9.1° (cutterbar on ground).
Measured at Drapers: 14° to 19.6° (cutterbar on ground).
Achievable angles may vary depending on combine face plate angle.
IMPORTANT: The flattest header angles are recommended for normal conditions. A flatter header angle
reduces sickle section breakage and reduces soil scooping or build-up at the cutterbar in wet conditions. Use a
steeper angle to cut very close to the ground, or in down crop for better lifting action.
Header angle is varied by adjusting the length of the top link (mechanical or hydraulic) between adapter and
header. See "Header Angle" in Combine Adapter Operator's Manual for adjustment details.
DRAPER SPEED
Draper speed affects the orientation of stalks in the delivered crop. See Combine Adapter Operator's Manual
for adjustment details.
Form # 147083
25
Issue 01/07
Page 28
OPERATION
DELIVERY OPENING WIDTH
A C D E F B
D
RELEASE DRAPER TENSION
CENTER DELIVERY
OPENING WIDTH
(between rollers)
With decks
shifted out
(W)
63.7”
(1620 mm)
49.8”
(1265 mm)
49.8”
(1265 mm)
45.9”
(1165 mm)
45.9”
(1165 mm)
With decks
shifted in (Y)
53.5”
(1360 mm)
45.9”
(1165 mm)
39.6”
(1005 mm)
42”
(1065 mm)
35.6”
(905 mm)
LEG TO
IDLER ROLLER
EDGE (DIM. X)
(decks in)
11”
(280 mm)
16.8”
(427 mm)
20”
(507 mm)
18.8”
(477 mm)
20”
(508 mm)
ENDPANEL DEFLECTORS
(Shown on next page)
Standard (G)
Narrow (H)
Standard (G)
Narrow (H)
Standard (G)
Adjust delivery opening width:
Decks can be slid inwards to adjust opening size without cutting or extending the drapers
All headers are supplied with a long draper which may be cut to provide a wider opening. By cutting both
drapers, opening can be increased by 19” (480 mm). If reducing the opening size after it has been enlarged, a
short section of draper (available from your dealer) can be added to increase draper length.
NOTE: To avoid damage to draper and/or draper tension
mechanism, do not use drapers that are different in
length from those specified.
For adjusting opening size without cutting drapers,
go to step 8:
To cut or extend draper:
1. Release draper tension by turning bolt (D) counterclockwise until bolt begins to turn out of backsheet.
2. Remove screws from draper connector slat.
3. Use the following chart to determine which opening
size and row of holes are required for the desired
application.
NOTE: Recommended starting point is with decks shifted in, column (Y) for rows I and III.
For row II start at 45.4” (1155 mm) for specialty crops and 42.1” (1070 mm) or less for cereal crops.
HEADER AND
COMBINE MODELS
John Deere, New
I
Holland CX, Lexion
(Wide Decks)
Case 77, 80 & 88
Case AFX, New
II
Holland CR
970/980, Lexion
(Mid Size Decks)
Case 60 & 66,
III
Agco, New Holland
CR 920/940/960
CONNECTION
(both drapers)
Row D to Row F
Row B to Row E
Row B to Row E
Row A to Row F
Row A to Row F
Form # 147083
26
Issue 01/07
Page 29

OPERATION
To adjust delivery opening width: (continued)
G
STANDARD DEFLECTOR
4. Verify that the idler roller assembly is
bolted into the deck in the correct
position for the selected opening
size. See "Idler Roller Positioning" in
Maintenance/ Service section.
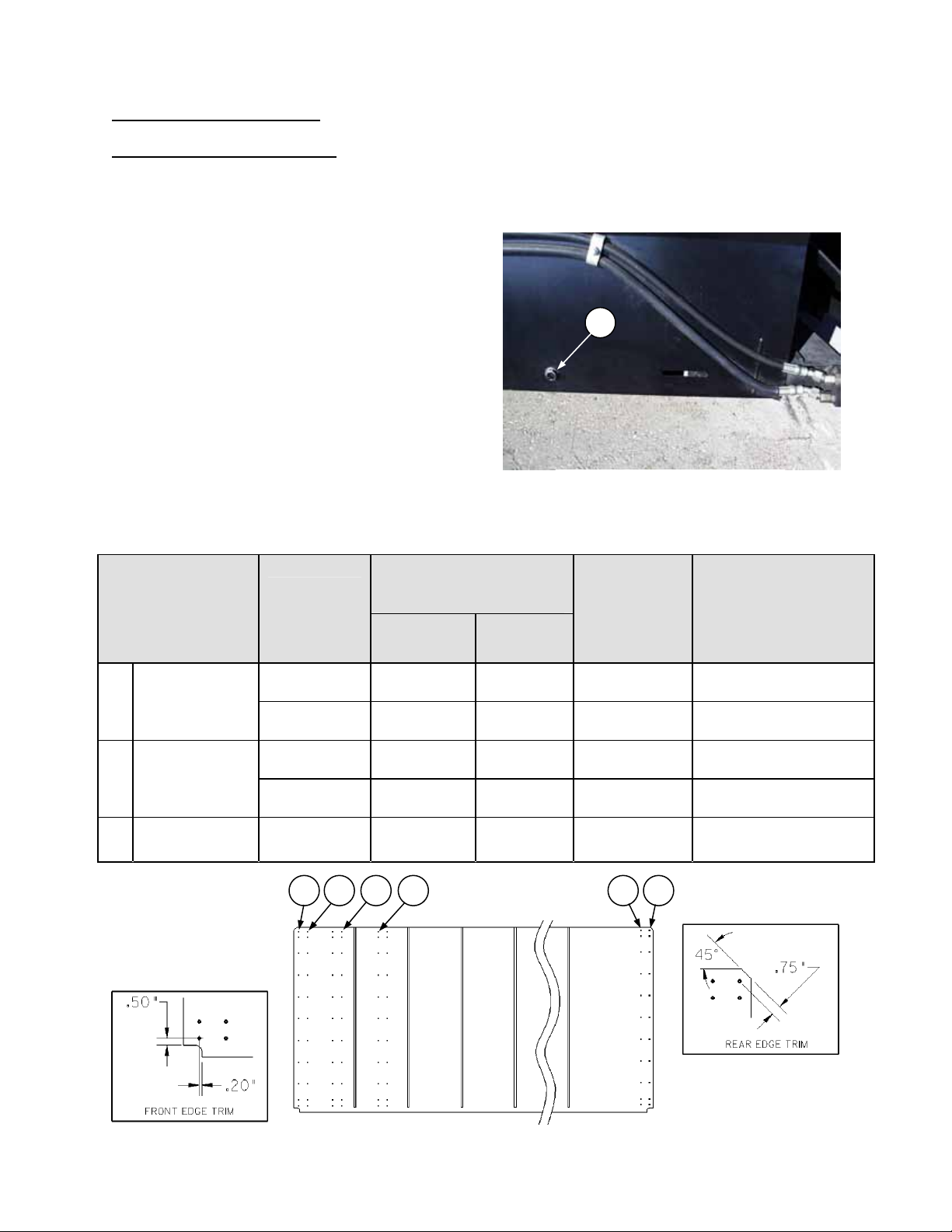
5. If increasing delivery opening width:
Cut excessive flap off of draper,
leaving 3/8" (10 mm) extending
above the connector. Trim the new
ends at the front and rear corners as shown on
previous page. This allows draper to fit properly
under draper seals to prevent tearing of edges.
Use the cut-offs as a guide for trimming. Keep the
cut-offs for use as a splice.
6. NOTE: Place connector tube so holes closest to
end of tube are at cutterbar. Connect draper with
screw heads facing center opening.
7. Apply draper tension as follows:
• Check that draper V-guide is properly engaged in
grooves at rear of both rollers.
• Tighten bolt (D) until white indicator bar is partially
hidden behind the roller support arm at (F).
IMPORTANT: To avoid premature failure of
draper, draper rolls and/or tightener components,
do not operate with tension set so that white bar
is fully hidden.
8. Slide decks to desired opening width:
• Loosen clamp (E) at top of deck. (For 36’ & 39’
Headers, there are two clamps.)
• Slide deck to achieve desired header opening
(see chart on previous page). The recommended
starting position is with decks shifted in.
• Tighten nut at clamp (E).
H
NARROW DEFLECTOR
X
DELIVERY
OPENING
Y
W
D
F
APPLY DRAPER TENSION
E
Form # 147083
LOOSEN CLAMP TO POSITION DECK
27
Issue 01/07
Page 30

OPERATION
END DELIVERY:
WINDROWING WITH THE COMBINE
The left or right deck of the header can be moved to
close off the center opening and deliver crop to either
end of the header. This provides the capability of
windrowing with the combine.
NOTE: For 36’ & 39’ Headers, a kit is available to
split the R/H deck to deliver crop next to the
combine tire. See Options and Attachments
section.
To shift deck:
1. Install bar (C) onto lugs across center opening at
cutterbar. This prevents draper damage when
end delivering. (Bar is stored on right deck
backsheet.)
NOTE: Insert the flange nuts into slots in
cutterbar lugs (engage from underside.)
2. Reverse draper travel on the deck being moved
by disconnecting hydraulic hoses at draper
motor (A) and install in opposite ports.
3. For Model 873 Adapters, re-route hydraulic
hoses from pump to stop hydraulic flow to the
feed draper and drum. See “Windrowing with the
Combine” in the 873 Adapter Op. Manual
4. Lower the header to the ground and continue
until adapter lowers to clear deck shift lug.
5. Lengthen center link between header and
adapter to steepest header angle to clear hose
clamps on header back sheet
6. Loosen nut at clamp (B) and slide deck across
center opening until there is approximately 2
inches (50 mm) clearance between the rollers of
the two decks.
IMPORTANT: This clearance is required to
prevent contact between draper connectors or
slats as they pass between decks.
NOTE: If there is interference between deck
backsheet and combine adapter retracting tine
drum, move drum back to provide clearance (if
clearance to combine feed drum allows). See
“Drum Fore-Aft Adjustment” in 873 Adapter
Operator’s Manual.
NOTE: For 974 Headers, disassembly of
inboard front deck support will be necessary to
allow deck to slide past cutterbar hinge.
7. Tighten nut at clamp (B).
8. Readjust center link to achieve desired header
operating angle.
9. With header and combine feed chain drum
floated up, check clearances: There should be 1
to 2 inches (25 to 50 mm) clearance between
adapter drum and combine feed chain drum,
while still providing adequate clearance to
header backsheet. If repositioning adapter drum
does not provide enough clearance both fore
and aft, remove one row of tines from drum.
Continued next page.
INSTALL GUIDE BAR FOR END DELIVERY
REVERSE HOSES AT DRAPER MOTOR
C
GUIDE BAR STORAGE
A
B
Form # 147083
LOOSEN CLAMP TO SLIDE DECK
28
Issue 01/07
Page 31

OPERATION
END DELIVERY: WINDROWING WITH THE COMBINE (continued)
10. Adjust header flotation to compensate for the shift in weight. See "Header Flotation”.
11. NOTE: For 974 Headers, engage the wing float lock out pins to avoid interference at cutterbar hinge when
end delivering. See page 23.
12. For rotary combines with narrow feeder opening, increase delivery opening width to be suitable for
windrowing. See "Delivery Opening Width", beginning on page 26.
13. If header drapers catch on feed draper deck or deflectors, adjust feed pan spacer plate. See “Feed Pan
Clearance Adjustment” in 873 Adapter Operator’s Manual.
REEL SPEED
• Reel speed affects feeding of crop into the
sickle and onto the drapers, as well as the
smoothness and evenness of the delivered
crop. Operating the reel too fast or too slow
relative to ground speed will cause bunching.
• In standing crop, reel speed should be just
faster than ground speed, sweeping crop
across the sickle.
• The more "down" the crop, the faster the reel
speed should be in relation to ground speed.
This can be achieved by increasing reel
speed, decreasing ground speed, or both.
• Excessive shattering of grain heads or crop
loss over the header back tube may be
indications that reel speed is too fast.
Excessive reel speed causes undue wear of
reel components and unnecessary load on
reel drive, resulting in uneven reel motion.
• A high torque reel drive sprocket (11 teeth) (A)
is standard on the Header. The high torque is
required for many conditions such as rice and
other heavy crops. An optional high speed reel
drive sprocket (17 teeth) is recommended
when operating at speeds over 6 mph (10
km/h). Two links of chain need to be added
when converting from high torque to high
speed. See your Dealer Parts Department to
order the optional sprocket and chain.
REEL HEIGHT
• Depending on crop height, adjust reel height to carry material through the sickle onto the drapers.
• Down crop will require a lower reel height to wipe crop off the sickle.
• Bushy crop may require raising the reel to prevent unevenness in delivery.
• Indications that reel may be too low are crop loss over the header back tube, or disturbance of crop on the
drapers by the reel fingers.
A
REEL DRIVE SPROCKET – HIGH TORQUE
STANDARD, HIGH SPEED OPTIONAL
Form # 147083
29
Issue 01/07
Page 32

OPERATION
REEL POSITION
IMPORTANT: When difficulty is encountered picking up down crop, start by adjusting header angle to a
steeper position. This tilts the entire reel/sickle/draper combination and is often all that is required. See
"Header Angle" in Combine Adapter Operator's Manual for adjustment details. Adjust reel position only if
header angle adjustments are not satisfactory.
Reel fore-aft position can be adjusted mechanically
(973) or hydraulically (974) to suit various crop
conditions. A gauge decal is provided on the left reel
support arm for identifying a preferred position. The
back edge of the reel end shield is the gauge indicator
(A). For units with hydraulic header tilt as well as
hydraulic reel fore-aft, use the selector switch in the
cab to choose the desired function.
• For straight standing crop, center the reel over the
cutterbar (4 or 5 on gauge).
• For crops that are down, tangled, or leaning, it
may be required to move reel ahead of cutterbar
(to a higher number on the gauge).
After adjusting reel fore-aft position, check reel
clearance to cutterbar. Minimum finger to
REEL FORE AFT POSITION INDICATOR
guard/cutterbar clearance is as follows:
For 973 Headers: 5/8 inch (15 mm).
For 30’ 974 Headers: 1-3/4” (45mm) at each end and 2-1/4” (58mm) at center.
For 36’ 974 Headers: 1-3/4” (45mm) at left end, 1” (25mm) at right end and 2-3/8” (60mm) at center.
NOTE: Reel clearance to cutterbar is factory set as above. Adjustment should not normally be required. If
required, refer to Maintenance/Service section for adjustment procedure.
To adjust reel fore-aft position (mechanical):
1. Lower reel so support arms are horizontal.
2. Remove bolt (A) at each support arm.
3. Using a 15/16” wrench on sprocket inside
reel arm, slide reel to the desired position.
If reel binds on arms from misalignment,
move in smaller increments (two holes at
a time).
4. Install and tighten bolt (A). Be sure the
same hole is used at each arm.
5. Check reel clearance to cutterbar. See
measurements above.
NOTE: For 973 Headers, a kit is available
to provide hydraulic reel fore-aft adjustment.
See Options and Attachments section.
A
Form # 147083
REEL FORE-AFT POSITION: MANUAL ADJUSTMENT
30
Issue 01/07
Page 33

OPERATION
REEL POSITION (continued)
To adjust pick-up reel finger pitch
If adjusting the reel fore-aft position does not provide proper feeding, the finger pitch can be adjusted by
repositioning bolt (B).
Slot 1: least aggressive (standing crop)
Slot 5: recommended starting position
Slot 9: most aggressive (down, tangled crop)
TIP: In bushy crop that sits high on drapers, try a
more aggressive finger pitch to reduce carryover.
The Trouble Shooting section includes other tips to
improve performance.
1. Loosen bolt (B) and disengage from current
position.
2. Install and tighten bolt (B) in desired position
in arm.
3. For split reels, repeat adjustment at R/H arm
by loosening bolts (C) and (D), moving bolt (C)
to same position as center arm and tightening
(C) and (D).
4. Check clearance to cutterbar:
When operating reel with an aggressive finger
pitch, be sure that fingers will not contact
sickle when flexed back by crop, as at (R).
Check all possible points of contact between
points (X). Depending on reel fore-aft position,
minimum clearance can occur at guard tine,
hold-down or cutterbar.
Minimum finger to guard/cutterbar clearance is
as follows:
• For 973 Headers: 5/8 inch (15 mm).
• For 30’ 974 Headers: 1-3/4” (45mm) at
each end and 2-1/4” (58mm) at center.
• For 36’ 974 Headers: 1-3/4” (45mm) at left
end, 1” (25mm) at right end and 2-3/8”
(60mm) at center.
NOTE: Reel clearance to cutterbar is factory set
as above. Adjustment should not normally be
required. If required, refer to Maintenance/Service
section for adjustment procedure.
:
FINGER PITCH ADJUSTMENT
D
C
FINGER PITCH ADJUSTMENT –
SPLIT REELS R/H SIDE
R
Finger to Cutterbar clearance
Form # 147083
CHECK CLEARANCE TO SICKLE
31
Issue 01/07
Page 34

OPERATION
UPPER CROSS AUGER (Optional)
For tall or bulky crops, the optional upper cross
auger will aid crop flow across the header and
through the delivery opening.
The vertical position of the upper cross auger is
adjustable for best feeding of the crop. Extremely
tall crops will require a higher setting.
To adjust vertical position:
21’ & 25’ Headers
• Loosen two bolts (A) both sides.
• Adjust vertical position with drawbolt (B).
• Exposed thread on bolts (B) should be the
same both sides.
• Check that height is consistent across the
header and adjust as necessary.
• Tighten all hardware.
30’, 36’ & 39’ Headers
• Loosen two bolts (A) both sides.
• Adjust vertical position with drawbolt (B).
• Exposed thread on bolts (B) should be
equal.
• Loosen two bolts (C) at center bearing
support.
• Loosen jam nut on drawbolt (D) and adjust
vertical position of center support to align left
and right augers.
• Check that height is consistent across the
header and adjust as necessary.
• Tighten all hardware.
NOTE: If experiencing crop wrapping on beater
bars at center of upper cross auger, remove
beater bars and mounting clamps.
ADJUST CENTER BEARING SUPPORT –
B
A
ADJUST AUGER VERTICAL POSITION
L/H & R/H – ALL HEADER SIZES
D
C
30’, 36’ & 39’
Form # 147083
32
Issue 01/07
Page 35

OPERATION
SHUT DOWN PROCEDURE
CAUTION: Before leaving operator's seat for any reason:
1. Park on level ground if possible.
2. Lower the header and reel fully.
3. Place all controls in NEUTRAL or PARK.
4. Disengage header drive.
5. Engage the park brake.
6. Stop engine and remove key from ignition.
7. Wait for all movement to stop.
UNPLUGGING THE HEADER
WARNING: Stop engine and remove key from ignition before removing plugged material
from header.
If the sickle plugs
1. Stop forward movement of the combine and disengage header drives.
2. With header on ground, back up several feet and engage header drives.
3. If plug does not clear, disengage header drives and raise header fully.
4. Shut off engine, remove key and engage park brake.
5. Engage header lift cylinder stops.
WARNING: Wear heavy gloves when working around sickle.
6. Clean off cutterbar.
If sickle plugging persists, see Trouble Shooting section.
:
Form # 147083
33
Issue 01/07
Page 36

OPERATION
TRANSPORTING THE HEADER ON COMBINE
WARNING: Do not drive combine with header attached on a road or highway at night, or in
conditions which reduce visibility, such as fog or rain. The width of the header may not be
apparent under these conditions.
CAUTION:
1. Check local laws for width regulations and lighting or marking requirements before transporting
on roads.
2. Follow all recommended procedures in your Combine Operator's Manual for transporting, towing
etc.
3. Disengage header drive clutch when travelling to and from the field.
4. Before driving combine on a roadway, be sure flashing amber lamps, red tail lamps and head
lamps are clean and working properly. Pivot amber lamps for best visibility by approaching traffic.
Always use these lamps on roads to provide adequate warning to other vehicles.
5. Do not use field lamps on roads, they may confuse other drivers.
6. Before driving on a roadway, clean slow moving vehicle emblem and reflectors. Adjust rear view
mirror and clean windows.
7. Lower the reel fully and raise header unless transporting in hills. (See point #8.) Maintain adequate
visibility and be alert for roadside obstructions, oncoming traffic and bridges.
8. When travelling down hill, reduce speed and keep header at a minimum height. This provides
maximum stability if forward motion is stopped for any reason. Raise header completely at bottom
of grade to avoid contacting ground.
9. Travel speed should be such that complete control and machine stability are maintained at all
times.
10. Engage adapter spring float lockout and wing float lockout pins (974 Headers) to reduce bouncing.
NOTE: If transporting the header in field position on a flat bed trailer, take care when positioning
tie down straps to avoid damage to safety decals and reflectors on main tube.
Form # 147083
34
Issue 01/07
Page 37

OPERATION
STORAGE PROCEDURE
Do the following at the end of each operating season
1. Clean the header thoroughly.
CAUTION: Never use gasoline, naphtha or any volatile material for cleaning purposes. These
materials may be toxic and/or flammable.
2. Cover cutterbar and sickle guards to prevent injury from accidental contact.
Also:
3. Store machine in a dry protected place if possible. If machine is stored outside, cover with a waterproof
canvas or other protective material.
4. If machine is stored outside, remove drapers and store in a dark, dry place.
NOTE: If drapers are not removed, store header with cutterbar lowered so water/snow will not accumulate
on drapers. This accumulation of weight puts excessive stress on drapers and header.
5. Lower header onto blocks to keep cutterbar off the ground.
6. Lower reel completely. If stored outside, tie reel to frame to prevent rotation caused by wind.
7. Repaint all worn or chipped painted surfaces to prevent rust.
8. Lubricate the machine thoroughly, leaving excess grease on fittings to keep moisture out of bearings. Oil
cutterbar and apply grease to exposed threads and sliding surfaces of components.
9. Check for worn or broken components and repair or order replacements from your dealer. Attention to
these items right away will save time and effort at beginning of next season.
10. Replace or tighten any missing or loose hardware. See Specifications section for torque charts.
:
Form # 147083
35
Issue 01/07
Page 38

MAINTENANCE/SERVICE
SERVICE PROCEDURES
CAUTION: To avoid personal injury, before servicing machine or opening drive covers:
1. Fully lower header and reel. If it is necessary to service in the raised position, first engage header
lift cylinder stops and reel props.
2. Disengage header drive clutch.
3. Stop engine and remove key.
4. Engage park brake.
5. Wait for all moving parts to stop.
Park on level surface when possible. Block wheels securely. Follow all recommendations in your
Combine Operator's Manual.
Wear close-fitting clothing and cover long hair. Never wear dangling items such as scarves or
bracelets.
Wear protective shoes with slip resistant soles, a hard hat, protective glasses or goggles and heavy
gloves.
If more than one person is servicing the machine at the same time, be aware that rotating the driveline
by hand (for example to access a lube fitting) will cause other drive components (belts, pulleys and
sickle) to move. Stay clear of driven components at all times.
Be prepared if an accident should occur. Know where the first aid kit and fire extinguisher are located
and how to use them.
Keep the service area clean and dry. Wet or oily floors are slippery. Wet spots can be dangerous when
working with electrical equipment. Be sure all electrical outlets and tools are properly grounded.
Use adequate light for the job at hand.
Replace all shields removed or opened for service.
Use only service and repair parts made or approved by the equipment manufacturer. Substituted parts
may not meet strength, design or safety requirements.
Keep the header clean. Never use gasoline, naphtha or any volatile material for cleaning purposes.
These materials may be toxic and/or flammable.
Form # 147083
36
Issue 01/07
Page 39

MAINTENANCE/SERVICE
RECOMMENDED LUBRICANTS
GREASE
Use an SAE Multi-Purpose High Temperature Grease with Extreme Pressure (EP2) Performance and
containing a maximum of 1% moly (molybdenum disulphide).
For driveline slip-joints only, increased moly content (up to 10%) is recommended. IMPORTANT: Do not
use this higher moly content grease on bearings, as it may cause excessive wear in high speed applications.
WOBBLE BOX LUBRICANT
In sickle drive wobble box, use SAE 85W-140 gear lubricant. (API Service Classification GL-5)
Capacity: 2.2 litres (2.3 U.S. quarts)
STORING AND HANDLING LUBRICANTS
Your machine can operate at top efficiency only if clean lubricants are used. Contaminant in lubricants is the
most likely cause of bearing and hydraulic system failure. Use clean containers to handle all lubricants. Store
lubricants in an area protected from dust, moisture and other contaminants. Keep hydraulic couplers and
connectors clean.
SEALED BEARING INSTALLATION
1. Clean shaft and coat with rust preventative.
2. Install flangette, bearing, flangette and lock collar.
The locking cam is only on one side of the
bearing.
3. Install and tighten the flangette bolts.
4. When the shaft is located correctly, lock the lock
collar with a punch. The collar should be locked
in the same direction the shaft rotates. Tighten
the setscrew in the collar.
5. Loosen the flangette bolts on the mating bearing
one turn and re-tighten. This will allow the
bearing to line up.
TIGHTEN COLLAR IN DIRECTION
SHAFT ROTATES
Form # 147083
37
Issue 01/07
Page 40

MAINTENANCE/SERVICE
GREASING THE HEADER
See "Recommended Lubricants" in this section for recommended
greases.
The following greasing points are marked on the header by decals
showing a grease gun (A), and grease interval (B) in hours of operation.
Use the hour meter in the combine cab and the "Maintenance Checklist"
provided to keep a record of scheduled maintenance.
Procedure:
1. Wipe grease fitting with a clean cloth before greasing, to avoid
injecting dirt and grit.
2. Inject grease through fitting with grease gun until grease overflows fitting.
3. Leave excess grease on fitting to keep out dirt.
4. Replace any loose or broken fittings immediately.
5. If fitting will not take grease, remove and clean thoroughly. Also clean lubricant passageway. Replace
fitting if necessary.
DANGER: Stay clear of driveline
until all movement has stopped.
Entanglement with rotating driveline
will cause serious personal injury or death.
Avoid loose fitting or dangling clothing.
10 Hours or Daily
STAY CLEAR OF ROTATING DRIVELINE
1. Driveline (D) - three fittings
NOTE: To open driveline shield at header, pry
up with screwdriver as shown to release bolt
head from welded tab.
REMOVING DRIVELINE SHIELD
25 Hours
E
1. Sickle Head (E) - one fitting
NOTE: If more than 6 to 8 pumps of the grease
gun are required to fill the cavity, replace the seal
in the sickle head. When changing seal, check pin
and needle bearing for wear. Replace if necessary.
See page 46.
SAMPLE GREASE DECAL
D
D
DRIVELINE
D
Form # 147083
SICKLE HEAD
38
Issue 01/07
Page 41

MAINTENANCE/SERVICE
GREASING THE HEADER (continued)
50 Hours
1. Reel Support Bushings (B) – one fitting at R/H end
100 Hours or Annually
1. Draper Roller Bearings – 6 fittings
of split pick-up reel header.
Idler rollers have grease fittings at both cutterbar
and backsheet ends. Drive rollers (with motor)
have a grease fitting at the cutterbar only.
NOTE: To access drive roller fittings, loosen
draper tensioner or shift deck inboard.
At Backsheet – 2 fittings (G)
At Cutterbar – 4 fittings (H)
B
REEL SUPPORT BUSHINGS – R/H
SPLIT PICK-UP REEL HEADER
G
DRAPER ROLLER BEARINGS -
AT BACKSHEET
Form # 147083
H
DRAPER ROLLER BEARINGS -
AT CUTTERBAR
39
Issue 01/07
Page 42

MAINTENANCE/SERVICE
GREASING THE HEADER
100 Hours or Annually
2. Reel Drive Support Bearings (A) – one fitting
3. Pick-Up Reel Drive Cam (B) – one fitting (two
on split pick-up reel headers)
REEL DRIVE SUPPORT &
PICK-UP REEL CAM
4. Reel Tail Support Bearing (C) – one fitting
(two fittings on bat reels)
REEL TAIL SUPPORT BEARING
5. Sickle Drive Shaft Support Bearings (D) & (E)
- two fittings
D
(continued)
A
C
E
B
6. Split Reel Connector Block (F)
- one fitting on split reel headers
F
SPLIT REEL CONNECTOR BLOCK
7. 974 Flex Header Lower Linkage (G) – six
fittings (three per side). NOTE: One fitting
under leg (see dotted arrow G).
G
FLEX HEADER LOWER LINKAGE
8. 974 Flex Header Bellcrank Linkage (H) – six
fittings (three per side)
H
H
SICKLE DRIVE SHAFT SUPPORT BEARINGS
Form # 147083
40
FLEX HEADER BELLCRANK LINKAGE
Issue 01/07
Page 43

MAINTENANCE/SERVICE
GREASING THE HEADER – 100 Hours (cont’d.)
9 Upper Cross Auger Support Bearing
(if equipped) (H) - one fitting at right end
H
UPPER CROSS AUGER SUPPORT BEARING
(IF EQUIPPED)
10. Upper Cross Auger Center Connection
(if equipped) (J) – two fittings on 30’, 36’, & 39’
J
J
UPPER CROSS AUGER CENTER CONNECTION –
30’, 36’, 39’ (IF EQUIPPED)
500 Hours or Annually
1. Gauge Wheel Hub Bearings (if equipped) (A) –
two fittings
11. Gauge Wheel Pivot Bushings (if equipped) (D)
– two fittings
GAUGE WHEEL PIVOT BUSHINGS
(IF EQUIPPED)
Form # 147083
A
GAUGE WHEEL HUB BEARINGS
41
Issue 01/07
Page 44

MAINTENANCE/SERVICE
HYDRAULIC SYSTEM
Hydraulic Hoses and Lines
Check hydraulic hoses and lines daily for signs of
leaks.
WARNING: Avoid high-pressure
fluids. Escaping fluid can penetrate
the skin causing serious injury.
Relieve pressure before disconnecting
hydraulic lines. Tighten all connections before
applying pressure. Keep hands and body away
from pinholes and nozzles, which eject fluids
under high pressure. Use a piece of cardboard
or paper to search for leaks. IF ANY fluid is
injected into the skin, it must be surgically
removed within a few hours by a doctor
familiar with this type of injury or gangrene
may result.
IMPORTANT:
• Ensure all hydraulic couplings are fully engaged
before operating header.
• Keep hydraulic coupler tips and connectors
clean. Dust, dirt, water and foreign material are
the major causes of damage to the hydraulic
system.
AVOID HIGH PRESSURE FLUIDS
CHECK PROPERLY FOR LEAKS
Form # 147083
42
Issue 01/07
Page 45

MAINTENANCE/SERVICE
HYDRAULIC SYSTEM
REEL & CONVEYOR DRIVES ON COMBINE WITH 873 ADAPTER
(continued)
Form # 147083
43
Issue 01/07
Page 46

HYDRAULIC SYSTEM
MAINTENANCE/SERVICE
(continued)
SELECTOR VALVE HYDRUALIC SCHEMATIC
ALL COMBINES MODELS EXCEPT CASE AFX & NEW HOLLAND CR/CX
SELECTOR VALVE HYDRUALIC SCHEMATIC
CASE AFX & NEW HOLLAND CR/CX MODELS ONLY
Form # 147083
44
Issue 01/07
Page 47

MAINTENANCE/SERVICE
SICKLE AND SICKLE DRIVE
WARNING: Keep hands clear of the
area between guards and sickle at all
times.
CAUTION: Wear heavy gloves when
working around or handling sharp
knives.
Sickle Lubrication
Apply SAE 10 or equivalent light weight oil daily
(one or two drops per section) along entire length
of sickle.
NOTE: Do not oil sickle if operating in sandy
conditions. Oil will cause sand to adhere to sickle
components, resulting in excessive wear.
In some crops, like flax, it may be necessary to
wash off the gum that adheres to the sickle with
diesel fuel or water.
Sickle Sections
Check daily that sections are firmly bolted to the
sickle back and are not worn or broken. Replace
as required.
To replace sickle section:
1. Grasp the sickle drive belt and turn the sickle
drive until sections (A) are centered in the
guard as shown.
2. Remove the guard (and hold-down if present)
at the section to be replaced.
3. Remove lock nuts securing the section and lift
section off of bolts.
IMPORTANT: Do not mix heavy and light
sickle sections on same sickle.
4. Clean any dirt off of sickle back and position
new sickle section on bolts. Secure with lock
nuts.
5. Reinstall any guards and hold-downs removed.
Adjust sickle hold-downs as required. See
“Sickle Hold-Downs in this section
KEEP HANDS AWAY FROM SICKLE
OIL SICKLE DAILY EXCEPT
IN SANDY SOIL
A
BOLT-ON SECTIONS
Form # 147083
45
Issue 01/07
Page 48

MAINTENANCE/SERVICE
SICKLE AND SICKLE DRIVE
To Remove Sickle
WARNING: Always stand to rear and
grasp rear edge of sickle during
removal to reduce risk of injury from
cutting edges. Wear heavy gloves
when handling sickle.
1. Clean area around sickle head. Stroke sickle to
its outer limit and remove bolt (A).
2. Insert screwdriver in slot (B) and pry up on
sickle head pin to free sickle.
NOTE: For ease of disassembly, remove
grease fitting from pin to release vacuum.
3. Stroke pitman arm to clear bearing in sickle
head. Insert sickle head pin in sickle head to
shield bearing from dirt and replace grease
fitting if removed.
4. Wrap a chain around sickle head and pull
sickle out.
NOTE: For single drive sickles with splice plate,
remove bolts from splice plate and pull sickle out
from both ends.
Sickle Head Needle Bearing Installation
Using a flat-ended tool (C) with approximately the
same diameter as the bearing, push the bearing
into the sickle head until the top of the bearing is
flush with the step (D) in sickle head.
IMPORTANT: O-ring and plug must be in place in
sickle head before installing bearing. Assemble the
bearing with the stamped end (the end with
identification markings) against the tool.
Install seal (E) in top of sickle head with lip facing
outwards.
IMPORTANT: To avoid premature sickle head or
wobble box failure, be sure there is no looseness in:
a) Fit of sickle head pin and needle bearing.
b) Fit of sickle head pin and pitman arm.
(continued)
B
NEEDLE BEARING INSTALLATION
A
REMOVING SICKLE
C
E
D
Form # 147083
46
Issue 01/07
Page 49

MAINTENANCE/SERVICE
SICKLE AND SICKLE DRIVE
To Install Sickle
WARNING: Always stand to rear and
grasp rear edge of sickle during
installation to reduce risk of injury
from cutting edges. Wear heavy
gloves when handling sickle.
IMPORTANT: Always align guards and re-set
sickle hold-downs while replacing sickle. See
"Guards" and "Sickle Hold-Downs" in this section.
1. Slide sickle into place and replace bolt (A).
NOTE: When installing sickle head pin (E),
bottom out the pin in sickle head, then hammer
sickle head back up to pitman arm.
2. Tighten bolt (A) to 160 ft.lbs. (220 N⋅m)
NOTE: To prevent wobble box failure: In wet
conditions a build-up of mud may occur on inboard
side of sickle head, causing plugging. In these
conditions, remove skid shoe (F).
(continued)
A
A
INSTALLING SICKLE – FRONT VIEW
E
bottom out
pin in head
F
INSTALLING SICKLE
Form # 147083
47
Issue 01/07
Page 50

MAINTENANCE/SERVICE
SICKLE AND SICKLE DRIVE
(continued)
Spare Sickle Storage
Provision has been made for storage of a spare sickle
in the header main tube, with access from the R/H
side.
1. From R/H end of header, insert sickle c/w head
into plastic sheath in header main tube. Sickle
sections point rearward as shown.
2. Push sickle into sheath until head contacts stop.
Tighten hardware as shown to secure the sickle.
Guards
CAUTION: Always engage reel props
before working under reel.
Check daily that guards are aligned to obtain proper
shear cut between sickle section and guard. Sickle
sections should contact shear surface of each guard.
Align guards with guard straightening tool (available
from your Dealer Parts Department) as shown:
To bend guard tips up, position tool as shown at (A)
and pull up.
To bend tips down, position tool as at (B) and push
down.
TIP: If trouble is encountered cutting tangled, but easy
to cut material (canola, peas, grain) replace guards
with stub guards and install a sickle hold-down on
every guard.
SPARE SICKLE STORAGE
A
BENDING GUARD TIPS UP
B
Form # 147083
BENDING GUARD TIPS DOWN
48
Issue 01/07
Page 51

MAINTENANCE/SERVICE
SICKLE AND SICKLE DRIVE
(continued)
Sickle Hold-Downs
CAUTION: Always engage reel props
before working under reel.
Check daily that sickle hold-downs are set to
prevent sickle sections from lifting off guards but
still permit sickle to slide without binding. Set holddowns after guards are aligned.
To adjust hold-downs:
1. Using a feeler gauge between hold-down and
sickle section, turn bolt (A) to obtain 0.010 to
0.015 inch (0.25 to 0.38 mm) clearance.
2. After adjusting hold-downs, run header at a
low engine speed and listen for noise due to
insufficient clearance. Re-adjust as necessary.
0.010 to 0.015”
(0.25 to 0.38
SETTING SICKLE HOLD-DOWNS -
POINTED GUARDS
0.010 to 0.015”
(0.25 to 0.38
SETTING SICKLE HOLD-DOWNS -
STUB GUARDS
A
A
Form # 147083
49
Issue 01/07
Page 52

MAINTENANCE/SERVICE
SICKLE AND SICKLE DRIVE
(continued)
Wobble Box Mounting Bolts
Tighten the four wobble box mounting bolts (A)
after the first 10 hours operation and every 100
hours thereafter. Torque to 200 ft.lbs. (270 N·m),
starting with the side mounting bolts.
Wobble Box Lubricant
Check wobble box lubricant level before first
operation and every 100 hours thereafter.
To check:
1. Raise header to a point where the wobble box
base is approximately level.
2. Remove breather/dipstick (B). Oil level must be
between end of dipstick and bottom hole (or
groove) in dipstick.
3. Add as required.
Change wobble box lubricant after first 50 hours
operation and every 1000 hours or 3 years
thereafter.
To drain wobble box, raise header fully and
engage header lift cylinder stops. Remove
breather/dipstick (B) and drain plug (D).
Use SAE 85W-140 gear lubricant (API Service
Classification GL-5). Capacity of box is 2.2 litres
(2.3 U.S. quarts)
Wobble Box Assembly/Disassembly
When reinstalling drive arm or pulley:
1. Remove any rust or paint from inner
spline. For replacement parts, remove
oil/grease with degreasing agent.
2. Before assembly, apply Loctite® #243
adhesive (or equivalent) to spline.
Apply in two bands (C) as shown, with
one band at end of spline and one
band approximately mid-way.
B
D
A
WOBBLE BOX
Form # 147083
50
Issue 01/07
Page 53

MAINTENANCE/SERVICE
SICKLE AND SICKLE DRIVE
Sickle Drive Belt Tension
Check sickle drive belt tension after a 5 hour run-in
period and every 100 hours thereafter.
IMPORTANT: To prolong belt and drive life, do not
over-tighten belt. Operate at minimum tension required
to prevent slipping or excessive belt whip. When
installing a new belt, never pry belt over pulley. Loosen
adjusting device sufficiently to allow easy installation.
To adjust:
1. Loosen nut (A).
2. Turn nut (B) to move idler pulley up or down
(depending on drive configuration) to tighten belt
until a force of 18 lbs. (80 N) deflects belt 3/4 inch
(20 mm) at mid-span.
3. Tighten nut (A).
4. Re-adjust tension of a new belt after a short run-in
period, (about 5 hours).
NOTE: To remove belt, back off idler pulley and
remove bolt-on panel in left end sheet at wobble box.
Turn belt on edge and work it up and over pulley hub
as shown.
(continued)
SICKLE DRIVE BELT TENSION ADJUSTMENT
COMBINE CONFIGURATION SHOWN
REMOVING SICKLE DRIVE BELT
A
B
Form # 147083
51
Issue 01/07
Page 54

MAINTENANCE/SERVICE
DRAPERS
Draper Tension Adjustment
Draper tension should be just enough to prevent
slipping and keep draper from sagging below cutterbar.
Set draper tension as follows:
1. Check that draper guide (rubber track on underside of draper) is properly engaged in grooves of
both drive and idler rollers.
2. Tighten bolt (B) until white indicator bar is partially
hidden behind the roller support arm at (A).
IMPORTANT: To avoid premature failure of draper,
draper rollers and/or tightener components, do not
operate with tension set so that white bar is fully
hidden.
To prevent the draper from scooping dirt, ensure
draper is tight enough that it does not sag below
point where cutterbar contacts the ground.
Replacing Drapers
When installing drapers:
1. Ensure you have the proper length draper.
2. Adjust draper opening. See page 26.
3. Install screws (C) with heads facing center opening.
B
DRAPER TENSION ADJUSTMENT
INSTALL DRAPERS CORRECTLY
A
Form # 147083
52
Issue 01/07
Page 55

MAINTENANCE/SERVICE
DRAPERS (continued)
Idler Roller Positioning
Position the idler roller bars at center opening as follows:
• wider opening sizes: hardware at (A) - used for John Deere*, New Holland TX/CX and Lexion 460, 465,
480 & 485 Combines.
• mid-range opening sizes: hardware at (C) - used for Case 80 & 88 Series, Case AFX, New Holland CR
970/980 and Lexion 450, 470 & 475 Combines
• narrower opening sizes: hardware at (B) - used for Case 60 & 66 Series, New Holland TR and CR
920/940/960 Combines.
NOTE: To achieve narrowest opening sizes, move complete deck assemblies inboard. Ensure outboard ends
of draper are still at least partially covered by wide crop deflectors.
The decks are factory assembled in the "mid-range” opening position with hardware at (C).
To change idler roller bars to wide or narrow position:
1. Loosen draper completely, and remove connector slats.
2. Remove hardware from positions (C) at front idler bar and at rear idler bar.
3. Move idler roller in or out as required and install bolts at holes (A) or (B).
4. Tighten bolt at front of deck only.
5. For proper draper tracking, check roller alignment as described on next page.
6. Tighten two bolts at rear of deck.
7. Reinstall drapers.
8. Repeat at other deck.
* NOTE: For John Deere CTS Combines with dust shields in
rice applications, adapter may have been converted to a midsize deck. In this case, use position C instead of A.
NOTE: For headers in rice using narrow end panel deflectors,
use hole C for wide feed deck and hole B for mid & narrow
feed deck combine adapters.
Form # 147083
A
A
C
B
C
A
B
C
B
POSITIONING IDLER ROLLER BARS
53
Issue 01/07
Page 56

MAINTENANCE/SERVICE
DRAPERS (continued)
Draper Tracking Adjustment:
spring-loaded roller is located at the same end of the deck as the draper tensioner, and is self-aligning.
Adjustments are not required to this roller. The fixed roller is aligned by re-positioning hardware in the slotted
holes in the rear support arm.
NOTE: For combine headers, the idler roller is always the fixed roller and the drive roller is always the springloaded roller.
To ensure square alignment for proper draper tracking, measure dimensions (A) and (B) from roller to channel
at front and rear as shown. Align roller by loosening two bolts in rear support (C) and adjusting in slots until
dimensions (A) and (B) are:
21’ & 25’ Headers – equal.
30’, 36’ & 39’ Headers – Dimension (B) 3 mm (1/8”) less than Dimension (A).
If drapers still do not track properly with the settings above, it may be necessary to bias the fixed roller
alignment to correct the problem:
NOTE: When adjusting the fixed roller, move in 2 to 3 mm increments. Before loosening hardware, scribe a
mark on the rear arm and the backsheet to measure the amount the roller moves.
• If the draper is tracking back (towards backsheet) at the end of the deck with the fixed roller, increase
dimension (B).
• If the draper is tracking ahead (towards cutterbar) at the end of the deck with the fixed roller, decrease
dimension (B).
• If the draper is tracking back (towards backsheet) at the end of the deck with the spring-loaded roller,
decrease dimension (B).
• If the draper is tracking ahead
(towards cutterbar) at the end of
the deck with the spring-loaded
roller, increase dimension (B).
NOTE: If the fixed roller is positioned
too far off of square in an attempt to
correct a tracking problem on the
spring-loaded roller, tracking at the fixed
roller will be adversely affected. In this
case, check the draper for squareness
and re-punch draper connecting holes if
necessary.
Idler Roller Maintenance
NOTE: When tightening nuts at ends of idler roller,
torque to 30 - 45 ft.lbs. (40 - 60 N·m). Overtightening may cause thread to fail.
When reassembling idler roller, install both seals
(K) with flat face (with writing) out and install
bearing (L) with shielded side facing out.
Each draper deck has one fixed roller and one spring-loaded roller. The
B
A
FIXED ROLLER ALIGNMENT
K
L
C
Form # 147083
INSTALL SEALS WITH FLAT FACE OUT
INSTALL BEARING WITH SHIELDED SIDE OUT
54
Issue 01/07
Page 57

MAINTENANCE/SERVICE
Drive Roller Maintenance
To replace drive roller bearings:
1. Raise header and reel.
CAUTION: Engage header lift cylinder stops and
reel props before working under header or reel.
2. Position deck so drive roller is easily
accessible.
3. Loosen and uncouple draper.
4. Remove drive roller assembly by sliding
spring rod (A) through hole in backsheet
and pulling roller out. (Loosen hose
clamps to allow slack in hydraulic
hoses.)
5. Remove bearing assembly from roller
tube by tapping on arm at (B) while
holding roller. Disassemble by removing
B
bolt (C). NOTE: Retaining disk (P)
remains inside roller tube.
6. Clean inside of roller tube and stub shaft (D).
Check tube and stub shaft for wear or damage.
Replace if necessary.
7. Place retaining ring (E) onto stub shaft (D) and hang it
loosely over stub shaft mounting face.
IMPORTANT: Retaining ring must be in position on stub
shaft before installing bearing into tube.
8. Sub-assemble seal (F), bearing (G) and washer (H) onto
stub shaft and secure with lockwasher (J) and bolt (C).
IMPORTANT: Install seal (F) with flat face (with writing) out,
and install bearing (G) with shielded side out.
9. Remove grease fitting (K) and press on end of stub shaft to
install bearing sub-assembly into roller tube. Press in until
retaining ring (E) can be installed in groove inside tube. To
prevent damage to bearing, do not press the assembly
deeper than necessary.
10. Reinstall fitting (K) into stub shaft and grease until grease
appears past seal.
11. Reassemble drive roller into deck, re-couple and tighten
draper.
NOTE: At drive roller to motor connection, there is a short
"through-bore" setscrew (L) on top of setscrew (M). When
removing, be sure to engage Allan wrench only far enough to
remove setscrew (L) first, then setscrew (M).
Deck Height
To prevent material from entering drapers and cutterbar,
maintain deck height so that draper runs just below cutterbar
with maximum 1/32” (1 mm) gap, or with draper deflected
down slightly [up to 1/16” (1.5 mm)] to create a seal.
Adjust as follows:
1. Loosen tension on drapers.
2. Lift draper up at front edge and loosen two nuts on deck
support (N), two or three per deck, depending on header
size.
3. Tap deck up or down relative to supports to achieve setting
recommended above.
4. Tighten deck support hardware and tension drapers.
H
K
A
C
J
P
G
F
E
D
SHIELDED SIDE OF
BEARING OUT
FLAT SIDE OF
SEAL FACING OUT
DRIVE ROLLER TO MOTOR CONNECTION
DECK HEIGHT ADJUSTMENT
Form # 147083
55
Issue 01/07
Page 58

MAINTENANCE/SERVICE
REEL AND REEL DRIVE
Reel Clearance To Cutterbar
Minimum finger to guard/cutterbar clearance is as follows:
• For 973 Headers: 5/8 inch (15 mm) at both ends
of cutterbar.
• For 30’ 974 Headers: 1-3/4” (45mm) at each end
and 2-1/4” (58mm) at center.
• For 36’ 974 Headers: 1-3/4” (45mm) at left end,
1” (25mm) at right end and 2-3/8” (60mm) at
center.
NOTE: Reel clearance to cutterbar is factory set as
above. Adjustment should not normally be required.
NOTE: For 974 Flex Header, place cutterbar in full frown
position to take measurements: Lower cutterbar onto two 6”
(150 mm) blocks placed just inboard of wing flex points.
Minimum clearance will occur at the hinge areas.
Check all possible points of contact between points (X).
Depending on reel fore-aft position, minimum clearance
can occur at guard tine, hold-down or cutterbar.
Check reel clearance whenever the reel fore-aft position
or finger pitch is changed.
When operating reel with an aggressive finger pitch, be
sure that fingers will not contact sickle when flexed back
by crop, as at (R).
To adjust reel clearance to cutterbar:
1. Raise header and engage header lift cylinder stops.
Lower header onto stops. Lower the reel fully.
2. Loosen and back off nut (A).
3. Turn nut (B) clockwise to increase clearance to
cutterbar, or counter-clockwise to decrease.
4. Tighten nut (A) against nut (B) to secure the position.
5. Repeat at opposite side.
Reel "Frown" Adjustment
The reel has been factory adjusted to give more
clearance at the center of the cutterbar than at the ends.
This compensates for flexing of the reel and header over
rough ground. For 974 Flex Header, use the adjustment
to provide adequate reel clearance at dividers
The "frown" is adjusted by repositioning the hardware
connecting reel finger tube arms to reel discs.
If reel is disassembled for service, adjust positioning of
hardware in holes (C) to maintain the proper profile.
NOTE: Take these measurements with the reel centered
over the cutterbar (see "Reel Position" in Operation
section). This will provide adequate clearance at all reel
fore-aft positions.
NOTE: This adjustment can also be used to compensate
for reel tube and cutterbar tolerances.
When adjusting, start with the reel arm set closest to the
center of the header, and work your way out to the ends,
allowing the reel arms to find a natural curve, and
positioning the hardware appropriately.
NOTE: In some locations, top and bottom bolts in the
same reel arm may not be in the same hole position.
(See photo.)
Finger to Cutterbar clearance
(974 in full frown)
CHECK CLEARANCE TO SICKLE
A
REEL CLEARANCE ADJUSTMENT
REEL "FROWN" ADJUSTMENT
R
B
C
C
Form # 147083
56
Issue 01/07
Page 59

MAINTENANCE/SERVICE
REEL AND REEL DRIVE
Plastic Finger Installation and Removal
WARNING: To avoid eye injury caused by
broken pieces, wear eye protection when
installing or removing plastic fingers.
To install finger:
1. Finger saddle has two pins that snap into holes in finger
tube. Install by positioning finger as shown and pushing
straight up.
NOTE: Applying loads to finger before tightening
hardware may cause finger to break. To avoid shearing
off the pins, do not flex finger back and forth after the
pins are engaged.
2. Insert nut into recessed pocket (A) in finger. Install screw
and tighten to 25 to 30 in.lbs. (2.8 to 3.4 N·m).
NOTE: Tighten screw to specified torque. Under
tightening will allow finger to move at mount
when flexed sideways. Over tightening will strip
hardware and may cause finger to crack.
To remove finger:
1. Insert screwdriver at back of finger saddle and
pry back until rear pin clears finger tube.
2. Rotate finger tip forward to remove finger.
2
REMOVING PLASTIC FINGERS
INSTALLING PLASTIC FINGERS
1
A
Form # 147083
57
Issue 01/07
Page 60

MAINTENANCE/SERVICE
REEL AND REEL DRIVE
(continued)
Centering the Reel – 21’ & 25’ Headers
Center the reel between the header end sheets by
adjusting the reel support arm brace (C).
To adjust:
1. Loosen two bolts (D) at front of brace.
2. Position brace (C) as required to center reel.
3. Tighten bolts (D) to 160 ft.lbs. (215 N·m).
Centering the Reels – 30’, 36’ & 39’ Headers
Center the reels between the header end sheets by
adjusting the center reel support arm.
To adjust:
1. Holding bolt head (E) with a wrench, loosen two
nuts at (F), both sides of center arm.
2. Move center support arm laterally as required to
center reels.
3. Tighten nuts (F).
NOTE: For 974 Flex Headers, proper centering of the
reel is critical. Check the horizontal position of the reel
in the header with cutterbar in full smile position: Lower
cutterbar onto two 6” (150 mm) blocks placed at each
divider.
Reel Drive Chain Tension
Check the reel drive chain tension every 100 hours or
annually. In extreme crop conditions like heavy forage
or rice, check tension more often.
To adjust:
1. Remove drive cover (A).
2. Loosen four bolts (B).
3. Slide motor away from reel shaft until a force of 11
lbs. (50 N) deflects chain 1/8 inch (3 mm) at midspan.
4. Tighten bolts (B).
Reel Drive Chain Lubrication
Lubricate full length of chain every 100 hours or
annually with Multi-Purpose Grease.
Removal of Reel Drive Shaft
Tapped holes are provided in reel drive shaft mounting
flange for pulling shaft out of reel tube.
REEL CENTERING ADJUSTMENT – 21’ & 25’
F
REEL CENTERING ADJUSTMENT – 30’, 36’ & 39’
A
REEL DRIVE CHAIN TENSION
C
D
F
E
B
REEL DRIVE CHAIN
Form # 147083
58
Issue 01/07
Page 61

MAINTENANCE/SERVICE
GAUGE WHEELS – 30’, 36’ & 39’ OPTION
Wheel Bolts
Check and tighten wheel bolts after the first 10 hours
of operation and every 100 hours thereafter.
Whenever a wheel is removed and re-installed, check
torque after one hour of operation.
Maintain torque at 80 to 90 ft.lbs. (110 to 120 N⋅m)
Follow the proper bolt tightening sequence shown.
NOTE: When installing wheel, be sure valve stem (A)
points away from wheel support.
Tire Inflation
Check tire pressure daily
kPa) for gauge wheels with Transport option.
Maintain 60 psi (414 kPa) for non-transport gauge
wheels.
increase air pressure beyond 35 psi (241 kPa)
to seat the bead on the rim. Replace the tire if it
has a defect. Replace a wheel rim which has
cracks, wear or severe rust. Never weld a
wheel rim. Make sure all the air is removed
from a tire before removing the tire from a rim.
Never use force on an inflated or partially
inflated tire. Make sure the tire is correctly
seated before inflating to operating pressure.
Do not remove, install or make repairs to a tire
on a rim unless you have the proper equipment
and experience to perform the job. Take the tire
and rim to a qualified tire repair shop. If the tire
is not in correct position on the rim, or is too
full of air, the tire bead can loosen on one side,
causing air to leak at high speed and with great
force. An air leak of this nature can thrust the
tire in any direction, endangering anyone in the
area.
(A) - Use a safety cage if available.
(B) - Do not stand over tire. Use a clip-on chuck
and extension hose.
. Maintain 100 psi (690
WARNING: Service tires safely. A tire
can explode during inflation and
cause serious injury or death. Never
BOLT TIGHTENING SEQUENCE
SERVICE TIRES SAFELY
A
6
1
3
5
4
2
Form # 147083
59
Issue 01/07
Page 62

MAINTENANCE/SERVICE
MAINTENANCE SCHEDULE
The following maintenance schedule is a listing of periodic maintenance procedures, organized by service
intervals. For detailed instruction, see the specific headings in Maintenance/Service section. Use
"Recommended Lubricants" as specified under that heading.
SERVICE INTERVALS
The recommended service intervals are in hours of operation. Use the hour meter in the combine cab to
indicate when the next service interval has been reached.
IMPORTANT: Recommended intervals are for average conditions. Service header more often if operated
under adverse conditions (severe dust, extra heavy loads, etc.)
Regular maintenance is the best insurance against early wear and untimely breakdowns. Following this
schedule will increase machine life.
Where a service interval is given in more than one time frame, e.g. "100 Hours or Annually", service the
header at whichever interval is reached first.
CAUTION: Carefully follow safety messages given under "Service Procedures".
AT FIRST USE: See "Break-In Period" in Operation section.
10 HOURS OR DAILY
1. Grease driveline
2. Check hydraulic hoses, lines and components
for leaks
25 HOURS
1. Grease sickle head
50 HOURS
1. Grease reel support bushings (R/H end of split
pick-up reel header)
100 HOURS OR ANNUALLY *
1. Grease draper roller bearings
2. Grease stripper roller bearings & chain (option)
3. Grease reel drive support bearings
4. Grease pick-up reel drive cam
5. Grease reel tail support bearing
6. Grease split reel connector block
7. Grease sickle drive shaft support bearings
8. Grease flex header lower linkage
9. Grease flex header bellcrank linkage
500 HOURS OR ANNUALLY *
1. Grease gauge wheel hub bearings (option)
END OF SEASON: See "Storage Procedure" in Operation section.
1000 HOURS OR 3 YEARS
1. Change wobble box lubricant.
* It is recommended that Annual Maintenance be done prior to start of operating season.
3. Oil sickle (except in sandy conditions)
4. Check sickle sections, guards and hold-downs
5. Check gauge wheel tire pressure (option).
10. Grease upper cross auger support bearing and
center connection fittings (option)
11. Grease gauge wheel pivot bushings (option)
12. Check sickle drive belt tension
13. Check wobble box mounting bolts
14. Check wobble box lubricant level
15. Check reel drive chain tension
16. Grease reel drive chain
17. Check gauge wheel bolt torque (option).
Form # 147083
60
Issue 01/07
Page 63

MAINTENANCE RECORD
Header Serial No.
Combine this record with Combine and Adapter Maintenance Record for "complete unit" service.
See Maintenance/Service section for details on each procedure. Copy this page to continue record.
(O) – Optional Equipment
ACTION: 9 - Check 6 - Lubricate S - Change
Hour Meter
Reading:
Serviced By:
Maintenance
Procedure
BREAK-IN See “Break-In Period” in Operation section for checklist.
10 HOURS OR DAILY
6
Driveline
9
Sections, Guards, Hold-downs
6
Sickle Assembly
9
Hydraulic Hoses and Lines
9
Tire Pressure (O)
25 HOURS
6
Sickle Head
50 HOURS
6
P.U. Reel Support (30&36’)
100 HOURS OR ANNUALLY
6
Draper Roller Bearings
6
Stripper Roller Bearings (O)
6
Stripper Roller Chain (O)
6
Reel Drive Support Bearings
6
Pick-Up Reel Drive Cam
6
Reel Tail Support Bearing
6
Split Reel Connector Block
6
Sickle Drive Shaft Bearings
9
Sickle Drive Belt Tension
9
Wobble Box Bolts & Lube
9
Reel Drive Chain Tension
6
Reel Drive Chain
6
Flex Head Lower Linkage
6
Flex Head Bellcrank Linkage
6
Upper Cross Auger Fittings (O)
9
Gauge Wheel Bolt Torque (O)
6
Gauge Wheel Pivot Bush. (O)
500 HOURS OR ANNUALLY
6
Gauge Wheel Hub Brgs. (O)
1000 HOURS OR 3 YEARS
Wobble Box Lubricant
S
Form # 147083
61
Issue 01/07
Page 64

TROUBLESHOOTING
SYMPTOM
CROP LOSS AT CUTTERBAR
Does not pick-up down crop. Cutterbar too high. Lower cutterbar. 19
Header angle too flat. Steepen header angle. 25
Reel too high. Lower reel. 29
Reel too far back. Move reel forward. 30
Ground speed too fast
Reel fingers not lifting
Install lifter guards. *
Heads shattering or
breaking off.
Reel too low. Raise reel. 29
Ground speed too fast. Reduce ground speed. 21
Crop too ripe. Operate at night when
Cut grain falling ahead of
cutterbar.
Reel speed too slow Increase reel speed. 29
Reel too high. Lower reel. 29
Cutterbar too high. Lower cutterbar. 19
Reel too far forward. Move reel back on arms. 30
Cutting at speeds over 6
Worn or broken sickle
Strips of uncut material. Crowding uncut crop. Allow enough room for crop
Broken sickle sections. Replace. 44
Excessive bouncing at
normal field speed.
Divider rod running down
standing crop.
* See your MacDon dealer.
PROBLEM SOLUTION REF.
Reduce ground speed or
for reel speed.
crop sufficiently.
Reel speed too fast. Reduce reel speed. 29
Ground speed too slow. Increase ground speed. 21
mph (10 km/h) with hightorque (11 tooth) reel
drive sprocket.
components.
Float set too light. Adjust float. 22
Divider rods too long. Install shorter rods. 20
increase reel speed.
Increase finger pitch
aggressiveness.
humidity is higher.
Replace with high speed (17
tooth) reel drive sprocket.
Replace. 45
to be fed to cutterbar.
21
29
31
---
29
---
Form # 147083
62
Issue 01/07
Page 65

TROUBLESHOOTING
SYMPTOM
CROP LOSS AT CUTTERBAR (continued)
Crop flows over divider rod,
builds up on endsheets.
Crop not being cut at ends. Reel not "frowning" or
Sickle hold-downs not
Sickle sections or guards
Header is not level. Level header. ***
Reel fingers not lifting
Divider runs down thick
CUTTING ACTION & SICKLE COMPONENTS
Ragged or uneven cutting of
crop.
Sickle sections or guards
Sickle is not operating at
Ground speed too fast
Reel fingers not lifting
Cutterbar too high. Lower cutting height. 19
Header angle too flat. Steepen header angle. 25
Bent sickle, causing
* See your Combine Operator's Manual.
** See your MacDon dealer.
*** See your Combine Adapter Operator’s Manual
PROBLEM SOLUTION REF.
Divider rods providing
insufficient separation.
not centered in header.
adjusted properly.
are worn or broken.
crop properly ahead of
sickle.
crop at ends, preventing
proper feeding.
Sickle hold-downs not
adjusted properly.
are worn or broken.
recommended speed.
for reel speed.
crop properly ahead of
sickle.
binding of cutting parts.
Install long divider rods or
floating dividers.
Adjust reel "frown" or reel
horizontal position.
Adjust hold-downs so sickle
works freely, but still keep
sections from lifting off
guards.
Check and replace all worn
and broken cutting parts.
Adjust reel position / finger
pitch.
Replace 3 or 4 end guards
with stub guards.
Adjust hold-downs so sickle
works freely, but still keep
sections from lifting off
guards.
Check and replace all worn
and broken cutting parts.
Check engine speed of
combine.
Reduce ground speed or
increase reel speed.
Adjust reel position / finger
pitch.
Straighten a bent sickle.
Align guards.
20
55
57
48
44
30
**
48
44
*
21
29
30
44
47
Form # 147083
63
Issue 01/07
Page 66

TROUBLESHOOTING
SYMPTOM
CUTTING ACTION & SICKLE COMPONENTS
Ragged or uneven cutting of
crop. (continued)
Tangled/tough to cut crop. Install stub guards. **
Reel too far back. Move reel forward. 30
Loose sickle drive belt. Adjust drive belt tension. 50
Sickle plugging. Reel too high or too far
Ground speed too slow. Increase ground speed. 21
Loose sickle drive belt. Adjust drive belt tension. 50
Improper sickle hold-down
Dull or broken sickle
Bent or broken guards. Align or replace. 47
Reel fingers not lifting
Steel pick-up fingers
Header float too heavy. Adjust springs for lighter float. 22
Mud or dirt build-up on
Flatten header angle. 25
Mud build-up on inboard
Sickle is not operating at
* See your Combine Operator's Manual.
** See your MacDon Dealer
PROBLEM SOLUTION REF.
Cutting edge of guards
not close enough or
parallel to sickle sections.
forward.
adjustment.
sections.
crop properly ahead of
sickle.
contacting sickle.
cutterbar.
side of sickle head
recommended speed.
Align guards. 47
Lower reel or move reel
rearward.
Adjust hold-down so sickle is
held against guard cutting
surface.
Replace. 44
Adjust reel position / finger pitch. 31
Increase reel clearance to
cutterbar, or adjust "frown".
Raise cutterbar by lowering skid
shoes.
Remove skid shoe under sickle
head to prevent build-up.
Check engine speed of
combine.
29
30
48
55
19
46
*
Form # 147083
64
Issue 01/07
Page 67

TROUBLESHOOTING
SYMPTOM
CUTTING ACTION & SICKLE COMPONENTS (continued)
Excessive header vibration. Sickle hold-downs not
Sickle not operating at
Excessive sickle wear. Replace sickle. 45
Loose or worn sickle
Excessive breakage of
sickle sections or guards.
Cutterbar operating too
Header float is set too
Bent or broken guard. Straighten or replace. 47
Header angle too steep. Flatten header angle. 25
Sickle back breakage. Bent or broken guard. Straighten or replace. 47
Worn sickle head pin. Replace. 45
Dull sickle. Replace. 44
REEL DELIVERY
Reel not releasing crop. In heavy crop, fingers
Reel speed too fast. Reduce speed of reel to
Reel too low. Raise reel. 29
Reel too far back. Move reel forward. 30
Wrapping on reel end. Finger pitch too
Reel too low. Raise reel. 29
Reel speed too fast. Reduce reel speed. 29
* See your Combine Operator's Manual.
Form # 147083
PROBLEM SOLUTION REF.
Adjust hold-downs so sickle
adjusted properly.
recommended speed.
head pin or drive arm.
Sickle hold-downs not
adjusted properly.
low in stony conditions.
heavy.
starting to flip over before
releasing crop.
aggressive.
65
works freely, but keeps
sections from lifting off
guards.
Check engine speed of
combine.
Tighten or replace parts. 45
Adjust hold-downs so sickle
works freely, but still keep
sections from lifting off
guards.
Raise cutterbar, using skid
shoes.
Adjust float springs for
lighter float.
Move to a more
finger pitch position.
allow crop to fall onto
drapers properly. Reel
speed should be slightly
faster than ground speed.
Decrease finger pitch
aggressiveness.
aggressive
48
*
48
19
22
31
29
31
Issue 01/07
Page 68

TROUBLESHOOTING
SYMPTOM
REEL (continued)
Wrapping on reel end
(continued)
Reel releases crop too
quickly.
Reel too far forward. Move reel back. 30
Reel will not lift. Reel lift couplers are
Reel will not turn. Control set at 0. Activate reel speed control. *
Quick couplers not
Final drive chain
Reel motion is uneven or
stalls in heavy crop.
Reel fingers not
Reel too low. Raise reel. 29
Relief valve on combine
Low oil reservoir level on
Relief valve malfunction. Replace relief valve. -
Cutting tough crops with
Premature failure of cam
arm bearings.
HEADER
Header lift insufficient. Low relief pressure. Increase relief pressure. *
* See your Combine Operator's Manual.
PROBLEM SOLUTION REF.
Reel not centered in
header.
Finger pitch not
aggressive enough.
incompatible.
properly connected.
disconnected.
Reel speed too fast. Reduce reel speed. 29
aggressive enough.
(not on combine adapter)
has low relief pressure
setting.
windrower or combine.
(NOTE: Sometimes more
than one reservoir.)
high-speed (17 tooth)
reel drive sprocket.
Cam arms bent, causing
bearing misalignment.
Center reel in header. 57
Increase finger pitch
aggressiveness.
Change quick coupler. ---
Connect couplers. *
Connect chain. 57
Move to a more aggressive
finger pitch notch.
Increase relief pressure to
2000 psi.
Fill to proper level. *
Replace with high torque
(11 tooth) reel drive
sprocket.
Straighten cam arms to set
bearings parallel.
31
31
*
29
-
Form # 147083
66
Issue 01/07
Page 69

TROUBLESHOOTING
SYMPTOM
DRAPERS & DECKS
Draper will not drive. Drapers are loose. Tighten drapers. 51
Drive or idler roller
Slat or connector bar
Roller bearing seized. Replace. 54
Low hydraulic oil. Fill reservoir to full level. *
Incorrect relief setting at
Draper stalling. Material not feeding
Draper backfeeds or plugs. Material not feeding onto
Material accumulates inside
or under front edge of
draper.
TRANSPORT OPTION
Header floatation difficult to
set.
* See your Combine Operator's Manual.
** See your MacDon Dealer.
*** See Transport Manual 46581.
PROBLEM SOLUTION REF.
Loosen draper and clean
wrapped with material.
jammed by frame or
material.
flow control valve.
evenly off sickle.
adapter draper.
Deck height improperly
adjusted.
Transport wheel support
springs affecting float.
rollers.
Loosen draper and clear
obstruction.
Adjust relief setting. *
Lower reel.
Install stub guards.
Narrow delivery opening by
3 to 4” (1-1/2 to 2” per side).
Adjust deck height. 54
If transport wheels will not
be used in field mode,
remove springs from wheel
supports.
51
51
29
**
26
***
Form # 147083
67
Issue 01/07
Page 70

TROUBLESHOOTING
SYMPTOM
FLEX HEADER TROUBLESHOOTING
Cutterbar pushes dirt across
entire length
Header angle too steep. Adjust header to optimum
Stubble longer at center
than at dividers, or cutterbar
pushes dirt at dividers, not
at center.
Stubble longer at dividers
than at center, or cutterbar
pushes dirt at center, not at
ends.
Pushing dirt at combine
adapter lower beam.
Adapter float too light,
Wings will not frown without
excessive downforce.
Wing float assembly
binding.
Adapter float set too
Adapter feed pan too far
Reel contacts endsheet,
especially in smile condition.
Reel fingers being cut at
ends of header in frown
condition.
Adjust reel frown at finger
* See your Combine Operator's Manual.
** See your Combine Adapter Operator's Manual.
PROBLEM SOLUTION REF.
Header height too low. Raise header height with
float optimizer control.
angle
Too much weight on
wings.
Too much weight on
center of header.
Adapter down stop in
upper holes.
header legs do not rest
on stops.
Adapter float set too
heavy.
Adapter float locked out Disengage adapter float
heavy.
forward at cutterbar.
Reel not centered in
header.
Reel clearance
inadequate.
Adjust bellcrank to lower tee
bolt & top link, transferring
weight to center section.
Adjust bellcrank to raise tee
bolt & top link, transferring
weight to wings.
Move down stop to lowest
hole.
Adjust to heavier float. **
Adjust adapter springs to
lighter float.
lockout
Adjust adapter springs to
lighter float.
Adjust feed pan
engagement at cutterbar.
Center reel in header 57
Adjust reel clearance to
cutterbar.
tubes.
*
25
23
23
**
**
**
**
**
55
55
Form # 147083
68
Issue 01/07
Page 71

CUTTING EDIBLE BEANS: TROUBLESHOOTING
SYMPTOM PROBLEM SOLUTION
CUTTING EDIBLE BEANS
Header stripping plantsComplete or partial plants
left behind
Header being carried off
ground
Float set too light - rides
on high spots and does
not get back down soon
enough
Reel being operated too
high
Reel too high with
cylinders fully retracted
Finger pitch not
aggressive enough
Reel too far back on reel
support arms
Header angle too shallow Lengthen center link to max. length to start
Lower header to ground and run on skid shoes
and/or cutterbar
Set float for: 100-150 lbs. - dry ground
50-100 lbs. - wet ground
Float should be lighter for light soils and
heavier for hard heavy soil areas
Fully retract reel cylinders
Operate reel at max. down position in all
conditions unless excessive wrapping occurs
in a green matted viney crop.
Adjust reel height with cylinders fully retracted
to obtain minimum clearance to knife.
Important - maintain adequate clearance to
prevent finger from getting in knife.
Adjust finger pitch:
Start with 1-2 notches more aggressive than
mid-position
-readjust reel fore and aft if necessary
-readjust reel clearance with cylinders fully
retracted
Move reel forward until the fingertips skim the
soil surface with header on ground and center
link properly adjusted.
Start in hole #6 to #8 from front of support arm
Re-adjust reel height with cylinders retracted if
necessary
Check finger clearance to ground
- Adjusting reel forward gets reel closer to
ground and back will move reel away from
ground
with. Decrease center link length if header
pushes too much dirt.
Tip: Use variable header angle feature at
bottom end of header lift stroke to vary header
angle on the go.
-Once header touches the ground the header
angle will be increased if the header lift
cylinders are further retracted.
-With header on the ground the header will get
shallower as the lift function is actuated until
the header is lifted off ground.
- Header angle can be varied up to 4
degrees by fully retracting lift cylinders
from when header touches the ground.
Note: If frequent adjustment of the center link
is necessary, a hydraulic center link is
available.
Form # 147083
69
Issue 01/07
Page 72

CUTTING EDIBLE BEANS: TROUBLESHOOTING
SYMPTOM PROBLEM SOLUTION
Header stripping plantsComplete or partial plants
left behind (continued)
Reel too slow Adjust reel speed to be marginally faster than
ground speed
Tip: Look at perimeter of reel discs. they
should appear to be being driven by the
ground
- If they look like they are skidding relative to
ground, the reel is turning too slow
- If they look like they are spinning
excessively relative to ground, reel speed may
be too fast and create shattering.
Ground speed too fast Lower ground seed
Start at 3.0 - 3.5 mph and adjust as required.
Tips:
-When cutting very light crop ground speed
may have to be reduced to allow reel to pull in
small and short plants.
-Reel speed may be increased if it does not
create excessive shattering
Header skid shoes
adjusted too low
Dirt packs on bottom of
cutterbar and raises
cutterbar off the ground
Dirt still packing on
bottom of cutterbar with
poly wear strips on
cutterbar and raises
cutterbar off the ground.
Raise skid shoes to max. up position
Install plastic wear strips on bottom of
cutterbar and skid shoes
Ground too wet. Wait until top of ground starts
to turn grey or manually clean the bottom of
cutterbar when accumulation gets
unacceptable.
Plastic wear strip for
cutterbar has been
installed over top of steel
wear plates.
Header not level Level Header – see Combine Adapter
Dirt builds up between
plastic cutterbar wear
strips and causes header
to cut higher off the
ground
Knife sections worn out
and have no serrations
left causing plants to slip
out of guards and
sections.
Knife sections have
edges broken off.
Remove steel cutterbar wear plates when
installing the plastic wear strips for cutterbar.
Operator’s Manual.
Reduce spacing between clips.
Replace sections or complete knife.
Tip
-Coarse serrated sections last longer when
operating in dirty conditions.
-Fine serrated sections loose their serrations
faster and will leave behind uncut plants.
Replace sections or complete knife if required.
Form # 147083
70
Issue 01/07
Page 73

CUTTING EDIBLE BEANS: TROUBLESHOOTING
SYMPTOM PROBLEM SOLUTION
Header stripping plantsComplete or partial plants
left behind (continued).
Excessive losses at dividers Divider rod running down
Excessive shattering of
pods by the reel.
Parts of vines get caught
in regular guard tip while
reel is trying to lift the
vines above the knife and
end up getting cut off.
(This is more prevalent
when cutting row-cropped
beans that have been
hilled due to cultivating.
crop and shattering pods.
Excessive amount of
vines and plants run up
divider and endsheet up
to cylinder and either fall
into or outside header in
lumps.
Reel running too fast. Reduce reel speed.
Bean pods are too dry. Cut at night with heavy dew once pods have
Reel finger pitch not
aggressive enough.
Install stub guard kit. Reel has a better chance
of lifting the crop mat above the knife without
any pods being cut by the knife.
Install short divider rod.
Install long divider rod.
softened up
Make fingers more aggressive.
-Check reel clearance to knife and cutterbar.
-Check reel finger clearance to ground.
-Reel too far forward of cutterbar C-section.
Crop accumulating at
guards and not moving
rearward onto drapers.
Cutterbar pushing too much
trash and dirt.
Improper support for
Reel finger pitch not
aggressive enough.
Reel too high relative to
knife.
Header too heavy. Readjust float to make header lighter.
Header angle too steep. Decrease header angle by adjusting header lift
Regular guards push dirt
and plug up with trash or
plug up with trash and
then push dirt.
header.
Make fingers more aggressive.
-Check reel clearance to knife and cutterbar.
-Check reel finger clearance to ground.
-Reel too far forward of cutterbar C-section.
Re-adjust reel minimum height with cylinders
fully retracted.
-Check both ends of header.
cylinders until they begin to lift header off the
ground.
If this is not enough, then shorten the center
link to flatten the header angle range that the
lift cylinders work through.
Install stub guard kit
Stub guard will prevent plugging when in
excessive trash.
Stub guard bottom is ~15-20 mm higher than
regular guard for the same header angle and
knife section height.
Install center skid shoes on header. This
reduces ground pressure and reduces the
possibility of pushing excessive amts. of dirt.
Form # 147083
71
Issue 01/07
Page 74

CUTTING EDIBLE BEANS: TROUBLESHOOTING
SYMPTOM PROBLEM SOLUTION
Cutterbar pushing too much
dirt in certain locations for
length of field.
Cutterbar fills up with dirt. Excessive gap between
Plant vines pinched
between top of draper and
cutterbar.
Tire tracks or row crop
ridges caused by seeding
or spraying operations.
Rolling land along length
of field due to cultivating.
top of front of draper and
cutterbar.
Cutterbar has filled up
with trash in excessively
dirty conditions with
draper to cutterbar gap
properly adjusted.
Shifting of decks with
header raised up does not
clean out cutterbar debris.
Cut at angle to ridges or crop rows to allow
knife and guards to clean out better. When
cutting in line with tracks or ridges the same
guards and sections have to cut in dirt for the
whole length of the field. Cutting at an angle
shifts these ridges through all guards and
prevents pushing dirt.
Cut at 90° to undulations, provided knife floats
across without digging in.
Adjust front deck hooks to obtain proper
clearance between cutterbar and draper. If
cutterbar still fills up with dirt, raise header to
max. up position at each end of field or as
required and shift decks back and forth to help
clean out cutterbar. Most dirt will fall out
without manually having to clean drapers.
Raise header to max up position at each end
of field or as required and shift decks back and
forth to help clean out cutterbar. Most dirt will
fall out without manually having to clean
drapers.
Dirt and trash is too wet to slide out of
cutterbar cavity on its own. Manually remove
debris from cutterbar cavity immediately when
noticing material between draper and cutterbar
or this will damage drapers.
Reel carries over odd plants
in same location.
Reel carries over excessive
amounts of plants or wads.
Excessive guard breakage Header float too heavy. Adjust float to make header lighter.
Reel fingers (steel) bent
and hook plants out of the
crop flow on drapers.
Dirt accumulation on end
of fingers do not let plants
slide off fingers over
drapers.
Too much accumulation
of crop on drapers (up to
height of reel center tube)
Finger pitch too retarded. Increase finger pitch to move finger flip-over
Excessive amount of
vines and plants or weeds
cause reel to wrap up.
Excessive amount of
rocks in field.
Straighten fingers (steel).
Reel too low relative to the ground.
-Adjust reel fore and aft location to move
fingers out of the ground.
Speed up drapers to thin out amount of
material on drapers. This is aggravated when
double swathing. Higher draper speeds have
to be used when double swathing.
point out of the crop flow. Reducing the finger
pitch takes the fingers that are starting to flip
over lower into crop flow.
Raise reel a slight amount when getting into a
patch of viney weeds or green viney crop.
Try using stub guards if using regular guards.
Tip: Experiment with a few guards on a section
of cutterbar to compare the performance of the
two different styles of guards.
Form # 147083
72
Issue 01/07
Page 75

OPTIONS AND ATTACHMENTS
ADJUSTABLE OUTBOARD SKID SHOES WITH
POLY COVER
WholeGoods order number: B4389
Available as an attachment for use with 973
Headers, and standard equipment for 974 Flex
Headers, these skid shoes are recommended for
cutting on the ground.
CUTTERBAR POLY WEAR STRIPS
WholeGoods order number:
21’ 973 Header – B4778
25’ 973 Header – B4779
30’ 973 & 974 Headers – B4780
36’ 973 & 974 Headers – B4781
39’ 973 Header – B4782
Available as an attachment for use with 973
Headers, and standard equipment for 974 Flex
Headers, this attachment is recommended for
cutting on the ground in conditions where soil
adheres to steel.
ADJUSTABLE INBOARD SKID SHOES WITH
POLY COVER
WholeGoods order number:
21’ & 25’ 973 Header – B4786
30’, 36’ & 39’ 973 Header – B4787
Available as an attachment
for use with 973 Headers,
and standard equipment for
974 Flex Headers, these
skid shoes are
recommended for cutting
on the ground.
Form # 147083
HYDRAULIC TOP CENTER LINK
WholeGoods order number - Headers with
hydraulic reel fore-aft:
Case 2300 Series Combines: C1837
NH CR/CX & CNH AFX: B4399
Lexion: C1839
John Deere: C1840
Wholegoods order number - Headers without
hydraulic reel fore-aft:
B4234 (for John Deere Combines except 60
series, also order B4577 hydraulic coupler
completion package).
Available as an attachment for 973 Headers, and
standard equipment for 974 Flex Headers, this
allows control of header angle/tilt from the
combine cab. Comes with a selector valve to
allow the operator to switch between controlling
hydraulic reel fore-aft and header tilt.
FLOATING DIVIDER
WholeGoods order number:
Left Hand – B4367
Right Hand – B4368
Floating dividers, available separately for left or
right hand end of header, extend the separation of
crop to a point in front of the reel. This can be
beneficial in short (up to 75 cm [30 in.]) lodged or
standing crop. The dividers are also effective in tall
standing crop. This attachment is not
recommended for tall lodged crops. Installation
instructions are provided with the kit.
73
Issue 01/07
Page 76

OPTIONS AND ATTACHMENTS
UPPER CROSS AUGER
WholeGoods order number: Rear Shielding:
21‘ Header – B4419 B4420
25’ Header – B4421 B4422
30’ Header – B4423 B4424
36’ Header – B4425 B4426
39’ Header – B4587 N/A
Available for 21’ to 39’ Headers, in tall or bulky
crops the upper cross auger will aid crop flow
across the header and through the delivery
opening.
NOTE: A kit (B5109) is available to mount a 30’
upper cross auger on 36’ or 39’ headers.
Installation instructions are included with the cross
auger. Maintenance and operating instructions are
included in this manual.
GAUGE WHEELS
WholeGoods order number: B2749
Spring loaded gauge wheels are available for the
30’, 36’ & 39’ 973 Headers and 30’ & 36’ 974
Flexdraper Header. Gauge wheels improve end-toend float, allowing larger headers to better follow
ground contours.
Installation instructions are included with the
gauge wheels. Maintenance and operating
instructions are included in this manual.
Form # 147083
GAUGE WHEELS / SLOW SPEED TRANSPORT
WholeGoods order number: C1681
Available for 30’, 36’ & 39’ 973 Headers and 30’ &
36’ 974 Flexdraper Header as an alternative to the
standard gauge wheel package described
previously page. This option allows pivoting the
gauge wheels 90º to allow towing the header from
the left end. Installation and operating instructions
are provided with the option package.
CROP LIFTER STORAGE RACK
WholeGoods order number: B4401
For European applications where use of crop lifters
is common, this rack attaches to header back tube
for storage of lifters.
74
Issue 01/07
Page 77

OPTIONS AND ATTACHMENTS
36’ & 39’ HEADERS: R/H DECK SPLIT KIT – 973 Only (Not for use with 974 Flexdraper Header)
WholeGoods order number: B4591
For users windrowing with combine, this kit splits the R/H deck to deliver crop next to the combine tire. Kit
includes the necessary drapers, drive components and hydraulics. Installation and operating instructions
for this configuration are provided with the kit.
HIGH SPEED REEL DRIVE SPROCKET
A high torque reel drive sprocket (11 teeth) is standard on the Header. The high torque is required for many
conditions such as rice and other heavy crops. An optional high speed reel drive sprocket (17 teeth) is
recommended for combines with lower reel drive flow in order to bring up ground speed. Two pitches of chain
need to be added when converting from high torque to high speed. See your Dealer Parts Department to order
the optional sprocket and chain.
TOOL BOX
WholeGoods order number: B4400
Includes mounting brackets and tool box. Mounting
brackets attach to header back tube. Box and
brackets have mating pockets to hold box securely.
BEAN SAVER
WholeGoods order number:
21’ 973: B4542 30’ 974: B4546
25’ 973: B4543 36’ 974: B4547
30’ 973: B4544
36’ 973: B4545
39’ 973: B4589
Cutterbar ramps used to aid crop flow onto drapers.
ROCK RETARDER
WholeGoods order number:
25’ 973: B4761
30’ 973/974: B4762
36’ 973/974: B4763
Cutterbar deflectors used to prevent rocks from rolling
onto drapers.
Form # 147083
75
Issue 01/07
Page 78

OPTIONS AND ATTACHMENTS
HYDRAULIC FORE-AFT REEL POSITIONER
(973 Headers Only)
WholeGoods order number:
21’ & 25’ 973: B4575
30’, 36’ & 39’ 973: B4576
(For John Deere Combines except 60 series, also order B4577 coupler completion package).
Installation of this kit converts manual fore-aft units to provide in-cab adjustment of reel fore-aft position. This
feature shortens header preparation time for truck transport, often used in mobile custom harvest operations.
Installation instructions are provided with the kits.
RAISED SICKLE CONVERSION KITS
Wholegoods order number:
21’ & 25’ 973: B4670
30’ - 39’ 973 & 30’ - 36’ 974: B4671
For applications where it is desired to position sickle guards above the cutterbar. Kit includes sickle head and
drive arm, plus deflector plates and hardware. Installation instructions are included with the kit.
WINDROWER HEADER CONVERSION KITS
(973 Headers Only)
For 973 headers this package is available to convert from
combine sickle drive configuration to windrower. This package
also includes linkage supports required for attachment to
MacDon built windrowers.
Instruction # 147346 is provided with the kit.
NARROW END PANEL DEFLECTORS
Wholegoods order number:
21’ – 39’ 973 & 30’ - 36’ 974: B4723
In heavy, wet and/or green crops such as forage and
canola, these special deflectors prevent crop build-up that
can occur on wider deflectors. This build-up can cause
sickle plugging and draper stalling.
WHOLEGOODS ORDER NUMBERS
21’ 973 – B4672
25’ 973 – B4673
30’ 973 – B4674
36’ 973 – B4675
39’ 973 – B4676
Form # 147083
76
Issue 01/07
Page 79

UNLOADING & ASSEMBLY
PREPARE TO UNLOAD
CAUTION: To avoid injury to
bystanders from being struck by
machinery, do not allow persons to
stand in unloading area.
1. Move trailer into position and block trailer
wheels.
2. Lower trailer storage stands.
UNLOADING EQUIPMENT
CAUTION: Unloading equipment
must meet or exceed specified
requirements. Using inadequate
equipment may result in vehicle
tipping, chain breakage, or machine
damage.
LIFTING VEHICLE REQUIREMENTS
Use a lifting vehicle with minimum 8000 lb. (3630
kg) lifting capacity and a minimum 15 ft. (4.5 m)
lifting height.
CHAIN REQUIREMENTS
Use overhead lifting quality chain (1/2 in.) with
minimum 5000 lb. (2270 kg) working load limit.
Form # 147083
77
Issue 01/07
Page 80

UNLOADING & ASSEMBLY
UNLOAD HEADER
WARNING: Do not unload header by
lifting at cutterbar. This will cause
header to swing or tilt, as one side of
the header is heavier than the other.
WARNING: Be sure forks are secure
before moving away from load. Stand
clear when lifting.
NOTE: Shipping damage or shortage must be
noted on the trucking company’s copy of the bill of
lading. Once the bill of lading is signed, dealer is
liable for any damage or shortage not noted.
1. Approach header from either its "topside" or
"underside". Drive forward as far as possible,
with the forks underneath the lifting framework.
Take care not to bend parts on back tube.
2. Remove hauler's tie down straps and chains.
3. Raise header off deck, back up until unit clears
trailer and slowly lower to 6 inches (150 mm)
from ground.
4. Take to storage or set-up area.
5. Set machine down securely on level ground.
Check for shipping damage and missing parts.
UNLOADING HEADER FROM TOPSIDE
Form # 147083
UNLOADING HEADER FROM UNDERSIDE
78
Issue 01/07
Page 81

UNLOADING & ASSEMBLY
PULL HEADER OVER TO FIELD POSITION
NOTE: Before lowering header, remove linkage
pins from header legs. These will be required
when attaching header to combine adapter.
1. Drive lifting vehicle to approach header from its
"underside".
Engage forks under cutterbar as shown.
Attach a chain (A) from mast of lifting vehicle
to header leg. Use overhead lifting quality
chain (1/2 in.) with minimum 5000 lb. (2270 kg)
working load limit.
2. Back up slowly while lowering forks until
header tips onto forks.
CAUTION: Stand clear when
lowering, as machine may swing.
3. Place 6 inch (150 mm) blocks under each end
of cutterbar and lower header onto blocks.
SET HEADER SUPPORT STAND
1. Remove chain and move lifting vehicle to rear
of header.
2. Attach chain to center link anchor on frame
tube, raise rear of header and lower header
stand into position (A).
3. Lower header onto stand. Remove shipping
stands.
NOTE: In soft conditions, use a 2x4 block
under header stand.
HEADER STAND – LOWERED
ATTACH CHAIN
A
Form # 147083
79
Issue 01/07
Page 82

UNLOADING & ASSEMBLY
REEL SUPPORT ARMS – 21’ to 25’ Headers
1. Drive forklift to front of header, near center. Place
a lifting strap around reel main tube and attach to
forklift.
NOTE: To avoid damage to tube, do not lift with
forks directly under reel tube.
2. Remove nuts (A) securing yellow shipping
supports to reel support arms, both ends of
header. For 25’ headers only
, remove yellow reel
tube support (D) and angle (E) at center of
header. Remove metal banding from reel.
3. Raise the forks slowly to raise reel. Engage reel
props and lower forks until reel rests on props.
Back the forklift away.
4. Cut shipping wire securing reel lift cylinders.
Attach rod end of reel lift cylinder to header at
(B) with pins provided.
5. Remove the bolts securing shipping supports to
header frame. Discard straps and re-install
hardware. Hardware at (F) is installed reversed
for ease of access when removing shipping
supports. To prevent damage to reel end shields
and /or discs, always install carriage head bolts to
the inside of header as shown for field use.
A
REEL SUPPORT ARMS SHIPPING POSITION
REMOVE CENTER REEL SUPPORT
D
25’ HEADERS
E
INSTALL HARDWARE WITH HEADS IN
Form # 147083
F
B
REEL LIFT CYLINDERS WORKING POSITION
80
Issue 01/07
Page 83

UNLOADING & ASSEMBLY
REEL SUPPORT ARMS – 30’, 36’ & 39’ Split Reel Headers
1. Drive forklift to front of header, centered on the R/H
reel. Remember L/H and R/H designations are
determined from the rear of the header, facing
forward. Place a lifting strap around reel main tube and
attach to forklift.
NOTE: To avoid damage to tube, do not lift with
forks directly under reel tube.
2. Remove nuts (A) securing yellow shipping supports
to L/H & R/H reel support arms.
3. At center of header, remove nut securing yellow
shipping support (C) to center reel support arm.
4. Raise the forks slowly to raise R/H reel. Engage reel
props at R/H end and center support arms and
lower forks until reel rests on props.
5. Disengage center reel arm shipping support from
REEL SUPPORT ARMS SHIPPING POSITION
cutterbar and discard.
6. Drive the forklift to L/H end of left reel. Place lifting
strap around reel main tube and attach to forklift.
Raise the forks slowly to raise L/H reel. Engage reel
prop at L/H end and lower forks until reel rests on
prop. Back the forklift away.
7. Remove the bolts securing left and right end
shipping supports to header frame. Discard straps
and re-install hardware. Hardware at (F) is installed
reversed for ease of access when removing
shipping supports. To prevent damage to reel end
shields and /or discs, always install carriage head
bolts to the inside of header as shown for field use.
8. Cut shipping wire securing reel lift cylinders. At outer
arms, attach rod end of reel lift cylinder to header
at (B). At center arm, attach rod end of cylinder to
reel support arm. Bleed air from cylinders per
instructions on page 85.
CENTER REEL SUPPORT ARM
F
INSTALL HARDWARE WITH HEADS IN
REEL LIFT CYLINDERS WORKING POSITION
974 Reel Fore-Aft Cylinders:
1. Cut shipping wire securing reel fore-aft cylinders. Prior to attaching foreaft cylinders, bleed air per instruction on page 85.
2. After bleeding, attach cylinders to fore-aft supports at end of reel arms. At
center arm, install clevis pin with head at (D) as shown, and use 21/32
ID washer(s) as required to maximize clearance between pin head
and reel end shield. Secure clevis pin with cotter pin (E). Move reel
manually to line up pinholes
3. Remove bolt (G) (see photo top left) securing reel end supports to reel
arms.
A
G
C
B
D
E
Form # 147083
81
Issue 01/07
Page 84

UNLOADING & ASSEMBLY
REEL ASSEMBLY
The reel comes fully assembled except for the following:
Two of the reel cam arms (B) have been disassembled
for shipping. Attach cam arms as shown. Install bolts
with heads inboard and torque to 120 ft.lbs. (162 N·m).
NOTE: Hardware for the disassembled cam arms is
taped to the reel.
NOTE: Nut (D) may need to be loosened in order to
install reel cam arm hardware.
END DELIVERY
For headers being set up for end delivery, install bar
(C) onto lugs across center opening at cutterbar. Note
that end tabs bend down and holes in bar are towards
rear of header. This bar prevents draper damage
when end delivering. (Bar is stored on right deck
backsheet, or may be at right end panel on some
headers.)
D
B
ASSEMBLE REEL CAM ARMS
C
INSTALL GUIDE BAR FOR END DELIVERY
GUIDE BAR STORAGE
Form # 147083
82
Issue 01/07
Page 85

UNLOADING & ASSEMBLY
INSTALL DRAPERS
To install:
1. Use this chart to position connector tubes at the appropriate rows of holes for desired opening size.
NOTE: Recommended starting point is with decks shifted in, column (Y) for rows I and III.
For row II start at 45.4” (1155 mm) for specialty crops and 42.1” (1070 mm) or less for cereal crops.
HEADER AND
COMBINE MODELS
John Deere, New
I
Holland CX, Lexion
(Wide Decks)
Case 77, 80 & 88
Case AFX, New
II
Holland CR
970/980, Lexion
(Mid Size Decks)
Case 60 & 66,
III
Agco, New Holland
CR 920/940/960
2. Idler rollers are shipped in the mid range opening position. If row of holes (A – narrow deck) or (D) – wide
deck) is selected, the idler roller assembly must be repositioned in the decks. See "Idler Roller Positioning"
in Maintenance/Service section of Operator's Manual.
CONNECTION
(both drapers)
Row D to Row F
Row B to Row E
Row B to Row E
Row A to Row F
Row A to Row F
A
B
X
CENTER DELIVERY
OPENING WIDTH
(between rollers)
With decks
shifted out
(W)
63.7”
(1620 mm)
49.8”
(1265 mm)
49.8”
(1265 mm)
45.9”
(1165 mm)
45.9”
(1165 mm)
C D
DELIVERY
OPENING
With decks
shifted in (Y)
(1360 mm)
(1165 mm)
(1005 mm)
(1065 mm)
(905 mm)
Y
W
53.5”
45.9”
39.6”
42”
35.6”
LEG TO
IDLER ROLLER
EDGE (DIM. X)
(decks in)
11”
(280 mm)
16.8”
(427 mm)
20”
(507 mm)
18.8”
(477 mm)
20”
(508 mm)
E
F
ENDPANEL DEFLECTORS
(shown on page 27)
Standard
Narrow
Standard
Narrow
Standard
Form # 147083
83
Issue 01/07
Page 86

UNLOADING & ASSEMBLY
INSTALL DRAPERS
3. Connect draper with screw heads (S) facing
center opening.
NOTE: Place connector tube so holes closest
to end of tube are at the cutterbar.
4. Ensure V-guide on underside of draper
engages grooves at rear of both rollers.
5. Check draper to cutterbar clearance. Maximum
gap is 1 mm. If adjustment is required, see
“Deck Height” on page 55.
6. Apply draper tension until white indicator bar is
partially hidden behind roller support arm. See
"Draper Tension Adjustment" in Maintenance
/Service section of Operator's Manual.
7. Position decks to dimension (X) (see chart on
previous page) for desired opening width. The
recommended starting position is with decks
shifted in. See "-Delivery Opening Width" in
Operation section of Operator's Manual.
8. Align idler rollers for proper draper tracking.
Align roller by loosening two bolts in rear
support (C) and adjusting in slots until
dimensions (A) and (B) are:
21’ & 25’ Headers – equal front and rear.
30’, 36’ & 39’ Headers – Dimension (B) 3 mm
(1/8”) less than Dimension (A).
See page 54 for details.
9. Cut excessive flap off of draper, leaving 3/8"
(10 mm) extending above the connector. Trim
the new ends at the front corners as shown on
page 82. This allows draper to fit properly
under front draper seal to prevent tearing of
front edge. Use the cut-offs as a guide for
trimming. Keep the cut-offs for use as a splice.
INSTALL LINKAGE SUPPORTS (973 Only)
Attach linkage supports (D) to header lower legs,
using two 3/8 x 3/4” Torx Head screws per side.
IMPORTANT: When attaching header to adapter,
adapter leg (E) must engage header leg on top of
support (D) as shown, both sides.
(continued)
S
CONNECTOR SCREW HEADS
A
B
C
FIXED ROLLER ALIGNMENT
D
Form # 147083
D
E
SUPPORTS IN LOWER LEGS: 973 ONLY
84
Issue 01/07
Page 87

UNLOADING & ASSEMBLY
ATTACH HEADER
CAUTION: Read the Operator's
Manuals carefully to familiarize
yourself with procedures and controls
before attaching header to combine.
Attaching instructions are provided in
the Combine Adapter Operator's
Manual.
BLEED HYDRAULIC SYSTEM
Header Lift Cylinders
Raise and lower header a few times to allow trapped
air to pass back to the reservoir.
Reel Lift Cylinders
CAUTION: Take care during this
procedure as air in the system can
cause the reel to raise and lower
erratically. Keep body and hands out
from under reel and reel support
arms.
1. Fully lower header and reel.
CAUTION: Bleed screw (A) may be
forced from hole by hydraulic
pressure. Do not loosen screw too
quickly or too far.
2. SLOWLY loosen bleed screw (A) at top of slave
reel lift cylinder.
NOTE: For 21’, 30’, 36’ & 39’ headers, slave
cylinder is at right end of header. For 25’
Header, slave cylinder is at left end.
3. Start engine and activate reel lift. Left-hand
cylinder will reach full extension first, then oil will
pass to right hand cylinder.
4. Continue to activate reel lift until oil comes out
around bleed screw.
5. Tighten bleed screw.
Reel Fore-Aft Cylinders (if equipped):
To prevent damage to fore-aft components and/or
reel, before moving reel with fore-aft kit:
1. Remove cylinder pins at rod ends and support
cylinders to allow unobstructed movement of
cylinder rods.
2. Activate hydraulics, extending and retracting
cylinders several times to fill system with oil
and ensure cylinders are in phase.
3. Reconnect cylinder rod ends.
A
REEL LIFT CYLINDER BLEED SCREW
Form # 147083
85
Issue 01/07
Page 88

UNLOADING & ASSEMBLY
REPOSITION WOBBLE BOX BREATHER
Unless header will be transported on a trailer that
carries headers upright, swap position of breather (B)
and plug (C) at wobble box to position breather in rear
hole.
ADJUSTMENTS AND CHECKS
Perform the final checks and adjustments as listed on
the "Pre-Delivery Checklist" (yellow insert) to ensure
the machine is field-ready. Use the Operator's Manual
for directions.
Place the Operator’s Manual and Parts Catalog in
storage case (A) located under the left end shield.
REPOSITION WOBBLE BOX BREATHER
B C
A
Form # 147083
MANUAL STORAGE CASE
86
Issue 01/07
Page 89

UNLOADING & ASSEMBLY
974 FLEX HEADER: WING FLOAT SET-UP AND PRE-DELIVERY CHECK
1. Set the combine adapter float components, skid plate and tine drum to suit the flex header and your
combine model. See “Preparing the Adapter” in the Assembly section of the Adapter Operator’s Manual.
2. Install adapter in header. Leave the adapter spring float lockout engaged. See Adapter Operator’s Manual.
IMPORTANT: For units with gauge wheels, pin the gauge wheels up off the ground so their flotation effect
does not interfere with the wing float setting.
3. Ensure wing float lock pins (2 per side) are in
engaged position (A) as shown. Pins are spring
loaded to the engaged position.
If pins are disengaged:
• Rotate pin handles to release the roll pins
from the notch.
• Lower cutterbar onto two 6” (150 mm) blocks
at dividers until inner pins snap into engaged
position.
• Remove blocks and place them just inboard
of cutterbar flex points
• Lower header onto blocks until outer pins
snap into place.
WING FLOAT LOCKOUT ENGAGED
4. Pick up header with combine and raise cutterbar
approximately 6” (150 mm) off ground. (Remove
blocks if they were required for Step 3.)
5. The smile/frown, fore-aft straightness and vertical
alignment of the wing frames is controlled at the
factory. Adjustment should not be required.
Procedures for checking and adjustment are
included in the Header Technical Manual.
6. Set top link to a mid-range header angle position
(approximately 490 mm [19-1/4”] pin to pin).
7. Disengage adapter float spring lockout, both
sides. Ensure gap at (C) is 1/2” (13 mm) with
cutterbar 6” (150 mm) off ground.
NOTE: Notch (D) is provided as an alignment
1/2” (13 mm) GAP WITH HEADER
mark for this setting, as shown.
See Adapter Operator’s Manual. Wing float lock pins remain engaged, as above.
Continued next page….
A
D
C
6” OFF GROUND
Form # 147083
87
Issue 01/07
Page 90

UNLOADING & ASSEMBLY
974 FLEX HEADER: WING FLOAT SET-UP AND PRE-DELIVERY CHECK
8. With adapter float spring lockout disengaged, wing
float lock pins engaged, and cutterbar
approximately 6” (150 mm) above ground, adjust
wing bell crank linkage to balance wings, as
follows:
NOTE: Fine tuning adjustment of wing bell crank
will be detailed in Step 9.
a) Adjust left wing:
• One of the two pins in the left wing float lock
will be tight and one will be loose.
• Loosen nut (N) inside bell crank.
• Adjust bell crank with nuts (P) until both wing
float lock pins are loose.
• Disengage pins in left wing float lock. Float for
right wing remains locked.
• To increase force on divider (making it harder
to pull up), adjust nuts (P) to move top link pin
(M) up. To decrease force on divider (making it
easier to pull up), adjust nuts (P) to move top
link pin (M) down.
• If nuts (P) are difficult to turn, fully lower feeder
house to reduce load on linkage. Return to 6”
(150 mm) cutterbar height when complete.
• Tighten nut (N).
b) Adjust right wing:
• Engage float lock pins in left wing.
Disengage pins in right wing float lock.
• Repeat bell crank adjustment above for right
wing.
c) Disengage pins in left wing float lock and
recheck float balance both sides. Readjust as
necessary.
Continued next page….
LOOSEN NUT TO ALLOW
BELL CRANK ADJUSTMENT
P
ADJUST BELL CRANK TO POSITION
TOP LINK PIN
N
M
Form # 147083
88
Issue 01/07
Page 91

UNLOADING & ASSEMBLY
974 FLEX HEADER: WING FLOAT SET-UP AND PRE-DELIVERY CHECK
9. Check overall balance of header. Adjust so that minimum pressure on cutterbar will float wings up or
down. NOTE: Use the gauge on the adapter float optimizer to take note of changes in load on cutterbar.
a) Ensure top link is in mid-range header angle position and float lockout is disengaged on both adapter
springs and wing float.
b) Raise header to 12” (300 mm) cutterbar
height. Place two 6” (150 mm) blocks under
cutterbar, just inboard of hinge points.
c) Lower header until cutterbar just touches
blocks. Observe and record gauge position
on the float optimizer. This corresponds to
approximately zero force on cutterbar.
Movement from this position will be used to
estimate changes to force on cutterbar.
d) With blocks positioned as above, lower
header until dividers just move down to
ground. Observe and record gauge position
on the float optimizer when dividers move
down.
NOTE: Wings should start to move down
USE FLOAT OPTIMIZER GAUGE TO
before float optimizer gauge has moved one
full number. Full frown should occur before
gauge has moved two full numbers. If not, this is an indication that there is excessive friction and/or
mis-adjustment in the flex linkage. Be sure the adapter front skid plate is not causing binding at
cutterbar, and the flex linkage is moving freely.
e) Raise header 12” (300 mm) and remove blocks.
f) Lower header until wings float up to straight position and center section of cutterbar touches ground.
Observe and record gauge position on the float optimizer when center section of cutterbar moves
down.
g) Raise header 12” (300 mm) and put 6” (150 mm) blocks under dividers at ends of header.
h) Lower header until center section of cutterbar
touches ground. Observe and record gauge
position on the float optimizer when center
section of cutterbar moves down. Cutterbar
should begin going into smile before float
optimizer gauge has moved one full number,
and full smile should occur before gauge has
moved two full numbers.
i) Raise header 12” (300 mm) and remove
blocks.
j) Lower header until wings float down to
straight. Observe and record gauge position
on the float optimizer.
k) Adjust bell cranks as required to balance
wings, For example, raise top link pin if it
takes more force on cutterbar (as indicated by
gauge position on the float optimizer) to move
wings down than up. In cases where a frown
bias is desired, if it takes one full number for
the wings to start to smile, it should only take
from 8/10
th
to one full number to start to
frown.
10. Check to ensure full flex range is achieved by
observing position of pin (M). If pin does not reach
ends of horizontal slot (N) at full-smile and full-
CHECK FOR FULL FLEX RANGE
frown, see Header Technical Manual.
Continued next page….
Form # 147083
89
BALANCE WINGS
N
M
Issue 01/07
Page 92

UNLOADING & ASSEMBLY
974 FLEX HEADER: WING FLOAT SET-UP AND PRE-DELIVERY CHECK
11. Reduce adapter float spring setting for field.
a) For cutting on the ground:
• Leave float gap at 1/2” (13 mm), aligning float
arm with notch (D). This setting should
require about 30 pounds (135 N) to raise right
or left divider.
• Unlock wing float prior to operation.
b) For cutting off the ground:
• Lock wing float.
• Set header 6” (150 mm) above ground.
• Reduce float (loosen float spring adjusting
bolts) until right and left float arms are in
contact with down stops at (A).
• Check float at divider point. It should require
about 50 pounds (225 N) to raise right or left
divider. Readjust float springs as required.
See Adapter Operator’s Manual for
adjustment procedure.
• 0 GAP FOR CUTTING ABOVE GROUND
• ALIGN FLOAT ARM WITH NOTCH FOR
CUTTING ON GROUND (1/2 “ GAP)
D
A
Form # 147083
90
Issue 01/07
Page 93

INDEX
A
PAGE
Assembly....................................................... 79
Auger, Upper Cross (Attachment)........... 32, 74
B
Bean Saver (Attachment).............................. 75
Beans, Edible – Cutting Tips......................... 69
Bearing Installation........................................ 37
Bleeding Hydraulics....................................... 85
Break-In Period ............................................. 14
C
Capacities, Wobble Box ................................ 37
Crop Lifter Storage Rack (Attachment) ......... 74
Cutterbar Poly Strops (Attachment) .............. 73
Cutting Height................................................ 18
D
Deck Height Adjustment................................ 55
Deck Split Kit: 36’/39’ Header (Option).......... 75
Delivery Opening Width Adjustment ............. 26
Divider Rod Length........................................ 20
Draper Idler Roller Positioning ...................... 53
Draper Installation ......................................... 84
Draper Replacement ..................................... 52
Draper Roller Maintenance ........................... 54
Draper Speed................................................ 25
Draper Tension Adjustment........................... 52
Draper Tracking............................................. 54
E
End Delivery: Windrowing with the Combine 28
End Deflector Kit (Narrow – Attachment) ...... 76
F
Flex Header – Troubleshooting..................... 68
Flex Header – Wing Float Set-Up ................. 87
Floating Divider (Attachment)........................ 73
G
Gauge Wheels (Attachment)................... 18, 74
Gauge Wheel Maintenance........................... 59
Greasing the Header..................................... 38
Ground Speed............................................... 21
Guards, Sickle............................................... 48
H
PAGE
Header Angle .................................................25
Header Angle Hydraulic Cylinder (Attach.) ....73
Header Controls.............................................17
Header Flotation.............................................22
Header Flotation – Flex Header Set-Up.........87
Header Lift Cylinder Stops .............................17
Header, Lowering from Shipping Position......78
Hydraulic Hoses and Lines ............................42
Hydraulic Schematic – Reel & Draper Drive. .43
Hydraulic Schematic – Reel Lift .....................42
Hydraulic System Safety................................42
L
Lubricants, recommended..............................37
M
Maintenance Record......................................61
Maintenance Schedule ..................................60
O
Operating Variables .......................................18
Options/Attachments......................................73
Owner/Operator Responsibilities ...................13
P
Pre-Starting Checks.......................................15
R
Raised Sickle Kit (Attachment) ......................76
Reel Centering in Header ..............................58
Reel Clearance to Cutterbar ..........................56
Reel Drive Chain............................................58
Reel Drive Shaft Removal..............................58
Reel Drive Sprocket (High Speed Option) .....75
Reel Fore-Aft Position....................................30
Reel "Frown" Adjustment ...............................56
Reel Height ....................................................29
Reel Lift Cylinder Bleeding.............................84
Reel Pick-Up Finger Pitch..............................31
Reel Plastic Finger Installation.......................57
Reel Props .....................................................17
Reel Speed ....................................................29
Form # 147083
91
Issue 01/07
Page 94

S
PAGE
Safety
Alert Symbol............................................... 6
General Farm ............................................. 8
Header Lift Cylinder Stops ....................... 17
Hydraulic System ..................................... 42
Operating ................................................. 16
Pre-Starting Checks................................. 15
Reel Props ............................................... 17
Service Procedures.................................. 36
Shut-Down Procedure.............................. 33
Signal Words.............................................. 6
Signs .......................................................... 7
Storage Procedure................................... 35
Transporting............................................. 34
Your Responsibilities................................ 13
Serial Number Location................................... 5
Service Procedures....................................... 36
Shut-Down Procedure................................... 33
Sickle Drive Belt Tension .............................. 51
Sickle Guards ............................................... 48
Sickle Hold-Downs ........................................ 49
Sickle Head Needle Bearing Installation ....... 46
Sickle Lubrication .......................................... 45
Sickle Removal and Installation .............. 46, 47
Sickle Sections.............................................. 45
Sickle Storage, Spare.................................... 48
Skid Shoes .............................................. 19, 73
Specifications - Header & Attachments......... 10
Specifications - Torque Values...................... 11
Storage Procedure ........................................ 35
T
Tool Box (Attachment)................................... 75
Torque Specifications.................................... 11
Transport, Slow Speed (Option).................... 74
Transporting the Header on Combine........... 34
Trouble Shooting
Crop Loss at Cutterbar............................. 62
Cutting Components ................................ 63
Cutting Edible Beans................................ 69
Drapers & Decks...................................... 67
Flex Header.............................................. 68
Header...................................................... 66
Reel ......................................................... 65
INDEX
U
PAGE
Unloading the Header ....................................77
Unplugging the Header ..................................33
W
Wear Strips & Shoes, plastic (Attachment)....73
Windrower Conversion Kit (Attachment)........76
Wobble Box ...................................................50
Form # 147083
92
Issue 01/07
Page 95

973/974 Harvest Header Pre-Delivery Checklist
HEADER SERIAL NUMBER ______________________________
Perform these checks and adjustments prior to delivery to your customer. See the Operator's Manual for
adjustment details.
CAUTION: Carefully follow the instructions given. Be alert for safety related messages which
bring your attention to hazards and unsafe practices.
Check for shipping damage or missing parts. Be sure all shipping dunnage is removed.
Adjust reel clearance at cutterbar:
973 Headers: 5/8 inch (15 mm) at both ends of cutterbar.
30’ 974 Headers: 1-3/4” (45mm) at each end and 2-1/4” (58mm) at center.
36’ 974 Headers: 1-3/4” (45mm) at left end, 1” (25mm) at right end and 2-3/8” (60mm) at center.(P. 56)
NOTE: For 974 Flex Header check measurements with cutterbar in full frown position.
Check reel is centered between header end sheets (P. 58).
NOTE: For 974 Flex Header check centering with cutterbar in full smile position.
Check sickle drive belt tension (P. 51)
Grease all bearings and drive lines (P. 38).
Reposition wobble box breather to rear hole (unless transported upright on trailer) (P. 86).
Check wobble box lube level (P. 50).
Bleed reel lift cylinder (P. 85).
Check skid shoes are evenly adjusted (P. 19).
Check deck height (draper to cutterbar clearance – 1 mm gap to 1.5 mm draper deflection) (P. 55).
Check draper tension (P. 52).
Check hydraulic hose and wiring harness routing, ensuring adequate clearance with header up or down.
Be sure colour coding on hydraulic hoses is matched and that all hydraulic connections are fully engaged.
Check header flotation as follows:
973 Header: 50-70 lbs. [225 -315 N] cutting above ground / 30 lbs [135 N] cutting on ground.
(P. 22 & Adapter Operator’s Manual).
974 Flex Header: Perform wing and spring float set-up and checks (P. 87).
Check that header is level. (See Adapter Operator’s Manual for Adjustment).
Run machine at operating speed for 15 minutes, STOP ENGINE and check for belt/idler alignment and
heated bearings. Check sickle sections for discoloration caused by misalignment of components.
Check lights are functional.
Place Operator’s Manual in storage case under left end shield.
Date Checked:
Checked by: _______________________
Form # 147083 Issue 01/07
 Loading...
Loading...