

Page 1

Classic
®
Instructions for Use
Instrucciones de Uso
Instruções de Uso
1
Page 2

Table of contents | Indice | Índice
3 Material | El Material | O Material
5 Composition | Composición | Composição
6 Layering diagram | Esquema de estratifiación | Diagrama de estratificação
7 Alloys | Aleaciones | Ligas metálicas
8 Framework design | Modelado de la estructura | Configuração da estrutura metálica
9 Instructions for use | Manipulación | Instruções de Uso
12 Step-by-Step
2
Page 3
Material
A sound concept is the key to success
The fully developed IPS Classic metal-ceramic that has clinically
proven itself for many years offers a high degree of individuality
and creativity. Controlled particle size distribution permits
excellent build-up and maintenance of shape of the ceramic
material even after several firing cycles.
Generally, IPS Classic is
suitable for use with
alloys with a CTE of
approx 13.8 to 15.2
-6
/K at 25–500°C.
x 10
Depending on the type
and the composition of
the alloy, the firing
temperature and the
cooling phase in
particular have to be
sideration. Alloys with a CTE in the lower range (e.g. approx
13.8–14.5 at 25–500°C) can be processed with standard
cooling.
IPS Opaque Dentin, IPS Classic Dentin, IPS Classic Incisal:
CTE (25 – 500°C) [10-6 /K] 1) 12.9 ± 0.5
Flexural strength (biaxial) [MPa]
2] 1)
Chem. solubility [μg/cm
Firing temperature [°C] 910 – 920
1)
according to ISO 6872:2008
2)
typical mean value for the flexural strength is 80 MPa
≤100
Classification: Dental ceramics Type I / Class 1
taken into con-
1) 2)
≥50
Important processing restrictions
– Exceeding or falling short of the stipulated veneering layer
thicknesses
– Failure to observe the layer thickness ratio between the
framework and layering ceramic
– Mixing with and processing in conjunction with other dental
ceramics
– Veneering of dental alloys not within the stipulated CTE range
– Failure to observe the necessary minimum connector and
framework thicknesses
– Use of IPS Shade, IPS Shade V and IPS Stains-P during the
layering procedure (e.g. between the dentin and incisal layer)
– Mixing of paste materials with materials in powder form
Side effects
If patients are known to be allergic to any of the components in
the materials, IPS Classic restorations should not be used.
Important information
Ceramic furnaces of other manufacturers often feature opening
mechanisms different from that of Ivoclar Vivadent furnaces.
Therefore, the firing conditions may also differ. Make sure that
these varying firing conditions are taken into account when
working with IPS Classic.
Warning
Finishing ceramic restorations results in grinding dust. Avoid
inhalation. Use suction equipment or protective masks.
Indication
Conventional multi-layer veneering ceramic for the most popular
dental alloys in the CTE range of 13.8 – 15.2 x 10
-6
/K
(25 – 500°C)
Contraindication
– If patients are known to be allergic to any of the ingredients,
the material should not be used
– Bruxism
– Veneering of titanium and zirconium oxide frameworks
– Any other use not listed in the indications
3
Page 4
El Material
Un concepto armónico es la clave del éxito
La metal cerámica IPS Classic está completamente desarrollada y
se ha probado clínicamente por mucho años, ofreciendo un alto
grado de caracterización individual y creatividad. La distribución
controlada de las partículas, permite una excelente construcción y
reparación de la forma del material cerámico a pesar de utilizar
varios ciclos de cocción.
Básicamente IPS Classic
son apropiadas para
alea ciones con un CET
de aprox. 13.8 to 15.2
-6
/K a 25–500ºC.
x 10
Sin embargo, en
función de la
composición de la
aleación y de la
temperatura de
cocción, deberá tenerse
enfriamiento. Generalmente, las aleaciones en el rango inferior
del CET (p.ej. 13.8–14.5 a 25–500ºC) pueden trabajarse con
enfriamiento normal.
IPS Opaque Dentin, IPS Classic Dentin, IPS Classic Incisal:
CET (25 – 500°C) [10-6 /K] 1) 12.9 ± 0.5
Resistencia a la flexión (biaxial) [MPa]
Solubilidad química [μg/cm
Temperatura de cocción [°C] 910 – 920
1)
según norma ISO 6872:2008
2)
El valor medio normal de la resistencia a la flexión es de 80 MPa
2] 1)
Clasificación: Cerámicas dentales Tipo I / Clase 1
en cuenta la fase de
1) 2)
≥50
≤100
Limitaciones de manipulación importantes
– Sobrepasar o no llegar, a los grosores de capa de blindaje
estipulados.
– No tener en cuenta la proporción de grosor de capa entre la
estructura y la cerámica de blindaje.
– Mezclar con y procesar en combinación con otras cerámicas
dentales.
– Blindar aleaciones dentales que no estén dentro de la franja
CET estipulada.
– No tener en cuenta el conector mínimo necesario y los
grosores de la estructura.
– Utilización de IPS Shade V e IPS Stains-P durante la
estratificación (p.ej. entre dentina e incisal)
– Mezcla de masas en polvo con materiales en pasta
Efectos secundarios
Las restauraciones IPS Classic no deben aplicarse, si el paciente
presenta alergia conocida a cualquiera de los componentes del
material.
Atención
Ceramic furnaces of other manufacturers often feature opening
mechanisms different from that of Ivoclar Vivadent furnaces.
Therefore, the firing conditions may also differ. Make sure that
these varying firing conditions are taken into account when
working with IPS Classic.
Advertencia
Evitar la inhalación de polvo durante el repasado de
restauraciones de cerámica. Utilizar instalaciones de aspiración o
mascarillas!
Indicación
Cerámica de blindaje multicapa convencional para la mayoría de
las aleaciones más populares en la franja CET
13.8 a 15.2 x 10
-6
/K (25 – 500º C).
Contraindicaciones
– El material no debe aplicarse en pacientes con alergia
conocida a cualquiera de sus ingredientes.
– Bruxismo
– Blindaje de estructuras de titanio y óxido de circonio.
– Cualquier otro uso no enumerado en las indicaciones
4
Page 5
O Material
Um sólido conceito é a chave do sucesso
O completo desenvolvimento da cerâmica IPS Classic, que foi
clinicamente comprovado por mais muitos anos de uso, oferece
um alto grau de criatividade e de individualidade. A controlada
distribuição das partículas permite a excelente configuração e a
manutenção da conformação do material cerâmico, mesmo após
vários ciclos de queima.
De um modo geral, a
IPS Classic é apropri ada
para ligas metálicas
com um CET de aprox.
13,8 a 15,2 x 10
dentro do intervalo de
temperatura entre 25 e
500 ºC. Entretanto, a
composição da liga, as
temperaturas de
queima e, principal-
mente, as condições de
resfriamento devem ser levadas em conta. Ligas com CET mais
baixo (13,8 a 14,5 entre 25 e 500ºC) podem ser trabalhadas com
esfriamento normal.
IPS Opaque Dentin, IPS Classic Dentin, IPS Classic Incisal:
CETL (25 – 500°C) [10-6 /K]1) 12.9 ± 0.5
1) 2)
Resistência à flexão (biaxial) [MPa]
Solubilidade química [μg/cm
Temperatura de queima [°C] 910 – 920
1)
de acordo com a ISO 6872: 2008
2)
valor médio típico para a resistência à flexão é de 80 MPa
≥50
2]1)
≤100
Classificação: Cerâmicas odontológicas Tipo I / Classe 1
Indicação
Revestimento convencional multi-camada de cerâmica para as
ligas dentárias mais populares com CETL na faixa de
13.8 – 15.2 x 10
-6
/K (25 – 500°C).
-6
/K,
Importantes restrições de processamento
– Camadas de recobrimento com espessuras superiores ou
aquém do estipulado
– A não observação da relação entre a espessura da
infraestrutura e a cerâmica de recobrimento
– Mistura e processamento em conjunto com outras cerâmicas
dentárias
– Estratificação de ligas odontológicas for do intervalo
estipulado de CETL
– A falta de observação das espessuras mínimas necessárias do
conector e da infraestrutura
– Uso de IPS Shade, IPS Shade V e IPS Stains-P durante o
procedimento de estratificação (p.ex., Entre as camadas de
dentina e incisal).
– Mistura dos materiais em forma de pó com os materiais em
forma de pasta
Efeitos colaterais
Se os pacientes são conhecidos por serem alérgicos a qualquer
um dos componentes do material, as restaurações IPS Classic não
devem ser usadas.
Observação importante
Os fornos cerâmicos de outros fabricantes podem apresentar
mecanismos de abertura diferentes dos fornos da Ivoclar
Vivadent. Além disto, as condições de queima também podem
ser diferentes. Não se esqueça de levar em conta estas variações
das condições de queima, quando estiver trabalhando com a
IPS Classic.
Advertência
Os acabamentos das restaurações de cerâmica produzem pó,
como resultado dos desgastes efetuados. Evitar a inalação do pó.
Usar equipamento de sucção ou máscaras protetoras.
Contra-indicações
– Se os pacientes são conhecidos por serem alérgicos a algum
dos ingredientes, o material não deve ser usado
- Bruxismo
- Recobrimento de infraestruturas de titânio e de óxido de
zircônio
- Qualquer outra utilização não listada nas indicações
5
Page 6

Composition Composición Composição
– Ceramic materials
SiO2: 40 – 65 wt. %
Additional contents are: Al
BaO, CaO, CeO
, SnO2, TiO2, ZrO2 and pigments
P
2O5
Opaquer pastes and glazing materials
–
, K2O, MgO, Na2O,
2
2O3
, B2O3,
contain ceramic material and 25–40 %
glycols
– IPS Classic Powder Opaquer Liquid
Components: Water, glycol, acetic acid,
additive
– IPS Classic Build-Up Liquid N, S, L
Components: Water, butandiol and
chloride
– IPS Classic Margin Build-Up Liquid
Components: Water and cellulose
derivative
– IPS Classic Glaze and Stain Liquid
Components: Ethylene glycol
– IPS Model Sealer
Components: Ethyl acetate, nitro-
cellulose, softener
– IPS Ceramic Separating Liquid
Components: Paraffin oil
– IPS Margin Liquid
Components: Wax dissolved in hexane
– IPS Margin Sealer
Components: Ethyl acetate, nitrocellulose, softener
Masas de cerámica
–
40–65 % en peso de SiO
Además contiene: Al2O3, B2O3, BaO,
, K2O, MgO, Na2O, P2O5,
CaO, CeO
2
, TiO2, ZrO2 y pigmentos
SnO
2
El opaquer en pasta y las pastas de
–
glaseado
contienen además 25–40 % glicoles
– IPS Classic Powder Opaquer Liquid
Componentes: Agua, glicoles, ácido
acético, aditivos
– IPS Classic liquido de modelar N, S, L
Componentes: agua, butandiol y
cloruro
– IPS Classic Margin liquido de modelar
Componentes: Agua y derivados de la
celulosa
– IPS Classic líquido de glasear y
maquillaje
Componentes: etilenoglycol
– IPS Model Sealer
Componentes: acetato de etilo,
plastificante y micro-celulosa
– IPS Ceramic Separating Liquid
Componentes: aceite de parafina
– IPS Margin Liquid
Componentes: Cera disuelta en hexano
– IPS Margin Sealer
Componentes: Acetato de etilo, nitrocelulosa, suavizante
Materiais Cerâmicos
–
2
SiO2: 40–65 % em peso
Os constituintes adicionais são: Al
, BaO, CaO, CeO2, K2O, MgO,
B
2O3
O, P2O5, SnO2, TiO2, ZrO2 e
Na
2
pigmentos
Pastas Opaquer e materiais de Glaze
–
2O3
,
contêm material cerâmico e 25–40 %
de glicóis
– IPS Classic Powder Opaquer Liquid
Componentes: Água, glicol, ácido
acético, aditivo
– IPS Classic Build-Up Liquid N, S, L
Componentes: Água, butanodiol e
cloreto
– IPS Classic Margin Build-Up Liquid
Componentes: Água e derivado de
celulose
– IPS Classic Glaze and Stain Liquid
Componente: Etilenoglicol
– IPS Model Sealer
Componentes: Acetato de etila,
nitrocelulose e amolecedor
– IPS Ceramic Separating Liquid
Componente: Óleo de parafina
– IPS Margin Liquid
Componentes: Cera dissolvida em
hexano
– IPS Margin Sealer
Componentes: Acetato de etila,
nitrocelulose e amolecedor
Warning
– Hexane is highly flammable and
detrimental to health. Avoid contact of
the material with skin and eyes. Do not
inhale vapours. Keep away from
sources of ignition.
Storage
– Protect material in powder form from
moisture
– Store material in paste and liquid form
at 2 – 28°C/36 – 82°F
Note: Protect liquids from
sunlight and heat!
6
Avisos
– El hexano es altamente inflamable y
perjudicial para la salud. Evite el
contacto del material con la piel y ojos.
No inhale los vapores. Manténgalo
alejado de fuentes de ignición.
Almacenamiento
– Proteger las masas en polvo de la
humedad
– Almacenar las masas en pasta y los
líquidos a 2 – 28°C
Atención: Proteger los
líquidos de la luz solar y
del calo!
Advertência
– Hexano é altamente inflamável e
prejudicial à saúde. Evitar o contato do
material com a pele e com os olhos.
Não inalar os vapores. Manter
afastado de fontes de ignição.
Armazenamento
– O material em forma de pó deve ser
protegido da umidade
– O material em forma de pasta e líquido
deve ser conservado na 2 – 28°C
Nota: Proteger os líquidos
da luz solar e do calor !
Page 7

Layering diagram | Esquema de estratificación |
Diagrama de estratificação
A–D
7
Page 8
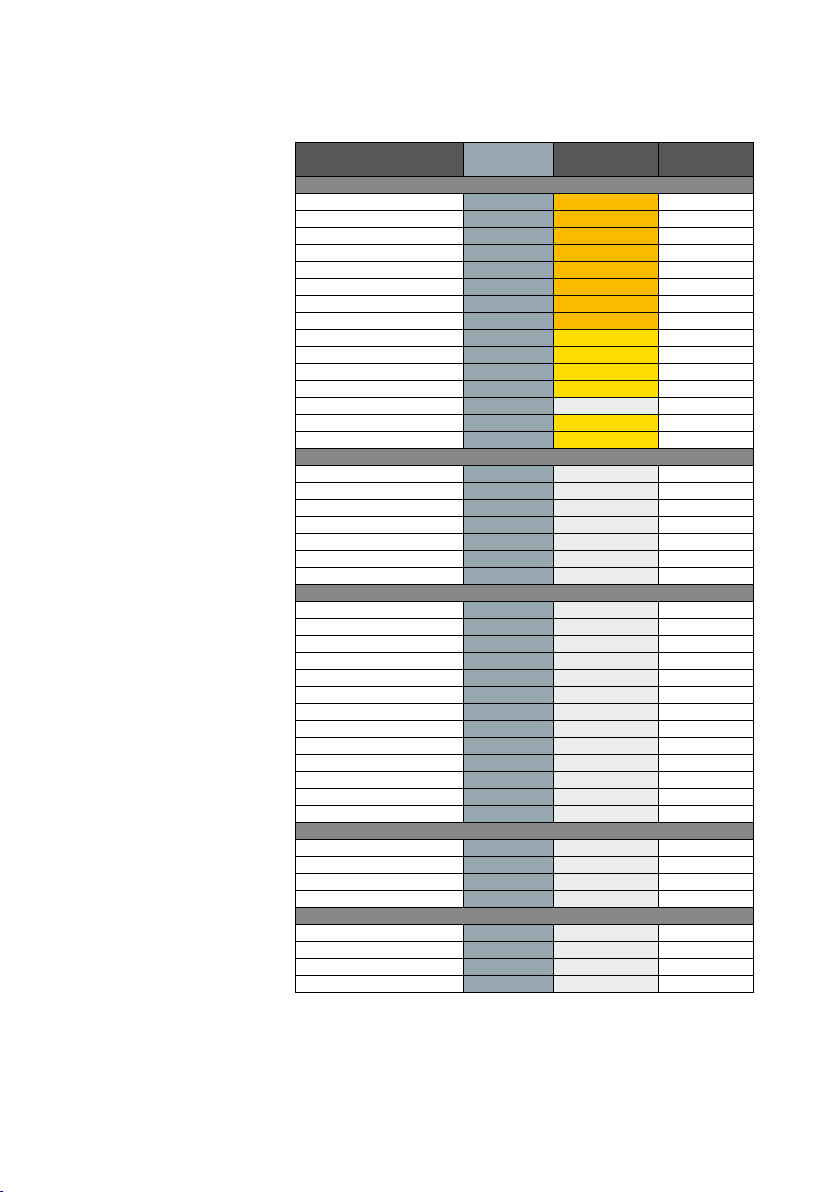
Alloys | Aleaciones | Ligas metálicas
The compatibility of the following alloys
and IPS Classic have been thoroughly
tested.
Las siguientes aleaciones Ivoclar Vivadent
fueron testadas para comprobar la
compatibilidad con IPS Classic.
A compatibilidade entre as seguintes
ligas metálicas e as cerâmicas IPS Classic
foi completamente testada.
Alloy | Aleación | Liga IPS Classic
High gold |
Brite Gold
Brite Gold XH
Golden Ceramic
Callisto 86
Aquarius Hard
Aquarius
d.SIGN 98
Callisto 84
Y
Aquarius XH
Y-2
Y-Lite
Sagittarius
Y-1
d.SIGN 96
Reduced gold |
d.SIGN 91
W
W-5
Lodestar
W-3
Leo
W-2
Palladium content |
Spartan Plus
Spartan
Capricorn
d.SIGN 84
Protocol
Callisto 75 Pd
Aries
d.SIGN 67
d.SIGN 59
d.SIGN 53
W-1
Capricorn 15
Callisto CPG
Implant alloys |
Callisto Implant 78
Callisto Implant 33
IS-64
Callisto Implant 60
Free of precious metals |
Colado NC
4all
d.SIGN 30
Colado CC
Alto contenido en oro
| Alto conteúdo de ouro
Bajo contenido en oro
Contenido en paladio
Aleaciones de implantes
Sin metales preciosos
*
✓
*
✓
*
✓
✓
*
✓
*
✓
*
✓
✓
✓
✓
*
✓
✓
✓
*
✓
✓
| Baixo conteúdo de ouro
✓
✓
✓
✓
✓
✓
✓
| Conteúdo de paládio
✓
✓
✓
✓
✓
✓
✓
✓
*
✓
**
✓
*
✓
✓
✓
| Ligas de implantes
✓
✓
**
✓
**
✓
✓
✓
**
✓
**
✓
Colour / Color
Cor
25–500°C
rich yellow 14.8
rich yellow 14.4
rich yellow 14.6
rich yellow 14.4
rich yellow 14.5
rich yellow 14.6
rich yellow 14.3
rich yellow 14.3
yellow 14.6
yellow 14.1
yellow 15.0
yellow 13.9
white 14.0
yellow 14.8
yellow 14.3
white 14.2
white 14.2
white 14.0
white 14.1
white 13.9
white 13.9
white 14.2
white 14.3
white 14.2
white 14.1
white 13.8
white 13.8
white 13.9
white 14.7
white 13.9
white 14.5
white 14.8
white 15.2
white 14.3
white 14.2
white 13.9
white 14.0
white 14.8
white 14.5
| Livre de metais preciosos
white 14.0
white 13.8
white 14.5
white 14.2
CTE
* Cooling to | Enfriamiento | Esfriamento 800 °C / 1472 °F
** Cooling to | Enfriaimento | Esfriamento 700 °C / 1292 °F
The product range may vary from country to country.
La gama de materiales pueden diferir en función del país.
O sortimento dos produtos pode variar, conforme o país.
8
Page 9

13.8 14.5 15.2
(25–500°C/ 77–932°F) (25–500°C/ 77–932°F) (25–500C/ 77–932°F)
Normal cooling Long-term cooling
Enfriamiento normal
Esfriamento normal Esfriamento lento
Enfriamiento lento
Important
– If the minimum requirements cannot
be observed, cooling to *800 °C, or
**700 °C (depending on the alloy
type), is required in conjunction with
all main firings and glaze firings.
– With ceramic layer thicknesses of over
1.5 mm up to max. 2.5 mm, as well as
with voluminous restorations (e.g.
implant-retained reconstructions) in
combination with high gold and base
metal alloys, cooling to *800 °C or **
700 °C must be conducted. This also
applies to soldered restorations.
Importante
– Si no se pueden cumplir los requisitos
mínimos, con todas la cocciones
principales y de glaseado se requiere
un enfriamiento a *800º C ó *700º C
(dependiendo del tipo de aleación).
– Con grosores de capa de cerámica de
más de 1.5 mm hasta un máximo de
2.5 mm, así como con
restauraciones voluminosas (p. ej.
reconstrucciones sobre implantes) en
combinación con aleaciones con alto
contenido de oro y aleaciones de metal
base, se debe realizar el enfriamiento a
*800º C ó *700º C, lo que también se
aplica a restauraciones soldadas.
Importante
– Se os requisitos mínimos não puderem
ser observados, é necessário o
resfriamento para * 800 ° C, ou **
700 ° C (dependendo do tipo de liga),
é necessário em conjunto com todas
as queimas principais e queimas de
glaze.
– Camadas de cerâmica com espessuras
de 1,5 mm até no máx. 2,5 mm, bem
como com restaurações volumosas
(por exemplo, reconstruções implantosuportadas) em combinação com ligas
alto teor de ouro e ligas metálicas
básicas, o resfriamento a 800 ° C * ou
** 700 ° C deve ser conduzido. Isto
também aplica-se a restaurações
soldadas.
9
Page 10

Framework design | Modelado de la estructura |
Configuração da estrutura metálica
Functional support of the veneering ceramic | Apoyo funcional para la cerámica |
Suporte funcional do revestimento cerâmico
correct | correcto | correto
Anterior Crowns |
Coroas anteriores
Coronas anteriores |
Premolar Crowns |
Coroas em pré-molares
Coronas para premolares |
Molar Crowns |
Coroas em molares
Coronas para molares |
Framework stability | Estabilidad de la estructura | Estabilidade da estrutura
Single connector width
= single stability
Regular anchura del
conector
= regular estabilidad
Conexão de largura
simples
= estabilidade simples
Double the
connector width
= double the stability
Doble anchura del
conector
= doble estabilidad
Conexão de largura
dobrada
= resistência dobrada
Framework design for bridges | Modelado de la estructura para puentes |
Conformação da estrutura para pontes
correct | correcto | correto
correct | correcto | correto
wrong | incorrecto | incorreto
Double the connector
height at single width =
eightfold the stability
Doble altura del
conector con anchura
sencilla
= óctuple estabilidad
Conexão de altura
dobrada e de largura
simples = resistência
octuplicada
wrong | incorrecto | incorreto
10
Page 11

Instructions for Use
FRAMEWORK DESIGN
for
met al
-
cer am i c
res to r at i o ns
Manual
Starting situation
Fabricate a master model or a model with detachable segments
on the basis of the impression in the usual manner. It is advisable
to apply a sealer to harden the surface and to protect the die.
The application of a sealer must not cause any changes in the
dimensions of the die. After that, a spacer may be applied in the
usual manner.
Fabricating the framework
When fabricating the framework, make sure that the minimum
wall thickness after finishing is 0.3 mm for single crowns and 0.5
mm for bridge abutments. These dimensions are the prerequisite
for the stability of the metal framework and the durable bond
between the metal and ceramic material. If the stipulated
framework and connector dimensions are not observed, the
resulting stress within the material will lead to delamination of
the ceramic material and distortion of the framework.
Recommended procedure
1. Complete modelling of the anatomical tooth shape
2. Reduce to make room for the veneering materials
3. Waxing of the contact points and connector areas
4. Checking the occlusal and proximal contact points
Contouring
The framework reflects the reduced anatomical tooth shape
(functional support of the veneering ceramic). In this way, the
ceramic material may be applied in even layers and is adequately
supported. For that purpose, the properties of the different alloys
(e.g. firing stability) must be taken into consideration.
– Undersized metal frameworks result in increased shrinkage of
the veneering ceramic and require additional corrective firings.
– If the metal framework is too small, the
veneering ceramic is not adequately supported, which may
lead to cracks and delamination,
particularly in very thick ceramic layers.
Finishing the metal framework
The cast metal framework is finished using tungsten carbide
metal burs or ceramic-bonded grinding instruments. The marginal
area of the framework is reduced up to the inner edge of the
chamfer or shoulder preparation (labial or circular) to make room
for the ceramic shoulder.
– Use reduced pressure when working with softer alloys.
– Work in one direction only to avoid overlapping and inclusions
in the metal surface.
– Do not use diamond grinding instruments. Diamond particles
may be trapped in the alloy and cause bubbles in the ceramic
material during firing.
Oxide firing
After grinding, carefully blast the framework with Al2O3
50 – 100 μm. The required pressure is 1.5 – 2.0 bar.
– Use only disposable, pure Al
– Observe the Instructions for Use of the alloy manufacturer.
Blasting improves the mechanical bond. It results in the object
surface being roughened and considerably enlarged. In order to
prevent inclusions of blasting medium residue in the ceramic, we
recommend blasting the alloys with the indicated pressure while
keeping the nozzle at a flat angle to the object surface. A
contaminated metal surface may result in the formation of
bubbles during ceramic firing. When finishing the frameworks,
the instructions of the alloy manufacturer must be observed at all
times. Oxidation is carried out according to the instructions of the
alloy manufacturer.
Schematic diagram of the
blasting direction
Correct angle
for blasting the alloy
surface
Before the oxidation firing, clean the metal framework using a
brush under running water. Then, thoroughly clean it with steam
or in the ultrasonic cleaner. Allow the framework to dry after
cleaning. Oxidize the framework according to the instructions
given by the alloy manufacturer. Provide ample support for the
framework on the firing tray. This is particularly important for
long-span bridges. After oxidation, carefully check the framework
for porosity or irregular oxide layer. Refinish and reoxidize if
necessary.
Please refer to the “Framework Design
Guidelines for Metal-Ceramic
Restorations” for additional
information on framework design.
They can be ordered from your
Ivoclar Vivadent contact address.
to blast the alloy surface.
2O3
11
Page 12

Manipulación
FRAMEWORK DESIGN
for
met al
-
cer am i c
res to r at i o ns
Manual
Situación inicial
Con la ayuda de la impresión se realiza, como base de trabajo,
un modelo maestro o un modelo individualizado. Se recomienda
aplicar un sellador para endurecer la superficie y para proteger el
muñón de yeso (p.ej. Magidur de la Empresa Benzer Dental,
Zürich). La aplicación del sellador no debe provocar un aumento
grande del muñón de yeso. A con-tinuación, según costumbre de
trabajo, se puede aplicar una laca espaciadora.
Modelado de la estructura
Al confeccionar la estructura debe tenerse en cuenta que las
coronas individuales no tengan menos de 0,3 mm de grosor y los
pilares de los puentes de 0,5 mm una vez repasadas. Ello es
imprescindible para garantizar la estabilidad de la estructura, así
como para una unión duradera entre el metal y la cerámica. Si no
se mantienen los grosores de la estructura y de los conectores,
puede provocar tensiones, desprendimientos y deformaciones de
la estructura.
Procedimiento recomendado
1. Modelado total de la forma anatómica del diente
2. Reducción para aplicar el material de blindaje
3. Modelado de los puntos de contacto y de los conectores
4. Control de los puntos oclusales e interproximales
Modelado
La estructura reproduce la forma más pequeña de los dientes.
Así se puede aplicar la masa de cerámica en grosores
homogéneos y tendrá el suficiente apoyo. Es imprescindible tener
en cuenta los requisitos de cada una de las aleaciones (p.e.
estabilidad de cocción).
– Estructuras metálicas infradimensionadas provocan una mayor
contracción de la cerámica y exigen cocciones de corrección
adicionales.
– Con estructuras metálicas infradimensionadas la cerámica no
tiene suficiente apoyo, lo cual puede provocar, en caso de
capas de cerámica gruesas desprendimientos y
fracturas.
Acabado de la estructura metálica
Para acabar la estructura metálica colada se utilizan fresas de
tungsteno o instrumentos de repasar aglutinados con cerámica.
Para la aplicación del hombro de cerámica (labial o circular) se
reduce el borde la estructura hasta el borde interno de la
preparación.
– Con aleaciones blandas se recomienda trabajar con una
reducida presión.
– Para evitar los solapamientos e inclusiones,
trabajar la superficie metálica siempre en una misma dirección.
– No utilizar instrumentos diamantados. Las
partículas de diamante pueden adherirse a la
aleación y durante la cocción provocar burbujas en la cerámica
Cocción de oxidación
Después de repasar la estructura, arenar con precaución con
50 – 100 μm. La presión para las aleaciones es de
Al
2O3
1,5 – 2 bar.
– Para arenar la superficie de la aleación utilizar exclusivamente
puro como material de arenar de un solo uso.
Al
2O3
– Consulte las instrucciones de uso del fabricante de la aleación
utilizada.
El arenado mejora la adhesión mecánica. Con ello se crean
rugosidades en la superficie de la pieza. Para evitar inclusiones
de material de arenado, recomendamos arenar la aleación con la
presión indicada y utilizar la tobera con un ángulo de trabajo
según se aprecia en la figura. Una superficie metálica contaminada puede provocar la formación de burbujas durante la
cocción de la cerámica. Durante el acondicionamiento de la
estructura es imprescindible seguir las instrucciones del fabricante
de la aleación. Realizar la oxidación según indicaciones del
fabricante de la aleación utilizada.
Esquema de la
dirección de arenado
Ángulo correcto
para arenar la superficie de la
aleación
Antes de seguir manipulando la estructura metálica (cocción de
oxidación), cepillar bajo agua corriente y limpiar a fondo con
vapor de agua o en baño de ultrasonido. Una vez limpia la
estructura, dejar secar. Oxidar la aleación según los parámetros
dados por el fabricante de la aleación. Apoyar bien la estructura
sobre la plataforma, especialmente en estructuras de tramo
largo. Después de la oxidación controlar posibles porosidades u
oxidación irregular de la estructura y, en caso necesario, repetir
la operación.
Para una mayor información sobre el
diseño de estructuras, por favor,
consulte “Pautas para el di-seño de
estructuras para restauraciones de
cerámica sobre metal”, que puede
solicitar a su dirección de contacto
de Ivoclar Vivadent.
12
Page 13

Instruções de Uso
FRAMEWORK DESIGN
for
met al
-
cer am i c
res to r at i o ns
Manual
Situação inicial
Da maneira usual, fabricar um modelo mestre ou um modelo com
segmentos destacáveis (troquéis), a partir da moldagem efetuada.
É aconselhável aplicar um selador para endurecer a superfície e
proteger o troquel de gesso. A aplicação do selador não deve
provocar qualquer alteração nas dimensões do troquel. A seguir,
um espaçador pode ser aplicado da maneira habitual.
Elaborando a estrutura
Quando elaborar a estrutura, observar as espessuras mínimas de
0,3 mm para coroas unitárias e de 0,5 mm para pilares de
pontes. Estas dimensões são os pré-requisitos básicos para a
estabilidade da estrutura metálica e para a duradoura ligação
entre metal e material cerâmico. Quando as estipuladas
dimensões para a estrutura e para a conexão não foram
obedecidas, tensões internas, promovidas nos materiais, podem
causar delaminação do material cerâmico e distorção da estrutura
metálica.
Procedimentos recomendados
1. Completa modelagem da forma anatômica do dente
2. Redução, para abrir espaço para materiais de revestimento
3. Ceroplastia dos pontos de contacto e das áreas de conexão
4. Checagem dos pontos de contacto oclusais e proximais
Ceroplastia
A estrutura reflete a reduzida forma anatômica do dente (ver
suporte funcional do revestimento cerâmico). Deste modo, o
material cerâmico deve ser aplicado em camadas uniformes, que
devem ser suportadas de modo adequado. Neste sentido, as
propriedades das diferentes ligas metálicas usadas (p.ex.,
estabilidade de queima) devem ser consideradas.
– Estruturas metálicas menores promovem aumento da
contração do revestimento cerâmico e exigem queimas de
correção adicionais.
– Se a estrutura metálica for muito pequena, o revestimento
cerâmico não pode ser adequadamente suportado, e isto pode
conduzir a delaminação e fraturas, particularmente em
camadas muito finas de cerâmica
Acabando a estrutura metálica
A estrutura metálica fundida é acabada com brocas de carboneto
de tungstênio ou instrumentos cerâmicos de desgaste. A área
marginal da estrutura deve ser reduzida na extremidade interna
do chanfro (ou do ombro) do preparo efetuado (vestibular ou
circular) para abrir espaço para o ombro cerâmico.
– Usar pressão reduzida quando trabalhar com ligas moles.
– Trabalhar somente em uma direção, para evitar imbricação e
inclusões na superfície do metal.
– Não usar instrumentos de diamante para desgaste. Partículas
de diamante podem ser retidas pelo metal e causar bolhas no
material cerâmico, durante a queima.
Queima de Oxidação
Após o acabamento, jatear, de modo cuidadoso, a estrutura, com
50 – 100 μm. A pressão exigida é de 1,5 – 2,0 bar.
Al
2O3
– Usar somente Al
metálica.
– Observar as Instruções de Uso do fabricante da liga metálica
que está sendo empregada
O jateamento incrementa a ligação mecânica. Esta é promovida
na superfície asperizada, com rugosidades e, portanto,
aumentada de modo considerável. Para evitar inclusão de
resíduos do sistema de jateamento na cerâmica, recomenda-se
jatear as ligas metálicas com a indicada pressão, mantendo o
bocal de emissão do jato em relação de ângulo plano com a
superfície metálica. A superfície metálica contaminada pode
causar a formação de bo-lhas, durante a queima da cerâmica.
Durante todo o processo de acabamento, sempre observar as
instruções dos fabricantes das ligas metálicas. A Oxidação deve
ser conduzida de acordo com as instruções dos fabricantes das
respectivas ligas metálicas.
Diagrama esquemático sobre
a direção do jateamento
Ângulo correto
para jatear a superfície metálica
Antes efetuar a queima de Oxidação, lavar a estrutura metálica,
usando escova e água corrente. A seguir, limpar completamente
com vapor ou no banho de ultra-som. Após a limpeza, esperar a
estrutura secar. Em seguida, oxidar a estrutura, de acordo com as
instruções do fabricante da liga metálica. Providenciar, para a
estrutura, um adequado suporte sobre a bandeja de queima. Isto
é particularmente importante para as pontes extensas. Após a
Oxidação, checar a possível existência de porosidades ou
irregularidades na camada de oxidação. Se for necessário, refazer
o acabamento e repetir a queima de oxidação.
Por favor, consultar os “Framework
Design Guidelines for Metal-Ceramic
Restorations” para informações
complementares sobre o design da
infraestrutura. Eles podem ser
requisitados a partir do seu
endereço de contato Ivoclar Vivadent.
puro e descartável, para jatear a superfície
2O3
13
Page 14

Step-by-step
Paste Opaquer
1st opaquer firing (wash firing) (Paste Opaquer) |
Primeira queima de Opaco (queima “wash”) (Opaco em pasta)
1ª Cocción de opaquer (Wash
Apply the first opaquer layer (wash) thinly using a brush.
Aplicar la primera capa de opaquer (Wash) con un pincel.
Com um pincel, aplicar a primeira e fina camada da pasta Opaquer.
) (opaquer en pasta) |
2nd opaquer firing (Paste Opaquer) |
Segunda cocción de opaquer
Segunda queima de Opaco (Opaco em pasta)
T
°C/°FB°C/°FSmin
980/
403/
1796
757
t
minV°C/°FV°C/°F
80/
144
H
550/
1022
979/
1794
1
°C/min/
°F/min
6
(opaquer en pasta) |
Apply the 2nd opaquer layer so that it covers the entire framework.
The fired opaquer should have a silky-mat appearance (egg-shell
gloss).
Aplicar la 2ª capa de opaquer totalmente y de forma que cubra bien.
El opaquer cocido debe presentar un brillo sedoso mate (brillo de la
cáscara de huevo).
Aplicar a segunda camada da pasta Opaquer, de tal maneira que seja
alcançado o total recobrimento da estrutura metálica. O Opaco
queimado deve exibir aparência de tapete de seda (brilho de casca de
ovo).
T
°C/°FB°C/°FSmin
970/
403/
1778
757
t
144
80/
H
minV°C/°FV°C/°F
550/
1022
969
1776
1
°C/min/
°F/min
6
14
Page 15

Powder Opaquer
1st opaquer firing (wash firing) (Powder Opaquer) |
Primeira queima de Opaco (queima “wash”) (Opaco em pasta)
1ª Cocción de opaquer (Wash
Mix the powder opaquer thoroughly with the Powder Opaquer Liquid
and apply the first opaquer layer (wash) thinly using a brush.
Mezcle el polvo del opaquer con el Powder Opaquer Liquid hasta que
haya alcanzado la consistencia deseada
opaquer (Wash) con un pincel.
Misturar completamente o pó de opaco com o Powder Opaquer
Liquid e aplicar a primeira e fina camada da pasta Opaquer com um
pincel.
) (polvo opaquer) |
aplicar la primera capa de
2nd opaquer firing (Powder Opaquer) |
Segunda cocción de opaquer
Segunda queima de Opaco (Opaco em pasta)
T
°C/°FB°C/°FSmin
960/
403/
1760
757
t
100/
180
H
minV°C/°FV°C/°F
450/
842
959/
1758
2
°C/min/
°F/min
4
(polvo opaquer) |
Apply the 2nd opaquer layer evenly in such a way that the metal
framework is entirely covered with oqaquer. The fired opaquer should
have a silky-mat appearance (egg-shell gloss).
Aplicar la 2ª capa de opaquer totalmente y de forma que cubra bien.
El opaquer cocido debe presentar un brillo sedoso mate (brillo de la
cáscara de huevo).
Aplicar a segunda camada da pasta Opaquer, de tal maneira que seja
alcançado o total recobrimento da estrutura metálica. O Opaco
queimado deve exibir aparência de tapete de seda (brilho de casca de
ovo).
T
°C/°FB°C/°FSmin
960/
403/
1760
757
t
100/
180
H
minV°C/°FV°C/°F
450/
842
959/
1758
2
°C/min/
°F/min
4
15
Page 16

The IPS Classic V Powder Opaquer and Powder Opaquer Liquid are
ideally suitable for the application with conventional spray-on
techniques. Mix the powder opaquer to a thin consistency,
depending on the spray-on system used. Observe the instructions of
the manufacturer of the spray-on systems.
El IPS Classic V Powder Opaquer y Powder Opaquer Liquid está
idealmente indicado para la aplicación con técnicas de spray
convencional. Mezcle el polvo opaquer con una delgada consistencia, dependiendo del sistema de spray utilizado.
Consulte las instrucciones de uso del fabricante del sistema de spray.
O IPS Classic V Powder Opaquer e o Powder Opaquer Liquid são ideais para a aplicação com as técnicas de spray-on
convencionais. Misturar o pó opaco para uma consistência fina, dependendo do sistema em spray usado. Observar as
instruções do fabricante dos sistemas de spray-on.
Important
• Usedistilledwatertorewetthemixedorthealreadyappliedpowderopaquer.
• Thefiringtraywiththeopaquerizedmetalframeworkshouldonlybeplacedinthefiringchamberand
removed from it once the furnace head is completely open and the beeper has sounded.
Importante
• Usaraguadestiladapararehumedecerlamezclaoelpolvoopaqueryaaplicado.
• Labandejadecocciónconlaestructurametálicaopaquerizadadebecolocarseyretirarseenlacámarade
cocción una vez que la cabeza esté completamente abierta y haya sonado la señal acústica.
Importante
• Utilizaráguadestiladaparaumedeceramisturaouoopacoempójáaplicado.
•Abandejadequeimacomainfraestruturametálicacomoopacoaplicadosódevemsercolocadosnacâmara
de queima e retirados da mesma uma vez que a tampa do forno esteja completamente aberta e o sinal sonoro
tenha soado.
Important
IPS Classic V Powder Opaquer
Alloys (CTE of approx. 13.8 to 15.2 x 10
-6
/K at 25-500 °C) with a solidus point of ≥ 1080 °C are suitable for opaquerizing with the
powder opaquer at a firing temperature of 960 °C.
Importante
IPS Classic V Powder Opaquer
Las aleaciones (CTE de aprox. 13.8 a 15.2 x 10-6/K a 25-500 °C) con un punto de solidez ≥ 1080 °C están indicadas para
opaquerizarse con el polvo opaquer a una temperatura de cocción de 960 °C.
Importante
IPS Classic V Powder Opaquer
Ligas (CETL de aproximadamente 13,8–15,2 x 10
-6
/ K. Entre 25–500 ° C) com um ponto de solidificação de ≥ 1080 ° C são
adequados para aplicação de opaco com o opaco em pó a uma temperatura de queima de 960 ° C.
16
Page 17

1st dentin and incisal firing /
Primera cocción de dentina e incisal
Layered IPS Classic Dentin material, where the mamelon shape is only
outlined then, Incisal material is applied in small portions and the
anatomical shape is completed by means of over-contouring.
Estratificación de IPS Classic dentina. La forma de los mamelones está
marcada en la dentina y seguidamente aplicar pequeñas cantidades
de masas incisales para completar la forma anatómica con
sobrecontorno.
Estratificação do material IPS Classic Dentin, onde a forma Mamelon
está somente delineada para, em seguida, receber a aplicação, em
pequenas porções, do material Incisal completando a forma
anatômica do dente, por intermédio de um sobre-contôrno.
/ Primeira queima de Dentina e Incisal
T
°C/°FB°C/°FSmin
920/
403/
1688
757
t
minV°C/°FV°C/°F
60/
108
H
580
1076
919
1686
1
°C/min/
°F/min
4
Once the contact points have been provided, the bridge restorations
are separated in the interdental spaces down to the opaquer using a
sharp instrument (e.g. thin scalpel, razor blade).
En restauraciones de puentes una vez completados los puntos de
contacto se separan los espacios interdentales hasta el opaquer con
instrumentos cortantes (p.ej. un bisturí, una hoja de afeitar)
Uma vez que os pontos de contacto tenham sido confeccionados, as
restaurações de pontes são separadas, nos espaços interdentais, e até
o opaco, à custa de um instrumento de corte (p.ex., bisturi fino,
lâmina de barbear).
17
Page 18

2nd dentin and incisal firing /
Segunda cocción de dentina e incisal
The proximal areas are supplemented with the same materials used
st
dentin and incisal firing and the restoration is adjusted
for the 1
using Incisal material.
Los espacios interdentales se rellenan con las mismas masas que se
utilizaron en la primera cocción de dentina e incisal y la restauración
se corrige con masas incisales.
As áreas proximais são suplementadas com os
mesmos materiais usados na primeira queima de Dentina e Incisal e a
restauração é ajustada, com a utilização dos materiais Incisal.
/ Segunda queima de Dentina e Incisal
Preparing the restoration for glaze firing /
Preparación de la restauración para la cocción de brillo
Preparando a restauração para queima de Glazeamento
T
°C/°FB°C/°FSmin
910
403/
1670
757
t
minV°C/°FV°C/°F
60/
108
H
580
1076
909
1668
1
°C/min/
°F/min
4
/
Providing a true-to-nature surface texture including growth lines and
convex/concave areas.
Preparación de una estructura superficial natural con decrecimiento y
puntos convexos / cóncavos.
Promovendo uma textura superficial natural, incluindo linhas de
desenvolvimento e áreas côncavo/convexas.
18
Page 19

Glaze firing / Cocción de glaseado / Queima de Glazeamento
Apply glazing material in the usual manner using a brush.
Aplicar el glaseado en la forma acostumbrada con un pincel
Usando um pincel, aplicar o material de
glazeamento da maneira habitual
Glaze firing without glaze material
Cocción de glaseado sin masa de glasear
Queima de Glazeamento, sem material de glazeamento
Slightly wet the restoration using IPS Classic Glaze and Stain
liquid and apply shade adjustments and/or individualized
characterizations.
Humectar mínimamente la restauración con IPS Classic Líquido de
glaseado y maquillaje y efectuar las correcciones de color o
caracterizaciones individuales, colocar sobre el portaobjetos de
fibra y cocer.
Umedecer levemente a restauração com o líquido IPS Classic
Glazing and Staining e aplicar os ajustes cromáticos e/ou as
caracterizações individualizadas.
Glaze firing with glaze material
Cocción de glaseado con masa de glasear
Queima de Glazeamento, com material de glazeamento
Remove IPS Classic Glazing material from its container and mix
thoroughly. After that, apply glazing material in the usual manner
using a brush. Avoid pooling or applying too thick of a layer.
Extraer la cantidad necesaria de pasta de glasear IPS Classic y
mezclar. Seguidamente aplicar el maquillaje de la forma
acostumbrada con un pincel. Evitar la aplicación del glaseado en
capa gruesa o muy fluido.
Remover o material IPS Classic Glazing de seu recipiente e
misturar completamente. Em seguida, usando um pincel, aplicar o
material Glaze da maneira habitual. Evitar o acúmulo do material
e a aplicação de camadas muito grossas.
T
°C/°FB°C/°FSmin
920/
403/
1688
757
The result /
El Resultado
°C/min/
°F/min
4
/ O resultado
t
minV°C/°FV°C/°F
60/
108
H
1 0 0
T
°C/°FB°C/°FSmin
900/
1652
Completely fired IPS Classic bridge on the model.
Puente IPSClassic cocido sobre el modelo
Ponte com IPS Classic, completamente queimada, sobre o modelo
403/
757
t
°F/min
60/
108
H
minV°C/°FV°C/°F
1 – 2 0 0
°C/min/
4
19
Page 20

Firing parameters / Parámetros de cocción /
Parâmetros de queima
IPS Classic
Firing parameters for the 1
st
opaquer firing (wash firing)
T
°C/°FB°C/°F Smint °C/°F/minHmin
(paste opaquer) – IPS Classic Opaquer
Parámetros para la primera cocción de opaquer (Wash)
(opaquer en pasta) – IPS Classic Opaquer
980/
1796
Parâmetros de queima para Primeira queima de Opaco
(queima “wash”) (Opaco em pasta) – IPS Classic Opaquer
nd
Firing parameters for the 2
opaquer firing (paste opaquer) –
IPS Classic Opaquer
Parámetros para la segunda cocción de opaquer
)
– IPS Classic Opaquer
en pasta
(
opaquer
970/
1778
Parâmetros de queima para Segunda queima de Opaco
(Opaco em pasta) – IPS Classic Opaquer
st
Firing parameters for the 1
opaquer) – IPS Classic V Powder Opaquer
Parámetros para la 1ª y 2ª cocción de opaquer (polvo
opaquer) – IPS Classic V Powder Opaquer
Parâmetros de queima para a primeira e segunda queima
de opaco (opaco em pó) – IPS Classic V Powder Opaquer
Firing parameters for the 1
Parámetros para la primera cocción de dentina e incisal
Parâmetros de queima para Primeira queima de Dentina e
and 2nd opaquer firing (powder
st
dentin and incisal firing
960/
1760
920/
1688
Incisal
nd
Firing parameters for the 2
Parámetros para la segunda cocción de dentina e incisal
Parâmetros de queima para Segunda queima de Dentina
dentin and incisal firing
910/
1670
e Incisal
Firing parameters for glaze firing without glazing material
Parámetros para la cocción de glaseado sin masa de
glaseado
Parâmetros de queima para queima de Glazeamento, sem
920/
1688
material de glazeamento
Firing parameters for glaze firing with glazing material
Parámetros para la cocción de glaseado con masa de
glaseado
Parâmetros de queima para queima de Glazeamento,
900/
1652
com material de glazeamento
403/
757
403/
757
403/
757
403/
757
403/
757
403/
757
403/
757
V
V
1
°C/°F
979/
1794
969/
1776
959/
1758
919/
1686
909/
1668
2
°C/°F
80/
6
144
80/
6
144
100/
4
180
60/
4
108
60/
4
108
60/
4
108
60/
4
108
550/
1
1022
550/
1
1022
450/
2
842
580/
1
1076
580/
1
1076
1 0 0
1–2 0 0
20
Page 21

– These firing parameters represent standard values applicable to the Programat P310, P510,
P200, P300, P500, P700, PX 1 and EP 3010, EP 5010, EP 5000, EP 600 Combi furnaces from
Ivoclar Vivadent. The temperatures indicated also apply to furnaces of older generations, such
as the P20, P80, P90, P95 and P100. If one of these furnaces is used, however, the temperatures
may deviate by ± 10 °C/50 °F, depending on the age and type of the heating muffle.
– If a non-Ivoclar Vivadent furnace is used, temperature corrections may be necessary.
– Regional differences in the power supply or the operation of several electronic devices on the same
circuit may make adjustments of the firing temperatures necessary.
– Ceramic furnaces of other manufacturers often feature opening mechanisms different from that of
Ivoclar Vivadent furnaces. Therefore, the firing conditions may also differ. Make sure that these varying
firing conditions are taken into account when working with IPS Classic.
– Remember to calibrate your furnace regularly.
– Los parámetros de cocción indicados en esta página son orientativos para los hornos de Ivoclar Vivadent
Programat P310, P510, P200, P300, P500, P700, PX 1 and EP 3010, EP 5010, EP 5000, EP 600 Combi. Para hornos
anteriores, por ejemplo P20, P80, P90, P95, P100 también son valores orientativos, aunque dependiendo del
tiempo que tenga la mufla, la temperatura puede variar.
– En caso de no utilizar un horno de Ivoclar Vivadent, no puede descartarse que no sea necesario realizar ajustes
de temperatura.
– Diferencias regionales en la red eléctrica o el uso de varios aparatos eléctricos en un mismo circuito pueden
hacer que sea necesario ajustar la temperatura de cocción.
– En caso de no utilizar hornos de Ivoclar Vivadent, es necesario tener en cuenta los distintos mecanismos de
cada horno para adaptarlos a las necesidades de cocción de la cerámica. El grado de cocción puede compararse
mediante un control visual de las piezas de cerámica y en base a guías de colores.
– Realizar calibrados periódicos del horno.
– Estes parâmetros representam valores padrões aplicáveis aos fornos Programat P310, P510, P200, P300,
P500, P700, PX 1 and EP 3010, EP 5010, EP 5000, EP 600 Combi da Ivoclar Vivadent. As temperaturas
indicadas também podem ser aplicadas aos fornos mais antigos, como o P20, P80, P90, P95 e P100.
Entretanto, se um destes fornos está sendo usado, as temperaturas podem divergir em + 10 ºC / 50 ºF,
dependendo da idade e do tipo da mufla de aquecimento.
– Ajustes de temperatura podem ser necessários, quando não for utilizado um forno da Ivoclar Vivadent.
– Diferenças regionais no suprimento de força ou na operação de diversos dispositivos
eletrônicos, por intermédio do mesmo circuito, podem tornar necessários ajustes nas temperaturas de
queima.
– Fornos cerâmicos de outros fabricantes apresentam mecanismos de abertura diferentes dos fornos
Ivoclar Vivadent. Além disto, as condições de queima também podem ser diferentes. Assim, é muito
importante levar em conta estas variações das condições de queima, quando trabalhar com a IPS Classic.
– Lembrar de calibrar o forno, de modo regular e periódico.
21
Page 22

basic red,
basic blue
Assortment Materials / Shade groups A B C D Special materials
IPS Classic V Paste + A1 A2 A3 A3.5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4 GO-Gingiva
Powder Opaquer (O)
+ Powder Opaquer (IO)
A–D shades / Colores A–D / Cores A–D
Dentin (D) A1 A2 A3 A3.5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4
Intensive Paste Opaquer IO-A IO-B IO-C IO-A/IO-B IO-white, IO-violet
Incisal (S) S1 S2 S2 S4 S4 S1 S2 S3 S4 S2 S2 S3 S4 S1 S2 S3
Transparent (T) clear, neutral
IPS Opaque Dentin V Opaque Dentin (Op.D.) A1 A2 A3 A3.5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4
IPS Margin V Margin Material (M) A1 A2 A3 A3.5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4
Opaque Dentin (Op.D.) yellow, orange, brown
IPS Impulse Occlusal Dentin (Oc.D.) orange yellow brown orange, yellow
Intensive (M) yellow, orange, brown
Mamelon Mat. (MM) MM1, MM2, MM3, MM4, MM orange
Incisal (S) yellow-grey, grey
Transparent (T) yellow-grey, grey, blue
22
IPS Effect Effeet Material E1 super opal, E2 opal, E3 whitish opal, E4 white opal, E5 red-brown opal
IPS Gingiva Gingiva Material G1, G2, G3, G4, G5
Modifier GM1, GM2, GM3, GM4
IPS Shade V Dentin Stains A1 A2 A3 A3.5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4
Molar Incisal (MS) MS
Incisal Edge Mat. (IS) light yellow, yellow
IPS Stains P Characterization Stains white, orange, bamboo, caramel brown, copper brown, cork brown, mahogany, azure, black basic yellow,
Page 23

23
Page 24

Ivoclar Vivadent – worldwide
Ivoclar Vivadent AG
Bendererstrasse 2
9494 Schaan
Liechtenstein
Tel. +423 235 35 35
Fax +423 235 33 60
www.ivoclarvivadent.com
Ivoclar Vivadent Pty. Ltd.
1 – 5 Overseas Drive
P.O. Box 367
Noble Park, Vic. 3174
Australia
Tel. +61 3 9795 9599
Fax +61 3 9795 9645
www.ivoclarvivadent.com.au
Ivoclar Vivadent GmbH
Tech Gate Vienna
Donau-City-Strasse 1
1220 Wien
Austria
Tel. +43 1 263 191 10
Fax: +43 1 263 191 111
www.ivoclarvivadent.at
Ivoclar Vivadent Ltda.
Alameda Caiapós, 723
Centro Empresarial Tamboré
CEP 06460-110 Barueri – SP
Brazil
Tel. +55 11 2424 7400
Fax +55 11 3466 0840
www.ivoclarvivadent.com.br
Ivoclar Vivadent Inc.
1-6600 Dixie Road
Mississauga, Ontario
L5T 2Y2
Canada
Tel. +1 905 670 8499
Fax +1 905 670 3102
www.ivoclarvivadent.us
Ivoclar Vivadent Shanghai
Trading Co., Ltd.
2/F Building 1, 881 Wuding Road,
Jing An District
200040 Shanghai
China
Tel. +86 21 6032 1657
Fax +86 21 6176 0968
www.ivoclarvivadent.com
Ivoclar Vivadent Marketing Ltd.
Calle 134 No. 7-B-83, Of. 520
Bogotá
Colombia
Tel. +57 1 627 3399
Fax +57 1 633 1663
www.ivoclarvivadent.co
Ivoclar Vivadent SAS
B.P. 118
F-74410 Saint-Jorioz
France
Tel. +33 4 50 88 64 00
Fax +33 4 50 68 91 52
www.ivoclarvivadent.fr
Ivoclar Vivadent GmbH
Dr. Adolf-Schneider-Str. 2
D-73479 Ellwangen, Jagst
Germany
Tel. +49 7961 889 0
Fax +49 7961 6326
www.ivoclarvivadent.de
Wieland Dental + Technik
GmbH & Co. KG
Lindenstrasse 2
75175 Pforzheim
Germany
Tel. +49 7231 3705 0
Fax +49 7231 3579 59
www.wieland-dental.com
Ivoclar Vivadent Marketing (India)
Pvt. Ltd.
503/504 Raheja Plaza
15 B Shah Industrial Estate
Veera Desai Road, Andheri (West)
Mumbai, 400 053
India
Tel. +91 22 2673 0302
Fax +91 22 2673 0301
www.ivoclarvivadent.in
Ivoclar Vivadent s.r.l.
Via Isonzo 67/69
40033 Casalecchio di Reno (BO)
Italy
Tel. +39 051 6113555
Fax +39 051 6113565
www.ivoclarvivadent.it
Ivoclar Vivadent K.K.
1-28-24-4F Hongo
Bunkyo-ku
Tokyo 113-0033
Japan
Tel. +81 3 6903 3535
Fax +81 3 5844 3657
www.ivoclarvivadent.jp
Ivoclar Vivadent Ltd.
12F W-Tower, 1303-37
Seocho-dong, Seocho-gu,
Seoul 137-855
Republic of Korea
Tel. +82 2 536 0714
Fax +82 2 596 0155
www.ivoclarvivadent.co.kr
Ivoclar Vivadent S.A. de C.V.
Av. Insurgentes Sur No. 863,
Piso 14, Col. Napoles
03810 México, D.F.
México
Tel. +52 55 5062 1000
Fax +52 55 5062 1029
www.ivoclarvivadent.com.mx
Ivoclar Vivadent BV
De Fruittuinen 32
2132 NZ Hoofddorp
Netherlands
Tel. +31 23 529 3791
Fax +31 23 555 4504
www.ivoclarvivadent.com
Ivoclar Vivadent Ltd.
12 Omega St, Rosedale
PO Box 303011 North Harbour
Auckland 0751
New Zealand
Tel. +64 9 914 9999
Fax +64 9 914 9990
www.ivoclarvivadent.co.nz
Ivoclar Vivadent Polska Sp. z o.o.
Al. Jana Pawla II 78
00-175 Warszawa
Poland
Tel. +48 22 635 5496
Fax +48 22 635 5469
www.ivoclarvivadent.pl
Ivoclar Vivadent Marketing Ltd.
Prospekt Andropova 18 korp. 6/
office 10-06
115432 Moscow
Russia
Tel. +7 499 418 0300
Fax +7 499 418 0310
www.ivoclarvivadent.ru
Ivoclar Vivadent Marketing Ltd.
Qlaya Main St.
Siricon Building No.14, 2nd Floor
Office No. 204
P.O. Box 300146
Riyadh 11372
Saudi Arabia
Tel. +966 11 293 8345
Fax +966 11 293 8344
www.ivoclarvivadent.com
Ivoclar Vivadent S.L.U.
Carretera de Fuencarral nº24
Portal 1 – Planta Baja
28108-Alcobendas (Madrid)
Spain
Telf. +34 91 375 78 20
Fax: +34 91 375 78 38
www.ivoclarvivadent.es
Ivoclar Vivadent AB
Dalvägen 14
S-169 56 Solna
Sweden
Tel. +46 8 514 939 30
Fax +46 8 514 939 40
www.ivoclarvivadent.se
Ivoclar Vivadent Liaison Office
: Tesvikiye Mahallesi
Sakayik Sokak
Nisantas’ Plaza No:38/2
Kat:5 Daire:24
34021 Sisli – Istanbul
Turkey
Tel. +90 212 343 0802
Fax +90 212 343 0842
www.ivoclarvivadent.com
Ivoclar Vivadent Limited
Ground Floor Compass Building
Feldspar Close
Warrens Business Park
Enderby
Leicester LE19 4SE
United Kingdom
Tel. +44 116 284 7880
Fax +44 116 284 7881
www.ivoclarvivadent.co.uk
Ivoclar Vivadent, Inc.
175 Pineview Drive
Amherst, N.Y. 14228
USA
Tel. +1 800 533 6825
Fax +1 716 691 2285
www.ivoclarvivadent.us
Manufacturer:
Ivoclar Vivadent AG, 9494 Schaan/Liechtenstein
www.ivoclarvivadent.com
Rx only
Date information prepared: 2014-10-28, Rev. 1
These materials have been developed solely for use in dentistry. Processing should be carried out strictly
according to the Instructions for Use. Liability cannot be accepted for damages resulting from failure
to observe the Instructions or the stipulated area of application. The user is responsible for testing the
material for its suitability and use for any purpose not explicitly stated in the Instructions. Descriptions
and data constitute no warranty of attributes.
Printed in Liechtenstein
24
© Ivoclar Vivadent AG, Schaan / Liechtenstein
599589/3spr
 Loading...
Loading...