

Page 1

< Series 0+-MODEL F Plus
参数说明书
© FANUC CORPORATION, 2019
B-64700CM/01
Page 2

·本说明书的任何内容不得以任何方式复制。
·本机的外观及规格如需改良而变更,恕不另行通知。
本说明书中所载的商品,受到日本国《外汇和外国贸易法》的限制。从日本出口该商品时,
可能需要日本国政府的出口许可。
另外,将该商品再出口到其他国家时,应获得再出口该商品的国家的政府许可。此外,某些
商品可能还受到美国政府的再出口法的限制。若要出口或再出口该商品时,请向我公司洽询。
我们试图在本说明书中描述尽可能多的情况。
然而,要在本说明书中注明所有禁止或不能做的事宜,需要占用说明书的大量篇幅,所以本
说明书中没有一一列举。
因此,对于那些在说明书中没有特别指明可以做的事,都应解释为“不可”。
本说明书中记载了本公司商品以外的程序名称及设备名称等,而这些商品都标注了各厂商的
注册商标。
但是,正文中有的地方未明确标注®及TM标记。
Page 3
B-64700CM/01
警告、注意、注
警告、注意、注
警告
用于在错误操作时,有可能会出现使用者死亡或者受重伤等危险的情况。
注意
用于在错误操作时,有可能会出现人员轻伤或中度受伤、物品受损等危险的情况。
注释
用于记述补充说明属警告或者注意以外的事项。
本说明书中,为保障使用者的人身安全及防止机器损坏,特根据安全注意事项的不同程度,正文中分别以“警告”及“注
意”进行标记说明。
此外,补充说明内容以“注释”标记说明。
在使用之前,必须熟读“警告”、“注意”和“注释”所述事项。
※ 请仔细阅读本说明书,并加以妥善保管。
s-1
Page 4

Page 5
B-64700CM/01 前言
前言
适用机型名称
本说明书就下列机型进行描述。
另外,正文中还使用下列简称。
机型名称 简称
FANUC Series 0i–TF Plus 0i –TF Plus
FANUC Series 0i–MF Plus 0i –MF Plus
注
1
为了便于说明,有时会根据运行的路径控制类型不同,按如下描述进行说明。
- 0i-TF Plus :
- 0i-MF Plus :
2
本说明书中描述的某些功能可能在某些机型无法使用。详情请参阅规格说明书(
车床系统(T系列)
加工中心系统(M系列)
Series 0i- MODEL F Plus 的相关说明书
Series 0i-F Plus 的相关说明书如下所示。
*为本说明书。
表 1 相关说明书一览表
说明书名称 规格编号
规格说明书
连接说明书(硬件篇)
连接说明书(功能篇)
操作说明书(车床系统/加工中心系统通用)
操作说明书(车床系统)
操作说明书(加工中心系统)
维修说明书
参数说明书
编程相关说明书
宏程序执行器编程说明书
宏程序编译器编程说明书
C 语言执行器编程说明书
PMC
PMC 编程说明书
网络相关说明书
PROFIBUS-DP 板连接说明书
工业以太网连接说明书
快速以太网/快速数据服务器操作说明书
DeviceNet 板连接说明书
FL-net 板连接说明书
CC-Link 板连接说明书
操作向导功能相关说明书
MANUAL GUIDE i (车床系统/加工中心系统通用)操作说明书
MANUAL GUIDE i (加工中心系统)操作说明书
MANUAL GUIDE i 作业准备支援功能 操作说明书
MANUAL GUIDE 0i 操作说明书
双重安全性检查
双重安全性检查连接说明书
Series 0i–F Plus
B-64692CM)。
B-64692CM
B-64693CM
B-64693CM-1
B-64694CM
B-64694CM-1
B-64694CM-2
B-64695CM
B-64700CM
B-63943EN-2
B-66263EN
B-63943EN-3
B-64513EN
B-63993EN
B-64013EN
B-64014CM
B-64043EN
B-64163EN
B-64463EN
B-63874CM
B-63874CM-2
B-63874CM-1
B-64434CM
B-64483EN-2
Series 0i
*
p-1
Page 6
前言 B-64700CM/01
伺服电机 i/i 系列的相关说明书
伺服电机 i/i 系列的相关说明书如下所示。
表 2 相关说明书一览表
说明书名称 规格编号
FANUC AC 伺服电机 i 系列规格说明书
FANUC AC 伺服电机 i 系列
FANUC AC 伺服电机 i 系列
FANUC 直线电机 LiS 系列
FANUC 同步内置伺服电机 DiS 系列
参数说明书
FANUC AC 主轴电机 i-B / i-B 系列规格说明书
FANUC AC 主轴电机 i/i 系列、
内置主轴电机 Bi 系列
参数说明书
FANUC 伺服放大器 i-B 系列规格说明书
FANUC AC SERVO MOTOR i series / FANUC AC SPINDLE MOTOR i series /
FANUC 伺服放大器 i 系列维修说明书
本说明书主要针对 FANUC 伺服电机i 系列进行描述,而有关其他伺服电机和主轴电机,请另行参阅实际连接的伺服电
机和主轴电机的相应说明书。
B-65262CM
B-65270CM
B-65452CM
B-65280CM
B-65412CM
B-65285CM
p-2
Page 7

B-64700CM/01 目录
目录
警告、注意、注 ............................................................................................................................. s-1
前言 ................................................................................................................................................ p-1
1 参数的显示 ............................................................................................................................... 1
2 参数的设定(通过 MDI 设定) ............................................................................................. 2
3 参数的输入/输出 ...................................................................................................................... 3
3.1 通过 RS-232C 接口输出参数时 .......................................................................................................... 3
3.2 通过 RS-232C 接口输入参数时 .......................................................................................................... 3
3.3 输入输出格式 ....................................................................................................................................... 4
3.3.1 关键词 .................................................................................................................................................. 5
3.3.2 英制/公制切换 ..................................................................................................................................... 5
3.3.3 位型格式 .............................................................................................................................................. 5
3.3.4 位机组型格式 ...................................................................................................................................... 5
3.3.5 位路径型格式 ...................................................................................................................................... 6
3.3.6 位轴型格式 .......................................................................................................................................... 6
3.3.7 位主轴型格式 ...................................................................................................................................... 6
3.3.8 字节/字/2 字型格式 ............................................................................................................................. 7
3.3.9 字节/字/2 字机组型格式 ..................................................................................................................... 7
3.3.10 字节/字/2 字路径型格式 ..................................................................................................................... 7
3.3.11 字节/字/2 字轴型格式 ......................................................................................................................... 8
3.3.12 字节/字/2 字主轴型格式 ..................................................................................................................... 8
3.3.13 实数型格式 .......................................................................................................................................... 8
3.3.14 实数机组型格式 .................................................................................................................................. 9
3.3.15 实数路径型格式 .................................................................................................................................. 9
3.3.16 实数轴型格式 .................................................................................................................................... 10
3.3.17 实数主轴型格式 ................................................................................................................................ 10
3.3.18 记录的开头与结尾 ............................................................................................................................ 11
4 参数的说明 ............................................................................................................................. 12
4.1 输入类型 ............................................................................................................................................. 12
4.2 数据类型 ............................................................................................................................................. 12
4.3 参数的表示法 ..................................................................................................................................... 13
4.4 标准参数设定表 ................................................................................................................................. 14
4.5 与设定相关的参数 ............................................................................................................................. 15
4.6 与 RS-232C 接口相关的参数 ............................................................................................................ 17
4.6.1 各通道通用的参数 ............................................................................................................................ 18
4.6.2 有关通道 1(I/O CHANNEL=0)的参数 ............................................................................................. 21
4.6.3 有关通道 1(I/O CHANNEL=1)的参数 ............................................................................................. 23
4.6.4 有关通道 2(I/O CHANNEL=2)的参数 ............................................................................................. 23
4.7 与 CNC 画面显示功能相关的参数 .................................................................................................. 24
4.8 与以太网/数据服务器功能相关的参数 ............................................................................................ 24
4.9 与 Power Mate CNC 管理器相关的参数 ......................................................................................... 29
4.10 与以太网/工业用以太网相关的参数 ................................................................................................ 29
4.11 与系统配置相关的参数 ..................................................................................................................... 31
4.12 与轴控制/设定单位相关的参数(其 1) ......................................................................................... 33
c-1
Page 8

目录 B-64700CM/01
4.13 与坐标系相关的参数(其 1) .......................................................................................................... 41
4.14 与存储行程检测相关的参数 ............................................................................................................. 48
4.15 与卡盘尾架屏障相关的参数 ............................................................................................................. 53
4.16 进给速度相关参数 ............................................................................................................................. 57
4.17 与加减速控制相关的参数 (其 1) ................................................................................................. 67
4.18 与伺服相关的参数(其 1) .............................................................................................................. 84
4.19 与 DI/DO 相关的参数(其 1) ....................................................................................................... 113
4.20 与显示和编辑相关的参数(其 1) ................................................................................................ 121
4.21 与程序相关的参数(其 1) ............................................................................................................ 149
4.22 与螺距误差补偿相关的参数 ........................................................................................................... 161
4.23 与主轴控制相关的参数 ................................................................................................................... 166
4.24 与刀具偏置相关的参数(其 1) .................................................................................................... 205
4.25 与固定循环相关的参数 ................................................................................................................... 221
4.25.1 与钻孔固定循环相关的参数(其 1) ............................................................................................ 221
4.25.2 与螺纹切削循环相关的参数 ........................................................................................................... 230
4.25.3 与复合型固定循环相关的参数 ....................................................................................................... 231
4.25.4 与钻孔固定循环相关的参数(其 2) ............................................................................................ 234
4.25.5 与磨削用固定循环(磨床用)相关的参数(其 1) .................................................................... 239
4.26 与刚性攻丝相关的参数 ................................................................................................................... 241
4.27 与缩放/坐标旋转相关的参数 .......................................................................................................... 255
4.28 与单向定位相关的参数 ................................................................................................................... 257
4.29 与极坐标插补相关的参数 ............................................................................................................... 257
4.30 与法线方向控制相关的参数 ........................................................................................................... 259
4.31 与分度台分度相关的参数 ............................................................................................................... 260
4.32 与柔性同步控制相关的参数(其 1) ............................................................................................ 263
4.33 与直线度补偿相关的参数(其 1) ................................................................................................ 267
4.34 与斜度补偿相关的参数 ................................................................................................................... 270
4.35 与自定义宏相关的参数 ................................................................................................................... 271
4.36 与模式数据输入相关的参数 ........................................................................................................... 291
4.37 与基于最佳加速度的定位相关的参数 ........................................................................................... 291
4.38 与跳转功能相关的参数 ................................................................................................................... 294
4.39 与外部数据输入相关的参数 ........................................................................................................... 302
4.40 与手动手轮回退相关的参数(其 1) ............................................................................................ 303
4.41 与图形功能相关的参数(其 1) .................................................................................................... 309
4.42 与画面显示颜色相关的参数(其 1) ............................................................................................ 311
4.43 与运行时间、零件数显示相关的参数 ........................................................................................... 312
4.44 与刀具管理功能相关的参数(其 1) ............................................................................................ 315
4.45 与刀具寿命管理相关的参数(其 1) ............................................................................................ 315
4.46 与位置开关功能相关的参数 ........................................................................................................... 322
4.47 与手动运行/自动运行相关的参数(其 1) ................................................................................... 325
4.48 与手动手轮进给相关的参数(其 1) ............................................................................................ 326
4.49 与撞块式参考点设定相关的参数 ................................................................................................... 331
4.50 与软件操作面板相关的参数 ........................................................................................................... 333
4.51 与程序再启动相关的参数(其 1) ................................................................................................ 336
4.52 与多边形加工相关的参数 ...............................................................................................................
4.53 与电子齿轮箱(EGB)相关的参数 .............................................................................................. 345
4.54 与 PMC 轴控制相关的参数(其 1) ............................................................................................. 355
4.55 与多路径控制相关的参数 ............................................................................................................... 364
4.56 与 0i-F Plus 基本相关的参数 .......................................................................................................... 367
4.57 与路径间干涉检查相关的参数 ....................................................................................................... 373
4.58 与同步控制、混合控制和重叠控制相关的参数(其 1) ............................................................ 376
4.59 与倾斜轴控制相关的参数 ............................................................................................................... 386
4.60 与进给轴同步控制相关的参数 ....................................................................................................... 388
4.61 与顺序号核对停止相关的参数 ....................................................................................................... 394
339
c-2
Page 9

B-64700CM/01 目录
4.62 与高精度振荡功能相关的参数
(其 1) ............................................................................................................................................ 395
4.63 与 AI 轮廓控制相关的参数(其 1) .............................................................................................. 396
4.64 与高速位置开关相关的参数(其 1) ............................................................................................ 398
4.65 其他参数 ........................................................................................................................................... 401
4.66 与维护相关的参数 ........................................................................................................................... 405
4.67 与错误操作防止功能相关的参数 ................................................................................................... 409
4.68 与自动数据备份相关的参数 ........................................................................................................... 417
4.69 与轴控制相关的参数 ....................................................................................................................... 418
4.70 与轴切换相关的参数 ....................................................................................................................... 419
4.71 与 PMC 轴控制相关的参数(其 2) ............................................................................................. 420
4.72 与画面显示颜色相关的参数(其 2) ............................................................................................ 420
4.73 与手动运行/自动运行相关的参数(其 2) ................................................................................... 421
4.74 与双检安全相关的参数(其 1) .................................................................................................... 421
4.75 与波形诊断相关的参数 ................................................................................................................... 422
4.76 与故障诊断功能相关的参数 ........................................................................................................... 422
4.77 与进给速度控制/加减速控制相关的参数 (其 1) ...................................................................... 422
4.78 与基于伺服电机的主轴控制功能相关的参数(其 1) ................................................................ 425
4.79 与倾斜面分度指令相关的参数 ....................................................................................................... 432
4.80 与轴控制/设定单位相关的参数(其 2) ....................................................................................... 434
4.81 与 DI/DO 相关的参数(其 2) ....................................................................................................... 435
4.82 与程序相关的参数(其 2) ............................................................................................................
435
4.83 与进给速度控制/加减速控制相关的参数 (其 2) ...................................................................... 436
4.84 与程序再启动相关的参数(其 2) ................................................................................................ 438
4.85 与坐标系相关的参数(其 2) ........................................................................................................ 439
4.86 与同步控制、混合控制和重叠控制相关的参数(其 2) ............................................................ 441
4.87 与程序相关的参数(其 3) ............................................................................................................ 442
4.88 与显示和编辑相关的参数(其 2) ................................................................................................ 442
4.89 与嵌入宏相关的参数(其 1) ........................................................................................................ 448
4.90 与显示和编辑相关的参数(其 3) ................................................................................................ 448
4.91 与图形功能相关的参数(其 2) .................................................................................................... 451
4.92 与显示和编辑相关的参数(其 4) ................................................................................................ 455
4.93 与刀具偏置相关的参数(其 2) .................................................................................................... 468
4.94 与刚性攻丝最佳加/减速相关的参数 .............................................................................................. 470
4.95 与任意速度螺纹切削相关的参数 ................................................................................................... 474
4.96 与程序相关的参数(其 4) ............................................................................................................ 476
4.97 与智能公差
+
控制相关的参数(其 1) .......................................................................................... 493
4.98 与伺服相关的参数(其 2) ............................................................................................................ 494
4.99 与 PMC 轴控制相关的参数(其 3) ............................................................................................. 497
4.100 与 PMC 相关的参数 ........................................................................................................................ 498
4.101 与嵌入宏相关的参数(其 2) ........................................................................................................ 509
4.102 与高速位置开关相关的参数(其 2) ............................................................................................ 510
4.103 与防止错误操作相关的参数 ........................................................................................................... 511
4.104 与手动手轮进给相关的参数(其 2) ............................................................................................ 512
4.105 与同步控制、混合控制和重叠控制相关的参数(其 3) ............................................................ 519
4.106 与 PMC 轴控制相关的参数(其 4) ............................................................................................. 519
4.107 与外部减速点数扩展相关的参数 ................................................................................................... 520
4.108 与显示和编辑相关的参数(其 5) ................................................................................................ 523
4.109 与刀具管理功能相关的参数(其 2) ............................................................................................ 530
4.110 与刀具寿命管理相关的参数(其 2) ............................................................................................ 539
4.111 与直线度补偿相关的参数(其 2) ................................................................................................ 540
4.112 与柔性同步控制相关的参数(其 2) ............................................................................................ 541
4.113 与程序相关的参数(其 5) ............................................................................................................ 544
c-3
Page 10
目录 B-64700CM/01
4.114 与手动直线/圆弧插补相关的参数 .................................................................................................. 545
4.115 与钻孔用固定循环 M 代码输出改良相关的参数 ......................................................................... 546
4.116 与加工条件选择功能相关的参数 ................................................................................................... 547
4.117 与参数校验和功能相关的参数 ....................................................................................................... 550
4.118 与 PROFINET IO 设备安全功能相关的参数 ............................................................................... 553
4.119 与双检安全相关的参数(其 2) .................................................................................................... 553
4.120 基于 FL-net 的安全功能的参数 ..................................................................................................... 554
4.121 EtherNet/IP 适配器安全功能相关的参数 ..................................................................................... 554
4.122 与轴控制/设定单位相关的参数(其 3) ....................................................................................... 555
4.123 与带有绝对寻址原点的线性光栅尺相关的参数 ........................................................................... 555
4.124 与 FSSB 相关的参数(其 1) ......................................................................................................... 556
4.125 与 SERVO GUIDE MATE 相关的参数 ........................................................................................ 556
4.126 与图形功能相关的参数(其 3) .................................................................................................... 556
4.127 与嵌入以太网相关的参数 ............................................................................................................... 558
4.128 与手动手轮回退相关的参数(其 2) ............................................................................................ 561
4.129 与 AI 轮廓控制相关的参数(其 2) .............................................................................................. 563
4.130 与圆柱插补相关的参数 ................................................................................................................... 565
4.131 与最佳转矩加/减速相关的参数 ...................................................................................................... 566
4.132 与平滑公差
4.133 与刀具偏置相关的参数(其 3) .................................................................................................... 569
4.134 与倾斜面分度指令(M系列)/三维手动进给(M系列)相关的参数 ..................................... 572
4.135 与 FSSB 相关的参数(其 2) ......................................................................................................... 583
4.136 与显示和编辑相关的参数(其 6) ................................................................................................ 588
4.137 与高精度往返控制功能相关的参数 ............................................................................................... 602
4.138 与高精度振荡功能相关的参数(其 2) ........................................................................................ 603
4.139 与基于伺服电机的主轴控制功能相关的参数(其 2) ................................................................ 605
4.140 与加减速控制相关的参数 (其 2) ............................................................................................... 607
4.141 通过程序指令切换主轴控制模式的参数 ....................................................................................... 608
4.142 与图形功能相关的参数(其 4) .................................................................................................... 610
4.143 与作业准备支援功能相关的参数 ................................................................................................... 624
+
控制控制相关的参数(其 2) .................................................................................. 568
附录
A 字符-代码对应表 .................................................................................................................. 627
c-4
Page 11
B-64700CM/01 1. 参数的显示
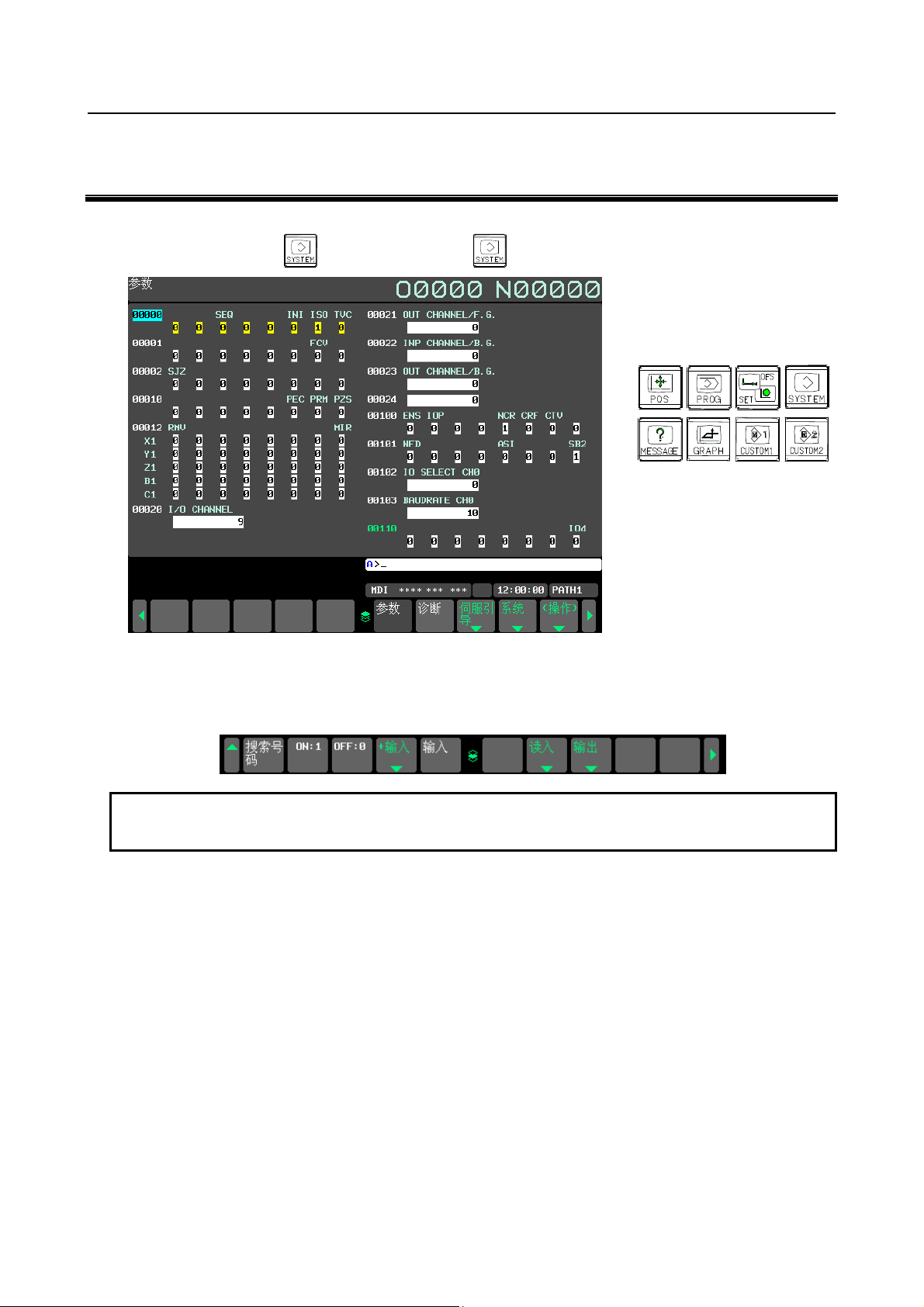
1 参数的显示
操作步骤如下所示。
1
MDI
按
2 参数画面由多个页面构成。可通过如下(a)、(b)中的任一方法,显示包含所需参数的页面。
(a) 用翻页键或光标移动键,显示所需页面。
(b) 按键输入所需参数的数据号,按下软键[号码搜索]。即可显示按键输入所指定的数据号所在页面,移动光标
单元上的功能键
至指定数据号。(数据部分高亮突出显示。)
数次,或者在按下功能键 后,按下子菜单选择软键[参数],即显示参数画面。
功能键
注释
在软键显示为“子菜单选择键”的状态下开始键入时,软键显示自动变为包括[号码搜索]在内的“操作选择
键”。或者按下软键[(操作)],也可变更为“操作选择键”。
- 1 -
Page 12
2.
参数的设定(通过
设定)
参数的设定(通过
设定)
MDI
B-64700CM/01
2
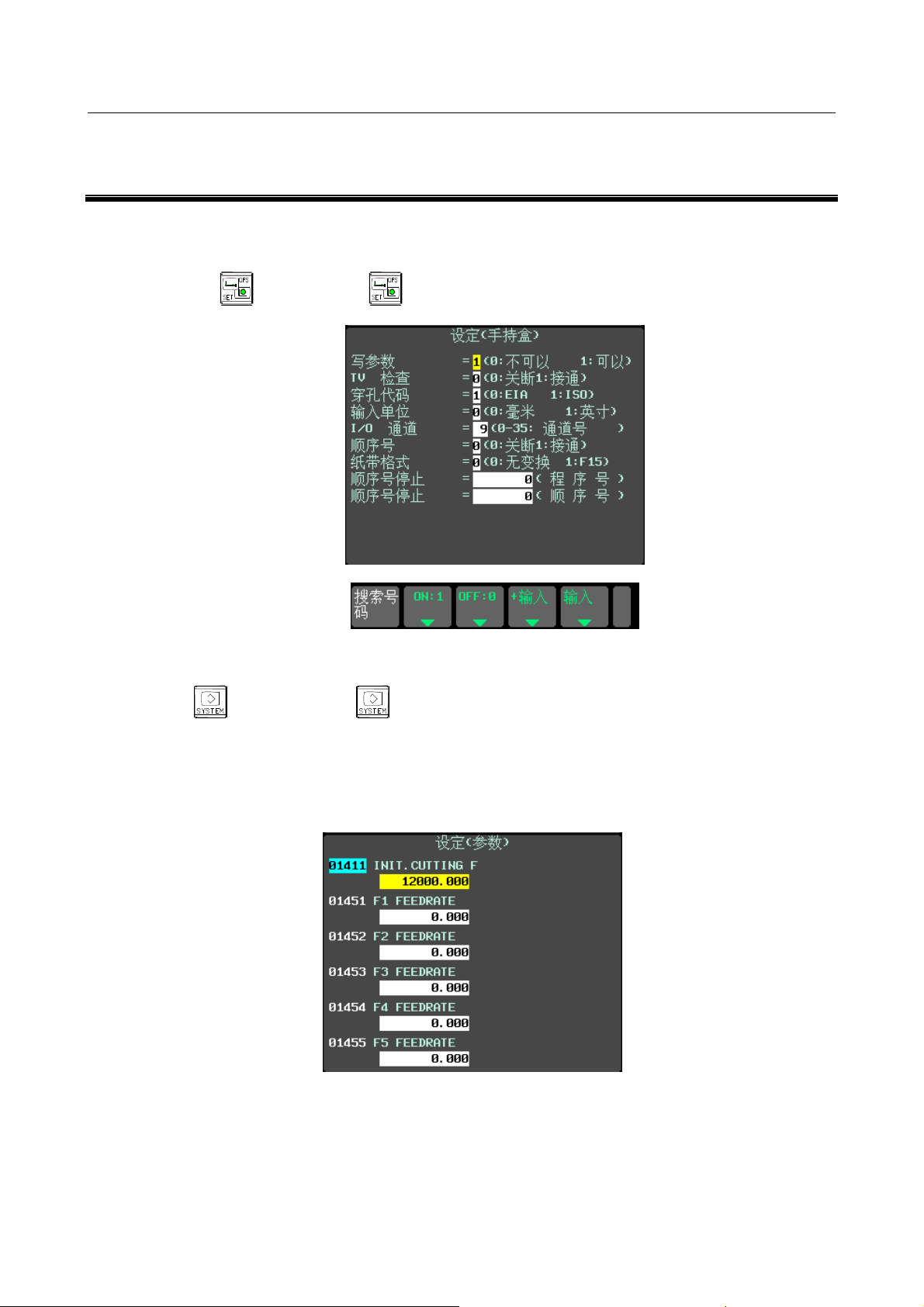
操作步骤如下所示。
1 选择 MDI 模式或设定为急停状态。
2 设定为参数可改写状态。
2-1
2-2 使用光标移动键移动光标至“参数写入”。
2-3 按下软键[(操作)],将软键设为操作选择键。
2-4 按下软键[ON:1],或按键输入 1 后,按下软键[输入],将“参数写入”栏设定为 1。即可进入参数可设定状态。
按功能键
(显示设定画面的第1页。)
同时,CNC 发出报警(SW0100)“参数处于可改写状态”。
数次,或按功能键
MDI
后再按下子菜单选择软键[设定],显示设定画面。
3
按功能键
“参数的显示”)
4 显示包括需设定参数的页面后,移动光标至需设定的参数。(详情请参阅第 1 章“参数的显示”)
5 按键输入需设定的数据后,按下软键[输入],即可将光标所在参数设定为输入数据。
[例] 12000 [输入]
需要从所选编号的参数开始连续输入数据时,可在数据与数据之间加;号分开输入。
[例] 按键输入 10;20;30;40 后按下[输入]键,即从光标所在参数开始依次设定为 10、20、30、40。
6 必要时重复第 4 步、第 5 步。
7 参数设定结束后,将设定画面的“参数写入”重新设定为“0”,以禁止设定参数。
8 复位 CNC,解除报警(SW0100)。
此外,某些参数在设定时可能发出报警(PW0000)“请切断电源”。这种情况下请暂时切断 CNC 的电源。
数次,或者按功能键
后,按下子菜单选择软键[参数],显示参数画面。(详情请参阅第1章
- 2 -
Page 13
B-64700CM/01 3.
参数的输入/输出
参数的输入/输出
通过
接口输出参数时
通过
接口输入参数时
3
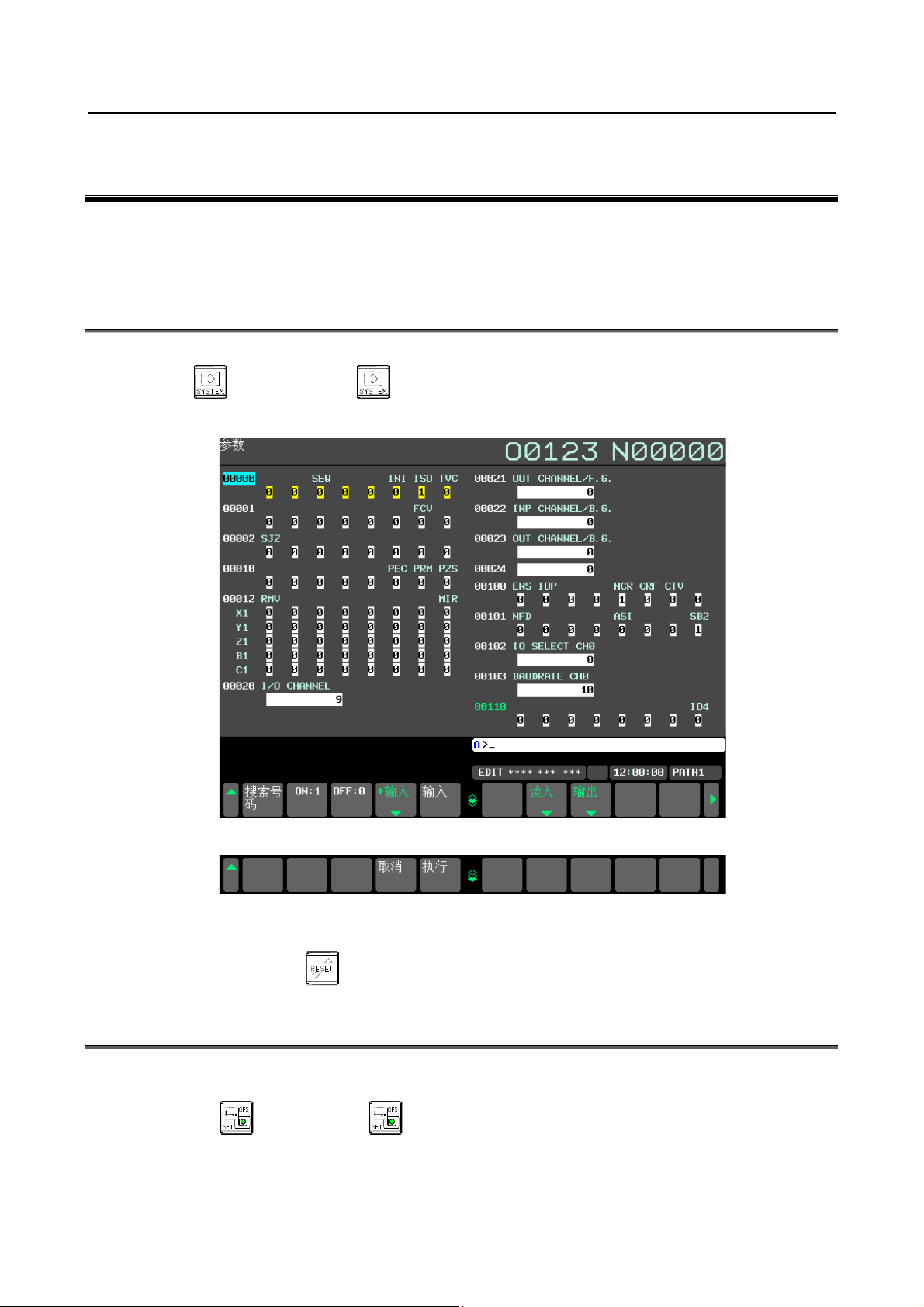
向 RS-232C 接口连接的输入输出设备输出参数时,或者从输入输出设备输入(设定)参数时,步骤如下所述。
输入输出设备应处于可输入输出状态。此外,输入输出设备相关参数(波特率、停止位等)也应事先参阅第 4.6 节“ RS-232C
接口相关参数”加以设定。
3.1
1 选择 EDIT 编辑模式或设定为急停状态。
2
按功能键
3 按下软键[(操作)],显示“操作选择健”后,按下右端的继续菜单键,显示“操作选择键”的续页(含[F 输出]的
软键)。
RS-232C
数次,或者按功能键
后,按下子菜单选择软键[参数],显示参数画面。
4 按下软键[F 输出],软键变化如下。
5 按下软键[执行],开始输出参数。
参数输出过程中,画面下方的状态显示栏闪烁显示“OUTPUT”。
6
输出完毕后,“
需要中断参数输出时,按下
3.2
1 设定为急停状态。
2 设定为参数可改写状态。
2-1
按功能键
2-2 使用光标移动键移动光标至“参数写入”。
2-3 按下软键[(操作)],将软键设为操作选择键。
2-4 按下软键[ON:1],或按键输入 1 后,按下软键[输入],设定“参数写入”状态为 1。即可进入参数可设定状态。
同时,CNC 发出报警(SW0100)“参数处于可改写状态”。
OUTPUT
”熄灭。
RS-232C
数次,或按功能键
键。
后再按下子菜单选择软键[设定],显示设定画面。
- 3 -
Page 14

3.
参数的输入/输出
输入输出格式
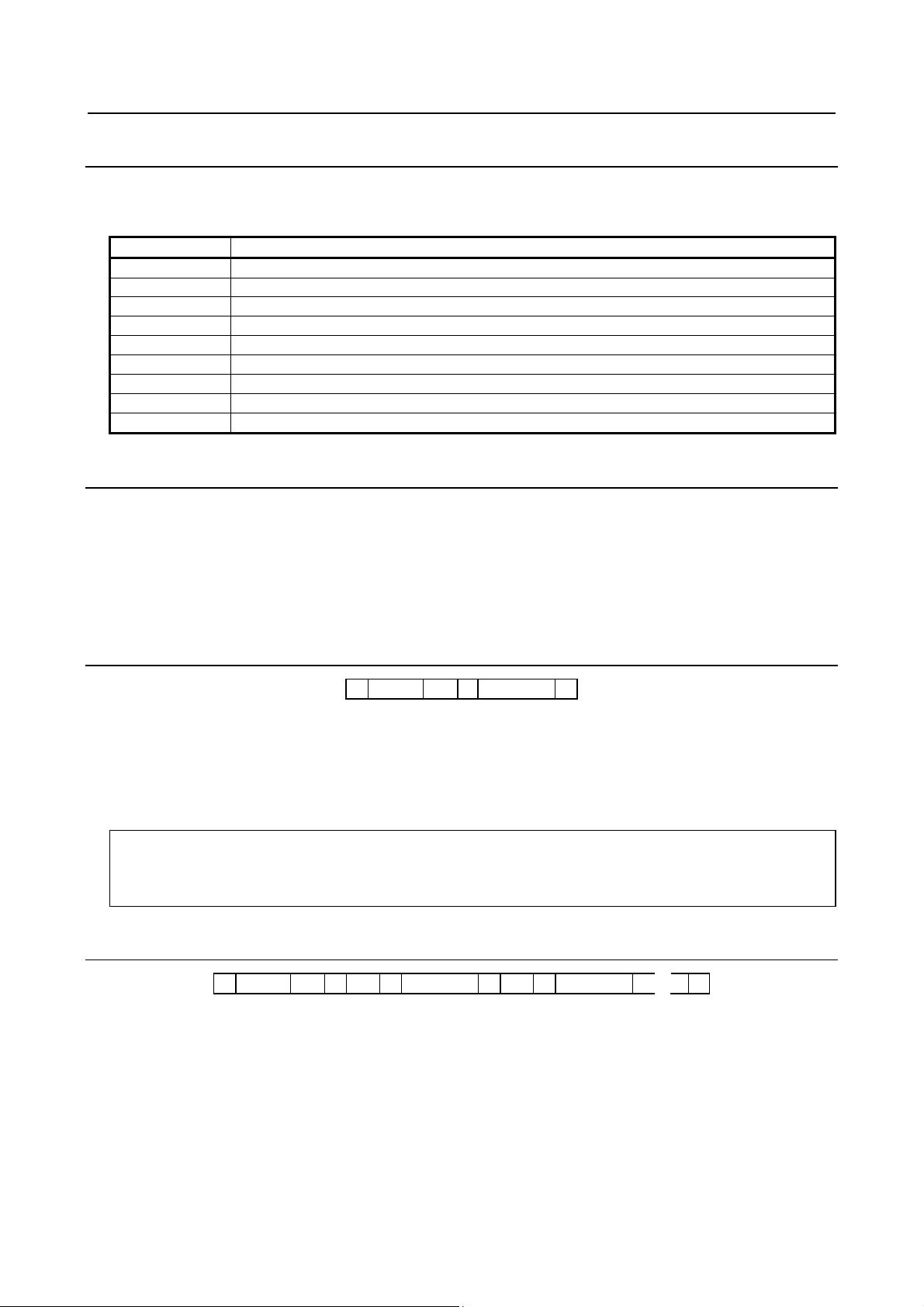
数据类型
备注
位型
用8位二进制数表示,每个位数代表1位。
位机组型
位路径型
位轴型
位主轴型
字节型
每个参数的数据设定范围各有不同。
详情请参阅各参数的说明。
字节机组型
字节路径型
字节轴型
字节主轴型
字型
字机组型
字路径型
字轴型
字主轴型
2 字型
2 字机组型
2 字路径型
2 字轴型
2 字主轴型
实数型
实数机组型
实数路径型
实数轴型
实数主轴型
B-64700CM/01
3
按功能键
4 按下软键[(操作)],显示“操作选择健”之后,按下右端的继续菜单键,显示“操作选择键”的续页(含[F 输入]
的软键)。
5 按下软键[F 输入]后,软键变化如下。
6
按下软键[执行],开始向输入输出设备输入参数。
参数输入过程中,画面下方的状态显示栏闪烁显示“
需要中断参数输入时,按下
7 参数读取结束后,“INPUT”熄灭,系统发出报警(PW0000),请暂时切断电源。
3.3
下面将对参数的输入输出格式进行说明。
参数根据数据类型分为以下几类。
数次,或者按功能键
键。
后,按下子菜单选择软键[参数],选择参数画面。
INPUT”。
- 4 -
Page 15
B-64700CM/01 3.
参数的输入/输出
关键词
关键词
后续数值的含义
N
参数号
Q
数据识别(1:参数数据、0:螺距误差补偿数据)
T
机组型参数的机编号(1~)
L
路径型参数的路径号(1~)
A
轴型参数的控制轴号(1~)
S
主轴型参数的主轴号(1~)
P
不受英制/公制切换影响的参数值
M
受英制/公制切换影响的参数采用公制输入时的值
I
受英制/公制切换影响的参数采用英制输入时的值
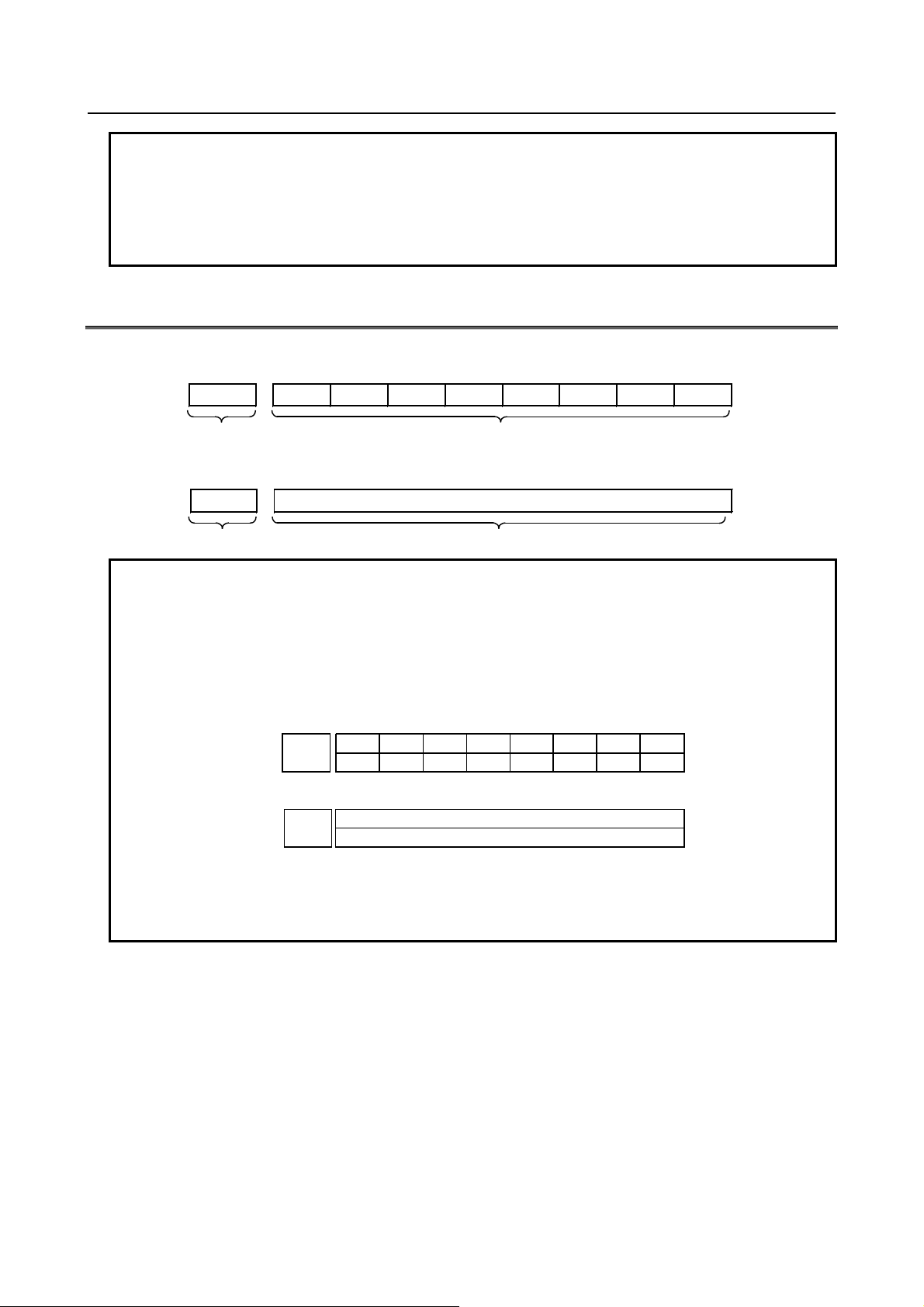
英制/公制切换
位型格式
N
*****
Q1 P ********
;
例
参数号
参数值 位0的值为1,其他位为
0
位机组型格式
N
*****
Q1 T ** P ********
T
** P ********
・ ・ ・
;
3.3.1
以下字母作为关键词使用。
关键词后续数值代表以下含义。
3.3.2
长度或速度等等会受英制/公制切换影响的参数在通过 MDI 输入时,可指定输入时的模式,而在通过外部输入输出设备
输入时,可在数据前添加关键词 I 或 M,以指定其为英制数据或公制数据。这一关键词 I、M 也可在向外部输入输出设
备输出时附加输出。
输入时的模式或关键词与使用时的模式不符时,比如在英制模式下输入的数据用于公制模式等情况下,CNC 会自动转换
数据使用,因此无需随模式变更而变更数据。此外,显示参数数据时,也会根据显示时的模式转换成相应数据后显示。
但是,向外部输入输出设备输出时,会根据原先的关键词与数据进行输出。
3.3.3
N 后面接续的数值表示参数号。
Q1 表示参数数据。
P 后面接续的 8 位二进制数表示参数的位值(0,1),第 1 位数代表位 0,第 8 位数代表位 7。
前面的 0 不可省略。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
N00010Q1P00000001;
3.3.4
N 后面接续的数值表示参数号。
Q1 表示参数数据。
T 后面接续的数值表示机编号(1~)。
P 后面接续的 8 位二进制数表示各机组的参数位值(0,1),第 1 位数代表位 0,第 8 位数代表位 7。
前面的 0 不可省略。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
10
- 5 -
Page 16
3.
参数的输入/输出
例
参数号
参数值 第1机组:位0、位7为1,其他位为
第2机组:位0、位7为1,其他位为
0
位路径型格式
N
*****
Q1 L ** P ********
L
** P ********
・ ・ ・
;
例
参数号
参数值 第1路径:位0、位7为1,其他位为
第2路径:位0、位7为1,其他位为
・
位轴型格式
N
*****
Q1 A ** P ********
A
** P ********
・ ・ ・
;
例
参数号
参数值 第1轴:位0、位7为1,其他位为
第2轴:位0、位7为1,其他位为
第3轴:位0、位7为1,其他位为
・
位主轴型格式
N
*****
Q1 S ** P ********
S
** P ********
・ ・ ・
;
N01005Q1T1P10000001T2P10000001 ;
1005
B-64700CM/01
0
3.3.5
N 后面接续的数值表示参数号。
Q1 表示参数数据。
L 后面接续的数值表示路径号(1~)。
P 后面接续的 8 位二进制数表示各路径的参数位值(0,1),第 1 位数代表位 0,第 8 位数代表位 7。
前面的 0 不可省略。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
N01005Q1L1P10000001L2P10000001.......;
3.3.6
N 后面接续的数值表示参数号。
Q1 表示参数数据。
A 后面接续的数值表示控制轴号(1~)。
P 后面接续的 8 位二进制数表示各控制轴的参数位值(0,1),第 1 位数代表位 0,第 8 位数代表位 7。
前面的 0 不可省略。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
1005
0
0
N01005Q1A1P10000001A2P10000001A3P10000001.......;
3.3.7
N 后面接续的数值表示参数号。
Q1 表示参数数据。
S 后面接续的数值表示主轴号(1~)。
P 后面接续的 8 位二进制数表示各主轴的参数位值(0,1),第 1 位数代表位 0,第 8 位数代表位 7。
前面的 0 不可省略。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
1005
0
0
0
- 6 -
Page 17
B-64700CM/01 3.
参数的输入/输出
例
参数号
参数值 第1主轴:位3为1,其他位为
第2主轴:位3为1,其他位为
第3主轴:所有位均为
0
字节/字/2字型格式
N
*****
Q1 P ********
;
例
参数号
参数值
31515
字节/字/2字机组型格式
N
*****
Q1 T ** P ******
T
** P ******
・ ・ ・
;
例
参数号
参数值 第1机组:
第2机组:
・
字节/字/2字路径型格式
N
*****
Q1 L ** P ******
L
** P ******
・ ・ ・
;
例
参数号
参数值 第1路径:
第2路径:
第3路径:
・
N05603Q1S1P00001000S2P00001000S3P00000000;
5603
0
0
3.3.8
N 后面接续的数值表示参数号。
Q1 表示参数数据。
P 后面接续的数值表示参数的值(整数值)。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
N00100Q1P31515;
3.3.9
N 后面接续的数值表示参数号。
Q1 表示参数数据。
T 后面接续的数值表示机编号(1~)。
P 后面接续的数值表示各机组的参数值(整数值)。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
100
N01020Q1T1P88T2P89......;
3.3.10
N 后面接续的数值表示参数号。
Q1 表示参数数据。
L 后面接续的数值表示路径号(1~)。
P 后面接续的数值表示各路径的参数值(整数值)。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
N01020Q1L1P88L2P89L3P90......;
1020
1020
88
89
88
89
90
- 7 -
Page 18
3.
参数的输入/输出
字节/字/2字轴型格式
N
*****
Q1 A ** P ******
A
** P ******
・ ・ ・
;
例
参数号
参数值 第1轴:
第2轴:
第3轴:
第4轴:
・
字节/字/2字主轴型格式
N
*****
Q1 S ** P ******
S
** P ******
・ ・ ・
;
例
参数号
参数值 第1主轴:
第2主轴:
第3主轴:
第4主轴:
0
实数型格式
N
*****
Q1 P ******
;
N
*****
Q1 M ******
;
N
*****
Q1 I ******
;
例
参数号
参数值
5000.0
B-64700CM/01
3.3.11
N 后面接续的数值表示参数号。
Q1 表示参数数据。
A 后面接续的数值表示控制轴号(1~)。
P 后面接续的数值表示各控制轴的参数值(整数值)。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
N01020Q1A1P88A2P89A3P90A4P66......;
3.3.12
N 后面接续的数值表示参数号。
Q1 表示参数数据。
S 后面接续的数值表示主轴号(1~)。
P 后面接续的数值表示各主轴的参数值(整数值)。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
1020
88
89
90
66
3.3.13
N05680Q1S1P19S2P19S3P0S4P0;
N 后面接续的数值表示参数号。
Q1 表示参数数据。
P、M、I 后面接续的数值表示参数的值(实数值)。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
N01451Q1P5000.0;
5680
1451
19
19
0
- 8 -
Page 19
B-64700CM/01 3.
参数的输入/输出
实数机组型格式
N
*****
Q1 T ** P ******
T
** P ******
・ ・ ・
;
N
*****
Q1 T ** M ******
T
** M ******
・ ・ ・
;
N
*****
Q1 T ** I ******
T
** I ******
・ ・ ・
;
例
参数号
参数值 第1机组:
第2机组:
・
实数路径型格式
N
*****
Q1 L ** P ******
L
** P ******
・ ・ ・
;
N
*****
Q1 L ** M ******
L
** M ******
・ ・ ・
;
N
*****
Q1 L ** I ******
L
** I ******
・ ・ ・
;
例
参数号
参数值 第1路径:
第2路径:
第3路径:
70.0
3.3.14
N 后面接续的数值表示参数号。
Q1 表示参数数据。
T 后面接续的数值表示机编号(1~)。
P、M、I 后面接续的数值表示各机组的参数值(实数值)。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
N01220Q1T1M50.0T2M60.0........;
3.3.15
1220
50.0
60.0
N 后面接续的数值表示参数号。
Q1 表示参数数据。
L 后面接续的数值表示路径号(1~)。
P、M、I 后面接续的数值表示各路径的参数值(实数值)。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
N01220Q1L1M50.0L2M60.0L3M70.0 ;
1220
50.0
60.0
- 9 -
Page 20
3.
参数的输入/输出
实数轴型格式
N
*****
Q1 A ** P ******
A
** P ******
・ ・ ・
;
N
*****
Q1 A ** M ******
A
** M ******
・ ・ ・
;
N
*****
Q1 A ** I ******
A
** I ******
・ ・ ・
;
例
参数号
参数值 第1轴:
第2轴:
第3轴:
第4轴:
第5轴:
・
实数主轴型格式
N
*****
Q1 S ** P ******
S
** P ******
・ ・ ・
;
N
*****
Q1 S ** M ******
S
** M ******
・ ・ ・
;
N
*****
Q1 S ** I ******
S
** I ******
・ ・ ・
;
例
参数号
参数值 第1主轴:
第2主轴:
第3主轴:
第4主轴:
0.0
B-64700CM/01
3.3.16
N 后面接续的数值表示参数号。
Q1 表示参数数据。
A 后面接续的数值表示控制轴号(1~)。
P、M、I 后面接续的数值表示各控制轴的参数值(实数值)。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
N01220Q1A1M50.0A2M60.0A3M70.0A4M0.0A5M0.0 ........;
1220
50.0
60.0
70.0
0.0
0.0
3.3.17
N 后面接续的数值表示参数号。
Q1 表示参数数据。
S 后面接续的数值表示主轴号(1~)。
P、M、I 后面接续的数值表示各主轴的参数值(实数值)。
分号;表示程序段结尾。(相当于 ISO 代码的 LF、EIA 代码的 CR)
N05898Q1S1P30.0S2P30.0S3P0.0S4P0.0;
5898
30.0
30.0
0.0
- 10 -
Page 21
B-64700CM/01 3.
参数的输入/输出
记录的开头与结尾
例
・・・・・・・・・・・・・・・・・・・・・・・・・・・・・记录的开头
・
・
%;
・・・・・・・・・・・・・・・・・・・・・・・・・・・记录的结尾
3.3.18
参数记录以“%”开头,以“%”结尾。
%;
N00000Q1P00001100;
N00002Q1P00000000;
N09162Q1P00000000;
N09163Q1P00000000;
将参数和螺距误差补偿数据汇总至一个文件中时,应在整个文件的开头和结尾添加“%”。
- 11 -
Page 22
4.
参数的说明
参数的说明
输入类型
设定输入
参数输入
注释
为了能够从参数画面进行输入,需要将设定画面的“参数写入”设定为1,或者将参数
设定
为1。
数据类型
数据类型
数据范围
备注
位型
位机组型
位路径型
位轴型
位主轴型
字节型
~
有的参数被作为不带符号的数据处理。
字节机组型
字节路径型
字节轴型
字节主轴型
字型
~
有的参数被作为不带符号的数据处理。
字机组型
字路径型
字轴型
字主轴型
2 字型
有的参数被作为不带符号的数据处理。
2 字机组型
2 字路径型
2 字轴型
2 字主轴型
实数型
见标准参数设定表
实数机组型
实数路径型
实数轴型
实数主轴型
B-64700CM/01
4
4.1
参数根据其用途分为两种输入类型。
指根据 NC 程序和加工用途进行设定的参数。
存储器保护信号 KEY 为”1”时,可以从设定画面输入。
也可以从参数画面进行输入操作。
指针对每台机器进行调整、设定的参数。
可以从参数画面进行输入操作。
4.2
PWE(No.8900#0)
可根据数据类型,对参数进行如下分类。
0或1
-128~127
255
0
-32768~32767
65535
0
0~±999999999
- 12 -
Page 23
B-64700CM/01 4.
参数的说明
注释
位型、位机组型、位路径型、位轴型、位主轴型参数均是由8位(8个具有不同含义的参数)构成一个数据号。
机组型表示存在最大机组数的参数并可以为每一机组设定独立的数据者。
路径型表示存在最大路径数的参数并可以为每一路径设定独立的数据者。
轴型表示存在最大控制轴数的参数并可以为每一控制轴设定独立的数据者。
主轴型表示存在最大主轴数的参数并可以为每一主轴设定独立的数据者。
6
数据范围为一般的范围。数据范围根据参数而有所不同,详情请参阅各参数的说明。
参数的表示法
位型及位(机组/路径/轴/主轴)型参数
上述位型以外的参数
注释
章“参数的说明”中存在着空白的位和虽然画面上有所显示而列表中尚未记载的参数号。这些都是为今后
的扩展而预备的。请务必将其设定为“0”。
路径控制类型为仅对车床系统(T系列)或加工中心系统(M系列)的其中一类有效的参数时,如下例所示,
分上下两行进行描述。空白处表示不可使用的参数。
例
表示参数
系列以及M系列的通用参数,
为仅属T系列的参数。
1403
RTV
ROC
HT
HT
T系列
M系列
#7 #6
#5 #4 #3 #2 #1 #0
表示仅属M系列的参数。
1411
切削进给速度
T系列
M系列
参数号的表示法中标有“~”时,表示其间的编号作为连续编号的参数而存在,省略其间的编号描述。
在位型参数名称的表示法中,附加在各名称上的小字符“x”或者“s”表示其为下列参数。
“□□□x”:位轴型参数
-
“○○○s”:位主轴型参数
1023
各軸のサーボ軸番号
データ番号
データ
#7
#6
#5
#4
#3
#2
#1
#0
0000
EIA
NCR
ISP
CTV
TVC
データ番号
データ(#0~#7 はビット位置を示します)
#0~#7
数据
各轴的伺服轴编号
1
2
3
4
5
4.3
数据编号
[
数据编号
1]
1 第4
2
HTG为T
数据(
表示位位置)
RTV、ROC
[例2]
3
4
-
- 13 -
Page 24
4.
参数的说明
标准参数设定表
概要
说明
长度、角度的参数(类型1)
数据单位
设定单位
数据最小单位
数据范围
度
IS-A
0.01
-999999.99 ~ +999999.99
IS-B
0.001
-999999.999 ~ +999999.999
IS-C
0.0001
-99999.9999 ~ +99999.9999
IS-A
0.001
-99999.999 ~ +99999.999
IS-B
0.0001
-99999.9999 ~ +99999.9999
IS-C
0.00001
-9999.99999 ~ +9999.99999
长度、角度的参数(类型2)
数据单位
设定单位
数据最小单位
数据范围
度
IS-A
0.01
0.00 ~ +999999.99
IS-B
0.001
0.000 ~ +999999.999
IS-C
0.0001
0.0000 ~ +99999.9999
IS-A
0.001
0.000 ~ +99999.999
IS-B
0.0001
0.0000 ~ +99999.9999
IS-C
0.00001
0.00000 ~ +9999.99999
速度、角速度的参数
数据单位
设定单位
数据最小单位
数据范围
度
IS-A
0.01
0.00 ~ +999000.00
IS-B
0.001
0.000 ~ +999000.000
IS-C
0.0001
0.0000 ~ +99999.9999
IS-A
0.001
0.000 ~ +96000.000
IS-B
0.0001
0.0000 ~ +9600.0000
IS-C
0.00001
0.00000 ~ +4000.00000
数据单位
设定单位
数据最小单位
数据范围
mm/min
度/min
~
inch/min
IS-C
0.0001
0.0000 ~ +9600.0000
加速度、角加速度的参数
数据单位
设定单位
数据最小单位
数据范围
度
IS-A
0.01
0.00 ~ +999999.99
IS-B
0.001
0.000 ~ +999999.999
IS-C
0.0001
0.0000 ~ +99999.9999
IS-A
0.001
0.000 ~ +99999.999
IS-B
0.0001
0.0000 ~ +99999.9999
IS-C
0.00001
0.00000 ~ +9999.99999
B-64700CM/01
4.4
标准参数设定表规定实数型、实数机组型、实数路径型、实数轴型以及实数主轴型 CNC 参数的标准数据最小单位、标
准数据范围。各参数的数据类型和数据单位,以各功能的规格描述为准。
(A)
(B)
mm
inch
mm
inch
(C)
mm/min
/min
inch/min
参数 IESP(No.1013#7)设定为 1 时,IS-C 的数据范围按如下方式扩展。
(D)
mm/sec2
/sec2
IS-C 0.001
0.000
+999000.000
inch/sec2
- 14 -
Page 25
B-64700CM/01 4.
参数的说明
数据单位
设定单位
数据最小单位
数据范围
mm/sec2
度/sec2
~
inch/sec2
IS-C
0.0001
0.0000 ~ +99999.9999
机械单位与输入单位
机械单位
输入单位
注意事项
与设定相关的参数
注释
存储卡的输入输出设定,通过参数
进行。
存储器的输入输出设定,通过参数
进行。
数据服务器的输入输出设定,通过参数
进行。
将数据的输出设为
代码(将
设为0)时,请在参数
中也设定0。
参数 IESP(No.1013#7)设定为 1 时,IS-C 的数据范围按如下方式扩展。
IS-C 0.001
数据单位分为机械单位与输入单位两种。
即 CNC 的输出单位,根据机器的滚珠丝杠等分为公制和英制类型,由参数 INM(No.1001#0)决定。即使使用英制/公制切
换功能切换输入单位(公制输入/英制输入)也不受影响。
即程序的指令单位,包括公制输入与英制输入等,根据此时的输入单位进行设定。
使用英制/公制切换功能切换输入单位(公制输入/英制输入)后,系统将自动转换设定值。
(1) 比数据最小单位更小的值将被四舍五入。
(2) 数据范围表示数据输入的极限值,在某些情况下与表示实际性能的数值不同。
(3) 有关发给 CNC 的指令范围,请参阅操作说明书(车床系统/加工中心系统通用)(B-64694CM)的附录 D“指令值
4.5
范围列表”。
0.000
+999999.999
#7 #6 #5 #4 #3 #2 #1 #0
0000 SEQ INI ISO TVC
[输入类型] 设定输入
[数据类型] 位路径型
#0 TVC 是否执行 TV 检查
0: 否。
1: 是。
#1 ISO 输出的数据代码为
0: EIA 代码。
1: ISO 代码。
1
2 USB
3
4
#2 INI 输入单位为
0: 公制输入。
1: 英制输入。
#5 SEQ 是否自动插入顺序号
0: 否。
1: 是。
EIA
ISO(No.0139#0)
ISO(No.0908#0)
ISO
- 15 -
ISU(No.11505#0)
ASI(No.0101#3、0111#3、0121#3)
Page 26
4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
注释
下列所示功能,可以运行由
程序格式编写的程序。
子程序的调用
螺纹切削
系列)
单一型固定循环
系列)
复合型固定循环
系列)
~
系列)
钻孔固定循环
、
系列)
、
系列)
使用
程序格式时,指令值的范围等在某些情况下可能受到本
的限制。
请参阅操作说明书。
注释
对参数
被设定为“1”的轴有效。但当参数
被设定为
“1”时,如果在参考点建立后执行手动返回参考点操作,则系统将以参数中所设定的速度
定位至参考点,而与
SJZ
的设定无关。
#7
#6
#5
#4
#3
#2
#1
#0
0001 FCV
B-64700CM/01
[输入类型] 设定输入
[数据类型] 位路径型
#1 FCV 将程序格式作为
0: Series 16 标准格式。
1: Series 15 格式。
1
(1)
(2)
(3)
(4)
G71.7
(5)
G83.1
G73
G74、G76、G80~G89(M
2
FANUC Series 15
M98
G32(T
G90、G92、G94(T
G71~G76(T
G71.6(M
G80~G89(T
FANUC Series 15
#7 #6 #5 #4 #3 #2 #1 #0
0002 SJZ
[输入类型] 设定输入
[数据类型] 位型
#7 SJZ 若是参数 HJZx(No.1005#3)被设定为有效的轴,手动返回参考点时
0: 如果参考点尚未建立,则借助减速挡块执行参考点返回操作。
如果参考点已经建立,则以参数中所设定的速度定位至参考点,而与减速挡块无关。
1: 始终借助减速挡块执行参考点返回操作。
CNC
SJZ
HJZx(No.1005#3)
0010 PEC PRM PZS
[输入类型] 设定输入
[数据类型] 位路径型
#0 PZS 零件程序输出时的 O 号
0: 不进行零抑制。
1: 进行零抑制。
#1 PRM 输出参数时,是否输出参数值为 0 的参数
#2 PEC 在输出螺距误差补偿数据时,是否输出补偿量为 0 的数据
0: 输出。
1: 不输出。
0: 输出。
1: 不输出。
- 16 -
DLZx(No.1005#1)
Page 27
B-64700CM/01 4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
注释
在参数
被设定为1时有效。
请在轴停止期间进行
的切换。如果在轴移动期间进行切换,则在该轴移动结束后,将
执行控制轴拆除操作。
与
接口相关的参数
0012 RMVx MIRx
[输入类型] 设定输入
[数据类型] 位轴型
#0 MIRx 设定各轴是否开启镜像
0: 镜像关(标准)
1: 镜像开(镜像)
#7 RMVx 设定各轴是否拆除控制轴
0: 不拆除。
1: 拆除。
(与控制轴拆除信号 DTCH1、DTCH2、...<G0124>等同。)
1 RMVx
2
4.6
如需使用输入输出设备接口(RS-232C 串行端口)与外部输入输出设备之间进行数据(程序、参数等)的输入/输出,必
须设定以下参数。
在 I/O CHANNEL(参数(No.0020))中设定使用哪一通道(RS-232C 串行端口 1、RS-232C 串行端口 2 等)所连接的
输入输出设备。并预先在各通道相应参数中设定各通道所连接的输入输出设备规格(如输入输出设备的规格号、波特率、
停止位数等)。
通道 1 备有两个用于设定输入输出设备规格的参数。
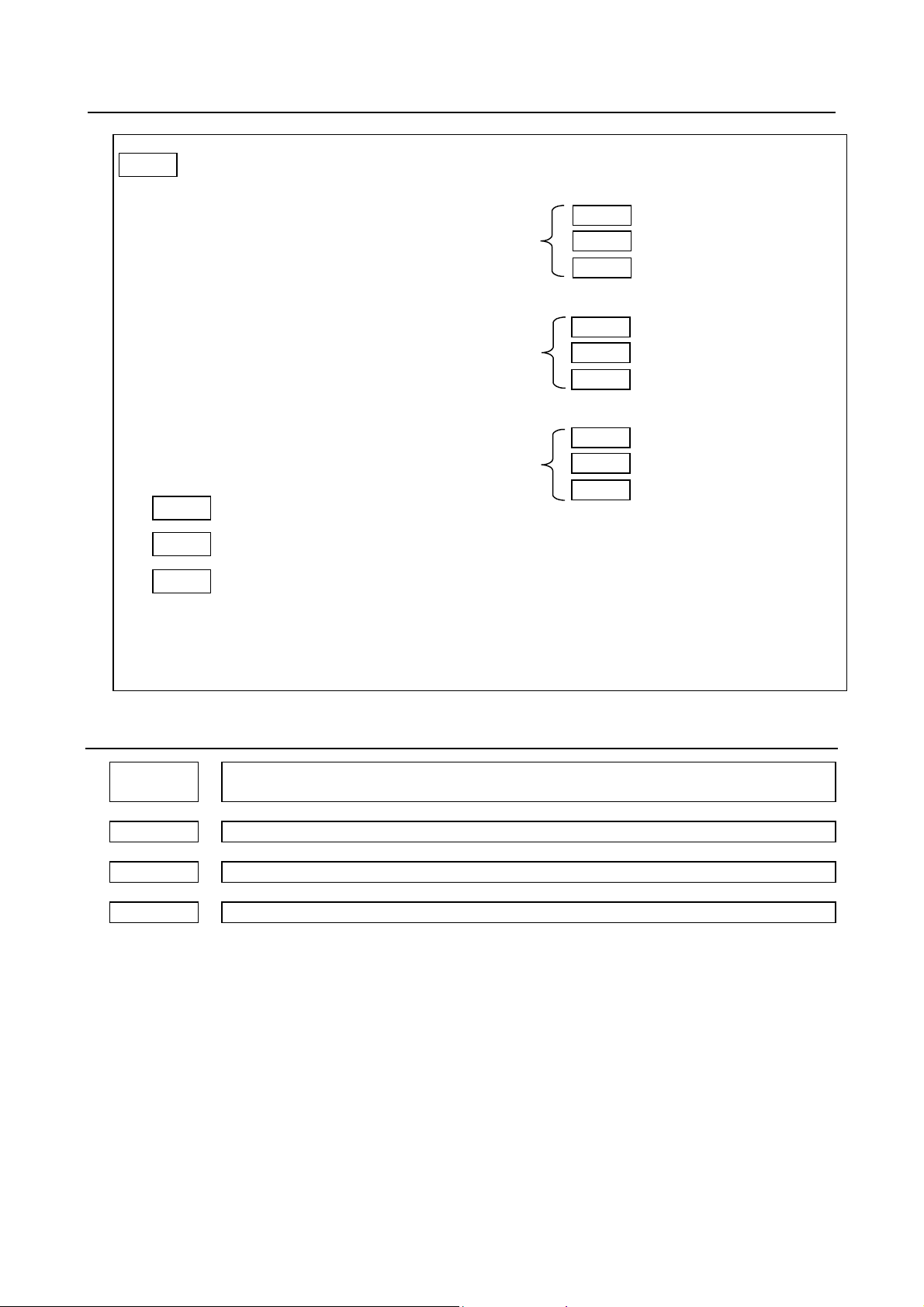
下面列出各通道所对应的输入输出设备接口相关的参数关系图。
RS-232C
RMBx(No.1005#7)
RMVx
- 17 -
Page 28
4.
参数的说明
I/O CHANNEL
或前台输入
设定数据输入输出中
所使用的通道
I/O CHANNEL(0~
5)
=0:通道
1
=1:通道 1
=2:通道 2
=3:通道 3
·
·
·
此外还可以进行存储卡接口等的
输入/输出。
通过 IO4 设定的情况
前台输出
后台输入
后台输出
通道设定成为与参数(No.0020)相同
的设定。
I/O 通道编号(参数(No.0020))
↓
0101 停止位及其他
I/O CHANNEL=0 0102 输入输出设备的规格编号
0103 波特率
0111 停止位及其他
I/O CHANNEL=1 0112 输入输出设备的规格编号
0113 波特率
0121 停止位及其他
I/O CHANNEL=2 0122 输入输出设备的规格编号
0123 波特率
·
·
·
I/O CHANNEL=5
(通道1)
(通道1)
(通道 2)
0020
0021
0022
0023
各通道通用的参数
:输入输出设备的选择或
前台输入设备的接口号
前台输出设备的设定
后台输入设备的设定
后台输出设备的设定
B-64700CM/01
4.6.1
[输入类型] 设定输入
[数据类型] 字节型
[数据范围] 0~17
0020
0021
0022
0023
本 CNC 备有以下接口可作为与外部输入输出设备和主机进行数据输入/输出操作的接口。
输入输出设备接口(RS-232C 串行端口 1、2)
存储卡接口
数据服务器接口
嵌入式以太网接口
USB 存储器接口
通过参数 IO4(No.0110#0)的设定,可以分开控制数据的输入/输出。具体来说,如果没有设定 IO4,则
系统将以参数(No.0020)中所设定的通道进行输入/输出。而如果已经设定 IO4,则系统可以分别为前台
输入、前台输出、后台输入、后台输出分配通道。
这些参数用于设定选择连接至哪一接口的输入输出设备,以及是否进行数据的输入/输出。届时,请参
阅下表进行设定。
I/O CHANNEL
- 18 -
Page 29
B-64700CM/01 4.
参数的说明
设定值和输入输出设备的对应表
设定值
内容
0,1
RS-232C 串行端口 1
2
RS-232C 串行端口 2
CNC 的存储卡接口
以太网连接第2台显示器、或者以太网连接共用显示器的存储卡或者
USB 接口
5
数据服务器接口
9
嵌入式以太网接口
17
USB 存储器接口
与梯形图开发工具
梯形图编辑软件包)之间的通信设定
设定值
RS-232C
高速接口
0
不改变 PMC 联机设定画面的设定值
1
使用(通道 1)
不使用
2
使用(通道 2)
不使用
10
不使用
使用
11
使用(通道 1)
使用
12
使用(通道 2)
使用
255
强制结束通信(与软键[强制停止]相同)
注释
此参数的设定在通电时以及改变此参数时有效。设定后无需重启电源。
在
联机设定画面上已被改变的设定不会反映到此参数中。
对于通信设定,譬如使用
时的波特率等,在
联机设定画面上的设定值有效。
如果从未在
联机设定画面改变设定,则默认设定为波特率
、无奇偶校验、
停止位2。
在此参数中设定1、2、11、12时,
联机监控器将占用指定的
通信端口。通过
手持文件盒等使用通信端口时,请将此参数设定为
,并勿在
联机监控器上使用
RS-232C。
#7
#6
#5
#4
#3
#2
#1
#0
4
0024
(FANUC LADDER-Ⅲ,
[输入类型] 设定输入
[数据类型] 字型
[数据范围] 0~255
此参数用来设定 PMC 联机连接功能的有效/无效。
通过输入此参数,即可在不显示 PMC 联机设定画面的情况下改变 PMC 联机连接功能的有效/无效。
1
2
PMC
3
PMC
4
0100 ENS IOP NCR CRF CTV
[输入类型] 设定输入
[数据类型] 位型
#1 CTV 是否在程序的注释中进行用于 TV 检查的字符计数
0: 是。
1: 否。
#2 CRF 使用 ISO 代码输出 EOB(程序段结尾)时
0: 遵循参数 NCR(No.0100#3)的设定。
1: 输出“CR”、“LF”。
#3 NCR 使用 ISO 代码输出 EOB(程序段结尾)时
0: 输出“LF”、“CR”、“CR”。
1: 输出“LF”。
RS-232C
- 19 -
PMC
255
PMC
9600
RS-232C
PMC
Page 30
4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
注释
设定此参数后,需要暂时切断电源。
#7
#6
#5
#4
#3
#2
#1
#0
注释
通过F设定指定文件名时,系统将忽略此参数,不在扩展名上添加路径号。
注释
关于
的相互转换,请参阅操作说明书(车床系统/加工中心系统通用)
(B-64694CM)
的“附录
J ISO/ASCII
代码转换工具”。
B-64700CM/01
#6 IOP 通过复位来停止程序的输入输出操作
0: 有效。
1: 无效。
#7 ENS 读取 EIA 代码过程中出现 NULL 代码时
0: 发出报警。
1: 忽略。
0110 IO4
[输入类型] 参数输入
[数据类型] 位型
#0 IO4 是否对 I/O CHANNEL 号进行分开控制
0: 否。
1: 是。
如果不对 I/O CHANNEL 进行分开控制,则在参数(No.0020)中设定输入输出设备。
如果对 I/O CHANNEL 进行分开控制,则在参数(No.0020~No.0023)中分别设定前台输入设备、前台输
出设备、后台输入设备、后台输出设备。
通过对 I/O CHANNEL 进行分开控制,可以在 DNC运行期间从后台编辑执行程序的输入/输出操作等。
0138 MNC MDP
[输入类型] 参数输入
[数据类型] 位型
#0 MDP 是否在输入输出文件的扩展名上添加路径号
0: 不添加。
1: 添加。
#7 MNC 是否从内存卡运行 DNC、从内存卡调用外部设备子程序
0: 否。
1: 是。
#7 #6 #5 #4 #3 #2 #1 #0
0139 ISO
[输入类型] 设定输入
[数据类型] 位型
#0 ISO 选择存储卡作为输入输出设备时,数据的输入输出
0: 通过 ASCII 代码进行。
1: 通过 ISO 代码进行。
ISO/ASCII
- 20 -
Page 31

B-64700CM/01 4.
参数的说明
警告
除输入输出
代码的数据之外,请将本参数设定为“1”,通 过
代码进行输入输出。
基于
代码输入输出数据时,由于未包含奇偶校验信息,万一输入输出期间发生数据损
坏也无法发现,因此较为危险。
通过存储卡运行
时,也请将本参数设定为“1”,通 过
代码运行
。基 于
代码输入输出数据时,由于未包含奇偶校验信息,万一程序读取期间发生数据损坏也无法发
现,因此较为危险。
#7
#6
#5
#4
#3
#2
#1
#0
注释
为了确保备份,在输出设备中存在同名文件时,本功能将全部进行覆盖保存。在执行功能之
前,建议用户对输出设备进行格式化处理。
有关通道
的参数
注释
本参数为初始设定参数。详情请参阅连接说明书(功能篇)
的附录
“自动设定/初始设定参数”)。
注释
将数据输入/输出时的代码设定为
代码
设定为1)时,请将参数
也设定为1。
1
2
3
0313 TFO BOP
[输入类型] 参数输入
[数据类型] 位型
#0 BOP NC 数据输出功能
0: 无效。
1: 有效。
#1 TFO NC 数据输出功能中,是否输出文本数据(参数及 NC 程序等)
0: 输出。
1: 不输出。
ASCII
ASCII
DNC
ISO
ISO
DNC
ASCII
4.6.2
0101 NFD ASI SB2
[输入类型] 参数输入
[数据类型] 位型
#0 SB2 停止位的位数
#3 ASI 数据输入/输出时的代码为
#7 NFD 输出数据时,是否在数据前后输出馈送
#7 #6 #5 #4 #3 #2 #1 #0
0: 1 位。
1: 2 位。
0: EIA 或 ISO 代码 (输入:自动判定 / 输出:遵循参数 ISO (No.0000#1)的设定)。
1: 输入/输出时均为 ASCII 代码。
0: 输出。
1: 不输出。
使用 FANUC PPR 以外的输入输出设备时,请将 NFD 设定为 1。
1(I/O CHANNEL=0)
- 21 -
ASCII
(ASI
(B-64693CM-1)
ISO(No.0000#1)
Page 32

4.
参数的说明
注释
本参数为初始设定参数。详情请参阅连接说明书(功能篇)
的附录“自动设
定/初始设定参数”)。
输入输出设备的规格号
规格号和输入输出设备规格的对应表
规格号
输入输出设备的规格
0
RS-232C(使用控制代码 DC1~DC4)
1
FANUC CASSETTE ADAPTOR 1(FANUC CASSETTE B1/B2)
2
FANUC CASSETTE ADAPTOR 3(FANUC CASSETTE F1)
FANUC PROGRAM FILE Mate、FANUC FA Card Adaptor 、
FANUC SYSTEM P-MODEL H
4
RS-232C(不使用控制代码 DC1~DC4)
5
便携式读带机
FANUC SYSTEM P-MODEL G、FANUC SYSTEM P-MODEL H
波特率
波特率的设定
设定值
波特率(bps)
设定值
波特率(bps)
1
50 8 1200 3 110 9 2400 4 150
10
4800 6 300
11
9600 7 600
12
19200
注释
本参数为初始设定参数。详情请参阅连接说明书(功能篇)
的附录“自动设
定/初始设定参数”)。
B-64700CM/01
0102
[输入类型] 参数输入
[数据类型] 字节型
[数据范围] 0~6
此参数设定 I/O CHANNEL=0 所对应的输入输出设备的规格号。
下表所示为规格号与输入输出设备规格的对应关系。
0103
[输入类型] 参数输入
[数据类型] 字节型
[数据范围] 1~12
此参数设定 I/O CHANNEL=0 所对应的输入输出设备的波特率。
设定时,请参阅下表。
3
FANUC FLOPPY CASSETTE ADAPTOR、FANUC Handy File
6 FANUC PPR
(I/O CHANNEL=0时)
(I/O CHANNEL=0时)
(B-64693CM-1)
- 22 -
(B-64693CM-1)
Page 33

B-64700CM/01 4.
参数的说明
有关通道
的参数
注释
将数据输入/输出时的代码设定为
代码
设定为1)时,请将参数
也设定为1。
输入输出设备的规格号
波特率
有关通道
的参数
4.6.3
0111 NFD ASI SB2
[输入类型] 参数输入
[数据类型] 位型
#0 SB2 停止位的位数为
#3 ASI 数据输入/输出时的代码为
#7 NFD 输出数据时,是否在数据前后输出馈送
0112
[输入类型] 参数输入
[数据类型] 字节型
[数据范围] 0~6
0113
[输入类型] 参数输入
[数据类型] 字节型
[数据范围] 1~12
#7 #6 #5 #4 #3 #2 #1 #0
0: 1 位。
1: 2 位。
0: EIA 或 ISO 代码 (输入:自动判定 / 输出:遵循参数 ISO (No.0000#1)的设定)。
1: 输入/输出时均为 ASCII 代码。
0: 输出。
1: 不输出。
使用 FANUC PPR 以外的输入输出设备时,请将 NFD 设定为 1。
此参数设定 I/O CHANNEL=1 所对应的输入输出设备的规格号。
此参数设定 I/O CHANNEL=1 所对应的输入输出设备的波特率。
1(I/O CHANNEL=1)
ASCII
(ASI
(I/O CHANNEL=1时)
(I/O CHANNEL=1时)
ISO(No.0000#1)
4.6.4
#7 #6 #5 #4 #3 #2 #1 #0
0121 NFD ASI SB2
[输入类型] 参数输入
[数据类型] 位型
#0 SB2 停止位的位数为
#3 ASI 数据输入/输出时的代码为
0: 1 位。
1: 2 位。
0: EIA 或 ISO 代码 (输入:自动判定 / 输出:遵循参数 ISO (No.0000#1)的设定)。
1: 输入/输出时均为 ASCII 代码。
2(I/O CHANNEL=2)
- 23 -
Page 34

4.
参数的说明
注释
将数据输入/输出时的代码设定为
代码
设定为1)时,请将参数
也设定为1。
输入输出设备的规格号
波特率
与
画面显示功能相关的参数
与以太网/数据服务器功能相关的参数
#7
#6
#5
#4
#3
#2
#1
#0
注释
如为多路径系统,则遵循路径1的设定。
B-64700CM/01
#7 NFD 输出数据时,是否在数据前后输出馈送
0: 输出。
1: 不输出。
0122
[输入类型] 参数输入
[数据类型] 字节型
[数据范围] 0~6
0123
[输入类型] 参数输入
[数据类型] 字节型
[数据范围] 1~12
4.7
此参数设定 I/O CHANNEL=2 所对应的输入输出设备的规格号。
此参数设定 I/O CHANNEL=2 所对应的输入输出设备的波特率。
CNC
ASCII
(I/O CHANNEL=2时)
(ASI
(I/O CHANNEL=2时)
ISO(No.0000#1)
#7 #6 #5 #4 #3 #2 #1 #0
0300 PCM
[输入类型] 设定输入
[数据类型] 位型
#0 PCM 如果 CNC 主机配备存储卡接口,或者已通过 FS0i 经由 HSSB 或以太网连接电脑,则启动 CNC 画面显
示功能时
0: 使用 CNC 侧的存储卡接口。
1: 使用电脑侧的存储卡接口。
执行 CNC 画面双重显示时,数据的输入源/输出目标位置将链接至按键输入所选择的接口。
如果 CNC 主机没有配备存储卡接口,则无关本参数如何设定,均使用电脑侧的 USB 存储器接口。本
参数仅在启动 CNC 画面显示功能时有效。
4.8
0901 EFT
[输入类型] 参数输入
[数据类型] 位路径型
#1 EFT 是否使用基于以太网功能的 FTP 文件传输功能
0: 不使用。
1: 使用。
- 24 -
Page 35

B-64700CM/01 4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
#7
#6
#5
#4
#3
#2
#1
#0
注释
一般情况下请设定为0。
设定1而不进行基于
的服务器存在确认时,若网络中没有服务器,进行错误识别前有
时需要数十秒钟的时间。
主要是由于安全方面的问题,有时将电脑一侧设定为对
指令不予应答。与如此设定的
电脑进行通信时,设定1。
注释
本参数仅在通过
CNC
侧的操作将电脑侧的文件注册至数据服务器的存储卡中时有效。
0904 LCH DHC DNS UNM BWT
[输入类型] 参数输入
[数据类型] 位型
#0 BWT 在数据服务器功能的缓冲模式下运行 DNC 期间,如果 FTP 通信不及时,系统将
0: 报错。
1: 不报错,等待 FTP 通信完毕后继续运行 DNC。
#4 UNM 是否使用 CNC 主导消息通知功能
0: 不使用。
1: 使用。
#5 DNS 是否使用 DNS 客户机功能
0: 不使用。
1: 使用。
#6 DHC 是否使用 DHCP 客户机功能
0: 不使用。
1: 使用。
#7 LCH 在数据服务器功能的 List-Get 服务期间,如果已在列表文件中指定 1025 个或更多文件,是否检查有无
指定重复的文件名
0: 进行检查。
1: 不进行检查。
0905 UNS DSF PCH DNE
[输入类型] 参数输入
[数据类型] 位型
#0 DNE 通过 FOCAS2/Ethernet 功能运行 DNC 时,是否等待 DNC 运行结束
0: 等待。
1: 不等待。(FOCAS2/HSSB 兼容规格)
#1 PCH 在数据服务器功能、FTP 文件传输功能或者机器远程诊断功能中,开始通信时是否执行 PING 以确认
服务器存在。
0: 是。
1: 否。
PING
PING
#3 DSF 在数据服务器的存储卡中注册 NC 程序时
0: 文件名优先。
1: NC 程序中的程序名优先。
- 25 -
Page 36

4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
注释
如需使用本参数,必须启用数据服务器资源管理器连接功能。
注释
设定此参数后,需要暂时切断电源。
注释
设定此参数后,需要暂时切断电源。
注释
一般情况下请设定为0。
如果本参数设定为0,则从
资源管理器等特定的
客户端获取文本文件时,可
能无法正确获取。使用这类
客户端时,请将本参数设定为1。
本参数设定为1时,获取的文件无法补充用于TV检查的空白,因此可能无法输入至TV检
查有效的
CNC
中。
注释
本参数仅在通过电脑侧的操作将电脑侧的文件以文本文件的形式注册至数据服务器的存储
卡中时有效。
将本参数设定为1时,即使在电脑侧发出变更文件名后注册的指示,系统也仍会以NC程序
中的程序名进行注册。
B-64700CM/01
#4 UNS CNC 主导消息通知功能中,从连接中的 CNC 主导消息服务器以外的服务器指示 CNC 主导消息通知功
能结束时
0: 拒绝结束。
1: 同意结束。
0906 FSP EXP SCM PSV OVW
[输入类型] 参数输入
[数据类型] 位型
#2 OVW 作为 FTP 服务器运行时,如果从 FTP 客户端传输的文件与数据服务器内原有文件同名,系统将
0: 报错。
1: 不报错,直接覆盖原有文件。
#3 PSV 数据服务器功能或者 FTP 文件传输功能的 FTP 客户端
0: 在有源模式下运行。
1: 在无源模式下运行。
#5 SCM 数据服务器存储卡的访问方式
0: 根据存储卡支持的方式自动判定。
1: 采用传统的 PIO 模式 2。
#6 EXP 数据服务器功能作为 FTP 服务器运行时,从 FTP 客户端以二进制模式执行文本文件的 GET 操作后,
EOB(程序段结尾)
0: 遵循参数 CRF(No.0100#2)、NCR(No.0100#3)的设定。
1: 设定为“LF”。
1
Windows
FTP
FTP
2
#7 FSP 数据服务器功能作为 FTP 服务器运行时,在数据服务器的存储卡中注册 NC 程序时
0: 文件名优先。
1: NC 程序中的程序名优先。
- 26 -
Page 37

B-64700CM/01 4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
#7
#6
#5
#4
#3
#2
#1
#0
注释
设定此参数后,需要暂时切断电源。
本参数为自动设定参数。详情请参阅连接说明书(功能篇)
的附录“自动设
定/初始设定参数”)。
主机1的连接目标
主机2的连接目标
主机3的连接目标
0907 CLR TIP
[输入类型] 参数输入
[数据类型] 位型
#3 TIP 是否使用 C 语言执行器的 TCP/IP 通信功能
0: 不使用。
1: 使用。
#7 CLR 将数据服务器中内置的存储卡进行格式化时,是否在存储卡内的所有区域写入 0
0: 否。
1: 是。
0908 ISO
[输入类型] 设定输入
[数据类型] 位型
#0 ISO 选择数据服务器作为输入输出设备时,数据的输入/输出
0: 通过 ASCII 代码进行。
1: 通过 ISO 代码进行。
#7 #6 #5 #4 #3 #2 #1 #0
0909 HDS
[输入类型] 参数输入
[数据类型] 位型
#0 HDS 数据服务器主机文件列表画面上的文件搜索加速
0: 无效。
1: 有效。
0921
0922
0923
[输入类型] 参数输入
[数据类型] 字型
[数据范围] 0~2
此参数指定通过数据服务器功能及 FTP 文件传输功能连接的主机的 OS。
0: 与 Windows 连接
1: 与 UNIX、VMS 连接
2: 与 Linux 连接
(B-64693CM-1)
OS
OS
OS
- 27 -
Page 38

4.
参数的说明
注释
根据使用的
服务器软件不同,有的不受操作系统限制,有的在上述设定下无法正确显示
文件列表。
的等待时间设定
数据服务器内主机文件列表信息的缓存有效期
注释
设定此参数后,需要暂时切断电源。
此参数不为0时,数据服务器主机文件列表画面将显示缓存信息。因此,它可能与主机内的
列表信息不同。
服务器运行时的文件属性指定
数据服务器的存储卡中可以注册的最大文件数
以及可以注册的单个文件的最大容量
No.930
最大文件数
单个文件的最大容量
0
2047
512MB
10
511
2048MB
11
1023
1024MB
12
2047
512MB
13
4095
256MB
14
8191
128MB
15
16383
64MB
B-64700CM/01
0924
[输入类型] 参数输入
[数据类型] 字型
[数据单位] 毫秒
[数据范围] 0~32767
同时使用 FOCAS2/Ethernet 功能和数据服务器功能时,此参数以毫秒为单位设定 FOCAS2/Ethernet 功
能的等待时间。
设定为 0 时,视为 1 毫秒。
0928
[输入类型] 参数输入
[数据类型] 字型
[数据单位] 分钟
[数据范围] -1、0~100
此参数以分钟为单位指定数据服务器内主机文件列表信息的缓存有效期。过期后执行显示操作时,将
再次执行文件信息的读取操作。
指定为 0 时,缓存无效。
指定为-1 时,缓存有效,但有效期为无期限。这种情况下,如不执行显示更新操作,将不更新缓存。
如果指定的值为-1 以下,则视为指定-1,如果指定的值为 100 以上,则视为指定 100。
FTP
FOCAS2/Ethernet
1
2
0929
[输入类型] 参数输入
[数据类型] 字型
[数据范围] 0~2
此参数设定作为 FTP 服务器运行时是否优先使用 FTP 的 TYPE 命令所指定的文件属性。
0: 优先使用 FTP 客户端 TYPE 命令的指定。
1: 文件属性固定为文本文件。
2: 文件属性固定为二进制文件。
0930
[输入类型] 参数输入
[数据类型] 字型
[数据范围] 0、10~15
FTP
- 28 -
Page 39

B-64700CM/01 4.
参数的说明
注释
设定本参数后,如果对存储卡进行格式化,则最大文件数以及单个文件的最大容量限制即被
改变。
2
文件夹也被作为一个文件计数。
与
管理器相关的参数
参数 MD2
参数 MD1
输入源/输出目标位置
0
0
程序存储器
0
1
存储卡
注释
输出目标位置取决于路径1的设定。
#7
#6
#5
#4
#3
#2
#1
#0
与以太网/工业用以太网相关的参数
选择运行以太网功能、数据服务器功能、
服务器功能的快速以太网板
选择运行
功能的快速以太网板(第一片)
选择运行
设备功能的以太网板
0974
选择运行 PROFINET IO控制器功能的快速以太网板
1
4.9
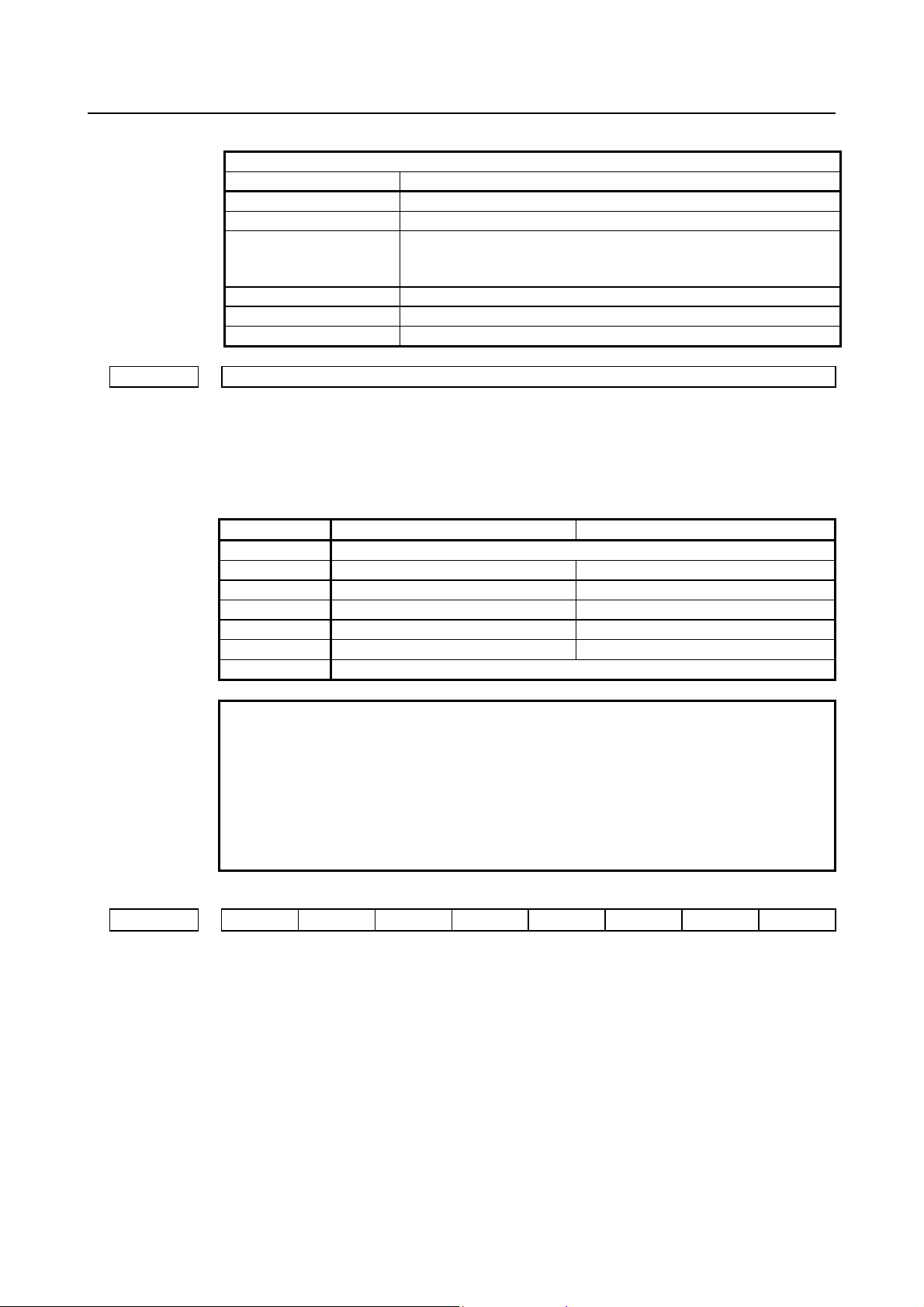
#7 #6 #5 #4 #3 #2 #1 #0
0960 PPE PMN MD2 MD1
[输入类型] 参数输入
[数据类型] 位路径型
# 1, 2 MD1,MD2 设定从动参数的输入源/输出目标位置
#3 PMN 将 Power Mate CNC 管理器功能设定为
#4 PPE
Power Mate CNC
0: 有效。
1: 无效。
在对于所连接的各从动装置结束所需数据的设定和确认后,希望优先考虑通过梯形图向各从动装置发
出的指令(希望停止 Power Mate CNC 管理器功能的通信)时,在全部路径的参数中设定 1。
0: 始终可以通过 Power Mate CNC 管理器来设定从动装置的参数。
1: 通过 Power Mate CNC 管理器进行的从动装置的参数设定,随主机 CNC 的 PWE 设定而定。PWE=0
时,禁止对 I/O LINK βi 的参数进行设定。
0961 PMO
[输入类型] 参数输入
[数据类型] 位型
#3 PMO 保存和恢复 I/O LINK βi 参数的程序的 O 号
0: 基于编号和通道号进行设定。
1: 仅基于编号进行设定。
4.10
0970
0971
0973
- 29 -
FL-net
PROFINET IO
Modbus/TCP
Page 40

4.
参数的说明
注释 设定此参数后,需要暂时切断电源。
设定值
快速以太网板
-1
不使用
0
未设定(初始值)
3
安装在 slot1 上的快速以太网板
4
安装在 slot2 上的快速以太网板
注释
有关这些参数的详情,请参阅如下手册。
使用
功能时:
板连接说明书(
使用其他工业用以太网时:工业用以太网连接说明书(
仅使用以太网功能或者数据服务器功能时:快速以太网/快速数据服务器操作说明书
(
B-64014CM)
选择
功能的运行条件
注释 设定此参数后,需要暂时切断电源。
设定值
运行条件
运行的功能
快速以太网板
-1
不运行
0
未设定(初始值)
10
仅扫描仪功能
与参数
所设定的
快速以太网板相同
20
仅适配器功能
30
兼具扫描仪功能和适配器功能
注释
此参数的设定方法请参阅工业用以太网连接说明书(
B-64013EN)。
[输入类型] 参数输入
[数据类型] 字节型
[数据范围] -1, 0, 3~4
B-64700CM/01
选择可运行各项功能的快速以太网板。
-
-
-
0975
[输入类型] 参数输入
[数据类型] 字节型
[数据范围] -1, 0, 10, 20, 30:
在与以太网功能相同的快速以太网板上运行 EtherNet/IP 功能时,选择 EtherNet/IP 功能的运行条件。
FL-net
FL-net
EtherNet/IP
B-64163EN)
B-64013EN)
1
(No.970)
- 30 -
Page 41

B-64700CM/01 4.
参数的说明
选择
功能的运行条件
注释 设定此参数后,需要暂时切断电源。
设定值
运行条件
运行的功能
快速以太网板
-1
不运行
0
未设定(初始值)
13
快速以太网板(slot1)
14
快速以太网板(slot2)
23
仅适配器功能
快速以太网板(slot1)
24
快速以太网板(slot2)
33
兼具扫描仪功能和适配器功能
快速以太网板(slot1)
34
快速以太网板(slot2)
注释
此参数的设定方法请参阅工业用以太网连接说明书(
B-64013EN)。
与系统配置相关的参数
各路径所属的机编号
注释
设定此参数后,需要暂时切断电源。
注释
设定为0时,视为属于第1机组。
各轴所属的绝对路径号
注释
设定此参数后,需要暂时切断电源。
注释
设定为0时,视为属于第1路径。
0976
[输入类型] 参数输入
[数据类型] 字节型
[数据范围] -1, 0, 13, 14, 23, 24, 33, 34
在与以太网功能不同的快速以太网板上运行 EtherNet/IP 功能时,选择 EtherNet/IP 功能的运行条件。
EtherNet/IP
2
4.11
0980
[输入类型] 参数输入
[数据类型] 字节路径型
[数据范围] 1~最大机组数
0981
[输入类型] 参数输入
[数据类型] 字节轴型
[数据范围] 1~最大路径数
此参数设定各路径属于哪个机组。
此参数设定各轴属于哪个路径。
- 31 -
Page 42

4.
参数的说明
各主轴所属的绝对路径号
注释
设定此参数后,需要暂时切断电源。
注释
设定为0时,视为属于第1路径。
各路径的路径控制类型
注释
设定此参数后,需要暂时切断电源。
B-64700CM/01
0982
[输入类型] 参数输入
[数据类型] 字节主轴型
[数据范围] 1~最大路径数
此参数设定各主轴属于哪个路径。
0983
[输入类型] 参数输入
[数据类型] 字节路径型
[数据范围] 0~1
此参数设定各路径的路径控制类型。
路径控制类型分为如下两种。
T 系列(车床系统) :0
M 系列(加工中心系统) :1
- 32 -
Page 43

B-64700CM/01 4.
参数的说明
与轴控制/设定单位相关的参数(其1)
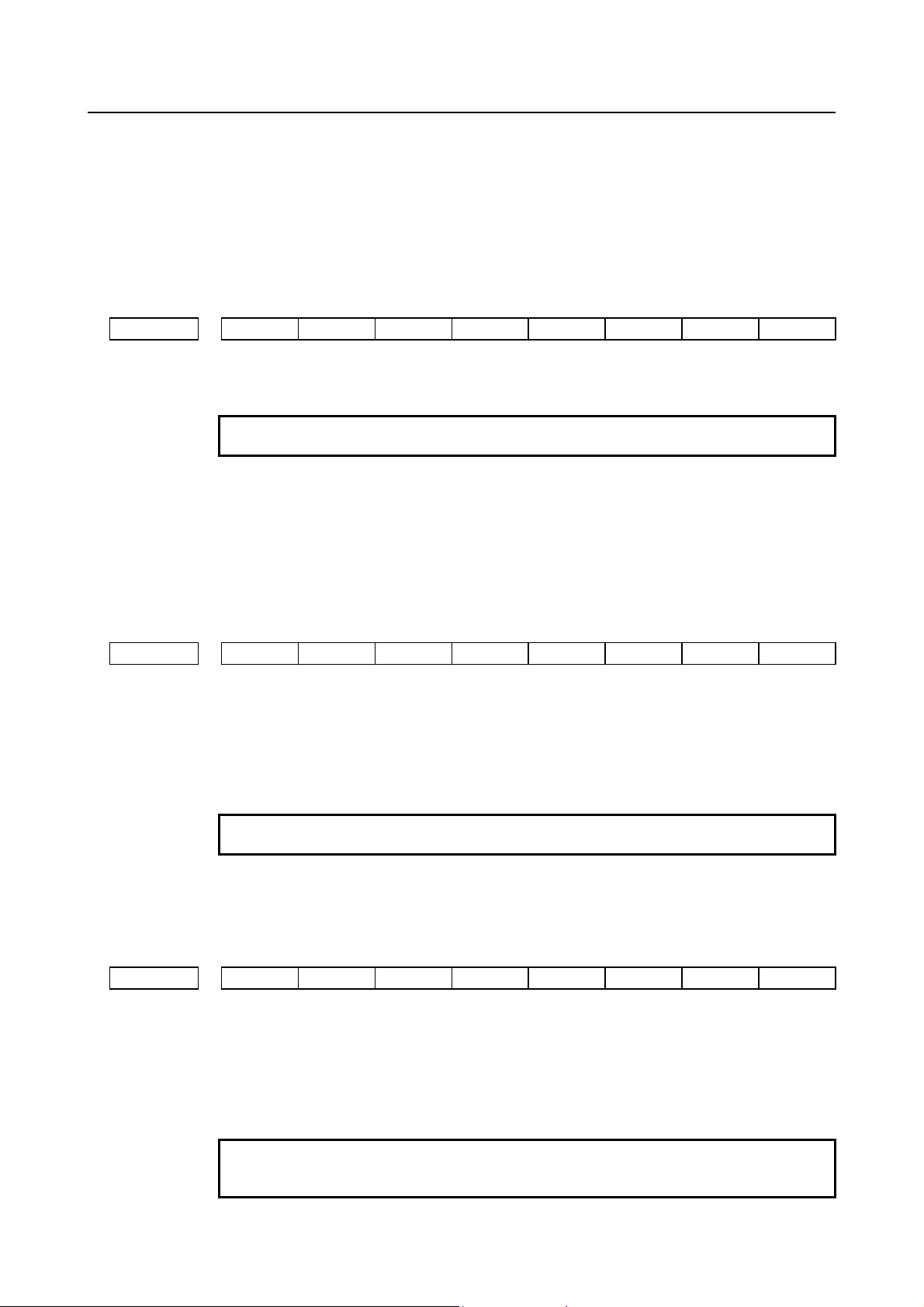
#7
#6
#5
#4
#3
#2
#1
#0
注释
设定此参数后,需要暂时切断电源。
#7
#6
#5
#4
#3
#2
#1
#0
注释
使用无挡块参考点设定功能(见参数
时,无论
的设定如何,在建立参
考点之前指定
G28
,均会发出报警
(PS0304)。
注释
本参数设定为0时,参数
IDGx(No.1012#0)
无效。
4.12
1000 EEA
[输入类型] 参数输入
[数据类型] 位型
#0 EEA 扩展的轴名称、扩展的主轴名称
1001 INM
[输入类型] 参数输入
[数据类型] 位路径型
#0 INM 直线轴的最小移动单位为
#7 #6 #5 #4 #3 #2 #1 #0
0: 无效。
1: 有效。
0: 公制单位。(公制机械)
1: 英制单位。(英制机械)
1002 IDG XIK AZR JAX
[输入类型] 参数输入
[数据类型] 位路径型
#0 JAX JOG 进给、手动快速进给以及手动返回参考点的同时控制轴数为
0: 1 轴。
1: 3 轴。
#3 AZR 参考点尚未建立时的 G28 指令将
0: 执行与手动返回参考点相同的、借助减速挡块的参考点返回操作。
1: 发出报警(PS0304)“参考点尚未建立时指定 G28 无效”。
#4 XIK 在非直线插补定位(参数 LRP(No.1401#1)=0)的情况下,对因定位而正在移动的轴分别应用互锁时
0: 仅使应用互锁的轴停止。其他轴继续移动。
1: 使所有轴全部停止。
#7 IDG 通过无挡块参考点设定方式设定参考点时,是否对禁止重设参考点的参数 IDGx(No.1012#0)进行自动
设定
0: 否。
1: 是。
DLZx(No.1005#1))
AZR
- 33 -
Page 44

4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
#7
#6
#5
#4
#3
#2
#1
#0
注释
参考点尚未建立的状态是指以下状态。
未配备绝对位置检测器的情况下,通电后从未执行参考点返回操作的状态
配备有绝对位置检测器的情况下,机械位置和绝对位置检测器之间的位置对应关系尚未建
立的状态(见参数
的说明)。
建立Cs轴坐标时,请将本参数设定为0。
使用诸如Cs轮廓控制轴之类通过
以外的指令建立或移动参考点的功能时,请将本参数
设定为1。
1004 IPR
B-64700CM/01
[输入类型] 参数输入
[数据类型] 位路径型
#7 IPR 是否将不带小数点进行指定的各轴的最小设定单位设定为最小移动单位的 10 倍
0: 不设定为 10 倍。
1: 设定为 10 倍。
设定单位为 IS-A、及参数 DPI(No.3401#0)=1(计算器型小数点输入)时,不可将最小设定单位设定为
最小移动单位的 10 倍。
1005 RMBx MCCx EDMx EDPx HJZx DLZx ZRNx
[输入类型] 参数输入
[数据类型] 位轴型
#0 ZRNx 在通电后从未执行参考点返回操作的状态下,通过自动运行发出除 G28 之外的涉及移动的指令时,系
统将
0: 发出报警(PS0224)“请返回参考点”。
1: 不发出报警,直接运行。
1
-
APZx(No.1815#4)
2
3
G28
#1 DLZx 无挡块参考点设定功能
0: 无效。
1: 有效。
#3 HJZx 如果已经建立参考点,则手动返回参考点时
0: 借助减速挡块执行参考点返回操作。
1: 通过参数 SJZ(No.0002#7)进行选择,可以无需减速挡块而以快速进给方式定位至参考点,或者
借助减速挡块执行参考点返回操作。
如果使用无挡块参考点设定功能(见参数 DLZx(No.1005#1)),则在参考点建立后手动返回参考点时,始
终以参数中所设定的速度定位至参考点,而与 HJZx 的设定无关。
#4 EDPx 切削进给时各轴的正方向的外部减速信号
0: 无效。
1: 有效。
#5 EDMx 切削进给时各轴的负方向的外部减速信号
0: 无效。
1: 有效。
#6 MCCx 在使用多轴放大器的情况下,相同放大器的其它轴进入控制轴拆除状态时是否切断伺服放大
器的 MCC 信号
0: 切断。
1: 不切断。
- 34 -
Page 45

B-64700CM/01 4.
参数的说明
注释
若是控制对象的轴,可以设定此参数。
#7
#6
#5
#4
#3
#2
#1
#0
注释
设定此参数后,需要暂时切断电源。
ROSx
ROTx
含义
直线轴
① 进行英制/公制转换。
② 所有的坐标值均为直线轴类型。(不按0~
°取整)。
③ 存储型螺距误差补偿为直线轴类型。
(见参数(No. 3624)。)
旋转轴(A类
① 不进行英制/公制转换。
② 机械坐标值按0~
°取整。
绝对坐标值、相对坐标值可以通过参数
选择是
否取整。
③ 存储型螺距误差补偿为旋转轴类型。
(见参数(
)。)
④ 从参考点返回方向执行自动返回参考点(
),移动量不超过旋转一
周。
旋转轴(B 类)
① 不进行英制/公制转换。
② 机械坐标值、绝对坐标值、相对坐标值为直线轴类型。(不按0~
°取整)。
③ 存储型螺距误差补偿为直线轴类型。
(见参数(
)。)
④ 不可同时使用旋转轴的循环功能、分度台分度功能(M 系列)。
上述之外的情形
设定无效(禁止使用)
#7 RMBx 用于启用各轴的控制轴拆除信号和设定输入 RMV(No.0012#7)的设定是否有效
0: 无效。
1: 有效。
1006
ZMIx DIAx ROSx ROTx
ZMIx TCHx DIAx ROSx ROTx
[输入类型] 参数输入
[数据类型] 位轴型
#0 ROTx 设定该轴为直线轴或旋转轴。
#1 ROSx
0 0
0 1
)
360
No. 3624
360
ROAx、RRLx (No.1008#0,#2)
G28、G30
1 1
#3 DIAx 各轴的移动指令为
0: 半径指定。
1: 直径指定。
#4 TCHx 设定是否为割炬旋转控制轴
0: 非割炬旋转控制轴。
1: 为割炬旋转控制轴。
#5 ZMIx 手动参考点返回方向为
0: 正方向。
1: 负方向。
No. 3624
- 35 -
360
Page 46

4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
#7
#6
#5
#4
#3
#2
#1
#0
注释
设定此参数后,需要暂时切断电源。
注释
ROAx
仅对旋转轴(参数
ROTx(No.1006#0)=1)
有效。
注释
RABx
仅在参数
ROAx
等于1时才有效。
1007 ZPAx GRDx ALZx RTLx
B-64700CM/01
[输入类型] 参数输入
[数据类型] 位轴型
#0 RTLx 对于旋转轴(A 类),如果参考点尚未建立,便在持续踩住减速挡块的状态下执行手动返回参考点操
作,则
0: 以参考点返回速度 FL 速度移动。
1: 在伺服电机的栅格建立之前,即使踩下减速挡块,也不会达到参考点返回速度 FL 速度,而是以快
速进给速度移动。
以快速进给速度持续移动后,松开减速挡块,然后在旋转轴旋转一周位置再次踩下减速挡块,再松开
减速挡块,即完成参考点返回操作。
本参数为 0 时,若在伺服电机的栅格尚未建立之前便松开减速挡块,则系统将发出报警(PS0090)“无
法返回参考点”。
发生此报警时,请将执行手动参考点返回操作的起始位置移至足够远离参考点的位置后,重新执行。
#1 ALZx自动返回参考点(G28)时
0: 通过定位(快速进给)返回至参考点。
但是,如果在通电后尚未执行一次参考点返回操作,则以与手动返回参考点操作相同的序列执行
参考点返回操作。
1: 以与手动返回参考点操作相同的序列返回至参考点。
#4 GRDx 对于进行绝对位置检测的轴,在机械位置和绝对位置检测器之间的位置对应关系尚未建立完成的状态
下,进行无挡块参考点设定时,是否进行 2 次以上的设定
0: 否。
1: 是。
#7 ZPAx 在进行自动返回参考点(G28)操作时,是否进行坐标系的预置
0: 否。
1: 是。
1008 RRFx RMCx SFDx RRLx RABx ROAx
[输入类型] 参数输入
[数据类型] 位轴型
#0 ROAx 将旋转轴的翻转功能设为
0: 无效。
1: 有效。
#1 RABx 绝对指令的旋转方向
0: 为快捷方向。
1: 取决于指令值的符号。
- 36 -
Page 47

B-64700CM/01 4.
参数的说明
注释
仅在参数
等于1时才有效。
2
请在参数
(No.1260)
中设定转动一周的移动量。
注释
参数
在满足下列所有条件时有效。
旋转轴(A类
翻转有效
-
已建立参考点
#7
#6
#5
#4
#3
#2
#1
#0
注释
在参数
设定为1时有效。
使用无挡块参考点设定功能时,如果由于某种原因而丢失绝对位置检测中的的参考点,则在
再次通电时,系统将发出报警
报警:请返回参考点”。
此时,操作者若将其误认为是通常的参考点返回而执行参考点返回操作,则有可能设定错误
的参考点。
为了防止这样的错误操作,系统内设有禁止再次设定无挡块参考点的参数。
将参数
设定为1时,在进行通过无挡块参考点设定的参考点设定时,禁
止再次设定无挡块参考点的参数
将被自动的设定为1。
在禁止再次设定无挡块参考点的轴中,当进行通过无挡块参考点设定的参考点设定操作
时,会发生报警
根据无挡块参考点设定,在再次进行参考点设定时,将
设定为0后,
进行参考点设定操作。
#2 RRLx 相对坐标值
0: 不按转动一周的移动量取整。
1: 按转动一周的移动量取整。
1 RRLx
ROAx
#4 SFDx 在基于栅格方式的参考点返回操作中,参考点位移功能
0: 无效。
1: 有效。
#5 RMCx 选择机械坐标系(G53)时,用于设定旋转轴翻转功能的绝对指令旋转方向的参数 RABx(No.1008#1)
0: 无效。
1: 有效。
#6 RRFx 返回参考点指令(G28)时,旋转轴翻转功能的绝对指令旋转方向,
0: 到中间点取决于参数 RABx(No.1008#1)的设定,从中间点到原点的移动则取决于参数
ZMIx(No.1006#5)的设定。
1: 取决于参数 RABx(No.1008#1)的设定。
参数 ALZx(No.1007#1)=1 时,以与手动返回参考点相同的序列返回。
RRFx(No.1008#6)=1
-
-
(ROAx(No.1008#0)=1)
)(ROTx(No.1006#0)=1、ROSx(No.1006#1)=0)
1012 IDGx
[输入类型] 参数输入
[数据类型] 位轴型
#0 IDGx 是否禁止通过无挡块参考点设定方式再次设定参考点
0: 不禁止。
1: 禁止。(发出报警(PS0301)“禁止再次设定参考点”。)
IDG(No.1002#7)
(DS0300)“APC
(1)
IDG(No.1002#7)
IDGx(No.1012#0)
(2)
(PS0301)。
(3)
IDGx(No.1012#0)
- 37 -
Page 48

4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
注释
设定此参数后,需要暂时切断电源。
设定单位
#1 ISC
#0 ISA
IS-A 0 1
IS-B 0 0
IS-C 1 0
注释
设定此参数后,需要暂时切断电源。
#7
#6
#5
#4
#3
#2
#1
#0
注释
本参数在参数
LRP(No.1401#1)
设定为1时有效。
1013 IESPx ISCx ISAx
B-64700CM/01
[输入类型] 参数输入
[数据类型] 位轴型
#0 ISAx
#1 ISCx
各轴的设定单位
#7 IESPx 设定单位为 IS-C 时,是否使用可以设定比以往更大速度和加速度参数的功能
0: 不使用。
1: 使用。
设定了本参数的轴,其设定单位为 IS-C 时,可以设定比以往更大的速度和加速度参数。
速度、加速度参数的数据范围,如标准参数设定表的(C)速度、角速度的参数表和(D)加速度、角加速
度的参数表中所述。
已设定此参数的轴在参数输入画面中,小数点后的位数显示也将变更。设定单位为 IS-C 时,将比常规
的小数点后的位数少 1 位。
#7 #6 #5 #4 #3 #2 #1 #0
1014 CDMx
[输入类型] 参数输入
[数据类型] 位轴型
#7 CDMx 是否将 Cs 轮廓控制轴作为假想 Cs 轴
0: 否。
1: 是。
1015 DWT WIC ZRL
[输入类型] 参数输入
[数据类型] 位路径型
#4 ZRL 参考点建立时,从自动参考点返回(G28)的中间点至参考点的定位、从第 2、3、4 参考点返回(G30)的
中间点至参考点的定位、以及机械坐标定位(G53)采用
0: 非直线插补型定位。
1: 直线插补型定位。
- 38 -
Page 49

B-64700CM/01 4.
参数的说明
注释
系列中,本参数为0时,仅可在当前所选中的工件坐标系或者外部工件坐标系中直接输入
工件原点偏置量测量值。在除此之外的工件坐标系中直接输入工件原点偏置量测量值时,显
示警告“禁止写入”。
各轴的程序轴名称
轴名称
X Y Z A B C U V W
设定值
88
89
90
65
66
67
85
86
87
注释
如果设定的值超出数据范围,则不会将其识别为轴名称。
使用复合型车削固定循环时,目标轴不可使用除‘X’、‘Y’、‘Z’之外的地址。
自定义宏功能启用时,不可使用与保留字相同的扩展轴名称。否则将被视为保留字。
此外,考虑到自定义宏的保留字等关系,不可使用以下2个字符开头的扩展轴名称。
4
宏调用时,自变量中不可使用扩展轴名称。
设定各轴为基本坐标系的哪一个轴
#6 WIC 直接输入工件原点偏置量测量值时,
0: (M 系列)不考虑外部工件原点偏置量。
(T 系列)仅在所选的工件坐标系中有效。
1: (M 系列)考虑外部工件原点偏置量。
(T 系列)在所有的坐标系中均有效。
T
#7 DWT 以 P 指定每秒驻留的时间时,其设定单位
0: 受制于设定单位。
1: 不受制于设定单位(1ms)。
1020
[输入类型] 参数输入
[数据类型] 字节轴型
[数据范围] 65~67,85~90
轴名称(第 1 轴名称:参数 No.1020)可 以 从‘ A’、‘ B’、‘ C’、‘ U’、‘ V’、‘ W’、‘ X’、
‘Y’、‘Z’中任意(但车床系统中 G 代码体系 A 的情形下不可使用‘U’、‘ V’、‘ W’)选择。
此外,若是 EEA(No.1000#0)=1 的情形,可通过设定第 2 轴名称(参数(No.1025))、第 3 轴名称(参
数(No.1026)),将轴名称最多扩展为 3 个字符。(扩展的轴名称)
第 2、第 3 轴名称可以通过 ASCII 代码任意设定‘0’~‘9’、‘A’~‘Z’的字符。但是,若尚未
在各轴中设定第 2 轴名称,则第 3 轴名称无效。此外,为第 2 轴名称设定了‘0’~‘9’时,请勿为
第 3 轴名称设定‘A’~‘Z’。
(参考) ASCII 代码
在车床系统的 G 代码体系 A 中,第 1 轴名称使用‘X’、‘Y’、‘Z’、‘C’的轴,第 1 轴名称的
部分为‘U’、‘V’、‘W’、‘H’的指令,分别成为该轴的增量指令。
1
2
3
AB,AC,AD,AN,AS,AT,AX,BC,BI,BP,CA,CL,CO,US,WH,WR,XO,ZD,ZE,ZO,ZW
1022
[输入类型] 参数输入
[数据类型] 字节轴型
[数据范围] 0~7
为了确定圆弧插补、刀具直径补偿等的平面
G17 :Xp-Yp 平面
G18 :Zp-Xp 平面
G19 :Yp-Zp 平面
此参数设定各控制轴为基本坐标系基本 3 轴 X、Y、Z 中的哪一轴或其平行轴。
基本 3 轴 X、Y、Z 的设定仅可针对某 1 个控制轴。
2 个及以上的控制轴可设定为同一基本轴的平行轴。
- 39 -
Page 50

4.
参数的说明
设定值
含义
0
旋转轴(既非基本 3 轴,也非平行轴)
1
基本 3 轴的 X 轴
2
基本 3 轴的 Y 轴
3
基本 3 轴的 Z 轴
5
X 轴的平行轴
6
Y 轴的平行轴
7
Z 轴的平行轴
各轴的伺服轴编号
注释
设定此参数后,需要暂时切断电源。
使用的伺服控制软件的系列名称
注释
设定此参数后,需要暂时切断电源。
注释
设定本参数时,请将同一伺服处理器控制的所有轴均设定为相同值。(伺服处理器由参数
No.1023
中描述的n值决定。)
B-64700CM/01
一般来说,设定为平行轴的轴的设定单位及其指定直径或半径的设定与基本 3 轴的设定相同。
1023
[输入类型] 参数输入
[数据类型] 字节轴型
[数据范围] 0~80
此参数设定各控制轴与第几号伺服轴对应。设定 1+8n、2+8n、3+8n、4+8n、5+8n、6+8n (n = 0,1,2,
…,9)的值,如 1、2、3、4、5、…、77、78。
控制轴的编号表示轴类型参数或轴类型机械信号的序列号。
- 针对执行 Cs 轮廓控制或主轴定位的轴,请在伺服轴编号栏设定-(主轴号)。
[例] 在第 4 控制轴上使用第 1 主轴进行 Cs 轮廓控制时,设定为-1。
- 如为串联控制轴及电子齿轮箱(以下简称为 EGB)控制轴,则需要每两个轴一组进行设定,因此
请设定如下。
串联轴:
将主动轴设定为某个奇数(1、3、5、9、...)伺服轴编号。将轴组中的从动轴设定为主动轴设定
值加 1 后得到的值。
EGB 轴:
将从动轴设定为某个奇数(1、3、5、9、...)伺服轴编号。将轴组中的虚拟轴设定为从动轴设定
值加 1 后得到的值。
1024
[输入类型] 参数输入
[数据类型] 字节轴型
[数据范围] 0~9
指定使用的伺服控制软件系列。请设定使用的伺服控制软件系列的最后 1 位数值。如果设定值为 0,
将从存储于 FROM 的伺服控制软件中选择使用系列末尾数值最小的软件。
而如果此参数指定的伺服控制软件未存储于 FROM 上,则系统将发出报警 SV0455。
例)FROM 中存有 90x0 系列、90x3 系列两项时
0 :使用 90x0 系列。
1~2 :发出报警 SV0455。
3 :使用 90x3 系列。
4~9 :发出报警 SV0455。
- 40 -
Page 51

B-64700CM/01 4.
参数的说明
各轴的第2程序轴名称
各轴的第3程序轴名称
参考轴
注释
此参数设定为0时,参考轴为第1轴。
与坐标系相关的参数(其1)
注释
在工件坐标系无效(参数
)的情况下有效。工件坐标系有效(参数
)时,无论本参数的设定如何,在执行手动返回参考点操作时,始终以
工件原点偏置量(参数(
No.1220~No.1226
))为基准建立工件坐标系。
注释
在工件坐标系有效(参数
时有效。如需使用局部坐标系
,请将
工件坐标系设定为有效。
1025
1026
[输入类型] 参数输入
[数据类型] 字节轴型
[数据范围] 48~57、65~90
1031
[输入类型] 参数输入
[数据类型] 字节路径型
[数据范围] 1~控制轴数
扩展轴名称有效时(参数 EEA(No.1000#0)=1),通过设定第 2、第 3 轴名称,可将轴名称扩展至最多
3 个字符。第 2、第 3 轴名称可以通过 ASCII 代码任意设定‘0’~‘9’、‘A’~‘Z’的字符。但
是,若尚未在各轴中设定第 2 轴名称,则第 3 轴名称无效。此外,为第 2 轴名称设定了‘0’~‘9’
时,请勿为第 3 轴名称设定‘A’~‘Z’。
空运行速度和 F1 位数的进给速度等等所有轴通用的参数中,有的参数单位根据设定单位的不同而不同。
由于设定单位可以通过参数对每个轴分别进行选择,因此这类参数的单位对应于参考轴的设定单位。
本参数用于设定将第几轴作为参考轴。
一般情况下,将基本 3 轴中最小设定单位的轴作为参考轴。
4.13
1201
[输入类型] 参数输入
[数据类型] 位路径型
#0 ZPR 在进行手动返回参考点操作时,是否进行自动坐标系设定
#2 ZCL 在进行手动返回参考点操作时,是否取消局部坐标系
#7 #6 #5 #4 #3 #2 #1 #0
WZR NWS FPC ZCL ZPR
WZR FPC ZCL ZPR
0: 否。
1: 是。
ZPR
NWZ(No.8136#0)=0
0: 不取消。
1: 取消。
NWZ(No.8136#0)=1
#3 FPC 使用软键设定浮动参考点后,是否将相对位置显示预置为 0
ZCL
0: 否。(相对位置显示不变。)
1: 是。
NWZ(No.8136#0)=0)
- 41 -
(G52)
Page 52

4.
参数的说明
注释
如果不显示工件坐标系位移量设定画面,则不可通过
改变工件坐标系位移量。否则系
统将发出报警
(PS0010)
“指定了不可使用的G代码”。
注释
在三维转换模式中,当参数
时,无论本参数设定如何,均为复位状态。
2
参数
CLR(No.3402#6)=1
时,随参数
C14(No.3407#6
)而定。
#7
#6
#5
#4
#3
#2
#1
#0
注释
参数
且参数
时,无论本参数的设定如何,均将被取
消。
参数
且参数
时,无论本参数的设定如何,均将被取消。
三维坐标转换模式中,在参数
的情况下,无论本参数的设定如何,均不
被取消。
#7
#6
#5
#4
#3
#2
#1
#0
B-64700CM/01
#6 NWS 是否显示工件坐标系位移量设定画面
0: 显示。
1: 不显示。
G10P0
#7 WZR 当参数 CLR(No.3402#6)=0 时,通过 MDI 单元的复位键、外部复位信号、复位&反绕信号、或急停信
号复位 CNC 时,编号 14(工件坐标系)的 G 代码
0: 置于复位状态。(不返回至 G54)
1: 设定为清除状态。(返回至 G54)
1
D3R(No.5400#2)=1
1202
RLC G92 EWS EWD
RLC G92 EWD
[输入类型] 参数输入
[数据类型] 位路径型
#0 EWD 基于外部工件原点偏置量的坐标系的位移方向
0: 随外部工件原点偏置量的符号而定。
1: 沿着与外部工件原点偏置量的符号相反的方向位移。
#1 EWS 将外部工件原点偏置量设定为
0: 有效。
1: 无效。
#2 G92 工件坐标系(G52~G59)有效(参数 NWZ(No.8136#0)=0)时,如果指定坐标系设定的 G 代码(M 系
列:G92、T 系列:G50(G 代码体系 B、C 时为 G92)),则系统将
0: 直接执行而不发出报警。
1: 发出报警(PS0010)“指定了不可使用的 G 代码”而不予执行。
#3 RLC 是否通过复位来取消局部坐标系
0: 不取消。
1: 取消。
1
CLR(No.3402#6)=0
2
CLR(No.3402#6)=1
3
1203 EMS
[输入类型] 参数输入
[数据类型] 位路径型
#0 EMS 扩展的外部机械原点位移功能
0: 无效。
1: 有效。
WZR(No.1201#7)=1
C14(No.3407#6)=0
D3R(No.5400#2)=1
- 42 -
Page 53

B-64700CM/01 4.
参数的说明
注释
1
如需使用扩展的外部机械原点位移功能,必须具备外部机械原点位移功能或者外部数据输入
功能。
2
如果扩展的机械原点位移功能有效,则传统的外部机械原点位移功能无效。
警告
本参数设定为1时,请预先在参数
中设定适当的值。
如果参数
中设定的地址已在其他用途使用,可能引起预想不到的机器动作。请充分
注意避免使用的内部继电器存在冲突。
#7
#6
#5
#4
#3
#2
#1
#0
注意
本参数为1时,只可以指令
。如果发出
指令,系统将会报警
而如果发出
G54~G59、G54.1
指令,缓冲将受到抑制。
No.1280
No.1280
1205 WTC 3TW R2O R1O
[输入类型] 参数输入
[数据类型] 位路径型
#4 R1O 参考点位置的信号输出
0: 无效。
1: 有效。
#5 R2O 第 2 参考点位置的信号输出
0: 无效。
1: 有效。
#6 3TW 在斜面分度指令模式中,通过 G 代码发出选择工件坐标系的指令时,
0: 系统发出报警(PS5462)“指令(G68.2/G69)有误”。
1: 执行工件坐标系选择。
G54~G59、G54.1
(PS5462)。
G52、G92
- 43 -
Page 54

4.
参数的说明
程序示例
G90 G17
G54
G68.2 X_Y_Z_ I_ J_ K_
G53.1
G43H_
G55 X_Y_Z_
G56 X_Y_Z_
G57 X_Y_Z_
G49
G69
机床原点
X_Y_Z_:坐标系原点偏移量
G54
坐标系原点
偏移量
特征
坐标系(G68.2)
G55
坐标系原点
偏移量
G56
坐标系原点
偏移量
G57
坐标系原点
偏移量
特征
坐标系(G68.2)
特征
坐标系(G68.2)
特征
坐标系(G68.2)
机床原点
手动干预量
Po
WZo
Pn
WZn
手动干预前的
G54 的工件坐标系
手动干预后的
G54 的工件坐标系
刀具长度补偿
刀具长度补偿
B-64700CM/01
#7 WTC 预置工件坐标系时,是否清除因刀具移动产生的刀具长度补偿量(M 系列)、因刀具移动产生的刀具
位置偏置量(T 系列)
0: 清除。
1: 不清除。
设定本参数后,可以不用取消刀具长度补偿模式,而通过 G 代码指令、MDI 操作、或者各轴工件坐标
系预置信号 WPRST1~WPRST8<Gn358>,预置工件坐标系。如下图所示进行手动干预时,系统将创
建按照手动干预量相应位移后的 WZn 的坐标系。之后,即使预置坐标系,也会在刀具长度补偿量保持
不变的状态下,预置为原先的 WZo 坐标系。
- 44 -
Page 55

B-64700CM/01 4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
注释
此参数没有工件坐标系且参数
ZPR(No.1201#0)=0
时有效。
#7
#6
#5
#4
#3
#2
#1
#0
注释
本参数的设定仅在用于M系列且参数
时有效。在除此以外的条件下,如
将本参数设定为1,则与本参数设定为0时的动作相同。
1220
各轴的外部工件原点偏置量
1221
工件坐标系
的工件原点偏置量
1222
工件坐标系
的工件原点偏置量
1223
工件坐标系
的工件原点偏置量
工件坐标系
的工件原点偏置量
工件坐标系
的工件原点偏置量
工件坐标系
的工件原点偏置量
1206 HZP
[输入类型] 参数输入
[数据类型] 位路径型
#1 HZP 高速手动返回参考点时,是否预置坐标系
0: 是。
1: 否。
1207 WOL
[输入类型] 参数输入
[数据类型] 位路径型
#0 WOL 工件原点偏置量测量值直接输入的计算方式
0: 对于刀具长度补偿量设定为与基准刀具的差值的机器,在已安装基准刀具的状态下测量/设定刀具
原点偏置量。
(基准刀具的刀具长度假设为 0)
1: 对于刀具长度补偿量设定为刀具长度本身的机械,在已安装刀具所对应的刀具长度补偿有效的状
态下,将在考虑刀具长度的前提下测量/设定工件原点偏置量。
DAL(No.3104#6)=1
[输入类型] 设定输入
[数据类型] 实数轴型
[数据单位] mm、inch、度(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
这是赋予工件坐标系(G54~G59)原点位置的参数之一,与工件原点偏置量在各工件坐标系都不相同这
一点相反,该参数赋予所有工件坐标系相同的偏置量。也可以利用外部数据输入功能从 PMC 设定该值。
1(G54)
2(G55)
3(G56)
1224
4(G57)
1225
5(G58)
1226
6(G59)
[输入类型] 设定输入
[数据类型] 实数轴型
[数据单位] mm、inch、度(输入单位)
- 45 -
Page 56

4.
参数的说明
第1参考点在机械坐标系中的坐标值
注释
设定此参数后,需要暂时切断电源。
第2参考点在机械坐标系中的坐标值
第3参考点在机械坐标系中的坐标值
第4参考点在机械坐标系中的坐标值
浮动参考点在机械坐标系中的坐标值
自动设定坐标系时参考点的坐标系
B-64700CM/01
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
此参数设定工件坐标系 1~6(G54~G59)的工件原点偏置量。
1240
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm、inch、度(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
参考点在机械坐标系中的坐标值。
1241
1242
1243
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm、inch、度(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
此参数设定第 2~第 4 参考点在机械坐标系中的坐标值。
1244
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm、inch、度(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
此参数设定浮动参考点在机械坐标系中的坐标值。
1250
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm、inch、度(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
此参数设定在进行自动坐标系设定时各轴的参考点的坐标系。
- 46 -
Page 57

B-64700CM/01 4.
参数的说明
旋转轴转动一周的移动量
注释
设定此参数后,需要暂时切断电源。
在扩展外部机械原点位移功能中使用的信号组的起始地址
注释
如果设定不存在的R地址或系统区地址,则本功能无效。
请在本参数中设定偶数值。
3
本参数设定为0时,使用从地址R0开始的内部继电器。
警告
如果本参数中设定的地址已在其他用途使用,可能引起预想不到的机器动作。请充分注意避
免使用的内部继电器存在冲突。
对置刀架镜像的刀架间距
1260
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] 度
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
此参数针对旋转轴设定旋转一周的移动量。
对于进行圆柱插补的旋转轴,请设定标准设定值。
1280
[输入类型] 参数输入
[数据类型] 2 字路径型
[数据范围] 0~59999 内的偶数值
此参数设定在扩展外部机械原点位移功能中使用的信号组的起始地址。设定不存在的值时,本功能无
效。
譬如,如果设定为 100,则在本功能中使用 R100~。所使用的最后的 R 地址因控制轴数而不同。如为
8 轴控制,则使用 R100~R115。
1
2
1290
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
此参数设定对置刀架镜像中的刀架间距。
- 47 -
Page 58

4.
参数的说明
与存储行程检测相关的参数
注释
刀具根据自动运行中的移动指令进入由参数指定的禁止区域时,即使将本参数设定为1,也
会显示报警,刀具减速停止。这种情况下,也会对
PMC
输出超程报警信号。
注释
参数
设定为1时,存储行程检测1切换信号
(使用存储
行程检测1区域扩展时为
EXLM3<Gn531.7>、EXLM2<Gn531.6>、EXLM<Gn007.6>
)无效。
注释
本参数在AI轮廓控制中也有效。
2
本参数在进给轴同步控制的从动轴中无效。
#7
#6
#5
#4
#3
#2
#1
#0
B-64700CM/01
4.14
1300 BFA LZR RL3 LMS NAL OUT
[输入类型] 设定输入
[数据类型] 位路径型
#0 OUT 在存储行程检测 2 中,
#1 NAL 在刀具进入存储行程极限 1 的禁止区时,
#2 LMS 将存储行程检测 1 切换信号 EXLM(使用存储行程检测 1 区域扩展时为 EXLM3、EXLM2、EXLM)
#7 #6 #5 #4 #3 #2 #1 #0
0: 将内侧设定为禁止区。
1: 将外侧设定为禁止区。
0: 超程报警信号+OT1~+OT8<Fn124>,-OT1~-OT8<Fn126>不输出。
1: 输出超程报警信号,减速后停止。
此时,如果正在执行手动运行,则不输出报警。
设定为
0: 无效。
1: 有效。
#5 RL3 将存储行程检测 3 释放信号 RLSOT3<Gn007.4>设定为
0: 无效。
1: 有效。
#6 LZR “刚刚通电后的存储行程检测”有效(参数 DOT(No.1311#0)=1)时,在执行手动参考点返回操作之前,
是否进行存储行程检测
0: 是。
1: 否。
#7 BFA 发生存储行程检测 1、2、3 报警时,以及在路径间干涉检测功能(T 系列)中发生干涉报警时,以及
在卡盘尾座隔板(T 系列)中发生报警时,
0: 刀具在进入禁止区后停止。
1: 刀具停在禁止区前。
1
1301 PLC OTS OF1 NPC LMA DLM
[输入类型] 设定输入
[数据类型] 位路径型
#0 DLM 将不同轴向存储行程检测切换信号+EXLx<Gn104>和-EXLx<Gn105>设定为
0: 无效。
DLM(No.1301#0)
EXLM<Gn007.6>
- 48 -
Page 59

B-64700CM/01 4.
参数的说明
注释
在下列情况下,自动解除功能无效。要解除报警,需要执行复位操作。
设定为超出存储行程极限前发出报警(参数
2
发生其他的超程报警(存储行程检测
2,3
、干涉检测等)时。
#7
#6
#5
#4
#3
#2
#1
#0
注释
程序段的刀具轨迹检测对于移动前行程极限检测无效的功能也无效。
2
移动前行程极限检测的限制事项,在程序段的刀具轨迹检测中也有效。
#7
#6
#5
#4
#3
#2
#1
#0
1: 有效。
本参数设定为 1 时,存储行程检测 1 切换信号 EXLM<Gn007.6>无效。
#1 LMA 参数 LMS(No.1300#2)=1,存储行程检测 1 切换信号 EXLM<Gn007.6>=”1”时,存储行程检测 1 的可
动区域
0: 为存储行程检测 1-Ⅱ中设定的内侧区域。
1: 为存储行程检测 1-Ⅰ中设定的内侧区域加上在存储行程检测 1-Ⅱ中设定的内侧区域。
#2 NPC 在移动前行程极限检测中,是否检查 G31(跳转)、G37(刀具长度自动测量)的程序段的移动
0: 进行检查。
1: 不进行检查。
#4 OF1 在存储行程检测 1 中,发生报警后,轴移动至可移动范围时
0: 在进行复位之前,不解除报警。
1: 立即解除 OT 报警。
1
BFA(No.1300#7)=1)时。
#6 OTS 发生超程报警时,
0: 不向 PMC 输出信号。
1: 向 PMC 输出超程报警信号+OT1~+OT8<Fn124>,-OT1~-OT8<Fn126>。
#7 PLC 是否进行移动前行程检测
0: 否。
1: 是。
1302 SBA
[输入类型] 参数输入
[数据类型] 位路径型
#0 SBA 在移动前行程极限检测中,是否执行移动指令程序段的刀具轨迹检测
0: 否。
1: 是。
1
1310 OT3x OT2x
[输入类型] 设定输入
[数据类型] 位轴型
#0 OT2x 将每个轴的存储行程检测 2 设定为
0: 无效。
1: 有效。
#1 OT3x 将每个轴的存储行程检测 3 设定为
0: 无效。
1: 有效。
- 49 -
Page 60

4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
注释
设定此参数后,需要暂时切断电源。
注释
本功能通过软件来存储机械坐标,所以会给系统带来负荷。对于无需本功能的轴,请勿进行
设定。在切断电源期间移动的量,在刚刚通电后不会反映于机械坐标。
#7
#6
#5
#4
#3
#2
#1
#0
设定切换存储行程极限的数据的数据表
的起始地址
注释
设定此参数后,需要暂时切断电源。
2
本参数设定为0时,使用从地址D0开始的数据表。
警告
如果本参数中设定的地址已在其他用途使用,可能引起预想不到的机器动作。要充分注意避
免使用的数据表存在冲突。
每个轴的存储行程极限1的正方向坐标值Ⅰ
每个轴的存储行程极限1的负方向坐标值Ⅰ
1311 DOTx
B-64700CM/01
[输入类型] 参数输入
[数据类型] 位轴型
#0 DOTx 刚刚通电后的存储行程极限检测
0: 无效。
1: 有效。
设定为有效时,系统将存储电源切断之前的机械坐标。
通电后设定此机械坐标。
并根据该机械坐标设定绝对坐标和相对坐标。
1312 SLM
[输入类型] 参数输入
[数据类型] 位型
#0 SLM 将行程极限范围变更功能设定为
0: 无效。
1: 有效。
1313
[输入类型] 参数输入
[数据类型] 2 字路径型
[数据范围] 0~59996
此参数设定 PMC 数据表(D)的起始地址,该数据表用于设定切换存储行程极限的数据。
1
1320
1321
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm、inch、度(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
(D)
- 50 -
Page 61

B-64700CM/01 4.
参数的说明
注释
直径指定的轴,以直径值来设定。
2
用参数(
No.1320、No.1321
)设定的区域外侧为禁止区。
每个轴的存储行程极限2的正方向坐标值
每个轴的存储行程极限2的负方向坐标值
注释
直径指定的轴,以直径值来设定。
2
通过参数
OUT(No.1300#0)
设定将禁止区置于外侧或内侧。
每个轴的存储行程极限3的正方向坐标值
每个轴的存储行程极限3的负方向坐标值
注释
直径指定的轴,以直径值来设定。
2
用参数(
No.1324、No.1325
)设定的区域内侧为禁止区。
每个轴的存储行程极限1的正方向坐标值Ⅱ
每个轴的存储行程极限1的负方向坐标值Ⅱ
每个轴的存储行程极限1的正方向坐标值Ⅲ
每个轴的存储行程极限1的负方向坐标值Ⅲ
每个轴的存储行程极限1的正方向坐标值Ⅳ
每个轴的存储行程极限1的负方向坐标值Ⅳ
每个轴的存储行程极限1的正方向坐标值Ⅴ
每个轴的存储行程极限1的负方向坐标值Ⅴ
此参数为每个轴设定在存储行程检查 1 的正方向以及负方向的机械坐标系中的坐标值。
1
1322
1323
[输入类型] 设定输入
[数据类型] 实数轴型
[数据单位] mm、inch、度(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
此参数为每个轴设定在存储行程检测 2 的正方向以及负方向的机械坐标系中的坐标值。
1
1324
1325
[输入类型] 设定输入
[数据类型] 实数轴型
[数据单位] mm、inch、度(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
此参数为每个轴设定在存储行程检测 3 的正方向以及负方向的机械坐标系中的坐标值。
1326
1327
1350
1351
1352
1353
1354
1355
1
- 51 -
Page 62

4.
参数的说明
每个轴的存储行程极限1的正方向坐标值Ⅵ
每个轴的存储行程极限1的负方向坐标值Ⅵ
每个轴的存储行程极限1的正方向坐标值Ⅶ
每个轴的存储行程极限1的负方向坐标值Ⅶ
每个轴的存储行程极限1的正方向坐标值Ⅷ
每个轴的存储行程极限1的负方向坐标值Ⅷ
EXLM3
EXLM2
EXLM
选择的行程参数
0 0 0
坐标值Ⅰ(No.1320/No.1321)
0 0 1
坐标值Ⅱ(No.1326/No.1327)
0 1 0
坐标值Ⅲ(No.1350/No.1351)
0 1 1
坐标值Ⅳ(No.1352/No.1353)
1 0 0
坐标值Ⅴ(No.1354/No.1355)
1 0 1
坐标值Ⅵ(No.1356/No.1357)
1 1 0
坐标值Ⅶ(No.1358/No.1359)
1 1 1
坐标值Ⅷ(No.1360/No.1361)
注释
直径指定的轴,以直径值来设定。
各参数设定的区域外侧均为禁止区域。
存储行程检测1切换信号
,仅在参数
时有效。
不同轴方向的存储行程检测1切换信号±
有效(参数
)时,基于
存储行程检测1切换信号
(EXLM3,EXLM2,EXLM)
的行程参数切换无效。
注意
如果设定禁止区域时2个点为同一点,则检测1的整个区域均为禁止区域。
2
对于禁止区域,请正确设定大小关系。如果设定不当,行程将无限大。
B-64700CM/01
1356
1357
1358
1359
1360
1361
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm、inch、度(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
此参数为每个轴设定在存储行程检查 1 的正方向以及负方向的机械坐标系中的坐标值。
存储行程检测 1 切换信号 EXLM3<Gn531.7>、EXLM2<Gn531.6>、EXLM<Gn007.6>、与所选行程参数
之间的关系如下所示。
当参数 DLM(No.1301#0)为 1 且不同的轴方向存储行程检测切换信号+EXLx,-EXLx 为“ 1”时,行
程检测使用参数(No.1326,No.1327)。
1
2
3
(EXLM3,EXLM2,EXLM)
4
EXLx
LMS(No.1300#2)为1
DLM(No.1301#0)为1
1
- 52 -
Page 63

B-64700CM/01 4.
参数的说明
与卡盘尾架屏障相关的参数
选择卡盘的形状
卡盘的卡爪尺寸
注释
此参数是以直径值设定还是以半径值设定,取决于其对应的轴是直径指定还是半径指定。
卡盘的卡爪尺寸 W
注释
此参数始终以半径值输入。
卡盘的卡爪尺寸
注释
此参数是以直径值设定还是以半径值设定,取决于其对应的轴是直径指定还是半径指定。
4.15
1330
[输入类型] 参数输入
[数据类型] 字节路径型
[数据范围] 0~1
1331
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
请选择卡盘形状。
0 : 内径夹持卡盘
1 : 外径夹持卡盘
(若是 IS-B,其范围为 0.0~+999999.999)
请设定卡盘的卡爪长度(L)。
L
1332
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
请设定卡盘的卡爪宽度(W)。
1333
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
请设定卡盘的卡爪长度(L1)。
L1
- 53 -
Page 64

4.
参数的说明
卡盘的卡爪尺寸
注释
此参数始终以半径值输入。
卡盘的位置CX(X轴)
注释
此参数是以直径值设定还是以半径值设定,取决于其对应的轴是直径指定还是半径指定。
卡盘的位置
注释
此参数是以直径值设定还是以半径值设定,取决于其对应的轴是直径指定还是半径指定。
根据本参数和参数
尾座的位置
的大小关系,决定卡盘和尾座的方向。即
使不使用卡盘也请务必设定本参数。
尾座的长度
B-64700CM/01
1334
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
请设定卡盘的卡爪宽度(W1)。
1335
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
此参数设定工件坐标系中的卡盘的位置(X 轴的坐标值)。
W1
1336
CZ(Z轴)
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
此参数设定工件坐标系中的卡盘的位置(Z 轴的坐标值)。
1
2
No.1348(
TZ(Z轴))
1341
L
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
请设定尾座的长度(L)。
- 54 -
Page 65

B-64700CM/01 4.
参数的说明
注释
此参数是以直径值设定还是以半径值设定,取决于其对应的轴是直径指定还是半径指定。
尾座的直径
注释
此参数始终采用直径值输入。
尾座的长度
注释
此参数是以直径值设定还是以半径值设定,取决于其对应的轴是直径指定还是半径指定。
尾座的直径
注释
此参数始终采用直径值输入。
尾座的长度
1342
D
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
请设定尾座的直径(D)。
1343
L1
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
请设定尾座的长度(L1)。
1344
D1
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
请设定尾座的直径(D1)。
1345
L2
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
请设定尾座的长度(L2)。
- 55 -
Page 66

4.
参数的说明
注释
此参数是以直径值设定还是以半径值设定,取决于其对应的轴是直径指定还是半径指定。
尾座的直径
注释
此参数始终采用直径值输入。
尾座的直径
注释
此参数始终采用直径值输入。
尾座的位置
注释
此参数是以直径值设定还是以半径值设定,取决于其对应的轴是直径指定还是半径指定。
根据此参数与参数
(卡盘位置
轴))之间的大小关系,决定卡盘及尾架的
方向。即便不使用尾架,也请务必设定此参数。
#7
#6
#5
#4
#3
#2
#1
#0
CTA
注释
设定此参数后,需要暂时切断电源。
B-64700CM/01
1346
D2
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
请设定尾座的直径(D2)。
1347
D3
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
请设定尾架的直径(D3)。
1348
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
此参数设定工件坐标系中尾架的位置(Z 轴坐标值)。
1
2
No.1336
CZ(Z
1370
[输入类型] 参数输入
[数据类型] 位型
TZ(Z轴)
- 56 -
Page 67

B-64700CM/01 4.
参数的说明
进给速度相关参数
#7
#6
#5
#4
#3
#2
#1
#0
#0 CTA 卡盘尾架屏障超程报警
0: 采用传统代码。 (报警 OT0502、OT0503)
1: 采用新规格。 (报警 OT0520、OT0521)
4.16
1401 RDR TDR RF0 JZR LRP RPD
[输入类型] 参数输入
[数据类型] 位路径型
#0 RPD 通电后参考点返回完成之前,将手动快速进给设定为
#1 LRP 定位(G00)为
#2 JZR 是否通过 JOG 进给速度进行手动返回参考点操作
#4 RF0 快速进给时,切削进给速度倍率为 0%的情况下
#5 TDR 在螺纹切削以及攻丝操作中(攻丝循环 G74、G84、刚性攻丝)将空运行设定为
#6 RDR 在快速进给指令中空运行
#7 #6 #5 #4 #3 #2 #1 #0
0: 无效。(成为 JOG 进给。)
1: 有效。
0: 非直线插补型定位。(刀具在快速进给下沿各轴独立地移动。)
1: 直线插补型定位。(刀具沿着直线移动。)
使用三维坐标转换时,请将其设定为 1。
0: 否。
1: 是。
0: 不会停止。
1: 停止。
0: 有效。
1: 无效。
0: 无效。
1: 有效。
1402 JRV OV2 JOV NPC
[输入类型] 参数输入
[数据类型] 位路径型
#0 NPC 是否使用不带位置编码器的每转进给(每转进给模式(G95)时,将每转进给 F 转换为每分钟进给 F 的功
#1 JOV 将 JOG 倍率设定为
#3 OV2 第 2 进给速度倍率
能)
0: 不使用。
1: 使用。
0: 有效。
1: 无效。(固定为 100%)
0: 使用信号*AFV0~*AFV7<Gn013>(以 1%为最小单位)。
1: 使用信号*APF00~*APF15<Gn094,Gn095>(以 0.01%为最小单位)。
- 57 -
Page 68

4.
参数的说明
注释
请为参数
(No.1423)
设定进给速度。
#7
#6
#5
#4
#3
#2
#1
#0
#7
#6
#5
#4
#3
#2
#1
#0
注释
此参数用于选择使用无挡块参考点设定功能时的进给速度,同时还用于选择通过参数
在参考点建立后执行手动返回参考点操作期间,不用减速挡块而以快速进给
方式定位至参考点时的进给速度。
注释
无论本参数的设定如何,在反比时间进给
模式中会发出报警
中无F指
令”。
如果将本参数
改设为0,则当参数
时,请进行复位。
为
0
时,请重新通电。
B-64700CM/01
#4 JRV JOG 进给和增量进给
0: 选择每分钟进给。
1: 选择每转进给。
1403
RTV ROC
ROC
[输入类型] 参数输入
[数据类型] 位路径型
#4 ROC 在螺纹切削循环 G92(T 系列)、G76(T 系列)、G76.7(M 系列)中,在螺纹切削完成后的回退动
作中快速进给倍率
0: 有效。
1: 无效。(倍率 100%)
#7 RTV 螺纹切削循环回退操作中快速进给倍率
0: 有效。
1: 无效。
1404
FC0 FM3 DLF
FC0 DLF
[输入类型] 参数输入
[数据类型] 位路径型
#1 DLF 参考点建立后的手动返回参考点操作
0: 以快速进给速度(参数(No.1420))定位至参考点。
1: 以手动快速进给速度(参数(No.1424))定位至参考点。
SJZ(No.0002#7)
#2 FM3 每分钟进给时的不带小数点的 F 指令的设定单位为
0: 1 mm/min(英制输入时为 0.01 inch/min)。
1: 0.001 mm/min(英制输入时为 0.00001 inch/min)。
#7 FC0 自动运行中,进给速度的指令(F 指令)为 0 的切削进给的程序段(G01,G02,G03 等)被指令时
0: 发出报警(PS0011)“未指定切削进给速度”。
1: 不发出报警(PS0011),而以进给速度 0 执行该程序段。
1
2
FC0由1
- 58 -
(G93)
CLR(No.3402#6)为1
(PS1202)“G93
CLR
Page 69

B-64700CM/01 4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
注释
请将周速恒定控制置于有效(参数
基于
的主轴输出控制无效。
3
将本参数设定为1时,无法在基于
PMC
的主轴输出控制中使用每转进给。
注释
本参数在手轮同步进给功能有效时有效。
#7
#6
#5
#4
#3
#2
#1
#0
注释
无论本参数的设定如何,快速进给倍率对于F0的进给速度均有效。
1405
EDR HFR PCL
EDR HFR PCL FR3
[输入类型] 参数输入
[数据类型] 位路径型
#1 FR3 每转进给时的不带小数点的 F 指令的设定单位为
0: 0.01 mm/rev(英制输入时为 0.0001 inch/rev)。
1: 0.001 mm/rev(英制输入时为 0.00001 inch/rev)。
#2 PCL 是否使用不带位置编码器的周速恒定控制功能
0: 不使用。
1: 使用。
1
2
PMC
#3 HFR 快速进给下的速度指令
0: 为参数设定值。
1: 通过手轮同步进给功能,同步于手动手轮的旋转。
SSC(No.8133#0)=1)。
#5 EDR 直线插补型定位时的外部减速速度
0: 使用切削进给时的外部减速速度。
1: 使用第 1 路径第 1 轴在快速进给时的外部减速速度。
(以外部减速 1 为例)
本参数为 0 时的参数(No.1426)、
本参数为 1 时整个系统的第 1 轴参数(No.1427)
为外部减速 1 的外部减速度。
1406
EX3 EX2
F1O EX3 EX2
[输入类型] 参数输入
[数据类型] 位路径型
#0 EX2 外部减速功能 设定 2
0: 无效。
1: 有效。
#1 EX3 外部减速功能 设定 3
0: 无效。
1: 有效。
#7 F1O 相对于 F1 位进给(F1~F9)的切削进给速度,进给速度倍率、第 2 进给速度倍率、倍率取消
0: 无效。
1: 有效。
- 59 -
Page 70

4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
空运行速度
切削进给速度
注释
设定此参数后,需要暂时切断电源。
反向移动时的切削进给速度
1408 IRCx RFDx
B-64700CM/01
[输入类型] 参数输入
[数据类型] 位轴型
#0 RFDx 旋转轴的进给速度控制采用
0: 传统方式。
1: 旋转轴的虚拟圆周速度指令方式。
#3 IRCx 将切削进给的最大速度参数(No.1430/No.1432)的设定单位
0: 不设定为 10 倍。
1: 设定为 10 倍。
将基于下列功能的动作设定为有效时,请设定本参数。
- 基于伺服电机的主轴控制轴
- 多边形加工功能的刀具旋转轴
下列功能中,不执行切削进给的最大速度参数(No.1430/No.1432)的检测。设定本参数后,仅伺服电
机的最大速度参数(No.12255)的设定单位为 10 倍。
- 任意速度螺纹切削的主轴(Cs 轴)
本参数设定为 1 时,如果 1000(1/min)(=360000(deg/min))的旋转速度设定为有效,则参数
(No.1430/No.1432)设定为 36000.0。
1410
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数设定 JOG 进给速度指定度盘的100%的位置的空运行速度。数据单位取决于参考轴的设定单位。
将本参数设定为 0 时,系统发出报警(PS5009)"进给速度为 0(空运行)"。
1411
[输入类型] 设定输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min、度/min(输入单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
由于机器在加工期间无需频繁改变切削进给速度,所以可通过参数来指定切削进给速度。因此,无需
在 NC 指令数据中指定切削进给速度(F 代码)。
1414
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
- 60 -
Page 71

B-64700CM/01 4.
参数的说明
手动直线、圆弧插补连续进给期间倍率
%时的手动同步进给速度
注释
本参数仅在参数
(手动每转进给有效)时有效。手动每转进给无效时,手
动直线、圆弧插补连续进给速度为空运行速度(参数
此外,对于加工中心,螺纹切削/同步进给无效时,即使设定为参数
,手
动直线、圆弧插补连续进给速度仍为空运行速度(参数
(No.1410))
(每分钟进给)。
各轴的快速进给速度
每个轴的快速进给倍率的F0速度
每个轴的
进给速度
注释
本参数分别被每个轴的手动快速进给速度(参数
(No.1424)
)钳制起来。
每个轴的手动快速进给速度
此参数设定反向移动时的切削进给速度。设定为 0 时,将按照程序中指定的进给速度反向移动。
1415
100
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
JRV(No.1402#4)=1
1420
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定快速进给倍率为 100%时的快速进给速度。
1421
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定快速进给倍率的 F0 速度。
1423
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
(1) 参数 JRV(No.1402#4)= 0(每分钟进给)时,为每个轴设定手动进给速度倍率为 100%时的 JOG 进
给速度(每分钟的进给量)。
(2) 参数 JRV(No.1402#4)=1(每转进给)时,为每个轴设定手动进给速度倍率为 100%时的 JOG 进给
速度(主轴转动一周的进给量)。
JOG
(No.1410))。
JRV(No.1402#4)=1
1424
[输入类型] 参数输入
[数据类型] 实数轴型
- 61 -
Page 72

4.
参数的说明
注释
1
设定值为0时,视为与参数
(No.1420)
(各轴的快速进给速度)相同。
2
选择了手动快速进给时(参数
RPD(No.1401#0=1))
,无论参数
JRV(No.1402#4)
的设定如何,都
会按照本参数中所设定的速度执行手动进给。
每个轴的手动返回参考点的FL速度
切削进给时的外部减速速度
每个轴的快速进给时的外部减速速度
每个轴的参考点返回速度
注释
对于该速度,视为设定值
,应用快速进给倍率(F0、25、50、
2
在完成参考点返回、建立机械坐标系之后的自动返回速度,遵循正常的快速进给速度。
B-64700CM/01
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定快速进给倍率为 100%时的手动快速进给速度。
1425
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定参考点返回时的减速后的进给速度(FL 速度)。
1426
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数设定切削进给或直线插补型定位(G00)时的外部减速速度。
1427
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定快速进给时的外部减速速度。
1428
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数设定采用减速挡块的参考点返回时、或在尚未建立参考点的状态下的参考点返回时的快速进给
速度。该参数用作参考点建立前自动运行期间发出快速进给指令(G00)时的进给速度。
1
100%
- 62 -
100%)。
Page 73

B-64700CM/01 4.
参数的说明
注释
通过参考点返回建立机器的参考点之前,手动快速进给速度可以通过参数
)
选择
进给速度或者手动快速进给速度。
参数(
)的设定值为0时,各自的速度为如下所示参数的设定值。
快速进给速度
进给速度
手动快速进给速度
可通过参数
)将手动参考点返回时的速度始终设定为
进给速度。
参数
时,成为参数
的设定值。
无挡块参考点返回、或者在参考点建立后与减速挡块无关地以快速进给方式执行手动
参考点返回时,手动参考点返回速度遵循这些功能的设定。(随参数
而
定。
)
1430
每个轴的最大切削进给速度
1432
插补前加/减速模式中的每个轴的最大切削进给速度
1434
每个轴的手动手轮进给的最大进给速度
参考点建立前
参考点建立后
自动参考点返回(G28)
No.1428
No.1420
自动快速进给(G00)
No.1428
No.1420
手动参考点返回 *1
No.1428
No.1428 *3
手动快速进给
参考点建立前
参考点建立后
自动参考点返回(G28)
No.1420
No.1420
自动快速进给(G00)
No.1420
No.1420
手动参考点返回 *1
No.1424
No.1424 *3
手动快速进给
No.1423 *2
No.1424
3
4
1420:
1423: JOG
1424:
*1 :
*2 :
*3 :
JOG
No.1428
RPD(No.1401#0)为1
JZR(No.1401#2
No.1423 *2 No.1424
(No.1424)
RPD(No.1401#0
DLF (No.1404#1)
JOG
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定最大切削进给速度。
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定 AI 轮廓控制等预读插补前加减速模式中的最大切削进给速度。
本参数为 0 时,或者未处于预读非插补前加减速模式时,参数(No.1430)中所设定的钳制有效。
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
- 63 -
Page 74

4.
参数的说明
切削进给时的外部减速速度 设定
每个轴的快速进给时的外部减速速度 设定
每个轴的手动手轮进给的最大进给速度 设定
切削进给时的外部减速速度 设定
每个轴的快速进给时的外部减速速度 设定
每个轴的手动手轮进给的最大进给速度 设定
B-64700CM/01
手动手轮进给速度切换信号 HNDLF<Gn023.3>=“1”时,此参数为每个轴设定手动手轮进给的最大进
给速度。
1440
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数设定切削进给或者直线插补型定位(G00)时的外部减速速度 2。
1441
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定快速进给时的外部减速速度 2。
1442
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定手动手轮进给的最大进给速度 2。
1443
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数设定切削进给或者直线插补型定位(G00)时的外部减速速度 3。
1444
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定快速进给时的外部减速速度 3。
1445
[输入类型] 参数输入
[数据类型] 实数轴型
2
2
2
3
3
3
- 64 -
Page 75

B-64700CM/01 4.
参数的说明
位进给的手摇脉冲发生器每一刻度的进给速度的变化量
)(但是 2,1
100
max
==∆ i
F
F
n
i
i
F
max
iFmax
1max
F
2
max
F
的进给速度
~
~
的进给速度
F1~F4 的进给速度上限值
的进给速度上限值
[数据单位] mm/min、inch/min(机床单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定手动手轮进给的最大进给速度 3。
1450
F1
[输入类型] 参数输入
[数据类型] 字节路径型
[数据范围] 1~127
F1 位进给时,此参数设定用于确定手摇脉冲发生器每旋转一个刻度时的进给速度变化量的常数。
设定上式的 n。即设定使手摇脉冲发生器旋转多少周时进给速度成为
上式中
为 F1 位指令的进给速度上限值,在参数(No.1460,1461)中设定。
: : F1~F4 的进给速度上限值(参数(No.1460))
: F5~F9 的进给速度上限值(参数(No.1461))
1451
1459
[输入类型] 设定输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数设定相对于 F1 位指令的 F1~F9 的进给速度。
F1 位指令时,在转动手摇脉冲发生器改变进给速度时,该参数的值也将随之发生变化。
1460
F1
F9
。
1461
F5~F9
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数设定 F1 位指令的进给速度上限值。
通过手摇脉冲发生器增大速度时,如为 F1~F4 的 F1 位指令,则进给速度受参数(No.1460)的上限值钳
制;如为 F5~F9 的 F1 位指令,则进给速度受参数(No.1461)的上限值钳制。
- 65 -
Page 76

4.
参数的说明
旋转轴的虚拟圆周速度指令中的虚拟圆半径
执行螺纹切削循环
的回退动作时的进给速度
执行螺纹切削循环 G76.7 的回退动作时的进给速度
警告
手动控制中断有效时,请将此参数设定为与参数(
No.1430
)相同的值。
注释
参数
设定为1时,或者本参数的设定值为0时,使用参数
的进给
速度。
#7
#6
#5
#4
#3
#2
#1
#0
注意
本参数为1时,圆弧插补的速度钳制以及倍率、空运行无效。因此,存在行程极限附近的移
动指令时,某些情况下可能无法正确进行行程极限检测。
割炬旋转速度
B-64700CM/01
1465
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm, inch (输入单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(B)
此参数设定旋转轴在虚拟圆周速度指令方式下的虚拟圆半径。
如果设定为 0,则速度计算时该旋转轴被排除在外。
输入单位为英制输入时,请以英寸输入。但是,数据显示时则转换为毫米后显示。
1466
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min(机床单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
在螺纹切削循环 G92、G76、G76.7 中,系统在完成螺纹切削后将执行回退动作。此参数设定这一回退
动作的进给速度。
G92、G76
CFR(No.1611#0)
1490 PGF
[输入类型] 参数输入
[数据类型] 位路径型
#7 PGF 高速程序检测模式中圆弧插补的指令速度
0: 为空运行速度。
此时,手动进给速度倍率信号*JV0 .. *JV15<Gn010 .. Gn011>有效。
1: 为 CNC 的最高指令速度。
1495
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数设定割炬控制轴的旋转速度。
(No.1420)
- 66 -
Page 77

B-64700CM/01 4.
参数的说明
与加减速控制相关的参数 (其1)
#7
#6
#5
#4
#3
#2
#1
#0
注释
本参数为初始设定参数。有关详情,请参阅连接说明书(功能篇)(
)的附录
“自动设定/初始设定参数”。
注释
本参数为初始设定参数。有关详情,请参阅连接说明书(功能篇)(
)的附录
“自动设定/初始设定参数”。
#7
#6
#5
#4
#3
#2
#1
#0
4.17
1601 NCI RTO
[输入类型] 参数输入
[数据类型] 位路径型
#4 RTO 是否在快速进给程序段之间执行程序段搭接
#5 NCI 到位检查时,
1602 LS2 BS2 CAF
[输入类型] 参数输入
[数据类型] 位路径型
#2 CAF 在刀具直径补偿模式/刀尖半径补偿模式中,是否变更圆弧切削速度
#3 BS2 AI 轮廓控制模式等预读插补前加/减速模式中的切削进给插补后加/减速为
#7 #6 #5 #4 #3 #2 #1 #0
0: 否。
1: 是。
0: 确认减速时指定速度是否为 0(加/减速的延迟为 0),并确认机器位置是否已到达指定位置(伺
服的位置偏差量进入参数(No.1826)所设定的到位宽度范围内)。
1: 仅确认减速时指定速度是否为 0(加/减速的延迟为 0)。
0: 只对内侧圆弧进行变更。
1: 对内侧圆弧/外侧圆弧均进行变更。
0: 指数函数型、或直线型加/减速。
(取决于参数 LS2(No.1602#6)的设定)
1: 铃型加/减速。
#6 LS2 AI 轮廓控制模式等预读插补前加/减速模式中的切削进给插补后加/减速为
0: 指数函数型加/减速。
1: 直线型加/减速。
1603 PRT
[输入类型] 参数输入
[数据类型] 位路径型
#4 PRT 直线插补型定位的快速进给加/减速采用
0: 加速度恒定型。
1: 时间恒定型。
- 67 -
B-64693CM-1
B-64693CM-1
Page 78

4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
注释
变更参数后,需要暂时进行复位。
本参数为初始设定参数。有关详情,请参阅连接说明书(功能篇)(
)的附录
“自动设定/初始设定参数”。
#7
#6
#5
#4
#3
#2
#1
#0
注释
设定此参数后,需要暂时切断电源。
#7
#6
#5
#4
#3
#2
#1
#0
注释
如需使本参数有效,请将参数
设定为0。
时,路径内所有轴均处于
时间恒定型的加减速状态。
#7
#6
#5
#4
#3
#2
#1
#0
1604 SHP
B-64700CM/01
[输入类型] 参数输入
[数据类型] 位路径型
#0 SHP 是否设定在自动运行启动时等同于 AI 轮廓控制的 G5.1Q1 指令
0: 否。
1: 是。
1605 EST
[输入类型] 参数输入
[数据类型] 位路径型
#2 EST 进给轴急停功能
0: 无效。
1: 有效。
#7 #6 #5 #4 #3 #2 #1 #0
1606 MNJx
[输入类型] 参数输入
[数据类型] 位轴型
#0 MNJx 通过手动手轮中断、或自动手动同时动作(中断类型)时,
0: 仅使切削进给加/减速有效,使 JOG 进给加/减速无效。
1: 对切削进给加/减速和 JOG 进给加/减速都应用加/减速。
B-64693CM-1
1607 PRTx
[输入类型] 参数输入
[数据类型] 位轴型
#0 PRTx 直线插补型定位的快速进给加/减速采用
0: 加速度恒定型。
1: 时间恒定型。
1610 THLx JGLx CTBx CTLx
[输入类型] 参数输入
PRT(No.1603#4)
- 68 -
PRT为1
Page 79

B-64700CM/01 4.
参数的说明
注释
本参数为初始设定参数。有关详情,请参阅连接说明书(功能篇)(
)的附录
“自动设定/初始设定参数”。
注释
本参数为初始设定参数。有关详情,请参阅连接说明书(功能篇)(
)的附录
“自动设定/初始设定参数”。
注释
本参数为初始设定参数。有关详情,请参阅连接说明书(功能篇)(
)的附录
“自动设定/初始设定参数”。
#7
#6
#5
#4
#3
#2
#1
#0
注释
本参数设定为1时,系统会在回退动作之前检查指令速度是否已为0(加/减速的延迟为0)。
此外,回退动作的速度使用快速进给速度(参数
),与参 数
无关。此参数
设定为0时,回退速度使用参数
。此外,回退动作的加/减速仅为插补后加/减速。
快速进给插补前加/减速以及最佳扭矩加/减速无效。
[数据类型] 位轴型
#0 CTLx 切削进给或切削进给时的空运行加/减速采用
0: 指数函数型加/减速。
1: 直线型加/减速。
#1 CTBx 切削进给或切削进给时空运行的加/减速采用
0: 指数函数型、或直线型加/减速。
(取决于参数 CTLx(No.1610#0)的设定)
1: 铃型加/减速。
#4 JGLx JOG 进给的加/减速采用
0: 指数函数型加/减速。
1: 与切削进给相同的加/减速。(取决于参数 CTBx、CTLx(No.1610#1,#0))
#5 THLx 螺纹切削循环中的加/减速采用
0: 指数函数型加/减速。
1: 与切削进给相同的加/减速。
(取决于参数 CTBx、CTLx(No.1610#1,#0))
但是,时间常数和 FL 速度使用螺纹切削循环的参数(No.1626、No.1627)。
B-64693CM-1
B-64693CM-1
B-64693CM-1
1611 TCO AOFF THA CFR
[输入类型] 参数输入
[数据类型] 位路径型
#0 CFR 在螺纹切削循环 G92(T 系列)、G76(T 系列)、G76.7(M 系列)中,螺纹切削后的回退动作
0: 属于螺纹切削时的插补后加/减速类型,使用螺纹切削的时间常数(参数(No.1626))、FL 速度
(参数(No.1627))。
1: 属于快速进给的插补后加/减速类型,使用快速进给的时间常数。
(No.1466)
#1 THA AI 轮廓控制模式中发出螺纹切削指令时,系统将
0: 发出报警。
1: 暂时取消 AI 轮廓控制模式,执行指令。
- 69 -
(No.1420)
(No.1466)
Page 80

4.
参数的说明
注释
如果本参数设定为1,当螺纹切削指令前后的指令中预读插补前加减速有效时,将在程序
段的连接处暂时减速停止。
本参数为自动设定参数。有关详情,请参阅连接说明书(功能篇)(
)的附录
“自动设定/初始设定参数”。
注释
参数
SHP(No.1604#0)为0
,且未指定
G05.1Q1、G05P10000
、或
G08P1
时,本参数有效。
注释
使用本功能时,螺纹切削循环回退无效。
#7
#6
#5
#4
#3
#2
#1
#0
注释
在进给保持停止期间、单程序段停止期间无效。
B-64700CM/01
1
#2 AOFF 在 AI 轮廓控制模式关闭状态下,当先行前馈功能参数有效时,使先行前馈功能
0: 有效。
1: 无效。
#3 TCO 是否在螺纹切削循环的程序段间执行快速进给搭接
0: 否。
1: 是。
这是快速进给搭接功能之一,在单一型车削用固定循环的螺纹切削循环中,可在回退动作和返回动作
之间、返回动作和下一个螺纹切削循环的定位动作之间进行快速进给搭接。
程序段之间搭接的快速进给速度减速比在参数(No.1726)中设定。
B-64693CM-1
1612 MTA TOD AIR PRO
[输入类型] 参数输入
[数据类型] 位路径型
#0 PRO 快速进给程序段搭接的速度减速比
0: 使用参数(No.1722)。
1: 使用系统变量#100851[#_ROVLP[1]]~#100874[#_ROVLP[24]]。
本功能在快速进给程序段搭接无效信号 ROVLP<Gn053.5>为“0”,且参数 RTO(No.1601#4)=1(在快
速进给程序段之间进行程序段搭接)时有效。
#1 AIR AI 轮廓控制模式中的状态显示、以及模式中信号
0: 仅在满足 AI 轮廓控制执行条件时有效。
1: 在 AI 轮廓控制模式中始终有效。
将本参数设定为 1 时,模式中的闪烁显示、AI 轮廓控制模式中信号 AICC<Fn062.0>在 AI 轮廓控制模
式中始终有效。
#2 TOD 是否在螺纹切削循环的程序段之间执行快速进给搭接
0: 否。
1: 是。
在单一型车削用固定循环的螺纹切削循环中,可以在回退动作和返回动作之间、返回动作和下一个螺
纹切削循环的定位动作之间进行快速进给搭接。
搭接距离在参数(No.1728)和(No.1729)中设定。
#4 MTA 在螺纹加工期间超出进给速度的上限速度时,是否发出报警 PS0530
0: 是。
1: 否。
- 70 -
Page 81

B-64700CM/01 4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
每个轴的快速进给直线型加/减速的时间常数(T)、
每个轴的快速进给铃型加/减速的时间常数(T1)
速度
快速进给速度
(参数
(No.1420))
时间
速度
快速进给速度
(参数(No.1420))
时间
T
1
T
2
T
2
T
2
T
2
T
1
每个轴快速进给铃型加/减速时间常数
1614 RNO
[输入类型] 参数输入
[数据类型] 位路径型
#0 RNO 针对包括尚未建立参考点的 Cs 轮廓控制轴在内的所有轴发出自动返回参考点指令时,
0 : 所有轴的纳米插补均无效。
1 : 除了未建立参考点的 Cs 轮廓控制轴外,所有轴的纳米插补均有效。
1620
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~4000
此参数为每个轴设定快速进给的加/减速时间常数。
(例)
直线型加/减速
T:参数(No.1620)的设定值
铃型加/减速
T1:参数(No.1620)的设定值
T
:参数(No.1621)的设定值(但设定为 T1 ≧ T2)
2
总加速(减速)时间 :T
直线部分的时间 :T
曲线部分的时间 :T
1621
+ T2
1
- T2
1
× 2
2
(T2)
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~512
- 71 -
Page 82

4.
参数的说明
每个轴的切削进给加/减速的时间常数
每个轴的切削进给插补后加/减速的FL速度
每个轴的
进给加/减速的时间常数
每个轴的
进给加/减速的FL速度
每个轴的螺纹切削循环中的加/减速用时间常数
每个轴的螺纹切削循环加/减速的FL速度
B-64700CM/01
此参数为每个轴设定快速进给铃型加/减速的时间常数 T2。
1622
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~4000
此参数为每个轴设定切削进给的指数函数加/减速、插补后铃型加/减速或插补后直线型加/减速的时间
常数。通过参数 CTLx,CTBx(No.1610#0,#1)选择使用哪一类型。此参数除了特殊用途外,务必为所有
轴设定相同的时间常数。若设定不同的时间常数,则无法得到正确的直线或圆弧形状。
1623
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定切削进给的指数函数型加/减速的下限速度(FL 速度)。
1624
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~4000
此参数为每个轴设定 JOG 进给加/减速时间常数。
1625
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定 JOG 进给加/减速的 FL 速度。
本参数仅对指数函数型加减速有效。
1626
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~4000
此参数为每个轴设定螺纹切削循环 G92(T 系列)、G76(T 系列)、G76.7(M 系列)中的插补后加/减速时间
常数。
1627
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
JOG
JOG
- 72 -
Page 83

B-64700CM/01 4.
参数的说明
插补前加/减速的每个轴的允许最大加速度
注释
本参数为初始设定参数。有关详情,请参阅连接说明书(功能篇)(
)的附录
“自动设定/初始设定参数”。
相对于直线型快速进给的插补前加/减速的每个轴的允许最大加速度或
最佳转矩加/减速的基准允许加速度
插补前铃型加减速相对于直线型快速进给的加速度变化时间或
最佳转矩加减速期间铃型加减速的加速度变化时间
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数为每个轴设定螺纹切削循环 G92(T 系列)、G76(T 系列)、G76.7(M 系列)中的插补后加/减速的 FL
速度。除了特殊情况外,将其设定为 0。
FL 速度仅在插补后加减速为指数函数型的情况下有效。
1660
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/sec
2
、inch/sec2、度/sec2(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(D)
(若是公制系统,其范围为 0.0~+100000.0;若是英制系统,其范围为 0.0~+10000.0)
此参数设定预读插补前加/减速中每个轴的允许最大加速度。
设定为 100000.0 以上的值时,该设定值将被钳制为 100000.0。
设定为 0 值时,视为设定 100000.0。但是,为所有轴均设定为 0 时,不执行预读插补前加减速。
每个轴的允许加速度的设定值在轴间有 2 倍以上不同时,在移动方向发生急剧变化的拐角部,速度在
某些情况下会暂时放慢。
1671
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/sec
2
、inch/sec2、度/sec2(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(D)
(若是公制系统,其范围为 0.0~+100000.0;若是英制系统,其范围为 0.0~+10000.0)
(1) 此参数设定相对于直线型快速进给的预读插补前加/减速的允许最大加速度。
设定为 100000.0 以上的值时,该设定值将被钳制为 100000.0。
设定为 0 值时,视为已设定下列值。
1000.0 mm/sec
100.0 inch/sec
2
2
100.0 度/sec2
但是,为所有轴均设定为 0 时,不执行预读插补前加减速。
(2) 最佳转矩加/减速的基准允许加速度
1672
[输入类型] 参数输入
[数据类型] 2 字路径型
[数据单位] msec
[数据范围] 0~200
(1) 此参数设定直线型快速进给的预读插补前铃型加/减速的加速度变化时间(指从定速状态(A)变至
恒定加减速状态(C)的时间,即下图(B)部分所示时间,其加速度根据参数(No.1671)所设定的加速
度进行计算)。
B-64693CM-1
- 73 -
Page 84

4.
参数的说明
切线方向速度
根据参数(No.1671)的设定值自动
计算不超过各轴的允许最大加速
度的最大加速度
(A) (B)
(B)
(B)
(B)
(A)
(A)
(C)
(C)
通过参数(No.1672)设定时间
进给轴急停时的切线方向的允许最大加速度
每个轴第2次快速进给插补后直线型加/减速的时间常数(T)
每个轴第2次快速进给插补后铃型加/减速的时间常数(
)
注释
参数
CTC(No.11502#6
)为1时,可在轴移动过程中重写此参数。
每个轴第2次快速进给插补后铃型加/减速的时间常数(
)
每个轴第3次快速进给插补后直线型加/减速的时间常数(T)
每个轴第3次快速进给插补后铃型加/减速的时间常数(
)
B-64700CM/01
(2) 此参数设定最佳转矩加减速期间铃型加减速的加速度变化时间(指从定速状态(A)变至加减速状态
(C)的时间,即下图(B)部分所示时间,其加速度根据最佳转扭加速度进行计算)。
1673
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm/sec/sec、inch/sec/sec、度/sec/sec(机械单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(D)
(若是公制系统,其范围为 0.0~+100000.0;若是英制系统,其范围为 0.0~+10000.0)
此参数设定进给轴急停时预读插补前加减速期间切线方向的允许最大加速度。
设定为 100000.0 以上的值时,该设定值将被钳制为 100000.0。
如果设定为 0 或比预读插补前加/减速的加速度更低的值,则系统将不作如下变更,仍使用当前设定值
并停止。
・预读插补前加/减速的加速度变更
・加/减速类型从预读插补前铃型加/减速变更为预读插补前直线型加/减速
1674
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] -1~4000
此参数为每个轴设定第 2 快速进给的加/减速时间常数。
对于此参数设定为-1 或超出范围的轴,第 2 和第 3 次快速进给插补后的加速时间常数无效。
T
1
1675
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~512
1676
[输入类型] 参数输入
[数据类型] 字轴型
此参数为每个轴设定第 2 快速进给插补后铃型加/减速的时间常数 T
视为设定 0。
- 74 -
T
2
。本参数设定的值超出范围时,
2
T
1
Page 85

B-64700CM/01 4.
参数的说明
注释
参数
CTC(No.11502#6
)为1时,可在轴移动过程中重写此参数。
每个轴第3次快速进给插补后铃型加/减速的时间常数(
)
每个轴的第2次切削进给插补后加/减速的时间常数
每个轴的第3次切削进给插补后加/减速的时间常数
注释
设定此参数后,需要暂时切断电源。
[数据单位] msec
[数据范围] -1~4000
此参数为每个轴设定第 3 次快速进给插补后的加/减速时间常数。
对于此参数设定为-1 或超出范围的轴,第 2 和第 3 次快速进给插补后的加速时间常数无效。
1677
T
2
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~512
此参数为每个轴设定第 3 次快速进给插补后的铃型加/减速的时间常数 T
。本参数设定的值超出范围
2
时,视为设定 0。
1678
1679
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] -1~4000
此参数为每个轴设定第 2、第 3 次切削进给插补后的加/减速时间常数。
对于此参数设定为-1 或超出范围的轴,第 2 和第 3 次切削进给插补后的加速时间常数无效。
#7 #6 #5 #4 #3 #2 #1 #0
1680 HDCx
[输入类型] 参数输入
[数据类型] 位轴型
#0 HDCx 钻孔固定循环搭接
#7 #6 #5 #4 #3 #2 #1 #0
1681 DZL DQL DFW DRV DRL DPS
[输入类型] 参数输入
[数据类型] 位路径型
#0 DPS 在钻孔固定循环搭接中,“移至孔位的快速进给程序段到移至 R 点水平的快速进给程序段之间”和“移
#1 DRL 在钻孔固定循环搭接中,“移至 R 点水平的快速进给程序段到钻孔程序段之间”和“移至 R 点水平的
0: 无效。
1: 有效。
至 R 点水平/初始水平的程序段到移至下个孔位的快速进给程序段之间”搭接
0: 有效。
1: 无效。
回退程序段到移至初始水平的程序段之间”搭接
0: 有效。
1: 无效。
- 75 -
Page 86

4.
参数的说明
每个轴在钻孔固定循环中的快速进给加/减速时间常数
每个轴在钻孔固定循环中的切削进给加/减速时间常数
每个轴在钻孔固定循环中的快速进给加/减速时间常数
(快速进给插补前加/减速模式中的快速进给插补后加/减速的时间常数)
每个轴在钻孔固定循环中的切削进给加/减速时间常数
(切削进给插补前加/减速模式中的切削进给插补后加/减速的时间常数)
每个轴在钻孔固定循环搭接插补后加/减速的时间常数
B-64700CM/01
#2 DRV 在钻孔固定循环搭接中,“移至(高速)深孔钻孔循环的回退程序段到进刀程序段之间”搭接
0: 有效。
1: 无效。
#3 DFW 在钻孔固定循环搭接中,“移至深孔钻孔循环的进刀(快速进给)到进刀程序段(切削进给)之间”
搭接
0: 有效。
1: 无效。
#4 DQL 在钻孔固定循环搭接中,“移至(高速)深孔钻孔循环的进刀程序段到回退程序段之间”搭接
0: 有效。
1: 无效。
#5 DZL 在钻孔固定循环搭接中,孔底搭接
0: 有效。
1: 无效。
1682
(T2)
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~512
在钻孔固定循环搭接中,此参数为每个轴设定在钻孔固定循环中的快速进给加/减速时间常数(T2)。
1683
(T1)
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~4000
在钻孔固定循环搭接中,此参数为每个轴设定在钻孔固定循环中的快速进给加/减速时间常数(T1)。
1684
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~4000
在钻孔固定循环搭接中,此参数为每个轴设定在 AI 轮廓控制 I/AI 轮廓控制 II 等快速进给插补前加减
速模式下、在钻孔固定循环中快速进给插补后加/减速的时间常数。
1685
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~4000
在钻孔固定循环搭接中,此参数为每个轴设定在 AI 轮廓控制 I/AI 轮廓控制 II 等切削进给插补前加减
速模式下、在钻孔固定循环中切削进给插补后加/减速的时间常数。
1686
1
[输入类型] 参数输入
- 76 -
Page 87

B-64700CM/01 4.
参数的说明
注释
参数(
)均设定为0时,参数(
)对于钻孔固定循环
搭接插补后加减速的时间常数有效。
每个轴在钻孔固定循环搭接插补后加/减速的时间常数
注释
参数(
)均设定为0时,参数(
)对于钻孔固定循环
搭接插补后加减速的时间常数有效。
进给轴急停时各轴的允许最大加速度
注释
如有任一轴已设定参数
的值,则进给轴急停时各轴的允许最大加速度有效。而参数
(
)的设定无效。
参数(
)的设定有效时,对于尚未设定值的其他轴视为已经设定预读插补前加减速
的加速度。
自动拐角倍率内侧圆弧切削速度的最小减速比(
Rp
Rc
F ×
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~64
此参数为每个轴设定在钻孔固定循环搭接插补后加/减速的时间常数 1。
No.1686、No.1687
1687
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~64
此参数为每个轴设定在钻孔固定循环搭接插补后加/减速的时间常数 2。
No.1686、No.1687
1700
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/sec/sec、inch/sec/sec、度/sec/sec(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(D)
(若是公制系统,其范围为 0.0~+100000.0;若是英制系统,其范围为 0.0~+10000.0)
此参数设定在进给轴急停时预读插补前加/减速过程中各轴的允许最大加速度。
进给轴以移动轴中最低的允许加速度急停。
进给轴急停时进行以下变更。
- 预读插补前加/减速的加速度变更
- 加/减速类型从预读插补前铃型加/减速变更为预读插补前直线型加/减速
设定为 100000.0 以上的值时,该设定值将被钳制为 100000.0。
本参数设定的值小于插补前加/减速的加速度时,将不对插补前加减速的加速度与加速度类型进行变更,
而保持以插补前加减速的加速度减速停止。
No.11248、No.11249
2
No.11248、No.11249
1710
[输入类型] 参数输入
[数据类型] 字节路径型
[数据单位] %
[数据范围] 0~100
No.1673
No.1700
No.1700
MDR)
此参数设定自动拐角倍率的内侧圆弧切削速度变更中的最小减速比(MDR)。
向内侧偏置作圆弧切削时,相对于指定的进给速度(F),将实际进给速度设定如下。
Rc : 刀具中心轨迹半径
Rp : 程序半径
- 77 -
Page 88

4.
参数的说明
1711
内侧拐角倍率的内侧判定角度(θp)
内侧拐角倍率的倍率量
内侧拐角倍率的开始距离(Le)
内侧拐角倍率的结束距离(Ls)
B-64700CM/01
由此,将程序轨迹下的速度作为指定的进给速度 F。
但是,如果 Rc 相比 Rp 非常小,则 Rc/Rp≒0,刀具将停止。因此,设定最小减速比(MDR),并 在 Rc/Rp
≦MDR 时,将刀具的进给速度设定为 F×(MDR)。
本参数为 0 时,最小减速比(MDR)为 100%。
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] 度
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 2~178
此参数设定自动拐角倍率中内侧拐角倍率时的内侧判定角度。
1712
[输入类型] 参数输入
[数据类型] 字节路径型
[数据单位] %
[数据范围] 1~100
此参数设定自动拐角倍率中内侧拐角倍率时的倍率量。
1713
[输入类型] 设定输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
此参数设定自动拐角倍率中内侧拐角倍率的开始距离。
1714
[输入类型] 设定输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 最小设定单位的 9 位数(见标准参数设定表(A))
(若是 IS-B,其范围为-999999.999~+999999.999)
此参数设定自动拐角倍率中内侧拐角倍率的结束距离。
θ≦θp 时,视为内侧拐角。(θp 在参数(No.1711)中设定。)
当判定为内侧拐角时,在从该拐角的交点到上一程序段的 Le 以内的范围和、从拐角的交点到下一程序
段的 Ls 以内的范围之间,对进给速度应用倍率。
- 78 -
Page 89

B-64700CM/01 4.
参数的说明
快速进给程序段间搭接时的快速进给速度减速比
注释
参数
(No.1722)
的设定值,在将参数
RTO(No.1601#4)
设定为1时有效。
螺纹切削循环的程序段间快速进给搭接减速比
注释
参数
(No.1726)
的设定值在参数
TCO(No.1611#3)
设定为1时有效。
螺纹切削循环的快速进给搭接中
螺纹切削循环的退刀动作和返回动作之间的搭接距离
注释
此参数始终以半径值输入。
2
本参数在参数
TOD(No.1612#2)=1
时有效。
螺纹切削循环的快速进给搭接中
返回动作与下一螺纹切削循环的定位动作之间的搭接距离
距离 Le、Ls 表示刀具中心轨迹上的点与拐角的交点之间的直线距离。
Le、Ls 在参数(No.1713、No.1714)中进行设定。
1722
[输入类型] 参数输入
[数据类型] 字节轴型
[数据单位] %
[数据范围] 0~100
快速进给的程序段连续时,或者快速进给的下一个程序段为没有移动的程序段时,在快速进给的程序
段各轴的进给速度减速到本参数中所设定的减速比的比率这一时刻,开始执行下一个程序段。
1726
[输入类型] 参数输入
[数据类型] 字节轴型
[数据单位] %
[数据范围] 0~100
在单一型车削用固定循环的螺纹切削循环中,在回退动作和返回至循环起点的动作之间,在返回至循
环起点的动作和移动至螺纹切削起点的动作之间,当各轴的进给速度减速到由本参数所设定的减速比
比率时,开始下一个动作。
1728
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
在单一型车削用固定循环的螺纹切削循环中,在回退动作和返回至循环起点的动作期间,当 X 轴的加
减速控制引起的延迟量降至本参数所设定的距离以下时,开始下一个动作。
1
1729
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm、inch(输入单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 0 或正的最小设定单位的 9 位数(见标准参数设定表(B))
(若是 IS-B,其范围为 0.0~+999999.999)
在单一型车削用固定循环的螺纹切削循环中,在返回至循环起点的动作和移动至螺纹切削起点的动作
之间,当 Z 轴的加减速控制引起的延迟量降至本参数所设定的距离以下时,开始下一个动作。
- 79 -
Page 90

4.
参数的说明
注释
此参数始终以半径值输入。
2
本参数在参数
TOD(No.1612#2)=1
时有效。
基于圆弧插补下的加速度的减速功能的下限速度
基于圆弧插补下的加速度的减速功能中的各轴的允许加速度
基于AI轮廓控制的加速度的减速功能中的各轴的允许加速度
基于AI轮廓控制的加速度的减速功能的下限速度
B-64700CM/01
1
1732
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
在基于圆弧插补下的加速度的减速功能中,自动计算最佳的速度,以使圆弧插补中移动方向发生变化
而引起的加速度不低于参数(No.1735)中所指定的允许加速度。
但是,圆弧半径非常小时,计算出来的速度在某些情况下会非常小。
在这种情况下,为了预防进给速度变得过低,进行相应设定,以使其不至于减速到低于本参数指定的
速度。
1735
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/sec
2
、inch/sec2、度/sec2(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(D)
(若是公制系统,其范围为 0.0~+100000.0;若是英制系统,其范围为 0.0~+10000.0)
此参数设定基于圆弧插补下的加速度的减速功能的允许加速度。
对进给速度进行控制,以使在圆弧插补中因移动方向发生变化而引起的加速度低于本参数指定的值。
基于加速度的减速功能对于在此参数中设定 0 值的轴无效。
在此参数中为每个轴设定不同的值时,在所指定的圆弧轴 2 轴中,基于较小一方的加速度决定进给速
度。
1737
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/sec
2
、inch/sec2、度/sec2(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(D)
(若是公制系统,其范围为 0.0~+100000.0;若是英制系统,其范围为 0.0~+10000.0)
此参数设定因刀具移动方向发生变化而引起的加速度的允许值。
基于加速度的减速功能对于在此参数中设定 0 值的轴无效。为所有轴都设定了 0 值时,不执行基于加
速度的减速。
但是,在圆弧插补中,基于速度控制(参数(No.1735))的减速功能有效,该速度控制基于圆弧插补
下的加速度。
1738
[输入类型] 参数输入
[数据类型] 实数路径型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于参考轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
在基于 AI 轮廓控制的加速度的减速功能中,自动计算适合于外形的最佳速度。
但是,根据外形计算出来的速度在某些情况下可能会非常小。
- 80 -
Page 91

B-64700CM/01 4.
参数的说明
插补前加/减速模式中的每个轴的切削进给插补后加/减速的FL速度
插补前加/减速模式中的切削进给插补后加/减速的时间常数
插补前铃型加/减速的加速度变化时间
切线方向速度
通过参数(No.1660)的设定值自动
计算最佳斜率
(A)
(B)
(B)
(B)
(B)
(A)
(A)
(C)
(C)
通过参数(No.1772)
设定时间
1783
基于拐角的速度差决定速度的允许速度差
在这种情况下,为了预防进给速度变得过低,进行相应设定,以使其不至于减速到低于本参数指定的
速度。
但是,将基于切削负载的减速功能引起的倍率设定为有效时,在某些情况下可能会成为比下限速度更
低的速度。
1763
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
此参数设定 AI 轮廓控制等预读插补前加/减速中的切削进给插补后加/减速的下限速度(FL 速度)。
1769
[输入类型] 参数输入
[数据类型] 字轴型
[数据单位] msec
[数据范围] 0~4000
在 AI 轮廓控制等预读插补前加/减速模式中,使用本参数而不用通常的时间常数(参数(No.1622))。
此参数除了特殊用途外,务必为所有轴设定相同的时间常数。若设定不同的时间常数,则无法得到正
确的直线或圆弧形状。
1772
[输入类型] 参数输入
[数据类型] 2 字路径型
[数据单位] msec
[数据范围] 0~200
此参数设定预读插补前铃型加/减速的加速度变化时间(指从定速状态(A)变至恒定加减速状态(C)的时
间,即下图(B)部分所示时间,其加速度根据参数(No.1660)所设定的加速度进行计算)。
设定值为负值或 0 时,插补前铃型加减速无效。而设定值大于 200 时,钳制为最大值 200。
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/min、inch/min、度/min(机械单位)
[数据最小单位] 取决于该轴的设定单位。
- 81 -
Page 92

4. 参数的说明 B-64700CM/01
[数据范围] 见标准参数设定表(C)
(若是 IS-B,其范围为 0.0~+999000.0)
使用基于拐角的速度差的速度决定功能时,当程序段的连接处各轴速度分量的变化超过此参数设定值
时,求出不超过此值的进给速度,利用预读插补前加/减速执行减速处理。由此,可以减少拐角部的机
械的碰撞和加工误差。
基于拐角速度差确定速度的功能对于本参数为 0 的轴无效。
1788
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/sec
2
、inch/sec2、度/sec2(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(D)
(若是公制系统,其范围为 0.0~+100000.0;若是英制系统,其范围为 0.0~+10000.0)
此参数设定基于加加速度控制的加速度变化的速度控制中各轴的允许加速度变化量。
基于加速度的速度控制功能对于在本参数中设定 0 值的轴无效。
为所有轴都设定了 0 值时,不执行基于加速度的速度控制。
1789
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/sec
2
, inch/sec2, 度/sec2(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(D)
(若是公制系统,其范围为 0.0~+100000.0;若是英制系统,其范围为 0.0~+10000.0)
此参数设定基于连续的直线插补下的加加速度控制的加速度变化的速度控制中各轴的允许加速度变化
量。
在直线插补和直线插补下的基于拐角部分的加速度变化的速度控制中,设定在本参数中(而非设定在
参数(No.1788)中)的允许加速度变化量有效。
对于在本参数中设定了 0 值的轴,参数(No.1788)的允许加速度变化量有效。
参数(No.1788)中设定 0 值的轴,基于加速度变化的速度控制无效,因此,本参数没有任何含义。
1790
[输入类型] 参数输入
[数据类型] 字节路径型
[数据单位] %
[数据范围] 0~50
此参数在预读插补前平滑铃型加/减速中,以%为单位设定加加速度变化时间相对于加速度变化时间
(*1)的比率。
本参数设定为 0、或超出数据范围时,不执行预读插补前平滑铃型加/减速操作。
(*1) 如为预读插补前加/减速(切削进给)时,使用参数(No.1772)。如为直线型快速进给的预读插补前
加/减速、以及最佳转矩加/减速时,使用参数(No.1672)。
基于各轴的加速度变化决定速度的允许加速度变化量
基于各轴的加速度变化决定速度的允许加速度变化量(直线插补)
插补前平滑铃型加/减速中的加加速度控制变化时间的比率
- 82 -
Page 93

B-64700CM/01 4. 参数的说明
1791
[输入类型] 参数输入
[数据类型] 实数轴型
[数据单位] mm/sec
2
, inch/sec2, 度/sec2(机械单位)
[数据最小单位] 取决于该轴的设定单位。
[数据范围] 见标准参数设定表(D)
(若是公制系统,其范围为 0.0~+100000.0;若是英制系统,其范围为 0.0~+10000.0)
此参数对停电时减速停止的轴设定减速的加速度。
本参数被设定为 0 的轴,不进行基于停电时减速信号的减速。
若是同步控制或串联控制,应为主动轴和从动轴设定相同的参数。
停电时减速停止功能的每个轴的加速度
- 83 -
Page 94

4.
参数的说明
与伺服相关的参数(其1)
注释
返回参考点结束后有效。
本参数为初始设定参数。有关详情,请参阅连接说明书(功能篇)(
)的附录
“自动设定/初始设定参数”。
#7
#6
#5
#4
#3
#2
#1
#0
B-64700CM/01
4.18
1800 RBK FFR CVR
[输入类型] 参数输入
[数据类型] 位路径型
#1 CVR 在位置控制就绪信号 PRDY 被置于 ON 之前速度控制就绪信号 VRDY 被置于 ON 时
#3 FFR 快速进给时的前馈控制
#4 RBK 是否针对快速进给/切削进给分别进行反间隙补偿
#7 #6 #5 #4 #3 #2 #1 #0
0: 发出伺服报警。
1: 不发出伺服报警。
0: 无效。
1: 有效。
前馈通常仅在切削进给的情况下才有效,而本参数被设定为 1 时,即使在快速进给时也有效。由此可
以减小伺服的位置偏差量,从而在定位时缩短到位时间。
1
2
0: 否。
1: 是。
B-64693CM-1
1801 CIN CCI
[输入类型] 参数输入
[数据类型] 位路径型
#4 CCI 切削进给时的到位宽度值
0: 使用与快速进给时通用的参数(No.1826)。
1: 使用切削进给专用参数(No.1827)。
可以分别设定快速进给时的到位宽度(参数(No.1826))、切削进给时的到位宽度(参数(No.1827))。
使用本功能还是使用传统的到位检查,通过此参数 CCI(No.1801#4)来选择。
由于此时本功能对所有轴都有效,因此,对于无需使用本功能的轴,请在参数(No.1826)和参数(No.1827)
中设定相同的数据。
#5 CIN CCI 为 1 时,将切削进给时的到位宽度设定为切削进给专用参数
0: 仅限于下一个程序段为切削进给时。
1: 使用切削进给专用参数而与下一个程序段无关。
切削进给、快速进给和参数之间的关系,如表所示。
- 84 -
Page 95

B-64700CM/01 4.
参数的说明
参数 CIN(No.1801#5)
0
1
参数
快速进给→快速进给
No.1826
快速进给→快速进给
No.1826
快速进给→切削进给
No.1826
快速进给→切削进给
No.1826
切削进给→切削进给
No.1826
切削进给→切削进给
No.1826
切削进给→快速进给
No.1826
切削进给→快速进给
No.1826
快速进给→快速进给
No.1826
快速进给→快速进给
No.1826
快速进给→切削进给
No.1826
快速进给→切削进给
No.1826
切削进给→切削进给
No.1827
切削进给→切削进给
No.1827
切削进给→快速进给
No.1826
切削进给→快速进给
No.1827
#7
#6
#5
#4
#3
#2
#1
#0
注释
将本参数设定为1使用时,请通过参数
设定光栅尺原点的方向。
使用附有绝对寻址参考标记的旋转编码器时,本参数无效。即使本参数被设定为“1”,也
同样遵循参数
DC4x(No.1802#1)
的设定。
#7
#6
#5
#4
#3
#2
#1
#0
0
CCI
(No.1801 #4)
1
上述参数 CCI 和 CIN 也可适用于 Cs 轴。
1802 BKL15x DC2x DC4x
[输入类型] 参数输入
[数据类型] 位轴型
#1 DC4x 建立附有参考标记光栅尺的参考点时
0: 检测到 3 个参考标记后建立绝对位置。
1: 检测到 4 个参考标记后建立绝对位置。
#2 DC2x 建立附有参考标记光栅尺的参考点时
0: 遵循参数 DC4x(No.1802#1)的设定。
1: 检测到 2 个参考标记后建立绝对位置。
1
SCP(No.1817#4)
2
#4 BKL15x 在反间隙补偿中,判定移动方向时
0: 不考虑补偿量。
1: 考虑补偿量(螺距误差、直线度、外部机械坐标系位移等)后进行判定。
1803 NFP TQF TQA TQI
[输入类型] 参数输入
[数据类型] 位路径型
#0 TQI 是否在扭矩限制中进行到位检查
0: 是。
1: 否。
#1 TQA 是否在扭矩限制中进行停止期间/移动期间误差过大的检查
0: 是。
1: 否。
#4 TQF 是否在基于 PMC 轴控制的扭矩控制中进行跟踪
0: 否。
1: 是。
- 85 -
Page 96

4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
注释
在
报警忽略信号处于“1”的状态下,即使是在电机励磁脱落的时候进行复位时,
也解除复位状态。
#7
#6
#5
#4
#3
#2
#1
#0
B-64700CM/01
#7 NFP 从未建立机械位置和绝对位置检测器之间的对应关系时,是否进行跟踪
0: 否。
1: 是。
1804 SAK ANA IVO
[输入类型] 参数输入
[数据类型] 位路径型
#4 IVO 在 VRDY OFF 报警忽略信号处于“1”的状态下执行急停时
0: 在 VRDY OFF 报警忽略信号成为 0 之前不会解除急停状态。
1: 解除急停状态。
VRDY OFF
#5 ANA 在检测到异常负载的情况下
0: 使所有轴停止,并发出伺服报警。
1: 不发出伺服报警,仅检测到异常负载的轴所属轴组的轴在互锁状态下停止。
(在参数(No.1881)中设定各轴的编号。)
#6 SAK 当 VRDY OFF 报警忽略信号 IGNVRY 为“1”或者各轴 VRDY OFF 报警忽略信号 IGVRYn 为“1”时
0: 伺服准备就绪信号 SA 为“0”。
1: 伺服准备就绪信号 SA 保持“1”的状态。
1805 TSM TSA TRE
[输入类型] 参数输入
[数据类型] 位路径型
#1 TRE 参数 TQF(No.1803#4)为 0(不以 PMC 轴控制中的扭矩控制指令进行跟踪)时,是否更新伺服的错
误计数器
0: 更新。
错误值超出允许移动累积值(参数(No.1885))时,发出报警(SV0423)。
1: 不更新。
错误不会累积,所以不会发出报警(SV0423)。但是,超出允许速度时,便会发出报警(SV0422)。
本参数位为 1 时,再次返回到位置控制时,需要执行参考点返回操作。
#3 TSA 驻留期间、M 代码执行期间、自动运行停止状态中的异常负载检测水平
0: 使用快速进给时的极限值(阈值)。(参数(No.2142))
1: 使用切削进给时的极限值(阈值)。(参数(No.2104))
将本参数设定为 1 时,必须使得参数 ABG0(No.2200#3)=1、ABT2(No.2215#7)=1。
#4 TSM 手动连续进给(JOG)模式(手动快速进给中除外)、手动手轮进给(HANDLE)模式选择中的异常
负载检测水平
0: 使用快速进给时的极限值(阈值)。(参数(No.2142))
1: 使用切削进给时的极限值(阈值)。(参数(No.2104))
在参数 ABG0(No.2200#3)=1 时有效。
- 86 -
Page 97

B-64700CM/01 4.
参数的说明
#7
#6
#5
#4
#3
#2
#1
#0
注意
在设定为参数
,外部风扇处于停止的状态下继续运行时,根据运行条件,
有可能因伺服放大器过热而发生“过热报警”、“
报警”、“
报警”。发
生这些报警时,放大器的励磁失效,伺服电机通过动态制动器而停止,由于是从高速旋转的
停止而停止距离延长,因而有损坏工件和刀具的危险性。设定参数
后运
行,只是更换风扇之前采取的临时措施,希望用户使用时理解这一点。在风扇停止后,应尽
快更换风扇,并将参数
重新设定为0。
设定为参数
时,外部风扇处于停止状态,可以通过NC画面上警告字符
[
]的闪烁显示进行识别,但是,用户应当在机床端监视输出到
的警告信号,采
取相应的措施,提醒操作者处于风扇停止状态下运行设备。
#7
#6
#5
#4
#3
#2
#1
#0
注释
有关
、主轴定位、分度台分度、
轴控制、刚性攻丝等中使用的轴,设定为不匹配
环路增益。
通过参数
指定与Cs轮廓控制轴进行插补的轴时,请将本参数全部设定为0。
通过设定参数
,自动设定在Cs轮廓控制切换时进行位置增益时,请将参
数
No.39n0(n=0~4)
全部设定为0。
#7
#6
#5
#4
#3
#2
#1
#0
注释
设定此参数后,需要暂时切断电源。
1807 SWP
[输入类型] 参数输入
[数据类型] 位路径型
#2 SWP 指定αi 伺服放大器在警告状态(风扇停止等)下的动作。
0: 放大器处于警告状态时,发出报警。自动运行进入进给保持状态,伺服轴减速停止。
1: 放大器处于警告状态时,不发出报警。继续自动运行。从警告状态进入报警状态时,伺服的励磁
失效。
SWP(No.1807#2)=1
IPM
VRDY-OFF
SWP(No.1807#2)=1
SWP(No.1807#2)
SWP(No.1807#2)=1
FAN
PMC
1814 ALGx EMFx
[输入类型] 参数输入
[数据类型] 位轴型
#1 EMFx 外部机械原点位移或扩展外部机械原点位移中,能在 1 次的执行周期内输出的最大位移量
0: 跟以往一样。(+侧为 127,-侧为-128)
1: 增大为 10 倍。(+侧为 1270,-侧为-1280)
本参数在如下所有条件都满足时有效。
- 设定单位为 IS-B、IS-C 的任何一个
- 参数 HPE(No.1816#2)=1
#7 ALGx Cs 轮廓控制模式中的伺服轴环路增益是否与 Cs 轮廓控制的环路增益匹配
0: 不匹配。
1: 匹配。
1
EGB
PMC
2
3
No.39n0(n=0~4)
ALG(No.1814#7)=1
1815 RONx APCx APZx DCRx DCLx OPTx RVSx
[输入类型] 参数输入
[数据类型] 位轴型
- 87 -
Page 98

4.
参数的说明
注释
1
如为B类旋转轴,可动范围在一圈以上,建议用户使用附有转速数据的光栅尺。(如果不使
用附有转速数据的光栅尺,在电源断电期间假若轴移动
度以上,则机械坐标值可能偏离
一圈以上。)
2
本参数可在绝对位置检测(
ABS
脉冲编码器)、或附有绝对寻址原点的光栅尺(串行)、附
有绝对寻址参考标记的光栅尺(
相)上使用,针对B类旋转轴或参数
为1的轴有效。
本参数生效后,系统将保存电源断电前的机械坐标。下次通电时,系统会根据电源断电前的
机械坐标求出坐标,所以从电源切断到参考点建立期间,如果轴移动如下移动量,则坐标值
可能偏离一圈以上。
如为B类旋转轴
度以上
如为直线轴
:参数
设定值的
以上
改变此参数时,机械位置和绝对位置检测器之间的对应关系将会丢失。因此,请再次返回参
考点。(参数
,系统发出报警
报警:请返回参考点”。
参数
的原因将在诊断数据
中显示。)
有关绝对坐标,基于机械坐标予以设定。
但是,对于在切断电源之前已经指定的
等工件偏置,则不予设定。
不能与用于光栅尺数据转换的参数
同时使用。
如为B类旋转轴,且1圈为0°~
°,请在参数
中设定0。此外,由于需要将0°
作为参考点,所以请在参数
中设定0。
如为B类旋转轴,且1圈不是0°~
°,请在参数
中设定每旋转一圈的移动量。
此外,由于需要将0°作为参考点,所以请在参数
中设定0。
如为直线轴,请在参数
中设定电机每转一圈的移动量。
10
本参数不可与刚刚通电后的存储行程检测(参数
DOTx(No.1311#0))
同时使用。
注释
1
使用绝对位置检测器时(参数
APCx(No.1815#5)=1
),请设定与所用检测器对应的如下参数。
参数
如未正确设定这些参数,则通电时无法正确建立机械坐标。
2
使用附有参考标记的光栅尺、或者附有绝对寻址原点的光栅尺(全闭环系统)时,请将参数
值设定为1。
注释
在使用附有绝对寻址参考标记的旋转式编码器时,请将参数
DCLx(No.1815#2)
也设定为1。
#0 RVSx 对于不附转速数据的光栅尺,是否在 CNC 中保存转速数据
B-64700CM/01
0: 不保存。
1: 保存。
本参数在如下任何一个轴中有效。
- 为 B 类旋转轴,可动范围在一圈以上的轴
- 参数 RVLx(No.11802#6)被设定为 1 的轴
180
3
4
APZx(No.1815#4)=0
5
6
7
8
9
#1 OPTx 是否使用分离式位置检测器
0: 不使用(半闭环)
1: 使用(全闭环)
:180
APZx(No.1815#4)为0
(No.11810)
A/B
(No.11810)
SCRx(No.1817#3)=1
360
(No.1240)
360
1/4
(No.310#0)
G92和G52
(DS0300)“APC
(No.1869)
(No.1869)
(No.1240)
RVL(No.11802#6)
-
No.1815#6、No.1815#0、No.1817#3、No.1868、No.2275#1、No.2394
#2 DCLx 是否使用附有参考标记的光栅尺、或者附有绝对寻址原点的光栅尺作为分离式位置检测器
#3 DCRx 是否附有绝对寻址参考标记的旋转式编码器作为附有绝对寻址参考标记的光栅尺
#4 APZx 使用绝对位置检测器作为位置检测器时,机械位置与绝对位置检测器之间的位置对应关系
0: 不使用。
1: 使用。
0: 不使用附有绝对寻址参考标记的旋转编码器。
1: 使用附有绝对寻址参考标记的旋转编码器。
0: 尚未建立。
1: 已经建立。
- 88 -
Page 99

B-64700CM/01 4.
参数的说明
注释
若是将发那科制造的绝对脉冲编码器作为绝对位置检测器使用,且旋转轴为机械坐标值设定
取整为0°~
旋转轴(A类)]时,请设定参数
。如未正确设定,
则在通电时不会正确建立机械坐标。
在其他公司制造的旋转编码器上使用不附转速数据的检测器进行绝对位置检测时,请参阅(连
接说明书(功能篇)
的“支持不附转速数据的旋转光栅尺的绝对位置检测”,
进行对应检测器的适当的设定。如未正确设定,则在通电时不会正确建立机械坐标。
伺服轴无效时(参数
(编号
),无法使用绝对位置检测器(参数
(编
号
1815#5=1
)。如果使用,将发出报警(
SV0301)“APC
报警:通讯错误”。
注释
1
该参数仅对使用绝对位置检测(绝对脉冲编码器)的A类旋转轴有效。不可在附有绝对寻址
原点的光栅尺(串行)以及附有绝对寻址参考标记的光栅尺(
A/B
相)上使用。
2
对于A类旋转轴,在其它公司制造的旋转编码器上使用不附转速数据的检测器时,请将此参
数设定为1。
除此以外的情况下设定0。如未正确设定,则在通电时不会正确建立机械坐标。
3
改变此参数时,机械位置和绝对位置检测器之间的对应关系将会丢失。因此,请再次返回参
考点。(参数
,系统发出报警
报警:请返回参考点”。
参数
APZx(No.1815#4)=0
的原因将在诊断数据
(No.0310#0)
中显示。)
#7
#6
#5
#4
#3
#2
#1
#0
注释
设定此参数后,需要暂时切断电源。
注释
1
本参数在如下误差补偿中有效。
平滑反间隙补偿
插补型直线度补偿
插补型直线度补偿
-
插补型螺距误差补偿
2
误差补偿中,螺距误差数据等补偿数据,无论本参数的设如何,均以检测单位进行设定。
3
本参数在如下轴中有效。
伺服轴
- Cs
轮廓控制或主轴定位有效的轴
如果使用绝对位置检测器,则在进行第 1 次现场调节时或更换绝对位置检测器时,必须将其设定为 0,
再次通电后,请通过执行手动返回参考点等操作进行绝对位置检测器的原点设定。由此,完成机械位
置与绝对位置检测器之间的位置对应,此参数即被自动设定为 1。
#5 APCx 位置检测器为
0: 绝对位置检测器以外的检测器。
1: 绝对位置检测器(绝对脉冲编码器)。
1
360°的[
RONx(No.1815#6)=0
2
)(B-64693CM-1)
3
KSVx
11802#4=1
#6 RONx 对于 A 类旋转轴,是否使用没有转速数据的光栅尺绝对位置检测
0: 不使用。
1: 使用。
APCx
1816 DM3x DM2x DM1x HPEx
[输入类型] 参数输入
[数据类型] 位轴型
#2 HPEx 基于误差补偿的补偿量
0: 以检测单位予以输出。
1: 以检测单位的 1/1000 予以输出。(与纳米插补的单位相同)
-
-
-
APZx(No.1815#4)为0
3072点
(DS0300)“APC
-
- 89 -
Page 100

4.
参数的说明
注释
4
本参数为1时,如下的误差补偿以检测单位输出补偿量。
反间隙补偿
存储型螺距误差补偿
直线度补偿
斜度补偿
-
双向螺距误差补偿
5
使用本参数时,需要对应本参数的伺服软件。
DM3x
DM2x
DM1x
DMR 0 0 0 1/2 0 0 1 1 0 1 0 3/2 0 1 1 2 1 0 0 5/2 1 0 1 3 1 1 0 7/2 1 1 1 4
#7
#6
#5
#4
#3
#2
#1
#0
注释
设定此参数后,需要暂时切断电源。
注释
此参数只对使用绝对位置检测(绝对脉冲编码器)、或者附有绝对寻址原点的光栅尺(串行)
的B类旋转轴有效。不可在附有绝对寻址参考标记的光栅尺(
相)上使用。
即使是B类旋转轴,在旋转轴的可动范围内没有光栅尺数据的不连续点时,请勿设定本参数。
改变此参数时,机械位置和绝对位置检测器之间的对应关系将会丢失。
因此,请再次返回参考点。(这种情况下,参数
,系统发出报警
“
报警:请返回参考点”。参数
的原因将在诊断数据
中显示。)
不可与在
中保存转速数据的参数
并用。
本功能将旋转轴的一圈设定为
°
~
°
,并将
°
作为参考点。
无法在上述设定以外的旋转轴上使用。
6
请将参数
(No.1240)
设定为0。
B-64700CM/01
#4 DM1x
#5 DM2x
#6 DM3x
-
-
-
-
通过 DM1x、DM2x、DM3x 设定检测倍乘比(DMR)。
本参数在分离式位置检测器(AB 相)中尚未设定参数(No.2084,2085)的情况下有效。
1817 TANx SCPx SCRx SBLx
[输入类型] 参数输入
[数据类型] 位轴型
#2 SBLx 使平滑反间隙补偿
0: 无效。
1: 有效。
#3 SCRx 对于使用不附转速数据的光栅尺的 B 类旋转轴,可动范围在一圈以内时,是否设定阈值位置(参数
(No.1868))并进行光栅尺数据转换
0 : 否。
1 : 是。
1
2
3
APZx(No.1815#4)为0
APC
4
5
CNC
0
APZx(No.1815#4)=0
RVSx(No.1815#0)=1
360
- 90 -
0
A/B
(DS0300)
(No.0310#0)
 Loading...
Loading...