

Page 1
FANUC Series 0i -TB
РУКОВОДСТВОПОЭКСПЛУАТАЦИИ
B--63834RU/02
Page 2

Page 3

МЕРЫ ПРЕДОСТОРОЖНОСТИ
В данном разделе описаны меры предосторожности, связанные сиспользованием устройств ЧПУ.
Соблюдение этих мер предосторожности пользователями необходимо для обеспечения
безопасной работы станков, оснащенных устройством ЧПУ (все описания в данном разделе
предполагают данную конфигурацию). Обратите внимание на то, что некоторые меры
предосторожности относятся только к отдельным функциям, и, таким образом, могут быть
неприменимы к определенным устройствам ЧПУ.
Пользователи также должны соблюдать меры безопасности, относящиеся к станку, как описано в
соответствующем руководстве, предоставляемом изготовителем станка. Перед началом работы со
станком или созданием программы для управления работой станка оператор должен полностью
ознакомиться ссодержанием данного руководства и соответствующего руководства,
предоставляемого изготовителем станка.
Содержание
1. ОПРЕДЕЛЕНИЕ ТЕРМИНОВ ”ПРЕДУПРЕЖДЕНИЕ”,
”ПРЕДОСТОРЕЖЕНИЕ” И ”ПРИМЕЧАНИЕ”m--2.............................
2. ОБЩИЕ ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ m--3..................
3. ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ
К ПРОГРАММИРОВАНИЮ m--5............................................
4. ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К
ОБРАЩЕНИЮ m--7........................................................
5. ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ
К ЕЖЕДНЕВНОМУ ТЕХОБСЛУЖИВАНИЮ m--9..............................
m-1
Page 4
1
МЕРЫ ПРЕДОСТОРОЖНОСТИ
B--63834RU/02
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ ”ПРЕДУПРЕЖДЕНИЕ”, ”ПРЕДОСТЕРЕЖЕНИЕ” И ”ПРИМЕЧАНИЕ”
Данное руководство включает меры предосторожности для защиты пользователя и
предотвращения повреждения станка. Меры предосторожности подразделяются на
предупреждения и предостережения в соответствии с уровнем опасности, на который
они указывают. Кроме того, в качестве примечания приводится дополнительная
информация. Внимательно читайте предупреждения, предостережения и примечание
до начала работы со станком.
ОПАСНО
Применяется тогда, когда при несоблюдении утвержденной процедуры существует
опасность травмирования пользователя или вместе с тем возможно повреждение
оборудования.
ОСТОРОЖНО
Применяется тогда, когда при несоблюдении утвержденной процедуры существует
опасность повреждения оборудования.
ПРИМЕЧАНИЕ
Примечание используется для указания дополнительной информации, отличной от
относящейся к предупреждению и предостережению.
` Внимательно прочитайте данное руководство и храните его в надежном месте.
m-2
Page 5
B--63834RU/02
2
МЕРЫ ПРЕДОСТОРОЖНОСТИ
ОБЩИЕ ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ
ОПАСНО
1. Никогда не приступайте к обработке заготовки на станке без предварительной
проверки работы станка. До начала рабочего прогона убедитесь, что станок
функционирует должным образом, выполнив пробный прогон с использованием,
например, единичного блока, ручной коррекции скорости подачи, функции
блокировки станка или приступив к работе со станком без установленных
инструмента и заготовки. Отсутствие подтверждения надлежащей работы станка
может привести к непрогнозируемой его работе, втомчислекповреждению
заготовки и/или станка в целом или травмированию пользователя.
2. До начала работы со станком тщательно проверьте введенные данные.
Работа на станке с неверно заданными данными может привести к
непрогнозируемой работе станка, в том числе к повреждению заготовки и/или
станка или травмированию пользователя.
3. Убедитесьв том, что заданная скорость подачисоответствует намеченной операции.
Как правило, для каждого станка существует максимально допустимая скорость
подачи. Соответствующая скорость подачи меняется в зависимости от намеченной
операции. Смотрите прилагаемое к станку руководство для определения
максимально допустимой скорости подачи. Если станок работает на неверной
скорости, это может привести к непрогнозируемой работе станка, втомчислек
повреждению заготовки и/или станка в целом или травмированию пользователя.
4. При использовании функции компенсации на инструмент тщательно проверяйте
направление и величину компенсации. Работа на станке с неверно заданными
данными может привести к непрогнозируемой работе станка, втомчислек
повреждению заготовки и/или станка или травмированию пользователя.
5. Параметры для ЧПУ и ППУ устанавливаются производителем. Как правило, вих
изменениинет необходимости. Вместе с тем, если изменению параметранет другой
альтернативы, перед внесением изменения убедитесь в том, что полностью
понимаете назначение параметра. Неверная установка параметра может привести к
непрогнозируемой работе станка, в том числе к повреждению заготовки и/или
станка или травмированию пользователя.
6. Непосредственно после включения электропитанияне прикасайтесь к клавишам на
панеливводаданных вручную(MDI) до появления на устройстве ЧПУ отображения
положения или экрана аварийных сигналов.
Некоторые клавиши на панели ввода данных вручную предназначены для
техобслуживания и других специальных операций. Нажатие любой из этих клавиш
можетпривестик аномальномусостоянию ЧПУ. Запускстанкав данном состоянии
может привести к непрогнозируемой его работе.
7. Руководство по эксплуатации и руководство по программированию,
предоставляемые вместе с устройством ЧПУ, представляют полное описание всех
функций станка, включая опциональные функции. Обратите внимание на то, что
опциональные функциименяютсяв зависимости от моделистанка. Следовательно,
некоторые функции, описанные в данных руководствах, могут отсутствовать в
конкретной модели. При сомнении смотрите спецификацию станка.
m-3
Page 6
МЕРЫ ПРЕДОСТОРОЖНОСТИ
B--63834RU/02
ОПАСНО
8. Некоторые функции могли быть установлены по требованию производителя
станка. При использовании подобных функций для получения более подробной
информации смотрите руководство, предоставляемое изготовителем станка, и
соответствующие предупреждения.
ПРИМЕЧАНИЕ
Программы, параметры и переменные макропрограммы сохраняются в
энергонезависимойпамятиустройстваЧПУ. Обычно они сохраняются даже при
отключении питания. Однако такие данные могут быть удалены по неосторожности
или могут подлежать обязательному удалению из энергонезависимой памяти для
восстановления работоспособности системы после включения.
Во избежание повторения описанных выше последствий и для быстрого
восстановления удаленных данных выполняйте резервное копирование всех важных
данных и храните резервную копию в безопасном месте.
m-4
Page 7
B--63834RU/02
3
1. Установка системы координат
2. Позиционирование с помощью нелинейной интерполяции
3. Функция, включающая ось вращения
4. Перевод дюймы/метры
5. Контроль постоянства скорости резания
МЕРЫ ПРЕДОСТОРОЖНОСТИ
ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ПРОГРАММИРОВАНИЮ
Данный раздел охватывает наиболее важные меры предосторожности, относящиеся к
программированию. Перед началом выполнения программирования внимательно
прочитайте прилагаемые руководство по эксплуатации и руководство по
программированию, так, чтобы полностью ознакомиться с их содержанием.
ОПАСНО
При неправильной установке систем координат станок может вести себя
непрогнозируемым образом, что является результатом программы, выдающей
неверную команду перемещения.
Такая непрогнозируемая работа может привести к повреждению инструмента,
станка в целом, заготовки или травмированию пользователя.
При выполнении позиционирования с помощью нелинейной интерполяции
(позиционирования с помощью нелинейного перемещения между начальной и
конечной точками) необходимо внимательно проверять траекторию перемещения
инструмента до выполнения программирования.
Позиционирование включает в себя ускоренный подвод. Если инструмент
столкнется с заготовкой, это может привести к повреждению инструмента, станка в
целом, заготовки или травмированию пользователя
При программировании интерполяции в полярных координатах или управлении
нормальным (перпендикулярным) направлением обращайте особое внимание на
скорость вращения оси. Неверное программирование может привести к слишком
высокой скорости оси вращения, вследствие чего центробежная сила может
привести к ослаблению захвата зажимного патрона на заготовке, если последняя
закреплена непрочно.
Подобное, скорее всего, приведет к повреждению инструмента, станка в целом,
заготовки или травмированию пользователя.
Переход при вводе с дюймов на метры и наоборот не приведет к переводу единиц
измерения таких данных, как коррекция исходной позиции заготовки, параметр и
текущая позиция. Поэтому до запуска станка установите, какие единицы измерения
используются. Попытка выполнения операции с неверно установленными
данными может привести к повреждению инструмента, станка в целом, заготовки
или травмированию пользователя.
Когда ось, подвергаемая постоянному управлению скоростью резания, выходит на
начало системы координат заготовки, скорость шпинделя может стать слишком
высокой. Поэтому необходимо установить максимально допустимую скорость.
Неправильная установка максимально допустимой скорости может привести к
повреждению инструмента, станка в целом, заготовки или травмированию
пользователя
m-5
Page 8
МЕРЫ ПРЕДОСТОРОЖНОСТИ
ОПАСНО
6. Проверка длины хода
После включения электропитания необходимо вручную выполнить возврат в
референтную позицию. Проверка длины хода невозможна до выполнения вручную
возврата в референтную позицию. Обратите внимание на то, что когда проверка
длины хода отключена, сигнал тревоги не выдается даже при превышении
предельногозначениядлины хода,что может привести к повреждениюинструмента,
станка в целом, заготовки или травмированию пользователя.
7. Абсолютный/инкрементный режим
Если программа, созданная с абсолютными значениями, работает в инкрементном
режиме или наоборот, станок может вести себя непрогнозируемым образом.
8. Выбор плоскости
Если задана неверная плоскость для круговой интерполяции или постоянного
цикла, станок может работать непредсказуемым образом. Подробную информацию
смотрите в описаниях соответствующих функций.
B--63834RU/02
9. Пропуск предельного значения крутящего момента
Перед пропуском предельного значения крутящего момента задайте это значение.
Если пропуск предельного значения крутящего момента задается без заданного в
данный момент значения, команда перемещения будет выполнена без пропуска.
10. Функция коррекции
Если команда, основанная на системе координат станка, или команда возврата в
референтную позицию выдается в режиме функции компенсации, компенсация
временно отменяется, что приводит к непрогнозируемому поведению станка.
Следовательно, до выдачи любой из вышеуказанных команд всегда отменяйте
режим функции коррекции.
m-6
Page 9
B--63834RU/02
4
1. Ручная операция
МЕРЫ ПРЕДОСТОРОЖНОСТИ
ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ, ОТНОСЯЩИЕСЯ К ОБРАЩЕНИЮ
В данном разделе описаны меры предосторожности, относящиеся к обращению с
инструментами станка. Перед началом работы со станком внимательно прочитайте
предоставляемые руководство по эксплуатации и руководство по программированию,
так, чтобы полностью ознакомиться с их содержанием.
ОПАСНО
При работе со станком вручную установите текущую позицию инструмента и
заготовки и убедитесь в том, что ось перемещения, направление и скорость подачи
были заданы верно. Некорректная работа станка может привести к повреждению
инструмента, станка в целом, заготовки или травмированию пользователя.
2. Ручной возврат в референтную позицию
После включения электропитания необходимо вручную выполнить возврат в
референтную позицию. Если работа на станке осуществляется без предварительного
выполнения возврата в референтную позицию вручную, станок может работать
непрогнозируемым образом. Проверка длины хода невозможна до выполнения
возврата в референтную позицию вручную.
Непрогнозируемая работа станка может привести к повреждению инструмента,
станка в целом, заготовки или травмированию пользователя.
3. Ручная подача с помощью рукоятки
Ручная подача с помощью рукоятки с применением высокого коэффициента
вращения, например, 100, приводит к быстрому вращению инструмента и стола.
Небрежное обращение со станком может привести к повреждению инструмента
и/или станка или травмированию пользователя.
4. Отключенная ручная коррекция
Если ручная коррекция отключена (в соответствии со спецификацией в переменной
макропрограммы) во время нарезания резьбы, жесткого или другого нарезания
резьбы, то скорость невозможно спрогнозировать, что может привести к
повреждению инструмента, станка в целом, заготовки или травмированию
пользователя.
5. Начальная/предварительно заданная операция
Как правило, не следует приступать к начальной/предварительно заданной
операции, когда станок работает под программным управлением. Впротивном
случае станок может работать непрогнозируемым образом, что может привести к
повреждению инструмента, станка в целом, заготовки или травмированию
пользователя.
m-7
Page 10
МЕРЫ ПРЕДОСТОРОЖНОСТИ
B--63834RU/02
ОПАСНО
6. Сдвиг системы координат заготовки
Ручное вмешательство, блокировка станка или зеркальное отображение могут привести
к сдвигу системы координат заготовки. Перед началом работы на станке под
программным управлением внимательно проверьте систему координат.
Если станок работает под программным управлением без допусков на какой-либо сдвиг
системы координат заготовки, станок может вести себя непрогнозируемым образом, что
может привести к повреждению инструмента, станка в целом, заготовки или
травмированию пользователя.
7. Программные панель оператора и переключатели меню
С помощью программных панели и переключателей меню, а также панели ввода данных
вручную можно задать операции, ввод которых не предусмотрен с панели оператора
станка, такие, как изменение режима работы, изменение величины ручной коррекции
или команды ручной непрерывной подачи. Вместе с тем обратите внимание на то, что
при небрежной работе с клавишами панели ввода данных вручную станок может
работать непрогнозируемым образом, что может привести к повреждениюинструмента,
станка в целом, заготовки или травмированию пользователя.
8. Ручное вмешательство
Если ручное вмешательство выполняется во время выполнения запрограммированной
операции, траектория перемещения инструмента может измениться при последующем
перезапуске станка. Поэтому перед перезапуском станка после ручного вмешательства
подтвердите установки ручных абсолютных переключателей, параметров и
абсолютного/инкрементного командного режима.
9. Останов подачи, ручная коррекция и единичный блок
Функции останова подачи, ручной коррекции и единичного блока могут быть
отключены с помощью системной переменной макропрограммы пользователя #3004. В
данном случае будьте внимательны при работе на станке.
10.Холостой ход
Обычно холостой ход используется для подтверждения надлежащей работы станка. Во
время холостого хода станок работает со скоростью холостого хода, которая отличается
от соответствующей запрограммированной скорости подачи. Обратите внимание на то,
что скорость холостого хода иногда может быть выше запрограммированной скорости
подачи.
11. Коррекция на радиус вершины инструмента в режиме ручного ввода
данных
Обращайте особое внимание на траекторию перемещения инструмента, задаваемую
командой в режиме ввода данных вручную, так как в этом режиме не применяется
коррекция на радиус вершины инструмента. Когда с помощью ввода данных вручную
вводится команда прерывания автоматического режима работы в режиме коррекции на
радиус вершины инструмента, обращайте особое внимание на траекториюперемещения
инструмента при последующем возобновлении автоматического режима работы.
Подробную информацию смотрите в описаниях соответствующих функций.
12. Редактирование программы
Если станок останавливается и после этого программа механической обработки
редактируется (изменение, вставка или удаление), станок может вести себя
непрогнозируемым образом, если механическая обработка возобновляется при
управлении такой программой. Не изменяйте, не вставляйте и не удаляйте команды из
программы механической обработки во время ее использования.
m-8
Page 11
B--63834RU/02
5
1. Замена резервных батарей памяти
МЕРЫ ПРЕДОСТОРОЖНОСТИ
ПРЕДОСТЕРЕЖЕНИЯ, ОТНОСЯЩИЕСЯ К ЕЖЕДНЕВНОМУ ТЕХОБСЛУЖИВАНИЮ
ОПАСНО
Во время замены резервных батарей памяти следите за тем, чтобы питание станка
(ЧПУ) было включено, и применяйте аварийную остановку станка. Поскольку эта
работа выполняется при включенном питании и при открытом корпусе, эту работу
может выполнять только персонал, прошедший санкционированное обучение
технике безопасности и техобслуживанию. При замене батарей будьте осторожны и
не прикасайтесь к цепям высокого напряжения (маркированным
изоляционное покрытие).
Прикосновение к неизолированным цепям высокого напряжения чрезвычайно
опасно, так как может привести к удару током.
иимеющим
ПРИМЕЧАНИЕ
В устройстве ЧПУ используются батареи для защиты содержимого его памяти, так как
в нем должнысохраняться такиеданные, как программы, коррекции и параметры, даже
если не используется внешний источник электропитания.
Если падает напряжение батареи, на пульте или экране оператора станка отображается
аварийный сигнал о низком напряжении.
В случае отображения аварийного сигнала о низком напряжении батареи следует
заменить в течение недели. В противном случае содержимое памяти устройства ЧПУ
будет потеряно.
Обращайтесь к разделу по техобслуживанию данного руководства за подробной
информацией по порядку замены батарей.
m-9
Page 12
МЕРЫ ПРЕДОСТОРОЖНОСТИ
ОПАСНО
2. Замена батареи абсолютного импульсного шифратора
Во время замены резервных батарей памяти следите за тем, чтобы питание станка
(ЧПУ) было включено, и применяйте аварийную остановку станка. Поскольку эта
работа выполняется при включенном питании и при открытом корпусе, эту работу
может выполнять только персонал, прошедший санкционированное обучение
технике безопасности и техобслуживанию.
При замене батарей будьте осторожны и не прикасайтесь к цепям высокого
напряжения (маркированным
Прикосновение к неизолированным цепям высокого напряжения чрезвычайно
опасно, так как может привести к удару током.
и имеющим изоляционное покрытие).
ПРИМЕЧАНИЕ
B--63834RU/02
В абсолютном импульсном шифраторе используются батареи для сохранения его
абсолютном положении.
Если падает напряжение батареи, на пульте или экране оператора станка отображается
аварийный сигнал о низком напряжении.
В случае отображения аварийного сигнала о низком напряжении батареи следует
заменить в течение недели. В противном случае данные об абсолютном положении,
хранящиеся в импульсном шифраторе, будут потеряны.
Смотрите руководство по техническому обслуживанию СЕРВОМОТОР FANUC серии
αi для получения более подробной информации о процедуре, связанной с заменой
батареи.
m-10
Page 13
B--63834RU/02
3. Замена плавкого предохранителя
МЕРЫ ПРЕДОСТОРОЖНОСТИ
ОПАСНО
Для некоторых устройств в главе по ежедневному техобслуживанию в руководстве
оператора или руководстве по программированию описывается порядок замены
плавкого предохранителя. Перед заменой перегоревшего плавкого предохранителя
необходимо обнаружить и устранить причину, по которой перегорел
предохранитель.
По этой причине эту работу может выполнять только тот персонал, который прошел
санкционированную подготовку по безопасности и техническому обслуживанию.
При замене предохранителя с открытым корпусом будьте осторожны и не
прикасайтесь к цепям высокого напряжения (маркированным
изоляционное покрытие).
Прикосновение к неизолированным цепям высокого напряжения чрезвычайно
опасно, так как может привести к удару током.
иимеющим
m-11
Page 14

Page 15

B--63834RU/02
Содержание
МЕРЫ ПРЕДОСТОРОЖНОСТИ m-1.........................................
I. ОБЩИЕ СВЕДЕНИЯ
1. ОБЩИЕ СВЕДЕНИЯ 3..................................................
1.1 ОБЩАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ РАБОТЫ НА СТАНКЕ С ЧПУ 6................
1.2 ПРЕДОСТЕРЕЖЕНИЯ ПО ПРОЧТЕНИЮ ДАННОГО РУКОВОДСТВА 8............
1.3 ПРЕДУПРЕЖДЕНИЯ, КАСАЮЩИЕСЯ РАЗЛИЧНЫХ ВИДОВ ДАННЫХ 8.........
II. ПРОГРАММИРОВАНИЕ
1. ОБЩИЕ СВЕДЕНИЯ 11..................................................
1.1 ПЕРЕМЕЩЕНИЕ ИНСТРУМЕНТА ВДОЛЬ ОБРАБАТЫВАЕМЫХ
ЗАГОТОВОК - ФИГУРНАЯ ИНТЕРПОЛЯЦИЯ 12..................................
1.2 ПОДАЧА - ФУНКЦИЯПОДАЧИ 14................................................
1.3 ЧЕРТЕЖ ДЕТАЛЕЙ И ПЕРЕМЕЩЕНИЕ ИНСТРУМЕНТА 15.......................
1.3.1 Референтная позиция (специальная позиция станка)15................................
1.3.2 Система координат на чертеже детали и система координат, задаваемая устройством
1.3.3 Как указать програм- мируемые размеры для перемещения инструмента -
1.4 СКОРОСТЬ РЕЗАНИЯ - ФУНКЦИЯ СКОРОСТИ ШПИНДЕЛЯ 21...................
1.5 ВЫБОР ИНСТРУМЕНТА, ИСПОЛЬЗУЕМОГО ДЛЯ РАЗЛИЧНЫХ ВИДОВ
ОБРАБОТКИ 22..................................................................
1.6 КОМАНДА ДЛЯ ОПЕРАЦИЙ НА СТАНКЕ - СМЕШАННАЯ ФУНКЦИЯ 22..........
1.7 КОНФИГУРАЦИЯ ПРОГРАММЫ 23..............................................
1.8 ФУНКЦИЯ КОМПЕНСАЦИИ 26..................................................
1.9 ЗОНА ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА - ХОД 27................................
ЧПУ - Система координат 16........................................................
Команды абсолютного перемещения и перемещения с приращениями 19.................
2. УПРАВЛЯЕМЫЕ ОСИ 28.................................................
2.1 УПРАВЛЯЕМЫЕ ОСИ 29.........................................................
2.2 НАЗВАНИЕ ОСЕЙ 29.............................................................
2.3 СИСТЕМА ПРИРАЩЕНИЙ 30....................................................
2.4 МАКСИМАЛЬНЫЕ ХОДЫ 31.....................................................
3. ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ (G-ФУНКЦИЯ)32.....................
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ 36.........................................
4.1 ПОЗИЦИОНИРОВАНИЕ (G00) 37.................................................
4.2 ЛИНЕЙНАЯ ИНТЕРПОЛЯЦИЯ (G01) 39...........................................
4.3 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ (G02, G03) 40.......................................
4.4 ИНТЕРПОЛЯЦИЯ В ПОЛЯРНЫХ КООРДИНАТАХ (G12.1, G13.1) 44................
4.5 ЦИЛИНДРИЧЕСКАЯ ИНТЕРПОЛЯЦИЯ (G07.1) 48................................
4.6 НАРЕЗАНИЕ РЕЗЬБЫ С ПОСТОЯННЫМ ШАГОМ (G32) 52........................
4.7 НАРЕЗАНИЕ РЕЗЬБЫ С ПЕРЕМЕННЫМ ШАГОМ (G34) 56........................
4.8 НЕПРЕРЫВНОЕ НАРЕЗАНИЕ РЕЗЬБЫ 57........................................
4.9 НАРЕЗАНИЕ МНОГОЗАХОДНОЙ РЕЗЬБЫ 58.....................................
c-1
Page 16

Содержание
B--63834RU/02
4.10 ФУНКЦИЯ ПРОПУСКА (G31) 60..................................................
4.11 МНОГОЭТАПНЫЙ ПРОПУСК 62.................................................
4.12 ПРОПУСК ПРИ ОГРАНИЧЕНИИ КРУТЯЩЕГО МОМЕНТА (G31 P99) 63............
5. ФУНКЦИИ ПОДАЧИ 65..................................................
5.1 ОБЩИЕ СВЕДЕНИЯ 66..........................................................
5.2 УСКОРЕННЫЙ ПОДВОД 67......................................................
5.3 РАБОЧАЯ ПОДАЧА 68............................................................
5.4 ЗАДЕРЖКА (G04) 70..............................................................
6. РЕФЕРЕНТНАЯ ПОЗИЦИЯ 71...........................................
6.1 ВОЗВРАТ В РЕФЕРЕНТНУЮ ПОЗИЦИЮ 72.......................................
7. СИСТЕМА КООРДИНАТ 75..............................................
7.1 СИСТЕМА КООРДИНАТ СТАНКА 76.............................................
7.2 СИСТЕМА КООРДИНАТ ЗАГОТОВКИ 77.........................................
7.2.1 Установка системы координат станка 77..............................................
7.2.2 Выбор системы координат заготовки 79..............................................
7.2.3 Изменение системы координат заготовки 80..........................................
7.2.4 Предварительная установка системы координат заготовки (G92.1) 82.....................
7.2.5 Смещение системы координат заготовки 84...........................................
7.3 ЛОКАЛЬНАЯ СИСТЕМА КООРДИНАТ 85.........................................
7.4 ВЫБОР ПЛОСКОСТИ 87.........................................................
8. ЗНАЧЕНИЕ КООРДИНАТ И РАЗМЕРЫ 88................................
8.1 ПРОГРАММИРОВАНИЕ АБСОЛЮТНЫХ ЗНАЧЕНИЙ И ПРИРАЩЕНИЙ
(G90, G91) 89.....................................................................
8.2 ПРЕОБРАЗОВАНИЕ ДЮЙМЫ/МЕТРЫ (G20, G21) 90..............................
8.3 ПРОГРАММИРОВАНИЕ ДЕСЯТИЧНОЙ ТОЧКИ 91...............................
8.4 ПРОГРАММИРОВАНИЕ ДИАМЕТРА И РАДИУСА 92..............................
9. ФУНКЦИЯ СКОРОСТИ ШПИНДЕЛЯ 93..................................
9.1 ПРОГРАММИРОВАНИЕ СКОРОСТИ ШПИНДЕЛЯ С ПОМОЩЬЮ КОДА 94........
9.2 НЕПОСРЕДСТВЕННЙ ВВОД ЗНАЧЕНИЯ СКОРОСТИ ШПИНДЕЛЯ
(S5-ЦИФРОВАЯ КОМАНДА)94...................................................
9.3 КОНТРОЛЬ ПОСТОЯНСТВА СКОРОСТИ РЕЗАНИЯ (G96, G97) 95..................
9.4 ФУНКЦИЯ ОБНАРУЖЕНИЯ ОТКЛОНЕНИЙ ОТ ЗАДАННОЙ СКОРОСТИ
ШПИНДЕЛЯ (G25, G26) 99.......................................................
9.5 ФУНКЦИЯ ПОЗИЦИОНИРОВАНИЯ ШПИНДЕЛЯ 102..............................
9.5.1 Ориентация шпинделя 102...........................................................
9.5.2 Позиционирование шпинделя 102....................................................
9.5.3 Отмeнa позиционирования шпинделя 104.............................................
10.ФУНКЦИЯ ИНСТРУМЕНТА (T-ФУНКЦИЯ)105...........................
10.1 ВЫБОР ИНСТРУМЕНТА 106......................................................
10.2 УПРАВЛЕНИЕ РЕСУРСОМ ИНСТРУМЕНТА 107...................................
10.2.1 Программа данных ресурса инструмента 107...........................................
10.2.2 Исчисление ресурса инструмента 110.................................................
c-2
Page 17

B--63834RU/02
10.2.3 Ввод группы инструментов в программу обработки 111..................................
Содержание
11.ВСПОМОГАТЕЛЬНАЯ ФУНКЦИЯ 112....................................
11.1 ВСПОМОГАТЕЛЬНАЯ ФУНКЦИЯ (M-ФУНКЦИЯ) 113..............................
11.2 МНОГОКРАТНЫЕ М-КОМАНДЫ В ЕДИНИЧНОМ БЛОКЕ 114......................
11.3 ВТОРОСТЕПЕННЫЕ ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ (B-КОДЫ) 115.............
12.КОНФИГУРАЦИЯ ПРОГРАММЫ 116....................................
12.1 КОМПОНЕНТЫ ПРОГРАММЫ, КРОМЕ ПРОГРАММНЫХ РАЗДЕЛОВ 118...........
12.2 КОНФИГУРАЦИЯ ПРОГРАММНОГО РАЗДЕЛА 121................................
12.3 ПОДПРОГРАММА (M98, M99) 127.................................................
13.ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ ПРОГРАММИРОВАНИЯ 130..............
13.1 ПОСТОЯННЫЙ ЦИКЛ (G90, G92, G94) 131.........................................
13.1.1 Постоянный цикл резания по внешнемувнутреннему диаметру (G90) 131..................
13.1.2 Цикл нарезания резьбы (G92) 133....................................................
13.1.3 Цикл обточки торцевой поверхности (G94) 136.........................................
13.1.4 Как применять постоянные циклы (G90, G92, G94) 139.................................
13.2 МНОГОКРАТНО ПОВТОРЯЕМЫЙ ЦИКЛ (G70 - G76) 141...........................
13.2.1 Удаление припуска при точении (G71) 141.............................................
13.2.2 Удаление припуска при торцевой обработке (G71) 145..................................
13.2.3 Повтор схемы (G73) 146.............................................................
13.2.4 Цикл чистовой обработки (G70) 147..................................................
13.2.5 Цикл сверления торцевой поверхности с периодическим выводом сверла (G74) 150.........
13.2.6 Цикл сверления по внешнему/внутреннему диаметру (G75) 151..........................
13.2.7 Цикл нарезания многозаходной резьбы (G76) 152......................................
13.2.8 Примечания, касающиеся многократно повторяющегося цикла (G70 - G76) 156............
13.3 ПОСТОЯННЫЙ ЦИКЛ СВЕРЛЕНИЯ (G80 - G89) 157................................
13.3.1 Цикл сверления на лицевой поверхности (G83) /
13.3.2 Цикл нарезания резьбы метчиком на лицевой поверхности (G84) /
13.3.3 Цикл растачивания на лицевой поверхности (G85) /
13.3.4 Отмена постоянного цикла сверления (G80) 167........................................
13.3.5 Меры предосторожности, предпринимаемые оператором 168............................
13.4 ПОСТОЯННЫЙ ЦИКЛ ШЛИФОВАНИЯ (ДЛЯ ШЛИФОВАЛЬНОГО СТАНКА)169....
13.4.1 Цикл шлифования напроход (G71) 169................................................
13.4.2 Цикл шлифования напроход с непосредственным применением фиксированных
13.4.3 Цикл виброшлифования (G73) 171...................................................
13.4.4 Цикл виброшлифования с непосредственным применением фиксированных
13.5 ПРОГРАММИРОВАНИЕ НЕПОСРЕДСТВЕННО ПО РАЗМЕРАМ ЧЕРТЕЖА 173......
13.6 ЖЕСТКОЕ НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКОМ 178.................................
13.6.1 Цикл жесткого нарезаия резьбы метчиком на лицевой поверхности (G84)/
Цикл сверления на боковой поверхности (G87) 161.....................................
Цикл нарезания резьбы метчиком на боковой поверхности (G88) 164.....................
Цикл растачивания на боковой поверхности (G89) 166..................................
размеров (G72) 170.................................................................
размеров G72 172...................................................................
Цикл жесткого нарезания резьбы метчиком на боковой поверхности (G88) 179.............
14.ФУНКЦИЯ КОРРЕКЦИИ 182............................................
14.1 КОРРЕКЦИЯ НА ИНСТРУМЕНТ 183...............................................
14.1.1 Коррекция на геометрические размеры инструмента 183.................................
14.1.2 T-код для коррекции на инструмент 184...............................................
14.1.3 Выбор инструмента 184.............................................................
c-3
Page 18

Содержание
14.1.4 Номер коррекции 184...............................................................
14.1.5 Коррекция 185.....................................................................
14.1.6 Команды G53, G28 и G30, если применяется коррекция положения инструмента 188.......
B--63834RU/02
14.2 ОБЗОР КОРРЕКЦИИ НА РАДИУС ВЕРШИНЫ ИНСТРУМЕНТА 191.................
14.2.1 Вершина воображаемого инструмента 191.............................................
14.2.2 Направление вершины воображаемого инструмента 193.................................
14.2.3 Номер коррекции и величина коррекции 194..........................................
14.2.4 Положение заготовки и команда перемещения 196......................................
14.2.5 Примечания, касающиеся коррекции на радиус вершины инструмента 201................
14.3 ЭЛЕМЕНТЫ КОРРЕКЦИИ НА РАДИУС ВЕРШИНЫ ИНСТРУМЕНТА 204...........
14.3.1 Общие сведения 204................................................................
14.3.2 Перемещение инструмента при запуске 206............................................
14.3.3 Перемещение инструмента в режиме коррекции 208....................................
14.3.4 Перемещение инструмента при отмене режима коррекции 221...........................
14.3.5 Проверка наличия столкновения 224..................................................
14.3.6 Перерез при коррекции на радиус вершины инструмента 229............................
14.3.7 Ввод команды с панели ввода данных вручную 231......................................
14.3.8 Общие меры предосторожности при операциях коррекции 232...........................
14.3.9 Команды G53, G28 и G30 в режиме коррекции на радиус режущей кромки
инструмента 233....................................................................
14.4 ЗНАЧЕНИЯ КОРРЕКЦИИ НА ИНСТРУМЕНТ, НОМЕР ВЕЛИЧИНЫ
КОРРЕКЦИИ И ВВОД ЗНАЧЕНИЙ ИЗ ПРОГРАММЫ (G10) 242.....................
14.4.1 Коррекция на инструмент и номер коррекции на инструмент 242.........................
14.4.2 Изменение значения коррекции на инструмент 243.....................................
14.5 АВТОМАТИЧЕСКАЯ КОРРЕКЦИЯ НА ИНСТРУМЕНТ (G36, G37) 244...............
15.МАКРОПРОГРАММА ПОЛЬЗОВАТЕЛЯ 247.............................
15.1 ПЕРЕМЕННЫЕ 248...............................................................
15.2 СИСТЕМНЫЕ ПЕРЕМЕННЫЕ 252.................................................
15.3 АРИФМЕТИЧЕСКАЯ И ЛОГИЧЕСКАЯ ОПЕРАЦИЯ 259.............................
15.4 ОПЕРАТОРЫ МАКРОПРОГРАММ И ОПЕРАТОРЫ ЧУ 264..........................
15.5 ПЕРЕХОД И ПОВТОР 265.........................................................
15.5.1 Безусловный переход (оператор GOTO) 265............................................
15.5.2 Условный переход (оператор IF) 266..................................................
15.5.3 Повтор (оператор цикла)267.........................................................
15.6 ВЫЗОВ МАКРОПРОГРАММЫ 270.................................................
15.6.1 Простой вызов (G65) 271............................................................
15.6.2 Модальный вызов (G66) 275.........................................................
15.6.3 Вызов макропрограммы с использованием G-кода 277..................................
15.6.4 Вызов макропрограммы с использованием М-кода 278..................................
15.6.5 Вызов подпрограммы с использованием М-кода 279....................................
15.6.6 Вызовы подпрограммы с использованием Т-кода 280...................................
15.6.7 Образец программы 281.............................................................
15.7 ОБРАБОТКА МАКРООПЕРАТОРОВ 283............................................
15.8 РЕГИСТРАЦИЯ МАКРОПРОГРАММ ПОЛЬЗОВАТЕЛЯ 285..........................
15.9 ОГРАНИЧЕНИЯ 286..............................................................
15.10 КОМАНДЫ ВЫВОДА ДАННЫХ НА ВНЕШНЕЕ УСТРОЙСТВО 287..................
15.11 МАКРОПРОГРАММА ПОЛЬЗОВАТЕЛЯ ТИПА ПРЕРЫВАНИЯ 291...................
15.11.1 Метод ввода 292....................................................................
15.11.2 Описание функций 293..............................................................
c-4
Page 19

B--63834RU/02
Содержание
16.ВВОД ПРОГРАММИРУЕМЫХ ПАРАМЕТРОВ (G10) 300..................
17. ОПЕРАЦИИ В ПАМЯТИ В ФОРМАТЕ ЛЕНТЫ СЕРИИ 10/11 303..........
17.1 АДРЕС И ДИАПАЗОН ЗАДАВАЕМЫХ ЗНАЧЕНИЙ ДЛЯ ФОРМАТА ЛЕНТЫ
СЕРИИ 10/11 304..................................................................
17.2 НАРЕЗАНИЕ РЕЗЬБЫ С РАВНЫМ ШАГОМ 305....................................
17.3 ВЫЗОВ ПОДПРОГРАММЫ 306....................................................
17.4 ПОСТОЯННЫЙ ЦИКЛ 307........................................................
17.5 МНОГОКРАТНО ПОВТОРЯЮЩИЙСЯ ПОСТОЯННЫЙ ЦИКЛ ТОЧЕНИЯ 308.......
17.6 ФОРМАТЫ ПОСТОЯННЫХ ЦИКЛОВ СВЕРЛЕНИЯ 310.............................
18.ФУНКЦИЯ ОСЕВОГО УПРАВЛЕНИЯ 314.................................
18.1 ОБТОЧКА МНОГОУГОЛЬНИКА 315...............................................
18.2 ВЫХОД ЗА ПРЕДЕЛЫ КООРДИНАТ КРУГОВЫХ ОСЕЙ 320.........................
18.3 ПРОСТОЕ УПРАВЛЕНИЕ СИНХРОНИЗАЦИЕЙ 321................................
18.4 УПРАВЛЕНИЕ НАКЛОННОЙ ОСЬЮ/
УПРАВЛЕНИЕ ОСЬЮ С ПРОИЗВОЛЬНЫМ НАКЛОНОМ 323.......................
19.ФУНКЦИЯ ВВОДА ДАННЫХ СХЕМЫ 325................................
19.1 ОТОБРАЖЕНИЕ МЕНЮ СХЕМ 326................................................
19.2 ОТОБРАЖЕНИЕ ДАННЫХ СХЕМЫ 330............................................
19.3 СИМВОЛЫ И КОДЫ, ИСПОЛЬЗУЕМЫЕ С ФУНКЦИЕЙ ВВОДА ДАННЫХ
СХЕМЫ 334.......................................................................
III. РАБОТА
1. ОБЩИЕ СВЕДЕНИЯ 339.................................................
1.1 РУЧНЫЕ ОПЕРАЦИИ 340.........................................................
1.2 ПЕРЕМЕЩЕНИЕ ИНСТРУМЕНТА С ПОМОЩЬЮ
ПРОГРАММИРОВАНИЯ - АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ 342....................
1.3 АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ 343.............................................
1.4 ТЕСТИРОВАНИЕ ПРОГРАММЫ 345...............................................
1.4.1 Проверка при работе станка 345......................................................
1.4.2 Как просмотреть отображение изменений положения без работы станка 346...............
1.5 РЕДАКТИРОВАНИЕ ПРОГРАММЫ ОБРАБОТКИ ДЕТАЛЕЙ 347.....................
1.6 ОТОБРАЖЕНИЕ И УСТАНОВКА ДАННЫХ 348.....................................
1.7 ОТОБРАЖЕНИЕ ДАННЫХ 351....................................................
1.7.1 Отображение программы 351.........................................................
1.7.2 Отображение текущего положения 352................................................
1.7.3 Отображение сигнала тревоги 352.....................................................
1.7.4 Отображение количества деталей, отображение времени обработки 353....................
1.7.5 Отображение графической информации (смотрите раздел III-12) 353.....................
1.8 ВЫВОД ДАННЫХ 354.............................................................
2. РАБОЧИЕ УСТРОЙСТВА 355.............................................
2.1 УСТРОЙСТВА ВВОДА И ОТОБРАЖЕНИЯ ДАННЫХ 356............................
c-5
Page 20

Содержание
2.1.1 9I устройство монохромной ЭЛТ/пульт ручного ввода данных 357........................
2.1.2 7.2I Устройство монохромного/
8.4I цветного ЖК-дисплея/пульт ручного ввода данных 357..............................
2.1.3 10.4I Панель цветного ЖК-дисплея 358...............................................
2.1.4 Местоположение клавиши ручного ввода данных 358...................................
2.1.5 Стандартный пульт ручного ввода данных (MDI) автономного типа 359...................
B--63834RU/02
2.2 ОПИСАНИЕ КЛАВИАТУРЫ 360...................................................
2.3 ФУНКЦИОНАЛЬНЫЕ И ДИСПЛЕЙНЫЕ КЛАВИШИ 362...........................
2.3.1 Основные операции на экране 362....................................................
2.3.2 Функциональные клавиши 363.......................................................
2.3.3 Дисплейные клавиши 364...........................................................
2.3.4 Буфер ввода данных с клавиатуры и буфер ввода данных 380.............................
2.3.5 Предупреждающие сообщения 381...................................................
2.3.6 Конфигурация дисплейных клавиш 382...............................................
2.4 ВНЕШНИЕ УСТРОЙСТВА ВВОДА-ВЫВОДА 383....................................
2.4.1 FANUC Handy File 385..............................................................
2.5 ВКЛЮЧЕНИЕ/ВЫКЛЮЧЕНИЕ ПИТАНИЯ 386.....................................
2.5.1 Включение питания 386.............................................................
2.5.2 Oкно, которое появляется при включении питания 387..................................
2.5.3 Отключение питания 388............................................................
3. РУЧНЫЕ ОПЕРАЦИИ 389................................................
3.1 РУЧНОЙ ВОЗВРАТ В РЕФЕРЕНТНУЮ ПОЗИЦИЮ 390.............................
3.2 РУЧНАЯ НЕПРЕРЫВНАЯ ПОДАЧА 392............................................
3.3 ПОДАЧА С ПРИРАЩЕНИЯМИ 394................................................
3.4 РУЧНАЯ ПОДАЧА С ПОМОЩЬЮ МАХОВИЧКА 395................................
3.5 ВКЛЮЧЕНИЕ И ВЫКЛЮЧЕНИЕ ПОЛНОСТЬЮ РУЧНОГО РЕЖИМА 398............
4. АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ 403.....................................
4.1 ОПЕРАЦИЯ В ПАМЯТИ 404.......................................................
4.2 ОПЕРАЦИЯ РУЧНОГО ВВОДА ДАННЫХ 407.......................................
4.3 ПЕРЕЗАПУСК ПРОГРАММЫ 410..................................................
4.4 ФУНКЦИЯ ПЛАНИРОВАНИЯ 418.................................................
4.5 ФУНКЦИЯ ВЫЗОВА ПОДПРОГРАММЫ (M198) 423................................
4.6 РУЧНОЕ ПРЕРЫВАНИЕ С ПОМОЩЬЮ МАХОВИЧКА 425..........................
4.7 ЗЕРКАЛЬНОЕ ОТОБРАЖЕНИЕ 428................................................
4.8 РУЧНОЕ ВМЕШАТЕЛЬСТВО И ВОЗВРАТ 430.......................................
4.9 ОПЕРАЦИЯ ГРУППОВОГО УПРАВЛЕНИЯ 432.....................................
5. ПРОВЕРОЧНАЯ ОПЕРАЦИЯ 435.........................................
5.1 БЛОКИРОВКА СТАНКА И БЛОКИРОВКА ВСПОМОГАТЕЛЬНОЙ ФУНКЦИИ 436....
5.2 РУЧНАЯ КОРРЕКЦИЯ СКОРОСТИ ПОДАЧИ 438...................................
5.3 РУЧНАЯ КОРРЕКЦИЯ УСКОРЕННОГО ПОДВОДА 439.............................
5.4 ХОЛОСТОЙ ХОД 440..............................................................
5.5 ЕДИНИЧНЫЙ БЛОК 441..........................................................
6. ФУНКЦИИ БЕЗОПАСНОСТИ 444.........................................
c-6
Page 21

B--63834RU/02
Содержание
6.1 АВАРИЙНАЯ ОСТАНОВКА 445....................................................
6.2 ПЕРЕБЕГ 446.....................................................................
6.3 ПРОВЕРКА СОХРАНЕННОГО ХОДА 447...........................................
6.4 БАРЬЕРЫ ДЛЯ ЗАЖИМНОГО ПАТРОНА И ЗАДНЕЙ БАБКИ 451....................
7. СИГНАЛ ТРЕВОГИ И ФУНКЦИИ САМОДИАГНОСТИКИ 458...............
7.1 ОТОБРАЖЕНИЕ СИГНАЛАТРЕВОГИ 459..........................................
7.2 ОТОБРАЖЕНИЕ ЖУРНАЛА СИГНАЛОВ ТРЕВОГИ 461.............................
7.3 ПРОВЕРКА С ПОМОЩЬЮ ЭКРАНА САМОДИАГНОСТИКИ 462....................
8. ВВОД/ВЫВОД ДАННЫХ 465............................................
8.1 ФАЙЛЫ 466.......................................................................
8.2 ПОИСК ФАЙЛА 468...............................................................
8.3 УДАЛЕНИЕ ФАЙЛА 470...........................................................
8.4 ВВОД/ВЫВОД ПРОГРАММЫ 471..................................................
8.4.1 Ввод программы 471................................................................
8.4.2 Вывод программы 474...............................................................
8.5 ВВОД И ВЫВОД ДАННЫХ КОРРЕКЦИИ 476.......................................
8.5.1 Ввод данных коррекции 476.........................................................
8.5.2 Вывод данных коррекции 477........................................................
8.6 ВВОД И ВЫВОД ПАРАМЕТРОВ И ДАННЫХ КОРРЕКЦИИ ПОГРЕШНОСТИ
ШАГА 478........................................................................
8.6.1 Ввод параметров 478................................................................
8.6.2 Вывод параметров 479...............................................................
8.6.3 Ввод данных коррекции погрешности шага 480.........................................
8.6.4 Вывод данных коррекции погрешности шага 481.......................................
8.7 ВВОД/ВЫВОД ОБЩИХ ПЕРЕМЕННЫХ МАКРОПРОГРАММЫ ПОЛЬЗОВАТЕЛЯ 482.
8.7.1 Ввод общих переменных макропрограмм пользователя 482..............................
8.7.2 Вывод общей переменной макропрограмм пользователя 483.............................
8.8 ОТОБРАЖЕНИЕ КАТАЛОГА ГИБКОГО ДИСКА 484.................................
8.8.1 Отображение каталога 485...........................................................
8.8.2 Считывание файлов 488.............................................................
8.8.3 Вывод программ 489................................................................
8.8.4 Удаление файлов 490................................................................
8.9 ВЫВОД СПИСКА ПРОГРАММ ДЛЯ ЗАДАННОЙ ГРУППЫ 492......................
8.10 ОБЩИЙ ЭКРАН ВВОДА-ВЫВОДА ДАННЫХ 493...................................
8.10.1 Установка параметров, относящихся к вводу-выводу 494.................................
8.10.2 Ввод и вывод программ 495..........................................................
8.10.3 Ввод и вывод параметров 499.........................................................
8.10.4 Ввод и вывод данных коррекции 501..................................................
8.10.5 Вывод общих переменных макропрограмм пользователя 503............................
8.10.6 Ввод и вывод файлов гибкого диска 504...............................................
9. РЕДАКТИРОВАНИЕ ПРОГРАММ 509.....................................
9.1 ВСТАВКА, ИЗМЕНЕНИЕ И УДАЛЕНИЕ СЛОВА 510................................
9.1.1 Поиск слова 511....................................................................
9.1.2 Присвоение заголовка программе 513.................................................
9.1.3 Вставка слова 514...................................................................
9.1.4 Изменение слова 515................................................................
9.1.5 Удаление слова 516.................................................................
c-7
Page 22
Содержание
B--63834RU/02
9.2 УДАЛЕНИЕ БЛОКОВ 517..........................................................
9.2.1 Удаление блока 517.................................................................
9.2.2 Удаление нескольких блоков 518.....................................................
9.3 ПОИСК НОМЕРА ПРОГРАММЫ 519...............................................
9.4 ПОИСК НОМЕРА ПОСЛЕДОВАТЕЛЬНОСТИ 520...................................
9.5 УДАЛЕНИЕ ПРОГРАММ 522......................................................
9.5.1 Удаление одной программы 522......................................................
9.5.2 Удаление всех программ 522.........................................................
9.5.3 Удаление нескольких программ с указанием диапазона 523..............................
9.6 РАСШИРЕННАЯ ФУНКЦИЯ РЕДАКТИРОВАНИЯ ПРОГРАММЫ
ОБРАБОТКИ ЗАГОТОВКИ 524.....................................................
9.6.1 Копирование целой программы 525...................................................
9.6.2 Копирование части программы 526...................................................
9.6.3 Перемещение части программы 527...................................................
9.6.4 Объединение программы 528.........................................................
9.6.5 Дополнительные пояснения для копирования, перемещения и объединения 529...........
9.6.6 Замена слов и адресов 531...........................................................
9.7 РЕДАКТИРОВАНИЕ МАКРОПРОГРАММ ПОЛЬЗОВАТЕЛЯ 533.....................
9.8 ФОНОВОЕ РЕДАКТИРОВАНИЕ 534...............................................
9.9 ФУНКЦИЯ ПАРОЛЯ 535...........................................................
10.СОЗДАНИЕ ПРОГРАММ 537............................................
10.1 СОЗДАНИЕ ПРОГРАММ С ПОМОЩЬЮ ПАНЕЛИ РУЧНОГО ВВОДА ДАННЫХ 538..
10.2 АВТОМАТИЧЕСКАЯ ВСТАВКА НОМЕРОВ ПОСЛЕДОВАТЕЛЬНОСТИ 539...........
10.3 СОЗДАНИЕ ПРОГРАММ В РЕЖИМЕ TEACH IN (РЕЖИМ ОБУЧЕНИЯ)
(ОТРАБОТКА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ) 541................................
10.4 ВВОД ДАННЫХ ПРИ ПРОГРАММИРОВАНИ И В ДИАЛОГОВОМ
РЕЖИМЕ С ФУНКЦИЕЙ ГРАФИЧЕСКОГО ИЗОБРАЖЕНИЯ 544....................
11.УСТАНОВКА И ОТОБРАЖЕНИЕ ДАННЫХ 548...........................
11.1 ЭКРАНЫ, ОТОБРАЖАЕМЫЕ С ПОМОЩЬЮ
ФУНКЦИОНАЛЬНОЙ КЛАВИШИ
11.1.1 Отображение положения в системе координат заготовки 556.............................
11.1.2 Отображение положения в относительной системе координат 557.........................
11.1.3 Отображение общего положения 559..................................................
11.1.4 Предварительная установка системы координат заготовки 560............................
11.1.5 Отображение фактической скорости подачи 561........................................
11.1.6 Отображение времени работы и числа деталей 563......................................
11.1.7 Отображение контроля за работой 564.................................................
11.2 ЭКРАНЫ, ОТОБРАЖАЕМЫЕ С ПОМОЩЬЮ ФУНКЦИОНАЛЬНОЙ КЛАВИШИ
(ВРЕЖИМЕMEMORY (ПАМЯТИ) ИЛИ MDI (РУЧНОГО ВВОДА ДАННЫХ)
11.2.1 Отображение содержимого программы 567............................................
11.2.2 Экран отображения текущего блока 568...............................................
11.2.3 Экран отображения следующего блока 569.............................................
11.2.4 Экран проверки программы 570......................................................
11.2.5 Экран программы для операции ручного ввода данных 572..............................
11.3 ЭКРАНЫ, ОТОБРАЖАЕМЫЕ С ПОМОЩЬЮ
ФУНКЦИОНАЛЬНОЙ КЛАВИШИ
(ВРЕЖИМЕEDIT) 573......................
556........................................
566.
11.3.1 Отображение используемой памяти и списка программ 574..............................
c-8
Page 23
B--63834RU/02
11.4 ЭКРАНЫ, ОТОБРАЖАЕМЫЕ С ПОМОЩЬЮ
11.5 ЭКРАНЫ, ОТОБРАЖАЕМЫЕ С ПОМОЩЬЮ
11.6 ОТОБРАЖЕНИЕ НОМЕРА ПРОГРАММЫ, НОМЕРА
11.7 ЭКРАНЫ, ОТОБРАЖАЕМЫЕ С ПОМОЩЬЮ
Содержание
11.3.2 Отображениe спискa программ для заданной группы 577................................
ФУНКЦИОНАЛЬНОЙ КЛАВИШИ
11.4.1 Установка и отображение величины коррекции на инструмент 581........................
11.4.2 Прямой ввод величины коррекции на инструмент 584...................................
11.4.3 Прямой ввод измеренной коррекции на инструмент B586...............................
11.4.4 Ввод величины коррекции на основе показаний счетчика 588............................
11.4.5 Установка величины сдвига системы координат заготовки 589............................
11.4.6 Смещение по оси Y 591..............................................................
11.4.7 Отображение и ввод данных установки 594.............................................
11.4.8 Сравнение номеров последовательности и остановка 596................................
11.4.9 Отображение и установка времени работы, числа деталей и времени 598...................
11.4.10 Установка и отображение величины коррекции начала координат заготовки 600............
11.4.11 Прямой ввод измеренных коррекций начала координат заготовки 601.....................
11.4.12 Отображение и установка общих переменных макропрограмм пользователя 603............
11.4.13 Отображение и настройка пульта оператора программного обеспечения 604................
11.4.14 Отображение и установка данных управления ресурсом инструмента 606..................
ФУНКЦИОНАЛЬНОЙ КЛАВИШИ
11.5.1 Установка и отображение параметров 610..............................................
11.5.2 Отображение и установка данных компенсации погрешности шага 612....................
ПОСЛЕДОВАТЕЛЬНОСТИ, СОСТОЯНИЯ И ПРЕДУПРЕЖДАЮЩИХ
СООБЩЕНИЙ ДЛЯ УСТАНОВКИ ДАННЫХ ИЛИ ОПЕРАЦИЙ ВВОДА-ВЫВОДА 614.
11.6.1 Порядок отображения номера программы и номера последовательности 614...............
11.6.2 Отображение состояния и предупреждающих сообщений для установки данных или для
операции ввода-вывода 615..........................................................
ФУНКЦИОНАЛЬНОЙ КЛАВИШИ
580........................................
609........................................
617........................................
11.7.1 Отображение журнала внешних сообщений для оператора 617............................
11.8 ОЧИСТКА ЭКРАНА 619...........................................................
11.8.1 Стирание отображения экрана ЭЛТ 619...............................................
11.8.2 Автоматическое стирание отображения экрана 620......................................
12. ГРАФИЧЕСКАЯ ФУНКЦИЯ 621..........................................
12.1 ГРАФИЧЕСКОЕ ИЗОБРАЖЕНИЕ 622..............................................
12.2 ДИНАМИЧЕСКИЙ ГРАФИК 627...................................................
13.ФУНКЦИЯ СПРАВКИ 628...............................................
IV. MANUAL GUIDE 0i
1. MANUAL GUIDE 0i 635...................................................
1.1 KPATKИЙ ОБЗOP 636.............................................................
1.2 ВВЕДЕНИЕ 637...................................................................
1.3 ПPOЦECC СОЗДАHИЯ ПРОГРАММ 638............................................
1.3.1 Запуск 638.........................................................................
1.3.2 Запуск 639.........................................................................
1.3.3 Создание новой программы обработки 640.............................................
1.3.4 Bcпoмoгaтeльныe клавиши 642.......................................................
c-9
Page 24

Содержание
1.3.5 Клавишa спpaвки по G-кодy644......................................................
1.3.6 Клавишa спpaвки по M-кодy647.....................................................
B--63834RU/02
1.4 ПОСТОЯННЫЙ ЦИКЛ МEXAНOOБPA БOТKИ 649..................................
1.4.1 Операция 650......................................................................
1.4.2 Данные для каждого постоянного цикла 652...........................................
1.4.2.1 Блок,coдepжaщий тип мexaнooбpaбoтки для сверления на токарном станке 652......
1.4.2.2 Блок,coдepжaщий тип мexaнooбpaбoтки, при снятии припускoвприточении 653....
1.4.2.3 Блок,coдepжaщий тип мexaнooбpaбoтки для чистовой обрабoтки при точении 653....
1.4.2.4 Фигурныйблокдляснятияприпускoвпpиточенииичистовойобработки 654.......
1.4.2.5 Блок,coдepжaщий тип мexaнooбpaбoтки для черновой обработки канавoкпpи
1.4.2.6 Блок,coдepжaщий тип мexaнooбpaбoтки для чиcтовой обработки канавoкпpи
1.4.2.7 Фигурный блок для проточки канавок пpиточении 656...........................
1.4.2.8 Блок,coдepжaщий тип мexaнooбpaбoтки для нарезания резьбы 657.................
1.4.2.9 Фигурный блок нарезания резьбы 658...........................................
точении 655.................................................................
точении 655.................................................................
1.5 ПРОГРАММИРОВАНИЕ ПO КОНТУРУ 659.........................................
1.5.1 Операции в программировании пo контуру 660.........................................
1.5.1.1 Вызов oкна программирования пo контуру 660...................................
1.5.1.2 Выбор мeтoдa редактирования программы, нaпиcaннoйврежиме
1.5.1.3 Ввод программы программиpoвания пo контуру 662..............................
1.5.1.4 Проверка фигур контурoв 666..................................................
1.5.1.5 Преобразование в программу ЧПУ 667..........................................
1.5.2 Подpoбный oбзоp данных, кacaющиxcяфигурыконтура 669.............................
1.5.2.1 Дуга 669.....................................................................
1.5.2.2 Угол R 669...................................................................
1.5.2.3 Снятие фасок 670............................................................
1.5.2.4 Выбор точки пересечения фигуры 670...........................................
1.5.3 Подpoбнocти, кacaющиecя pacчета контура 671.........................................
1.5.3.1 Линия 671...................................................................
1.5.3.2 Дуга 674.....................................................................
1.5.3.3 Линия, кacaтельная к двум дугам 678............................................
1.5.3.4 Дуга, которая кoнтактиpуют с обеими пересекaющимися линиями и дугaми 679......
1.5.3.5 Дуга, которая кoнтактиpуeтснe пересекaющейся линией и дугoй 680...............
1.5.3.6 Дуга, которая кoнтактиpуeтс2 нe пересекaющимися дугaми 681....................
1.5.4 Болee пoдpoбнoе oпиcaниe вспомогательного pacчета 682................................
1.5.4.1 Общие сведения 682..........................................................
1.5.4.2 Начальная точка 683..........................................................
1.5.4.3 Линия 688...................................................................
1.5.4.4 Дуга 690.....................................................................
1.5.5 Другие 692.........................................................................
1.5.5.1 Paсчет данных ввода 692.......................................................
1.5.5.2 Примечания, на котoрыe следует обратить внимание при программировании пo
1.5.5.3 Примечания, на котoрыe следует обратить внимание при paбoтecисполнителем
программиpoвания пo контуру 661.............................................
контуру 693..................................................................
макроcов 693................................................................
1.6 ПАРАМЕТР 694...................................................................
1.7 СИГНАЛЫ ТРЕВОГИ 701..........................................................
c-10
Page 25

B--63834RU/02
Содержание
V. ТЕХОБСЛУЖИВАНИЕ
1. МЕТОД ЗАМЕНЫ БАТАРЕЙ 705.........................................
1.1 ЗАМЕНА БАТАРЕИ ДЛЯ УСТРОЙСТВА УПРАВЛЕНИЯ 706..........................
1.2 БАТАРЕЯ ДЛЯ АБСОЛЮТНОГО ИМПУЛЬСНОГО ШИФРАТОРА 709................
1.3 БАТАРЕЯ ДЛЯ ОТДЕЛЬНЫХ АБСОЛЮТНЫХ ИМПУЛЬСНЫХ ШИФРАТОРОВ
(6 V DC) 716.......................................................................
ПРИЛОЖЕНИЕ
A. ПЕРЕЧЕНЬ КОДОВ ЛЕНТЫ 723..........................................
B. ПЕРЕЧЕНЬ ФУНКЦИЙ И ФОРМАТ ЛЕНТЫ 726...........................
C. ДИАПАЗОН ПРОГРАММИРУЕМЫХ ЗНАЧЕНИЙ 730......................
D. НОМОГРАММЫ 733.....................................................
D.1 НЕВЕРНАЯ ДЛИНА РЕЗЬБЫ 734...................................................
D.2 ПРОСТОЕ ВЫЧИСЛЕНИЕ НЕВЕРНОЙ ДЛИНЫ РЕЗЬБЫ 736.......................
D.3 ТРАЕКТОРИЯ ДВИЖЕНИЯ ИНСТРУМЕНТА В УГЛУ 738...........................
D.4 ПОГРЕШНОСТЬ В НАПРАВЛЕНИИ РАДИУСА ПРИ РЕЗАНИИ ПО
ОКРУЖНОСТИ 741...............................................................
E. СТАТУС ПРИ ВКЛЮЧЕНИИ ПИТАНИЯ, ОЧИСТКЕ ДАННЫХ ИЛИ
СБРОСЕ 742............................................................
F. ТАБЛИЦА СООТВЕТСТВИЙ СИМВОЛОВ И КОДОВ 744..................
G. СПИСОК СИГНАЛОВ ТРЕВОГИ 745......................................
c-11
Page 26

Page 27

I. ОБЩИЕ СВЕДЕНИЯ
Page 28

Page 29
B--63834RU/02
ОБЩИЕ СВЕДЕНИЯ
1
О настоящем
руководстве
ОБЩИЕ СВЕДЕНИЯ
Настоящее руководство состоит из следующих частей:
I. ОБЩИЕ СВЕДЕНИЯ
Описаны: структура главы, применимые модели,
соответствующие руководства и примечания по прочтению
данного руководства.
II. ПРОГРАММИРОВАНИЕ
Описаны все функции: Формат, используемый для
программирования функций на языке ЧПУ, характеристики
и ограничения.
III. РАБОТА
Описана работа со станком в автоматическом и ручном
режимах, процедуры ввода/вывода данных и процедуры
редактирования программы.
IV . ТЕХОБСЛУЖИВАНИЕ
Описаны процедуры замены батарей.
ПРИЛОЖЕНИЕ
Содержит список кодов ленты, действительные диапазоны
данных и коды ошибок.
1. ОБЩИЕ СВЕДЕНИЯ
Некоторые функции, описанные в данном руководстве, нельзя
применить к некоторым изделиям. Подробную информацию
смотрите в руководстве ОПИСАНИЯ (B-63832EN).
В данном руководстве параметры не описываются подробно.
Подробнуюинформацию по параметрам, упомянутым в данном
руководстве, смотрите в руководстве по параметрам
(B-63840EN).
В данном руководстве описываются все опциональные
функции. В данном руководстве, составленном изготовителем
станка, найдите опции, включенные в Вашу систему.
Моделями, описанными в данном руководстве, иих
аббревиатурами являются:
Название продукта Сокращения
Серия FANUC 0i--TB 0i--T B Серия 0i
3
Page 30
ОБЩИЕ СВЕДЕНИЯ1. ОБЩИЕ СВЕДЕНИЯ
B--63834RU/02
Специальные
обозначения
_
D P
I
D ;
Соответствующие
руководства серии
0i-B/0i Mate-B
В данном руководстве используются следующие обозначения:
Отображает комбинацию таких осей, как X__ Y__ Z
(используемых при ПРОГРАММИРОВАНИИ).
Отображает конец блока. Соответствует коду LF системы ISO
или коду CR системы EIA.
В следующей таблице дан список руководств, относящихся к
серии 0i-B и 0i Mate-B. Настоящее руководство отмечено
звездочкой(*).
Название руководства
DESCRIPTIONS B--63832EN
CONNECTION MANUAL (HARDWARE) B--63833EN
CONNECTION MANUAL (FUNCTION) B--63833EN--1
РУКОВОДСТВО ОПЕРАТОРА серии 0i--TB B--63834RU *
Номер
спецификации
Series 0i--MB OPERATOR’S MANUAL B--63844EN
Series 0i Mate--TB OPERATOR’S MANUAL B--63854EN
Series 0i Mate--MB OPERATOR’S MANUAL B--63864EN
MAINTENANCE MANUAL B--63835EN
PARAMETER MANUAL B--63840EN
ПРОГРАММИРОВАНИЕ
Macro Compiler/Macro Executor
PROGRAMMING MANUAL
FANUC MACRO COMPILER (For Personal Computer)
PROGRAMMING MANUAL
PMC
PMC Ladder Language PROGRAMMING MANUAL B-- 61863E
PMC C Language PROGRAMMING MANUAL B--61863E--1
Сеть
PROFIBUS--DP Board OPERATOR’S MANUAL B--62924EN
Ethernet Board/DATA SERVER Board
OPERATOR’S MANUAL
FAST Ethernet Board/FAST DATA SERVER
OPERATOR’S MANUAL
B--61803E--1
B--66102E
B--63354EN
B--63644EN
DeviceNet Board OPERATOR’S MANUAL B--63404EN
ОТКРЫТОЕ ЧПУ
FANUC OPEN CNC OPERATOR’S MANUAL
Basic Operation Package 1 (For Windows 95/NT)
FANUC OPEN CNC OPERATOR’S MANUAL
(DNC Operation Management Package)
B--62994EN
B--63214EN
4
Page 31

B--63834RU/02
ОБЩИЕ СВЕДЕНИЯ
1. ОБЩИЕ СВЕДЕНИЯ
Соответствующие
руководства по
серводвигателю
серии αi
Соответствующие
руководства по
серводвигателю серии β
В следующей таблице перечисляются руководства,
относящиеся к СЕРВОДВИГАТЕЛЮ серии αi.
Название руководства
FANUC AC SERVO MOTOR αi series DESCRIPTIONS
FANUC AC SERVO MOTOR αi series
PARAMETER MANUAL
FANUC AC SPINDLE MOTOR αi series DESCRIPTIONS
FANUC AC SPINDLE MOTOR αi series
PARAMETER MANUAL
FANUC SERVO AMPLIFIER αi series DESCRIPTIONS
FANUC SERVO MOTOR αi series
MAINTENANCE MANUAL
Номер
спецификации
B--65262EN
B--65270EN
B--65272EN
B--65280EN
B--65282EN
B--65285EN
В следующей таблице перечисляются руководства,
относящиеся к СЕРВОДВИГАТЕЛЮ серии β.
Название руководства
FANUC SERVO MOTOR β series DESCRIPTIONS
Номер
спецификации
B--65232EN
FANUC SERVO MOTOR β series
MAINTENANCE MANUAL
FANUC SERVO MOTOR β series (I/O Link Option)
DESCRIPTIONS
B--65235EN
B--65245EN
5
Page 32

ОБЩИЕ СВЕДЕНИЯ1. ОБЩИЕ СВЕДЕНИЯ
B--63834RU/02
1.1
ОБЩАЯ ПОСЛЕДОВАТЕЛЬН ОСТЬ РАБОТЫ НА СТАНКЕ С ЧПУ
Для обработки детали с помощью станка с ЧПУ сначаласоздайте
программу, затем приступайте к работе на станке с ЧПУ с
использованием этой программы.
1) Для работы на станке с ЧПУ сначала создайте программу на
основе чертежа детали.
Как создать программу, описано в главе II.
ПРОГРАММИРОВАНИЕ
2) Программа подлежит считыванию системой ЧПУ. Затем
закрепите заготовки и инструменты на станке и работайте с
инструментами в соответствии с программой. Вконце
выполните обработку.
Как работать с системой ЧПУ описано в главе III. РАБОТА.
Чертеж
детали
ГЛАВА II ПРОГРАММИРОВАНИЕ ГЛАВА III РАБОТА
Программи
рование
обработки
детали
ЧПУ
СТАНОК
Передначалом программирования составьте план обработки
детали.
План обработки
1. Определение диапазона обработки заготовок
2. Метод закрепления заготовок на станке
3. Последовательность обработки для каждого процесса
резания
4. Режущие инструменты и условия резания
Определите метод резания для каждого процесса резания.
Процесс резания
Порядок
выполнения резания
1. Метод резания:
Черновой
Получистовой
Чистовой
2. Режущие инструменты
3. Условия резания:
Скорость подачи
Глубина резания
4. Траектория перемещения
инструмента
1 2 3
Резание на
торцевой
поверхности
Резание по
внешнему
диаметру
Проточка
канавок
6
Page 33

B--63834RU/02
ОБЩИЕ СВЕДЕНИЯ
1. ОБЩИЕ СВЕДЕНИЯ
Резание на
торцевой
поверхности
Проточка
канавок
Резание по
внешнему
диаметру
Заготовка
Создайте программу для траектории прохождения инструмента
и условий резания в соответствии с формой заготовки для
каждого резания.
7
Page 34

1.2
ПРЕДОСТЕРЕЖЕНИ ЯПОПРОЧТЕНИЮ ДАННОГО РУКОВОДСТВА
ОБЩИЕ СВЕДЕНИЯ1. ОБЩИЕ СВЕДЕНИЯ
ОСТОРОЖНО
1 Функционирование системы станка с ЧПУ зависит не
только от ЧПУ, но и от комплектации станка, его
магнитного корпуса, сервосистемы, ЧПУ, пульта
оператора. Описание функционирования, програм-мирования и работы по отношению ко всем
комплектациям представляет большую сложность.
Как правило, в настоящем руководстве это
описывается с точки зрения ЧПУ. Таким образом,
подробную информацию по конкретному станку с ЧПУ
смотрите в руководстве, выпускаемом изготовителем
станка, которое имеет приоритет перед настоящим
руководством.
2 Заголовки помещены с левой стороны, так, чтобы
читатель мог легко получить доступ к необходимой
информации. При поиске необходимой информации
читатель может сэкономить время, используя эти
заголовки.
3 В настоящем руководстве описано максимально
возможное количество приемлемых вариантов
использованияоборудования.В руководстве описаны
не все комбинации свойств, опций и команд, которые
не следует применять.
Если конкретная операция не описана в руководстве,
применятьеенеследует.
B--63834RU/02
1.3
ПРЕДУПРЕЖДЕНИЯ, КАСАЮЩИЕСЯ РАЗЛИЧНЫХ ВИДОВ ДАННЫХ
ОСТОРОЖНО
Программы по обработке, параметры, переменные и
т.д. сохраняются во внутренней энергонезависимой
памяти ЧПУ. Как правило, эти параметры не теряются
при включении/выключении питания. Вместе с тем
может возникнуть состояние, при котором важные
данные, сохраненные в энергонезависимой памяти,
подлежат удалению вследствие стирания в результате
неправильных действий или при устранении
неисправностей. Чтобы быстро восстановить данные
при возникновении такого рода проблем,
рекомендуется заранее создавать копию данных
различных типов.
8
Page 35

II. ПРОГРАММИРОВАНИЕ
Page 36

Page 37

B--63834RU/02
1
ПРОГРАММИРОВАНИЕ
ОБЩИЕ СВЕДЕНИЯ
1. ОБЩИЕ СВЕДЕНИЯ
11
Page 38

ПРОГРАММИРОВАНИЕ1. ОБЩИЕ СВЕДЕНИЯ
B--63834RU/02
1.1
ПЕРЕМЕЩЕНИЕ
Инструмент перемещается вдоль прямых линий и дуг, которые
составляют фигуру обрабатываемых заготовок (Смотрите II-4).
ИНСТРУМЕНТА ВДОЛЬ
ОБРАБАТЫВАЕМЫХ
ЗАГОТОВОК - ФИГУРНАЯ
ИНТЕРПОЛЯЦИЯ
Пояснения
D Перемещение
инструмента вдоль
прямой линии
Рис.1.1 (a) Перемещение инструмента вдоль прямой линии,
X
Заготовка
параллельной оси Z
Инструмент
Программа
G01 Z...;
Z
D Перемещение
инструмента вдоль дуги
X
Инструмент
Заготовка
Рис.1.1 (b) Перемещение инструмента вдоль линии конуса
X
Заготовка
Инструмент
Программа
G01 X ... Z... ;
Z
Программа
G02X ... Z ... R ... ;
или
G03X ... Z ... R ... ;
Z
Рис.1.1(c) Перемещение инструмента вдоль дуги
12
Page 39
B--63834RU/02
ПРОГРАММИРОВАНИЕ
1. ОБЩИЕ СВЕДЕНИЯ
Термин ”интерполяция” относится к операции, при которой
инструмент перемещается вдоль прямой линии или дуги
описанным выше способом.
Символы запрограммированных команд G01, G02,...
называются подготовительной функцией; задают тип
интерполяции, выполняемой в устройстве управления.
(a) Перемещение вдоль прямой линии
G01 Z__;
XZ ;
Устройство управления
Интер-поляция
a) Перемещение
вдоль прямой
линии
b) Перемещение
вдоль дуги
Рис.1.1(d) Функция интерполяции
(b) Перемещение вдоль дуги
G03X Z ;
Ось X
Ось Y
Переме-щение
инстру-мента
ПРИМЕЧАНИЕ
У некоторых станков вместо инструментов пере-мещаются заготовки (шпиндель), но в данном
руководстве предполагается перемещение инстру-ментов по направлению к заготовкам.
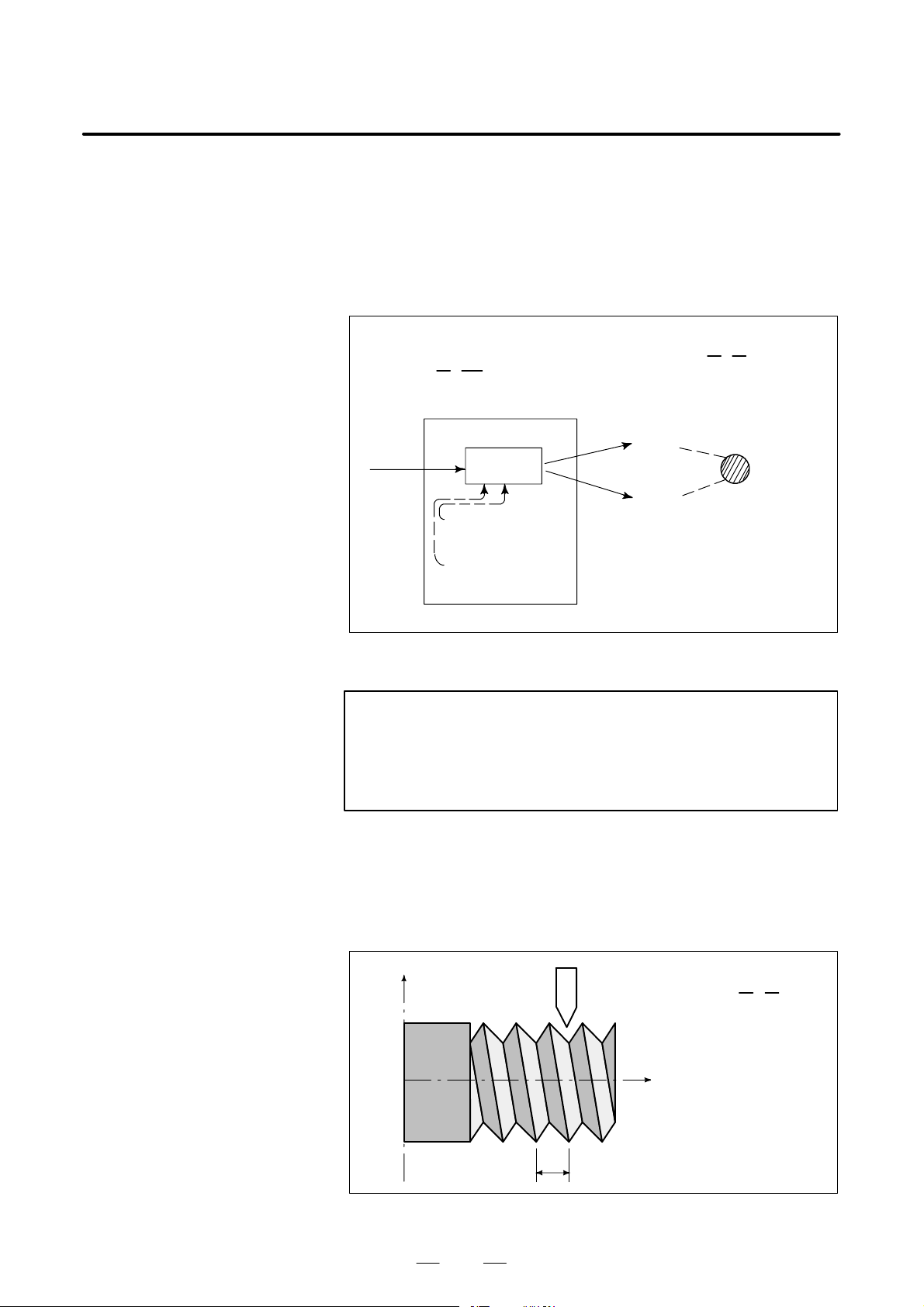
D Нарезание резьбы
Резьба может быть нарезана посредством перемещения
инструмента синхронно с вращением шпинделя. В программе
задайте с помощью G32 функцию нарезания резьбы.
X
Заготовка
Рис.1.1(e) Нарезание цилиндрической резьбы
13
F
Инструмент
Программа
G32Z F ;
Z
Page 40

ПРОГРАММИРОВАНИЕ1. ОБЩИЕ СВЕДЕНИЯ
B--63834RU/02
1.2
ПОДАЧА ФУНКЦИЯПОДАЧИ
X
Заготовка
Рис.1.1(f) Нарезание конической резьбы
Инструмент
Программа
G32X Z F ;
Z
F
Перемещение инструмента с заданной скоростью резания
заготовки называется подачей.
Патрон
Заготовка
Инструмент
Рис.1.2 Функция подачи
Скорость подачи можно задать с помощью действительных
чисел.
Например, для подачи инструмента на 2 мм за один оборот
заготовки можно воспользоваться следующей командой :
F2.0
Функция определения скорости подачи называется функцией
подачи (Смотрите II-5).
14
Page 41

B--63834RU/02
1.3
ЧЕРТЕЖ ДЕТАЛЕЙ И ПЕРЕМЕЩЕНИЕ ИНСТРУМЕНТА
ПРОГРАММИРОВАНИЕ
1. ОБЩИЕ СВЕДЕНИЯ
1.3.1
Референтная позиция (специальная позиция станка)
Пояснения
В станке с ЧПУ есть фиксированная позиция. Как правило, в
данной позиции выполняется замена инструмента и
программирование абсолютной точки отсчета, что будет
описано ниже. Это позиция называется референтной позицией.
Резцедержатель
Патрон
Референтная
позиция
Рис. 1.3.1 Референтная позиция
Инструмент можно переместить в референтную позицию двумя
способами:
1. Ручной возврат в референтную позицию (Смотрите II-3.1)
Возврат в референтную позицию осуществляется ручным
нажатием на кнопку.
2. Автоматический возврат в референтную позицию
(Смотрите II-6)
Как правило, после включения питания в первую очередь
осуществляется ручной возврат в референтную позицию.
Для того, чтобы переместить инструмент в референтную
позицию для последующей замены инструмента,
используется функция автоматического возврата в
референтную позицию.
15
Page 42

1.3.2
Система координат
на чертеже детали и
система координат,
задаваемая
устройством ЧПУ Система координат
ПРОГРАММИРОВАНИЕ1. ОБЩИЕ СВЕДЕНИЯ
X
Чертеж детали
B--63834RU/02
X
Программа
Z
Z
Система координат
ЧПУ
Команда
X
Заготовка
Пояснения
D Система координат
Z
Станок
Рис. 1.3.2 (a) Система координат
Следующие две системы координат задаются в разных местах:
(Смотрите II-7)
1. Система координат на чертеже детали
Система координат указывается на чертеже детали.
Значения координат в данной системе координат
используются в качестве данных программы.
2. Система координат, задаваемая устройством ЧПУ
Система координат создается для фактически
используемого станка. Создание можно осуществить
посредством программирования расстояния от текущей
позиции инструмента до точки отсчета устанавливаемой
системы координат.
X
230
300
Точка отсчета
в программе
Рис. 1.3.2 (b) Система координат, задаваемая устройством ЧПУ
Текущая позиция инструмента
Расстояние до точки отсчета
устанавливаемой системы
координат
Z
16
Page 43

B--63834RU/02
ПРОГРАММИРОВАНИЕ
1. ОБЩИЕ СВЕДЕНИЯ
Инструмент перемещается в системе координат, заданной с
помощью ЧПУ, в соответствии с заданной программой,
созданной с учетом системы координат на чертеже детали, и
нарезает заготовки по форме, указанной на чертеже.
Следовательно, для точного резания заготовки в соответствии с
чертежом необходимо в одной и той же позиции установить две
системы координат.
D Методы установки
двух систем
координат в одной и
той же позиции
Для того чтобы установить две системы координат в одном
положении, обычно используется следующий метод.
1. Если точка отсчета координат установлена на лицевой
поверхности зажимного патрона
X
60
40
Рис. 1.3.2 (c) Система координат и размеры на чертеже детали
Заготовка
Z
40
150
X
Заготовка
Z
Рис. 1.3.2 (d) Система координат на токарном станке, заданная с
помощью ЧПУ (должна совпадать с системой координат на
чертеже детали)
17
Page 44

ПРОГРАММИРОВАНИЕ1. ОБЩИЕ СВЕДЕНИЯ
B--63834RU/02
2. Если точка отсчета координат установлена на торцевой
поверхности заготовки.
X
Заготовка
60
100
Рис. 1.3.2 (е) Координаты и размеры на чертеже детали
Заготовка
80
30
30
Z
X
Z
Рис. 1.3.2 (f) Системакоординатнастанке, заданная с помощью
ЧПУ (должна совпадать с системой координат на чертеже детали)
18
Page 45

B--63834RU/02
1.3.3
Как указать программируемые размеры
для перемещения
инструмента - Команды
абсолютного перемещения и перемещения с
приращениями
ПРОГРАММИРОВАНИЕ
1. ОБЩИЕ СВЕДЕНИЯ
Пояснения
D Абсолютная команда
Методами программированияперемещения инструментаможет
быть указание абсолютного значения или значения в
приращениях.(Смотрите II-8.1).
Инструмент перемещается в какую-либо точку ”на
определенном расстоянии от точки отсчета системы
координат”, которая является заданной точкой системы
координат.
Инструмент
X
Заготовка
φ30
70
Команда, задающая перемещение от точки А до точки В
G90X30.0Z70.0;
В
110
A
Z
Координаты точки В
Рис. 1.3.3 (a) Абсолютная команда
19
Page 46

ПРОГРАММИРОВАНИЕ1. ОБЩИЕ СВЕДЕНИЯ
B--63834RU/02
D Инкрементная
команда
Задайте расстояние от предыдущего до следующего положения
инструмента.
Инструмент
A
X
φ60
В
Z
φ30
40
Команда, задающая перемещение от точки А до точки В
от -30,0 до -40,0
Расстояние и направление
перемещения вдоль каждой оси
Рис. 1.3.3 (b) Инкрементная команда
D Программирование
диаметра /
программирование
радиуса
Размеры по оси Х можно задать в виде диаметра или радиуса.
Программирование диаметра или радиуса осуществляется
отдельно на каждом станке.
1. Программирование диаметра
При программировании диаметразадайте значение диаметра,
указанное на чертеже, как значение по оси Х.
X
В
φ30
A
Z
Заготовка
φ40
60
80
Значения координат точек А и В
A(30.0, 80.0), B(40.0, 60.0)
Рис. 1.3.3 (c) Программирование диаметра
20
Page 47

B--63834RU/02
ПРОГРАММИРОВАНИЕ
1. ОБЩИЕ СВЕДЕНИЯ
2. Программирование радиуса
При программировании радиуса задайте расстояние от
центра заготовки, то есть величину радиуса, указанную на
чертеже, как значение по оси Х.
X
В
20
Заготовка
60
80
Значения координат точек А и В
A(15,0, 80,0), B(20,0, 60,0)
A
15
Z
1.4
СКОРОСТЬ РЕЗАНИЯ ФУНКЦИЯ СКОРОСТИ
ШПИНДЕЛЯ
Примеры
Рис. 1.3.3 (d) Программирование радиуса
Скорость инструмента по отношению к заготовке в процессе
обработки заготовки называется скоростью резания.
Что касается ЧПУ, скорость резания может быть задана как
скорость шпинделя в минутах-1.
Инструмент
V: Скорость резания
v м/мин
--1
Заготовка
Рис.1.4 Скорость резания
φD
N мин
<Если требуется обработать заготовку с диаметром 200 мм при
скорости резания равной 300 м/мин.>
Скорость шпинделя равна приблизительно 478 оборотов в
минуту
-1
, чтополученоиз
N=1000v/πD. Следовательно, требуется следующая команда:
S478 ;
Команды, относящиеся к скорости шпинделя, называются
функцией скорости шпинделя (Смотрите II-9).
Можно также задать скорость резания v(м/мин) непосредственно вводом значения скорости. Даже если диаметр заготовки
меняется, ЧПУ меняет скорость шпинделя так, чтобы скорость
резания оставалась постоянной.
Эта функция называется функцией контроля постоянства
скорости резания на поверхности (Смотрите II-9.3).
21
Page 48
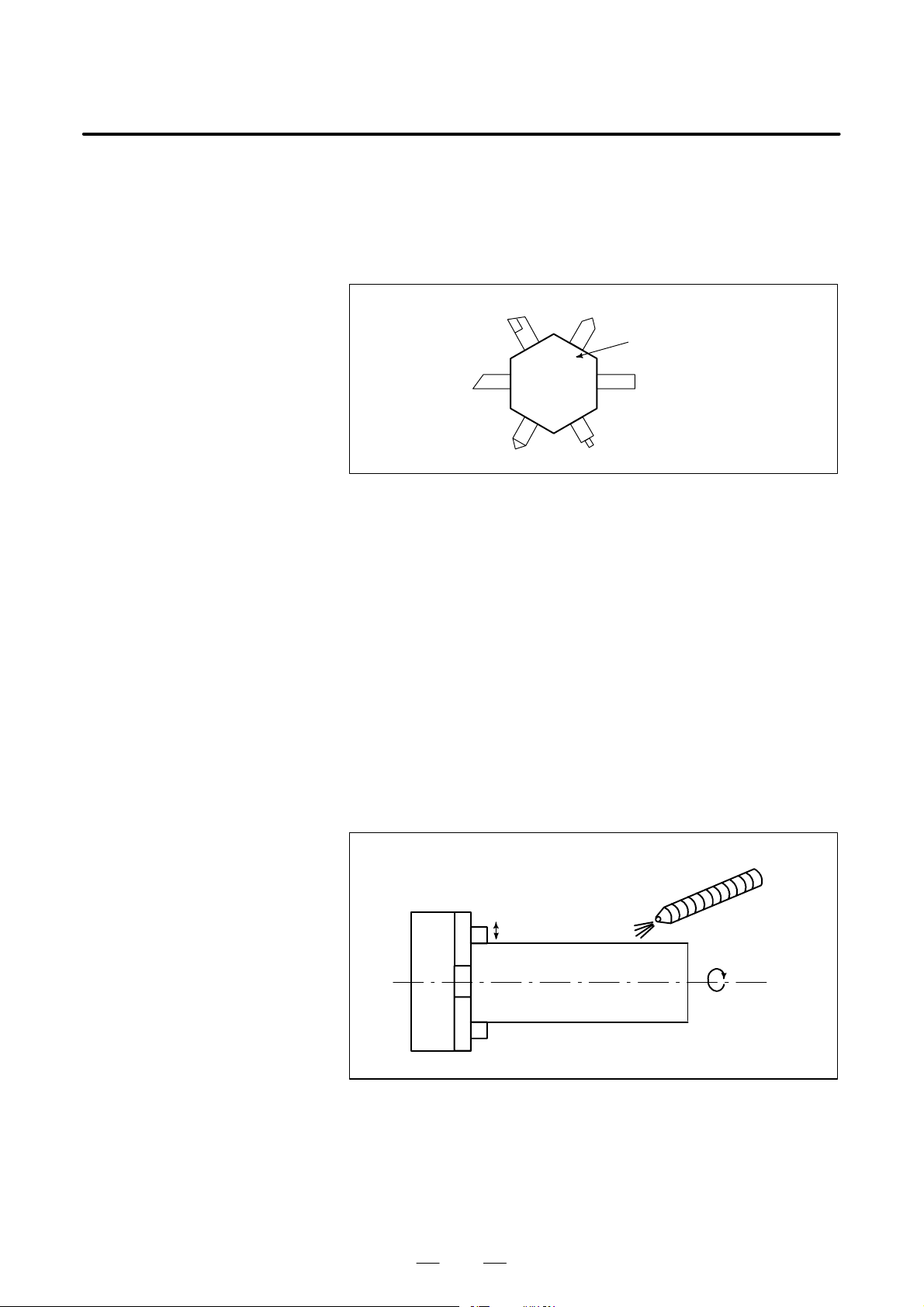
ПРОГРАММИРОВАНИЕ1. ОБЩИЕ СВЕДЕНИЯ
B--63834RU/02
1.5
ВЫБОР ИНСТРУМЕНТА, ИСПОЛЬЗУЕМОГО ДЛЯ РАЗЛИЧНЫХ ВИДОВ ОБРАБОТКИ
Примеры
Если выполняется операция сверления, нарезания резьбы
метчиком, растачивания, фрезерования или подобная этим, то
необходимо выбрать подходящий инструмент. Если каждому
инструменту присвоен номер, то выбор инструмента
выполняется заданием такого номера в программе.
Номер станка
01
06
02 05
04
03
Рис.1.5 Инструмент, используемый для различных видов
обработки
Резцедержатель
<Когда инструменту для черновой обработки присвоен ном.01>
Если инструмент сохранен в памяти в положении 01
резцедержателя, то инструмент можно выбрать, задав T0101.
Это называется функцией инструмента (Смотрите II-10).
1.6
КОМАНДА ДЛЯ
ОПЕРАЦИЙ НА
СТАНКЕ СМЕШАННАЯ
ФУНКЦИЯ
Когда фактически начинается обработка, то необходимо
вращение шпинделя и подача охлаждения. По этой причине
необходимо контролировать операции включения и
выключения мотора шпинделя и клапана системы охлаждения.
Включение/выключение
охлаждения
Открытие/закрытие
патрона
Заготовка
Рис.1.6 Команда для операций на станке
Вращение
шпинделя по
часовой стрелке
Функция, задающая операции включения/выключения
компонентов станка, называется смешанной функцией. Как
правило, функция задается М-кодом.
Например, если задан М03, шпиндель вращается по часовой
стрелке на заданной скорости вращения.
22
Page 49

B--63834RU/02
ПРОГРАММИРОВАНИЕ
1. ОБЩИЕ СВЕДЕНИЯ
1.7
КОНФИГУРАЦИЯ ПРОГРАММЫ
Группа команд, направляемых в ЧПУ для работы со станком,
называется программой. Задание команд либо приводит к
движению инструмента вдоль прямой линии или дуги, либо к
включению/отключению двигателя шпинделя.
В программе задавайте команды в последовательности,
соответствующей фактическим перемещениям инструментов.
Блок
Блок
Последовательность
перемещений инструмента
Программа
Блок
Блок
⋅
⋅
⋅
⋅
Блок
Рис.1.7(a) Конфигурация программы
Группакоманд на каждом шаге последовательностиназывается
блоком.Программасостоит изгрупп блоковдля серииопераций
обработки. Номер для обозначения каждого блока называется
номером последовательности, а номер для обозначения каждой
программы называется номером программы (Смотрите II-12).
23
Page 50

ПРОГРАММИРОВАНИЕ1. ОБЩИЕ СВЕДЕНИЯ
B--63834RU/02
Пояснения
D Блок
Блок и программа имеют следующие конфигурации.
1 блок
N fffff G ff Xff.f Zfff.f M ff S ff T ff ;
Номер
последова
тельности
Подготови
тельная
функция
Fig. 1.7 (b) Конфигурация программы
Обозначение
размеров
Сме-шан-ная
функ-ция
Функция
шпин-деля
Функ-ция
стан-ка
Конец блока
Блок начинается с номера последовательности, идентифицирующего этот блок, и заканчивается кодом конца блока.
В данном руководстве код конца блока обозначается символом
”;” (LF всистемекодовISO и CR всистемекодовEIA).
Обозначение размеров зависит от подготовительной функции.
В данном руководстве часть обозначения размеров может быть
представлена символами IP_.
D Программа
;
Offff;
⋅
⋅
⋅
M30 ;
Рис.1.7(c) Конфигурация программы
Номер программы
Блок
Блок
Блок
⋅
⋅
⋅
Конец программы
Обычно номер программы задается в начале программы после
символа конца блока (;), акодконцапрограммы(M02 или M30)
задается в конце программы.
24
Page 51

B--63834RU/02
ПРОГРАММИРОВАНИЕ
1. ОБЩИЕ СВЕДЕНИЯ
D Основная программа и
подпрограмма
Если обработкапо одной и той жесхеме задаетсяв разныхчастях
программы, то для такой схемы создается отдельная программа.
Эта программа называется подпрограммой. С другой стороны,
исходнаяпрограмманазываетсяосновной программой. Если во
время выполнения основной программы появляется команда
выполнения подпрограммы, то выполняются команды этой
подпрограммы. По завершении выполнения подпрограммы
последовательность возвращается в основную программу.
Главная программа
⋅
⋅
M98P1001
⋅
⋅
⋅
M98P1002
⋅
⋅
⋅
M98P1001
⋅
Подпрограмма #1
O1001
M99
Подпрограмма #2
O1002
Программа для
отверстия #1
Программа для
отверстия #2
⋅
⋅
M99
25
Page 52

1.8
ФУНКЦИЯ КОМПЕНСАЦИИ
Пояснения
ПРОГРАММИРОВАНИЕ1. ОБЩИЕ СВЕДЕНИЯ
B--63834RU/02
D Обработка кромкой
резца - функция
компенсации на длину
инструмента
Как правило, для обработки одной заготовки используется
несколько инструментов. Инструменты имеют разную длину.
Изменение программы с учетом инструментов проблематично.
Следовательно, необходимо заранее измерить длину каждого
инструмента. Посредством ввода в ЧПУ разницы между длиной
стандартного инструмента и длиной каждого инструмента
(отображение и ввод данных: смотрите III-11), можно
выполнить обработку, не внося изменений в программу, даже в
случае замены инструмента. Эта функция называется
коррекцией на длину инструмента.
Инстру-мент для
нарезания
резьбы
Заготовка
Стан-дартный
инстру-мент
Рис.1.8 Коррекция на инструмент
Инстру-мент для
черновой
обработки
Инстру-мент для
чистовой
обработки
Инстру-мент для
проточки
канавок
26
Page 53

B--63834RU/02
ПРОГРАММИРОВАНИЕ
1. ОБЩИЕ СВЕДЕНИЯ
1.9
ЗОНА ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА - ХОД
Во избежание перемещения инструмента за пределы на конце
каждой оси установлены концевые выключатели. Диапазон, в
котором может перемещаться инструмент, называется длиной
хода. Помимо ограничителей хода для определения зоны, в
которую запрещено вхождение инструмента, можно
использовать данные памяти.
Двига-тель
Ограничитель хода
Точка отсчета станка
Задайте эти расстояния.
Стол
Инструменты не могут входить в эту зону. Этазоназадается
данными памяти или программой.
Помимо длины хода, определенной с помощью концевых
выключателей, оператор с помощью программы или данных
памяти может задать зону, в которую запрещено вхождение
инструмента. Эта функция называется проверкой хода.
(Смотрите III-6.3.)
27
Page 54

2
ПРОГРАММИРОВАНИЕ2. УПРАВЛЯЕМЫЕ ОСИ
УПРАВЛЯЕМЫЕ ОСИ
B--63834RU/02
28
Page 55

B--63834RU/02
2.1
УПРАВЛЯЕМЫЕ ОСИ
ПРОГРАММИРОВАНИЕ
Элемент данных 0i-TB
Количество основных управляемых осей 2 оси
Увеличение количества управляемых осей
(всего)
Количество одновременно управляемых
основных осей
Увеличение количества одновременно
управляемых осей (всего)
2. УПРАВЛЯЕМЫЕ ОСИ
Макс.4осей
(включено в С--оси)
2 оси
Макс.4оси
ПРИМЕЧАНИЕ
Количество одновременно управляемых осей при
ручной работе (ручная непрерывная подача, подача
приращениями или ручная подача с помощью
маховика)--1 или 3(1,если бит 0(JAX)параметра1002
установлен на 0, и 3, если бит установлен на 1).
2.2
НАЗВАНИЕ ОСЕЙ
Ограничения
D Имя оси по умолчанию
D Двойное название оси
Основныедве оси всегдаобозначаются буквами X и Z; названия
дополнительных осей могут быть факультативно выбраны ниже
с использованием параметра ном. 1020.
D Система G-кодов А:Y,A,Bи C
D Система G-кодов B/C: Y, U, V, W, A, B и C
Назваине каждой оси определяется согласно параметру ном.
1020. Если параметр задает 0 или что-либо, отличное от девяти
букв, название оси по умолчанию задается от 1 до 4.
Если используется название оси по умолчанию (1-4) системане
может работать в режиме MEM или ручного ввода данных.
Если название оси задано в параметре более одного раза, то
только первая ось, которой присваивается это обозначение,
становится действующей.
ПРИМЕЧАНИЕ
1 Если используется система G--кодов А, то в качестве
названия осей нельзя использовать буквы U, V и W
(разумеется, максимум шесть управляемых осей),
поскольку эти буквы используются в качестве команды,
задающей приращения для X, Y и Z. Для использованиябукв
U, V или W в качестве названия осей системой G--кодов
должна быть В или С. По аналогии, нельзя использовать
букву H в качестве команды, задающей приращение для С,
таким образом, нельзя применять команды приращения,
если в качестве названия оси использованы А или В.
2 При G76 (нарезание многозаходной резьбы) вблокев
адресе А задается угол вершины инструмента вместо
команды для оси А. Если в качестве названия оси исполь-зуется С или А, то нельзя использовать С или А в качестве
команды, задающей угол для прямой линии при снятии
фаски или программировании непосредственно по раз-мерам чертежа. Следовательно, следует использовать ”С”
и ”А” в соответствии с битом 4 (CCR) параметра ном. 3405.
29
Page 56

ПРОГРАММИРОВАНИЕ2. УПРАВЛЯЕМЫЕ ОСИ
т
система
д
х
т
система
д
х
т
система
д
х
т
система
д
х
B--63834RU/02
2.3
СИСТЕМА ПРИРАЩЕНИЙ
Система приращений состоит из наименьшего вводимого
приращения (для ввода) и наименьшего программируемого
приращения (для вывода). Наименьший вводимый инкремент это наименьший инкремент для программирования расстояния
прохода. Наименьший программируемый инкремент - это
наименьший инкремент для перемещения инструмента на
станке. Оба вида приращений представлены в мм, дюймах или
градусах.
Система приращений классифицируется на IS-B и IS-C
(Таблицы 2.3 (a) и 2.3 (b)). Установите бит 1(ISC)параметра ном.
1004 для выбора того, какую систему приращения использовать.
Установкабита1(ISC)параметраном. 1004 применяется ко всем
осям. Например, если выбрана IS-C, то системой приращения
для всех осей является IS-C.
Таблица 2.3 (a) Система приращений IS-B
Метрическая
сис
ема
станка
Дюймовая
сис
ема
станка
Наименьшее
вводимое
приращение
Ввод в мм 0,001 мм (Диаметр) 0,0005 мм
0,001 мм (Радиус) 0.001 мм
0.001 град 0,001 град
ввод в
юйма
Ввод в мм 0,001 мм (Диаметр) 0,00005 дюйма
ввод в
юйма
0,0001 дюйма (Диаметр) 0,0005 мм
0,0001 дюйма (Радиус) 0,001 мм
0,001 град 0,001 град
0,001 мм (Радиус) 0,0001 дюйма
0,001 град 0,001 град
0,0001 дюйма (Диаметр) 0,00005 дюйма
0,0001 дюйма (Радиус) 0,0001 дюйма
0,001 град 0,001 град
Наименьший
программируемый
инкремент
Таблица 2.3 (b) Система приращений IS-C
Метрическая
сис
ема
станка
Дюймовая
сис
ема
станка
Наименьшее вводимое
приращение
Ввод в мм 0,0001 мм (Диаметр) 0,00005 мм
0,0001 мм (Радиус) 0,0001 мм
0,0001 град 0,0001 град
ввод в
юйма
Ввод в мм 0,0001 мм (Диаметр) 0,000005 дюйма
ввод в
юйма
0,00001 дюйма (Диаметр) 0,00005 мм
0,00001 дюйма (Радиус) 0,0001 мм
0,0001 град 0,0001 град
0,0001 мм (Радиус) 0,00001 дюйма
0,0001 град 0,0001 град
0,00001 дюйма (Диаметр) 0,000005 дюйма
0,00001 дюйма (Радиус) 0,00001 дюйма
0,0001 град 0,0001 град
Наименьший
программируемы
й инкремент
30
Page 57

B--63834RU/02
C
ПРОГРАММИРОВАНИЕ
2. УПРАВЛЯЕМЫЕ ОСИ
То, измеряется ли наименьшее программируемое приращение в
миллиметрах или дюймах, зависитотстанка. Выберите любое
приращение заранее в соответствии с установкой параметра
INM (ном.1001#0). G-код (G20 или G21) или установка
параметра могут использоваться для переключения
наименьшего программируемого приращения между вводом в
миллиметрах и вводом в дюймах.
Ось в метрической системе не может использоваться вместе с
осью в дюймовой системе или наоборот. В дополнение
некоторые функции, такие, как круговая интерполяция и
коррекция на радиус вершины инструмента не могут быть
использованы для обеих осей в различных единицах измерения.
Для получения информации о том, какую единицу измерения
установить, обращайтесь к соответствующему руководству,
поставляемому изготовителем станка.
2.4
МАКСИМАЛЬНЫЕ ХОДЫ
Максимальный ход, управляемый данным ЧПУ, показан в
таблице ниже:Максимальный ход=Наименьшее
программируемое
приращение99999999
Таблица 2.4 Максимальные ходы
Система приращений
Метрическая
система
IS-B
IS-
станка
Дюймовая
система
станка
Метрическая
система
станка
Дюймовая
система
станка
Максимальные ходы
99999,999 мм
99999,999 град.
9999,9999 дюймов
99999,999 град
9999,9999 мм
9999,9999 град
999.99999 дюймов
9999.9999 град
ПРИМЕЧАНИЕ
1 Единицей измерения в таблице является величина
диаметра при программировании диаметра и
величина радиуса при программировании радиуса.
2 Нельзя задать команду с превышением максимальной
длины хода.
3 Фактическая длина хода зависит от станка.
31
Page 58

3. ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ
(G--ФУНКЦИЯ)
ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ (G-ФУНКЦИЯ)
3
Номер, стоящий за G-адресом, определяет значение команды
для соответствующего блока.
G-коды поделены на следующие два типа:
(Пример)
G01 и G00 являются модальными G-кодами.
ПРОГРАММИРОВАНИЕ
Тип Значение
Однократный G--код G--код действует только в блоке, в котором он
задан
Модальный G--код G--код действует до задания другого G--кода той же
группы.
B--63834RU/02
G01X_;
Z_;
X_;
G00Z_;
Существуют три системы G-кодов :A,Bи C(Таблица 3).
Выберите систему G-кода с использованием битов 6(GSB)и 7
(GSC) параметра 3401. Вцелом,в этом руководствеописывается
использование системы G-кода A, кроме случаев, когда
описываемый элемент может использовать только систему
G-кода B или C. В таких случаях описывается использование
системы G-кода B или C.
G01 действует только в этом диапазоне
32
Page 59

B--63834RU/02
ПРОГРАММИРОВАНИЕ
3. ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ
(G--ФУНКЦИЯ)
Пояснения
1. Если ЧПУ входит в состояние очистки (смотритебит 6 (CLR)
параметра3402), то при включении питания или перезагрузке
ЧПУ модальные G-коды меняются следующим образом.
(1)G-коды, отмеченные
втаблице3, являются
действующими.
(2)Когда данные системы очищаются вследствие включения
питания или перезагрузки, что бы ни было задано,G20или
G21 остается действующим.
(3)Бит 7 параметра ном. 3402 может использоваться для
выбора G22 или G23 после включения питания.
Перезагрузка ЧПУ, приводящая к состоянию очистки
данных, не виляет на выбор G22 или G23.
(4)Установка бита 0(G01)параметра 3402 позволяет
определить, какой код,G00или G01, является
действующим.
(5)ВсистемеG-кодов B или C установка бита 3(G91)
параметра 3402 позволяет определить, какой код,G90или
G91, является действующим.
2. G-коды группы 00, за исключением G10 иG11, являются
однократными G-кодами.
3. Сигнал тревоги P/S (ном.010)отображается, когда задан
G-код, неуказанный в перечнеG-кодов, или задан G-код без
соответствующего выбора.
4. В одном и том же блоке можно задавать G-коды различных
групп.
Если G-коды одной группы заданы в одном и том же блоке,
действующим становится G-код, заданный последним.
5. Если G-код группы 01 задан в постоянном цикле,
постоянный цикл отменяется аналогично тому, когда задана
команда G80. На G-коды группы 01 не влияют G-коды,
задающие постоянный цикл.
6. Когда используется система G-кодов А, выбор программирования в абсолютных значениях или приращениях
осуществляется не G-кодом (G90/G91), аадреснымсловом
(X/U, Z/W, C/H, Y/V) (См. II-8.1). Когдадляцикласверления
используется система G-кодов А, вточкевозврата
предусмотрен только исходный уровень.
7. G-коды отображаются для каждого номера группы.
33
Page 60

3. ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ
Ф
0
1
0
0
0
6
0
9
0
0
0
0
0
0
0
2
0
0
0
(G--ФУНКЦИЯ)
G--код
А В C
G00 G00 G00
G01 G01 G01
G02 G02 G02
G03 G03 G03 Круговая интерполяция против ч.с.
G04 G04 G04 Задержка
G07.1
(G107)
G10 G10 G10
G11 G11 G11 Отмена ввода программируемых данных
G12.1
(G112)
G13.1
(G113)
G17 G17 G17 Выбор плоскости XpYp
G18 G18 G18
G19 G19 G19 Выбор плоскости YpZp
G20 G20 G70
G21 G21 G71
G22 G22 G22
G23 G23 G23
G25 G25 G25
G26 G26 G26
G27 G27 G27 Проверка возврата в референтную позицию
G28 G28 G28
G30 G30 G30
G31 G31 G31 Функция пропуска
G32 G33 G33
G34 G34 G34
G36 G36 G36
G37 G37 G37
G40 G40 G40
G41 G41 G41 07 Коррекция на радиус вершины инструмента слева
G42 G42 G42 Коррекция на радиус вершины инструмента справа
G50 G92 G92
G50.3 G92.1 G92.1
G50.2
(G250)
G51.2
(G251)
G52 G52 G52
G53 G53 G53
G07.1
(G107)
G12.1
(G112)
G13.1
(G113)
G50.2
(G250)
G51.2
(G251)
G07.1
(G107)
G12.1
(G112)
G13.1
(G113)
G50.2
(G250)
G51.2
(G251)
Группа
ПРОГРАММИРОВАНИЕ
Таблица 3 Перечень G-кодов (1/2)
Позиционирование (ускоренный подвод)
Линейная интерполяция (рабочая подача)
Круговая интерполяция по ч.с.
00
21
16 Выбор плоскости ZpXp
08
1
00
Цилиндрическая интерполяция
Ввод программируемых данных
Режим интерполяции в полярных координатах
Режим отмены интерполяции в полярных координатах
Ввод в дюймах
Ввод в мм
Включение функции проверки сохраненной длины хода
Выключение функции проверки сохраненной длины хода
Обнаружение отклонений от заданной скорости шпинделя
выкл.
Включение обнаружения отклонения от заданной скорости
шпинделя
Возврат в референтную позицию
Возврат во 2--ю,3--юи4--ю референтную позицию
Нарезание резьбы
Нарезание резьбы с переменным шагом
Автоматическая коррекция на инструмент по оси Х
Автоматическая коррекция на инструмент по оси Z
Отмена команды коррекции на радиус вершины инструмента
Установка системы координат или установка максимальной
скорости шпинделя
Предварительная установка системы координат заготовки
Отмена обточки многоугольника
Обточка многоугольника
Установка локальной системы координат
Установка системы координат станка
B--63834RU/02
ункция
34
Page 61

B--63834RU/02
Ф
1
4
1
0
0
3
А В C
G54 G54 G54
G55 G55 G55 Установка системы координат заготовки 2
G56 G56 G56
G57 G57 G57
G58 G58 G58 Установка системы координат заготовки 5
G59 G59 G59 Установка системы координат заготовки 6
G65 G65 G65 00 Вызов макропрограммы
G66 G66 G66
G67 G67 G67
G70 G70 G72 Цикл чистовой обработки
G71 G71 G73 Удаление припусков при точении
G72 G72 G74 00 Удаление пропусков при торцевой обработке
G73 G73 G75 Повтор схемы
G74 G74 G76
G75 G75 G77 Сверление по внешнему/внутреннему диаметру
G76 G76 G78 Цикл нарезания многозаходной резьбы
G80 G80 G80
G83 G83 G83 Цикл сверленияторцевой поверхности
G84 G84 G84
G86 G86 G86
G87 G87 G87 Цикл сверлениябоковой поверхности
G88 G88 G88 Цикл нарезания резьбы метчиком на боковой поверхности
G89 G89 G89 Цикл растачивания боковой поверхности
G90 G77 G20 Цикл обработки по внешнему/внутреннему диаметру
G92 G78 G21
G94 G79 G24 Цикл точения торцевой поверхности
G96 G96 G96
G97 G97 G97
G98 G94 G94
G99
− G90 G90
− G91 G91
− G98 G98
− G99 G99
G--код
G95 G95
ПРОГРАММИРОВАНИЕ
Таблица 3 Перечень G-кодов (2/2)
Группа
Установка системы координат заготовки 1
Установка системы координат заготовки 3
Установка системы координат заготовки 4
12
01
02
05
11
Модальный вызов макропрограммы
Отмена модального вызова макропрограммы
Сверление торцевой поверхности с периодическим выводом
сверла
Отмена постоянного цикла сверления
Цикл нарезания резьбы метчиком на торцевой поверхности
Цикл растачивания торцевой поверхности
Цикл нарезания резьбы
Контроль постоянства скорости резания
Отмена постоянного управления скоростью нарезания
Подача за минуту
Подача за оборот
Программирование в абсолютных значениях
Программирование в приращениях
Возврат к первоначальному уровню
Возврат к уровню точки R
3. ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ
(G--ФУНКЦИЯ)
ункция
35
Page 62

4
ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
36
Page 63

B--63834RU/02
ПРОГРАММИРОВАНИЕ
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
4.1
ПОЗИЦИОНИРОВАНИЕ (G00)
Формат
Пояснения
Команда G00 перемещает инструмент в положение в системе
заготовки, заданное командой абсолютного перемещения или
перемещения в приращениях при ускоренном подводе.
В абсолютной команде программируется координата конечной
точки. При команде в приращениях программируется
расстояние, на которое перемещается инструмент.
G00IP_;
IP_: При команде абсолютного перемещения - координа
ты конечного положения, априкоманде
перемещения в приращениях - расстояние, на
которое перемещается инструмент.
Можно выбрать одну из следующих траекторий перемещения
инструмента в соответствии с битом 1 (LRP) параметра ном.
1401.
D Позиционирование при нелинейной интерполяции
Инструмент позиционируется со скоростью ускоренного
подводаотдельнопокаждойоси. Траектория движения
инструмента, как правило, является прямолинейной.
D Позиционирование при линейной интерполяции
Траектория движения инструмента такая же, как при
линейной интерполяции (G01). Инструмент позиционируется в кратчайшее время со скоростью не больше
скорости ускоренного подвода для каждой оси. Однако
траектория инструмента не такая, как в линейной
интерполяции (G01).
Позиционирование при
линейной интерполяции
Конечная позиция
Позиционирование при
нелинейной интерполяции
Начальное
положение
Скорость ускоренного подвода при команде G00 устанавливается изготовителем станка в параметре ном. 1420 для каждой
оси отдельно. В режиме позиционирования, активированным
G00, в начале блока происходит ускорение инструмента до
предварительно заданной скорости, а в конце блока - торможение. Выполнение программы переходит к следующему блоку
после подтверждения достижения заданного положения.
“Достижение заданного положения” означает, что двигатель
подачи находится в заданном диапазоне. Этот диапазон определяется изготовителем станка установкой параметра ном.1826.
37
Page 64

Примеры
ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
X
56,0
30,5
30,0
B--63834RU/02
Ограничения
φ40,0
Z
<Программирование радиуса>
G00X40.0Z56.0 ; (Команда абсолютного перемещения)
или
G00U--60.0W--30.5 ; (Команда перемещения в приращениях)
Нельзя задать скорость ускоренного подвода в адресе F.
Дажеесли заданопозиционирование линейной интерполяцией,
в следующих случаях используется позиционирование
нелинейной интерполяцией. Следовательно, обязательно
убедитесь в том, что инструмент не ударяется о заготовку.
D G28, задающий позиционирование между референтной
позицией и промежуточным положением.
D G53
38
Page 65

B--63834RU/02
ПРОГРАММИРОВАНИЕ
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
4.2
ЛИНЕЙНАЯ
ИНТЕРПОЛЯЦИЯ
(G01)
Формат
Пояснения
Инструменты могут перемещаться вдоль линии.
G01 IP_F_ ;
IP_: При команде абсолютного перемещения -
координаты конечной точки, а при команде
перемещения в приращениях - расстояние
на которое перемещается инструмент.
F_: Скорость подачи инструмента (скорость подачи)
Инструмент перемещается вдоль линии в заданную позицию со
скоростью подачи, заданной в F.
Скорость подачи, заданная в F, действует до ввода нового
значения. Нет необходимости задавать ее в каждом блоке.
Скорость подачи, заданная F-кодом, измеряется вдоль
траектории движения инструмента. Если F-код не задан,
скорость подачи считается равной нулю.
В режиме скорости подачи за минуту при одновременном
управлении 2 осями скорость подачи для движения вдоль
каждой оси следующая:
Примеры
D Линейная
интерполяция
G01ααββ
< Программирование диаметра >
G01X40.0Z20.1F20 ; (Команда абсолютного перемещения)
или
G01U20.0W--25.9F20 ; (Команда перемещения в приращениях)
Ff ;
Скорость подачи в направлении оси α :
Скорость подачи в направлении оси β :
2
+ β
2
X
46,0
20,1
Конечна
яточка
φ40,0
L = α
Fα =
F
β
=
α
× f
L
β
× f
L
φ20.0
Z
39
Начальная точка
Page 66

ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
4.3
КРУГОВАЯ
ИНТЕРПОЛЯЦИЯ
(G02, G03)
Формат
Указанная ниже команда приводит к перемещению
инструмента по дуге окружности.
Дуга в плоскости XpYp
G17
G02
Xp_Yp_
G03
Дуга в плоскости ZpXp
G18
Дуга в плоскости Yp Zp
G19
G02
G03
G02
G03
Xp_Yp_
Xp_Yp_
I_J_
R_
I_K_
R_
J_K_
R_
F_
F_
F_
Таблица 4.3 Описание формата команд
Команда Описание
G17 Спецификация дуги в плоскости XpYp
G18 Спецификация дуги в плоскости ZpXp
G19 Спецификация дуги в плоскости YpZp
G02 Круговая интерполяция. Направление по часовой стрелке
G03 Круговая интерполяция. Направление против часовой
стрелки
X
p_
Y
p_
Z
p_
I_ Расстояние по оси Xpот начальной точки до центра дуги,
J_ Расстояние по оси Ypот начальной точки до центра дуги,
Значения команд по оси X илипараллельнойейоси
(задаются параметром ном. 1022)
Значения команд по оси Y илипараллельнойейоси
(задаются параметром ном. 1022)
Значения команд по оси Z илипараллельнойейоси
(задаются параметром ном. 1022)
задаваемое знаком или значением радиуса
задаваемое знаком или значением радиуса
k_ Расстояние по оси Zpот начальной точки до центра дуги,
задаваемое знаком или значением радиуса
R_ Радиус дуги без знака (всегда со значением радиуса)
F_ Скорость подачи по дуге
40
Page 67

B--63834RU/02
Пояснения
ПРОГРАММИРОВАНИЕ
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
ПРИМЕЧАНИЕ
Оси U, V и W(параллельные основной оси) могут
использоваться с G--кодами В и С.
D Направление круговой
интерполяции
D Расстояние,
пройденное по дуге
D Расстояние от
начальной
точки до центра дуги
“По часовой стрелке”(G02)и “против часовой стрелки”(G03)
вплоскостиX
определяется,если посмотретьна плоскость X
от плюса к минусу по оси Z
(плоскости ZpXpили плоскости YpZp)
pYp
внаправлении
pYp
(оси Ypили оси Xpсоответственно)
p
в декартовой системе координат. Смотрите рисунок ниже.
Yp
G02
G17
G03
Xp
Xp
G03
G02
Zp
G18
Zp
G02
G19
G03
Yp
Конечная точка дуги задается в адресе Xp, Yp или Zp и
выражается в виде абсолютного/инкрементного значения в
соответствии с G90 или G91. Для значения в приращениях
указывается расстояние от конечной точки, видимой от
начальной точки дуги.
Центр дуги задается соответственно адресами I, J иКдляосей
Xp, Yp и Zp. Вместе с тем числовое значение, следующее за I, J и
К, является составляющей вектора, в котором центр дуги виден
из начальной точки, и всегда задается как инкрементное
значение, независимо от G90 и G91, как показано ниже.
I, J и К должны быть отмечены в соответствии с направлением.
D Программирование
полного круга
Конечная точка (x,y)
yx
x
i
Начальная
точка
j
Центр
Конечная точка (z,x)
z
k
Центр
Начальная
точка
i
Центр
Конечная точка (y,z)
z
y
j
Началь-ная
точка
k
Можно опустить I0, J0 иК0.
Если расстояние между радиусомв начальной точке и радиусом
в конечной точке превышает значение, заданное в параметре
(ном. 3410), появляется сигнал тревоги P/S (ном.020).
Если пропущены X
p,Yp
и Zp(конечная точка совпадает с
начальной), а центр задается I, J и K, то задается дуга
(окружность)360°.
41
Page 68

ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
D Радиус дуги
Расстояние между дугой и центром окружности, которая
содержит дугу, может быть задано с помощью радиуса R
окружности вместо I, J и K.
Вэтомслучаеоднадугаменьше180°, адругаябольше180°.
Нельзя задать дугу с углом сектора 180
° или больше. Если
пропущены Xp, Yp и Zp и конечная точка размещается в той же
позиции, что и начальная точка, а также используется R, то
программируется дуга 0
°.
G02R ; (Резец не перемещается).
Для дуги (1) (менее чем 180°)
G02 W60.0 U10.0 R
Для дуги (2) (более чем 180°)
Дуга с углом сектора 180°
или больше не задается
в одном блоке.
50.0 F300.0 ;
(2)
r=50мм
(1)
Конечная
точка
D Скорость подачи
Ограничения
D Одновременно с R
задается I, J и K
Начальная точка
X
r=50мм
Z
Скорость подачи при круговой интерполяции равна скорости
подачи, заданной F-кодом, а скорость подачи вдоль дуги
(скорость подачи по касательной к дуге) поддерживается на
уровне заданной скорости подачи.
Погрешность между заданной скоростью подачи и фактической
скоростью подачи инструмента равна
±2% или меньше. Тем не
менее, эта скорость подачи измеряется вдоль дуги после
применения коррекции на радиус вершины инструмента.
Если одновременно задаются I, J, K и R, то применяется дуга,
задаваемая адресом R, а другие дуги пропускаются.
D Указание оси, не
содержащейся в
заданной плоскости
Если задается ось, не содержащаяся в заданной плоскости,
высвечивается сигнал тревоги.
Например, если G-кодом B или C задается плоскость ZX, ввод
оси X или U(параллельной оси X) приводит к появлению
сигнала тревоги P/S ном.028.
42
Page 69

B--63834RU/02
ПРОГРАММИРОВАНИЕ
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
D Различия в радиусе
между начальной и
конечной точками
Если различие в радиусе между начальной и конечной точками
дуги превышает значение, заданноевпараметреном. 3410, то
выдается сигнал тревоги P/S ном.020.
Если конечная точка не расположена на дуге, то по достижении
конечной точки инструмент перемещается по прямой линии
вдоль одной из осей.
D Указание Rполукруга
Если с помощью R задается дуга, имеющая центральный угол,
приближающийся к 180, вычисление координат центра может
привести к ошибке. В этом случае задайте центр дуги с помощью
I, J и K.
Примеры
D Команда круговой
интерполяции X, Z
G02X_Z_I_K_F_; G03X_Z_I_K_F_;
Конечная точка
Ось X
X
Z
Центр дуги
(Программиро-вание диаметра)
Начальная
K
точка
Ось Z Ось Z Ось Z
Конечная точка
Ось X Ось X
X
Z
G02X_Z_R_F_;
Конечная точка
(Программиро-вание диаметра)
Начальная
точка
K
R
X
z
Центр дуги
(Программиро-вание диаметра)
Начальная
точка
(Программирование в
абсолютных значениях)
X
φ50,0
15,0
10.0
30,0
(Программирование в
абсолютных значениях)
R25,0
50,0
(Программирование в
абсолютных значениях)
(Программирование диаметра)
G02X50.0Z30.0I25.0F0.3;или
G02U20.0W--020.0I25.0F0.3;или
G02X50.0Z30.0R25.0F0.3 или
G02U20.0W--20.0R25.F0.3;
Z
43
Page 70

ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
4.4
ИНТЕРПОЛЯЦИЯ В
ПОЛЯРНЫХ
КООРДИНАТАХ
(G12.1, G13.1)
Формат
D Задайте G12.1 и G13.1
в отдельных блоках
Пояснения
D Плоскость интерполяции
в полярных координатах
Интерполяция в полярных координатах является функцией,
которая осуществляет контурное управление при
преобразовании команды, запрограммированной в декартовой
системе координат, в перемещение по линейной оси
(перемещение инструмента) и перемещение по оси вращения
(вращение заготовки). Этот метод полезно применять при
резаниипереднейповерхностиишлифованиинатокарном
станке распределительного вала.
G12.1 ;
G13.1 ;
Запускает режим интерполяции в полярных коорди-натах (активирует интерполяцию в полярных
координатах)
Задайте линейную или круговую интерполяцию с помощью
координат в декартовой системе координат, состоящую из
линейной оси и оси вращения (виртуальной оси).
Отменен режим интерполяции в полярных координа-тах (для того, чтобы не выполнять интерполяцию в
полярных координатах)
G112 и G113 могут быть использованы вместо G12.1 и G13.1,
соответственно.
G12.1 запускает интерполяцию в полярных координатах
(Рис.4.4).Интерполяция в полярных координатах выполняется в
этой плоскости.
Ось вращения (виртуальная ось)
(единица измерения: мм или дюйм)
Линейная ось
(единица измерения:
мм или дюйм)
Начало системы координат заготовки
Рис.4.4 Плоскость интерполяции в полярных координатах
При включении электропитания или перезагрузке системы
интерполяция в полярных координатах отменяется (G13.1).
Линейная ось и ось вращения для интерполяции в полярных
координатах должны быть предварительно установлены
параметрами ном. 5460 ином. 5461.
ОСТОРОЖНО
Плоскость, используемая до ввода G12.1 (плоскость,
заданная G17, G18 или G19), отменяется. Она
восстанавливается, когда задается G13.1
(интерполяция в полярных координатах отменяется).
При перезагрузке системы интерполяция в полярных
координатах отменяется и используется плоскость,
заданная G17, G18 или G19.
44
Page 71

B--63834RU/02
ПРОГРАММИРОВАНИЕ
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
D Расстояние
перемещения и
скорость подачи при
интерполяции в
полярных координатах
Единица отсчета координат по гипотетичесS
кой оси такая же, что и
для линейной оси
(мм/дюйм)
Единицей измерения
для скорости подачи
является мм/мин или
дюйм/мин
D G-коды, которые
можно задать в
режиме интерполяции
в полярных
координатах
В режиме интерполяции в полярных координатах команды
программы задаются в плоскости интерполяции в полярных
координатах с использованием декартовой системы координат.
Адрес для оси вращения используется в качестве адреса для
второй оси (виртуальной оси) вплоскости. Выбор ввода
значений диаметра или радиуса для первой оси в плоскости
совпадает с выбором для оси вращения и не зависит от ввода
значений для первой оси в плоскости.
Виртуальная ось в координате 0 задается сразу после ввода
G12.1. При задании G12.1 начинается интерполяция в
полярныхкоординатах, причем полагается, что угол положения
инструмента равен 0.
Задайте с помощью F скорость подачи как скорость
(относительную скорость между инструментом и заготовкой) в
тангенциальном направлении к плоскости интерполяции в
полярных координатах (декартова система координат).
G01 Линейная интерполяция............
G02, G03
G04
G40, G41, G42
Круговая интерполяция.........
Задержка..............
Коррекция на радиус вершины инструмента.....
(Интерполяция в полярных координатах
применяется к траектории после коррекции на
инструмент.)
G65, G66, G67 Макропрограмма пользователя.....
G98, G99
Подача за минуту, подача за оборот.........
D Круговая
интерполяция в
плоскости полярных
координат
D Движение вдоль осей
не в плоскости
интерполяции в
полярных координатах
D Отображение текущей
позиции в режиме
интерполяции в
полярных координатах
Адреса для задания радиуса дуги для круговой интерполяции
(G02 или G03) в плоскости интерполяции в полярных
координатахзависят от первой оси в плоскости (линейной оси).
D I и J вплоскостиXp-Yp, если линейной осью является ось Х
или ось, параллельная оси Х.
D J и K-вплоскостиYp-Z p , если линейной осью является ось
Y или ось, параллельная оси Y.
D КиI вплоскостиZp-Xp, если линейной осью является ось Z
или ось, параллельная оси Z.
С помощью команды R также можно задать радиус дуги.
ПРИМЕЧАНИЕ
Оси U, V и W(параллельные основной оси) могут
использоваться с G--кодами В и С.
Инструмент перемещается вдоль таких осей обычным образом,
независимо от интерполяции в полярных координатах.
Отображаются фактические координаты. Тем не менее,
расстояние, которое осталось пройти в блоке, отображается в
координатах в плоскости интерполяции в полярных
координатах (декартовы координаты).
45
Page 72

Ограничения
Система координат для
D
интерполяции в
полярных координатах
D Команда коррекции на
радиус вершины
инструмента
D Повторный пуск
программы
D Рабочая подача для оси
вращения
ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
Перед тем как задать G12.1, необходимо установить систему координат заготовки, в которой центр оси вращения является началом
системы координат. Нельзя изменять систему координат в режиме,
задаваемом G12.1 (G92, G52, G53, возврат в исходное положение
относительных координат, G54-G59 ит.д.).
В режиме коррекции на радиус вершины инструмента (G41 или G42)
нельзя активировать или прервать режим интерполяции в полярных
координатах (G12.1 или G13.1). Когда режим коррекции на радиус
вершины инструмента отменен (G40), необходимо задать G12.1 или
G13.1.
Невозможно перезапустить программу для блока в режиме,
задаваемом G12.1.
Интерполяция в полярных координатах преобразует перемещение
инструмента по форме, запрограммированной в декартовой системе
координат, в перемещение инструмента по оси вращения (оси С) и
линейной оси (оси Х). Когдаинструментподходитблизкокцентру
заготовки, составляющая скорости подачи по оси С увеличивается и
может превысить максимальную скорость рабочей подачи для оси С
(установленную в параметре ном.1422), что приводит к подаче сигнала
тревоги (смотрите рисунок ниже). Чтобы предотвратить превышение
составляющей скорости максимального значения скорости рабочей
подачи для оси С, уменьшите скорость подачи, заданную в адресе F,
или создайте программу таким образом, чтобы инструмент (центр
инструмента, если применяется коррекция на радиус вершины
инструмента) не подходил близко к центру заготовки.
ОПАСНО
Рассмотрим линии L1, L2 и L3. ∆X-- это расстояние, на которое
∆
X
θ1
θ2
θ3
L: Расстояние (вмм) между центром инструмента и центром заготовки, когда центр инструмента
находится на самом близком расстоянии от цента заготовки
R:Максимальная скорость рабочей подачи (град/мин) по оси C
Следовательно, скорость, задаваемая в адресе F при интерполяции в полярных координатах, может быть
получена по формуле, приведенной ниже. Задайте скорость, рассчитанную по формуле. Формула
позволяет получить теоретическое значение; на практике может возникнуть необходимость использовать
значение несколько ниже теоретического значения по причине погрешности ввычислениях.
L1
F<L× R ×
перемещается инструмент за единицу времени при скорости подачи,
заданной в адресе F в декартовой системе координат. Поскольку
инструмент перемещается от L1 к L2 изатемкL3, угол, на который
инструмент перемещается за единицу времени, соответствующий ∆X в
L2
декартовой системе координат, увеличивается с θ1 до θ 2 изатемдоθ3.
L3
Другими словами, составляющая скорости по оси С увеличи-- вается по
мере того, как инструмент приближается к центру заготовки.
Составляющая скорости по оси С может превысить максимальную
скорость рабочей подачи для оси С по причине того, что движение
инструмента в декартовой системе координат было преобразовано в
движение инструмента по оси С и оси Х.
π
(мм/мин)
180
D Программирование
диаметра и радиуса
Даже если для линейной оси (оси Х) используется программирование
диаметра, то для оси вращения (оси С) программируется радиус.
46
Page 73

B--63834RU/02
ПРОГРАММИРОВАНИЕ
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Примеры
Пример программы интерполяции в полярных координатах с
использованием оси Х (линейное оси) иосиC(оси вращения)
C’(гипотетическая ось)
N204
N205
N206
Ось C
N203
N202
N208
N207
Траектория после коррекции на радиус
вершины инструмента
Запрограммированная траектория
N201
N200
Ось X
Инструмент
Ось Z
Диаметр программируется по оси Х, радиус программируется по оси С.
O0001 ;
N010 T0101
N0100 G00 X120.0 C0 Z _ ; Установка в начальное положение
N0200 G12.1 ; Начало интерполяции в полярных координатах
N0201 G42 G01 X40.0 F _ ;
N0202 C10.0 ;
N0203 G03 X20.0 C20.0 R10.0 ;
N0204 G01 X--40.0 ; Геометрическая программа
N0205 C--10.0 ; (программа на основе декартовых координат в
N0206 G03 X--20.0 C--20.0 I10.0 J0 ; плоскости X--C’)
N0207 G01 X40.0 ;
N0208 C0 ;
N0209 G40 X120.0 ;
N0210 G13.1 ; Отмена интерполяции в полярных координатах
N0300 Z __ ;
N0400 X __C __ ;
N0900M30 ;
47
Page 74

ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
4.5
ЦИЛИНДРИЧЕСКАЯ
ИНТЕРПОЛЯЦИЯ
(G07.1)
Формат
Величина перемещения по оси вращения, задаваемая
величиной угла, сразу преобразуется в расстояние по линейной
оси вдоль внешней поверхности таким образом, чтобы можно
было выполнить линейную интерполяцию или круговую
интерполяцию по другой оси. После интерполяции это
расстояние обратно преобразуется в величину перемещения по
оси вращения.
Функция цилиндрической интерполяции позволяет
запрограммировать обработку боковой поверхности цилиндра.
Таким образом, можно легко составить программы, например,
программу для проточки канавок на цилиндрических кулачках.
G07.1 IP r; Запускает режим цилиндрической интер-
:
:
:
G07.1 IP 0; Режим цилиндрической интерполяции
Задайте G07.1IP r;и G07.1 IP 0; в отдельных блоках.
Можно использовать G107 вместо G07.1.
поляции (включает цилиндрическую
интерполяцию).
отменяется.
IP : Адрес для оси вращения
r:Радиус цилиндра
Пояснения
D Выбор плоскости
(G17, G18, G19)
D Скорость подачи
Воспользуйтесь параметром ном. 1002 для того, чтобы задать в
качестве оси вращения ось X, Y или Z или ось, параллельную
одной из этих осей. Задайте G-код для выбора плоскости, осью
вращения которой является линейная ось.
Например, если осью вращения является ось, параллельная оси
Х, необходимо с помощью G17 задать плоскость Xp-Yp, которая
является плоскостью, определяемой осью вращения и осью Y
или осью, параллельной оси Y.
Для цилиндрической интерполяции можно задать только одну
ось вращения.
ПРИМЕЧАНИЕ
Оси U, V и W(параллельные основной оси) могут
использоваться с G--кодами В и С.
Скорость подачи, заданная в режиме цилиндрической
интерполяции, является скоростью на обрабатываемой
цилиндрической поверхности.
48
Page 75

B--63834RU/02
ПРОГРАММИРОВАНИЕ
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
D Круговая интерполяция
(G02,G03)
D Коррекция на радиус
вершины инструмента
В режиме цилиндрической интерполяции на оси вращения и
другой линейнойоси возможна круговая интерполяция. Радиус
R используется в командах способом, аналогичным
описанному в разделе 4.4.
Единицей измерения для радиуса является не градусы, а
миллиметры (при вводе метрических данных) или дюймы (при
вводе данных в дюймах).
< Пример круговой интерполяции между осью Z иосьюC>
Для оси С в параметре ном.1022нужно установить 5
(ось, параллельную оси Х). Вэтомслучаекомандойдлякруговойинтерполяцииявляется
G18 Z__C__;
G02 (G03) Z__C__R__;
Для оси С в параметре ном.1022 можно также задать 6
(ось, параллельную оси Y). Вместе с тем в этом случае коман-
дойкруговойинтерполяцииявляется
G19 C__Z__;
G02 (G03) Z__C__R__;
Для того чтобы выполнить коррекцию на радиус вершины
инструмента в режиме цилиндрической интерполяции, перед
тем как войти в режим цилиндрической интерполяции,
отмените любой действующий режим коррекции на радиус
вершины инструмента. Затем, активируйте и завершите
коррекцию на радиус вершины инструмента в режиме
цилиндрической интерполяции.
D Точность
цилиндрической
интерполяции
В режиме цилиндрической интерполяции величина перемещения по оси вращения, задаваемая величиной угла, сразу
преобразуется в расстояние по линейной оси на внешней
поверхности таким образом, чтобы можно было выполнить
линейную интерполяцию или круговую интерполяцию по
другой оси. После интерполяции это расстояние преобразуется
обратно в угол. Для этого преобразования величина перемещения округляется до наименьшего вводимого инкремента.
Следовательно, если радиус цилиндра маленький, то
фактическая величина перемещения может отличаться отзаданной величины перемещения. Вместе с тем, обратите внимание
на то, что такая погрешность не является накапливаемой.
Если в режиме цилиндрической интерполяции выполняется
ручная операция при абсолютном включении вручную, то по
описанной выше причине может возникнуть ошибка.
Фактическая -величина
перемещения
MOTION REV
R
MOTION REV
=
2×2πR
Величина перемещения за оборот оси вращения
:
(задается параметром ном. 1260)
:
Радиус заготовки
: Округленная до наименьшего вводимого инкремента
Заданное
×
значение
2×2πR
×
MOTION REV
Ограничения
49
Page 76

ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
D Спецификация
радиуса дуги в режиме
цилиндрической
интерполяции
D Круговая
интерполяция и
коррекция на радиус
вершины инструмента
D Позиционирование
D Установка системы
координат
D Установка режима
цилиндрической
интерполяции
В режиме цилиндрической интерполяции невозможно задать
радиус дуги с помощью словарных адресов I, J или K.
Если режим цилиндрической интерполяции активируется,
когда уже применялась коррекция на радиус вершины
инструмента, то в режиме цилиндрической интерполяции
круговая интерполяция выполняется неверно.
В режиме цилиндрической интерполяции нельзя задать
операции позиционирования (включая те операции, которые
запускают циклы ускоренного подвода, например,G28,G80G89). Перед тем как задать позиционирование, необходимо
отменить режим цилиндрической интерполяции. Невозможно
выполнить цилиндрическую интерполяцию (G07.1) врежиме
позиционирования (G00).
Невозможно установить систему координат заготовки G50 в
режиме цилиндрической интерполяции.
Режим цилиндрической интерполяции не может быть
восстановлен в режиме цилиндрической интерполяции. Перед
восстановлением режима цилиндрической интерполяции
необходимо отменить режим цилиндрической интерполяции.
D Постоянные циклы
сверления в режиме
цилиндрической
интерполяции
Невозможно задать постоянные циклы сверления, G82 - G89, в
режиме цилиндрической интерполяции.
50
Page 77

B--63834RU/02
Примеры
ПРОГРАММИРОВАНИЕ
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
мм
120
110
90
70
60
Пример программы цилиндрической интерполяции
O0001 (ЦИЛИНДРИЧЕСКАЯ ИНТЕРПОЛЯЦИЯ)
(CYLINDRICAL INTERPOLATION);
N01 G00 Z100.0 C0 ;
N02G01G18W0H0;
N03 G07.1 H57299 ;
N04 G01 G42 Z120.0 D01 F250 ;
N05C30.0;
N06 G02 Z90.0 C60.0 R30.0 ;
N07 G01 Z70.0 ;
N08 G03 Z60.0 C70.0 R10.0 ;
N09 G01 C150.0 ;
N10 G03 Z70.0 C190.0 R75.0 ;
N11 G01 Z110.0 C230.0 ;
N12 G02 Z120.0 C270.0 R75.0 ;
N13 G01 C360.0 ;
N14 G40 Z100.0 ;
N15G07.1C0;
N16 M30 ;
Z
N05
N06
N07
N08
N09
N12
N11
N10
N13
C
RZ
град
C
0
30
60 70
150
230190
270
360
51
Page 78

ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
4.6
НАРЕЗАНИЕ РЕЗЬБЫ С ПОСТОЯННЫМ ШАГОМ (G32)
Рис.4.6(a)
Цилиндрическая резьба
Помимо цилиндрической резьбы с постоянным шагом с
помощью команды G32 можно нарезать коническую винтовую
и спиральную резьбу.
Скорость шпинделя считывается в реальном времени из
шифратора положения, установленного на шпинделе, и
преобразуется в скорость рабочей подачи в перемещениях за
минуту, которая используется для перемещения инструмента.
L
L
Рис.4.6(b)
Коническая винтовая резьба
L
Рис.4.6(c)
Спиральная резьба
Формат
G32IP_F_;
IP_: Конечная точка
F_: Шаг по горизонтальной оси
(всегда с программированием
радиуса)
Объяснения
Ось X
X
Рис.4.6(d) Пример нарезания резьбы
Z
0
δ
2
Конечная
точка
α
Начальная
δ
1
L
точка
Ось Z
Как правило, нарезание резьбы происходит повторно по одной
и той же траектории движения инструмента от черновой
обработки до чистовой обработки винта. Поскольку нарезание
резьбыначинается, когда позиционное кодирующее устройство
на шпинделе выдает сигнал одного оборота, нарезание резьбы
начинается в фиксированной точке, а траектория движения
инструмента не меняется и при повторном нарезании резьбы.
Обратите внимание на то, что скорость шпинделя должна
оставаться постоянной на протяжении черновойобработкии до
чистовой обработки. Если это условие не соблюдается, будет
выполнена резьба с неверным шагом.
52
Page 79

B--63834RU/02
д
д
,
,
д
д
,,д
ПРОГРАММИРОВАНИЕ
X
LX
α≦45° шаг равен LZ
α≧45° шаг равен LX
Рис.4.6(e) LZи LX конической резьбы
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Коническая резьба
α
z
LZ
Главным образом, запаздывание сервосистемы и т.п. приводит
к возникновению не совсем верных шагов в начальной и
конечной точках нарезания резьбы. Для компенсации этого
эффекта следует задать длину нарезания резьбы несколько
больше, чем требуется.
Втаблице4.6 приводится перечень диапазонов значений шага
резьбы.
Таблица 4.6 Диапазоны размеров шага, которые могут быть
заданы
Наименьший программируемый инкремент
Ввод данных 0,0001 -- 500,0000 мм
вмм
Ввод данных 0,000001 -- 9,999999 дюйма
вдюймах
53
Page 80

Пояснения
1. Нарезание цилиндрической резьбы
Ось X
δ
2
δ
ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
При программировании используются
следующие значения:
Шаг резьбы :4мм
δ
=3мм
30 мм
1
δ
=1.5мм
2
Глубина резания :1мм (резание в два прохода)
(Ввод данных в метрической системе, про--
1
граммирование диаметра)
70
2. Нарезание конической резьбы
Ось X
φ50
δ
2
φ43
0
30
40
Ось Z
G00U--62.0 ;
G32W--74.5 F4.0 ;
G00U62.0 ;
W74.5 ;
U-- 64.0 ;
(При повторном проходе резать на 1 мм
больше)
G32 W-- 74.5 ;
G00U64.0 ;
W74.5 ;
При программировании используются следу-ющие значения:
Шаг резьбы :3,5мм в направлении оси Z
δ
=2мм
1
δ
=1мм
2
Глубина резания в направлении оси Х равна 1 мм
(Двойной проход)
(Ввод данных в метрической системе, програм-мирование диаметра)
δ
1
Ось Z
φ14
G00X 12.0 Z72.0 ;
G32X 41.0 Z29.0 F3.5 ;
G00X 50.0 ;
Z 72.0 ;
X 10.0 ;
(При повторном проходе резать на 1 мм
больше)
G32 X 39.0 Z29.0 ;
G00X 50.0 ;
Z 72.0 ;
54
Page 81

B--63834RU/02
ПРОГРАММИРОВАНИЕ
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
ОПАСНО
1 При нарезании резьбы действует ручная коррекция скорости подачи (установленная
на 100%).
2 Очень опасно останавливать подачу резца для нарезания резьбы, не останавливая при
этом шпиндель. Это приведет к внезапному увеличению глубины резания. Таким
образом,функция останова подачи не действует при нарезании резьбы. Если во время
нарезания резьбы нажата кнопка останова подачи, то инструмент остановится после
выполнения блока, не задающего нарезание резьбы, аналогично тому, как если бы
была нажата SINGLE BLOCK. Тем не менее, загорается лампа останова подачи (лампа
SPL), если на пульте управления станка нажата кнопка FEED HOLD. Затем, когда
инструмент остановился, лампа гаснет (состояние остановки единичного блока).
3 Если кнопка FEED HOLD удерживается в нажатом состоянии или происходитповторное
нажатие на эту кнопку в первом блоке, не задающем нарезание резьбы
непосредственно после блока нарезания резьбы, то инструмент останавливается в
блоке, не задающем нарезание резьбы.
4 Если нарезание резьбы выполняется в состоянии единичного блока, то инструмент
останавливается после выполнения первого блока, не задающего нарезание резьбы.
5 Если во время нарезания резьбы произошло переключение режима с автоматического
на ручной, инструмент останавливается в первом блоке, не задающем нарезание
резьбы, аналогично тому, как если бы была нажата кнопка останова подачи, как
описано в примечании 3.
Тем не менее, если происходит переключение режима с автоматического на любой
другой, то инструмент останавливается после выполнения блока, не задающего
нарезание резьбы, как и в режиме единичного блока, что описано в примечании 4.
6 Если предыдущим блоком являлся блок нарезания резьбы, то процесс резания
начнется сразу, не ожидая обнаружения сигнала ”1--оборот”, даже если текущим
блоком является блок нарезания резьбы.
G32Z_F_;
Z_; (Перед этим блоком не обнаружен сигнал ”1--оборот”).
G32 ; (Рассматривается в качестве блока нарезания резьбы).
Z_ F_ ; (Сигнал одного оборота тоже не обнаружен).
7 Поскольку во время нарезания спиральной резьбы или конической винтовой резьбы
действует контроль постоянства скорости резания и скорость шпинделя меняется, то
возможно нарезание резьбы с неверным шагом. Следовательно, не применяйте
функциюконтроля постоянстваскоростирезания при нарезаниирезьбы.Вместо этого
используйте G97.
8 При нарезании резьбы отключена функция ручной коррекции скорости шпинделя.
Скорость шпинделя установлена на 100%.
9 Функция отвода инструмента в цикле нарезания резьбы недействительна по
отношению к G32.
55
Page 82

ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
4.7
НАРЕЗАНИЕ РЕЗЬБЫ С ПЕРЕМЕННЫМ ШАГОМ (G34)
Формат
Пояснения
Ввод значения увеличения или уменьшения шага за оборот
винта позволяет выполнить нарезание резьбы с переменным
шагом.
Рис.4.7 Резьба с переменным шагом
G34 IP_F_K_;
IP: Конечная точка
F:Шаг в направлении продо
K: Увеличение или уменьшение шага за оборот шпинделя
льной оси в начальной точке
Адреса, кроме К, такие же как при цилиндрическом/ коническом нарезании резьбы, задаваемом G32.
Втаблице4.7 приводится диапазон значений, которые могут
быть заданы в качестве К.
Примеры
Таблица 4.7 Диапазон применимых значений К
Ввод метрических
данных
Ввод данных в
дюймах
от 0,0001 до 500,0000 мм/оборот
от 0,000001 до 9,999999 дюйм/оборот
Например, если К задается таким образом, что превышается
значение, рекомендуемое в таблице 4.7, или превышается
максимальное значение шага в результате увеличения или
уменьшения К или ввода для шага отрицательного значения, то
выдается сигнал тревоги P/S (ном.14).
ОПАСНО
“Отвод инструмента в цикле нарезания резьбы” не
действителен по отношению к G34.
Шаг в начальной точке:8,0мм
Приращение шага:0,3мм/оборот
G34Z-72.0F8.0K0.3;
56
Page 83

B--63834RU/02
ПРОГРАММИРОВАНИЕ
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
4.8
НЕПРЕРЫВНОЕ НАРЕЗАНИЕ РЕЗЬБЫ
Пояснения
Эта функция при непрерывном нарезании резьбы действует
таким образом, что на дробные импульсы, выходящие на стыке
между блоками, задающими перемещение, накладывается
следующийэтапобработкиигенерацииимпульсов(наложение
блоков).
Следовательно, устраняются перерывы в обработке, вызванные
прерыванием движения во время непрерывной обработки
блока, что позволяет непрерывно направлять в блок команды
нарезания резьбы.
Поскольку управление системой осуществляется таким
образом, что синхронность
со шпинделем не нарушается на стыке между блоками в тех
случаях, где это осуществимо, то можно выполнить особую
операцию нарезания резьбы, при которой шаг и форма
изменяются в середине обработки.
G32
G32
G32
Рис.4.8. Непрерывное нарезание резьбы
Даже если один и тот же участок повторяется в процессе
нарезании резьбы при изменении глубины резания, система
позволяет выполнить точную обработку, не повреждая резьбу.
ПРИМЕЧАНИЕ
1 Наложение блоков действительно даже для команды
G01, что позволяет получить более качественную
поверхность чистовой обработки.
2 Если остается слишкоммаленький блок, то наложения
блоков может не возникнуть.
57
Page 84

ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
4.9
НАРЕЗАНИЕ МНОГОЗАХОДНОЙ РЕЗЬБЫ
Формат
Использование адреса Q дляуказанияугламеждусигналом
одного оборота шпинделя и началом нарезания резьбысмещает
начальный угол нарезания резьбы, позволяя легко
изготавливать винты с многозаходной резьбой.
Винты с многозаходной резьбой.
(нарезание резьбы с постоянным шагом)
G32 IP_F_Q_;
G32 IP_Q_;
IP_: Конечная точка
F_: Шаг в продольном направлении
Q_ : Начальный угол нарезания резьбы
Пояснения
D Имеющиеся команды
нарезания резьбы
Ограничения
D Начальный угол
D Приращение
начального угла
D Диапазон задаваемых
значений начального
угла
G32: Нарезание резьбы с постоянным шагом
G34: Нарезание резьбы с переменным шагом
G76: Цикл нарезания многозаходной резьбы
G92: Цикл нарезания резьбы
Начальный угол не является постоянной (модальной)
величиной. Необходимо задавать эту величину каждый раз при
ее использовании. Если величина угла не задана,
предполагается, что угол равен 0.
Приращение начального угла (Q) равно 0,001 градуса. Обратите
внимание на то, чтодесятичнуюточкуможнонеуказывать.
Пример:
Для угла смещения 180 градусов задайте Q180000.
Нельзя задать Q180,000, поскольку в данном случае
имеется десятичный знак.
Можно задать начальный угол (Q) между 0 и 360000 (в единицах
0,001 градуса). Если задано значение, превышающее 360000 (360
градусов), то оно округляется до 360000 (360 градусов).
D Нарезание много-
заходной резьбы (G76)
Всегда используйте формат ленты FS15 для команды нарезания
многозаходной резьбы G76.
58
Page 85

B--63834RU/02
Примеры
ПРОГРАММИРОВАНИЕ
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Программа изготовления винтов с двойной резьбой
(с начальными углами, равными 0 и 180 градусов)
G00 X40.0 ;
G32 W--38.0 F4.0 Q0;
G00 X72.0 ;
W38.0 ;
X40.0 ;
G32 W--38.0 F4.0 Q180000 ;
G00 X72.0 ;
W38.0 ;
59
Page 86

ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
4.10
ФУНКЦИЯ ПРОПУСКА (G31)
Формат
Пояснения
Можно задать линейную интерполяцию, задав осевое
перемещение после команды G31, аналогично G01. Если во
время выполнения этой команды поступает внешний сигнал
пропуска, то выполнение данной команды прерывается и
начинается выполнение следующего блока.
Функция пропуска используется, если окончание обработкине
запрограммировано, а задано посредством сигнала от станка,
например, при шлифовании. Эта функция также используется
для измерения размеров заготовки.
Для получения информации по применению этой функции
смотрите руководство, поставляемое изготовителем станка.
G31 IP_;
G31: Однократный G-код
(действует только в блоке, в котором он задан)
При появлении сигнала пропуска значения координат могут
использоваться в макропрограммепользователя, посколькуони
хранятся в памяти в качестве системных переменных
макропрограмм пользователя #5061 - # 5068, как описано ниже:
#5061Значение координаты по оси Х
#5062Значение координаты по оси Z
#5063значение координаты по 3-ей оси
#5064Значение координаты по 4-йоси
ОПАСНО
Если скорость подачи задана в перемещении за
минуту, то в целях повышения точности положения
инструмента при вводе сигнала пропуска для
применения функции пропуска отключается ручная
коррекция скорости подачи, холостой ход и
автоматическое ускорение/торможение. Для акти-вирования этих функций установите бит 7(SKF)
параметра ном. 6200 на 1. Если скорость подачи
задана в перемещении за оборот, то для применения
функции пропуска отключается ручная коррекция
скорости подачи, холостой ход и автоматическое
ускорение/торможение, независимо от установки
бита SKF.
ПРИМЕЧАНИЕ
1 Если при применении коррекции на радиус вершины
инструмента выдается команда G31, высвечивается сигнал
тревоги P/S ном. 035. Перед тем, как задать команду G31,
отмените коррекцию на режущий инструмент с помощью
команды G40.
2 При выборе высокоскоростного пропуска выполнение G31
врежиме”подача--за--оборот” приводит к возникновению
сигнала тревоги P/S (ном. 211).
60
Page 87

B--63834RU/02
Примеры
D Блок, следующий за G31,
является командой
приращения
ПРОГРАММИРОВАНИЕ
G31 W100.0 F100;
U50,0;
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
U50,0
D Блок, следующий за G31,
представляет собой
команду абсолютного
перемещения для 1 оси
Здесь введен сигнал пропуска
X
100.0
Фактическое перемещение
Z
Рис.4.10 (a) Следующий блок представляет собой команду
G31 Z200.00 F100;
X100.0;
Здесь введен сигнал пропуска
Перемещение при отсутствии сигнала пропуска
приращения
X100,0;
50,0
W100
X200,0
D Блок, следующий за G31,
представляет собой
команду абсолютного
перемещения для 2 осей
Фактическое перемещение
Движение без сигнала пропуска
Рис.4.10(b) Следующий блок представляет собой команду
абсолютного перемещения для 1 оси
G31 G90X200.0 F100;
X300.0 Z100.0;
X
Здесь введен сигнал пропуска
100
100 200 300
Рис.4.10(c) Следующий блок представляет собой команду
абсолютного перемещения для 2 осей
(300,100)
Фактическое перемещение
Перемещение при отсутствии
сигнала пропуска
Z
61
Page 88

ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
4.11
МНОГОЭТАПНЫЙ ПРОПУСК
Формат
Вблоке, задающем Р1-Р4 после G31, функция многошагового
пропуска позволяет сохранить координаты в памяти
переменных макропрограммы пользователя при включении
сигнала пропуска.(4-точечный или 8-точечный;8-точечный,
если используется функция высокоскоростного пропуска).
Параметры ном.6202-ном.6205могут быть использованы для
выбора 4-точечного или 8-точечного сигнала пропуска (когда
используется сигнал высокоскоростного пропуска). Один
сигнал пропуска может быть установлен для соответствия
кратным Pn или Qn (n=1,2,3,4), а также для соответствия Pn или
Qn на основе идентичности. Для выполнения пропуска выполняемых программ можно использовать сигнал пропуска от
оборудования, например, устройства для измерения фиксированных размеров. Например, пришлифованииврезанием
можно автоматически выполнить серию операций, от черновой
обработки до зачистки, посредством применения сигнала
пропуска каждый раз после завершения операции черновой
обработки, получистовой, чистовой обработки или зачистки.
Команда перемещения
G31 IP __ F __ P __ ;
IP_: Конечная точка
F_ : Скорость подачи
P_ : P1-P4
Задержка
Пояснения
D Соответствие
сигналам пропуска
G04 X (U, P)__ (Q__) ;
X(U, P)_ : Время задержки
Q_ : Q1 - Q4
Многошаговыйпропуск вызывается заданием P1, P2, P3 или P4
вблокеG31. Для получения пояснений по выбору P1, P2, P3 или
P4 смотрите руководство, предоставляемое изготовителем
станка. Ввод Q1, Q2, Q3 или Q4 в G04 (команда задержки)
позволяет осуществить пропуск задержки способом, аналогичнымдля G31. Пропускможет бытьвыполнен, даже если незадан
Q. Для получения пояснений по выбору Q1, Q2, Q3 или Q4
смотрите руководство, предоставляемое изготовителем станка.
Параметры ном.6202-6205могут быть использованы для
выбора 4-точечного или 8-точечного сигнала пропуска (когда
используется сигнал высокоскоростного пропуска). Ввод
значений не ограничивается соответствием один к одному.
Можно запрограммировать так, чтобы один сигнал пропуска
соответствовал двум или более Pn или Qn(n=1,2,3,4).Кроме
того, для того, чтобы задать задержку, можно использоватьбиты
от 0(DS1)до 7(DS8)параметра ном.6206.
ОСТОРОЖНО
Если не задан Qn и не установлены параметры
DS1--DS8 (ном. 6206 #0--#7) , то пропуска задержки не
происходит.
62
Page 89

B--63834RU/02
ПРОГРАММИРОВАНИЕ
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
4.12
ПРОПУСК ПРИ ОГРАНИЧЕНИИ КРУТЯЩЕГО МОМЕНТА (G31 P99)
Формат
Пояснения
D G31 P99
Если крутящий момент двигателя ограничен (например,
посредством команды ограничения крутящего момента,
выданнойчерезокно РМС), с помощью командыперемещения,
следующей за G31 Р99 (или G31 Р98), можно задать такую же
скорость рабочей подачи, как и при G01 (линейная
интерполяция).
Пропуск происходит при выдаче сигнала, указывающего на
достижение предельного значения крутящего момента (по
причине приложенного давления или иной причине).
Для получения информации по применению этой функции
смотрите руководства, поставляемые изготовителем станка.
G31 P99 IP_F_;
G31 P99 IP_F_;
G31: Однократный G--код
(действует только в блоке, в котором он задан)
Если достигнуто предельное значение крутящего момента или
получен сигнал пропуска SKIP во время выполнения G31 Р99,
отменяется текущая команда перемещения, ивыполняется
следующий блок.
D G31 P98
D Команда ограничения
крутящего момента
D Системная
переменная
макропрограмм
пользователя
Ограничения
D Команда для оси
Если достигнуто предельное значение крутящего момента во
время выполнения G31 Р98, отменяется текущая команда
перемещения, и выполняется следующий блок. Сигнал
пропуска SKIP <X0004#7/Резцедержатель 2 X0013#7> не влияет
на G31 P98. Ввод сигнала пропуска SKIP во время выполнения
G31 P98 не приводит к пропуску.
Если до выполнения G31 P99/98 не задано предельное значение
крутящего момента, то продолжается выполнение команды
перемещения; пропуска не происходит, даже если достигнуто
предельное значение крутящего момента.
Если задан G31 P99/98, то в конце пропуска в переменных
макропрограмм пользователя сохраняются координаты.
(Смотрите раздел 4.9.) Если сигнал SKIP приводит к пропуску
G31 P99, то в системных переменных макропрограмм
пользователя сохраняются координаты в системе координат
станка, действующие в момент его остановки, а не координаты,
действующие при вводе сигнала SKIP.
Посредством G31 P98/99 можно управлять только одной осью в
каждом блоке.
Если задано две или более осей, управление которыми должно
осуществляться в каждом блоке, или не выдано ни одной
команды для оси, то появляется сигнал тревоги P/S ном.015.
63
Page 90

ПРОГРАММИРОВАНИЕ4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B--63834RU/02
D Степень погрешности
сервосистемы
D Выоскоскоростной
пропуск
D Упрощенная синх-
ронизация и управление наклонными
осями
D Регулирование
скорости
D Последовательные
команды
Если во время выполнения G31 Р99/98 введен сигнал,
указывающий на достижение предельного значения крутящего
момента, а степень погрешности сервосистемы превышает
32767, то выдается сигнал тревоги P/S ном. 244.
При G31 P99 сигнал SKIP может вызвать пропуск,но пропуск не
будет высокоскоростным.
Нельзя использовать G31 P99/98 для осей, к которым
применяется упрощенная синхронизация, или к осям Х и Z при
действии на них управления наклонными осями.
Для команд пропуска G31 бит 7(SKF)параметра ном.6200
должен быть установлен на отключение холостого хода, ручной
коррекции и автоматического ускорения или торможения.
Не используйте G31 P99/98 в последовательных блоках.
ОПАСНО
Всегда задавайте ограничение крутящего момента
перед командой G31 P99/98. Другими словами,G31
P99/98 позволяет выполнить команды перемещения,
не вызывая пропуск.
Примеры
ПРИМЕЧАНИЕ
Если выдан G31 при заданной коррекции на радиус
вершины инструмента, появляется сигнал тревоги P/S
ном. 035. Следовательно, выполните G40 перед
вводом G31, чтобы отменить коррекцию на радиус
вершины инструмента.
O0001 ;
:
:
Mjj ;
:
:
G31 P99 X200. F100 ;
:
G01 X100. F500 ;
:
:
M∆∆ ;
M30 ;
:
%
РМС задает через окно
предельное значение крутящего
момента.
Команда пропуска при ограни-чении крутящего момента
Команда перемещения, для
которой применяется предельное
значение крутящего момента
Предельное значение крутящего
момента, отмененное с помощью
PMC
64
Page 91

B--63834RU/02
5
ПРОГРАММИРОВАНИЕ
ФУНКЦИИ ПОДАЧИ
5. ФУНКЦИИ ПОДАЧИ
65
Page 92

ПРОГРАММИРОВАНИЕ5. ФУНКЦИИ ПОДАЧИ
B--63834RU/02
5.1
ОБЩИЕ СВЕДЕНИЯ
D Функции выбора
скорости подачи
D Коррекция
D Автоматическое
ускорение/
замедление
Функцииподачирегулируютскоростьподачиинструмента.
Имеются следующие две функции подачи:
1. Ускоренный подвод
Если задана команда позиционирования (G00), то
инструмент перемещается со скоростью ускоренного
подвода, заданной в ЧПУ (параметр ном. 1420).
2. Рабочая подача
Инструмент перемещается с запрограммированной
скоростью рабочей подачи.
С помощью переключателя на пульте оператора станка можно
применить ручную коррекцию скорости ускоренного подвода
илискоростиподачиприрезании.
Для предотвращения механического удара, в начале и в конце
движения инструмента автоматически применяется ускорение/
торможение (рис. 5.1 (a)).
Скорость ускоренного
подвода
F
R
0
T
R
Скорость подачи
F
C
0
T
C
F
:Скорость
R
ус--коренного
подвода
T
R
: Постоянная
времени
ускорения/
торможения
при ускорен-ном подводе
Время
T
R
F
: Скорость подачи
C
T
C
: Постоянная
времени
ускорения/
торможения
скорости рабочей
подачи
Время
T
C
Рис.5.1(a) Автоматическое ускорение/торможение (пример)
66
Page 93

B--63834RU/02
ПРОГРАММИРОВАНИЕ
5. ФУНКЦИИ ПОДАЧИ
D Траектория движения
инструмента при
подаче при резании
Если направление движения меняется во время рабочей подачи
между заданными блоками, то это может привести к
возникновению участков траектории, закругленных по углам.
(Рис. 5.1 (b)).
X
Запрограммированная траектория
Фактическая траектория движения
инструмента
0
Рис.5.1(b) Пример траектории движения инструмента между
Z
двумя блоками
Прикруговойинтерполяциивозникаетпогрешностьрадиуса
(Рис. 5.1 (c)).
X
∆r:Погрешность
Запрограммированная траектория
Фактическая траектория движения
инструмента
r
0
Z
5.2
УСКОРЕННЫЙ ПОДВОД
Формат
Пояснения
Рис.5.1(c) Пример погрешности радиуса при круговой
интерполяции
Траектория с закругленными углами, показанная на рис. 5.1 (b),
и погрешность, показанная на рис.5.1(c)зависят от скорости
подачи. Следовательно, чтобы инструмент перемещался по
запрограммированной траектории, скоростью подачи
необходимо управлять.
G31 IP_;
G00 : G-код (группа 01) для позиционирования
(ускоренный подвод)
IP_; Обозначение размеров для конечной точки
Команда позиционирования (G00) позиционирует инструмент
с помощью ускоренного подвода. При ускоренном подводе
следующийблоквыполняетсяпослетого, как заданная скорость
подачи становится равной 0, а серводвигатель достигает
определенного диапазона значений, установленного изготовителем станка (проверка выхода в заданную позицию). Скорость
ускоренного подвода задается в параметре ном. 1420 для каждой
оси, следовательно, нет необходимости программировать скоростьускоренного подвода.С помощьюпереключателя напульте оператора станка можно применить следующие виды ручной
коррекции скорости ускоренного подвода: F0, 25, 50, 100%
F0: Позволяет задать в параметре ном. 1421 постоянную ско-
рость подачи для каждой оси.
Для получения детальной информации смотрите соответствующее руководство изготовителя станка.
67
Page 94

ПРОГРАММИРОВАНИЕ5. ФУНКЦИИ ПОДАЧИ
B--63834RU/02
5.3
РАБОЧАЯ ПОДАЧА
Формат
Скорость подачи при линейной интерполяции (G01), круговой
интерполяции (G02, G03) ит.п. задаются в виде чисел,
следующих за F-кодом.
При подаче при резании следующий блок выполняется таким
образом, чтобы изменение скорости по отношению к
предыдущему блоку было минимальным.
Имеются два режима ввода данных:
1. Подача за минуту (G98)
После F задайте величину подачи инструмента за минуту.
2. Подача за оборот (G98)
После F задайте величину подачи инструмента за оборот
шпинделя.
Подача за минуту
G98 ; G-код (группа 05) для подачи за минуту
F_ ; Команда скорости подачи (мм/мин или дюйм/мин)
Подача за оборот
G99 ; G-код (группа 05) для подачи за оборот
F_ ; Команда скорости подачи (мм/оборот или дюйм/оборот)
Пояснения
D Постоянное
управление
тангенциальной
составляющей
скорости
D Подача за минуту
(G98)
Управление подачей при резании происходит таким образом,
что тангенциальная составляющая скорости подачи всегда
остается на заданном уровне скорости подачи.
X
Конечная точка
F
Начальная
точка
Линейная интерполяция
Рис.5.3(a) Тангенциальная составляющая скорости подачи (F)
X
Начальная
точка
F
Центр
ZZ
Круговая интерполяция
Конечная точка
После ввода G98 (в режиме подачи за минуту), величина подачи
инструмента за минуту должна быть непосредственно задана
числовым значением после F. G 9 8 является модальным кодом.
После ввода G98 остается действующим до ввода G99 (подача за
оборот). При включении питания устанавливается режим
подачи за оборот.
С помощью переключателя на пульте оператора станка можно
применить ручную коррекцию подачи за одну минуту от 0% до
254% (сшагом1%). Подробную информацию смотрите в
соответствующем руководстве изготовителя станка
68
Page 95

B--63834RU/02
ПРОГРАММИРОВАНИЕ
Величина подачи за одну минуту
(мм/мин или дюйм/мин)
F
Рис.5.3(b) Подача за минуту
5. ФУНКЦИИ ПОДАЧИ
ОПАСНО
Для некоторых команд, например, нарезания резьбы,
применение ручной коррекции невозможно.
D Подача за оборот
(G99)
После ввода G99 (врежимеподачизаоборот), подача
инструмента заоборот шпинделядолжна быть непосредственно
задана числовым значением после F. G 9 9 является модальным
кодом. После ввода G98 остается действующим до ввода G99
(подача за минуту).
С помощью переключателя на пульте оператора станка можно
применить ручную коррекцию подачи за один оборот от 0% до
254% (сшагом1%). Подробную информацию смотрите в
соответствующем руководстве изготовителя станка
Если бит 0(NPC)параметра ном.1402был установлен на 1, то
можно задать команды подачи-за-оборот, даже если не
используется шифратор положения.(ЧПУ преобразует
команды подачи-за-оборот в команды подачи-за-минуту).
F
Величина подачи за один оборот
шпинделя
(мм/оборот или дюйм/оборот)
Рис.5.3(с) Подача за оборот
ОСТОРОЖНО
1 Если скорость шпинделя низкая, может возникнуть
отклонение от заданной скорости подачи. Чем
медленнеевращается шпиндель, тем чаще возникают
отклонения от заданной скорости подачи.
2 Для некоторых команд, например, нарезания резьбы,
применение ручной коррекции невозможно.
69
Page 96

ПРОГРАММИРОВАНИЕ5. ФУНКЦИИ ПОДАЧИ
B--63834RU/02
D Фиксация скорости
подачи
D Справочная
документация
С помощью параметра ном. 1422 можно установить единое
верхнеепредельное значениерабочей подачивдоль каждойоси.
Если фактическая рабочая подача (если применяется ручная
коррекция) превышает заданное верхнее предельное значение,
то скорость подачи фиксируется на этом верхнем предельном
значении.
ПРИМЕЧАНИЕ
Верхнее предельное значение указывается в мм/мин
или дюйм/мин. В вычислениях ЧПУ может быть
погрешность скорости подачи, равная→+2% по
отношению к заданному значению. Вместе с тем, этот
факт не имеет места при ускорении/замедлении.
Говоря более конкретно, эта погрешность
рассчитывается с учетом измерения в момент, когда
инструмент начинает перемещаться на 500 мм или
более, находясь в устойчивом состоянии:
Смотрите приложение С для получения информация о
значениях скорости подачи, которые могут быть заданы.
5.4
ЗАДЕРЖКА (G04)
Формат
Пояснения
Задержка G04 X_ ; или G04 U_ ; или G04 Р_;
X_ : Задайте время (допускаетсядесятичнаяточка)
U_ : Задайте время (допускаетсядесятичнаяточка)
Р_:Задайте время (не допускается десятичная точка)
Если задана задержка, то выполнение следующего блока
приостанавливается на заданное время.
Бит 1(DWL)параметраном. 3405 может задавать задержку при
каждом обороте в режиме подачи за оборот (G99).
Таблица 5.4 (a) Диапазон программируемых значений времени
задержки (Задается в X или U)
Система
приращений
IS--B
IS--C
Таблица 5.4 (b) Диапазон программируемых значений времени
Диапазон програм-
мируемых значений
от 0,001 до 99999,999
от 0,0001 до 9999,9999
задержки (Задается в Р)
Единица времени
задержки
с. или оборота
Система
приращений
IS--B от 1 до 99999999 0,001 с. или оборота
IS--C от 1 до 99999999 0,0001 с. или оборота
70
Диапазон програм-
мируемых значений
Единица времени
задержки
Page 97

B--63834RU/02
6
ПРОГРАММИРОВАНИЕ
РЕФЕРЕНТНАЯ ПОЗИЦИЯ
На станкахс ЧПУ имеется специальная позиция, в которой, как
правило, происходит замена инструмента или установка
системы координат, как будет описано ниже. Это позиция
называется референтной позицией.
6. РЕФЕРЕНТНАЯ ПОЗИЦИЯ
71
Page 98

6.1
ВОЗВРАТ В РЕФЕРЕНТНУЮ ПОЗИЦИЮ
ПРОГРАММИРОВАНИЕ6. РЕФЕРЕНТНАЯ ПОЗИЦИЯ
B--63834RU/02
D Референтная позиция
Референтная позиция - это фиксированная позиция на станке,
в которую инструмент может легко переместиться посредством
применения функции возврата в референтную позицию.
Например, референтная позиция используется в качестве
позиции, в которой происходит автоматическая замена
инструментов. В параметрах ном.1240 - 1243 можно задать до
четырех референтных позиций, указав координаты в системе
координат станка.
Y
2--я референтная позиция
3--я референтная позиция
Референтная позиция
4--я
референтная
позиция
X
Точка отсчета станка
Рис.6.1(a) Точка отсчета станка и референтные позиции
72
Page 99

B--63834RU/02
ПРОГРАММИРОВАНИЕ
6. РЕФЕРЕНТНАЯ ПОЗИЦИЯ
D Возврат в
референтную позицию
D Проверка возврата в
референтную позицию
Инструменты автоматически перемещаются в референтную
позицию вдоль заданной оси через промежуточное положение.
По завершении возврата в референтную позицию загорается
лампа, указывающая на завершение возврата.
X
Рис.6.2(b) Возврат в референтную позицию
Промежуточное положение
Референтная позиция
Z
Проверка возврата в референтную позицию (G27) является
функцией, с помощью которой осуществляется проверка
точности возврата инструмента в референтную позицию,
заданного в программе. Если инструмент переместился вдоль
заданной оси точно в референтную позицию, то загорается
лампа для этой оси.
Формат
D Возврат в
референтную позицию
D Проверка возврата в
референтную позицию
G28 _ ;
IP
G30 P2 _ ;
G30 P3 _ ;
G30 P4 _ ;
IP_
: Команда, задающая промежуточное положение
(Абсолютная команда/ команда приращения)
G27 _ ;
IP
IP_ : Команда, задающая референтную позицию
Возврат в референтную позицию
Возврат во 2-ю референтную позицию
IP
Возврат в 3-ю референтную позицию
IP
Возврат в 4-ю референтную позицию
IP
(Абсолютная команда/ команда приращения)
(P2 может
быть
опущен).
73
Page 100

Пояснения
ПРОГРАММИРОВАНИЕ6. РЕФЕРЕНТНАЯ ПОЗИЦИЯ
B--63834RU/02
D Возврат в
референтную позицию
(G28)
D Возврат на 2-ю,3-юи
4-ю референтную
позицию (G30)
D Проверка возврата на
референтную позицию
(G27)
Ограничения
D Состояние, в котором
была включена
блокировка станка
Позиционирование в промежуточном положении или
референтной позиции выполняется вдоль каждой оси со
скоростью ускоренного подвода. Следовательно, вцелях
безопасности, перед выполнением этой команды следует
отменить коррекцию на радиус вершины инструмента.
Всистеме, не имеющей датчика абсолютного положения,
возврат в первую, третью и четвертую референтную позицию
может быть осуществлен только после завершения возврата в
референтную позицию (G28) или ручного возврата в
референтную позицию (смотрите III-3.1). Команда G30 обычно
используется, если позиция устройства автоматической смены
инструментов (ATC) отличается от референтной позиции.
Команда G27 перемещает инструмент со скоростью ускоренного подвода. Если инструмент выходит в референтную позицию, загорается лампа возврата в референтную позицию. Тем не
менее, если позиция, в которую переместился инструмент, не
является референтной, отображается сигнал тревоги ном. 092.
Если включена блокировка станка, то лампа, указывающая на
завершение возврата, не загорается, даже если инструмент был
автоматически возвращен в референтную позицию. Вэтом
случае проверка возврата в референтную позицию не
проводится, даже если задана команда G27.
D Первый возврат в
референтную позицию
после включения
питания (при наличии
датчика абсолютного
положения)
D Проверка возврата в
референтную позицию
в режиме коррекции
D Лампа загорается,
если
запрограммированная
позиция не совпадает
с референтной
Если после включения питания не был выполнен возврат в
референтную позицию и задана команда G28, то перемещение
от промежуточной точки осуществляется аналогично
перемещению при ручном возврате в референтную позицию.
В этом случае инструмент перемещается в направлении возврата
в референтную позицию, заданномв параметреZMIx (бит 5 ном.
1006). Следовательно, заданным промежуточным положением
должно быть положение, проход через которую приводит к
возврату в референтную позицию.
В режиме коррекции позиция, в которую должен переместиться
инструмент, заданный командой G27, является позиция,
полученная путем прибавления величины коррекции.
Следовательно, если позиция при прибавлении величины
коррекции не является референтной, лампа не загорается, а
вместо этого отображается сигнал тревоги. Как обычно,
отмените коррекцию перед заданием G27.
Если на станке используется дюймовая система с вводом
метрическихданных, то лампа возврата в референтную позицию
также может загореться, даже если запрограммированная
позиция смещена по отношению к референтной позиции на
наименьшее вводимое приращение. Этопроисходитпопричине
того, что наименьшее вводимое приращение станка меньше его
наименьшего программируемого приращения.
Справочная документация
D Ручной возврат в
референтную позицию
Смотрите II-3.1
74
 Loading...
Loading...