

Page 1

Руководство
пользователя
CNC Pilot 4290
Программное обеспечение NC
625 952-xx
V7.1
Русский (ru)
9/2010
Page 2
Page 3
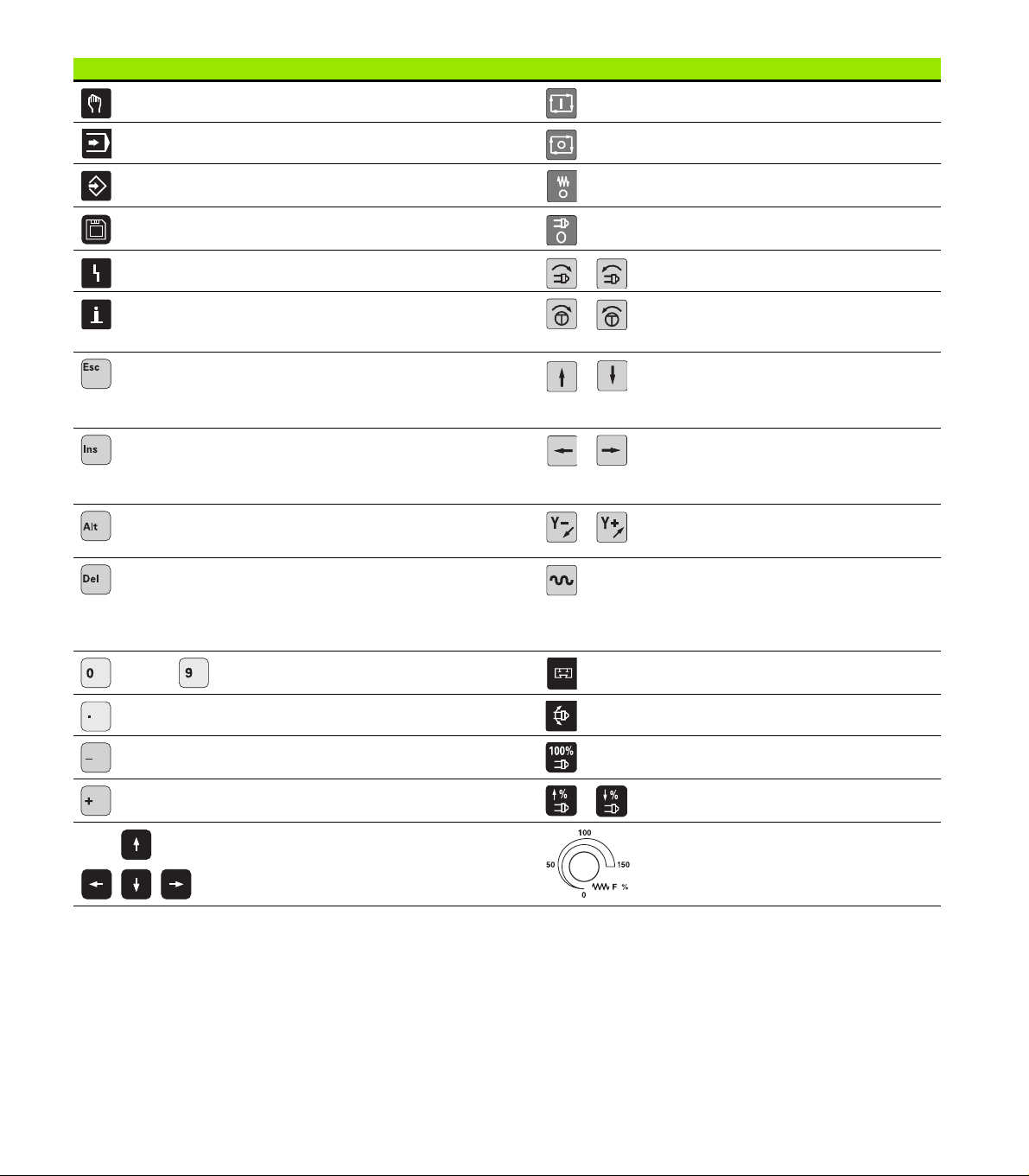
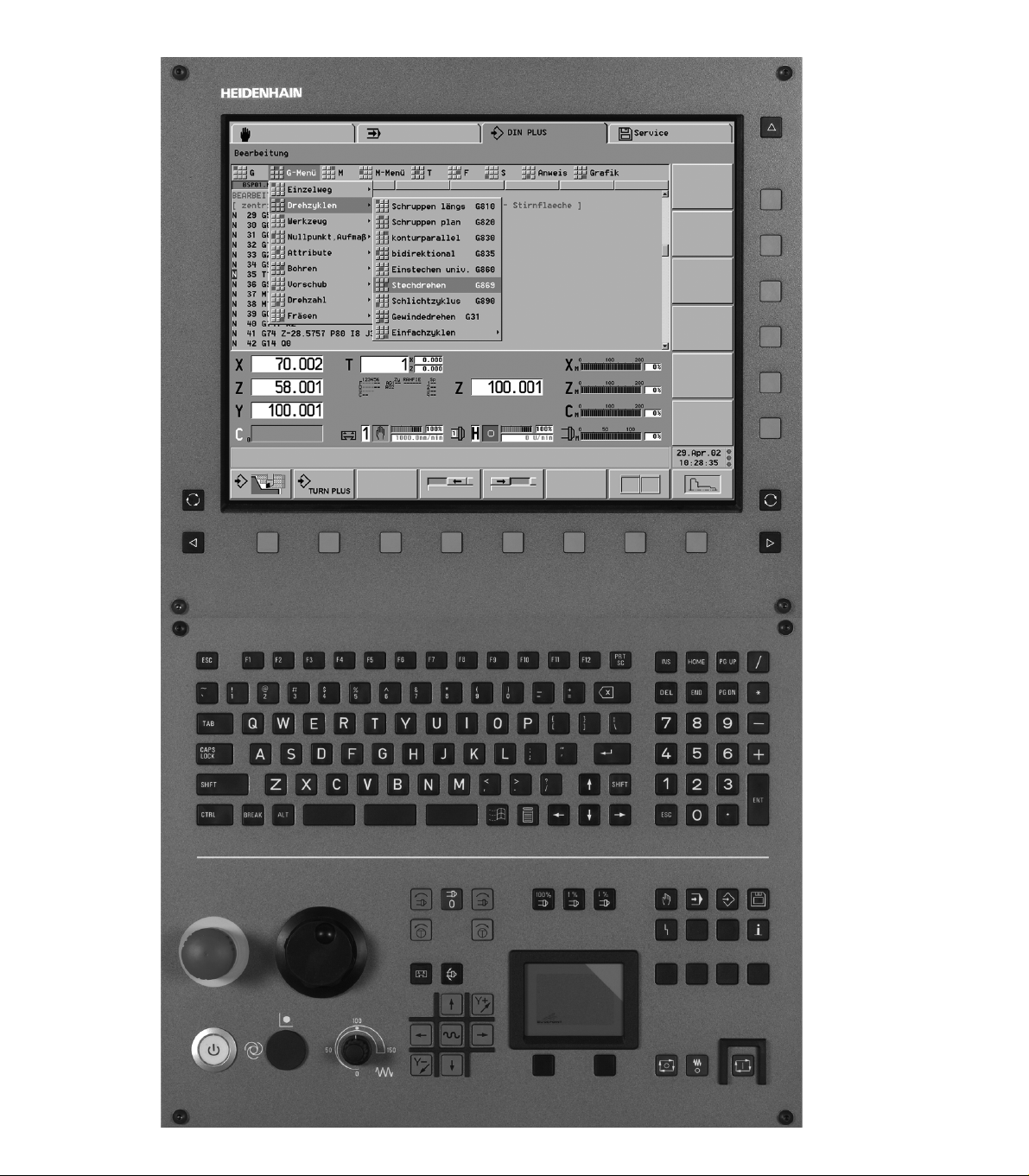
Клавиатура для ввода данных Станочный пульт
Режим ручного управления Старт цикла
Автоматический режим Стоп цикла
Режимы работы программирования (DIN PLUS,
моделирование, TURN PLUS)
Режимы работы организации (параметры, сервис,
передача)
Отображение состояния ошибок Шпиндель вкл – M3/M4-направление
Вызов системы инфо Шпиндель „нажатием“ – M3/M4-
ESC (от англ. "escape" = выход)
Уровень меню назад
Закрыть окно диалога, данные не сохранять
англ. "insert" = вставить)
INS (от
Вставить элемент списка
Закрыть окно диалога, сохранить данные
ALT (от англ. "alter" = изменить)
Изменить элемент списка
DEL (от англ. "delete" = удалить)
Удаляет элемент списка
Удаляет выбранные или стоящие слева от
курсора знаки
. . . Цифры для ввода значений и выбора
Десятичная точка Клавиша смены
Softkey
Подача стоп
Шпиндель стоп
направление ( шпиндель вращается
при нажатой кнопке.)
Клавиши направления +X/–X
Клавиши направления +Z/–Z
Клавиши направления +Y/–Y
Клавиша ускоренного хода
Клавиша смены суппорта
шпинделя
Минус для ввода знака числа Скорость вращения шпинделя на
запрограммированное значение
„Кнопка Далее“ для спецфункций (например,
выделение)
Клавиши курсора Кнопка регулировки для корректировки
HEIDENHAIN CNC PILOT 4290 3
Скорость вращения шпинделя
увеличить/уменьшить на 5 %
подачи
Page 4
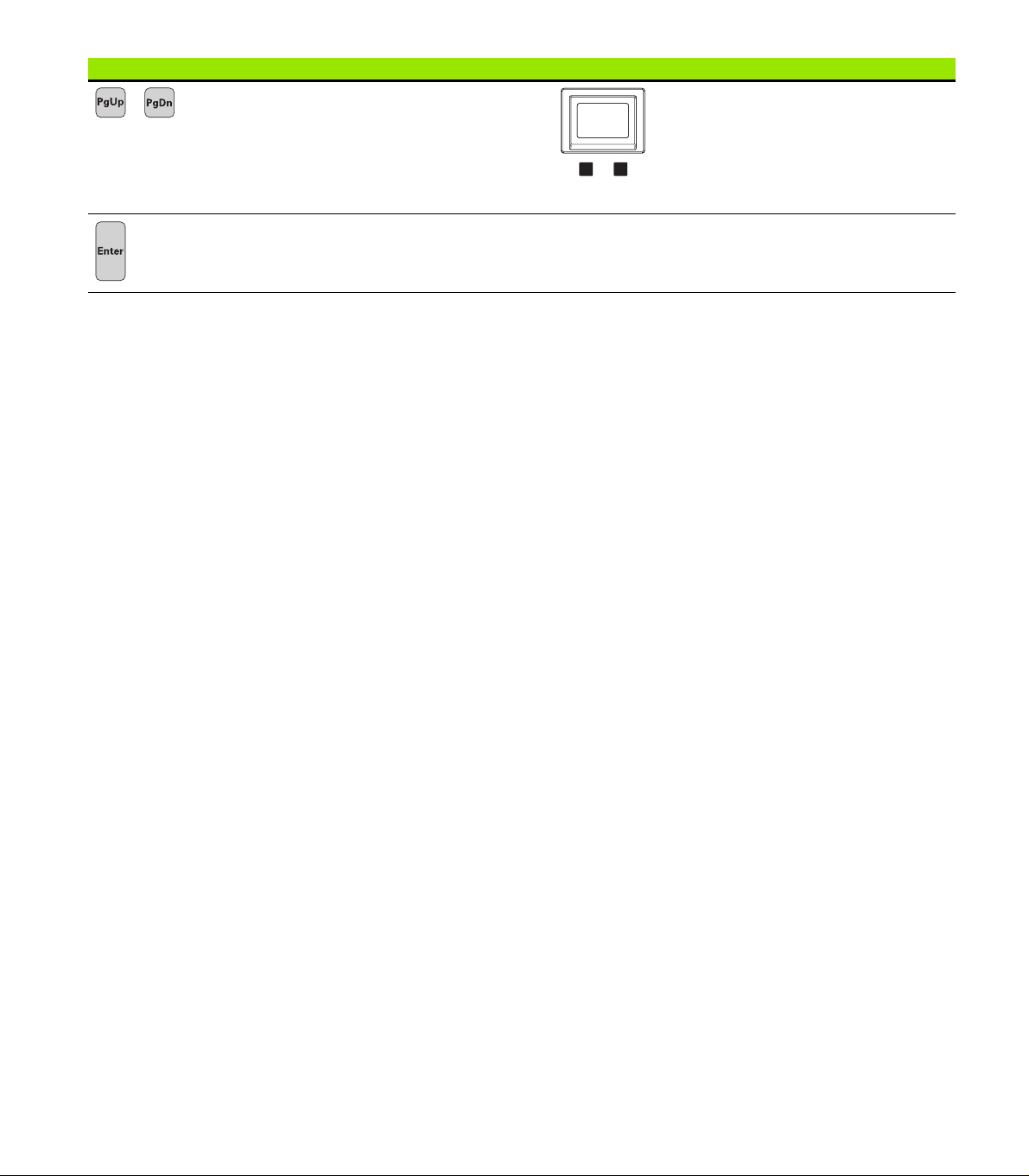
Клавиатура для ввода данных Станочный пульт
Страница вперед, страница назад
Переход к предыдущей/следующей
страницы экрана
Переход к предыдущему/следующему окну
диалога
Переход между окнами ввода
Enter – завершение ввода данных
Панель с правой и левой клавишей
мыши
4
Page 5

CNC PILOT 4290, программное обеспечение и функции
В данном руководстве описаны функции, находящиеся в
распоряжении в CNC PILOT 4290 с номером ПО 625 952-xx
(Release 7.1). Программирование оси B и Y не описано в данном
руководстве. Информацию о нем можно найти в руководстве
пользователя „CNC PILOT 4290 ось B и Y“.
Производитель станка согласовывает полезный объем мощности
управления через параметры станка с данным станком. Поэтому
в данном руководстве могут быть описаны
во всех системах CNC PILOT.
Примеры функций CNC PILOT, доступных не на всех станках:
Обработка с помощью оси C
Обработка с помощью оси В
Обработка с помощью оси Y
Полная обработка
Контроль инструмента
Графически интерактивное определение контура
Автоматическое или графически интерактивное составление
программы DIN PLUS
Свяжитесь с производителем станка, чтобы познакомиться с
индивидуальными техническими
Многие производители станков, а также компания HEIDENHAIN
предлогают курсы программирования для CNC PILOT. Участие в
этих курсах рекомендуется для интенсивного ознакомления с
функциями CNC PILOT.
Компания HEIDENHAIN предлагает приспособленный к CNC
PILOT 4290 пакет программ DataPilot 4290 для ПК. DataPilot
предназначен для работы в станкообрабатывающем цеху, для
мастерского бюро, в целях подготовки рабочих процессов и для
обучения.
Предусмотренное место
CNC PILOT 4290 соотвествует классу A согласно EN 55022 и
предусмотрена для эксплуатации в производственных центрах.
аспектами управляемого станка.
эксплуатации
функции, доступные не
HEIDENHAIN CNC PILOT 4290 5
Page 6

Page 7
Содержание
Введение и основы
1
Рекомендации по управлению
2
Режим ручного управления и
автоматический режим
3
DIN-программирование
4
Графическое моделирование
5
TURN PLUS
6
Параметры
7
Средства производства
8
Сервис и диагностика
9
Передача
10
Таблицы и обзоры
11
HEIDENHAIN CNC PILOT 4290 7
Page 8
Page 9
1 Введение и основы ..... 29
1.1 CNC PILOT ..... 30
Программирование ..... 30
Ось C ..... 31
Ось Y ..... 32
Полная обработка ..... 33
Ось B ..... 34
1.2 Режимы работы ..... 35
1.3 Уровни версии (опции) ..... 37
1.4 Основные положения ..... 39
Датчики пути перемещения и референтные метки ..... 39
Обозначения осей и системы координат ..... 40
Точки привязки станка ..... 40
Абсолютные и инкрементные позиции заготовки ..... 41
Единицы измерения ..... 42
1.5 Размеры инструмента ..... 43
2 Рекомендации по управлению ..... 45
2.1 Интерфейс пользователя ..... 46
Отображение информации на дисплее ..... 46
Элементы управления ..... 47
Выбор режима работы
Ввод данных, выбор функции ..... 48
2.2 Система инфо и система ошибок ..... 50
Система информации ..... 50
Контекстная помощь ..... 52
Непосредственные сообщения об ошибках ..... 52
Отображение ошибок ..... 53
Дополнительная информация о сообщениях об ошибках ..... 54
PLC-индикация ..... 54
2.3 Резервное копирование данных ..... 55
2.4 Определения используемых понятий ..... 56
..... 48
3 Режим ручного управления и автоматический режим ..... 57
3.1 Включение, выключение, перемещение для обнуления ..... 58
Включение ..... 58
Обнуление для всех осей ..... 58
Обнуление нажатием клавиши оси ..... 59
Контроль EnDat-датчика
Выключение ..... 60
HEIDENHAIN CNC PILOT 4290 9
..... 59
Page 10

3.2 Режим ручного управления ..... 61
Ввод данных станка ..... 62
M-команды в режиме ручного управления ..... 63
Токарная обработка в ручном режиме ..... 64
Маховичок ..... 65
Клавиши шпинделя и ручного выбора направления ..... 65
Клавиша смены суппорта и шпинделя ..... 66
3.3 Таблица инструмента и зажимных устройств ..... 67
Настройка списка инструментов ..... 68
Сравнение списка инструментов с NC-программой ..... 69
Применение списка инструментов из NC-программы ..... 71
Простые инструменты ..... 71
Управление
Настройка таблицы зажимных устройств ..... 74
3.4 Функции настройки ..... 75
Установка точки смены инструмента ..... 75
Сместите нулевую точку заготовки ..... 76
Задание защитной зоны ..... 77
Настройка размеров станка ..... 78
Измерение инструмента ..... 79
Определение коррекции инструмента ..... 80
3.5 Автоматический режим ..... 81
Выбор программы ..... 82
Поиск стартового кадра ..... 84
Влияние на прогон программы ..... 85
Значения коррекции ..... 87
Управление сроком службы инструмента ..... 88
Инспекционный режим ..... 89
Отображение кадра,
Графическое отображение ..... 94
Мехатронная задняя бабка ..... 96
Статус постпроцессного измерения ..... 96
3.6 Индикация станка ..... 97
Переключение отображения ..... 97
Элементы отображения ..... 98
3.7 Контроль нагрузки ..... 101
Работы с контролем нагрузки ..... 102
Эталонная обработка ..... 103
Изготовление под контролем нагрузки ..... 104
Редактирование предельных значений ..... 104
Анализ эталонной обработки ..... 105
Параметры контроля нагрузки ..... 106
сроком службы инструмента ..... 72
выдача переменных ..... 93
10
Page 11

4 DIN-программирование ..... 109
4.1 DIN-программирование ..... 110
Введение ..... 110
Экран DIN PLUS ..... 111
Линейные и круговые оси ..... 112
Единицы измерения ..... 113
Элементы программы DIN ..... 114
4.2 Указания к программированию ..... 116
Настройка редактора DIN ..... 116
Параллельное редактирование ..... 117
Выбор меню, позиционирование курсора ..... 117
Запись, изменение и удаление NC-кадров ..... 118
Функции поиска ..... 119
Ведомое или свободное редактирование ..... 120
Команды геометрии и обработки ..... 120
Контурное программирование ..... 121
Список функций G ..... 123
Адресные параметры ..... 123
Программирование инструмента ..... 124
Подпрограммы, экспертные программы ..... 125
Компиляция
Циклы обработки ..... 126
4.3 Редактор DIN PLUS ..... 127
Обзор "Главное меню" ..... 127
Обзор "Меню геометрии" ..... 128
Обзор "Меню обработки" ..... 129
Новая NC-программа ..... 130
Управление NC-программами ..... 131
Графическое окно ..... 132
Программирование заготовки ..... 133
Нумерация кадров ..... 133
Программирование "инструкций" ..... 134
Меню блока ..... 136
NC-программы ..... 125
HEIDENHAIN CNC PILOT 4290 11
Page 12

4.4 Идентификатор раздела программы ..... 138
Раздел ЗАГОЛОВОК ПРОГРАММЫ ..... 139
Раздел РЕВОЛЬВЕР ..... 140
Раздел ЗАЖИМНЫЕ УСТРОЙСТВА ..... 145
Раздел КОНТУР ..... 146
Раздел ЗАГОТОВКА ..... 146
Раздел ГОТОВАЯ ДЕТАЛЬ ..... 146
Раздел ВСПОМОГАТЕЛЬНЫЙ КОНТУР ..... 147
Раздел ТОРЕЦ ..... 147
Раздел ОБРАБОТКА ЗАДНЕЙ СТОРОНЫ ..... 147
Раздел ОБРАЗУЮЩАЯ ..... 147
Раздел ОБРАБОТКА ..... 147
Идентификатор КОНЕЦ ..... 147
Инструкция СООТВЕТСТВИЕ $.. ..... 147
Раздел ПОДПРОГРАММА ..... 148
Идентификатор RETURN ..... 148
Идентификатор CONST ..... 148
4.5 Описание заготовки ..... 149
Зажимный патрон цилиндр/труба G20-Geo ..... 149
Отливка G21-Geo ..... 149
4.6 Основные элементы контура
Стартовая точка контура точения G0–Geo ..... 150
Отрезок контура точения G1–Geo ..... 150
Дуга окружности контура точения G2-/G3-Geo ..... 151
Дуга окружности контура точения G12-/G13-Geo ..... 153
4.7 Элементы формы контура точения ..... 154
Прорезывание (стандарт) G22–Geo ..... 154
Прорезывание (общее) G23–Geo ..... 156
Резьба с выточкой G24–Geo ..... 158
Контур выточки G25–Geo ..... 158
Резьба (стандарт) G34–Geo ..... 162
Резьба (общее) G37–Geo ..... 163
Сверление (центрическое) G49–Geo ..... 165
4.8 Атрибуты для описания контура ..... 166
Точная остановка ..... 167
Глубина шероховатости G10-Geo ..... 167
Уменьшение подачи G38-Geo ..... 168
Атрибуты для элементов наложения G39-Geo ..... 168
Покадровый припуск G52-Geo ..... 169
Подача на один оборот G95-Geo ..... 169
Аддитивная коррекция G149-Geo ..... 170
4.9 Контуры оси C – основы ..... 171
Положение контуров фрезеровки ..... 171
Круговая модель с круговыми пазами ..... 173
точения ..... 150
12
Page 13

4.10 Контуры торцовой/задней стороны ..... 176
Стартовая точка контура торцовой/задней стороны G100-Geo ..... 176
Отрезок контура торцовой/задней стороны G101-Geo ..... 177
Дуга окружности контура торцовой/задней стороны G102-/G103-Geo ..... 178
Сверление торцовой/задней стороны G300-Geo ..... 179
Линейный паз торцовой/задней стороны G301-Geo ..... 180
Круглая канавка торцовой/задней стороны G302-/G303-Geo ..... 181
Полная окружность торцовой/задней стороны G304-Geo ..... 182
Прямоугольник торцовой/задней стороны G305-Geo ..... 182
Правильный многоугольник торцовой/задней стороны G307-Geo ..... 183
Линейная модель торцовой/задней стороны G401-Geo ..... 183
Круговая модель торцовой/задней стороны G402-Geo ..... 184
4.11 Контур образующей ..... 185
Стартовая точка контура образующей G110–Geo ..... 185
Отрезок контура образующей G111-Geo ..... 185
Дуга окружности контура образующей G112-/G113-Geo ..... 186
Сверление образующей G310-Geo ..... 187
Линейный паз образующей G311-Geo ..... 188
Круглая канавка образующей G312-/G313-Geo ..... 188
Полная окружность образующей G314-Geo ..... 189
Прямоугольник образующей G315-Geo ..... 189
Правильный многоугольник образующей G317-Geo ..... 190
Линейная модель образующей G411-Geo ..... 191
Круговая модель образующей G412-Geo ..... 192
4.12 Позиционирование инструмента ..... 193
Ускоренный ход G0 ..... 193
смены инструмента G14 ..... 193
Точка
Ускоренный ход в координатах станка G701 ..... 194
4.13 Простые линейные и круговые перемещения ..... 195
Линейное перемещение G1 ..... 195
Круговое движение G2/G3 ..... 196
Круговое движение G12/G13 ..... 197
4.14 Подача, частота вращения ..... 198
Ограничение частоты вращения G26 ..... 198
Ускорение (Slope) G48 ..... 198
Прерванная подача G64 ..... 199
Минутная подача круговых осей G192 ..... 199
Подача на один зуб G193 ..... 200
Постоянная подача G94 (минутная подача) ..... 200
Подача на оборот Gx95 ..... 200
Постоянная скорость резания Gx96 ..... 201
Частота вращения Gx97 ..... 201
4.15 Компенсация радиуса
G40: SRK, FRK выключить ..... 203
G41/G42: SRK, FRK включить ..... 203
кромки и радиуса фрезы ..... 202
HEIDENHAIN CNC PILOT 4290 13
Page 14

4.16 Смещения нулевой точки ..... 204
Смещение нулевой точки G51 ..... 205
Зависящее от параметров смещение нулевой точки G53, G54, G55 ..... 205
Смещение нулевой точки аддитивно G56 ..... 206
Абсолютное смещение нулевой точки G59 ..... 207
Поворот контура G121 ..... 208
4.17 Припуски ..... 210
Отключение припуска G50 ..... 210
Припуск параллельно оси G57 ..... 210
Припуск параллельно контуру (равноудаленный) G58 ..... 211
4.18 Безопасные расстояния ..... 212
Безопасное расстояние G47 ..... 212
Безопасное расстояние G147 ..... 212
4.19 Инструмент, коррекции ..... 213
Смена инструмента – Т ..... 213
(Смена) коррекции режущей кромки G148 ..... 214
Аддитивная
Пересчет правой вершины инструмента G150
Пересчет левой вершины инструмента G151 ..... 216
Цепочки размеров инструментов G710 ..... 217
4.20 Связанные с контуром циклы точения ..... 218
Работа с применением циклов, связанных с контуром ..... 218
Продольная черновая обработка G810 ..... 219
Продольная черновая обработка G820 ..... 222
Черновая обработка параллельно контуру G830 ..... 225
Параллельно к контуру с нейтральным инст. G835 ..... 227
Врезание G860 ..... 229
Цикл врезания G866 ..... 232
Цикл токарного врезания G869 ..... 233
Чистовая обработка контура G890 ..... 236
Простые циклы точения ..... 239
4.21
Конец цикла G80 ..... 239
Простое продольное точение G81 ..... 239
Простое поперечное точение G82 ..... 240
Цикл повторения контура G83 ..... 242
Цикл выточки G85 ..... 243
Врезание G86 ..... 245
Цикл радиуса G87 ..... 246
Цикл фаски G88 ..... 247
4.22 Циклы нарезания резьбы ..... 248
Выключатель резьбы G933 ..... 248
Цикл резьбы G31 ..... 249
Простой цикл нарезания резьбы G32 ..... 251
Резьба-отдельный ход G33 ..... 253
коррекция G149 ..... 215
14
Page 15

4.23 Циклы сверления ..... 255
Цикл сверления G71 ..... 255
Рассверливание, зенковка G72 ..... 257
Нарезание внутренней резьбы G73 ..... 258
Нарезание внутренней резьбы G36 ..... 259
Сверление глубоких отверстий G74 ..... 260
4.24 Команды оси C ..... 263
Выбор оси С G119 ..... 263
Отсчетный диаметр G120 ..... 263
Смещение нулевой точки ось C G152 ..... 264
Нормирование оси C G153 ..... 264
4.25 Обработка торцовой/задней стороны ..... 265
Ускоренный ход торцовой/задней стороны G100 ..... 265
Линейно торцовая/задняя сторона G101 ..... 266
Дуги окружности торцовой/задней стороны G102 ..... 267
4.26 Обработка поверхности
Ускоренный ход поверхности образующей G110 ..... 268
Линейная поверхность образующей G111 ..... 269
Круговая поверхность образующей G112/G113 ..... 270
4.27 Циклы фрезерования ..... 271
Фрезерование контура G840 – Основы ..... 271
Черновая фрезеровка кармана G845 – основы ..... 281
Чистовое фрезерование карманов G846 ..... 288
Резьбофрезерование аксиальное G799 ..... 291
Гравировка торцовой плоскости G801 ..... 292
Гравировка на поверхности образующей G802 ..... 293
Гравировка таблицы символов ..... 294
4.28 Соответствие, синхронизация, передача заготовки ..... 295
Конвертация и зеркальное отображение G30 ..... 295
Шпиндель с заготовкой G98 ..... 296
Группа заготовок G99 ..... 297
Односторонняя
Установка метки синхронизации G162 ..... 298
Синхронизированный старт траекторий G63 ..... 298
Функция синхронизации M97 ..... 299
Синхронизация шпинделя G720 ..... 299
Угловое смещение С G905 ..... 300
Измерение углового смещения при синхронизации вращения шпинделей G906 ..... 301
Перемещение на жесткий упор G916 ..... 301
Контроль отрезки с помощью контроля ошибки рассогласования G917 ..... 304
Контроль отрезки путем контроля шпинделя G991 ..... 305
Значения для контроля отрезки G992 ..... 306
образующей ..... 268
синхронизация G62 ..... 297
HEIDENHAIN CNC PILOT 4290 15
Page 16

4.29 Отслеживание контура ..... 307
Сохранение/загрузка отслеживания контура G702 ..... 307
Отслеживание контура G703 ..... 307
K-разветвление по умолчанию G706 ..... 308
4.30 Измерение в ходе и после процесса ..... 309
Измерение в ходе процесса ..... 309
Постпроцессное измерение G915 ..... 311
4.31 Контроль нагрузки ..... 313
Основы контроля нагрузки ..... 313
Определение зоны контроля G995 ..... 314
Вид контроля нагрузки G996 ..... 314
4.32 Прочие G-функции ..... 315
Время ожидания G4 ..... 315
Точная остановка G7 ..... 315
Точная остановка ВЫКЛ G8 ..... 315
Точная остановка G9 ..... 315
Перемещение круглой оси
Отключение защитной зоны G60 ..... 316
Зажимные устройства в режиме моделирования G65 ..... 317
Позиция агрегата G66 ..... 318
Ожидание момента времени G204 ..... 318
Актуализация заданных значений G717 ..... 318
Компенсация ошибки рассогласования G718 ..... 319
Фактические значения в переменной G901 ..... 319
Смещение нулевой точки в переменной G902 ..... 319
Ошибка рассогласования в переменной G903 ..... 319
Покадровое выключение контроля частоты вращения G907 ..... 319
Корректировка подачи 100 % G908 ..... 320
Остановка интерпретатора G909 ..... 320
Предуправление G918 ..... 320
Коррекция шпинделя 100% G919 ..... 320
Деактивация смещения нулевой точки G920 ..... 321
Деактивация смещения
T-номер внутренний G940 ..... 321
Передача корректировок магазинного места G941 ..... 322
Граница ошибки рассогласования G975 ..... 322
Активация смещений нулевой точки G980 ..... 322
Активация смещений нулевой точки, длин инструмента G981 ..... 323
Контроль пиноли G930 ..... 323
Скорость вращения при постоянной V G922 ..... 324
G15 ..... 316
нулевой точки, длин инструмента G921 ..... 321
16
Page 17

4.33 Ввод, выдача данных ..... 325
Окно вывода для #-переменных „WINDOW" ..... 325
Ввод #-переменных „INPUT" ..... 325
Вывод #-переменных "PRINT" ..... 326
Моделирование V-переменной ..... 326
Окно вывода для V-переменных "WINDOWA" ..... 326
Ввод V-переменных "INPUTA" ..... 327
Вывод V-переменных "PRINTA" ..... 327
4.34 Программирование переменных ..... 328
#-переменная ..... 329
V-переменная ..... 332
4.35 Обусловленное выполнение кадра ..... 336
Ветвление программы "IF..THEN..ELSE..ENDIF" ..... 336
Повторение программы "WHILE..ENDWHILE" ..... 337
SWITCH..CASE – разветвление программы ..... 338
Уровень выделения /.. ..... 339
Идентификатор суппортов $.. ..... 339
4.36 Подпрограммы ..... 340
Вызов подпрограммы: L"xx" V1 ..... 340
Диалоги при вызовах подпрограмм ..... 341
Вспомогательные
4.37 M-команды ..... 343
M-команды для управления проходом программы ..... 343
Команды станка ..... 344
4.38 Токарные станки с несколькими суппортами ..... 345
Программирование нескольких суппортов ..... 345
Прогон программы ..... 347
Позиционирование люнета ..... 348
Синхронно перемещающийся люнет ..... 350
Два суппорта работают одновременно ..... 352
Два суппорта работают последовательно ..... 354
Обработка с четырехосевым циклом ..... 356
4.39 Полная обработка ..... 358
Основы полной обработки ..... 358
Программирование полной обработки ..... 359
Полная обработка
Полная обработка с одним шпинделем ..... 363
4.40 DIN PLUS Пример программы ..... 365
Пример подпрограммы с повторениями контура ..... 365
рисунки для вызова подпрограммы ..... 342
с противошпинделем ..... 360
HEIDENHAIN CNC PILOT 4290 17
Page 18

4.41 Шаблоны DIN PLUS ..... 368
Стартовый шаблон ..... 368
Шаблон структуры ..... 368
Система шаблона структуры ..... 369
Передаточные параметры для шаблонов структуры ..... 369
Редактирование шаблона структуры ..... 370
Вспомогательные рисунки для шаблонов структуры ..... 371
Меню шаблонов ..... 371
Пример шаблона ..... 372
4.42 Обобщение команд геометрии и обработки ..... 374
Токарная обработка ..... 374
Обработка по оси C – торцовая/задняя сторона ..... 375
Обработка на оси C - поверхность образующей ..... 375
5 Графическое моделирование ..... 377
5.1 Режим работы моделирование ..... 378
Компоновка экрана, клавиши
Отображаемые элементы ..... 380
Индикации ..... 381
Смещения нулевых точек ..... 383
Отображение пути ..... 384
Окно моделирования ..... 385
Настройка окна моделирования ..... 386
Настройка моделирования ..... 387
Настройка фрагмента изображения (лупа) ..... 388
Ошибки и предупреждения ..... 389
Активация моделирования ..... 389
Режим моделирования ..... 390
5.2 Моделирование контура ..... 391
Функции моделирования контура ..... 391
Размеры контура ..... 392
5.3 Моделирование обработки ..... 393
Контроль обработки заготовки ..... 393
Контроль зоны защиты и конечного выключателя (моделирование обработки) ..... 394
Динамический контроль конечных
Проверка контура ..... 395
Сохранение составленного контура ..... 396
Индикация нулевой метки режущей кромки ..... 396
5.4 Моделирование перемещения ..... 397
Моделирование в "реальном времени" ..... 397
Контроль зоны защиты и конечного выключателя (моделирование перемещения) ..... 398
Проверка контура ..... 399
5.5 3D-вид ..... 400
Изменение 3D-изображения ..... 400
Softkey ..... 379
выключателей ..... 394
18
Page 19
5.6 Debug-функции ..... 401
Моделирование с кадром старта ..... 401
Индикация переменных ..... 402
Редактирование переменных ..... 403
5.7 Контроль многоканальных программ ..... 404
5.8 Расчет времени, анализ синхроточек ..... 405
Расчет времени ..... 405
Анализ синхроточек ..... 406
6 TURN PLUS ..... 407
6.1 Режим работы TURN PLUS ..... 408
Концепт TURN PLUS ..... 408
Файлы TURN PLUS ..... 409
TURN PLUS управление программами ..... 409
Указания по обслуживанию ..... 410
6.2 Заголовок программы ..... 411
Создание структурной программы с помощью TURN PLUS ..... 412
6.3 Описание обрабатываемой детали ..... 414
Ввод контура заготовки ..... 414
Ввод контура готовой детали ..... 415
Наложение элементов формы ..... 416
Интеграция элементов наложения ..... 417
Ввод контуров оси C ..... 418
6.4 Контуры заготовки ..... 420
Пруток ..... 420
Труба ..... 420
Отливка (или кованая деталь) ..... 421
6.5 Контур готовой детали ..... 422
Указания по определению контура ..... 422
Стартовая точка контура ..... 422
Линейные элементы ..... 423
Круглый элемент ..... 424
HEIDENHAIN CNC PILOT 4290 19
Page 20

6.6 Элементы формы ..... 426
Фаска ..... 426
Скругление ..... 426
Выточка формы E ..... 427
Выточка формы F ..... 427
Выточка формы G ..... 427
Выточка формы H ..... 428
Выточка формы K ..... 428
Выточка формы U ..... 428
Прорезка общая ..... 429
Прорезка формы D (уплотнительное кольцо) ..... 430
Выточка (форма FD) ..... 431
Прорезка формы S (Стопорное кольцо) ..... 431
Резьба ..... 432
(Центрическое) отверстие ..... 433
6.7 Элементы наложения ..... 436
Дуга окружности ..... 436
Клин/сопрягающая окружность ..... 436
Понтон ..... 437
Линейное наложение ..... 437
Круговое наложение ..... 438
20
Page 21

6.8 Контуры оси C ..... 439
Положение контура задней или торцевой стороны ..... 439
Положение контура образующей ..... 439
Глубина фрезерования ..... 439
Простановка размеров контуров оси C ..... 440
Торцевая или задняя сторона: стартовая точка ..... 440
Торцевая или задняя сторона: линейный элемент ..... 441
Торцевая или задняя сторона: круговой элемент ..... 442
Торцевая или задняя сторона: отдельное сверление ..... 444
Торцевая или задняя сторона: круг (полная окружность) ..... 446
Торцевая
Торцевая или задняя сторона: многоугольник ..... 448
Торцевая или задняя сторона: линейная канавка ..... 449
Торцевая или задняя сторона: круглая канавка ..... 450
Торцевая или задняя сторона: линейная модель отверстий или фигур ..... 451
Торцевая или задняя сторона: круговая модель отверстий или фигур ..... 452
Поверхность образующей: стартовая точка ..... 453
Поверхность образующей: линейный элемент ..... 454
Поверхность образующей: круговой элемент
Поверхность образующей: отдельное сверление ..... 456
Образующая: круг (полная окружность) ..... 458
Образующая: прямоугольник ..... 459
Образующая: многоугольник ..... 460
Образующая: линейная канавка ..... 461
Образующая: круглая канавка ..... 462
Образующая: линейная модель отверстий или фигур ..... 463
Образующая: круговая модель отверстий или фигур ..... 464
6.9 Вспомогательные функции ..... 465
Неопределенные элементы контура ..... 465
Выделение ..... 466
Смещение нулевой точки ..... 470
Линейное удвоение отрезка контура ..... 470
Круговое удвоение отрезка контура ..... 471
Удвоение отрезка контура
Калькулятор ..... 472
Оцифровка ..... 473
Проверка элементов контура (инспектор) ..... 474
Сообщения об ошибках ..... 475
6.10 Импорт DXF-контуров ..... 476
Основы импорта DXF ..... 476
Конфигурация DXF-импорта ..... 477
DXF-импорт ..... 479
или задняя сторона: прямоугольник ..... 447
..... 455
путем зеркального отображения ..... 471
HEIDENHAIN CNC PILOT 4290 21
Page 22

6.11 Управление контурами ..... 480
Изменение контура заготовки ..... 480
Удаление элементов контура ..... 481
Изменение элемента контура или формы ..... 481
Добавление контура или элемента контура ..... 482
Закрытие контура ..... 483
Разделение контура ..... 483
Выравнивание – линейный элемент ..... 484
Выравнивание – длина контура ..... 485
Выравнивание – радиус дуги окружности ..... 485
Выравнивание – диаметр линейного элемента ..... 486
Преобразования – основы ..... 486
Преобразования – смещение ..... 487
Преобразования – вращение ..... 487
Трансформации – зеркальное отображение ..... 488
Преобразования – инверсия ..... 488
6.12 Назначение атрибутов ..... 489
Атрибуты заготовки ..... 489
Атрибут "Припуск" ..... 490
Атрибут "Подача" ..... 491
Атрибут "Глубина шероховатости" ..... 491
Атрибут "Аддитивная коррекция" ..... 492
Атрибут обработки "Измерение" ..... 492
Атрибут обработки "Резьбонарезание" ..... 493
Атрибут обработки "Сверление – плоскость возврата" ..... 494
Атрибут обработки "Комбинация сверлений" ..... 494
Атрибут обработки "Фрезерование контура" ..... 495
Атрибут обработки "Фрезерование плоскости" ..... 496
Атрибут обработки "Зачистка" ..... 497
Атрибут обработки "Гравировка" ..... 498
Атрибут обработки "Точная остановка" ..... 498
Атрибут обработки "Делительная точка" ..... 499
Атрибут "Не
Удаление атрибутов обработки ..... 500
обрабатывать" ..... 499
22
Page 23

6.13 Оснащение ..... 501
Оснащение – основы ..... 501
Зажимание на стороне шпинделя ..... 502
Зажимание на стороне задней бабки ..... 502
Установка ограничения резания ..... 503
Удаление плана зажимания ..... 503
Перезакрепление – стандартная обработка ..... 504
Перезакрепление – 1-е зажимание после 2-го зажимания ..... 505
Параметры двух, трех или четырехкулачковых патронов ..... 508
Параметры патрона с зажимными кулачками ..... 509
Параметры поводка с торцевой стороны ("без патрона") ..... 509
Параметры поводка с торцевой
непрямой") ..... 510
Настройка и управление списком инструментов ..... 510
стороны в зажимных кулачках ("трехкулачковый патрон,
HEIDENHAIN CNC PILOT 4290 23
Page 24

6.14 Интерактивное генерирование плана работы (IAG) ..... 514
План работы имеется ..... 515
Генерация рабочего блока ..... 516
Вызов инструмента ..... 517
Данные резания ..... 517
Спецификация циклов ..... 518
Обзор: тип обработки черновая обработка ..... 519
Продольная черновая обработка (G810) ..... 521
Поперечная черновая обработка (G820) ..... 522
Черновая обработка параллельно контуру (G830) ..... 523
Остаточная черновая обработка – продольно ..... 524
Остаточная черновая обработка – поперечно ..... 525
Черновая обработка – параллельно контуру ..... 526
Черновая выемка – нейтральный инстр (G835) ..... 527
Обзор: тип обработки
Прорезка контура радиально/аксиально (G860) ..... 529
Прорезка радиально/аксиально (G866) ..... 530
Токарная прорезка радиально/аксиально (G869) ..... 531
Отрезка ..... 533
Отрезка и передача обрабатываемой детали ..... 534
Обзор: тип обработки сверление ..... 536
Центрическое предварительное сверление (G74) ..... 537
Центрование, зенкование (G72) ..... 538
Сверление, растачивание, глубокое сверление ..... 539
Нарезание резьбы ..... 540
Тип обработки чистовая обработка ..... 541
Чистовая обработка – точение посадки ..... 544
Чистовая обработка – выточка ..... 544
Тип обработки резьба (G31) ..... 545
Обзор: тип обработки
Фрезерование контура – черновая/чистовая обработка (G840) ..... 547
Зачистка (G840) ..... 549
Гравировка (G840) ..... 550
Фрезерование карманов – черновая/чистовая обработка (G845/G846) ..... 551
Специальная обработка (SB) ..... 552
6.15 Автоматическая генерация плана работы (AAG) ..... 554
Генерация плана работы ..... 554
Последовательность обработки – основы ..... 555
Редактирование и управление последовательностями обработки ..... 557
Обзор последовательностей обработки ..... 559
6.16 Контрольная графика ..... 570
Согласование фрагмента изображения (лупа) ..... 570
Управление контрольной графикой ..... 571
прорезка ..... 528
фрезерованием ..... 546
24
Page 25
6.17 Конфигурация TURN PLUS ..... 572
Общие настройки ..... 572
Конфигурация окон (видов) ..... 573
Конфигурация контрольной графики ..... 573
Установка системы координат ..... 574
6.18 Указания по обработке ..... 575
Выбор инструмента, комплектация револьверной головки ..... 575
Прорезка контура, токарная прорезка ..... 576
Сверление ..... 576
Значения резания, СОЖ ..... 576
Выемка ..... 577
Внутренние контуры ..... 578
Сверление ..... 580
Обработка валов ..... 581
Станки с несколькими суппортами ..... 583
Полная обработка ..... 584
6.19 Пример ..... 586
Создание программы ..... 586
Определение заготовки ..... 587
Определение основного контура ..... 587
Определение элементов формы ..... 588
Оснащение, зажимание обрабатываемой детали ..... 589
Составление и сохранение плана работы ..... 589
7 Параметры ..... 591
7.1 Режим работы Параметры" ..... 592
7.2 Редактирование параметров ..... 593
Текущие параметры ..... 593
Списки параметров ..... 593
Редактирование параметров конфигурации ..... 594
7.3 Машинные параметры (MP) ..... 595
Общие машинные параметры ..... 595
Машинные параметры суппортов ..... 596
Машинные параметры шпинделей ..... 597
Машинные параметры осей C ..... 598
Машинные параметры линейных осей ..... 599
7.4 Параметры управления ..... 601
Общие параметры системы управления ..... 601
Параметры
Параметры управления для системы отображения станка ..... 604
7.5 Параметры наладки ..... 607
HEIDENHAIN CNC PILOT 4290 25
управления для моделирования ..... 603
Page 26
7.6 Параметры обработки ..... 609
1 – глобальные параметры готовой детали ..... 609
2 – Глобальные технологические параметры ..... 610
3 – центрическое предварительное сверление ..... 612
4 – черновая обработка ..... 615
5 – чистовая обработка ..... 618
6 – Прорезки и прорезки контура ..... 621
7 – нарезание резьбы ..... 623
8 – измерение ..... 624
9 – сверление ..... 624
10 – фрезерование ..... 626
Контроль нагрузки ..... 627
20 – Направление точения для обработки задней стороны ..... 628
21 – Имя экспертной программы ..... 629
22 – Последовательность выбора инструмента ..... 629
23 – Управление шаблонами ..... 630
24 – Параметр
мастера перезакрепления ..... 630
8 Средства производства ..... 631
8.1 База данных инструментов ..... 632
Редактор инструментов ..... 632
Обзор типов инструментов ..... 636
Параметры инструментов ..... 638
Держатель инструмента, захват инструмента ..... 649
8.2 База данных зажимных устройств ..... 653
Редактор зажимных устройств ..... 653
Списки зажимных устройств ..... 654
Данные зажимного устройства ..... 656
8.3 Технологическая база данных ..... 667
Редактирование технологических данных ..... 668
Таблицы значений резания ..... 669
26
Page 27
9 Сервис и диагностика ..... 671
9.1 Режим работы Сервис ..... 672
9.2 Сервисные функции ..... 673
Доступ к обслуживанию ..... 673
Сервис системы ..... 674
Списки постоянных слов ..... 675
9.3 Система техобслуживания ..... 676
Даты техобслуживания и периоды техобслуживания ..... 677
Индикация мероприятий по техобслуживанию ..... 678
9.4 Диагностика ..... 681
Информация и отображение ..... 681
Файлы протокола, настройки сети ..... 682
Обновление ПО ..... 683
10 Передача ..... 685
10.1 Режим работы передача ..... 686
Обзор методов передачи ..... 687
Настройка сети Windows ..... 689
Настройка последовательного интерфейса или "принтера" ..... 692
10.2 Передача данных ..... 694
Активация, типы файлов ..... 694
Указания по управлению ..... 695
Посылка и прием файлов ..... 697
10.3 Параметры и средства производства ..... 700
Посылка параметров/средств производства ..... 701
Загрузка параметров/средств производства ..... 702
Создание/загрузка копии данных ..... 703
Просмотр файлов параметров, средств производства или копий ..... 705
10.4 Организация файлов ..... 706
Основы организации файлов ..... 706
Управление файлами ..... 707
HEIDENHAIN CNC PILOT 4290 27
Page 28
11 Таблицы и обзоры ..... 709
11.1 Параметры выточки и резьбы ..... 710
Параметры выточки DIN 76 ..... 710
Параметры выточки DIN 509 E ..... 712
Параметры выточки DIN 509 F ..... 712
Параметры резьбы ..... 713
Шаг резьбы ..... 715
11.2 Распайка разъемов и соединительных кабелей интерфейсов данных ..... 721
Интерфейс V.24/RS-232-C HEIDEHAIN-устройства ..... 721
Устройства других производителей ..... 722
Интерфейс V.11/RS-422 ..... 723
Интерфейс Ethernet RJ45-гнездо ..... 723
11.3 Техническая информация ..... 724
Технические параметры ..... 724
Принадлежности ..... 725
Функции пользователя ..... 725
28
Page 29

Введение и основы
HEIDENHAIN CNC PILOT 4290 29
Page 30
1.1 CNC PILOT
CNC PILOT это контурная система управления для сложных
токарных станков и токарных центров. Система управления
выполняет кроме обработки точением также различные виды
обработки сверлением и фрезерованием. С помощью оси C, Y и
B можно выполнять обработку сверлением и фрезерованием на
торцовой и задней стороне а также на плоскостях, находящихся
под наклоном в рабочем пространстве. Кроме
поддерживает полную обработку.
1.1 CNC PILOT
CNC PILOT управляет шестью осями, четырмя шпинделями,
двумя осями С и одной осью В, а также магазином инструмента с
распределенными местами. Система ЧПУ может выполнять
обработку четырех деталей одновременно.
Программирование
В зависимости от спектра обрабатываемых деталей и от
организации работы можно выбрать подходящий вид
программирования.
В TURN PLUS можно описывать контур заготовки и контур готовой
детали обрабатываемой заготовки графическим интерактивным
методом. Затем вызывается автоматическое генерирование
плана работы (AAG), чтобы получить NC-программу
автоматически „нажатием на кнопку“. Альтернативно можно
воспользоваться интерактивным генерированием плана работы
(IAG).
В случае IAG определяется последовательность
обработки, выбирается инструмент, а также есть возможность
повлиять на технологию обработки.
Каждый шаг обработки представляется в контрольной графике и
его можно сразу корректировать. Итогом создавания программы с
помощью TURN PLUS является структуризированная программа
DIN PLUS.
TURN PLUS сокращает до минимума количество вводимых
данных – при условии наличия описания инструмента и данных
резания.
Если
из-за технологических требований TURN PLUS не создает
оптимальной NC-программы или важнейшим аспектом является
время обработки, тогда можно программировать в DIN PLUS или
оптимизировать созданную в TURN PLUS программу DIN PLUS.
В DIN PLUS можно описывать контур заготовки и уже готовый
контур обрабатываемой детали. При этом „упрощенное
программирование геометрии“ рассчитывает не проставленные
координаты, если например, чертеж не соотвествует
требованиям NC.
заготовки с помощью циклов обработки.
Как TURN PLUS, так и DIN PLUS поддерживают обработку с
помощью оси C или Y, а также полную обработку. Для работы с
помощью оси В в вашем распоряжении находятся циклы DIN
PLUS.
Также можно обрабатывать в DIN PLUS заготовку с помощью
линейных и круговых движений и простых циклов точения, как и
при стандартном DIN-программировании.
Затем можно программировать обработку
того CNC PILOT
30
Page 31

В графическом моделировании можно проверить выполнение
NC-программ в реальных условиях. CNC PILOT учитывает
обработку до четырех заготовок в рабочем пространстве. При
этом моделирование изображает заговки и готовые части,
зажимные приспособления и инструменты согласно масштабу.
При обработке с наклоненной осью В плоскость обработки
изображается также с наклоном. Таким образом обрабатываемые
отверстия или контуры
искажений.
Программирование и тест NC-программ выполняется
непосредственно на станке - также одновременно с работой
станка.
Независимо от того, изготовляются простые или сложные детали,
отдельные детали, целые серии деталей или большое
количество изделий в токарных центрах CNC PILOT
предоставляет всегда подходящую поддержку.
фрезерования изображаются без
Ось C
С помощью оси C выполняете обработку сверлением и
фрезерованием на торцовой и задней стороне, а также на
образующей.
При использовании оси C одна ось осуществляет линейную и
круговую интерполяцию на заданной плоскости обработки со
шпинделем, в то время когда третья ось интерполирует линейно.
CNC PILOT поддерживает создание NC-программы с осью С в:
DIN PLUS
TURN PLUS определение контура
TURN PLUS создание плана работы
1.1 CNC PILOT
HEIDENHAIN CNC PILOT 4290 31
Page 32

Ось Y
С помощью оси Y выполняется обработка сверлением и
фрезерованием на торцовой и задней стороне, а также на
образующей.
При использовании оси Y две оси осуществляют линейную и
круговую интерполяцию на заданной плоскости обработки, в то
время когда третья ось интерполирует линейно. Таким образом
можно изготовлять пазы или карманы с ровными поверхностями
дна и
1.1 CNC PILOT
перпендикулярными гранями пазов. Путем задания угла
шпинделя можно определить положение конутра фрезерования
на заготовке.
CNC PILOT поддерживает создание NC-программы с осью Y в:
DIN PLUS
TURN PLUS Определение траектории
TURN PLUS Составление технологической карты
32
Page 33

Полная обработка
С помощью таких функций, как углосинхронная передача деталей
при вращающемся шпинделе, перемещение до упора,
контроллируемая отрезка и преобразование координат
достигается как оптимизированная по вермени обработка, так и
простое программирование при полной обработке.
Функции полной обработки находятся в распоряжении в:
DIN PLUS
TURN PLUS Определение траектории
TURN PLUS Составление технологической карты
1.1 CNC PILOT
CNC PILOT поддерживает полную обработку для
стандартных конструкций станков.
Примеры: токарные станки с
вращающемся отводящем приспособлением
перемещаемом противошпинделем
несколькими шпинделями, осями и инструментальными
суппортами
всех
HEIDENHAIN CNC PILOT 4290 33
Page 34

Ось B
Ось B дает возможность выполнения обработки сверлением и
фрезерованием на наклоненных в пространстве плоскостях. Для
обеспечения простого программирования, система координат
наклоняется так, что определение образцов из отверстий и
контуров фрезерования осуществляется на плоскости YZ.
Сверление или фрезерование осуществляется тогда снова на
наклоненной плоскости.
При обработке на наклоненной плоскости инструмент расположен
1.1 CNC PILOT
перпендикулярно плоскости.
наклоненной плоскости заданы так, что они равны друг другу.
Другим преимуществом оси В является гибкое использование
инструмента для обработки точением. Путем наклона оси В и
разворочивания инструмента можно достичь положения
инструмента, которое позволяет продольную и поперечную
обработку, а также радиальную и аксиальную обработку на
главном
Таким образом можно уменьшить количество требуемых
инструментов и количество операций смены инструмента.
CNC PILOT поддерживает создание NC-программы с осью В в DIN
PLUS.
Графическое моделирование показывает обработку в
наклоненных плоскостях в привычных вращающихся и торцевых
окнах, и дополнительно «вид сбоку (YZ)».
шпинделе и противошпинделе одним инструментом.
Угол наклона оси В и угол
Руководство пользователя для оси B и Y
Функции ручного управления и автоматического
управления, а также программирование и тест NCрограмм для оси В и Y описываются в отдельном
руководстве пользователя Обращайтесь в компанию
HEIDENHAIN, если вам понадобится данное
руководство.
34
Page 35

1.2 Режимы работы
Режимы работы
Режим ручного управления: в режиме «ручного
управления» выполняется наладка станка и ручное
перемещение осей.
Режим автоматической работы: в « автоматическом
режиме» отрабатываются NC-программы. Они
управляют и контроллируют изготовление деталей.
Pежим программирования DIN PLUS: в «DIN PLUS»
составляются структурированные NC-программы.
Сначала описывается контур заготовки и контур
готовой детали, а затем программируется обработка
заготовки.
Режим программирования Моделирование:
«моделирование» изображает
запрограммированные контуры, движения
перемещения и операции резания графически. CNC
PILOT учитывает рабочее пространство,
инструменты и зажимные приспособления в
соотвествии с масштабом.
Во время моделирования CNC PILOT рассчитывает
главное и вспомогательное время для каждого
инструмента. В случае токарных станков с
несколькими осями анализ точек синхронизации
поддерживает оптимизацию NC-программы.
1.2 Режимы работы
Режим
программирования TURN PLUS: в «TURN
PLUS» можно описывать контур заготовки
графически интерактивным методом. Если при этом
задается материал и зажимные приспособления, то
„Aвтоматическое Генерирование Плана работы“
(AAG) составляет NC-программу „нажатием на
кнопку“. Альтернативно можно составлять план
работы графически интерактивным методом (IAG).
Oрганизационный режим работы Параметры:
характеристики CNC PILOT управляются с помощью
параметров. В этом режиме
параметры и система управления согласовывается с
требованиями обработки.
Дополнительно можно описывать в этом режиме
работы средства производства (инструменты и
зажимные приспособления), а также данные резания.
HEIDENHAIN CNC PILOT 4290 35
работы задаются
Page 36

Режимы работы
Oрганизационный режим работы Сервис: в
«Сервисе» выполняется регистрация пользователя
для защищенных паролем функций, можно выбрать
язык диалога и настроить систему. Кроме того в
распоряжении находятся функции диагностики для
ввода в эксплуатацию и проверки системы.
Oрганизационный режим работы Передача: в
режиме «Передача» можно осуществлять обмен
данными с
программы и выполнять сохранение данных.
«Управление» само по себе остается оператору скрытым.
1.2 Режимы работы
Следует однако знать, что CNC PILOT сохраняет записанные
программы TURN PLUS и DIN PLUS на встроенном жестком
диске. Преимущество состоит в том, что в памяти можно
сохранить очень большое количество программ.
Для обмена данными и для сохранения данных предназначены
интерфейс Ethernet и запоминующие устройства USB. Также
возможен обмен данными через последовательный
(RS232).
другими системами, организовать
интерфейс
36
Page 37

1.3 Уровни версии (опции)
Производитель станка конфигурирует CNC PILOT в соотвествии
со станком. Описываемые ниже опции, с помощью которых можно
согласовать систему управления с требованиями обработки,
находятся в вашем распоряжении.
TURN PLUS – основная версия (индетификационный номер
354 132-01):
Графически интерактивное определение контура
Графическое описание детали для заготовки и готовой
детали
Программа геометрии для расчета и изображения точек
контура, координаты
Простой ввод нормированных элементов, таких как фаски,
скругления, прорезки, выточки, резьба или посадки
Простое выполнение преобразований, таких как смещение,
разворот, зеркальное отображение или копирование
Графически интерактивное составление программы DIN PLUS
Индивидуальный выбор вида обработки
Выбор инструмента и определение данных резания
Непосредственный контроль резания
Непосредственная возможность корректировки
Автоматическое составление программы
Автоматический выбор инструмента
Автоматическое генерирование плана работы
TURN PLUS – расширение ось C (индентификационный номер
354 133-01):
Представление программирования в видах: XC-плоскость
(торцевая/задняя сторона) и ZC-плоскость (поверхность
образующей)
Образцы из отверстий и образцы фигур, произвольные контуры
фрезерования
Интерактивная или автоматическая генерация плана работы,
включая обработку по оси С
TURN PLUS – расширение: полная обработка
(идентификационный номер 354 134-01):
Перезакрепление с помощью экспертной программы
Интерактивная или автоматическая генерация плана работы,
включая перезакрепление и обработку второго закрепления
TURN PLUS – DXF-импорт (идентификационный номер
526 461-01):
Ззагрузка в TURN PLUS контуров (контуры заготовок и готовых
деталей, контуры фрезерования, протяжка контуров) в формате
DXF
Просмотр и выбор DXF-слоя
Ввод DXF-контура в TURN PLUS
которых не заданы
DIN PLUS
1.3 Уровни версии (опции)
HEIDENHAIN CNC PILOT 4290 37
Page 38

Противошпиндель - полная обработка заготовки
(идентификационный номер 518 289-01):
Синхроход шпинделя (G720)
Контроль отрезки (G917, G991, G992)
Перемещение до упора (G916)
Преобразование и зеркальное отображение (G30)
Измерение в процессе – измерение на станке
(идентификационный номер 354 536-01):
С переключающимся измерительным щупом
Для наладки инструмента
Для измерения заготовок
Постпроцессное измерение – измерение на внешних
измерительных устройствах
(идентификационный номер 354 537-01):
Сопряжение измерительного устройства
интерфейса RS232
1.3 Уровни версии (опции)
Использование итогов измерения в NC-программе
Y-ось (идентификационный номер 354 138-01)
Поддержка программирования оси Y в DIN PLUS, TURN PLUS и
при моделировании
Изображение программирования в плоскостях: XY (торцевая/
задняя сторона) и YZ (вид сверху)
DIN PLUS и TURN PLUS: образцы отверстий и образцы фигур,
произвольные контуры фрезерования
DIN PLUS: циклы обработки сверлением и фрезерованием
TURN PLUS: интерактивная или автоматическая генерирация
В-ось (идентификационный номер 589 963-01)
Поддержка программирования по оси В в DIN PLUS и при
Система координат проецируется на наклоненную плоскость
Циклы обработки работают на наклоненной плоскости
Как правило опции можно обновлять и пополнять.
производителю станка.
работы, включая обработку с осью Y
плана
моделировании
для описания образцов отверстий и фигур, а также
произвольных контуров фрезерования в плоскости YZ
с помощью
Обратитесь к
Данное описание действует для всех опций. В связи с
этим могут возникнуть отклонения от описываемых
здесь операций управления на станке, если в системе
нет какой-то из опций.
38
Page 39

1.4 Основные положения
Zref
Xref
M
Датчики пути перемещения и референтные метки
На рабочих органах станка находятся датчики измерения
перемещений, которые регистрируют положение оси, а также
инструмента. При перемещении оси станка ее датчик
перемещений выдает электрический сигнал, на основании
которого система ЧПУ рассчитывает точное фактическое
положение оси.
В случае перерыва в электроснабжении теряется связь между
положением оси и расчитанным фактическим положением. Для
восстанавления
перемещения имеют референтные метки. При пересечении
референтной метки система ЧПУ получает сигнал,
обозначающий жесткую точку привязки станка. Таким образом
CNC PILOT может восстановить связь фактического положения и
актуального положения оси. В случае датчиков линейных
перемещений с кодированными точками привязки необходимо
переместить ось максимум на 20 мм, для угловых
максимум на 20°.
В случае абсолютных датчиков измерения после включения в
систему ЧПУ передается абслютное значение положения. Таким
образом, без перемещения оси восстановливается связь между
фактическим положением и положением оси непосредственно
после включения.
этой связи инкрементные датчики измерения
датчиков -
X
MP
X (Z,Y)
1.4 Основные положения
HEIDENHAIN CNC PILOT 4290 39
Page 40

Обозначения осей и системы координат
+Y
+X
+Z
+C
+B
M
Z
Z+
Y+
X
X+
Система координат
Значения координат X, Y, Z, B, C определены в DIN 66 217.
Координаты главных осей X, Y и Z привязаны к нулевой точке
заготовки. Данные угла для оси вращения В и С привязаны к
нулевой точке соотвествующей оси вращения.
На токарных станках перемещения оси C реализуются
вращением обрабатываемой детали, а перемещения оси B наклоном инструмента (поворотная инструментальная головка).
Обозначение осей
Поперечная ось обозначается
Все отображаемые и заданные значения X рассматриваются как
диаметр. В TURN PLUS можно задать, должны ли значения X
действовать в качестве значений диаметра или радиуса.
1.4 Основные положения
Токарные станки с осью Y: ось Y расположена перпендикулярно
оси X и Z (прямоугольная система координат).
Для перемещений действует:
перемещения в + направлении направлены от заготовки
перемещения в
– направлении направлены к заготовке
осью X, а продольная осью Z.
Точки привязки станка
Нулевая точка станка
Точка пересечения оси X и Z называется нулевой точкой станка.
В случае токарного станка это как правило точка пересечения оси
шпинделя и поверхности шпинделя. Обозначается буквой „M“.
Нулевая точка заготовки
Для обработки заготовки проще задать точку привязки на
заготовке, т.к. она проставлена на чертеже. Эта точка является
«нулевой точкой заготовки».
40
Обозначается буквой „W“.
Page 41

Абсолютные и инкрементные позиции заготовки
Aбсолютные позиции заготовки: если координаты позиции
првязаны к нулевой точке заготовки, то их называют
абсолютными координатами. Каждое положение заготовки
однозначно определено с помощью его абсолютных координат.
Инкрементные позиции заготовки: инкрементные координаты
привязаны к последней запрограммированной позиции.
Инкрементные координаты задают расстояние между последней
и следующей позицией. Каждое положение заготовки однозначно
определено с помощью ее инкрементных координат.
Абсолютные и инкрементные полярные координаты:
сведения о позиции на торцовой поверхности или поверхности
образующей можно задать либо в декартовых, либо в полярных
координатах.
При простовлении размеров в полярных координатах положение
на заготовке с указанием диаметра и угла однозначно
определено.
Абсолютные полярные координаты всегда привязаны
базовой оси угла. Инкрементные полярные координаты всегда
привязаны к запрограммированному в последний раз положению
инструмента.
к полюсу и
1.4 Основные положения
HEIDENHAIN CNC PILOT 4290 41
Page 42

Единицы измерения
Можно программировать CNC PILOT либо „метрически“, либо „в
дюймах“. Для ввода и индикации действительны приведенные в
таблице единицы измерения.
Размеры Метрически Дюймы
Координаты мм Дюймы
Длины мм Дюймы
Угол Градусы Градусы
Скорость вращения Об/мин Об/мин
Скорость резания м/мин фут/мин
Подача на оборот мм/об дюймы/об
Подача в минуту мм/мин дюймы/мин
Ускорение м/с
2
фут/с
1.4 Основные положения
2
42
Page 43

1.5 Размеры инструмента
Для позиционирования осей и рассчета компенсации радиуса
кромок, для рассчета распределения резания в циклах и т.д. CNC
PILOT требует данные об инструменте.
Длина инструмента: запрограммированные и отображаемые
значения позиции относятся к расстоянию наконечника
инструмента – нулевой точке заготовки. В системе известно
только абсолютное положение инструментального суппорта
(салазок). Для определения и индикации
инструмента CNC PILOT требует размеры XE и ZE, а для
обработки по оси Y дополнительно размер по Y.
Коррекция инструмента: режущая кромка инструмента
изнашивается при резании. Для компенсации этого износа CNC
PILOT вводит значения коррекции. Значения коррекции
прибавляются к длине.
Коррекция на радиус режущей кромки (SRK): токарные
инструменты имеют определенный радиус наконечника
инструмента. Из-за этого
окружностей появляются неточности, которые компенсируются
радиусом кромки.
Запрограммированные траектории перемещения привязаны к
теоретической вершине режущей кромки S. SRK рассчитывает
новый путь перемещения, эквидистанту, для компенсации этой
ошибки.
Коррекция на радиус фрезы (FRK): при обработке
фрезерованием наружный диаметр фрезы является решающим
для создания контура. Без FRK центр фрезы является
привязки при перемещениях. FRK рассчитывает новый путь
перемещения, эквидистанту, учитывающий радиус фрезы.
при обработке конусов, фасок и
позиции вершины
точкой
1.5 Размеры инструмента
HEIDENHAIN CNC PILOT 4290 43
Page 44

1.5 Размеры инструмента
44
Page 45

Рекомендации по управлению
HEIDENHAIN CNC PILOT 4290 45
Page 46

2.1 Интерфейс пользователя
Отображение информации на дисплее
1 Строка режимов работы: показывает состояние режимов
работы.
Активный режим работы обозначен темно-серым цветом.
Режимы программирования и организации:
Выбранный режим работы находится справа рядом с
символом.
Дополнительная информация, например, выбранная
программа, подрежим работы и т.д. отображаются под
символами режимов работы.
2 Панель меню и выпадающее меню служат
функции.
3 Рабочее окно: содержание и компоновка зависят от режима
работы.
2.1 Интерфейс пользователя
4 Индикация станка: показывает текущее состояние станка
(позиция инструмента, цикл, положение шпинделя,
активный инструмент и т.д.). Инидкацию станка можно
настраивать.
5 Строка состояния
Моделирование, TURN PLUS: индикация актуальных
настроек или подсказок к следующим шагам
обслуживания.
Другие режимы работы:
об ошибке
6 Поле даты и светофор сервиса
Индикация даты и времени
Цветной фон сигнализирует ошибку или сообщение PLC.
„Светофор сервиса“ показывает состояние
техобслуживания станка.
7 Строка с Softkey: показывает текущее значение Softkey.
8 Вертикальная панель Softkey: показывает текущее
значение Softkey. Другая информация: смотри руководство
по обслуживанию станка.
индикация последнего сообщения
для выбора
46
Page 47

Элементы управления
Элементы управления CNC PILOT:
Экран с
горизонтальными и вертикальными Softkey: значение
отображается над или рядом с Softkey.
Дополнительная клавиша 1: функция клавиши ESC
Дополнительная клавиша 2: функция клавиши INS
Дополнительные клавиши 3: клавиши PLC
Пульт управления с
буквенной клавиатурой и встроенным числовым полем
клавиши для выбора режима работы
Сенсорная панель: для позиционирования курсора (выбор
меню или Softkey,
Пульт управления станка с
элементами управления для ручного и автоматического
режима токарного станка (клавиши цикла, клавиши
направления, и т.д.)
Маховичок для точного позиционирования в ручном режиме
Потенциометр для корректировки подачи вручную
Замечания к обслуживанию сенсорного планшета: как
правило, можно использовать
клавиши курсора. Клавиши под панелью являются левой и правой
кнопками мыши.
Функции и обслуживание сенсорной панели соответствуют
функциям мыши в системах WINDOWS.
Один клик левой кнопкой мыши или один клик на панели:
позиционирует курсор в списках или в окнах ввода
активирует пункты меню, Softkey или поля переключения.
Двойной клик левой кнопкой мыши или двойной клик на панели:
активирует выбранный элемент в списках (активирует окна
ввода).
Один клик правой кнопкой мыши:
соответствует клавиши ESC. Условие: клавиша ESC
допускается в данной ситуации (например, один уровень
меню назад).
Та же самая функция, что и у левой кнопки мыши при выборе
Softkey или полей переключения.
выбор из списков, выбор поля ввода и т.д.)
либо сенсорную панель, либо
2.1 Интерфейс пользователя
HEIDENHAIN CNC PILOT 4290 47
Page 48

Выбор режима работы
Клавиши выбора режима работы
Режим ручного управления
Автоматический режим
Режимы программирования
Режимы организации
Как правило режимы работы можно переключать в любой момент.
В некоторых ситуациях переключение режима работы не
допускается при открытом окне диалога. Тогда следует закрыть
окно диалога, перед тем, как переключить режим работы. В
случае переключения режим работы остается в той функции, при
которой она была завершена.
2.1 Интерфейс пользователя
В режимах работы программирования и
PILOT различает следующие ситуации:
Режим работы не выбран (нет ввода рядом с символом режима
работы): можно выбрать желаемый режим работы в меню
Режим работы выбран (отображается рядом с символом
режима работы): функции этого режима работы находятся в
распоряжении.
В режимах работы программирования или организации можно
переключить режим с помощью Softkey или путем
многократного нажатия соответственной клавиши режимов
работы.
организации CNC
Ввод данных, выбор функции
Ввод и изменения данных осуществляются в окнах ввода. В окне
ввода имеется несколько полей ввода. Курсор позиционируется
с помощью сенсторной панели или с "стрелкой вверх/вниз" на
поле ввода.
Когда курсор находится на поле ввода, можно ввести данные или
перезаписать имеющиеся данные. С помощью "стрелка влево/
вправо" переместите курсор на позицию
чтобы удалить имеющиеся знаки или дополнить вводимую
информацию. Закрываете ввод данных поля ввода с помощью
"стрелка вверх/вниз" или "Enter".
В случае некоторых диалогов количество полей ввода превышает
емкость окна. В таких случаях используются несколько окон
ввода. Об этом говорит номер окна в заголовной строке. Между
окнами
назад".
48
ввода можно переходить с помощью "страница вперед/
в пределах поля ввода,
Page 49

При нажатии кнопки "OK" система ЧПУ вводит введенные или
измененные данные в систему. Также, независимо от позиции
курсора, можно нажать клавишу INS, чтобы ввести данные в
систему. Кнопка "Отмена" или ESC, отменяют ввод или
изменения.
Если диалог состоит из нескольких окон ввода, данные вводятся
в систему уже при переходе с помощью "страница вперед/назад
Вместо "OK или поля Отмены", можно нажать кнопку
INS или ESC.
Операции со списками: DIN PLUS программы, списки
инструментов, списки параметров и т.д. изображаются в виде
списка. Оператор перемещается по списку с помощью сенсорной
панели или клавишами курсора для того, чтобы просмотреть
данные или выбрать позицию для ввода данных, либо для
выполнения таких операций, как удаление, копирование,
редактирование, и т.д.
После
выбора позиции в списке или элемента списка, следует
нажать кнопку Enter, INS или DEL, чтобы выполнить операцию.
Выбор меню: перед отдельными пунктами меню имеется символ
числового поля с выделенной позицией. Это поле соответствует
блоку цифр. Следует нажать "выделенную кнопку", чтобы
выбрать функцию.
Выбор функции начинается на горизонтальной панели меню,
затем следуют выпадающие меню
необходимо снова нажать "выделенную кнопку". Можно также
выбрать пункт меню с помощью сенсорной панели или "стрелкой
вверх/вниз", а затем нажать Return.
Softkey: значение клавиши Softkey зависит от текущей ситуации
управления. CNC PILOT отображает функцию клавиши Softkey с
помощью символов или слов.
Некоторые клавиши Softkey действуют как "перекидной
выключатель". Режим включен, если соответствующее
является "активным" (цветной фон). Настройка действует до тех
пор, пока оператор не отключит эту функцию.
Экранные кнопки: примеры экранных кнопок: поле "OK и
Отмена" для выхода из окна диалога, экранные кнопки
"расширенного ввода" и т.д.
Следует выбрать поле кнопки с помощью курсора и нажать
"Enter", или выбрать экранную кнопку
панели и нажать левую клавишу мыши.
. В выпадающем меню
поле
с помощью сенсорной
".
2.1 Интерфейс пользователя
HEIDENHAIN CNC PILOT 4290 49
Page 50

2.2 Система инфо и система
ошибок
Система информации
Система информации отображает фрагменты инструкции по
обслуживанию на экране. Заглавная строка содержит название
выбранной темы.
Как правило здесь можно получить информацию о текущей
ситуации управления (контекстная помощь). Если в
определенной ситуации управления нет контекстной помощи, то
следует выбирать темы помощи следующим образом:
через оглавление
через список
через функцию поиска
Перекрестные ссылки
необходимо кликнуть на ссылку с помощью сенсорной панели.
Вызов и закрытие системы информации:
U Вызов системы информации
U Выход из системы информации
выделены в тексте. Чтобы открыть тему
2.2 Система инфо и система ошибок
Содержание, список, функция поиска: при вызове система
информации открывает "стандартное окно" (рисунок сверху). С
помощью Softkey открывается окно "Оглавление/список" для
выбора темы с помощью оглавления, списка или функции поиска
(нижняя картинка).
Окно "Оглавление/список":
U Клавиша Softkey активна: окно отображается.
U Клавиша Softkey не активна: окно не
отображается.
Размер окна информации: с помощью Softkey можно
переключить окно информации на "максимальный размер".
Большое окно или стандартное окно:
U Клавиша Softkey активна: информация
отображается в "большом окне".
U Клавиша Softkey не активна: информация
отображается в "стандартном окне".
50
Page 51

Навигация в системе информации:
U С помощью сенсорной панели можно
перемещаться так же, как в системе Windows.
Тема информации превышает величину окна:
U с помощью клавиш курсора "стрелка вверх/вниз"
или "страница вперед/назад" можно
перемещаться по теме помощи. Условие: курсор
находится в "окне темы", а не в окне Оглавления/
списка.
Переход курсором:
U Softkeys нажать. Курсор переходит между окном
тем и окном Оглавления/списка.
Следующая/предыдущая тема:
U Вызвать следующую тему из списка содержания.
U Вызвать предыдущую тему из списка содержания.
Следующая/предыдущая тема: система информации сохраняет
"историю".
U Переход к предыдущей теме информации.
U Переход к следующей теме информации.
OEM-помощь: эта Softkey работает, только если производитель
станка записал информацию в системе помощи онлайн.
U Вызов помощи OEM.
2.2 Система инфо и система ошибок
HEIDENHAIN CNC PILOT 4290 51
Page 52

Контекстная помощь
Как правило, здесь можно получить информацию о текущей
ситуации управления (контекстная помощь). Если в
определенной ситуации управления нет контекстной помощи, то
следует выбирать темы помощи следующим образом
через оглавление
через список
через функцию поиска
Непосредственные сообщения об ошибках
CNC PILOT использует "непосредственное сообщение об
ошибке", если есть возможность прямой корректировки в данный
момент. Оператор подтверждает сообщение и исправляет
ошибку.
Пример: значение параметра находится вне действитлеьного
предела.
Сведения сообщения об ошибке:
Описание ошибки: объясняет ошибку
Номер ошибки: для запросов сервисного персонала
Время: время появления ошибки (информация для оператора)
Символы
2.2 Система инфо и система ошибок
Предупреждение: CNC PILOT сообщает о
"проблеме". Выполнение программы/управления
продолжается.
Ошибка: выполнение программы/управления
останавливается. Для продолжения работы следует
исправить ошибку.
52
Page 53

Отображение ошибок
Если во время запуска системы, во время работы или выполнения
программы появляются ошибки, то о них сигнализируются в поле
даты, они отображаются в строке состояния и сохраняются в
индикации ошибок.
Дата отображается с красным фоном до тех пор, пока есть
сообщение об ошибке.
Информация сообщения об ошибках:
Описание ошибки: объясняет
Номер ошибки: для запросов сервисного персонала
Номер канала: ось, на которой появилась ошибка
Время: время появления ошибки (информация для оператора)
Класс ошибки (только в случае ошибок):
Фон: такое сообщение служит для информации или в случае
появления "небольшой" ошибки.
Прерывание: текущий процесс (отработка цикла, команда
перемещения и т
.д.) прерван. После удаления ошибки можно
продолжить работу.
Аварийное отключение: движения перемещения и
выполнение программы DIN остановлены. После удаления
ошибки можно продолжить работу.
Возврат: движения перемещения и выполнение программы
DIN были остановлены. Выключите ненадолго систему и
запустите ее заново. Обратите к производителю станка, если
ошибка повторяется.
Ошибка системы, внутренняя ошибка
системная или внутренняя ошибка, необходимо записать всю
информацию по этому сообщению и уведомить производителя.
Эти ошибки оператор не может устранить. Выключите систему
ЧПУ и запустите заново.
Предупреждения во время моделирования: если во время
моделирования программы ЧПУ появляются предупреждения,
тогда CNC PILOT показывает это в строке состояния.
Просмотр и удаление сообщений
U Активировать индикацию ошибок. Система ошибок
показывает все появившиеся ошибки.
U Если отображаются несколько ошибок,
необходимо перемещаться в индикации ошибок с
помощью клавиш курсора.
U Удаляет выделенное курсором сообщение об
ошибке.
ошибку
: если появилась
об ошибках:
2.2 Система инфо и система ошибок
U Удаляет все сообщения об ошибках.
U Отображение другой информации о выделенных
курсором ошибках.
U Выход из индикации ошибок.
HEIDENHAIN CNC PILOT 4290 53
Page 54

Дополнительная информация о сообщениях об ошибках
В случае сообщения об ошибке нажмите клавишу информации
или поместите курсор на сообщении об ошибке в индикации
ошибок и нажмите затем клавишу информации, чтобы получить
подробные сведения о данном сообщении.
Значение клавиш Softkey:
U Информация о следующем сообщении об ошибке
U Информация о предыдущем сообщении об ошибке
U Переходит к общей системе информации
U Переход к общей системе информации
PLC-индикация
Окно PLC используется для PLC-сообщений и диагностики PLC.
Информацию об окне PLC можно найти в руководстве по
обслуживанию станка.
2.2 Система инфо и система ошибок
Активация PLC-индикации:
U Открывает "индикацию ошибок"
U Переключает на окно PLC
U Выход из окна PLC
U Возврат к индикации ошибок
Окно PLC отображается альтернативно окну ошибок.
54
Page 55

2.3 Резервное копирование
данных
CNC PILOT сохраняет NC-программы, данные средств
производства и параметры на жестком диске. Так как
повреждение жесткого диска нельзя исключить, например, из-за
больших колебаний в сети или шоковой нагрузки, компания
HEIDENHAIN рекомендует регулярно сохранять программ,
данные средств производства и параметры в ПК или на носителе
данных USB.
На компьютере можно использовать DataPilot 4290, программу
WINDOWS "Explorer" или
данных программы.
Для обмена данными и для сохранения данных в вашем
распоряжении находятся интерфейс Ethernet и интерфейс USB.
Возможен обмен данными также и через последовательный
интерфейс (RS232).
другие подходящие для сохранения
2.3 Резервное копирование данных
HEIDENHAIN CNC PILOT 4290 55
Page 56

2.4 Определения используемых
понятий
MP: с помощью машинных параметров станка (MP) можно
согласовать систему ЧПУ со станком, произвести настройки и
т.д.
Курсор: в списках или при вводе данных выделен элемент
списка, поле ввода или знак. Это «выделение» называется
курсором.
Клавиши курсора: курсор перемещается с помощью "клавиши
со стрелкой" или "страница вперед/назад".
Навигация: перемещение курсор в пределах списка или поля
ввода для выбора позиции, которую необходимо просмотреть,
отредактировать, дополнить или удалить. Вы "перемещаетесь"
по списку.
Aктивные/неактивные функции, пункты меню: функции или
Softkey, которые нельзя выбрать в данный момент,
изображаются "бледным" цветом.
Диалоговое окно: другое название для окна ввода.
Редактирование
параметров, команд и т.д. в пределах программы, данных
инструментов или параметров называется "редактированием".
Значение по умолчанию: если параметры цикла или
параметры команд DIN имеют предварительно заданные
значения, то речь идет о "значениях по умолчанию".
Байт: емкость дисководов указывается в "байтах". Так как CNC
PILOT оснащен
файла) приводится в байтах.
2.4 Определения используемых понятий
Расширение: название файла состит из собственного "имени"
и "расширения". Название и расширение разделены с помощью
точки. Расширение дает информацию о типе файла. Примеры:
„*.NC“DIN-программы
„*.NCS“DIN-подпрограммы
„*.MAS“машинные параметры
: изменение, дополнение и удаление
жестким диском, то длина программ (длина
56
Page 57

Режим ручного управления и автоматический режим
HEIDENHAIN CNC PILOT 4290 57
Page 58

3.1 Включение, выключение,
перемещение для обнуления
Включение
CNC PILOT отображает в заглавной строке отдельные этапы
запуска системы, а затем просит выбрать режим работы.
Необходимость в обнулении зависит от используемых датчиков:
EnDat-датчик: обнуление не требуется.
Датчики с кодированной рефметкой: положение осей
распознается после небольшого перемещения.
Стандартные датчики: оси перемещаются на известные,
постоянные точки.
После завершения пересечения рефметок:
активируется
становится доступен для выбора автоматический режим
работы.
Обнуление для всех осей
отображение позиции
Программные ограничители работают только после
обнуления.
Выберите „Ref > Автоматическое обнуление“
Диалоговое окно "Статус пересечения рефметок" выводит
информацию о текущем статусе.
Задайте оси, которые должны пройти обнуление или выберите
"все оси" (диалоговое окно "Автоматическое обнуление")
"Старт цикла" запускает обнуление
3.1 Включение, выключение, перемещение для обнуления
"Остановка подачи" прерывает обнуление. "Старт
цикла" продолжает обнуление.
"Остановка цикла" отменяет обнуление
Последовательность, в которой оси обнуляются,
задана в MP 203, 253, .. .
58
Page 59

Обнуление нажатием клавиши оси
Выберите „Ref > Обнуление нажатием клавиши“
Диалоговое окно "Статус пересечения рефметок" выводит
информацию о текущем статусе.
Установите направляющую и ось (диалоговое окно "Обнуление
нажатием клавиши")
Обнуление производится в течение всего времени
удержания клавиши "Старт цикла". Отпускание
клавиши прерывает его.
"Остановка цикла" отменяет обнуление.
Контроль EnDat-датчика
Если Ваш станок оснащен EnDat-датчиками, то система
управления запоминает позиции осей при выключении. При
включении питания CNC PILOT сравнивает позицию каждой оси с
сохраненной позицией во время выключения.
В случае разницы появляются следующие сообщения:
„Ось была перемещена после выключения станка.“: проверьте
и подтвердите текущую позицию, если ось действительно была
перемещена.
"Сохраненное
сообщение корректно, если система управления включена
впервые, и были заменены датчик или другие компоненты
системы управления.
"Параметры изменены. Сохраненное положение датчика оси
недействительно": это сообщение корректно, если были
изменены параметры конфигурации.
Причиной одного из приведенных сообщений может быть также
дефект датчика или системы ЧПУ.
станка, если эта проблема возникает многократно.
положение датчика оси недействительно": это
Уведомите производителя
3.1 Включение, выключение, перемещение для обнуления
HEIDENHAIN CNC PILOT 4290 59
Page 60

Выключение
В режимах программирования и организации доступна опция
„Shutdown“, если не выбран никакой другой режим работы.
U Для выключения CNC PILOT нажмите Softkey.
U Подтвердите запрос нажатием "ОК". Через
несколько секунд CNC PILOT потребует от вас
выключить станок.
Правильное выключение регистрируется в журнале ошибок.
3.1 Включение, выключение, перемещение для обнуления
60
Page 61

3.2 Режим ручного управления
В состав функций режима ручного управления входит наладка
токарного станка, определение размеров инструмента, а также
ручная обработка детали.
Рабочие возможности:
Режим ручного управления: с помощью „Клавиш станка“ и
ручного маховичка управляется шпиндель и перемещаются оси
для обработки детали.
Режим наладки: здесь вводятся используемые инструменты,
нулевая точка заготовки, точка смены
защитной зоны и т.д. С помощью этих действий станок
подготавливается к обработке деталей.
Определение размеров инструмента: размер инструмента
определяется с помощью „касания" или измерительного щупа.
В качестве альтернативы можно ввести опеределенные с
помощью измерительного устройства размеры в базу данных
инструментов.
Для режима ручного управления можно настроить
вариантов индикации на станке (смотри “Индикация станка” на
странице 97). С помощью Softkey можно задать, какой из
вариантов должен отображаться.
В режиме ручного управления в зависимости от
настройки параметра 1 системы управления данные
вводятся и отображаются в метрических или в
дюймовых единицах измерения.
инструмента, размеры
до шести
Softkey для функций ручного управления и
наладки
Назначение ручного маховичка
одной оси
Переключение отображения
станка
Револьверная головка на одну
позицию назад
3.2 Режим ручного управления
Обратите внимание, если станок не прошел
обнуление:
Индикация позиции недействительна
Программные ограничители не действуют.
HEIDENHAIN CNC PILOT 4290 61
Револьверная головка на одну
позицию вперед
Установка подачи на оборот
Ввод частоты вращения шпинделя
Ввод функции M
Page 62

Ввод данных станка
Регулировка подачи
Подача на оборот и минутная подача определяются в группе
меню „F“.
Регулировка подачи на оборот:
U Выберите „F > подача на оборот“
U Введите подачу в „мм/об“ (или „дюйм/об“)
Регулировка минутной подачи:
U Выберите „F > минутная подача“
U Введите подачу в „мм/мин“ (или „дюйм/мин“)
Регулировка частоты вращения или позиции шпинделя
Частота вращения шпинделя, постоянная скорость резания или
позиция шпинделя задаются в группе меню „S“.
Регулировка частоты вращения шпинделя:
U Выберите „S > Частота вращения S“
U Введите частоту вращения в "об/мин"
Настройка постоянной скорости резания:
3.2 Режим ручного управления
U Выберите „S > постоянная V“
U Введите скорость резания в "м/мин" (или в "фут/мин")
Постоянную скорость резания можно задать только
для направляющей с осью X.
Настройка ограничения частоты вращения:
Доступна начиная с версии ПО 625 952-02.
Условие: вход в качестве „NC-программиста" (или выше).
U Выберите шпиндель с помощью клавиши смены шпинделя
U Выберите "S > Ограничение скорости вращения"
U Введите максимальную частоту вращения в "об/мин"
Автоматически предлагается текущая граница скорости
вращения выбранного шпинделя. Введенное ограничение
скорости вращения сохраняется в машинном параметре 805
(абсолютная максимальная частота вращения).
Выполнение остановки в точке (позиционирование
шпинделя):
U Выберите шпиндель с помощью клавиши смены шпинделя
U Выберите „S > Остановка в точке“
U Введите угловую позицию (диалоговое окно "Остановка в
точке")
U "Старт цикла" позиционирует шпиндель
U С помощью "Остановка цикла" производится
выход из диалогового окна
62
Page 63

Смена инструмента
U Выберите „T“; введите позицию револьверной
головки или
U следующую позицию револьверной головки или
U предыдущую позицию револьверной головки или
Функции смены инструмента:
Наклон инструмента
Вычисление "новых" размеров инструмента
Индикация "новых" фактических значений при отображении
позиции
M-команды в режиме ручного управления
В группе меню "М" вы либо напрямую задаете выполняемую
функцию М, либо выбираете желаемую функцию с помощью
меню.
Выполнение M-функции:
U Выберите "M > M-по умолчанию"
U Введите M-номер (диалоговое окно "M-функции")
U "Старт цикла" запускает M-функцию
3.2 Режим ручного управления
U С помощью "Остановка цикла" выполняется выход
из диалогового окна
Выбор и выполнение M-функции:
U Выберите "M"
U Выберите М-функцию с помощью меню
U "Старт цикла" выполняет M-функцию
U С помощью "Остановка цикла" выполняется выход
из диалогового окна
Меню М зависит от конструкции станка. Оно может
отличаться от приведенного примера.
HEIDENHAIN CNC PILOT 4290 63
Page 64

Токарная обработка в ручном режиме
В группе меню "ручной режим" находятся G-функции, простая
продольная и поперечная токарная обработка и подготовленные
производителем станка NC-программы для ручной обработки.
Простая продольная и поперечная токарная обработка:
U Выберите "ручной режим > Длительная подача"
U Выберите направление подачи (диалоговое окно "Длительная
подача")
U Управление подачей с помощью клавиш циклов
При "непрерывной работе" нужно определить подачу
на оборот.
Выполнение G функций:
U Выберите „ручной режим > G-функции“
U Введите G-номер (диалоговое окно „G-функции“)
U Введите параметры функции
U Подтвердите выполнение G-функции с помощью "ОК"
3.2 Режим ручного управления
Разрешены следующие G-функции:
G30 – обработка тыльной стороны
G710 – увеличение размеров инструмента
G602..G699 – функции PLC
NC-программы для режима ручного управления
В зависимости от конфигурации токарного станка производитель
вводит NC-программы, которые дополняют работы в режиме
ручного управления (например: включение обработки задней
стороны).
U Выберите "ручной режим"
U Выберите желаемую "NC-программу ручного управления" с
помощью меню
U Система управления загрузит и отобразит NC-программу
U "Старт цикла" активирует NC-программу
64
Page 65

Маховичок
U Назначение маховичка главной оси или оси C
(диалоговое окно "Маховичок - оси").
U Ввод подачи или угла поворота на приращение
маховичка (диалоговое окно "Маховичок - оси")
U Отмена назначения маховичка: нажмите Softkey
"Маховичок" при открытом диалоговом окне.
Вы видите назначение маховичка и его передаточное отношение
при отображении станка (буквенное обозначение оси и знаки
после запятой в передаточном отношении маховичка выделены).
Назначение маховичка отменяется в следующих случаях:
При переключении оси
При смене режима работы
При нажатии клавиши ручного
выбора направления
Клавиши шпинделя и ручного выбора направления
Клавиши "станочного пульта" используются для обработки
детали в ручном режиме управления и при таких специальных
функциях, как позиции/корректирующие значения (контактное
измерение, касание и т.д.).
Активация инструмента, установка частоты вращения шпинделя и
подачи производятся заранее.
С помощью МР задаются следующие параметры:
MP 805, 855, ...: частота вращения шпинделя при "нажатии
клавиши"
MP 204, 254, ...: скорость
ускоренного хода
3.2 Режим ручного управления
Клавиши шпинделя
Включение шпинделя в
направлении М3/М4
Шпиндель вращаетс в
направлении М3/М4 до тех пор,
пока клавиша нажата
(шпиндель "пошагово")
Шпиндель стоп
При одновременном нажатии клавиш ручного выбора
направления осей X и Z суппорт перемещается по
диагонали.
HEIDENHAIN CNC PILOT 4290 65
Клавиши ручного выбора направления
Перемещение суппорта в
направлении Х
Перемещение суппорта в
направлении Z
Перемещение суппорта в
направлении Y
Перемещение суппорта на
ускоренной подаче:
одновременно нажать клавишу
ускоренной подачи и клавишу
ручного выбора направления
Page 66

Клавиша смены суппорта и шпинделя
На токарных станках с несколькими суппортами следующие
клавиши, функции и отображения относятся к выбранному
суппорту:
Клавиши ручного выбора направления
Функции наладки (примеры: установка нулевой точки детали,
установка точки смены инструмента и т.д.)
Зависящие от суппорта элементы отображения индикатора
станка
Отображение "выбранного суппорта": отображение станка
"Выбранный суппорт" указывается на "индикаторе
(смотри “Индикация станка” на странице 97).
Смена суппорта: клавиша смены суппорта
В токарных станках с несколькими шпинделями к выбранному
шпинделю относятся следующие клавиши и отображения:
Клавиши шпинделя
Зависящие от шпинделя элементы отображения станка
"Выбранный шпиндель" указывается на "отображении
3.2 Режим ручного управления
шпинделей" (смотри “Индикация станка” на странице 97).
Смена шпинделя: клавиша смены шпинделя
суппортов"
Клавиша смены суппорта и шпинделя
Переключение на следующий суппорт
Переключение на следующий
шпиндель
66
Page 67

3.3 Таблица инструмента и
зажимных устройств
Список инструментов (таблица револьверных головок)
представляет собой текущую комплектацию инструментального
суппорта. Во время "настройки списка инструментов" вводятся
идентификационные номера инструмента.
Для настройки списка инструментов можно отталкиваться от
записей раздела РЕВОЛЬВЕР из NC-программы. Функции
"Сравнить список, применить список" опираются на последнюю
NC-программу, скомпилированную в автоматическом режиме.
Опасность столкновения
Сравните список инструментов с комплектацией
инструментального суппорта и проверьте днные
инструмента перед выполнением программы.
Список инструментов и размеры установленных
инструментов должны соответствовать
действительности, так как CNC PILOT использует
эти данные при расчете всех движений суппортов,
контроле защитных зон и т.д.
Softkey для настройки списка инструментов
Удаление инструмента
Ввод инструмента из
"промежуточного накопителя"
Удаление инструмента
Перевод инструмента в
"промежуточный накопитель"
Редактирование параметров
инструмента
Записи базы данных — по типу
инструмента
Записи базы данных — по
идентификационному номеру
HEIDENHAIN CNC PILOT 4290 67
3.3 Таблица инструмента и зажимных устройств
Page 68

Настройка списка инструментов
В меню "Настройка списка инструментов" находится список
инструментов, независимо от данных NC-программы.
Ввод инструмента
Выберите "Настройки > Список инструментов > Настройка списка"
Выберите место для инструмента
Непосредственный ввод инструмента:
Нажмите кнопку ENTER (или кнопку INS): CNC PILOT откроет
диалоговое окно "Настройка"
Введите индентификационный номер и закройте диалоговое окно
Выбор инструмента из базы данных:
Отсортируйте инструменты по типу или
Отсортируйте инструменты по
индентификационному номеру
Установите курсор на желаемый инструмент
Примените инструмент
3.3 Таблица инструмента и зажимных устройств
68
Page 69

Удаление инструмента
Выберите "Настройки > Список инструментов > Настройка списка"
Выберите место для инструмента
Нажмите Softkey или
DEL: инструмент будет удален
Смена места для инструмента
Выберите "Настройки > Список инструментов > Настройка списка"
Выберите место для инструмента
Удалите инструмент и сохраните его в
"промежуточном накопителе
индентификационных номеров"
Выберите новое место для инструмента
Примените инструмент из "промежуточного
накопителя идентификационных номеров". Если
место было занято, то "предыдущий инструмент"
перемещается в промежуточный накопитель.
HEIDENHAIN CNC PILOT 4290 69
3.3 Таблица инструмента и зажимных устройств
Page 70

Сравнение списка инструментов с NCпрограммой
CNC PILOT сравнивает текущий список инструментов с записями
NC-программы, которая компилировалась последней в
автоматическом режиме. Записи раздела РЕВОЛЬВЕР действуют
в качестве заданных инструментов.
CNC PILOT выделяет следующие инструменты:
Фактический инструмент не равен заданному
Фактический инструмент: отсутствует; заданный инструмент:
внесен
Места для инструментов, которые не заняты согласно NCпрограмме, недоступны для выбора.
Опасность столкновения
Места для инструментов, которые заняты согласно
NC-программе, но не требуются, не выделяются.
CNC PILOT учитывает фактически внесенный
инструмент, даже если он не соответствует заданной
комплектации.
3.3 Таблица инструмента и зажимных устройств
70
Page 71

Сравнение списков инструментов
Выберите "Настройки > Список инструментов > Сравнение
списка"
CNC PILOT показывает текущее содержание списка
инструментов и отмечает различия от запрограммированного
списка инструментов.
Выберите выделенное место для инструмента
Нажмите кнопку INS (или кнопку ENTER ): CNC
PILOT откроет диалоговое окно „Сравнение факт/
задано“
Перенесите идентификационный номер
"заданного инструмента" в список инструментов
Поиск инструмента в базе данных
Применение инструмента
HEIDENHAIN CNC PILOT 4290 71
3.3 Таблица инструмента и зажимных устройств
Page 72

Применение списка инструментов из NC-программы
CNC PILOT применяет "новую комплектацию инструмента" из
раздела РЕВОЛЬВЕР (ссылка: последняя NC-программа,
скомпилированная в автоматическом режиме).
В зависимости от прежней комплектации держателя инструмента
могут возникнуть следующие ситуации:
Инструмент не используется: CNC PILOT вносит "новые
инструменты" в список инструментов. Позиции, которые заняты
в "старом списке инструментов", но в "новом списке" не
используются, остаются без
удалите инструмент.
Инструмент стоит на другой позиции: инструмент не
вносится, если он имеется в списке инструментов, но в новой
комплектации находится на другой позиции. CNC PILOT
сообщает об этой ошибке. Смените место инструмента.
До тех пор, пока позиция инструмента отличается от заданной
комплектации, она выделена.
Опасность столкновения
Места для инструментов, которые заняты согласно
NC-программе, но не требуются, остаются без
изменений.
CNC PILOT учитывает фактически внесенный
инструмент, даже если он не соответствует
заданной комплектации.
изменений. При необходимости
Примените список инструментов
Выберите "Настройки > Список инструментов > Применить
список"
3.3 Таблица инструмента и зажимных устройств
Простые инструменты
Функции наладки используют инструменты, которые перечислены
в базе данных. Если NC-программа использует "простые
инструменты", то процесс протекает следующим образом:
U Компиляция NC-программы: CNC PILOT актуализирует список
инструментов автоматически.
U Если места в списке инструмента заняты "старыми
инструментами", то следует запрос "Следует ли
актуализировать список инструментов?" – Актуализация
записей производится только после подтверждения.
Инструменты, отсутствующие в списке базы данных, вместо
идентификационного номера получают код „_AUTO_xx“ (xx: Tномер).
Определите параметры "простых инструментов" в NCпрограмме.
72
Page 73

Управление сроком службы инструмента
В управлении сроком службы задается цепочка замен и
инструмент обозначается как "готовый к использованию". Срок
службы/количество штук задается в базе данных инструмента.
В списке инструмента кроме идентификационного номера и
обозначения инструмента содержатся данные об управлении
сроком службы инструмента:
Статус: оставшийся срок службы инструмента/количество штук
Готовность к использованию:
инструмента/количество штук истекли, инструмент считается
"не готовым к использованию".
Atw (сменный инструмент): если инструмент не готов к
использованию, то используется сменный инструмент.
Диалоговое окно "Управление сроком службы инструмента"
используется для ввода и отображения данных о сроке службы
инструмента.
События такта, которые вводятся как „событие 1, 2“, можно
анализировать
программе.
Параметр "Управление сроком службы инструмента":
Aust-Wkz (сменный инструмент): T-номер (позиция
револьвера) сменного инструмента
Событие 1: событие такта, присходящее при истечении срока
службы данного инструмента/количества штук (событие 21..59).
Событие 2: событие такта, присходящее при истечении срока
службы/количества штук "последнего инструмента" этой
сменной цепочки (событие 21..59).
Готовность к использованию: почает инструмент как "готов к
использованию/не готов к использованию" (имеет значение
только для управления сроком службы).
в рамках программирования переменных в NC-
если срок службы
Данные о сроке службы инструмента анализируются
только при активном управлении сроком службы.
HEIDENHAIN CNC PILOT 4290 73
3.3 Таблица инструмента и зажимных устройств
Page 74

Ввод параметров срока службы
Выберите "Настройки > Список инструментов > Управление
сроком службы"
CNC PILOT отобразит внесенные инструменты
Выберите место для инструмента
Подтвердите с помощью ENTER открытие CNC PILOT
диалогового окна "Управление сроком службы"
Введите сменный инструмент и дополнительные параметры
срока службы.
Нажмите экранную кнопку "Новый резец": CNC PILOT применяет
срок службы/количество из базы данных и обозначает инструмент
как готовый к использованию.
Актуализация данных о сроке службы всех инструментов
револьвера
Выберите "Настройки > Список инструментов > Актуализация
управления сроком службы"
Подвердите "повторный запрос" с помощью ОК: CNC PILOT
использует срок службы/количество из базы данных и обозначает
3.3 Таблица инструмента и зажимных устройств
инструмент как готовый к использованию.
CNC PILOT выводит "Список инструментов, управление сроком
службы" на дисплей для проверки.
Пример применения: вы заменили режущие кромки всех
используемых инструментов и хотите продолжить обработку
детали под "управлением сроком службы".
74
Page 75

Настройка таблицы зажимных устройств
Таблица зажимных устройств анализируется с помощью
"сопутствующей графики".
С помощью "Страница вперед/назад" можно посмотреть
комплектацию зажимными устройствами других шпинделей.
Параметр "шпиндель x" (главный шпиндель, шпиндель 1, ..)
Идент. номер зажимного патрона: ссылка на базу данных
Идент. номер зажимного кулачка: ссылка на базу данных
Идент. номер дополнительного зажима: ссылка на базу данных
Зажимная
и используемой степени зажима
Диаметр зажима: диаметр, с которым зажимается
обрабатываемая деталь. (Диаметр обрабатываемой детали
при внешнем зажиме, внутренний диаметр при внутреннем
зажиме)
Параметр "Задняя бабка"
Идент. номер наконечника пиноли: ссылка на базу данных
Настройка таблицы зажимных устройств
Выберите "Настройки > Зажимные устройства > Главный
шпиндель (или задняя бабка)"
форма: определение внутреннего/внешнего зажима
Для зажимного патрона, зажимных кулачков и дополнительного
зажима: введите идент. номер зажимного устройства
Отсортировать зажимные устройства по типу
Отсортировать зажимные устройства по идент.
номеру
Выбор зажимного устройства из базы данных
Зажимная форма: несколько раз нажмите
Softkey, чтобы настроить зажимную форму
Введите диаметр зажима
3.3 Таблица инструмента и зажимных устройств
HEIDENHAIN CNC PILOT 4290 75
Page 76

3.4 Функции настройки
Установка точки смены инструмента
При G14 суппорт перемещается в точку смены инструмента.
Эта точка должна быть удалена от обрабатываемой детали
настолько, чтобы револьверная головка могла отклоняться в
любую сторону.
Точка смены инструмента задается и выводится на
индикатор как расстояние между нулевой точкой
станка и точкой привязки инструментального суппорта.
Поскольку эти значения не отображаются,
рекомендуется задавать точку смены инструмента с
помощью "контактного измерения".
3.4 Функции настройки
Точка смены инструмента представляет собой параметр
настройки.
Установка точки смены инструмента
При нескольких суппортах: задайте суппорт
Выберите "Настройки > Точка смены инструмента"
Диалоговое окно "Точка смены инструмента" показывает
действующую позицию.
Введите позицию точки смены инструмента
Контактное измерение точки смены нструмента
Переместите суппорт в "Точку смены
инструмента".
Примените позицию в качестве точки смены
инструмента, или
переместите ось на "Точку смены инструмента"
(или ось X, или ось Y).
Примените позицию оси
76
Page 77

Сместите нулевую точку заготовки
"Смещение" привязано к нулевой точке станка.
Вы можете сместить нулевую точку заготовки для
всех главных осей.
Нулевая точка заготовки представляет собой параметр
настройки.
Задайте нулевую точку заготовки
При нескольких суппортах: задайте суппорт
Поворот инструмента
Выберите "Настройки > Смещение нулевой точки"
Диалоговое окно "Смещение нулевой точки" показывает
действительную нулевую точку заготовки.
Каснитесь торцевой поверхности
Позиция касания = нулевой точке заготовки
Примените позицию касания в качестве нулевой
точки заготовки
Нулевая точка заготовки по отношению к позиции касания
Примените позицию касания
Введите "Измеренное значение" (расстояние от позиции касания
до нулевой точки заготовки)
3.4 Функции настройки
Введите позицию нулевой точки заготовки
HEIDENHAIN CNC PILOT 4290 77
Page 78

Задание защитной зоны
Параметры защитной зоны:
действительны только для "контроля защитной
зоны", в качестве программных ограничителей не
действуют
относятся к нулевой точке станка
значения X - это размеры радиусов
99999/–99999 означает, что контроль этой стороны
защитной зоны отсутствует
Параметры защитных зон настраиваются в MP 1116, 1156, .. .
Задание защитной зоны
3.4 Функции настройки
Установите любой инструмент (кроме T0).
Выберите "Настройки > Защитные зоны"
Проведите контактное измерение параметров защитных зон
для каждой оси
Выберите поле ввода.
Разместите инструмент на "границу защитной зоны".
Примените позицию как "защитная зона –X" (или
+X, –Y, +Y, –Z, +Z)
Выполните контактное измерение положительных или
отрицательных параметров защитной зоны
Выберите любое положительное или отрицательное поле ввода.
Разместите инструмент на положительную или отрицательную
"границу защитной зоны".
Примените все положительные или все
отрицательные позиции осей
Введите параметры защитной зоны
78
Page 79

Настройка размеров станка
Функция учитывает размеры станка 1..9 и "настроенные оси" по
размеру. Размеры станка можно использовать в NC-программах.
Размеры станка хранятся в MP 7.
Размеры станка привязаны к нулевой точке станка.
Задание размеров станка
Выберите "Настройки > Размеры станка"
Введите "номер размера станка"
Проведите контактное измерение отдельного размера станка
Выберите поле ввода.
Переместите ось на "позицию".
Примените позицию оси в качестве размера
станка (или позицию Y или Z).
Проведите контактное измерение всех размеров станка
Переместите суппорт на "позицию".
Примените все позиции осей суппорта в качестве
размеров станка.
3.4 Функции настройки
Введите размеры станка
Введите значения (диалоговое окно "установка размера x станка")
HEIDENHAIN CNC PILOT 4290 79
Page 80

Измерение инструмента
Все виды измерения инструмента задаются в MP 6:
0: касание
1: измерение измерительным щупом
2: измерение измерительной оптикой
В зависимости от метода измерения переместитесь в
определенную, известную системе позицию в рабочей зоне. На
основании этого CNC PILOT вычисляет установочный размер
инструмента.
Вводимые в диалоговое окно "ввод измеренного
значения" данные относятся к нулевой точке
заготовки.
Значения коррекции инструмента удаляются.
3.4 Функции настройки
Измерение инструмента
Наклон инструмента
Выберите "Настройки > Настройки инстр. > Измерение инстр."
CNC PILOT вносит определенные размеры
инструмента в базу данных.
Диалоговое окно "Измерение инстр. Т..." показывает
действующий размер.
Определение размеров инструментов путем касания
Выберите поле ввода "X"; диаметр "касание".
Примените диаметр
Выберите поле ввода "X"; торцевая поверхность "касание".
Примените "Z-позицию"
Измерение инструмента с помощью измерительного щупа
Выберите поле ввода "X/Z".
Переместите наконечник инструмента в направлении X-/Z до
измерительного щупа. CNC PILOT применяет "размер X/Z".
80
Page 81

Измерение инструмента с помощью измерительной оптики
Выберите поле ввода "X/Z".
Перекрыть острие инструмента в направлении X-/Z
перекрестьем.
Примените значение (или позицию Z)
Введите размеры инструмента
Определение коррекции инструмента
Наклоните инструмент
Выберите "Настройки > Настройка инстр. > Коррекции инстр."
Назначьте ручной маховичок оси X и переместите инструмент на
корректирующее значение
Назначьте ручной маховичок оси Z и переместите инструмент на
корректирующее значение
CNC PILOT применяет корректирующие значения.
3.4 Функции настройки
HEIDENHAIN CNC PILOT 4290 81
Page 82

3.5 Автоматический режим
В автоматическом режиме в зависимости от настройки
параметра 1 системы управления данные вводятся и
отображаются в метрических или в дюймовых
единицах измерения. Настройка в "Заголовке
программы" ЧПУ является важной для выполнения
программы, на управление и отображение она не
влияет.
3.5 Автоматический режим
Обзор Softkey в автоматическом режиме
Переключение в режим
"Графическое отображение"
Переключение отображения
станка
Настройка отображения кадров
для дополнительных каналов
Отображение базовых кадры
(отдельные пути перемещения)
Запрет/разрешение выдачи
переменных
Установка режима покадровой
отработки
Программный стоп при M01
(выборочный стоп)
Выполнение поиска стартового
кадра
82
Page 83

Выбор программы
Прежде чем вы сможете активировать программу с помощью
"Старта цикла", CNC PILOT компилирует NC-программу. "#-
переменные" вводятся во время компиляции. "Повторный запуск"
отменяет компиляцию, а "новый запуск" приводит к ее
принудительному повтору.
Если "Таблица револьверных головок" NC-
программы не отвечает текущей действительной
таблице, то следует предупреждение.
Имя NC-программы сохраняется до тех пор, пока не
будет выбрана другая программа, даже в случае
периодического выключения токарного станка.
Выбор программы
Выберите "Прогр. > Выбор программы". CNC PILOT откроет
список NC-программ.
Выбор NC-программы
NC-программа загружается без предварительной компеляции,
если
программа или список инструментов не изменялись
токарный станок не выключался.
3.5 Автоматический режим
Повторный запуск
Выберите "Прогр. > Повторный запуск".
Последняя активная NC-программа загружается без
предварительной компиляции, если
программа или список инструментов не изменялись
токарный станок не выключался.
HEIDENHAIN CNC PILOT 4290 83
Page 84

Новый запуск
Выберите "Прогр. > Перезапуск".
NC-программа загружается и компилируется.
(Применение: запуск NC-программы с #- переменными.)
Из DIN PLUS
Выберите "Прог > из DIN PLUS"
Выбранная в DIN PLUS NC-программа загружается и
компилируется.
3.5 Автоматический режим
84
Page 85

Поиск стартового кадра
При поиске стартового кадра
CNC PILOT учитывает технологические команды с начала
программы, но не выполняет смену инструмента.
CNC PILOT не выполняет перемещений.
Опасность столкновения
Если в стартовом кадре содержится команда T, то
CNC PILOT начинает с наклона револьверной
головки.
Первая команда на перемещение следует за
текущей позицией инструмента.
Выберите для всех суппортов подходящий
стартовый кадр прежде, чем нажмете Softkey
"Применить".
Поиск стартового кадра
Активизация поиска стартового кадра
Установите курсор на стартовый кадр (Softkey помогают при
поиске стартового кадра.)
Предварительно задайте N-номер: курсор
позиционируется на номер кадра
Предварительно задайте Т-номер: курсор
позиционируется на следующую команду Т
Предварительно задайте L-номер: курсор
позиционируется на следующий вызов
подпрограммы
CNC PILOT начинает поиск стартового кадра
3.5 Автоматический режим
Стартует с выбранного NC-кадра
HEIDENHAIN CNC PILOT 4290 85
Page 86

Влияние на прогон программы
Уровень выделения
NC-кадры с уровнем выделения при активном уровне выделения
не выполняются. Поле отображения "Уровни выделения"
помечает распознанные "выполнением кадра" активные уровни
выделения.
При включении/выключении уровней выделения CNC
PILOT реагирует примерно через 10 кадров (причина:
опережение при выполнении NC-кадров).
Активация/деактивация уровня выделения:
Выберите "Прогон > Уровень выделения"
Активация уровня выделения
3.5 Автоматический режим
Введите "Номер уровня", несколько уровней задайте как
"последовательность цифр"
Поле отображения "Уровни выделения"
Деактивация уровня выделения
Введие "пустое значение" в поле "номер уровня"
Производство предварительно заданного количества
изделий
Выберите "Прогон > Количество изделий"
Введите количество изделий
Работа с предустановкой количества изделий:
Диапазон количества: 0..9999
Счет производится после каждого прохождения программы.
Если NC-программа активируется с помощью "Выбора
программы", то CNC PILOT обнуляет счетчик.
После достижения количества изделий NC-программа больше
не запускается. Для нового запуска программы выберите
"Повторный запуск".
Количество изделий при выключении токарного станка
сохраняется.
Количество изделий=0:
увеличивается пошагово.
Количество изделий>0: CNC PILOT изготавливает заданное
количество; счетчик уменьшается пошагово.
без ограничения; счетчик
Значение маркировки:
Верхняя линейка: введенные уровни
выделения
Нижняя линейка: активные уровни выделения
86
Page 87

V-переменные
Работа с V-переменными:
Диалоговое окно "V-переменые" служит для отображения и
ввода переменных.
V-переменные определяются в начале NC-программы.
Значение задается в NC-программе.
Проверка или ввод V- переменных:
Выберите "Прогон > V-переменные"
CNC PILOT показывает определенные в NC-программе
переменные.
Изменение переменной: нажмите экранную кнопку
"Редактирование"
Режим покадровой отработки
В "Режиме покадровой отработки" выполняется одна NC-команда
(базовый кадр), затем CNC PILOT переходит в состояние
"Остановка подачи".
Установка режима покадровой отработки
3.5 Автоматический режим
Активируйте режим покадровой отработки
"Старт цикла" выполняет следующую NC-команду
Выборочный стоп
Если "выборочный стоп" активен, то CNC PILOT при M01
останавливается и переходит в состояние "остановка подачи".
Прогон программы при "выборочном стопе"
Активируйте "выборочный стоп"
При М01 CNC PILOT переходит в состояние "остановка подачи".
"Старт цикла" продолжает выполнение
программы
Статус выборочного стопа
Выборочный стоп ВЫКЛ
Выборочный стоп ВКЛ
HEIDENHAIN CNC PILOT 4290 87
Page 88

Корректировка подачи F%
С помощью корректировки подачи изменяется
запрограммированная подача (диапазон от 0 % .. 150 %).
Индикатор станка показывает текущую корректировку подачи.
Регулировка корректировки подачи
Отрегулируйте подачу с помощью потенциометра подачи (на
станочном пульте)
Коррекция частоты вращения
С помощью корректировки частоты вращения изменяется
запрограммированная частота вращения (диапазон от 50 % .. 150
%). Индикатор станка показывает текущую корректировку частоты
вращения.
3.5 Автоматический режим
Настройка коррекции частоты вращения
Частота вращения на 100 %
(запрограммированное значение)
Увеличить частоту вращения на 5 %
Уменьшить частоту вращения на 5 %
Значения коррекции
Коррекции инструмента
U Выберите "Корр. > Коррекции инструмента"
U T-номер: CNC PILOT показывает активный "T-номер" и
значение коррекции. Вы можете ввести другой Т-номер.
U Введите значения коррекции
U CNC PILOT прибавляет введенные значения коррекции к
прежним значениям.
Коррекция инструмента:
действуют со следующей команды на перемещение
передаются в базу данных
может быть изменена максимум на 1 мм
88
Page 89

Аддитивные коррекции
U Выберите "Корр. > Аддитивные коррекции"
U Введите номер коррекции (901..916). CNC PILOT отображает
действительные значения коррекции.
U Введите значения коррекции
U CNC PILOT прибавляет введенные значения коррекции к
прежним значениям.
Аддитивные коррекции:
активируются с помощью "G149 .."
управляются в параметре настройки 10
могут быть изменены максимум на 1 мм
Управление сроком службы инструмента
В автоматическом режиме в "Управлении сроком службы
инструмента" включается/выключается готовность инструмента к
использованию или актуализируются данные срока службы.
Изменение данных срока службы
Выберите "Корр > Управление сроком службы инструмента"
CNC PILOT отображает список инструментов с текущими
данными по сроку службы.
Выберите место для инструмента
Подтвердите с помощью ENTER открытие CNC PILOT
диалогового окна "Управление сроком службы"
Регулировка "готовности к использованию"
Нажмите экранную кнопку "новый резец", чтобы актуализировать
данные по сроку службы.
3.5 Автоматический режим
HEIDENHAIN CNC PILOT 4290 89
Page 90

Инспекционный режим
Для инспекционного режима прервите выполнение программы,
проверьте или откорректируйте "активный инструмент" или
поменяйте резец. Затем продолжайте выполнение NCпрограммы с места ее прерывания.
Если Вы "отводите" инструмент, то CNC PILOT запоминает
первые пять перемещений. При этом любое изменение
направления движения соответствует перемещению.
Указания по инспекционному режиму:
Во время процесса инспекции можно поворачивать
револьверную головку, нажимать клавиши
шпинделя и т.д. Программа возврата устанавливает
"правильный" инструмент.
При смене резца выбирайте корректирующие
значения таким образом, чтобы инструмент
останавливался до точки прерывания.
3.5 Автоматический режим
Инспекционный цикл состоит из следующих шагов:
1 Прервите выполнение программы и "отведите"
2 Проверьте инструмент, при необходимости смените резец.
3 Переместите инструмент обратно
1. Инспеционный режим - отвод инструмента
В состоянии "Стоп цикла" можно прервать
инспекционный цикл нажатием клавиши ESC и
переключиться
в режим "ручного управления".
инструмент.
Прервите выполнение программы
„Выберите "ИНСП(екция)"
Отведите инструмент с помощью ручных клавиш направления.
При необходимости наклоните револьверную головку.
90
Page 91

2. Инспекционный режим - проверка резца
Проверьте, при необходимости замените резец.
Завершите процесс инспеции. CNC PILOT
загрузит программу возврата („_SERVICE“).
Откроется диалоговое окно "Коррекции инстр.", введите
корректировку инструмента
Для нового резца введите корректирующее значение так, чтобы
при возврате инструмент останавливался перед точкой
прерывания.
При необходимости активируйте шпиндель.
3. Инспеционный режим – возврат инструмента
В начале программы возврата следуют два вопроса
"Продолжение старта повторным подводом?" и "Подвод к/перед
точкой прерывания". Ответами на вопросы вы управляете
программой возврата следующим образом:
Продолжение старта = да (см. 3.1 Возврат инструмента и
"продолжение старта")
Подвод к точке прерывания: программа возврата подводит
инструмент на ускоренном
продолжает выполнение программы без остановки.
Подвод перед точкой прерывания: программа возврата
подводит инструмент на ускоренном ходу к точке перед
точкой прерывания и продолжает выполнение программы без
остановки.
Продолжение старта = нет (см. 3,2 Возврат инструмента и
остановка)
Подвод к точке прерывания: программа возврата подводит
инструмент к
программы.
Подвод перед точкой прерывания: программа возврата
подводит инструмент к точке перед точкой прерывания и
останавливает выполнение программы.
"Продолжение старта = да" применяется, как правило, в том
случае, если режущая кромка не менялась.
точке прерывания и останавливает выполнение
ходу к точке прерывания и
3.5 Автоматический режим
HEIDENHAIN CNC PILOT 4290 91
Page 92

3.1 Возврат инструмента и "продолжение старта"
Запустите программу возврата.
Откроется диалоговое окно "Продолжение старта повторным
подводом?“. Введите "1" (=да)
Подвод к точке прерывания:
Откроется диалоговое окно "Подвод к точке прерывания (UP)“.
Введите "0" (=на UP)
Программа возврата перемещает инструмент в точку прерывания
и продолжает выполнение программы без остановки.
Подвод перед точкой прерывания:
3.5 Автоматический режим
Откроется диалоговое окно "Подвод перед точкой прерывания
(UP)" – введите "1" (=перед UP)"
Затем в диалоговом окне "Расстояние до точки прерывания"
введите расстояние до точки прерывания
Программа возврата перемещает инструмент в точку перед
точкой прерывания и продолжает выполнение программы без
остановки.
Инспекционный цикл завершен.
92
Page 93

3.2 Возврат инструмента и остановка
Запустите программу возврата.
Откроется диалоговое окно „Продолжение старта повторным
подводом ?" – введите "0"(=нет)
Подвод в точку прерывания:
Открывается диалоговое окно "Подвод на точку прерывания (UP)"
– введите "0" (=на UP)"
Программа возврата перемещает инструмент в точку прерывания
и останавливается.
Подвод перед точкой прерывания:
Откроется диалоговое окно "Подвод на точку прерывания (UP)" –
введите "1" (=перед UP)"
Затем в диалоговом окне "Расстояние до точки прерывания"
введите расстояние до точки прерывания
Программа возврата перемещает инструмент в точку перед
точкой прерывания и останавливается.
3.5 Автоматический режим
Продолжите выполнение программы.
Инспекционный цикл завершен.
Снова выберите "Инсп(екция)"
Откроется диалоговое окно "Касание инструментом" (для
информации)
Следует назначить ручной маховичок оси X-/Z и выполнить
"касание"
Примените с помощью "Применить значение" определенное с
помощью ручного маховичка корректирующее значение.
Продолжите выполнение программы.
Инспекционный цикл завершен.
HEIDENHAIN CNC PILOT 4290 93
Page 94

Если NC-программа останавливается перед точкой
прерывания, то " удаление до точки прерывания" имеет
крайне важное значение для точки старта:
Если введенное значение больше, чем расстояние
от начала кадра до точки прерывания, то CNC PILOT
стартует с начала прерванного NC-кадра.
Если введенное расстояние меньше, чем
расстояние от начала кадра до точки прерывания, то
CNC PILOT
учитывает это расстояние.
Отображение кадра, выдача переменных
CNC PILOT различает:
Отображение кадра: NC-кадры отображаются так, как они
были запрограммированы.
Отображение базового кадра: циклы "раскрыты".
Отображаются отдельные перемещения. Нумерация базовых
3.5 Автоматический режим
кадров не зависит от запрограммированных номеров кадров.
Активация индикации базовых кадров:
U Включение/выключение индикации базовых
кадров
Индикация канала
В токарных станках с несколькими суппортами активируйте
отображение кадров максимум для 3 каналов.
Подключение отображения каналов:
U При каждом нажатии Softkey "подключается" один
канал. После этого отображается только один
канал.
Если активно отображение кадров для одного канала, то
отображение базовых кадров производится в правом окне. Если
активно отображение кадров нескольких каналов, то отображение
базовых кадров замещает отображение кадров.
Размер шрифта
Размер шрифта отображения кадров настраивается через меню.
U "Инд > Размер шрифта > меньше" уменьшает шрифт
U "Инд > Размер шрифта > больше" увеличивает шрифт
Вывод переменных
U "Нажатая Softkey" допускает вывод переменных (с
помощью PRINTA). В противном случае вывод
переменных блокируется.
Индикаторы контроля нагрузки: смотри “Контроль нагрузки” на
странице 101
94
Page 95

Графическое отображение
"Автоматическая графика" представляет запрограммированные
заготовки и готовые детали и отображает перемещения. При этом
вы контролируете процесс изготовления в непросматриваемых
точках, получаете обзор состояния обработки и т.д.
Все обработки, а также фрезерные операции представлены в
"поворотном окне" (XZ-вид).
U Активация графики. Если графика уже была
активирована, то графическое изображение
адаптируется к текущему состоянию обработки.
U Назад к отображению кадра
С помощью приведенных в таблице Softkey можно изменять вид
представления перемещений.
CNC PILOT в режиме "стандартных настроек" при каждом
переходе на следующий кадр прорисовывает все перемещение.
При настройке "Движение" графическое предоставление
процесса снятия стружки производится синхронно с процессом
изготовления.
Softkey "графический индикатор"
Установка режима покадровой
отработки
3.5 Автоматический режим
Если заготовка не запрограммирована, то
предполагается "стандартная заготовка"
(управляющий параметр 23).
"Движение" должно быть настроено до начала NC-
программы. При повторениях программы (М99)
"Движение" стартует при следующем прогоне
программы.
Представление перемещений
(смотри “Отображение пути” на
странице 384):
Линия, или
Дорожка резания
Представление инструмента
(смотри “Компоновка экрана,
клавиши Softkey” на странице 379):
Световая точка, или
Инструмент
Представление процесса снятия
стружки производится синхронно с
процессом изготовления
HEIDENHAIN CNC PILOT 4290 95
Page 96

Увеличение, уменьшение, настройка фрагмента изображения
Регулировка лупы с клавиатуры:
U Активируйте "Лупу". "Красный прямоугольник"
обозначает новый фрагмент изображения.
U Настройте фрагмент изображения:
Увеличение: "страница вперед"
Уменьшение: "страница назад"
Смещение: клавиши курсора
U Выход из режима "Лупа". Отображается новый
фрагмент изображения
Регулировка лупы с сенсорной панели:
U Установить курсор в углу фрагмента изображения
U При нажатой левой клавиши мыши передвиньте курсор в
противоположный угол фрагмента изображения
U Правая клавиша мыши: возврат к стандартному размеру
3.5 Автоматический режим
U Выход из режима "Лупа". Отображается новый
фрагмент изображения.
Установите сильное увеличение "Обрабатываемая
деталь максимально" или "Рабочая зона", чтобы затем
выбрать новый фрагмент изображения.
Стандартные регулировки производятся с помощью Softkey (см.
таблицу). Регулировка "по координатам" (окно моделирования и
позиция нулевой точки заготовки) относится к выбранному
суппорту.
Softkey "графический индикатор"
Последняя настройка "заготовка
максимально" или "рабочее
пространство"
Отменяет последнее увеличение
Максимально возможный размер
изображения заготовки
Изображение рабочего
пространства, включая точку
смены инструмента
Настройка окна моделирования и
позиции нулевой точки заготовки
96
Page 97

Мехатронная задняя бабка
Перемещаемый противошпиндель можно использовать в
качестве мехатронной задней бабки, если производитель
подготовил станок для реализации этой фунции.
Если это так, то запустите режим пиноли с помощью пункта меню
"Ручной режим ЧПУ". Для этого необходимо, чтобы
автоматический режим был остановлен с помощью "Цикл стоп"
или М0/М01 в NC-программе вызвали "Цикл
стоп".
Статус постпроцессного измерения
При постпроцессном измерении обрабатываемые детали
измеряются вне токарного станка и "Результаты" передаются в
CNC PILOT. Диалоговое окно „PPM Info“ выдает информацию о
статусе измеряемых значений, показывает переданные
"Результаты" и позволяет проводить инициализацию соединения
с измерительным устройством.
Управление "постпроцессным измерением":
U Выберите "Инди(кация) > PPM статус"
U Диалоговое окно "PPM Info“ показывает статус измеренных
значений и последние переданные "результаты".
U Нажатие экранной кнопки "Init" запускает установку соединения
с поспроцессным измерительным устройством и удаляет
результаты измерений.
Диалоговое окно "PPM Info":
Подключение измеренного значения (соответствует параметру
управления 10)
Выход: результаты измерений применяются немедленно и
заменяют собой прежние измеренные значения.
Вход: результаты измерений применяются только после того,
как будут обработаны прежние измеренные значения.
Измеренные значения действительны: статус измеренных
значений (после применения измеренных значений с помощью
G915 статус меняется на "недействительно").
#939: глобальный результат последнего процесса измерения
#940..956: последние отправленные измерительным
устройством результаты измерений
3.5 Автоматический режим
Функция "Постпроцессное измерение" сохраняет
принятые "Результаты" в буферной памяти.
Диалоговое окно "PPM Info“ в #939..956 отображает не
переменные, а значения буферной памяти.
HEIDENHAIN CNC PILOT 4290 97
Page 98

3.6 Индикация станка
Переключение отображения
Индикация станка CNC PILOT является конфигурируемой. Вы
можете настроить для каждого суппорта до 6 отображений в
режиме ручного и автоматического управления (начиная с
параметра управления 301).
Переключение отображения
U Переключение на "последнее настроенное
отображение".
3.6 Индикация станка
Инидкация положения
В "типе отображения" (MP 17) регулируются значения
отображения позиции:
0: фактическое значение
1: ошибка рассогласования
2: путь
3: острие инструмента по отношению к нулевой точке станка
4: позиция суппорта
5: расстояние опорный кулачок – нулевой импульс
6: заданное значение положения
7: разность острие инструмента – позиция суппорта
8: IPO-заданная позиция
U Переключение на отображение следующего
суппорта.
U Переключение на отображение следующего
шпинделя.
98
Page 99

Элементы отображения
Следующая таблица разъясняет значение полей стандартного
отображения. Дополнительные поля отображения: смотри
“Параметры управления для системы отображения станка” на
странице 604.
Элементы отображения
Индикация позиции (расстояние острие инструмента – нулевая точка заготовки)
Пустое поле: ось не прошла отсчетное перемещение
Буква оси белая: нет "разрешения"
Вывод отображаемых значений серым цветом (только для X или Z): отображение
фактического значения недействительна, так как ось В была наклонена.
Индикация позиции C:
"Индекс": обозначает ось C "0/1"
Пустое поле: ось C не
Буква оси белая: нет "разрешения"
Индикация остаточного пути (оставшийся путь текущей команды на перемещение)
Гистограмма: остаточный путь в "мм"
Нижнее левое поле: фактическая позиция
Правое нижнее поле: остаточный путь
Т-отображение без контроля срока службы
Т-номер активного инструмента
Значения коррекции инструмента
Т-отображение с контролем срока службы
номер активного инструмента
Т-
Данные по сроку службы
Информация о количестве изделий/единицах времени
Количество изготовленных изделий этой партии
Время изготовления текущей обрабатываемой детали
Общее время производства этой партии изделий
Индикация загрузки
Загрузка двигателя шпинделя/привода оси относительно номинального крутящего
момента
активна
3.6 Индикация станка
D-отображение (аддитивные коррекции)
Номер активной коррекции
Корректирующие значения
HEIDENHAIN CNC PILOT 4290 99
Page 100

Элементы отображения
Статус цикла:
Цикл ВКЛ
Остановка подачи
Цикл ВЫКЛ
3.6 Индикация станка
Ручное управление
Инспекционный
цикл
Режим наладки
Статус шпинделя:
Направление
вращения
шпинделя M3
Направление
вращения
шпинделя M4
Шпиндель-стоп
Индикация суппорта
Белый символ: нет "разрешения"
Цифра: выбранный суппорт
Белый фон: "конвертация и отображение" не активны (G30)
Цветной фон: "конвертация и отображение" активны (G30)
Статус цикла
Гистограмма: корректировка подачи "в %"
Верхнее поле: корректировка подачи
Нижнее поле:
Текущая подача
При неподвижном суппорте: заданная подача (серый шрифт)
Номер суппорта на синем фоне
Отображение шпинделя
Белый символ: нет "разрешения"
Цифра в символе шпинделя: ступень редуктора
"H“/цифра: выбранный шпиндель
Статус шпинделя
Гистограмма: корректировка частоты вращения "в %"
Верхнее поле: корректировка частоты вращения
Нижнее поле:
текущая частота вращения
при неподвижном
при регулировке положения (M19): позиция шпинделя
суппорте: заданная частота вращения (серый шрифт)
: активная обработка задней поверхности
Шпиндель в
процессе
регулирования
положения (M19)
C-ось
"активирована"
100
 Loading...
Loading...