

Page 1

< Series 0+-MODEL F Plus
规格说明书
© FANUC CORPORATION, 2019
B-64692CM/01
Page 2

·本说明书的任何内容不得以任何方式复制。
·本机的外观及规格如需改良而变更,恕不另行通知。
本说明书中所载的商品,受到日本国《外汇和外国贸易法》的限制。从日本出口该商品时,
可能需要日本国政府的出口许可。
另外,将该商品再出口到其他国家时,应获得再出口该商品的国家的政府许可。此外,某些
商品可能还受到美国政府的再出口法的限制。若要出口或再出口该商品时,请向我公司洽询。
我们试图在本说明书中描述尽可能多的情况。
然而,要在本说明书中注明所有禁止或不能做的事宜,需要占用说明书的大量篇幅,所以本
说明书中没有一一列举。
因此,对于那些在说明书中没有特别指明可以做的事,都应解释为“不可”。
本说明书中记载了本公司商品以外的程序名称及设备名称等,而这些商品都标注了各厂商的
注册商标。
但是,正文中有的地方未明确标注®及TM标记。
Page 3
B-64692CM/01 安全使用须知
安全使用须知
警告、注意和注释
警告
用于在错误操作时,有可能会出现使用者死亡或者受重伤等危险的情况。
注意
用于在错误操作时,有可能会出现人员轻伤或中度受伤、物品受损等危险的情况。
注释
用于记述补充说明属警告或者注意以外的事项。
一般警告和注意
警告
在实际加工工件时,不能一上来就运转机床,要充分确认机床的动作状态;确认项目包括:使用单程序段、进
给速度倍率、机床锁定等功能或没有安装刀具和工件时的空载运转。如果不能肯定机床运转正常,会因为机床
预想不到的运转而损坏工件或者机床,或导致操作人员受伤。
机床运转之前应认真检查是否已经正确输入想要输入的数据。
使用不正确的数据运转机床,会因为机床预想不到的运转而损坏工件和机床,或导致操作人员受伤。
要确保进给速度与打算进行的操作相适应。一般地讲,每台机床其最大进给速度受到限制。根据运转内容的不
同,最佳速度也不同,请依照机床说明书执行。
如果机床运转的速度不正确,会给机床带来预想不到的负荷,从而损坏工件和机床,或导致操作人员受伤。
当使用刀具补偿功能时,请充分确认补偿方向和补偿值。使用不正确的数据运转机床,会因为机床预想不到的
运转而损坏工件和机床,或导致操作人员受伤。
5
制造商已经设置了
CNC和PMC
参数的最佳值,一般情况下用户不必改变。然而,在迫不得已必须改变参数时,
在改变前,必须弄懂该参数的功能。
如果参数设置不正确,则会因为机床预想不到的运转而损坏工件和机床,或导致操作人员受伤。
为了更加安全地使用 CNC 装置附带的机床(以下简称“机床”),“安全使用须知”描述与 CNC 装置相关的安装注意事
项。用户所使用的某些 CNC 装置虽然没有相对应的功能,但已经标上了该项注意事项,用户在阅读时可以忽略。
有关机床的安全注意事项,请参阅机床制造商提供的说明书。
凡是编写机床程序和进行机床操作的作业人员,必须在充分理解机床制造商提供的说明书和本说明书的内容后再使用。
本说明书中,为保障使用者的人身安全及防止机床破损,根据安全注意事项的不同程度,正文中分别以“警告”及“注
意”来标记说明。
另外,补充说明内容以“注释”标记说明。
在使用之前,必须熟读这些“警告”、“注意”和“注释”中所叙述的事项。
• 请仔细阅读本说明书,并加以妥善保管。
1
2
3
4
s-1
Page 4
安全使用须知 B-64692CM/01
注意
接通电源后,在位置显示画面或报警画面显示在
装置的画面上之前,不要触摸
单元上的任何按键。
单元上的某些键是为维护或别的特殊操作而设置的,按压这些键中的任何一个,都会使
处于预想不
到的状态,在这种状态下启动机床有可能导致机床预想不到的运转。
操作说明书说明
装置具备的全部功能,其中包括选项功能。应注意的是,所选的选项功能将随着机床型
号不同而不同。因此,说明书中所载的有些功能不能使用,用户应事先确认机床的规格。
某些功能可能是按机床制造商的要求提供的。当使用这些功能时,关于使用方法和注意事项,请参阅机床制造
商提供的说明书。
液晶显示屏使用非常精密的加工技术制作而成,但是由于其特性,有时会存在像素缺陷和经常点亮的像素。但
是这并非故障,请予谅解。
注释
程序、参数和宏变量都存储在
装置内部的永久性存储器中。通常,即使接通/断开电源,存储内容也不会
丢失。但是,有时会因为不注意而将这些数据删除掉,或者在修复故障时,需要清除永久性存储器中的全部数
据。
为避免上述情况的发生,确保被删除数据的迅速恢复,应将这些数据制成备份并妥善保管起来。
与编程有关的警告和注意
警告
1
坐标系设定
如果坐标系的设定不正确,即使程序的移动指令正确,也会导致机床预想不到的运转。
这种情况会损坏刀具、机床和工件,或导致操作人员受伤。
用非直线插补法定位
当用非直线插补法定位时(即在起点和终点之间采用非线性运动定位模式),在进行编程之前,必须仔细确认
刀具的路径。
由于定位是在快速进给下进行的,如果刀具与工件相碰,就会损坏刀具、机床和工件,或导致操作人员受伤。
旋转轴动作的功能
编制极坐标插补或法线方向控制等的程序时,应格外注意旋转轴的速度。程序编得不合适,会使旋转轴的速度
变得过快,或由于工件的安装方法不当,工件因离心力而脱落。
这种情况会损坏刀具、机床和工件,或导致操作人员受伤。
英制/米制转换
由英制输入转为米制输入,或由米制输入转为英制输入,并不转换工件原点偏置值、各类参数和当前位置等单
位。因此,在运行机床之前,必须充分确认这类数据的单位。试图用错误的数据进行操作,会损坏刀具、机床
和工件,或导致操作人员受伤。
周速恒定控制
在周速恒定控制中周速恒定控制轴的工件坐标系的当前位置接近零点时,主轴的速度会变得过快,因此,必须
正确指定最大转速。如果没有正确指定最大转速,就会损坏刀具、机床和工件,或导致操作人员受伤。
6
行程检查
对于需要进行手动参考点返回的机床,在接通电源后,务必进行手动参考点返回。在手动参考点返回之前,行
程检查失效。注意,在行程检查失效的状态下,即使行程超出限制,也不会有报警发出,从而损坏刀具、机床
和工件,或导致操作人员受伤。
7
路径间干涉检测
路径间干涉检测是根据在自动运行期间所指定的刀具数据进行的。如果指定的刀具与实际使用的刀具不匹配,
就不能正确进行干涉检查,从而损坏刀具和机床,或导致操作人员受伤。
接通电源时以及手动选择一个刀架后,务必在自动运行下指定所用刀具的刀具号。
1
MDI
2
3
4
下面叙述与编程有关的主要安全注意事项。
在编程时,请仔细阅读操作说明书,充分理解里面的内容。
2
3
4
CNC
CNC
CNC
MDI
CNC
5
s-2
Page 5
B-64692CM/01 安全使用须知
注意
绝对/增量模式
如果用绝对值编写的程序在增量模式下执行,或者用增量值编写的程序在绝对模式下执行,会导致机床预想不
到的运转。
平面选择
在圆弧插补/螺旋插补/固定循环等中,如果指定的平面不正确,会导致机床预想不到的动作。详情请参阅各自
的功能描述。
扭矩极限跳过
在试图进行扭矩极限跳过之前,务必将扭矩极限设为有效。
如果在扭矩极限失效的状态下指定扭矩极限跳过,将执行移动指令而不产生跳过动作。
可编程镜像
注意:当可编程镜像被设为有效时,之后的程序动作将会发生很大的变化。
补偿功能
如果在补偿功能模式下指定机床坐标系的指令或与参考点返回相关的指令,则会暂时取消补偿,从而导致机床
预想不到的运转。
因此,在发出上述任何指令之前,先取消补偿功能模式。
与操作有关的警告和注意
警告
1
手动运行
手动运行机床时,要把握刀具和工件的当前位置,还要充分确认移动轴、移动方向和进给速度的选择没有错误。
错误操作会损坏刀具、机床和工件,或导致操作人员受伤。
手动参考点返回
对于需要进行手动参考点返回的机床,在接通电源后,务必进行手动参考点返回。如果不首先进行手动参考点
返回就操作机床,会导致机床预想不到的运转。另外,在进行手动参考点返回之前,行程检查失效。
这种情况会损坏刀具、机床和工件,或导致操作人员受伤。
手动手轮进给
手动手轮进给时,若选择
倍等较大的倍率旋转手轮,会使刀具和转台的移动速度加快。因此,运转时如果
不加注意,就会损坏刀具、机床和工件,或导致操作人员受伤。
4
倍率的失效
在螺纹切削、刚性攻丝或其他攻丝期间,当指定宏变量倍率失效或取消倍率而倍率失效时,将成为预想不到的
速度,从而损坏刀具、机床和工件,或导致操作人员受伤。
5
零点/预设操作
当机床处于程序执行中时,原则上不要进行零点/预设操作。
若在程序执行中进行零点/预设操作,在之后的程序执行过程中,机床将执行预想不到的动作。
这种情况会损坏刀具、机床和工件,或导致操作人员受伤。
工件坐标系位移
手动干预、机床锁定或镜像都会导致工件坐标系位移。因此,在执行程序之前,必须认真确认坐标系。
如果不考虑工件坐标系的位移而执行程序,会导致机床预想不到的运转。
这种情况会损坏刀具、机床和工件,或导致操作人员受伤。
软件操作面板和菜单开关
利用软件操作面板和菜单开关,可以从
单元指定机床面板不支持的操作,如改变模式、改变倍率值、指
定
进给指令等。
因此,如果不注意操作
单元键,会导致机床预想不到的运转。这种情况会损坏刀具、机床和工件,或导
致操作人员受伤。
(复位)键
按下
键时,执行中的程序停止。结果,伺服轴也会随之停止,但是,
键由于
单元的故障
等原因而有可能不起作用,为了确保安全,在需要停止电机时,不要按下
RESET
键,而应使用紧急停止按钮。
1
2
3
4
5
本节示出与操作机床有关的为确保安全的主要注意事项。
在进行操作时,请仔细阅读操作说明书,充分理解里面的内容。
2
3
100
6
7
JOG
8 RESET
RESET
MDI
MDI
s-3
RESET
MDI
Page 6
安全使用须知 B-64692CM/01
注意
手动干预
如果在程序执行过程中进行手动干预,根据不同的状态,在重新启动机床时,移动路径会有所不同。因此,手
动干预之后,在重新启动机床之前,应确认手动绝对开关、参数和绝对/增量指令模式等的状态。
进给保持、倍率和单程序段
使用用户宏程序系统变量
,可使进给保持、进给速度被率和单程序段功能失效。这时,由操作人员进行
的这些操作将会失效,操作机床时必须格外小心。
空运行
通常采用空运行来确认机床的运转性能。空运行时机床以空运行速度运转,该速度不同于用程序指定的进给速
度。有时机床会在快速进给下运动。
编辑程序
如果机床暂停加工,之后对加工中的程序进行修改、插入或删除,然后继续执行该程序,就会导致机床预想不
到的运转。对正在使用的加工程序进行修改、插入或删除是十分危险的,原则上不要擅自为之。
与日常维护有关的警告
警告
存储器备份电池的更换
更换电池的工作只有那些已经接受过维修培训和安全培训的人员才能胜任。
在打开机柜更换电池时,切勿触碰高压电路部分(标有
标记并配有防触电外壳)。
触摸不加盖的高压电路,会导致触电。
注释
靠电池来保存存储器的数据,即使在无外部电源供应的情况下也必须保存诸如程序、偏置值、参数等数据。
当电池的电压下降时,机床操作面板上或画面上会显示电池电压下降报警。
当电池电压下降的报警显示后,应在一周内更换电池。若不更换电池,存储器中的数据将会丢失。
电池的更换步骤,请参阅操作说明书(车床系统/加工中心系统通用)的Ⅳ.维护篇中的电池更换方法。
警告
绝对脉冲编码器电池的更换
本作业只允许些已经接受过维修培训和安全培训的人员实施。
在打开机柜更换电池时,切勿触碰高压电路部分(标有
标记并配有防触电外壳)。
触摸不加盖的高压电路,会导致触电。
注释
绝对脉冲编码器靠电池来保存绝对位置的数据。
当电池的电压下降时,机床操作面板上或画面上会显示出绝对脉冲编码器的电池电压下降报警。
当电池电压下降的报警显示后,应在一周内更换电池。若不更换电池,绝对脉冲编码器内部的绝对位置数据将
会丢失。
更换电池的方法,请参阅
FANUC SERVO MOTOR AMPLIFIER αi series
维修说明书。
警告
保险丝的更换
在更换烧断的保险丝之前,应先找到造成保险丝熔断的原因并将它排除。
因此,只有那些已经接受过维修培训和安全培训的人员才能胜任此项工作。
在打开机柜更换保险丝时,切勿触碰高压电路部分(标有
标记并配有绝缘盖)。
触摸不加盖的高压电路,会导致触电。
1
2
3
4
1
CNC
#3004
2
3
s-4
Page 7
B-64692CM/01 安全使用须知
警告
4
要以避免直接溅到切屑或切削液的模式使用控制器单元、显示单元、
MDI
单元以及机床操作面板。此外,即使
以避免切削液直接溅到的模式进行使用,包含有活性度较高的硫磺或氯的切削液、被称为合成型的无油切削液、
或者碱度较高的水溶性切削液,给控制单元以及周边单元造成的影响尤其大,有可能会发生如下所示的故障,
希望予以注意。
有关含有活性度较高的硫磺或氯的切削液
在含有硫磺或氯的切削液中,有的活性度非常高。这样的切削液若附着于
以及周边单元,将有可能与
树脂等材料引起化学反应,导致腐蚀或劣化。此外,若侵入到
以及周边单元的内部,将有可能使得作
为部件材料使用的铜和银等金属腐蚀,导致部件不良。
关于渗透性较高的合成型的切削液
将
(聚二醇)等用于润滑成分的合成型的切削液中,有的渗透性非常高。这样的切削液,即使是密闭
性较好的装置,也很容易从密封垫等中渗透到内部,若进入到
以及周边单元的内部,有可能会引起绝
缘劣化或部件不良。
关于碱度较高的水溶性切削液
通过脂肪族醇胺等来提高pH值的切削液中,具有在标准稀释时成为
以上的强碱性的切削液。这样的
切削液若附着于
CNC
以及周边单元表面,将有可能与树脂等材料引起化学反应,导致腐蚀或劣化。
PAG
CNC
CNC
CNC
pH10
s-5
Page 8

Page 9

B-64692CM/01 目录
目录
安全使用须知 ................................................................................................................................. s-1
I. 概述
1 概述 ........................................................................................................................................... 3
2 规格一览表 ............................................................................................................................... 6
II. NC 功能
1 轴控制 ..................................................................................................................................... 37
1.1 最大总控制轴数 ................................................................................................................................. 37
1.2 机床组数 ............................................................................................................................................. 37
1.3 控制路径数 ......................................................................................................................................... 37
1.3.1 多路径控制 ........................................................................................................................................ 37
1.3.2 工件装卸机控制功能 ........................................................................................................................ 38
1.4 控制轴数/控制主轴数 ........................................................................................................................ 38
1.5 PMC 轴控制 ....................................................................................................................................... 39
1.6 Cs 轮廓控制 ........................................................................................................................................ 39
1.7 轴名称 ................................................................................................................................................. 39
1.7.1 轴名称 ................................................................................................................................................ 39
1.7.2 扩展轴名称 ........................................................................................................................................ 39
1.8 间接轴地址指令 ................................................................................................................................. 40
1.8.1 间接轴地址 ........................................................................................................................................ 40
1.8.2 AXNUM 函数 .................................................................................................................................... 41
1.9 扩展主轴名称 ..................................................................................................................................... 41
1.10 同步/混合控制 .................................................................................................................................... 42
1.11 重叠控制 ............................................................................................................................................. 44
1.12 进给轴同步控制 ................................................................................................................................. 45
1.13 倾斜轴控制 ......................................................................................................................................... 45
1.14 串联控制 ............................................................................................................................................. 46
1.15 串联减振控制 ..................................................................................................................................... 46
1.16 扭矩控制 ............................................................................................................................................. 46
1.17 磁极位置检测 ..................................................................................................................................... 47
1.18 控制轴拆除 ......................................................................................................................................... 47
1.19 双控制轴切换 ..................................................................................................................................... 47
1.20 最小设定单位 ..................................................................................................................................... 47
1.20.1 高精度程序指令 ................................................................................................................................ 48
1.21 柔性进给齿轮 ..................................................................................................................................... 48
1.22 双位置反馈 ......................................................................................................................................... 48
1.23 HRV 控制 ........................................................................................................................................... 49
1.24 英制/公制切换 .................................................................................................................................... 50
1.25 互锁 ..................................................................................................................................................... 50
1.25.1 启动锁住 ............................................................................................................................................ 50
1.25.2 全轴互锁 ............................................................................................................................................ 50
1.25.3 不同轴互锁 ........................................................................................................................................ 50
1.25.4 各轴方向的互锁 ................................................................................................................................ 50
1.25.5 程序段开始互锁 ................................................................................................................................ 50
1.25.6 切削程序段开始互锁 ........................................................................................................................ 51
c-1
Page 10

目录 B-64692CM/01
1.26 机床锁定 ............................................................................................................................................. 51
1.26.1 全轴机床锁住 .................................................................................................................................... 51
1.26.2 各轴机床锁住 .................................................................................................................................... 51
1.27 紧急停止 ............................................................................................................................................. 51
1.28 超程 ..................................................................................................................................................... 51
1.29 存储行程检测 1 .................................................................................................................................. 51
1.30 存储行程检测 1 区域扩展 ................................................................................................................. 52
1.31 行程检测外部设定 ............................................................................................................................. 52
1.32 存储行程检测 2 .................................................................................................................................. 52
1.33 存储行程检测 3 .................................................................................................................................. 52
1.34 移动前的行程限位检查 ..................................................................................................................... 53
1.35 移动前行程限位检查的程序段的刀具路径检查 ............................................................................. 53
1.36 卡盘尾架屏障 ..................................................................................................................................... 54
1.37 刚刚通电后的存储行程检测 ............................................................................................................. 55
1.38 行程限位范围变更功能 ..................................................................................................................... 55
1.39 信号的存储行程极限范围切换功能 ................................................................................................. 55
1.40 镜像 ..................................................................................................................................................... 56
1.41 位置跟踪 ............................................................................................................................................. 56
1.42 伺服关断/机械手轮 ......................................................................................................................... 56
1.43 倒角 ON/OFF ..................................................................................................................................... 57
1.44 路径间干涉检测 ................................................................................................................................. 57
1.45 异常负载检测 ..................................................................................................................................... 58
1.46 位置开关 ............................................................................................................................................. 58
1.47 高速位置开关 ..................................................................................................................................... 58
1.48 带有绝对地址参照标记的直线尺 ..................................................................................................... 58
1.48.1 带有绝对地址参照标记的直线尺接口 ............................................................................................. 58
1.48.2 带有绝对地址参照标记的直线尺扩展 ............................................................................................. 59
1.49 带有绝对地址化原点的直线尺 ......................................................................................................... 59
1.50 绝对位置检测 ..................................................................................................................................... 59
1.51 临时绝对坐标系设定 ......................................................................................................................... 59
1.52 双安全检测 ......................................................................................................................................... 60
1.53 停电时减速停止功能 ......................................................................................................................... 60
1.54 没有转速数据的旋转标尺的绝对位置检测 ..................................................................................... 60
1.55 柔性同步控制 ..................................................................................................................................... 60
1.55.1 柔性同步控制 .................................................................................................................................... 60
1.55.2 柔性同步控制自动相位调整 ............................................................................................................. 61
1.55.3 路径间柔性同步控制 ........................................................................................................................ 62
1.55.4 柔性同步控制跳过功能 .................................................................................................................... 63
1.55.5 基于柔性同步控制的滚齿指令 ......................................................................................................... 63
1.56 进给轴紧急停止功能 ......................................................................................................................... 63
1.57 任意轴切换 ......................................................................................................................................... 63
1.58 高精度振荡功能 ................................................................................................................................. 65
1.59 进给轴总移动距离显示 ..................................................................................................................... 65
2 运行操作 ................................................................................................................................. 66
2.1 运行模式 ............................................................................................................................................. 66
2.1.1 自动运行(存储器运行) ................................................................................................................ 66
2.1.2 MDI 运行 ............................................................................................................................................ 66
2.1.3 DNC 运行 ........................................................................................................................................... 66
2.1.4 基于存储卡的 DNC 运行 .................................................................................................................. 66
2.1.5 调度运行 ............................................................................................................................................ 66
2.2 检索程序 ............................................................................................................................................. 66
2.3 时序号检索 ......................................................................................................................................... 66
2.4 时序号核对停止 ................................................................................................................................. 66
2.5 程序再启动 ......................................................................................................................................... 66
c-2
Page 11

B-64692CM/01 目录
2.5.1 程序再启动辅助功能输出 ................................................................................................................ 67
2.6 快速程序再启动 ................................................................................................................................. 67
2.7 刀具回退&返回 .................................................................................................................................. 67
2.7.1 刀具回退&返回 ................................................................................................................................. 67
2.7.2 刀具回退&返回 刀具补偿改良 ........................................................................................................ 68
2.8 手动干预和返回 ................................................................................................................................. 68
2.9 回退 ..................................................................................................................................................... 69
2.10 误动作防止功能 ................................................................................................................................. 69
2.11 误操作防止功能 ................................................................................................................................. 69
2.12 刚性攻丝返回、三维刚性攻丝返回 ................................................................................................. 70
2.12.1 基于 G30 指令的刚性攻丝返回 ........................................................................................................ 70
2.13 缓冲寄存器 ......................................................................................................................................... 70
2.14 空运行 ................................................................................................................................................. 70
2.15 单程序段 ............................................................................................................................................. 70
2.16 高速程序检测 ..................................................................................................................................... 71
2.17 JOG 进给 ............................................................................................................................................ 71
2.18 手动返回参考点 ................................................................................................................................. 71
2.19 无挡块参考点设定 ............................................................................................................................. 71
2.20 撞块式参考点设定 ............................................................................................................................. 72
2.21 撞块栅格方式返回参考点 ................................................................................................................. 72
2.22 返回参考点速度设定 ......................................................................................................................... 72
2.23 参考点偏移 ......................................................................................................................................... 72
2.24 手动手轮进给 ..................................................................................................................................... 73
2.24.1 手动手轮进给 1 台 ............................................................................................................................. 73
2.24.2 手动手轮进给 2 台/3台 ..................................................................................................................... 73
2.24.3 手动手轮进给 4 台/5 台 ..................................................................................................................... 73
2.24.4 手动手轮进给倍率 ............................................................................................................................ 73
2.25 三维手动进给 ..................................................................................................................................... 73
2.25.1 刀具轴向手轮进给/刀具轴向 JOG 进给/刀具轴向增量进给 .......................................................... 74
2.25.2 刀具轴直角方向手轮进给/刀具轴直角方向 JOG 进给/刀具轴直角方向增量进给 ...................... 75
2.25.3 刀尖中心旋转手轮进给/刀尖中心旋转 JOG 进给/刀尖中心旋转增量进给 .................................. 76
2.25.4 工作台基准垂直方向手轮进给/工作台基准垂直方向 JOG 进给/工作台基准垂直方向增量进给77
2.25.5 工作台基准水平方向手轮进给/工作台基准水平方向 JOG 进给/工作台基准水平方向增量进给77
2.26 手控手轮中断 ..................................................................................................................................... 78
2.26.1 三维坐标变换手动中断 .................................................................................................................... 78
2.27 手动直线/圆弧插补 ............................................................................................................................ 78
2.28 手轮同步进给 ..................................................................................................................................... 79
2.29 带有 FANUC SERVO MOTOR β series I/O Link 的手动手轮接口 ............................................ 79
2.30 增量进给 ............................................................................................................................................. 80
2.31 JOG、手轮进给同模式 ..................................................................................................................... 80
2.32 参考点位置信号输出功能 ................................................................................................................. 80
2.33 手控手轮回退 ..................................................................................................................................... 80
2.34 手动手轮回退辅助功能输出程序段反转动作 ................................................................................. 80
2.35 多路径用手动手轮回退功能 ............................................................................................................. 80
2.36 手动手轮回退功能的扩展 ................................................................................................................. 80
2.37 手动返回第 2、3、4 参考点功能 ..................................................................................................... 81
3 插补功能 ................................................................................................................................. 82
3.1 纳米插补 ............................................................................................................................................. 82
3.2 定位 ..................................................................................................................................................... 82
3.3 单方向定位 ......................................................................................................................................... 83
3.4 准确停止模式 ..................................................................................................................................... 83
3.5 攻丝模式 ............................................................................................................................................. 83
3.6 切削模式 ............................................................................................................................................. 83
3.7 准确停止 ............................................................................................................................................. 84
c-3
Page 12

目录 B-64692CM/01
3.8 到位检测信号 ..................................................................................................................................... 84
3.9 直线插补 ............................................................................................................................................. 85
3.10 圆弧插补 ............................................................................................................................................. 86
3.11 驻留 ..................................................................................................................................................... 87
3.12 极坐标插补 ......................................................................................................................................... 87
3.13 圆柱插补 ............................................................................................................................................. 89
3.13.1 圆柱插补 ............................................................................................................................................ 89
3.13.2 圆柱插补平面距离指令 .................................................................................................................... 90
3.14 螺旋插补 ............................................................................................................................................. 91
3.15 平滑容差
3.16 螺纹切削、同步进给 ......................................................................................................................... 94
3.17 多头螺纹切削 ..................................................................................................................................... 95
3.18 螺纹切削循环回退 ............................................................................................................................. 95
3.18.1 螺纹切削循环回退(单一型固定循环) ......................................................................................... 95
3.18.2 螺纹切削循环回退(复合型固定循环) ......................................................................................... 96
3.19 连续螺纹切削 ..................................................................................................................................... 96
3.20 可变导程螺纹切削 ............................................................................................................................. 96
3.21 圆弧螺纹切削 ..................................................................................................................................... 97
3.22 任意速度螺纹切削 ............................................................................................................................. 98
3.22.1 任意速度螺纹切削 ............................................................................................................................ 98
3.22.2 螺纹切削再加工 ................................................................................................................................ 98
3.23 多边形加工 ......................................................................................................................................... 99
3.24 主轴间多边形加工 ........................................................................................................................... 100
3.25 跳过功能 ........................................................................................................................................... 100
3.25.1 跳过功能 .......................................................................................................................................... 100
3.25.2 多级跳过 .......................................................................................................................................... 101
3.25.3 高速跳过 .......................................................................................................................................... 102
3.25.4 连续高速跳过 .................................................................................................................................. 102
3.25.5 扭矩限位跳过 .................................................................................................................................. 102
3.26 返回参考点 ....................................................................................................................................... 103
3.26.1 自动返回参考点 .............................................................................................................................. 103
3.26.2 返回参考点检测 .............................................................................................................................. 104
3.26.3 返回第 2、第 3、第 4 参考点 ......................................................................................................... 104
3.26.4 到位检测无效 返回参考点 ............................................................................................................. 104
3.27 法线方向控制 ................................................................................................................................... 106
3.28 均衡切削 ........................................................................................................................................... 107
3.29 工作台分度 ....................................................................................................................................... 108
3.30 通用回退 ........................................................................................................................................... 108
+
控制 ................................................................................................................................... 92
4 进给功能 ............................................................................................................................... 109
4.1 快速进给 ........................................................................................................................................... 109
4.2 快速进给倍率 ................................................................................................................................... 109
4.3 每分钟进给 ....................................................................................................................................... 110
4.4 每转进给 ........................................................................................................................................... 111
4.5 不带位置编码器的每转进给 ........................................................................................................... 111
4.6 不带位置编码器的周速恒定控制 ................................................................................................... 111
4.7 切线速度恒定控制 ........................................................................................................................... 112
4.8 切削进给速度的钳制 ....................................................................................................................... 112
4.9 自动加减速 ....................................................................................................................................... 113
4.10 快速进给程序段搭接 ....................................................................................................................... 114
4.11 可编程快速进给搭接 ....................................................................................................................... 114
4.12 快速进给铃型加减速 ....................................................................................................................... 115
4.13 基于最佳加速度的定位 ................................................................................................................... 115
4.14 最佳扭矩加减速 ............................................................................................................................... 116
4.15 切削进给插补后铃型加减速 ........................................................................................................... 117
c-4
Page 13

B-64692CM/01 目录
4.16 切削进给插补前直线加减速 ........................................................................................................... 117
4.17 进给速度倍率 ................................................................................................................................... 117
4.18 第 2 进给速度倍率 ........................................................................................................................... 117
4.19 F1 位进给 .......................................................................................................................................... 118
4.20 反比时间进给 ................................................................................................................................... 118
4.21 JOG 倍率 .......................................................................................................................................... 118
4.22 倍率取消 ........................................................................................................................................... 118
4.23 手动每转进给 ................................................................................................................................... 118
4.24 外部减速 ........................................................................................................................................... 119
4.24.1 减速区域设定 .................................................................................................................................. 119
4.25 基于圆弧插补中加速度的速度控制 ............................................................................................... 119
4.26 切削进给插补后直线加减速 ........................................................................................................... 120
4.27 AI 轮廓控制 I、AI 轮廓控制 II ...................................................................................................... 121
4.28 预读插补前铃型加减速 ................................................................................................................... 122
4.29 加加速度控制 ................................................................................................................................... 122
4.30 刚性攻丝铃型加减速 ....................................................................................................................... 123
4.31 最小设定单位 C 下的速度指令的扩展 .......................................................................................... 123
4.32 刚性攻丝最佳加减速 ....................................................................................................................... 124
4.33 基于信号的插补后加减速时间常数切换功能 ............................................................................... 125
4.34 基于信号的伺服环路增益/到位宽度切换功能 .............................................................................. 125
5 程序输入 ............................................................................................................................... 126
5.1 程序代码 ........................................................................................................................................... 126
5.2 标签跳过 ........................................................................................................................................... 126
5.3 奇偶校验 ........................................................................................................................................... 126
5.4 控制入/控制出 .................................................................................................................................. 126
5.5 可选程序段跳过 ............................................................................................................................... 126
5.6 可选程序段跳过追加 ....................................................................................................................... 127
5.7 最大指令值 ....................................................................................................................................... 127
5.8 程序名 ............................................................................................................................................... 128
5.9 时序号 ............................................................................................................................................... 128
5.10 绝对指令/增量指令 .......................................................................................................................... 128
5.11 小数点输入和计算器型小数点输入 ............................................................................................... 129
5.12 输入单位 10 倍 ................................................................................................................................. 129
5.13 直径指定/半径指定 .......................................................................................................................... 130
5.14 平面选择 ........................................................................................................................................... 130
5.15 旋转轴指定 ....................................................................................................................................... 131
5.16 旋转轴的翻转 ................................................................................................................................... 131
5.17 极坐标指令 ....................................................................................................................................... 131
5.18 坐标系设定 ....................................................................................................................................... 132
5.18.1 机床坐标系 ...................................................................................................................................... 132
5.18.2 工件坐标系 ...................................................................................................................................... 133
5.18.2.1 工件坐标系的设定 ............................................................................................................................ 133
5.18.2.2 自动坐标系设定 ................................................................................................................................ 134
5.18.2.3 工件坐标系的设定 ............................................................................................................................ 134
5.18.3 局部坐标系 ...................................................................................................................................... 135
5.19 工件坐标系预设 ............................................................................................................................... 136
5.20 各轴工件坐标系预置信号 ............................................................................................................... 136
5.21 追加工件坐标系组数 ....................................................................................................................... 136
5.22 工件原点偏置量测量值直接输入 ................................................................................................... 137
5.23 手动绝对值 ON/OFF .................................................................................................................... 137
5.24 图纸尺寸直接输入 ........................................................................................................................... 137
5.25 G 代码体系 ....................................................................................................................................... 137
5.25.1 车床系统的 G 代码 .......................................................................................................................... 137
c-5
Page 14

目录 B-64692CM/01
5.25.2 加工中心系统的G代码 .................................................................................................................. 141
5.26 倒角/拐角 R ...................................................................................................................................... 144
5.27 任意角度倒角/拐角 R ...................................................................................................................... 146
5.28 可编程数据输入 ............................................................................................................................... 147
5.28.1 螺距误差补偿数据的设定 .............................................................................................................. 147
5.28.2 工件原点偏置量的设定 .................................................................................................................. 148
5.28.3 刀具补偿量的设定 .......................................................................................................................... 148
5.28.4 刀具管理数据的设定 ...................................................................................................................... 151
5.28.4.1 记录新的刀具管理数据 .................................................................................................................... 151
5.28.4.2 改变刀具管理数据 ............................................................................................................................ 152
5.28.4.3 删除刀具管理数据 ............................................................................................................................ 152
5.28.4.4 记录新的料盘管理表 ........................................................................................................................ 152
5.28.4.5 改变料盘管理表 ................................................................................................................................ 153
5.28.4.6 删除料盘管理表 ................................................................................................................................ 153
5.28.4.7 设定自定义数据的名称 .................................................................................................................... 153
5.28.4.8 设定刀具寿命状态的状态名称 ........................................................................................................ 154
5.29 可编程参数输入 ............................................................................................................................... 155
5.30 子程序调用 ....................................................................................................................................... 155
5.31 用户宏程序 ....................................................................................................................................... 157
5.32 用户宏程序公共变量追加 ............................................................................................................... 161
5.33 用户宏公共变量追加 1000 个 ......................................................................................................... 162
5.34 路径间通用的宏变量 ....................................................................................................................... 162
5.35 中断型用户宏程序 ........................................................................................................................... 162
5.36 模式数据输入 ................................................................................................................................... 163
5.37 单一型固定循环 ............................................................................................................................... 163
5.37.1 外径/内径车削循环 ......................................................................................................................... 163
5.37.2 螺纹切削循环 .................................................................................................................................. 164
5.37.3 端面车削循环 .................................................................................................................................. 166
5.38 复合型固定循环 ............................................................................................................................... 167
5.38.1 外径粗削循环 .................................................................................................................................. 167
5.38.2 端面粗削循环 .................................................................................................................................. 169
5.38.3 闭环车削循环 .................................................................................................................................. 170
5.38.4 精切循环 .......................................................................................................................................... 171
5.38.5 端面切断循环 .................................................................................................................................. 172
5.38.6 外径/内径切断循环 ......................................................................................................................... 173
5.38.7 复合型螺纹切削循环 ...................................................................................................................... 174
5.39 横向进磨控制(磨床用) .................................................................................................................... 175
5.40 磨削用固定循环(磨床用) ........................................................................................................... 176
5.41 钻孔固定循环 ................................................................................................................................... 176
5.42 钻孔固定循环搭接 ........................................................................................................................... 177
5.43 圆弧半径 R 指定 .............................................................................................................................. 178
5.44 对置刀架镜像 ................................................................................................................................... 178
5.45 自动拐角倍率 ................................................................................................................................... 179
5.46 比例缩放 ........................................................................................................................................... 179
5.47 坐标系旋转 ....................................................................................................................................... 181
5.48 三维坐标变换 ................................................................................................................................... 182
5.49 倾斜面分度指令 ............................................................................................................................... 183
5.50 基于刀具轴方向的倾斜面分度指令 ............................................................................................... 184
5.51 可编程镜像 ....................................................................................................................................... 185
5.52 基于程序指令的同步/混合/重叠控制 ............................................................................................. 187
5.53 图形复制 ........................................................................................................................................... 188
5.54 FANUC Series15 程序格式(FANUC Series10/11 程序格式) .................................................. 189
5.55 宏程序执行器 ................................................................................................................................... 190
5.56 C 语言执行器 ................................................................................................................................... 190
5.57 追加 C 语言执行器 SRAM ............................................................................................................. 191
c-6
Page 15

B-64692CM/01 目录
5.58 自定义软件容量 ............................................................................................................................... 191
5.59 工件坐标系位移 ............................................................................................................................... 191
5.60 内嵌宏 ............................................................................................................................................... 191
5.61 小孔径钻深孔循环 ........................................................................................................................... 192
5.62 实时用户宏程序 ............................................................................................................................... 193
5.63 基于 G 代码的掩码缓冲器 .............................................................................................................. 194
6 向导功能 ............................................................................................................................... 195
6.1 MANUAL GUIDE i ......................................................................................................................... 195
6.1.1 基本功能 .......................................................................................................................................... 195
6.1.2 铣削循环 .......................................................................................................................................... 195
6.1.3 车削循环 .......................................................................................................................................... 195
6.1.4 动画 .................................................................................................................................................. 195
6.1.5 作业准备支援功能 .......................................................................................................................... 195
6.2 MANUAL GUIDE i 多路径车床功能 ............................................................................................ 195
6.3 MANUAL GUIDE 0i ....................................................................................................................... 196
6.3.1 基本功能 .......................................................................................................................................... 196
6.3.2 铣削循环(M 系列) ........................................................................................................................... 196
6.3.3 车削循环(T 系列) ............................................................................................................................ 196
6.3.4 轮廓编程功能 .................................................................................................................................. 196
7 辅助功能/主轴功能 .............................................................................................................. 197
7.1 辅助功能 ........................................................................................................................................... 197
7.2 第 2 辅助功能 ................................................................................................................................... 197
7.3 辅助功能锁定 ................................................................................................................................... 197
7.4 高速 M/S/T/B 接口 .......................................................................................................................... 197
7.5 等待功能 ........................................................................................................................................... 199
7.6 高速机型的等待 M 代码 ................................................................................................................. 199
7.7 辅助功能的多个指令 ....................................................................................................................... 200
7.8 轴移动中辅助功能输出 ................................................................................................................... 200
7.9 开始位置指定等待功能 ................................................................................................................... 200
7.10 主轴功能(S代码输出) ............................................................................................................... 200
7.11 主轴串行输出 ................................................................................................................................... 200
7.12 主轴模拟输出 ................................................................................................................................... 200
7.13 周速恒定控制 ................................................................................................................................... 201
7.14 主轴倍率 ........................................................................................................................................... 201
7.15 实际主轴速度输出 ........................................................................................................................... 201
7.16 主轴定向 ........................................................................................................................................... 201
7.17 主轴输出切换 ................................................................................................................................... 201
7.18 主轴同步控制 ................................................................................................................................... 202
7.19 主轴指令同步控制 ........................................................................................................................... 202
7.20 多主轴控制 ....................................................................................................................................... 202
7.21 主轴定位 ........................................................................................................................................... 204
7.22 刚性攻丝 ........................................................................................................................................... 205
7.23 基于手动手轮的刚性攻丝 ............................................................................................................... 205
7.24 Cs 轮廓控制任意位置参考点设定 .................................................................................................. 205
7.25 M 代码组检查 .................................................................................................................................. 206
7.26 主轴速度变动检测
7.27 Cs 轮廓控制轴坐标建立 .................................................................................................................. 206
7.28 基于伺服电机的主轴控制功能 ....................................................................................................... 206
7.29 主轴转速履历功能 ........................................................................................................................... 207
7.30 伺服/主轴同步控制 .......................................................................................................................... 207
7.31 高精度主轴速度控制 ....................................................................................................................... 208
7.32 简易主轴电子齿轮箱 ....................................................................................................................... 208
7.33 主轴速度指令钳制 ........................................................................................................................... 208
........................................................................................................................... 206
c-7
Page 16

目录 B-64692CM/01
7.34 通过程序指令切换主轴控制模式 ................................................................................................... 208
8 刀具功能/刀具补偿功能 ...................................................................................................... 209
8.1 刀具功能 ........................................................................................................................................... 209
8.2 扩展刀具选择功能 ........................................................................................................................... 209
8.3 刀具补偿个数 ................................................................................................................................... 210
8.4 刀具补偿存储器 ............................................................................................................................... 210
8.5 路径间通用的刀具补偿存储器 ....................................................................................................... 212
8.6 刀具长度补偿 ................................................................................................................................... 212
8.7 刀具位置偏置 ................................................................................................................................... 214
8.8 Y 轴偏置 ........................................................................................................................................... 215
8.9 刀具径补偿/刀尖半径补偿 .............................................................................................................. 215
8.10 圆柱插补切削点补偿 ....................................................................................................................... 218
8.11 刀具形状补偿/刀具磨损补偿 .......................................................................................................... 219
8.12 第 2 形状刀具偏置 ........................................................................................................................... 219
8.13 刀具管理功能 ................................................................................................................................... 220
8.13.1 刀具管理扩展功能 .......................................................................................................................... 220
8.13.2 支持刀具管理功能大口径刀具 ....................................................................................................... 220
8.14 刀具偏置量计数器输入 ................................................................................................................... 221
8.15 刀具长度测量 ................................................................................................................................... 221
8.16 刀具长度自动测量/自动刀具补偿 .................................................................................................. 222
8.16.1 刀具长度自动测量 .......................................................................................................................... 222
8.16.2 自动刀具补偿 .................................................................................................................................. 223
8.17 刀具补偿量测量值直接输入/工件坐标系偏移直接输入 ........................................................... 223
8.18 刀具补偿量测量值直接输入 B ....................................................................................................... 223
8.19 刀具寿命管理 ................................................................................................................................... 224
8.20 复合加工用刀具偏置功能 ............................................................................................................... 225
9 精度补偿功能 ....................................................................................................................... 226
9.1 反向间隙补偿 ................................................................................................................................... 226
9.2 快速进给/切削进给别反向间隙补偿 ........................................................................................... 226
9.3 平顺反向间隙补偿 ........................................................................................................................... 227
9.4 存储型螺距误差补偿 ....................................................................................................................... 227
9.5 插补型螺距误差补偿 ....................................................................................................................... 228
9.6 双向螺距误差补偿 ........................................................................................................................... 229
9.7 斜度补偿 ........................................................................................................................................... 229
9.8 直线度补偿 ....................................................................................................................................... 230
9.9 插补型直线度补偿 ........................................................................................................................... 230
10 电子齿轮箱 ........................................................................................................................... 231
10.1 电子齿轮箱 ....................................................................................................................................... 231
10.2 主轴电子齿轮箱 ............................................................................................................................... 232
10.3 电子齿轮箱自动相位调整 ............................................................................................................... 233
10.4 EGB 轴跳过 ...................................................................................................................................... 234
10.5 电子齿轮箱 2 组 ............................................................................................................................... 235
10.6 U 轴控制 ........................................................................................................................................... 236
10.7 基于信号的伺服 EGB 同步控制 ..................................................................................................... 236
10.8 电子齿轮箱(FSSB 方式) ............................................................................................................. 237
11 编辑操作 ............................................................................................................................... 238
11.1 程序的存储容量/登录程序个数 ................................................................................................... 238
11.2 程序编辑 ........................................................................................................................................... 239
11.3 程序保护 ........................................................................................................................................... 239
11.4 密钥和程序的加密 ........................................................................................................................... 240
c-8
Page 17

B-64692CM/01 目录
11.5 扩展程序编辑 ................................................................................................................................... 240
11.6 反演 ................................................................................................................................................... 240
11.7 标贴加工时间 ................................................................................................................................... 240
11.8 后台编辑 ........................................................................................................................................... 240
11.9 存储卡程序运行编辑 ....................................................................................................................... 240
11.10 多路径程序编辑功能 ....................................................................................................................... 241
12 设定/显示 ........................................................................................................................... 242
12.1 状态显示 ........................................................................................................................................... 242
12.2 时钟功能 ........................................................................................................................................... 243
12.3 当前位置显示 ................................................................................................................................... 243
12.4 程序显示 ........................................................................................................................................... 244
12.5 参数设定显示 ................................................................................................................................... 246
12.6 报警显示 ........................................................................................................................................... 246
12.7 报警履历显示 ................................................................................................................................... 247
12.8 操作信息履历显示 ........................................................................................................................... 247
12.9 操作履历显示 ................................................................................................................................... 248
12.10 运行时间/加工零件数显示 .............................................................................................................. 249
12.11 实际速度显示 ................................................................................................................................... 250
12.12 实际主轴转速/T代码显示 .............................................................................................................. 251
12.13 软盘文件夹显示 ............................................................................................................................... 251
12.14 任意路径名称显示 ........................................................................................................................... 251
12.15 操作监控画面 ................................................................................................................................... 251
12.16 伺服调整画面 ................................................................................................................................... 252
12.16.1 伺服设定画面 .................................................................................................................................. 252
12.16.2 伺服调整画面 .................................................................................................................................. 252
12.17 主轴调整画面 ................................................................................................................................... 253
12.17.1 主轴设定画面 .................................................................................................................................. 253
12.17.2 主轴调整画面 .................................................................................................................................. 253
12.17.3 主轴监控画面 .................................................................................................................................. 254
12.18 伺服波形显示 ................................................................................................................................... 255
12.19 维护信息画面 ................................................................................................................................... 255
12.20 软件操作面板 ................................................................................................................................... 255
12.21 软件操作面板通用开关 ................................................................................................................... 256
12.22 各国语言显示 ................................................................................................................................... 257
12.22.1 基于 PMC 信号的显示语言切换 .................................................................................................... 257
12.23 数据保护键 ....................................................................................................................................... 257
12.24 8 级数据保护 .................................................................................................................................... 258
12.25 清除画面 ........................................................................................................................................... 259
12.26 参数设定支援画面 ........................................................................................................................... 259
12.27 加工条件选择功能 ........................................................................................................................... 260
12.28 系统配置画面 ................................................................................................................................... 261
12.28.1 硬件配置 .......................................................................................................................................... 261
12.28.2 软件配置 .......................................................................................................................................... 262
12.29 帮助画面 ........................................................................................................................................... 263
12.29.1 初始菜单画面 .................................................................................................................................. 263
12.29.2 报警详述画面 .................................................................................................................................. 263
12.29.3 操作方法画面 .................................................................................................................................. 264
12.29.4 参数表画面 ...................................................................................................................................... 265
12.30 自诊断画面 ....................................................................................................................................... 265
12.31 定期维护画面 ................................................................................................................................... 266
12.32 伺服/主轴信息画面 .......................................................................................................................... 266
12.32.1 伺服信息画面 .................................................................................................................................. 267
12.32.2 主轴信息画面 .................................................................................................................................. 268
12.33 图形显示 ........................................................................................................................................... 269
c-9
Page 18

目录 B-64692CM/01
12.34 动态图形显示 ................................................................................................................................... 269
12.35 触摸屏控制 ....................................................................................................................................... 269
12.36 外部触摸板接口 ............................................................................................................................... 269
12.37 与分离型 CNC 触摸屏控制同时使用 ............................................................................................ 269
12.38 数据自动备份 ................................................................................................................................... 270
12.39 基于伺服电机的铣削轴的转速显示功能 ....................................................................................... 270
12.40 机床操作菜单 ................................................................................................................................... 271
12.41 系统报警履历 ................................................................................................................................... 271
12.42 机器人连接功能 ............................................................................................................................... 272
12.43 机床状态监视功能 ........................................................................................................................... 272
12.44 耗电量监控 ....................................................................................................................................... 273
12.45 节能等级选择功能 ........................................................................................................................... 274
12.46 设定变更警告功能 ........................................................................................................................... 275
12.47 伺服/主轴波形数据输出功能 .......................................................................................................... 276
12.48 维护监视画面 ................................................................................................................................... 277
12.48.1 风扇监视画面 .................................................................................................................................. 277
12.48.2 绝缘劣化监视器画面 ...................................................................................................................... 277
12.49 故障诊断功能 ................................................................................................................................... 278
12.50 机床报警诊断功能 ........................................................................................................................... 278
12.51 精密表面设定 ................................................................................................................................... 278
13 数据输入输出 ....................................................................................................................... 279
13.1 RS-232C 接口 ................................................................................................................................... 279
13.2 快速数据服务器 ............................................................................................................................... 279
13.3 数据服务器的缓冲模式 ................................................................................................................... 279
13.4 数据服务器 资源管理器连接功能 .................................................................................................. 279
13.5 外部数据输入 ................................................................................................................................... 280
13.5.1 外部刀具补偿 .................................................................................................................................. 280
13.5.2 外部程序号检索 .............................................................................................................................. 280
13.5.3 外部工件坐标系偏移 ...................................................................................................................... 280
13.5.4 外部机床原点偏移 .......................................................................................................................... 280
13.5.5 扩展外部机床原点偏移 .................................................................................................................. 280
13.5.6 外部报警信息 .................................................................................................................................. 281
13.5.7 外部操作信息 .................................................................................................................................. 281
13.5.8 加工件计数、要求工件数代入 ....................................................................................................... 281
13.6 外部键入(从 PMC 键入) ............................................................................................................ 281
13.7 外部工件号检索 ............................................................................................................................... 281
13.8 存储卡输入输出 ............................................................................................................................... 282
13.9 USB 存储器输入输出 ...................................................................................................................... 282
13.10 画面硬拷贝 ....................................................................................................................................... 282
13.11 Power Mate CNC管理器 ................................................................................................................ 283
13.12 快捷宏指令调用 ............................................................................................................................... 283
14 通信功能 ............................................................................................................................... 284
14.1 内嵌式以太网 ................................................................................................................................... 284
14.2 快速以太网/快速数据服务器 .......................................................................................................... 285
14.2.1 内嵌式以太网与快速以太网的功能差异 ....................................................................................... 285
14.3 现场网络 ........................................................................................................................................... 287
14.4 工业用以太网 ................................................................................................................................... 287
15 PMC ...................................................................................................................................... 289
15.1 PMC 的基本规格 ............................................................................................................................. 289
15.2 多路径 PMC 功能(3 路径) ......................................................................................................... 292
15.3 多路径 PMC 的合计梯形图步数 .................................................................................................... 293
15.4 PMC 存储器类型的选择 ................................................................................................................. 294
c-10
Page 19

B-64692CM/01 目录
15.5 PMC 信息各国语言显示功能 ......................................................................................................... 295
15.6 时序程序以及信息各国语言显示功能数据的存储器容量 ........................................................... 296
15.7 I/O Link i与 I/O Link ..................................................................................................................... 297
15.8 PMC 扩展继电器保持型 ................................................................................................................. 297
15.9 功能块功能 ....................................................................................................................................... 298
16 其他 ....................................................................................................................................... 299
16.1 状态输出信号 ................................................................................................................................... 299
16.1.1 准备就绪信号 .................................................................................................................................. 299
16.1.2 伺服准备就绪信号 .......................................................................................................................... 299
16.1.3 自动运行中信号 .............................................................................................................................. 299
16.1.4 自动运行启动中信号 ...................................................................................................................... 299
16.1.5 自动运行休止中信号 ...................................................................................................................... 299
16.1.6 复位中信号 ...................................................................................................................................... 299
16.1.7 报警信号 .......................................................................................................................................... 299
16.1.8 分配完成信号 .................................................................................................................................. 299
16.1.9 倒带中信号 ...................................................................................................................................... 299
16.1.10 英制输入中信号 .............................................................................................................................. 299
16.1.11 切削中信号 ...................................................................................................................................... 299
16.1.12 在位信号 .......................................................................................................................................... 300
16.1.13 螺纹切削中信号 .............................................................................................................................. 300
16.1.14 攻丝中信号 ...................................................................................................................................... 300
16.1.15 轴移动中信号 .................................................................................................................................. 300
16.1.16 轴移动方向信号 .............................................................................................................................. 300
16.1.17 超程报警中信号 .............................................................................................................................. 300
16.1.18 快速进给中信号 .............................................................................................................................. 300
16.1.19 周速恒定中信号 .............................................................................................................................. 300
16.1.20 DI 状态输出信号 ............................................................................................................................. 300
附录
A 指令值范围列表 ................................................................................................................... 301
B 功能和指令格式列表 ........................................................................................................... 305
C 程序中使用的代码表 ........................................................................................................... 313
D 各种单元及连接器的外形图 ............................................................................................... 316
D.1 各种单元的外形图 ........................................................................................................................... 316
D.2 各种连接器的外形图 ....................................................................................................................... 338
c-11
Page 20

Page 21

I.
概述
Page 22

Page 23
B-64692CM/01 概述 1. 概述
概述
机型名称
简称
FANUC Series 0i-TF Plus
0i-TF Plus
FANUC Series 0i-MF Plus
0i-MF Plus
注释
1
为了便于说明,有的情况下按照如下模式记述来说明各机型。
车床系统(T系列)
0i -MF:
加工中心系统(M系列)
2
本说明书中描述的功能,根据不同的机型,有的不可使用。详情请参阅规格一览表。
1
FANUC Series 0i-F Plus 是可以以高速实现高品位的加工的最新的 AI 纳米 CNC。是可以灵活支持控制系统数及进给轴数、
主轴数大幅扩展的多轴多系统化及更为复合化的自动机床及车床、加工中心、高速高精度加工机等各种机床的 CNC。
其具有以下特点:
· 通过超高速处理器的使用、CNC 内部 BUS 的高速化、经由光缆的高速数据传输等最先进的硬件,实现了很高的 CNC
的性能。
· 与指令单位无关,通过以纳米 wei 为单位进行控制的 CNC、伺服、检测器,以高速、高精度实现高品质的加工。类
似的控制不仅用于诸如模具等的铣削,而且用于车削。
· 通过可以显示丰富信息的 19”/15”大型液晶屏以及配置在画面侧边的竖排软键,提高了 CNC 的操作性。配备有大
容量的 CNC 程序存储器,可通过与电脑类似的文件管理与编辑功能进行管理。
· 通过以太网,可轻松搭建与电脑相结合的管理系统。支持各种现场网络。
· 凭借高可靠性的硬件,即使在恶劣的加工现场也能稳定运行。此外还具有提高可维护性的各种功能。
· CNC 控制部与液晶显示器集成在一起,不再需要机床强电盘的空间。使用超高速串行通信功能可以减少布线。伺服
调整功能齐全,可以轻松调整机床。
· 具有丰富的功能,可以个性化机床,如实时自定义宏、C 语言执行器、宏执行器等,以实现机床制造商特有的功能。
· FANUC Series 0i-F Plus 的兼容 Windows
兼容 Windows
(* Windows 为美国微软公司的注册商标。)
本说明书就下列机型进行描述。
另外,正文中还使用下列简称。
CE 的电脑功能。
XP 电脑功能可以在无损 CNC 控制功能的情况下添加电脑功能。还提供了
0i -TF:
Series 0i-F Plus Series 0i
- 3 -
Page 24
1. 概述 概述 B-64692CM/01
的相关说明书
表
相关说明书
说明书名称
规格编号
规格说明书
B-64692CM
*
连接说明书(硬件篇)
B-64693CM
连接说明书(功能篇)
B-64693CM-1
操作说明书(车床系统/加工中心系统通用)
B-64694CM
操作说明书(车床系统)
B-64694CM-1
操作说明书(加工中心系统)
B-64694CM-2
维护说明书
B-64695CM
参数说明书
B-64700CM
编程相关说明书
宏程序执行器编程说明书
B-63943EN-2
宏程序编译器编程说明书
B-66263EN
C 语言执行器编程说明书
B-63943EN-3
PMC
PMC 编程说明书
B-64513EN
网络相关说明书
PROFIBUS-DP 板连接说明书
B-63993EN
工业用以太网连接说明书
B-64013EN
Fast Ethernet / Fast Data Server 操作说明书
B-64014CM
DeviceNet 板连接说明书
B-64043EN
FL-net 板连接说明书
B-64163EN
CC-Link 板连接说明书
B-64463EN
操作向导功能相关说明书
MANUAL GUIDE i (车床系统/加工中心系统通用)操作说明书
B-63874CM
MANUAL GUIDE i (加工中心系统)操作说明书
B-63874CM-2
MANUAL GUIDE i 加工前准备支持功能操作说明书
B-63874CM-1
MANUAL GUIDE 0i 操作说明书
B-64434CM
双重安全性检查
双重安全性检查连接说明书
B-64483EN-2
Series 0i-F Plus
Series 0i-F Plus 相关说明书如下所示。
*表示本说明书。
1 (a) Series 0i-F Plus
- 4 -
Page 25
B-64692CM/01 概述 1. 概述
伺服电机相关说明书
表
伺服电机 αi/βi相关说明书
说明书名称
说明书编号
FANUC AC SERVO MOTOR αi series 规格说明书
FANUC AC SPINDLE MOTOR αi-B / βi-B series DESCRIPTIONS(规格说明书)
B-65452CM
FANUC AC SERVO MOTOR βi-B series
FANUC AC SERVO MOTOR βi series 规格说明书
FANUC SERVO AMPLIFIER αi-B series 规格说明书
B-65412CM
FANUC SERVO AMPLIFIER βi-B series 规格说明书
B-65422CM
FANUC AC SERVO MOTOR αi series / FANUC AC SPINDLE MOTOR αi series
FANUC SERVO AMPLIFIER αi series 维护说明书
FANUC AC SERVO MOTOR βi series / FANUC AC SPINDLE MOTOR βi series
FANUC SERVO AMPLIFIER βi series 维护说明书
β
FANUC DD MOTOR DiS-B/DiS series 参数说明书
参数说明书
符号说明
·
M
·
T
·
·
·;
伺服电机 αi/βi 的相关说明书如下所示。
FANUC AC SERVO MOTOR αi-B series
FANUC AC SERVO MOTOR αi-B/αi series
FANUC AC SERVO MOTOR
FANUC LINEAR MOTOR LiS-B/LiS series
FANUC AC SPINDLE MOTOR αi/βi series, BUILT-IN SPINDLE MOTOR Bi series
本说明书中描述的 CNC 上,可以连接上述伺服电机和主轴电机。
本说明书主要就 FANUC SERVO MOTOR αi series 进行描述,而有关伺服电机和主轴电机,请另行参阅与实际连接的伺
服电机和主轴电机相对应的说明书。
正文中使用下列符号。符号的含义如下所示。
1 (b)
i-B/βi series
B-65262CM
B-65302CM
B-65285CM
B-65325CM
B-65270CM
B-65280CM
表示是只有在路径控制类型设定为加工中心系统(M 系列)的路径中有效的说明或功能。
此外,文中的“M 系列”表示“加工中心系统类型”。
表示是只有在路径控制类型设定为车床系统(T 系列)的路径中有效的说明或功能。
此外,文中的“T 系列”表示“车床系统类型”。
表示上述路径控制类型各自的说明结束。
IP
诸如 X_ Y_ Z_ …,它们表示任意轴的组合。
(指令格式的说明中使用)
该符号表示程序段结尾。
实际上与 ISO 代码的 LF 对应、与 EIA 代码的 CR 对应。
(指令格式的说明中使用)
- 5 -
Page 26
2. 规格一览表 概述 B-64692CM/01
规格一览表
○:标准规格
●:标准选择规格
☆:可选规格
:包含在其他选项中的规格
-:不可使用
表示加工中心系统。
表示车床系统。
表中的*1~
请参阅注释。
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
轴控制
最大总控制轴数(进给
轴数与主轴数的总计)
路径控制
路径总计/1路径内
11
/ 9
12
/ 9
11
/ 9
12
/ 9
- - - -
10 / 7
10 / 7
10 / 7
10 / 7 - - - -
最大进给轴数
路径总计/1路径内
9 / 7
10/ 7
9 / 7
10/ 7 - - - -
R689
8 / 5
8 / 5
8 / 5
8 / 5 - - - -
最大主轴数
路径总计/1路径内
4 / 3
6 / 4
4 / 3
6 / 4 - - - -
R604
2 / 2
2 / 2
2 / 2
2 / 2 - - - -
最大总控制轴数(进给
轴数与主轴数的总计)
/1 路径控制
6
(*24) 6 (*24) 6 (*24) 6 (*24)
R689,
R604
最大进给轴数
7 7 7 7 - 5 - 5 R689
5 4 5 4 5 4 5
4
最大主轴数
- 3 - 3 2 2 - 2 R604
2 2 2 2 1 1 1
1
机床组数
1 组
○ ○ ○ ○ ○ ○ ○
○
最大 2 组
- - - - ☆ ☆ ☆
☆
最大3组
☆
(*16) ☆(*16) ☆(*16) ☆(*16)
- - - -
控制路径数(不包含工
件装卸机控制路径)
○ ○ ○ ○ ○ ○ ○ ○
最大 2 路径
☆ ☆ ☆ ☆ - - - - S801
同时控制轴数扩展(各
路径)
最大4轴
○ ○ ○ ○ ○ ○ ○ ○
基于 PMC 的轴控制
不可为 Cs 轴
○ ○ ○ ○ ○ ○ ○
○
Cs 轮廓控制
○ ○ ○ ○ - ○ - ○
工件装卸机控制功能
工件装卸机 1 路径
无法进行周边轴控制
与同时指定
☆
工件装卸机控制系统
追加
工件装卸机 2 路径
需要工件装卸机控制
功能选项
☆
- - - -
X、Y、Z、U、V、W、A、
B、C 中任意
○ - ○ - ○ - ○ -
轴名称
G代码体系 A 的情形,
中任
意
- ○ - ○ - ○ - ○
G 代码体系 B/C 的情
形,X、Y、Z、U、V、W、
中任意(包含
在 G 代码体系 B/C 中)
- ○ - ○ - ○ - ○
扩展轴名称
最多 3 个字符
○ ○ ○ ○ ○ ○ ○ ○
2
M
T
/2
*
称
*34
2
2
细
2
Series 0i-F
Plus
(*22)
(*22)
9 9 9 9
7 6 7 6 6 5 6 5
Series 0i-F
Plus
(*22)
(*22)
Series 0i-F
Plus
Series 0i-F
Plus
R689,
R604
1路径
X、Y、Z、A、B、C
S836
(*15) ☆(*15) ☆(*15) ☆(*15) ☆(*24) ☆(*24) ☆(*24) ☆(*24)
(*15) ☆(*15) ☆(*15) ☆(*15)
R417
R418
A、B、C
- 6 -
Page 27
B-64692CM/01 概述 2. 规格一览表
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
间接轴地址指令
包含在用户宏程序中
○ ○ ○ ○ ○ ○ ○
○
扩展主轴名称
最多 3 个字符,包含在
多主轴中
○ ○ ○ ○ ○ ○ ○ ○
周边轴控制
无法与工件装卸机控
制功能同时指定
- - - - - - - -
同步/混合控制
☆ ☆ ☆ ☆ - - - - S816
重叠控制
无变更速度及时间常
数的功能。(*18)
☆ ☆ ☆ ☆ - - - -
重叠控制
可分别设定重叠控制
中的主动轴、从动轴的
进给速度、加减速时间
常数。(*18)
☆ ☆ ☆ ☆ - - - -
基于程序指令的同步/
混合/重叠控制
☆ ☆ ☆ ☆ - - - -
任意轴切换
☆ ☆ ☆ ☆ - - - -
进给轴同步控制
最多 4 组
○ ○ ○ ○ ☆ ☆ ☆
☆
倾斜轴控制
可在任意的轴之间进
行
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
倾斜旋转轴控制
(*34)
- - - - - - -
-
串联控制
包含在进给轴同步控
制中
○ ○ ○ ○
串联减振控制
需要进给轴同步控制
☆ ☆ ☆ ☆ - - - - S660
扭矩控制
包含在基于 PMC 的
轴控制中
○ ○ ○ ○ ○ ○ ○ ○
磁极位置检测
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ S744
控制轴拆除
○ ○ ○ ○ ○ ○ ☆ ☆ J807
双控制轴切换
包含控制轴拆除
☆ ☆ ☆ ☆ - - - -
高精度振荡功能
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ R662
PMC 轴控制加减速指
定进给
需要基于 PMC 的轴
控制(*34)
- - - - - - - -
最小设定单位
IS-A,IS-B
○ ○ ○ ○ ○ ○ ○
○
最小设定单位
0.0001mm、
、
0.00001inch
○ ○ ○ ○ ○ ○ ○ ○
高精度程序指令
包含在最小设定单位
IS-A~E 中
○ ○ ○ ○ ○ ○ ○ ○
柔性进给齿轮
任意 DMR
○ ○ ○ ○ ○ ○ ○
○
双位置反馈
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ J704
适用于不使用 HRV3
控制时(*15)
- ○ - ○ - ○ - ○
请尽可能使用 HRV3
控制,以实现高速、高
精度、高品质加工。
○ ○ ○ ○ ○ ○ ○ ○
英制/米制转换
○ ○ ○ ○ ○ ○ ○
○
互锁
全轴/各轴/轴方向/程
序段开始/切削程序段
开始
○ ○ ○ ○ ○ ○ ○ ○
称
A
(*18)
细
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
* * * *
Series 0i-F
Plus
S818
R538
S890
R607
J924
HRV2控制
HRV3控制
C
R390
0.0001deg
- 7 -
Page 28
2. 规格一览表 概述 B-64692CM/01
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
机床锁定
全轴/各轴
○ ○ ○ ○ ○ ○ ○
○
紧急停止
○ ○ ○ ○ ○ ○ ○ ○
超程
○ ○ ○ ○ ○ ○ ○
○
存储行程检测 1
○ ○ ○ ○ ○ ○ ○
○
存储行程检测 1 区域
扩展
☆ ☆ ☆ ☆ ☆ ☆ - -
行程限位外部设定
○ ○ ○ ○ ○ ○ ○
○
存储行程检测 2、3
○ ○ ○ ○ ○ ○ ○
○
移动前的行程限位检
查
○ ○ ○ ○ ○ ○ ○ ☆
行程限位范围变更功
能
☆ ☆ ☆ ☆ ☆ ☆ - -
信号的存储行程极限
范围切换功能
☆ ☆ ☆ ☆ ☆ ☆ - -
卡盘尾架屏障
- ○ - ○ - ○ - ☆ J720
镜像
各轴
○ ○ ○ ○ ○ ○ ○
○
位置跟踪
○ ○ ○ ○ ○ ○ ○ ○
伺服关断/机械手轮
进给
○ ○ ○ ○ ○ ○ ○ ○
倒角 ON/OFF
- ○ - ○ - ○ - ○
路径间干涉检测
只限于多路径时(*18)
- ☆ - ☆ - - - - J839
异常负载检测
○ ○ ○ ○ ○ ○ ○
○
带有 FANUC AC
的异常
负载检测
☆ ☆ ☆ ☆ ☆ ☆ - -
位置开关
○ ○ ○ ○ ○ ○ ○ ○
高速位置开关
☆ ☆ ☆ ☆ - - - - J987
带有绝对地址参照标
记的直线尺接口
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
带有绝对地址参照标
记的直线尺扩展
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
临时绝对坐标系设定
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ J786
双重安全性检查
☆ ☆ ☆ ☆ - - - - S661
安全限制主轴速度倍
率
需要双重安全性检查
☆ ☆ ☆ ☆ - - - -
验收测试 测试模式功
能
需要双重安全性检查
☆ ☆ ☆ ☆ - - - -
进给轴紧急停止功能
需要 AI 轮廓控制Ⅰ或
Ⅱ
☆ ☆ ☆ ☆ - - - -
AI 前馈
需要用户宏程序
☆ ☆ ☆ ☆ - - -
-
伺服学习型摇动加工
(1 轴)
需要用于学习的伺服
软件(*31)
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
导向衬套用主轴同步
功能
☆ ☆ ☆ ☆ - - - -
运行操作
自动运行(存储器)
○ ○ ○ ○ ○ ○ ○
○
MDI 运行
○ ○ ○ ○ ○ ○ ○
○
包含在 RS-232C 接口
中
○ ○ ○ ○ ○ ○
○
基于存储卡的 DNC 运
行
需要 CF 卡与 CF 卡适
配器(*2,*11)
○ ○ ○ ○ ○ ○ ○ ○
调度功能
包含在 RS-232C 接口
中
○ ○ ○ ○ ○ ○ ○ ○
称
Series 0i-F
细
Plus
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
R552
J749
R585
R849
SERVO MOTOR βi
Series I/O Link
S812
J670
S730
R626
R671
R613
R162
R420
DNC运行
(*25) ○(*25)
- 8 -
Page 29
B-64692CM/01 概述 2. 规格一览表
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
程序号检索
○ ○ ○ ○ ○ ○ ○
○
时序号搜索
○ ○ ○ ○ ○ ○ ○ ○
时序号核对停止
○ ○ ○ ○ ○ ○ ○
○
程序再启动
○ ○ ○ ○ ○ ○ ○
○
快速程序再启动
☆ ☆ ☆ ☆ ☆ ☆ - - R630
刀具回退&返回
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ J823
手动干预和返回
○ ○ ○ ○ ○ ○ ☆ ☆
误操作防止
○ ○ ○ ○ ○ ○ ○
○
刚性攻丝回退
○ ☆ ○ ☆ ○ ☆ ○ ☆ J664
三维刚性攻丝回退
需要刚性攻丝与刚性
攻丝返回
☆ ☆ ☆ ☆ - - - -
缓冲寄存器
○ ○ ○ ○ ○ ○ ○
○
空运行
○ ○ ○ ○ ○ ○ ○
○
单程序段
○ ○ ○ ○ ○ ○ ○ ○
JOG 进给
○ ○ ○ ○ ○ ○ ○ ○
手动返回参考点
○ ○ ○ ○ ○ ○ ○
○
手动返回第 2、3、4 参
考点功能
需要返回第 3、第 4 参
考点
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
无挡块参考点设定
○ ○ ○ ○ ○ ○ ○
○
撞块式参考点设定
○ ○ ○ ○ ○ ○ ○
○
撞块栅格方式返回参
考点
☆ ☆ ☆ ☆ ☆ ☆ - -
返回参考点速度设定
○ ○ ○ ○ ○ ○ ○
○
参考点偏移
○ ○ ○ ○ ○ ○ ○ ○
手动手轮进给 2 台或
3 台
台或3台
○ ○ ○ ○ ○ ○ ○ ○
手动手轮进给
4 台/5 台
最多5台
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
手动手轮进给倍率
×1、× 10、× m、× n
~
包含在手动手轮进给
中
○ ○ ○ ○ ○ ○ ○ ○
三维手动进给
☆ - ☆ - - - - - S679
手动手轮中断
○ ○ ○ ○ ○ ○ ○
○
三维坐标变换手动中
断
需要手动手轮进给第
台、手动手轮中断、
三维坐标变换
☆ ☆ ☆ ☆ - - - -
带有 FANUC AC
的手动手轮
接口
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
增量进给
×1、× 10、× 100、×
1000、×10000
○ ○ ○ ○ ○ ○ ○ ○
、手轮进给同模式
包含在手动手轮进给
中
○ ○ ○ ○ ○ ○ ○ ○
手动数值指令
(*34)
- - - - - - -
-
参考点位置信号输出
功能
☆ ☆ ☆ ☆ ☆ ☆ - -
回退
☆ - ☆ - ☆ - - - J730
手动手轮回退
需要手动手轮进给第
1 台
○ ☆ ○ ☆ ○ ☆ ○ ☆
称
Series 0i-F
细
Plus
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
R623
R575
R558
SERVO MOTOR βi
Series
I/O Link
2
m:0~2000、n:0
2000
1
S945
S858
S949
S722
JOG
S629
J998
- 9 -
Page 30
2. 规格一览表 概述 B-64692CM/01
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
手动手轮回退编辑
需要手动手轮回退或
多路径用手动手轮回
退
☆
☆
☆
多路径用手动手轮回
退
需要手动手轮进给第
1 台
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
辅助功能输出程序段
反转动作功能
需要手动手轮回退
☆ ☆ ☆ ☆ ☆ ☆ - -
手动直线/圆弧插补
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
手轮同步进给
包含在手动直线圆弧
插补中
有源程序段取消
(*34)
- - - - - - -
-
高速程序检测
☆ ☆ ☆ ☆ ☆ - - - S880
驻留、辅助功能时间倍
率功能
- - - - - - - -
插补功能
纳米插补
○ ○ ○ ○ ○ ○ ○
○
定位
G00(也可以是直线插
补型定位)
○ ○ ○ ○ ○ ○ ○ ○
单方向定位
G60
○ - ○ - ○ - ○ -
准确停止模式
G61
○ ○ ○ ○ ○ ○ ○ ○
攻丝模式
G63
○ ○ ○ ○ ○ ○ ○
○
切削模式
G64
○ ○ ○ ○ ○ ○ ○
○
准确停止
G09
○ ○ ○ ○ ○ ○ ○
○
直线插补
○ ○ ○ ○ ○ ○ ○ ○
圆弧插补
○ ○ ○ ○ ○ ○ ○ ○
驻留
指定秒或者指定转速
(铣削类的转数指定
驻留需要螺纹切削、同
步进给的选项)
○ ○ ○ ○ ○ ○ ○ ○
极坐标插补
- ○ - ○ - ○ -
○
圆柱插补
○ ○ ○ ○ ☆ ○ ☆ ○ J816
圆柱插补平面距离指
令
需要圆柱插补
☆ ☆ ☆ ☆ - - - -
螺旋插补
圆弧插补+最多 2 轴直
线插补
○ ☆ ○ ☆ ○ ☆ ○ -
高品质加工功能
最多 200 个预读程序
段
·AI轮廓控制Ⅱ
·平滑容差+控制
·加速度控制
·加工条件选择功能
○ - ○ - ○ - - -
螺纹切削、同步进给
需要主轴串行输出
○ ○ ○ ○ ○ ○ ☆ ○ J824
多头螺纹切削
M 系列的情况下,包
含在螺纹切削、同步进
给中
○ ○ ○ ○ ○ ○
○
螺纹切削循环回退
- ○ - ○ - ○ -
○
连续螺纹切削
M 系列的情况下,包
含在螺纹切削、同步进
给中
○ ○ ○ ○ ○ ○
○
可变导程螺纹切削
- ○ - ○ - ○ - ○
圆弧螺纹切削
- ☆ - ☆ - ☆ - ☆ J731
多边形加工
- ○ - ○ - ○ -
○
主轴间多边形加工
- ○ - ○ - ☆ - ☆ J708
跳过
G31
○ ○ ○ ○ ○ ○ ○ ○
称
Series 0i-F
细
Plus
-
* * * * * * * *
(*34)
Series 0i-F
-
Plus
-
Series 0i-F
Plus
Series 0i-F
Plus
- - R409
R606
S628
J774
+
R578
J819
*
*
- 10 -
Page 31

B-64692CM/01 概述 2. 规格一览表
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
多级跳过
○ ☆ ○ ☆ ○ ☆ ○ ☆ J849
高速跳过
输入点数 8 点
○ ○ ○ ○ ○ ○ ○ ○
扭矩限位跳过
○ ○ ○ ○ ○ ○ ○
○
返回参考点
G28
○ ○ ○ ○ ○ ○ ○
○
返回参考点检测
G27
○ ○ ○ ○ ○ ○ ○
○
第 2 参考点返回
○ ○ ○ ○ ○ ○ ○
○
返回第 3、第 4 参考点
○ ○ ○ ○ ○ ○ ○ ○
法线方向控制
○ ☆ ○ ☆ ☆ ☆ ☆ ☆ J813
均衡切削
只限于多路径时(*18)
- ☆ - ☆ - - - - J834
工作台分度
○ - ○ - ○ - -
-
连续高速跳过
需要用户宏程序与高
速跳过
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
连续修整
磨床用
* - * - * - *
-
进给控制
磨床用
-
-
-
-
通用回退
○ ○ ○ ○ ○ ○ ☆ ☆
进给功能
快速进给速度(最小设
定单位 B)
最大 999.999m/min
(1μm)
○ ○ ○ ○ ○ ○ ○ ○
快速进给速度(最小设
定单位 C)
最大 99.9999 [m/min]
(0.1μm)
○ ○ ○ ○ ○ ○ ○ ○
快速进给倍率
F0、25、50、100%或
者0~
刻
度)
○ ○ ○ ○ ○ ○ ○ ○
每分钟进给
○ ○ ○ ○ ○ ○ ○ ○
每转进给
M 系列的情况下,包
含在螺纹切削、同步进
给中
○ ○ ○ ○ ○ ○ ○ ○
不带位置编码器的每
转进给
包含在周速恒定控制
中
○ ○ ○ ○ ○ ○ ○ ○
不带位置编码器的周
速恒定控制
包含在周速恒定控制
中
○ ○ ○ ○ ○ ○ ○ ○
切线速度恒定控制
○ ○ ○ ○ ○ ○ ○
○
切削进给速度的钳制
○ ○ ○ ○ ○ ○ ○
○
自动加减速
快速进给:直线型
切削进给:指数函数
型、直线型
○ ○ ○ ○ ○ ○ ○ ○
快速进给铃型加减速
○ ○ ○ ○ ○ ○ ○
○
最佳扭矩加减速
☆ ☆ ☆ ☆ ☆ ☆ - - S675
基于最佳加速度的定
位
☆ ☆ ☆ ☆ ☆ ☆ - -
切削进给插补后直线
加减速
○ ○ ○ ○ ○ ○ ○ ○
切削进给插补后铃型
加减速
○ ○ ○ ○ ○ ○ ○ ○
智能搭接
○ ○ ○ ○ ○ ○ ○
○
切削进给插补前直线
加减速
包含在 AI 轮廓控制Ⅰ
或Ⅱ中
○
○
○
○
进给速度倍率
0~254%
○ ○ ○ ○ ○ ○ ○
○
第 2 进给速度倍率
0~254%
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
F1 位进给
○ - ○ - ○ - ☆ -
反比时间进给
○ - ○ - - - -
-
JOG 倍率
0~655.34%
○ ○ ○ ○ ○ ○ ○
○
倍率取消
○ ○ ○ ○ ○ ○ ○
○
称
细
Series 0i-F
Plus
*
Series 0i-F
*
Plus
Series 0i-F
*
Plus
Series 0i-F
*
Plus
J770
J997
100% (1%
J693
*
- 11 -
*
*
*
J810
J820
Page 32

2. 规格一览表 概述 B-64692CM/01
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
手动每转进给
- ○ - ○ - ○ -
○
外部减速
○ ○ ○ ○ ○ ○ ○ ○
自动拐角减速
包含在 AI 轮廓控制Ⅰ
或Ⅱ中
○
○
○
○
基于圆弧插补加速度
的速度控制
○
○
○
○
轮廓控制Ⅰ
预读程序段数最多为
40 个
- ☆ - ☆ - ☆ ○ ☆
轮廓控制Ⅱ
预读程序段数最多为
包含加速度控制(
系列)
○ ☆ ○ ☆ ○ ☆ - -
预读程序段数最多为
预读程序段数最多为
需要专用硬件、AI轮
廓控制Ⅱ
☆ - ☆ - - - - -
预读插补前铃型加减
速
包含在 AI 轮廓控制Ⅰ
或Ⅱ中
○
○
○
○
刚性攻丝铃型加减速
需要刚性攻丝
○ ○ ○ ○ ○ ○ ○
○
刚性攻丝最佳加减速
需要刚性攻丝
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ R533
快速进给程序段搭接
○ ○ ○ ○ ○ ○ ○
○
可编程快速进给搭接
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
基于信号的插补后加
减速时间常数切换功
能
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
智能适应控制
需要智能负载表
☆ - ☆ - ☆ - ☆ - R361
智能进给轴加减速
○ ○ ○ ○ ○ ○ ○ ○
加减速中信号
只限于 1 个路径时
☆ - ☆ - - - - -
程序输入
纸带代码
EIA/ISO 自动判别
○ ○ ○ ○ ○ ○ ○
○
标签跳过
○ ○ ○ ○ ○ ○ ○
○
奇偶校验
奇偶校验 H、奇偶校
验 V
○ ○ ○ ○ ○ ○ ○ ○
控制入/控制出
○ ○ ○ ○ ○ ○ ○ ○
可选程序段跳过
9 个
○ ○ ○ ○ ○ ○ ☆ ☆
最大指令值
±9 位(R,I,J,K,为±
12 位)
○ ○ ○ ○ ○ ○ ○ ○
程序文件名
32 个字符
○ ○ ○ ○ ○ ○ ○
○
时序号
N8 位
○ ○ ○ ○ ○ ○ ○
○
绝对/增量指令
可以在程序段内并用
○ ○ ○ ○ ○ ○ ○
○
小数点输入和计算器
型小数点输入
○ ○ ○ ○ ○ ○ ○ ○
输入单位 10 倍
○ ○ ○ ○ ○ ○ ○
○
直径/半径指定
○ ○ ○ ○ ○ ○ ○ ○
平面选择
G17、G18、G19
○ ○ ○ ○ ○ ○ ○ ○
旋转轴指定
○ ○ ○ ○ ○ ○ ○
○
旋转轴的翻转
○ ○ ○ ○ ○ ○ ○
○
极坐标指令
○ - ○ - ○ - ○
-
坐标系设定
○ ○ ○ ○ ○ ○ ○ ○
自动坐标系设定
○ ○ ○ ○ ○ ○ ○ ○
工件坐标系
G52~G59
○ ○ ○ ○ ○ ○ ○
○
工件坐标系预设
○ ○ ○ ○ ○ ○ ○
○
AI
AI
400个
称
Series 0i-F
细
Plus
*
*
+
200个
M
400个
*
Series 0i-F
Plus
*
*
*
Series 0i-F
Plus
*
*
*
Series 0i-F
Plus
*
*
*
J665
S808
R502
S992
R519
J955
- 12 -
Page 33

B-64692CM/01 概述 2. 规格一览表
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
追加工件坐标系组数
追加 48 组
○ - ○ - ○ - ○
-
追加 300 组
☆ - ☆ - ☆ - - -
工件原点偏置量测量
值直接输入
包含在工件坐标系中
○ ○ ○ ○ ○ ○ ○ ○
基于速度指定的机床
坐标系定位
需要工件坐标系
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
手动绝对开关的
ON/OFF
○ ○ ○ ○ ○ ○ ○ ○
图纸尺寸直接输入
- ○ - ○ - ○ -
○
G 代码体系
A
- ○ - ○ - ○ -
○
B/C
- ○ - ○ - ○ -
○
倒角/拐角 R
- ○ - ○ - ○ - ○
任意角度倒角/拐角 R
○ ○ ○ ○ ○ ○ ○ ○
可编程数据输入
G10
○ ○ ○ ○ ○ ○ ○
○
可编程参数输入
○ ○ ○ ○ ○ ○ ○
○
子程序调用
10 级
○ ○ ○ ○ ○ ○ ○
○
用户宏程序
○ ○ ○ ○ ○ ○ ○
○
用户宏程序公共变量
追加
#100~#199、
#500~#999
○ ○ ○ ○ ○ ○ ○ ○
用户宏公共变量追加
#100~#199、
#98000~#98499
☆ ☆ ☆ ☆ - - - -
用户宏程序变量名称
31 个字符
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
用户宏程序变量名称
数 1000
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
用户宏程序变量名称
数 4000
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
路径间通用的宏变量
仅限多路径时
包含在用户宏程序中
(*18)
○ ○ ○ ○ - - - -
中断型用户宏程序
○ ○ ○ ○ ○ ○ ☆ ☆ J874
单一型固定循环
- ○ - ○ - ○ -
○
复合型固定循环
- ○ - ○ - ○ - ○
复合形固定循环Ⅱ
型腔形状
- ○ - ○ - ○ - ○
钻孔用固定循环
○ ○ ○ ○ ○ ○ ○
○
圆弧半径 R 指定
R,I,J,K 12 位
○ ○ ○ ○ ○ ○ ○
○
对置刀架镜像
- ○ - ○ - ☆ - - J881
自动拐角倍率
○ - ○ - ○ - ○ -
比例缩放
○ - ○ - ○ - ○ -
坐标系旋转
○ ○ ○ ○ ○ ○ ○
○
三维坐标变换
☆ ☆ ☆ ☆ ☆ ☆ - - J713
倾斜面分度指令
引导画面无法在 8.4”
LCD 上使用
☆ ☆ ☆ ☆ ☆ - - -
可编程镜像
○ ○ ○ ○ ○ ○ ○
○
图形复制
☆ - ☆ - ☆ - ☆ - J897
基于 G 代码的掩码缓
冲器
○ ○ ○ ○ ○ ○ ○ ○
FANUC Series 10/11
纸带格式
○ ○ ○ ○ ○ ○ ☆ ○
宏程序执行器
○ ○ ○ ○ ○ ○ ○
○
宏执行器 + C 语言执
行器
○ ○ ○ ○ ○ ○ ○ ○
1000个
称
细
#500~#999、
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
J919
R553
R687
R583
R323
R324
R522
- 13 -
J882
Page 34

2. 规格一览表 概述 B-64692CM/01
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
C 语言执行器 SRAM
追加 256KB
追加
☆ ☆ ☆ ☆ - - - -
C 语言执行器 SRAM
追加 512KB
追加
☆ ☆ ☆ ☆ - - - -
自定义软件容量
(整个系统的容量)
6MB
○ ○ ○ ○ ○ ○ ○
○
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
J738
#8M
☆ ☆ ☆ ☆ - - - -
J738
#12M
☆ ☆ ☆ ☆ - - - -
J738
#16M
FANUC PICTURE
执行程序
○ ○ ○ ○ ○ ○ ○ ○
坐标系偏移
- ○ - ○ - ○ -
○
坐标系偏移直接输入
- ○ - ○ - ○ - ○
内嵌宏
☆ ☆ ☆ ☆ - - - -
S652
K
小口径深孔钻循环
○ - ○ - ○ - ☆ -
磨削用固定循环
磨床用
* * * * * * *
*
实时用户宏程序
☆ ☆ ☆ ☆ - - - - S842
双重速度指令
需要基于 PMC 的轴
控制、用户宏程序
☆ ☆ ☆ ☆ - - - -
模式数据输入
○ ○ ○ ○ ○ ○ ☆ ☆ J884
M 代码保护功能
(*34)
- - - - - - - -
加工前准备支持功能
○ - ○ - ○ - ○ -
图形交互式程序输入
○ ○ ○ ○ ○ ○ ○
○
MANUAL GUIDE i
基本功能
集成操作画面
MDI、手轮·JOG、
编辑、运行
○ ○ ☆ ☆ ☆ ☆ - -
ISO 代码格式程序
编辑
前台·后台
○ ○ ☆ ☆ ☆ ☆ - -
G 代码向导
向导显示
○ ○ ☆ ☆ ☆ ☆ -
-
代码向导
M 代码菜单、向导显
示
○ ○ ☆ ☆ ☆ ☆ - -
轮廓编程
M 系列为 XY 平面、T
系列为
XY/ZX/XC/ZC 平面
○ ○ ☆ ☆ ☆ ☆ - -
固定短语输入菜单
铣削加工·车削加工菜
单
○ ○ ☆ ☆ ☆ ☆ - -
工件坐标系的设定
测量、+输入
○ ○ ☆ ☆ ☆ ☆ - -
刀具偏置的设定
测量、+输入、C 输入
○ ○ ☆ ☆ ☆ ☆ - -
输入/输出程序
存储卡的输入输出
○ ○ ☆ ☆ ☆ ☆ -
-
快捷键操作
编辑操作、画面显示操
作
○ ○ ☆ ☆ ☆ ☆ - -
计算器型计算
+-*/,SIN,COS,TAN,A
EXP,LOG,etc.
○ ○ ☆ ☆ ☆ ☆ - -
加工中绘制
刀具轨迹
○ ○ ☆ ☆ ☆ ☆ -
-
称
Series 0i-F
细
Plus
192KB
448KB
8MB
12MB
16MB
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
J736
S827
#128
J896
R369
M
SIN,ACOS,ATAN,SQ
RT,
R948
- 14 -
Page 35

B-64692CM/01 概述 2. 规格一览表
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
铣削循环
输入菜单
基于菜单形式的输
入·编辑
○ ○ ☆ ☆ ☆ ☆ - -
钻孔(中心钻、钻
孔、攻丝、铰孔、
镗孔、精镗、背钻)
点云、线、圆、方形、
网格
○ ○ ☆ ☆ ☆ ☆ - -
平面加工(粗加
工·精加工)
方形、圆、轨迹、多边
形、任意形状
○ ○ ☆ ☆ ☆ ☆ - -
轮廓加工(粗加
工·精加工)
方形、圆、轨迹、多边
形、任意形状
○ ○ ☆ ☆ ☆ ☆ - -
型腔加工(粗加
工·精加工)
方形、圆、轨迹、多边
形、任意形状
○ ○ ☆ ☆ ☆ ☆ - -
开槽(粗加工·精
加工)
方形、圆、轨迹、多边
形、辐射槽、任意形状
○ ○ ☆ ☆ ☆ ☆ - -
副主轴加工
与主主轴相同的加工
类型
○ ○ ☆ ☆ ☆ ☆ - -
语句转换
转换为铣削循环指令
的 NC 语句
○ ○ ☆ ☆ ☆ ☆ - -
车削循环
输入菜单
基于菜单形式的输
入·编辑
- ○ - ☆ - ☆ - -
钻孔(中心钻、钻
孔、攻丝、铰孔、
镗孔)
- ○ - ☆ - ☆ - -
车削加工(粗加工/
中等加工/精加工)
外径、内径、端面
- ○ - ☆ - ☆ - -
开槽(粗加工·精
加工)
外径、内径、端面
- ○ - ☆ - ☆ - -
螺杆加工(通用、
仪表、统一、PT、
PF)
外径、内径
- ○ - ☆ - ☆ - -
螺杆再加工(通用、
仪表、统一、PT、
PF)
外径、内径
- ○ - ☆ - ☆ - -
副主轴加工
与主主轴相同的加工
类型
- ○ - ☆ - ☆ - -
语句转换
转换为车削循环指令
的 NC 语句
- ○ - ☆ - ☆ - -
加工模拟
后台模拟
动画·刀具轨迹
○ ○ ☆ ☆ ☆ ☆ -
-
材料形状
6 种
○ ○ ☆ ☆ ☆ ☆ -
-
绘制坐标系
8 种
○ ○ ☆ ☆ ☆ ☆ - -
调整向导
校准
探针位置、长度、直径、
偏移
○ ○ ☆ ☆ ☆ ☆ - -
刀具测量
旋转刀具、车削刀具
○ ○ ☆ ☆ ☆ ☆ -
-
定心
端面、外径、内径、宽
度、C轴、倾斜角度、
拐角
○ ○ ☆ ☆ ☆ ☆ - -
加工后测量
端面、外径、内径、宽
度
○ ○ ☆ ☆ ☆ ☆ - -
多路径功能
支持 2~3 路径
○ ○ ☆ ☆ - - - -
倾斜面分度功能
以交互式创建倾斜面
分度指令
☆ - ☆ - ☆ - - -
Series 0i-F
称
细
Plus
NC
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
R948
NC
R948
S786
S788
- 15 -
Page 36

2. 规格一览表 概述 B-64692CM/01
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
手轮加工功能
使用一个手轮加工对
角线、圆弧(*34)
- - - - - - - -
扩展向导功能
(1) 输入数据动画检
查
循环扩展显示
画面相应的操作
说明
与在
上
运行的动画软件的协
作
动画绘制的放大、
缩小、旋转
☆ ☆ ☆ ☆ - - - -
扩展轴名称功能
在 MANUAL GUIDE
画面中使用扩展轴名
称的程序与显示
○ ○ ☆ ☆ ☆ ☆ - -
MANUAL GUIDE 0i
基本功能
(*12)
ISO 代码格式程序
编辑
- - ☆ ☆ ☆ ☆ ☆ ☆
工序数据
进给速度、M 代码、
偏置号码的指令画面
- - ☆ ☆ ☆ ☆ ☆ ☆
G 代码帮助
- - ☆ ☆ ☆ ☆ ☆
☆
M 代码帮助
- - ☆ ☆ ☆ ☆ ☆ ☆
轮廓编程
M 系列为 XY 平面、T
系列为ZX平面、辅助
计算功能
- - ☆ ☆ ☆ ☆ ☆ ☆
铣削循环
(*12)
输入菜单
基于菜单形式的输
入·编辑
- - ☆ - ☆ - ☆ -
钻孔(中心钻、钻
孔、攻丝、铰孔、
镗孔、精镗、背钻)
点云、线、圆、方形、
网格
- - ☆ - ☆ - ☆ -
平面加工(粗加
工·精加工)
方形、圆
- - ☆ - ☆ - ☆ -
型腔加工(底孔·粗
加工·精加工)
方形、圆、轨迹
- - ☆ - ☆ - ☆ -
带岛型腔加工(粗
加工)
方形
- - ☆ - ☆ - ☆ -
倒角加工
- - ☆ - ☆ - ☆ -
开槽(底孔·粗加
工·精加工·倒角)
辐射槽
- - ☆ - ☆ - ☆ -
车削循环
(*12)
输入菜单
基于菜单形式的输
入·编辑
- - - ☆ - ☆ - ☆
钻孔(中心钻、钻
孔、攻丝、铰孔、
镗孔)
- - - ☆ - ☆ - ☆
车削加工(粗加
工·精加工)
外径、内径、端面
- - - ☆ - ☆ - ☆
开槽(粗加工·精
加工)
外径、内径、端面
- - - ☆ - ☆ - ☆
螺杆加工(通用、
仪表、统一、PT、
PF)
外径、内径
- - - ☆ - ☆ - ☆
称
MANUAL GUIDE i
MANUAL GUIDE i
(2)
(3)
(4)
(5)
i
细
PANEL i
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
S774
S789
S772
S772
- 16 -
Page 37

B-64692CM/01 概述 2. 规格一览表
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
C 轴钻孔(钻孔、
攻丝)
圆
- - - ☆ - ☆ - ☆
C 轴开槽(粗加工)
端面、圆柱面
- - - ☆ - ☆ -
☆
辅助功能/主轴功能
辅助功能
M8 位
○ ○ ○ ○ ○ ○ ○ ○
第 2 辅助功能
B8 位
○ ○ ○ ○ ○ ○ ☆ ☆ J920
辅助功能锁定
○ ○ ○ ○ ○ ○ ○
○
高速 M/S/T/B 接口
○ ○ ○ ○ ○ ○ ○
○
等待
只限于多路径时(*18)
○ ○ ○ ○ - - - -
高速机型的等待 M 代
码
只限于多路径时
○ ○ ○ ○ - - - -
辅助功能的多个指令
5 个
○ ○ ○ ○ ○ ○ ○ ○
轴移动中辅助功能输
出
☆ ☆ ☆ ☆ ☆ ☆ - -
开始位置指定等待功
能
只限于多路径时
☆ ☆ ☆ ☆ - - - -
主轴功能
S5 位、二进制输出
○ ○ ○ ○ ○ ○ ○ ○
主轴串行输出
S5 位、串行输出
○ ○ ○ ○ ○ ○ ○ ○
主轴模拟输出
S5 位、模拟输出、至
多 1 台主轴(*20)
○
○ ○ ○ ○ ○ ○
周速恒定控制
○ ○ ○ ○ ○ ○ ○
○
主轴倍率
0~254%
包含在主轴串行输出
中
○ ○ ○ ○ ○ ○ ○ ○
实际主轴速度输出
- ○ - ○ - ○ - ☆
主轴定向
需要 1 台、主轴串行输
出
○ ○ ○ ○ ○ ○ ○ ○
主轴定向扩展
最多 4 台
○ ○ ○ ○ ○ ○ ○ ○
主轴输出切换
需要 1 台、主轴串行输
出
○ ○ ○ ○ ○ ○ ○ ○
主轴输出切换扩展
最多 4 台
○ ○ ○ ○ ○ ○ ○
○
主轴同步控制
需要主轴串行输出
在模拟主轴中无法使
用
包含主轴指令同步控
制
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
主轴同步控制(单体)
需要主轴串行输出
在模拟主轴中无法使
用
○ ○ ○ ○ - - - -
主轴指令同步控制
系列
☆/
*
-
☆/
*
- ☆
- ☆
-
J748/
J858
T 系列
- * - * - * -
*
多主轴控制
☆ ○ ☆ ○ ☆ ○ - ○ J859
主轴定位
○ ○ ○ ○ ○ ○ ○
○
刚性攻丝
○ ○ ○ ○ ○ ○ ○
○
高速刚性攻丝
需要主轴串行输出、刚
性攻丝
○ ○ ○ ○ ○ ○ ○ ○
智能刚性攻丝
需要主轴串行输出、刚
性攻丝
○ ○ ○ ○ ○ ○ ○ ○
基于手动手轮的刚性
攻丝
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
Cs 轮廓控制任意位置
参考点设定
需要Cs轮廓控制
☆ ☆ ☆ ☆ - - - -
M 代码组检查
☆ ☆ ☆ ☆ - - - - J922
称
Series 0i-F
细
Plus
(*18)
(*18)
(*30) ○(*30)
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
S889
S888
FSSB
M
/*
/*
J856
J858
J651
S664
- 17 -
Page 38

2. 规格一览表 概述 B-64692CM/01
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
主轴波动检测
- ○ - ○ - - -
-
基于伺服电机的主轴
控制
需要主轴串行输出
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
伺服/主轴同步控制
包含在主轴同步控制
中
☆
☆
☆ ☆ ☆ ☆
主轴串联控制
包含在主轴同步中
需要主轴串行输出
☆
☆
☆ ☆ ☆ ☆
任意速度螺纹切削
需要主轴串行输出、
Cs 轮廓控制
☆ ☆ ☆ ☆ - ☆ - ☆
刀具功能/刀具补偿功能
刀具功能
T7+1/T6+2/T5+3
- ○ - ○ - ○ -
○
T8 位
○ - ○ - ○ - ○ -
刀具补偿个数
(注释),为系统整体
的补偿个数,可为各系
统分配所需的个数(
个路径最多
个)
(注释)根据设定,刀
具偏置量的位数最多
为 9 位
128 个
- ○ - ○ - ○ -
○
200 个
- ☆ - ☆ - ☆ - - J927
○ - ○ - ○ - ○ -
刀具偏置存储器
形状、磨损各自的存储
器、
长度补偿、直径补偿各
自的存储器
○ - ○ - ○ - ○ -
路径间通用刀具偏置
存储器
只限于多路径时
○ ○ ○ ○ - - - -
刀具长度补偿
○ - ○ - ○ - ○
-
刀具位置偏置
○ ○ ○ ○ ○ ○ ○
○
Y 轴偏置
- ○ - ○ - ○ - ○
第 4 轴/第 5 轴偏置
- ☆ - ☆ - ☆ - ☆
刀具径补偿/刀尖半径
补偿
○ ○ ○ ○ ○ ○ ○ ○
圆柱插补切削点补偿
☆ ☆ ☆ ☆ - - - -
刀具形状、磨损补偿
- ○ - ○ - ○ -
○
第2形状刀具偏置
需要刀具形状、磨损补
偿
- ☆ - ☆ - - - -
刀具管理功能
64 个刀具
☆ ☆ ☆ ☆ - - - - S830
240 个刀具
☆ ☆ ☆ ☆ - - - - S831
1000 个刀具
☆ ☆ ☆ ☆ - - - -
刀具管理功能用户数
据扩展
☆ ☆ ☆ ☆ - - - -
5~40
☆ ☆ ☆ ☆ - - - -
刀具管理扩展功能
☆ ☆ ☆ ☆ - - - - S852
刀具管理功能 支持大
口径刀具
包含在刀具管理扩展
B 功能中
- - - -
多边刀具用刀具管理
功能
- - - - - - - -
刀具管理功能 刀具安
装、拆卸功能
☆ ☆ ☆ ☆ - - - -
刀具管理扩展B功能
包含刀具管理扩展功
能
☆ ☆ ☆ ☆ - - - -
刀具偏置量计数器输
入
- ○ - ○ - ○ - ○
刀具长度测量
○ - ○ - ○ - ○ -
称
999
Series 0i-F
细
Plus
*
*
Series 0i-F
Plus
*
*
Series 0i-F
Plus
Series 0i-F
Plus
J978
J858
J858
R672
1
400个
C
(*18)
5~20
* * * *
R517
S674
J980
S833
S834
S835
(*34)
S997
R616
- 18 -
Page 39

B-64692CM/01 概述 2. 规格一览表
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
刀具长度自动测量
○ - ○ - ○ - ○
-
自动刀具补偿
- ○ - ○ - ☆ - ☆
刀具补偿值测量值直
接输入
- ○ - ○ - ○ - ○
刀具补偿量测量值直
接输入 B
- ○ - ○ - ○ - ☆
2 主轴车床用刀具补偿
值测量值直接输入 B
- ☆ - ☆ - - - -
刀具寿命管理
○ ○ ○ ○ ○ ○ ○ ○
扩展的刀具寿命管理
包含在刀具寿命管理
中
○ ○ ○ ○ ○ ○ ○ ○
刀具位置补偿量的自
动变更
- ☆ - ☆ - - - -
复合加工用刀具偏置
功能
需要刀具偏置存储器
(铣削系统)以及
刀具形状、磨损补偿
(车床系统)
- ☆ - ☆ - - - -
刀具形状尺寸数据
100 组
☆ ☆ ☆ ☆ - - - -
300 组
☆ ☆ ☆ ☆ - - - - R590
精度补偿功能
反向间隙补偿
○ ○ ○ ○ ○ ○ ○
○
快速进给/切削进给各
自的反向间隙补偿
○ ○ ○ ○ ○ ○ ○ ○
平滑反向间隙补偿
○ ○ ○ ○ ○ ○ ○ ○
智能反向间隙补偿
○ ○ ○ ○ ○ ○ ○ ○
存储型螺距误差补偿
绝对输入
需要插补型螺距误差
补偿(R333)
插补型螺距误差补偿
包含存储型螺距误差
补偿
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
双向螺距误差补偿
需要插补型螺距误差
补偿(R333)
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
双向螺距误差补偿点
数扩展
需要插补型螺距误差
补偿
需要双向螺距误差补
偿(*34)
- - - - - - - -
斜度补偿
需要插补型螺距误差
补偿(R333)
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
插补型直线度补偿
包含简易平直度补偿、
平直度补偿
需要插补型螺距误差
补偿(R333)
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
插补型平直度补偿
需要插补型螺距误差
补偿
、插补型平
直度补偿
☆ ☆ ☆ ☆ ☆ ☆ - -
热位移补偿
需要模型开发工具
需要多传感器
单
元及专用的温度传感
器
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
称
Series 0i-F
细
Plus
C
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
S618
J933
J686
J690
R595
R589
3072点
AI
* * * * * * * *
(R333)
(R333)
R333
S656
J981
R334
R638
(A08B-9010-J810#ZZ
12)
I/O
R335
- 19 -
Page 40

2. 规格一览表 概述 B-64692CM/01
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
电子齿轮箱
滚齿加工包
将齿轮加工中有用的
功能打包
可使用以下功能
·电子齿轮箱
·
轴跳过
·电子齿轮箱2组
·电子齿轮箱自动
相位调整
·主轴电子齿轮箱
·柔性同步控制
·柔性同步控制
自动相位调整
·路径间柔性
同步控制
·柔性同步
控制跳过功能
·基于柔性同步控制
的滚齿指令
·U 轴控制
☆ ☆ ☆ ☆ - - - -
柔性同步控制
* * * * - ☆ - ☆ S709
磨床用功能
磨床用功能
多级跳过、磨床用固定
循环、连续修整、
进给控制
☆ - ☆ - ☆ - ☆ -
多级跳过、磨床用固定
循环
- ☆ - ☆ - ☆ - ☆
磨床用功能
除磨床用功能 A 中可
使用功能外,还可使用
倾斜轴控制
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
编辑操作
程序存储容量(整个系
统合计)*3
○ ○ ○ ○ ○ ○ ○ ○
登录程序个数
扩展 1 最多 1000 个
○ ○ ○ ○ ○ ○ ○
○
程序编辑
○ ○ ○ ○ ○ ○ ○
○
扩展程序编辑
○ ○ ○ ○ ○ ○ ○
○
程序保护
○ ○ ○ ○ ○ ○ ○ ○
密钥和程序的加密
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ J778
密码功能
○ ○ ○ ○ ○ ○ ○
○
反演
○ ○ ○ ○ ○ ○ ○
○
标贴加工时间
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ J964
后台编辑
○ ○ ○ ○ ○ ○ ○ ○
多个程序同时编辑
包含在后台编辑中
可在15”显示器及
10.4”显示器上使用
○ ○ ○ ○ - - - -
存储卡程序编辑运行
登录个数 63 个(*11)
存储卡的创建需要电
脑用的工具
○ ○ ○ ○ ○ ○ ○ ○
存储卡程序登录个数
扩展
最多
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
数据服务器编辑运行
需要快速数据服务器
* * * * * * -
-
多路径程序编辑功能
(*18)
☆ ☆ ☆ ☆ - - - - R615
高速程序管理
○ ○ ○ ○ ○ ○ ○
○
称
EGB
细
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
R024
A
B
2Mbyte
1000个
S682
S683
S995
- 20 -
Page 41

B-64692CM/01 概述 2. 规格一览表
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
从大容量内存运行程
序
需要 CNC 应用程序开
发组件
(
Z12)
☆ ☆ ☆ ☆ - - - -
设定/显示
状态显示
○ ○ ○ ○ ○ ○ ○
○
时钟功能
○ ○ ○ ○ ○ ○ ○
○
当前位置显示
○ ○ ○ ○ ○ ○ ○
○
程序注释显示
程序名 31 个字符
○ ○ ○ ○ ○ ○ ○ ○
参数设定显示
○ ○ ○ ○ ○ ○ ○ ○
参数校验和功能
○ ○ ○ ○ ○ ○ ○
○
报警显示
○ ○ ○ ○ ○ ○ ○
○
报警履历显示
○ ○ ○ ○ ○ ○ ○
○
操作信息履历显示
包含在外部信息或外
部数据输入中
○ ○ ○ ○ ○ ○ ○ ○
操作履历显示
○ ○ ○ ○ ○ ○ ○
○
远程诊断
·机床远程诊断包+
快速以太网
(功能:读取
状态
其他)
包含在快速以太网中
运行时间/加工零件数
显示
○ ○ ○ ○ ○ ○ ○ ○
实际速度显示
○ ○ ○ ○ ○ ○ ○
○
实际主轴转速/T代码
显示
M 系列的情况下,包
含在螺纹切削、同步进
给中
○ ○ ○ ○ ○ ○ ○ ○
软盘目录显示
包含在 RS-232C 接口
中
○ ○ ○ ○ ○ ○ ○ ○
任意路径名称显示
只限于多路径时(*18)
○ ○ ○ ○ - - -
-
操作监控画面
负载表显示等
○ ○ ○ ○ ○ ○ ○
○
伺服调整画面
○ ○ ○ ○ ○ ○ ○
○
主轴调整画面
包含在主轴串行输出
中
○ ○ ○ ○ ○ ○ ○ ○
伺服波形显示
○ ○ ○ ○ ○ ○ ○
○
维护信息画面
○ ○ ○ ○ ○ ○ ○ ○
故障诊断
○ ○ ○ ○ ○ ○ ○
○
机床报警诊断
创建引导信息需要
应用程序开发组
件
(
)中包含的机床报
警诊断用引导表
○ ○ ☆ ☆ ☆ ☆ ☆ ☆
伺服/主轴波形数据输
出功能
需要快速数据服务器
☆ ☆ ☆ ☆ ☆ ☆ - -
软件操作画板
○ ○ ○ ○ ○ ○ ○ ○
软件操作画板通用开
关
需要软件操作面板
○ ○ ○ ○ ○ ○ ○ ○
软件操作画板通用开
关扩展
包含在软件操作面板
通用开关中
○ ○ ○ ○ ○ ○ ○ ○
Series 0i-F
称
细
A08B-9010-J555#Z
Plus
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
0207-
J817
CNC/PMC
* * * * * * * *
CNC
A08B-9010-J555#Z
S813
Z12
R588
- 21 -
Page 42

2. 规格一览表 概述 B-64692CM/01
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
机床操作菜单
创建菜单数据需要
应用程序开发组
件
(
)中包含的机床操
作菜单创建工具
☆ ☆ ☆ ☆ - - - -
FANUC Auto
HMI-NC
需要 FANUC
PICTURE
☆ ☆ ☆ ☆ - - - -
FANUC Auto
HMI-NC 界面扩展 1
需要 FANUC Auto
HMI-NC
☆ ☆ ☆ ☆ - - - -
英语
○ ○ ○ ○ ○ ○ ○
○
日语
○ ○ ○ ○ ○ ○ ☆ ☆ J965
德语
○ ○ ○ ○ ○ ○ ☆ ☆
法语
○ ○ ○ ○ ○ ○ ☆ ☆
西班牙语
○ ○ ○ ○ ○ ○ ○
○
意大利语
○ ○ ○ ○ ○ ○ ☆ ☆ J968
繁体中文
○ ○ ○ ○ ○ ○ ○
○
简体中文
○ ○ ○ ○ ○ ○ ○ ○
韩国语
○ ○ ○ ○ ○ ○ ☆ ☆ J969
葡萄牙语
○ ○ ○ ○ ○ ○ ○
○
荷兰语
○ ○ ○ ○ ○ ○ ☆ ☆ J962
各国语言显示
丹麦语
○ ○ ○ ○ ○ ○ ☆ ☆ J650
瑞典语
○ ○ ○ ○ ○ ○ ☆ ☆
匈牙利语
○ ○ ○ ○ ○ ○ ☆ ☆
捷克语
○ ○ ○ ○ ○ ○ ☆ ☆ S689
波兰语
○ ○ ○ ○ ○ ○ ☆ ☆ S739
俄语
○ ○ ○ ○ ○ ○ ○
○
土耳其语
○ ○ ○ ○ ○ ○ ○ ○
罗马尼亚语
○ ○ ○ ○ ○ ○ ☆ ☆
保加利亚语
○ ○ ○ ○ ○ ○ ☆ ☆ R686
斯洛伐克语
○ ○ ○ ○ ○ ○ ☆ ☆ R693
芬兰语
○ ○ ○ ○ ○ ○ ☆ ☆ R726
越南语
○ ○ ○ ○ ○ ○ ○ ○
印地语
○ ○ ○ ○ ○ ○ ○
○
动态切换语言显示
包含在各国语言显示
中
○ ○ ○ ○ ○ ○ ○ ○
数据保护键
4 种
○ ○ ○ ○ ○ ○ ○
○
8 级数据保护
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ S828
个人认证功能
需要 8 级数据保护
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ R332
锁定功能
需要 CNC 锁定设定数
据创建工具
11)
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
清除画面
手动或自动(*1,*11)
○ ○ ○ ○ ○ ○ ○
○
参数设定支援画面
○ ○ ○ ○ ○ ○ ○
○
加工条件选择功能
需要 AI 轮廓控制Ⅰ或
Ⅱ
○ ☆ ○ ☆ ○ ☆ ☆ ☆
帮助功能
○ ○ ○ ○ ○ ○ ○
○
自诊断功能
○ ○ ○ ○ ○ ○ ○ ○
定期维护画面
○ ○ ○ ○ ○ ○ ○ ○
硬件/软件系统配置
画面
○ ○ ○ ○ ○ ○ ○ ○
伺服信息画面
○ ○ ○ ○ ○ ○ ○
○
称
细
NC
A08B-9010-J555#Z
Z12
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
S844
R572
R653
S839
S841
CNC
S691
S690
R694
(A08B-9010-J706#ZZ
R326
S637
- 22 -
Page 43
B-64692CM/01 概述 2. 规格一览表
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
主轴信息画面
包含在主轴串行输出
中
○ ○ ○ ○ ○ ○ ○ ○
图形显示
○ ○ ○ ○ ○ ○ ○
○
动态图形显示功能
-
(*32) - (*32)
○ ☆ ○ ☆ ○ ☆
触摸屏控制
- - ☆ ☆ ☆ ☆ ☆ ☆
外部触摸板接口
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
虚拟 MDI 键
- - ☆ ☆ ☆ ☆ ☆ ☆ S883
以太网显示功能
仅限显示器分离型
☆ ☆ ☆ ☆ - - - - R950
以太网显示器共用功
能
仅限显示器分离型
☆ ☆ ☆ ☆ - - - -
以太网连接 2 台显示
功能
☆ ☆ ☆ ☆ - - - -
画面显示
需要 CNC 应用程序开
发组件
(
Z12)
○ ○ ○ ○ ○ ○ ○ ○
CNC 画面双重显示功
能
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
基本操作包
需要 CNC 应用程序开
发组件
(
Z12)
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
运行状况管理包功能
需要 CNC 应用程序开
发组件
(
Z12)
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
19”CNC 画面显示
☆ ☆ - - - - -
-
19”扩大 CNC 画面显
示
☆ ☆ - - - - - -
CNC画面 Web 服务器
功能
- - ☆ ☆ ☆ ☆ ☆ ☆
耗电量监控
○ ○ ○ ○ ○ ○ ○
○
节能等级选择功能
☆ ☆ ☆ ☆ ☆ ☆ - - R719
机床状态监视功能
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ R717
设定变更警告功能
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
梯形图编辑包功能
需要 CNC 应用程序开
发组件
(
Z12)
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
数据输入输出
接口
通道
○ ○ ○ ○ ○ ○
○
(*25) ○(*25)
通道 2
○ ○ ○ ○ ○ ○ -
-
快速数据服务器
需要可选板
☆ ☆ ☆ ☆ ☆ ☆ - -
数据服务器的缓冲模
式
包含在快速数据服务
器中
- -
数据服务器 资源管理
器连接功能
需要快速数据服务器
☆ ☆ ☆ ☆ ☆ ☆ - -
外部刀具补偿
○ ○ ○ ○ ○ ○ ○ ○
外部机床原点偏移
○ ○ ○ ○ ○ ○ ○ ○
外部信息
○ ○ ○ ○ ○ ○ ○
○
CNC
称
2
Series 0i-F
细
Plus
A08B-9010-J555#Z
A08B-9010-J555#Z
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
J760
J682
J685
R722
R711
S884
0207-
J816
RS-232C
0207-
A08B-9010-J555#Z
A08B-9010-J555#Z
1
* * * * * *
J870
R728
R670
0207-
J820
S737
R953
- 23 -
Page 44

2. 规格一览表 概述 B-64692CM/01
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
外部数据输入
包含外部信息、外部刀
具补偿、
外部机床原点移位
○ ○ ○ ○ ○ ○ ○ ○
外部键盘输入
○ ○ ○ ○ ○ ○ ○
○
外部工件号检索
9999
○ ○ ○ ○ ○ ○ ○
○
外部程序号检索
1~9999
包含在外部数据输入
中
○ ○ ○ ○ ○ ○ ○ ○
存储卡输入输出
○ ○ ○ ○ ○ ○ ○
○
USB 存储器输入输出
○ ○ ○ ○ ○ ○ ○
○
画面硬拷贝
(*2,*11)
- - ○ ○ ○ ○ ○
○
Power Mate CNC 管
理器
○ ○ ○ ○ ○ ○ ○ ○
I/O 设备外部控制
○ ○ ○ ○ ○ ○ ○ ○
快捷宏指令调用
○ ☆ ○ ☆ ○ ☆ ○ ☆
数据自动备份
○ ○ ○ ○ ○ ○ ○
○
iHMI
iHMI 基本功能
○ ○ - - - - -
-
iHMI 加工前准备支持
功能
○ ○ - - - - - -
iHMI 加工循环(路径
数 1 用)
○ ○ - - - - - -
iHMI 加工循环(路径
数 2 用)
○ ○ - - - - - -
复合车床用交互
式编程基本功能
仅可在 PANEL iH
上使用
仅
显示器及
显
示器可使用
- ☆ - - - - - -
复合车床用交互
式编程B轴功能
需要 iHMI 复合车床
用交互式编程基本功
能
仅可在
上使用
仅
显示器及
显
示器可使用
- ☆ - - - - - -
复合车床用交互
式编程2路径功能
需要 iHMI 复合车床
用交互式编程基本功
能
仅可在
上使用
仅
显示器及
显
示器可使用
- ☆ - - - - - -
通信功能
内嵌式以太网
○ ○ ○ ○ ○ ○ ○
○
快速以太网
需要硬件选购件
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ S707
PROFIBUS-DP 主控
需要硬件选购件
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
PROFIBUS-DP 从控
需要硬件选购件
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
DeviceNet 主控
需要硬件选购件
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ S723
DeviceNet 从控
需要硬件选购件
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ S724
FOCAS2/HSSB
PORT2 功能
需要硬件选购件
- - - - - - - -
FL-net
需要硬件选购件
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ J692
称
Series 0i-F
细
Plus
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
S655
iHMI
iHMI
iHMI
Pro
15"
19"
R940
R941
Pro
PANEL iH
15"
19"
R942
Pro
PANEL iH
15"
19"
(*34)
- 24 -
S731
S732
Page 45

B-64692CM/01 概述 2. 规格一览表
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
的安全功能
需要 FL-net
需要双重安全性检查
的选购件
☆ ☆ ☆ ☆ - - - -
FL-net/Ethernet 共存
功能
需要快速以太网与
FL-net
内嵌式以太网扩展功
能
包含在内嵌式以太网
中
○ ○ ○ ○ ○ ○ ○ ○
CC-Link 远程设备功
能
需要硬件选购件
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
机器人连接功能
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
EtherNet/IP 扫描功能
需要硬件选购件
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ R966
EtherNet/IP 适配器功
能
需要硬件选购件
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
适配器安
全功能
需要 EtherNet/IP适配
器功能与双重安全性
检查
☆ ☆ ☆ ☆ - - - -
Modbus/TCP 服务器
功能
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
PROFINET IO控制器
功能
需要硬件选购件
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
PROFINET IO控制器
功能的 PMC 分配扩展
需要 PROFINET IO
控制器功能
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
PROFINET IO设备功
能
需要硬件选购件
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
设备安
全功能
需要 PROFINET IO
设备功能与双重安全
性检查
☆ ☆ ☆ ☆ - - - -
CNC 状态通知功能
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ R975
MTConnect 服务器功
能
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
其他
状态输出信号
NC 准备完成、伺服准
备完成、自动运行中、
自动运行启动中、自动
运行休止中、复位中、
报警、分配完成、
倒带中、英制输入中、
切削中、到位中、螺纹
切削中、攻丝中 其他
○ ○ ○ ○ ○ ○ ○ ○
显示器一体型控制部
(*17)
10.4"彩色
LCD/MDI (横放)
0 插槽
- - ● ● ● ● ●
●
2 插槽
- - ● ● ● ● ● ●
10.4"彩色
LCD/MDI (竖放)
0 插槽
- - ● ● ● ● ●
●
2 插槽
- - ● ● ● ● ●
●
彩色
0 插槽
- - ● ● ● ● ●
●
2 插槽
- - ● ● ● ● ●
●
彩色
带触摸屏
插槽
- - ● ● ● ●
●
(*25) ●(*25)
- - ● ● ● ●
●
(*25) ●(*25)
0 插槽
● ● - - - - -
-
2 插槽
● ● - - - - -
-
称
FL-net
EtherNet/IP
Series 0i-F
细
Plus
* * * * * * * *
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
S851
R954
R683
R967
R976
R968
R971
PROFINET IO
10.4"
LCD
NC
R979
R972
R977
R982
10.4"
(
LCD
)
10.4" PANEL iH
0
2插槽
- 25 -
Page 46

2. 规格一览表 概述 B-64692CM/01
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
10.4"PANEL iH
带触摸屏
0 插槽
● ● - - - - -
-
2 插槽
● ● - - - - - -
0 插槽
● ● - - - - -
-
2 插槽
● ● - - - - -
-
15"PANEL iH
带触摸屏
0 插槽
● ● - - - - -
-
2 插槽
● ● - - - - -
-
显示器分离型控制部
(横向宽度)
选购 2 插槽(横向宽度
60mm)
● ● ● ● - - - -
显示器分离型控制部
用显示器
- - ● ● - - - -
M
单
元
分离型 MDI
(
(横向宽度
290mm)
- - ● ● ● ● ● ●
PANEL iH/iH Pro
用分离型
(
竖放、
ONG 横放)
● ● - - - - - -
PANEL iH/iH Pro
用分离型
(
(横向宽度
290mm)
● ● - - - - - -
PANEL iH/iH Pro
用分离型
(
(横向宽度
400mm)
● ● - - - - - -
PANEL iH/iH Pro
用分离型
(
(横向宽度
500mm)
● ● - - - - - -
PMC/L 梯形图功
能
梯形图步数:
- - - - ○ ○ ○ ○
M
系
统
梯形图功能
梯形图步数:24000
○ ○ ○ ○ - - - -
梯形图步数:
☆ ☆ ☆ ☆ - - - -
H990
#32K
梯形图步数:
☆ ☆ ☆ ☆ - - - -
H990
#64K
梯形图步数:
☆ ☆ ☆ ☆ - - - -
H990
K
梯形图分割管理功
能
○ ○ ○ ○ ○ ○ ○ ○
点数
DI/DO: 1024/1024 点
- - - - ○ ○ ○
○
DI/DO: 2048/2048 点
○ ○ ○ ○ - - - -
梯形图程序第 1 级
执行周期
8ms
○ ○ ○ ○ ○ ○ ○
○
4ms
○ ○ ○ ○ - - - -
多路径
功能
PMC 路径数:最多 3
个路径
☆ ☆ ☆ ☆ - - - -
符号、注释、
信息容量扩展
512Kbyte
○ ○ ○ ○ ○ ○ ○
○
☆ ☆ ☆ ☆ - - - -
R856
#1M
PMC 信息各国语
言显示功能
○ ○ ○ ○ ○ ○ ○ ○
称
(
15"PANEL iH
(
Qwerty Type A)
ONG
Qwerty Type A)
D
I
)
)
MDI
MDI
细
PANEL i(*26)
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
Qwerty Type B)
Qwerty Type C)
P
C
PMC
I/O Link i
PMC
MDI
MDI
PMC
24000
32000
64000
100000
1Mbyte
#100
R855
#3
- 26 -
Page 47

B-64692CM/01 概述 2. 规格一览表
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
信号注释的各国语
言显示
○ ○ ○ ○ ○ ○ ○ ○
步进时序
仅限第 1 路径 PMC
☆ ☆ ☆ ☆ - - - - S982
PMC 扩展继电器
保持型
☆ ☆ ☆ ☆ - - - -
PMC 数据表保持
区域扩展 40KB
☆ ☆ ☆ ☆ - - - -
PMC 梯形图命令
扩展功能
○ ○ ○ ○ ○ ○ ○ ○
PMC 功能块功能
○ ○ ○ ○ ○ ○ ○
○
机床接口(
)
强电盘用 I/O 单元
深
(带 MPG I/F)
● ● ● ● ● ● ● ●
强电盘 I/O 模块(无
MPG I/F)
● ● ● ● ● ● ● ●
操作面板 I/O 模块(带
MPG I/F)
● ● ● ● ● ● ● ●
操作面板 I/O 模块(带
MPG I/F)
● ● ● ● ● ● ● ●
标准机床操作面板
● ● ● ● ● ● ●
●
小型机床操作盘(通用
DI/DO:无)
● ● ● ● ● ● ● ●
小型机床操作盘 B(通
用 DI/DO:24/16 点)
● ● ● ● ● ● ● ●
分线盘 I/O 模块、
模块、
输出模块、模拟输
入模块)
● ● ● ● ● ● ● ●
分线盘 I/O 模块
(DI/DO 模块)
● ● ● ● ● ● ● ●
端子台型 I/O 模块
● ● ● ● ● ● ● ●
I/O 单元型号 A
● ● ● ● ● ● ● ●
I/O 单元型号 B
● ● ● ● ● ● ●
●
周边轴控制(I/O Link
βi 伺服)
● ● ● ● - - - -
周边轴控制(I/O Link
βi 伺服 最多 2 轴)
- - - - ● ● ● ●
I/O Link - AS-i 转换
☆ ☆ ☆ ☆ ☆ ☆ ☆
☆
手动脉冲发生器
☆ ☆ ☆ ☆ ☆ ☆ ☆
☆
便携式手动脉冲发生
器
带紧急停止开关、启用
开关、轴选择·倍率选
择开关
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
悬吊式手动脉冲发生
器
带轴选择·倍率选择开
关
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
手持机床操作面板
LCD(16 个字符 x2
行)、20个键、紧急
停止开关、启用开关、
手动脉冲发生器
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
称
细
DI/DO:96/64
60(宽)x380(高)x172(
)mm
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
S984
S967
#40K
I/O Link i
(DI/DO
2A
type-2
- 27 -
Page 48
2. 规格一览表 概述 B-64692CM/01
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
6.5”彩 色 LCD、68 个
键、紧急停止开关、启
用开关、
槽、触
摸屏(选购件)、手动
脉冲发生器(选购件)
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
可连接伺服电机
FANUC AC SERVO
MOTOR DiS series
○ ○ ○ ○ ○ ○ ○ ○
可连接主轴电机
FANUC AC
series
○ ○ ○ ○ ○ ○ ○ ○
可连接伺服放大器
FANUC SERVO
AMPLIFIER βi series
○ ○ ○ ○ ○ ○ ○ ○
模拟主轴接口(*19)
○ ○ ○ ○ ○ ○ ○
○
外置检测器
接口单元
(全闭环控制用)
用于单独旋转编码器/
线性编码器的2相矩
形波接口
☆
☆
☆
☆
☆
用于单独旋转编码器/
线性编码器的串行接
口
☆
☆
☆
☆
☆
用于单独旋转编码器/
线性编码器的模拟
1Vp-p 接口
☆
☆
☆
☆
☆
模拟伺服适配器
翻新用(*19)
● ● ● ● ● ● ●
●
伺服向导
☆ ☆ ☆ ☆ ☆ ☆ ☆
☆
控制部输入电源
DC24V±10%
○ ○ ○ ○ ○ ○ ○
○
单元的环境温度
显示器一体型控制部、
控制部分离型用显示
装置
工作时:0℃~58℃
非工作时:
℃~
60℃
● ● ● ● ● ● ● ●
显示器分离型控制部
工作时:0℃~55℃
非工作时:
℃~
60℃
● ● ● ● - - - -
iPendant
称
细
USB
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
MOTOR αi series
FANUC AC SERVO
MOTOR βi series
FANUC LINEAR
MOTOR LiS series
FANUC
SYNCHRONOUS
BUILT-IN SERVO
SPINDLE MOTOR
αi series
FANUC AC
SPINDLE MOTOR
βi series
FANUC BUILT-IN
SPINDLE MOTOR
Bi series
FANUC-NSK
SPINDLE UNIT
AMPLIFIER αi series
FANUC SERVO
*10
(*21)
(*21)
(*21)
(*21)
(*21)
(*21)
(*27) ☆(*27) ☆(*27) ☆(*27)
(*27) ☆(*27) ☆(*27) ☆(*27)
(*27) ☆(*27) ☆(*27) ☆(*27)
-20
-20
- 28 -
Page 49

B-64692CM/01 概述 2. 规格一览表
名
明
型号 0
型号 1
型号 3
型号 5
图纸
编号
M T M T M T M
T
环境相对湿度
通常:75%以下(无结
露)
短期(1个月以内):
(无结露)
○ ○ ○ ○ ○ ○ ○ ○
振动
依据 IEC60068-2-6
○ ○ ○ ○ ○ ○ ○
○
使用
(高速串行总线)连接
与电脑时的电脑软件
项目
规格
备注
扩展库
FOCAS2
*6
封包软件
基本操作包 2
CNC 画面显示功能
梯形图编辑包
开发工具
Visual Studio® 2008-2017
*4
微软公司
的软件
项目
规格
备注
操作系统
Windows®Embedded Compact 7
*4
封包软件
iHMI
FOCAS2
*6
CNC 画面显示功能
开发工具
Visual Studio® 2008
*4
微软公司
iHMI 应用程序 SDK
的软件
项目
项目
备注
操作系统
相当于 Windows® 7
Professional 64 位版
封包软件
iHMI
FOCAS2
*6
CNC 画面显示功能
开发工具
Visual Studio® 2008-2017
*4
微软公司
使用
高速串行总线)连接
与电脑的系统中
以及电脑的硬件
项目
规格
备注
侧接口
显示器一体型的情形为可选板
显示器分离型为标配
电脑侧接口
PCI 总线板、HSSB1 通道用
符合
标准
使用电源:仅限+5V
PCI 总线板、HSSB2 通道用
标准高度或矮卡)、
通道用
符合
标准
使用电源:仅限+3.3V
连接电缆
光缆
最大线长:100m
*10
电脑选择条件
CPU:Pentium®以上
1 个可用的 PCI 插槽
有关电脑的设置条件请参
阅电脑的说明书
称
*10
-
HSSB
- PANEL iH
细
95%以下
*21
Series 0i-F
Plus
CNC
Series 0i-F
Plus
Series 0i-F
Plus
Series 0i-F
Plus
- PANEL iH Pro
-
CNC
HSSB
HSSB(
*21
Windows
PCI Express板(
®
Embedded Standard 7 *4
CNC
HSSB1
PCI
PCI Express
- 29 -
Page 50

2. 规格一览表 概述 B-64692CM/01
所使用的
的硬件
项目
规格
备注
单元类型
标准
薄型
不包含
彩色液晶屏)
薄型 PANEL iH Pro 的深
度:
(其他为最大
薄型
中没
有以下功能。
硬盘、
、串 口 、扩 展
槽
®
Intel® Celeron®
*4
主存储器
最大 8GB
外部存储设备
SSD(最大 128GB)
硬盘(500GB)
显示器
10.4"彩色 TFT 液晶屏(800×600 点)、或
液晶屏(
点)、或
彩色
液晶屏(
点)、或
21.5"彩色 TFT 液晶屏(1920×1080 点)
最多可显示26万种
颜色
电阻式触摸屏(不包括
彩色
液晶屏)
电容式触摸屏(仅限
液晶屏)
可选
(
彩色
液晶屏
仅有带触摸屏款)
各种端口
×4(背面)、
(正面)
(
×1个插槽
×
串口 x2(可选)
触摸屏连接至专用的
。(不包括
彩色
液晶屏)
彩色
液晶屏为
(背面)、正面没
有 USB 与 PCMCIA。
与 CNC 之间的接口
高速串行总线(光缆)
最大线长:100m
*10
扩展槽
PCI 规格扩展槽、或
规格扩展槽
(短卡尺寸)×2
控制单元的环境温度
工作时:0℃~58℃(使用 SSD 时)
:5℃~45℃(使用硬盘时)
非工作时:-20℃~60℃
环境相对湿度
通常:10%~75%以下(无结露)
短期(1个月以内):
(无结露)
湿球温度:推荐 29 度以下
振动
符合 IEC68-2-6
电脑软件
应用程序开发工具
项目
规格
备注
应用程序开发组件
站点许可证用
包含以下电脑软件
、
画面显示功能、基本操作
包2、梯形图编辑包、
运行状况管理包、机床操
作菜单创建工具、
机床报警诊断用引导表、
宏程序库、C语言库、
验收测试支持工具
FOCAS1/2 库存储盘
A02B-0207-K737
FOCAS1/2 库存储盘(通用)
A02B-0207-K738
FANUC PICTURE 存储盘
A08B-9010-K518
- 0i-MODEL F Plus
CPU
Intel
15.0"彩色TFT
19.0"
USB
Ethernet
PCMCIA
SATA
PANEL iH Pro
PANEL iH Pro
PANEL iH Pro (
CoreTM i5 ,
TFT
1000BASE-T)
2
1024×768
1280×1024
21.5"
21.5"彩色TFT
USB×1
10.4"
TFT
100mm
135mm)
PANEL iH Pro
SATA
21.5"
USB
TFT
21.5"
USB×3
*7
TFT
21.5"
TFT
CNC
CNC
PCI Express x1
A08B-9010-J555#ZZ12
10%~90%以下
FANUC PICTURE
*5
CNC
- 30 -
Page 51

B-64692CM/01 概述 2. 规格一览表
项目
规格
备注
PMC 开发用、远程诊断用工具
项目
规格
备注
FANUC LADDER-Ⅲ
A08B-9210-J505
FANUC LADDER-Ⅲ(10users)
A08B-9210-J541
FANUC LADDER-Ⅲ(20users)
A08B-9210-J542
FANUC LADDER-Ⅲ(Site
license)
与 A08B-9210-J506 相同。
安装时需要
的序列
号。
注意)
~
无法更新。在这种
情况下,请购买
的最新
版。
机床远程诊断包
A08B-9210-J515
站点许可证用
机床远程诊断包
安装时需要
的序列
号。
CNC 设定工具、程序传输工具 OPC 服务器、连接器
项目
规格
备注
FANUC CNC 设定工具
A08B-9510-J540
FANUC CNC 设定工具 (10
users)
FANUC CNC 设定工具 (20
users)
FANUC CNC 设定工具 (Site
license)
FANUC CNC 设定工具
(Update)
FANUC 程序传输工具
A08B-9510-J515
站点许可证用
FANUC OPC 服务器
A08B-9510-J521
FANUC OPC 服务器(Update)
A08B-9510-J522
FANUC 连接器
A08B-9510-J525
FANUC 连接器(Update)
A08B-9510-J526
FANUC MTConnect 服务器
A08B-9510-J528
MT-LINKi
项目
规格
备注
FANUC MT-LINKi (连接 20
台)
FANUC MT-LINKi (连接 50
台)
FANUC MT-LINKi (连接 100
台)
FANUC MT-LINKi (升级)
A08B-9510-J507#ZZ12
A08B-9210-J543
A08B-9210-J505
FANUC LADDER-Ⅲ(Update)
A08B-9210-J544
A08B-9210-J505(Ver1.00
2.20)
A08B-9210-J505
(Update)
A08B-9210-J516
A08B-9510-J541
A08B-9510-J542
A08B-9510-J543
A08B-9510-J544
A08B-9510-J508#ZZ12
A08B-9210-J515
A08B-9510-J505#ZZ12
A08B-9510-J506#ZZ12
- 31 -
Page 52

2. 规格一览表 概述 B-64692CM/01
项目
规格
备注
CNC GUIDE
项目
规格
备注
1 个用户 :A08B-9010-J770#ZZ12
包含
及硬件键
升级用仅限
支持的OS如下所示
10 个用户:A08B-9010-J771#ZZ12
20 个用户:A08B-9010-J772#ZZ12
站点许可证:A08B-9010-J773#ZZ12
CNC GUIDE(升级)
A08B-9010-J774#ZZ12
培训用软件包(适
用于教室)
16 个用户:A08B-9010-J751#ZZ12
32 个用户:A08B-9010-J761#ZZ12
培训用软件包(适
用于在家自学)
1 年:A08B-9010-J752#ZZ12
3 年:A08B-9010-J762#ZZ12
CNC GUIDE 培训用软件包(升
级)
复合车床用交互式编程功能
项目
规格
备注
复合车床用交互式编程功能
包含 DVD 及硬件键
(升级用仅限 DVD)
复合车床用交互式编程功能
(升级)
CNC GUIDE
CNC GUIDE
CNC GUIDE
A08B-9010-J763#ZZ12
A08B-9310-K910#ZZ12
A08B-9310-K900#ZZ12
DVD
(
Windows® 7 Professional
Windows® 8 / 8.1 Pro
Windows® 10
DVD )
- 32 -
Page 53

B-64692CM/01 概述 2. 规格一览表
注释
兼容电脑功能有可能受到限制。
兼容电脑功能中无法使用。
程序存储容量为“登录1个程序时的最大程序容量”的值。
登录多个程序时,可以登录的程序容量的合计值会减少。
(根据登录的程序的数量及大小,实际可登录的容量会有所不同。)
、
公司的商标或注册商标。
、
、以及
是微软公司的注册商标。
是
公司的注册商标。
各公司名与产品名为各公司的注册商标或商标。
用扩展板由机床制造商提供。
使用非常精密的加工技术制作而成,但存在着始终点亮的点与始终熄灭的点。
这是由于
的构造引起,而非故障。
显示器一体型的
兼容电脑功能中无法使用。
仅提供
接口。动画由机床制造商提供。
根据所使用的光缆,最大线长会有所不同,敬请注意。
显示器分离型控制部中无法使用。
显示器中无法使用。
仅在1路径时有效。
仅在
显示器中可使用。
伺服
控制中可连接的伺服电机数最多为10台。
伺服
控制中可连接的伺服电机数最多为12台。
需要工件装卸机控制功能。
控制部组装于显示器背面。
仅在多路径时有效。
无法使用双安全检查。
当与串行主轴一起使用时,位置编码器无法用于模拟主轴,
因此只能使用主轴速度指令控制、基于
的主轴速度指令控制。
外置检测器最多为6台。
没有工件装卸机控制功能时,可连接的伺服电机最多为9台。
需要快速以太网。
伺服
控制中可连接的伺服电机数最多为5台。
伺服
控制中可连接的伺服电机数最多为6台。
带有触摸屏的显示器的情况下,无法使用读取器/穿孔机接口
显示器分离型中,可使用的显示器为
以及电脑。
外置检测器最多为3台。
需要
应用程序开发组件(
没有工件装卸机控制功能时,可连接的伺服电机最多为7台。
仅限显示器分离型可使用。
可启用功能的伺服(振荡轴)
最多为2轴、
最多为1轴。
最大轴数=通常的最大轴数-(振荡轴数)
请使用
的加工模拟。
需要
组或
组刀具形状尺寸数据
*34 :0i-F Plus
中无法指定
*1 :PANEL i /PANEL iH /PANEL iH Pro /Windows®CE
*2 :PANEL i /PANEL iH /PANEL iH Pro /Windows®CE
*3 :
*4 :Intel
Microsoft
CompactFlash
*5 :IBM PC
*6 :FOCAS2 = FANUC Open Cnc API Specifications version 2
*7 :LCD
*8 :15"
*9 :
*10 :
*11 :
*12 :15"
*13 :
*14 :
*15 :
*16 :
*17 :
*18 :
*19 :
*20 :
*21 :
*22 :
*23 :
*24 :
*25 :
*26 :
*27 :
*28 :
*29 :
*30 :
*31 :
*32 :
*33 :
Celeron、Intel Core是Intel
Windows
SanDisk
LCD
FOCAS2
8.4"
HRV3
HRV2
HRV3
HRV2
CNC
i
HMI
100
300
Visual Studio
CNC、Windows®CE
PANEL
A08B-9010-J555#ZZ12)
0i-F Plus TYPE 0,1
PMC
i
×2
- 33 -
(RS-232C)。
TYPE 3,5
Page 54

Page 55

II. NC
功能
Page 56

Page 57

B-64692CM/01 NC 功能 1. 轴控制
轴控制
最大总控制轴数
类型 0, 类型 1
路径
类型 0, 类型 1
2 路径(合计)
类型 3, 类型 5
M 系列
T 系列
最大总控制轴数
9 轴
11 轴
12 轴
6 轴
注释
根据选项配置,可以使用的最多轴数受到限制。
机床组数
类型
类型
类型
类型
最大机床组数
3
2
控制路径数
类型 0, 类型 1
类型 3, 类型 5
最大加工路径数
2
1
最大装载机路径数
2
1
多路径控制
1
1.1
总控制轴数为进给轴数和主轴数的合计。
可以使用的最大总控制轴数,随各机型和选项配置而不同,为下表所示的轴数。
1.2
存在多个路径时,可将其中的几个的路径归纳为 1 组,并在该组内共享数据,或者在某一路径中发生报警时使相同组内
的其他路径停止。我们将归纳多个此类路径的组叫做机床组。
组的个数,根据 NC 系统的类型,最多提供 3 组。
依赖于机床组的,主要包括如下。
• 紧急停止信号
1
MDI
•
• 发生报警时的动作
可使用的最大机床组数,随各机种和选项指定而不同,成为下表所示的组数。
的
1.3
所谓路径,就是可以用同一 NC 程序指令进行控制的轴的组。
加工路径和装载机控制用路径,分别可最多使用 2 个路径。
自身的路径属于哪一个机床组,在参数中进行设定。
可使用的最大控制路径数,随各机种和选项指定而不同,成为下表所示的路径数。
1.3.1
使用多个路径的多路径控制功能,是以能够同时最多进行 2 个独立加工动作(2 个路径控制)为目的之功能。它所提供
的使用对象是用多个刀架同时进行切削加工的车床和自动车床、装载机控制等需要附加控制路径的机床等。
此外,作为其他多路径控制特有的功能,提供有路径间等待功能、路径间干涉检测、平衡切削、同步混合控制、路径间
的主轴控制、路径间通用存储器等功能。
多路径控制的系统,由机床组、控制路径、控制轴构成,可根据目的的机床构成,通过参数来设定其各构成要素。
0,
1
3,
5
- 37 -
Page 58
1. 轴控制 NC 功能 B-64692CM/01
工件装卸机控制功能
控制轴数/控制主轴数
项目
M 系列
T 系列
类型 0, 类型 1
类型 3
类型 5
类型 0, 类型 1
类型 3
类型 5
1 路径
2 路径
1 路径
2 路径
最多总控制轴数(合计/各路径)
9 轴
11 轴/9 轴
6 轴
9 轴
12 轴/9 轴
6 轴
最大进给轴数
*1
(合计/各路径)
基本
5 轴
8 轴/5 轴
5 轴
4 轴
8 轴/5 轴
4 轴
控制轴数扩展
7 轴
9 轴/7 轴
-
7 轴
10 轴/7 轴
5 轴
最大主轴数
(合计/各路径)
基本
2 轴
2 轴/2 轴
1 轴
2 轴
2 轴/2 轴
1 轴
主轴数扩展
-
4 轴/3 轴
2 轴
3 轴
6 轴/4 轴
2 轴
同时控制轴数(各路径)
同时 4 轴
同时 4 轴
同时 4 轴
同时 4 轴
同时 4 轴
同时 4 轴
PMC 轴控制
同时 4 轴
同时 8 轴
同时 4 轴
同时 4 轴
同时 8 轴
同时 4 轴
连接伺服电机数*2
(HRV3 控制/HRV2 控制)
项目
进给轴数
主轴数
总控制轴数
进给轴数+
主轴数)
连接伺服
电机数
伺服轴(包含 PMC 轴)
1 0 1
1
模拟主轴*1
0 1 1
0
串行主轴
0 1 1
0
轮廓控制轴
Cs 轴
0 1 1
0
假想 Cs 轴
*2*3
0 0 0
0
基于伺服电机的主轴控制轴
0 1 1
1
EGB 虚拟轴*3
0 0 0
1*4
串行反馈虚拟轴*3
0 0 0
1*4
装载机路径
1.3.2
工件装卸机控制用功能,是用来进行加工以外动作的设备(工件装卸机等的外围设备)控制的一种功能。若工件装卸机
控制用功能有效,则会与用来进行加工的路径独立地追加用来进行工件装卸机控制的专用路径。(追加的路径叫做工件
装卸机路径。)
1.4
控制轴以及控制主轴数的配置,根据各机型成为如下情形。
*1: 包括 PMC 轴。不含 Cs 轴以及基于伺服电机的主轴控制轴。
*2: 包含装载机路径的全部路径的合计。除了伺服轴(包含 PMC 轴)、基于伺服电机的主轴控制轴外,包含 EGB 虚设轴
以及串行反馈虚设轴。
各自的轴/主轴能否数入进给轴数/主轴数,根据轴/主轴的种类而定。轴/主轴的计数方法如下所示。
10 10 5 10/12 10/12 5/6
Cs
*1: 整个系统至多 1 轴。
*2: 整个系统至多 2 轴。每个路径至多 1 轴。
*3: 以下轴数的合计,整个系统至多 3 轴。
·假想 Cs 轴
·EGB 虚拟轴
·串行反馈虚拟轴
*4: 虽然没有连接电机,但是可数入连接伺服电机数。
使用装载机控制用功能时,可以使用装载机路径。
装载机路径数 1 的情况下,至多可以使用 4 个伺服轴。装载机路径数 2 的情况下,各装载机路径中至多可以使用 3 个伺
服轴。此外,无法使用主轴。
装载机路径的轴包含在连接伺服电机数中。装载机路径的轴不包含在总控制轴数、进给轴数中。
(
- 38 -
Page 59
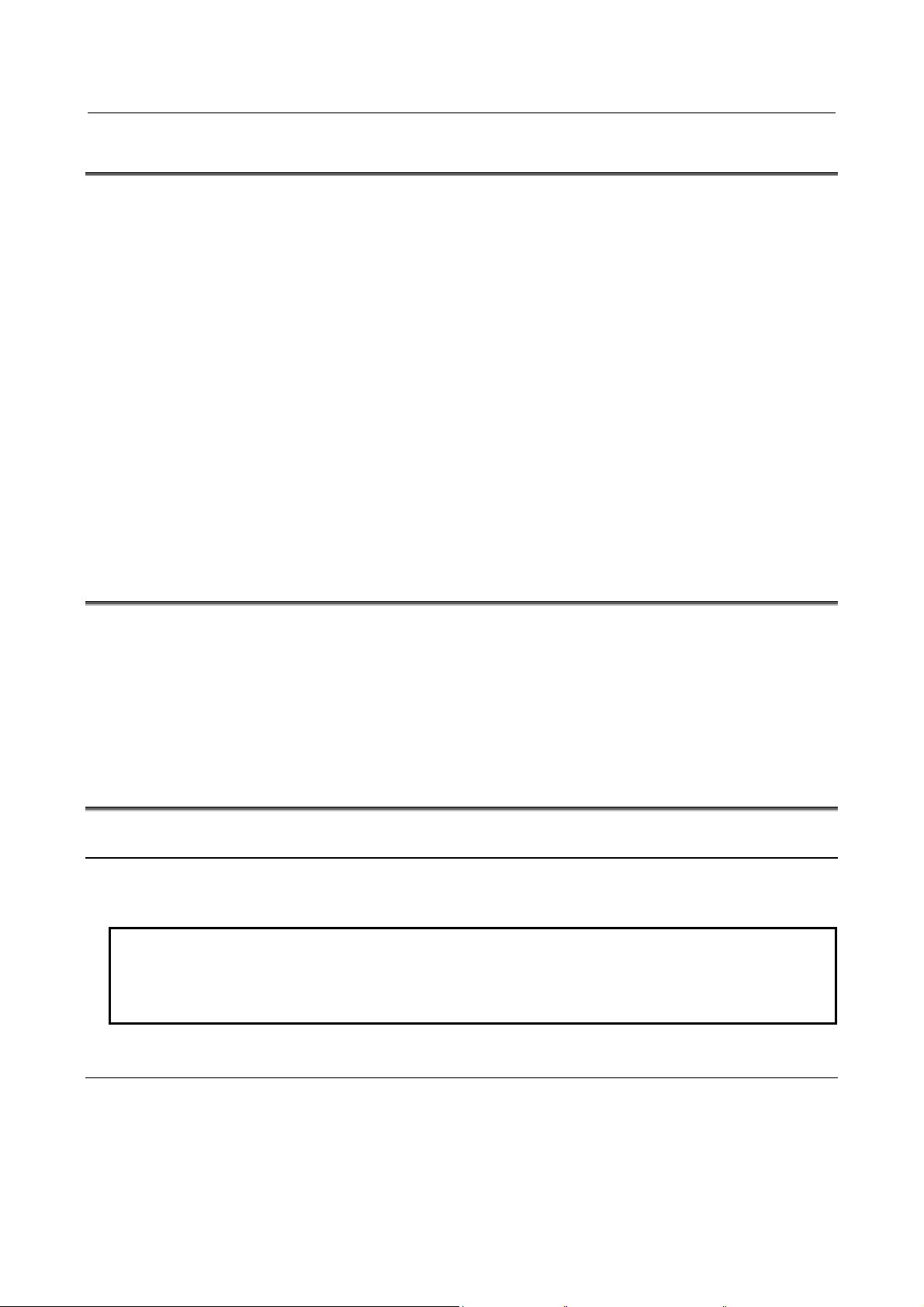
B-64692CM/01 NC 功能 1. 轴控制
轴控制
轮廓控制
轴名称
轴名称
注释
不能在多个轴中设定相同的轴名。
(但是,在别的路径中,即便有相同的轴名称的轴也无妨。)
车床系统中,在G代码体系A的情况下无法将
作为轴名称来使用。只有在G代码体系B或者C的情
况下可以将
U,V,W
作为轴名称来使用。
扩展轴名称
1.5 PMC
对于任意轴,可以从 CNC 的管理下分离出来,从 PMC 侧直接进行控制。可以从 PMC 侧赋予移动量、进给速度等的指
令,使得与 CNC 管理下运动中的其他轴独立地进行移动。
由此可以使用 CNC 的任意轴,对刀具台、托盘、分度台等周边设备进行控制。
可以从 PMC 侧直接控制如下动作。
(1) 指定了移动量的快速进给
(2) 指定了移动量的切削进给----每分钟进给
(3) 指定了移动量的切削进给----每转进给
(4) 指定了移动量的跳过----每分钟进给
(5) 驻留
(6) 连续进给
(7) 返回参考点
(8) 返回第 1~第 4 参考点
(9) 外部脉冲同步----位置编码器
(10) 外部脉冲同步----第 1~3 台手控手轮
(11) 速度指令
(12) 扭矩控制指令
(13) 辅助功能、辅助功能 2、辅助功能 3
(14) 机床坐标系选择
1.6 Cs
这是在串行主轴上组合专用的检测器,通过主轴电机进行定位的一种功能。
与主轴定位相比精度更高,可以在定位以及其他的伺服轴之间进行插补。也即,可以在主轴和伺服轴之间指令直线插补。
将对串行主轴的主轴进行速度控制的情形叫做主轴旋转控制(通过速度指令使主轴旋转),将对主轴进行位置控制的情
形叫做主轴轮廓控制(通过移动指令使主轴旋转)。对该主轴进行轮廓控制的功能就是 Cs 轮廓控制功能。
主轴旋转控制和 Cs 轮廓控制的切换,随来自 PMC 的信号而定。
Cs 轮廓控制轴的手动以及自动运行,在 Cs 轮廓控制模式中与通常的伺服轴相同。
1.7
1.7.1
可以对 CNC 所控制的轴(也包含基于 PMC 轴控制的控制轴)赋予轴名称。轴名称可以从‘A’,‘B’,‘C’,‘U’,‘V’,
‘W’,‘X’,‘Y’,‘Z’中任意选择。
1
2
1.7.2
U,V,W
通过扩展轴名称功能,可以将轴名称最多扩展为 3 个字符。
要扩展轴名称,
(1) 使得扩展轴名称功能的参数有效。
(2) 在第 1 轴名称的参数中设定第 1 个字符(‘A’,‘B’,‘C’,‘U’,‘V’,‘W’,‘X’,‘Y’,‘Z’)。
(3) 在第 2 轴名称的参数中设定第 2 个字符(‘0’,~‘9’、‘A’,~‘Z’)。
(4) 在第 3 轴名称的参数中设定第 3 个字符(‘0’,~‘9’、‘A’,~‘Z’)。
- 39 -
Page 60

1. 轴控制 NC 功能 B-64692CM/01
注释
1
若尚未在每个轴中设定第2轴名称,第3轴名称将无效。
为第2轴名称设定了‘0’~‘9’时,请勿为第3轴名称设定‘A’~‘Z’。
轴名称的最后是数字时,在轴名称和指令值之间需要‘=’。
4
在宏程序调用中,扩展轴名称无法用于变量。
5
参数无效时,路径内即使在1个轴上使用了扩展轴名称的情况下,在该路径中就不可再使用轴名称的下标。
6
在车床系统的G代码体系A中 ,第1轴名称使用‘X’, ‘Y’, ‘Z’, ‘C’的轴,第1轴名称的部分为‘U’
,
‘V’, ‘W’, ‘H’的指令,分别成为该轴的增量指令。
多路径系统中,在该路径内尚未使用扩展轴名称,或者参数有效,且尚未设定轴名称的下标的情况下,路径号
自动地成为轴名称的下标。不希望显示轴名称的下标时,请在轴名称的下标的参数中用
代码设定空白
(32)。
第 1 轴名称
第 2 轴名称
第 3 轴名称
设定值
X,Y,Z
0~9
0~9
0~9
A~Z
正确的示例(1)
X 1 1
正确的示例(2)
X A 1
正确的示例(3)
X A B
不良示例
X 1 A
间接轴地址指令
间接轴地址
格式
AX[(轴号)]=(数值);
(轴号)
~控制轴数(若是多路径系统,则是每个路径的控制轴数)
(数值): 用轴号指定的轴指令值
解释
2
3
7
可以使用的名称及其组合如下所示。
A,B,C,
1.8
用户宏程序功能有效,在发给轴地址的指令中,不是直接指定轴名称,而是利用 AX[(轴号)],通过轴号间接指定。
另外,利用 AXNUM[(轴名称)],还可以获取轴名称的轴号。
U,V,W,
A~Z
ASCII
1.8.1
通过使用间接轴地址 AX[ ],即可通过轴号指定轴指令(AX[ ]之后必须是‘=’)。
指定非法的(轴号)时,会有报警发出。另外,小数点以下的位数具有值时,将四舍五入后的值作为(轴号)处理。
可以为(轴号)指定变量(局部变量、公共变量、系统变量)。但是,在执行使用(轴号)中的变量名称的运算时,必
须将变量名称用[ ]括起来。
例)
1. AX[1]=100.0;
为第 1 轴指令 100.000。
2. AX[#500]=200.0;
为存储在#500 中的值的轴号的轴指令 200.000。
3. AX[#500+1]=300.0;
为存储在#500 中的值+1 的轴号的轴指令 300.000。
4. SETVN 500 [ABC];
AX[#ABC]=400.0;
为存储在#ABC(#500)中的值的轴号的轴指定 400.000。
: 1
- 40 -
Page 61

B-64692CM/01 NC 功能 1. 轴控制
函数
格式
AXNUM[(轴名称)];
解释
例
扩展主轴名称
5. SETVN 500 [ABC];
AX[[#ABC]+1]=500.0;
为存储在#ABC(#500)中的值+1 的轴号的轴指定 500.000。
6. SETVN 500 [ABC];
AX[#ABC+1]=500.0;
发出报警。
1.8.2 AXNUM
通过使用 AXNUM[ ],即可获取轴号。
指定非法的(轴名称)时,会有报警发出。
例)
控制轴数为 3,第 1 轴的轴名称为“X”,第 2 轴的轴名称为“Y”,第 3 轴的轴名称为“Z”时
1. #500=AXNUM[X];
1 存储在#500 中。
2. #501=AXNUM[Y];
2 存储在#501 中。
3. #502=AXNUM[Z];
3 存储在#502 中。
4. #503=AXNUM[A];
发出报警。
第 1 轴的轴名称为“X”,第 2 轴的轴名称为“Y”,第 3 轴的轴名称为“Z1”时的例子
N10 SETVN 500[AXIS1,AXIS2,AXIS3] ;
N20 [#AXIS1]=AXNUM[X] ;
N30 [#AXIS2]=AXNUM[Y] ;
N40 [#AXIS3]=AXNUM[Z1] ;
N50 G92 AX[#AXIS1]=0 AX[#AXIS2]=0 AX[#AXIS3]=0 ;
N60 G01F1000.0 ;
N70 AX[#AXIS1]=100.0 AX[#AXIS2]=100.0 AX[#AXIS3]=100.0 ;
N80 G02 AX[#AXIS1]=200. 0 AX[#AXIS1]=200.0 R50.0 ;
N90 M02;
1.9
所谓扩展主轴名称,就是将‘S’作为第 1 主轴名称而扩展到最多 3 个字符的名称,由此无需进行 P 指令就可以向个别
的主轴发出指令。
第 2,3 主轴名称,可以通过 ASCII 代码任意设定‘0’~‘9’,‘A’~‘Z’的名称。但是,若尚未在各主轴中设定第
2 主轴名称,第 3 主轴名称不会有效。此外,在对第 2 主轴名称设定了‘0’~‘ 9’时,请勿对第 3 主轴名称设定‘A’~
‘Z’。
主轴名称的最后是数字时,在主轴名称和指令值之间需要‘=’。
- 41 -
Page 62

1. 轴控制 NC 功能 B-64692CM/01
主轴名称
第 1(固定)
主轴名称
第 2
主轴名称
第 3
设定值
0~9
0~9
0~9
A~Z
正确的示例①
S 1 1
正确的示例②
S A 1
正确的示例③
S A B
不良示例
S 1 A
同步/混合控制
解释
每个路径的单独控制
转塔 1
转塔 2
工件 2
工件 1
X2
X1
Z1
Z2
以路径 1 的程序加工。
以路径 2 的程序加工。
同步控制
注意
1
这里所说的同步,是指相对从控轴同时赋予与主控轴相同的移动指令。它不会进行时刻检测主控轴和从控轴的
位置偏差并进行该偏差的补偿,也即所谓的同步偏移补偿。但是,该功能时刻检测位置偏差,并在其超过由参
数设定的允许量的情况下,发出报警,使各轴停止。
2
主控轴和从控轴,其各自为属于相同路径的轴,还是属于不同路径的轴都无妨。此外,对于一个主控轴,可以
将多个轴作为从控轴来处理。
可以使用的名称及其组合如下所示。
多路径控制时,扩展主轴名称在全部路径中通用。也即,将路径 2 的第 1 主轴设定为“SA”这一名称时,在路径1中指
令
SA1000;
时,即在路径 2 的第 1 主轴中指令 1000。因此,即使在路径不同的情况下,也无法使用相同的扩展轴名称。
1.10
多路径控制下,通常,属于各路径的轴随着其所属路径的移动指令而移动(每个路径的单独控制),但是通过同步/混
合控制功能,即可使一个路径的任意轴与另一个路径的任意轴同步移动(同步控制)。
此外,调换一个路径的任意轴与另一个路径的任意轴的移动指令并进行指令,即可以使各自的轴移动(混合控制)。
-
属于路径 1 的轴(X1,Z1,...)随着路径 1 的移动指令而移动,属于路径 2 的轴(X2,Z2,...)随着路径 2 的移动指令而移动。
S
A~Z
-
通过将某个轴(主控轴)的移动指令也赋予其他的任意轴(从控轴),即可使两者同步移动。使从控轴同步于主控轴的
移动指令移动,还是根据自身的移动指令移动,可通过来自 PMC 的信号来进行切换。
- 42 -
Page 63
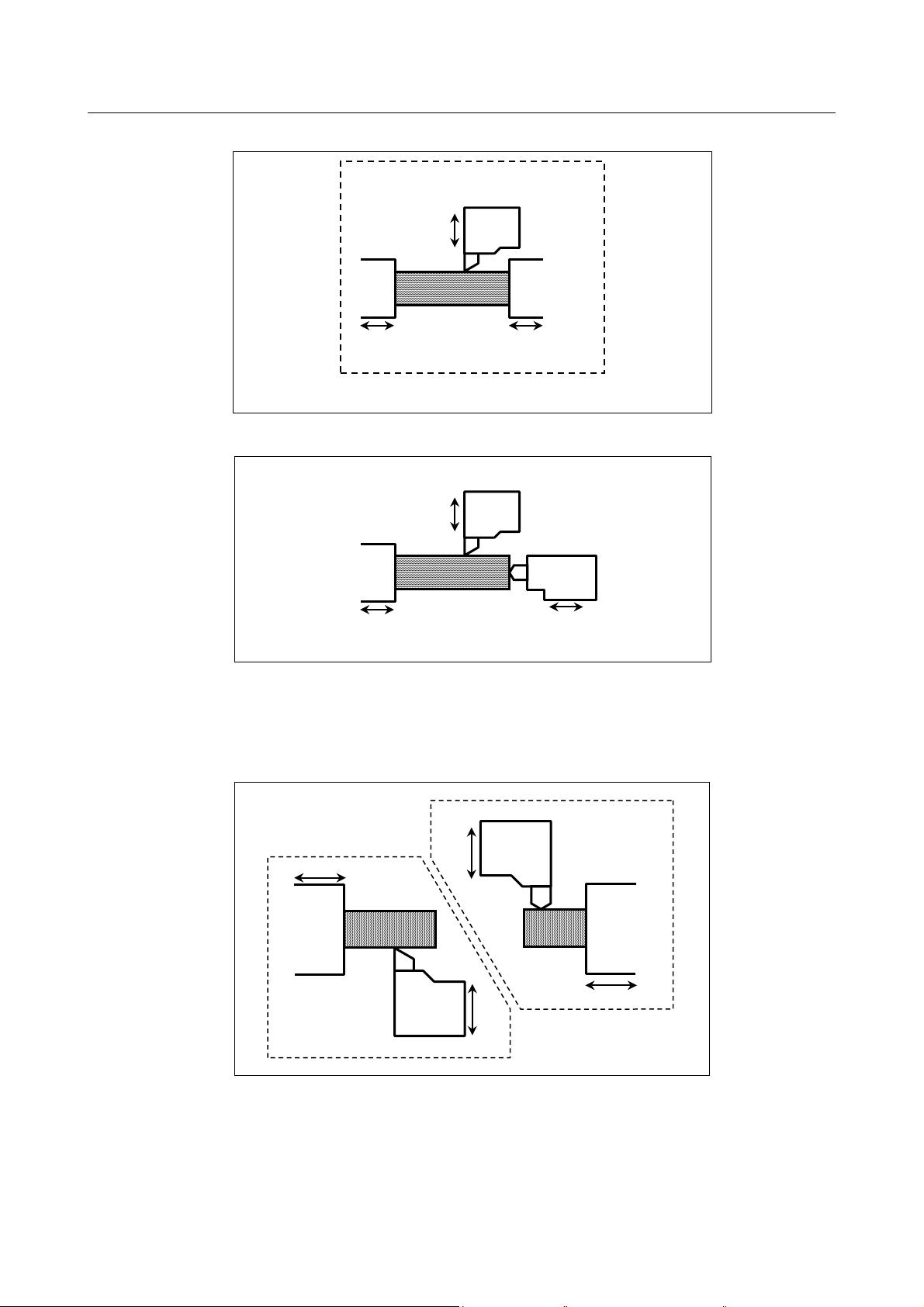
B-64692CM/01 NC 功能 1. 轴控制
工件
Z2
(与 Z1 同步)
Z1
转塔 1
X1
以路径 1 的程序加工
工件
B1
(与 Z1 同步)
Z1
转塔 1
X1
尾架
混合控制
转塔 1
转塔 2
工件 2
工件 1
X2
X1
Z1
Z2
以路径 1 的程序加工。
以路径 2 的程序加工。
例 1)使路径 2 的 Z2 轴与路径 1 的 Z1 轴同步。
例 2)使路径 1 的 B1 轴与路径 1 的 Z1 轴同步。
-
可以在路径间的任意轴之间调换移动指令而使各自的轴移动。
例)调换路径 1 的 X1 轴和路径 2 的 X2 轴。
利用路径 1 的程序指令使 X2 轴和 Z1 轴移动。
利用路径 2 的程序指令使 X1 轴和 Z2 轴移动。
- 43 -
Page 64

1. 轴控制 NC 功能 B-64692CM/01
重叠控制
解释
每个路径的单独控制
转塔 1
转塔 2
工件 2
工件 1
X2
X1
Z1
Z2
以路径 1 的程序加工。
以路径 2 的程序加工。
重叠控制
工件
Z2
Z1
转塔 1
X1
以路径 1 的程序加工
转塔 2
X2
以路径 2 的程序加工
1.11
多路径控制中,通常,属于路径 1 的轴随着路径 1 的移动指令而移动,属于路径 2 的轴随着路径 2 的移动指令而移动(每
个路径的独立控制),但是通过重叠控制功能,可以使一个路径的任意轴与另一个路径的任意轴的移动量重叠地移动。
-
属于路径 1 的轴(X1,Z1,...)随着路径 1 的移动指令而移动,属于路径 2 的轴(X2,Z2,...)随着路径 2 的移动指令而移动。
-
在执行通常移动指令的轴(从控轴)的移动量上叠加其他路径的轴(主控轴)的移动量后移动。虽然与同步控制类似,
但是也可以进行属于从控轴的路径的移动指令。
主控轴和从控轴,其各自为属于相同路径的轴,还是属于不同路径的轴都无妨。此外,对于一个主控轴,可以将多个轴
作为从控轴来处理。也可以根据参数的设定,使主控轴和从控轴的移动方向反转。
例)使路径 1 的 Z1 轴的移动指令重叠到路径 2 的 Z2 轴的移动上。
- 44 -
Page 65

B-64692CM/01 NC 功能 1. 轴控制
进给轴同步控制
Y
Z
A
(从动轴)
X
(主控轴)
倾斜轴控制
+X(正交轴)
+Y’(假想轴)
+Y(倾斜轴)
θ
θ:倾 斜 角 度
机床坐标系(倾斜坐标)
+X
+Y
程序坐标系(正交坐标)
+X
+Y’
1.12
如大型起重机械那样,用 2 台伺服电机来驱动 1 个轴时,可以利用 1 个轴的指令来同步地驱动 2 台电机。另外,通过从
各电机的反馈,可以检测出 2 台电机间的位置偏移(以下称其为“同步误差”),并进行同步误差补偿。同步误差超过
设定值时,也可以进行发出报警停止轴移动的同步误差量的检测。
作为进给轴同步控制基准的轴称为主动轴(M 轴),与主动轴同步移动的轴称为从动轴(S 轴)。
即使在不使用同步误差补偿的情况下,也可通过同步调整功能自动地进行补偿,以便在解除紧急停止时等时消除机床坐
标值的偏移。
也可以通过外部信号切换同步的 ON/OFF。但是在通过外部信号切换同步的 ON/OFF 时,无法进行同步误差的补偿。
1.13
所谓倾斜轴控制功能是这样一种功能,该功能在倾斜轴被以相对正交轴非 90°的角度安装时,以与倾斜轴相对正交轴
90°时一样的方式,根据倾斜角度对沿各轴的移动量进行控制。
可以通过参数的设定对 1 组倾斜轴和正交轴分配任意轴。
实际的移动根据倾斜角度进行控制,可以假设倾斜轴和正交轴正交地创建程序。
- 45 -
Page 66
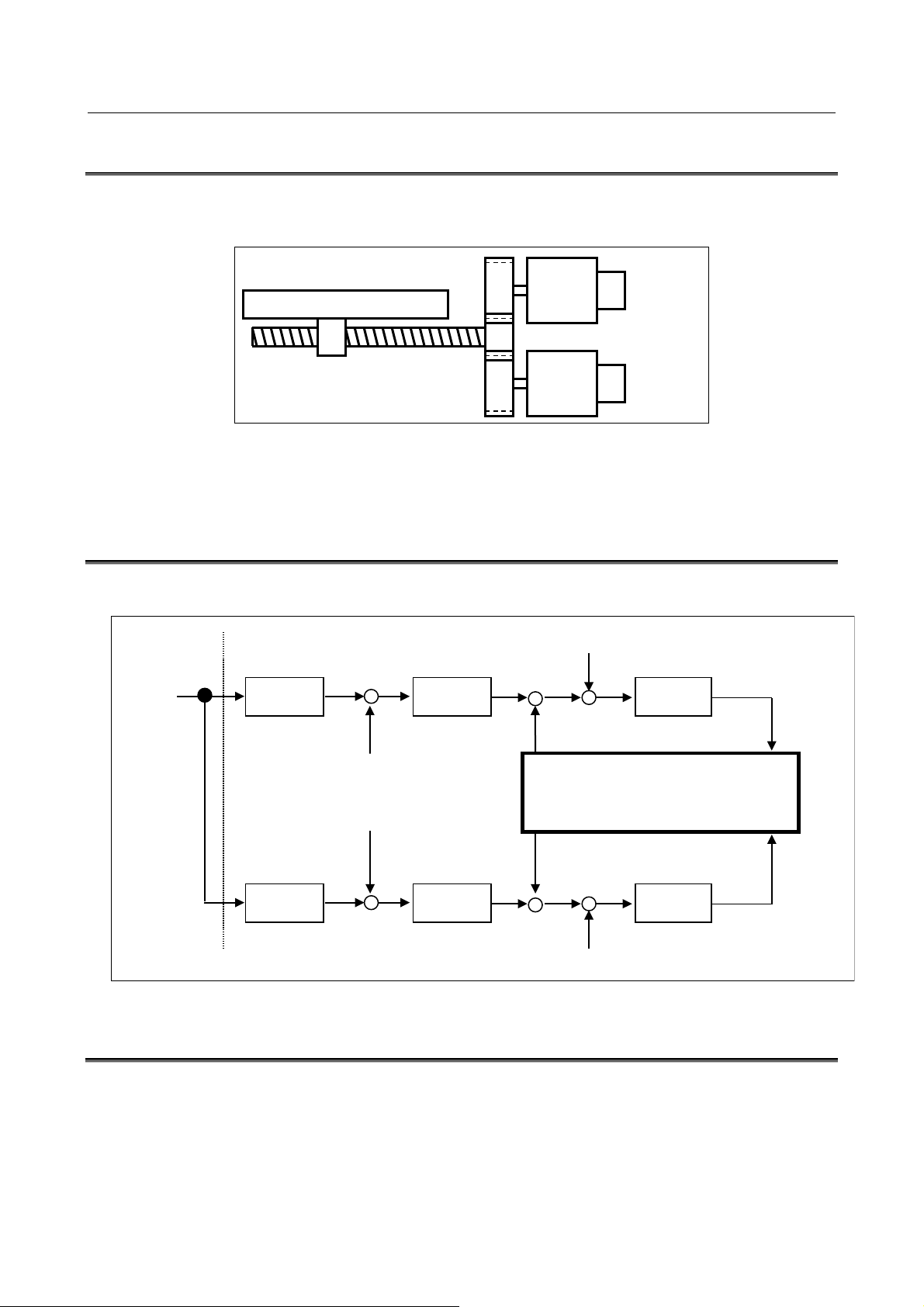
1. 轴控制 NC 功能 B-64692CM/01
串联控制
工作台
滚珠丝杠
主电机
辅助电机
图
串联控制
串联减振控制
位置控制
-
+
+
+
+
扰动
主电机
速度 fbm
速度控制
Kt/Jm·s
+
位置控制
-
+
+
+
扰动
速度 fbs
速度控制
Kt/Jm·s
+
指令
辅助电机
-
速度 fbm
速度 fbs
串联减振控制
NC
伺服
主轴
副轴
图
串联减振控制
扭矩控制
1.14
在驱动一个大工作台时仅仅依赖一台电机得不到足够扭矩的情况下,可以用 2 台电机使 1 个轴运行。
主控轴只用来定位,从控轴只用来产生扭矩。通过这一功能,可以得到 2 倍的扭矩。
NC 控制单元基本上把串联控制作为 1 个轴来处理。但是,对于伺服参数管理和伺服报警监视,把串联控制作为 2 个轴
来处理。
1.15
本功能对在位置串联(进给轴同步)控制中因主轴和副轴之间的干涉引起的振动进行抑制。
1.14 (a)
1.16
1.15 (a)
针对 PMC 轴控制的轴,执行基于扭矩控制的连续进给的动作。
从而可以将执行位置控制的 PMC 控制轴切换为基于扭矩的控制,伺服电机输出 NC 所指令的扭矩。
- 46 -
Page 67
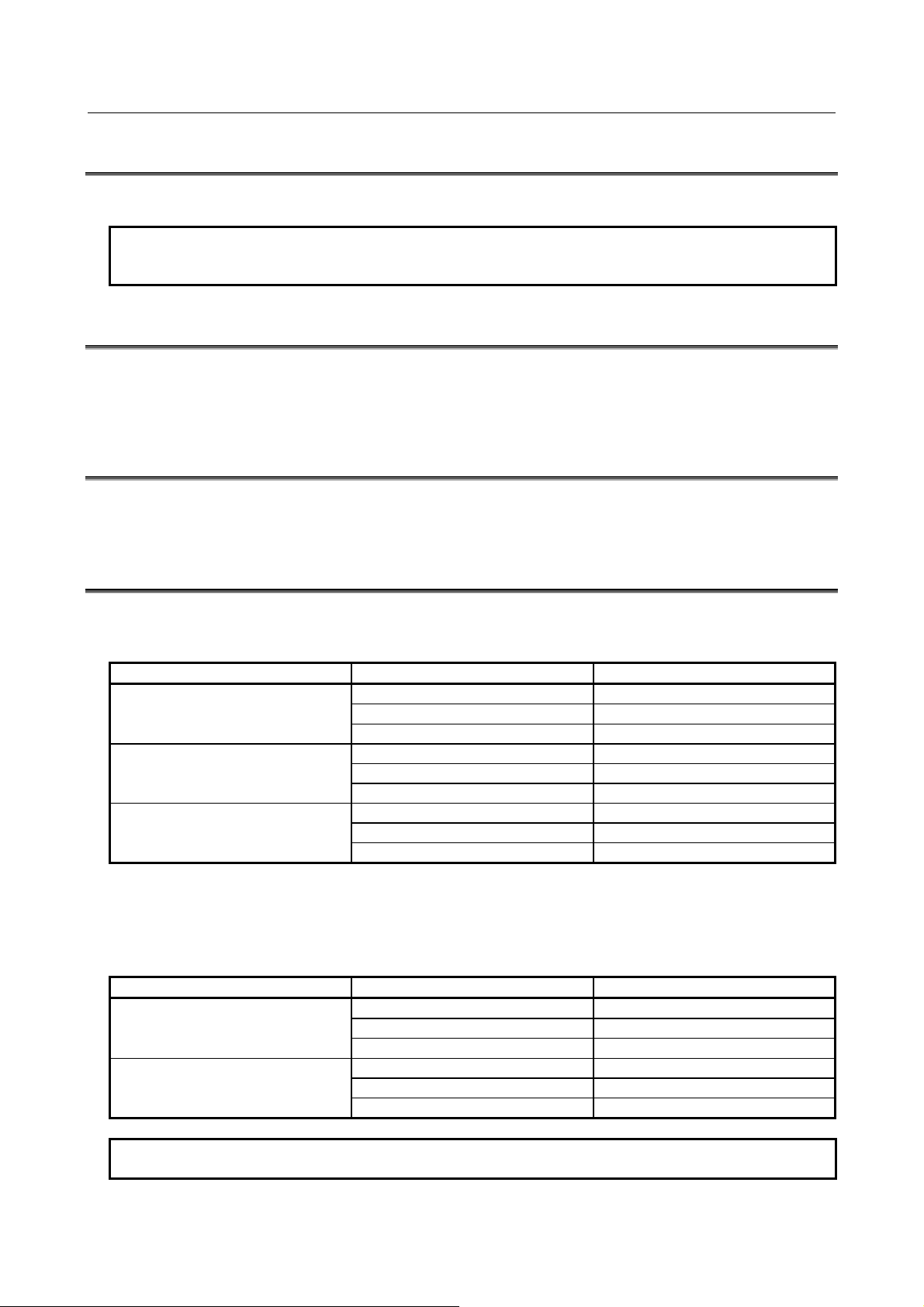
B-64692CM/01 NC 功能 1. 轴控制
磁极位置检测
注释
本功能无法应用于始终施加外力的重力轴等上。
2
在轴完全闭锁的状态下无法使用。
控制轴拆除
双控制轴切换
最小设定单位
表
设定单位
设定单位的名称
最小设定单位
最小移动单位
0.01 mm
0.01 mm
0.001 inch
0.001 inch
0.01 deg
0.01 deg
0.001 mm
0.001 mm
0.0001 inch
0.0001 inch
0.001 deg
0.001 deg
0.0001 mm
0.0001 mm
0.00001 inch
0.00001 inch
0.0001 deg
0.0001 deg
表
设定单位
设定单位的名称
最小设定单位
最小移动单位
0.01 mm
0.001 mm
0.001 inch
0.0001 inch
0.01 deg
0.001 deg
0.001 mm
0.0001 mm
0.0001 inch
0.00001 inch
0.001 deg
0.0001 deg
注释
最小设定单位为
IS-A
及计算器型小数点输入的情况下,无法将最小设定单位设定为最小移动单位的10倍。
1.17
在驱动其他公司制的电机时,检测电机的磁极位置。
1
1.18
从控制对象中排除控制轴。
在使用可以拆除的转台等的情况下,根据是否安装有转台来切换此信号。
另外,换上多个转台使用的情况下,可以安装的电机型号只限于相同的型号。
1.19
对于 1 个电机,可以分配 2 个控制轴。当分配的 2 个控制轴被拆除时,可以切换分配的控制轴。如果使用了绝对位置检
测,切换控制轴时不会丢失参考点。在 1 个电机中使用了不同齿轮比的附件时,该功能很有用。
1.20
最小设定单位有下表所示的 5 类,可通过参数来选择。
1.20 (a)
IS-A
IS-B
IS-C
最小移动单位为公制或是英制,根据机床而定,事先通过参数的设定进行选择。
最小设定单位为公制输入或是英制输入,可以通过 G 代码(G20,G21)或者设定参数来进行切换。
此外,通过参数的设定,可按照下表所示方式将最小设定单位设定为最小移动单位的 10 倍。
1.20 (b)
IS-B
IS-C
- 47 -
Page 68

1. 轴控制 NC 功能 B-64692CM/01
高精度程序指令
图
设定单位B的情形的的示例
柔性进给齿轮
双位置反馈
速度控制
MCMD
Σ
速度反馈
Kp
放大器
转换系数
Σ
一阶滞后时间常数
位置反馈(来自电机)
位置反馈(来自分离式检测器)
ER1
电机
位置增益
+ - +
+ + -
分离式
检测器
ER
ER2
+
-
+
-
图
双位置反馈控制的方框图
1μm
0.1μm
B (1μm)
1.20.1
对轴地址的程序指令中,可以指令、解析最多比最小设定单位小 1 位的位。
特点)可更忠实地再现自由形状的工件形状
- 设定单位保持不变,提高程序指令单位精度
- 无需改变机床使用方式即可实现高精度加工
- 在设定单位为 1μm 的机床中,可执行 0.1μm 单位的加工程序
指令点
实际的插补路径
预期的形状
设定单位
1.20.1 (a)
程序指令解析扩展为 0.1μm(相当于设定单位 C)
指令点
实际的插补路径
→接近预期的形状
1.21
可以扩展检测倍乘比(DMR),利用 n, m 这两个参数,设定为 DMR=n/m。
1.22
通常,反向间隙较大的机床,即使其在半闭环下稳定运转,而若设为全闭环,有时就会产生振动。双位置反馈功能就是
将此类机床系统稳定地控制成类似半闭环的一种功能。
双位置反馈控制的方框图如图 1.22 (a)所示。
1.22 (a)
- 48 -
Page 69

B-64692CM/01 NC 功能 1. 轴控制
控制
HRV
电流控制
位置
控制
速度
控制
速度反馈
电流反馈
HRV
滤波器
伺服
放大器
高精度的电
流检测
高响应、高精度的检测器
更为高速的电流控制
可广泛支持从低频振动到高频振
动的各种振动的HRV滤波器
电机
图
1.23 HRV
HRV 控制属于数字伺服的电流控制方式之一,有伺服 HRV2、伺 服 HRV3。通过采用这些控制方式,可以实现更加高速、
高精度、高加速。
- 伺服 HRV 控制体系
伺服 HRV2 控制
伺服 HRV 控制
伺服 HRV3 控制
HRV 控制具有3大特点。
(1) 开发了排除低刚性机床的低频振动的干扰排除过滤器
(2) 通过伺服放大器、检测器的高精度化来实现平顺的进给
(3) 可通过高速的电流控制,实现高增益化
1.23 (a) HRV控制
- 49 -
Page 70

1. 轴控制 NC 功能 B-64692CM/01
英制/公制切换
格式
G20 ; 输入数据的单位为英制
输入数据的单位为米制
解释
互锁
启动锁住
全轴互锁
不同轴互锁
各轴方向的互锁
程序段开始互锁
1.24
可以通过 G 代码来选择输入数据的单位(最小设定单位)是英制输入还是公制输入。
G21 ;
在程序开头设定坐标系之前,必须在单程序段中指定英制/公制转换的 G 代码。请勿在程序的中途指令。
此外,通过设定数据的设定,也可以进行英制/公制转换。
指令了英制/公制转换的 G 代码时,输入数据的单位就成为设定单位各自的英制或公制的最小单位。数据输入的“deg”
单位保持不变。
通过英制/公制转换,下面数值的单位制将发生变化。
- 用 F 代码指定的进给速度
- 有关位置的指令值
- 工件原点偏置值
- 刀具偏置值
- 手摇脉冲发生器每一刻度的值
- 增量进给的移动量
- 部分参数值
接通电源时,英制/公制转换的 G 代码是与切断电源前相同的 G 代码。
1.25
1.25.1
禁止自动运行(存储器运行、DNC 运行、或者 MDI 运行)中的轴移动。
1.25.2
可以禁止全轴的进给。移动中应用全轴互锁时,刀具减速停止。
解除全轴互锁信号时,重新开始移动。
1.25.3
可以各轴独立地禁止所指令的轴的进给。对切削进给中的某个轴应用互锁时,机床可动部全轴减速停止。
解除互锁信号时,重新开始移动。
1.25.4
可以针对每个轴,只对所指定的轴方向禁止轴移动。对切削进给中的某个轴应用互锁时,机床可动部全轴减速停止。解
除互锁信号时,重新开始移动。
1.25.5
可以在自动运行中禁止下一个程序段开始。已经开始执行的程序段,原样执行到最后。
解除程序段开始互锁时,开始下一个程序段的执行。
- 50 -
Page 71

B-64692CM/01 NC 功能 1. 轴控制
切削程序段开始互锁
机床锁定
全轴机床锁住
各轴机床锁住
紧急停止
超程
存储行程检测
(X1, Y1, Z1, ...)
(X2, Y2, Z2, ...)
斜线部分为禁止区域。
1.25.6
可以在自动运行中禁止定位外的有移动指令的程序段开始。
解除切削程序段开始互锁时,开始下一个程序段的执行。
指令了主轴旋转时,或者变更了主轴速度时,在主轴成为目标速度之前,通过应用切削程序段开始互锁,即可以目标主
轴速度来执行下一个切削程序段。
1.26
1.26.1
可以保持机床部运动地观察位置显示的变化。
将全轴机床锁住信号设定为“1”时进行控制,以便不向伺服电机输出基于手动或者自动运行的向伺服电机的输出脉冲
(移动指令)。执行分配处理本身,更新绝对坐标位置、相対坐标位置,可通过位置显示来检测指令是否正确。
此外,运行中的机床锁住即使在程序段的中途也有效。
1.26.2
可通过各轴机床锁住信号,对每个轴应用机床锁住。
1.27
通过紧急停止,所有的指令都停止,机床瞬时停止。“紧急停止”信号连接在控制单元侧和伺服单元侧这两处。
应用紧急停止时,伺服系统的励磁也同时被解除,伺服准备就绪信号也被切断。但是,此间机床移动的量,将被反映于
当前位置,位置不会丢失(跟踪)。若位置检测系统没有异常,在解除紧急停止后,即使不再度执行返回参考点操作,
也可以重新开始运行。
1.28
当刀具超过机床的极限开关设定的行程终点后试图继续移动时,极限开关启动,刀具减速停止。并且显示超程报警。
超程信号是各轴的每个方向具有的信号。
1.29
以机床坐标系的值在参数中设定机床的可动范围,在机床超过该设定的范围移动时,机床减速停止,并显示报警。
接通电源后,在执行手动返回参考点操作后有效。
可以取代硬件的超程极限开关使用。两者都安装的情况,两者都有效。
与超程不同地检测从当前的位置减速停止的位置是否超出范围。
此外,可通过全轴共同的行程检测 1 解除信号,设定为不进行检测。
1
- 51 -
Page 72

1. 轴控制 NC 功能 B-64692CM/01
存储行程检测1区域扩展
行程检测外部设定
存储行程检测
(X,Y,Z)
禁止区域为外部的情形
禁止区域为内部的情形
(I,J,K)
(I,J,K)
(X,Y,Z)
格式
G22 X_ Y_ Z_ I_ J_ K_ ; 存储行程检测 2 接通
:存储行程检测2的+方向坐标值
、J、K:存储行程检测2的-方向坐标值
地址为
的任一个。
指定与3个基本轴的X轴相关的禁止区域,
指定与3个基本轴的Y轴相
关的禁止区域,
指定与3个基本轴的Z轴相关的禁止区域。省略地址的情况下,通过参数的设定值来进行
行程检测。
存储行程检测2断开
存储行程检测
(X1,Y
1,Z1
)
(X2,Y2,Z2)
禁止区域为内部的情形
1.30
在存储行程检测 1 中,最多可以定义并选择 8 个禁止区域。
通过增加禁止区域的选择范围,可以区分使用相应于机床规格而不同的各种禁止区域。
1.31
更换刀具时,将刀尖对准于极限区域的端边,输入信号,将此时的机床位置(机床坐标值)作为极限位置,在存储行程
检测的参数中进行设定。对各轴、每个方向都提供有设定信号。
1.32
通过参数或程序指定的区域的内侧或者外侧将成为禁止区域。作为极限位置,指令自机床坐标系原点的距离。接通电源
后,在执行了手动返回参考点操作后有效。通过程序指定了极限的情况下,可以设定 X,Y,Z 轴的极限。因此,可以根据
工件来变更禁止区域。另外,将禁止区域作为内侧还是外侧,取决于参数的设定。
2
X、Y、Z
I
X,Y,Z,I,J,K
Z,K
G23 ;
1.33
通过参数设定的区域的内侧成为禁止区域。
X,I
3
Y,J
- 52 -
Page 73

B-64692CM/01 NC 功能 1. 轴控制
移动前的行程限位检查
移动前行程限位检查的程序段的刀具路径检查
禁止区域为外侧的情形
禁止区域为内侧的情形
1.34
自动运行中,程序段开始移动时,根据机床的当前位置和所指令的移动量检测终点坐标,对是否在存储行程检测 1、或
者存储行程检测 2、存储行程检测 3 的禁止区域中进行检测,如果在禁止区域内,则在该程序段刚开始移动后停止,并
显示报警。
1.35
在移动前行程极限检测中,除了终点位置的检查外,还就移动指令的刀具路径是否进入存储行程极限 1、存储行程极限
2、以及存储行程极限 3 的禁止区域进行检查。
存储行程极限1、或
存储行程极限 2 的禁止区域
起点
存储行程极限2、或
存储行程极限 3 的禁止区域
终点
起点
终点
刚刚开始移动后,移动前通过行程极限检查而停止。
:禁止区域
- 53 -
Page 74
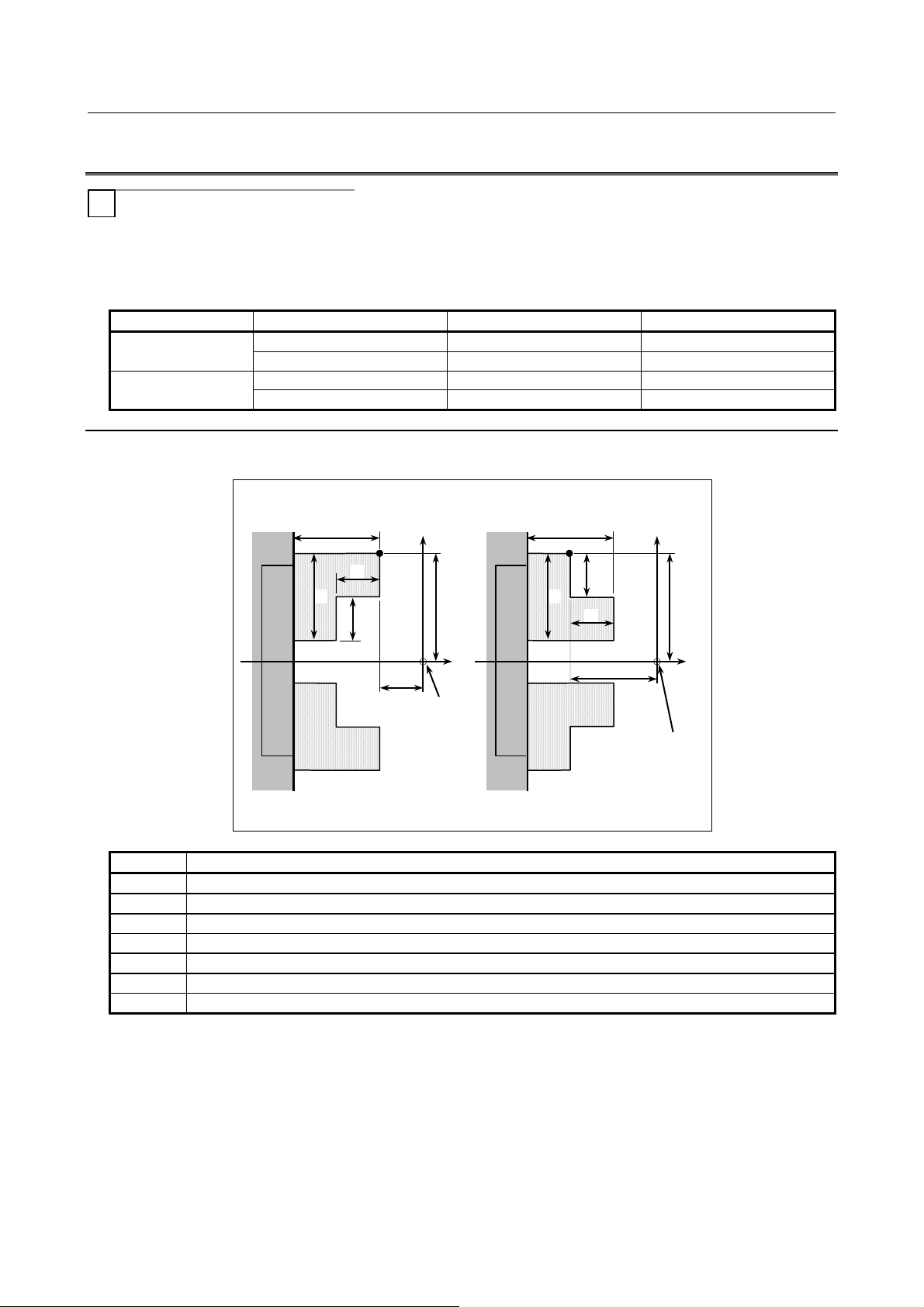
1. 轴控制 NC 功能 B-64692CM/01
卡盘尾架屏障
T
G 代码
尾架屏障选择信号
尾架屏障
卡盘屏障
0
有效
有效
1
无效
有效
0
无效
无效
1
无效
无效
解释
卡盘的形状定义
·外径夹持卡盘
W
L1
L
W1
CZ
A
X
CX
Z
工件坐标系原点
(注)斜线部分为进入禁止区。
·内径夹持卡盘
W
L1
L
W1
CZ
A
X
CX
Z
工件坐标系原点
符号
说明
TY
卡盘形状的选择(0:外径夹持/1:内径夹持)
CX
卡盘的位置(X 轴)
CZ
卡盘的位置(Z 轴)
L
卡盘爪子的长度
W
卡盘爪子的大小(半径输入)
L1
卡盘爪子的夹持长度
W1
卡盘爪子的夹持高低差(半径输入)
1.36
卡盘尾架屏障功能是用来检查卡盘和尾架与刀尖之间的干涉,防止机床损坏的功能。
可以根据卡盘及尾架的形状,利用专用的设定画面来事先设定一个刀具进入禁止区。加工时如果刀尖进入该进入禁止
区,该功能可使刀具停止移动并显示报警信息。可从沿进给刀具的相反方向把刀具从禁止区域中移走。
可通过 G22(存储行程检测 2 接通)和 G23(存储行程检测 2 断开)和机床侧的信号,进行本功能的有效/无效的选择。
G22
G23
-
- 54 -
Page 75
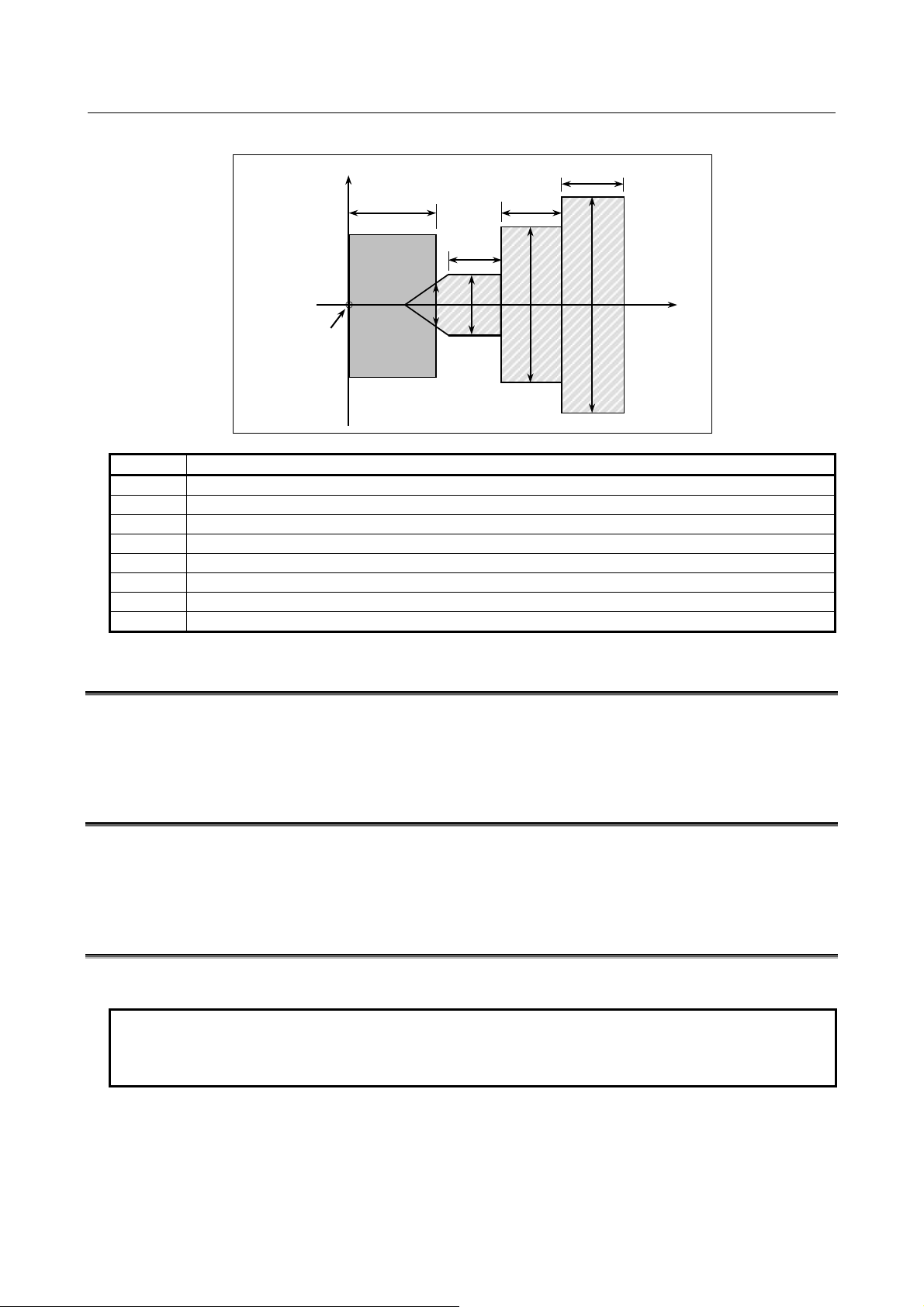
B-64692CM/01 NC 功能 1. 轴控制
尾架的形状定义
Z
L
L1
L2
D3
D2
TZ
B
X
D1
D
工件坐标系原点
工件
(注)斜线部分为进入禁止区。
符号
说明
TZ
尾架的位置(Z 轴)
L
尾架的长度
D
尾架的直径(直径输入)
L1
尾架的长度(1)
D1
尾架的直径(1)(直径输入)
L2
尾架的长度(2)
D2
尾架的直径(2)(直径输入)
D3
尾架的孔径(3)(直径输入)
刚刚通电后的存储行程检测
行程限位范围变更功能
信号的存储行程极限范围切换功能
注释
行程极限范围变更功能是改写参数(
的功能,而本功能则是在不改写参数(
下将行程极限的范围改写为
的数据表
中所设定值的一种功能。此功能可以比行程限位范围变更功能更
快地切换存储行程限位范围。
-
1.37
本功能通过事先存储切断电源前的机床坐标,在接通电源后立即恢复大致的机床坐标,在接通电源后立即使存储行程检
测有效。
也可以在通过手动返回参考点建立参考点为止的期间,进行大致的机床坐标中的存储行程检测。
1.38
本功能是使得设定行程限位的正方向坐标值、负方向坐标值的参数在相应的轴移动中也可以进行改写的一种功能。可以
使用 PMC 窗口功能(功能命令 WINDW : SUB52)、FOCAS2、C 语言执行器来改写参数。一旦通过各功能改写参数完
成后,新的行程限位范围将会有效。即使不停止全部轴,就可以进行参数的改写,因而可以缩短加工周期时间。
1.39
可通过 PMC 的输入信号来切换存储行程极限的范围。由此,存储行程极限范围的再设定易于进行。
No.1320~No.1327)
PMC
(D)
No.1320~No.1327)
- 55 -
Page 76

1. 轴控制 NC 功能 B-64692CM/01
镜像
Z
0
A
B
X
B’
在 A 点对 X 轴镜像 ON
镜像(车床系统的示例)
位置跟踪
伺服关断/机械手轮
1.40
通过信号或者参数(允许设定输入)的设定,即可为每个轴应用镜像。
应用了镜像的轴,自动运行时的运动方向全都颠倒过来。
但是,下列场合下的运动方向不会颠倒过来。
- 手动运行的方向、自动返回参考点的从中间点到参考点的移动方向(加工中心系统/车床系统共同)
- 镗孔循环(G76,G87)中的偏移方向(仅限加工中心系统)
此外,还可以通过信号来了解各轴的镜像状态。也可以通过系统变量来了解信息。
1.41
在控制轴无法进行位置控制的状态下(伺服关断中、紧急停止中、伺服报警中)机床移动了的情况下,反馈脉冲将会累
积在错误计数器中。CNC 将机床移动错误计数量的事实反映到 CNC 所管理的当前位置中。此功能叫做跟踪。通过进行
跟踪,就可以避免 CNC 所管理的当前位置和实际机床位置间的偏移。因此,在解除紧急停止或者伺服报警后,即使不
再度执行返回参考点操作,也可以重新开始运行。
有关伺服关断中的轴,可以选择是否进行跟踪。
另外,在紧急停止或者伺服报警中,务须进行跟踪。
1.42
将控制轴置于伺服关断状态,就不会有电流流向伺服电机。
虽然这样操作不再能够进行位置控制,但是由于进行位置检测,不会导致位置丢失。
该信号在机床钳制轴的情况下,可在防止伺服电机的过载,或通过机床手轮进给机构来运转机床(机床手轮)的情况等
下使用。
- 56 -
Page 77

B-64692CM/01 NC 功能 1. 轴控制
倒角
r
r
约 45°
约 45°
r:螺纹的倒角量
图
直线螺纹切削和锥度螺纹切削的情形
路径间干涉检测
T
刀架 2
刀架 1
图
1.43
可以在复合型固定循环的螺纹切削循环(G76)和单一型固定循环的螺纹切削循环(G92)中,通过倒角信号来选择螺纹切削。
1.44
ON/OFF
1.43 (a)
在各路径的刀架上同时加工 1 个工件的情况下,相互间的部分刀架有时会靠得非常近。如果因程序错误、或者其他设定
的错误等原因而导致刀架接触,会损坏刀具,或者,引起机床的破损等重大事态。
本功能在进行各路径的刀架干涉的指令时,在刀架相互间实际接触之前,使刀架减速停止。刀架是否干涉的检测,则通
过各路径的刀架形状和轮廓来判断。
本功能包括 2 路径间干涉检测和多路径间干涉检测,进行哪一方的检测,可通过参数的设定来选择。
1.44 (a)
要进行路径间干涉检测,预先设定路径间的刀架的相对关系、接触禁止区域(换句话说即刀具形状)等数据。
路径间干涉检测中,基于各路径的刀架当前所选的刀具以及刀架的接触禁止区域,由各刀架的移动结果来判断这些接触
禁止区域是否相互重叠,刀具和刀架是否相互干涉。发生干涉时,发出报警,已经干涉的刀架都减速停止。
- 57 -
Page 78
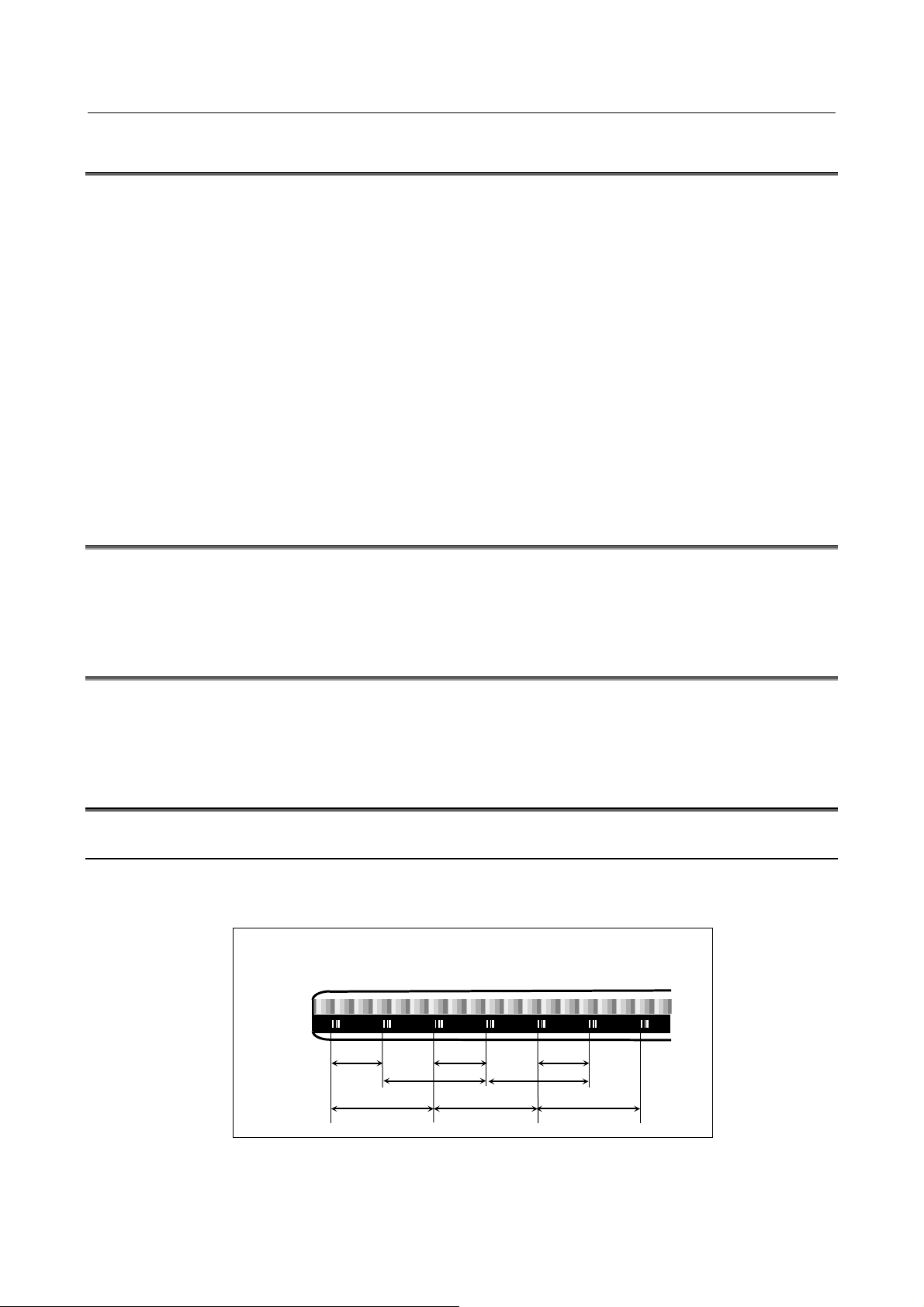
1. 轴控制 NC 功能 B-64692CM/01
异常负载检测
位置开关
高速位置开关
带有绝对地址参照标记的直线尺
带有绝对地址参照标记的直线尺接口
10.02
10.04
10.06
20.00
20.00
20.00
20.02
20.02
参照标志 1
参照标志 2
参照标志 1
参照标志 2
参照标志 1
参照标志 2
图
1.45
在机床的碰撞和刀头的不良、损伤等情形下,伺服电机、主轴电机与通常的进给、切削等相比,将承受更大的负载扭矩。
本功能是这样一种功能,它检测电机要承受的负载扭矩,将其作为推定负载扭矩经由 CNC 传递给 PMC,同时在检测出
比参数中所设定的扭矩更大的负载扭矩时,为尽量减少对机床的损伤,尽快使伺服电机、主轴电机停止,或者使得电机
沿着参数中所设定的、与前进方向相反的方向返回相当于某一适当量。
本功能中所说的异常负载检测功能分为如下。
(1) 推定负载扭矩输出功能
CNC 时刻计算电机的扭矩中排除了加减速所需的扭矩外的推定负载扭矩。将推定负载扭矩输出功能设定为有效时,
即可由 PMC,通过窗口功能读取数据。
(2) 异常负载检测报警功能
该功能是这样一种功能,它在负载扭矩为比参数中所设定的值更大的值时,使电机停止,或者使得电机朝着与前进
方向相反的方向返回相当于沿着参数中所设定的返回量,CNC 输出报警。
(使电机朝着与前进方向相反的方向返回的功能,只对伺服电机有效。)
此外,作为机床状态监视功能的监视条件可以设定本功能。
另外,通过使用异常负载检测功能的参数以及异常负载检测忽略信号,还可以将仅以特定轴为对象的异常负载检测设定
为无效(但是仅限伺服电机)。
1.46
这是控制轴的机床坐标值处在由参数所指定的范围内时输出信号的一种功能。
通过参数指定任意的控制轴,指定输出位置开关信号的机床坐标的动作范围。
位置开关信号最多可以输出 10 点。此外,还可以通过参数最多扩展到 16 点。
1.47
通过在相比通常的位置开关功能更为高速的周期内监视当前位置,高速正确地输出位置开关信号。
与通常的位置开关功能一样,通过参数指定任意的控制轴,指定输出高速位置开关信号的机床坐标的动作范围。
高速位置开关信号最多可以输出 6 点。此外,还可以通过参数最多扩展到 16 点。
1.48
1.48.1
本功能由于参照标记(一转信号)的间隔不固定,因此,只要知道参照标记的间隔,即可得知绝对位置。本 CNC 仅靠
少量移动轴来测量一转信号的间隔,由此计算出绝对位置。因此,用户不必将轴移动到参考点即可建立起参考点。
1.48.1 (a)
- 58 -
Page 79
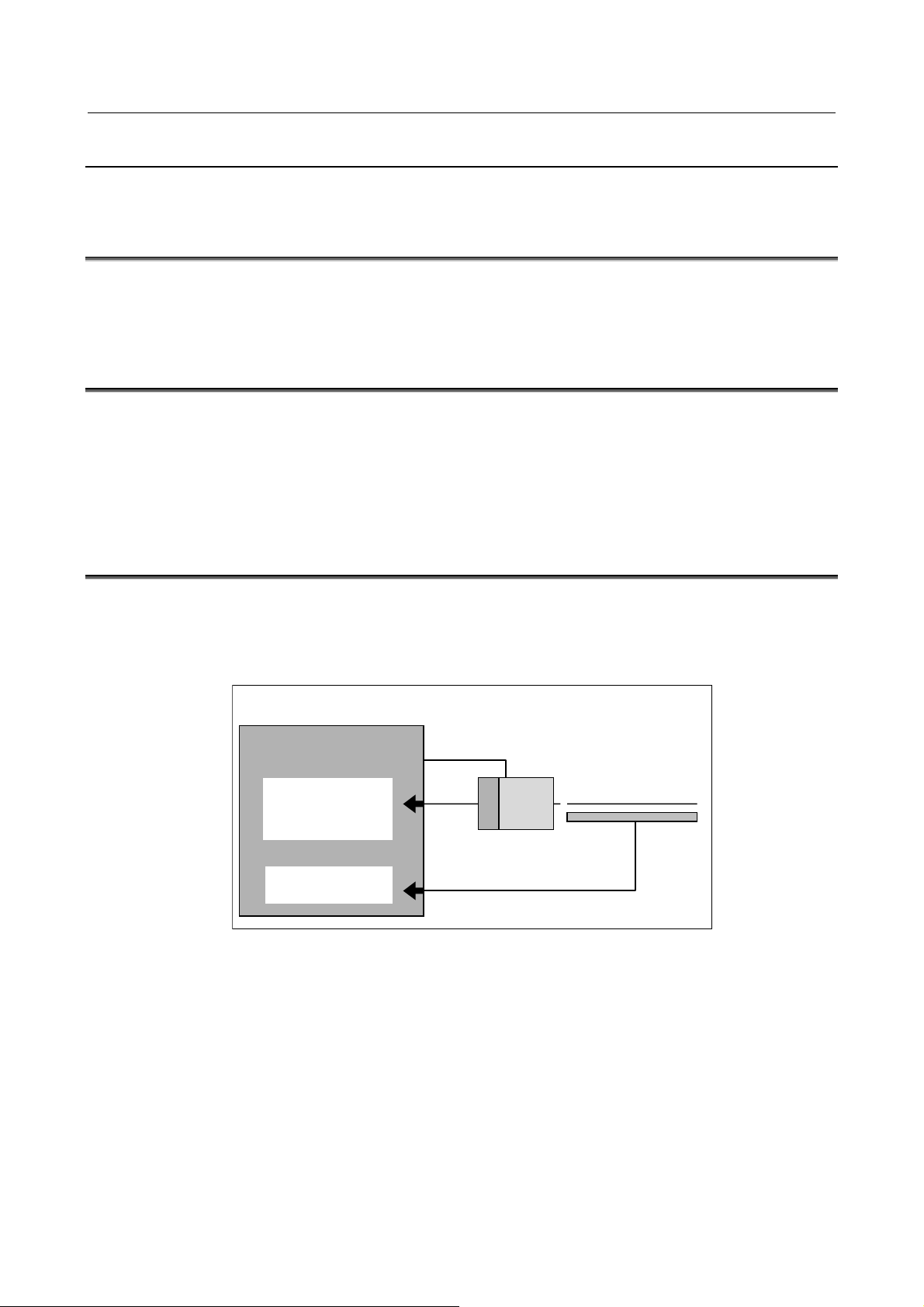
B-64692CM/01 NC 功能 1. 轴控制
带有绝对地址参照标记的直线尺扩展
带有绝对地址化原点的直线尺
绝对位置检测
临时绝对坐标系设定
内置脉冲编码器(绝对·
脉冲编码器)
增量比例
通常的位置控制
投入电源时的绝对位
置检测
CNC
图
利用临时绝对坐标设定的系统
1.48.2
通过本功能,在赋予 G00 指令或在 JOG 进给中赋予移动指令时,即可自动测量参照标记的间隔,建立参考点。
1.49
通过使用支持带有绝对地址化原点的直线尺的高分辨率检测电路,在通电后,仅使轴移动原点信号的间隔测量所需的极
短距离,即可检测到绝对位置。通过采用高分辨率检测回路,实现高速和高分辨率。
此外,可以在最长 30m 的长行程轴上使用。
1.50
绝对位置检测器(绝对脉冲编码器),在增量的脉冲编码器上设置绝对计数器,基于该计数值检测绝对位置。安装有绝
对位置检测器的轴,即使切断 CNC 的电源,也通过电池时刻存储机床位置,因此不需要执行通电时返回参考点操作。
在已经完成机床位置和绝对位置检测器的对应的情况下,由于在接通 CNC 电源时从绝对计数器读取当前位置,并从该
计数值自动设定机床坐标系和工件坐标系,所以可马上启动自动运行。
此外,不再需要操作说明书等中记述的“需要通电后返回参考点”或者“在通电后执行返回参考点操作后可以使用”等
限制。
1.51
在具备内装脉冲编码器的绝对脉冲编码器和增量标尺的全闭环系统中,通电时利用内装脉冲编码器的绝对脉冲编码器检
测到的绝对位置数据来设定坐标位置。
之后的位置控制,利用增量标尺的增量数据进行。
刚刚通电后的位置是一个临时性位置,要得到正确的位置,尚需要手动返回参考点。
利用本功能的情况下,通电时的位置是大致位置,如下功能有效。
- 行程极限检测
- 位置开关
1.51 (a)
- 59 -
Page 80

1. 轴控制 NC 功能 B-64692CM/01
双安全检测
停电时减速停止功能
没有转速数据的旋转标尺的绝对位置检测
柔性同步控制
柔性同步控制
1.52
要加工的工件的装卸、一边看着工件一边向加工开始点的移动等机床加工的准备作业,在开启机床的保护门的状态下进
行。双安全检测功能,在保护门开启的状态下提供确保高安全性的一个手段。
在开启机床的保护门的状态下用于确保安全性的最单纯的方法是,使用安全继电器模块等构成安全电路,切断电机驱动
电路的动力。但是,这种情况下,作业中无法使得移动轴(旋转轴)移动(旋转)。此外,还存在着为了切断动力直至
再启动需要耗费时间的缺点。为了对其进行改善,可采用追加电机速度检测器等来确保安全性的方法。
但是,外挂的检测器,其响应性多半情况下会有问题,频繁使用安全继电器模块,会引起机床强电盘电路的大型化、复
杂化。
双安全检测功能,其内置于 CNC 的两个独立的 CPU 双重监视电机的速度和位置。CPU 可以以非常快的速度检测出速度
和位置的异常,同时以两个独立的路径切实切断电机的动力。与安全有关的处理和数据,通过两个 CPU 相互检测。为了
避免潜在性故障的累积,系统周期性地进行有关安全的硬件、软件的测试。
双安全检测功能,无需为了监视速度、位置而追加外挂的检测器。只使用内置在伺服电机、主轴电器中的检测器。这样
的构成,只有使用发那科的指定的电机、电机内置检测器、放大器才能实现。
使用双安全检测功能时,无需切断动力,就可确保安全性,在接通电源的状态下,即可打开保护门进行作业。在检测出
异常后,直至实际切断动力的时间较短是其一个较大的特点。还具有成本方面优点,即可以省略为了监视速度、位置而
外挂的检测器和安全继电器的某一部分而实现系统简化。
双安全检测的安全功能所发挥的作用是,通过在两个 CPU 之间进行交叉检测,在电机的位置和速度不一致等异常发生
时,切断向驱动电路提供的动力(MCC OFF)。
1.53
该功能在轴移动中发生停电的情况下,针对每个轴通过由参数设定的一定的加速度使其减速停止,防止超程引起的机床
。
破损
1.54
对应海德汉公司制 RCN223,723,220 和双叶电子工业(株)制 FRR902L3DB等使用没有转速数据的旋转标尺的绝对位置检
测(ABS 脉冲编码器)、或者带有绝对地址原点的标尺(串行)。
1.55
1.55.1
对于像滚齿机那样需要各种齿轮比的多个同步的机床提供本功能。
本功能的同步,至多可以使 4 组独立地同时动作。由此,可以实现诸如滚齿轴和 1 个工件轴之间的同步、螺旋齿轮切削
的 Z - C 同步、滚齿轴偏移的 Y - C 同步那样的滚齿机的特殊功能。
柔性同步控制的规格如下所示。
(1) 在参数中设定主动轴编号、从动轴编号、齿轮比。
(2) 这些参数中包括 4 组。并且,可同时执行 4 个同步。
(3) 也可以对于多个主动轴指定 1 个从动轴。
(4) 通过来自 PMC 的 DI 信号来开始和取消同步。
但是,自动运行中,在切换 DI 时,需要以参数中设定的 M 代码来进行。
(5) 也可以将 2 个 Cs 轴作为主动轴及从动轴来使用。
- 60 -
Page 81
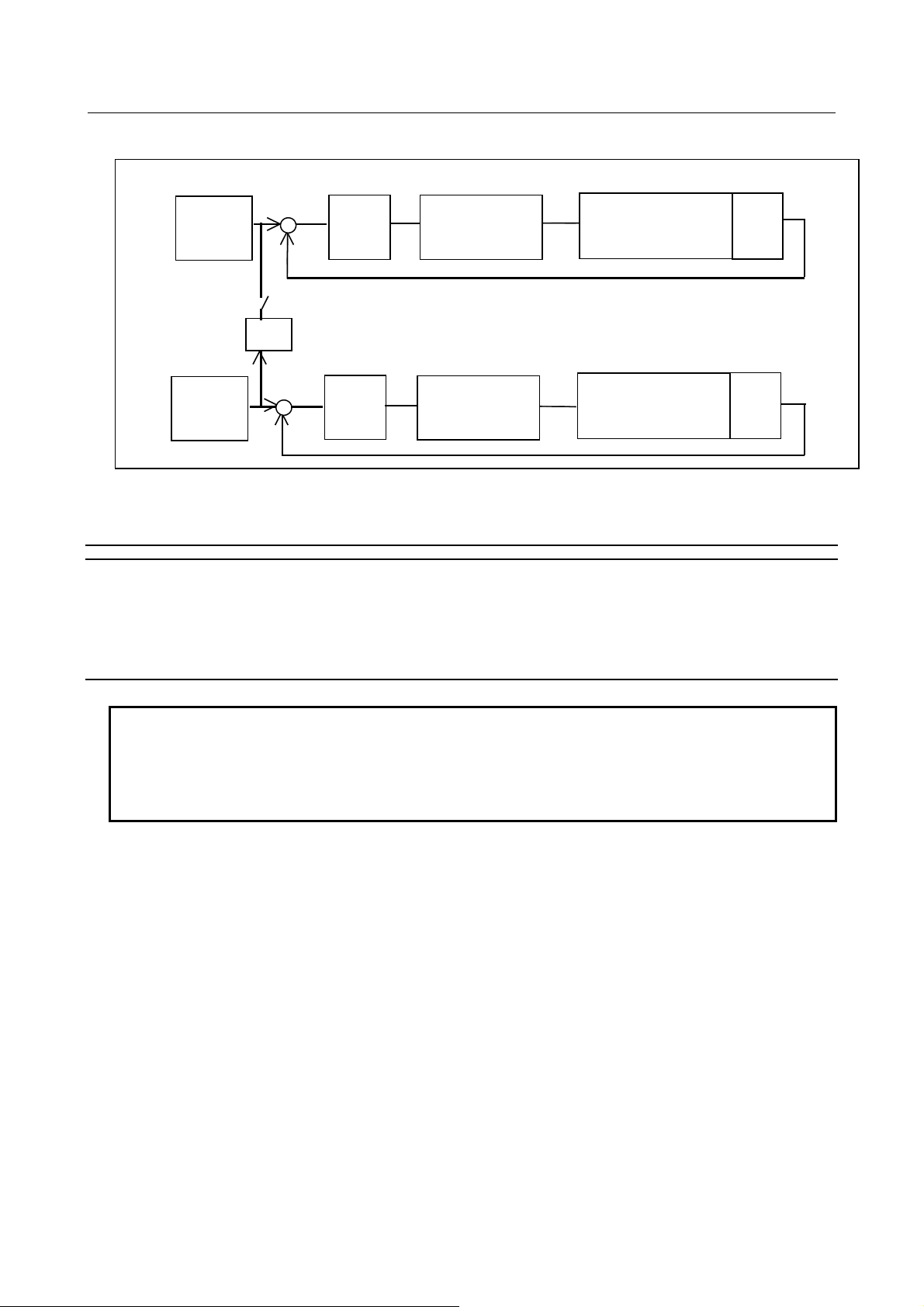
B-64692CM/01 NC 功能 1. 轴控制
方框图
从动轴
同步开关
K:同步系数
主控轴
指令脉冲
位置控制
主轴放大器或
伺服放大器
主轴电机(Cs 轴)或
伺服电机
检测器
检测器
位置控制
主轴放大器或
伺服放大器
主轴电机(Cs 轴)或
伺服电机
指令脉冲
K
+
+
-
-
图
柔性同步控制自动相位调整
概述
注意事项
注释
自动运行中,直至同步开始/取消时的加减速完成为止,不会进入到后续的程序段。
因求取从动轴的输出脉冲时产生的计算误差,会出现相位不匹配,相当于最小设定单位部分。该误差不会累积。
本功能对以下功能无效。
轮廓控制Ⅰ
- AI
轮廓控制Ⅱ
-
1.55.2
在柔性同步控制中,在同步开始/取消时进行执行加减速。
通过此加减速,可以在主动轴运动的状态开始/取消同步。
此外,为了使同步开始时的从动轴的机床坐标的位置、主动轴的机床坐标的原点(坐标值 0)的位置相互一致,可以进
行自动相位调整。
1.55.1 (a)
1
2
3
- AI
- 61 -
Page 82

1. 轴控制 NC 功能 B-64692CM/01
路径间柔性同步控制
概述
路径 1
C1 轴
(工件轴)
A1 轴
(刀具轴)
C2
轴
A2 轴
(刀具轴)
路径 2
同步
同步
主控
从控
从控
图
限制
1.55.3
通过本功能,可以在多路径系统中,在路径的不同的轴间进行柔性同步控制。
可以在 1 个路径中最多指定 4 个从动轴。
作为各从动轴的主动轴,可以指定其他路径的轴。
也可以同时执行所有路径的同步。
例) 在下述轴配置的多路径系统中,不仅可以进行将路径 1 的 C1 轴作为主动轴,将路径 1 的 A1 轴作为从动轴的同步,
也可以进行将路径 1 的 C1 轴作为主动轴,将路径 2 的 A2 轴作为从动轴的同步。
1.55.3 (a)
无法在路径间柔性同步模式下指令以下功能。
在路径间柔性同步模式下指令这些功能时,会发生报警。
- Cs 轮廓控制的原点回归(G00,G28)
- 跳过功能(G31)
- 刀具长度自动测量/自动刀具补偿
- 自动返回参考点(G28)的低速类型
- 高速程序检测
在关闭柔性同步控制和路径间柔性同步模式时
可以指令这些功能。
- 62 -
Page 83

B-64692CM/01 NC 功能 1. 轴控制
柔性同步控制跳过功能
基于柔性同步控制的滚齿指令
概述
格式
G81 T_ L_ (I_) ( Q_ P_ ) ; 开始同步
齿数
滚齿条数
模块或者齿距
公制输入时,指定模块。
英制输入时,指定齿距。
齿轮的扭转角
开始同步的柔性同步控制的组编号
解除同步
同步系数
α
β
T
L
K
1
× =
同步系数
进给轴紧急停止功能
任意轴切换
概述
1.55.4
本功能是这样一种功能,该功能在柔性同步控制的同步中,对于通过主动轴的指令而移动中的从动轴,使得跳过信号、
或高速跳过信号(下面总称为跳过信号)有效。
本功能具有如下特点。
- 在执行柔性同步跳过指令程序段中输入跳过信号时,在输入指令次数的跳过信号结束之前,不会结束此程序段。
- 输入跳过信号时从动轴的机床坐标值被连续存储在所指令的用户宏程序变量中。
- 所输入的跳过信号的次数被存储在用户宏程序变量中。
1.55.5
可利用与电子齿轮箱相同的滚齿指令,进行柔性同步控制的同步的指令。
G80 ;
-
T :
L :
Q:
P :
I :
L:滚齿条数
T:齿数
α: 主控轴每旋转 1 周的位置检测器脉冲数(参数设定)
β:从动轴每旋转 1 周的位置检测器脉冲数(参数设定)
1.56
需要紧急停止进给轴时,通过进给轴紧急停止开始信号停止进给轴,输出报警。此外,AI 轮廓控制模式中的情况下,变
更插补前加减速的加速度而紧急停止。
1.57
本功能通过从所属路径释放控制轴,在其他路径获取该轴,就可以作为所获取路径的轴来处理。
通过本功能,可以在多个路径中控制 1 台电机。譬如,在具有如例 1 所示的轴构成(第 1 路径:X1, Z,第 2 路径:X2)
的机床时,可以将第 1 路径的 Z 变更为第 2 路径的 Z,作为轴构成(第 1 路径:X1、第 2 路径:X2, Z)来使用。
由于直接变更轴构成,因而不会像混合控制那样需要虚设轴。
此外,在如例 2 所示的多工位转台式机床上,可以在路径间执行轴切换。
试图获取尚未释放的轴时,一直等待至轴被释放为止,但是无需等待 M 代码指令。
切换后的轴构成,在 CNC 的电源切断后也可以保持起来。
- 63 -
Page 84

1. 轴控制 NC 功能 B-64692CM/01
图
图
Z1
X1
工件
工件2 工件
工作台旋转
S1
S2
S3
X2
Z2
刀具台 1
路径 1
路径 3
路径 2
刀具台与工件的组合
·工作台位置
·工作台位置
·工作台位置
2
X2
获取前
获取后
路径 1
路径2
(例 1)第 1 路径所属的 Z 轴被变更为第 2 路径时
刀具台 1
X1
路径 1 路径 2
X1 X2
Z
Z
工件
刀具台
↓
路径 1 路径 2
X1 X2
Z
(例 2)第 1 路径所属的 Z1 轴被变更为第 2 路径、第 3 路径时
(旋转分度机)
1.57 (a)
X3
Z3
3
1
刀具台3
刀具台2
(1)
轴配置:路径 1(X1-Z1)、路径 2(X2-Z2)、路径 3(X3-Z3)
↓
(2)
Z1、Z2、Z3 解放
在路径 1 中获取 Z2、在路径 2 中获取 Z3、在路径 3 中获取 Z1
轴配置:路径 1(X1-Z2)、路径 2(X2-Z3)、路径 3(X3-Z1)
↓
(3)
Z1、Z2、Z3 释放
在路径 1 中获取 Z3、在路径 2 中获取 Z1、在路径 3 中获取 Z2
轴配置:路径 1(X1-Z3)、路径 2(X2-Z1)、路径 3(X3-Z2)
1.57 (b)
- 64 -
Page 85

B-64692CM/01 NC 功能 1. 轴控制
高精度振荡功能
概述
R 点
上死点
下死点
时间
图
格式
G81.1 Z_ Q_ R_ F_ ;
Z :
上死点位置(对除 Z 轴外的轴,用该轴地址来指令。)
Q :
从上死点到下死点的距离(以上死点为基准,用增量值来指令。)
从上死点到 R(参考)点的距离(以上死点为基准,用增量值来指令。)
F :
振荡基准速度
G80 ; 振荡动作取消
进给轴总移动距离显示
任意轴切换中包括以下 3 个指令。
1. 控制轴的释放指令
所指定的轴,被从各路径的控制下释放出来。
所释放的轴,不再可从 CNC 程序进行指令。
2. 控制轴的获取指令
所指定的轴将成为所指定路径的控制下的轴。
3. 控制轴的交换指令
所指定的 2 个轴,可以直接进行轴的交换。
1.58
本功能通过使得振荡轴(始终使磨削轴垂直运动那样的轴)的移动速度正弦曲线状地变化,可确保精度地向着上死点和
下死点进行移动。
此外,可以使得先行前馈功能相对于振荡动作而有效。由此,就可以几乎消除伺服延迟,并可进一步提高上死点、下死
点的位置和振荡速度已被变更时的精度。
还可以通过一同使用伺服学习控制实现以下内容。
- 高速高精度振荡
- 通过与柔性同步控制的组合对锥形部的 2 轴的插补型振荡
1.58 (a)
R :
1.59
累计进给轴的移动距离,在诊断画面上显示各轴的总移动距离。
此外,设定移动距离的目标时,移动距离处于目标以上时以信号通知。
- 65 -
Page 86

2. 运行操作 NC 功能 B-64692CM/01
运行操作
运行模式
自动运行(存储器运行)
运行
运行
基于存储卡的
运行
调度运行
检索程序
时序号检索
时序号核对停止
程序再启动
2
2.1
2.1.1
可以执行登录在存储器中的程序。
2.1.2 MDI
可以从 MDI 单元输入多个程序段并加以执行。
2.1.3 DNC
可以从阅 RS-232C 接口上所连接的输入设备一边读入程序一边执行该程序。
2.1.4
可以一边从存储卡读入程序,一边执行该程序。
DNC
2.1.5
可以按照希望执行的顺序,指定存储卡上的程序文件号以及重复次数,并依次执行程序。
2.2
可通过 MDI 单元上的操作,从登录在程序存储器中的程序中选择希望执行的程序。
2.3
可通过 MDI 单元上的操作,由程序存储器上当前所选的程序内的时序号来选择程序段。
希望从程序中途的程序段执行时,指定程序段的时序号,进行时序号检索。
2.4
在程序的执行过程中,出现与事先设定的时序号具有相同时序号的程序段时,在执行该程序段之后,进入单程序段停止
状态。时序号可通过设定操作,由操作者从 MDI 单元进行设定。
由于可不变更程序地在任意位置停止程序,在程序的检测等时将带来方便。
2.5
自动运行中刀具损坏时,或者在经过几天休息后希望重新开始休息前中断的加工时,可通过指定希望再启动的程序段的
时序号、或者程序段数(从程序的开头到希望再启动的程序段数量),即可从该程序段起重新开始加工。
另外,也可以将其作为高速程序检测功能来使用。
再启动方法,有下列 2 种类型。
P 类型 : 在刀具已经损坏时的再启动。
Q 类型 : 一度切断电源后(经过几天休息后)或紧急停止解除后的再启动。
- 66 -
Page 87

B-64692CM/01 NC 功能 2. 运行操作
程序再启动辅助功能输出
快速程序再启动
刀具回退&返回
刀具回退&返回
2.5.1
程序再启动中可实现如下功能。
- 向程序再启动画面以及 MDI 程序中输出在希望再启动运行的程序段的检索中找到的 M/S/T/B 代码。并且,其 M/S/T/B
功能可以在 MDI 程序中执行。
- 在具有 M 代码群组化功能的系统中,使得 M 代码群组化,在向上述 MDI 程序的输出中,相同组的 M 代码,只向程
序再启动画面以及 MDI 程序输出最后指令的 M 代码。
- 同时向上述 MDI 程序输出子程序/用户宏程序调用的 M 代码及其变量。
- 向各轴的加工再启动位置移动的步骤,不仅是以前的参数能设定,而且从程序再启动画面也可以设定。
2.6
为通过更加简单的操作来进行程序再启动的功能。
可以在专用设置的程序再起动设定画面上,轻易地确认中断了运行的程序段。
- 进行自动运行时,自动抽取出便于再启动加工的程序段(定位、辅助功能等),并在程序再起动设定画面上显示。
只要选择所显示的程序段,就可以指定再启动加工的程序段。
- 也可以从程序再起动设定画面上尚未显示的任意的程序段进行再启动。
- 即使切断电源,自动抽取出的数据也会被保存起来。
- 再启动方法,有下列两种类型。
- 也可以使用程序再启动辅助功能输出功能。(只限于检索方式)
检索方式 : 从程序的开头直至再启动加工的程序段,一边恢复模态信息等一边暂时执行。
直接定位检索方式 : 只有在从自动抽取出的程序段再启动时可以使用。
直至再启动加工的程序段,高速跳过。但是,不会进行模态信息等的恢复,因而需
要在 MDI 运行等下进行状态的恢复。
2.7
2.7.1
可以有效执行为进行破损刀具的更换和加工状况确认刀具的回退、和用于使得加工再启动的刀具的返回。
此外,若预先在程序中设定退刀(位置),则可通过刀具回退信号执行退刀动作,可以在刀具破损检测时的回退等中使
用。
1 自动运行执行中输入刀具回退信号时,执行向由程序所指令的退刀位置的退刀动作(回退)。
2 通过输入刀具回退信号,成为刀具回退模式。
3 而后,切换至手动模式,在手动运行(JOG 进给、增量进给、手轮进给、手动数值指令)下使得刀具移动时,自动
存储最多 20 个移动路径。(路径数为 5 以上时最多为 10。)
4 输入刀具返回信号时,刀具沿着手动运行下运动的路径反向移动,并自动返回到回退位置。(返回动作)
5 执行循环启动时,执行向输入了刀具回退信号的位置的返回动作(再定位)。
- 67 -
Page 88

2. 运行操作 NC 功能 B-64692CM/01
:开启刀具回退开关的位置
:编程位置
:基于手动运行回退的位置
:退刀路径
:手动运行(回退路径)
:返回路径
:再定位
X
Y Z Z
X
图
格式
用 G10.6 指令退刀量。
增量指令时,从回退信号进入位置开始的移动量
绝对指令时,指定想收回的绝对坐标。被指定的收回数据,到下一个
被指定为止有效。
取消退刀量时进行如下的指令。
G10.6;(单独指令)
刀具回退&返回 刀具补偿改良
手动干预和返回
2.7.1 (a)
用下面的格式事先指定使刀具收回的轴和移动量。
G10.6 IP_ ;
IP_ :
G10.6 是组 00 的单步 G 代码。
2.7.2
本功能是在返回动作开始时以及再定位动作开始时重读补偿量,以新的补偿量进行再启动动作的功能。
本功能有效的情况下,在返回动作开始时以及再定位动作开始时重读补偿量并进行再启动动作。由此,在回退位置或退
避位置进行换刀后,重新设定补偿量的情况下,在之后的再启动动作中,刀具前端位置成为与换刀前相同的位置。
2.8
G10.6
在自动运行中,在以进给保持使轴移动停止,为进行切削面的确认等而在手动干预之后再启动时,可使刀具自动地返回
到干预前的位置,然后重新开始自动运行。
- 68 -
Page 89

B-64692CM/01 NC 功能 2. 运行操作
回退
M
误动作防止功能
误操作防止功能
2.9
可以沿着刚才经过的刀具路径返回来(反向移动)。并且,可以再次沿反向移动的路径正向移动(再正向移动)。如果再正
向移动到开始反向移动的位置,则按照程序指令继续加工。
2.10
监视 CNC 的内部状态在允许范围内。在检测出因硬件的劣化或噪声等的影响引起的非法状态时,通过发出报警来停机,
防止错误动作。
误动作防止功能具有如下功能。
- 伺服电机的最大速度检测
- 伺服电机的最大加速度检测
- 主轴电机的最高转速检测
- 末端存储行程检测
- NC 指令解析的执行监视
- 插补后加减速的执行监视
2.11
如果弄错刀具偏置的设定和机床操作,往往很容易引起工件的错误切削和刀具的损坏。此外,由于操作失误而丢失数据
时,恢复起来需要一定的时间。
误操作防止功能,是将操作者意料不到的操作防止于未然的一种功能,具有如下功能。
1. 数据设定时的功能
- 偏置数据是否处在有效设定范围内的数据检测
- 增量输入操作的再确认
- 为防止绝对输入和增量输入的误操作而禁止软键的绝对输入
- 程序或全数据删除操作的再确认
- 设定中的数据更新的再确认
2. 执行时的功能
- 已被更新的模态的突出显示
- 程序执行前的执行程序段的状态显示
- 镜像有效或互锁有效等轴的状态显示
- 程序的中途开始检测
- 偏置数据是否处在有效设定范围内的数据检测
- 最大增量值检测
- 69 -
Page 90
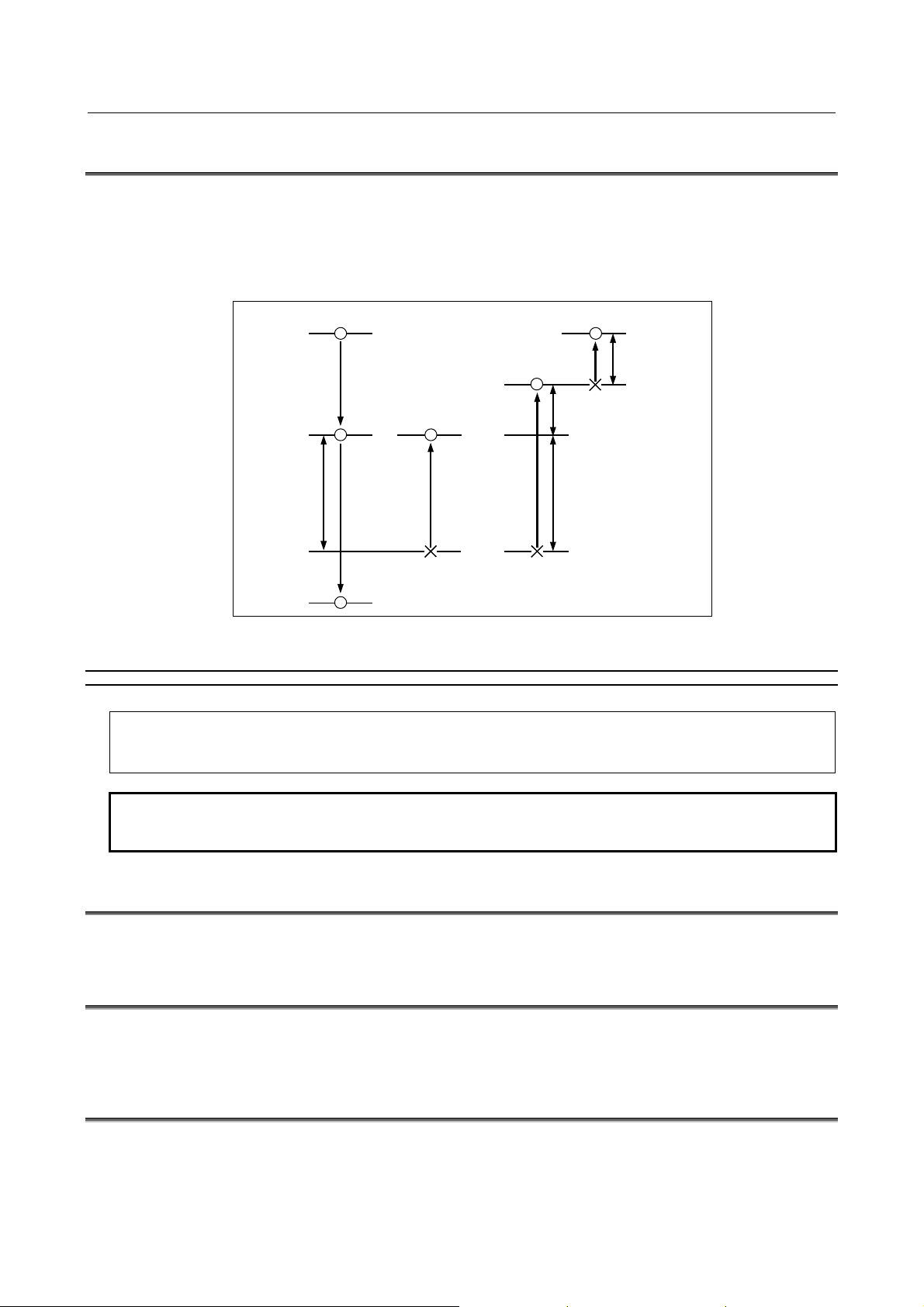
2. 运行操作 NC 功能 B-64692CM/01
刚性攻丝返回、三维刚性攻丝返回
起始点
R 点
Z 点(α=0)
L
攻丝加工
中止点
返回完成点
α
(设定为α的情形)
第 2 次的返
回完成点
第 1 次的返
回完成点
L
α
基于
指令的刚性攻丝返回
格式
G30 P99 M29 S_ ;
参数设定的刚性攻丝指令的M代码
S_ :请指令刚性攻丝指令时的 S。(可省略)
注释
选择基于
的方法时,无法进行基于信号的刚性攻丝的返回。
2
刚性攻丝返回的指令属于一次型(
oneshot
)。
缓冲寄存器
空运行
单程序段
2.12
在刚性攻丝返回中,执行刚性攻丝中因电源切断、紧急停止、复位而中断程序运行时,可通过 PMC 的信号、或程序指
令来抽出咬入工件的攻丝刀具。
本功能将自动存储最后执行的攻丝加工的信息。输入攻丝返回的信号,或指令 G30 时,根据存储的信息,只执行刚性攻
丝循环的返回动作,将攻丝刀具拉到 R 点附近。此时,在参数中设定返回量α,即可使刀具只返回α的量。
三维刚性攻丝返回中,三维刚性攻丝、或倾斜面分度指令模式的刚性攻丝中断时,可以抽出攻丝刀具。
2.12.1
M29_ :
1
2.13
CNC 内部有缓冲寄存器,可以抑制因程序的读入以及前处理时间引起的 CNC 指令动作的中断。
2.14
忽略程序中所指令的速度,以空运行速度运行机床。空运行在拆除工件只进行刀具运动检测等时使用。空运行对自动运
行有效。
G30
G30
2.15
自动运行中,将单程序段信号设定为“1”时,在执行当前正在执行中的程序段的指令后,成为自动运行停止状态。之
后,每次进行自动运行的启动时,在执行一个程序的程序段之后,成为自动运行停止状态。将单程序段信号的设定为“0”
时,成为通常的自动运行。
单程序段对自动运行有效。
- 70 -
Page 91

B-64692CM/01 NC 功能 2. 运行操作
高速程序检测
进给
进给
手动快速进给
手动返回参考点
无挡块参考点设定
参考点设定步骤
手动返回参考点
2.16
可以不伴随轴移动而执行程序句法及行程限位的检测。与指令速度无关,系统以 CNC 上可指令的最高速度进行程序检
测。
2.17 JOG
- JOG
-
可以在按下操作按钮期间,使各轴沿着正向或者负向移动。
进给速度成为在由参数所设定的速度上应用 0~655.34%、0.01 步的倍率后的速度。
进给速度的参数,可以在每个轴中进行设定。
可以在按下操作按钮期间,使各轴沿着正向或者负向以快速进给方式移动。
此时,快速进给倍率也有效。
2.18
可以通过手动操作进行向参考点的定位。
将 JOG 进给模式、手动返回参考点信号和选择手动参考点的用来选择轴的信号置于 ON 时,刀具以快速进给模式开始移
动。
栅格方式的情况下,将机床上所设的减速用极限开关置于 ON 时,刀具减速,并在再次成为 OFF 后的最初的栅格点停止。
完成手动返回参考点时,发出返回参考点完成信号。
通过执行手动返回参考点操作,建立起机床坐标系和工件坐标系。
手动返回参考点提供有栅格方式。
栅格方式可通过栅格偏移功能使参考点位置偏移。
2.19
该功能通过 JOG 进给使机床移动到各轴中确定的参考点附近,在手动返回参考点模式下,在没有返回参考点用减速信号
下设定机床的参考点。
由此,无需设置返回参考点用减速信号,即可将任意的位置作为机床的参考点来设定。
此外,在带有绝对位置检测器的情况下,一度设定好的参考点即使在切断电源仍将被保持起来,所以在下次通电时,无
需进行参考点设定。
-
(1) 在 JOG 进给下朝着返回参考点方向,将希望设定参考点的轴定位于紧靠参考点跟前的附近位置。
(2) 选择手动返回参考点模式,将希望设定参考点的轴的进给轴方向选择信号(正向或者负向)设定为“1”。
(3) 定位于以从当前点到由参数确定的离返回参考点方向最近的栅格(基于位置检测器的每转信号的电气晶格)位置,
将该点作为参考点。
(4) 确认已经到位后,返回参考点完成信号和参考点建立信号即被设定为“1”。
-
参考点建立后,以手动返回参考点模式将进给轴方向选择信号设定为“1”,与进给轴方向选择信号的方向无关地定位
于参考点。定位完成后,返回参考点完成信号即被设定为“1”。
- 71 -
Page 92

2. 运行操作 NC 功能 B-64692CM/01
撞块式参考点设定
撞块栅格方式返回参考点
返回参考点速度设定
参考点偏移
▲ ▲ ▲
减速挡块
▲
L
DEC
L
SFT
返回参考点方向
L
DEC
:
从断开减速挡块到最初的栅格点(参考点偏移量为 0 时的栅格点)的距离
L
SFT
:
参考点偏移量
机床原点
栅格点
2.20
本功能旨在通过使轴抵碰于机床制动器上并使参考点设定的方法自动化,消除不同作业人员的操作引起的标准偏差,以
尽可能减少在参考点设定后进行细微修正的麻烦。
选择希望进行参考点设定的轴,开始循环。开始循序时,自动执行如下动作。
1. 为使顶撞速度保持一定,在最初的动作中,减弱所选轴的扭矩(扭力),使其抵碰于机床制动器。
从抵碰于制动器的位置返回到由参数设定的一定位置。
2. 再次减弱所选轴的扭矩(扭力),使其抵碰于机床制动器,从抵碰于制动器的位置返回到由参数设定的位置。
3. 将轴返回的地点作为参考点予以设定。
2.21
通过将希望进行返回参考点操作的轴抵碰于机床制动器,就可以进行返回参考点操作。无需极限开关或减速挡块。由于
采用了栅格方式的返回参考点,因而精度与手动返回参考点没有差异。但是,制动器的情况下,不能像减速挡块那样错
开来进行参考点调整,因而在参考点调整时使用“参考点偏移功能”或者“栅格偏移功能”。
2.22
在为返回参考点速度设定的参数设定了某一值时,在接通电源后的第 1 次返回参考点后建立机械坐标系之前的手动以及
自动的返回参考点速度、自动快速进给速度,取决于各轴的参数设定。
此外,在完成返回参考点,建立参考点之后,手动的返回参考点速度将会成为各轴的参数设定速度 。
2.23
在基于栅格方式的返回参考点中,通过在参数中设定参考点的偏移量,无需移动减速挡块即可使参考点偏移。
由此,在进行参考点的调整时,就无需进行减速挡块的调整,因而可以大幅度缩短参考点的调整所需时间。
- 72 -
Page 93

B-64692CM/01 NC 功能 2. 运行操作
手动手轮进给
手动手轮进给1台
手动手轮进给2台/3台
手动手轮进给4台/5台
手动手轮进给倍率
表
手动手轮进给的移动单位
设定单位
移动量单位
公制输入(mm)
英制输入(inch)
IS-A
0.01, 0.1, m/100, n/100
0.001, 0.01, m/1000, n/1000
IS-B
0.001, 0.01, m/1000, n/1000
0.0001, 0.001, m/10000, n/10000
IS-C
0.0001, 0.001, m/10000, n/10000
0.00001, 0.0001, m/100000, n/100000
三维手动进给
2.24
2.24.1
在手轮模式下,可以通过旋转机床操作面板上的手摇脉冲发生器进行对应旋转量的轴进给。利用手轮轴选择开关,选择
将被移动的轴。
2.24.2
此外,可以使第 2 台、第 3 台手摇脉冲发生器旋转,并移动对应旋转的距离。可以同时进行 3 个轴的手控手轮进给。
2.24.3
此外,可以使第 2 台~第 5 台手动脉冲发生器旋转,并移动对应旋转的距离。可以同时进行 5 个轴的手控手轮进给。
可以对第 1 台~第 5 台分别选择倍率。
2.24.4
手动脉冲发生器旋转一周产生 100 个脉冲,可对每个脉冲的移动量指定如下倍率。
×1、×10、×m、×n
m,n 为 1~2000 的值,可以将其设定在参数中。
移动量为(最小设定单位)×(倍率)。
进一步可通过参数的设定来增大 10 倍。
2.24.4 (a)
2.25
通过本功能可以使用以下功能。
- 刀具轴方向手轮进给/刀具轴方向 JOG 进给
/刀具轴方向增量进给
- 刀具轴直角方向手轮进给/刀具轴直角方向 JOG 进给
/刀具轴直角方向增量进给
- 刀尖中心旋转手轮进给/刀尖中心旋转 JOG 进给
/刀尖中心旋转增量进给
- 工作台基准垂直方向手轮进给/工作台基准垂直方向 JOG 进给
/工作台基准垂直方向增量进给
- 工作台基准水平方向手轮进给/工作台基准水平方向 JOG 进给
/工作台基准水平方向增量进给
还可以进行与各手轮进给对应的手轮中断。下面的描述中如果没有特别说明,表示在各手轮进给规格下也可以执行手轮
中断。
- 73 -
Page 94
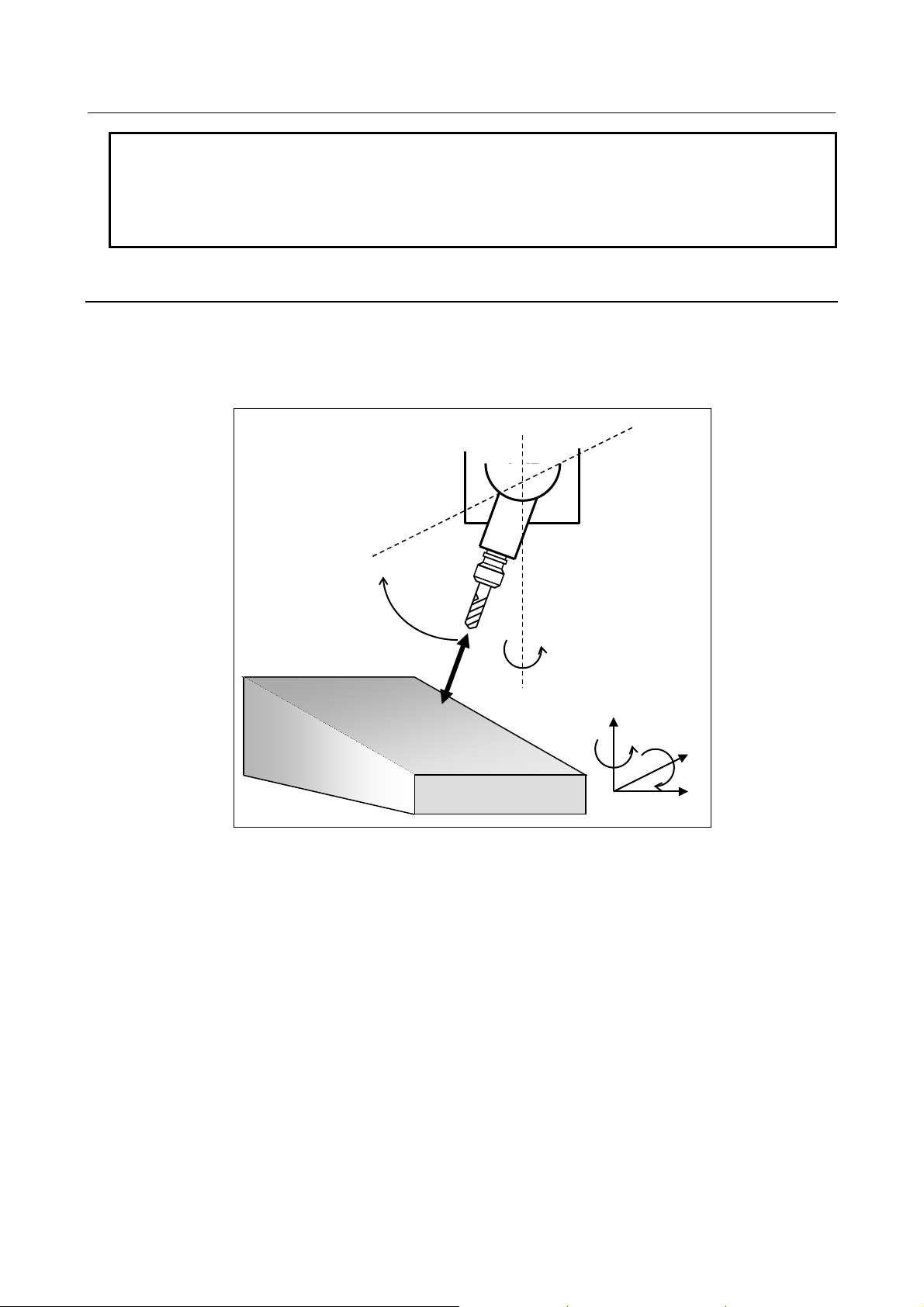
2. 运行操作 NC 功能 B-64692CM/01
注释
执行三维手动进给(手轮进给)时,需另行使手动手轮进给有效(参数
)。且执行三维手动
进给(手轮中断)时,需使手动手轮中断有效(参数
进行三维手动进给(手轮中断)时,旋转轴的指令在自动运行下不可正在执行中。
选择手动回零模式时,三维手动进给将会无效。
4
三维手动进给轴上哪怕只有1个轴在各轴互锁有效时,就不进行基于手动进给的移动。
刀具轴向手轮进给/刀具轴向
进给/刀具轴向增量进给
C
B
C
B
Z
Y
X
刀具轴方向
工件
图
1
NHI(No.8135#1)=0)。
2
3
2.25.1
本功能使得刀具或工作台向着通过旋转轴的旋转而倾斜的刀具的刀具轴方向只移动通过手轮进给/JOG进给/增量进给
所指令的移动量。
使控制刀具的旋转轴旋转时,刀具轴方向即会随着旋转轴的角度而发生变化。
此外,通过参数设定,可以在倾斜面分度指令中使刀具或工作台沿着特性坐标系的 Z 方向移动。
JOG
HPG(No.8131#0)=1
2.25.1 (a)
- 74 -
Page 95

B-64692CM/01 NC 功能 2. 运行操作
刀具轴直角方向手轮进给/刀具轴直角方向
进给/刀具轴直角方向增
量进给
C
B
C
B
Z
Y
X
刀具轴方向
刀具轴直角方向
工件
图
2.25.2
本功能使得刀具或者工作台向着直角方向只移动通过手轮进给/JOG 进给/增量进给所指令的移动量,该直角方向是对
通过旋转轴的旋转而倾斜的刀具的刀具轴所指定的方向。
刀具轴直角方向有两个,它们垂直于刀具轴方向,通过参数来设定。
若使控制刀具的旋转轴旋转,刀具轴直角方向就会随着旋转轴的角度而发生变化。
此外,通过参数设定,可以使刀具或工作台沿着刀具轴方向矢量所确定的纬度方向或经度方向移动。
此外,通过参数设定,可以在倾斜面分度指令中使刀具或工作台沿着特性坐标系的 X,Y 方向移动。
JOG
2.25.2 (a)
- 75 -
Page 96

2. 运行操作 NC 功能 B-64692CM/01
刀尖中心旋转手轮进给/刀尖中心旋转
进给/刀尖中心旋转增量进给
工件
刀具前端位置
图
B
Z
Y
X
B
B
工作台
工件
图
2.25.3
通过本功能使旋转轴旋转时,直线轴(X,Y,Z轴)会移动由手轮进给/JOG 进给/增量进给所指令的移动量,以避免刀尖
位置和工件(工作台)之间的相对关系因该旋转轴的旋转而发生变化。
- 图 2.25.3 (a)为通过旋转轴使刀具旋转时的示例。直线轴移动,以避免从工件看到的刀尖位置移动。
- 图 2.25.3 (b)为通过旋转轴使工作台旋转时的示例。与上述相同,直线轴移动,以避免从工件(工作台)看到的刀尖
位置移动。
2.25.3 (a)
JOG
2.25.3 (b)
- 76 -
Page 97

B-64692CM/01 NC 功能 2. 运行操作
工作台基准垂直方向手轮进给/工作台基准垂直方向
进给/工作台基
准垂直方向增量进给
B
B
Z
Y
X
工作台基准垂直方向
图
工作台基准水平方向手轮进给/工作台基准水平方向
进给/工作台基
准水平方向增量进给
B
B
Z
Y
X
工作台基准水平直线方向 2
工作台基准水平直线方向 1
图
2.25.4
本功能使得刀具只向着工作台垂直方向移动通过手轮进给/JOG 进给/增量进给所指令的移动量。
工作台基准垂直方向是垂直于工作台面的方向。
若使控制工作台的旋转轴旋转,工作台基准垂直方向就会随着旋转轴的角度而发生变化。
此外,通过参数设定,可以在倾斜面分度指令中使刀具或工作台沿着特性坐标系的 Z 方向移动。
2.25.4 (a)
JOG
2.25.5
本功能使得刀具只向着工作台水平方向移动通过手轮进给/JOG 进给/增量进给所指令的移动量。
工作台水平方向有两个,它们垂直于工作台垂直方向(参阅上一个项),通过参数来设定。
若使控制工作台的旋转轴旋转,工作台基准水平方向就会随着旋转轴的角度而发生变化。
此外,通过参数设定,可以使刀具或工作台沿着刀具轴方向矢量所确定的纬度方向或经度方向移动。
此外,通过参数设定,可以在倾斜面分度指令中使刀具或工作台沿着特性坐标系的 X,Y 方向移动。
2.25.5 (a)
JOG
- 77 -
Page 98

2. 运行操作 NC 功能 B-64692CM/01
手控手轮中断
三维坐标变换手动中断
Z
X
Y
Z
X'
Y
Z'
Y'
X
变换前的坐标系
变换后的坐标系
(选择了 Z 轴的情况下,在上图中叠加于 Z'轴方向。)
图
手动直线/圆弧插补
概述
刀具
工件
刀具
工件
<直线进给>
<圆弧进给>
图
注释
2.26
在自动运行模式(手动数据输入、DNC 运行、存储器运行),以及存储器编辑模式中,通过旋转手摇脉冲发生器,即可
重叠于基于自动运行的移动而进行手轮进给。进行手轮中断的轴,通过手控手轮中断轴选择信号予以选择。
每一刻度的移动量的最小单位为最小设定单位。
2.26.1
三维坐标变换模式中,旋转手动脉冲发生器时,在三维坐标变换后的坐标(程序坐标)中选择的手轮进给轴向,通过手
动脉冲发生器指令的移动量被叠加到基于自动运行的移动中。
2.26.1 (a)
2.27
在手动手轮进给或 JOG 进给下,除以往的沿各轴向(X,Y,Z 轴等)的 1 轴同时控制的进给外,还可执行下列进给操作。
沿着在 X-Y 平面、Y-Z 平面、Z-X 平面内的具有角度的直线的 2 轴同时控制的进给(直线进给)
沿着在 X-Y 平面、Y-Z 平面、Z-X 平面内的圆的 2 轴同时控制的进给(圆弧进给)
使用本功能时,需要将“手动手轮进给”设定为有效(参数 HPG(No.8131#0)=1)。使用 第 4 台或者第 5 台手动脉冲发生
器时,需要选择“第 4 台/第 5 台手动手轮进给”的选项。
进行控制的2个轴,必须是3个基本轴的任一个轴。
2.27 (a)
- 78 -
Page 99

B-64692CM/01 NC 功能 2. 运行操作
手轮同步进给
概述
表
空运行信号
DRN
手轮同步进给信号
HREV
切削进给速度
0
0
由程序指令的速度
0
1
与手动手轮的旋转同步的速度
1
0
空运行速度
1
1
空运行速度
限制事项
进行控制的轴的单位制
手动运行
每个轴不同的倍率
注释
注释
刀具的移动方向不受手动手轮的旋转方向的影响。即使使得手动手轮反向旋转,刀具也不会沿着移动过来的路
径反向移动。
手轮同步进给中,忽略来自手摇脉冲发生器的脉冲的符号。(取绝对值而使用。)因此,不管向哪一个方向旋
转,刀具也会沿着编程的路径而移动与旋转量对应的移动量。
带有
的手动手轮接口
2.28
自动运行时,在切削进给的程序段(直线插补(G01)、圆弧插补(G02,G03)等),刀具通常会以程序所指令的进给速度、
或者依赖于空运行速度的进给速度被进给,而通过本功能,则能以与手动手轮(手摇脉冲发生器)的旋转同步的进给速
度来进给刀具。
通过手动直线/圆弧插补信号、手动直线/圆弧插补用途选择信号选择与哪个手动手轮的旋转同步。
手轮同步进给时,对进给速度进行控制,以使切线方向的进给速度成为与手动手轮的旋转速度相应的速度。此时,手动
手轮每 1 脉冲的刀具的移动量(切线方向的移动量),由手动手轮进给移动量选择信号确定。
将切削进给的程序段的进给速度设定为由程序所指令的依赖于进给速度(F 指令)的进给速度,还是设定为依赖于空运
行速度的进给速度,以及是否设定为与手动手轮的旋转同步的进给速度,根据各信号的组合,如下表所示。也可以在程
序段的中途切换这些信号。
此外,通过设定参数,可以仅使得手动手轮的其中一个旋转有效。参数为 1 时,若将手轮旋转方向选择信号设为“0”,
就会使得手动脉冲发生器的旋转方向仅在 CW(顺时针方向)有效。此外,若将手轮旋转方向选择信号设定为“1”,就
会使得手动脉冲发生器的旋转方向仅在 CCW(逆时针方向)有效。
参数为 0 时,手动脉冲发生器的手轮旋转方向跟以往一样,两个方向都会有效。
-
进行控制的轴的单位制,取决于由参数 No.1031 选择的基准轴的设定。
-
本功能在手动运行下无效。
-
在执行本功能的过程中,不会对手动手轮的脉冲应用每个轴不同的倍率。
2.28 (a)
2.29
本机能可使用 NC 控制侧的手动脉冲发生器进行β伺服单元的手动手轮进给。手动脉冲发生器的脉冲通过 I/O Link 从 NC
控制通知β伺服单元。此外,通过切换参数,可以对手动脉冲发生器的脉冲的输出信号施加倍率。本机能仅可在外围设
备控制接口中使用。
FANUC SERVO MOTOR β series I/O Link
- 79 -
Page 100
2. 运行操作 NC 功能 B-64692CM/01
增量进给
表
增量进给的移动单位
设定单位
移动量单位
公制输入(mm)
英制输入(inch)
IS-A
0.01, 0.1, 1.0, 10.0
0.001, 0.01, 0.1, 1.0
IS-B
0.001, 0.01, 0.1, 1.0
0.0001, 0.001, 0.01, 0.1
IS-C
0.0001, 0.001, 0.01, 0.1
0.00001, 0.0001, 0.001, 0.01
注意
增量进给中,若是直径指定的轴,移动量即为直径值。
、手轮进给同模式
参考点位置信号输出功能
手控手轮回退
手动手轮回退辅助功能输出程序段反转动作
多路径用手动手轮回退功能
手动手轮回退功能的扩展
2.30
按下机床操作面板上的按钮,可以沿+或-方向定位指定的移动量。移动量的最小单位是最小设定单位。每步可以应用的
倍率为 10 倍、100 倍、1000 倍。此外,可以通过参数的设定,使倍率再增加 10 倍。下表为指令单位的一览。
2.31 JOG
通常,手动手轮,作为操作模式只有在选择了手动手轮进给模式时可以使用,而通过参数的设定,即便在 JOG 进给模式
中也可以进行手动手轮进给。
2.32
2.30 (a)
各轴的参考点建立后,在机床坐标系的坐标值与参考点位置一致的情况下,向 PMC 的 DO 信号输出信号。
当机床坐标系的坐标值与第 2 参考点一致时,向 PMC 的 DO 信号输出信号。
2.33
可以在自动运行中使用手动手轮(手动脉冲发生器),使程序正向移动或反向移动。通过实际上使机床动作的同时加以
执行,即可简单检测程序的错误等。
2.34
在手动手轮回退功能中,即使在相同程序段中指令了移动指令和辅助功能(M/S/T/B 代码)的情况下,也可进行反转动
作。
2.35
多路径系统的手动手轮回退功能中,再次执行正向移动动作时,可将全部路径的动作时机设定为与正向移动动作时相同。
2.36
手动手轮回退中,可以执行以往做不到的如下动作。
(1) 刚性攻丝的正向移动
(2) 螺纹切削的正向移动
(3) PMC 轴控制的正向移动
(4) Cs 轮廓控制轴中基于 G00 指令的定向动作的反向移动
(5) 主轴间多边形加工的反向移动
(6) 均衡切削的反向移动
本功能包含在“多路径用手轮回退”的选项中。
- 80 -
 Loading...
Loading...