


80800C
INSTRUCTIONS, ENGINEER‘S AND ILLUSTRATED PARTS
MANUAL
INSTRUCCIONES, MANUAL DEL INGENIERO Y LISTADO
ILUSTRADO DE PARTES
CLASS 80800 - SEWING MACHINES FOR
CLOSING FILLED BAGS
ESTILO 80800 - MAQUINAS PARA CERRAR
SACOS LLENADOS
MANUAL NO. / CATALOGO NR. G285
FOR STYLES / PARA ESTILOS
80800C, D, E, H, HA

MANUAL NO. G285
INSTRUCTIONS FOR 80800 SERIES MACHINES
INSTRUCCIONES PARA MAQUINAS ESTILO 80800
CATALOGO NR. G285E
Fourth Edition Copyright 2003
by
Union Special GmbH Rights Reserved in All Countries
Printed in Germany
PREFACE
This manual has been prepared to guide you while
operating 80800 series machines and arranged to simplify ordering wear and spare parts.
This manual explains in detail the proper settings for
operation of the machines. Illustrations are used to show
the adjustments and reference letters are used to point
out specific items discussed.
Careful attention to the instructions and cautions for
operating and adjusting these machines will enable you
to maintain the superior performance and reliability designed and built into every Union Special bag closing
machine.
Adjustments and cautions are presented in sequence so
that a logical progression is accomplished. Some adjustments performed out of sequence may have an adverse
effect on the function of the other related parts.
This manual has been comprised on the basis of available information. Changes in design and / or improvements may incorporate a slight modification of configuration in illustrations or cautions.
On the following pages will be found illustrations and
terminology used in describing the instructions and the
parts for your machine.
por Union Special GmbH Derechos Reservados en
Cuarta Edicion © 2003
todos los países
Impreso en Alemania
INTRODUCCION
Este manual fue preparado para guiar al usuario en la
operación de maquinas de la serie 80800 y ayudar a
simplificar la elaboración de los pedidos de los repuestos.
Este manual explica detalladamente los ajustes para la
operación de la maquina. Las ilustraciones sirven para
demostrar los ajustes y las letras en referencia indican
los puntos específicos discutidos.
Una cuidadosa atención a las instrucciones y las
precauciones operando y ajustando estas maquinas le
va a permitir mantener el mejor funcionamiento y la
confiabilidad que caracteriza las maquinas cerradoras
de sacos de Union Special.
Los ajustes y precauciones son presentados en
secuencia para que se consiga una progresión lógica.
La ejecución de algunos ajustes fuera de la secuencia
puede causar un efecto adverso para el funcionamiento
de otras partes relacionadas.
Este manual se comprende a base de la información
actual. Cambios en diseño y/o mejoras pueden significar
leves modificaciones de la configuración de las
ilustraciones o precauciones.
En las paginas siguientes se encuentran ilustraciones y
terminologías usadas en la descripción de las
instrucciones y las piezas de la maquina.
In addition to the instructions and to the mandatory rules
and regulations for accident prevention and environmental
protection in the country and place of use of the machine
/ unit, the generally recognized technical rules for safe
and proper working must also be observed.
The instructions are to be supplemented by the respective
national rules and regulations for accident prevention and
environmental protection.
Adicionalmente a las instrucciones, las reglas y
regulaciones obligatorias para prevenir accidentes y la
protección ambiental del país y lugar donde se encuentra
la maquina/unidad, hay que considerar las reglas técnicas
para un trabajo seguro y adecuado.
Las instrucciones hay que complementarlas con las
respectivas reglas y regulaciones nacionales contra
accidentes y protección del ambiente.
2

TABLE OF CONTENTS
PREFACE
INTRODUCCION
IDENTIFICATION OF MACHINES, STYLES OF MACHINES
IDENTIFICACION DE LAS MAQUINAS, ESTILOS DE MAQUINAS
TABLA DE CONTENIDOS
Page
Seite
2
4
SAFETY RULES
REGLAS DE SEGURIDAD
NOISE EMISSION
EMISION DE RUIDO
OILING DIAGRAM, LUBRICATION AND OPERATION, NEEDLES, THREADING
DIAGRAMA DE LUBRICACION, LUBRICACION Y OPERACION, AGUJAS, DIAGRAMA PARA ENHEBRAR
THREADING THE MACHINE
ENHEBRANDO LA MAQUINA
ADJUSTING INSTRUCTIONS
INSTRUCCIONES DE AJUSTE
ORDERING WEAR AND SPARE PARTS
PEDIDOS DE REPUESTOS
EXPLODED VIEWS AND DESCRIPTION OF PARTS
ILUSTRACIONES Y DESCRIPCIONES DE PIEZASla
BUSHINGS AND OILING PARTS
BOCINAS Y PUNTOS DE LUBRICACION
CLOTH PLATES AND MISCELLANEOUS COVERS
TAPA FRONTAL Y OTRAS TAPAS
THREAD TENSIONS, THREAD GUIDES AND NEEDLE BAR GUARD
TENSIONES DE HILO, GUIA HILOS Y PROTECTOR DE LA BARRA DE LA AGUJA
NEEDLE BAR, NEEDLE LEVER, CRANKSHAFT, PULLEY, LOOPER DRIVE AND LOOPER
AVOID ECCENTRIC
BARRA DE LA AGUJA, PALANCA DE MOVIMIENTO DE LA AGUJA, CIGUENAL, VOLANTE, EXCENTRICAS
DEL ACCIONAMIENTO DEL LOOPER
NEEDLE LEVER ASSEMBLY FOR STYELS 80800E AND H
CONJUNTO DE LA PALANCA DE MOVIMIENTO DE LA AGUJA PARA ESTILOS 80800E UND H
THREAD CHAIN CUTTER KNIVES AND CHAIN CUTTER KNIFE DRIVE FOR STYLES 80800C, D AND E
CUCHILLAS CORTADORAS DE CADENETA Y ACCIONADOR DE LA CUCHILLA PARA ESTILOS 80800C, D UND E
LOOPER AVOID ECCENTRIC FORK, LOOPER, LOOPER DRIVE LEVER AND ROCKER,
LOOPER THREAD CAST-OFF
HORQUILLA PARA LA EXCENTRICA DEL LOOPER, LOOPER, ACCIONAMIENTO DEL LOOPER Y
ALIMENTADOR DEL HILO DEL LOOPER
FEED MECHANISM
DIENTES DEL ARRASTRE
PRESSER BAR, PRESSER BAR SPRING AND PRESSER FOOT LIFTER PARTS
BARRA DEL PRENSA TELA, RESORTES DE LA BARRA DEL PRENSA TELA, PIEZAS PARA LEVANTAR EL PRENSA
TELA
TAPE CUTTER FOR STYLES 80800H AND HA
CORTADOR DE CINTA PARA ESTILOS 80800H UND HA
PRESSER FEET, THROAT PLATES AND FEED DOGS
PRESNSATELAS, PLACAS DE AGUJA Y DIENTES DE ARRASTRE
TAPE REEL ASSEMBLY FOR STYLE 80800HA
PORTA CINTA PARA ESTILOS 80800HA
TAPE FOLDER FOR STYLE 80800HA, MACHINE FASTENING SCREWS
DOBLADILLADORES PARA ESTILOS 80800H, TORNILLOS PARA FIJAR LA MAQUINA
ACCESSORIES AND ADDITIONAL ACCESSORIES FOR MOUNTING THE SEWING MACHINE ON
FORMER BAG CLOSING COLUMNS WITHOUT TRAVERSE
ACCESORIOS Y ACCESORIOS ADICIONALES PARA MONTAR LA MAQUINA EN COLUMNAS ANTERIORES SIN
TRAVESAÑO
NUMMERICAL INDEX OF PARTS
INDICE NUMERICO DE PIEZAS
5
6
6 - 7
8
9 - 15
16
17 - 41
18 - 19
20 - 21
22 - 23
24 - 25
26 - 27
26 - 27
28 - 29
30 - 31
32 - 33
34 - 35
36 - 37
38 - 39
38 - 39
40 - 41
42 - 43
3

IDENTIFICATION OF MACHINES
Each UNION SPECIAL machine is identified by a Style number, which
on this Class machine is stamped into the Style plate affixed to the
right front of machine. Serial number is stamped into bed casting at
the right front base of machine.
IDENTIFICACION DE LAS MAQUINAS
Cada maquina UNION SPECIAL está identificada con un numero de
estilo, que en este tipo de maquina esta estampado en una placa que
está fijada en la parte derecha frontal de la maquina. El número del
serial está troquelado en la base frontal de la carcasa.
STYLES OF MACHINES
High performance sewing machines with mechanically driven thread
chain resprectively tape cutters. For closing filled bags and sacks
made of jute, cotton, paper, plastic or woven polypropylene tapes as
well as bituminized or foil laminated materials.
Equipped with guides for application of filler cord sealing the needle
punctures.
Foot switch controlled starting and stopping of the sewing machine.
For cutting, the thread chain has to be guided to the thread chain
cutter of the machine. On styles with tape cutter, thread chain with
binding tape are cut automatically.
One Needle, High Throw, Manual Lubrication, Lateral Looper Travel,
Plain Feed.
80800C Sewing machine for closing filled bags and sacks of all kinds
with a two thread double locked stitch. With mechanically driven
thread chain cutter. Presser foot with spring loaded chaining section.
Seam Specification: 1.01.01/401* (401 SSa-1**)
Stitch range: 2 1/2 to 4 S.P.I. (6.5 to 11 mm)
Standard setting: 3 S.P.I. (8 mm)
Capacity under presser foot: 7/16" (11 mm), adjustable
up to 5/8" (16 mm)
Sewing capacity on paper bags: up to 32 plies of paper
Working dia. of handwheel: 4 1/4" (108 mm)
Maximum speed: up to 1800 stitches/min., depending on
stitch length and speed of conveyor as well as
on operation and material.
80800D same as style 80800C, but single thread chain stitch, seam
specification 1.01.01/101* (101 SSa-1**).
80800E same as style 80800C, except presser foot with flat bottom
without spring loaded chaining section.
80800HA Sewing machine for closing filled bags and sacks made of
paper or plastic foil (minimum thickness of foil .007" (0.18 mm)
with a two thread double locked stitch, and simultaneously binding
the bag mouth with a 2 in. to 2 1/2 in. (60 to 63 mm) wide crepe
paper or plastic tape (folder adjustable).
Feeler controlled, mechanically operated tape cutter, which is set
so, that the projecting tape on both ends of the bag is approx. 3/4
in. (20 mm) long after cutting.
Seam specification: 3.01.01/401* (401 BSa-1**)
Stitch range: 2 1/2 to 3 S.P.I. (6,5 to 8 mm)
Standard setting: 3 S.P.I. (8 mm)
Capacity under presser foot: 9/32" (7 mm)
Sewing capacity on paper bags: up to 24 plies of paper
Working dia. of handwheel: 4 1/4" (108 mm)
Maximum speed: up to 1800 stitches/min., depending on
stitch length and speed of conveyor, as
well as on operation and material.
80800H same as 80800HA, except without tape folder and tape reel.
Working dia. of handwheel:6 in. (152 mm)
Tape folder and tape reel parts kit No. 29480XR is an extra order
and charge item. Folder adjustable for tape widths from 2 1/8 to 2
1/2 in. (54 to 63 mm).
ESTILOS DE MAQUINA
Las maquinas son de alto rendimiento con cortador de cadeneta o
cinta accionado mecanicamente al final de la costura. Las maquinas
son para cerrar bolsas y sacos hechos de yute, algodón, papel, plástico
o polipropileno tejido y material de betún o laminado.
Las maquinas están equipadas con guías para la aplicación de cordeles
para sellar los huecos causados por la aguja.
El arranque y la parada de la maquina se controla mediante un
interruptor de pie. Para cortar la cadeneta, esta debe ser guiada a la
cuchilla de corte de la maquina. Para los estilos con cortador de cinta,
la cadeneta y la cinta seran cortados automaticamente.
La maquina tiene una aguja, largo recorido de la aguja, lubricación
manual, recorrido lateral del looper y transporte simple.
80800C cerradora de sacos llenos y sacos de todo tipo con costura
de cadeneta de dos hilos.
Equipada con mecanismo cortador de cadeneta.
Prensatelas con sección de resorte encadenado.
Tipo de costura: 1.01.01/401* (401 SSa-1**)
Largo de la puntada: 2 ½ a 4 S.P.I. (6,5 a 11 mm)
Ajuste normal: 3 S.P.I. (8 mm)
Capacidad debajo del pie: 7/16" (11 mm), ajustable hasta
5/8" (16 mm)
Capacidad para sacos de papel : hasta 32 pliegos
Diámetro del volante: 4 ¼“ (108 mm)
Velocidad máxima: hasta 1800 puntadas/min., dependiendo del largo
de la puntada, velocidad de la cinta transportadora y la operación y
el material.
80800D idéntica a la 80800C, pero con costura de cadeneta de un
solo hilo, tipo de costura 1.01.01/101* (101 SSa-1**).
80800E idéntica a la 80800C, pero con prensatelas plano sin sección
de resorte encadenado.
80800HA cerradora de sacos llenos y sacos de papel o laminado de
plástico (grosor mínimo 0,18 mm) con costura de cadeneta de dos
hilos, aplicando simultáneamente una cinta autoadhesiva de 2" (50
mm) o 2 cintas de 3/8" (60 mm) sobre la boca del saco y la costura,
sellando de esta manera la costura de herméticamente.
(Dobladillador ajustable).
Cortador de cinta mecanico controlado por palpador, que permite
que la cinta a ambos lados del saco tenga aprox. 3/4“ (20 mm) de
largo despues de cortada..
Tipo de costura: 3.01.01/401* (401 BSa-1**)
Largo de la puntada: 2 1/2 a 3 S.P.I (6,5 a 8 mm)
Ajuste normal: 3 S.P.I. (8 mm)
Capacidad debajo del pie: 9/32" (7 mm)
Capacidad para sacos de papel : hasta 24 pliegos
Diámetro del volante: 4 ¼“ (108 mm)
Velocidad máxima: hasta 1800 puntadas/min., dependiendo del largo
de la puntada, velocidad de la cinta transportadora y la operación y
el material.
80800H idéntica a la 80800HA, pero sin dobladillador de cinta y sin
portacintas.
Diámetro del volante: 6“ (152 mm)
Dobladillador de cinta y porta cintas, Parte No. 29480XR contra
pedido y tiene un costo adicional. Dobladillador ajustable de cinta
con anchos de 2 1/8“ hasta 2 1/2 „ (54 a 63 mm).
TYPES OF BAG CLOSURES
* according to ISO4916 and 4915
** according to FED. STD. No. 751a (USA)
DIFERENTES MANERAS DE CERRAR LOS SACOS
* De acuerdo con ISO4916 y 4915
** De acuerdo con FEDERAL STANDARD No.
4
751a (USA)

SAFETY RULES
INDICACIONES DE SEGURIDAD
1. Before putting the machine described in this manual into
service, carefully read the instructions. The starting of
each machine is only permitted after taking notice of the
instructions and by qualified operators.
IMPORTANT! Before putting the machine into service,
also read the safety rules and instructions from the motor
supplier.
2. Observe the national safety rules valid for your country.
3. The sewing machine described in this instruction manual
is prohibited from being put into service until it has been
ascertained that the sewing units which these sewing
machines will be built into, have conformed with the
provisions of EC Machinery Directive 98/37/EC, Annex II
B.
The machine is only allowed to be used as foreseen. The
foreseen use of the particular machine is described in
paragraph STYLE OF MACHINE of this instruction manual.
Another use, going beyond the description, is not as
foreseen.
4. All safety devices must be in position when the machine
is ready for work or in operation. Operation of the machine
without the appertaining safety devices is prohibited.
5. Wear safety glasses.
6. In case of machine conversions and all valid safety rules
must be considered. Conversions and changes are made
at your own risk.
7. When doing the following machine has to be disconnected from the power supply by turning off the main
switch or by pulling out the main plug.
7.1 When threading needle(s), looper, spreader
etc.
7.2 When replacing any parts such as needle(s),
presser foot, throat plate, looper, spreader,
feed dog, needle guard, folder, fabric guide
etc.
7.3 When leaving the workplace and when the
work place is unattended.
7.4 When doing maintenance work.
7.5 When using clutch motors without actuation
lock, wait until motor is stopped totally.
8. Maintenance, repair and conversion work (see item
7) must be done only by trained technicians or special
skilled personnel under condsideration of the instructions.
Only genuine spare parts approved by Union Special have
to be used for repairs.
1. Antes de poner en marcha las maquinas descritas en este
manual, hay que leer cuidadosamente las instrucciones. El
arranque de cada maquina solamente se permite después de
haber leído las instrucciones y por personal calificado.
IMPORTANTE! También hay que leer las reglas de seguridad
y las instrucciones del fabricante del motor.
2. Observe las reglas nacionales de seguridad que rigen para
su país.
3. No se puede poner en marcha la maquina descrita en este
manual hasta que se confirme que la unidad de coser esta
conforme con el reglamento del Directivo de las Maquinas de
la Comunidad Europea 98/37/EC, Anexo II B.
La maquina solamente se puede utilizar para su uso previsto.
El uso previsto esta descrito en el capitulo ESTILO DE
MAQUINAS de este manual de instrucciones. Otro uso,
diferente de la descripción, no esta previsto.
4. Todos los dispositivos de seguridad tienen que estar en su
sitio cuando la maquina este lista para trabajar u operando.
La operación de la maquina sin los dispositivos de seguridad
esta prohibida.
5. Utilice lentes de seguridad.
6. En el caso de una modificación de la maquina hay que tomar
en cuenta las reglas de seguridad. Modificaciones y cambios
corren por su riesgo.
7. Para las siguientes maniobras hay que desconectar la
maquina del suministro eléctrico apagando el interruptor
principal o desconectando el enchufe principal:
7.1 Enhebrando las agujas, looper, etc.
7.2 Reemplazando piezas como agujas, pie prensa tela,
placa de aguja, looper, diente de arrastre, guar da aguja, dobla dillador, etc.
7.3 Cuando salga de su puesto de trabajo y no se
encuentre nadie para atender la maquina.
7.4 Durante trabajos de mantenimiento.
7.5 Si esta utilizando motores de embrague, espere
hasta que el motor se detenga totalmente.
8. Mantenimiento, reparación y trabajos de conversión (vease
No. 7) solamente pueden ser efectuados por técnicos
entrenados o personal especializado bajo consideración de
las instrucciones.
Solamente repuestos originales y aprobados por Union
Special pueden ser utilizados para reparaciones.
9. Any work on the electrical equipment must be done
by an electrician or under direction and supervision
of special skilled personnel.
10. Work on parts and equipment under electrical power is
not permitted. Permissible exceptions are described in
the applicable section of standard sheet EN 50110 /
VDE 0105.
9. Cualquier trabajo con el equipo eléctrico tiene que ser
ejecutado por un electricista o bajo la supervisión de personal
especialmente entrenado.
10. No esta permitido trabajar en piezas y equipos con la
electricidad conectada. Excepciones permitidas están
descritas en EN 50110 / VDE 0105.
5
NOISE EMISSION
EMISION DE RUIDO
Equivalent continuous A-weighted sound pressure
level (L
10821-CB-M1 at 1400 RPM and 50 % duty cycle.
) at workstation: 81 dB(A) according to ISO
pAd
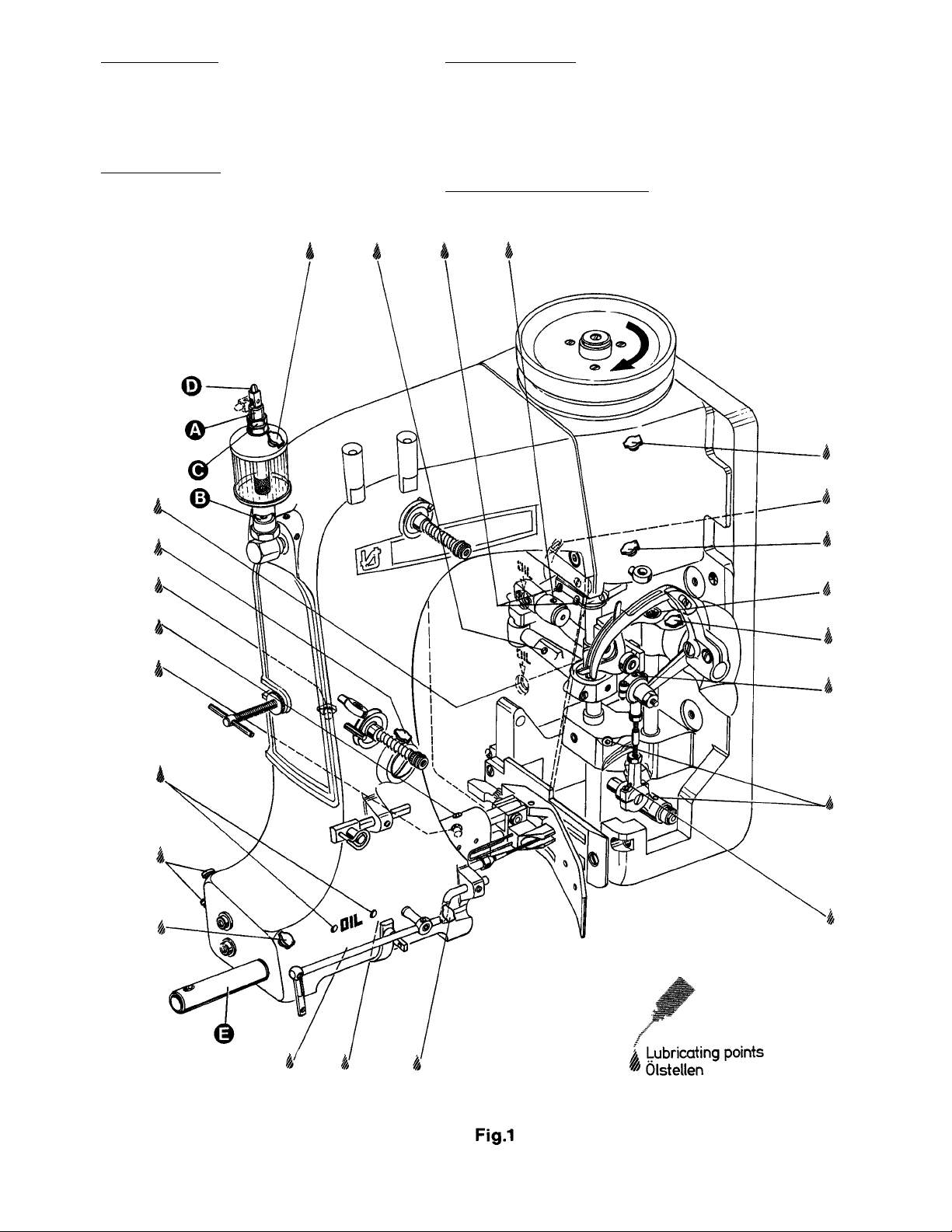
OILING DIAGRAM
Nivel de la intensidad del sonido en la estación del trabajo: 81
dB (A) segun ISO 10821-CB-M1 con 1400 revoluciones y 50%
del ciclo del trabajo.
DIAGRAMA DE LUBRICACION
6

LUBRICATION AND OPERATION
LUBRICACION Y OPERACIÓN
The machines of class 80800 have to be cleaned and lubricated
twice a day before the morning and afternoon start on the
lubricating points indicated on the oiling diagram (Fig. 1). The
sight feed oiler has to be kept filled and should be adjusted so
that it feeds two to three drops of oil per minute. The oiler has to
be refilled latest, when 2/3 of the oil is used up.
For lubrication we recommend "Mobil Oil DTE Medium" or
equivalent, which can be purchased from UNION SPECIAL
CORPORATION in 1/2 liter containers under part number
G28604L, or in 5 liter containers under part no. G28604L-5.
Before operating a new machine for the first time, the needle bar
guard (E, Fig. 1) and the sight feed oiler, which come with the
accessories of the machine, have to be screwed in. The sight
feed oiler has to be adjusted. All lubricating points, indicated on
the oiling diagram (Fig. 1), have to be oiled.
For adjusting fill the sight feed oiler half-way with oil and turn the
metering pin (A, Fig. 1) a little bit out and then turn it in, until
there will flow approx. two drops of oil per minute. This can be
checked on the sight glass (B, Fig. 1). Secure the setting of the
metering pin with lock nut (C, Fig. 1). Fill the oiler.
Repeat the oiling of a new machine after 10 minutes of operation!
When the machine is out of operation, the oil flow can be stopped
by tilting the lever (D, Fig. 1) on the sight feed oiler.
IMPORTANT! The oil flow has to be switched on again before
operating the machine.
NEEDLES
Each needle has both a type and size number. The type number
denotes the kind of shank, point, length, groove, finish and other
details. The size number, stamped on the needle shank, denotes
largest diameter of blade, measured in hundredths of a millimeter
respectively in thousandths of an inch, midway between shank
and eye. Collectively, type and size number represent the
complete symbol, which is given on the label of all needles
packaged and sold by UNION SPECIAL.
The standard needle for machines covered in this manual is
9848G250/100.
For closing bags made of plastic or woven polypropylene tapes
it is recommended to use needle type 9856T with teflon coating.
Below are the descriptions and available sizes:
Type No. Description and sizes
9848G Round shank, square point, double groove,
spotted, chromium plated.
Sizes available: 150/060, 170/067, 200/080,
250/100, 300/120, 400/156.
9856T Round shank, round point, double groove,
spotted, teflon-coated.
Sizes available: 200/080, 250/100.
Selection of proper needle size is determined by size of thread
used. Thread should pass freely through needle eye in order to
produce a good stitch formation.
To have needle orders promptly and accurately filled, an empty
package, a sample needle or type and size number should be
forwarded. Use description on label. A complete order would read:
"100 needles, Type 9848G, Size 250/100".
THREADING
Thread machine as illustrated in Fig. 2.
When threading the looper, be sure the thread goes through the
front eyelets, over the take-up and through the back eyelet before
threading the looper.
Las maquinas de la clase 80800 tienen que ser limpiadas y
lubricadas dos veces al día antes del turno de la mañana y de la
tarde en los puntos de lubricación indicados en el diagrama de
lubricación (Fig. 1). El deposito del aceite hay que mantener lleno y
debe estar ajustado para que suelte dos a tres gotas de aceite por
minuto. El deposito de aceite debe ser rellenado cuando 2/3 del
aceite fue gastado.
Para la lubricación recomendamos „Mobil Oil DTE Medium“ o su
equivalente, que puede ser adquirido de UNION SPECIAL
CORPORATION en envases de ½ litro bajo el P/P No. G28604L, o
en envases de 5 litros bajo el P/P No. G28604L-5.
Antes de operar la maquina por la primera vez, el protector de la
barra de la aguja (E, Fig. 1) y el deposito del aceite, que están en
los accesorios de la maquina, tienen que ser fijados en la maquina.
El deposito de aceite tiene que ser ajustado. Todos los puntos de
lubricación, indicados en el diagrama de lubricación (Fig. 1) hay
que lubricarlos.
Para el ajuste llene el deposito hasta la mitad con aceite y ajuste el
pasador de medición (A, Fig. 1) hasta que salgan aprox. dos gotas
de aceite por minuto. Esto puede ser revisado en el visor (B, Fig.
1). Asegure la posición del pasador de medición con la tuerca (C,
Fig. 1). Llene el deposito con aceite.
Repita la lubricación de una nueva maquina después de 10 minutos
de operación!.
Cuando la maquina no esta operando, se para el flujo del aceite
doblando la palanca (D, Fig. 1) del deposito.
IMPORTANTE: Acuérdese de activar el flujo del aceite otra vez
de arrancar la maquina.
AGUJAS
Cada aguja tiene un numero del tipo y del grosor. El numero del
tipo determina el cabo, la punta, el largo, la ranura, la determinación
y otros detalles. El numero del grosor, troquelado en el cabo de la
aguja, significa el diámetro máximo de la aguja, expresado en
centésimos de un milímetro o milésimos de pulgada, entre el cabo
y el ojo de la aguja. En conjunto los números del tipo y del grosor
representan el símbolo completo, que aparece en la etiqueta de los
empaques de las agujas, que vende UNION SPECIAL.
La aguja común para las maquinas de este manual es la 9848G250/
100.
Para cerrar sacos de plástico o polipropileno tejido se recomienda
el uso de la aguja tipo 9856T con recubrimiento de teflon.
A continuación encuentra la descripción y los grosores disponibles::
Tipo numero: Descripción y grosores
9848G Cabo redondo, punta cortante, doble ranura,
cromado.
Grosores disponibles: 150/060, 170/067, 200/080,
250/100, 300/120, 400/156.
9856T Cabo Redondo, punta redonda, doble ranura,
recubrimiento de teflon.
Grosores disponibles: 200/080, 250/100.
La selección de la aguja apropiada esta determinada por el grosor
del hilo utilizado. El hilo debería pasar libremente por el ojo de la
aguja, para permitir una buena formación de la puntada.
Para asegurar que los pedidos de las agujas se cumplan rápido y
correctamente, se recomienda enviar un empaque vacío, una
muestra de una aguja o indicar los números del tipo o del grosor.
Un pedido completo seria: „100 agujas, tipo 9848G, grosor 250/
100“.
ENHEBRAR
Enhebre la maquina como se demuestra en la Fig. 2.
Cuando enhebre el looper, asegúrese que el hilo pase por los ojetes
frontales, encima del alimentador y por el ojete trasero antes de
pasarlo por el looper.
antes
7
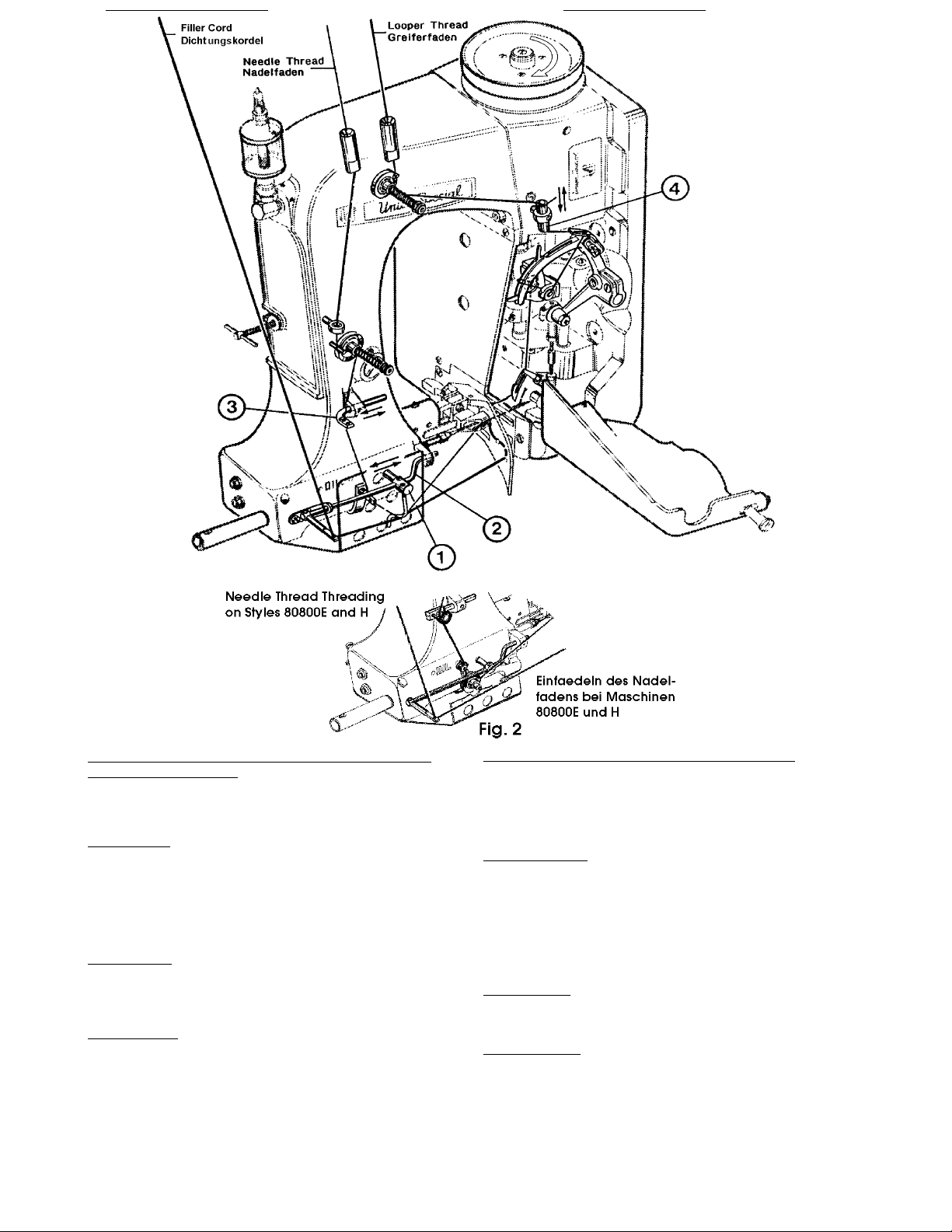
THREADING THE MACHINE EHEBRAR LA MAQUINA
ADJUSTING AND THREADING INSTRUCTION FOR THE
THREAD GUIDING PARTS
Proper adjustment of the thread guides and thread take-ups ensures a durable seam and consequently tight closure of the bags.
Needle Thread: Basic adjustment see Adjusting Instructions. Shift
needle thread take-up • (80865 MX) on support ‚(80865PX) as
well as needle thread guide ƒ (80858AX) on the machine housing for proper control of the needle thread. The above mentioned
parts should be adjusted so that the needle thread, when slung
around the looper blade, is controlled before the needle enters
the thread triangle.
Looper Thread: Shift looper thread guide „ (80858BX2) so, that
depending on the stitch length a sufficient amount of looper thread
is available for setting the next stitch.
Important Note: The above needle thread take-ups cannot be
used on machines with long needle bar connection (e.g. 80659
or 29774D) which should be exchanged against the short needle
bar connection 80659B together with thread guide G334. The
threaded hole required for mounting bracket 80865QX of needle
thread take up support 80865PX will already be provided in all
future machines.
AJUSTE E INSTRUCCIONES PARA LOS GUIA HILOS
El ajuste correcto de los guía hilos y de los alimentadores asegura
una costura duradera y por consiguiente un firme cierre de los
sacos.
Hilo de la aguja: Vea el ajuste básico en Instrucciones de
ajustes.
Mueva el alimentador del hilo de la aguja (1) (80865MX) en su
soporte (2) (80865PX) igual como el guía hilo (3) (80858AX) en
la carcasa para el control apropiado para el hilo de la aguja. Las
piezas antes mencionadas deberían ser ajustadas en tal manera
para que el lazo del hilo de la aguja que se forma alrededor del
looper este controlado antes de que la aguja entre en el triángulo.
Hilo del looper: Mueva el guía hilo del looper (4) (80858BX2) en
tal manera que dependiendo del largo de la puntada haya
suficiente hilo para la próxima puntada.
Nota Importante: Los alimentadores de hilo arriba mencionados
no se pueden utilizar en maquinas con una conexión larga de la
barra de la aguja (por ejemplo 80669 o 22774D) las cuales
deberían ser cambiadas por una conexión corta 80669B en
conjunto con un guía hilo G334. El hueco con rosca requerido
para el soporte de montaje 80865QX del soporte del alimentador
80865PX se encontrara en todas las futuras maquinas.
8

ADJUSTING INSTRUCTIONS
INSTRUCCIONES DEL AJUSTE
NOTE: Instructions stating direction or location, such as right,
left, front or rear of machine, are given relative to
mechanic's position in front of the machine, when the
machine is placed on an adjusting table, with the pulley to
the right and the needle bar in vertical position. The pulley
rotates clockwise, in operating direction; when viewed from
the right end of the machine.
INSERTING THE NEEDLE
Before adjusting the machine, insert a new needle with the shank
as far as possible into the needle bar. The long needle groove
must point to the front (toward the operator). Tighten the needle
clamp nut securely. Use the single ended open jaw wrench part
No. 21388 from the accessories of the machine.
SETTING THE LOOPER
Remove the presser foot, throat plate and feed dog and on styles
80800H and HA also the needle guard for convenient access to
the machine. On styles 80800C, D and E loosen the screw (A,
Fig. 3) in the feed bar (B) and push the feed bar needle guard (C)
to the rear to avoid its contacting the needle (D).
For the two thread double locked stitch styles 80800C, E, H and
HA, set the looper connecting rod (E) so the distance (X, Fig. 4)
between the center lines of the two ball joints is 69.8 mm (2 3/4").
The dimension (X, Fig. 4) should be 68.3 mm ( 2 11/16) on the
single thread chain stitch style 80800D. For adjustment loosen
the two nuts (F, Fig. 3) and turn connecting rod (E) forward or
backward as required to obtain specified dimension, retighten nuts
(F).
NOTE: The left nut has a left hand thread.
Set the looper (G) so the distance from the centerl ine of the needle
(D) to the looper (G) is 8 mm (5/16") when the looper is at its
farthest position to the right. Looper gauge No. 21225-5/16 can
be used advantageously in making this adjustment. For adjustment
loosen screws (H) in the looper drive lever (J), reposition as required
to obtain specified dimension and retighten screws (H) assuring
that all end play is taken out of the looper drive lever rocker shaft.
Check to insure a clearance of approx. 1 mm (.040") between the
point of the looper and the bed end cover when the looper is at its
extreme left position. Should the looper strike the bed end cover,
recheck the distance between center lines of ball joints and the
looper gauge distance as described above.
NOTA: Todas las indicaciones como derecho, izquierdo, adelante o
atrás, se refieren a la posición del mecánico en frente de la
maquina, con la maquina puesta en una mesa de trabajo,
con el volante a la derecha y la barra de la aguja en posición
vertical. El volante gira en sentido de reloj para la operación,
desde el punto de vista del lado derecho de la maquina.
INSERTAR LA AGUJA
Antes de ajustar la maquina debe insertar una nueva aguja con el
cabo de la aguja en la barra de la aguja. Las ranuras de las agujas
deben estar hacia adelante (hacia el operador). Apriéte la tuerca
que fija la aguja firmemente. Utilíze la llave P/P No. 21388 de los
accesorios de la maquina.
AJUSTE DEL LOOPER
Quite el pie prensa tela, la placa de la aguja y el diente de arrastre
y en las maquinas 80800H y HA también el guarda aguja para tener
mejor acceso a la maquina. En los estilos 80800C, D y E suelte el
tornillo (A, Fig.3) en la barra de alimentación B y mueva el guarda
aguja (C) en la barra de alimentación hacia atrás para evitar que
tenga contacto con la aguja (D).
Para las maquinas de dos hilos como 80800C, E, H y HA ajuste la
barra del looper (E) para que la distancia (X, Fig. 4) entre los centros
de las junturas tenga una distancia de 69,8 mm (2 3/4"). Esta
distancia (X, Fig. 4) debería ser 68,3 mm (2 11/16) en las maquinas
de un solo hilo 80800D. Para ajustarlo suelte las dos tuercas (F,
Fig. 3) y gire la barra (E) hacia adelante o hacia atrás para conseguir
la distancia requerida. Apriete nuevamente las tuercas (F).
NOTA: La tuerca izquierda tiene una rosca izquierda.
Ponga el looper (G) de manera tal que la distancia entre el medio de
la aguja (D) al looper (G) sea de 8 mm (5/16) cuando el looper se
encuentre en su posición a la extrema derecha. El calibrador P/P
No. 21225-5/16 puede ser utilizado para un ajuste preliminar. Para
ajustar suelte los tornillos (H) en la palanca (J) del looper, mueva la
palanca para obtener la distancia requerida y apriete los tornillos
(H), asegurando que la barra del accionamiento del looper no tenga
juego. Asegure que haya una distancia de aprox. 1 mm (.040") entre
la punta del looper y la tapa final de la maquina cuando el looper se
encuentre en su posición de la extrema izquierda. Si el looper tocaría
la tapa, revise otra vez la distancia entre los centros de las junturas
y la distancia entre el looper y la aguja como se ha descrito
anteriormente.
Rotate the machine pulley in operating direction so that the looper
moves from right to left. The looper point should pass as close as
possible to the back of the needle without contacting 0.08 to 0.13
mm (.003 to .005") clearance. For adjustment loosen screws (A,
Fig. 4) in the looper eccentric fork (B) and turn looper rocker shaft
(C) on the looper rocker forward or backward as required. Retighten
screw (A).
Gire el volante en sentido de operación para que el looper se mueva
desde la derecha hacia la izquierda. La punta del looper debería
pasar muy cerca detrás de la aguja sin tocarla – distancia 0.08 a
0,13 mm (.003 a .005"). Para lograr este ajuste debería soltar el
tornillo (A, Fig. 4) en la horquilla excéntrica (B) del looper y girar el
eje del looper (C) hacia adelante o hacia atrás. Apriete el tornillo (A)
otra vez.
Fig. 3
9
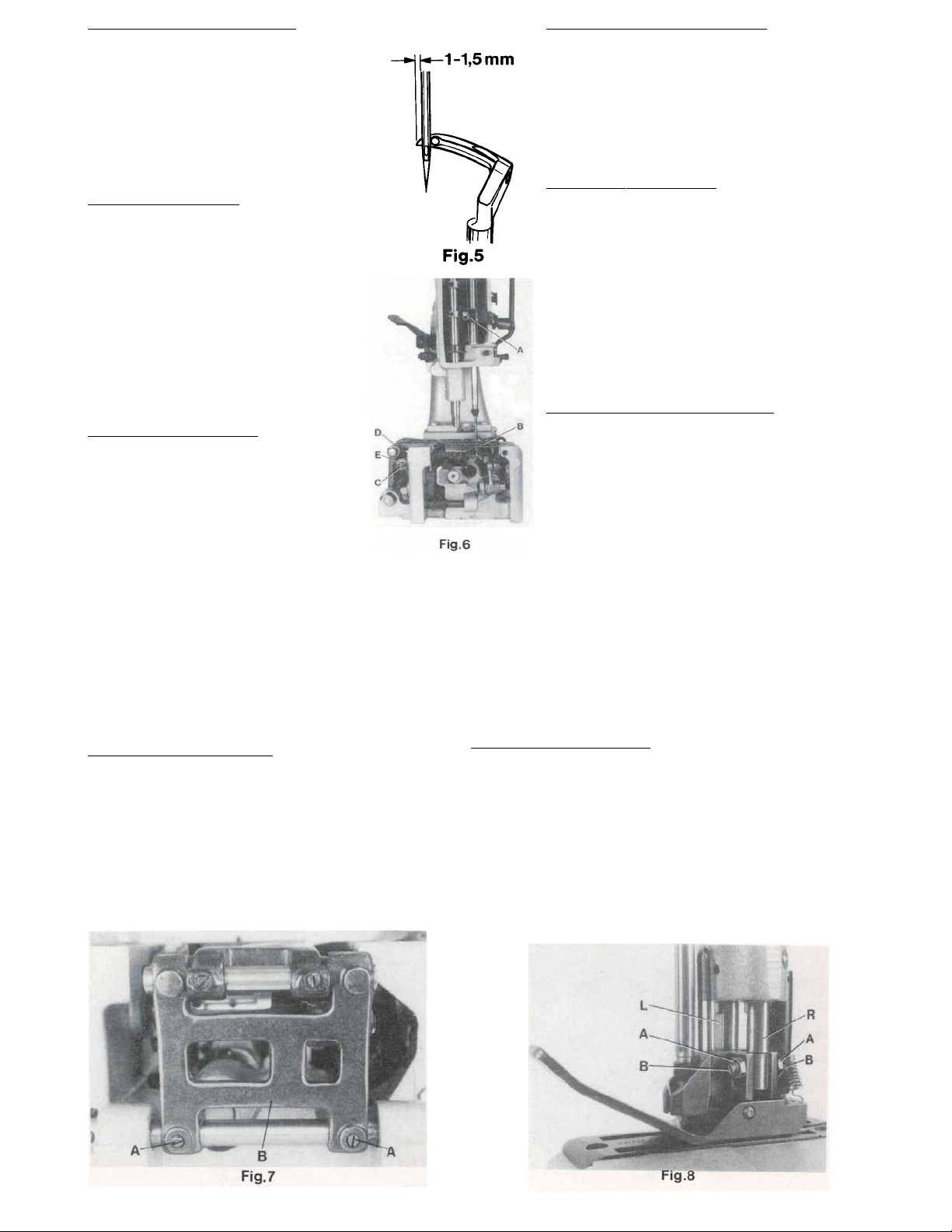
SETTING HEIGHT OF NEEDLE BAR
Remove the face cover on machine arm. Rotate
machine pulley in operating direction until the
looper point, moving to the left, projects 1 to 1.5
mm (.040" to .060") left of the needle (see Fig. 5).
Lower edge of looper and upper edge of needle
eye must be flush in this position. If adjustment is
necessary, loosen clamp screw (A, Fig. 6) in the
needle bar connection and move the needle bar
up or down, as required. Retighten screw (A) and
remount face cover.
SETTING THE FEED DOG
At highest point of feed dog travel, the feed dog
(B, Fig. 6) should be set so, that the rear teeth
project their full depth above the throat plate
surface. For setting remove the feed dog and
adjust the supporting screw (K, Fig. 3) on the top
of the feed bar to the required height. Remount
the feed dog, and on styles 80800H and HA also
the needle guard.
After loosening screws (A, Fig. 7) rear in the feed
rocker (B), the feed bar with feed dog can be
moved laterally to center the feed dog in the throat
plate slots, if required. Retighten screws (A).
CHANGING STITCH LENGTH
On styles 80800C, D and E stud (C, Fig. 6) for
chainging the stitch length is accessible from the
outside. On styles 80800H and HA the housing
for the tape cutter and the rear cloth plate have to
be removed for changing the stitch length.
AJUSTE DE LA BARRA DE LA AGUJA
Remueva la tapa frontal en el brazo de la maquina. Gire
el volante de la maquina en sentido de operación hasta
que la punta del looper pase 1 a 1,5 mm (.040" a .060")
la aguja (vea Fig. 5). En esta posición el borde inferior
del looper tiene que encontrarse en el limite superior del
ojo de la aguja. Si se requiere ajuste, suelte el tornillo (A,
Fig. 6) en la conexión de la barra de la aguja y mueva la
barra hacia arriba o hacia abajo como requerido. Apriete
el tornillo (A) y ponga la tapa frontal otra vez.
AJUSTE DEL ALIMENTADOR
En el punto mas alto del recorrido del alimentador, los
dientes del alimentador (B, Fig. 6) deberían
sobrepasar la placa de la aguja por la altura completa
de los dientes. Para lograr este ajuste remueva el
alimentador y ajuste el tornillo de soporte (K, Fig. 3)
en la parte superior de la barra de la alimentación a la
altura requerida. Monte el alimentador otra vez y en
los estilos 80800H y HA también el guarda aguja.
Después de haber soltado los tornillos (A, Fig. 7) en el
marco del transporte (B), la barra de alimentación con
el alimentador puede ser movido lateralmente para
centrar el alimentador en las ranuras de la placa de la
aguja, si haga falta. Apriete los tornillos (A).
AJUSTE DEL LARGO DE LA PUNTADA
En los estilos 80800C, D y E el perno (C Fig. 6) para
cambiar el largo de la puntada se accesa desde afuera.
En los estilos 80800H y HA se deben remover la
chumacera para el cortador de cinta y la plancha de
costura trasera para cambiar el largo de la puntada.
Remueva la tapa trasera.
The length of the stitch can be adjusted by raising or lowering the
stud (C, Fig. 6) in the segment slot of the feed rocker (D). Lowering
stud (C) will lengthen the stitch. After lossening nut (E), stud (C) can
be moved accordingly. When the desired stitch lenght is obtained,
retighten nut (E).
Remount housing for cutter and rear cloth plate on styles 80800H
and HA.
NOTE: Any change in stitch length will necessitate a
corresponding change in the needle guard
setting!
SETTING THE NEEDLE GUARD
The needle guard (C, Fig. 3) has to be set so, that it just contacts the
needle at its most forward point of travel, without deflecting it.
On styles 80800C, D and E loosen screw (A, Fig. 3) in the feed bar
(B) and adjust the needle guard (C) accordingly. Retighten screw
(A).
On styles 80800H and HA loosen the feed dog fastening screw and
move the needle guard accordingly. Retighten screw and make sure
that the feed dog rests on the supporting screw in the feed bar.
El largo de la puntada se ajusta moviendo el perno (C, Fig. 6) en la
ranura del eje oscilante (D). Bajando el perno (C) pone la puntada
mas larga y subiéndolo la pone mas corta. Después de aflojar la
tuerca (E), el perno (C) se deja mover. Cuando se logra el largo de
la puntada deseado, hay que apretar la tuerca (E) otra vez .
Vuelva a montar la chumacera para el cortador de cinta y la plancha
de costura en los estilos 80800H y HA.
NOTA: Después de cada cambio en el largo de la puntada, se debe
ajustar el guarda aguja!
AJUSTE DEL GUARDA AGUJA
Hay que ajustar el guarda aguja (C, Fig. 3) para que toque en su
movimiento hacia delante la aguja pero no la desvíe.
En los estilos 80800C, D y E suelte el tornillo (A, Fig. 3) en el soporte
del transportador (B) y ajuste el guarda aguja (C). Apriete el tornillo
(A) nuevamente.
En los estilos 80800H y HA suelte el tornillo que fija el alimentador
y mueva el guarda aguja. Apriete el tornillo otra vez y asegúrese
que el alimentador reposa en el tornillo de soporte de la barra de la
alimentación.
10
MOUNTING AND SETTING THE PRESSER FOOT
AJUSTE DEL PIE PRENSA TELA
Remove the needle and rotate the pulley until the feed dog is
below the throat plate. Depress the presser foot lifter lever
and insert the presser foot in the two presser bars (L and R,
Fig. 8). The right presser bar (R) should only engage with its
pivot in the groove of the presser foot shank.
Loosen the two lock nuts (A, Fig. 8) and align with the two set
screws (B), the needle slot in the presser foot with the needle
slot in the throat plate. Secure this setting with the two lock
nuts (A). Note: The two set screws (A) should just contact the
pivot of the right presser bar (R) but not be tightened. Now
tighten the two set screws left in the presser foot shank on
the left presser bar. Insert the needle.
PRESSER FOOT PRESSURE
Rotate the pulley until the feed dog is
below the throat plate. Remove the face
cover left on machine arm and turn out
the T-screw (H, Fig. 10) on the top of
the machine arm, until it does not excert
any pressure on the leaf springs. In this
position, the pressure excerted on the
presser foot, should be just strong
enough to keep it flat on the throat plate.
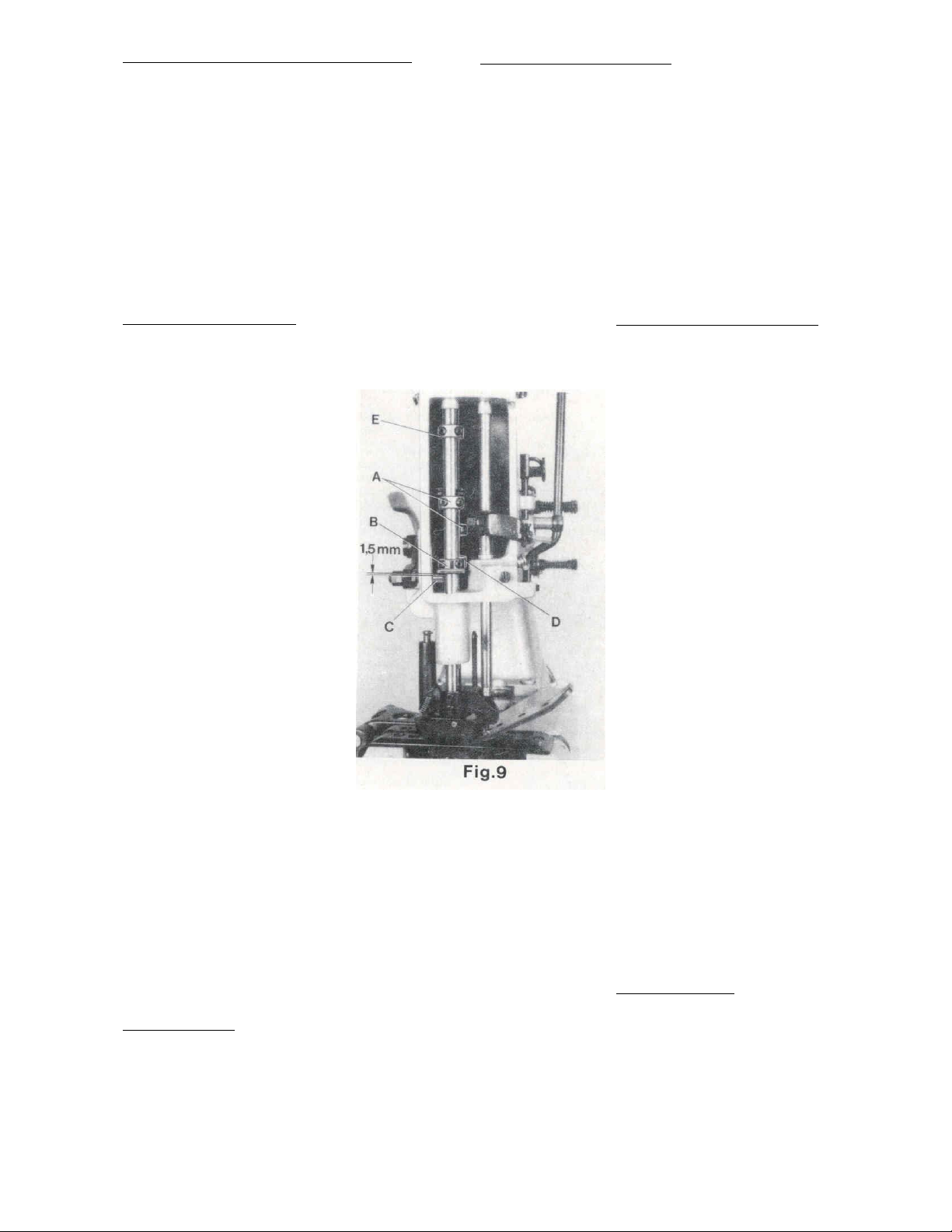
By relocating the collars (A, Fig. 9),
which serve as a leaf spring rest, on the
left and right presser bar, the pressure
can be changed. Raising the collars
increases the pressure, lowering the
collars decreases the pressure.
Remueva la aguja y gire el volante hasta que el alimentador se
encuentre debajo de la placa de la aguja. Apriete la palanca levantadora
del pie e inserte el pie en las barras (L y R, Fig. 8). La barra derecha
(R) debería entrar solamente con el pivote en la apertura del pie.
Afloje las dos tuercas (A, Fig. 8) y alinee con los dos tornillos (B) la
ranura para la aguja en el pie con la ranura para la aguja en la placa de
la aguja. Asegure este ajuste con los dos tornillos (A). Nota: Los dos
tornillos (A) deberían tocar solamente el pivote de la barra de presión
derecha (R) pero no apretarla. Ahora apriete los dos tornillos al lado
izquierdo del tronco del pie de la barra de presión izquierda. Inserte la
aguja otra vez.
AJUSTE DE LA PRESION DEL PIE
Gire el volante hasta que los dientes del
transportador se encuentren debajo de la placa
de la aguja. Remueva la tapa frontal en el brazo
y afloje el tornillo (H, Fig.10) en la parte
superior de la maquina hasta que no haya mas
presión en las ballestas. En esta posición la
presión al pie es solamente para mantenerlo
plano en la placa de la aguja. Moviendo los
anillos (A, Fig. 9), que sirven como soporte
para las ballestas, en la barra de presión
izquierda y derecha, se puede modificar la
presión. Subiendo los anillos aumenta la
presión, bajando los anillos disminuye la
presión.
Set the presser bar lifter collar (B, Fig.
9) on the left presser bar so, that there
is a distance of apporx. 1.5 mm (1/16
in.) betweeen lifter lever stud (C) and
lower surface of the lifter collar (B), when
the presser foot rests on the throat plate
(see Fig. 9). Set the collar (D) on the
right presser bar close to the fork of the
presser bar lifter collar (B) on the left
presser bar.
The presser foot lift is limited with the
upper stop collar (E, Fig. 9) on the left
presser bar. When the needle is in its
lowest position and the presser foot is
lifted with presser foot bottom tilted up,
the needle bar respectively needle
clamp nut should not contact the presser
foot bottom. Set collar (E) accordingly.
Now turn in T-screw (H, Fig. 10) until the necessary presser
foot pressure for proper feeding is excerted (determine wir
sewing tests). Secure this setting with the knurled nut (J), which
simultaneously fastens the upper arm cover. Remount the face
cover.
THREAD TENSION
The tension (A, Fig. 10) on the needle thread should be fairly
strong to produce uniform stitches. On the two thread double
locked stitch styles the tension (B) on the looper thread should
be barely sufficient to steady it.
Coloque el anillo (B, Fig. 9) para levantar la
barra de presión en la barra izquierda en tal
manera para que haya una distancia de aprox.
1.5 mm (1/16") entre el perno levantador (C) y
la superficie inferior del anillo (B), cuando el
pie reposa en la placa de aguja (vea Fig. 11).
Coloque el anillo (D) en la barra derecha cerca
a la horquilla del anillo (C) para levantar la barra
de presión de la barra izquierda.
La altura del levantamiento del pie esta limitado
por el anillo de parada (E, Fig. 9) en la barra
de presión izquierda. Cuando la aguja este en
su posición mas baja y el pie este levantado e
inclinado hacia arriba, la barra de la aguja o la
tuerca que fija la guía no deberían tocar la parte
inferior del pie. Coloque el anillo (E)
adecuadamente.
Ahora ajuste el tornillo con forma de „T“ (H,
Fig. 10), para conseguir la presión necesaria
para una alimentación optima (determine esto
con pruebas de costura). Asegure este ajuste
con la tuerca (J), que al mismo tiempo fija la
tapa superior del brazo. Coloque otra vez la
tapa frontal.
TENSION DEL HILO
El tensor (A, Fig. 10) del hilo de la aguja
debería ser ajustado de tal manera que la
tensión del hilo de la aguja produzca unas
puntadas uniformes. En los estilos con costura
de doble cadeneta de dos hilos, el tensor (B)
debe ser ajustado apenas lo suficiente para
mantener la costura.
11

LOOPER THREAD TAKE-UP
ALIMENTACION DEL HILO DEL LOOPER
On the two thread double locked stitch styles, the height of
the looper thread take-up (A, Fig. 11) is set so, that the castoff hook (C) forces the looper thread over the corner (B) of
the looper thread take-up (A) at the time the point of the
descending needle is flush with the lower edge at looper or
projects up to 1 mm (.040") below the lower edge of looper.
Draw the looper thread into the machine, rotate pulley in
operating direction and note the position of the needle point
to lower edge of looper at the time the cast-off (C) forces the
looper thread over the corner (B).
En las maquinas de costura de doble cadeneta de dos hilos, se
ajusta la altura del alimentador del hilo del looper (A, Fig. 11) en tal
manera que el gancho (C) del alimentador del
el hilo sobre el canto (B) del alimentador (A) en el momento cuando
la punta de la aguja coincida con el borde inferior del looper o pase
hasta 1 mm (.040") debajo el borde inferior del borde del looper.
Enhebre el hilo del looper, gire el volante en sentido de operación
y memorice la posición de la punta de la aguja referente al looper
en el momento cuando el gancho del alimentador (C) suelte el hilo
sobre el canto (B).
hilo del looper suelte
For setting the looper thread take-up loosen screw (D, Fig.
11).
When needle point is positioned above the lower edge of
looper, the looper thread take-up (A) has to be raised
accordingly. When the needle point is positioned more than
1 mm (.040") below the lower edge of looper, the looper thread
take-up (A) has to be lowered accordingly. Retighten screw
(D).
SETTING NEEDLE THREAD TAKE-UP ROLLER AND
EYELET
On the two thread double locked stitch styles 80800C, E, H
and HA, the height of the needle thread take-up roller (C,
Fig. 10) is set so that the needle thread on the downstroke of
the needle just contacts the roll at the time the needle thread
loop is released from the looper. Loosen screw (D) and set
the needle thread take-up roller accordingly. Retighten screw
(D).
On the single thread chain stitch style 80800D the needle
thread take-up roller (C) should be positioned so as not to
contact the needle thread at any time.
On all styles the eyelet (E, Fig. 10) should be positioned so,
that the needle thread runs nearly horizontal, parallel to cloth
plate, between eyelet (G) on needle bar connection and eyelet
(E) on machine arm, when the needle is in its upmost position.
Eyelet (E) is secured by screw (F).
Para ajustar el alimentador del hilo del looper suelte el tornillo (D,
Fig. 11). Si la punta de la aguja se encuentra por encima del
borde inferior del looper, hay que ajustar el alimentador (A) hacia
arriba. Si la punta de la aguja se encuentra más que 1 mm por
debajo del borde inferior del looper, hay que bajar el alimentador
(A) adecuadamente. Apriete el tornillo (D) otra vez.
ALIMENTACION DEL HILO DE LA AGUJA
En las maquinas de costura de doble cadeneta 80800C, E y HA, la
altura del rodillo (C, Fig. 10) del alimentador del hilo de la aguja
esta fijado de manera tal, que el hilo durante el movimiento de la
aguja hacia abajo solamente toque el rodillo en el mismo momento
cuando el looper suelte el lazo del hilo de la aguja. Suelte el tornillo
(D) y ajuste el rodillo del alimentador del hilo de la aguja
adecuadamente. Apriete el tornillo (D) otra vez.
En las maquinas de cadeneta simple 80800D el rodillo (C) del
alimentador del hilo de la aguja debe ser colocado de forma que
nunca toque el hilo.
En todos los estilos el ojete (E, Fig. 10) debería ser puesto para
que el hilo de la aguja se mueva casi en forma horizontal,
paralelamente a la tapa principal de la maquina, entre el ojete (G)
en la conexión de la barra de la aguja y el ojete (E) en el brazo de
la maquina, cuando la aguja se encuentre en su posición mas alta.
Asegure el ojete (E) con el tornillo (F).
12

SETTING THE THREAD CHAIN CUTTING KNIVES ON
STYLES 80800C, D AND E
AJUSTE DEL CORTADOR DE CADENETA EN LOS ESTILOS 80800C,
D Y E
Set the stationary knife (A. Fig. 12) so, that its tip is flush
with the supporting surface for the throat plate on the bed
casting.
Fasten the movable knife in the knife lever so, that its tip
moves freely .012 to .020 in. (0.3 to 0.5 mm) below the
underside of the throat plate and its cutting edge overlaps
the cutting edge of the stationary knife by .040 in (0.5 mm)
when in cutting position.
INSTRUCTIONS FOR TAPE CUTTER FOR STYLES
80800H AND HA
1. To remove the tape cutter housing, turn the pulley in
operating direction (clockwise) until the needle is at high
position, move the cloth plate swinging extension out of
operating position and remove the two tape cutter
housing screws. Remove the housing, cloth plate, upper
knife actuating shoe, presser foot, throat plate, feed dog
and needle guard in the order named for convenient
access.
Wrenches Nos. 116 and 21388C can be used
advantageously for adjusting the hexagonal head screws
used in the tape cutting mechanism.
2. Lay the throat plate temporarily on its seat. Loosen the
hexagonal head adjusting screw (D, Fig. 13) and set so
that the distance between top surface of throat plate
and the center of thread hole for fastening the actuating
shoe is 22.5 mm (7/8 in.) (see Fig. 15). Retighten screw
(D, Fig. 13) with lock nut.
3. Set the lower knife (A, Fig. 13) so that the cutting edge
is even with the top of throat plate (B) and tighten it in
this position with the hexagonal head screw (C).
Reassemble needle guard, feed dog and throat plate.
Ajuste la cuchilla fija (A, Fig. 12) de tal manera que la punta quede al
ras con la plancha de aguja .
Ajuste la cuchilla móvil en el soporte de la cuchilla, de forma que el
canto de corte se mueva libremente con una holgura de 0,3 a 0,5
mm por debajo de la plancha de aguja y que se monte sobre la cuchilla
fija 0,5 rnm en el momento del corte.
INSTRUCCIONES DE AJUSTE PARA EL CORTADOR DE CINTA EN
LOS ESTILOS 80800H Y HA
1. Para quitar el protector del cortador, gire la polea de la maquina en
dirección de trabajo (sentido de las agujas del reloj) hasta que la
aguja llegue a la posición mas alta de su recorrido, retire la plancha
de aguja de la posición de trabajo y remueva los 2 tornillos que
sujetan el protector del cortador. Remueva el protector, la plancha
de tela, la lengüeta de accionamiento, el pie prensatelas, la plancha
de aguja, los dientes alimentadores y el guarda agujas en el orden
indicado para que sea más fácil su acceso.
Las llaves fijas 116 y 21388C deben usarse para un mejor ajuste
de los tornillos en el mecanismo cortador de cinta.
2. Deje la plancha de aguja momentaneamente en su sitio. Suelte
los tornillos de cabeza hexagonal (D, Fig. 13) y ajustelos de manera
que la distancia entre la superficie superior de la plancha de aguja
y el centro del hueco del pasahilo que asegura la lengüeta sea de
22,5 mm (Ver Fig. 15). Vuelva a ajustar el tornillo (D, Fig. 13) con
la arandela de seguridad.
3. Ajsute la cuchilla inferior (A, Fig. 13) de manera que el borde de
corte quede al ras con la parte superior de la plancha de aguja (B)
y ajuste en su posición el tornillo de cabeza hexagonal (C).
Monte de nuevo el guarda agujas, el diente de alimentación y la
plancha de aguja.
4. Assemble actuating shoe (K, Fig. 14) and set it so that
the top surface of actuating shoe is even with the top
surface of throat plate.
5. With a screwdriver, press the spring loaded knife lever
shaft (Y, Fig. 14) to the rear and insert upper knife (L) in
upper knife lever (M). Raise the upper knife as high as it
will go, until the back of the knife cutting edge stops on
the knife lever. Tighten the clamp screw (N) slightly.
6. Loosen screw (P, Fig. 15) and move shoe (Q) to extreme left. Turn handwheel until pawl (E, Fig. 13) is at its
lowest position. Turn screw (F) until the edge of ratchet
block (G) snaps over the edge of pawl (E), then add 1/4
to 1/2 turn more to ensure adequate clearance under
operating conditions. Retighten the lock nut of the screw
(F). If screw (F) is turned too far the mechanism will not
work. Small differences can be equalized when loosening
screws (Z) and adjusting the pawl (E) accordingly.
Retighten screws (Z) firmly.
If ratchet block and pawl will not engage it may be
necessary to adjust connecting rod (H) by means of lock
nuts (J). The correct center to center distance of the
connecting rod should be 103.2 mm (4 1/16 in.).
Individual tape clippers may require slightly different
settings due to slight accumulation of tolerances in
manufacture.
7. Move shoe (Q, Fig. 15) to the right so that pawls (R) will
rest on the extreme right end of shoe. Shoe should have
polished end to the riht and point of pawls may overlap
slightly over outside to insure trigger action during
operationg of machine.
4. Vuelva a montar la lengüeta de accionamiento (K, Fig. 14) y ajustela
de manera tal que quede al ras con la parte superior de la plancha
de aguja.
5. Con un destornillador, empuje el resorte inserto en el soporte de la
cuchilla (Y, Fig. 14) hacia atrás e inserte la cuchilla superior (L) en
el soporte de la cuchilla superior (M). Suba la cuchilla superior
hasta su punto mas alto, hasta que la parte posterior del borde la
cuchilla pare en el sujetador de la cuchilla. Asegure el tornillo
sujetador (N) ligeramente.
6. Suelte el tornillo (P, Fig. 15) y mueva la lengüeta (Q) a la extrema
izquierda. Gire el volante hasta que el diente de encaje (E, Fig. 13)
llegue a su posición mas baja. Gire el tornillo (F) hasta que el borde
del reten (G) se cierre sobre el borde del diente de encaje (E).
Agregue 1/4 a 1/2 vuelta al tornillo (F) para asegurarlo en
condiciones de operación. Asegure nuevamente la arandela de
seguridad sobre el tornillo (F). Si el tornillo (F) se aprieta demasiado,
el mecanismo no funcionará. Pequeñas diferencias pueden ser
ajustadas soltando un poco los tornillos (Z) y ajustando el diente
de encaje (E). Reasegure de nuevo los tornillos (Z) firmemente.
Si no se consigue el ajuste del retenedor y el diente de encaje,
puede ser necesario ajustar la varilla de conexión (H) ajustando
las arandelas de seguridad (J). La distancia correcta centro a centro
de la varilla de conexión es de 103.2 mm. Se pueden utilizar
ajustadores individuales para corregir pequeñas diferencias de
confección en los rollos de cinta.
7. Mueva la lengüeta (Q, Fig. 15) hacia la derecha de manera que el
diente de encaje (R) descanse en la extrema derecha de la
lengüeta. La lengüeta debe haber sido pulida para que el
deslizamiento sea mas suave y se asegure el accionamiento del
disparo durante la operación de la maquina.
13

14
 Loading...
Loading...