

Page 1

*
FANUC Series 0 Mate-MC
MANUALE DELL’OPERATORE
B-64144IT/01
Page 2
Ȧ É rigorosamente proibito riprodurre qualunque parte di questo
manuale.
Ȧ Tutte le specificazioni ed il disegno sono soggetti a delle
modificazioni senza preavviso.
Questo manuale descrive il massimo numero possibile di modi di
impiego del sistema. In esso non è possibile trattare tutte le
combinazioni di prestazioni, opzioni e comandi che non devono essere
tentate. Se una particolare combinazione di operazioni non è descritta,
essa non deve essere tentata.
Page 3
NORME DI SICUREZZA
Questa sezione descrive le norme di sicurezza per l’uso delle unità CNC. E’ essenziale che queste norme siano
osservate dall’utilizzatore per assicurare la sicurezza del funzionamento delle macchine equipaggiate con unità
CNC (tuttele descrizioni fornite in questa sezione assumono questa configurazione). Alcune norme si riferiscono
a specifiche funzioni e pertanto possono non essere applicabili a certe unità CNC.
Gli utilizzatori devono anche osservare le norme di sicurezza relative alla macchina, così come sono descritte nel
corrispondente manuale predisposto dal costruttore della macchina utensile. Prima di far funzionare la macchina
o di creare un programma che ne controlli il funzionamento, l’operatore deve avere piena familiarità con il
contenuto di questo manuale e del corrispondente manuale fornito dal costruttore della macchina utensile.
Indice
1. DEFINIZIONE DI DIFFIDA, AVVERTIMENTO E NOTA s--2.....................
2. DIFFIDE E AVVERTENZE DI CARATTERE GENERALE s--3...................
3. DIFFIDE E AVVERTENZE RELATIVE ALLA PROGRAMMAZIONE s--5..........
4. DIFFIDE E AVVERTENZE RELATIVE ALLE OPERAZIONI s--7.................
5. DIFFIDE RELATIVE ALLA MANUTENZIONE ORDINARIA s--9.................
s- 1
Page 4
1
NORME DI SICUREZZA
B--64144IT/01
DEFINIZIONE DI DIFFIDA, AVVERTIMENTO E NOTA
Questo manuale include le norme di sicurezza che devono essere osservate per proteggere
l’utilizzatore e per evitare di danneggiare la macchina. Le norme sono suddivise in diffide e
avvertenze in base al loro peso in termini di sicurezza. Le informazioni supplementari sono
classificate come note. Leggere attentamente le diffide, le avvertenze e le note, prima di tentare di
usare la macchina.
DIFFIDA
Questa indicazione viene data quando esiste il pericolo di lesioni dell’operatore o di danneggiamenti
della macchina se non viene seguita la procedura indicata.
AVVERTENZA
Questa indicazione viene data quando il mancato rispetto della procedura indicata può danneggiare
la macchina.
NOTA
Le note sono usate per fornire informazioni supplementari, diverse dalle diffide e dalle avvertenze.
` Leggere attentamente questo manuale e deporlo in un posto sicuro.
s- 2
Page 5
B--64144IT/01
2
NORME DI SICUREZZA
DIFFIDE E AVVERTENZE DI CARATTERE GENERALE
DIFFIDA
1. Non tentare mai di lavorare un pezzo senza aver prima verificato il funzionamento della
macchina. Prima di iniziare una produzione, assicurarsi che la macchina operi correttamente
attraverso una lavorazione di prova usando, per esempio, le funzioni blocco a blocco,
regolazione della velocità di avanzamento o blocco macchina, o facendo lavorare la macchina
senza aver montato né il pezzo né l’utensile. La mancata verifica del corretto funzionamento
della macchina può dare luogo a comportamenti inattesi della macchina stessa, con la possibilità
di danneggiare il pezzo o la macchina e di ferire l’operatore.
2. Prima di avviare la macchina controllare attentamente i dati specificati.
Il funzionamento della macchina sulla base di dati non corretti può dare luogo a comportamenti
inattesi della macchina stessa, con la possibilità di danneggiare il pezzo o la macchina e di ferire
l’operatore.
3. Assicurarsi che gli avanzamenti specificati siano appropriati all’operazione da eseguire.
Generalmente per ogni macchina esiste una specifica velocità massima di avanzamento. La
velocità di avanzamento appropriata dipende dall’operazione che si intende eseguire.
Consultare il manuale fornito insieme alla macchina per determinare la velocità massima di
avanzamento ammessa. Se la macchina opera con una velocità di avanzamento non appropriata,
essa può comportarsi in modo inatteso, con la possibilità di danneggiare il pezzo o la macchina
e di ferire l’operatore.
4. Se si usa una funzione di compensazioneutensile, controllare attentamente l’entità e la direzione
della compensazione.
Il funzionamento della macchina sulla base di dati non corretti può dare luogo a comportamenti
inattesi della macchina stessa, con la possibilità di danneggiare il pezzo o la macchina e di ferire
l’operatore.
5. I parametri del CNC e del PMC sono impostati in fabbrica. Normalmente non è necessario
cambiarli. Quando, tuttavia, non esistono alternative alla modifica di un parametro, assicurarsi
di averne compreso perfettamente la funzione prima di procedere a qualsiasi variazione.
L’errata impostazione di un parametro può dare luogo a comportamenti inattesi della macchina,
con la possibilità di danneggiare il pezzo o la macchina e di ferire l’operatore.
6. Immediatamente dopo l’accensione, non toccare nessuno dei tasti del pannello MDI finché non
compaiono lo schermo posizione o lo schermo allarmi.
Alcuni tasti del pannello MDI sono dedicati alla manutenzione o ad altre operazioni speciali.
Premere uno di questi tasti può mettere il CNC in uno stato diverso da quello normale. Avviare
la macchina in questo stato può dar luogo ad un comportamento inatteso della medesima.
7. Il manuale dell’operatore e il manuale di programmazione forniti insieme al CNC forniscono
una descrizione generale delle funzioni della macchina, incluse le funzioni opzionali. Notare che
le funzioni opzionali variano da una macchina all’altra. Di conseguenza, alcune delle funzioni
descritte nei manuali del CNC possono non essere disponibili su uno specifico modello. In caso
di dubbio, controllare le specifiche della macchina.
s- 3
Page 6
NORME DI SICUREZZA
B--64144IT/01
DIFFIDA
8. Alcune funzioni possono essere state implementate su richiesta del costruttore della macchina
utensile. Prima di usare una di queste funzioni, consultare il manuale predisposto dal costruttore
della macchina utensile per i dettagli e le eventuali avvertenze relativi a tale funzione.
NOTA
I programmi, i parametri, e le variabili macro sono registrati nella memoria non volatile del CNC.
Normalmente questi dati non vengono persi allo spegnimento del CNC stesso. Tuttavia, essi
possono essere cancellati inavvertitamente o può rendersi necessario cancellarli dalla memoria non
volatile nell’ambito di una procedura di ripristino dopo un errore.
Per proteggersi da tale situazione e garantire un rapido ripristino dei dati così cancellati, eseguire
una copia di sicurezza di tutti i dati vitali e conservarla in un luogo sicuro.
s- 4
Page 7
B--64144IT/01
3
1. Impostazione del sistema di coordinate
NORME DI SICUREZZA
DIFFIDE E A VVERTENZE RELA TIVE ALLA PROGRAMMAZIONE
Questa sezione fornisce le principali norme di sicurezza relative alla programmazione. Prima di
iniziare a scrivere un programma leggere attentamente il manuale dell’operatore e il manuale di
programmazione forniti insieme al CNC. E’ necessario avere piena familiarità con il contenuto di
questi manuali.
DIFFIDA
Se il sistema di coordinate non è impostato correttamente la può comportarsi in modo inaspettato
nell’esecuzione di un programma peraltro corretto.
Questo inatteso comportamento può danneggiare l’utensile, la macchina o il pezzo e può causare
lesioni all’operatore.
2. Posizionamento con interpolazione non lineare
Quando si usa il posizionamento con interpolazione non lineare (posizionamento con
movimento non lineare fra il punto iniziale e il punto finale), è necessario controllare
attentamente il percorso utensile.
Il posizionamento comporta movimenti rapidi. Se l’utensile entra in collisione con il pezzo,
possono derivarne danni all’utensile, alla macchina o al pezzo e lesioni all’operatore.
3. Funzioni che coinvolgono un asse rotativo
Quando si usano l’interpolazione in coordinate polari o il controllo della direzione normale
(perpendicolare), fare molta attenzionealla velocità dell’asse rotativo. Una programmazione non
corretta può dar luogo ad una velocità di rotazione dell’asse troppo alta, in grado di provocare
il distacco dal mandrino del pezzo o dell’utensile, se questi non sono sufficientemente bloccati.
Un incidente di questo genere può facilmente danneggiare il pezzo, l’utensile o la macchina e
ferire l’operatore.
4. Conversione pollici/millimetri
La commutazione pollici/millimetri non cambia le unità di misura dei dati come lo spostamento
dell’origine del pezzo, i parametri e la posizione corrente. Prima di avviare la macchina, quindi,
è necessario determinare il tipo delle unità di misura utilizzate. Il tentativo di eseguire
un’operazione qualsiasi quando i dati specificati non sono validi può danneggiare il pezzo,
l’utensile o la macchina e ferire l’operatore.
5. Controllo della velocità di taglio costante
Quando un asse soggetto al controllo della velocità di taglio costante si avvicina all’origine del
sistema di coordinate del pezzo, la velocità del mandrino può aumentare eccessivamente. Quindi,
è necessario specificare la velocità massima ammessa. Una specifica non corretta di questa
velocità massima può danneggiare il pezzo, l’utensile o la macchina e ferire l’operatore.
s- 5
Page 8
NORME DI SICUREZZA
DIFFIDA
6. Controllo della corsa
Dopo l’accensione, eseguire un ritorno manuale al punto di riferimento come richiesto. Il
controllo della corsa non è possibile prima dell’esecuzione del ritorno manuale al punto di
riferimento. Notare che quando il controllo della corsa è disabilitato, non vengono segnalati
allarmi nel caso in cui venga superato un fine corsa. Questo può danneggiare il pezzo, l’utensile
o la macchina e ferire l’operatore.
7. Controllo di interferenza della torretta
Il controllo di interferenza della torretta viene eseguito durante il funzionamento automatico,
sulla base dei dati utensile specificati. Se questi dati non corrispondono all’utensile
effettivamente utilizzato, il controllo di interferenza non può essere eseguito correttamente.
Questo può danneggiare il pezzo, l’utensile o la macchina e ferire l’operatore.
Dopo l’accensione, o dopo aver selezionato manualmente una torretta, avviare sempre il
funzionamento automatico e specificare il numero dell’utensile da utilizzare.
B--64144IT/01
8. Modo assoluto/incrementale
Se un programma creato usando valori assoluti viene eseguito nel modo incrementale o
viceversa, La macchina può comportarsi in modo inatteso.
9. Selezione del piano
Se per l’interpolazione circolare, l’interpolazioneelicoidale o un ciclo fisso la specificadel piano
non è corretta, la macchina può comportarsi in modo inatteso. Per i dettagli, fare riferimento alla
descrizione delle varie funzioni.
10. Salto al limite di coppia
Prima di specificare un salto al limite di coppia, applicare il limite di coppia. Se viene specificato
un salto al limite di coppia senza che sia stato effettivamente applicato il limite di coppia, una
comando di movimento verrà eseguito senza eseguire il salto.
11. Immagine speculare programmabile
Notare che quando viene abilitata l’immagine speculare programmabile le operazioni
programmate cambiano considerevolmente.
12. Funzione di compensazione
Se nel modo compensazione vengono specificati un comando basato sul sistema di coordinate
della macchina o un comando di ritorno al punto di riferimento, la compensazione viene
temporaneamente cancellata, Questo può provocare un comportamento inatteso della macchina.
Prima di specificare uno di questi comandi, quindi, cancellare sempre il modo compensazione.
s- 6
Page 9
B--64144IT/01
4
1. Funzionamento manuale
NORME DI SICUREZZA
DIFFIDE E AVVERTENZE RELATIVE ALLE OPERAZIONI
Questa sezione presenta le norme di sicurezza relativa alle operazioni della macchina. Prima di
operare sulla macchina leggere attentamente il manuale dell’operatore e il manuale di
programmazione forniti insieme al CNC. E’ necessario avere piena familiarità con il contenuto di
questi manuali.
DIFFIDA
Quando si eseguono operazioni manuali, determinare la posizione corrente dell’utensile e del
pezzo e assicurarsi che l’entità, la direzione e la velocità di avanzamento dei movimenti siano
state specificate correttamente. Un’operazione non corretta può danneggiare il pezzo, l’utensile
o la macchina e ferire l’operatore.
2. Ritorno manuale al punto di riferimento
Dopo l’accensione, eseguire il ritorno manuale al punto di riferimento come richiesto. Se la
macchina viene fatta funzionare senza aver prima eseguito il ritorno manuale al punto di
riferimento, essa può comportarsi in modo inatteso. Prima del ritorno manuale al punto di
riferimento, il controllo della corsa è disabilitato. Un’operazione inattesa può danneggiare il
pezzo, l’utensile o la macchina e ferire l’operatore.
3. Comando numerico manuale
Quando si specifica un comando numerico manuale determinare la posizione corrente del pezzo
e dell’utensile, assicurarsi che l’asse, la direzione e l’intero comando siano specificati
correttamente e che tutti i valori introdotti siano validi.
Il tentativo di eseguire un comando non valido può danneggiare il pezzo, l’utensile o la macchina
e ferire l’operatore.
4. Avanzamento manuale con volantino
Nell’avanzamento manuale con volantino, la rotazione del volantino quando il fattore di scala
applicato è grande, ad esempio 100, provoca un movimento rapido dell’utensile o della tavola.
La mancanza di attenzione nell’eseguire questa operazione può causare danni al pezzo,
all’utensile o alla macchina e può causare ferite all’operatore.
5. Disabilitazione della regolazione
Se durante la filettatura, la maschiatura o la maschiatura rigida la regolazione della velocità è
disabilitata (in base al contenuto di una variabile macro), la velocità non può essere prevista, con
possibili danneggiamenti del pezzo, dell’utensile o della macchina e con possibili lesioni
dell’operatore.
6. Operazioni di preset/origine
In linea di principio, non tentare mai un’operazione di preset/origine quando la macchina sta
funzionando sotto il controllo di un programma. Altrimenti la macchina può comportarsi in
modo inatteso, con possibili danneggiamenti del pezzo, dell’utensile o della macchina e con
possibili lesioni dell’operatore.
s- 7
Page 10
NORME DI SICUREZZA
DIFFIDA
7. Traslazione del sistema di coordinate del pezzo
Gli interventi manuali, il funzionamento nello stato di blocco macchina o l’applicazione
dell’immagine speculare possono spostare il sistema di coordinate del pezzo. Prima di far
funzionare la macchina sotto il controllo di un programma, controllare attentamente il sistema
di coordinate. Se la macchina viene fatta operare sotto il controllo di un programma senza tener
conto di un eventuale spostamento del sistema di coordinate del pezzo, la macchina può
comportarsi in modo inatteso, con possibili danneggiamenti del pezzo, dell’utensile o della
macchina e con possibili lesioni dell’operatore.
8. Pannello software dell’operatore e commutatori a menu
Se si usano il pannello softwaredell’operatoree i commutatori a menu, il pannello MDI permette
di specificare operazioni non supportate dal pannello dell’operatore di macchina, quali la
commutazione del modo, la variazione dei valori di regolazione e i comandi di avanzamento in
jog. Però, operando inavvertitamente sui tasti del pannello MDI è possibile causare un
comportamento inatteso della macchina, con possibili danneggiamenti del pezzo, dell’utensile
o della macchina e con possibili lesioni dell’operatore.
B--64144IT/01
9. Intervento manuale
Se durante il funzionamento della macchina sotto il controllo del programma viene eseguito un
intervento manuale, alla ripartenza della macchina il percorso utensile può variare. Prima di far
ripartire la macchina dopo un intervento manuale, quindi, controllare la posizione del
commutatore assoluto in manuale, l’impostazione dei parametri e lo stato del modo di comando
assoluto/incrementale.
10. Feed hold, regolazione della velocità di avanzamento e blocco singolo
Le funzioni feedhold, regolazionedella velocità di avanzamentoe blocco singolo possono essere
disabilitate tramite la variabile macro di sistema #3004. Quando la macchina opera in queste
condizioni fare molta attenzione.
11. Prova a vuoto
Normalmente, la prova a vuoto si usa per verificare il funzionamento della macchina sotto il
controllo di un programma. Durante una prova a vuoto, la macchina lavora alla velocità di
avanzamento per la prova a vuoto, che è diversa dalla velocità di avanzamento programmata.
Notare che la velocità di avanzamento per la prova a vuoto può essere maggiore della velocità
di avanzamento programmata.
12. Compensazione raggio utensile nel modo MDI
Mettere una particolare attenzione nella specifica del percorso utensile di un movimento
comandato nel modo MDI, perché in questo caso la compensazione raggio utensile non è
applicata. Quando viene introdotto un comando in MDI interrompendo il funzionamento
automatico nel modo compensazione raggio utensile, fare molta al percorso dell’utensile alla
ripresa del funzionamento automatico. Per i dettagli fare riferimento alle corrispondenti sezioni
del manuale.
13. Editazione del programma pezzo
Se la macchina viene fermata e viene editato (modifica, inserimento o cancellazione di parole
o blocchi) il programma pezzo in esecuzione, quando viene ripresa la lavorazione sotto il
controllo del programma la macchina può comportarsi in modo inaspettato. In linea di principio,
non modificare, inserire o cancellare i comandi contenuti nel programma in esecuzione.
s- 8
Page 11
B--64144IT/01
5
1. Sostituzione della batteria della memoria
NORME DI SICUREZZA
DIFFIDE RELATIVE ALLA MANUTENZIONE ORDINARIA
DIFFIDA
Questa operazione può essere eseguita esclusivamente da personale che abbia ricevuto un
addestramento sui temi della sicurezza e della manutenzione ufficialmente accettato.
Durante la sostituzione della batteria fare attenzione a non toccare i circuiti ad alta tensione
(contrassegnati con il simbolo
Toccare un circuito ad alta tensione scoperto comporta un rischio di scossa elettrica
estremamente grave.
e protetti da un coperchio isolante).
NOTA
Il CNC usa la batteria per preservare il contenuto della sua memoria, programmi, correzioni,
parametri, ecc., anche quando l’alimentazione esterna non è applicata.
In caso di caduta della tensione della batteria sul pannello dell’operatore o sullo schermo compare
un allarme di bassa tensione della batteria.
Se compare questo allarme, sostituire la batteria entro una settimana, o il contenuto della memoria
del CNC verrà perso.
Per la descrizione dettagliata della procedura per la sostituzione della batteria fare riferimento alla
corrispondente sezione del manuale dell’operatore.
s- 9
Page 12
NORME DI SICUREZZA
B--64144IT/01
DIFFIDA
2. Sostituzione della batteria dell’encoder assoluto
Questa operazione può essere eseguita esclusivamente da personale che abbia ricevuto un
addestramento sui temi della sicurezza e della manutenzione ufficialmente accettato.
Durante la sostituzione della batteria fare attenzione a non toccare i circuiti ad alta tensione
(contrassegnati con il simbolo
Toccare un circuito ad alta tensione scoperto comporta un rischio di scossa elettrica
estremamente grave.
e protetti da un coperchio isolante).
NOTA
L’encoder assoluto usa la batteria per preservare la posizione assoluta memorizzata.
In caso di caduta della tensione della batteria sul pannello dell’operatore o sullo schermo compare
un allarme di bassa tensione della batteria.
Se compare questo allarme, sostituire la batteria entro una settimana, o la posizione assoluta
memorizzata dall’encoder verrà persa.
Per la descrizione dettagliata della procedura per la sostituzione della batteria fare riferimento al
manuale MOTORI ASSE GE Fanuc serie αι.
s- 10
Page 13
B--64144IT/01
3. Sostituzione dei fusibili
NORME DI SICUREZZA
DIFFIDA
Prima di procedere alla sostituzione di un fusibile è necessario individuare e rimuovere la causa
che ne ha provocato la bruciatura.
Per questo motivo, questa operazione può essere eseguita esclusivamente da personale che abbia
ricevuto un addestramento ufficialmente accettato sui temi della sicurezza e della manutenzione.
Quando si sostituisce un fusibile con l’armadio elettrico aperto fare attenzione a non toccare i
circuiti ad alta tensione (contrassegnati con il simbolo
Toccare un circuito ad alta tensione scoperto comporta un rischio di scossa elettrica
estremamente grave.
e protetti da un coperchio isolante).
s- 11
Page 14

Page 15

B--64144IT/01
Indice Generale
NORME DI SICUREZZA S--1..................................................
I. INTRODUZIONE
1. INTRODUZIONE 3......................................................
1.1 SCHEMA GENERALE DI UTILIZZO DI UNA MACCHINA UTENSILE 5................
1.2 AVVERTENZE RELATIVE ALLA LETTURA DEL MANUALE 7.......................
1.3 AVVERTENZA RELATIVA A VARI TIPI DI DATI 7..................................
II. PROGRAMMAZIONE
1. INTRODUZIONE 11......................................................
1.1 MOVIMENTO DELL’UTENSILE LUNGO IL PROFILO DEL PEZZO -- INTERPOLAZIONE 12
1.2 AVANZAMENTO -- FUNZIONE AVANZAMENTO 14..................................
1.3 DISEGNO DEL PEZZO E MOVIMENTO DELL’UTENSILE 15..........................
1.3.1 Punto di riferimento (una posizione fissa sulla macchina) 15.................................
1.3.2 Sistema di coordinate del disegno del pezzo e sistema di coordinate specificato dal CNC -- Sistema
di coordinate 16...................................................................
1.3.3 Programmazione delle quote per il movimento dell’utensile -- Comandi assoluti e incrementali 19....
1.4 VELOCITA’ DI TAGLIO -- FUNZIONE VELOCITA’ DEL MANDRINO 20.................
1.5 SELEZIONE DELL’UTENSILE DA USARE NELLE VARIE LAVORAZIONI -- FUNZIONE
UTENSILE 21...................................................................
1.6 COMANDI PER LE FUNZIONI DELLA MACCHINA -- FUNZIONI MISCELLANEE 22.....
1.7 CONFIGURAZIONE DEL PROGRAMMA 23.........................................
1.8 GEOMETRIA DELL’UTENSILE E MOVIMENTI PROGRAMMATI DELL’UTENSILE 26....
1.9 AMPIEZZA DEL MOVIMENTO DELL’UTENSILE -- ZONA DI SICUREZZA 27...........
2. ASSI CONTROLLATI 28.................................................
2.1 ASSI CONTROLLATI 29..........................................................
2.2 NOMI DEGLI ASSI 29............................................................
2.3 SISTEMA DI INCREMENTI 30....................................................
2.4 CORSA MASSIMA 30............................................................
3. FUNZIONI PREPARATORIE (CODICI G) 31................................
4. FUNZIONI DI INTERPOLAZIONE 35.......................................
4.1 POSIZIONAMENTO (G00) 36.....................................................
4.2 POSIZIONAMENTO UNIDIREZIONALE (G60) 38....................................
4.3 INTERPOLAZIONE LINEARE (G01) 40.............................................
4.4 INTERPOLAZIONE CIRCOLARE (G02, G03) 41......................................
4.5 INTERPOLAZIONE ELICOIDALE (G02, G03) 45.....................................
4.6 FILETTATURA (G33) 46..........................................................
4.7 FUNZIONE DI SALTO (G31) 48....................................................
4.8 SEGNALE DI SALTO AD ALTA VELOCITA’ (G31) 50.................................
4.9 SALTO ALLA COPPIA LIMITE (G31 P99) 51........................................
4.10 SALTO MULTIPASSO (G31) 53....................................................
c--1
Page 16

INDICE GENERALE
B--64144IT/01
5. FUNZIONI DI AVANZAMENTO 54.........................................
5.1 INTRODUZIONE 55.............................................................
5.2 RAPIDO 57.....................................................................
5.3 AVANZAMENTO IN LAVORO 58..................................................
5.4 CONTROLLO DELLA VELOCITA’ DI AVANZAMENTO 61............................
5.4.1 Arresto esatto (G09, G61) Modo lavorazione (G64) Modo maschiatura (G63) 62.................
5.4.2 Regolazione automatica della velocità sugli spigoli 63......................................
5.4.2.1 Riduzione della velocità sugli spigoli interni (G62) 63...............................
5.4.2.2 Riduzione della velocità nell’interpolazione circolare interna 66........................
5.4.3 Decelerazione automatica sugli spigoli 66...............................................
5.4.3.1 Decelerazione sugli spigoli in base all’angolo 67...................................
5.4.3.2 Decelerazione sugli spigoli in base alla differenza di velocità fra gli assi 69...............
5.5 SOSTA (G04) 71.................................................................
6. PUNTO DI RIFERIMENTO 72.............................................
6.1 RITORNO AL PUNTO DI RIFERIMENTO 73.........................................
7. SISTEMA DI COORDINATE 78............................................
7.1 SISTEMA DI COORDINATE DELLA MACCHINA 79.................................
7.2 SISTEMA DI COORDINATE DEL PEZZO 80.........................................
7.2.1 Impostazione del sistema di coordinate del pezzo 80.......................................
7.2.2 Selezione del sistema di coordinate del pezzo 81..........................................
7.2.3 Cambiamento del sistema di coordinate del pezzo 82.......................................
7.2.4 Preset del sistema di coordinate del pezzo (G92.1) 85......................................
7.2.5 Sistemi di coordinate del pezzo addizionali (G54.1 o G54) 87................................
7.3 SISTEMA DI COORDINATE LOCALI (G52) 89.......................................
7.4 SELEZIONE DEL PIANO 90......................................................
8. VALORI DELLE COORDINATE E DIMENSIONI 91..........................
8.1 PROGRAMMAZIONE ASSOLUTA E INCREMENTALE (G90, G91) 92...................
8.2 PROGRAMMAZIONE IN COORDINATE POLARI (G15, G16) 93........................
8.3 CONVERSIONE POLLICI/MILLIMETRI (G20, G21) 96................................
8.4 PROGRAMMAZIONE DEL PUNTO DECIMALE 97...................................
9. FUNZIONE VELOCITA’ MANDRINO (FUNZIONE S) 98......................
9.1 SPECIFICA DELLA VELOCITA’ DEL MANDRINO CON UN CODICE 99................
9.2 SPECIFICA DIRETTA DELLA VELOCITA’ DEL MANDRINO (COMANDO S--5 CIFRE) 99..
9.3 CONTROLLO DELLA VELOCITA’ DI TAGLIO COSTANTE (G96, G97) 100...............
10. FUNZIONE UTENSILE (FUNZIONE T) 103..................................
10.1 FUNZIONE DI SELEZIONE UTENSILE 104..........................................
10.2 GESTIONE VITA UTENSILI 105....................................................
10.2.1 Dati della gestione vita utensili 106.....................................................
10.2.2 Registrazione, modifica e cancellazione dei dati della gestione vita utensili 107....................
10.2.3 Comando della gestione vita utensili in un programma pezzo 110..............................
10.2.4 Vita utensili 113....................................................................
c--2
Page 17

B--64144IT/01
INDICE GENERALE
11. FUNZIONI AUSILIARIE 114...............................................
11.1 FUNZIONI AUSILIARIE (FUNZIONI M) 115..........................................
11.2 PIU’ CODICI M IN UN BLOCCO 116................................................
11.3 SECONDA FUNZIONE AUSILIARIA (CODICI B) 117..................................
12. CONFIGURAZIONE DEL PROGRAMMA 118................................
12.1 COMPONENTI DEL PROGRAMMA DIVERSE DALLA SEZIONE PROGRAMMA 120......
12.2 CONFIGURAZIONE DELLA SEZIONE PROGRAMMA 123.............................
12.3 SOTTOPROGRAMMI (M98, M99) 129...............................................
13. FUNZIONI CHE SEMPLIFICANO LA PROGRAMMAZIONE 133...............
13.1 CICLI FISSI 134..................................................................
13.1.1 Ciclo di foratura a tratti ad alta velocità (G73) 138..........................................
13.1.2 Ciclo di maschiatura sinistrorsa (G74) 140................................................
13.1.3 Ciclo di barenatura fine (G76) 142......................................................
13.1.4 Ciclo di foratura, ciclo di centratura (G81) 144.............................................
13.1.5 Ciclo di foratura, ciclo di allargamento del foro (G82) 146....................................
13.1.6 Ciclo di foratura a tratti (G83) 148......................................................
13.1.7 Ciclo di foratura a tratti con rilevazione del sovraccarico (G83) 150.............................
13.1.8 Ciclo di maschiatura (G84) 154........................................................
13.1.9 Ciclo di barenatura (G85) 156.........................................................
13.1.10 Ciclo di barenatura (G86) 158.........................................................
13.1.11 Ciclo di barenatura, ciclo di barenatura posteriore (G87) 160..................................
13.1.12 Ciclo di barenatura (G88) 162.........................................................
13.1.13 Ciclo di barenatura (G89) 164.........................................................
13.1.14 Cancellazione del ciclo fisso (G80) 166..................................................
13.2 MASCHIATURA RIGIDA 169......................................................
13.2.1 Maschiatura rigida (G84) 170..........................................................
13.2.2 Maschiatura rigida sinistrorsa (G74) 173.................................................
13.2.3 Maschiatura rigida a tratti (G84 o G74) 176...............................................
13.2.4 Cancellazione del ciclo fisso (G80) 178..................................................
13.3 SMUSSI E RACCORDI OPZIONALI 179.............................................
13.4 FUNZIONE DI MOVIMENTO ESTERNO (G81) 182....................................
14. FUNZIONI DI COMPENSAZIONE 183.......................................
14.1 COMPENSAZIONE LUNGHEZZA UTENSILE (G43, G44, G49) 184......................
14.1.1 Introduzione 184...................................................................
14.1.2 Comandi G53, G28 e G30 nel modo compensazione lunghezza utensile 189......................
14.2 MISURA AUTOMATICA DELLA LUNGHEZZA DELL’UTENSILE (G37) 192..............
14.3 CORREZIONE UTENSILE (G45 -- G48) 196...........................................
14.4 COMPENSAZIONE RAGGIO UTENSILE C (G40 -- G42) 201............................
14.5 DESCRIZIONE DETTAGLIATA DELLA COMPENSAZIONE RAGGIO UTENSILE C 207.....
14.5.1 Introduzione 207...................................................................
14.5.2 Movimento dell’utensile all’attivazione della compensazione 208..............................
14.5.3 Movimento dell’utensile nel modo compensazione raggio utensile 212..........................
14.5.4 Movimento dell’utensile alla cancellazione della compensazione 226...........................
14.5.5 Controllo di interferenza 232..........................................................
14.5.6 Sovrataglio causato dalla compensazione 237.............................................
14.5.7 Comandi da MDI 240................................................................
14.5.8 Comandi G53, G28, G30 e G29 nel modo compensazione raggio utensile C 241..................
14.5.9 Interpolazione circolare sugli spigoli (G39) 259............................................
c--3
Page 18

INDICE GENERALE
B--64144IT/01
14.6 ENTITA’ DELLE CORREZIONI UTENSILE, NUMERO DEI CORRETTORI E IMMISSIONE
DEI DATI DA PROGRAMMA (G10) 262..............................................
14.7 SCALA (G50, G51) 264............................................................
14.8 ROTAZIONE DEL SISTEMA DI COORDINATE (G68, G69) 269..........................
14.9 IMMAGINE SPECULARE PROGRAMMABILE (G50.1, G51.1) 275.......................
15. MACROISTRUZIONI 277..................................................
15.1 VARIABILI 278..................................................................
15.2 VARIABILI DI SISTEMA 282.......................................................
15.3 OPERAZIONI ARITMETICHE E LOGICHE 291.......................................
15.4 FRASI MACRO E FRASI NC 296....................................................
15.5 SALTI E RIPETIZIONI 297.........................................................
15.5.1 Salto incondizionato (frase GOTO) 297..................................................
15.5.2 Salto condizionato (frase IF) 298.......................................................
15.5.3 Ripetizione (frase WHILE) 299........................................................
15.6 RICHIAMO DELLE MACRO 302...................................................
15.6.1 Richiamo semplice (G65) 303.........................................................
15.6.2 Richiamo modale (G66) 307..........................................................
15.6.3 Richiamo di macro tramite codici G 309.................................................
15.6.4 Richiamo di macro tramite codici M 310.................................................
15.6.5 Richiamo di sottoprogrammi tramite codici M 311..........................................
15.6.6 Richiamo di sottoprogrammi tramite codici T 312..........................................
15.6.7 Esempio di programmazione 313.......................................................
15.7 ELABORAZIONE DELLE FRASI MACRO 315........................................
15.7.1 Modalità di esecuzione delle frasi NC e delle frasi macro 315.................................
15.7.2 Precauzioni da adottare quando si usano le variabili di sistema 317.............................
15.8 REGISTRAZIONE DEI PROGRAMMI MACRO 320....................................
15.9 LIMITAZIONI 321................................................................
15.10 COMANDI DI EMISSIONE DEI DATI 322............................................
15.11 MACRO ISTRUZIONI DI TIPO INTERRUPT 326......................................
15.11.1 Metodo di specifica 327..............................................................
15.11.2 Descrizione della funzione di interrupt 328...............................................
16. SCHEMI DI LAVORAZIONE 336............................................
16.1 VISUALIZZAZIONE DEL MENU DEGLI SCHEMI 337.................................
16.2 VISUALIZZAZIONE DEI DATI DEGLI SCHEMI 341...................................
16.3 CODICI DEI CARATTERI, SOTTOPROGRAMMI, MACROISTRUZIONI E VARIABILI DI
SISTEMA PER GLI SCHEMI DI LAVORAZIONE 345..................................
17. IMMISSIONE PARAMETRI DA PROGRAMMA (G10) 347.....................
18. FORMATO NASTRO DELLA SERIE 10/11 349...............................
19. FUNZIONI PER LA LAVORAZIONE AD ALTA VELOCITA’ 350.................
19.1 LIMITAZIONE DELLAVELOCITA’DIAVANZAMENTOINBASEALRAGGIODELL’ARCO 351
19.2 CONTROLLO AVANZATO CON PRELETTURA (G08) 352..............................
19.3 CONTROLLO AVANZATO AI CON PRELETTURA 354.................................
c--4
Page 19

B--64144IT/01
INDICE GENERALE
III. OPERAZIONI
1. INTRODUZIONE 371......................................................
1.1 OPERAZIONI MANUALI 372......................................................
1.2 MOVIMENTO DELL’UTENSILE DA PROGRAMMA -- FUNZIONAMENTO
AUTOMATICO 374...............................................................
1.3 FUNZIONAMENTO AUTOMATICO 375.............................................
1.4 PROVA DEI PROGRAMMI 377.....................................................
1.4.1 Controllo con movimento della macchina 377.............................................
1.4.2 Visualizzazione della posizione a macchina ferma 378.......................................
1.5 EDITAZIONE DEL PROGRAMMA PEZZO 379........................................
1.6 VISUALIZZAZIONE E IMPOSTAZIONE DEI DATI 380.................................
1.7 VISUALIZZAZIONE 383..........................................................
1.7.1 Visualizzazione programmi 383........................................................
1.7.2 Visualizzazione della posizione corrente 384..............................................
1.7.3 Visualizzazione allarmi 384...........................................................
1.7.4 Visualizzazione numero pezzi e ore di funzionamento 385....................................
1.7.5 Visualizzazione grafica 385...........................................................
1.8 IMMISSIONE/EMISSIONE DEI DATI 386............................................
2. UNITA’ OPERATIVE 387...................................................
2.1 UNITA’ DI IMPOSTAZIONE E VISUALIZZAZIONE DEI DATI 388.......................
2.1.1 Unità LCD/MDI monocromatica da 7.2” (orizzontale) 389...................................
2.1.2 Unità LCD/MDI Monocromatica da 7.2” (verticale) 390.....................................
2.1.3 Lay--out della tastiera MDI (unità LCD/MDI orizzontale) 391.................................
2.1.4 Lay--out della tastiera MDI (unità LCD/MDI verticale) 392...................................
2.2 DESCRIZIONE DELLA TASTIERA 393..............................................
2.3 TASTI FUNZIONE E TASTI SOFTWARE 395.........................................
2.3.1 Schema generale delle operazioni eseguite sulle varie schermate 395...........................
2.3.2 Tasti funzione 396..................................................................
2.3.3 Tasti software 397...................................................................
2.3.4 Tastiera e buffer della tastiera 413.......................................................
2.3.5 Messaggi di avvertimento 414.........................................................
2.4 UNITA’ ESTERNE DI IMMISSIONE/EMISSIONE 415..................................
2.4.1 Handy File GE Fanuc 417............................................................
2.5 ACCENSIONE E SPEGNIMENTO 418...............................................
2.5.1 Accensione 418....................................................................
2.5.2 Schermata visualizzata all’accensione 419................................................
2.5.3 Spegnimento 420...................................................................
3. OPERAZIONI MANUALI 421...............................................
3.1 RITORNO MANUALE AL PUNTO DI RIFERIMENTO 422..............................
3.2 AVANZAMENTO IN JOG 424.......................................................
3.3 AVANZAMENTO INCREMENTALE 426.............................................
3.4 AVANZAMENTO CON VOLANTINO 427............................................
3.5 ASSOLUTO IN MANUALE ON E OFF 430............................................
c--5
Page 20

INDICE GENERALE
B--64144IT/01
4. FUNZIONAMENTO AUTOMATICO 435.....................................
4.1 FUNZIONAMENTO DA MEMORIA 436..............................................
4.2 FUNZIONAMENTO IN MDI 439....................................................
4.3 FUNZIONAMENTO IN DNC 443....................................................
4.4 RIPARTENZA DEL PROGRAMMA 446..............................................
4.5 FUNZIONE DI SCHEDULAZIONE 453...............................................
4.6 FUNZIONE DI RICHIAMO DEI SOTTOPROGRAMMI (M198) 458.......................
4.7 INTERRUPT DEL VOLANTINO 460.................................................
4.8 IMMAGINE SPECULARE 463......................................................
4.9 INTERVENTO MANUALE E RITORNO 465..........................................
4.10 FUNZIONAMENTO IN DNC CON MEMORY CARD 467................................
4.10.1 Specifiche 467.....................................................................
4.10.2 Operazioni 468.....................................................................
4.10.2.1 Funzionamento in DNC 468....................................................
4.10.2.2 Richiamo di sottoprogramma (M198) 469.........................................
4.10.3 Limitazioni e note 470...............................................................
4.10.4 Parametro 470.....................................................................
4.10.5 Procedura di fissaggio della memory card 470.............................................
5. OPERAZIONI DI TEST 472................................................
5.1 BLOCCO MACCHINA E BLOCCO DELLE FUNZIONI AUSILIARIE 473..................
5.2 REGOLAZIONE DELLA VELOCITA’ DI AVANZAMENTO 475..........................
5.3 REGOLAZIONE DELLA VELOCITA’ IN RAPIDO 476..................................
5.4 PROVA A VUOTO 477............................................................
5.5 BLOCCO SINGOLO 478...........................................................
6. FUNZIONI DI SICUREZZA 480.............................................
6.1 ARRESTO IN EMERGENZA 481....................................................
6.2 SOVRACORSA 482...............................................................
6.3 ZONE DI SICUREZZA 483.........................................................
6.4 CONTROLLO DELLE ZONE DI SICUREZZA PRIMA DELL’ESECUZIONE DEL
MOVIMENTO 487................................................................
7. ALLARMI E FUNZIONI DI AUTODIAGNOSI 490.............................
7.1 VISUALIZZAZIONE DEGLI ALLARMI 491..........................................
7.2 VISUALIZZAZIONE DELLA STORIA DEGLI ALLARMI 493...........................
7.3 CONTROLLO TRAMITE LA SCHERMATA AUTODIAGNOSTICA 494....................
8. IMMISSIONE/EMISSIONE DI DATI 497......................................
8.1 FILE 498........................................................................
8.2 RICERCA FILE 500...............................................................
8.3 CANCELLAZIONE DI FILE 502....................................................
8.4 IMMISSIONE/EMISSIONE DI PROGRAMMI 503......................................
8.4.1 Immissione di un programma 503......................................................
8.4.2 Emissione di programmi 506..........................................................
8.5 IMMISSIONE/EMISSIONE DEI VALORI DELLE CORREZIONI 508......................
8.5.1 Immissione dei valori delle correzioni 508................................................
8.5.2 Emissione dei valori delle correzioni 509.................................................
c--6
Page 21

B--64144IT/01
8.6 IMMISSIONE/EMISSIONE DEI PARAMETRI E DEI DATI DI COMPENSAZIONE PASSO
8.7 IMMISSIONE/EMISSIONE DELLE VARIABILI COMUNI DELLE MACROISTRUZIONI 514.
8.8 VISUALIZZAZIONE DELL’INDIRIZZARIO DEL DISCHETTO 516.......................
8.9 EMISSIONE DEI PROGRAMMI DI UNO SPECIFICO GRUPPO 524.......................
8.10 IMMISSIONE/EMISSIONE DI DATI SULLA SCHERMATA I/E GLOBALE 525.............
8.11 IMMISSIONE/EMISSIONE DEI DATI TRAMITE UNA MEMORY CARD 542...............
INDICE GENERALE
VITE 510........................................................................
8.6.1 Immissione dei parametri 510..........................................................
8.6.2 Emissione dei parametri 511...........................................................
8.6.3 Immissione dei dati di compensazione passo vite 512.......................................
8.6.4 Emissione dei dati di compensazione passo vite 513........................................
8.7.1 Immissione delle variabili comuni delle macroistruzioni 514..................................
8.7.2 Emissione delle variabili comuni delle macroistruzioni 515...................................
8.8.1 Visualizzazione dell’indirizzario 517....................................................
8.8.2 Lettura di file 520...................................................................
8.8.3 Emissione di programmi 521..........................................................
8.8.4 Cancellazione di file 522.............................................................
8.10.1 Impostazione dei parametri relativi all’immissione/emissione 526..............................
8.10.2 Immissione/emissione di programmi 527.................................................
8.10.3 Immissione/emissione dei parametri 532.................................................
8.10.4 Immissione/emissione dei valori delle correzioni 534........................................
8.10.5 Emissione delle variabili comuni delle macroistruzioni 536...................................
8.10.6 Immissione/emissione di file su dischetto 537.............................................
9. EDITAZIONE DEI PROGRAMMI PEZZO 554.................................
9.1 INSERIMENTO, MODIFICA E CANCELLAZIONE PAROLE 555.........................
9.1.1 Ricerca parole 556..................................................................
9.1.2 Ritorno del cursore all’inizio del programma 558...........................................
9.1.3 Inserimento di una parola 559.........................................................
9.1.4 Variazione di una parola 560..........................................................
9.1.5 Cancellazione di una parola 561........................................................
9.2 CANCELLAZIONE BLOCCHI 562..................................................
9.2.1 Cancellazione di un blocco 562........................................................
9.2.2 Cancellazione di più blocchi 563.......................................................
9.3 RICERCA DEL NUMERO DI PROGRAMMA 564......................................
9.4 RICERCA DEL NUMERO DI SEQUENZA 565........................................
9.5 CANCELLAZIONE DI PROGRAMMI 567............................................
9.5.1 Cancellazione di un programma 567....................................................
9.5.2 Cancellazione di tutti i programmi 567...................................................
9.5.3 Cancellazione di più programmi in un intervallo 568........................................
9.6 EDITAZIONE ESTESA DEI PROGRAMMI PEZZO 569.................................
9.6.1 Copia di un intero programma 570......................................................
9.6.2 Copia di parte di un programma 571....................................................
9.6.3 Trasferimento di parte di un programma 572..............................................
9.6.4 Fusione di programmi 573............................................................
9.6.5 Spiegazioni supplementari per la copia, il trasferimento e la fusione di programmi 574..............
9.6.6 Sostituzione di parole e indirizzi 576....................................................
9.7 EDITAZIONE DELLE MACROISTRUZIONI 578......................................
9.8 EDITAZIONE IN BACKGROUND 579...............................................
9.9 FUNZIONE PASSWORD 580.......................................................
c--7
Page 22
INDICE GENERALE
B--64144IT/01
10. PROGRAMMAZIONE 582.................................................
10.1 PROGRAMMAZIONE TRAMITE IL PANNELLO MDI 583..............................
10.2 INSERIMENTO AUTOMATICO DEI NUMERI DI SEQUENZA 584.......................
10.3 PROGRAMMAZIONE IN AUTOAPPRENDIMENTO 586................................
10.4 PROGRAMMAZIONE CONVERSAZIONALE CON FUNZIONE GRAFICA 589.............
11. IMPOSTAZIONE E VISUALIZZAZIONE DEI DATI 593........................
11.1 SCHERMATE VISUALIZZATE DAL TASTO FUNZIONE
11.1.1 Visualizzazione della posizione nel sistema di coordinate del pezzo 602.........................
11.1.2 Visualizzazione della posizione nel sistema di coordinate relative 603...........................
11.1.3 Visualizzazione della posizione in tutti i sistemi di coordinate 605..............................
11.1.4 Preset del sistema di coordinate del pezzo 606.............................................
11.1.5 Visualizzazione della velocità di avanzamento effettiva 607...................................
11.1.6 Visualizzazione del tempo di lavoro e del numero di pezzi 609................................
11.1.7 Schermata di monitoraggio operativo 610................................................
11.2 SCHERMATE VISUALIZZATE DAL TASTO FUNZIONE
POS
PROG
(NEI NODI MEMORIA O MDI) 612..................................................
11.2.1 Visualizzazione del contenuto del programma 613..........................................
11.2.2 Visualizzazione del blocco corrente 614..................................................
11.2.3 Visualizzazione del blocco successivo 615................................................
11.2.4 Schermata di controllo del programma 616...............................................
11.2.5 Schermata programma per il funzionamento in MDI 617.....................................
11.3 SCHERMATE VISUALIZZATE DAL TASTO FUNZIONE
11.3.1 Visualizzazione della memoria utilizzata e dell’elenco dei programmi 618........................
11.3.2 Visualizzazione dell’elenco programmi di uno specifico gruppo 621............................
11.4 SCHERMATE VISUALIZZATE DAL TASTO FUNZIONE
(NEL MODO EDIT) 618.....
PROG
OFS/SET
601......................
624......................
11.4.1 Visualizzazione e impostazione delle correzioni utensili 625..................................
11.4.2 Misura della lunghezza utensile 627.....................................................
11.4.3 Visualizzazione e immissione dei dati di impostazione 629...................................
11.4.4 Arresto dell’esecuzione ad uno specifico numero di sequenza 631..............................
11.4.5 Visualizzazione e impostazione del tempo di lavoro, del numero pezzi e dell’ora 633...............
11.4.6 Visualizzazione e impostazione dell’offset dello zero pezzo 635................................
11.4.7 Immissione diretta dell’offset dello zero pezzo misurato 636..................................
11.4.8 Visualizzazione e impostazione delle variabili comuni delle macroistruzioni 638...................
11.4.9 Visualizzazione dei menu e dei dati degli schemi di lavorazione 639............................
11.4.10 Visualizzazione e impostazione del pannello software dell’operatore 641.........................
11.4.11 Visualizzazione e impostazione dei dati della gestione vita utensili 643..........................
11.4.12 Gestione vita utensili estesa 646........................................................
11.5 SCHERMATE VISUALIZZATE DAL TASTO FUNZIONE
11.5.1 Visualizzazione e impostazione dei parametri 652..........................................
11.5.2 Visualizzazione e impostazione dei dati della compensazione passo vite 654......................
SYSTEM
11.6 VISUALIZZAZIONE DEL NUMERO DEL PROGRAMMA, DEL NUMERO DI SEQUENZA,
DELLO STATO E DEI MESSAGGI DI AVVERTIMENTO PER LE OPERAZIONI DI
IMPOSTAZIONE DEI DATI O DI IMMISSIONE/EMISSIONE 656.........................
11.6.1 Visualizzazione del numero del programma e del numero di sequenza 656.......................
11.6.2 Visualizzazione dello stato e dei messaggi di avvertimento 657................................
651......................
c--8
Page 23
B--64144IT/01
INDICE GENERALE
11.7 SCHERMATE VISUALIZZATE DAL TASTO FUNZIONE
11.7.1 Visualizzazione della storia dei messaggi dall’esterno per l’operatore 659........................
MESSAGE
11.8 CANCELLAZIONE DELLO SCHERMO 661..........................................
11.8.1 Cancellazione dello schermo visualizzato 661.............................................
11.8.2 Cancellazione automatica dello schermo visualizzato 662....................................
12. FUNZIONI GRAFICHE 663................................................
12.1 VISUALIZZAZIONE GRAFICA 664.................................................
12.2 VISUALIZZAZIONE GRAFICA DINAMICA 670......................................
12.2.1 Funzione “Path graphic” 670..........................................................
12.2.2 Funzione “Solid graphics” 679.........................................................
13. FUNZIONE DI AIUTO 691.................................................
14. COPIA DELLO SCHERMO 696............................................
IV. MANUAL GUIDE 0i
1. MANUAL GUIDE 0i 701...................................................
1.1 PRESENTAZIONE DEL SOFTWARE 702.............................................
1.2 INTRODUZIONE 703.............................................................
1.3 PROCEDURE DI PROGRAMMAZIONE 704..........................................
1.3.1 Avvio 704.........................................................................
1.3.2 Avvio 705.........................................................................
1.3.3 Creazione di un nuovo programma pezzo 706.............................................
1.3.4 Guida alla definizione del processo 708..................................................
1.3.5 Guida dei codici G 710...............................................................
1.3.6 Guida dei codici M 713..............................................................
1.4 LAVORAZIONE MEDIANTE CICLI FISSI 715........................................
1.4.1 Operazioni 716.....................................................................
1.4.2 Dati di ciascun ciclo fisso 718.........................................................
1.5 PROGRAMMAZIONE DEL PROFILO 733............................................
1.5.1 Procedure per la programmazione del profilo 734..........................................
1.5.2 Descrizione dettagliata dei dati degli elementi del profilo 743.................................
1.5.3 Descrizione dettagliata del calcolo del profilo 745..........................................
1.5.4 Descrizione dei calcoli ausiliari 756.....................................................
1.5.5 Altre 766.........................................................................
1.6 PARAMETRI 768.................................................................
1.7 ALLARMI 769...................................................................
659......................
V. MANUTENZIONE
1. METODO DI SOSTITUZIONE DELLE BATTERIE 773.........................
1.1 BATTERIA DELLA MEMORIA (3VCC) 774..........................................
1.2 BATTERIA PER ENCODER ASSOLUTI SEPARATI (6VCC) 778..........................
1.3 BATTERIA PER L’ENCODER ASSOLUTO INCORPORATO NEL MOTORE (6VCC) 779.....
c--9
Page 24

INDICE GENERALE
APPENDICE
A. ELENCO DEI CODICI SU NASTRO 783.....................................
B. ELENCO DELLE FUNZIONI E DEI FORMATI NASTRO 786...................
C. VALORI DEI COMANDI 791...............................................
D. NOMOGRAMMI 794......................................................
D.1 LUNGHEZZA FILETTATURA NON CORRETTA 795...................................
D.2 CALCOLO SEMPLIFICATO DELLA LUNGHEZZA DELLA FILETTATURA ERRATA 797....
D.3 PERCORSO DELL’UTENSILE SUGLI SPIGOLI 799....................................
D.4 ERRORE NELLA DIREZIONE DEL RAGGIO DURANTE L’INTERPOLAZIONE
CIRCOLARE 802.................................................................
E. STATO ALL’ACCENSIONE, CON CLEAR E CON RESET 803.................
B--64144IT/01
F. CODICI DEI CARATTERI USA TI NEI PROGRAMMI 805......................
G. ELENCO DEGLI ALLARMI 806............................................
c--10
Page 25

I. INTRODUZIONE
Page 26

Page 27

B--64144IT/01
1
INTRODUZIONE
INTRODUZIONE
1. INTRODUZIONE
Struttura del manuale
Questo manuale è costituito dalle seguenti parti:
I. INTRODUZIONE
Descrive l’organizzazione in capitoli del manuale, i modelli per i quali
esso è applicabile e i manuali correlati. Inoltre, l’introduzione fornisce
alcune indicazioni per la lettura del manuale.
II. PROGRAMMAZIONE
Descrive le funzioni del CNC: formati di programmazione nel
linguaggio CNC, caratteristiche e limiti. Riguardo alla creazione dei
programmi attraverso la funzione di programmazione automatica
conversazionale, fare riferimento al manuale relativo a questa
funzione (vedere la tabella 1).
III. OPERAZIONI
Descrive il funzionamento del sistema in manuale e in automatico, le
procedure di immissione/emissione dei dati e le procedure di
programmazione.
IV.MANUAL GUIDE 0i
Descrive il software MANUAL GUIDE 0i.
V. MANUTENZIONE
Descrive le procedure per la sostituzione delle batterie
APPENDICE
Fornisce l’elenco dei codici su nastro, gli intervalli entro i quali
possono essere specificati i valori dei comandi, i codici di errore ed
altre utili informazioni.
Alcune delle funzioni descritte in questo manuale possono non essere
valide per alcuni prodotti. Per i dettagli, fare riferimento al manuale
DESCRIZIONE (B--64112)
Questo manuale non descrive dettagliatamente i parametri. Per i dettagli
relativi ai parametri in esso menzionati, fare riferimento al manuale dei
parametri (B--6120).
Questo manualedescrive tutte le funzioni opzionali. Rilevare dal manuale
del costruttore della macchina utensile le opzioni incorporate nel sistema
utilizzato.
I modelli descritti in questo manuale e le rispettive abbreviazioni sono:
Nome del p rodotto Abbreviazione
FANUC Series 0i Mate--MC 0i Mate--MC Serie 0i Mate
3
Page 28
1. INTRODUZIONE
INTRODUZIONE
B--64144IT/01
Simboli speciali
Manuali relativi ai CNC
Series 0i-- C/0i Mate--C
Questo manuale usa i seguenti simboli:
IP_ : Indica una combinazione come X_ Y_ Z_ (Usato nella parte II,
PROGRAMMAZIONE)
; : Indica la fine del blocco. Corrisponde al codice ISO LF o al codice
EIA CR.
La tabella che segue elenca i manuali relativi ai CNC Serie 0i-- C e 0 i
Mate--C. Questo manuale è indicato da un asterisco (*).
Titolo del manuale
DESCRIZIONE B--64112
MANUALE CONNESSIONI (HARDWARE) B--64113
MANUALE CONNESSIONI (FUNZIONALITA’) B--64113--1
MANUALE DELL’OPERATORE (Serie 0i-- T C ) B--64114
MANUALE DELL’OPERATORE (Serie 0i-- M C ) B--64124
MANUALE DELL’OPERATORE (Serie 0i Mate--TC) B--64134
MANUALE DELL’OPERATORE (Serie 0i Mate--MC) B--64144 *
MANUALE DI MANUTENZIONE B--64115
MANUALE DEI PARAMETRI B--64120
Numero di
specifica
Manuali relativi ai
SISTEMI DI
AZIONAMENTO
Serie βis
Manuali relativi ai
SISTEMI DI
AZIONAMENTO
serie β
La tabella che segue elenca i manuali relativi ai sistemi di azionamento
Serie βis
Titolo del manuale N. di specifica
MOTORI ASSE GE Fanuc IN CA Serie βis DESCRIZIONE B --65302
MOTORI ASSE GE Fanuc IN CA Serie αi/αis/ βis
MANUALE DEI PARAMETRI
MOTORI MANDRINO GE Fanuc IN CA Serie βi
DESCRIZIONE
MOTORI MANDRINO GE Fanuc IN CA Serie αi / βi
MANUALE DEI PARAMETRI
AZIONAMENTI ASSE GE Fanuc Serie βi DESCRIZIONE B--65322
MOTORI ASSE GE Fanuc IN CA Serie βi
MOTORI MANDRINO GE Fanuc IN CA Serie βi
AZIONAMENTI ASSE GE Fanuc Serie βi
MANUALE DI MANUTENZIONE
B--65270
B--65312
B--65280
B--65325
La tabella che segue elenca i manuali relativi ai sistemi di azionamento
della serie β
Titolo del manuale N. di specifica
MOTORI ASSE FANUC serie β DESCRIZIONE B-- 65232EN
MOTORI ASSE FANUC serie β
MANUALE DI MANUTENZIONE
MOTORI ASSE FANUC serie β (Opzione I/O Link)
DESCRIZIONE
4
B--65235EN
B--65245EN
Page 29
B--64144IT/01
Lavorazione
INTRODUZIONE
1. INTRODUZIONE
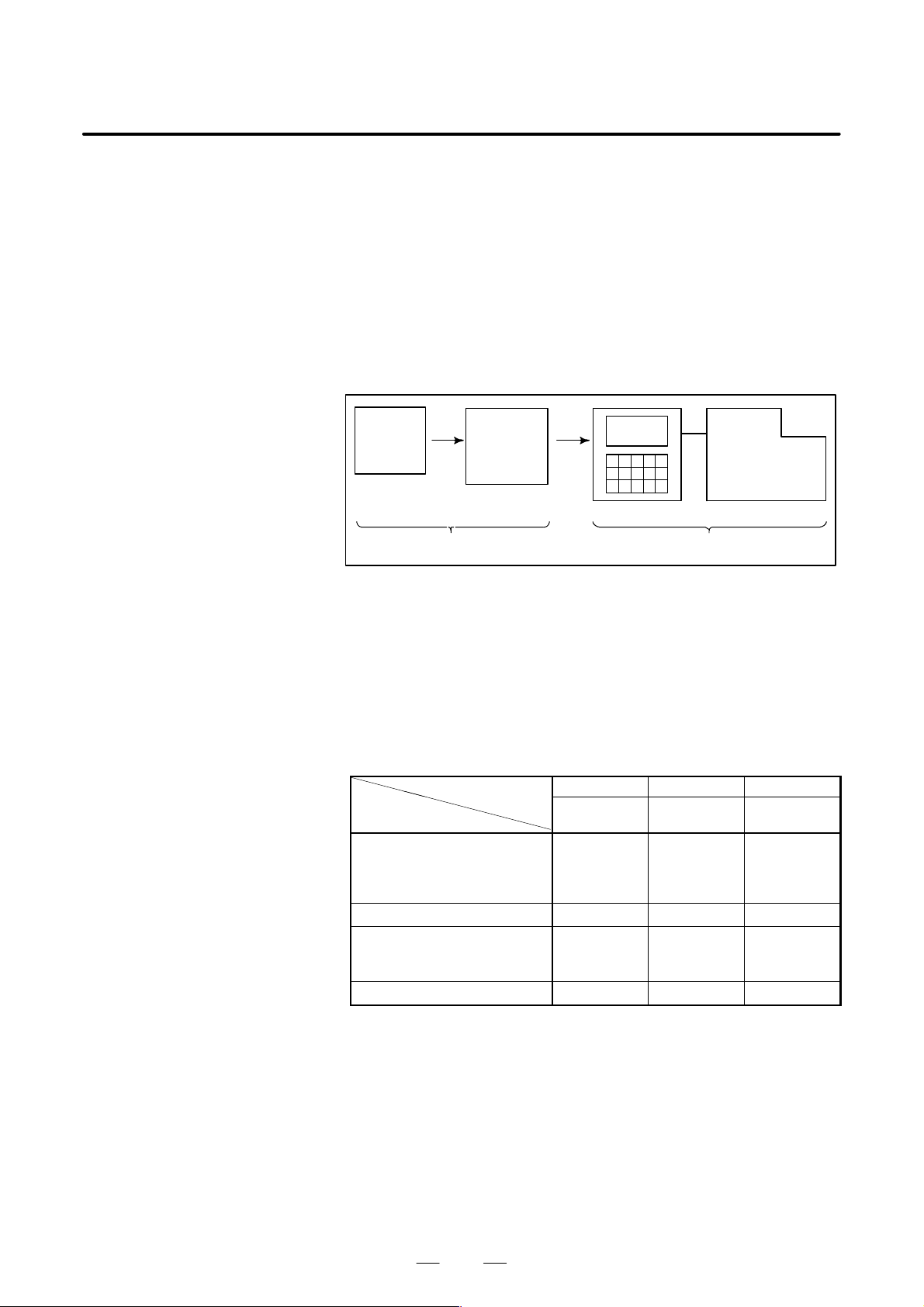
1.1 SCHEMA GENERALE DI UTILIZZO DI UNA MACCHINA UTENSILE
Nella lavorazione a controllo numerico, viene prima preparato il
programma; poi, la macchina opera sotto il controllo del programma.
1) Preparate il programma in base al disegno del pezzo.
La preparazione dei programmi è descritta nel Capitolo II
PROGRAMMAZIONE.
2) Registrate il programma nel CNC. Poi, montate sulla macchina il
pezzo e gli utensili e fate operare gli utensili come da programma.
Infine eseguite la lavorazione effettiva.
Il funzionamento del CNC e le operazioni necessarie sono descritti nel
Capitolo III OPERAZIONI.
Disegno
del pezzo
CAPITOLO II PROGRAMMAZIONE CAPITOLO III OPERAZIONI
Programma
zione
CNC MACCHINA UTENSILE
Prima di iniziare la programmazione, pianificate la lavorazione del pezzo.
Piano di lavorazione:
1. Determinazione delle lavorazioni da eseguire
2. Metodo di caricamento del pezzo sulla macchina
3. Sequenza delle fasi di ciascun processo di lavorazione
4. Utensili e condizioni di taglio
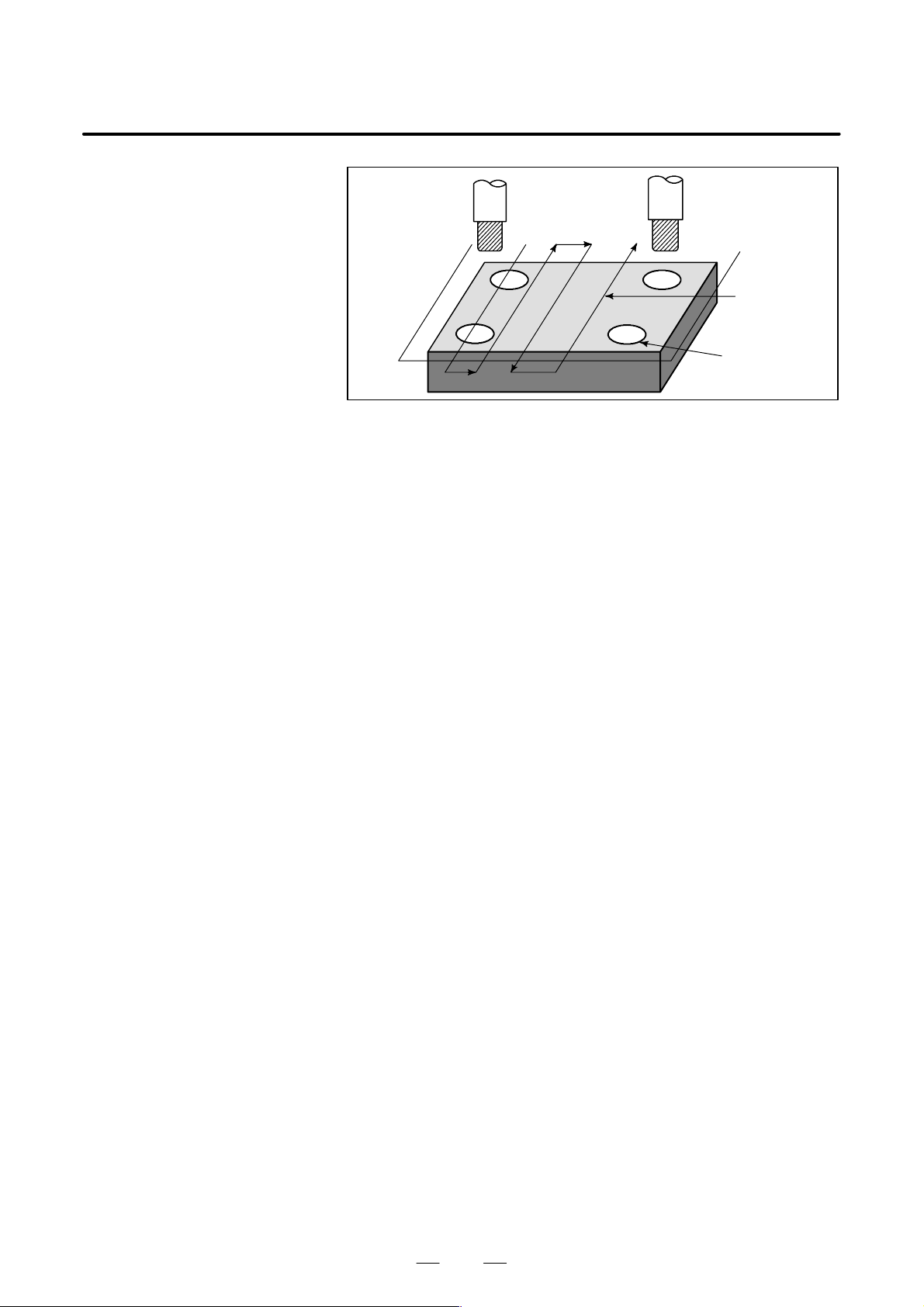
Decidere il metodo di lavorazione per ciascun processo.
1 2 3
Metodo
1. Tipo di lavorazione:
Sgrossatura
Semifinitura
Finitura
2. Utensili
3. Condizioni di taglio:
Avanzamenti
Profondità di taglio
4. Percorso dell’utensile
Lavorazione
frontale
Lavorazione
laterale
Foratura
5
Page 30
1. INTRODUZIONE
INTRODUZIONE
Utensile
Lavorazione
laterale
B--64144IT/01
Lavorazione
frontale
Foratura
Programmare il percorso dell’utensile e le condizioni di taglio in base al
disegno del pezzo per ciascuna fase di lavorazione.
6
Page 31

B--64144IT/01
1.2 AVVERTENZE RELATIVE ALLA LETTURA DEL MANUALE
INTRODUZIONE
AVVERTENZE
1 Il funzionamento di una macchina utensile a controllo
numerico non dipende soltanto dal CNC, ma dalla
combinazionedella macchina, del suo armadio elettrico,del
servo sistema, del CNC, del pannello dell’operatore, ecc.
Descrivere il funzionamento e la programmazione di tutte le
possibili combinazioni è praticamente impossibile. Questo
manuale si occupa genericamente del funzionamento e
della programmazione dal punto di vista del CNC. Per i
dettagli relativi ad una specifica macchina utensile, fare
riferimento al manuale preparato dal costruttore, che deve
avere la precedenza su questo manuale.
2 Per facilitare l’accesso del lettore alle informazioni che gli
sono necessarie, sul margine sinistro delle pagine sono
indicati gli argomenti trattati in ciascun paragrafo.
3 In questo manuale, abbiamo cercato di descrivere tutte le
varie funzioni di questi sistemi. Però, non possiamo
descrivere tutto ciò che non deve essere fatto, né tutto ciò
che non può essere fatto, dato l’elevatissimo numero di
possibilità. Pertanto, le funzioni e le combinazioni di
operazioni che non sono date specificamente come
possibili in questo manuale devono essere considerate
“impossibili” e non devono essere tentate.
1. INTRODUZIONE
1.3 AVVERTENZA RELATIVA A VARI TIPI DI DATI
AVVERTENZA
I programmi pezzo, i parametri, le variabili, ecc. sono
registrati nella memoria non volatile del CNC.
Normalmente, questi dati non vengono persi quando il
sistema viene spento. E’ però possibile che questi dati
vengano cancellati in seguito a errori operativi. Si
raccomandadi eseguirne una copia di sicurezza, per poterli
ripristinare rapidamente in caso di necessità.
7
Page 32

Page 33

II. PROGRAMMAZIONE
Page 34

Page 35

B--64144IT/01
1
INTRODUZIONE
PROGRAMMAZIONE
1. INTRODUZIONE
11
Page 36

1. INTRODUZIONE
PROGRAMMAZIONE
B--64144IT/01
1.1
MOVIMENTO
DELL’UTENSILE
LUNGO IL PROFILO
DEL PEZZO -INTERPOLAZIONE
Spiegazioni
D Movimento rettilineo
dell’utensile
L’utensile si muove sui tratti in linea retta e sugli archi che costituiscono
il profilo del pezzo. (Vedere II-4)
Il movimento dell’utensile in linea retta o lungo un arco si dice
interpolazione.
Utensile
Pezzo
Programma
G01X__Y__;
X__;
D Movimento dell’utensile
lungo un arco
Fig. 1.1 (a) Movimento rettilineo dell’utensile
Programma
G03X_ _Y_ _R_ _;
Utensile
Pezzo
Fig. 1.1 (b) Movimento dell’utensile lungo un arco
12
Page 37

B--64144IT/01
PROGRAMMAZIONE
1. INTRODUZIONE
I simboli dei comandi programmati, G01, G02, ..., si dicono funzioni
preparatorie e specificano il tipo di interpolazione eseguito nell’unità di
controllo.
(a) Movimento rettilineo
G01 Y__;
X--Y----;
Unità di Controllo
Interpolazione
a) Movimento
rettilineo
b) Movimento
lungo un arco
Fig. 1.1 (c) Funzione di interpolazione
(b) Movimento lungo un arco
G03X--Y--R--;
Asse X
Asse Y
Movimento
dell’utensile
NOTA
Benché in certe macchine possa essere il pezzo a
muoversi, questo manuale assume che sia sempre
l’utensile a muoversi rispetto al pezzo.
13
Page 38

1. INTRODUZIONE
PROGRAMMAZIONE
B--64144IT/01
1.2
AVANZAMENTO -FUNZIONE
AVANZAMENTO
Il movimento dell’utensile ad una specifica velocità per la lavorazionedel
pezzo si dice avanzamento.
mm/min
F
Pezzo
Tavola
Fig. 1.2 Funzione avanzamento
Utensile
La velocità di avanzamento può essere specificata con un valore
numerico. Per esempio, per fare avanzare l’utensile alla velocità di
150mm/min, specificare:
F150.0
La funzione che decide la velocità di avanzamento è la funzione
avanzamento (Vedere II-5)
14
Page 39

B--64144IT/01
1.3 DISEGNO DEL PEZZO E MOVIMENTO DELL’UTENSILE
PROGRAMMAZIONE
1. INTRODUZIONE
1.3.1
Punto di riferimento (una posizione fissa sulla macchina)
Spiegazioni
Su una macchina a controllo numerico esiste una posizione fissa.
Normalmente, il cambio dell’utensile e la programmazione dello zero
assoluto, descritti più avanti, vengono eseguiti in questa posizione.
Questa posizione si dice punto di riferimento.
Punto di riferimento
Utensile
Pezzo
Tavola
Fig. 1.3.1 Punto di riferimento
L’utensile può essere portato al punto di riferimento in due modi:
1) Ritorno manuale al punto di riferimento (Vedere III-3.1.)
Il ritorno al punto di riferimento viene comandato da un pulsante.
2) Ritorno automatico al punto di riferimento (Vedere II-6)
Il ritorno al punto di riferimento viene comandato dal programma.
In genere, il ritorno manuale al punto di riferimento viene eseguito
subito dopo l’accensione della macchina. Successivamente, per
portare l’utensile sul punto di riferimento allo scopo di cambiare
l’utensile, viene utilizzata la funzione automatica.
15
Page 40

1. INTRODUZIONE
1.3.2
Sistema di
coordinate del
disegno del pezzo e
sistema di coordinate
specificato dal CNC -Sistema di
coordinate
PROGRAMMAZIONE
Z
Y
X
Programma
B--64144IT/01
Z
Y
X
Sistema di coordinate
Spiegazioni
D Sistemi di coordinate
Disegno del pezzo
Fig. 1.3.2 (a) Sistemi di coordinate
Comando
Uten-
Z
Macchina utensile
sile
Y
Pezzo
X
CNC
Esistono due tipi di sistemi di coordinate (Vedere II-7).
1) Sistema di coordinate del disegno del pezzo
Il sistema di coordinate è scritto sul disegno del pezzo. Il programma
viene scritto usando queste coordinate.
2) Sistema di coordinate specificato dal CNC
Il sistema di coordinate viene generato sulla macchina utensile.
Questo si ottiene programmando la distanza tra la posizione attuale
dell’utensile e l’origine del sistema di coordinate da impostare.
Y
230
300
Zero
programma
Fig. 1.3.2 (b) Sistema di coordinate specificato dal CNC
Posizione attuale dell’utensile
Distanza dall’origine del sistema di
coordinate da impostare
X
16
Page 41

B--64144IT/01
PROGRAMMAZIONE
1. INTRODUZIONE
Quando il pezzo è montato sulla tavola, i due sistemi di coordinate
giacciono come segue:
Sistema di coordinate
del disegno stabilito
Sistema di coordinate
specificato dal CNC stabilito
sulla tavola
Tav o l a
Fig. 1.3.2 (c) Sistema di coordinate specificato dal CNC e sistema di
coordinate del disegno
Y
Y
Pezzo
sul pezzo
X
X
D Metodi per il settaggio dei
due sistemi di coordinate
nella stessa posizione
L’utensile si muove nel sistema di coordinate specificato dal CNC in
accordo con i comandi del programma generati facendo riferimento al
sistema di coordinate del disegno del pezzo, e lavora quest’ultimo
secondo la forma voluta dal disegno.
Pertanto, per lavorare correttamente il pezzo secondo il disegno, i due
sistemi di coordinate devono essere fatti coincidere.
Questo si ottiene tenendo conto della forma e del numero dei pezzi da
lavorare, con i metodi descritti qui sotto.
1) Usando un punto standard del pezzo
Y
Distanza fissa
Zero programma
Portare il centro dell’utensile sul punto standard e impostare il
sistema di coordinate specificato dal CNC in questa posizione.
Punto standard
del pezzo
Distanza fissa
X
17
Page 42

1. INTRODUZIONE
PROGRAMMAZIONE
B--64144IT/01
(2) Montando il pezzo direttamente contro la maschera.
Zero programma
Maschera
Portare il centro dell’utensile sul punto diriferimentoe impostareil sistema
dicoordinate specificato dal CNC in questa posizione.(La mascheradeve
essere montata in una posizione predeterminata rispetto al punto di
riferimento).
3) Montando un pallet portapezzo contro la maschera.
Pallet
Maschera
Pezzo
Comportarsi come nel precedente punto 2).
18
Page 43

B--64144IT/01
1.3.3
Programmazione
delle quote per il
movimento
dell’utensile -Comandi assoluti e
incrementali
Spiegazioni
PROGRAMMAZIONE
1. INTRODUZIONE
I valori delle coordinate per i comandi di movimento dell’utensile
possono essere specificati in modo assoluto o incrementale (Vedere
II-8.1).
D Comando assoluto
D Comando incrementale
L’utensile si porta sul punto che giace alla distanza specificata rispetto
all’origine del sistema di coordinate, cioè, nella posizione indicata dal
valore delle coordinate.
Z
X
Comando di movimento dal punto
A al punto B
Y
B(10.0, 30.0, 20.0)
G90 X10.0 Y30.0 Z20.0 ;
Coordinate del punto B
Utensile
A
Specificare la distanza tra la nuova posizione dell’utensile e la posizione
corrente.
Z
B
X
Comando di movimento dal punto
A al punto B
Y=-30.0
19
Utensile
A
X=40.0
Y
Z=-10.0
G91 X40.0 Y-30.0 Z-10.0
Distanza e direzione del
movimento lungo ciascun asse
;
Page 44

1. INTRODUZIONE
PROGRAMMAZIONE
B--64144IT/01
1.4
VELOCITA’ DI
TAGLIO -FUNZIONE
VELOCITA’ DEL
MANDRINO
Esempi
La velocità dell’utensile rispetto al pezzo durante la lavorazione si dice
velocità di taglio. Nel CNC, la velocità di taglio può essere espressa
la velocità del mandrino in
Velocità del mandrino N
giri/min
giri/min.
Utensile
Diametro utensile
φDmm
V: Velocità di taglio
mm/min
Pezzo
con
<Supponiamo di dover lavorare un pezzo con una velocità di taglio di
80m/min usando un utensile con un diametro di 100mm.>
La velocità del mandrino è approssimativamente 250 giri/min, che si
ottiene da N = 1000v/πD. Pertanto, nel programma pezzo deve essere
specificato:
S250;
I comandi relativi alla velocità del mandrino costituiscono la funzione
velocità mandrino (Vedere II-9).
20
Page 45

B--64144IT/01
PROGRAMMAZIONE
1. INTRODUZIONE
1.5
SELEZIONE
DELL’UTENSILE DA
USARE NELLE VARIE
LAVORAZIONI -FUNZIONE UTENSILE
Esempi
Per l’esecuzione di forature, maschiature, alesature, o fresature, ecc. è
necessario selezionare l’utensile appropriato. Questo si ottiene
assegnando a ciascun utensile un numero e specificando tale numero nel
programma.
Numero utensile
01
02
<Supponiamo di aver assegnato ad un utensile il numero 01>
Se l’utensile viene caricato nella posizione 01 del magazzino utensili,
l’utensile viene selezionato specificando: T01. Questa è la funzione
utensile (Vedere II-10).
Magazzino ATC
21
Page 46

1. INTRODUZIONE
PROGRAMMAZIONE
B--64144IT/01
1.6
COMANDI PER LE
FUNZIONI DELLA
MACCHINA -FUNZIONI
MISCELLANEE
Durante la lavorazione, è necessario far ruotare il mandrino, attivare il
refrigerante, ecc. A questo scopo, devono essere controllate le operazioni
di avvio e arresto del motore del mandrino, di apertura e chiusura della
valvola del refrigerante, ecc. .
Utensile
Refrigerante
Pezzo
La funzione che specifica le operazioni di attivazione/disattivazione dei
dispositivi della macchina si dice funzione miscellanea. In generale,
questa funzione si specifica con un codice M (Vedere II-11).
Per esempio, quando viene specificato M03, inizia la rotazione in senso
orario del mandrino, alla velocità programmata.
22
Page 47

B--64144IT/01
PROGRAMMAZIONE
1. INTRODUZIONE
1.7 CONFIGURAZIONE DEL PROGRAMMA
L’insieme dei comandi forniti al CNC per il controllo della macchina si
dice programma. Specificando i comandi opportuni, si ottiene il
movimento dell’utensile lungo linee rette o archi, si attiva e si disattiva
il motore del mandrino, ecc. I comandi devono essere specificati nella
sequenza in cui devono aver luogo le varie operazioni.
Blocco
Blocco
Blocco
Programma
Fig. 1.7 (a) Configurazione del programma
Blocco
⋅
⋅
⋅
⋅
Blocco
Sequenza
delle
operazioni
Il gruppo di comandi di ciascun passo si dice blocco. Il programma
consiste in un gruppo di blocchi per l’esecuzione di una serie di
operazioni. Il numero che permette di distinguere ciascun blocco è il
numero di sequenza; il numero che permette di distinguere ciascun
programma è il numero programma (Vedere II-12).
23
Page 48

1. INTRODUZIONE
PROGRAMMAZIONE
B--64144IT/01
Spiegazioni
D Blocco
Il blocco e il programma hanno la seguente configurazione.
Blocco
Nfffff Gff Xff.f Yff.f Mff ;TffSff
Numero di
sequenza
Funzione
preparatoria
Fig. 1.7 (b) Configurazione del blocco
Funzione di
interpolazione
Funzione
miscellanea
Funzione
mandrino
Funzione
utensile
Fine
del
blocco
I blocchi iniziano con un numero di sequenza che specifica la sequenza
delle operazioni e terminano con un codice di fine blocco. Questo
manuale indica il codice di fine blocco con il carattere ; (LF in codice ISO
e CR in codice EIA).
Il contenuto delle parole dimensionali dipende dalla funzione
preparatoria. In questo manuale, le parole dimensionali sono spesso
rappresentate dal simbolo IP_.
D Programma
;
Offff;
⋅
⋅
⋅
M30 ;
Fig. 1.7 (c) Configurazione del programma
Numero programma
Blocc
o
Blocc
o
Blocc
⋅
o
⋅
⋅
Fine del programma
Normalmente, all’inizio del programma, dopo il codice di fine blocco (;),
è specificato il numero del programma, e alla fine del programma si trova
un codice di fine del programma (M02, M30).
24
Page 49

B--64144IT/01
PROGRAMMAZIONE
1. INTRODUZIONE
D Programma principale
e sottoprogrammi
Quando la stessa lavorazione compare in vari punti di un programma,può
venire predisposto un programma specifico per tale lavorazione, che si
dice sottoprogramma. Il programma originale, per contro, si dice
programma principale. Quando, durante l’esecuzione del programma
principale, viene incontrato un comando di esecuzione di un
sottoprogramma, vengono eseguiti i comandi contenuti nel
sottoprogramma. Terminata l’esecuzione del sottoprogramma, il
controllo ritorna al programma principale.
Programma principale
⋅
⋅
M98P1001
⋅
⋅
⋅
M98P1002
⋅
⋅
⋅
M98P1001
⋅
Sottoprogramma #1
O1001
M99
Sottoprogramma #2
O1002
Programma
per il foro #1
Programma
per il foro #2
⋅
⋅
M99
Foro #1
Foro #1
Foro #2
Foro #2
25
Page 50

1. INTRODUZIONE
1.8 GEOMETRIA DELL’UTENSILE E MOVIMENTI PROGRAMMATI DELL’UTENSILE
Spiegazioni
PROGRAMMAZIONE
B--64144IT/01
D Lavorazione con
l’estremità dell’utensile Compensazione
lunghezza utensile
D Lavorazione con il
lato dell’utensile Compensazione
raggio utensile
Generalmente, per lavorare un pezzo sono necessari vari utensili. Gli
utensili hanno lunghezze diverse. Modificare il programma a seconda
dell’utensile impiegato è molto fastidioso. Quindi, viene scelto un
utensile standard, e viene misurata la differenza tra la posizione della
punta dell’utensile standard e quella di ciascun utensile utilizzato.
Memorizzando nel CNC questa differenza (Visualizzazione e
impostazione dei dati: III-11), può essere eseguita la lavorazione senza
modificare il programma anche se l’utensile viene sostituito. Questa
funzione è la compensazione lunghezza utensile. (Vedere II-14.1)
Utensile
standard
H1
H2
Pezzo
H3 H4
Il centro dell’utensile contorna il pezzo passando ad una distanza da esso
pari alla lunghezza del raggio.
Percorso dell’utensile
con la compensazione
raggio utensile
Profilo del pezzo
Pezzo
Utensile
Memorizzando il raggio dell’utensile (Visualizzazione e impostazione
dei dati: III-11), il movimento dell’utensile viene spostato, rispetto al
profilo del pezzo, di un distanza pari a tale raggio. Questa funzione si dice
compensazione raggio utensile. (Vedere II-14.4, 14.5)
26
Page 51

B--64144IT/01
PROGRAMMAZIONE
1. INTRODUZIONE
1.9
AMPIEZZA DEL
MOVIMENTO
DELL’UTENSILE -ZONA DI
SICUREZZA
Alle estremità di ciascun asse della macchina sono installati dei micro di
fine corsa che impediscono all’utensile di uscire dalla zona prestabilita.
La zona in cui l’utensile può muoversi è la sua corsa.
Tavola
Motore
Fine corsa
Zero macchina
Specificare queste distanze.
Gli utensili non possono entrare in quest’area. L’area è specificata da
dati registrati in memoria o inclusi nel programma pezzo.
Oltre alla corsa stabilita per ciascun asse tramite i micro, l’operatore può
definire, da programma o usando dati registrati in memoria, un’areanella
quale l’utensile non può entrare. Questa funzione è detta controllo della
zona di sicurezza (Vedere III-6.3).
27
Page 52

2. ASSI CONTROLLATI
ASSI CONTROLLATI
2
PROGRAMMAZIONE
B--64144IT/01
28
Page 53

B--64144IT/01
2.1
ASSI CONTROLLATI
PROGRAMMAZIONE
Voce 0i Mate--MC
Assi controllati base 3 assi
Assi controllati simultaneamente base 3 assi
NOTA
Il numero degli assi controllabili simultaneamente per
l’avanzamento manuale, il ritorno manuale al punto di
riferimento, o per il movimento rapido in manuale, è 1 o 3 (1
quando il bit 0 (JAX) del parametro 1002 è 0 e 3 quando lo
stesso bit è 1).
2. ASSI CONTROLLATI
2.2
NOMI DEGLI AS SI
Limitazioni
D Nome asse di default
I nomi dei tre assi base sono sempre X, Y e Z.
Se questo parametro è 0, o se gli viene assegnato un carattere non valido,
il nome dell’asse viene assunto di default nell’intervallo 1..3.
Quando viene usato uno dei nomi asse (1 .. 3) assegnati di default, il
funzionamento nei modi memoria e MDI è disabilitato.
29
Page 54

2. ASSI CONTROLLATI
I
S--B
I
S--C
PROGRAMMAZIONE
B--64144IT/01
2.3
SISTEMA DI INCREMENTI
Il sistema di incrementi è costituito dall’incremento minimo di
immissione e dall’incremento minimo di comando. L’incremento
minimo di immissione è la più piccola unità di movimento che può essere
programmata. L’incremento minimo di comando è l’unità minima del
movimento dell’utensile. Ambedue gli incrementi si esprimono in
millimetri, in pollici o in gradi. Per selezionare il sistema di incrementi
impostare opportunamente il bit 1 (ISC) del parametro N. 1004.
L’impostazione di questo bit è valida per tutti gli assi. Ad esempio, se si
seleziona IS--C, il sistema di incrementi sarà IS--C per tutti gli assi.
Nome del sistema
di incrementi
IS--B
IS--C
Incremento minimo
di immissione
0.001mm
0.0001pollici
0.001gradi
0.0001mm
0.00001pollici
0.0001gradi
Incremento minimo
di comando
0.001mm
0.0001pollici
0.001gradi
0.0001mm
0.00001pollici
0.0001gradi
Corsa massima
99999.999mm
9999.9999pollici
99999.999gradi
9999.9999mm
999.99999pollici
9999.9999gradi
L’incremento minimo di comando può essere metrico o in pollici a
seconda della macchina utensile. Specificare il sistema metrico o il
sistema in pollici con il bit 0 (INM) del parametro N. 100.
La selezione fra programmazione in millimetri e programmazione in
pollici si esegue tramite codici G (G20 o G21) o tramite un dato di
impostazione.
2.4 CORSA MASSIMA
Non è consentito l’uso combinato dei sistemi metrico e in pollici.
Esistono funzioni che non possono essere usate tra assi con differenti
sistemi di unità (interpolazione circolare, compensazione raggio utensile,
ecc.). Per il sistema di incrementi adottato, consultare il manuale del
costruttore della macchina utensile.
Corsa massima = Incremento minimo di immissione x 99999999
Vedere 2.3, Sistema di incrementi.
Tabella 2.4 Corsa massima
Sistema di incrementi
Macchina metrica
Macchina in pollici
Macchina metrica
Macchina in pollici
¦99999.999 mm
¦99999.999 gradi
¦9999.9999 po llici
¦99999.999 gradi
¦9999.9999 mm
¦9999.9999 gradi
¦999.99999 po llici
¦9999.9999 gradi
Corsa massima
NOTA
1 Non possono essere specificati comandi che eccedano la
corsa massima.
2 L’effettiva corsa massima dipende dalla macchina u tensile.
30
Page 55

B--64144IT/01
3
PROGRAMMAZIONE
FUNZIONI PREPARATORIE (CODICI G)
Il significato del comando di un blocco è determinato dal codice G
specificato per quel blocco.
I codici G si dividono nei seguenti due tipi.
Tipo Significato
Codici G autocancellanti
Codici G modali Il codice G è attivo finché non viene programmato
(Esempio)
G01 e G00 sono codici G modali del gruppo 01.
Il codice G è attivo per il solo blocco in cui è stato
programmato.
un altro codice G dello stesso gruppo.
3. FUNZIONI PREP ARATORIE
(CODICI G)
G01X ;
Z ;
X ;
G00Z ;
G01 è attivo in questo intervallo.
31
Page 56

3. FUNZIONI PREP ARATORIE
(CODICI G)
PROGRAMMAZIONE
B--64144IT/01
Spiegazioni
1. Quando all’accensione o dopo un reset viene stabilito lo stato di clear
(bit 6 (CLR) del parametro N. 3402), i codici G vengono messi negli
stati descritti qui sotto.
1) I codici G modali sono messi nello stato indicato da
nella tabella
3.
2) Quando all’accensione o dopo un reset viene stabilito lo stato di
clear, G20 e G21 non cambiano.
3) Il modo G22 o G23 attivo all’accensione si seleziona con il bit 7
(G23) del parametro N. 3402. Tuttavia G22 e G23 non cambiano
quando lo stato di clear viene stabilito da un reset.
4) Il bit 0 (G01) del parametro N. 3402 permette di selezionare G00
o G01.
5) Il bit 3 (G91) del parametro N. 3402 permette di selezionare G90
o G91.
6) I bit ”G18” e ”G19” del parametro N. 3402 permettono di
selezionare G17, G18 o G19.
2. I codici G del gruppo 00, salvo G10 e G11, sono codici G
autocancellanti.
3. Se viene specificato un codice G non compreso nella tabella o un
codice G opzionale non previsto dal sistema, si ha un allarme (N. 010).
4. Un blocco può contenere piu’ codici G, se sono dello stesso gruppo il
codice G attivo è l’ultimo.
5. Se quando è attivo il modo ciclo fisso viene specificato un codice G
del gruppo 01, il ciclo fisso viene automaticamente cancellato,
entrando nel modo G80. Per contro, i codici G del gruppo 01 non sono
influenzati dai codici G dei cicli fissi.
6. I codici G sono elencati per gruppo.
7. Il gruppo al quale appartiene G60 è determinato dall’impostazione del
bit MDL (bit 0 del parametro N. 5431). (Quando MDL è 0, è
selezionato il gruppo 00. Quando MDL è 1, è selezionato il gruppo
01.)
32
Page 57

B--64144IT/01
0
1
1
7
0
4
1
1
2
2
PROGRAMMAZIONE
Tabella 3 Elenco dei codici G (1/2)
3. FUNZIONI PREP ARATORIE
(CODICI G)
Codice G
G00
G01
G02
G03 Interpolazione circolare/elicoidale in senso antiorario
G04 Sosta, arresto esatto
G09
G10
G11 Cancella il modo immissione dati da programma
G15
G16
G17
G18
G19 Selezione piano YZ
G20
G21
G22
G23
G27 Controllo del ritorno al punto di riferimento
G28 Ritorno al punto di riferimento
G29
G30 Ritorno al secondo, terzo o quarto punto di riferimento
G31 Funzione di salto della lavorazione
G33 01 Filettatura
G37
G39
G40
G41
G42 Attiva la compensazione raggio utensile a destra
G43
G44
G45 Incremento correzione utensile
G46
G47
G48 Doppio decremento correzione utensile
G49
Gruppo Funzione
Posizionamento (rapido)
01
00
02
06
00
00
07
08
00
08 Cancella la compensazione lunghezza utensile
Interpolazione lineare
Interpolazione circolare/elicoidale in senso orario
Arresto esatto
Immissione dati da programma
Cancella i comandi in coordinate polari
Comandi in coordinate polari
Selezione piano XY
Selezione piano ZX
Programmazione in pollici
Programmazione in millimetri
Attiva il controllo delle zone di sicurezza
Disattiva il controllo delle zone di sicurezza
Ritorno dal punto di riferimento
Misura automatica lunghezza utensile
Interpolazione circolare sugli spigoli
Cancella la compensazione raggio utensile/Cancella la compensa-
zione tridimensionale
Compensazione raggio utensile a sinistra/Compensazione tridimen-
sionale
Compensazione lunghezza utensile, direzione positiva
Compensazione lunghezza utensile, direzione negativa
Decremento correzione utensile
Doppio incremento correzione utensile
Xp: Asse X o suo asse parallelo
Yp: Asse Y o suo asse parallelo
Zp: Asse Z o suo asse parallelo
G50
G51
G50G50.1
G51.1
G52
G53
00
Cancella la scala
Attiva la scala
Cancella l’immagine speculare programmabile
Attiva l’immagine speculare programmabile
Impostazione del sistema di coordinate locali
Selezione del sistema di coordinate della macchina
33
Page 58

3. FUNZIONI PREP ARATORIE
0
0
0
5
1
0
(CODICI G)
PROGRAMMAZIONE
Tabella 3 Elenco dei codici G (2/2)
B--64144IT/01
Codice G
G54
G54.1 Selezione del sistema addizionale di coordinate del pezzo
G55
G56
G57 Selezione del sistema di coordinate del pezzo 4
G58 Selezione del sistema di coordinate del pezzo 5
G59 Selezione del sistema di coordinate del pezzo 6
G60 00/01 Posizionamento unidirezionale
G61 Modo arresto esatto
G62
G63
G64
G65 00 Richiamo macro
G66
G67
G68
G69
G73 Ciclo di foratura a tratti
G74 Ciclo di contromaschiatura
G76 Barenatura fine
G80 Cancella il ciclo fisso
Gruppo Funzione
Selezione del sistema di coordinate del pezzo 1
Selezione del sistema di coordinate del pezzo 2
14
15
12
16
Selezione del sistema di coordinate del pezzo 3
Regolazione automatica velocità sugli spigoli
Modo maschiatura
Modo lavorazione normale
Richiamo macro modale
Cancella richiamo macro modale
Rotazione coordinate
Cancella rotazione coordinate
G81
G82 Ciclo di foratura
G83
G84 Ciclo di maschiatura
G85 Ciclo di barenatura
G86 Ciclo di barenatura
G87 Ciclo di barenatura posteriore
G88 Ciclo di barenatura
G89 Ciclo di barenatura
G90
G91
G92
G92.1
G94
G95
G96
G97
G98
G99
09
03
00
13
Ciclo di foratura o comando operazione esterna
Ciclo di foratura a tratti
Programmazione assoluta
Programmazione incrementale
Impostazione del sistema di coordinate del pezzo o limitazione della
velocità del mandrino
Preset del sistema di coordinate del pezzo
Avanzamento al minuto
Avanzamento al giro
Velocità di taglio costante
Cancella la velocità di taglio costante
Ritorno al livello iniziale
Ritorno al livello del punto R
34
Page 59

4. FUNZIONI DI INTERPOLAZIONE
FUNZIONI DI INTERPOLAZIONE
4
PROGRAMMAZIONE
B--64144IT/01
35
Page 60

B--64144IT/01
PROGRAMMAZIONE
4. FUNZIONI DI INTERPOLAZIONE
4.1 POSIZIONAMENTO (G00)
Formato
Spiegazioni
Il comando G00 muove l’utensile in rapido, nel sistema di coordinate del
pezzo, portandolo sulla posizione specificata con un comando assoluto o
con un comando incrementale.
Nel comando assoluto, si programmano le coordinate del punto finale.
Nel comando incrementale si programma la distanza che deve essere
percorsa dall’utensile.
G00 IP_;
IP_: Per un comando assoluto le coordinate del punto
finale e per un comando incrementale l’entità del
movimento dell’utensile.
Il tipo di percorso dell’utensile può essere scelto tra i seguenti, tramite il
bit 1 (LRP) del parametro N. 1401:
D Posizionamento senza interpolazione lineare
Il posizionamento viene effettuato per ogni asse separatamente. Il
percorso dell’utensile generalmente non è una linea retta.
D Posizionamento con interpolazione lineare
Il percorso dell’utensile è come nell’interpolazione lineare (G01). Il
posizionamento viene effettuato ad una velocità che minimizza il
tempo di posizionamento senza superare la velocità in rapido di
ciascun asse. Il percorso utensile non è identico a quello determinato
da G01.
Punto iniziale
Posizionamento con interpolazione lineare
Punto finale
Posizionamento senza interpolazione lineare
La velocità in rapido viene impostata indipendentemente per ciascun asse
dal costruttore della macchina (parametro N. 1420). Nel posizionamento
G00, l’utensile accelera fino alla velocità predeterminata all’inizio del
blocco e decelera alla fine del blocco. Poi l’esecuzione procede con il
blocco successivo, dopo aver confermato la condizione di in--posizione.
“In--posizione” significa che la posizione programmata è stata
effettivamente raggiunta, entro una certa tolleranza specificata dal
costruttore della macchina (parametro N. 1826).
Il controllo in--posizione per ciascun blocco può essere disabilitato
tramite il bit 5 (NCI) del parametro N. 1601.
36
Page 61

4. FUNZIONI DI INTERPOLAZIONE
PROGRAMMAZIONE
B--64144IT/01
Limitazioni
La velocità in rapido non può essere specificata programmando un codice
F.
Anche se è specificato il posizionamento con interpolazione lineare, nei
seguenti casi il posizionamento avviene senza interpolazione lineare. Di
conseguenza, fare attenzione che l’utensile non urti il pezzo:
D G28 che specifica il posizionamento fra il punto di riferimento e il
punto intermedio
D G53
37
Page 62

B--64144IT/01
PROGRAMMAZIONE
4. FUNZIONI DI INTERPOLAZIONE
4.2 POSIZIONAMENTO UNIDIREZIONALE (G60)
Formato
Per ottenere un posizionamento accurato, senza gioco, è disponibile il
posizionamento finale unidirezionale.
Sovracorsa
Punto iniziale
Punto iniziale
Punto finale
G 6 0 I P --- ;
IP--- : Per un comando assoluto le coordinate del punto finale e
per un comando incrementale l’entità del movimento
dell’utensile.
Arresto temporaneo
Spiegazioni
Esempi
Sovracorsa e direzione di posizionamento sono impostate tramite il
parametro N. 5440. Quando la direzione comandata coincide con la
direzione impostata dal parametro, l’utensile si arresta temporaneamente
prima di raggiungere il punto finale.
G60, che è un codice G autocancellante, può essere usato come codice G
modale del gruppo 01 mettendo a 1 il parametro MDL (N. 5431#0).,
eliminando così la necessità di specificarlo per tutti i blocchi. Le altre
specifiche rimangono le stesse.
Il codice G60 modale viene cancellato dalla programmazione di un altro
codice G del gruppo 01.
Uso di G60 come
codice G autocancellante.
G90;
G60 X0Y0;
G60 X100;
G60 Y100;
G04 X10;
G00 X0Y0;
Posizionamento
unidirezionale
Uso di G60
come codice G modale
G90G60;
X0Y0;
X100;
Y100;
G04X10;
G00X0Y0;
Inizio modo posiziona-mento unidirezionale
Posizionamento
unidirezionale
Sosta
Cancellazione modo
posizionamento
unidirezionale
38
Page 63

4. FUNZIONI DI INTERPOLAZIONE
PROGRAMMAZIONE
B--64144IT/01
Limitazioni
D Nei cicli fissi di foratura, non si ha avvicinamento unidirezionale per
l’asse Z.
D Se non viene impostata tramite parametro la sovracorsa di un asse, per
quell’asse non si ha posizionamento unidirezionale.
D Quando la distanza comandata è uguale a 0, non viene eseguito il
posizionamento unidirezionale.
D La direzione impostata dal parametro non è influenzata dall’immagine
speculare.
D Il posizionamento unidirezionale non si applica al movimento di
allontanamento nei cicli fissi G76 e G87.
39
Page 64

B--64144IT/01
PROGRAMMAZIONE
4. FUNZIONI DI INTERPOLAZIONE
4.3 INTERPOLAZIONE LINEARE (G01)
Formato
Spiegazioni
L’utensile si muove in linea retta.
G01 IP_ F_;
IP_: Per un comando assoluto le coordinatedel punto finalee per
un comando incrementale l’entità del movimento dell’utensile.
F_: Velocità dell’utensile (velocità di avanzamento)
L’utensile va sulla posizione specificata con un movimento rettilineo
eseguito alla velocità di avanzamento specificata con il codice F.
Il codice F è modale e rimane valida finché non viene programmato un
altro codice F. Pertanto non è necessario programmare la velocità di
avanzamento in tutti i blocchi.
La velocità di avanzamento specificata dal codice F è misurata lungo il
percorso dell’utensile.
Se non è mai stato specificato un codice F, la velocità è zero.
La velocità di avanzamento su ciascun asse è la seguente:
Esempi
D Interpolazione lineare
G01ααββγγ
Velocità avanzamento asse α :
Velocità avanzamento asse Β :
Velocità avanzamento asse Γ :
L = α2+ β2+ γ
Ff ;
α
Fα =
× f
L
β
=
× f
F
β
L
γ
Fγ =
× f
L
2
Nel controllo simultaneo di 3 assi, la velocità di avanzamento viene
calcolata come nel controllo di 2 assi.
(G91) G01X200.0Y100.0F200.0 ;
Asse Y
100.0
(Punto finale)
(Punto iniziale)
40
200.00
Asse X
Page 65

4. FUNZIONI DI INTERPOLAZIONE
PROGRAMMAZIONE
B--64144IT/01
4.4
INTERPOLAZIONE CIRCOLARE (G02, G03)
Formato
L’utensile si muove lungo un arco di cerchio.
Arco nel piano XpYp
G17
Arco nel piano ZpXp
G18
Arco nel piano YpZp
G19
G02
G03
G02
G03
G02
G03
Xp_Yp_
Zp_ Xp_
Yp_ Zp_
I_ J_
R_
I_ K_
R_
J_ K_
R_
F_ ;
F_
F_
Tabella 4.4 Descrizione dei comandi
Comando
G17 Specifica di un arco nel piano XpYp
G18 Specifica di un arco nel piano ZpXp
G19 Specifica di un arco nel piano YpZp
G02 Interpolazione circolare in senso orario
G03 Interpolazione circolare in senso antiorario
X
p_
Y
p_
Z
p_
I_ Distanza dal punto iniziale al centro dell’arco lungo l’asse
J_ Distanza dal punto iniziale al centro dell’arco lungo l’asse
k_ Distanza dal punto iniziale al centro dell’arco lungo l’asse
Comando di movimento dell’asse X o di un suo asse parallelo (parametro N. 1022)
Comando di movimento dell’asse Y o di un suo asse parallelo (parametro N. 1022)
Comando di movimento dell’asse Z o di un suo asse parallelo (parametro N. 1022)
Xp
Yp
Zp
Descrizione
R_ Raggio dell’arco con s egno
F_ Velocità di avanzamento lungo l’arco
41
Page 66

B--64144IT/01
Spiegazioni
PROGRAMMAZIONE
4. FUNZIONI DI INTERPOLAZIONE
D Senso dell’interpolazione
circolare
D Comando di movimento
D Specifica del centro
dell’arco
Il senso orario (G02) e il senso antiorario (G03) dell’interpolazione
circolare nel piano XpYp (piano ZpXp o piano YpZp) è definito
guardando il piano XpYp nella direzione da positivo a negativo dell’asse
Zp (asse Yp o asse Xp), nel sistema di coordinate cartesiane. Vedere la
sottostante figura.
Yp Xp Zp
G18
G03
Zp
G03
G02
Yp
G19
G02
G17
G03
G02
Xp
Il punto finale dell’arco si specifica con gli indirizzi Xp, Yp o Zp e si
esprime in valori assoluti o incrementali, a seconda dello stato G90/G91.
Per i valori incrementali,si specificano le coordinatedel punto finale visto
dal punto iniziale.
Il centro dell’arco si specifica con gli indirizzi I, J e K, rispettivamente per
gli assi Xp, Yp e Zp. I valori che seguono I, J o K sono le componenti di
un vettore in cui il centro dell’arco è visto dal punto iniziale, e sono
sempre specificati come valori incrementali, indipendentemente da
G90/G91 (vedi sotto).
Il segno di I, J e K determina la direzione.
Punto finale (x,y)
yx
x
Centro
i
Punto
iniziale
j
Punto finale (z,x)
z
Centro
Punto finale (y,z)
z
k
Punto
iniziale
i
y
Centro
Punto
j
iniziale
k
I0, J0 e K0 possono essere omessi. Se Xp, Yp e Zp sono tutti omessi (il
punto finale coincide con il punto iniziale) e il centro è specificato con I,
J e K, viene assunto un arco di 360 gradi (un cerchio completo).
G02I; Comanda un cerchio completo
Se la differenza fra il raggio al punto iniziale e il raggio al punto finale
dell’interpolazione circolare supera il valore del parametro N. 3410 si
verifica l’allarme N. 020.
42
Page 67

4. FUNZIONI DI INTERPOLAZIONE
PROGRAMMAZIONE
B--64144IT/01
D Raggio dell’arco
Invece di specificare il centro dell’arco con I, J o K, può essere specificato,
con l’indirizzo R, il raggio del cerchio cui l’arco appartiene.
In questo caso, si considerano due tipi di archi:minori di 180 gradi e
maggiori di 180 gradi. Per gli archi maggiori di 180 gradi, il raggio deve
essere specificato come valore negativo. Se Xp, Yp e Zp sono tutti
omessi(il punto finale coincide con il punto iniziale) e si usa R, risulta
programmato un arco di 0 gradi.
G02R; L’utensile non si muove.
Per l’arco (1) (minore di 180°)
G91 G02 X
Per l’arco (2) (maggiore di 180°)
G91 G02 X
60.0 YP20.0 R50.0 F300.0 ;
P
60.0 YP20.0 R--50.0 F300.0 ;
P
2
r=50mm
Punto iniziale
Y
Punto finale
1
r=50mm
D Velocità di avanzamento
Limitazioni
X
La velocità di avanzamento nell’interpolazione circolare è quella
specificata dal codice F e la velocità lungo l’arco (la velocità tangenziale
dell’arco) viene controllata in modo da mantenerla uguale alla velocità di
avanzamento specificata.
L’errore tra la velocità programmata e l’effettiva velocità di avanzamento
è entro #2%. La velocità di avanzamento viene misurata lungo l’arcodopo
aver applicato la compensazione raggio utensile.
Se I, J, K e R sono specificati contemporaneamente, l’arco specificato con
R ha la precedenza e I, J e K sono ignorati.
Se è comandato un asse diverso da quelli che formano il piano specificato,
viene visualizzato un allarme.
Per esempio, se l’asse U è specificato come parallelo all’asse X quando
è specificato il piano XY, vi verifica l’allarme P/S N. 028.
Se un arco il cui angolo al centro è vicino a 180° viene programmato con
R, il calcolo delle coordinate del centro può generare un errore. In questo
caso, specificare il centro dell’arco con I, J e K.
43
Page 68

B--64144IT/01
Esempi
PROGRAMMAZIONE
Asse Y
100
4. FUNZIONI DI INTERPOLAZIONE
50R
140
60R
200
Asse X
60
40
0
90 120
Il percorso utensile della figura qui sopra si programma come segue:
(1) In programmazione assoluta
G92X200.0 Y40.0 Z0 ;
G90 G03 X140.0 Y100.0R60.0 F300.;
G02 X120.0 Y60.0R50.0 ;
o
G92X200.0 Y40.0Z0 ;
G90 G03 X140.0 Y100.0I--60.0 F300.;
G02 X120.0 Y60.0I--50.0 ;
(2) In programmazione incrementale
G91 G03 X--60.0 Y60.0 R60.0 F300.;
G02 X--20.0 Y--40.0 R50.0 ;
o
G91 G03 X--60.0 Y60.0 I--60.0 F300. ;
G02 X--20.0 Y--40.0 I--50.0 ;
44
Page 69

4. FUNZIONI DI INTERPOLAZIONE
PROGRAMMAZIONE
B--64144IT/01
4.5 INTERPOLAZIONE ELICOIDALE (G02, G03)
Formato
Spiegazioni
L’interpolazioneelicoidale si programma specificando fino a due altriassi
che si muovo in sincronia con gli assi dell’interpolazione circolare. In
questo modo è possibile comandare un percorso utensile elicoidale.
Movimento sincrono con l’arco nel piano XpYp
G17
Movimento sincrono con l’arco nel piano ZpXp
G18
Movimento sincrono con l’arco nel piano YpZp
G19
α,β:Due assi non appartenenti al piano dell’interpolazione circolare.
G02
G03
G02
G03
G02
G03
Possono essere specificati fino a due altri assi.
Xp_Yp_
Xp_Zp_
Yp_Zp_
I_J_
R_
I_K_
R_
J_K_
R_
α_(β_)F_;
α_(β_)F_;
α_(β_)F_;
Il metodo di programmazioneconsiste nell’aggiungeresemplicementeun
comando di movimento di un asse diverso da quelli dell’interpolazione
circolare. (Sezione II--4.4)
Il codice F specifica la velocità di avanzamento lungo l’arco. Quindi, la
velocità di avanzamento dell’asse lineare e’:
Limitazioni
Lunghezza del movimento dell’asse lineare
Fx ———————————————————————————————————————
Lunghezza dell’arco
Determinare la velocità di avanzamento in modo che la velocità dell’asse
lineare non ecceda alcun limite. Il bit 0 (HFC) del parametro N. 1404 può
essere usato per impedire che la velocità di avanzamento dell’asse lineare
ecceda vari valori limite.
Z
Percorso utensile
YX
La velocità di avanzamento lungo l’arco
è la velocità di avanzamento specificata.
La compensazione raggio utensile viene applicata soltanto all’arco.
La correzione utensile e la compensazione lunghezza utensile non
possono essere usate in un blocco nel quale è comandata l’interpolazione
elicoidale.
45
Page 70

B--64144IT/01
PROGRAMMAZIONE
4. FUNZIONI DI INTERPOLAZIONE
4.6 FILETTATURA (G33)
Formato
Con il comando G33 si possono eseguire filettature parallele a passo
costante. l’encoder montato sul mandrino legge in tempo reale la velocità
del mandrino. Questa velocità viene convertita nella velocità di
avanzamento al minuto per il movimento dell’utensile.
I
P
G33 _ F_ ;
F : Passo sull’asse lungo
Z
Pezzo
X
Spiegazioni
Generalmente, la filettatura viene eseguita in più passate, dalla
sgrossaturaalla finitura. Dato che la filettatura inizia quando il dispositivo
di retroazione del mandrino rileva il segnale di 1--giro, essa inizia ad un
punto fisso e il percorso dell’utensile non muta nelle varie passate. La
velocità del mandrino deve rimanere costante per tutte le passate,
altrimenti il passo risulterà errato.
In generale, l’errore di inseguimento del servo produrrà un errore nel
passo all’inizio e alla fine della filettatura. Per compensare questo errore
specificare una filettatura appena più lunga del necessario.
La tabella 4.6 elenca gli intervalli di specifica del passo.
Tabella 4.6 Intervalli di specifica del passo
Program-
mazione
in mm
Program-
mazione
in pollici
Incremento minimo di
comando
0.001 mm da F1 a F50000
(da 0.01 a 500.00mm)
0.0001 mm da F1 a F50000
(da 0.01 a 500.00mm)
0.0001 pollici da F1 a F99999
(da 0.0001 a 9.9999pollici)
0.00001 pollici da F1 a F99999
(da 0.0001 a 9.9999pollici)
Passo specificabile
46
Page 71

4. FUNZIONI DI INTERPOLAZIONE
PROGRAMMAZIONE
B--64144IT/01
NOTA
1. La velocità del mandrino è limitata come segue:
Max velocità avanzamento
1 ≦ Velocità del mandrino ≦
Passo della filettatura
Velocità del mandrino : giri/min
Passo : mm o pollici
Max velocità di avanzamento: mm/min o pollici/min; il minore tra il valore massimo
programmabile e la massima velocità di avanzamento consentita dai motori e dalla macchina
utensile.
2. La regolazione della velocità di avanzamento non viene applicata alla velocità di
avanzamento convertita in nessuna passata, dalla sgrossatura alla finitura. La velocità di
avanzamento è fissa al 100%.
3. Alla velocità di avanzamento convertitaviene applicato il limite della velocità di avanzamento.
4. Durante la filettatura, il feed hold è disabilitato. Se il tasto feed hold viene premuto durante
la filettatura, l’utensile si arresta alla fine del blocco senza filettatura successivo all’ultimo
blocco di filettatura (cioè, dopo che è stato cancellato il modo G33).
Esempi
Esecuzione di una filettatura con un passo di 1.5mm
G33 Z10. F1.5 ;
47
Page 72

B--64144IT/01
PROGRAMMAZIONE
4. FUNZIONI DI INTERPOLAZIONE
4.7 FUNZIONE DI SALTO (G31)
Formato
Spiegazioni
G31 comanda l’interpolazione lineare come G01. L’immissione di un
segnale esterno di salto durante l’esecuzione di questo comando
interrompe il resto del blocco e fa eseguire il blocco successivo.
La funzione di salto si usa quando il punto finale non è noto a priori, ma
è specificato da un segnale della macchina, come, per esempio, nella
rettifica. Questa funzione si usa anche per misurare le dimensioni del
pezzo.
G31 IP_;
G31: Codice G autocancellante (valido solo per il blocco che
lo contiene)
Le macroistruzioni possono usare i valori delle coordinate del punto cui
è pervenuto il segnale di salto in quanto essi vengono memorizzati nelle
variabili di sistema #5061 -- #5063 delle macroistruzioni.
#5061 Valore della coordinata X
#5062 Valore della coordinata Y
#5063 Valore della coordinata Z
DIFFIDA
Quando la velocità di avanzamento è al minuto, disabilitare
la regolazione della velocità di avanzamento, la prova a
vuoto e l’accelerazione/decelerazione automatica usando
i parametri N. 6200 e successivi (però, queste funzioni
diventano disponibili se viene messo a 1 il bit 7 (SKF) del
parametroN. 6200.), allo scopo di evitareerroridi posizione
quando perviene il segnale di salto. Queste funzioni sono
abilitate quando è specificata la velocità di avanzamento al
giro.
NOTA
G31 non può essere usato quando è attiva la
compensazione raggio utensile. Prima di specificare il
comando G31, cancellare la compensazione raggio
utensile con G40, altrimenti si ha l’allarme P/S N. 035.
48
Page 73

4. FUNZIONI DI INTERPOLAZIONE
Esempi
D Il blocco successivo
a G31 contiene un
comando incrementale
PROGRAMMAZIONE
G31 G91X100.0 F100;
Y50.0;
B--64144IT/01
D Il blocco successivo
a G31 contiene un
comando assoluto
per un solo asse
Segnale di salto ricevuto qui
Y
100.0
X
Fig. 4.7 (a) Il blocco successivo è un comando incrementale
G31 G90X200.00 F100;
Y100.0;
Segnale di salto ricevuto qui
50.0
Movimento effettivo
Movimento senza
segnale di salto
Y100.0
X200.0
Movimento effettivo
Movimento senza segnale di salto
D Il blocco successivo
a G31 contiene un
comando assoluto
per due assi
Fig. 4.7 (b) Il blocco successivo è un comando assoluto per un asse
G31 G90X200.0 F100;
X300.0 Y100.0;
Y
Segnale di salto ricevuto qui
100
100 200 300
Fig. 4.7 (c) Il blocco successivo è un comando assoluto per due assi
(300,100)
Movimento effettivo
Movimento senza
segnale di salto
X
49
Page 74

B--64144IT/01
PROGRAMMAZIONE
4. FUNZIONI DI INTERPOLAZIONE
4.8
SEGNALE DI SALTO
AD ALTA VELOCITA’
(G31)
Formato
La funzione di salto opera in base ad un segnale di salto ad alta velocità
(collegato direttamente al CNC, senza passare per il PMC), invece che
con un segnale di salto normale.
In questo caso, possono esistere fino a 8 segnali in ingresso.
Il ritardo e l’errore dell’ingresso del segnale di salto variano da 0 a 2 msec
dal lato NC (senza considerare quelli del lato PMC).
Questa funzione mantiene il suddetto valore entro 0.1 msec, aumentando
così la precisione della misura.
Per i dettagli consultare il manuale del costruttore della macchina
utensile.
G31 IP_;
IP
G31: Codice G autocancellante (valido solo per il blocco nel quale è
specificato)
50
Page 75

4. FUNZIONI DI INTERPOLAZIONE
PROGRAMMAZIONE
B--64144IT/01
4.9
SALTO ALLA COPPIA LIMITE (G31 P99)
Formato
Spiegazioni
D G31 P99
Se viene limitata la coppia del motore (per esempio con un comando di
limitazione della coppia emesso dal PMC), un comando di movimento
successivo a G31 P99 (o a G31 P98) può generare lo stesso tipo di
avanzamento in lavoro specificato da G01 (interpolazione lineare).
Se viene ricevuto un segnale indicante che è stata raggiunta la coppia
limite (a causa della pressione applicata o per qualche altra ragione), si
verifica un salto della lavorazione.
Per i dettagli relativi all’impiego di questa funzione, consultareil manuale
del costruttore della macchina utensile.
G31 P99 F_ ;P_I
G31 P98 F_ ;
G31: Un codice G autocancellante (codice G valido solo per il
P_I
blocco nel quale è specificato)
Se viene raggiunta la coppia limite del motore, o viene ricevuto un segnale
di salto, durante l’esecuzione di G31 P99, il comando di movimento in
corso viene cancellato e viene eseguito il blocco successivo.
D G31 P98
D Comando del limite
della coppia
D Variabili di sistema
delle macroistruzioni
Limitazioni
D Comando asse
D Errore del servosistema
Se viene raggiunta la coppia limite del motore durante l’esecuzione di
G31 P98, il comando di movimento in corso viene cancellato e viene
eseguito il blocco successivo. Il segnale di salto <X0004#7> non
influenza G31 P98. Se durante l’esecuzione di G31 P98 il CNC riceve un
segnale di salto, lo ignora.
Se prima dell’esecuzione di G31 P99/98 non viene specificata la
limitazionedella coppia, il movimento continua; anche se viene raggiunta
la coppia limite, il salto non viene eseguito.
Quando vengono specificati G31 P99 o G31 P98, le variabili macro
contengono le coordinate della posizione raggiunta alla fine del salto
(vedere la sezione 4.7).
Se la lavorazione viene saltata in seguito a un segnale di salto, le stesse
variabili conterranno le coordinate di macchina del punto di fine del salto,
anziché le coordinate del punto nel quale è pervenuto il segnale.
Un blocco G31 P98/P99 può comandare il movimento di un solo asse. Se
in tale blocco vengono specificati due o più assi, o non viene specificato
alcun asse, si ha l’allarme P/S N. 015.
Se durante l’esecuzione di G31 P98/99 perviene il segnale indicante che è
stata raggiunta la coppia limite e il grado di erroredel servo è maggiore di
32767, si ha l’allarme P/S N. 244.
D Salto ad alta velocità
D Controllo della velocità
Con G31 P99, un segnale di salto può causare un salto, ma non un salto ad
alta velocità.
Il bit 7 (SKF) del parametro N. 6200 deve essere impostato in modo da
disabilitare la prova a vuoto, le regolazioni, e l’accelerazione/
decelerazione automatica per i comandi di salto G31.
51
Page 76

B--64144IT/01
PROGRAMMAZIONE
4. FUNZIONI DI INTERPOLAZIONE
D Comandi consecutivi
Esempi
Non usare G31 P98/99 in blocchi consecutivi.
DIFFIDA
Specificare sempre la limitazione della coppia prima di
comandare G31 P99/98. In caso contrario, G31 P99/98
permetterà l’esecuzione del comando di movimento senza
provocare alcun salto.
NOTA
Se G31 viene programmato nel modo compensazione
raggio utensile, si ha l’allarme P/S N. 035. Prima di
comandare G31, cancellare il modo compensazione raggio
utensile programmando G40.
O0001 ;
:
:
MJJ ;
:
:
G31 P99 X200. F100 ;
:
G01 X100. F500 ;
:
:
MYY ;
:
:
M30 ;
:
%
Il PMC specifica la limitazione della
coppia attraverso la finestra.
Comando di salto alla coppia limite
Comando di movimento per il quale è
applicata la limitazione della coppia
Limitazione della coppia cancellata
dal PMC
52
Page 77

4. FUNZIONI DI INTERPOLAZIONE
PROGRAMMAZIONE
B--64144IT/01
4.10
SALTO MULTIPASSO (G31)
Formato
In un blocco contenente P1, P2, P3 o P4 dopo G31, la funzione di salto
multipasso memorizza nelle variabili delle macroistruzioni le coordinate
della posizione in cui si alza un segnale di salto (4 punti o 8 punto; 8 punti
se si usa il segnale di salto ad alta velocità).
I parametri da 6202 a 6205 permettono di selezionare un segnale di salto
a 4 punti o a 8 punti (quando si usa un segnale di salto ad alta velocità).
Un segnale di salto può essere fatto corrispondere a più Pn o Qn (n = 1,
2, 3, 4), oppure a uno specifico Pn o Qn. Per la sosta possono essere usati
i parametri da DS1 a DS8 (N. 6206#0--#7).
Con la funzione di salto è possibile utilizzare il segnale emesso da un
dispositivo di misura per saltare la lavorazione comandata dal
programma. Nella rettifica a tuffo, ad esempio, è possibile eseguire
automaticamente una serie di operazioni, dalla sgrossatura alla passata di
spegnifiamma, alzando un segnale di salto al completamento di ciascuna
operazione di sgrossatura, semifinitura, finitura o di spegnifiamma.
Comando di movimento
G31IP__F__P__;
IP_ : Punto finale
F_ : Velocità di avanzamento
P_ : P1 --P4
Spiegazioni
D Segnali di salto
Comando di sosta
G04 X (U, P)__ (Q__) ;
X(U, P)_ : Tempo di sosta
Q_ : Q1 -- Q4
Il salto multipasso si comanda programmando P1, P2, P3 o P4 in un
blocco G31. Per la spiegazione di come scegliere P1, P2, P3 o P4,
consultare il manuale del costruttore della macchina utensile.
La specifica di Q1, Q2, Q3 o Q4 in un blocco G04 (comando di sosta)
permette di saltare la sosta allo stesso modo di G31. La sosta può essere
saltata anche senza specificare Qn. Consultare il manuale del costruttore
della macchina utensile.
I parametri da 6202 a 6205 permettono di specificare se si usa un segnale
di salto a 4 punti o a 8 punti (quando si usa il segnale di salto ad alta
velocità). La specifica non è limitata alla corrispondenza uno a uno. E’
possibile specificare che un segnale di salto corrisponde a due o più Pn
o Qn (n = 1..4). Inoltre è possibile usare i bit da 0 (DS1) a 7 (DS8) del
parametro N. 6206 per specificare la sosta.
AVVERTENZA
Se non è specificato Qn e non sono settati i parametri DS1
-- DS8 (N. 6206#0--#7), la sosta non viene saltata.
53
Page 78

5. FUNZIONI DI AVANZAMENTO
FUNZIONI DI AVANZAMENTO
5
PROGRAMMAZIONE
B--64144IT/01
54
Page 79

B--64144IT/01
PROGRAMMAZIONE
5. FUNZIONI DI AVANZAMENTO
5.1
INTRODUZIONE
D Funzioni di avanzamento
D Regolazione
D Accelerazione e decelera-
zione automatiche
Le funzioni di avanzamentocontrollano il movimento dell’utensile.Sono
disponibili le seguenti due funzioni:
1. Rapido
Quando viene specificato un comando di posizionamento (G00),
l’utensile si muove alla velocità rapida stabilita nel CNC (parametro
N. 1420).
2. Avanzamento in lavoro
L’utensile si muove alla velocità di avanzamento programmata.
La velocità dell’utensile può essere regolata, sia in rapido sia in lavoro,
usando il selettore che si trova sul pannello dell’operatore.
Allo scopo di ottenere partenze e arresti graduali, all’inizio e alla fine dei
movimenti dell’utensile vengono applicate automaticamente
l’accelerazione e la decelerazione (Fig. 5.1(a)).
Rapido
F
R
F
: Velocità in rapido
R
: Costante di tempo
T
R
per l’accelerazione
/decelerazione in
rapido
0
T
R
Avanzamento in lavoro
F
C
0
T
C
Fig. 5.1 (a) Accelerazione e decelerazione automatiche (esempio)
T
R
F
C
T
C
T
C
Tempo
: Velocità di avanzamento
: Costante di tempo per
l’accelerazione/decele-razione in lavoro
Tempo
55
Page 80

5. FUNZIONI DI AVANZAMENTO
PROGRAMMAZIONE
B--64144IT/01
D Percorso dell’utensile
durante l’avanzamento
in lavoro
Se fra due blocchi consecutivi di avanzamento in lavoro cambia la
direzione del movimento, può derivarne un arrotondamento dello spigolo
(Fig. 5.1 (b)).
Y
Percorso utensile programmato
Percorso utensile effettivo
0
Fig. 5.1 (b) Esempio di percorso dell’utensile fra due blocchi
X
In interpolazione circolare, si verifica un errore di raggio (Fig. 5.1 (c)).
Y
0
Fig. 5.1 (c) Esempio di errore del raggio dell’interpolazione circolare
∆r:Errore
r
Percorso utensile
programmato
Percorso utensile effettivo
X
L’arrotondamento dello spigolo illustrato dalla fig. 5.1 (b) e l’errore di
raggio illustrato nella fig. 5.1 (c) dipendono dalla velocità di
avanzamento. Pertanto, se si vuole che l’utensile esegua il percorso
programmato occorre controllare la velocità di avanzamento.
56
Page 81

B--64144IT/01
5.2
RAPIDO
Formato
PROGRAMMAZIONE
G00 IP_ ;
G00 : Codice G (gruppo 01) per il posizionamento in rapido
IP_ : Coordinate del punto finale
5. FUNZIONI DI AVANZAMENTO
Spiegazioni
Il posizionamento in rapido si ottiene con il comando di posizionamento
(G00). In rapido, il blocco successivo viene eseguito dopo che la velocità
è scesa a 0 e la posizione programmata è stata raggiunta, con una
tolleranza stabilita dal costruttore della macchina utensile (controllo
in--posizione).
Non è necessarioprogrammare la velocità, dato che questa è impostataper
ciascun asse tramite il parametro N. 1420.
La velocità in rapido può essere regolata tramite il selettore che si trova
sul pannello dell’operatore: Fo, 25%, 50%, 100%
F0 è una velocità fissa impostata con il parametro N. 1421.
Per i dettagli, consultare il manuale del costruttore della macchina
utensile.
57
Page 82

5. FUNZIONI DI AVANZAMENTO
PROGRAMMAZIONE
B--64144IT/01
5.3
AVANZAMENTO IN LAVORO
Formato
La velocità di avanzamento per l’interpolazione lineare (G01),
l’interpolazione circolare (G02, G03), ecc. si programma come valore
numerico dopo il codice F.
Nell’avanzamento in lavoro, il blocco successivo è eseguito in modo da
minimizzare la variazione della velocità di avanzamento.
Sono disponibili quattro modalità di specifica:
1. Avanzamento al minuto (G94)
Dopo il codice F, specificare l’entità dell’avanzamento al minuto .
2. Avanzamento al giro (G95)
Dopo il codice F, specificare l’entità dell’avanzamento al giro del
mandrino.
3. F--1 cifra
Dopo il codice F specificare il numero di 1 cifra corrispondente alla
velocità memorizzata nel CNC che si vuole comandare.
Avanzamento al minuto
G94 ; Codice G (gruppo 05) per l’avanzamento al minuto
F__: Velocità di avanzamento (mm/min o pollici/min)
Spiegazioni
D Controllo della velocità
tangenziale costante
Avanzamento al giro
G95 ; Codice G (gruppo 05) per l’avanzamento al giro
F__: Velocità di avanzamento (mm/giro o pollici/giro)
F--1 cifra
FN ;
N: Numeroda1a9
La velocità di avanzamento è controllata in modo che la velocità nella
direzione risultante sia sempre uguale alla velocità programmata.
YY
Punto finale
F
Punto
iniziale
F
Punto
iniziale
Interpolazione lineare
Fig. 5.3 (a) Velocità tangenziale (F)
58
Centro Punto
X
Interpolazione circolare
finale
X
Page 83

B--64144IT/01
PROGRAMMAZIONE
5. FUNZIONI DI AVANZAMENTO
D Avanzamento al minuto
(G94)
Nel modo avanzamento al minuto, G94, la velocità di avanzamento
dell’utensileal minuto viene direttamenteprogrammata col codice F. G94
è modale, dopo essere stato specificato, rimane valido finché non viene
comandato un altro codice G dello stesso gruppo. All’accensione è attivo
il modo avanzamento al minuto.
Alla velocità di avanzamento al minuto può essere applicata una
regolazione da 0 a 254% (con incrementi di 1%) tramite il selettore che
si trova sul pannello dell’operatore. Per i dettagli, consultare il manuale
del costruttore della macchina utensile.
Avanzamento al minuto
(mm/min o pollici/min)
Utensile
Pezzo
Tavola
Fig. 5.3 (b) Avanzamento al minuto
DIFFIDA
Alcuni comandi, come la filettatura, inibiscono la
regolazione della velocità di avanzamento.
D Avanzamento al giro
(G95)
Il modo avanzamento al giro si specifica con G95. L’avanzamento
dell’utensile al giro del mandrino si specifica direttamente con il codice
F. G95 è modale. Una volta programmato, resta attivo finché non viene
programmato un altro codice G dello stesso gruppo.
Alla velocità di avanzamento al minuto può essere applicata una
regolazione da 0 a 254% (con incrementi di 1%) tramite il selettore che
si trova sul pannello dell’operatore. Per i dettagli, consultare il manuale
del costruttore della macchina utensile.
F
Avanzamento al giro
(mm/min o pollici/min)
Fig. 5.3 (c) Avanzamento al giro
AVVERTENZA
Quando la velocità di rotazione del mandrino è bassa, la
velocità di avanzamento non è uniforme. Il grado di non
uniformità aumenta con il diminuire della velocità del
mandrino.
59
Page 84

5. FUNZIONI DI AVANZAMENTO
PROGRAMMAZIONE
B--64144IT/01
D Codice F1 cifra della velo-
cità di avanzamento
Fmax : massima velocità di avanzamento per F1--F4 (Parametro N. 1460), o
X : Un valore compreso tra 1 e 127 (Parametro N. 1450)
D Limitazione della velocità
di avanzamento
Programmando il codice F seguito da un numero di una cifra (da 1 a 9),
è possibile comandare la velocità di avanzamento preimpostata tramite
parametro (da 1451 a 1459) per il numero specificato. F0 specifica la
velocità rapida. La velocità di avanzamento corrispondente al numero
specificato può essere variata ruotando il generatore manuale di impulsi
dopo aver messo in ON il commutatore “variazione della velocità di
avanzamento F1 cifra”, che si trova sul pannello dell’operatore.
L’aumento o la riduzione della velocità di avanzamento per grado del
generatore manuale di impulsi sono dati da:
Fmax
nF=——————
100X
massima velocità di avanzamento per F5--F9 (Parametro N. 1461)
La velocità di avanzamento impostata, o modificata, non viene persa
spegnendo il sistema. La velocità di avanzamento corrente viene
visualizzata sul CRT.
Con il parametro N. 1422 può essere impostato il limite superiore della
velocità di avanzamento, valido per tutti gli assi. Se la velocità di
avanzamento effettiva (velocità programmata più regolazione) supera
questo limite, essa viene limitata in modo da non eccederlo.
Il parametro N. 1430 permette di specificare il limite massimo della
velocità di avanzamento per ciascun asse solo per l’interpolazione lineare
e l’interpolazione circolare. Se, in seguito all’interpolazione, la velocità
di avanzamento lungo un asse eccede il massimo stabilito per quell’asse,
la velocità di avanzamento è limitata a tale massimo.
Riferimento
NOTA
Il limite superiore della velocità di avanzamento si specifica
in mm/min o in pollici/min.
Eccetto che durante l’accelerazione o la decelerazione,
l’errore aritmetico del CNC rispetto al valore comandato
della velocità di avanzamento è entro il ”2%. Questo errore
si applica al tempo misurato per un movimento dell’utensile
di 500 mm o più, dopo aver raggiunto una velocità
stazionaria.
L’intervallo dei valori specificabili per la velocità di avanzamento è
fornito nell’appendice C.
60
Page 85

B--64144IT/01
PROGRAMMAZIONE
5. FUNZIONI DI AVANZAMENTO
5.4
CONTROLLO DELLA VELOCITA’ DI
AVANZAMENTO
Nome della funzione
Arresto esatto G09
Arresto esatto G61
Modo lavorazione normale G64
Modo maschiatura G63
Auto
Regolazione automatica
della velocità sugli spigoli
interni
Riduzione della velocità
di avanzamento nell’interpolazione circolare
interna
Codice G Validità del codice G Descrizione
G62
--
La velocità di avanzamento può essere controllata come è indicato nella
tabella 5.4.
Tabella 5.4 Controllo della velocità di avanzamento
Questa funzione è valida solo
per i blocchi specificati.
Una volta specificata questa
funzione rimane valida finché
non vengono specificati G62,
G63 o G64.
Una volta specificata questa
funzione rimane valida finché
non vengono specificati G61,
G62 o G63.
Una volta specificata questa
funzione rimane valida finché
non vengono specificati G61,
G62 o G64.
Una volta specificata questa
funzione rimane valida finché
non vengono specificati G61,
G63 o G64.
Questa funzione è valida nel
modo compensazione raggio
utensile, indipendentemente
dal codice G.
Alla fine del blocco l’utensile decelera e
viene eseguito il controllo di in posizione. Poi viene eseguito il blocco successivo.
Alla fine del blocco l’utensile decelera e
viene eseguito il controllo di in posizione. Poi viene eseguito il blocco successivo.
Alla fine del blocco, l’utensile non decelera e il blocco successivo viene eseguito immediatamente.
Alla fine del blocco, l’utensile non decelera e il blocco successivo viene eseguito immediatamente. La regolazione
della velocità di avanzamento e feed
hold sono disabilitati.
Quando l’utensile si muove lungo uno
spigolo interno nel modo compensazione raggio utensile, viene applicata
una regolazione della velocità di avanzamento allo scopo di ridurre la quantità di materiale asportato per unità di
tempo in modo da produrre una buona
finitura della superficie.
La velocità di avanzamento per la lavorazione interna in interpolazione circolare viene ridotta.
NOTA
1. Lo scopo del controllo di in posizione è di controllare che
la posizione comandata sia stata raggiunta, entro un certo
intervallo stabilito dal costruttore della macchina utensile
tramite un parametro.
Il controllo di in posizione non viene eseguito quando il bit
5 (NCI) del parametro N. 1601 è 1.
2. Angolo di uno spigolo interno θ:2° < θ ≦ α ≦ 178°
(α èunvaloreprestabilito)
Pezzo
θ
Utensile
61
Page 86

5. FUNZIONI DI AVANZAMENTO
Formato
5.4.1
Arresto esatto (G09, G61) Modo lavorazione (G64) Modo maschiatura (G63)
PROGRAMMAZIONE
Arresto esatto G09 IP_ ;
Modo arresto esatto G61 ;
Modo lavorazione normale G64 ;
Modo maschiatura G63 ;
Regolazione automatica della velocità sugli spigoli G62 ;
B--64144IT/01
Spiegazioni
Il percorso dell’utensile all’intersezione di due blocchi è diverso a
seconda del modo arresto esatto, lavorazione normale o maschiatura (Fig.
5.4.1).
Y
(2)
(1)
0
Fig. 5.4.1 Esempi di percorso utensile all’intersezione dei blocchi (1) e (2)
Controllo posizione
Percorso utensile nel modo arresto esatto
Percorso utensile nel modo lavorazione
normale e nel modo maschiatura
X
AVVERTENZA
All’accensione o in caso di clear, è stabilito il modo
lavorazione normale (G64).
62
Page 87

B--64144IT/01
PROGRAMMAZIONE
5. FUNZIONI DI AVANZAMENTO
5.4.2
Regolazione automatica della velocità sugli
spigoli
5.4.2.1
Riduzione della velocità sugli spigoli interni (G62)
Spiegazioni
D Condizioni di applica-
zione della regolazione
Quando è attiva la compensazione raggio utensile, il movimento
dell’utensile viene automaticamente decelerato sugli spigoli interni e
nell’interpolazione circolare interna.
Questo riduce il carico sull’utensile e produce superfici più regolari.
Quando viene specificato G62, se l’utensile lavora uno spigolo interno ed
è applicata la compensazione raggio utensile, la velocità di avanzamento
viene automaticamente ridotta ai due lati dello spigolo.
I quattro tipi di spigoli interni possibili sono illustrati nella figura
5.4.2.1(a).
Uno spigolo è interno quando:
2 ≦ θ ≦ θp ≦ 178 (vedere la figura 5.4.2.1 (a)).
θp è un valore specificato con il parametro N. 1711. Quando θ è
approssimativamente uguale a θp, lo spigolo interno è determinato con
un errore non superiore a 0.001.
1. Linea retta -- linea retta 2. Linea retta -- arco
θ
3. Arco -- linea retta
θ
Fig. 5.4.2.1 (a) Spigoli interni
:Utensile
:Percorso utensile
programmato
:Percorso centro
utensile
4. Arco -- arco
θ
θ
63
Page 88

5. FUNZIONI DI AVANZAMENTO
PROGRAMMAZIONE
B--64144IT/01
D Applicazione della
regolazione
Quando uno spigolo è considerato interno, la velocità di avanzamento
viene ridotta prima e dopo l’intersezione dei due movimenti. Ls e Le sono
distanze lineari fra il centro dell’utensile e il punto di intersezione (Fig.
5.4.2.1 (b), (c) e (d)). Queste distanze sono prestabilite rispettivamente
con i parametri N. 1713 e 1714.
Percorso utensile
programmato
Percorso centro utensile
La velocità di avanzamento viene ridotta nel tratto dal punto a al punto b.
Fig. 5.4.2.1 (b) Applicazione della regolazione (lineare -- lineare)
Le
a
Ls
b
Quando il percorso programmato è costituito da due archi, la regolazione
è applicata se i punti iniziale e finale sono nello stesso quadrante o in
quadranti adiacenti (Fig. 5.4.2.1 (c)).
Le
Ls
a
Percorso utensile
programmato
b
Percorso centro utensile
La velocità di avanzamento viene ridotta nel tratto dal punto a al punto b.
Fig. 5.4.2.1 (c) Applicazione della regolazione (circolare -- circolare)
64
Page 89

B--64144IT/01
PROGRAMMAZIONE
5. FUNZIONI DI AVANZAMENTO
La velocitàdi avanzamento lungo l’arco (2) è regolata dal punto a al punto
b e dal punto c al punto d (Fig. 5.4.2.1 (d)).
Percorso utensile
d a
programmato
D Entità della regolazione
Limitazioni
D Accelerazione/
decelerazione prima
dell’interpolazione
Ls Le
c
Utensile
Fig. 5.4.2.1 (d) Applicazione della regolazione
(lineare -- circolare, circolare --lineare)
LsLe
b
(2)
Percorso centro
utensile
L’entità della regolazione è stabilita dal parametro N. 1712 ed è valida
anche per la prova a vuoto e per la specifica F--1 cifra.
Nel modo avanzamento al minuto, la velocità effettiva è la seguente:
F
¢ (regolazione automatica per gli spigoli interni) ¢ (regolazione
della velocità di avanzamento)
La regolazione automatica della velocità di avanzamento sugli spigoli
interni è disabilitata durante il controllo dell’accelerazione/decelerazione
prima dell’interpolazione.
D Attivazione della
compensazione raggio
utensile/G41, G42
D Entità della correzione
Quando il blocco che precede lo spigolo è un blocco di attivazione della
compensazione raggio utensile o il blocco che segue lo spigolo include
G41 o G42, questa regolazione è disabilitata.
Se l’entità della correzione è 0, questa funzione è disabilitata.
65
Page 90

5. FUNZIONI DI AVANZAMENTO
PROGRAMMAZIONE
B--64144IT/01
5.4.2.2
Riduzione della velocità
nell’interpolazione
circolare interna
Nella lavorazione interna in interpolazione circolare, la velocità di
avanzamento specificata con F è la velocità lungo il percorso
programmato e non lungo il percorso compensato (Fig. 5.4.2.2). La
velocità di avanzamento lungo il percorso compensato viene calcolata
con l’espressione
Rc
Fx——
Rp
Rc: Raggio del percorso del centro dell’utensile
Rp: Raggio programmato
Questa funzione è valida nel modo compensazione raggio utensile,
indipendentemente dalla programmazione di G62, ed è valida anche per
la prova a vuoto e per la specifica F--1 cifra.
Percorso utensile
programmato
Percorso centro
Rc
Rp
utensile
Fig. 5.4.2.2 Riduzione della velocità di avanzamento nell’interpolazione
circolare interna
Se Rc è molto più piccolo di Rp, Rc/Rp tende a zeroe l’utensile si ferma. Il
parametro N. 1710 permette di fissare un tasso minimo di decelerazione
(MDR). Se Rc/Rp è minore di MDR, la velocità di avanzamento diventa
(FxMDR).
NOTA
Se l’interpolazione circolare interna viene eseguita nel modo G62 (regolazione automatica
della velocità sugli spigoli interni) la velocità di avanzamento effettiva dell’utensile diventa:
Rc
F
X —
5.4.3
Decelerazione automatica sugli spigoli
X (Regolazione per gli spigoli interni) X (Regolazione della velocità di avanzamento)
Rp
Questa funzione controlla automaticamente la velocità di avanzamento
sugli spigoli in base all’angolo formato dai due movimenti o in base alla
differenza fra le velocità di avanzamento di due blocchi consecutivi,
lungo ciascun asse.
Questa funzione è effettiva quando il bit 6 del parametro N. 1601 (ADC)
è 1, il sistema è nel modo G64 (lavorazione normale) e un blocco di taglio
(blocco A) è seguito da un altro blocco di taglio (blocco B).
La scelta fra i due metodi di controllo (in base all’angolo o in base alla
differenza di velocità) si esegue con il bit 4 del parametro N. 1602 (CSD).
66
Page 91

B--64144IT/01
PROGRAMMAZIONE
5. FUNZIONI DI AVANZAMENTO
5.4.3.1
Decelerazione sugli
spigoli in base
all’angolo
Spiegazioni
D Schema di flusso del
controllo della velocità
di avanzamento
Questa funzione attua la decelerazione quando l’angolo formato dai
blocchi A e B nel piano selezionato è minore dell’angolo specificato con
il parametro N. 1740. La funzione esegue il blocco B quando le velocità
di avanzamento del primo e del secondo asse sono minori della velocità
specificatacon il parametro N. 1741. In questo caso, la funzione considera
che il numero degli impulsi accumulati sia zero.
Lo schema di flusso del controllo della velocità di avanzamento è
presentato qui sotto.
INIZIO
L’angolo dello spigolo è minore
dell’angolo specificato con il
parametro N. 1740?
Si
Le velocità di avanzamento
lungo gli assi X e Y sono minoridi
quella specificata con il parametro N. 1741?
No
No
Ulteriore decelerazione
nel blocco A.
D Velocità di avanzamento
etempo
Si
Il numero di impulsi accumulati è
considerato uguale a zero e
viene eseguito il blocco B.
FINE
La relazione fra la velocità di avanzamento e il tempo quando l’angolo
dello spigolo è minore dell’angolo specificato dal parametro è illustrata
qui sotto. Benché al tempo t rimangano gli impulsi accumulati equivalenti
all’areatratteggiata, viene eseguito il blocco successivoperché la velocità
di avanzamento del circuito di accelerazione/decelerazione è minore di
quella stabilita dal parametro. Questa funzione è effettiva solo per i
movimenti nel piano selezionato.
Velocità di avanzamento V
Blocco A
Blocco B
Velocità da parametro
67
t
Tempo t
Page 92

5. FUNZIONI DI AVANZAMENTO
PROGRAMMAZIONE
B--64144IT/01
D Angolo fra i due blocchi
1. Fra due movimenti lineari
θ
D Piano selezionato
L’angolo θ fra i blocchi A e B è illustrato nella seguente figura.
2. Fra un movimento lineare e un movi-mento circolare (angolo fra il movi-mento lineare e la tangente al movi-mento circolare)
θ
θ
3. Fra due movimenti circolari
(Angolo fra le tangenti ai due
movimenti circolari)
θ
La comparazione fra l’angolo formato dai due blocchi e l’angolo
specificato con il parametro N. 1740 viene eseguita solo per i movimenti
nel piano selezionato. Le velocità di avanzamento confrontate con la
velocità specificata dal parametro N. 1741 sono solo quelle del primo e
del secondo asse dello stesso piano. Questo significa che quando sono
comandati movimenti di tre o più assi, sono considerati solo i movimenti
del primo e del secondo asse del piano selezionato.
D Arrotondamento degli
spigoli
D Arresto esatto
Limitazioni
L’arrotondamentodegli spigoli è determinato dall’angolo e dalla velocità
di avanzamentodei parametri N. 1740 e 1741. Per ottenere sempre spigoli
vivi, specificare 0 per l’angolo e 180000 (equivalente a 180 gradi) per la
velocità di avanzamento.
Quando è specificato G90 (arresto esatto), l’arresto esatto viene sempre
eseguito, indipendentemente dai valori assegnati ai parametri (N. 1740
(angolo) e 1741 (velocità di avanzamento)).
Questa funzione è disabilitata nei modi blocco singolo e prova a vuoto.
68
Page 93

B--64144IT/01
PROGRAMMAZIONE
5. FUNZIONI DI AVANZAMENTO
5.4.3.2
Decelerazione sugli spigoli in base alla differenza di velocità fra gli assi
Spiegazioni
D Schema di flusso del
controllo della velocità
di avanzamento
Questa funzione riduce la velocità di avanzamento quando la differenza
fra le velocità di avanzamento di ciascun asse comandate nei due blocchi
A e B è maggiore del valore specificato con il parametro N. 1781. La
funzione esegue il blocco B quando le velocità di avanzamento di tutti gli
assi sono minori del valore specificatocon il parametro N. 1741. In questo
caso, la funzione considera che il numero degli impulsi accumulati sia
zero.
Lo schema di flusso del controllo della velocità di avanzamento è
presentato qui sotto.
INIZIO
La differenzafra le velocità di avanzamento lungo ciascun asse nei
due blocchi è maggiore del valore
del parametro (N. 1781)?
Si
Le velocità di avanzamento lungo
tutti gli assi sono minori di quella
specificata con il parametro (N.
1741)?
Si
No
No
Ulteriore decelerazione
nel blocco A
D Velocità di avanzamento
etempo
Il numero di impulsi accumulati è
considerato uguale a zero e viene
eseguito il blocco B.
FINE
La relazione fra la velocità di avanzamento e il tempo quando la differenza
fra le velocità di avanzamento di ciascun asse è maggiore del valore
specificato con il parametro N. 1781 è illustrata qui sotto. Benché al
tempo t rimangano gli impulsi accumulati equivalenti all’area
tratteggiata, viene eseguito il blocco successivo perché la velocità di
avanzamento del circuito di accelerazione/decelerazione è minore di
quella stabilita dal parametro N. 1741.
Velocità di avanzamento V
Blocco A
Velocità da parametro
t
Blocco B
Tempo t
69
Page 94

5. FUNZIONI DI AVANZAMENTO
PROGRAMMAZIONE
B--64144IT/01
Senza decelerazione
Con decelerazione
Velocità di
avanzamento
lungo l’asse X
Velocità di
avanzamento
lungo l’asse Y
Velocità di
avanzamento
lungo la tangente
allo spigolo
1
F¢
Rmax
Vmax
Vc [X]
Vc [Y]
Vmax
Vmax
D Specifica della differenza
accettabile fra le velocità
di avanzamento di ciascun
asse
D Controllo della differenza
fra le velocità di avanzamento
D Arresto esatto
D Regolazione
Limitazioni
N1 N2 t
La differenza accettabile fra le velocità di avanzamento può essere
specificata per ciascun asse con il parametro N. 1783.
La differenza fra le velocità di avanzamento è controllata anche nel modo
prova a vuoto o durante la decelerazione causata da un segnale esterno,
usando i comandi della velocità di avanzamento specificati dal
programma.
Quando è specificato G90 (arresto esatto), l’arresto esatto è eseguito
indipendentemente dall’impostazione dei parametri.
Se interviene una variazione della regolazione della velocità di
avanzamento, la differenza fra le velocità di avanzamento non può essere
controllata correttamente.
Questa funzione è disabilitata nei modi blocco a blocco, avanzamento al
giro, comando F--1 cifra e maschiatura rigida.
70
Page 95

B--64144IT/01
sogir
i
5.5 SOSTA (G04)
Formato
PROGRAMMAZIONE
5. FUNZIONI DI AVANZAMENTO
Sosta G04 X_ ; oppure G04 P_ ;
X_ : Tempo di sosta (punto decimale ammesso)
P_ : Tempo di sosta (punto decimale non ammesso)
Spiegazioni
Quando viene specificata una sosta, l’esecuzione del blocco successivo
è ritardata per il tempo specificato. Specificando una sosta, è possibile
eseguire un controllo esatto nel modo lavorazione normale (modo G62).
Se non sono specificati né P né X, viene eseguito l’arresto esatto.
Il bit 1 (DWL) del parametro N. 3405 può specificare la sosta in giri nel
caso dell’avanzamento al giro (G95).
Tabella 5.5 (a) Intervallo dei valori di comando del tempo di sosta
(Comando X)
Sistema di incrementi
IS--B da 0.001 a 99999.999
IS--C da 0.0001 a 9999.9999
Tabella 5.5 (b) Intervallo dei valori di comando del tempo di sosta
Sistema di incrementi
IS--B da 1 a 99999999 0.001 s o giri
IS--C da 1 a 99999999 0.0001 s o giri
Intervallo dei valori dei
comandi
(Comando P)
Intervallo dei valori dei
comandi
Unità del tempo
di sosta
Unità del tempo
di sosta
71
Page 96

6. PUNTO DI RIFERIMENTO
PUNTO DI RIFERIMENTO
6
PROGRAMMAZIONE
Su una macchina utensile a CNC è definita una posizione speciale nella
quale, generalmente, viene eseguito il cambio utensile o viene stabilito il
sistema di coordinate, come si vedrà più avanti. Questa posizione è detta
punto di riferimento.
B--64144IT/01
72
Page 97

B--64144IT/01
6.1 RITORNO AL PUNTO DI RIFERIMENTO
Introduzione
PROGRAMMAZIONE
6. PUNTO DI RIFERIMENTO
D Punto di riferimento
Il punto di riferimento è un punto fisso sulla macchina al quale l’utensile
può essere portato facilmente con la funzione del ritorno al punto di
riferimento.
Per esempio, il punto di riferimento è usato come posizione di cambio
utensile automatico.
Possono essere definiti fino a quattro punti di riferimento, specificandone
le coordinate nel sistema di coordinate della macchina tramite parametri
(da 1240 a 1243).
Y
2˚ punto di riferimento
3˚ punto di riferimento
Punto di riferimento
4˚ punto di
riferimento
Zero macchina
Fig. 6.1 (a) Zero macchina e punti di riferimento
X
73
Page 98

6. PUNTO DI RIFERIMENTO
PROGRAMMAZIONE
B--64144IT/01
D Ritorno al punto di
riferimento e movimento
dal punto di riferimento
D Controllo del ritorno al
punto di riferimento
L’utensile può essere portato automaticamente sul punto di riferimento
passando per un punto intermedio lungo l’asse specificato. Oppure,
l’utensile può essere portato automaticamente dal punto di riferimento a
un punto specificato passando per il punto intermedio lungo l’asse
specificato. Al completamento del ritorno al punto di riferimento si
accende la spia corrispondente.
Ritorno al punto di riferimento A→B→ R
Ritorno dal punto di riferimento R→B→ C
B (Punto
intermedio)
A (Posizione di partenza del
ritorno al punto di riferimento)
Fig. 6.1 (b) Ritorno al punto di riferimento e ritorno dal punto di riferimento
C (Destinazione del ritorno dal
punto di riferimento)
R (Punto di riferimento)
Il controllo del ritorno al punto di riferimento (G27) è la funzione che
controlla se l’utensile è ritornato correttamente al punto di riferimento
come specificato dal programma. Se l’utensile è ritornato correttamente
al punto di riferimento lungo l’asse specificato, la spia dell’asse si
accende.
Formato
D Ritorno al punto
di riferimento
D Ritorno dal punto
di riferimento
D Controllo del ritorno al
punto di riferimento
G28 IP_ ; Ritorno al punto di riferimento
G30 P2 IP_ ; Ritorno al secondo punto di riferimento
(P2 può essere omesso)
G30 P3 IP_ ; Ritorno al terzo punto di riferimento
G30 P4 IP_ ; Ritorno al quarto punto di riferimento
IP_: Comando che specifica la posizione del punto intermedio
(comando assoluto o incrementale)
G29 IP_ ;
IP_: Comando che specifica la destinazione del ritorno dal punto di
riferimento (comando assoluto o incrementale)
G27 IP_ ;
IP_: Comando che specifica la posizione del punto di riferimento
(comando assoluto o incrementale)
74
Page 99

B--64144IT/01
Spiegazioni
PROGRAMMAZIONE
6. PUNTO DI RIFERIMENTO
D Ritorno al punto di
riferimento (G28)
D Ritorno al secondo,
terzo e quarto punto
di riferimento (G30)
D Ritorno dal punto di
riferimento (G29)
Il posizionamento sul punto intermedio e il posizionamento sul punto di
riferimento sono eseguiti alla velocità in rapido specificata per ciascun
asse.
Quindi, per sicurezza, la compensazione raggio utensile e la
compensazione lunghezza utensile devono essere cancellate prima di
eseguire questo comando.
Le coordinate del punto intermedio vengono memorizzate dal CNC solo
per gli assi specificati nel blocco G28. Per gli altri assi vengono usate le
coordinate precedentemente specificate.
Esempio: N1 G28 X40.0 ; Punto intermedio (X40.0)
N2 G28 Y60.0 ; Punto intermedio (X40.0, Y60.0)
In un sistema senza trasduttore di posizione assoluto, il ritorno al secondo,
terzoo quarto punto di riferimentopuò essere eseguito solo dopo il ritorno
al punto di riferimento con G28 o il ritorno manuale al punto di
riferimento (vedere III--3.1). Il comando G30 si usa quando la posizione
del cambio utensile automatico (ATC) è diversa dal punto di riferimento.
In generale, viene programmato immediatamente dopo un G28 o un G30.
In programmazione incrementale, i valori comandati rappresentano la
distanza dal punto intermedio.
Il posizionamento è eseguito alla velocità in rapido di ciascun asse.
Se, dopo che l’utensile è ritornato al punto di riferimento passando per il
punto intermedio in seguito ad un comando G28, viene cambiato il
sistema di coordinate del pezzo, anche il punto intermedio viene traslato
nel nuovo sistema di coordinate. Se poi viene comandato G29, l’utensile
va sulla posizione comandata passando per il punto intermedio traslato
nel nuovo sistema di coordinate.
Le stesse operazioni sono eseguite anche per il comando G30.
D Controllo del ritorno al
punto di riferimento (G27)
D Impostazione della
velocità di avanzamento
per il ritorno al punto di
riferimento
Il comando G27 posiziona l’utensile in rapido. Se l’utensile raggiunge il
punto di riferimento, si accende la spia del ritorno al punto di riferimento
e viene eseguito il blocco successivo. Se la posizione raggiunta
dall’utensile non è il punto di riferimento, viene visualizzato un allarme
(N. 092).
Dopo l’accensione, prima del primo ritorno manuale al punto di
riferimento, che stabilisce il sistema di coordinate della macchina, le
velocità di avanzamento per il ritorno manuale e per il ritorno automatico
al punto di riferimento e la velocità in rapido corrispondono alla velocità
specificata per ciascun asse con il parametro N. 1428. La velocità di
avanzamento per il ritorno manuale al punto di riferimento è quella
indicata da questo parametro anche dopo che è stato stabilito il sistema
di coordinate della macchina con il primo ritorno manuale al punto di
riferimento.
75
Page 100

6. PUNTO DI RIFERIMENTO
PROGRAMMAZIONE
B--64144IT/01
NOTA
1 A questa velocità di avanzamento viene applicata la
regolazionedella velocità in rapido (F0,25, 50, 100%), la cui
impostazione è 100%.
2 Dopo che è stato stabilito il sistema di coordinate della
macchina con il primo ritorno al punto di riferimento, la
velocità di avanzamento per il ritorno automatico al punto di
riferimento corrisponde alla normale velocità in rapido.
3 Per la velocità rapida in manuale usata quando il sistema di
coordinate della macchina non è ancora stato stabilito
(prima del primo ritorno manuale al punto di riferimento) è
possibile scegliere con il bit 0 (RPD) del parametro N. 1401
fra la velocità di avanzamento in jog e la velocità rapida in
manuale.
Quando il sistema
di coordinate non è
ancora stato stabilito
Ritorno automatico al
punto di riferimento
(G28)
Velocità in rapido (G00) N. 1428 N. 1420
Ritorno manuale al
punto di riferimento
Rapido in manuale N. 1423 *1 N. 1424
N. 1428 N. 1420
N. 1428 N. 1428
Dopo che è stato
stabilito il sistema
di coordinate
NOTA
Se il parametro N. 1428 è 0, le velocità di avanzamento
sono conformi ai valori dei parametri elencati nella
seguente tabella.
Quando il sistema
di coordinate non è
ancora stato stabilito
Ritorno automatico al
punto di riferimento
(G28)
Velocità in rapido (G00) N. 1420 N. 1420
Ritorno manuale al
punto di riferimento
Rapido in manuale N. 1423 *1 N. 1424
N. 1420 N. 1420
N. 1424 N. 1424
Dopo che è stato
stabilito il sistema
di coordinate
1420 : Velocità in rapido
1423 : Velocità di avanzamento in jog
1424 : Velocità rapida in manuale
*1 Valore del parametro N. 1424 quando il bit 0 (RPD) del parametro N.
1401 è 1.
76
 Loading...
Loading...