

Page 1

*
FANUC Series 0 Mate-MC
BETRIEBSHANDBUCH
B-64144GE/01
Page 2

Ȧ Kein Teil dieses Handbuchs darf in irgendeiner Form reproduziert
werden
Ȧ Änderungen in allen Spezifikationen und Ausführungen sind
vorbehalten.
Im Handbuch werden soviele Themen wie möglich angesprochen. Es
würde jedoch den Umfang des Handbuchs sprengen, wenn alle
Möglichkeiten, die unterbleiben sollten oder nicht verwirklicht werden
dürfen, behandelt würden. Funktionen, die nicht ausdrücklich als
zulässig bezeichnet sind, dürfen nicht durchgeführt werden.
Page 3
SICHERHEITSMASSNAHMEN
Im nachfolgendenAbschnitt werden Sicherheitsmaßnahmen im Umgang mit CNC--Steuerungen erläutert. Diese
Sicherheitsmaßnahmen sind unbedingteinzuhalten, umdie BetriebssicherheitCNC--gesteuerter Maschinen(von
dieser Konfiguration wird i m folgenden ausgegangen) zu gewährleisten. Einige Sicherheitsmaßnahmen sind
ausschließlich speziellen Funktionen zugeordnet und kommen deshalb nicht bei allen CNC--Steuerungen zum
Tragen.
Vom Benutzer sind außerdem maschinenbezogene Sicherheitsmaßnahmen zu beachten, die sich im zugehörigen
Handbuch des Maschinenherstellers finden. Vor Inbetriebnahme der Maschine bzw. der Erstellung eines
Programms zur Steuerung der Maschine hat sich der Bediener mit dem vorliegenden Handbuch und dem
jeweiligen Handbuch des Maschinenherstellers eingehend vertraut zu machen.
Inhalt
1. DEFINITION VON WARNHINWEISEN, VORSICHTSHINWEISEN
UND ANMERKUNGEN s--2................................................
2. ALLGEMEINE WARN-- UND VORSICHTSHINWEISE s--3......................
3. WARN-- UND VORSICHTSHINWEISE ZUR PROGRAMMIERUNG s--5..........
4. WARN-- UND VORSICHTSHINWEISE ZUR BEDIENUNG s--7..................
5. WARNHINWEISE ZUR TÄGLICHEN WARTUNG s--9..........................
s- 1
Page 4
1
SICHERHEITSMASSNAHMEN
B--64144GE/01
DEFINITION VON WARNHINWEISEN, VORSICHTSHINWEISEN UND ANMERKUNGEN
Das Handbuch enthält Sicherheitshinweise, die der Sicherheit des Benutzers dienen und eine
Beschädigung der Maschine verhindern sollen. Es wird nach Sicherheitsrelevanz unterschieden in
Warnhinweise und Vorsichtshinweise. Bei Anmerkungen handelt es sich um Zusatzinformationen.
Warnhinweise, Vorsichtshinweise und Anmerkungen vor Inbetriebnahme der Maschine sorgfältig
lesen.
WARNUNG
Hinweis, daß bei Nichtbeachtung der vorgeschriebenen Verfahrensweise für den Benutzer
Verletzungsgefahr besteht, beziehungsweise Gefahr sowohl für den Benutzer als auch für die
Maschine besteht.
VORSICHT
Hinweis, daß bei Nichtbeachtung der vorgeschriebenen Verfahrensweise die Gefahr einer
Beschädigung der Maschine besteht.
ANMERKUNG
Hinweis auf ergänzende Informationen, bei denen es sich nicht um Warnhinweise oder
Vorsichtshinweise handelt.
` Handbuch sorgfältig lesen und an einem sicheren Ort aufbewahren.
s- 2
Page 5
B--64144GE/01
2
SICHERHEITSMASSNAHMEN
ALLGEMEINE WARN-- UND VORSICHTSHINWEISE
WARNUNG
1. Vor der Bearbeitung eines Werkstücks ist die Funktion der Maschine zu prüfen. Dazu wird ein
Probelauf inder Funktion ’Einzelsatz’,’Vorschub--Override’ oder’Maschinensperre’oder ohne
Werkzeug und Werkstück durchgeführt. Andernfalls besteht Gefahr, daß sich die Maschine
während der Bearbeitung unerwartet verhält und Werkstück, Maschine und Personen zu
Schaden kommen.
2. Vor Inbetriebnahme der Maschine sind die Eingabedaten sorgfältig zu überprüfen.
Das Ansteuern der Maschine mit ungeeigneten Daten kann dazu führen, daß sich die Maschine
unerwartet verhält und Werkstück, Maschine und Personen zu Schaden kommen.
3. Die Vorschubgeschwindigkeit ist dem Arbeitsvorgang anzupassen. Generell ist für jede
Maschine eine Begrenzung der Vorschubgeschwindigkeit eingerichtet. Die richtige
Vorschubgeschwindigkeit hängt von dem jeweiligen Bearbeitungsvorgang ab. Die maximal
zulässige Vorschubgeschwindigkeit ist im Maschinenhandbuch angegeben. Das Ansteuern der
Maschine mit einem ungeeigneten Geschwindigkeitsbefehl kann dazu führen, daß sich die
Maschine unerwartet verhält und Werkstück, Maschine und Personen zu Schaden kommen.
4. Bei Verwendung einer Werkzeugkompensationsfunktion sind Richtung und Betrag der
Kompensation sorgfältig zu prüfen.
Das Ansteuern der Maschine mit ungeeigneten Daten kann dazu führen, daß sich die Maschine
unerwartet verhält und Werkstück, Maschine und Personen zu Schaden kommen.
5. Die CNC-- und PMC--Parameter sind werksseitig eingestellt und brauchen normalerweisenicht
verändert werden. Ist eine Abänderung dieser Parameter unumgänglich, muß deren Funktion
genauestens bekannt sein.
Bei falsch eingestellten Parametern besteht die Gefahr eines unerwarteten
Maschinenverhaltens, durch das es zu einer Beschädigung des Werkstücks und/oder der
Maschine beziehungsweise einer Verletzung des Benutzers kommen kann.
6. Nach dem Einschalten der Spannung darf die Handeingabetastatur erst dann betätigt werden,
wenn aufdem Maschinen--Bildschirm diePositionsanzeige bzw. eine Alarmmeldungerscheint.
Die Handeingabetastatur besitzt unter anderem Tasten, die Wartungszwecken oder anderen
Sonderfunktionen zugeordnet sind. Ihre Betätigung kann dazu führen, daß sich die
CNC--Maschine beim Start anders als erwartet verhält.
7. Mit der CNC werden ein Bedienungshandbuch und ein Programmierhandbuch mitgeliefert.
Diese Handbücher enthalten Beschreibungen der Maschinenfunktionen und eventuell
optionaler Funktionen. Ob eine in diesem Handbuch beschriebene optionale Funktion zur
Verfügung steht, richtet sich nach der Ausführung der Maschine. Im Zweifelsfall ist die
Maschinenbeschreibung hinzuzuziehen.
s- 3
Page 6
SICHERHEITSMASSNAHMEN
B--64144GE/01
WARNUNG
8. Zum Teil werden Funktionen nach Angaben des Maschinenherstellers eingerichtet. Hinweise
zur Benutzungsolcher Funktionen und entsprechende Vorsichtsmaßnahmen sindin diesem Fall
dem Handbuch des Maschinenherstellers zu entnehmen.
ANMERKUNG
Programme, Parameter und Makrovariablen werden im nichtflüchtigen Speicher der CNC
gespeichert und gehen normalerweise auch bei abgeschalteter Spannung nicht verloren. Es kann
jedoch zu einem versehentlichen oder im Zuge der Fehlerbeseitigung notwendigen Löschen dieser
Daten aus dem nichtflüchtigen Speicher kommen.
Um diesen Fall auszuschließen und eine schnelle Wiederherstellung gelöschter Daten zu
gewährleisten,sichern Sie alleIhre Daten, undbewahren Siedie Sicherungskopie aneinem sicheren
Ort auf.
s- 4
Page 7
B--64144GE/01
3
1. Einrichten eines Koordinatensystems
SICHERHEITSMASSNAHMEN
WARN-- UND VORSICHTSHINWEISE ZUR
PROGRAMMIERUNG
Der nachfolgende Abschnitt enthält die wichtigsten im Zusammenhang mit der P rogrammierung
zu beachtenden Sicherheitshinweise. Vor der Programmierung Bedienungshandbuch und
Programmierhandbuch sorgfältig lesen.
WARNUNG
Bei einem falsch eingerichteten Koordinatensystem besteht aufgrund der Tatsache, daß das
Programm einen ansonsten richtigen Verfahrbefehl ausgibt, die Gefahr eines unerwarteten
Maschinenverhaltens, durch dases zu einer Beschädigung des Werkzeugs, Werkstücks und/oder
der Maschine beziehungsweise einer Verletzung des Benutzers kommen kann.
2. Positionierung durch Nichtlineare Interpolation
Bei Positionierung mittels nichtlinearer Interpolation (Positionierung durch nichtlineares
Verfahren zwischen Start-- und Endpunkt) i st vor der Programmierung die Werkzeugbahn
sorgfältig zu überprüfen.
Die Positionierungerfolgt im Eilgang. Bei einer Kollision vonWerkzeug undWerkstückbesteht
die Gefahr, daß Werkzeug, Werkstück, Maschine und Personen zu Schaden kommen.
3. Funktionen mit Rundachse
Bei der Programmierung einer Polarkoordinaten--Interpolation bzw. einer S t euerung in
Normalenrichtung(senkrecht)ist auf die Drehzahl der Rotationsachse besonders zuachten. Eine
inkorrekte Programmierung kann dazu führen, daß die Drehzahl der Rotationsachse zu hoch
wird. Bei nicht ordnungsgemäß eingesetztem Werkstück kann sich durch die entstehende
Zentrifugalkraft das Spannfutter vom Werkstück lösen.
Hierdurch werden Werkzeug, Maschine oder Werkstück beschädigt und/oder der Benutzer
verletzt.
4. Umschaltung Zoll/metrisch
Beim Umschalten der Eingabe--Einheiten von Zoll auf metrisch und umgekehrt werden die
Maßeinheiten von Daten wie Werkstücknullpunkt-- Versatz, Parameter und momentane Position
nicht verändert. Vor dem Einschalten der Maschine ist deshalb zu überprüfen, welche Einheiten
verwendetwerden. Sind beim Startder Maschinefalsche Datenwirksam, besteht dieGefahr, daß
Werkzeug, Werkstück, Maschine und Personen zu Schaden kommen.
5. Konstante Schnittgeschwindigkeits--Steuerung
Beim Verfahren einer Achse unter Konstanter Schnittgeschwindigkeits--Steuerung zum
Ursprungspunkt des Werkstück--Koordinatensystems kann dieSpindeldrehzahl unzulässighoch
ansteigen. Um dies zu verhindern, muß eine Höchstdrehzahl festgelegt werden. Bei falsch
eingestellter Höchstdrehzahl besteht die Gefahr, daß Werkzeug, Werkstück, Maschine und
Personen zu Schaden kommen.
s- 5
Page 8

SICHERHEITSMASSNAHMEN
WARNUNG
6. Verfahrbereichskontrolle
Nach dem Einschalten der Spannung ist gegebenenfalls ein manuelles Referenzpunktfahren
durchzuführen. Eine Verfahrbereichskontrolle ist erst nach manuellem Referenzpunktfahren
möglich. Bei deaktivierter Verfahrbereichskontrolle wird auch bei Wegüberschreitung keine
Alarmmeldung ausgelöst. Es besteht die Gefahr, daß Werkzeug, Werkstück, Maschine und
Personen zu Schaden kommen.
7. Werkzeugträger--Kollisionsüberwachung
Im Automatikbetrieb wird anhand der vorgegebenen Werkzeugdaten eine
Werkzeugträger--Kollisionsüberwachung durchgeführt. Entsprechen die Werkzeugdaten nicht
dem tatsächlich benutzten Werkzeug, ist eine einwandfreie Kollisionsüberwachung nicht
möglich. Eskann zu einer Beschädigung desWerkzeugsoder derMaschine odereinerVerletzung
des Benutzers kommen.
Nach dem Einschalten der S pannung oder nach der manuellen Anwahl eines Werkzeugträgers
muß grundsätzlich der Automatikbetrieb aufgenommen und die Nummer des zu benutzenden
Werkzeugs eingegeben werden.
B--64144GE/01
8. Absolut--/Inkrementalmaß--Modus
Wird ein unter Verwendung von Absolutmaßwerten erstelltes Programm im Inkrementalmaßmodus ausgeführt oder umgekehrt, besteht die Gefahreines unerwarteten Maschinenverhaltens.
9. Ebenenwahl
Werden für Kreisinterpolation, Helix--Interpolation oder einen Festzyklus falsche Ebenen
angegeben, besteht die Gefahr eines unerwarteten Maschinenverhaltens. Einzelheiten hierzu
sind den Beschreibungen der betreffenden Funktionen zu entnehmen.
10.Restweg löschen mit Drehmomentgrenze
Dieser Vorgang ist nur möglich, wenn zuvor eine Drehmomentgrenze festgelegt wurde. Der
Befehl zum Restweg--Löschen mit Drehmomentgrenze ohne Angabe eines Drehmomentgrenzwertsführt dazu, daß der betreffendeVerfahrbefehl ohne Löschendes Restwegs ausgeführt
wird.
11. Programmierbare Achsenspiegelung
Beachten Sie, daß programmierte Arbeitsvorgänge durch eine Achsenspiegelung erheblich
verändert werden.
12.Kompensationsfunktion
Wird im Kompensations--Modus ein auf das Maschinen--Koordinatensystem bezogener Befehl
oder ein Befehl zum R eferenzpunktfahren ausgegeben, führt dies zu einem vorübergehenden
Aussetzen der Kompensationsfunktion und unerwartetem Maschinenverhalten.
DerKompensations--Modus ist deshalbvor Ausgabeeines derartigenBefehls stetsabzuschalten.
s- 6
Page 9
B--64144GE/01
4
1. Handbetrieb
SICHERHEITSMASSNAHMEN
WARN-- UND VORSICHTSHINWEISE ZUR BEDIENUNG
Der nachfolgende Abschnitt nennt S i cherheitsmaßnahmen im Zusammenhang mit der
Maschinenbedienung. Vor der Inbetriebnahme Bedienungshandbuch und Programmierhandbuch
sorgfältig lesen.
WARNUNG
Vor der manuellen Bedienung der Maschine sind sorgfältig die momentanen Positionen von
Werkzeug und Werkstück sowie die vorgegebene Achse, Verfahrrichtung und
Vorschubgeschwindigkeit zu prüfen. Bei fehlerhafter Bedienung besteht die Gefahr, daß
Werkzeug, Werkstück, Maschine und Personen zu Schaden kommen.
2. Manuelle Rückkehr zur Referenzposition
Nach dem Einschalten der Spannung ist gegebenenfalls ein manuelles Referenzpunktfahren
durchzuführen. Wird die Maschine ohne vorheriges manuelles Referenzpunktfahren betrieben,
kann es zu unerwartetem Maschinenverhalten kommen. Eine Verfahrbereichskontrolle ist erst
nach manuellem Referenzpunktfahren möglich.
Bei unerwartetem Maschinenverhalten besteht die Gefahr einer Beschädigung des Werkzeugs,
Werkstücks und/oder der Maschine beziehungsweise einer Verletzung des Benutzers.
3. Manuelle numerische Befehle
Vorder manuellen Eingabe numerischerBefehle sind diemomentanen PositionenvonWerkzeug
und Werkstück zu prüfen und sorgfältig zu kontrollieren, daß Achse, Verfahrrichtung und
Vorschubgeschwindigkeit korrekt vorgegeben und die Eingabewerte zulässig sind.
Beim Versuch, mit der Maschine einen unzulässigen Befehl auszuführen, können Werkzeug,
Werkstück, Maschine und Personen zu Schaden kommen.
4. Handradvorschub
Beim Handradvorschub mit großem Skalierungsfaktor, z.B. 100, verfahren Werkzeug und Tisch
mit hoher Geschwindigkeit. Unvorsichtigkeit und Unachtsamkeit können dazu führen, daß
Werkzeug, Maschine und Personen zu Schaden kommen.
5. Deaktivierter Override
Bei deaktiviertem Override (gemäß Befehl in einer Makrovariablen) während des
Gewindeschneidens, Gewindebohrens ohne Ausgleichsfutter oder anderweitigen
Gewindebohrens kann es zu unvorhergesehenen Drehzahlen kommen. Werkzeug, Werkstück
und Maschine können beschädigt oder der Benutzer verletzt werden.
6. Ursprungspunkt--Voreinstellung
Eine Ursprungspunkt--Voreinstellung darf grundsätzlich nie vorgenommen werden während die
Maschine unterProgrammsteuerung arbeitet. Andernfalls besteht dieGefahr eines unerwarteten
Maschinenverhaltens, wodurch Werkzeug und Maschine beschädigt oder der Benutzer verletzt
werden können.
s- 7
Page 10
SICHERHEITSMASSNAHMEN
WARNUNG
7. Verschiebung des Werkstück--Koordinatensystems
Manuelle Eingriffe, Maschinensperre und Achsenspiegelung können zur Verschiebung des
Werkstück--Koordinatensystems führen. Bevor die Maschine unter Programmsteuerung zum
Anlauf gebracht wird, ist das Koordinatensystem sorgfältig zu überprüfen.
Wird die Maschine ohne Berücksichtigung einer Verschiebung des Werkstück--Koordinatensystems unter Programmsteuerung zum Anlauf gebracht, besteht die Gefahr eines unerwarteten
Maschinenverhaltens, durch dases zu einer Beschädigung des Werkzeugs, Werkstücks und/oder
der Maschine beziehungsweise einer Verletzung des Benutzers kommen kann.
8. Software--Maschinenbedienfeld und Menüschalter
Über das Software--Maschinenbedienfeld und die Menüschalter können in Verbindung mit der
Handeingabetastatur Vorgänge wie Moduswechsel, Änderung von Override--Werten und
Tippvorschub durchgeführt werden, die vom Maschinenbedienfeld nicht unterstützt werden.
Es ist jedoch daraufzu achten, daßdie Tastender Handeingabetastatur nicht unbeabsichtigtoder
unkontrolliert betätigt werden, da sonst die Gefahr eines unerwarteten Maschinenverhaltens
besteht, durch das es zu einerBeschädigung des Werkzeugs, Werkstücks und/oder derMaschine
beziehungsweise einer Verletzung des Benutzers kommen kann.
B--64144GE/01
9. Manueller Eingriff
Werden während des Programmbetriebs manuelle Eingriffe vorgenommen, kann sich die
Werkzeugbahnbeim Neustartder Maschineändern. Deshalb sindnach einem manuellen Eingriff
und vor dem Neustart der Maschine stetsdie Einstellungen des Manuell--Absolut--Schalters, der
Parameter und des Modus ”Absolut--/Inkrementalmaß” zu kontrollieren.
10.Vorschub--Halt, Override und Einzelsatz
Die Funktionen Vorschub--Halt, Vorschub--Override und Einzelsatz können mit Hilfe der
Kundenmakro--Systemvariablen Nr. 3004 gesperrt werden. S eien Sie in diesem Fall vorsichtig
beim Betrieb dieser Maschine.
11. Trockenlauf
Die Funktionsweise der Maschine wird in der Regel in einem Trockenlauf überprüft. Im
Trockenlauf verfährt die Maschine mit Trockenlaufgeschwindigkeit, welche von der
programmierten Vorschubgeschwindigkeit abweicht. Die Trockenlaufgeschwindigkeit ist
teilweise höher als die programmierte Verfahrgeschwindigkeit.
12.Fräser-- und Schneidenradiuskompensation im Handeingabe--Modus
Im Handeingabe--Modus (MDI) festgelegte Werkzeugbahnen sind sorgfältig zu kontrollieren, da
hier keine Fräser-- oder Schneidenradiuskompensation wirksam ist. Nach der Eingabe eines
Befehlszur Unterbrechungdes Automatikbetriebsüber die HandeingabetastaturimFräser-- oder
Schneidenradiuskompensations--Modus ist bei Wiederaufnahme des Automatikbetriebs
besonders auf die Werkzeugbahn zu achten. Einzelheiten hierzu sind der Beschreibung der
betreffenden Funktionen zu entnehmen.
13.Programm editieren
Wurde die Maschine zum Editieren des Bearbeitungsprogramms (Ändern, Einfügen, Löschen)
angehalten und die Bearbeitung anschließend wieder aufgenommen, kann es beim Neustart des
Programmszu einemunerwartetenMaschinenverhaltenkommen. An Bearbeitungsprogrammen
dürfen während ihrer Ausführung grundsätzlich keine Änderungen, Einfügungen oder
Löschungen vorgenommen werden.
s- 8
Page 11
B--64144GE/01
5
1. Auswechseln von Speicher--Pufferbatterien
SICHERHEITSMASSNAHMEN
WARNHINWEISE ZUR TÄGLICHEN WARTUNG
WARNUNG
Der Austausch darf nur durch speziell in Sicherheit und Wartung eingewiesenes Personal
vorgenommen werden.
Beim Auswechseln darauf achten, daß die Hochspannung führenden Stromkreise
(gekennzeichnet
Beim Berühren ungeschützter Hochspannungsstromkreisebesteht die Gefahr eines elektrischen
Schlags.
und mit Isolationsabdeckung versehen) nicht berührt werden.
ANMERKUNG
Die CNC ist mit Batterien ausgerüstet, um denSpeicher zu puffern, da Programm--, Korrektur-- und
Parameter--Daten auch bei abgeschalteter Netzspannung erhalten bleiben müssen.
Bei nachlassender Batteriespannung erscheint am Maschinenbedienfeld bzw. auf dem Bildschirm
eine entsprechende Meldung.
Bei niedriger Batteriespannung (Meldung) Batterien innerhalb einer Woche ersetzen. Andernfalls
geht der Inhalt des CNC--Speichers verloren.
Batteriewechsel siehe Abschnitt ”Wartung” im Bedienungshandbuch oder Programmierhandbuch.
s- 9
Page 12
SICHERHEITSMASSNAHMEN
B--64144GE/01
WARNUNG
2. Batteriewechsel an Absolut--Drehgebern
Der Austausch darf nur durch speziell in Sicherheit und Wartung eingewiesenes Personal
vorgenommen werden.
Beim Auswechseln darauf achten, daß die Hochspannung führenden Stromkreise
(gekennzeichnet
Beim Berühren ungeschützter Hochspannungsstromkreisebesteht die Gefahr eines elektrischen
Schlags.
und mit Isolationsabdeckung versehen) nicht berührt werden.
ANMERKUNG
Absolut--Drehgeber sind zur Erhaltung der Absolutpositions--Daten mit Batterien ausgerüstet.
Bei nachlassender Batteriespannung erscheint am Maschinenbedienfeld bzw. auf dem Bildschirm
eine entsprechende Meldung.
Bei niedriger Batteriespannung (Meldung) Batterien innerhalb einer Woche ersetzen. Andernfalls
gehen die Absolutpositions--Daten des Drehgebers verloren.
Der Batteriewechsel ist bei den GE FANUC SERVOMOTOREN der Serie βi näher beschrieben.
s- 10
Page 13
B--64144GE/01
3. Auswechseln von Sicherungen
SICHERHEITSMASSNAHMEN
WARNUNG
Vor dem Auswechseln einer durchgebrannten Sicherung ist die Ursache für den
Sicherungsausfall zu bestimmen und zu beseitigen.
Daher darf diese Arbeit nur von eingewiesenem Personal mit speziellem Sicherheitsnachweis
durchgeführt werden.
Beim Auswechseln von Sicherungen bei geöffnetem Schaltschrank darauf achten, daß die
Hochspannung führenden Stromkreise (gekennzeichnet
versehen) nicht berührt werden.
Beim Berühren ungeschützter Hochspannungsstromkreisebesteht die Gefahr eines elektrischen
Schlags.
und mit Isolationsabdeckung
s- 11
Page 14

Page 15

B--64144GE/01
Inhaltsverzeichnis
SICHERHEITSMASSNAHMEN s--1.............................................
I. ALLGEMEINES
1. ALLGEMEINES 3........................................................
1.1 ALLGEMEINER BETRIEBSABLAUF BEI EINER CNC--WERKZEUGMASCHINE 5.........
1.2 HINWEISE FÜR DEN UMGANG MIT DIESEM HANDBUCH 7...........................
1.3 HINWEIS ZUR DATENSICHERHEIT 7...............................................
II. PROGRAMMIERUNG
1. ALLGEMEINES 11........................................................
1.1 WERKZEUGBEWEGUNG ENTLANG DER WERKSTÜCKKONTUR -- INTERPOLATION 12...
1.2 VORSCHUBFUNKTION 14..........................................................
1.3 WERKSTÜCKZEICHNUNG UND WERKZEUGBEWEGUNG 15...........................
1.3.1 Referenzpunkt (maschinenspezifischer Punkt) 15...........................................
1.3.2 Koordinatensystem der Werkstückzeichnung und CNC--Koordinatensystem 16....................
1.3.3 Maßbefehle für die Werkzeugbewegung -- Absolut-- / Inkrementalmaß--Befehle 19..................
1.4 SCHNITTGESCHWINDIGKEIT -- SPINDELDREHZAHLFUNKTION 20....................
1.5 WERKZEUGAUSWAHL FÜR DIE VERSCHIEDENEN BEARBEITUNGSVORGÄNGE --
WERKZEUGFUNKTION 21.........................................................
1.6 MASCHINENBEDIENBEFEHL -- ZUSATZFUNKTION 22................................
1.7 PROGRAMMKONFIGURATION 23...................................................
1.8 PROGRAMMIERTE WERKZEUGBAHN UND WERKZEUGBEWEGUNG 26................
1.9 WERKZEUGBEWEGUNGSBEREICH -- VERFAHRBEREICH 27...........................
2. GESTEUERTE ACHSEN 28...............................................
2.1 GESTEUERTE ACHSEN 29..........................................................
2.2 ACHSENBEZEICHNUNG 29........................................................
2.3 INKREMENTALMASS--SYSTEM 30..................................................
2.4 MAXIMALER VERFAHRWEG 30....................................................
3. WEGBEDINGUNG (G--FUNKTION) 31......................................
4. INTERPOLATIONSFUNKTIONEN 35........................................
4.1 POSITIONIERUNG (G00) 36.........................................................
4.2 EINZELRICHTUNGSPOSITIONIERUNG (G60) 38......................................
4.3 LINEARE INTERPOLATION (G01) 40.................................................
4.4 KREISINTERPOLATION (G02, G03) 41...............................................
4.5 HELIX--INTERPOLATION (G02, G03) 45..............................................
4.6 GEWINDESCHNEIDEN (G33) 46.....................................................
4.7 FUNKTION ”RESTWEG LÖSCHEN” (G31) 48..........................................
4.8 SIGNAL FÜR SCHNELLES RESTWEG--LÖSCHEN (G31) 50..............................
4.9 RESTWEG LÖSCHEN MIT DREHMOMENTGRENZE (G31 P99) 51........................
4.10 MEHRSTUFIGES RESTWEG--LÖSCHEN (G31) 53......................................
i-1
Page 16

Inhaltsverzeichnis
B--64144GE/01
5. VORSCHUBFUNKTIONEN 54..............................................
5.1 ALLGEMEINES 55.................................................................
5.2 EILGANG 57......................................................................
5.3 SCHNITTVORSCHUB 58...........................................................
5.4 SCHNITTVORSCHUBGESCHWINDIGKEITSSTEUERUNG 61............................
5.4.1 Genau--Halt (G09, G61) Bearbeitungsmodus (G64) Gewindebohrmodus (G63) 62.................
5.4.2 Automatischer Override der Ecken--Steuerung 63...........................................
5.4.2.1 Automatischer Override an Innenecken (G62) 63.....................................
5.4.2.2 Änderung der Innenkreis-- Schnittvorschubgeschwindigkeit 66...........................
5.4.3 Automatische Eckenverzögerung 66.....................................................
5.4.3.1 Eckenverzögerung in Abhängigkeit vom Eckenwinkel 67..............................
5.4.3.2 Eckenverzögerung in Abhängigkeit von der Vorschubgeschwindigkeitsdifferenz der Achsen
zwischen Sätzen 69............................................................
5.5 VERWEILEN (G04) 71..............................................................
6. REFERENZPUNKT 72.....................................................
6.1 REFERENZPUNKTFAHREN 73......................................................
7. KOORDINATENSYSTEM 78...............................................
7.1 MASCHINEN--KOORDINATENSYSTEM 79............................................
7.2 WERKSTÜCK--KOORDINATENSYSTEM 80...........................................
7.2.1 Einrichten eines Werkstück--Koordinatensystems 80.........................................
7.2.2 Auswählen eines Werkstück--Koordinatensystems 81........................................
7.2.3 Ändern eines Werkstück--Koordinatensystems 82...........................................
7.2.4 Werkstück--Koordinatensystem--Voreinstellung (G92.1) 85....................................
7.2.5 Hinzufügen von Werkstück--Koordinatensystemen (G54.1 oder G54) 87.........................
7.3 LOKALES KOORDINATENSYSTEM 89...............................................
7.4 EBENENAUSWAHL 90.............................................................
8. KOORDINATENWERTE UND MASSE 91....................................
8.1 ABSOLUT-- UND INKREMENTALMASSPROGRAMMIERUNG (G90, G91) 92...............
8.2 POLARKOORDINATEN--BEFEHL (G15, G16) 93........................................
8.3 UMSCHALTUNG ZOLL/METRISCH (G20, G21) 96.....................................
8.4 PROGRAMMIERUNG VON DEZIMALZAHLEN 97.....................................
9. SPINDELDREHZAHLFUNKTION (S--FUNKTION) 98.........................
9.1 BEFEHLEN DER SPINDELDREHZAHL PER CODE 99..................................
9.2 DIREKTES BEFEHLEN DER SPINDELDREHZAHL (5--STELLIGER S--BEFEHL) 99.........
9.3 KONSTANTE SCHNITTGESCHWINDIGKEITS--STEUERUNG (G96, G97) 100................
10.WERKZEUGFUNKTION (T--FUNKTION) 103..................................
10.1 FUNKTION WERKZEUGANWAHL 104................................................
10.2 FUNKTION WERKZEUGSTANDZEIT--VERWALTUNG 105...............................
10.2.1 Werkzeugstandzeit--Verwaltungsdaten 106.................................................
10.2.2 Werkzeugstandzeit--Verwaltungsdaten registrieren, ändern, löschen 107...........................
10.2.3 Befehl Werkzeugstandzeit--Verwaltung in einem Bearbeitungsprogramm 110......................
10.2.4 Werkzeugstandzeit 113................................................................
i-2
Page 17

B--64144GE/01
Inhaltsverzeichnis
11.HILFSFUNKTION 114......................................................
11.1 HILFSFUNKTION (M--FUNKTION) 115................................................
11.2 MEHRERE M--BEFEHLE IN EINEM SATZ 116..........................................
11.3 SEKUNDÄRE HILFSFUNKTIONEN (B--CODES) 117.....................................
12.PROGRAMMKONFIGURATION 118.........................................
12.1 ANDERE PROGRAMMKOMPONENTEN 120...........................................
12.2 PROGRAMMABSCHNITT--KONFIGURATION 123.......................................
12.3 UNTERPROGRAMM (M98, M99) 129..................................................
13.FUNKTIONEN, DIE DAS PROGRAMMIEREN ERLEICHTERN 133..............
13.1 FESTE ARBEITSZYKLEN 134........................................................
13.1.1 Hochgeschwindigkeits--Bohrzyklus mit Späne-- Entfernung (G73) 138............................
13.1.2 Linksgewinde-- Bohrzyklus (G74) 140.....................................................
13.1.3 Feinbohrzyklus (G76) 142..............................................................
13.1.4 Bohrzyklus, Anbohren (G81) 144........................................................
13.1.5 Senkbohrzyklus (G82) 146.............................................................
13.1.6 Bohrzyklus mit Späne-- Entfernung (G83) 148...............................................
13.1.7 Bohrzyklus mit Späne-- Entfernung für kleine Bohrungen (G83) 150.............................
13.1.8 Gewindebohrzyklus (G84) 154..........................................................
13.1.9 Ausbohrzyklus (G85) 156..............................................................
13.1.10 Ausbohrzyklus (G86) 158..............................................................
13.1.11 Hinterbohrzyklus (G87) 160............................................................
13.1.12 Ausbohrzyklus (G88) 162..............................................................
13.1.13 Ausbohrzyklus (G89) 164..............................................................
13.1.14 Festzyklus beenden (G80) 166..........................................................
13.2 GEWINDEBOHREN OHNE AUSGLEICHSFUTTER 169...................................
13.2.1 Gewindebohren ohne Ausgleichsfutter (G84) 170............................................
13.2.2 Linksgewindebohren ohne Ausgleichsfutter (G74) 173........................................
13.2.3 Gewindebohrzyklus mit Späne-- Entfernung und ohne Ausgleichsfutter (G84 oder G74) 176...........
13.2.4 Festzyklus beenden (G80) 178..........................................................
13.3 OPTIONALES ANFASEN UND VERRUNDEN 179.......................................
13.4 EXTERNE VERFAHRFUNKTION (G81) 182............................................
14.KOMPENSATIONSFUNKTIONEN 183........................................
14.1 WERKZEUGLÄNGENKORREKTUR (G43, G44, G49) 184.................................
14.1.1 Allgemeines 184.....................................................................
14.1.2 Befehle G53, G28 und G30 im Werkzeuglängenkorrektur-- Modus 189...........................
14.2 AUTOMATISCHE WERKZEUGLÄNGENMESSUNG (G37) 192............................
14.3 WERKZEUGKORREKTUR (G45 -- G48) 196............................................
14.4 WERKZEUGRADIUSKOMPENSATION C -- ÜBERSICHT (G40 -- G42) 201...................
14.5 WERKZEUGRADIUSKOMPENSATION C 207...........................................
14.5.1 Allgemeines 207.....................................................................
14.5.2 Werkzeugbewegung beim Anlauf 208.....................................................
14.5.3 Werkzeugbewegung im Werkzeugkorrekturmodus 212........................................
14.5.4 Werkzeugbewegung beim Beenden des Werkzeugkorrekturmodus 226...........................
14.5.5 Kollisionsüberwachung 232............................................................
14.5.6 Überschnitt durch Werkzeugradiuskompensation 237.........................................
14.5.7 Befehlseingabe über Tastatur 240........................................................
14.5.8 Befehle G53, G28, G30 und G29 im Modus ”Werkzeugradiuskompensation C” 241.................
14.5.9 Ecken--Kreisinterpolation (G39) 259......................................................
i-3
Page 18
Inhaltsverzeichnis
B--64144GE/01
14.6 WERKZEUGKOMPENSATIONSWERTE, NUMMERN DER KOMPENSA TIONSWER TE
UND EINGABE VON PROGRAMMWERTEN (G10) 262...................................
14.7 SKALIERUNG (G50, G51) 264........................................................
14.8 KOORDINATENSYSTEMDREHUNG (G68, G69) 269.....................................
14.9 PROGRAMMIERBARE ACHSENSPIEGELUNG (G50.1, G51.1) 275.........................
15.KUNDENMAKRO 277......................................................
15.1 VARIABLEN 278...................................................................
15.2 SYSTEMVARIABLEN 282...........................................................
15.3 ARITHMETISCHE UND LOGISCHE OPERATIONEN 291.................................
15.4 MAKRO--ANWEISUNGEN UND NC--ANWEISUNGEN 296................................
15.5 VERZWEIGUNG UND WIEDERHOLUNG 297..........................................
15.5.1 Unbedingte Verzweigung (GOTO--Anweisung) 297..........................................
15.5.2 Bedingte Verzweigung (IF--Anweisung) 298................................................
15.5.3 Wiederholung (WHILE-- Anweisung) 299..................................................
15.6 MAKROAUFRUF 302...............................................................
15.6.1 Einfacher Aufruf (G65) 303............................................................
15.6.2 Modaler Aufruf (G66) 307.............................................................
15.6.3 Makroaufruf mit G--Code 309...........................................................
15.6.4 Makroaufruf mit M--Code 310...........................................................
15.6.5 Unterprogrammaufruf mit M--Code 311...................................................
15.6.6 Unterprogrammaufruf mit T--Code 312....................................................
15.6.7 Programmbeispiel 313.................................................................
15.7 VERARBEITEN VON MAKRO--ANWEISUNGEN 315....................................
15.7.1 Ausführung von NC--Anweisungen und Makro--Anweisungen 315..............................
15.7.2 Vorsicht im Umgang mit Systemvariablen 317..............................................
15.8 REGISTRIERUNG VON KUNDENMAKRO--PROGRAMMEN 320..........................
15.9 BESCHRÄNKUNGEN 321............................................................
15.10 EXTERNE AUSGABEBEFEHLE 322...................................................
15.11 INTERRUPT--GESTEUERTES KUNDENMAKRO 326.....................................
15.11.1 Einsatz 327.........................................................................
15.11.2 Funktionen 328......................................................................
16.EINGABEFUNKTION FÜR BILDPUNKT--DATEN 336..........................
16.1 MUSTER--MENÜ ANZEIGEN 337.....................................................
16.2 BILDPUNKT--DATEN ANZEIGEN 341.................................................
16.3 ZEICHEN UND CODES FÜR DIE EINGABEFUNKTION FÜR BILDPUNKT--DATEN 345.......
17.PARAMETEREINGABE MITTELS PROGRAMM (G10) 347.....................
18.SPEICHERBETRIEB MIT LOCHSTREIFENFORMAT FS10/11 349...............
19.FUNKTIONEN FÜR HOCHGESCHWINDIGKEITS--BEARBEITUNG 350..........
19.1 BEGRENZUNG DER VORSCHUBGESCHWINDIGKEIT
ABHÄNGIG VOM BOGENRADIUS 351................................................
19.2 ERWEITERTE LOOK--AHEAD--STEUERUNG (G08) 352..................................
19.3 ERWEITERTE AI--LOOK--AHEAD--STEUERUNG 354....................................
i-4
Page 19

B--64144GE/01
Inhaltsverzeichnis
III. BETRIEB
1. ALLGEMEINES 371........................................................
1.1 HANDBETRIEB 372.................................................................
1.2 PROGRAMMIERTE WERKZEUGBEWEGUNG -- AUTOMATIKBETRIEB 374................
1.3 AUTOMATIKBETRIEB 375..........................................................
1.4 PROGRAMMÜBERPRÜFUNG 377....................................................
1.4.1 Überprüfung durch Fahren der Maschine 377...............................................
1.4.2 Überprüfung anhand der Positionsanzeige (bei stehender Maschine) 378..........................
1.5 EDITIEREN VON TEILEPROGRAMMEN 379...........................................
1.6 EINSTELLUNG UND ANZEIGE VON DATEN 380.......................................
1.7 ANZEIGE 383......................................................................
1.7.1 Programmanzeige 383.................................................................
1.7.2 Anzeige der aktuellen Position 384.......................................................
1.7.3 Alarmanzeige 384....................................................................
1.7.4 Anzeige von Betriebsstunden und Werkstückzahl 385.........................................
1.7.5 Grafikanzeige 385....................................................................
1.8 DATENEINGABE UND DATENAUSGABE 386..........................................
2. BEDIENEINRICHTUNGEN 387..............................................
2.1 EINSTELLUNGS-- UND ANZEIGEGERÄTE 388.........................................
2.1.1 7,2″--Schwarzweiß--LC--Display-- /Tastatureinheit (horizontale Ausführung) 389....................
2.1.2 7,2″--Schwarzweiß--LC--Display-- /Tastatureinheit (vertikale Ausführung) 390......................
2.1.3 Tastenanordnung Tastatur (LC--Display--/Tastatureinheit in horizontaler Ausführung) 391.............
2.1.4 Tastenanordnung Tastatur (LC--Display--/Tastatureinheit in vertikaler Ausführung) 392...............
2.2 ERLÄUTERUNG DER TASTATUR 393.................................................
2.3 FUNKTIONSTASTEN UND SOFTKEYS 395............................................
2.3.1 Allgemeine Vorgehensweise am Bildschirm 395.............................................
2.3.2 Funktionstasten 396...................................................................
2.3.3 Softkeys 397........................................................................
2.3.4 Tastatureingabe und Eingabezwischenspeicher 413...........................................
2.3.5 Warnmeldungen 414..................................................................
2.4 EXTERNE E/A--GERÄTE 415.........................................................
2.4.1 FANUC Handy File 417...............................................................
2.5 EIN-- UND AUSSCHALTEN 418.......................................................
2.5.1 Einschalten 418......................................................................
2.5.2 Bildschirm unmittelbar nach dem Einschalten 419...........................................
2.5.3 Ausschalten 420.....................................................................
3. HANDBETRIEB 421........................................................
3.1 MANUELLE RÜCKKEHR ZUR REFERENZPOSITION 422................................
3.2 TIPPVORSCHUB 424................................................................
3.3 INKREMENTAL--VORSCHUB 426.....................................................
3.4 HANDRADVORSCHUB 427..........................................................
3.5 MANUELL--ABSOLUT--SCHALTER EIN/AUS 430.......................................
4. AUTOMATIKBETRIEB 435..................................................
4.1 SPEICHERBETRIEB 436.............................................................
4.2 HANDEINGABEBETRIEB 439........................................................
i-5
Page 20

Inhaltsverzeichnis
B--64144GE/01
4.3 DNC--BETRIEB 443.................................................................
4.4 PROGRAMM--NEUSTART 446........................................................
4.5 PLANUNGSFUNKTION 453..........................................................
4.6 FUNKTION ”UNTERPROGRAMMAUFRUF” (M198) 458.................................
4.7 HANDRADVORSCHUB--UNTERBRECHUNG 460.......................................
4.8 ACHSENSPIEGELUNG 463..........................................................
4.9 MANUELLER EINGRIFF UND RÜCKKEHR ZUM BETRIEB 465...........................
4.10 DNC--BETRIEB MIT SPEICHERKARTE 467............................................
4.10.1 Beschreibung 467....................................................................
4.10.2 Vorgänge 468.......................................................................
4.10.2.1 DNC--Betrieb 468..............................................................
4.10.2.2 Unterprogrammaufruf (M198) 469.................................................
4.10.3 Beschränkungen und Anmerkungen 470...................................................
4.10.4 Parameter 470.......................................................................
4.10.5 Verfahren zur Befestigung der Speicherkarte 470............................................
5. TESTBETRIEB 472........................................................
5.1 MASCHINENSPERRE UND HILFSFUNKTIONSSPERRE 473..............................
5.2 VORSCHUB--OVERRIDE 475.........................................................
5.3 EILGANG--OVERRIDE 476...........................................................
5.4 TROCKENLAUF 477................................................................
5.5 EINZELSATZ 478...................................................................
6. SICHERHEITSFUNKTIONEN 480............................................
6.1 NOTAUS 481.......................................................................
6.2 VERFAHRWEGÜBERSCHREITUNG 482...............................................
6.3 SOFTENDLAGEN--ÜBERWACHUNG 483...............................................
6.4 KONTROLLE DER VERFAHRGRENZE VOR DEM VERFAHREN 487.......................
7. ALARM-- UND SELBSTDIAGNOSEFUNKTIONEN 490.........................
7.1 ALARMANZEIGE 491...............................................................
7.2 ALARMARCHIV--ANZEIGE 493......................................................
7.3 SELBSTDIAGNOSE--BILDSCHIRM 494................................................
8. DATENEINGABE UND DATENAUSGABE 497................................
8.1 DATEIEN 498......................................................................
8.2 DATEI--SUCHE 500.................................................................
8.3 DATEI LÖSCHEN 502...............................................................
8.4 EINGABE UND AUSGABE VON PROGRAMMEN 503....................................
8.4.1 Eingabe von Programmen 503..........................................................
8.4.2 Ausgabe von Programmen 506..........................................................
8.5 EINGABE UND AUSGABE VON KORREKTURDATEN 508...............................
8.5.1 Eingabe von Korrekturdaten 508.........................................................
8.5.2 Ausgabe von Korrekturdaten 509........................................................
8.6 EINGABE UND AUSGABE VON PARAMETERN UND
STEIGUNGSFEHLER--KOMPENSATIONSDATEN 510....................................
8.6.1 Eingabe von Parametern 510............................................................
i-6
Page 21

B--64144GE/01
8.7 EINGABE UND AUSGABE VON GLOBALEN KUNDENMAKRO--VARIABLEN 514..........
8.8 ANZEIGE EINES DISKETTEN--VERZEICHNISSES 516...................................
8.9 AUSGABE EINER PROGRAMMLISTE FÜR EINE GRUPPE 524............................
8.10 EINGABE UND AUSGABE VON DATEN IM BILDSCHIRM ”ALLE E/A” 525................
8.11 EINGABE UND AUSGABE MIT SPEICHERKARTE 542..................................
Inhaltsverzeichnis
8.6.2 Ausgabe von Parametern 511...........................................................
8.6.3 Eingabe von Steigungsfehler--Kompensationsdaten 512.......................................
8.6.4 Ausgabe von Steigungsfehler--Kompensationsdaten 513.......................................
8.7.1 Eingabe von globalen Kundenmakro--Variablen 514..........................................
8.7.2 Ausgabe globaler Kundenmakro--Variablen 515.............................................
8.8.1 Verzeichnisanzeige 517................................................................
8.8.2 Einlesen von Dateien 520..............................................................
8.8.3 Ausgabe von Programmen 521..........................................................
8.8.4 Löschen von Dateien 522..............................................................
8.10.1 Einrichten von Eingabe-- /Ausgabeparametern 526...........................................
8.10.2 Eingabe und Ausgabe von Programmen 527................................................
8.10.3 Eingabe und Ausgabe von Parametern 532.................................................
8.10.4 Eingabe und Ausgabe von Korrekturdaten 534..............................................
8.10.5 Ausgabe von globalen Kundenmakro--Variablen 536.........................................
8.10.6 Eingabe und Ausgabe von Dateien auf Diskette 537..........................................
9. EDITIEREN VON PROGRAMMEN 554.......................................
9.1 EINFÜGEN, ÄNDERN UND LÖSCHEN VON WÖRTERN 555..............................
9.1.1 Wortsuche 556.......................................................................
9.1.2 Sprung zum Programmanfang 558.......................................................
9.1.3 Einfügen von Wörtern 559.............................................................
9.1.4 Ändern von Wörtern 560...............................................................
9.1.5 Löschen von Wörtern 561..............................................................
9.2 LÖSCHEN VON SÄTZEN 562.........................................................
9.2.1 Löschen eines Satzes 562..............................................................
9.2.2 Löschen mehrerer Sätze 563............................................................
9.3 PROGRAMMNUMMERNSUCHE 564..................................................
9.4 SATZNUMMERNSUCHE 565.........................................................
9.5 LÖSCHEN VON PROGRAMMEN 567..................................................
9.5.1 Löschen eines einzelnen Programms 567..................................................
9.5.2 Löschen aller Programme 567...........................................................
9.5.3 Löschen mehrerer Programme in einem Bereich 568..........................................
9.6 ERWEITERTES EDITIEREN VON TEILEPROGRAMMEN 569.............................
9.6.1 Kopieren ganzer Programme 570........................................................
9.6.2 Kopieren von Programmteilen 571.......................................................
9.6.3 Verschieben von Programmteilen 572.....................................................
9.6.4 Zusammenführen von Programmen 573...................................................
9.6.5 Ergänzende Erläuterungen zum Kopieren, Verschieben und Zusammenführen 574..................
9.6.6 Ersetzen von Wörtern und Adressen 576...................................................
9.7 EDITIEREN VON KUNDENMAKROS 578..............................................
9.8 EDITIEREN IM HINTERGRUND 579..................................................
9.9 PASSWORT--FUNKTION 580.........................................................
10.ERSTELLEN VON PROGRAMMEN 582......................................
10.1 ERSTELLEN VON PROGRAMMEN ÜBER DIE TASTATUR 583............................
10.2 AUTOMATISCHES EINFÜGEN VON SATZNUMMERN 584...............................
i-7
Page 22
Inhaltsverzeichnis
B--64144GE/01
10.3 ERSTELLEN VON PROGRAMMEN IM LERNMODUS (WIEDERGABE) 586.................
10.4 DIALOGPROGRAMMIERUNG MIT GRAFIKFUNKTION 589..............................
11.EINSTELLUNG UND ANZEIGE VON DATEN 593..............................
11.1 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE 601..........................
11.1.1 Positionsanzeige im Werkstück--Koordinatensystem 602......................................
11.1.2 Positionsanzeige im relativen Koordinatensystem 603........................................
11.1.3 Gesamtpositionsanzeige 605............................................................
11.1.4 Werkstück--Koordinatensystem--Voreinstellung 606..........................................
11.1.5 Anzeige der Ist --Vorschubgeschwindigkeit 607..............................................
11.1.6 Anzeige von Laufzeit und Stückzahl 609..................................................
11.1.7 Betriebsmonitor--Anzeige 610...........................................................
11.2 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE
(IM MODUS MEM ODER MDI) 612....................................................
11.2.1 Bildschirm ”Programminhalt” 613.......................................................
11.2.2 Bildschirm ”Aktueller Satz” 614.........................................................
11.2.3 Bildschirm ”Nächster Satz” 615.........................................................
11.2.4 Bildschirm ”Programmprüfung” 616......................................................
11.2.5 Programmbildschirm für Handeingabebetrieb 617...........................................
11.3 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE
(IM MODUS EDIT) 618..............................................................
11.3.1 Anzeige von belegtem Speicher und Programmliste 618.......................................
11.3.2 Anzeigen einer Programmgruppenliste 621.................................................
11.4 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE 624..........................
11.4.1 Einstellen und Anzeigen von Werkzeugkorrekturwerten 625...................................
11.4.2 Werkzeuglängenmessung 627...........................................................
11.4.3 Einrichten und Anzeigen von Einstelldaten 629.............................................
11.4.4 Satznummernvergleich und Anhalten 631..................................................
11.4.5 Anzeigen und Einstellen von Laufzeiten und Stückzahlen 633..................................
11.4.6 Anzeigen und Einstellen von Werkstückursprungs--Korrekturwerten 635..........................
11.4.7 Eingabe gemessener Werkstückursprungs-- Korrekturwerte 636..................................
11.4.8 Anzeigen und Einstellen von globalen Kundenmakro--Variablen 638.............................
11.4.9 Anzeigen von Bildpunkt--Daten und Muster--Menüs 639......................................
11.4.10 Anzeigen und Einstellen des Software--Maschinenbedienfelds 641...............................
11.4.11 Anzeigen und Einstellen von Werkzeugstandzeit-- Verwaltungsdaten 643..........................
11.4.12 Anzeigen und Einstellen der Erweiterten Werkzeugstandzeit--Verwaltung 646......................
11.5 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE 651..........................
11.5.1 Anzeigen und Einstellen von Parametern 652...............................................
11.5.2 Anzeigen und Einstellen von Steigungsfehler--Kompensationsdaten 654..........................
11.6 ANZEIGE VON PROGRAMMNUMMER, SATZNUMMER, STATUS UND
WARNMELDUNGEN BEIM EINRICHTEN ODER EINGEBEN/AUSGEBEN VON DATEN 656...
11.6.1 Anzeige der Programmnummer und Satznummer 656........................................
11.6.2 Anzeige von Status und Warnmeldungen beim Programmieren und bei der Eingabe und Ausgabe
von Daten 657.......................................................................
11.7 BILDSCHIRMAUFRUF ÜBER DIE FUNKTIONSTASTE 659..........................
11.7.1 Bildschirm Meldungs--Archiv 659........................................................
11.8 BILDSCHIRMSCHONER 661.........................................................
i-8
Page 23

B--64144GE/01
11.8.1 Bildschirmschoner aktivieren 661........................................................
11.8.2 Bildschirmschoner automatisch aktivieren 662..............................................
Inhaltsverzeichnis
12.GRAFIKFUNKTIONEN 663.................................................
12.1 GRAFIKANZEIGE 664...............................................................
12.2 DYNAMISCHE GRAFIKDARSTELLUNG 670...........................................
12.2.1 Werkzeugwegdarstellung 670...........................................................
12.2.2 Volumenmodell 679..................................................................
13.HILFE--FUNKTION 691.....................................................
14.BILDSCHIRM--HARDCOPY 696.............................................
IV. MANUAL GUIDE 0i
1. MANUAL GUIDE 0i 701....................................................
1.1 ÜBERSICHT 702....................................................................
1.2 EINFÜHRUNG 703..................................................................
1.3 VORGÄNGE ZUM ERSTELLEN VON PROGRAMMEN 704...............................
1.3.1 Aufrufen 704........................................................................
1.3.2 Aufrufen 705........................................................................
1.3.3 Erstellen eines neuen Teileprogramms 706.................................................
1.3.4 Entwicklungsunterstützung 708.........................................................
1.3.5 G--Code--Unterstützung 710............................................................
1.3.6 M--Code--Unterstützung 713............................................................
1.4 FESTZYKLUS--BEARBEITUNG 715...................................................
1.4.1 Vorgang 716........................................................................
1.4.2 Daten für jeden Festzyklus 718..........................................................
1.5 KONTURPROGRAMMIERUNG 733...................................................
1.5.1 Vorgänge bei der Konturprogrammierung 734..............................................
1.5.2 Erläuterung der Konturverlaufsdaten 743..................................................
1.5.3 Erläuterung der Konturberechnung 745....................................................
1.5.4 Erläuterung zur Hilfsberechnung 756.....................................................
1.5.5 Hinweise 766........................................................................
1.6 PARAMETER 768...................................................................
1.7 ALARMMELDUNGEN 769...........................................................
V. WARTUNG
1. BATTERIEWECHSEL 773..................................................
1.1 SPEICHER--DATENSICHERUNGSBA TTERIE (3 V DC) 774................................
1.2 BATTERIE FÜR SEPARATE ABSOLUT--DREHGEBER (6 V DC) 778........................
1.3 BATTERIE FÜR IN DEN MOTOR EINGEBAUTEN ABSOLUT--DREHGEBER (6 V DC) 779....
ANHANG
A. LOCHSTREIFEN--CODELISTE 783..........................................
B. LISTE DER FUNKTIONEN UND LOCHSTREIFENFORMATE 786...............
i-9
Page 24

Inhaltsverzeichnis
B--64144GE/01
C. BEFEHLSWERTBEREICHE 791.............................................
D. NOMOGRAMME 794.......................................................
D.1 GEWINDELÄNGENFEHLER 795......................................................
D.2 EINFACHE BERECHNUNG DES GEWINDELÄNGENFEHLERS 797........................
D.3 WERKZEUGBAHN AN ECKEN 799...................................................
D.4 RADIUSRICHTUNGSFEHLER BEIM KREISVERFAHREN 802.............................
E. STATUS BEIM EINSCHALTEN, LÖSCHEN UND RESET 803...................
F. REFERENZTABELLE ZEICHEN -- CODES 805................................
G. VERZEICHNIS DER ALARMMELDUNGEN 806...............................
i-10
Page 25

I. ALLGEMEINES
Page 26

Page 27

B--64144GE/01
ALLGEMEINES
1
Über dieses Handbuch
ALLGEMEINES
Dieses Handbuch umfaßt folgende Kapitel:
I. ALLGEMEINES
Kapitelaufbau, beschriebene Modelle, zugehörige Handbücher und
Hinweise für den Umgang mit diesem Handbuch
II. PROGRAMMIERUNG
Beschreibung der Funktionen: Format für die Programmierung von
Funktionen in NC--Sprache, Eigenschaften und Beschränkungen. Bei
Programmerstellung mit Hilfe der automatischen Programmierfunktion lesen Sie bitte im separaten Handbuch dieser F unktion nach
(Tabelle 1).
III. BETRIEB
Manueller und automatischer B etrieb der Maschine, Eingabe und
Ausgabe von Daten und Aufbereiten (Editieren) eines Programms
IV. MANUAL GUIDE 0i
Beschreibung des MANUAL GUIDE 0i
V. WARTUNG
Batteriewechsel
ANHANG
Lochstreifencodes, zulässige Dateneingabebereiche und Fehlercodes
1. ALLGEMEINES
Es treffen nicht alle in diesem Handbuch beschriebenen Funktionen auf
alle Produkte zu. Nähere Informationen finden Sie im Handbuch
”BESCHREIBUNGEN” (B--64112EN).
Parameter werden in diesem Handbuch nicht im Detail behandelt.
Ausführliche Informationen über Parameter, die in diesem Handbuch
erwähnt werden, finden Sie im Parameterhandbuch (B--64120EN).
Es werden sämtliche optionalen Funktionen beschrieben. Mit welchen
Optionen Ihr System ausgerüstet ist, entnehmen Sie bitte dem Handbuch
des Maschinenherstellers.
Modelle, auf die sich dieses Handbuch bezieht, und deren Abkürzungen:
Produktbezeichnung Abkürzungen
GE FANUC Serie 0i Mate--MC 0i Mate--MC Serie 0i Mate
3
Page 28
ALLGEMEINES1. ALLGEMEINES
B--64144GE/01
Sonderzeichen
_
D P
I
D ;
Zugehörige Handbücher
der Serie 0i-- C / 0 i Mate--C
Dieses Handbuch verwendet folgende Symbole:
Bezeichnet eine Kombination von Achsen, z.B. X__ Y__ Z (bei der
Programmierung).
Bezeichnet das Ende eines Satzes. Entspricht ISO--Code LF bzw.
EIA--Code CR.
Die folgende Tabelle enthält die zur Serie 0i--C und 0i Mate--C
gehörenden Handbücher. Dieses Handbuch ist durch ein Sternsymbol (*)
gekennzeichnet.
Name des Handbuchs Nummer
DESCRIPTIONS B--64112EN
CONNECTION MANUAL (HARDWARE) B--64113EN
CONNECTION MANUAL (FUNCTION) B--64113EN--1
Serie 0i--TC BEDIENUNGSHANDBUCH B--64114GE
Serie 0i--MC BEDIENUNGSHANDBUCH B--64124GE
Serie 0i Mate--TC BEDIENUNGSHANDBUCH B--64134GE
Serie 0i Mate--MC BEDIENUNGSHANDBUCH B--64144GE *
Zugehörige Handbücher
der Servomotoren
Serie βis
Zugehörige Handbücher
der Servomotoren
Serie β
WARTUNGSHANDBUCH B--64115GE
PARAMETER MANUAL B--64120EN
Die folgende Tabelle enthält die zu den Servomotoren Serie βis
gehörenden Handbücher.
Name des Handbuchs Nummer
FANUC AC SERVO MOTOR βis series DESCRIPTIONS B--65302EN
FANUC AC SERVO MOTOR αis/αi/βisseries
PARAMETER MANUAL
FANUC AC SPINDLE MOTOR βi series DESCRIPTIONS B--65312EN
FANUC AC SPINDLE MOTOR αi/βi series
PARAMETER MANUAL
FANUC SERVO AMPLIFIER βi series DESCRIPTIONS B--65322EN
FANUC AC SERVO MOTOR βi series
FANUC AC SPINDLE MOTOR βi series
FANUC SERVO AMPLIFIER βi series
MAINTENANCE MANUAL
B--65270EN
B--65280EN
B--65325EN
Die folgende Tabelle enthältdie zu denServomotoren Serieβgehörenden
Handbücher.
Name des Handbuchs Nummer
FANUC SERVO MOTOR β series DESCRIPTIONS B--65232EN
FANUC SERVO MOTOR β series
MAINTENANCE MANUAL
FANUC SERVO MOTOR β series (I/O Link Option)
DESCRIPTIONS
B--65235EN
B--65245EN
4
Page 29
B--64144GE/01
ALLGEMEINES
1. ALLGEMEINES
1.1
ALLGEMEINER
BETRIEBSABLAUF
BEI EINER
CNC --WERKZEUGMASCHINE
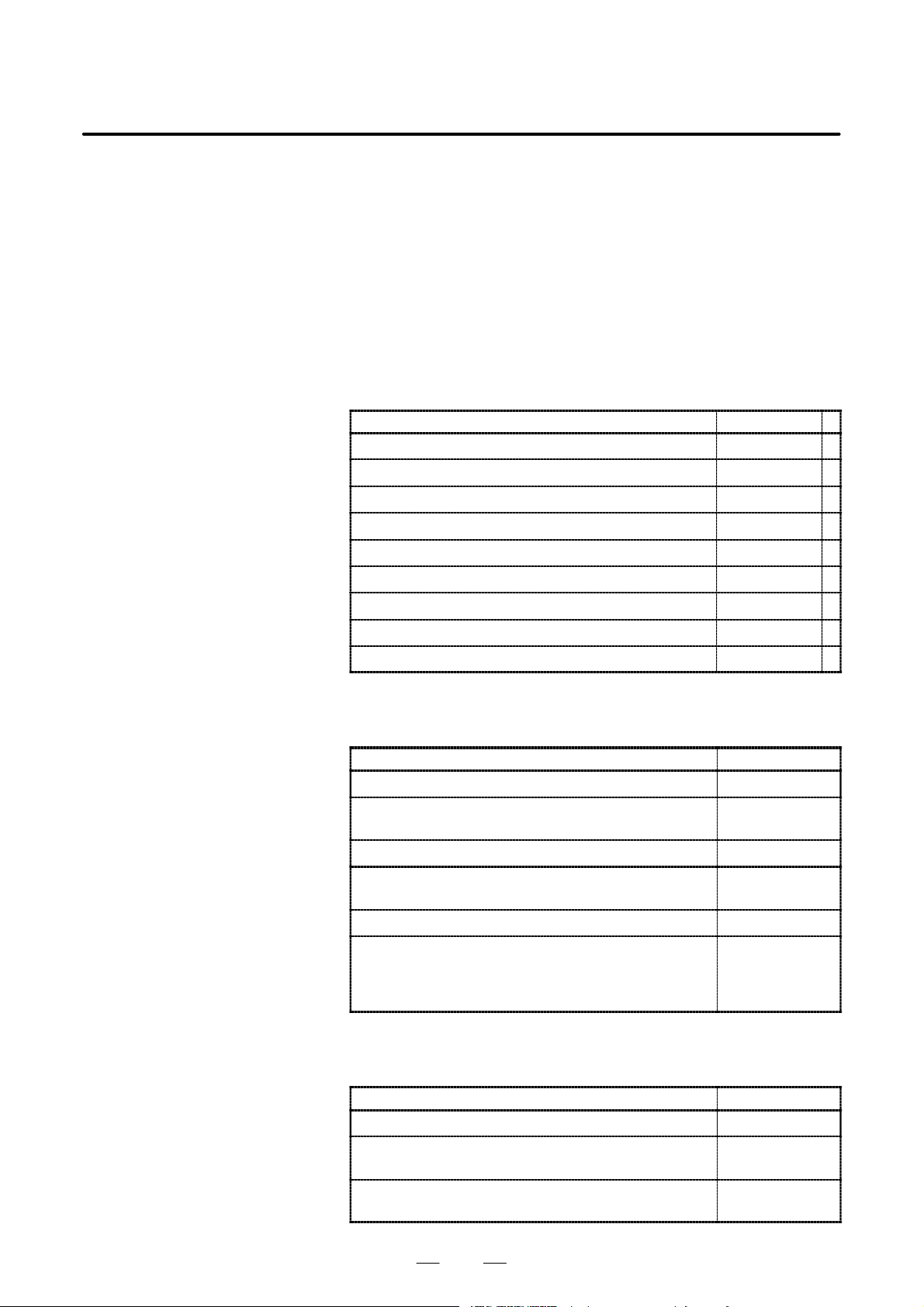
Zur Bearbeitung eines Werkstücks mit einer CNC--gesteuerten
Werkzeugmaschine wird zunächst ein Programm zur Steuerung der
Maschine erstellt.
1) Das Programm wird anhand einer Werkstückzeichnung erstellt und
steuert den Betrieb der CNC--Werkzeugmaschine.
Hinweise für das Erstellen von Programmen finden Sie im Kapitel II
”PROGRAMMIERUNG”.
2) Anschließendwird das Programm in die CNC--S teuerung eingelesen.
Nach dem Einrichten der W erkstücke und Werkzeuge an der Maschine
werden die Werkzeuge dann programmgemäß angesteuert und
positioniert, um schließlich die eigentliche Bearbeitung durchzuführen.
Hinweise zur Bedienung der CNC--Steuerung finden Sie im
Kapitel III ”BETRIEB”.
Werkstückzeichnung
TEIL II PROGRAMMIERUNG TEIL III BETRIEB
Teileprogrammierung
CNC
WERKZEUGMASCHINE
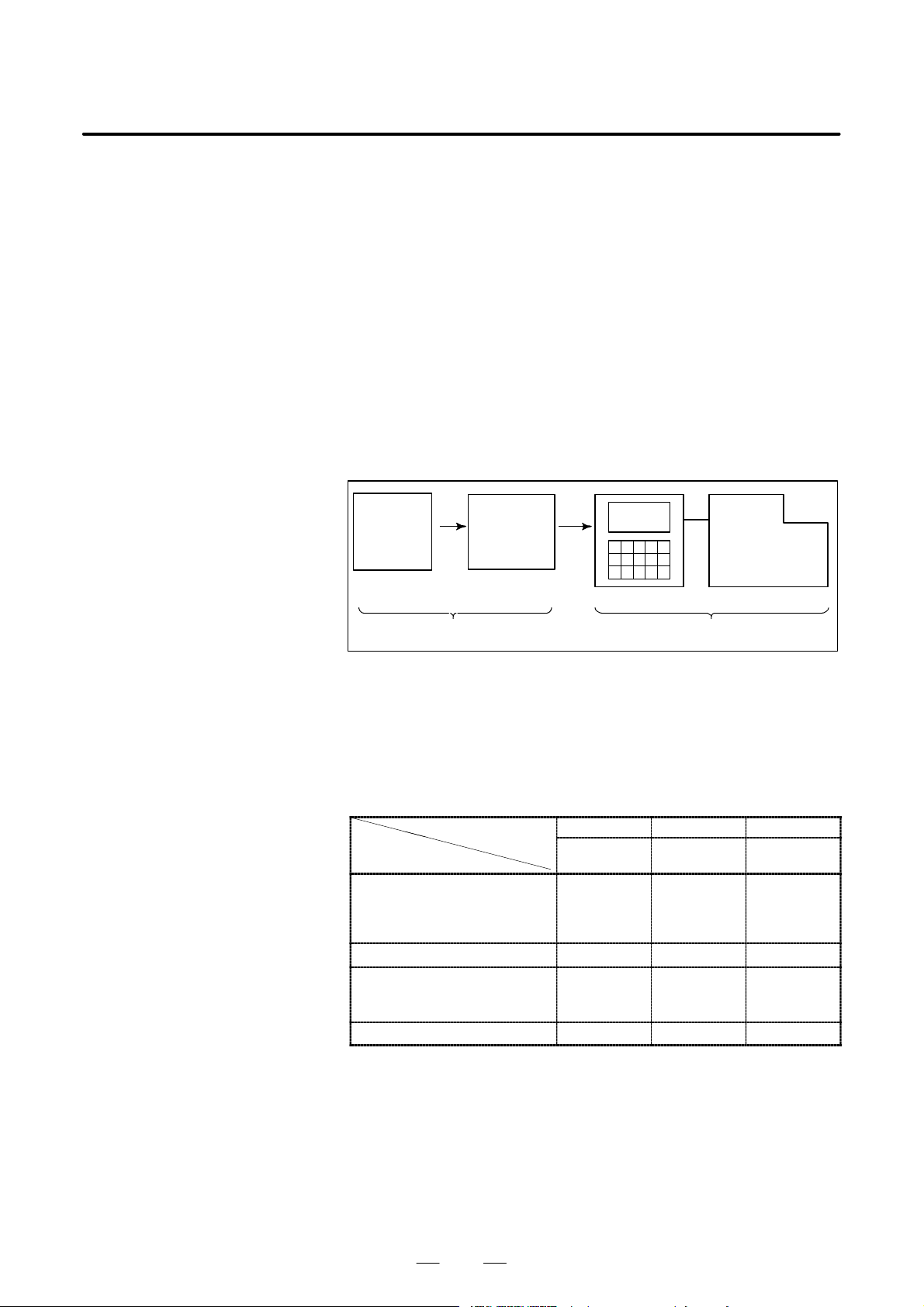
Vor der eigentlichen Programmierung wird ein Bearbeitungsplan erstellt.
Bearbeitungsplan
1. Festlegung des Bearbeitungsbereichs der Werkstücke
2. Einrichtverfahren der Werkstücke an der W erkzeugmaschine
3. Bearbeitungsfolge beim einzelnen Bearbeitungsvorgang
4. Bearbeitungswerkzeuge und Bearbeitung
Für jeden Bearbeitungsvorgangwird das Bearbeitungsverfahrengewählt.
Bearbeitungs-
Bearbeitungsprozeß
1. Bearbeitungsverfahren:
Grob
Mittel
Fein
2. Werkzeuge
3. Bearbeitungsbedingungen:
Vorschubgeschwindigkeit
Schnittiefe
4. Werkzeugbahn
vorgang
1 2 3
Vorschubschneiden
Seiten-
schneiden
Loch-
bearbeitung
5
Page 30
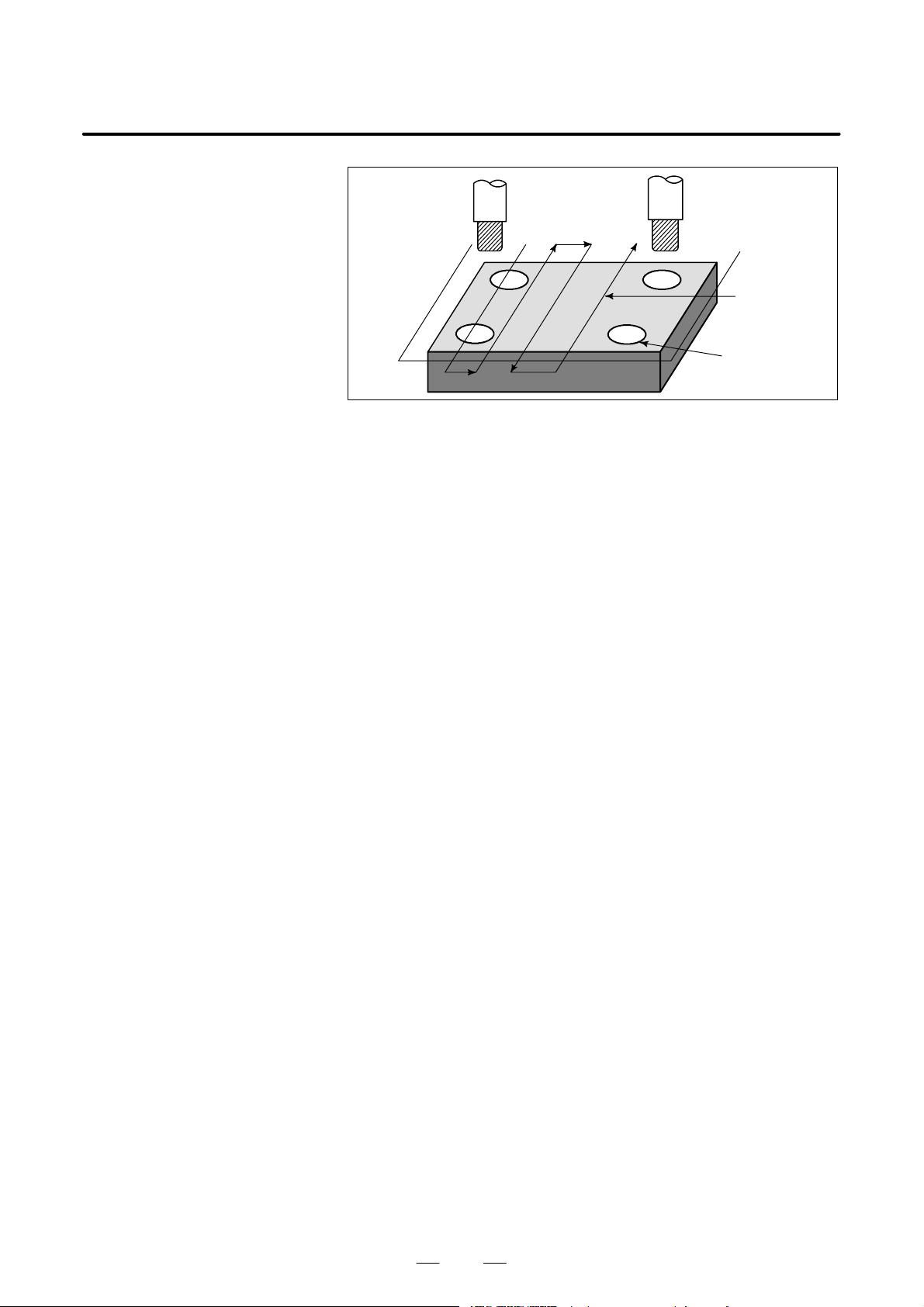
ALLGEMEINES1. ALLGEMEINES
Werkzeug
Seitenschneiden
B--64144GE/01
Planschneiden
Lochbearbeitung
Es wird für jeden Bearbeitungsvorgang ein Programm für die Werkzeugbahn und die Bearbeitungsbedingungen der Werkstückkontur
entsprechend erstellt.
6
Page 31

B--64144GE/01
1.2 HINWEISE FÜR DEN UMGANG MIT DIESEM HANDBUCH
ALLGEMEINES
VORSICHT
1 Der Betrieb einerCNC--gesteuerten Werkzeugmaschineist
nicht nurvon der CNC--Einheit abhängig,sondern auch von
der Kombination aus Werkzeugmaschine, Schaltschrank,
Servosystem, CNC--Steuerung, Bedienfeld usw. Die
Beschreibung von Funktionsweise, Programmierung und
Betrieb sämtlicher Kombinationen würde hier zu weit
führen. Die Betrachtung in diesem Handbuch erfolgt daher
generell aus Sicht der CNC--Steuerung. Details einer
bestimmtenCNC--Werkzeugmaschine entnehmenSie bitte
dem vom Maschinenhersteller mitgelieferten Handbuch,
das im Zweifelsfall Priorität gegenüber diesem Handbuch
hat.
2 Überschriften sind am linken Seitenrand plaziert. Das
Auffinden und der Zugriff auf die benötigten Informationen
werden dadurch wesentlich erleichtert.
3 In dem vorliegenden Handbuch sind so viele gängige
Variationen der Anwendungsmöglichkeiten wie möglich
beschrieben.Es ist dagegen nichtmöglich, alleFunktionen,
Optionen und Befehle zu erwähnen, die nicht kombiniert
werden sollten.
Im Zweifelsfall sind in diesem Handbuch nicht abgehandelte Betriebsfunktionen nicht zu kombinieren.
1. ALLGEMEINES
1.3 HINWEIS ZUR DATENSICHERHEIT
VORSICHT
Bearbeitungsprogramme, Parameter, Variablen usw. sind
im internen nichtflüchtigen Speicher der CNC--Einheit
abgelegt. Im allgemeinen geht der Inhalt dieses Speichers
beim Ein-- und Ausschalten der Spannung nicht verloren.
Es kann jedoch vorkommen, daß in diesem Speicher
abgelegte wichtige Daten nach einer Fehlbedienung oder
im Zuge einer Fehlerbehebung gelöscht werden müssen.
Im Sinne einer schnelleren Wiederherstellung empfiehlt es
sich, grundsätzlich Sicherungs--Kopien der verschiedenen
Daten anzufertigen.
7
Page 32

Page 33

II. PROGRAMMIERUNG
Page 34

Page 35

B--64144GE/01
1
ALLGEMEINES
PROGRAMMIERUNG
1. ALLGEMEINES
11
Page 36

PROGRAMMIERUNG1. ALLGEMEINES
B--64144GE/01
1.1
WERKZEUGBEWEGUNG ENTLANG
DER WERKSTÜCKKONTUR -INTERPOLATION
Erläuterungen
D Werkzeugbewegung
entlang einer Geraden
Das Werkzeug wird entlang von Geraden und Bögen entsprechend der
Werkstückkontur bewegt (siehe II--4).
Die Funktion, mit der das Werkzeug entlang von Geraden und Bögen
geführt wird, nennt sich Interpolation.
Werkzeug
Werkstück
Programm
G01X__Y__;
X__;
D Werkzeugbewegung
entlang eines Bogens
Abb. 1.1 (a) Werkzeugbewegung entlang einer Geraden
Programm
G03X_ _Y_ _R_ _;
Werkzeug
Werkstück
Abb. 1.1 (b) Werkzeugbewegung entlang eines Bogens
12
Page 37

B--64144GE/01
PROGRAMMIERUNG
1. ALLGEMEINES
Die Symbole der programmierten Befehle G01, G02, ... heißen
”Wegbedingungen” und geben an, welche Interpolation in der Steuerung
ausgeführt wird.
(a) Werkzeugbewegung
entlang einer Geraden
G01Y__;
X -- -- Y -- -- -- -- ;
Steuerung
Interpolation
a) Werkzeugbewe-
gung entlang
einer Geraden
b) Werkzeugbe-
wegung entlang
eines Bogens
Abb. 1.1 (c) Interpolationsfunktion
(b) Werkzeugbewegung
entlang eines Bogens
G 0 3 X -- -- Y -- -- R -- -- ;
X--Achse
Werkzeugbewegung
Y--Achse
ANMERKUNG
Einige Maschinen verfahren nicht Werkzeuge, sondern
Tische; hier wird jedoch davon ausgegangen, daß das
Werkzeug gegenüber dem Werkstück bewegt wird.
13
Page 38

PROGRAMMIERUNG1. ALLGEMEINES
B--64144GE/01
1.2
VORSCHUBFUNKTION
Das Bewegen des Werkzeugs mit einer bestimmten Geschwindigkeit zur
Bearbeitung des Werkstücks wird als Vorschub bezeichnet.
mm/min
F
Werkstück
Tisch
Abb. 1.2 Vorschubfunktion
Werkzeug
Die Vorschubgeschwindigkeit wird durch entsprechende Zahlenwerte
festgelegt. Beispielsweise müßte die Eingabe bei einer Vorschubgeschwindigkeit von 150 mm/min lauten:
F150.0
Die Funktion zur Festlegung der Vorschubgeschwindigkeit wird als
Vorschubfunktion bezeichnet (siehe II--5).
14
Page 39

B--64144GE/01
1.3 WERKSTÜCKZEICHNUNG UND WERKZEUGBEWEGUNG
PROGRAMMIERUNG
1. ALLGEMEINES
1.3.1
Referenzpunkt (maschinenspezifischer Punkt)
Erläuterungen
Eine CNC--Werkzeugmaschine besitzt einen Fixpunkt. Werkzeugwechsel und Programmierung des absoluten Nullpunkts, die an anderer
Stelle behandelt werden, werden normalerweise an diesem Punkt
vorgenommen. Man bezeichnet diese Position als Referenzpunkt.
Referenzpunkt
Werkzeug
Werkstück
Tisch
Abb. 1.3.1 Referenzpunkt
Das Werkzeug kann aufzwei Arten zum Referenzpunkt gefahrenwerden:
(1)Manuelle Rückkehr zum Referenzpunkt (siehe III--3.1)
Die Rückkehr zum Referenzpunkt wird manuell per Knopfdruck
ausgelöst.
(2)Automatische Rückkehr zum Referenzpunkt (siehe II--6)
Im allgemeinen wird nach dem Einschalten der Netzspannung ein
manuelles Referenzpunktfahren durchgeführt. Für einen späteren
Werkzeugwechsel kann das Werkzeug dann mit Hilfe der
automatischen Funktion zum Referenzpunkt gefahren werden.
15
Page 40

1.3.2
Koordinatensystem der
Werkstückzeichnung
und CNC-Koordinatensystem
PROGRAMMIERUNG1. ALLGEMEINES
Z
Y
Programm
Z
B--64144GE/01
Y
Erläuterungen
D Koordinatensystem
X
Werkstückzeichnung
Abb. 1.3.2 (a) Koordinatensystem
X
Koordinatensystem
CNC
Befehl
Werkzeug
Z
Y
Werkstück
X
Werkzeugmaschine
Es werden zwei Koordinatensysteme festgelegt:
(siehe II--7)
(1)Koordinatensystem der Teilezeichnung
Das Koordinatensystem befindet sich auf der Werkstückzeichnung.
Als Programmdaten werden die Werte dieses Koordinatensystems
verwendet.
(2)CNC--Koordinatensystem
Dieses Koordinatensystem wird am eigentlichen Maschinentisch
errichtet. Dazu wird die Entfernung zwischen aktueller Werkzeugposition und Nullpunkt des einzurichtenden Koordinatensystems
programmiert.
Programm-Nullpunkt
16
Y
230
300
Abb. 1.3.2 (b) CNC--Koordinatensystem
Aktuelle Werkzeugposition
Entfernung zum Nullpunkt des
einzurichtenden Koordinatensystems
X
Page 41

B--64144GE/01
PROGRAMMIERUNG
1. ALLGEMEINES
Die relativePosition dieser beidenKoordinatensystemezueinanderergibt
sich, wenn das Werkstück auf den Tisch gebracht wird.
Koordinatensystem
der Teilezeichnung
auf dem Werkstück
CNC--Koordinatensystem
auf dem Tisch
Tisch
Abb. 1.3.2 (c) CNC--Koordinatensystem und Koordinatensystem
Y
Y
Werkstück
der Teilezeichnung
X
X
D Einrichten der beiden
Koordinatensysteme an
derselben Position
Entsprechenddem Steuerungsprogramm, welches unterZugrundelegung
des Koordinatensystems der Teilezeichnung eingerichtet wurde, wird das
Werkzeug innerhalb des CNC--Koordinatensystems bewegt. Auf diese
Weise erhält das Werkstück die auf der Zeichnung spezifizierte Kontur.
Damit die in der Zeichnung definierte Werkstückkontur korrekt
geschnitten wird, müssen daher beide Koordinatensysteme an derselben
Position eingerichtet werden.
Das Einrichten der beiden Koordinatensysteme an derselben Position
erfolgt mittels einfacher Verfahren unter Berücksichtigung der Kontur
des Werkstücks sowie der Anzahl der Bearbeitungsvorgänge.
(1)Standardebene und Standardpunkt des Werkstücks
Y
Festabstand
Programm-Nullpunkt
Werkstück-Standardpunkt
Festabstand
X
Werkzeugmitte auf den Werkstück--Standardpunkt bringen.
CNC--Koordinatensystem an dieser Position einrichten.
17
Page 42

PROGRAMMIERUNG1. ALLGEMEINES
B--64144GE/01
(2)Werkstück direkt an die Aufspannvorrichtung setzen
Programm--Nullpunkt
Aufspannvorrichtung
Werkzeugmitte über den Referenzpunkt bringen. CNC--Koordinatensystem an
dieser Position einrichten. (Die Aufspannvorrichtung wird an einer relativ zum
Referenzpunkt definierten Position montiert.)
(3)Werkstück auf Palette in die Aufspannvorrichtung setzen
Palette
Aufspannvorrichtung
Werkstück
(Anordnung von Aufspannvorrichtung und Koordinatensystem wie (2)).
18
Page 43

B--64144GE/01
1.3.3
Maßbefehle für die
Werkzeugbewegung -Absolut--/ Inkrementalmaß-Befehle
PROGRAMMIERUNG
1. ALLGEMEINES
Erläuterungen
D Absolutmaß--Befehl
Der Befehl zum Bewegen des Werkzeugs kann per Absolutmaß--Befehl
oder Inkrementalmaß--Befehl gegeben werden (siehe II--8.1).
Das Werkzeug wird zu dem Punkt bewegt, der um den programmierten
Betrag vom Nullpunkt des Koordinatenystems entfernt liegt, also zur
Position der Koordinatenwerte.
Z
X
Befehl für das Verfahren von Punkt A
nach Punkt B
Y
B(10.0,30.0,20.0)
G90 X10.0 Y30.0 Z20.0 ;
Koordinaten des Punkts B
Werkzeug
A
D Inkrementalmaß--Befehl
Entfernung von der vorherigen Werkzeugposition zur nächsten
Werkzeugposition
Z
Werkzeug
A
X=40.0
Y
Z=--10.0
B
X
Befehl für das Verfahren von Punkt A
nach Punkt B
19
Y=--30.0
G91 X40.0 Y--30.0 Z--10.0
Entfernung und Richtung für das
Verfahren entlang der Achsen
;
Page 44

PROGRAMMIERUNG1. ALLGEMEINES
B--64144GE/01
1.4
SCHNITTGESCHWINDIGKEIT -SPINDELDREHZAHLFUNKTION
Beispiele
Die Geschwindigkeit, mit der sich das Werkzeug beim Schneiden relativ
zum Werkstück bewegt, wird als Schnittgeschwindigkeit bezeichnet.
Bei CNC--gesteuerten Maschinen kann die Schnittgeschwindigkeit
-1
die Spindeldrehzahl in min
Spindeldrehzahl N
min
festgelegt werden.
Werkzeug
-1
Werkstück
Werkzeugdurchmesser
φ
Dmm
V: Schnittgeschwindigkeit
m/min
über
<Ein Werkstück soll mit einem Werkzeug von 100 mm Durchmesser mit einer Schnittgeschwindigkeit von 80 m/min bearbeitet
werden.>
Die Spindeldrehzahl beträgt ungefähr 250 min-1(errechnet aus
N = 1000v/πD). Demnach muß der Befehl lauten:
S250;
Die Befehle, die sich auf die Spindeldrehzahl beziehen, werden
zusammen als Spindeldrehzahlfunktion bezeichnet (siehe II--9).
20
Page 45

B--64144GE/01
PROGRAMMIERUNG
1. ALLGEMEINES
1.5
WERKZEUGAUSWAHL
FÜR DIE
VERSCHIEDENEN
BEARBEITUNGSVORGÄNGE -WERKZEUGFUNKTION
Beispiele
Für Bearbeitungsvorgänge wie Vollbohren, Gewindebohren, Aufbohren,
Fräsen usw. muß jeweils das passende Werkzeug angesteuert werden. Die
Ansteuerung des entsprechenden Werkzeugs erfolgt durch Zuordnung
von Nummern zu den Werkzeugen und Angabe der Nummern im
Programm.
Werkzeugnummer
01
02
<Die Nr. 01 wurde einem Bohrwerkzeug zugewiesen>
Befindet sich das Werkzeug imWerkzeugmagazin anPosition 01,erfolgt
der Aufruf dieses W erkzeugs mit dem Befehl T01. Dieser Vorgang wird
als Werkzeugfunktion bezeichnet (siehe II--10).
Werkzeugmagazin
21
Page 46

PROGRAMMIERUNG1. ALLGEMEINES
B--64144GE/01
1.6
MASCHINENBEDIENBEFEHL -ZUSATZFUNKTION
Beim Start des eigentlichen Bearbeitungsvorgangs muß die Spindel
drehen,und es mußKühlmittel zugeführtwerden. Dazumuß das Ein-- und
Ausschalten von Spindelmotor und Kühlmittelventil gesteuert werden.
Werkzeug
Kühlmittel
Werkstück
Die Funktion zum Auslösen von Schaltvorgängen bei den verschiedenen
Maschinenkomponenten wird als ”Zusatzfunktion” bezeichnet.
Die Programmierung erfolgt im allgemeinen über einen M--C ode
(siehe II--11).
Wirdz.B. M03 programmiert,dreht sich dieSpindel mit derangegebenen
Drehzahl im Uhrzeigersinn.
22
Page 47

B--64144GE/01
PROGRAMMIERUNG
1. ALLGEMEINES
1.7
PROGRAMMKONFIGURATION
Bei einem Programm handelt es sich um eine in die CNC eingegebene
Gruppe von Befehlen für den Maschinenbetrieb. Mittels dieser Befehle
wird das Werkzeug entlang einer Geraden oder eines Bogens bewegt und
der Spindelmotor ein-- und ausgeschaltet.
Im Programm werden die Befehle in der Reihenfolge der tatsächlichen
Werkzeugbewegungen angegeben.
Satz
Satz
Abfolge der Werkzeugbewegungen
Satz
Programm
Satz
⋅
⋅
⋅
⋅
Satz
Abb. 1.7 (a) Programmkonfiguration
Die Befehlsgruppe für jeden einzelnen Bearbeitungsschritt ist der Satz.
Das Programm besteht also aus einer Gruppe von Sätzen für eine Reihe
von Bearbeitungsvorgängen. Jeder Satz erhält eine eigene Satznummer,
jedes Programm eine Programmnummer (siehe II--12).
23
Page 48

PROGRAMMIERUNG1. ALLGEMEINES
B--64144GE/01
Erläuterungen
D Satz
Satz und Programm sind wie folgt aufgebaut:
1Satz
N ffff G ff Xff.f Yfff.f M ff S ff T ff ;
Satznummer
Wegbedingung
Maß--Befehl Zusatz-
funktion
Abb. 1.7 (b) Satzkonfiguration
Spindel-Funktion
Werkzeugfunktion
Satzende
Ein Satz beginnt mit einer Satznummer zur Kennzeichnung des Satzes
und endet mit einem Satzende--Code.
In diesem Handbuch ist der Satzende--Code durch ein Semikolon (;)
angegeben (LF im ISO--Code und CR im EIA--Code).
Der Inhalt des Maß--Befehls richtet sich nach der Wegbedingung. In
diesem Handbuch entspricht IP_ einem Maß--Befehl.
D Programm
;
Offff;
⋅
⋅
⋅
M30 ;
Abb. 1.7 (c) Programmkonfiguration
Programmnummer
Satz
Satz
Satz
⋅
⋅
⋅
Programmende
Normalerweise wird hinter dem Satzende--Code (;) am Programmanfang
eine Programmnummer angegeben und das Programm mit einem
Programmende--Code (M02 oder M30) abgeschlossen.
24
Page 49

B--64144GE/01
PROGRAMMIERUNG
1. ALLGEMEINES
D Hauptprogramm und
Unterprogramm
Kommt ein identisches Bearbeitungsmuster mehrfach innerhalb
desselben Programms vor, wird für dieses Muster ein eigenes Programm
erstellt. Hierbei handelt es sich dann um ein Unterprogramm. Das
Ausgangsprogramm gilt als das Hauptprogramm. Taucht während der
Ausführung des Hauptprogramms ein Ausführungsbefehl für ein
Unterprogramm auf, werden die Befehle des Unterprogramms
ausgeführt. Nach Ausführung des Unterprogrammes kehrt die Steuerung
wieder zum Hauptprogramm zurück.
Hauptprogramm
⋅
⋅
M98P1001
⋅
⋅
⋅
M98P1002
⋅
⋅
⋅
M98P1001
⋅
Unterprogramm 1
O1001
M99
Unterprogramm 2
O1002
Programm für
Loch #1
Programm für
Loch #2
⋅
⋅
M99
Loch #1
Loch #1
Loch #2
Loch #2
25
Page 50

1.8
PROGRAMMIERTE
WERKZEUGBAHN
UND WERKZEUGBEWEGUNG
Erläuterungen
PROGRAMMIERUNG1. ALLGEMEINES
B--64144GE/01
D Bearbeitung mit dem
Werkzeugende -- Funktion
”Werkzeuglängenkompensation”
D Bearbeitung mit der
Werkzeugseite -- Funktion
”Werkzeugradiuskompensation”
In der Regel werden für die Bearbeitung eines Werkstücks mehrere
Werkzeuge gebraucht, die häufig unterschiedlich lang sind. Das
Abändern desProgramms auf jede neueWerkzeuglängeist sehrmühsam.
Daher sollten die Längen der einzelnen Werkzeuge vorab gemessen
werden. Durch Einstellen des Unterschieds zwischen der Länge des
Standard--Werkzeugs und der tatsächlichen Länge des jeweiligen
Werkzeugs in derCNC (Anzeige und Einstellung vonDaten siehe III--11)
kann die Bearbeitung ohne Programmänderung durchgeführt werden,
auch wenn das Werkzeug gewechselt wird. Diese Funktion wird als
Werkzeuglängenkompensation bezeichnet (siehe II--14.1).
Standardwerkzeug
H1
H2
Werkstück
H3 H4
Da ein Werkzeug einen Radius besitzt, verläuft die Mitte der
Werkzeugbahn um den Werkzeugradius versetzt um das Werkstück
herum.
Werkzeugbahn mit
Werkzeugradiuskompensation
Kontur des
bearbeiteten Teils
Werkstück
Schneidwerkzeug
Wenn die Radien der Schneidwerkzeuge in der CNC gespeichert sind
(AnzeigeundEinstellung von Daten sieheIII--11), kann dasWerkzeugim
Abstand des Werkzeugradius von der Teilekontur bewegt werden.
Diese Funktion wird als Werkzeugradiuskompensation bezeichnet
(siehe II--14.4, 14.5).
26
Page 51

B--64144GE/01
PROGRAMMIERUNG
1. ALLGEMEINES
1.9
WERKZEUGBEWEGUNGSBEREICH -VERFAHRBEREICH
An den Enden der Maschinenachsen sind Endschalter installiert, die
verhindern, daß Werkzeuge über das Achsenende hinaus bewegt werden.
Der zulässige Bewegungsbereich von Werkzeugen wird als
Verfahrbereich bezeichnet.
Tisch
Motor
Endschalter
Maschinennullpunkt
Entfernungen eingeben
In diesen Bereich dürfen die Werkzeuge nicht gelangen.
Der Bereich wird durch gespeicherte Daten bzw. ein Programm definiert.
Neben dem durch Endschalter begrenzten Verfahrbereich kann der
Bediener auch durch entsprechende Programmierung bzw. Speicherung
von Daten einen Bereich definieren, in den die Werkzeuge nicht
hineinbewegt werden dürfen. Diese Funktion heißt Verfahrbereichskontrolle oder Softendlagen--Überwachung (siehe III--6.3).
27
Page 52

2
PROGRAMMIERUNG2. GESTEUERTE ACHSEN
GESTEUERTE ACHSEN
B--64144GE/01
28
Page 53

B--64144GE/01
2.1 GESTEUERTE ACHSEN
PROGRAMMIERUNG 2. GESTEUERTE ACHSEN
Element
Anzahl steuerbarer Grundachsen 3 Achsen
Gleichzeitig steuerbare Grundachsen 3 Achsen
ANMERKUNG
Die Anzahl der gleichzeitig steuerbaren Achsen für
manuellen Tippvorschub, manuelles Referenzpunktfahren
oder manuellen Eilgang beträgt 1 oder 3 (1, wenn Bit 0
(JAX) von Parameter 1002 auf 0 gesetzt ist, und 3, wenn
dieses Bit auf 1 gesetzt ist).
0i Mate--MC
2.2
ACHSENBEZEICHNUNG
Beschränkungen
D Ersatzbezeichnung für
Achsen
Drei Grundachsen werden immer mit X, Y und Z bezeichnet.
Wird dieser Parameter auf 0 gesetzt oder wird eine andere Bezeichnung
als eines der gültigen Zeichen angegeben, dann wird der Achse
automatisch eine Bezeichnung von 1 bis 3 zugewiesen.
Wird ein automatisch erstellter Ersatzname (1 bis 3) benutzt, kann das
System nicht im MEM- oder MDI--Modus (Speicher-- oder
Handeingabe--Modus) arbeiten.
29
Page 54

PROGRAMMIERUNG2. GESTEUERTE ACHSEN
B--64144GE/01
2.3
INKREMENTALMASS-SYSTEM
Das Inkrementalmaßsystem besteht aus dem kleinsten Eingabe-Inkrement (für die Eingabe) und dem kleinsten Befehls--Inkrement
(für die Ausgabe). Das kleinste Eingabe--Inkrement stellt den kleinsten
Wert dar, der als Verfahrbetrag programmiert werden kann. Das kleinste
Befehls--Inkrement ist das kleinste Wegelement, um das das Werkzeugan
der Maschine verfahren werden kann. Beide Inkremente werden in mm,
Zoll oder Grad angegeben. Das zu verwendende Inkrementalmaßsystem
wird durch entsprechendes Setzen von Bit 1 (ISC) von Parameter
Nr. 1004 gewählt. Die Einstellung von Bit 1 (ISC) von Parameter
Nr. 1004 gilt für sämtliche Achsen. Wenn beispielsweise das System
IS--C ausgewählt ist, gilt IS--C als Inkrementalmaßsystem für alle
Achsen.
Bezeichnung des
Inkrementalmaß-
systems
IS--B
IS--C
Kleinstes
Eingabe--
Inkrement
0,001 mm
0,0001 Zoll
0,001 Grad
0,0001 mm
0,00001 Zoll
0,0001 Grad
Kleinstes
Befehls--
Inkrement
0,001 mm
0,0001 Zoll
0,001 Grad
0,0001 mm
0,00001 Zoll
0,0001 Grad
Maximaler
Verfahrweg
99999,999 mm
9999,9999 Zoll
99999,999 Grad
9999,9999 mm
999,99999 Zoll
9999,9999 Grad
Das kleinste Befehls--Inkrement wird je nach Werkzeugmaschine
entweder metrisch oder in Zoll angegeben. DieEinstellung auf metrische
bzw. Zoll--Angabe erfolgt im Parameter INM (Nr.100#0).
Die Wahl von metrischer bzw. Zoll--Angabe für das kleinste
Eingabe--Inkrement erfolgt mittels G--Code (G20 oder G21) oder
Einstellparameter.
2.4 MAXIMALER VERFAHRWEG
Die Werte könnennur entweder nach demmetrischen Systemoder in Zoll
eingegeben werden. Manche Funktionen (Kreisinterpolation, Werkzeugradiuskompensation usw.) sind zwischen Achsen mit unterschiedlichen
Maßsystemen nicht ausführbar. Nähere Hinweise zum Inkrementalmaßsystem finden Sie im Handbuch des Maschinenherstellers.
Maximaler V erfahrweg = kleinstes Befehls--Inkrement ¢ 99999999
Siehe Tabelle 2.4 Inkrementalmaßsystem.
Tabelle 2.4 Maximale Verfahrwege
IS--B
IS--C
Inkrementalmaßsystem
Maschine mit metrischem System ± 99999,999 mm
Maschine mit Zoll--System ± 9999,9999 Zoll
Maschine mit metrischem System ± 9999,9999 mm
Maschine mit Zoll--System ± 999,99999 Zoll
Maximaler Verfahrweg
± 99999,999 Grad
± 99999,999 Grad
± 9999,9999 Grad
± 9999,9999 Grad
ANMERKUNG
1 Ein Befehl, bei dem eine der Verfahrgrenzen überschritten
wird, kann nicht programmiert werden.
2 Der tatsächliche Verfahrweg ist abhängig von der Werk-
zeugmaschine.
30
Page 55

B--64144GE/01
3
PROGRAMMIERUNG
WEGBEDINGUNG (G--FUNKTION)
Eine Zahl hinter der Adresse G legt die B edeutung des Befehls für den
betreffenden Satz fest.
G--Codes lassen sich in die folgenden zwei Typen unterscheiden.
Typ Bedeutung
Einfach wirksamer
G--Code
Modaler G--Code Der G--Code bleibt solange wirksam, bis ein anderer
Beispiel:
G01 und G00 sind modale G--Codes in Gruppe 01.
Der G--Code ist nur wirksam in dem Satz, für den er
spezifiziert wurde.
G--Code derselben Gruppe programmiert wird.
3. WEGBEDINGUNG (G--FUNKTION)
G01X ;
Z ;
X;
G00Z
G01 ist in diesem Bereich wirksam.
;
31
Page 56

3. WEGBEDINGUNG (G--FUNKTION)
PROGRAMMIERUNG
B--64144GE/01
Erläuterungen
1. Wird beim Einschalten der Spannung oder nach einem Reset der
Löschzustand hergestellt (Bit 6 (CLR) von Parameter Nr. 3402),
ändern sich die modalen G--Codes wie folgt.
(1)Die modalen G--Codes werden in den in der Tabelle 3 mit
gekennzeichneten Zustand versetzt.
(2)G20 und G21 bleiben unverändert, wenn beim Einschalten der
Spannung oder nach einem Reset der Löschzustand hergestellt
wird.
(3)Ob beim Einschalten der Spannung G22 oder G23 wirksam ist,
wird mit Parameter G23 (Nr. 3402#7) festgelegt. G22 bzw. G23
bleiben allerdings unverändert, wenn bei einem Reset der
Löschzustand hergestellt wird.
(4)Ob jeweils G00 oder G01 wirksam ist, kann der Anwender durch
entsprechende Einstellung des Bits 0 (G01) von Parameter Nr.
3402 festlegen.
(5)Ob jeweils G90 oder G91 wirksam ist, kann der Anwender durch
entsprechende Einstellung des Bits 3 (G91) von Parameter Nr.
3402 festlegen.
(6)Ob jeweils G17, G18 oder G19 wirksam ist, kann der Anwender
durch entsprechende Einstellung des Bits 1 (Parameter G18) und
des Bits 2 (Parameter G19) von Parameter Nr. 3402 festlegen.
2. Alle G--Codes außer G10 und G11 s ind einfach wirksame
(nicht--modale) G--Codes.
3. Bei Angabe eines nicht in der Liste aufgeführten G--Codes bzw. eines
G--Codes ohne zugehörige Option wird P/S--Alarm Nr. 010
ausgegeben.
4. In einem Satz können mehrere G--Codes spezifiziert werden, wenn
diese unterschiedlichen Gruppen angehören. Werden mehrere
G--Codes derselben Gruppe in einem Satz angegeben, ist immer nur
der zuletzt programmierte G--Code wirksam.
5. Wird ein G--Code der Gruppe01 in einem Festzyklus angegeben, wird
der Festzyklus gelöscht. Das heißt, es tritt der gleicheZustand ein wie
durch die Programmierung von G80. Dabei ist zu beachten, daß
G--Codes für Festzyklen keinen Einfluß auf die G--Codes der Gruppe
01 haben.
6. G--Codes sind nach Gruppen gekennzeichnet.
7. Die Gruppe G60 wird entsprechend der Einstellung des MDL--Bits
(Bit 0 von Parameter 5431) geschaltet. (Die Einstellung des
MDL--Bits auf 0 wählt die Gruppe 00 aus. MDL--B it auf 1 wählt die
Gruppe 01 aus.)
32
Page 57

B--64144GE/01
0
1
1
7
0
4
1
1
2
2
PROGRAMMIERUNG
Tabelle 3 G--Code--Liste (1/2)
G--Code
G00
G01
G02
G03 Kreisinterpolation / Helix--Interpolation gegen US
G04 Verweilen, Genau--Halt
G09
G10
G11 Modus ”Dateneingabe mittels Programm” Ende
G15
G16
G17
G18
G19
G20
G21
G22
G23
G27 Referenzpunkt prüfen
G28 Anfahren des Referenzpunkts
G29
G30 Anfahren des 2., 3. und 4. Referenzpunkts
G31 Funktion ”Restweg löschen”
G33 01 Gewindeschneiden
G37
G39
G40
G41 07 Werkzeugradiuskompensation links / Dreidimensionale Kompensation
G42 Werkzeugradiuskompensation rechts
G43
G44
G45 Werkzeugkorrekturbetrag erhöhen
G46
G47
G48 Werkzeugkorrekturbetrag doppelt verringern
G49
G50
G51
G50.1
G51.1
G52
G53
Gruppe Funktion
Positionierung
Lineare Interpolation
Kreisinterpolation / Helix--Interpolation im US
00
02
06
00
00
08
00
08 Werkzeuglängenkompensation Ende
00
Genau--Halt
Dateneingabe mittels Programm
Polarkoordinaten--Befehl Ende
Polarkoordinaten--Befehl
Auswahl Ebene XpYp Xp: X--Achse oder Parallelachse
Auswahl Ebene ZpXp Yp: Y--Achse oder Parallelachse
Auswahl Ebene YpZp Zp: Z--Achse oder Parallelachse
Eingabe in Zoll
Eingabe in mm
Funktion ”Softendlagen--Überwachung” Ein
Funktion ”Softendlagen--Überwachung” Aus
Rückkehr vom Referenzpunkt
Automatische Werkzeuglängenmessung
Kreisinterpolation mit Eckenkorrektur
Werkzeugradiuskompensation Ende / Dreidimensionale Kompensation Ende
Werkzeuglängenkorrektur + Richtung
Werkzeuglängenkorrektur -- Richtung
Werkzeugkorrekturbetrag verringern
Werkzeugkorrekturbetrag doppelt erhöhen
Skalierung Ende
Skalierung
Programmierbare Achsenspiegelung Ende
Programmierbare Achsenspiegelung
Bestimmung des lokalen Koordinatensystems
Anwahl Maschinen--Koordinatensystem
3. WEGBEDINGUNG (G--FUNKTION)
33
Page 58

3. WEGBEDINGUNG (G--FUNKTION)
0
0
0
5
1
0
G--Code
G54
G54.1 Auswahl weiteres Werkstück--Koordinatensystem
G55
G56
G57 Auswahl Werkstück--Koordinatensystem 4
G58 Auswahl Werkstück--Koordinatensystem 5
G59 Auswahl Werkstück--Koordinatensystem 6
G60 00/01 Einzelrichtungspositionierung
G61 Genau--Halt--Modus
G62
G63
G64
G65 00 Makroaufruf
G66
G67
G68
G69
G73 Bohrzyklus mit Späne--Entfernung
G74 Linksgewinde--Bohrzyklus
G76 Feinbohrzyklus
G80 Fester Arbeitszyklus Ende / Externe Bedienfunktion Ende
Gruppe Funktion
14
15
12
16
G81
G82 Bohrzyklus oder Senkbohrzyklus
G83 09 Bohrzyklus mit Späne--Entfernung
G84 Gewindebohrzyklus
G85 Ausbohrzyklus
G86 Ausbohrzyklus
G87 Hinterbohrzyklus
G88 Ausbohrzyklus
G89 Ausbohrzyklus
G90
G91
G92
G92.1
G94
G95
G96
G97
G98
G99
03
00
13
PROGRAMMIERUNG
Tabelle 3 G--Code--Liste (2/2)
Auswahl Werkstück--Koordinatensystem 1
Auswahl Werkstück--Koordinatensystem 2
Auswahl Werkstück--Koordinatensystem 3
Automatischer Override der Ecken--Steuerung
Modus Gewindebohren
Bearbeitungsmodus
Modaler Makroaufruf
Modaler Makroaufruf Ende
Koordinatendrehung / Dreidimensionale Koordinatenumrechnung
Koordinatendrehung Ende / Dreidimensionale Koordinatenumrechnung Ende
Bohrzyklus, Punktbohrzyklus oder externe Bedienfunktion
Absolutmaß--Befehl
Inkrementalmaß--Befehl
Einstellung für Werkstück--Koordinatensystem oder starre Vorgabe der maxi-
malen Spindeldrehzahl
Werkstück--Koordinatensystem--Voreinstellung
Vorschub pro Minute
Vorschub pro Umdrehung
Konstante Schnittgeschwindigkeits--Steuerung
Konstante Schnittgeschwindigkeits--Steuerung Ende
Im festen Arbeitszyklus zum Ausgangspunkt zurückkehren
Im festen Arbeitszyklus zum R--Punkt zurückkehren
B--64144GE/01
34
Page 59

B--64144GE/01
4
PROGRAMMIERUNG
INTERPOLATIONSFUNKTIONEN
4. INTERPOLATIONSFUNKTIONEN
35
Page 60

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64144GE/01
4.1 POSITIONIERUNG (G00)
Format
Erläuterungen
Der Befehl G00 bewegt ein Werkzeug im Eilgang an die mit einem
Absolut-- oder Inkrementalmaß--Befehl festgelegte Position im
Werkstück--Koordinatensystem.
In einem Absolutmaß--Befehl werden die Koordinaten des Endpunkts
programmiert.
Mit einem Inkrementalmaß--Befehl wird die Entfernung, um die das
Werkzeug bewegt wird, programmiert.
G00 _;
IP
_: Bei einem Absolutmaß--Befehl die Koordinaten der
IP
Endposition, bei einem Inkrementalmaß--Befehl die
Entfernung, um die das Werkzeug bewegt wird
Je nach Einstellung des Bits 1 (LRP) von Parameter Nr. 1401 kann eine
der folgenden Werkzeugbahnen gewählt werden.
D Positionierung durch Nichtlineare Interpolation
Das Werkzeug wird achsenweise mit Eilganggeschwindigkeit
positioniert. Die Werkzeugbahn ist normalerweise gerade.
D Positionierung durch Lineare Interpolation
Die Werkzeugbahn ist gleich der bei linearer Interpolation (G01). Das
Werkzeug wird innerhalb der kürzestmöglichen Zeit mit einer
Geschwindigkeit, die die Eilganggeschwindigkeit in den einzelnen
Achsen nicht überschreiten darf, positioniert. Die Werkzeugbahn ist
allerdings anders als bei linearer Interpolation (G01).
Startposition
Positionierung durch Lineare Interpolation
Endposition
Positionierung durch Nichtlineare Interpolation
Die über Befehl G00 programmierte Eilganggeschwindigkeit wird vom
Werkzeugmaschinenhersteller unabhängig für jede Achse in Parameter
Nr. 1420 gesetzt. Im über G00 aktivierten Positioniermodus wird das
Werkzeug am Satzanfang auf eine vordefinierte Geschwindigkeit
beschleunigt und am Ende des Satzes wieder abgebremst. Nach
Überprüfung der korrekten Position wird der nächste Satz ausgeführt.
”Korrekte Position” bedeutet, daß der Vorschubmotor innerhalb des
vorgeschriebenen Bereichs steht.
Dieser Bereich wird vom Werkzeugmaschinenhersteller durch
entsprechende Einstellung von Parameter (Nr. 1826) festgelegt.
Die Positionsprüfung für jeden Satz kann an Bit 5 (NCI) von Parameter
Nr. 1601 deaktiviert werden.
36
Page 61

B--64144GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
Beschränkungen
Die Eilganggeschwindigkeit kann nicht mit der Adresse F festgelegt
werden.
In den nachstehend genannten Fällen erfolgt die Positionierung durch
nichtlineare Interpolation, auch wenn Positionierung durch Lineare
Interpolation vorgegeben ist. Es ist hier darauf zu achten, daß Werkzeug
und Werkstück nicht kollidieren.
D G28 gibt eine Positionierung zwischen der Referenzposition und
Zwischenpositionen an.
D G53
37
Page 62

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64144GE/01
4.2
EINZELRICHTUNGSPOSITIONIERUNG
(G60)
Format
Für das genaue Positionieren ohne Spiel der Maschine (Umkehrspiel)
kann die Endausrichtung aus einer Richtung benutzt werden.
Überfahren
Startposition
Startposition
Endposition
G60 _ ;
IP
_ : Bei einem Absolutmaß--Befehl die Koordinaten eines
IP
Endpunkts, bei einem Inkrementalmaß--Befehl der Weg,
den das Werkzeug zurücklegt.
Zwischenhalt
Erläuterungen
Beispiele
Ein Überfahren und eine Positionierrichtung werden über Parameter (Nr.
5440) festgelegt. Auch wenndie befohlene Positionierrichtung mitder im
Parameter festgesetzten Positionierrichtung zusammenfällt, hält das
Werkzeug einmal vor dem Endpunkt an.
Der einfach wirksame G--Code G60 kann als modaler G--Code in Gruppe
01 genutzt werden, wenn das Bit 0 (MDL) des Parameters Nr. 5431 auf
1 gesetzt ist.
Bei der nachfolgenden Einstellung braucht der G60--Befehl dann nicht in
jedem Satz angegeben werden (die übrigen Merkmale sind gleich denen
beim einfach wirksamen G60--Befehl).
Wird im Einzelrichtungspositioniermodus ein einfach wirksamer
G--Code angegeben, wirkt dieser wie G--Codes der Gruppe 01.
Einfach wirksame
G60--Befehle
G90 ;
G60 X0Y0;
G60 X100;
G60 Y100;
G04 X10;
G00 X0Y0;
Einzelrichtungspositionierung
Modaler
G60--Befehl
G90G60;
X0Y0;
X100;
Y100;
G04X10;
G00X0 Y0;
Einzelrichtungspositioniermodus starten
Einzelrichtungspositionierung
Einzelrichtungspositioniermodus
beenden
38
Page 63

B--64144GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
Beschränkungen
D Während eines festen Bohrzyklus wird in der Z--Achse keine
Einzelrichtungspositionierung ausgeführt.
D In einer Achse, für die im Parameter kein Überfahren eingestellt ist,
wird keine Einzelrichtungspositionierung ausgeführt.
D Einzelrichtungspositionierung wird nicht ausgeführt, wenn ein
Verfahrweg von 0 befohlen ist.
D Die i m Parameter eingestellte Verfahrrichtung wird bei Achsen-
spiegelung nicht übernommen.
D Einzelrichtungspositionierung gilt nicht für die Verschiebung in den
Festzyklen G76 und G87.
39
Page 64

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64144GE/01
4.3
LINEARE INTERPOLATION (G01)
Format
Erläuterungen
Die Werkzeuge können entlang einer Linie bewegt werden.
IP
G01 _F_;
_: Bei einem Absolutmaß--Befehl die Koordinaten eines
IP
Endpunkts, bei einem Inkrementalmaß--Befehl der Weg,
den das Werkzeug zurücklegt.
F_: Geschwindigkeit des Werkzeugvorschubs
(Vorschubgeschwindigkeit)
Das Werkzeug verfährt mit der bei F spezifizierten Vorschubgeschwindigkeit zur angegebenen P osition. Die bei F angegebene
Vorschubgeschwindigkeit bleibt solange wirksam, bis ein neuer Wert
programmiert wird. Sie muss nicht für jeden Satz einzeln eingegeben
werden. Dieüber F--Code programmierteVorschubgeschwindigkeit wird
entlang der Werkzeugbahn gemessen. Ohne Programmierung eines
F--Codes wird von einer Vorschubgeschwindigkeit gleich Null
ausgegangen. Die Vorschubgeschwindigkeit entlang der einzelnen
Achsen errechnet sich wie folgt:
Beispiele
D Lineare Interpolation
G01ααββγγ
Vorschubgeschwindigkeit in α--Achsenrichtung:
Vorschubgeschwindigkeit in β--Achsenrichtung:
Vorschubgeschwindigkeit in γ--Achsenrichtung:
L = α
Ff ;
2
+ β2+ γ
α
Fα =
× f
L
β
F
=
× f
β
L
γ
× f
Fγ =
L
2
Bei gleichzeitiger Steuerung von 3 Achsen wird die Vorschubgeschwindigkeit wie bei Zweiachsensteuerung berechnet.
(G91) G01X200.0Y100.0F200.0 ;
Y--Achse
100.0
(Endposition)
(Startposition)
40
200.00
X--Achse
Page 65

B--64144GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
4.4
KREISINTERPOLATION (G02, G03)
Format
Folgender Befehl bewegt das Werkzeug entlang eines Kreisbogens:
BogeninderXpYp--Ebene
G17
Bogen in der ZpXp--Ebene
G18
Bogen in der YpZp--Ebene
G19
G02
G03
G02
G03
G02
G03
Xp_Yp_
Xp_ p_
Yp_ Zp_
I_ J_
R_
I_ K_
R_
J_ K_
R_
F_ ;
F_
F_
Tabelle 4.4 Beschreibung des Befehlsformats
Befehl Beschreibung
G17 Programmierung eines Kreisbogens in der XpYp--Ebene
G18 Programmierung eines Kreisbogens in der ZpXp--Ebene
G19 Programmierung eines Kreisbogens in der YpZp--Ebene
G02 Kreisinterpolation im Uhrzeigersinn (im US)
G03 Kreisinterpolation entgegen Uhrzeigersinn (gegen US)
X
p_
Y
p_
Z
p_
I_ Xp--Achsenabstand zwischen Startpunkt und Mittelpunkt eines
J_ Yp--Achsenabstand zwischen Startpunkt und Mittelpunkt eines
Befehlswerte der X--Achse oder der zugehörigen Parallelachse
(festgelegt in Parameter Nr. 1022)
Befehlswerte der Y--Achse oder der zugehörigen Parallelachse
(festgelegt in Parameter Nr. 1022)
Befehlswerte der Z--Achse oder der zugehörigen Parallelachse
(festgelegt in Parameter Nr. 1022)
Bogens mit Vorzeichen
Bogens mit Vorzeichen
k_ Zp--Achsenabstand zwischen Startpunkt und Mittelpunkt eines
Bogens mit Vorzeichen
R_ Bogenradius (mit Vorzeichen)
F_ Vorschubgeschwindigkeit entlang des Bogens
41
Page 66

Erläuterungen
PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64144GE/01
D Richtung der
Kreisinterpolation
D Verfahrbetrag entlang
eines Kreisbogens
”Im Uhrzeigersinn” (G02) und ”entgegen dem Uhrzeigersinn” (G03) in
der X
Betrachtung der X
Z
--Achse (bzw. Yp--Achse oder Xp--Achse) im kartesischen
p
-- E b e n e ( ZpXp--Ebene oder YpZp--Ebene) ergeben sich aus der
pYp
--Ebene in Positiv--Negativ--Richtung der
pYp
Koordinatensystem. Siehe Abbildung unten.
Yp Xp Zp
G02
G18
G03
Zp
G03
G02
Yp
G19
G03
G02
Xp
G17
Der Endpunkt eines Kreisbogens wird über die Adresse Xp, Yp oder Zp
programmiert und wird je nach G90 oder G91 als Absolut-- oder
Inkrementalwert ausgedrückt. Bei Inkrementalmaß--Programmierung
wird der Abstand vom Startpunkt des Bogens bis zum Endpunkt
angegeben.
D Entfernung zwischen
Startpunkt und
Bogenmittelpunkt
Die Bogenmitte wird für die Achsen Xp, Yp und Zp jeweils über die
Adressen I, J und K festgelegt. Der numerische W ert hinter I, J und K ist
jedoch eine Vektorkomponente, bei der sich die Bogenmitte auf den
Startpunkt bezieht und die unabhängig von G90 oder G91 immer als
Inkrementalwert angegeben wird (siehe unten).
I, J und K sind entsprechend der Richtung mit einem Vorzeichen zu
versehen.
Endpunkt (x,y)
yx
x
Mittelpunkt
i
Startpunkt
j
Endpunkt (z,x)
z
Mittelpunkt
Endpunkt (y,z)
z
k
Startpunkt
i
y
Mittelpunkt
Start-
j
punkt
k
I0, J0 und K0 können ausgelassen werden. Wenn Xp,Ypund Z
ausgelassenwerden (Endpunktist gleich Startpunkt) und derMittelpunkt
mit I, J und K festgelegt wird, entsteht ein 360°--Bogen (Kreis).
G021; Befehl für einen Kreis
Ist die Differenz zwischen dem Radius am Startpunkt und dem am
Endpunkt größer als der erlaubte Wert in einem Parameter (Nr. 3410),
wird ein P/S--Alarm (Nr. 020) ausgegeben.
p
42
Page 67

B--64144GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
D Bogenradius
Der Abstand zwischen einem Bogen und dem Mittelpunkt eines Kreises,
in demdieser Bogenenthalten ist, kannüber den Kreisradius Ranstattmit
I, J und K definiert werden.
In diesem Fall ist der eine Bogen kleiner als 180°, der andere größer als
180°. Wird ein Bogen von mehr als 180° programmiert, muß der Radius
mit einem negativen Wert angegeben werden. Wenn Xp, Yp und Zp
ausgelassen werden, also Endpunkt gleich Startpunkt ist, wird mit R ein
Bogen von 0° programmiert.
G02R ; (Der Fräser bleibt stehen.)
Bei Bogen (1) (kleiner als 180°)
G91 G02 X
Bei Bogen (2) (größer als 180°)
G91 G02 X
60.0 YP20.0 R50.0 F300.0 ;
P
60.0 YP20.0 R--50.0 F300.0 ;
P
2
r=50mm
Startpunkt
Y
Endpunkt
1
r=50mm
D Vorschubgeschwindigkeit
Beschränkungen
X
Die Vorschubgeschwindigkeit bei Kreisinterpolation ist gleich der durch
F--Code festgelegten Geschwindigkeit, und die Vorschubgeschwindigkeit entlang des Bogens (tangentiale Vorschubgeschwindigkeit des
Bogens) wird so gesteuert, daß sie dieser vorgegebenen Geschwindigkeit
entspricht.
Die Abweichung zwischen der Soll--Vorschubgeschwindigkeit und der
tatsächlichenWerkzeugvorschubgeschwindigkeit beträgt maximal ±2%.
Die Vorschubgeschwindigkeit entlang des Bogens wird jedoch erst nach
der Werkzeugradiuskompensation gemessen.
Werden gleichzeitigdie AdressenI, J, K und R programmiert, hat der über
Adresse R definierte Bogen Vorrang, und die übrigen Adressen werden
ignoriert.
Wird eine Achse außerhalb der programmierten Ebene angegeben,
erscheint eine Alarmmeldung.
Beispiel: Wird die U--Achse als Parallelachse zur X--Achse und
gleichzeitig die Ebene XY angegeben, wird P/S--Alarm (Nr.028)
ausgegeben.
Bei der Angabe eines Bogens mit einem Mittelpunktswinkel gegen 180°
können sich falsche Mittelpunktkoordinaten ergeben. In diesem Fall ist
die Bogenmitte über I, J und K festzulegen.
43
Page 68

Beispiele
PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
Y--Achse
100
B--64144GE/01
50R
140
60R
200
X--Achse
60
40
0
90 120
Die obige Werkzeugbahn kann wie folgt programmiert werden:
(1) Absolutmaßprogrammierung
G92X200.0 Y40.0 Z0 ;
G90 G03 X140.0 Y100.0R60. 0 F300. ;
G02 X120.0 Y60.0R50.0 ;
oder
G92X200.0 Y40.0 Z0 ;
G90 G03 X140.0 Y100.0I ---60.0 F300. ;
G02 X120.0 Y60.0I---50.0 ;
(2) Inkrementalmaßprogrammierung
G91 G03 X---60.0 Y60.0 R60.0 F300. ;
G02 X---20.0 Y---40. 0 R50.0 ;
oder
G91 G03 X---60.0 Y60.0 I---60.0 F300. ;
G 0 2 X --- 2 0 . 0 Y --- 4 0 . 0 I --- 5 0 . 0 ;
44
Page 69

B--64144GE/01
4.5
HELIX-INTERPOLATION
(G02, G03)
Format
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
Die Helix--Interpolation für eine Werkzeugbewegung entlang einer
Schraubenlinie wird durch Angabe von bis zu zwei weiteren Achsen, die
sich durch Kreisverfahrbefehle synchron mit der Kreisinterpolation
bewegen, programmiert.
Synchron mit Bogen in der XpYp--Ebene
Erläuterungen
G17
Synchron mit Bogen in der ZpXp --Ebene
G18
Synchron mit Bogen in der YpZp --Ebene
G19
α, β: Jede Achse, für die keine Kreisinterpolation definiert ist
G02
G03
G02
G03
G02
G03
Es können bis zu zwei weitere Achsen festgelegt werden.
Xp_Yp_
Xp_Zp_
Yp_Zp_
I_J_
R_
I_K_
R_
J_K_
R_
α_(β_)F_;
α_(β_)F_;
α_(β_)F_;
Mit der Befehlsmethode wird einfach bzw. nachträglich eine
Verfahrbefehlsachse hinzugefügt, die keine Kreisinterpolationsachse
darstellt (siehe Abschnitt II--4.4). Ein F--Befehl gibt die
Vorschubgeschwindigkeit entlang eines Kreisbogens an. Somit ergibt
sich folgende Vorschubgeschwindigkeit für die lineare Achse:
Länge der linearen Achse
F×
Länge des Kreisbogens
Beschränkungen
Die Vorschubgeschwindigkeit ist so zu wählen, daß die Vorschubgeschwindigkeit entlang der linearen Achse keinen der Grenzwerte
überschreitet. Dies kann über das Bit 0 (HFC) von Parameter Nr. 1404
erreicht werden.
Z
Werkzeugbahn
YX
Die Vorschubgeschwindigkeit entlang der Umfanglinie zweier kreisinterpolierter Achsen stellt die Soll--Vorschubgeschwindigkeit dar.
Werkzeugradiuskompensation findet nur bei einem Kreisbogen statt.
Werkzeugkorrektur und Werkzeuglängenkompensation können nicht in
einem Satz mit Helix--Interpolation verwendet werden.
45
Page 70

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
Eingabe
Eingabe
B--64144GE/01
4.6
GEWINDESCHNEIDEN (G33)
Format
Es können gerade Gewinde mit konstanter Steigung geschnitten werden.
Ein an der Spindel befindlicher Positionsgeber liest die Spindeldrehzahl
in Echtzeit ein. Die gelesene Spindeldrehzahl wird in die
Vorschubgeschwindigkeit pro Minute umgerechnet.
G33 _ F_ ;
I
P
F : Steigung in Richtung der Längsachse
Z
Werkstück
X
Erläuterungen
Im allgemeinen wird das Gewindeschneiden vom Grobschneiden bis zum
Feinschneideneiner S chraube in derselbenWerkzeugbahnausgeführt.Da
das Gewindeschneiden aufgenommen wird, wenn der Positionsgeber an
der S pindel das Signal für 1 Drehung ausgibt, setzt der Schneidvorgang
an einem festen Punkt an, und die Werkzeugbahn am Werkstück bleibt in
sämtlichen Gewindeschneidvorgängen unverändert. Zu beachten ist, daß
die Spindeldrehzahl von der Grob-- bis zur Feinbearbeitung konstant sein
muß. Fehlerhafte Gewindesteigungen können sonst die Folge sein.
Im allgemeinen verursacht die Verzögerung des Servosystems usw.leicht
unkorrekte Gewindesteigungen an den Start-- und Endpunkten eines
Gewindes. Um dies auszugleichen, sollte die Länge des Gewindeschnitts
etwas länger als benötigt gewählt werden.
Tabelle 4.6 zeigt die zulässigen Bereiche für die Angabe der
Gewindesteigung.
Tabelle 4.6 Zulässige Steigungsmaße
Eingabe
in mm
Eingabe
in Zoll
Kleinstes
Befehls--Inkrement
0.001 mm F1 bis F50000 (0.01 bis 500.00 mm)
0.0001 mm F1 bis F50000 (0.01 bis 500.00 mm)
0.0001 Zoll F1 bis F99999 (0.0001 bis 9.9999 Zoll)
0.00001 Zoll F1 bis F99999 (0.0001 bis 9.9999 Zoll)
Befehlswertebereich für Steigungen
46
Page 71

B--64144GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
HINWEIS
1 Begrenzung der Spindeldrehzahl:
1 ≦ Spindeldrehzahl ≦
Spindeldrehzahl: min
Zulässige Vorschubgeschwindigkeit
Gewindesteigung
-1
Gewindesteigung: mm oder Zoll
Zulässige Vorschubgeschwindigkeit: mm/min oder Zoll/min; die befehlsmäßig für den Modus
Vorschub/Minute spezifizierte zulässige Vorschubgeschwindigkeit bzw. die aufgrund von
mechanischen Beschränkungen einschließlich motorbedingter Beschränkungen festgelegte
zulässige Vorschubgeschwindigkeit, je nachdem, welcher Wert kleiner ist
2 Schnittvorschubgeschwindigkeits--Override wird bei allen Bearbeitungsvorgängen vom
Schruppen bis zum Feinschlichten nicht auf die umgerechnete Vorschubgeschwindigkeit
angewandt. Die Vorschubgeschwindigkeit ist immer auf 100% gesetzt.
3 Die umgerechnete Vorschubgeschwindigkeit wird von der festgelegten oberen Vorschub-
geschwindigkeit begrenzt.
4 Vorschub--Halt ist während des Gewindeschneidens unwirksam. Bei Betätigung der
Vorschub--Halt--Taste während des Gewindeschneidens hält die Maschine am Endpunkt des
ersten Satzes nach dem Gewindeschneiden (d.h. nach Beendigung des Modus G33) an.
Beispiele
Gewindeschneiden mit einer Gewindesteigung von 1,5 mm
G33 Z10. F1.5;
47
Page 72

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64144GE/01
4.7
FUNKTION ”RESTWEG LÖSCHEN” (G31)
Format
Erläuterungen
Lineare Interpolation kann durch Programmieren einer axialen
Bewegung nach einem G31--Befehl, z.B. G01, befohlen werden. Wird
während der Ausführung dieses Befehls ein externes Signal ”Restweg
löschen” (Ausblendsignal) gegeben, wird die Befehlsausführung
abgebrochen und der nachfolgende Satz ausgeführt.
Die Funktion ”Restweg löschen” wird eingesetzt, wenn das Ende der
Bearbeitungnicht programmiert ist, sondern von einem Maschinensignal
bestimmt wird, z.B. beim Schleifen. Sie kann auch zur Werkstückvermessung eingesetzt werden.
G31 _ ;
IP
G31: Einfach wirksamer G --Code
(nur wirksam für den betreffenden Satz)
Die Koordinatenwerte bei Ausgabe des Signals ”Restweg löschen”
können in einem Kundenmakro verwendet werden, da sie in den
Kundenmakro--Systemvariablen #5061 bis #5063 gespeichert werden:
#5061 Koordinatenwert X --Achse
#5062 Koordinatenwert Y --Achse
#5063 Koordinatenwert Z--Achse
WARNUNG
Wenn die Vorschubgeschwindigkeit pro Minute angegeben
ist,sind Vorschub--Override,Trockenlaufund Automatische
Beschleunigung/Verzögerung zu deaktivieren (die Funktionen stehen jedoch zur Verfügung, wenn der Parameter
SKF Nr. 6200#7 auf 1 gesetzt wird), damit ein Fehler in der
Werkzeugposition beim Eintreffen eines Signals ”Restweg
löschen” berücksichtigt werden kann. Diese Funktionen
sind aktiviert, wenn die Vorschubgeschwindigkeit pro
Umdrehung angegeben ist.
HINWEIS
Die Ausgabe des Befehls G31 bei laufender Werkzeugradiuskompensation C löst P/S--Alarm Nr. 035 aus.
Werkzeugradiuskompensation vor Befehl G31 mit Befehl
G40 beenden.
48
Page 73

B--64144GE/01
Beispiele
D Der Satz nach G31 ist ein
Inkrementalmaß-- Befehl
PROGRAMMIERUNG
G31 G91X100.0 F100;
Y50.0;
4. INTERPOLATIONSFUNKTIONEN
D Der Satz nach G31 ist ein
Absolutmaß--Befehl für
1 Achse
Signal ”Restweg löschen”
Y
100.0
X
Abb. 4.7 (a) Der Folgesatz ist ein Inkrementalmaß--Befehl
G31 G90X200.00 F100;
Y100.0;
Signal ”Restweg löschen”
Y100.0
50.0
Tatsächliche Bewegung
Bewegung ohne Signal ”Restweg löschen”
X200.0
D Der Satz nach G31 ist ein
Absolutmaß--Befehl für
2 Achsen
Tatsächliche Bewegung
Bewegung ohne Signal ”Restweg löschen”
Abb. 4.7 (b) Der Folgesatz ist ein Absolutmaß--Befehl für 1 Achse
G31 G90X200.0 F100;
X300.0 Y100.0;
Y
Signal ”Restweg löschen”
100
100 200 300
Abb. 4.7 (c) Der Folgesatz ist ein Absolutmaß--Befehl für 2 Achsen
(300,100)
Tatsächliche Bewegung
Bewegung ohne Signal
”Restweg löschen”
X
49
Page 74

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64144GE/01
4.8
SIGNAL FÜR
SCHNELLES
RESTWEG-- LÖSCHEN
(G31)
Format
Die Funktion ”Restweg löschen” basiert auf einem Signal für Schnelles
Restweg--Löschen (in direkter Verbindung mit der NC, nicht über die
PMC) anstelle eines normalen Signals ”Restweg löschen”. In diesem Fall
können bis zu acht Signale eingegeben werden.
Verzögerungen und Fehler bei der Eingabe des S ignals ”Restweg
löschen” betragen NC--seitig 0 -- 2 ms (ohne Berücksichtigung der
PMC-- S eite).
Bei der Signaleingabefunktion für Schnelles Restweg--Löschen beträgt
dieserWert maximal 0,1 ms, sodaß hochpräziseMessungen m öglich sind.
Weitere Hinweise finden Sie im Handbuch des Maschinenherstellers.
G31 IP_;
IP
G31: Einfach wirksamer G--Code
(nur wirksam für den betreffenden Satz)
50
Page 75

B--64144GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
4.9
RESTWEG LÖSCHEN
MIT DREHMOMENTGRENZE (G31 P99)
Format
Erläuterungen
D G31 P99
Bei begrenztem Motordrehmoment (z. B. per Drehmomentbegrenzungsbefehl, ausgegeben über das PMC--Fenster) kann mit einem
Verfahrbefehl nach G31 P99 (oder G31 P98) derselbe Schnittvorschub
erzeugt werden wie mit G01 (Lineare Interpolation).
Das Signal zur Anzeige, daß die Drehmomentgrenze erreicht ist (weil
Druck aufgebracht wird oder aus einem anderen Grund) bewirkt ein
Restweg--Löschen. Einzelheiten zur Verwendung dieser Funktion sind
dem Handbuch des Maschinenherstellers zu entnehmen.
G31 P99 IP_F_;
G31 P98 IP_F_;
G31: Einfach wirksamer G--Code
(nur wirksam für den betreffenden Satz)
Bei Erreichen der Drehmomentgrenze oder Eingang eines Signals
”Restweg löschen” während der Ausführung von G31 P99 wird der
laufende Verfahrbefehl vorzeitig abgebrochen und der nächste Satz
ausgeführt.
D G31 P98
D Dre hmoment-
begrenzungsbefehl
D Kundenmakro--
Systemvariable
Beschränkungen
D Achsenbefehl
Bei Erreichen der Drehmomentgrenze während der Ausführung von G31
P98 wird der laufende Verfahrbefehl vorzeitig abgebrochen und der
nächste Satz ausgeführt. Das Signal ”Restweg löschen” <X0004#7> hat
keinen Einfluß auf G31 P98. Ein Signal ”Restweg löschen” während der
Ausführung von G31 P98 löst kein Restweg--Löschen aus.
Der Verfahrbefehl wird fortgesetzt, wenn vor Ausführung von G31
P99/98 keine Drehmomentbegrenzung angegeben wird. Selbst bei
Erreichen einer Drehmomentgrenze wird kein Restweg--Löschen
durchgeführt.
Nach G31 P99/98 sind in den Kundenmakrovariablen die Koordinaten
nach dem Restweg--Löschen gespeichert. (Siehe Abschnitt 4.9.)
Wird durch ein Signal ”Restweg löschen” ein Restweg--Löschen mit G31
P99 ausgelöst, enthalten die Kundenmakro--Systemvariablen die
Koordinaten basierend auf dem Maschinen--Koordinatensystem nach der
Beendigung des Vorgangs, nicht die Koordinaten beim Eingang des
Signals ”Restweg löschen”.
In einem Satz mit G31 P98/99 kann jeweils nur eine Achse gesteuert
werden. Ist in diesen Sätzen die Steuerung von zwei oder mehr Achsen
angegebenoder wird kein Achsenbefehlausgegeben, wird P/S--Alarm Nr.
015 ausgelöst.
D Servofehler
Geht während der Ausführung von G31 P99/98 ein Signal ein, daß die
Drehmomentgrenze erreichtist, wird bei einem Servofehler größer 32767
P/S--Alarm Nr. 244 ausgegeben.
51
Page 76

PROGRAMMIERUNG4. INTERPOLATIONSFUNKTIONEN
B--64144GE/01
D Schnelles
Restweg--Löschen
D Geschwindigkeits-
steuerung
D Aufeinanderfolgende
Befehle
Mit G31 P99 kann durch ein Signal ”Restweg löschen” ein Restweg-Löschen, nicht aber Schnelles Restweg--Löschen ausgelöst werden.
Über das Bit 7 (SKF) von Parameter Nr. 6200 müssen Trockenlauf,
Overrideund automatischesBeschleunigen/Verzögernin Verbindung mit
G31--Befehlen für Restweg--Löschen deaktiviert werden.
G31 P99/98 darf nicht in aufeinanderfolgenden Sätzen befohlen werden.
WARNUNG
Vor einem Befehl G31 P99/98 iststets eine Drehmomentbegrenzung anzugeben. Andernfalls läßt G31 P99/98 die
Ausführung von Verfahrbefehlen ohne Restweg--Löschen
zu.
HINWEIS
Der Befehl G31 während laufender Schneidenradiuskompensation löst P/S--Alarm Nr. 035 aus. Schneidenradiuskompensation ist deshalb vor G31 mit G40 abzuschalten.
Beispiele
O0001 ;
:
:
Mjj ;
:
:
G31 P99 X200. F100 ;
:
G01 X100. F500 ;
:
:
M∆∆ ;
:
:
M30 ;
:
%
In der PMC wird die Drehmomentbegrenzung über das Fenster festgelegt.
Befehl für Restweg--Löschen mit
Drehmomentgrenze
Verfahrbefehl, für den Drehmomentbegrenzung gilt
Drehmomentbegrenzung beendet
durch PMC
52
Page 77

B--64144GE/01
PROGRAMMIERUNG
4. INTERPOLATIONSFUNKTIONEN
4.10
MEHRSTUFIGES
RESTWEG-- LÖSCHEN
(G31)
Format
In einem Satz mit P1 bis P4 hinter G31 speichert die Funktion
”Mehrstufiges Restweg--Löschen” Koordinaten in einer Kundenmakro-Variablen, wenn ein Signal ”Restweg löschen” (4--Punkt oder 8--Punkt;
8--Punkt, wenn ein Signal ”Schnelles Restweg--Löschen” benutzt wird)
aktiviert wird.
Über die Parameter Nr. 6202 bis Nr. 6205 wird ein 4--Punkt-- bzw.
8--Punkt--Signal (Schnelles Restweg--Löschen) ausgewählt. Mit einem
Signal ”Restweg löschen” können mehrere Pn oder Qn (n = 1, 2, 3, 4)
sowie Pn oder Qn 1 : 1 verbunden werden. Die Parameter DS1 bis DS8
(Nr. 6206 #0A#7) können für das Verweilen benutzt werden.
Ein Signal ”Restweg löschen” z. B. aus einem Festgrößen--Meßgerät
kann zum Überspringen aktuell ausgeführterProgramme benutzt werden.
Beim Profil-- oder Einstechschleifen zum Beispiel kann eine Reihe von
Bearbeitungsvorgängen, vom Schruppen bis hin zum Ausfunken,
automatisch durchgeführt werden, indem nach Ende eines jeden
Schrupp--, Halbfertig--, Schlicht-- oder Ausfunkvorgangs ein Signal
”Restweg löschen” gegeben wird.
Verfahrbefehl
G31 IP __ F __ P __ ;
IP
_ : Endpunkt
IP
F_ : Vorschubgeschwindigkeit
P_ : P1 -- P4
Erläuterungen
D Entsprechungen des
Signals ”Restweg löschen”
Verweilen
G04 X (U, P)__ (Q__) ;
X(U, P)_ : Verweilzeit
Q_ : Q1 -- Q4
Mehrstufiges Restweg--Löschen wird über P1, P2, P3 oder P4 in einem
G31--Satz festgelegt. Erläuterungen zur Auswahl (P1, P2, P3 oder P4)
siehe Handbuch des Maschinenherstellers.
Über Q1, Q2, Q3 oder Q4 in G04 (Verweilbefehl) kann das Verweilen
ähnlich wie mit G31 übersprungen werden. Restweg löschen ist auch
ohne Programmierung von Q möglich. Erläuterungen zur Auswahl
(Q1, Q2, Q3 oder Q4) finden Sie im Handbuch des Maschinenherstellers.
Mit Parameter Nr. 6202 bis 6205 kann festgelegt werden, ob das
4--Punkt-- oder das 8--Punkt--Signal ”Restweg löschen” verwendet wird
(bei Verwendung eines Signals für Schnelles Restweg--Löschen). Die
Angabe ist nicht auf eine 1 : 1--Entsprechung beschränkt. Ein Signal
”Restweg löschen” kann zwei oder mehr Entsprechungen in Pn oder Qn
haben(n = 1, 2, 3, 4). Die Bits 0 (DS1) bis 7 (DS8) von ParameterNr. 6206
können zum Programmieren einer Verweilzeit benutzt werden.
VORSICHT
Die Verweilzeit wird nicht übersprungen, wenn Qn
nicht angegeben ist oder die Parameter DS1 -- DS8
(Nr. 6206#0--#7) nicht eingerichtet sind.
53
Page 78

5
PROGRAMMIERUNG5. VORSCHUBFUNKTIONEN
VORSCHUBFUNKTIONEN
B--64144GE/01
54
Page 79

B--64144GE/01
PROGRAMMIERUNG
5. VORSCHUBFUNKTIONEN
5.1
ALLGEMEINES
D Vorschubfunktionen
D Ov erride
D Automatische
Beschleunigung/
Verzögerung
Von den Vorschubfunktionen wird die Vorschubgeschwindigkeit des
Werkzeugs gesteuert. Es stehen diese beiden Vorschubfunktionen zur
Verfügung:
1. Eilgang
Per Positionierbefehl (G00) wird das Werkzeug mit der in der CNC
(Parameter Nr. 1420) gespeicherten Eilganggeschwindigkeit
verfahren.
2. S chnittvorschub
Das Werkzeug verfährt mit der programmierten Schnittvorschubgeschwindigkeit.
Eilganggeschwindigkeit oder Schnittvorschubgeschwindigkeit können
mit dem Schalter am Maschinenbedienfeld übersteuert werden.
Um mechanische Stöße zu vermeiden, wird das Werkzeug beim Anfahren
und am Ende der Verfahrbewegung automatisch beschleunigt bzw.
abgebremst (Abb. 5.1 (a)).
Eilganggeschwindigkeit
F
: Eilgang-
F
R
0
R
geschwindigkeit
: Zeitkonstante
T
R
Beschleunigung/
Verzögerung bei
Eilganggeschwindigkeit
Zeit
T
R
Vorschubgeschwindigkeit
F
C
0
T
C
Abb. 5.1 (a) Automatische Beschleunigung/Verzögerung (Beispiel)
T
R
F
: Vorschubge-
C
schwindigkeit
: Zeitkonstante
T
C
Beschleunigung/
Verzögerung
bei Schnittvorschubgeschwindigkeit
Zeit
T
C
55
Page 80

PROGRAMMIERUNG5. VORSCHUBFUNKTIONEN
B--64144GE/01
D Werkzeugbahn im
Schnittvorschub
Wird die Verfahrrichtung zwischen programmierten Sätzen während des
Schnittvorschubs geändert, kann es zu einer Werkzeugbahn mit
gerundeten Ecken kommen (Abb. 5.1 (b)).
Y
Programmierte Werkzeugbahn
Tatsächliche Werkzeugbahn
0
Abb. 5.1 (b) Beispiel einer Werkzeugbahn zwischen zwei Sätzen
X
Bei Kreisinterpolation kommt es zu einer radialen Abweichung
(Abb. 5.1 (c)).
Y
∆r:Abweichung
Programmierte Werkzeugbahn
Tatsächliche Werkzeugbahn
r
0
Abb. 5.1 (c) Beispiel für radiale Abweichung bei Kreisinterpolation
X
Das Ausmaß der Eckenrundung in Abb. 5.1 (b) und der Abweichung in
Abb.5.1 (c) ist abhängig von der Vorschubgeschwindigkeit. Die Vorschubgeschwindigkeit ist deshalb so zu steuern, daß das Werkzeug wie
programmiert verfährt.
56
Page 81

B--64144GE/01
5.2
EILGANG
Format
PROGRAMMIERUNG
IP
G00 IP_;
G00 : G--Code (Gruppe 01) für Positionierung (Eilgang)
IP_ ; Maß--Befehl für den Endpunkt
IP
5. VORSCHUBFUNKTIONEN
Erläuterungen
Der Positionierbefehl (G00) positioniert das Werkzeug im Eilgang. Im
Eilgang wird der nachfolgende Satz ausgeführt, sobald die vorgeschriebene Vorschubgeschwindigkeit 0 ist und der Servomotor in einen
bestimmten, vom Maschinenhersteller eingestellten Bereich gelangt
(Positionsprüfung).
Die Eilganggeschwindigkeitwird für jede Achse über Parameter Nr.1420
festgelegt, eine Eilgangvorschubgeschwindigkeit braucht also nicht
programmiert zu werden.
Die Eilganggeschwindigkeit kann über den Schalter am Maschinenbedienfeld übersteuert werden: F0, 25, 50, 100%
F0: Erlaubt die Festlegung einer festen Vorschubgeschwindigkeit für jede
Achse über Parameter Nr. 1421.
Nähere Angaben sind dem entsprechenden Handbuch des Maschinenherstellers zu entnehmen.
57
Page 82

PROGRAMMIERUNG5. VORSCHUBFUNKTIONEN
B--64144GE/01
5.3
SCHNITTVORSCHUB
Format
Die Vorschubgeschwindigkeit bei Linearer Interpolation (G01),
Kreisinterpolation (G02, G03) usw. wird mit Zahlen nach dem F--Code
festgelegt.
Im Schnittvorschub wird der nachfolgende Satz so ausgeführt, daß die
Vorschubgeschwindigkeitsänderung gegenüber dem vorhergehenden
Satz minimal gehalten wird.
Es gibt vier Möglichkeiten zur Spezifizierung:
1. Vorschub pro Minute (G94)
Nach F wird der Werkzeugvorschubbetrag pro Minute eingegeben.
2. Vorschub pro Umdrehung (G95)
Nach F wird der Werkzeugvorschubbetrag pro Spindelumdrehung
eingegeben.
3. Vorschub mit einstelligem F --Befehl
Nach F wird eine einstellige Zahl eingegeben, der eine i n der CNC
gespeicherte Vorschubgeschwindigkeit entspricht.
Vorschub pro Minute
G94 ; G--Code (Gruppe 05) für Vorschub pro Minute
F_ ; Vorschubgeschwindigkeitsbefehl
(mm/min oder Zoll/min)
Vorschub pro Umdrehung
G95 ; G--Code (Gruppe 05) für Vorschub pro Umdrehung
F_ ; Vorschubgeschwindigkeitsbefehl
(mm/U oder Zoll/U)
Vorschub mit einstelligem F--Befehl
Fn ;
N: Zahl von 1 bis 9
Erläuterungen
D Konstante Tangential-
geschwindigkeits -Steuerung
Der Schnittvorschub wird so gesteuert, daß die tangentiale
Vorschubgeschwindigkeit immer der Soll--Vorschubgeschwindigkeit
entspricht.
YY
Endpunkt
F
Startpunkt
X
Lineare Interpolation
Abb. 5.3 (a) Tangentiale Vorschubgeschwindigkeit (F)
Startpunkt
F
Mittelpunkt Endpunkt
Kreisinterpolation
X
58
Page 83

B--64144GE/01
PROGRAMMIERUNG
5. VORSCHUBFUNKTIONEN
D Vorschub pro Minute
(G94)
Nach G94 (im Modus ”Vorschub pro Minute”) wird der Werkzeugvorschubbetrag pro Minute direkt über eine Zahl nach F festgelegt. G94
ist ein modaler Code. G94 bleibt bis zur Angabe von G95 (Vorschub pro
Umdrehung) wirksam. Beim Einschalten ist der Modus ”Vorschub pro
Minute” wirksam.
Der Vorschub pro Minute kann von 0 % bis 254 % (in 1% --Schritten)über
den Schalter am Maschinenbedienfeld übersteuert werden. Weitere
Hinweise finden Sie im Handbuch des Maschinenherstellers.
Vorschubbetrag pro Minute
(mm/min oder Zoll/min)
Werkzeug
Werkstück
Tisch
Abb. 5.3 (b) Vorschub pro Minute
WARNUNG
Einige Befehle, z.B. für das Gewindeschneiden,lassen sich
nicht übersteuern.
D Vorschub pro
Umdrehung (G95)
Nach G95 (im Modus ”Vorschub pro Umdrehung”) wird der
Werkzeugvorschubbetrag pro Spindeldrehung direkt über eine Zahl nach
F festgelegt. G95 ist ein modaler Code. G95 bleibt bis zur Angabe von
G94 (Vorschub pro Minute) wirksam.
Der Vorschub pro Umdrehung kann von 0 % bis 254 % (in 1% --Schritten)
über den Schalter am Maschinenbedienfeld übersteuert werden. Weitere
Hinweise finden Sie im Handbuch des Maschinenherstellers.
F
Vorschubbetrag pro Spindelumdrehung
(mm/U oder Zoll/U)
Abb. 5.3 (c) Vorschub pro Umdrehung
VORSICHT
Bei niedriger Spindeldrehzahlkann es zu Schwankungen in
der Vorschubgeschwindigkeit kommen. Geschwindigkeitsschwankungen nehmen mit abnehmender Drehzahl zu.
59
Page 84

PROGRAMMIERUNG5. VORSCHUBFUNKTIONEN
B--64144GE/01
D Vorschub mit
einstelligem F--Code
D Begrenzung der Schnitt-
vorschubgeschwindigkeit
Eine nach F angegebene einstellige Zahl von 1 bis 9 bewirkt, daß die für
diese Zahl in einem Parameter (Nr. 1451 bis 1459) festgelegte
Vorschubgeschwindigkeit verwendet wird. F0 entspricht
Eilganggeschwindigkeit.
Die der aktuell gewählten Nummer entsprechende Vorschubgeschwindigkeit kann mit dem Handrad erhöht oder vermindert werden.
Dazu muß der Schalter am Maschinenbedienfeld für das Verstellen der
Vorschubgeschwindigkeit mit einstelligem F--Befehl eingeschaltet sein.
Erhöhung/Verminderung ∆F der Vorschubgeschwindigkeit pro
Skalenstrich des Handrads:
Fmax
∆
F =
100X
Fmax: Oberer Grenzwert für Vorschubgeschwindigkeit für F1 -- F4 in
Parameter (Nr.1460) bzw. oberer Grenzwert für Vorschubgeschwindigkeit für F5 -- F9 in Parameter (Nr. 1461)
X: Beliebiger in Parameter (Nr. 1450) vorgegebener Wert von 1--127
Auch bei abgeschalteter Spannung bleibt der jeweils gesetzte oder
geänderte Geschwindigkeitswert erhalten. Die aktuelle Vorschubgeschwindigkeit wird auf dem Bildschirm angezeigt.
Für die Schnittvorschubgeschwindigkeit entlang jeder Achse kann über
den Parameter Nr. 1422 eine gemeinsame Obergrenze festgelegt werden.
Wenn eine aktuelle Schnittvorschubgeschwindigkeit (bei aktiviertem
Override)eine vorgegebeneObergrenze überschreitet, wird sie auf diesen
Maximalwert begrenzt.
Über Parameter Nr. 1430 kann die zulässige Schnittvorschubgeschwindigkeit in den Achsen nur für lineare Interpolation und
Kreisinterpolationfestgelegt werden. Überschreitet die Schnittvorschubgeschwindigkeitentlang einer Achse aufgrund Interpolationdie zulässige
Vorschubgeschwindigkeit für diese Achse, wird die Schnittvorschubgeschwindigkeit auf die zulässige Vorschubgeschwindigkeit begrenzt.
Hinweis
ANMERKUNG
Eine Obergrenze wird in mm/min oder Zoll/min festgelegt.
Bei der Berechnung der CNC kann es zu einem
Vorschubgeschwindigkeitsfehler von ±2% gegenüber
einem Sollwert kommen. Dies gilt allerdings nicht für
Beschleunigung/Verzögerung. Genau gesagt, wird dieser
Fehler beim Messen der Zeit, die das Werkzeug beim
Stetigbahnfahren für eine Strecke von 500 mm benötigt,
verursacht.
Befehlswertebereich für die Vorschubgeschwindigkeit siehe Anhang C.
60
Page 85

B--64144GE/01
Ste
u
PROGRAMMIERUNG
5. VORSCHUBFUNKTIONEN
5.4
SCHNITTVORSCHUBGESCHWINDIGKEITSSTEUERUNG
Funktionsbezeichnung
Genau--Halt G09
Genau--Halt--Modus G61
Bearbeitungsmodus G64
Modus Gewindebohren G63
G--Code Wirksamkeit des G--Code Beschreibung
Die Schnittvorschubgeschwindigkeit kann gemäß Tabelle 5.4. gesteuert
werden.
Tabelle 5.4 Schnittvorschubgeschwindigkeitssteuerung
Nur gültig für einzelne Sätze. Das Werkzeug wird am Endpunkt ei-
nes Satzes abgebremst, und es wird
eine Positionsprüfung durchgeführt.
Anschließend wird der nächste Satz
ausgeführt.
Gültig, bis G62, G63 oder
G64 aufgerufen wird.
Gültig, bis G61, G62 oder
G63 aufgerufen wird.
Gültig, bis G61, G62
oder G64 aufgerufen wird.
Das Werkzeug wird am Endpunkt eines Satzes abgebremst, und es wird
eine Positionsprüfung durchgeführt.
Anschließend wird der nächste Satz
ausgeführt.
Das Werkzeug wird am Endpunkt eines Satzes nicht abgebremst, sondern es wird der nachfolgende Satz
ausgeführt.
Das Werkzeug wird am Endpunkt eines Satzes nicht abgebremst, sondern es wird der nachfolgende Satz
ausgeführt. Bei G63 sind Vorschub-Override und Vorschub--Halt unwirksam.
Automatischer
Override
der
Ecken-Steuerung
Automatischer Override
an Innenecken
Änderung der Innenkreis--Schnittvorschubgeschwindigkeit
G62
_
Gültig, bis G61, G63
oder G64 aufgerufen
wird.
Diese Funktion ist im Werkzeugkompensationsmodus unabhängig
vom G--Code wirksam.
Beim Verfahren des Werkzeugs an
einer Innenecke während Werkzeugradiuskompensation findet ein Override der Schnittvorschubgeschwindigkeit statt, die den Schnittbetrag pro
Zeiteinheit soweit verringert, daß eine
saubere Oberfläche entsteht.
Die Innenkreis--Schnittvorschubgeschwindigkeit wird verändert.
ANMERKUNG
1 Mit der Positionsprüfung wird überprüft, ob der Servomotor
den vorgeschriebenen Bereich erreicht hat (über
Parameter vom Maschinenhersteller festgelegt).
Eine Positionsprüfung wird nicht ausgeführt, wenn das Bit
5 (NCI) von Parameter Nr. 1601 auf 1 gesetzt ist.
2 Ecken--Innenwinkel θ:2°
< θ ≦ α ≦ 178°
(α ist ein Festwert)
Werkstück
θ
Werkzeug
61
Page 86

Format
PROGRAMMIERUNG5. VORSCHUBFUNKTIONEN
B--64144GE/01
5.4.1
Genau--Halt (G09, G61)
Bearbeitungsmodus (G64)
Gewindebohrmodus (G63)
Erläuterungen
Genau--Halt G09 IP_;
Genau--Halt--Modus G61 ;
Bearbeitungsmodus G64 ;
Gewindebohrmodus G63 ;
Automatischer Override der Ecken--Steuerung G62 ;
IP
Die vom Werkzeug zwischen Sätzen beschriebenen Bahnen sind im
Genau--Halt--Modus, Bearbeitungsmodus und Gewindebohrmodus
unterschiedlich (Abb. 5.4.1).
Y
(2)
(1)
0
Positionsprüfung
Werkzeugbahn im Genau--Halt--Modus
Werkzeugbahn im Bearbeitungsmodus oder
Gewindebohrmodus
X
Abb. 5.4.1 Beispielbahnen von Satz (1) nach Satz (2)
VORSICHT
Beim Einschalten und beim Zurücksetzen des Systems wird
der Bearbeitungsmodus (Modus G64) wirksam.
62
Page 87

B--64144GE/01
PROGRAMMIERUNG
5. VORSCHUBFUNKTIONEN
5.4.2
Automatischer
Override der
Bei der Werkzeugradiuskompensation wird die Werkzeugbewegung an
Inneneckenund im Innenkreisbereichautomatisch verzögert. Damit wird
das Schneidwerkzeug entlastet und eine sauber bearbeitete Oberfläche
gewährleistet.
Ecken--Steuerung
5.4.2.1
Automatischer Override an Innenecken (G62)
Erläuterungen
D Override--Bedingung
1. Gerade -- Gerade 2. Gerade -- Bogen
Wenn G62 befohlen ist und die Werkzeugbahn mit Werkzeugradiuskompensation eine Innenecke formt, wird die Vorschubgeschwindigkeit automatisch an beiden Enden der Ecke übersteuert.
Es gibt vier Arten von Innenecken (Abb. 5.4.2.1 (a)).
2,
≦θ≦θp≦178, in Abb. 5.4.2.1 (a)
θp ist ein über Parameter Nr. 1711 festgelegter Wert. Wenn θ annähernd
gleich
θp ist, wird die Innenecke mit einer Abweichung von max. 0.001
bestimmt.
:Werkzeug
:Programmierte Werkzeugbahn
:Werkzeugmittenbahn
θ
3. Bogen -- Gerade 4. Bogen -- Bogen
θ
Abb. 5.4.2.1 (a) Innenecke
θ
θ
63
Page 88

PROGRAMMIERUNG5. VORSCHUBFUNKTIONEN
B--64144GE/01
Override--Bereich
Bei einer als Innenecke angelegten Ecke wird die Vorschubgeschwindigkeit vor und nach der Innenecke übersteuert. Die Wegstrecken
Ls und Le, auf denen die Vorschubgeschwindigkeitübersteuert wird, sind
Entfernungen zwischen Punkten auf der Werkzeugmittenbahn und der
Ecke (Abb. 5.4.2.1 (b), Abb. 5.4.2.1 (c), Abb. 5.4.2.1 (d)). Ls und Le
werden über die Parameter Nr. 1713 und 1714 festgelegt.
Programmierte Werkzeugbahn
Le
a
Werkzeugmittenbahn
Die Vorschubgeschwindigkeit wird von Punkt a bis Punkt b übersteuert.
Abb. 5.4.2.1 (b) Override--Bereich (Gerade zu Gerade)
Ls
b
Besteht eine programmierte Werkzeugbahn aus zwei Bögen, wird
die Vorschubgeschwindigkeit übersteuert, wenn Start-- und Endpunkte
im selben Quadranten oder in angrenzenden Quadranten liegen
(Abb. 5.4.2.1 (c)).
Le
Ls
a
Werkzeugmittenbahn
Die Vorschubgeschwindigkeit wird von Punkt a bis b übersteuert.
Abb. 5.4.2.1 (c) Override--Bereich (Bogen zu Bogen)
Programmierte
Werkzeugbahn
b
64
Page 89

B--64144GE/01
PROGRAMMIERUNG
5. VORSCHUBFUNKTIONEN
Bei dem Programm (2) für einen Bogen wird die Vorschubgeschwindigkeit von Punkt a bis Punkt b und von Punkt c bis Punkt d
übersteuert (Abb. 5.4.2.1 (d)).
Programmierte Werkzeugbahn
Override--Wert
Beschränkungen
d
c
Werkzeug
Abb. 5.4.2.1 (d) Override--Bereich (Gerade zu Bogen, Bogen zu Gerade)
a
LsLebLs Le
(2)
Werkzeugmittenbahn
Ein Override--Wert wird über Parameter Nr. 1712 festgelegt. Ein
Override--Wert gilt auch für Trockenlauf und einstelligen F--Befehl.
Im Modus ”Vorschub pro Minute” beträgt die tatsächliche Vorschubgeschwindigkeit:
F × (automatischer Override an Innenecken) × (Vorschub--Override)
D Beschleunigung/
Verzögerung vor
Interpolation
D Anlauf/G41, G42
D Korrektur
Override an Innenecken ist während der Beschleunigung/Verzögerung
vor Interpolation deaktiviert.
Override an Innenecken ist deaktiviert, wenn der Ecke ein Anlauf--Satz
vorausgeht oder ein Satz mit G41 oder G42 folgt.
Override an Innenecken wird nicht ausgeführt, wenn der Versatz gleich
Null ist.
65
Page 90

PROGRAMMIERUNG5. VORSCHUBFUNKTIONEN
B--64144GE/01
5.4.2.2
Änderung der Innenkreis-Schnittvorschubgeschwindigkeit
Beim Kreisschneiden mit Innenversatz wird, wie unten gezeigt, durch
Angabe der Kreisschnittvorschubgeschwindigkeit bezogen auf F eine
Soll--Vorschubgeschwindigkeit (F) in einer programmierten Werkzeugbahn festgelegt (Abb. 5.4.2.2). Diese Funktion ist im Werkzeugkompensationsmodus unabhängig vom Code G62 wirksam.
Rc
F ×
Rp
Rc : Werkzeugmittenbahnradius
Rp : Programmierter Radius
Auch wirksam bei Trockenlauf und einstelligem F--B efehl.
Programmierte Werkzeugbahn
Rc
Werkzeug-
Rp
Abb. 5.4.2.2 Änderung der Innenkreis--Schnittvorschubgeschwindigkeit
mittenbahn
Ist Rc viel kleiner als Rp, Rc/Rp≐0, hält das Werkzeug an. Über
Parameter Nr. 1710 muß ein Mindest--Verzögerungsverhältnis (MDR)
festgelegt werden. Bei Rc/Rp
schwindigkeit des Werkzeugs (F
≦MDR beträgt die Vorschubge-
×MDR).
ANMERKUNG
Wenn Innenkreisschneiden und Override an Innenecken gemeinsam ausgeführt werden
sollen, lautet die Werkzeugvorschubgeschwindigkeit:
Rc
F ×
5.4.3
Automatische Eckenverzögerung
Rp
×
(Override an den Innenecken)
Diese Funktion steuert die Vorschubgeschwindigkeit an einer Ecke
automatisch anhand des Eckenwinkels zwischen den Bearbeitungssätzen
oder der Vorschubgeschwindigkeitsdifferenz zwischen den Sätzen
entlang der einzelnen Achsen.
×(Vorschub--Override)
Diese F unktion ist wirksam, wenn das ACD--Bit 6 von Parameter Nr.
1601 auf 1 gesetzt i st, das System im G64--Modus (Bearbeitungsmodus)
arbeitet und auf einen Schnittvorschub--Satz (Satz A) ein weiterer
Schnittvorschub--Satz (Satz B) folgt.
Die Vorschubgeschwindigkeit zwischen zwei Bearbeitungssätzen wird
automatisch entweder anhand des Eckenwinkels zwischen den
Bearbeitungssätzen oder anhand der Vorschubgeschwindigkeitsdifferenz
zwischen den Sätzen entlang der einzelnen Achsen gesteuert. Umgestellt
wird dies an dem CSD--Bit 4 von Parameter Nr. 1602.
66
Page 91

B--64144GE/01
PROGRAMMIERUNG
5. VORSCHUBFUNKTIONEN
5.4.3.1
Eckenverzögerung in Abhängigkeit vom Eckenwinkel
Erläuterungen
D Ablaufdiagramm zur
Vorschubgeschwindigkeitssteuerung
Diese Funktion verringert die Vorschubgeschwindigkeit, wenn der
Winkel zwischen Satz A und Satz B in der gewählten Ebene kleiner ist
als der in Parameter Nr. 1740 angegebene Winkel.Die Funktion führt Satz
B aus, wenn die Vorschubgeschwindigkeiten sowohl in derersten als auch
in der zweiten Achse kleiner sind als die in Parameter Nr. 1741
angegebene Vorschubgeschwindigkeit. In diesem Fall legt die Funktion
die Anzahl der akkumulierten Impulse zu Null fest.
Ablauf der Vorschubgeschwindigkeitssteuerung:
START
Ist der Eckenwinkel kleiner als der
in Parameter Nr. 1740 angegebene
Winkel?
Ja
Sind die Vorschubgeschwindigkeiten
entlang der X-- und Y--Achse kleiner
als die in Parameter Nr. 1741 angegebenen Vorschubgeschwindigkeiten?
Nein
Nein
Die Vorschubgeschwindigkeit in
Satz A wird weiter verringert.
D Vorschubgeschwindigkeit
und Zeit
Ja
Die Funktion legt die Anzahl der akkumulierten Impulse zu Null fest, und
Satz B wird ausgeführt.
ENDE
Wenn der Eckenwinkel kleiner als der im Parameter angegebene Winkel
ist, sieht der Zusammenhang zwischen Vorschubgeschwindigkeit und
Zeit so aus wie unten dargestellt. Obwohl zum Zeitpunkt ”t” noch
akkumulierte Impulse entsprechend dem gestrichelten Bereich anstehen,
wird der Folgesatz ausgeführt, da die Vorschubgeschwindigkeit der
automatischen Beschleunigungs--/Verzögerungsschaltung kleiner ist als
der über den Parameter festgelegte Wert. Diese Funktion ist nur bei
Bewegungen in der ausgewählten Ebene wirksam.
Vorschubgeschwindigkeit V
Satz A
Satz B
Über Parameter festgelegte
Vorschubgeschwindigkeit
67
t
Zeit t
Page 92

PROGRAMMIERUNG5. VORSCHUBFUNKTIONEN
B--64144GE/01
D Winkel zwischen zwei
Sätzen
1.Zwischen linearen
Bewegungen
θ
D Gewählte Ebene
Als Winkel zwischen zwei Sätzen (A und B) wird der Winkel θ
angenommen, wie nachstehend dargestellt.
2.Zwischen linearen und kreisförmigen
Bewegungen (Winkel zwischen linearer
Bewegung und Tangente der kreisförmigen Bewegung)
θ
θ
3.Zwischen kreisförmigen
Bewegungen (Winkel zwischen
den Tangenten der kreisförmigen Bewegungen)
θ
Der Bearbeitungswinkel wird mit dem in Parameter Nr. 1740
angegebenen Winkel verglichen, jedoch nur für Bewegungen in der
ausgewähltenEbene. Die Schnittvorschubgeschwindigkeiten werdenmit
der in Parameter Nr. 1741 angegebenen Geschwindigkeit verglichen,
jedoch nur für Bewegungen entlang der ersten und zweiten Achse in der
ausgewählten Ebene. Wenn also eine Bewegung entlang von drei oder
mehr Achsen auftritt, wird lediglich die Bewegung entlang der ersten und
zweiten Achse in der ausgewählten Ebene berücksichtigt.
D Eckenrundung
D Genau--Halt
Beschränkungen
Die Eckenrundung wird über den Winkel und die Vorschubgeschwindigkeit entsprechend der Parameter--Einstellung (Nr. 1740 und 1741)
ermittelt.Wennstets eine scharfeEckeoder Kante hergestelltwerden soll,
sind für den Winkel der Wert Null und für die Vorschubgeschwindigkeit
der Wert 180000 (entsprechend 180 Grad) einzustellen.
Bei einem G90--Befehl (Genau--Halt) wird ein Genau--Halt unabhängig
von der Einstellung von Winkel und Vorschubgeschwindigkeit in den
Parametern (Nr. 1740 und 1741) ausgeführt.
Diese Funktion kann für einen Einzelsatz oder während des Trockenlaufs
nicht aktiviert werden.
68
Page 93

B--64144GE/01
PROGRAMMIERUNG
5. VORSCHUBFUNKTIONEN
5.4.3.2
Eckenverzögerung in
Abhängigkeit von der
Vorschubgeschwindigkeitsdifferenz der Achsen
zwischen Sätzen
Erläuterungen
D Ablaufdiagramm zur
Vorschubgeschwindigkeitssteuerung
Diese Funktion verringert die Vorschubgeschwindigkeit, wenn die
Differenz der Vorschubgeschwindigkeiten am Endpunkt von Satz A und
am Startpunkt von Satz B entlang jeder Achse größer ist als der in
Parameter Nr. 1781 angegebene Wert. Die Funktion führt Satz B aus,
wenn die Vorschubgeschwindigkeiten entlang aller Achsen kleiner sind
als die in Parameter Nr. 1741 angegebene Vorschubgeschwindigkeit. In
diesem Fall legt die Funktion die Anzahl der akkumulierten Impulse zu
Null fest.
Ablauf der Vorschubgeschwindigkeitssteuerung:
START
Ist die Vorschubgeschwindigkeitsdifferenz zwischen Sätzen entlang
der einzelnen Achsen größer als
der in Parameter Nr. 1781 angegebene Wert?
Ja
Sind die Vorschubgeschwindigkeiten
entlang aller Achsen kleiner als die in
Parameter Nr. 1741 angegebene Vorschubgeschwindigkeit?
Ja
Nein
Nein
Die Vorschubgeschwindigkeit in Satz A wird weiter
verringert.
D Vorschubgeschwindigkeit
und Zeit
Die Funktion legt die Anzahl der akkumulierten Impulse zu Null fest, und Satz
B wird ausgeführt.
ENDE
Für den Fall, daß die Vorschubgeschwindigkeitsdifferenz zwischen
Sätzen entlang der einzelnen Achsen größer ist als der in Parameter
Nr. 1781 angegebene Wert, sieht der Zusammenhang zwischen Vorschubgeschwindigkeit und Zeit so aus wie nachstehend dargestellt. Obwohl
zum Zeitpunkt ”t” noch akkumulierte Impulse entsprechend dem
gestrichelten Bereich anstehen, wird der Folgesatz ausgeführt, da die
Vorschubgeschwindigkeit der automatischen Beschleunigungs--/
Verzögerungsschaltung kleiner ist als die über den Parameter Nr. 1741
festgelegte Vorschubgeschwindigkeit.
Vorschubgeschwindigkeit V
Satz A
Satz B
Über Parameter festgelegte
Vorschubgeschwindigkeit
69
t
Zeit t
Page 94

PROGRAMMIERUNG5. VORSCHUBFUNKTIONEN
ohne Eckenverzögerung
mit Eckenverzögerung
B--64144GE/01
Vorschubgeschwindigkeit
entlang der
X--Achse
Vorschubgeschwindigkeit
entlang der
Y--Achse
Vorschubgeschwindigkeit
entlang der
Tangente
an der Ecke
1
F¢
Rmax
Vmax
Vc [X]
Vc [Y]
Vmax
Vmax
D Einstellen der zulässigen
Vorschubgeschwindigkei
tsdifferenz entlang der
einzelnen Achsen
D Prüfung der Vorschub-
geschwindigkeitsdifferenz
D Genau--Halt
D Ov erride
Beschränkungen
N1 N2 t
Die zulässige Vorschubgeschwindigkeitsdifferenz kann für jede Achse
über den Parameter Nr. 1783 angegeben werden.
Die Vorschubgeschwindigkeitsdifferenz wird über Vorschubgeschwindigkeitsbefehle im Programm auch während des Trockenlaufs oder
während einer von einem externen Signal verursachten Verzögerung
geprüft.
Nach einem G90--Befehl (Genau--Halt) wird ein Genau--Halt ohne
Berücksichtigung der Parametereinstellungen ausgeführt.
Wenn im laufenden Betrieb ein Override--Wert verändert wird, wird die
Vorschubgeschwindigkeitsdifferenz nicht korrekt geprüft.
Diese Funktion ist nicht wirksam bei Befehlen für Vorschub pro
Umdrehung, bei Vorschub mit einstelligen F--Befehlen, bei Gewindebohren ohne Ausgleichsfutter und bei Einzelsatzbetrieb.
70
Page 95

B--64144GE/01
U
5.5
VERWEILEN (G04)
Format
PROGRAMMIERUNG
5. VORSCHUBFUNKTIONEN
Verweilen G04 X_ ; oder G04 P_ ;
X_ : Angabe einer Zeit (Dezimalzeichen erlaubt)
P_ : Angabe einer Zeit (Dezimalzeichen nicht erlaubt)
Erläuterungen
Durch die Angabe einer Verweilzeit wird die Ausführung des
nachfolgendenSatzesum die angegebeneZeit verzögert. Außerdem kann
eine Verweilzeit programmiert werden, um im Bearbeitungsmodus
(Modus G64) eine exakte Überprüfung vorzunehmen.
Werden weder P noch X definiert, wird ein Genau--Halt ausgeführt.
Bit 1 (DWL) von Parameter Nr. 3405 kann ein Verweilen bei jeder
Drehung im Modus ”Vorschub pro Umdrehung” (G95) vorschreiben.
Tabelle 5.5 (a) Befehlswertebereiche der Verweilzeit
(Befehl X)
Inkrementalmaßsystem
IS--B 0.001 bis 99999.999
IS--C 0.0001 bis 9999.9999
Tabelle 5.5 (b) Befehlswertebereich der Verweilzeit
Inkrementalmaßsystem
IS--B 1 bis 99999999 0.001 s oder U
IS--C 1 bis 99999999 0.0001 s oder U
Befehlswertebereich Verweilzeit--
Einheit
soder
(Befehl P)
Befehlswertebereich Verweilzeit--
Einheit
71
Page 96

6
REFERENZPUNKT
Eine CNC--Werkzeugmaschine besitzt eine spezielle Position, an der, wie
später beschrieben, normalerweise das Werkzeug gewechselt oder das
Koordinatensystem eingerichtet wird. Man bezeichnet diese Position als
Referenzpunkt.
PROGRAMMIERUNG6. REFERENZPUNKT
B--64144GE/01
72
Page 97

B--64144GE/01
6.1
REFERENZPUNKTFAHREN
Allgemeines
PROGRAMMIERUNG
6. REFERENZPUNKT
D Referenzpunkt
Der Referenzpunkt ist ein Fixpunkt an einer Werkzeugmaschine, zu dem
das Werkzeug leicht mittels der F unktion ”Referenzpunktfahren”
verfahren werden kann.
Beispielsweise wird der Referenzpunkt als Position für den automatischen Werkzeugwechsel benutzt. Durch Koordinateneinstellung im
Maschinen--Koordinatensystem in den Parametern Nr. 1240 bis 1243
lassen sich bis zu vier Referenzpunkte festlegen.
Y
2. Referenzpunkt
3. Referenzpunkt
Referenzpunkt
4. Referenzpunkt
Maschinennullpunkt
Abb. 6.1 (a) Maschinennullpunkt und Referenzpunkte
X
73
Page 98

PROGRAMMIERUNG6. REFERENZPUNKT
B--64144GE/01
D Anfahren des
Referenzpunkts und
Wegfahren vom
Referenzpunkt
Die Werkzeuge werden automatisch über einen Zwischenpunkt entlang
der befohlenen Achse zum Referenzpunkt bzw. entlang der befohlenen
Achse automatisch vom Referenzpunkt über einen Zwischenpunkt zu
einer befohlenen Position verfahren. Wenn das Referenzpunktfahren
beendet ist, leuchtet eine Lampe auf und zeigt an, daß der Vorgang
abgeschlossen ist.
Anfahren des ReferenzpunktsA→B→R
Rückkehr vom ReferenzpunktR→B→C
B (Zwischenposition)
A (Startposition für
Referenzpunktfahren)
Abb. 6.1 (b) Anfahren des Referenzpunkts und Rückkehr vom
C (Zielpunkt bei Rückkehr
vom Referenzpunkt)
Referenzpunkt
R (Referenzpunkt)
D Referenzpunkt prüfen
Format
D Anfahren des
Referenzpunkts
D Rückkehr vom
Referenzpunkt
Mit der Funktion ”Referenzpunkt prüfen” (G27) wird überprüft, ob das
Werkzeug korrekt, also programmgemäß, zum Referenzpunkt zurückkehrt. Ist das Werkzeug korrekt entlang der vorgeschriebenen Achse zum
Referenzpunkt zurückgekehrt, leuchtet die Anzeigelampe für die
betreffende Achse auf.
I
P
G28 _ ;
G30 P2 _ ;
G30 P3 _ ;
G30 P4 _ ;
: Befehl für Zwischenposition
P
_I
(Absolut--/Inkrementalmaß--Befehl)
I
G29 _ ;
_I
P
Anfahren des Referenzpunkts
I
P
Anfahren des 2. Referenzpunkts
I
P
Anfahren des 3. Referenzpunkts
I
P
Anfahren des 4. Referenzpunkts
(P2 kann entfallen)
P
: Befehl für den Zielpunkt bei Rückkehr vom Referenzpunkt
(Absolut--/Inkrementalmaß--Befehl)
D Referenzpunkt prüfen
I
P
G27 _ ;
: Befehl für Referenzpunkt
_I
P
(Absolut--/Inkrementalmaß--Befehl)
74
Page 99

B--64144GE/01
Erläuterungen
PROGRAMMIERUNG
6. REFERENZPUNKT
D Referenzpunkt anfahren
(G28)
D 2., 3. und 4.
Referenzpunkt anfahren
(G30)
D Rückkehr vom
Referenzpunkt (G29)
Die Positionierung am Referenzpunkt oder an einem Zwischenpunkt
erfolgt in allen Achsen mit Eilganggeschwindigkeit.
Aus Sicherheitsgründen müssen vor Durchführung dieses Befehls
deshalb Werkzeugradiuskompensation und Werkzeuglängenkompensation abgeschaltet werden.
Die Koordinaten des Zwischenpunkts werden in der CNC nur für die
Achsen gespeichert, für die in einem G28--Satz Werte angegeben s ind.
Für die anderen Achsen werden die zuvor gespeicherten
Koordinatenwerte benutzt.
Beispiel N1 G28 X40.0 ; Zwischenpunkt (X40.0)
N2 G28 Y60.0 ; Zwischenpunkt (X40.0, Y60.0)
Bei Systemen ohne Absolutpositionserkennung können die Funktionen
zum Referenzfahren auf den 1., 3. und 4. Referenzpunkt nur nach einem
Referenzpunktfahren mit G28 oder nach manuellem Referenzpunktfahren (siehe III--3.1) eingesetzt werden. Der B efehl G30 wird
gewöhnlich eingesetzt, wenn die Position des automatischen
Werkzeugwechslers (ATC) vom Referenzpunkt abweicht.
Im allgemeinen folgt dieser Befehl unmittelbar dem Befehl G28 oder
G30. Bei Inkrementalmaßprogrammierung gibt der Befehlswert den
Inkrementalmaßwert vom Zwischenpunkt aus an.
Die Positionierung am Referenzpunkt oder an einem Zwischenpunkt
erfolgt in allen Achsen mit Eilganggeschwindigkeit.
Wird das Werkstück--Koordinatensystem gewechselt, nachdem das
Werkzeug mit G28 über den Zwischenpunkt zum Referenzpunktgefahren
wurde, verschiebt sich auch der Zwischenpunkt in das neue
Koordinatensystem. Wenn anschließend G29 befohlen wird, verfährt das
Werkzeug über den in das neue Koordinatensystem verschobenen
Zwischenpunkt in die befohlene Position.
Gleiches gilt für den Befehl G30.
D Referenzpunkt prüfen
(G27)
D Einstellen der
Verfahrgeschwindigkeit
beim Anfahren des
Referenzpunkts
G27 verfährt das Werkzeug mit Eilganggeschwindigkeit in Position.
Sobald das Werkzeug den Referenzpunkt erreicht hat, leuchtet die
Referenzfahrlampe auf.
Stimmt dagegen die Position, an der das Werkzeug ankommt, nicht mit
dem Referenzpunkt überein, erscheint eine Alarmmeldung (Nr. 092).
Bevor mit dem ersten Referenzpunktfahren nach dem Einschalten ein
Maschinen--Koordinatensystem eingerichtet wird, entsprechen die
Verfahrgeschwindigkeiten bei manueller und automatischer Rückkehr
zum Referenzpunkt und die Geschwindigkeit im automatischen Eilgang
der Einstellung von Parameter Nr. 1428 für die einzelnen Achsen. Auch
nach Errichtung des Maschinen--Koordinatensystems im Anschluß an
das Referenzpunktfahren entspricht die Verfahrgeschwindigkeit bei
manuellem Referenzpunktfahren der Parametereinstellung.
75
Page 100

PROGRAMMIERUNG6. REFERENZPUNKT
B--64144GE/01
ANMERKUNG
1 Diese Vorschubgeschwindigkeit unterliegt einem Eilgang--
Override (F0, 25, 50, 100 %) mit einem Einstellwert von
100 %.
2 Auch nach Errichtung des Maschinen--Koordinaten-
systems im Anschluß an das Referenzpunktfahren
entspricht die Verfahrgeschwindigkeit bei automatischer
Rückkehr zum Referenzpunkt der regulären Eilganggeschwindigkeit.
3 Als Geschwindigkeit im manuellen Eilgang vor Errichtung
des Maschinen--Koordinatensystems im Anschluß an das
Referenzpunktfahren kann eine Tipp--Vorschubgeschwindigkeit oder Geschwindigkeit im manuellen Eilgang über
das RPD--Bit (Bit 0 von Parameter Nr. 1401) gewählt
werden.
Automatische Rückkehr
zum Referenzpunkt (G28)
Automatischer Eilgang
(G00)
Manuelle Rückkehr zum
Referenzpunkt
Geschwindigkeit im
manuellen Eilgang
Vor Errichtung des
Koordinatensystems
Nr. 1428 Nr. 1420
Nr. 1428 Nr. 1420
Nr. 1428 Nr. 1428
Nr. 1423 *1 Nr. 1424
Nach Errichtung des
Koordinatensystems
ANMERKUNG
Steht der Parameter Nr. 1428 auf 0, entsprechen die Vorschubgeschwindigkeiten den nachstehenden Parametereinstellungen.
Automatische Rückkehr
zum Referenzpunkt (G28)
Vor Errichtung des
Koordinatensystems
Nr. 1420 Nr. 1420
Nach Errichtung des
Koordinatensystems
Automatischer Eilgang
(G00)
Manuelle Rückkehr zum
Referenzpunkt
Geschwindigkeit im
manuellen Eilgang
Nr. 1420 Nr. 1420
Nr. 1424 Nr. 1424
Nr. 1423 *1 Nr. 1424
1420 : Eilganggeschwindigkeit
1423 : Tipp--Vorschubgeschwindigkeit
1424 : Geschwindigkeit im manuellen Eilgang
*1 Einstellung von Parameter Nr. 1424, wenn RPD (Bit 0 von P arameter
Nr. 1401) auf 1 gesetzt ist.
76
 Loading...
Loading...