

Page 1

FANUC MANUAL GUIDE i
Общее для токарной системы/системы центра
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
B-63874RU/06
Page 2
• Запрещается любое воспроизведение всего содержимого данного руководства.
• Все спецификации и проекты подлежат изменению без уведомления.
Все продукты в данном руководстве контролируются на основании японского
“Законодательства об иностранной валюте и международной торговле”. Экспорт из
Японии может являться предметом экспортного лицензирования правительством
Японии.
В дальнейшем реэкспорт в другую страну являться предметом лицензирования
правительством той страны, из которой осуществляет реэкспорт продукта. В
дальнейшем продукт также может контролироваться согласно
правилам реэкспорта
правительства Соединенных Штатов.
В случае необходимости экспорта или реэкспорта данных продуктов, пожалуйста,
свяжитесь с FANUC для получения консультации.
В данном руководстве мы постарались охватить максимально широкий круг
различных вопросов.
Однако невозможно учесть все моменты, выполнение которых запрещено или
невозможно, по причины существования большого количества возможностей.
Поэтому вопросы, не указанные в данном руководстве как возможные, следует
рассматривать как "невозможные".
В данном руководстве содержатся имена программ и устройств других компаний,
некоторые из которых зарегистрированы как торговые марки соответствующих
владельцев. Однако эти имена не отмечены знаком ® или ™ в основной части.
Page 3

B-63874RU/06 МЕРЫ ПРЕДОСТОРОЖНОСТИ
МЕРЫ ПРЕДОСТОРОЖНОСТИ
При использовании станков, включающих FANUC
MANUAL GUIDE
приведенное далее описание.
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ "ПРЕДОСТЕРЖЕНИЕ",
"ПРЕДУПРЕЖДЕНИЕ" И "ПРИМЕЧАНИЕ"..............................м-2
ОБЩИЕ ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ ........ м-3
ОБЗОР РУКОВОДСТВА................................................................ м-4
ИСПОЛЬЗУЕМЫЕ СИМВОЛЫ....................................................м-5
ФОРМАТ ПРОГРАММ, КОТОРЫЙ НЕОБХОДИМО
ИСПОЛЬЗОВАТЬ........................................................................... м-6
i, необходимо обязательно соблюдать
Содержание
м-1
Page 4

МЕРЫ ПРЕДОСТОРОЖНОСТИ B-63874RU/06
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ "ОПАСНО", " ПРЕДУПРЕЖДЕНИЕ" И "ПРИМЕЧАНИЕ"
Данное руководство включает меры предосторожности для
защиты пользователя и предотвращения повреждения станка.
Меры предосторожности подразделяются по классификации на
"опасно" и "осторожно" в соответствии со степенью риска или
интенсивность повреждения.
Кроме того, в качестве примечания приводится дополнительная
информация.
Внимательно читайте предупреждения, предостережения и
примечание до начала работы со станком.
ОПАСНО
Применяется тогда, когда при несоблюдении
утвержденной процедуры существует опасность
травмирования пользователя или вместе с тем
возможно повреждение оборудования.
ПРЕДУПРЕЖДЕНИЕ
Применяется тогда, когда при несоблюдении
утвержденной процедуры существует опасность
повреждения оборудования.
ПРИМЕЧАНИЕ
Примечание используется для указания
дополнительной информации, отличной от
относящейся к предупреждению и
предостережению.
Внимательно прочитайте данное руководство и храните его в
надежном месте.
м-2
Page 5

B-63874RU/06 МЕРЫ ПРЕДОСТОРОЖНОСТИ
ОБЩИЕ ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ
Для обеспечения безопасности при использовании станка с
функцией MANUAL GUIDE i соблюдайте следующие меры
предосторожности:
ОПАСНО
1 Подтвердите на экране, что данные были введены
правильно, перед тем, как перейти к следующей операции.
Попытка выполнения операции с неправильными данными
может привести к столкновению инструмента с заготовкой
или станком, возможной поломке инструмента или станка или
травмированию оператора.
2 Перед запуском станка при использовании функции
коррекции на инструмент тщательно
направление коррекции и величину коррекции, и убедитесь в
том, что это не приведет к столкновению инструмента с
заготовкой или станком. В противном случае может быть
поврежден инструмент или станок или травмирован
оператор.
3 При поддержании постоянной скорости резания, установите
максимальную скорость вращения шпинделя, допустимую
для заготовки и зажимного приспособления
противном случае заготовка или зажимное приспособление
могут быть сдвинуты центробежной силой, повредив станок
или травмировав оператора.
4 Установите все необходимые параметры и элементы данных
до запуска операций MANUAL GUIDE i. Обратите внимание
на то, что, если условия резания не являются подходящими
для заготовки, это может привести к повреждению
инструмента или травмированию
5 После создания программы обработки с помощью функций
MANUAL GUIDE i нельзя сразу же приступать к запуску
данной программы обработки на станке. Вместо этого
подтвердите каждый шаг равнодействующей программы,
убедитесь в том, что это траектория движения инструмента и
операция обработки верны, и что это не приведет к
столкновению инструмента с заготовкой
тем как приступать к выполнению обработки, прогоните
станок без заготовки для того, чтобы убедиться, что это не
приведет к столкновению инструмента с заготовкой или
станком. Если инструмент ударяется о станок и/или
заготовку, это может привести к повреждению инструмента
и/или станка и даже к травмированию оператора.
ПРЕДУПРЕЖДЕНИЕ
После нажатия кнопки включения питания, не нажимайте
клавиши на клавиатуре, пока не появится начальный экран.
Некоторые клавиши используются для технического
обслуживания или специальных операций, и нажатие одной
из таких клавиш может вызвать выполнение нежелательной
операции.
определите
заготовки. В
оператора.
или станком. Перед
м-3
Page 6

МЕРЫ ПРЕДОСТОРОЖНОСТИ B-63874RU/06
ОБЗОР РУКОВОДСТВА
В данном руководстве описываются функции MANUAL GUIDE i
для серии 0i-МОДЕЛЬ C, серии 16i/18i/21i-МОДЕЛЬ B или серии
30i/31i/32i-МОДЕЛЬ A.
Относительно других функций см. руководство по эксплуатации
для серии 0i-МОДЕЛЬ C, серии 16i/18i/21i-МОДЕЛЬ B или серии
30i/31i/32i-МОДЕЛЬ A.
Спецификации и использование MANUAL GUIDE i могут
варьироваться
оператора инструмента станка. Обязательно прочитайте
руководство, предоставляемое фирмой-изготовителем станков.
Функции системы станков с ЧПУ определяются не только ЧПУ,
но комбинацией станка, силовой магнитной цепи станка,
сервосистемой, ЧПУ и панелью оператора.
Невозможно охватить все возможные комбинации всех функций,
методов программирования и операций в одном руководстве
В данном руководстве даны объяснения только касательно
операций MANUAL GUIDE i, предоставляемых для ЧПУ. Для
получения информации по отдельным станкам ЧПУ см.
соответствующие руководства, поставляемые фирмойизготовителем станков.
В данном руководстве рассматривается максимально возможное
число детализированных функций. Однако невозможно описать
все элементы, которые нельзя выполнить, или которые оператор
не должен делать. Поэтому
функции, отличные от функций, описанных в этом руководстве,
выполнять нельзя.
Более подробная информация и особые условия даны в
примечаниях. В примечаниях могут использоваться ранее не
определенные и невстречавшиеся технические термины. Поэтому
в этом случае, прежде всего, прочитайте все руководство, а затем
обратитесь к деталировке
в соответствии со спецификациями панели
.
следует принять, тот факт, что все
.
м-4
Page 7

B-63874RU/06 МЕРЫ ПРЕДОСТОРОЖНОСТИ
ИСПОЛЬЗУЕМЫЕ СИМВОЛЫ
В данном руководстве используются следующие условные
обозначения для клавиш.
(1) Имена функциональных клавиш представлены в специаль-
ных символах < и >:
Пример) <ПРОГРАМ.>, <КОРРЕК.>
(2) Подчеркиваются номера для ввода с помощью цифровых
клавиш.
Пример) 12.345
(3) Аналогично функциональным клавишам имена клавиш ввода
(ВВОД) и редактирования представлены в специальных
символах < и >:
Пример) 12.345 <ВВОД>, <
(4) Дисплейные клавиши заключены в скобки [ ]:
Пример) [СПИСОК], [СТРОКА]
(5) Клавиши перемещения курсора обозначаются с помощью
следующих символов:
Пример) <↑>, <↓>, <←>, <→>
(6) Клавиши перелистывания страниц обозначаются с помощью
следующих символов:
Пример) <↑ СТР.>, <СТР. ↓>
Навигационные
клавиши
(или клавиши
перемещения
курсора)
Клавиши
перелистывания
страниц
(или клавиши
перелистывания
страниц)
ИЗМЕН.>
Дисплейные
клавиши
Цифровые
клавиши
Клавиша
INPUT
Функциональные
клавиши
м-5
Page 8

МЕРЫ ПРЕДОСТОРОЖНОСТИ B-63874RU/06
ФОРМАТ ПРОГРАММ, КОТОРЫЙ НЕОБХОДИМО ИСПОЛЬЗОВАТЬ
Формат кода ISO, широко используемый для инструментов
станков на базе ЧПУ, применяется для программ обработки,
используемых с MANUAL GUIDE i. Кроме того, используются
G4-знач. циклы обработки для реализации расширенных операций
обработки.
G4-знач. циклы обработки можно легко ввести и отредактировать
при помощи окна меню, которое позволяет интерактивно вводить
данные обработки.
При редактировании программы
который помещен курсор, даются пояснения в нижней части
экрана.
1. Слово
Термин "слово" относится к минимальной единицы в
программах обработки ЧПУ. Он представлен в виде
комбинации адреса (одна из букв от A до Z), нескольких цифр
от 0 до 9, арифметического символа (+ или -), и/или
десятичной точки.
"Адрес" соответствует значению числовых данных, например,
оси перемещения станка
2. Курсор
Термин "курсор", используемый с программами обработки,
относится к блоку отображения, где показана цепочка
символов на желтом фоне. Этот блок называется "блок
отображения при выборе с помощью курсора". Это то место,
где во время редактирования программы обработки
выполняется фактическое действие редактирования.
Любой из двух следующих элементов можно выбрать с
помощью
<1> 1 блок
Если курсор смещается к началу следующего блока при
Если курсор помещен на адрес начала определенного
Если блок уже выбран, при нажатии клавиши
курсора.
нажатии клавиши перемещения курсора <→>, то
происходит выбор всего блока.
блока, при нажатии клавиши перемещения курсора <←>
происходит выбор всего блока.
перемещения курсора <↑
блока соответственно следующего за или
предшествующего интересующему нас блоку.
обработки для адреса, на
> или <↓> происходит выбор
м-6
Page 9
B-63874RU/06 МЕРЫ ПРЕДОСТОРОЖНОСТИ
<2> 1 слово
Если выбирается весь блок, при нажатии клавиши
перемещения курсора <←> или <→> происходит выбор
слова. Каждый раз при нажатии клавиши перемещения
курсора <←> или <→> происходит выбор нового слова.
Если выбрано слово в определенном блоке, при нажатии
клавиши перемещения курсора <↑> или <↓> происходит
выбор адреса с
тем же номером в блоке соответственно
следующим за или предшествующим интересующий нас
блок.
ПРИМЕЧАНИЕ
1 В окне, где числовые данные, например данные
коррекции или данные циклической обработки,
вводятся напрямую, термин ”курсор” относится к блоку
данных, заключенному в синюю рамку.
2 Блок данных, заключенный в синюю рамку,
называется ”элементом данных, выбранным с помощью
курсора”. После того, как числовые данные были
введены с помощью цифровых клавиш,
клавиши <ВВОД> происходит ввод числовых данных в
виде элемента данных.
3 При нажатии клавиши перемещения курсора <←>, <↑>,
<↓>, или <→> происходит выбор нового элемента
данных.
при нажатии
м-7
Page 10

Page 11

B-63874RU/06 ВВЕДЕНИЕ
ВВЕДЕНИЕ
Данный документ построен следующим образом:
Пояснения относительно содержания документа
МЕРЫ ПРЕДОСТОРОЖНОСТИ
Дается описание правил, которым нужно следовать,
для безопасного использования станков, включающих
FANUC MANUAL GUIDE i.
ВВЕДЕНИЕ
Даются пояснения относительно принципа построения
документа. Также перечислены применимые устройства ЧПУ
и привязанные документы.
Часть I, "ЧТО ТАКОЕ MANUAL GUIDE i?"
Дается описание свойств MANUAL GUIDE i.
Часть II, "ОСНОВНОЙ ЭКРАН И РАБОТА"
Дается описание конфигурации экрана MANUAL GUIDE i.
Также
создания программ обработки в формате кода ISO до работы
с инструментами станка при использовании программ.
Часть III, "УДОБНЫЕ ФУНКЦИИ"
Даются пояснения относительно удобных функций, которые
помогут создать и выполнить программы.
Часть IV, "ЦИКЛ ОБРАБОТКИ"
Даются пояснения относительно того, как программировать
циклы обработки, предлагаемые MANUAL GUIDE i.
Часть V, "ФУНКЦИИ
НЕСКОЛЬКИМИ КОНТУРАМИ (ОПЦИЯ)"
Даются пояснения, как программировать функции для
нескольких контуров.
Часть VI, "ДРУГИЕ ФУНКЦИИ"
Дается описание переключения системы координат
программы, управления инструментами и других функций,
используемых с MANUAL GUIDE i.
ПРИЛОЖЕНИЕ
Предоставляется информация (примеры создания и выпол-
нения программ, сигналов тревоги и установки параметров),
на которую операторы могут
MANUAL GUIDE i.
ПРИЛОЖЕНИЕ (ДЛЯ ИЗГОТОВИТЕЛЯ СТАНКА)
Предоставляется информация (например, процедура уста-
новки и настройки MANUAL GUIDE i), которая потребуется
изготовителям станка при использовании MANUAL GUIDE i.
даются пояснения ко всем основным операциям от
ТОКАРНОГО СТАНКА С
ссылаться при работе с
в-1
Page 12

ВВЕДЕНИЕ B-63874RU/06
Применимые модели
Данное руководство может быть применимо к следующим
моделям.
Можно использовать сокращенные имена.
- FANUC Серия 30i/300i/300is-МОДЕЛЬ A, Серия 31i/310i/310is-МОДЕЛЬ A,
Серия 32i/320i/320is-МОДЕЛЬ A
Название продукта Сокращение
FANUC Серия 30i-МОДЕЛЬ A 30i –A
FANUC Серия 300i-МОДЕЛЬ A 300i–A
FANUC Серия 300is-МОДЕЛЬ A 300is–A
FANUC Серия 31i-МОДЕЛЬ A 31i –A
FANUC Серия 31i-МОДЕЛЬ A5 31i –A5
FANUC Серия 310i-МОДЕЛЬ A 310i–A
FANUC Серия 310i -МОДЕЛЬ A5 310i–A5
FANUC Серия 310is-МОДЕЛЬ A 310is–A
FANUC Серия 310is-МОДЕЛЬ A5 310is–A5
FANUC Серия 32i-МОДЕЛЬ A 32i –A
FANUC Серия 320i-МОДЕЛЬ A 320i–A
FANUC Серия 320is-МОДЕЛЬ A 320is–A
ПРИМЕЧАНИЕ
1 С целью пояснения следующие описания могут
использоваться в соответствии с типами
используемого контурного управления:
• T серия: Для систем токарных станков
• M серия: Для системы многоцелевого станка
2 Если не обусловлено иное, имена моделей
серии 30i, серии 31i и серии 32i, используемые в
этом документе, иногда вместе относятся к
вышеуказанным
моделям, за исключением
следующего пункта 3.
3 Некоторые функции, описанные в данном
руководстве, нельзя применить к некоторым
продуктам. Для получения информации см.
ОПИСАНИЯ (B-63942EN), относящиеся к
применимому ЧПУ.
Серия 30i
Серия 31i
Серия 32i
в-2
Page 13

B-63874RU/06 ВВЕДЕНИЕ
- FANUC серия 16i/18i/160i/180i/160is/180is-МОДЕЛЬ B
Название продукта Сокращение
FANUC Серия 16i-TB 16i-TB
FANUC Серия 16i-MB 16i-MB
FANUC Серия 160i-TB 160i-TB
FANUC Серия 160i-MB 160i-MB
FANUC Серия 160is-TB 160is-TB
FANUC Серия 160is-MB 160is-MB
FANUC Серия 18i-TB 18i-TB
Серия FANUC 18i-MB5 18i-MB5
Серия FANUC 18i-MB 18i-MB
Серия FANUC 180i-TB 180i-TB
Серия FANUC 180i-MB5 180i-MB5
FANUC Серия 180i-MB 180i-MB
FANUC 180is-TB 180is-TB
FANUC Серия 180is-MB5 180is-MB5
Серия FANUC 180is-MB 180is-MB
Серия FANUC 21i-TB 21i-TB
Серия FANUC 21i-MB 21i-MB
Серия FANUC 210i-TB 210i-TB
Серия FANUC 210i-MB 210i-MB
FANUC Серия 210is-TB 210is-TB
FANUC Серия 210is-MB 210is-MB
Серия 16i
Серия 18i
Серия 21i
ПРИМЕЧАНИЕ
1 С целью пояснения следующие описания могут
использоваться в соответствии с типами
используемого контурного управления:
• T серия: Для систем токарных станков
• M серия: Для системы многоцелевого станка
2 Если не обусловлено иное, имена моделей
серии 16i, серии 18i и серии 21i, используемые в
этом документе, иногда вместе относятся к
вышеуказанным
моделям, за исключением
следующего пункта 3.
3 Некоторые функции, описанные в данном
руководстве, нельзя применить к некоторым
продуктам. Для получения информации см.
ОПИСАНИЯ (B-63532EN), относящиеся к
применимому ЧПУ.
в-3
Page 14
ВВЕДЕНИЕ B-63874RU/06
- FANUC Серия 0i–МОДЕЛЬ C
Название продукта Сокращение
Серия 0 FANUCi-TC 0i-TC
FANUC Серия 0i-TTC 0i-TTC
FANUC Серия 0i-MC 0i-MC
Серия 0i
ПРИМЕЧАНИЕ
1 С целью пояснения следующие описания могут
использоваться в соответствии с типами
используемого контурного управления:
• T серия: Для систем токарных станков
• M серия: Для системы многоцелевого станка
2 Если не обусловлено иное, имена моделей
серии 0i, используемые в этом документе,
иногда вместе относятся к вышеуказанным
моделям, за исключением следующего пункта 3.
3 Некоторые функции, описанные в данном
руководстве, нельзя применить к некоторым
продуктам. Для получения информации см.
ОПИСАНИЯ (B-64112EN), относящиеся к
применимому ЧПУ.
в-4
Page 15
B-63874RU/06 ВВЕДЕНИЕ
Соответствующие руководства
- Руководства, имеющие отношение к MANUAL GUIDE i
В приведенной ниже таблице перечислены руководства, имеющие
отношение MANUAL GUIDE i.
Название руководства
РУКОВОДСТВО ПО ЭКСПЛАУТАЦИИ (общее для
систем токарных станков/центров обработки)
РУКОВОДСТВО ОПЕРАТОРА
(для системы центров обработки)
РУКОВОДСТВО ОПЕРАТОРА
(ФУНКЦИИ РУКОВОДСТВА ПО УСТАНОВКЕ)
Номер
спецификации
B-63874RU *
B-63874RU-2
B-63874RU-1
(*) Настоящее руководство в данной таблице обозначено
звездочкой (*).
- Руководства, имеющие отношение к FANUC Серия 30i/300i/300is-МОДЕЛЬ A,
Серия 31i/310i/310is-МОДЕЛЬ A, Серия 32i/320i/320is-МОДЕЛЬ A
Название руководства
DESCRIPTIONS B-63942EN
CONNECTION MANUAL (HARDWARE)
CONNECTION MANUAL (FUNCTION)
USER’S MANUAL
(Common to Lathe System/Machining Center System)
USER’S MANUAL (For Lathe System) B-63944EN-1
USER’S MANUAL (For Machining Center System) B-63944EN-2
MAINTENANCE MANUAL B-63945EN
PARAMETER MANUAL B-65950EN
Номер
спецификации
B-63943EN
B-63943EN-1
B-63944EN
- Руководства, имеющие отношение к
FANUC Серия 16i/18i/160i/180i/160is/180is-МОДЕЛЬ B
Название руководства
DESCRIPTIONS B-63522EN
CONNECTION MANUAL (HARDWARE) B-63523EN
CONNECTION MANUAL (FUNCTION) B-63523EN-1
OPERATOR’S MANUAL (For Lathe System) B-63524EN
OPERATOR’S MANUAL (For Machining Center System) B-63534EN
MAINTENANCE MANUAL B-63525EN
PARAMETER MANUAL B-63530EN
Номер
спецификации
- Руководства, имеющие отношение к FANUC Серия 0i–МОДЕЛЬ C
Название руководства
DESCRIPTIONS B-64112EN
CONNECTION MANUAL (HARDWARE)
CONNECTION MANUAL (FUNCTION)
Series 0i-TC OPERATOR’S MANUAL
РУКОВОДСТВО ОПЕРАТОРА серии 0i-MC
Series 0i-TTC OPERATOR’S MANUAL
MAINTENANCE MANUAL B-64115EN
PARAMETER MANUAL B-64120EN
Номер
спецификации
B-64113EN
B-64113EN-1
B-64114EN
B-64124RU
B-64284EN
в-5
Page 16

Page 17
B-63874RU/06 CОДЕРЖАНИЕ
CОДЕРЖАНИЕ
МЕРЫ ПРЕДОСТОРОЖНОСТИ ..............................................................м-1
ОПРЕДЕЛЕНИЕ ТЕРМИНОВ "ОПАСНО", " ПРЕДУПРЕЖДЕНИЕ" И
"ПРИМЕЧАНИЕ" ................................................................................................... м-2
ОБЩИЕ ПРЕДОСТЕРЕЖЕНИЯ И ПРЕДУПРЕЖДЕНИЯ ................................... м-3
ОБЗОР РУКОВОДСТВА ....................................................................................... м-4
ИСПОЛЬЗУЕМЫЕ СИМВОЛЫ............................................................................. м-5
ФОРМАТ ПРОГРАММ, КОТОРЫЙ НЕОБХОДИМО ИСПОЛЬЗОВАТЬ ............. м-6
ВВЕДЕНИЕ................................................................................................ в-1
I. ЧТО ТАКОЕ MANUAL GUIDE i?
1 ЧТО ТАКОЕ MANUAL GUIDE i?...........................................................3
1.1 ЧТО ТАКОЕ MANUAL GUIDE i? .................................................................. 4
1.2 ОСНОВНЫЕ ХАРАКТЕРНЫЕ ЧЕРТЫ MANUAL GUIDE i .......................... 5
II. ОСНОВНОЙ ЭКРАН И РАБОТА
1 ОСНОВНОЙ ЭКРАН ..............................................................................9
2 РЕДАКТИРОВАНИЕ ПРОГРАММ ...................................................... 12
2.1 ОКНО ПРОГРАММЫ И РЕДАКТИРОВАНИЕ ...........................................13
2.2 СОЗДАНИЕ ПРОГРАММ ОБРАБОТКИ .................................................... 14
2.3 РЕДАКТИРОВАНИЕ В СПИСКЕ ПРОГРАММ .......................................... 15
2.3.1 Одновременное удаление нескольких программ ..............................................16
2.3.2 Управление папкой списка программ (только для серии 30
2.3.2.1 Что отображается в списке программ? ............................................................................................18
2.3.2.2 Операции, добавленные к окну списка программ.......................................................................... 18
2.3.2.3 Операции, поддерживаемые сервером данных .............................................................................. 19
2.4 ПОИСК ПРОГРАММЫ ОБРАБОТКИ, КОТОРАЯ ДОЛЖНА БЫТЬ
ОТРЕДАКТИРОВАНА ................................................................................ 20
2.5 ОСНОВНЫЕ ОПЕРАЦИИ РЕДАКТИРОВАНИЯ ПРОГРАММЫ
ОБРАБОТКИ ДЕТАЛЕЙ ............................................................................. 21
2.5.1 Ввод слова (клавиша <ВСТАВ.>) .......................................................................21
2.5.2 Изменение слова (клавиша <ИЗМЕН.>) ............................................................21
2.5.3 Изменение числового значения слова (клавиша <ИЗМЕН.>)..........................21
2.5.4 Удаление слова (клавиша <УДАЛИТЬ>)...........................................................22
2.5.5 Изменение блока (клавиша <ИЗМЕН.>) ............................................................22
2.5.6 Удаление блока (клавиша <УДАЛИТЬ>) ..........................................................22
2.5.7 Изменение номера программы (клавиша <ИЗМЕН.>) .....................................22
i/31i /32i )...........17
c-1
Page 18

CОДЕРЖАНИЕ B-63874RU/06
2.6 ПОИСК (ВПЕРЕД И НАЗАД)...................................................................... 23
2.7 РЕЗ.............................................................................................................. 24
2.8 КОПИРОВАНИЕ ......................................................................................... 25
2.9 ВСТАВКА .................................................................................................... 25
2.10 УДАЛИТЬ .................................................................................................... 25
2.11 ВСТАВКА ВВОДА С КЛАВИАТУРЫ .......................................................... 26
2.12 ОТМЕНА, ПОВТОР .................................................................................... 27
2.13 МЕНЮ M-КОДОВ ....................................................................................... 28
2.14 ПРЕДЛОЖЕНИЕ ФИКСИРОВАННОЙ ФОРМЫ........................................ 29
2.14.1 Предложение фиксированной формы ................................................................29
2.14.2 Команда запуска ...................................................................................................31
2.14.3 Команда завершения ............................................................................................31
2.15 РЕГИСТРАЦИЯ НОВОГО ПРЕДЛОЖЕНИЯ ФИКСИРОВАННОЙ
ФОРМЫ....................................................................................................... 32
2.15.1 Регистрация нового предложения фиксированной формы ..............................33
2.15.2 Изменение предложения фиксированной формы .............................................35
2.15.3 Удаление предложения фиксированной формы................................................35
2.15.4 Инициация стандартных предложений фиксированной формы......................36
2.16 ФОНОВОЕ РЕДАКТИРОВАНИЕ ............................................................... 37
2.16.1 Запуск фонового редактирования .......................................................................37
2.16.2 Завершение фонового редактирования ..............................................................37
2.16.3 Операции во время фонового редактирования..................................................37
2.17 ПРИМЕЧАНИЯ ПО СОЗДАНИЮ ПРОГРАММ ......................................... 38
2.17.1 Общие примечания по программам обработки .................................................38
3 МОДЕЛИРОВАНИЕ ОБРАБОТКИ ..................................................... 39
3.1 РЕДАКТИРОВАНИЕ СО СПИСКОМ ПРОГРАММ .................................... 40
3.2 ПОИСК НОМЕРА ПОСЛЕДОВАТЕЛЬНОСТИ В ПРОГРАММЕ ............... 40
3.3 ВЫБОР ПРОГРАММЫ ДЛЯ МОДЕЛИРОВАНИЯ ОБРАБОТКИ.............. 41
3.4 ПЕРЕМОТКА ПРОГРАММЫ ...................................................................... 41
3.5 УСТАНОВКА ДАННЫХ ДЛЯ МОДЕЛИРОВАНИЯ ОБРАБОТКИ ............. 41
3.6 ОТОБРАЖЕНИЕ МОДЕЛИРОВАНИЯ ОБРАБОТКИ................................ 57
3.6.1 Моделирование обработки (траектория перемещения инструмента)
(для серии 0
3.6.1.1 Запуск и останов моделирования ..................................................................................................... 59
3.6.1.2 Масштабирование, перемещение и другие операции .................................................................... 60
3.6.2 Моделирование обработки (динамический чертеж)
(для серии 0
3.6.2.1 Запуск и останов моделирования обработки .................................................................................. 62
3.6.2.2 Масштабирование, перемещение и другие операции .................................................................... 63
i /16i /18i /21i) ....................................................................................57
i /16i /18i /21i) ....................................................................................60
c-2
Page 19

B-63874RU/06 CОДЕРЖАНИЕ
3.6.3 Моделирование обработки (чертеж траектории движения инструмента)
(для серии 30
3.6.3.1 Запуск и останов моделирования обработки .................................................................................. 67
3.6.3.2 Масштабирование, перемещение и другие операции .................................................................... 68
i /31i /32i) .........................................................................................64
3.6.4 Моделирование обработки (динам. чертеж) (для серии 30i /31i /32i) .............69
3.6.4.1 Запуск и останов моделирования обработки .................................................................................. 69
3.6.4.2 Масштабирование, перемещение и другие операции .................................................................... 70
3.6.5 Данные, обрабатываемые во время моделирования обработки
(для серии 30
i /31i /32i) .........................................................................................70
3.6.6 Функции, работающие по разному для моделирования обработки и
автоматической операции (для серии 30
3.6.6.1 Функции, которые нельзя использовать для моделирования обработки .................................... 72
3.6.6.2 Функции, которые можно использовать для моделирования обработки (серия M) .................. 73
i /31i /32i)...........................................71
3.6.7 Изменение координат заготовки во время моделирования обработки
(динам., чертеж траектории движения инструмента) .......................................73
3.7 ОТОБРАЖЕНИЕ ВРЕМЕНИ ОБРАБОТКИ ............................................... 76
3.7.1 Формат данных времени обработки ...................................................................76
3.7.2 Операции вставки времени обработки ...............................................................76
3.7.3 Отображение времени обработки .......................................................................77
3.8 ПРИМЕЧАНИЯ ........................................................................................... 78
3.8.1 Примечания по моделированию обработки (для серии 0i /16i /18i /21i) .........78
4 РАБОТА ПРОГРАММЫ ......................................................................79
4.1 ВЫБОР ПРОГРАММЫ ДЛЯ РАБОТЫ ...................................................... 80
4.2 ПЕРЕМОТКА ПРОГРАММЫ ...................................................................... 80
4.3 ОТОБРАЖЕНИЕ ЧЕРТЕЖА ВО ВРЕМЯ ОБРАБОТКИ ........................... 80
4.3.1 Операция выбора программы и другие операции в чертеже во время
обработки ..............................................................................................................82
4.3.2 Выбор отображения или не отображения траектории движения
инструмента на чертеже во время обработки ....................................................82
4.3.3 Маштабирование, перемещение и другие операции на чертеже во время
обработки ..............................................................................................................83
4.4 ИЗМЕНЕНИЕ ОТОБРАЖЕНИЯ ТЕКУЩЕГО ПОЛОЖЕНИЯ.................... 85
4.5 ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА ОТНОСИТЕЛЬНЫХ КООРДИНАТ.86
4.6 ФУНКЦИЯ ОТОБРАЖЕНИЯ СЛЕДУЮЩЕГО БЛОКА .............................. 87
4.7 ОТОБРАЖЕНИЕ СОСТОЯНИЯ ТРЕХМЕРНОЙ ПРОВЕРКИ
СТОЛКНОВЕНИЙ (ТОЛЬКО ДЛЯ серии 30i/31i/32i)............................... 87
4.8 ОТОБРАЖЕНИЕ СКОРОСТИ ВРАЩЕНИЯ ОСИ ФРЕЗЕРОВКИ,
ПРИВОДИМОЙ В ДВИЖЕНИЕ СЕРВОДВИГАТЕЛЕМ ............................ 88
4.8.1 Условия для использования этой функции........................................................89
4.8.2 О блоке отображения "ШПИНДЕЛЬ" ................................................................89
4.8.2.1 Окно отображения контура 1 (экран 10.4 дюймов)........................................................................ 89
4.8.2.2 Окно отображения 1 траектории (экран 15 дюймов) ..................................................................... 91
4.8.2.3 Окно одновременного отображения нескольких траекторий (экран 10.4 дюймов)................... 92
c-3
Page 20

CОДЕРЖАНИЕ B-63874RU/06
4.8.2.4 Окно одновременного отображения нескольких траекторий (экран 15 дюймов) ...................... 93
4.8.2.5 Окно моделирования обработки и окно преобразования оператора ЧПУ
(экран 10.4 дюймов)........................................................................................................................... 94
4.8.2.6 Окно моделирования обработки и окно преобразования оператора ЧПУ
(экран 15 дюймов).............................................................................................................................. 94
4.8.2.7 Окно повторного нарезания резьбы................................................................................................. 95
4.8.3 Блок отображения "ТЕКУЩЕЕ ПОЛОЖЕНИЕ"...............................................96
4.8.4 Блок отображения "ПОДАЧА" ...........................................................................96
4.8.5 Подробная информация по фактической скорости вращения,
выводимой в блоке отображения шпинделя......................................................97
4.8.6 Подробная информация по соотношению нагрузки (%), выводимому
в блоке отображения шпинделя ..........................................................................98
4.9 ОТОБРАЖЕНИЕ НОМЕРОВ ИНСТРУМЕНТА ПОЛОЖЕНИЯ
ШПИНДЕЛЯ И ИНСТРУМЕНТА В РЕЗЕРВНОМ ПОЛОЖЕНИИ
(ТОЛЬКО ДЛЯ серии 30i/31i/32i).............................................................. 99
4.9.1 Отображение номера инструмента положения шпинделя ...............................99
4.9.2 Отображение номера инструмента в резервном положении............................99
5 ПРОГРАММЫ РЕДАКТИРОВАНИЯ И ОПЕРАЦИИ РВД............... 100
6 РУЧНАЯ РАБОТА..............................................................................101
7 УСТАНОВКА ДАННЫХ КООРДИНАТ ЗАГОТОВКИ ......................102
7.1 ДИСПЛЕЙНАЯ КЛАВИША [ИЗМЕР.]....................................................... 103
7.2 ДИСПЛЕЙНАЯ КЛАВИША [+ВВОД] ........................................................ 103
8 УСТАНОВКИ, ОТНОСЯЩИЕСЯ К ИНСТРУМЕНТАМ .................... 104
8.1 УСТАНОВКА ДАННЫХ КОРРЕКЦИИ НА ИНСТРУМЕНТ ...................... 105
8.1.1 Значки дисплейных клавиш для направления вершины воображаемого
инструмента ........................................................................................................106
8.1.1.1 Как задать значки ............................................................................................................................. 106
8.1.1.2 Если активировано переключение система координат программы/память коррекции........... 106
8.1.2 Дисплейная клавиша [ИЗМЕР.] ........................................................................107
8.1.3 Дисплейная клавиша [+ВВОД] .........................................................................107
8.1.4 Дисплейная клавиша [ВВД.C.]..........................................................................107
8.2 УКАЗАНИЕ ДАННЫХ О РАЗМЕРАХ ИНСТРУМЕНТА ........................... 108
8.2.1 Краткий обзор.....................................................................................................108
8.2.2 Установка типа инструмента.............................................................................109
8.2.3 Редактирование имени инструмента ................................................................110
8.2.4 Установка набора инструментов.......................................................................110
8.2.5 Установка данных инструмента........................................................................110
8.2.6 Угол режущей кромки .......................................................................................111
8.2.7 Инициализация данных инструмента...............................................................112
8.2.8 Отображение значков инструментов................................................................113
8.2.9 Ярлык для окна установки данных о размерах формы инструмента............114
c-4
Page 21

B-63874RU/06 CОДЕРЖАНИЕ
8.3 КОМБИНИРОВАНИЕ БАЗЫ ДАННЫХ ИНСТРУМЕНТОВ С
ФУНКЦИЕЙ УПРАВЛЕНИЯ ИНСТРУМЕНТОВ ...................................... 115
8.3.1 Окно данных управления инструментами .......................................................115
8.3.2 Вкладка данных управления инструментами ..................................................115
8.3.2.1 Данные управления инструментами .............................................................................................. 115
8.3.2.2 Скорость вращения шпинделя и скорость подачи ....................................................................... 117
8.3.2.3 Коррекция инструмента ..................................................................................................................117
8.3.2.4 Пользовательские данные ............................................................................................................... 117
8.3.3 Настройка отображения данных управления инструментами .......................118
8.3.4 Вкладка таблицы управления журналом..........................................................118
8.3.5 Вкладка Коррекция на инструмент...................................................................118
8.3.6 Вкладка Информация инструмента ..................................................................118
8.3.7 Вывод данных по управлению инструментами на карту памяти ..................119
8.3.8 Ввод данных по управлению инструментами с карты памяти ......................120
III. УДОБНЫЕ ФУНКЦИИ
1 ПРОГРАММИРОВАНИЕ ПО КОНТУРУ ........................................... 123
2 ФУНКЦИЯ ВВОДА/ВЫВОДА НА КАРТУ ПАМЯТИ........................ 125
2.1 ВВОД/ВЫВОД ПРОГРАММЫ С КАРТЫ ПАМЯТИ ................................. 126
2.1.1 Окно ввода/вывода программы с карты памяти ..............................................126
2.1.2 Операция вывода на карту памяти для программы ........................................128
2.1.3 Операция ввода на карту памяти для программы ...........................................129
2.1.4 Формат файла, разрешенный для ввода/вывода на карту памяти .................129
2.1.5 Примечания.........................................................................................................129
2.2 ВВОД/ВЫВОД ДАННЫХ ИНСТРУМЕНТОВ С КАРТЫ ПАМЯТИ .......... 130
2.2.1 Ввод/вывод данных инструментов с карты памяти ........................................130
2.2.2 Операция вывода на карту памяти для данных инструментов ......................130
2.2.3 Операция ввода на карту памяти для данных инструментов .........................130
2.2.4 Формат данных ...................................................................................................131
2.3 ВВОД/ВЫВОД ПРЕДЛОЖЕНИЙ ФИКС. ФОРМЫ С КАРТЫ ПАМЯТИ .132
2.3.1 Ввод/вывод предложений фикс. формы с карты памяти................................132
2.3.2 Операция вывода для предложений фикс. формы ..........................................132
2.3.3 Операция ввода для предложений фикс. формы .............................................132
2.3.4 Формат предложений фикс. формы..................................................................133
3 ФУНКЦИЯ ПЕРЕЗАПУСКА ПРОГРАММЫ......................................134
3.1 СПОСОБ ПЕРЕЗАПУСКА........................................................................ 135
3.1.1 Дисплейная клавиша [ТИП P] ...........................................................................135
3.1.2 Дисплейная клавиша [ТИП Q] ..........................................................................136
4 ФУНКЦИЯ КАЛЬКУЛЯТОРА ............................................................ 137
4.1 ПРИМЕНЕНИЕ ......................................................................................... 138
4.2 МЕТОДЫ РАСЧЕТА ................................................................................. 138
c-5
Page 22

CОДЕРЖАНИЕ B-63874RU/06
4.3 ТРИГОНОМЕТРИЧЕСКИЕ ФУНКЦИИ (СИНУС, КОСИНУС, ТАНГЕНС,
АРКСИНУС, АРККОСИНУС, АРКТАНГЕНС) .......................................... 138
4.4 КВАДРАТНЫЙ КОРЕНЬ .......................................................................... 139
4.5 ЭКСПОНЕНЦИАЛЬНЫЕ ФУНКЦИИ........................................................ 139
4.6 ЛОГАРИФМИЧЕСКИЕ ФУНКЦИИ (ДЕСЯТИЧНЫЙ ЛОГАРИФМ,
НАТУРАЛЬНЫЙ ЛОГАРИФМ) ................................................................. 139
4.7 АБСОЛЮТНОЕ ЗНАЧЕНИЕ .................................................................... 140
4.8 ОКРУГЛЕНИЕ........................................................................................... 140
4.9 ОТБРАКОВКА........................................................................................... 140
4.10 СООТНОШЕНИЕ ОКРУЖНОСТИ ........................................................... 140
5 ОПЕРАЦИИ КЛАВИШНЫХ КОМБИНАЦИЙ БЫСТРОГО
ВЫЗОВА ............................................................................................141
5.1 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
РАЗЛИЧНЫХ ОПЕРАЦИЙ ПОДТВЕРЖДЕНИЯ ..................................... 142
5.2 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ВЫБОРА ДИАПАЗОНА............................................................................ 142
5.3 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОПЕРАЦИИ КОПИРОВАНИЯ.................................................................. 142
5.4 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОПЕРАЦИИ ВЫРЕЗАНИЯ....................................................................... 142
5.5 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ДИСПЛЕЙНЫХ КЛАВИШ ОСНОВНОГО ЭКРАНА ................................. 143
5.6 КЛАВИША БЫСТРОГО ВЫЗОВА ДЛЯ
ИЗМЕНЕНИЯ ЦИКЛА............................................................................... 143
5.7 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОКНА ВЫБОРА МЕНЮ............................................................................ 143
5.8 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОКНА ВВОДА СТАНДАРТНЫХ ПРОГРАММ.......................................... 143
ЗАПУСКА ОКНА
5.9 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОКНА ВВОДА М-КОДА............................................................................. 144
5.10 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОКНА СПИСКА ПРОГРАММ.................................................................... 144
5.11 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОКНА СОЗДАНИЯ ПРОГРАММ .............................................................. 144
5.12 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОКНА РЕДАКТИРОВАНИЯ КОММЕНТАРИЕВ....................................... 144
c-6
Page 23

B-63874RU/06 CОДЕРЖАНИЕ
5.13 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОКНА ПОИСКА......................................................................................... 144
5.14 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОКНА ВВОДА ЦИКЛА .............................................................................. 145
5.15 КЛАВИША БЫСТРОГО ВЫЗОВА ДЛЯ ОКНА УСТАНОВКИ
СИСТЕМЫ КООРДИНАТ ЗАГОТОВКИ................................................... 145
5.16 КЛАВИША БЫСТРОГО ВЫЗОВА ДЛЯ ОКНА УСТАНОВКИ
КОРРЕКЦИИ НА ИНСТРУМЕНТ ............................................................. 145
5.17 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОКНА РЕГИСТРАЦИИ СТАНДАРТНЫХ ПРОГРАММ............................ 145
5.18 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ОКНА
СОЗДАНИЯ ДЛЯ РЕГИСТРАЦИИ СТАНДАРТНЫХ ПРОГРАММ ......... 146
5.19 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ОКНА
ИЗМЕНЕНИЯ ДЛЯ РЕГИСТРАЦИИ СТАНДАРТНЫХ ПРОГРАММ ...... 146
5.20 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОКНА ПРЕДВАРИТЕЛЬНОЙ УСТАНОВКИ ............................................ 146
5.21 КЛАВИША БЫСТРОГО ВЫЗОВА ДЛЯ ОКНА РЕЗАЛЬТАТОВ
ИЗМЕРЕНИЙ............................................................................................ 146
5.22 КЛАВИША БЫСТРОГО ВЫЗОВА ДЛЯ ОКНА РУЧНЫХ ИЗМЕРЕНИЙ.146
5.23 КЛАВИША БЫСТРОГО ВЫЗОВА ДЛЯ РАЗЛИЧНЫХ ОКОН
УСТАНОВОК............................................................................................. 147
5.24 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОСНОВНОГО ОКНА ПРОИЗВОЛЬНЫХ ФИГУР .................................... 147
5.25 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОКНА ВВОДА ПРОИЗВОЛЬНЫХ ФИГУР ............................................... 147
5.26 КЛАВИШНЫЕ КОМБИНАЦИИ БЫСТРОГО ВЫЗОВА ДЛЯ
ОКНА СОЗДАНИЯ ПРОИЗВОЛЬНЫХ ФИГУР ....................................... 147
6 ОКНО СПРАВКИ................................................................................ 148
IV. ЦИКЛ ОБРАБОТКИ
1 КРАТКИЙ ОБЗОР .............................................................................. 151
1.1 ВЫБОР ТИПА ЦИКЛА ОБРАБОТКИ ....................................................... 152
1.2 ВВОД ДАННЫХ ЦИКЛА ОБРАБОТКИ .................................................... 153
1.3 ВЫБОР ФИГУР......................................................................................... 155
1.4 ВВОД ДАННЫХ ФИГУРЫ ФИКСИРОВАННОЙ ФОРМЫ ....................... 157
1.5 ВВОД ДАННЫХ ПРОИЗВОЛЬНОЙ ФИГУРЫ ......................................... 159
1.6 ИЗМЕНЕНИЕ ДАННЫХ ЦИКЛА ОБРАБОТКИ И ФИГУР ....................... 161
c-7
Page 24
CОДЕРЖАНИЕ B-63874RU/06
1.7 ПРИМЕЧАНИЯ ПО СОЗДАНИЮ ПРОГРАММ ....................................... 162
2 ЦИКЛ ОБТОЧКИ ................................................................................ 164
2.1 ОБРАБОТКА ОТВЕРСТИЙ (ВРАЩЕНИЕ ЗАГОТОВКИ) ........................ 167
2.1.1 Команда обработки ............................................................................................167
2.2 ОБТОЧКА.................................................................................................. 174
2.2.1 Командао бработки ............................................................................................174
2.2.2 Произвольная фигура (плоскость ZX)..............................................................204
2.2.3 Оптимизация направления резания в чистовой токарной обработке............206
2.3 ПРОТОЧКА КАНАВОК ПРИ ТОЧЕНИИ ..................................................213
2.3.1 Цикл обработки ..................................................................................................213
2.3.2 Фигура фиксированной формы (плоскость ZX)..............................................227
2.4 РЕЗЬБОНАР............................................................................................. 234
2.4.1 Команда обработки ............................................................................................234
2.4.2 Фигура фиксированной формы.........................................................................239
2.5 ИСПРАВЛЕНИЕ РЕЗЬБЫ........................................................................ 246
2.5.1 Краткий обзор.....................................................................................................246
2.5.2 Траектория движения инструмента..................................................................247
2.5.3 Подробные данные экрана и работы исправления резьюы ............................247
2.5.3.1 Экран повторной обработки внеш.поверх. резьбы общего назначения и работа..................... 247
2.5.3.2 Экран повторной обработки других типов резьбы и работа..........................................................251
2.5.4 Примечания.........................................................................................................251
2.5.4.1 Примечания по аварийной остановке ............................................................................................ 251
2.5.4.2 Примечания по режимам изменений (например, ПАМ., РЕД. и РВД) ..................................... 251
2.5.4.3 Примечания по переключению к экрану ЧПУ ............................................................................. 251
2.5.4.4 Примечания по переключению между контурами ....................................................................... 252
2.6 ТОРЦЕВАЯ ОБРАБОТКА ЗАДНЕЙ ЧАСТИ ПРИ ТОЧЕНИИ................. 253
2.7 ОСТАВШАЯСЯ ОБРАБОТКА ПРИ ОБТОЧКЕ........................................ 254
2.7.1 Краткое описание цикла оставшейся обработки .............................................254
2.7.2 Окно выбора цикла.............................................................................................255
2.7.3 Окно ввода циклов .............................................................................................255
2.7.4 Движение черновой оставшейся обработки внешней поверхности
(G1160) ................................................................................................................256
2.7.5 Движение обработок, помимо черновой оставшейся обработки
внешней поверхности (G1160)..........................................................................260
2.7.6 Чистовая токарная обработка с использованием G41/G42.............................260
3 ЦИКЛ ОБРАБОТКИ ПО ОСИ C ........................................................ 261
3.1 ПРОТОЧКА КАНАВОК ПО ОСИ C........................................................... 263
3.1.1 Блоки, соответствующие определенному типу обработки, для
проточки канавок по оси С................................................................................263
3.1.2 Фигурные блоки для проточки канавок по оси С и по оси А ........................264
3.2 ОБРАБОТКА ПО ОСИ C С ОСЬЮ ВРАЩЕНИЯ..................................... 267
3.2.1 Поддержка обработки по оси С с осью вращения...........................................267
c-8
Page 25

B-63874RU/06 CОДЕРЖАНИЕ
3.3 ВЫВОД М-КОДА ФИКСАЦИИ ПО ОСИ С............................................... 268
3.3.1 Краткий обзор.....................................................................................................268
3.3.2 Указание способа фиксации ..............................................................................269
3.3.3 Значение вывода М-кода ...................................................................................270
3.3.4 Различие между основным и вспомогательным шпинделем .........................270
3.3.5 Положение вывода М-кода, (если выбрана жест. фиксация).........................270
3.3.6 Положение вывода М-кода (при выборе мягкого фиксирования)................273
3.3.7 Положение вывода М-кода, (если выбрано подавление вывода
фиксации) ............................................................................................................274
4 ФРЕЗЕРОВКА....................................................................................275
4.1 ОБРАБОТКА ОТВЕРСТИЙ ...................................................................... 285
4.1.1 Команда обработки (вращение инструмента: Серия M).................................285
4.1.2 Команда обработки (вращение инструмента: Серия T)..................................295
4.1.3 Фигура (плоскость XY)......................................................................................299
4.1.4 Фигура (плоскость YZ/XC) ...............................................................................304
4.2 ТОРЦЕВАЯ ОБРАБОТКА ........................................................................ 306
4.2.1 Команда обработки ............................................................................................306
4.2.2 Блоки фигуры фикс. формы (плоскость XY) ...................................................309
4.2.3 Фигура фикс. формы (плоскость YZ, плоскость XC) .....................................311
4.2.4 Произвольная фигура (плоскость XY) .............................................................311
4.2.5 Произвольная фигура (плоскость YZ/XC/ZC/XA) ..........................................312
4.3 КОНТУРЫ ................................................................................................. 313
4.3.1 Команда обработки ............................................................................................313
4.3.2 Фигура фикс. формы (плоскость XY) ..............................................................330
4.3.3 Фигура фикс. формы (плоскость YZ/XC) ........................................................332
4.3.4 Произвольная фигура (плоскость XY) .............................................................333
4.3.5 Произвольная фигура (плоскость YZ/XC/ZC/XA) ..........................................336
4.4 ОБРАБОТКА ЧЕКАНКОЙ......................................................................... 337
4.4.1 Команда обработки ............................................................................................337
4.4.2 Произвольная фигура (плоскость XY) .............................................................343
4.4.3 Произвольная фигура (плоскость YZ/XC/ZC/XA) ..........................................344
4.5 ВЫЕМКИ ................................................................................................... 345
4.5.1 Команда обработки ............................................................................................345
4.5.2 Фигура фикс. формы (плоскость XY) ..............................................................355
4.5.3 Фигура фикс. формы (плоскость YZ/XC) ........................................................357
4.5.4 Произвольная фигура (плоскость XY) .............................................................358
4.5.5 Произвольная фигура (плоскость YZ/XC/ZC/XA) ..........................................359
4.6 КАНАВКИ .................................................................................................. 360
4.6.1 Команда обработки ............................................................................................360
4.6.2 Фигура фикс. формы (плоскость XY) ..............................................................371
4.6.3 Фигура фикс. формы (плоскость YZ/XC) ........................................................374
4.6.4 Произвольная фигура (плоскость XY) .............................................................375
c-9
Page 26

CОДЕРЖАНИЕ B-63874RU/06
4.6.5 Произвольная фигура (плоскость YZ/XC/ZC/XA) ..........................................376
4.7 ТОРЦЕВАЯ ОБРАБОТКА ЗАДНЕЙ ЧАСТИ ПРИ ФРЕЗЕРОВКЕ .......... 377
4.7.1 Торцевая обработка задней части .....................................................................377
4.8 ЦИКЛ ОБРАБОТКИ НАКЛОННОЙ ПОВЕРХНОСТИ
(ПРЕОБРАЗОВАНИЕ КООРДИНАТ)....................................................... 379
4.8.1 Поддерживаемая конфигурация станка ...........................................................380
4.8.2 Команда обработки наклонной поверхности (преобразование координат) .381
4.9 ФРЕЗЕРОВКА ПРИ ВРАЩЕНИИ ЗАГОТОВКИ ВОКРУГ ОСИ Y ........... 384
4.9.1 Тип обработки.....................................................................................................384
4.9.2 Форма ..................................................................................................................385
4.9.3 Моделирование обработки ................................................................................387
5 ВВОД ПРОИЗВОЛЬНЫХ ФИГУР .................................................... 388
5.1 ВВОД ДАННЫХ ПРОИЗВОЛЬНОЙ ФИГУРЫ ......................................... 389
5.1.1 Произвольные фигуры для плоскости XY .......................................................390
5.1.2 Произвольные фигуры для плоскости YZ .......................................................395
5.1.3 Произвольные фигуры плоскости интерполяции полярных координат
(плоскость XC)....................................................................................................396
5.1.4 Произвольные фигуры цилиндрической поверхности (плоскость ZC) ........397
5.1.5 Произвольные фигуры для обточки (плоскость ZX) ......................................399
5.2 РАСШИРЕНИЕ И СОКРАЩЕНИЕ ОКНА ВВОДА ПРОИЗВОЛЬНЫХ
ФИГУР....................................................................................................... 406
5.2.1 Окно моделирования обработки .......................................................................406
5.2.2 Окно ввода произвольных фигур......................................................................406
5.2.3 Окно чертежа во время обработки....................................................................406
5.3 ГРУППИРОВАНИЕ ПРОГРАММ ПРОИЗВОЛЬНЫХ ФИГУР ................. 407
5.3.1 Команды выбора группового диапазона ..........................................................407
5.3.2 Автоматическая вставка команд выбора группового диапазона ...................407
5.4 ФУНКЦИИ КОПИРОВАНИЯ ПРОИЗВОЛЬНЫХ ФИГУР ........................ 408
5.4.1 Выбор функции копирования произвольных фигур .......................................408
5.4.2 Окно ввода условий копирования.....................................................................408
5.4.3 Выполнение операции копирования произвольных фигур ............................410
5.4.4 Фигура после выполнения копирования произвольных фигур .....................411
5.5 РЕДАКТИРОВАНИЕ ПОДПРОГРАММЫ ПРОИЗВОЛЬНЫХ ФИГУР .... 412
5.5.1 Редактирование...................................................................................................412
5.5.2 Опасно .................................................................................................................413
5.6 СОХРАНЕНИЕ ПОДПРОГРАММ ............................................................ 414
5.6.1 Сохранение новой подпрограммы ....................................................................414
5.6.2 Сохранение существующей подпрограммы ....................................................415
5.7 УДАЛЕНИЕ ФИГУРЫ ВЫЕМКИ ИЛИ ЧЕКАНКИ ИЗ
ПОДПРОГРАММЫ ................................................................................... 416
c-10
Page 27

B-63874RU/06 CОДЕРЖАНИЕ
5.8 ВЫБОР ДИАПАЗОНА ПРОИЗВОЛЬНОЙ ФИГУРЫ ............................... 417
5.8.1 G - код для выбора диапазона ...........................................................................417
5.8.2 Основные операции............................................................................................419
5.8.3 Обработка разделенной области .......................................................................422
5.9 ПОВТОРНОЕ ИСПОЛЬЗОВАНИЕ ПРОИЗВОЛЬНЫХ ФИГУР .............. 427
5.9.1 Вызов произвольной фигуры ............................................................................427
5.9.2 Выбор подпрограммы ........................................................................................427
5.10 ПОВТОРНОЕ ИСПОЛЬЗОВАНИЕ ФИГУРЫ ЗАГОТОВКИ В
КАЧЕСТВЕ ПРОИЗВОЛЬНОЙ ФИГУРЫ................................................. 429
5.10.1 Основные операции............................................................................................429
5.10.2 Повторно используемые фигуры заготовок.....................................................429
5.10.3 Условия данных фигуры заготовки для повторного использования.............430
5.11 ФУНКЦИЯ АВТОМАТИЧЕСКОЙ СВЯЗИ ЭЛЕМЕНТОВ ЗАГОТОВКИ .. 432
5.11.1 Дисплейная клавиша связи элементов заготовки............................................432
5.11.2 Дисплейные клавиши выбора фигуры связи заготовки..................................432
6 ФУНКЦИЯ ПРЕОБРАЗОВАНИЯ ПРОГРАММ ЧПУ ........................433
6.1 КРАТКИЙ ОБЗОР..................................................................................... 434
6.2 ОСНОВНЫЕ ОПЕРАЦИИ ........................................................................ 436
6.3 ОГРАНИЧЕНИЯ ....................................................................................... 438
6.4 ПРОПУСК МОДАЛЬНЫХ КОМАНД В ПРЕОБРАЗОВАНИИ
ПРОГРАММ ЧПУ...................................................................................... 440
6.4.1 Необязательные модальные команды ..............................................................440
6.4.2 Спецификации для пропуска модальных команд ...........................................440
6.5 ПОДАВЛЕНИЕ РАСШИРЕНИЯ ПОДПРОГРАММ В
ПРЕОБРАЗОВАНИИ ПРОГРАММ ЧПУ .................................................. 442
V. ФУНКЦИИ МНОГОКОНТУРНОГО ТОКАРНОГО
СТАНКА (ОПЦИЯ)
1 КРАТКИЙ ОБЗОР .............................................................................. 447
2 СМЕНА КОНТУРОВ........................................................................... 448
2.1 СМЕНА ДИСПЛЕЙНОЙ КЛАВИШЕЙ ...................................................... 449
2.2 СМЕНА ПО СИГНАЛУ.............................................................................. 449
3 ПАРАЛЛЕЛЬНОЕ ОТОБРАЖЕНИЕ И РЕДАКТИРОВАНИЕ
ПРОГРАММ ВСЕХ КОНТУРОВ ........................................................ 450
3.1 КОНФИГУРАЦИЯ ОКНА .......................................................................... 451
3.1.1 Позиция отображения каждого контура ..........................................................452
3.1.2 Зона отображения состояния.............................................................................453
3.1.3 Зона отображения текущего положения ..........................................................453
c-11
Page 28

CОДЕРЖАНИЕ B-63874RU/06
3.1.4 Зона отображения программы...........................................................................453
3.1.5 Отключение отображения заданного контура (для загрузчиков) .................454
3.2 ОСНОВНЫЕ ОПЕРАЦИИ ........................................................................ 455
4 ФУНКЦИЯ РЕДАКТИРОВАНИЯ ПЕРЕЧНЯ ПРОЦЕССОВ ............ 456
4.1 КОНФИГУРАЦИЯ ОКНА .......................................................................... 457
4.1.1 Ячейка..................................................................................................................457
4.1.2 Текущая ячейка...................................................................................................457
4.1.3 Шпиндель............................................................................................................458
4.1.4 Револьверная головка.........................................................................................458
4.1.5 Линия ожидания .................................................................................................458
4.1.6 Передача..............................................................................................................458
4.2 ОСНОВНЫЕ ОПЕРАЦИИ ........................................................................ 459
4.2.1 Запуск редактирования перечня процессов .....................................................459
4.2.2 Выход из редактирования перечня процессов.................................................459
4.2.3 Перемещение курсора в перечне процессов ....................................................460
4.3 ОПЕРАЦИИ РЕДАКТИРОВАНИЯ ...........................................................461
4.3.1 Вставка ячейки....................................................................................................463
4.3.2 Удаление ячейки.................................................................................................464
4.3.3 Копирование ячейки ..........................................................................................465
4.3.4 Перемещение ячейки..........................................................................................466
4.3.5 Изменение имени процесса ...............................................................................469
4.3.6 Редактирование программы ..............................................................................469
4.3.7 Присвоение ожидания........................................................................................471
4.3.8 Снятие ожидания................................................................................................472
4.3.9 Присвоение передачи.........................................................................................474
4.3.10 Отмена передачи ................................................................................................475
4.3.11 Добавление условного пропуска блока............................................................476
4.3.12 Удаление условного пропуска блока................................................................478
4.4 ПРОГРАММА ОБРАБОТКИ БЕЗ ИСПОЛЬЗОВАНИЯ ФУНКЦИИ
РЕДАКТИРОВАНИЯ ПЕРЕЧНЯ ПРОЦЕССОВ ...................................... 479
5 СИМУЛЯЦИЯ ОБРАБОТКИ.............................................................. 481
5.1 ВЫПОЛНЕНИЕ ЧЕРТЕЖА ВО ВРЕМЯ ОБРАБОТКИ И
СИМУЛЯЦИИ ОБРАБОТКИ (ЧЕРТЕЖ ТРАЕКТОРИИ
ИНСТРУМЕНТА) ......................................................................................482
5.2 СИМУЛЯЦИЯ ОБРАБОТКИ (АНИМИРОВАННАЯ) ................................ 482
5.3 ЗАПУСК СИМУЛЯЦИИ ОБРАБОТКИ ДЛЯ КАЖДОГО КОНТУРА ......... 483
5.4 КОМАНДА ВЫБОРА ШПИНДЕЛЯ И КОМАНДА ПУСКА ПРОЦЕССА... 484
c-12
Page 29

B-63874RU/06 CОДЕРЖАНИЕ
VI. ПРОЧИЕ ФУНКЦИИ
1 ФУНКЦИЯ СМЕНЫ СИСТЕМЫ КООРДИНАТ ПРОГРАММЫ И
ФУНКЦИЯ СМЕНЫ ПАМЯТИ КОРРЕКЦИИ НА ИНСТРУМЕНТ ....489
1.1 КРАТКИЙ ОБЗОР..................................................................................... 490
1.2 ФУНКЦИЯ СМЕНЫ СИСТЕМЫ КООРДИНАТ ПРОГРАММЫ ............... 491
1.2.1 Команда выбора системы координат................................................................491
1.2.1.1 Вставка команды выбора системы координат .............................................................................. 491
1.2.1.2 Выполнение программы .................................................................................................................. 492
1.2.2 Координаты произвольных фигур (плоскость XZ, ZC, ZY)...........................492
1.2.2.1 Выбор отображения системы координат....................................................................................... 492
1.2.3 Симуляция обработки ........................................................................................492
1.2.4 Отображение состояния.....................................................................................493
1.3 ФУНКЦИЯ СМЕНЫ ПАМЯТИ КОРРЕКЦИИ НА ИНСТРУМЕНТ............ 494
1.3.1 Окно данных коррекции на инструмент ..........................................................494
1.3.1.1 Выбор системы координат .............................................................................................................. 494
1.3.1.2 Отображение выбранной системы координат .............................................................................. 494
1.3.1.3 Задание данных инструмента ......................................................................................................... 495
1.3.2 Окно данных коррекции на смещение заготовки............................................495
1.3.2.1 Выбор системы координат .............................................................................................................. 495
1.4 ПРЕДОСТЕРЕЖЕНИЯ............................................................................. 495
2 Функция управления инструментом ............................................496
2.1 КРАТКИЙ ОБЗОР..................................................................................... 497
2.2 СООТНЕСЕНИЕ НОМЕРОВ ИНСТРУМЕНТОВ С НОМЕРАМИ
КОРРЕКЦИИ............................................................................................. 498
2.2.1 Выбор окна для соотнесения номера инструмента с номером коррекции ...498
2.2.2 Элементы отображения......................................................................................498
2.2.2.1 Отображаемые элементы данных................................................................................................... 498
2.3 ПРОСМОТР И ЗАДАНИЕ ЗНАЧЕНИЙ КОРРЕКЦИИ НА
ИНСТРУМЕНТ.......................................................................................... 500
2.3.1 Выбор окна задания коррекции на инструмент по номеру инструмента .....500
2.3.2 Окно коррекции (по номерам инструментов)..................................................500
2.4 ПРОСМОТР И ЗАДАНИЕ ДАННЫХ УПРАВЛЕНИЯ
ИНСТРУМЕНТОМ .................................................................................... 501
2.4.1 Выбор окна настроек данных управления инструментом ..............................501
2.4.2 Окна данных магазинов (магазины с 1 по 4) ...................................................501
2.4.2.1 Отображаемые элементы данных................................................................................................... 501
2.4.3 Окно отображения положения шпинделя/положения ожидания
инструмента ........................................................................................................502
2.5 ПРОСМОТР И ЗАДАНИЕ ДАННЫХ УПРАВЛЕНИЯ РЕСУРСОМ ......... 503
2.5.1 Выбор окна настроек данных управления ресурсом ......................................503
2.5.1.1 Отображаемые элементы данных................................................................................................... 503
2.5.2 Изменение приоритете инструмента ................................................................504
c-13
Page 30

CОДЕРЖАНИЕ B-63874RU/06
2.5.3 Обновление значений ресурса, отображаемых в окне данных ресурса
инструментов ......................................................................................................504
2.5.4 Отображение перечня номеров групп ..............................................................505
2.5.4.1 Отображаемые элементы данных................................................................................................... 505
2.5.4.2 Отображение групп, отсортированных по номерам или по состоянию ресурса ...................... 505
2.5.4.3 Выбор группы................................................................................................................................... 505
2.5.4.4 Восстановление ресурса группы .................................................................................................... 505
2.5.5 Установка флажка уведомления о ресурсе ......................................................506
2.6 ОКНО ПЕРЕЧНЯ ДАННЫХ РЕСУРСА ИНСТРУМЕНТОВ..................... 507
2.6.1 Выбор окна перечня данных управления ресурсом ........................................507
2.6.2 Окно перечня данных управления ресурсом ...................................................507
2.7 МОДАЛЬНОЕ ОТОБРАЖЕНИЕ ТИПОВ КОРРЕКЦИИ .......................... 508
2.7.1 Элементы отображения......................................................................................508
2.7.2 Отображенные типы коррекции (заданные изготовителем станка) .............508
2.8 ОТОБРАЖЕНИЕ ДАННЫХ УПРАВЛЕНИЯ ИНСТРУМЕНТОМ ДЛЯ
СТАНДАРТНОГО ОКНА ЧПУ ..................................................................509
2.9 ПРОЧЕЕ.................................................................................................... 510
2.9.1 Возврат в окно меню ..........................................................................................510
2.9.2 Подавление редактирования данных управления инструментом в
стандартно окре ЧПУ.........................................................................................510
2.9.3 Использование данных управления инструментом ........................................510
2.10 ПРЕДУПРЕЖДАЮЩИЕ СООБЩЕНИЯ .................................................. 511
3 АНИМАЦИЯ ПЕРЕМЕЩЕНИЯ ШПИНДЕЛЯ ДЛЯ
АВТОМАТИЧЕСКИХ ТОКАРНЫХ СТАНКОВ .................................512
3.1 КРАТКИЙ ОБЗОР..................................................................................... 513
3.2 ЗАПУСК КОМАНДЫ ЗЕРКАЛЬНОГО ОТОБРАЖЕНИЯ......................... 513
3.3 КОМАНДА ЗАВЕРШЕНИЯ ЗЕРКАЛЬНОГО ОТОБРАЖЕНИЯ............... 513
3.4 СИМУЛЯЦИЯ И ФАКТИЧЕСКОЕ ВРЕМЯ РАБОТЫ МАШИНЫ............. 514
4 Серия 16i-MB, 2-Х КОНТУРНАЯ ФУНКЦИЯ ................................... 517
4.1 КРАТКИЙ ОБЗОР..................................................................................... 518
4.2 ОТОБРАЖЕНИЕ ОКНА............................................................................ 518
5 ФУНКЦИЯ ПРОГРАММИРУЕМОГО ПЕРЕКЛЮЧЕНИЯ
ДИАМЕТР/РАДИУС ...........................................................................519
5.1 КРАТКИЙ ОБЗОР..................................................................................... 520
5.2 ОТОБРАЖЕНИЕ ОСНОВНОГО ОКНА.................................................... 520
5.3 ЦИКЛ ОБРАБОТКИ .................................................................................. 521
5.4 ПРЕОБРАЗОВАНИЕ ОПЕРАТОРА ЧУ ................................................... 521
c-14
Page 31

B-63874RU/06 CОДЕРЖАНИЕ
ПРИЛОЖЕНИЕ
A ПРИМЕРЫ СОЗДАНИЯ ПРОГРАММ ДЛЯ
ОБРАБАТЫВАЮЕЩГО ЦЕНТРА....................................................525
A.1 УСТАНОВКА ПАРАМЕТРОВ КОРРЕКЦИИ ИНСТРУМЕНТА
ПО ДЛИНЕ................................................................................................ 527
A.2 УСТАНОВКА ВЕЛИЧИНЫ КОРРЕКЦИИ НАЧАЛА КООРДИНАТ
ЗАГОТОВКИ ............................................................................................. 529
A.3 ПОДГОТОВКА МЕНЮ ПРЕДЛОЖЕНИЙ ФИКСИРОВАННОЙ
ФОРМЫ..................................................................................................... 531
A.4 УСТАНОВКА ПАРАМЕТРОВ ИНСТРУМЕНТА ....................................... 532
A.5 СОЗДАНИЕ ПРОГРАММЫ ОБРАБОТКИ ДЕТАЛЕЙ.............................. 533
A.5.1 Создание новой программы обработки деталей..............................................533
A.5.2 Операции меню "ПУСК" ...................................................................................534
A.5.2.1 Ввод параметров формы болванки.................................................................................................534
A.5.3 Ввод блоков замены инструмента и вращения шпинделя для
фрезы с плоским торцом для черновой обработки .........................................535
A.5.3.1 Непосредственный ввод в виде кода ISO...................................................................................... 535
A.5.3.2 Ввод с помощью меню предложений фиксированной формы ................................................... 535
A.5.4 Ввод процесса контурной обработки наружной стенки .................................536
A.5.4.1 Блок цикла контурной обработки (черновой) наружной стенки................................................ 536
A.5.4.2 Ввод фигуры для контурной обработки (черновой) наружной стенки......................................537
A.5.5 Ввод процесса черновой обработки выемки....................................................538
A.5.5.1 Блок цикла черновой обработки выемки.......................................................................................538
A.5.5.2 Ввод фигуры для черновой обработки выемки............................................................................ 540
A.5.6 Ввод блоков замены инструмента и вращения шпинделя для
фрезы с плоским торцом для чистовой обработки..........................................545
A.5.6.1 Непосредственный ввод в виде кода ISO...................................................................................... 545
A.5.6.2 Ввод с помощью меню предложений фиксированной формы ................................................... 545
A.5.7 Ввод процесса чистовой обработки днища и боков выемки..........................546
A.5.7.1 Ввод блока цикла чистовой обработки днища выемки............................................................... 546
A.5.7.2 Ввод фигуры для чистовой обработки днища выемки .............................................................. 5547
A.5.7.3 Ввод блока цикла чистовой обработки боков выемки................................................................. 548
A.5.7.4 Ввод фигуры для чистовой обработки боков выемки ................................................................. 549
A.5.8 Ввод блоков замены инструмента и вращения шпинделя для сверления ....550
A.5.8.1 Непосредственный ввод в виде кода ISO...................................................................................... 550
A.5.8.2 Ввод с помощью меню предложений фиксированной формы ................................................... 550
A.5.9 Ввод процесса сверления...................................................................................551
A.5.9.1 Ввод блока цикла сверления........................................................................................................... 551
A.5.9.2 Ввод блока позиции отверстия....................................................................................................... 552
A.5.10 Операции в меню "ЗАВЕРШЕНИЕ".................................................................553
A.5.10.1 Непосредственный ввод в виде кода ISO...................................................................................... 553
A.5.10.2 Ввод с помощью меню предложений фиксированной формы ................................................... 553
A.6 ПРОВЕРКА ПРОГРАММЫ ОБРАБОТКИ ДЕТАЛЕЙ .............................. 554
A.6.1 Проверка с помощью анимации........................................................................554
c-15
Page 32

CОДЕРЖАНИЕ B-63874RU/06
B ПРИМЕРЫ СОЗДАНИЯ ПРОГРАММ ОБРАБОТКИ ДЕТАЛЕЙ
ДЛЯ ТОКАРНЫХ СТАНКОВ.............................................................555
B.1 УСТАНОВКА ПАРАМЕТРОВ КОРРЕКЦИИ ИНСТРУМЕНТА ................ 556
B.1.1 Установка величины коррекции по оси Z........................................................557
B.1.2 Установка величины коррекции по оси X .......................................................559
B.2 УСТАНОВКА ВЕЛИЧИНЫ СМЕЩЕНИЯ СИСТЕМЫ КООРДИНАТ
ЗАГОТОВКИ ............................................................................................. 560
B.3 ПОДГОТОВКА МЕНЮ ПРЕДЛОЖЕНИЙ ФИКСИРОВАННОЙ
ФОРМЫ..................................................................................................... 562
B.3.1 Ввод предложения фиксированной формы для токарной обработки ...........562
B.3.2 Ввод предложения фиксированной формы для фрезерной обработки .........563
B.4 УСТАНОВКА ПАРАМЕТРОВ КОРРЕКЦИИ ИНСТРУМЕНТА ................ 564
B.5 СОЗДАНИЕ ПРОГРАММЫ ОБРАБОТКИ ДЕТАЛЕЙ.............................. 565
B.5.1 Создание новой программы обработки деталей..............................................565
B.5.2 Операции меню "ПУСК" ...................................................................................566
B.5.2.1 Ввод параметров формы болванки................................................................................................. 566
B.5.3 Ввод блоков замены инструмента и вращения шпинделя для токарной
обработки ............................................................................................................567
B.5.3.1 Непосредственный ввод в виде кода ISO ...................................................................................... 567
B.5.3.2 Ввод с помощью меню предложений фиксированной формы ................................................... 567
B.5.4 Ввод процесса наружной черновой обработки................................................568
B.5.4.1 Ввод блока наружной черновой обработки .................................................................................. 568
B.5.4.2 Ввод фигуры для наружной черновой обработки ........................................................................ 570
B.5.5 Ввод блоков замены инструментов и вращения шпинделя для наружной
чистовой обработки в виде кода ISO................................................................572
B.5.6 Ввод процесса цикла наружной чистовой обработки.....................................573
B.5.6.1 Ввод фигуры для блока цикла наружной чистовой обработки .................................................. 573
B.5.6.2 Ввод фигуры для наружной чистовой обработки ........................................................................ 574
B.5.6.3 Блоки разъединяющих движений в виде кода ISO ...................................................................... 574
B.5.7 Ввод блоков замены инструмента и вращения шпинделя для
сверления по оси C.............................................................................................575
B.5.7.1 Непосредственный ввод в виде кода ISO ...................................................................................... 575
B.5.7.2 Ввод с помощью меню предложений фиксированной формы ................................................... 575
B.5.8 Ввод процесса сверления по оси C ...................................................................576
B.5.8.1 Ввод блока цикла сверления по оси C ...........................................................................................576
B.5.8.2 Ввод блока данных позиции отверстия ......................................................................................... 577
B.5.9 Операции в меню "Завершение" .......................................................................578
B.5.9.1 Непосредственный ввод в виде кода ISO ...................................................................................... 578
B.5.9.2 Ввод с помощью меню предложений фиксированной формы ................................................... 578
B.6 ПРОВЕРКА ПРОГРАММЫ ОБРАБОТКИ ДЕТАЛЕЙ .............................. 579
B.6.1 Проверка с помощью анимации........................................................................579
C СИГНАЛЫ ТРЕВОГИ ........................................................................580
c-16
Page 33

B-63874RU/06 CОДЕРЖАНИЕ
D ПАРАМЕТРЫ ЦИКЛОВ ОБРАБОТКИ .............................................587
D.1 ПАРАМЕТРЫ ДЛЯ ЦИКЛА ФРЕЗЕРОВАНИЯ........................................ 588
D.1.1 Параметры, общие для циклов фрезерования .................................................588
D.1.2 Параметры цикла торцевой обработки.............................................................595
D.1.3 Параметры циклов контурной обработки ........................................................595
D.1.4 Параметры циклов выемки................................................................................598
D.1.5 Параметры для циклов изготовления пазов.....................................................602
D.1.6 Параметры для циклов обработки отверстий ..................................................605
D.2 ПАРАМЕТРЫ ДЛЯ ЦИКЛА ТОКАРНОЙ ОБРАБОТКИ........................... 607
D.2.1 Параметры, общие для циклов токарной обработки.......................................607
D.2.2 Параметры циклов токарной обработки ..........................................................610
D.2.3 Параметры циклов нарезания резьбы...............................................................612
D.2.4 Параметры для циклов восстановления резьбы ..............................................615
D.2.5 Параметр для циклов изготовления пазов .......................................................617
D.2.6 Параметры для циклов обработки отверстий ..................................................618
ПРИЛОЖЕНИЕ (ДЛЯ ИЗГОТОВИТЕЛЯ СТАНКА)
A ПРОЦЕДУРА НАСТРОЙКИ MANUAL GUIDE i................................ 625
A.1 ОБЩИЕ ..................................................................................................... 627
A.2 НЕОБХОДИМОЕ АППАРАТНОЕ ОБЕСПЕЧЕНИЕ ................................627
A.3 НЕОБХОДИМОЕ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ............................. 628
A.3.1 Многоцелевой станок (серия 0i) .......................................................................628
A.3.2 Многоцелевой станок (серия 16i/18i/21i)........................................................628
A.3.3 Многоцелевой станок (серия 30i/31i/32i).........................................................630
A.3.4 Токарный станок (серия 0i) ...............................................................................631
A.3.5 Токарный станок (серия 16i/18i/21i).................................................................632
A.3.6 Токарный станок (серия 30i/31i/32i).................................................................634
A.3.7 Токарный станок с функцией сложной обработки (серия 16i/18i /21i).........634
A.3.8 Примечание.........................................................................................................635
A.4 НАСТРОЙКА ОБЯЗАТЕЛЬНЫХ ПАРАМЕТРОВ .................................... 636
A.5 НАСТРОЙКА ОСНОВНЫХ ПАРАМЕТРОВ............................................. 639
A.5.1 Параметры, связанные с распределением функциональных клавиш
пуска ....................................................................................................................639
A.5.2 Параметры, связанные с языком дисплея ........................................................642
A.5.3 Параметры, связанные с отображением текущего положении ......................643
A.5.4 Параметры, связанные со счетчиком нагрузки ...............................................644
A.5.5 Параметры, связанные с отображением состояния шпинделя.......................645
A.5.6 Параметры, связанные с окнами выбора подпрограммы ...............................645
A.5.7 Параметры, связанные с произвольными фигурами.......................................647
A.5.8 Параметры, связанные с операциями в целом.................................................648
A.5.9 Параметры, связанные с графическим отображением....................................657
A.5.10 Параметры, связанные с чертежом инструмента ............................................658
c-17
Page 34
CОДЕРЖАНИЕ B-63874RU/06
A.5.11 Параметры, связанные с симуляцией обработки (чертеж траектории
инструмента).......................................................................................................666
A.5.12 Параметры, связанные с симуляцией обработки (анимированная
графика)...............................................................................................................667
A.5.12.1 Параметры, связанные с осью анимированой графики ............................................................... 667
A.5.12.2 Параметры, связанные с анимированной графикой в целом............................................................ 671
A.5.12.3 Параметры, связанные с отображением времени обработки...................................................... 677
A.5.12.4 Параметры, связанные с цветом анимированой графики............................................................ 677
A.5.12.5 Настройки для программируемого ввода данных........................................................................ 678
A.5.12.6 Параметр, связанный с сигналами тревоги наложения деталей или заготовок........................ 679
A.5.12.7 Параметр, связанный с командой T0 во время построения анимированной графики.............680
A.5.13 Параметры, связанные с переключением системы координат
программы и переключением памяти коррекции ...........................................680
A.5.14 Параметры, связанные с функциями управления инструментом ..................683
A.5.15 Параметры, связанные с многоконтурным токарным станком .....................685
A.5.16 Параметры, связанные с цветовой палитрой ...................................................689
A.5.16.1 Параметры, связанные с цветовой палитрой для отображения окна......................................... 689
A.5.16.2 Параметры, связанные с цветовой палитрой для отображения иконок..................................... 692
A.5.16.3 Параметры, связанные с цветовой палитрой для отображения вспомогательных данных..... 693
A.5.17 Прочие параметры..............................................................................................695
A.6 НАСТРОЙКИ ПАРАМЕТРОВ, ЗАВИСЯЩИЕ ОТ ТИПА СТАНКА.......... 697
A.6.1 Многоцелевой станок.........................................................................................697
A.6.2 Другие станки .....................................................................................................701
A.6.3 Токарный станок ................................................................................................701
A.7 ВЫВОД М-КОДА ПРИ ВЫПОЛНЕНИИ ЦИКЛА ...................................... 708
A.7.1 M-код для жесткого нарезания резьбы метчиком ...........................................708
A.7.2 М-код для фиксации и освобождения оси вращения "C" ...............................708
B СОЗДАНИЕ ПРОГРАММЫ ЦЕПНОЙ СХЕМЫ................................ 710
B.1 ЦИКЛ ОБРАТНОГО НАРЕЗАНИЯ РЕЗЬБЫ ........................................... 711
B.2 ЦИКЛ РЕМОНТА РЕЗЬБЫ ...................................................................... 713
B.2.1 Запуск ремонта резьбы.......................................................................................713
B.2.2 Задание режима ориентации шпинделя ...........................................................714
B.3 ДАННЫЕ УПРАВЛЕНИЯ РЕСУРСОМ ИНСТРУМЕНТА ........................ 715
C ПОЛЬЗОВАТЕЛЬСКИЕ НАСТРОЙКИ .............................................716
C.1 ОТОБРАЖЕНИЕ ВЕРТИКАЛЬНЫХ ДИСПЛЕЙНЫХ КЛАВИШ ДЛЯ
15-ДЮЙМОВОГО ЖКМ............................................................................ 717
C.1.1 Отображение экрана настроек...........................................................................717
C.1.2 Операции .............................................................................................................717
C.1.3 Изменение дисплейных клавиш........................................................................718
C.1.4 Ввод/вывод данных карты памяти....................................................................719
C.1.5 Формат файла .....................................................................................................719
C.2 ФУНКЦИЯ ДОСТУПА К БАЗЕ ДАННЫХ ИНСТРУМЕНТА ..................... 721
C.2.1 Основные спецификации...................................................................................721
C.2.2 Системные переменные .....................................................................................722
c-18
Page 35

B-63874RU/06 CОДЕРЖАНИЕ
C.2.3 Считывание .........................................................................................................723
C.2.4 Запись ..................................................................................................................723
C.2.5 Копирование .......................................................................................................724
C.2.6 Инициализация ...................................................................................................724
C.2.7 Инициализация всех данных инструментов ....................................................724
C.3 СОЗДАНИЕ ПОЛЬЗОВАТЕЛЬСКОГО МОДУЛЯ P-КОДА...................... 725
C.3.1 Метод создания 1................................................................................................726
C.3.2 Метод создания 2................................................................................................726
C.3.3 Процедура создания ...........................................................................................727
C.3.3.1 Для FANUC серии 16i/18i/21i-MB ................................................................................................. 728
C.3.3.2 Для FANUC серии 16i/18i/21i-TB .................................................................................................. 728
C.3.3.3 Для FANUC серии 0i-MC ................................................................................................................729
C.3.3.4 Для FANUC серии 0i-TC/TTC ........................................................................................................ 729
C.3.4 Примечания по созданию ..................................................................................730
C.3.4.1 Для FANUC серии 0i-MC,16i/18i/21i-MB...................................................................................... 730
C.3.4.2 Для FANUC серии 0i-TC, 16i/18i/21i-TB .......................................................................................730
C.4 ИДЕНТИФИКАЦИОННЫЕ КОДЫ ДИСПЛЕЙНЫХ КЛАВИШ,
ОТКРЫТЫЕ ДЛЯ ПОЛЬЗОВАТЕЛЕЙ ..................................................... 731
C.5 ФАЙЛЫ СООБЩЕНИЙ ............................................................................ 736
C.6 ИЗМЕНЕНИЕ ФАЙЛА ОПРЕДЕЛЕНИЯ ПОЛЬЗОВАТЕЛЬСКИХ
НАСТРОЕК ВО ВРЕМЯ ПОВТОРНОГО НАРЕЗАНИЯ РЕЗЬБЫ .......... 738
D КОПИЯ ЭКРАНА ................................................................................739
c-19
Page 36

Page 37

I. ЧТО ТАКОЕ MANUAL GUIDE i?
Page 38

Page 39
B-63874RU/06 ОБЩИЕ ПОЛОЖЕНИЯ 1. ЧТО ТАКОЕ MANUAL GUIDE i?
1 ЧТО ТАКОЕ MANUAL GUIDE i?
Глава 1, "ЧТО ТАКОЕ MANUAL GUIDE i?" состоит из:
1.1 ЧТО ТАКОЕ MANUAL GUIDE i?.............................................4
1.2 ОСНОВНЫЕ ХАРАКТЕРНЫЕ ЧЕРТЫ
MANUAL GUIDE i......................................................................5
- 3 -
Page 40

1.ЧТО ТАКОЕ MANUAL GUIDE i? ОБЩИЕ ПОЛОЖЕНИЯ B-63874RU/06
1.1
ЧТО ТАКОЕ MANUAL GUIDE i?
MANUAL GUIDE i является проводником по работе с
устройствами ЧПУ, установленными на инструментах станков,
например, токарных станках и центрах обработки.
Отличительной чертой является одиночный экран, который
можно использовать для создания программ обработки, их
проверки с помощью моделирования, установки обработки и
выполнения фактической обработки.
С MANUAL GUIDE i формат кода ISO, широко используемый
для инструментов станков
программ обработки, и имеются циклы обработки для реализации
расширенных операций обработки.
на базе ЧПУ, применяется для
- 4 -
Page 41
B-63874RU/06 ОБЩИЕ ПОЛОЖЕНИЯ 1. ЧТО ТАКОЕ MANUAL GUIDE i?
1.2
ОСНОВНЫЕ ХАРАКТЕРНЫЕ ЧЕРТЫ MANUAL GUIDE i
При использовании MANUAL GUIDE i оператор может легко
выполнять стандартную обработку.
(1) Объединенный экран операций для проведения почти всех
плановых операций обработки
Единственный объединенный экран операций активирует
плановые операции обработки, включая ввод/
редактирование программ обработки, проверки программ
обработки на основании динамического моделирования,
производственную обработку, операции РВД и ручные
операции с режимами
(2) Программы обработки в формате кода ISO
Использование широко применимых программ обработки
кода ISO позволяет оператору легко задавать простые
операции с помощью простых команд, например, для
прямых линий и дуг, и сложные операции обработки при
помощи циклов обработки.
(3) Высокое сродство с CAD/CAM
Можно без изменений использовать программы обработки
кодом ISO, созданные при помощи CAD/CAM. При
добавлении расширенных циклов обработки эти программы
обработки становятся идеальными программами обработки.
Их легко проверять при помощи динамического
моделирования.
(4) Расширенное редактирование программ обработки
Использование функций расширенного редактирования,
например, подстрочный поиск и вырезать/вставить через
буфер обмена, позволяет легко редактировать программы
обработки.
(5) Расширенная
обработки
Доступны расширенные циклы обработки, что охватывает
различные типы обработки, включая фрезеровку и обточку.
С этими циклами обработки можно выполнять комплексную
обработку, легко создавая и выполняя программы.
(6) Ввод простых программ в режиме меню программ фикс.
формата
Заранее зарегистрируйте серию часто используемых
операций обработки в
операции обработки из этого меню при создании программы
обработки. Этот способ поможет исключить необходимость
каждый раз вводить аналогичные операции обработки.
обработка при использовании циклов
РУЧ. и МАХ.
виде меню, и выберите необходимые
с
- 5 -
Page 42

1.ЧТО ТАКОЕ MANUAL GUIDE i? ОБЩИЕ ПОЛОЖЕНИЯ B-63874RU/06
(7) Меню М-кодов
Можно легко ввести М-коды при ссылке на пояснения,
отображаемые в меню М-кодов. Изготовители инструментов
станка могут с легкостью создавать пояснения.
(8) Реалистичное динамическое моделирование
Можно легко проверить программы обработки при помощи
технологии динамического моделирования, который может
реалистично показать, как выглядит поверхность,
обрабатываемая при
использовании конкретного типа
режущей кромки инструмента. Кроме того, можно
проверить моделируемую заготовку, так как если бы у вас
перед глазами была настоящая заготовка, так как технология
динамического моделирования использует объемные модели
для всех операций для заготовки, начиная от фрезеровки до
обточки.
(9) Расширенное руководство по установке
Можно легко установить операции
обработки и проверить
точность обработанных заготовок с помощью функции
расширенного руководства по установке, которая может
выполнить все измерения, начиная от измерение коррекции
на инструмент до измерения заготовок в инструментах
станка.
(10) Поддержка широкого выбора типов станков, включая
токарные станки и центры обработки
MANUAL GUIDE i совместимо с токарными станками 1 - 3,
вертикальными и горизонтальными
центрами обработки и
наклонными центрами обработки, оснащенными головкой, с
осями 3 + 2. Оно также совместимо с инструментами
составных станков, способных выполнять обточку и
фрезеровку.
- 6 -
Page 43

II. ОСНОВНОЙ ЭКРАН И РАБОТА
Page 44

Page 45
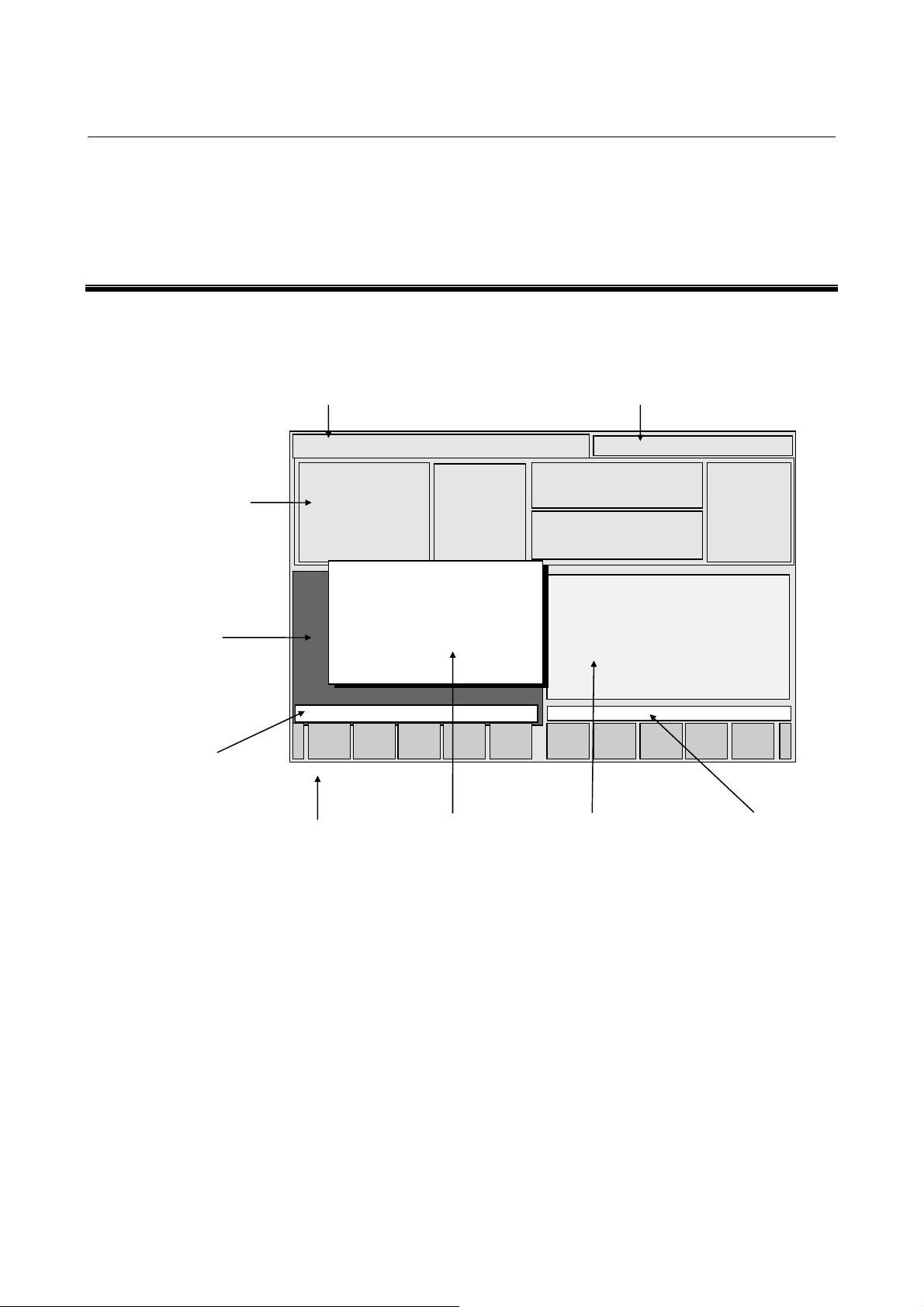
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 1. ОСНОВНОЙ ЭКРАН
1 ОСНОВНОЙ ЭКРАН
В MANUAL GUIDE i в основном для всех операций, начиная от
пробной обработки да фактической обработки, используется
только один экран "все в одном".
Окно индикатора
состояния
Окно графического
изображения
Окно
сообщений
Область заголовка
MANUAL GUIDE i
ФАКТИЧ.ПОЛ.
Дисплейные
клавиши
Всплывающее окно
(1) Область заголовка:
Всегда отображается заголовок MANUAL GUIDE i.
(2) Область состояния ЧПУ:
Отображаются следующие состояния ЧПУ:
• Режим
• Аварийное состояние
• Состояние сброса
• Фактическое время
РАССТ.ПЕРМ
ШПИНД.
ПОДАЧА ММ/МИН
ПРОГР.
Окно программы
или аварийной остановки
Область состояния ЧПУ
Номер
программы
и т.д.
Буфер ввода
- 9 -
Page 46
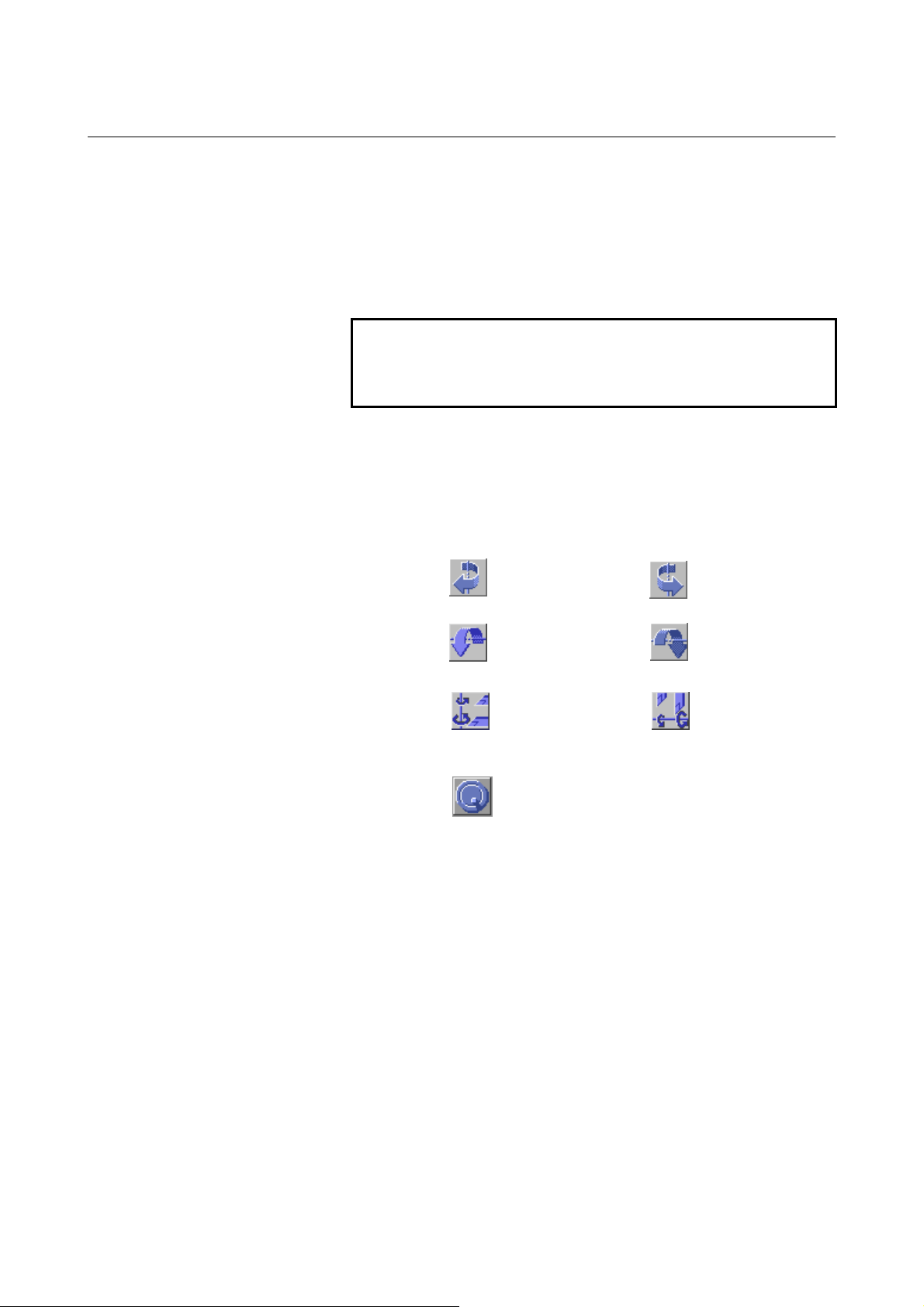
1. ОСНОВНОЙ ЭКРАН ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
(
(Обр
)
(
)
(3) Окно индикатора состояния:
Отображается следующая информация о ЧПУ.
• Фактическое положение станка
• Оставшееся расстояние перемещения действительного
блока
• Счетчик фактической скорости и нагрузки (для оси с
максимальной нагрузкой)
ПРИМЕЧАНИЕ
Возможно отображение фактической скорости в
подаче за оборот. (Относит. к биту 0 (FDS)
параметра ном. 14703.)
• Счетчик скорости вращения и нагрузки шпинделя
• Номер программы и номер процесса
• Значения команд во время автоматической операции
(M,S,T,F)
• Значки состояния станка
(a) Направление вращения шпинделя:
(b) Режим контроля постоянства скорости резания:
(c) Режим рукоятки:
(4) Окно графического изображения
При необходимости отображается следующий графический
чертеж.
•
Динамический чертеж с объемной моделью
(моделирование обработки)
• Чертеж траектории движения инструмента
(5) Окно программы
Отображается программа обработки.
(6) Всплывающее окно
По необходимости отображаются следующие дополнитель-
ные окна.
• Меню M-кодов
• Меню операторов фикс. формы
• Данные установки (система координат заготовки,
коррекция на инструмент, регистрация операторов фикс.
формы)
• Список программ
• Окно ввода данных для циклов обработки
Обычное/вертикальное
(Обычное/горизонтальное)
(Вкл./вертикальное)
Режим РУК.
атное/вертикальное
(Обратное/горизонтальное)
(Вкл./горизонтальное)
- 10 -
Page 47
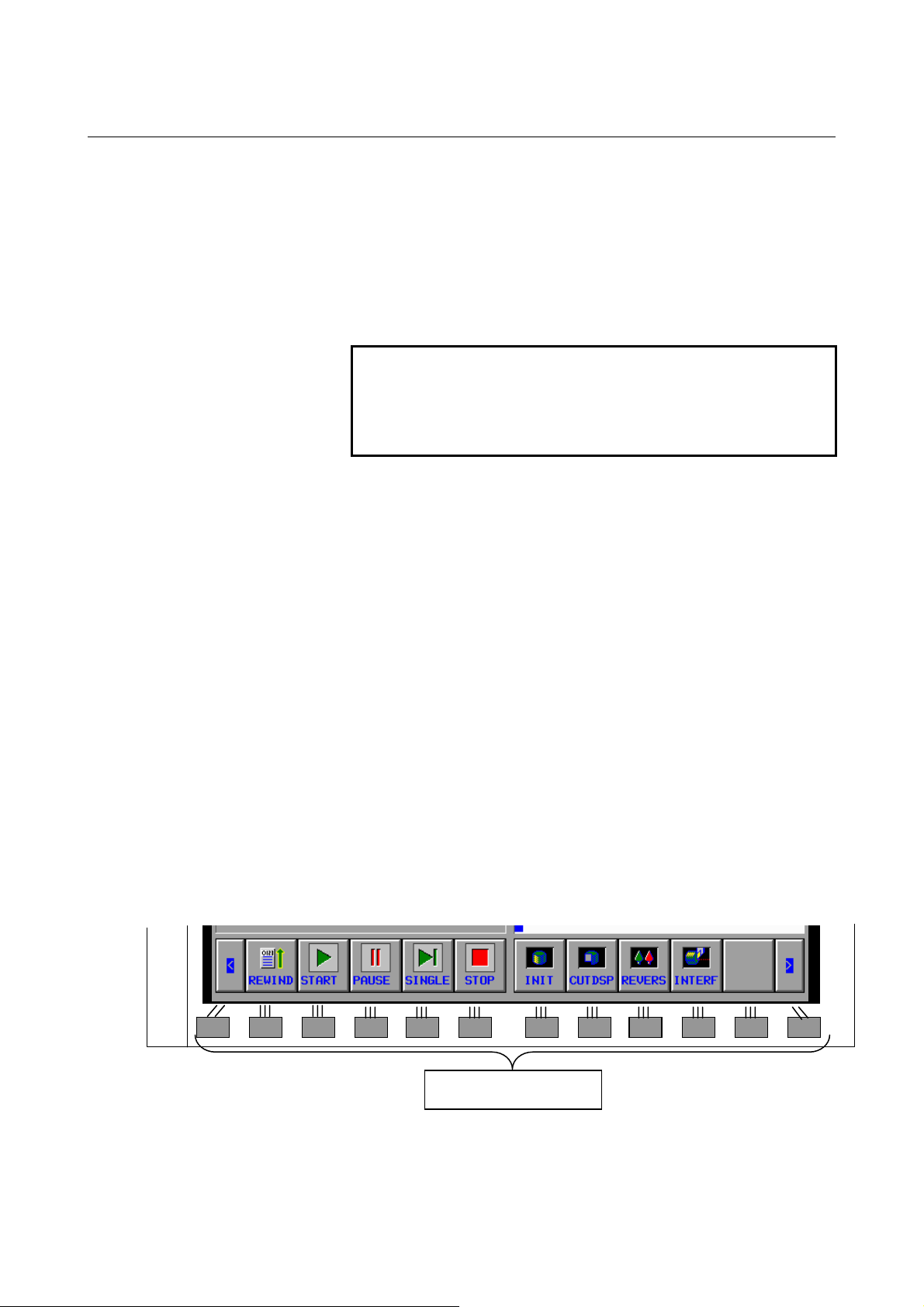
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 1. ОСНОВНОЙ ЭКРАН
(7) Буфер ввода
При необходимости отображаются комментарии к данным и
числовым данным ввода.
(8) Окно сообщений
При необходимости отображаются следующие сообщения.
• Значение слова, выделенного курсором (сообщение
мастера)
ПРИМЕЧАНИЕ
Можно отобразить два сообщения мастера
режима M/T в ЧПУ для составного токарного
станка. (Относит. к биту 2 (GDM) параметра
ном. 14703.)
• Значение выполняемого цикла обработки
• Содержание предупреждения и сигнала тревоги
(9) Дисплейные клавиши
По необходимости отображаются комментарии к следующим
дисплейным клавишам .
• Меню операций редактирования
• Меню циклов обработки
• Меню всплывающих окон
Замечание)
Дисплейные клавиши, описание которых дано в
руководстве, задаются для 12 клавиш, расположенных
под экраном, ЖК
примере.
Значение каждой дисплейной клавиши варьируется в
зависимости от выводимого на экран содержания, и
будет отображаться в соответствующей части каждой
клавиши.
Пример дисплейных клавиш)
Дисплейные клавиши
-дисплеем, как показано в следующем
- 11 -
Page 48
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
2 РЕДАКТИРОВАНИЕ ПРОГРАММ
Глава 2, "РЕДАКТИРОВАНИЕ ПРОГРАММ", включает в себя:
2.1 ОКНО ПРОГРАММЫ И РЕДАКТИРОВАНИЕ ....................13
2.2 СОЗДАНИЕ ПРОГРАММ ОБРАБОТКИ ...............................14
2.3 РЕДАКТИРОВАНИЕ В СПИСКЕ ПРОГРАММ...................15
2.4 ПОИСК ПРОГРАММЫ ОБРАБОТКИ, КОТОРАЯ
ДОЛЖНА БЫТЬ ОТРЕДАКТИРОВАНА ..............................20
2.5 ОСНОВНЫЕ ОПЕРАЦИИ РЕДАКТИРОВАНИЯ
ПРОГРАММЫ ОБРАБОТКИ ДЕТАЛЕЙ ..............................21
2.6 ПОИСК (ВПЕРЕД И НАЗАД) .................................................23
2.7 ВЫРЕЗАТЬ................................................................................24
2.8 КОПИРОВАТЬ .........................................................................25
2.9 ВСТАВИТЬ ...............................................................................25
2.10 УДАЛИТЬ .................................................................................25
2.11 ВСТАВКА ВВОДА С КЛАВИАТУРЫ. .................................26
2.12 ОТМЕНА, ПОВТОР
2.13 МЕНЮ M-КОДОВ....................................................................28
2.14 ПРЕДЛОЖЕНИЕ ФИКСИРОВАННОЙ ФОРМЫ ...............29
2.15 РЕГИСТРАЦИЯ НОВОГО ПРЕДЛОЖЕНИЯ
ФИКСИРОВАННОЙ ФОРМЫ ...............................................32
2.16 ФОНОВОЕ РЕДАКТИРОВАНИЕ ..........................................37
2.17 ПРИМЕЧАНИЯ ПО СОЗДАНИЮ ПРОГРАММ ..................38
. ................................................................27
- 12 -
Page 49
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
2.1
ОБРАТ.
НОВПРГ
ОКНО ПРОГРАММЫ И РЕДАКТИРОВАНИЕ
В MANUAL GUIDE i используется окно программы для ввода и
редактирования программ обработки (в формате кода ISO).
Оперирование окном программы выполняется с помощью
следующих дисплейных клавиш, отображение которых можно
вызвать, нажав несколько раз крайнюю левую дисплейную
клавишу [<] или крайнюю правую дисплейную клавишу [>].
ОТКР
[ОБРАТ.] : С помощью этой дисплейной клавиши происходит
[РАЗМСМ] : С помощью этой дисплейной клавиши окно про-
[НОМСТР] : С помощью этой дисплейной клавиши можно
[УСТАН.] : С помощью этой дисплейной клавиши открывается
Линейка прокрутки, отображаемая на правой границе окна
программы, показывает приблизительное положение курсора в
программе обработки.
Курсор перемещается в окне программы с помощью клавиш
перемещения курсора <←>, <↑>, <↓>, и <→>. При нажатии
клавиши перемещения курсора <→> курсор перемещается вправо
в блоке. Для перемещения курсора к следующему блоку
необходимо одновременно выбрать весь
конкретный адрес. При нажатии клавиши перемещения курсора
<←> происходит то же самое, что и в случае с клавишей
перемещения курсора <→>, за исключением направления
перемещения курсора.
Редактирование программы выполняется с помощью следующих
дисплейных клавиш, отображение которых можно вызвать, нажав
несколько раз крайнюю левую дисплейную клавишу [<]
крайнюю правую дисплейную клавишу [>].
ПОИСК↑ ПОИСК↓
Замечание)
В основном дисплейные клавиши располагаются в одну
РАЗМСМ
НОМСТР
возврат в начало
программы.
граммы увеличивается до полного размера экрана.
выбрать отображение номера строки в начале
каждого блока. Номер строки не заносится в память
в программе обработки.
окно установок.
O ПСК
КОП.
РЕЗ
строку. При нажатии крайней правой дисплейной клавиши
[>] отображаются дисплейные клавиши со смещением вправо
на 10 позиций. При нажатии крайней левой дисплейной
клавиши [<], отображаются дисплейные клавиши со
смещением влево на 10 позиций.
УДАЛИТЬ
УСТАН.
блок, а затем выбрать
КЛ.ВСТ
ВСТАВ
или
- 13 -
Page 50
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
2.2
НОВПРГ
НОВПРГ
СОЗДАНИЕ ПРОГРАММ ОБРАБОТКИ
ПЕР.К.
ПЕР.К.
ПСК↑ ПСК↓
ПСК↑ ПСК↓
O ПСК
КОП.
При нажатии дисплейной клавиши [НОВПРГ] отображается
показанное ниже окно создания программ.
СОЗДАТЬ НОВ.ПРОГР.
НОМ.НОВ.ПРОГР.
НАБЕРИТЕ НОВ.НОМ.ПРОГР.
Для окна создания программ отображаются следующие
дисплейные клавиши.
В этом окне введите номер программы с помощью цифровых
клавиш, а затем нажмите дисплейную клавишу [СОЗДАТЬ].
При нажатии дисплейной клавиши [СОЗДАТЬ] происходит
создание новой программы с только введенным
программы, и отображается в окне программ. В этом случае
отображаются следующие дисплейные клавиши для операций
редактирования.
O ПСК
КОП.
Дополнительно к вышеуказанной работе можно создать новую
программу обработки деталей с помощью ввода номера новой
программы после адреса "O", и нажав клавишу <ВСТАВ.>.
РЕЗ
РЕЗ
УДАЛИТ
УДАЛИТЬ
КЛ.ВСТ
СОЗД.
КЛ.ВСТ
ВСТАВ
ОТМЕНА
номером
ВСТАВ
- 14 -
Page 51
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
2.3
НОВПРГ
НОВ
РЕДАКТИРОВАНИЕ В СПИСКЕ ПРОГРАММ
ПЕР.К.
КОП.
ВРЕМ
ПСК↑ ПСК↓
При нажатии дисплейной клавишу [ПЕР.К] отображается окно со
списком зарегистрированных программ обработки.
При нажатии клавиши перемещения курсора <←> или <→>
можно выбрать тип сортировки (сортировка по номеру, по дате и
времени обновления или по размеру).
В окне отображаются следующие дисплейные клавиши. Их можно
использовать для редактирования, например, копирования
удаления программ обработки.
УДАЛИТЬ КОМРЕД
[НОВ] : С помощью данной дисплейной клавиши отобра-
[КОП] : С помощью этой дисплейной клавиши отобра-
[УДАЛИТЬ] : С помощью этой дисплейной клавиши выводится
[КОМРЕД] : С помощью этой дисплейной клавиши
[ПСК] : С помощью этой дисплейной клавиши отображается
O ПСК
ПОИСК
КОП.
РЕЗ
КАРТ.П
НСКУДЛ
жается окно создания программ, в котором можно
создавать программы обработки.
жается окно копирования программ. После ввода
номера программы с помощью цифровых клавиш
при нажатии дисплейной клавиши [КОП.] производится копирование
сообщение с вопросом, действительно ли вы
хотите удалить заданную программу. При нажатии
дисплейной клавиши [ДА] происходит удаление
заданной программы. При нажатии дисплейной
клавиши [НЕТ] производится отмена запроса на
удаление заданной программы.
выводится окно редактирования
(имени программы). Если переместить курсор с
помощью клавиши перемещения курсора <←> или
<→>, и ввести символ, используя клавиши РВД,
символ появится слева от курсора. С помощью
клавиши <ОТМ> можно удалить символ слева. При
нажатии дисплейной клавиши [ИЗМЕН.]
происходит изменение комментария.
окно
поиска программ. После ввода необходимого
номера программы в этом окне с помощью цифровых
клавиш, нажмите дисплейную клавишу [ПСК].
УДАЛИТЬ
ПОРСРТ
заданной программы.
КЛ.ВСТ
ВСТАВ
или
ОТКР
ЗАКР.
комментария
- 15 -
Page 52
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
[КАРТ.П] : Данная дисплейная клавиша активирует ввод/вывод
с карты памяти. См. главу 2, "ФУНКЦИЯ ВВОДА/
ВЫВОДА С КАРТЫ ПАМЯТИ", часть III для подробной информации о вводе/выводе с карты памяти.
[НСКУДЛ] : С помощью этой дисплейной клавиши можно одно-
временно удалить несколько программ. Для получения подробной информации см. подраздел 2.3.1,
"
Одновременное удаление нескольких программ".
[ПОРСРТ] : С помощью этой дисплейной клавиши можно
переключать порядок сортировки отображения
программ: либо в возрастающем порядке, либо в
убывающем порядке.
[ОТКР.] : Поместив курсор на программу, которую нужно
редактировать, с помощью клавиши перемещения
курсора <←> или <↓>, при нажатии этой
дисплейной клавиши происходит выбор программы
и закрывается
окно со списком. Затем опять
отображаются дисплейные клавиши, описанные в
начале данного подраздела.
[ЗАКР.] : С помощью этой дисплейной клавиши закрывается
окно списка программ.
[ВРЕМЯ] : Данная дисплейная клавиша запускает функцию
отображения времени обработки. Подробную информацию смотрите в разделе 3.7, "ОТОБРАЖЕНИЕ
ВРЕМЕНИ ОБРАБОТКИ".
2.3.1
Одновременное удаление нескольких программ
В окне ПЕР.К при нажатии дисплейной клавиши [НСКУДЛ]
отображается окно для поиска программы, которую необходимо
удалить.
ВЫБР.
ОТСВЫБ
ОБЛ.
ВЫБВСЕ
УДАЛИТ
ОТМЕНА
[ВЫБР.] : С помощью этой дисплейной клавиши происходит
выбор программы, которую необходимо удалить.
Поместите курсор на программу, которую
необходимо выбрать, и нажмите дисплейную
клавишу [ВЫБР.]. После выбора программы ее
фоновый цвет становится желтым.
[ОТСВЫБ] : С помощью этой дисплейной клавиши выполняется
отмена выбора программы. Поместите курсор на
программу, для которой необходимо выполнить
отмену выбора, и нажмите дисплейную клавишу
[ОТСВЫБ.]. После отмены выбора программы ее
фоновый цвет меняется с желтого на черно-белый.
- 16 -
Page 53

B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
[ОБЛ.] : С помощью этой дисплейной клавиши выбирается
диапазон. Поместите курсор на первую программу в
последовательности программ для выбора, нажмите
дисплейную клавишу [ОБЛ], а затем переместите
курсор на последнюю программу в последовательности программ. Цвет заданного диапазона
становится красным. После этого нажмите
дисплейную клавишу [ВЫБР.] для утверждения
диапазона. Цвет фона выбранных
программ
меняется с красного на желтый.
[ВЫБВСЕ] : С помощью этой дисплейной клавиши можно
выбрать все программы. При нажатии этой клавиши
происходит выбор всех программ в интересуемой
нас папке. Цвет фона выбранных программ
становится желтым.
[УДАЛИТЬ] : С помощью этой дисплейной клавиши удаляются
выбранные программы.
[ОТМЕН.] : С помощью этой дисплейной клавиши
одновременно выполняется отмена выбора всех программ в
интересующей нас папке. Цвет фона программ, для
которых выполнена отмена выбора, меняется с
желтого на черно-белый.
При нажатии дисплейной клавиши [ОТМЕН.] отображается
сообщение подтверждения в разделе сообщений окна для выбора
программ, которые необходимо удалить. В сообщении содержится
вопрос, действительно ли вы
хотите удалить выбранные
программы. Также отображаются [ДА] и [НЕТ] в виде дисплейных
клавиш. При нажатии дисплейной клавиши [ДА] происходит
удаление программ. При нажатии дисплейной клавиши [НЕТ]
происходит отмена запроса на их удаление, и опять отображаются
дисплейные клавиши для выбора диапазона.
ДА
НЕТ
2.3.2
Управление папкой списка программ (только для серии 30i/31i/32i )
Приведенное далее описание является спецификацией управления
папками в окне списка программ.
- 17 -
Page 54
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
2.3.2.1
2.3.2.2
Что отображается в списке программ?
(1) Имя
Соответствует условному номеру программы.
(2) Комментарий
Если размер комментария превышает размер области
отображения, часть комментария, которую невозможно
отобразить, дается в скобках (…).
(3) Время обновления программы (год, месяц, день, час, минуты)
(4) Размер программы (единица измерения - символ)
(5) [ВОЗВ. К ПАП. ВЫШ.]
(6) Атрибут программы (нужно ли редактировать интересую-
щую нас программу
Если программу невозможно редактировать, то буква "R"
отображается справа от имени программы.
)
Операции, добавленные к окну списка программ
(1) Изменение имени программы/папки
При нажатии дисплейной клавиши [ПЕРЕИМ.] отображается
окно [ИЗМЕНИТЬ ИМЯ ПРОГРАММЫ ИЛИ ИМЯ ПАПКИ].
(2) Детальная информация программы
При нажатии дисплейной клавиши [ДЕТАЛ.] отображается
окно [СВОЙСТВА ПРОГР.], в котором содержится
следующая информация.
<1> Имя программы (состоит максимум 32 символов)
(Примечание)
<2> Комментарий (состоит максимум 48 символов)
(Примечание)
<3> Время
<4> Размер программы (единица измерения - символ)
<5> Атрибут программы (нужно ли редактировать
обновления программы (год, месяц, день, час,
минуты, секунды)
интересующую нас программу)
ПРИМЕЧАНИЕ
Для серии 30i/31i/32i знаки нижнего регистра
можно использовать в именах программ и
комментариях.
(3) Организация программ
При нажатии дисплейной клавиши [КОНД.] происходит
организация программ.
(4) Изменение атрибута программы/папки (отключение
редактирования)
При нажатии дисплейной клавиши [WRPROT] происходит
циклическое изменение атрибута.
Программы, которые не возможно редактировать, отмечены
справа буквой "R".
- 18 -
Page 55
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
(5) Выбор устройств
При нажатии дисплейной клавиши [УСТРОЙСТВО]
отображается окно [ВЫБЕР.УСТР.].
После того, как было выбрано устройство при нажатии
дисплейной клавиши [ВЫБРАТЬ] отображается список
программ в выбранном устройстве.
См. также раздел 11.1, "ВЫБОР УСТРОЙСТВ", в части III
руководства пользователя "Серия 30i/31i/32i" (B-63944EN).
(6) Создание программ
Задается создание либо программ
, либо папок с помощью
выставления соответствующего флажка.
2.3.2.3
Операции, поддерживаемые сервером данных
(1) MANUAL GUIDE i обеспечивает поддержку редактирования
программ и операций программ на сервере данных.
Переключение устройств в окне списка программ позволяет
обращаться с программами на сервере данных так же, как и с
программами в памяти программ.
Далее приводятся отличия. Они соответствуют той же
спецификации, что и операции в окне ЧПУ.
Операция Память для
хранения программ
Создание программ Поддерживается Не поддерживается
Копирование
программ
Удаление программ Поддерживается Не поддерживается,
Переименование
программ
Ввод/вывод
на карту памяти
Поддерживается Не поддерживается,
Поддерживается Не поддерживается,
Поддерживается Не поддерживается
Сервер данных
если они уже выбраны
если они уже выбраны
если они уже выбраны
(2) Другие функции (например, установка и перенос на основе
FTP) на сервере данных выполняются в окне ЧПУ (окно
списка программ).
- 19 -
Page 56
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
2.4
НОВПРГ
ПОИСК ПРОГРАММЫ ОБРАБОТКИ, КОТОРАЯ ДОЛЖНА БЫТЬ ОТРЕДАКТИРОВАНА
ОТКР
ПСК↑
ПСК↓
O ПСК
КОП.
РЕЗ
УДАЛИТЬ
КЛ.ВСТ
После ввода номера программы с помощью цифровых клавиш при
нажатии дисплейной клавиши [О ПСК.] можно выбрать
программу.
При нажатии дисплейной клавиши [O ПСК] без ввода номера
программы приводит к выбору следующей программы.
При нажатии клавиши O на панели РВД происходит изменение
дисплейных клавиш на вышеуказанные, поэтому введите номер
программы для поиска
и нажмите дисплейную клавишу [O ПСК].
Другим способом можно выбрать программу в списке программ,
нажав дисплейную клавишу [ОТКР.] после размещения курсора
на номере программы, который необходимо выбрать.
Когда программа обработки деталей выбрана, содержание
программы обработки деталей отображается в окне программ, а
также выводятся вышеуказанные дисплейные клавиши.
ВСТАВ
- 20 -
Page 57
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
2.5
2.5.1
2.5.2
2.5.3
ОСНОВНЫЕ ОПЕРАЦИИ РЕДАКТИРОВАНИЯ ПРОГРАММЫ ОБРАБОТКИ ДЕТАЛЕЙ
Так как в MANUAL GUIDE i используется программа обработки
деталей формата ISO-кода, то доступно редактирование 1 слова,
минимальная единица программы и полученная из адреса, а также
числовые данные при использовании клавиш <ВСТАВ.>,
<ИЗМЕН.> и <УДАЛИТЬ>, которые располагаются на панели
РВД.
Ввод слова (клавиша <ВСТАВ.>)
Операции
(1) Выберите слово, перед которым необходимо вставить новое
слово, поместив на него курсор. Или же выберите блок, перед
которым необходимо вставить новое слово, поместив на него
курсор.
(2) Введите новое слово с помощью клавиш РВД. Можно
одновременно вводить несколько слов.
(3) Нажмите клавишу <ВСТАВ.>.
ПРИМЕЧАНИЕ
В случае, если бит 2 (C4E) параметра
установлен на 0, при перемещении курсора на слово в
блоке циклической обработки и попытке оператора
вставить новое слово, отображается предупреждение
с запросом для оператора подтвердить или отменить
выполнение.
Изменение слова (клавиша <ИЗМЕН.>)
Операции
(1) Выберите слово, которое необходимо изменить, поместив на
него курсор.
(2) Введите новое слово с помощью клавиш РВД. Можно
одновременно вводить несколько слов.
(3) Нажмите клавишу <ИЗМЕН.>.
Изменение числового значения слова (клавиша <ИЗМЕН.>)
Операции
(1) Выберите слово, которое необходимо изменить, поместив на
него курсор.
(2) Введите новые числовые данные только с помощью клавиш
РВД. Нельзя вводить несколько слов.
(3) Нажмите клавишу <ИЗМЕН.>.
ном. 14852
- 21 -
Page 58
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
2.5.4
Удаление слова (клавиша <УДАЛИТЬ>)
Операции
(1) Выберите слово, которое необходимо удалить, поместив на
него курсор.
(2) Нажмите клавишу <УДАЛИТЬ>.
ПРИМЕЧАНИЕ
1 При операции удаления в окне программы ЧПУ
не отображается сообщение с запросом
подтверждения на удаление слова.
2 Нельзя удалить номер программы, Oxxxx, и
конец программы, %.
2.5.5
2.5.6
Изменение блока (клавиша <ИЗМЕН.>)
Операции
(1) Выберите блок, который необходимо изменить, поместив на
него курсор.
(2) Введите новое слово с помощью клавиш РВД. Можно
одновременно вводить несколько слов.
(3) Нажмите клавишу <ИЗМЕН.>.
Удаление блока (клавиша <УДАЛИТЬ>)
Операции
(1) Выберите блок, который необходимо удалить, поместив на
него курсор.
(2) Нажмите клавишу <УДАЛИТЬ>.
2.5.7
Изменение номера программы (клавиша <ИЗМЕН.>)
Операции
(1) Выберите слово номера программы, Oxxxx, поместив курсор
на этом слове.
(2) Введите адрес "O" и новый номер программы с помощью
клавиш РВД.
(3) Нажмите клавишу <ИЗМЕН.>.
- 22 -
Page 59
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
2.6
НОВПРГ
ПОИСК (ВПЕРЕД И НАЗАД)
ОТКР
ПСК↑
ПСК↓
[ ]
O ПСК
После того, как была введена строка символов при помощи
клавиш РВД при нажатии дисплейной клавиши [ПСК↑] (поиск
назад) или [ПСК↓] (поиск вперед) выполняется поиск заданной
строки символов. Также можно выполнять поиск подстроки.
Если строка символов найдена, буфер ввода с кл. очищается, а
строка отображается в [ ] под дисплейными клавишами
[ПСК↓].
Эту отображаемую строку можно использовать для следующей
операции поиска. При нажатии только дисплейной клавиши
[ПСК↑] или [ПСК↓] без повторного ввода той же строки можно
снова и снова выполнять поиск этой строки.
КОП.
РЕЗ
УДАЛИТЬ
КЛ.ВСТ
ВСТАВ
[ПСК↑] и
- 23 -
Page 60
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
2.7
НОВПРГ
РЕЗ
ОТКР
ПСК↑
ПСК↓
УДАЛИТЬ
O ПСК
КОП.
РЕЗ
КЛ.ВСТ
При нажатии дисплейной клавиши [РЕЗ.] отображается
сообщение с запросом выбора диапазона данных для резания.
Прежде всего, выберите диапазон резания (выделив его желтым
цветом), с помощью клавиш перемещения курсора, а затем
нажмите дисплейную клавишу [РЕЗ.]. Данные, вырезаемые из
заданного диапазона, сохраняются в буфере обмена. Вставка
содержание из буфера обмена возможна в
другие места в
программе, а также в другие программы.
Буфер обмена представляет собой память, в которой можно
временно хранить содержание программы обработки деталей. При
нажатии дисплейной клавиши [РЕЗ.] или [КОПИР.], в нем
сохраняется содержание, выбранное с помощью курсора, а старое
содержание очищается. Содержание буфера обмена сбрасывается
при выключении питания ЧПУ.
Можно выбрать размер буфера обмена с помощью битов 4 (CLP1)
и 5 (CLP2) параметра ном. 14701.
Бит 4(CLP1)= 0, бит 5(CLP2)= 0: Устанавливается размер буфера
обмена равный 1024 байтам.
Бит 4(CLP1)= 1, бит 5(CLP2)= 0: Устанавливается размер буфера
обмена равный 2048 байтам.
Бит 4(CLP1)= 0, бит 5(CLP2)= 1: Устанавливается размер буфера
обмена равный 4096 байтам.
Бит 4(CLP1)= 1, бит 5(CLP2)= 1: Устанавливается размер буфера
обмена равный 8192 байтам.
ПРИМЕЧАНИЕ
Содержание буфера обмена сохраняется до
отключения питания или сохранения других
данных в буфере обмена. Поэтому содержание
буфера обмена можно использовать
неограниченное количество раз.
ВСТАВ
- 24 -
Page 61
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
2.8
НОВПРГ
КОПИРОВАНИЕ
ОТКР
ПСК↑
ПСК↓
КЛ.ВСТ
УДАЛИТЬ
O ПСК
КОП.
РЕЗ
ВСТАВ
При нажатии дисплейной клавиши [КОП.] отображается
сообщение с запросом выбора диапазона данных для копирования.
Прежде всего, выберите диапазон копирования (выделив его
желтым цветом), с помощью клавиш перемещения курсора, а
затем нажмите дисплейную клавишу [КОП.]. Данные,
копируемые из заданного диапазона, сохраняются в буфере
обмена. Вставка содержание из буфера обмена возможна в
другие
места в программе, а также в другие программы.
ПРИМЕЧАНИЕ
После того, как был выбран диапазон данных
для копирования, курсор помещается обратно
на первый блок в выбранном диапазоне, если
параметр CEB (ном. 14705#1) = 0 или на
последний блок, если CEB (ном. 14705#1) = 1.
2.9
НОВПРГ
2.10
НОВПРГ
ВСТАВКА
ОТКР
ПСК↑
УДАЛИТЬ
ОТКР
ПСК↑
ПСК↓
O ПСК
КОП.
РЕЗ
УДАЛИТЬ
КЛ.ВСТ
При нажатии дисплейной клавиши [ВСТАВ] производится
вставка содержания буфера обмена сразу же за текущим
положением курсора. Содержание буфера обмена сохраняется.
ПСК↓
УДАЛИТЬ
O ПСК
КОП.
РЕЗ
КЛ.ВСТ
При нажатии дисплейной клавиши [УДАЛИТЬ] отображается
сообщение с запросом выбора диапазона данных для удаления.
Прежде всего, выберите диапазон удаления (выделив его желтым
цветом), с помощью клавиш перемещения курсора, а затем
нажмите дисплейную клавишу [УДАЛИТЬ]. Выводится
сообщение с вопросом, действительно ли вы хотите удалить
выбранные данные. При нажатии дисплейной клавиши
происходит удаление данных.
Удаленные данные не сохраняются в буфере обмена. В буфере
обмена хранится предыдущее содержание.
ВСТАВ
ВСТАВ
[ДА]
- 25 -
Page 62
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
2.11
НОВПРГ
ВСТАВКА ВВОДА С КЛАВИАТУРЫ
ОТКР
ПСК↑
ПСК↓
O ПСК
При нажатии дисплейной клавиши [КЛ.ВСТ] выполняется
копирование содержания выбранного диапазона (выделено
желтым) при помощи курсора в буфер ввода с кл.
При помощи клавиш перемещения курсора <←> и <→> можно
перемещать курсор в буфере ввода с кл., так что можно разместить
символ, вводимый с помощью клавиши РДВ, непосредственно
перед
курсором. При нажатии клавиши <ОТМ.> выполняется
удаление символа слева от курсора.
Строки символов в буфере ввода с кл. можно использовать так же,
как и при простом редактировании. При нажатии клавиши
<ИЗМЕН.>, например, происходит замена текущего содержания в
программе, выбранного с помощью курсора, на текущее
содержание буфера ввода с кл. При
производится вставка содержания буфера ввода с кл. сразу же за
содержанием, выбранным с помощью курсора, в программе.
При нажатии клавиши <ОТМ.> после <СМЕЩ.> выполняется
сброс содержания буфера ввода с кл.
ПРИМЕЧАНИЕ
Использование вставки ввода с кл. позволяет
легко менять очень длинные программы
комментариев и части блока программ
пользовательских макросов.
КОП.
РЕЗ
УДАЛИТЬ
КЛ.ВСТ
ВСТАВ
нажатии клавиши <ВСТАВ.>
- 26 -
Page 63
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
2.12
G-ПРОД
ОТМЕНА, ПОВТОР
ОТМ.
ПОВТ
Нажатие дисплейной клавиши [ОТМ.] во время редактирования в
режиме РВД, режиме РЕД. или режиме ПАМ. может привести к
отмене (отм.) операции редактирования программы при помощи
MANUAL GUIDE i. При нажатии дисплейной клавиши [ПОВТ.]
можно отменить (повторить) отмену операции. Эту функцию
можно использовать, например, если блок был удален по ошибке.
УСТАН.
ЗАД.ЗАГ
КОРT
ПРИМЕЧАНИЕ
1 Перед тем как использовать функции отмена и
повтора с MANUAL GUIDE i, необходимо установить размер буфера для хранения операций в
параметре ном. 14861. Если в этом параметре
установлен 0, то выделяется буфер 5-KB.
2 Функции отмены и повтора можно использовать
для операций редактирования в выбранной
программе. Это значит, что невозможно
отменить создание новой программы и удаление
программы, также нельзя выполнить отмену
редактирования буфера ввода с кл.
3 При переключении отображения экрана или
выполнении операции по открытию программы
буфер очищается.
- 27 -
Page 64
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
2.13
ЗАП.
МЕНЮ M-КОДОВ
ЦИКЛ
КОН
При многократном нажатии крайней левой дисплейной
клавиши [<] или крайней правой дисплейной клавиши [>]
отображается дисплейная клавиша [М-КОД]:
ЦИКОБР
ИЗМЕН
ФИГУРА
M КОД
ФИКФРМ
При нажатии дисплейной клавиши [М-КОД] отображается меню
М-кодов.
Для меню М-кодов выводятся следующие дисплейные клавиши.
ВСТАВ.
ВСТ+;
ОТМЕНА
Выберите группу М-кодов при помощи клавиш перемещения
курсора <←> и <→>, а
затем выберите М-код из группы М-кодов
при помощи клавиш перемещения курсора <↑> и <↓>.
При нажатии дисплейной клавиши [ВСТАВ.] производится
вставка выбранного М-кода сразу же за местоположением курсора
в программе. При нажатии дисплейной клавиши [ВСТАВ.+;]
производится одновременная вставка К Б сразу же за М-кодом.
При непрерывном
вводе М-кода и нажатии дисплейной клавиши
[ВСТАВ.+;] в конце можно ввести несколько М-кодов в один
блок.
Если М-код выбран в окне программ с помощью курсора, при
нажатии дисплейной клавиши [ИЗМЕН.] отображается меню
М-кодов, в котором можно выбрать другой М-код.
ПРИМЕЧАНИЕ
1 Во многих случаях М-коды в меню М-кодов
устанавливаются для инструмента станка
изготовителем. Поэтому существуют разные
меню М-кодов в зависимости от инструмента
станка.
2 Если бит 4 (MCD) параметра ном. 14850
установлен на 1, то меню М-кодов отключается.
- 28 -
Page 65
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
2.14
2.14.1
ЗАП.
ПРЕДЛОЖЕНИЕ ФИКСИРОВАННОЙ ФОРМЫ
Предложение фиксированной формы
При многократном нажатии крайней левой дисплейной
клавиши [<] или крайней правой дисплейной клавиши [>]
отображается дисплейная клавиша [ФИКФРМ] для фрезерования
или обточки:
Однако существует случай, когда отображается одна из них в
зависимости от конструктивного исполнения станка, для
получения детальной информации см. документацию
изготовителя станка.
Если дисплейная клавиша [ФИКФРМ] отображается вместе с
ЦИКЛ
КОН
меню
отображается меню предложений фикс. формы для фрезеровки.
Если дисплейная клавиша [ФИКФРМ] отображается вместе с
меню дисплейных клавиш обточки, при ее нажатии отображается
меню предложений фикс. формы для обточки.
Для меню предложений фиск. формы выводятся следующие
дисплейные клавиши.
Выберите группу предложений фиск. форм с помощью клавиш
перемещения курсора <←> и <→>, а затем выберите предложение
фикс. формы из группы предложений фикс. форм с помощью
клавиш перемещения курсора <↑> и <↓>.
При нажатии дисплейной клавиши [ВСТАВ.] производится
вставка выбранного предложения фикс. формы сразу же за
местоположением курсора в программе.
Данная
программ обработки, которые можно часто использовать.
Как и в следующем примере можно зарегистрировать
предложение фикс. формы, в котором незаданные данные
заменяются на специальный символ, например "?".
дисплейных клавиш фрезеровки, при ее нажатии
ИЗМЕНЦИКОБР
ФИГУРА
функция облегчает ввод схем (предложений фикс. формы)
1. ЗАМЕНА ИНСТРУМЕНТА
G28 G91 X0. Y0. ;
G28 Z0. ;
T? ;
M03 S? ;
M КОД
ФИКФРМ
ОТМЕНАВСТАВ.
- 29 -
Page 66
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
Если предложение фикс. формы, в которое входит такой
специальный символ, вставляется в программу обработки деталей,
выводится предупреждение для того, чтобы оператор ввел
заданные данные.
При вводе фактически используемых данных и нажатии
<ИЗМЕН.> можно выполнить корректировку программы
обработки деталей.
Этот специальный символ выделяется красным цветом в окне
программ.
Этот специальный
помощью установки соответствующих параметров.
Установите код ASCII в десятичном значении специального
символа в параметр ном. 14860. Если для этого параметра
устанавливается 0, то в качестве специального символа
используется "?".
Установите код цвета отображения в параметре ном. 14480 в
форме "AABBCC". AA - значение красного цвета, BB -значение
зеленного цвета и CC-синий цвет. Если
устанавливается 0, то символ отображается в красном цвете.
символ и цвет отображения можно изменить с
для этого параметра
ПРИМЕЧАНИЕ
1 Во многих случаях предложения фикс. формы в
меню предложений фикс. формы
устанавливаются для инструмента станка
изготовителем. Поэтому существуют разные
меню предложений фикс. формы в зависимости
от инструмента станка.
Операторы могут вносить изменения и
добавления в меню. Для получения детальной
информации смотрите описание [УСТАНОВ.].
2 Предложения фикс. формы команд запуска и
завершения можно вызывать по отдельности из
группы предложений фикс. формы при помощи
соответственно, [ЗАП.] и [ЗАВ.].
- 30 -
Page 67
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
2.14.2
Команда запуска
ЗАП.
ЦИКЛ
КОН
ЦИКИЗМ
ИЗМЕН
ФИГУРА
M КОД
ФИКФРМ
При нажатии дисплейной клавиши [ЗАП.] отображается меню
предложений фикс. формы команд запуска.
Выберите предложение фикс. формы при помощи клавиш
перемещения курсора <↑> и <↓>.
При нажатии дисплейной клавиши [ВСТАВ.] производится
вставка выбранного предложения фикс. формы сразу же за
текущим местоположением курсора в программе.
Данная операция облегчает ввод схем (предложений фикс
. формы)
программ обработки, которые часто используются в запуске
программы обработки.
ПРИМЕЧАНИЕ
Во многих случаях предложения фикс. формы в
меню предложений фикс. формы
устанавливаются для инструмента станка
изготовителем. Поэтому существуют разные
меню предложений фикс. формы в зависимости
от инструмента станка.
Операторы могут вносить изменения и
добавления в меню. Для получения детальной
информации смотрите описание [УСТАНОВ.].
2.14.3
ЗАП.
Команда завершения
ЦИКЛ
КОН
При нажатии дисплейной клавиши [ЗАВ.] отображается меню
предложений фикс. формы команд завершения.
Выберите предложение фикс. формы при помощи клавиш
перемещения курсора <↑> и <↓>.
При нажатии дисплейной клавиши [ВСТАВ.] производится
вставка выбранного предложения фикс. формы сразу же за
текущим местоположением курсора в программе.
Данная операция облегчает ввод схем (предложений фикс.
программ обработки, которые часто используются в запуске
программы обработки.
ЦИКИЗМ
ИЗМЕН
ФИГУРА
ФИКФРМ
M КОД
формы)
- 31 -
Page 68
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
2.15
ПРЕ ЧУ
РЕГИСТРАЦИЯ НОВОГО ПРЕДЛОЖЕНИЯ ФИКСИРОВАННОЙ ФОРМЫ
Отображение дисплейной клавиши [УСТАН.] для открытия окна
установки возможно во всех режимах, например, ПАМ., РЕД.,
РВД и в ручном режиме.
При многократном нажатии крайней левой дисплейной
клавиши [<] или крайней правой дисплейной клавиши [>]
отображаются дисплейные клавиши, включая [УСТАН.]
Пример дисплейных клавиш режима ПАМ.)
ЗАД.ЗАГ
КОРT
При нажатии дисплейной клавиши [УСТАН.] отображается окно
данных
установки.
После выбора меню "РЕГИСТР. ПРЕДЛОЖ. ФИКС. ФОРМЫ
ДЛЯ ФРЕЗЕР." с помощью курсора, при нажатии дисплейной
клавиши [ВЫБР.] отображается окно установки данных.
С помощью аналогичных операций можно отобразить окно для
обточки.
При помощи "ПРЕДЛОЖ. ФИКС. ФОРМЫ ДЛЯ ФРЕЗЕР.",
вызываемого дисплейной клавишей [ФИКФРМ], которая
отображается вместе с меню фрезеровки, можно изменить
содержание выбранного предложения фикс. формы или добавить
новое предложение.
При выборе "ПРЕДЛОЖ. ФИКС. ФОРМЫ ДЛЯ ФРЕЗЕР."
отображается следующее окно.
При выборе "ПРЕДЛОЖ.ФИКС. ФОРМЫ ДЛЯ ТОК.ОБР."
отображается следующее окно.
ПРИМЕЧАНИЕ
1 Содержание меню предложений фикс. формы,
отображаемое на вкладке для
содержанию, отображаемому в меню "ЗАП.". Для
получения детальной информации см. подраздел
2.14.2, "Команда запуска".
2 Содержание меню предложений фикс. формы,
отображаемое на вкладке для "ФОРМ5", аналогично
содержанию, отображаемому в меню "ЗАВ.". Для
получения детальной информации см. подраздел
2.14.3, "Команда завершения".
3 Если бит 3 (PRT) параметра ном. 14850 равен ‘1’,
активируется запрет регистрации предложений
фикс.
формы с помощью клавиши защиты памяти.
"ФОРМ1", аналогично
УСТАН.
- 32 -
Page 69
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
2.15.1
Регистрация нового предложения фиксированной формы
Если на экране отображается окно РЕГИСТР. ПРЕДЛОЖ.ФИКС.
ФОРМЫ ДЛЯ ФРЕЗЕР. / ОБТ., то выводятся следующие
дисплейные клавиши.
НОВ
ИЗМЕН
УДАЛИТЬ
СТАНД
ВЫВОД
ВВОД
При нажатии дисплейной клавиши [НОВ.] отображается окно для
регистрации нового предложения фикс. формы. Одновременно
появляются следующие дисплейные клавиши:
См. раздел 2.3, "ВВОД/ВЫВОД ПРЕДЛОЖЕНИЙ ФИКС.
ФОРМЫ С КАРТЫ ПАМЯТИ", в части III, для пояснений
относительно
дисплейных клавиш [ВЫВОД] и [ВВОД].
КОП.
ВСТАВ
ВСТАВ.
Поместите курсор на элемент "ЗАРЕГИСТРИРОВАННОЕ ИМЯ"
с клавиатуры РВД введите имя предложения фикс. формы,
которое необходимо зарегистрировать, затем нажмите клавишу
<ВВОД> для ввода имени.
Затем поместите курсор на элемент "ЗАРЕГИСТРИРОВАННОЕ
ПРЕДЛОЖЕНИЕ" с клавиатуры РВД введите предложениe фикс.
формы, нажмите клавишу <ВВОД>, затем нажмите
клавишу [ВСТАВ.] или [ДОБ]. Так можно зарегистрировать новое
предложение фикс. формы.
[КОП] : Выберите все зарегистрированные имена или
предложения фикс. формы и скопируйте их в
буфер обмена.
[ВСТАВ.] : Вставьте содержание буфера обмена. Можно
заранее скопировать часть редактируемой программы обработки в буфер обмена, затем можно
его использовать, например, для
"ЗАРЕГИСТРИРОВАННОЕ ПРЕДЛОЖЕНИЕ."
[ВСТАВ.] : Добавьте имя нового предложения фикс. формы
для регистрации непосредственно перед элементом,
размещенным курсором, если нажимается [НОВ.].
Номер меню каждого последующего предложения
фикс. формы увеличивается на единицу.
[ДОБ.] : Добавьте имя нового предложения фикс. формы,
которое нужно зарегистрировать, в конце уже
зарегистрированного меню.
[ОТМЕНА] : Отмена операции
регистрации.
В МЕНЮ
ДОБ
ОТМЕНА
дисплейную
копирования в
- 33 -
Page 70
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
ПРИМЕЧАНИЕ
1 Можно выбрать следующие установки для числа
предложений фикс. формы на вкладке и для
макс. числа символов предложения фикс.
формы.
<1> Число предложений фикс. формы на одной
вкладке равно 10, а макс. число символов
предложения фикс. формы - 128.
<2> Число предложений фикс. формы на одной
вкладке равно 5, а макс. число символов
предложения фикс. формы - 256.
2 Число символов предложения фикс. формы
увеличивается до 256, если бит 4 (CFF)
параметра ном. 14852 = 1.
3 Необходимо вновь включить питание, если
изменяется вышеуказанный параметр. И после
этого предложения фикс. формы будут
инициализированы при запуске станка.
- 34 -
Page 71
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
2.15.2
Изменение предложения фиксированной формы
НОВ
2.15.3
ИЗМЕН
УДАЛИТЬ
СТАНД
ВЫВОД
ВВОД
Поместите курсор на имя предложения фикс. формы, которое
нужно изменить, и нажмите дисплейную клавишу [ИЗМЕН.ER].
Появится окно для изменения предложения фикс. формы.
После отображения вышеуказанного окна, появляются
следующие дисплейные клавиши:
КОП.
ВСТАВ
В элементах "ЗАРЕГИСТРИРОВАННОЕ ИМЯ" и
"ЗАРЕГИСТРИРОВАННОЕ ПРЕДЛОЖЕНИЕ" отображается
содержание выбранного предложения фикс. формы.
Выберите элемент с помощью клавиш перемещения курсора <↑>
и <↓>, выберите часть, которую нужно изменить, с помощью
клавиш перемещения курсора <←> и <→>, затем введите новую
цепочку
символов с клавиатуры РВД. Эта цепочка символов
вставляется сразу же за курсором.
С помощью клавиши <ОТМ.> можно удалить предыдущую
цепочку символов знак за знаком.
Так же, как и при регистрации можно использовать дисплейные
клавиши [КОП.] и [ВСТАВ.].
После изменения "ЗАРЕГИСТРИРОВАННОГО ИМЕНИ" и
"ЗАРЕГИСТРИРОВАННОГО ПРЕДЛОЖЕНИЯ" нужно нажать
клавишу <ВВОД> в конце
процесса изменений.
При нажатии дисплейной клавиши [ИЗМЕН.] происходит замена
исходного предложения фикс. формы на новое предложение фикс.
формы.
Удаление предложения фиксированной формы
ИЗМЕН
В МЕНЮ
ОТМЕНА
НОВ
ИЗМЕН
УДАЛИТЬ
СТАНД
ВЫВОД
ВВОД
Поместите курсор на имя предложения фикс. формы, которое
нужно удалить, и нажмите дисплейную клавишу [УДАЛИТЬ].
После отображается сообщение с вопросом о подтверждении
операции удаления. Если нажимается дисплейная клавиша [ДА],
то предложение фикс. формы удаляется.
При нажатии дисплейной клавиши [НЕТ] происходит отмена
операции удаления.
- 35 -
В МЕНЮ
Page 72
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
2.15.4
Инициация стандартных предложений фиксированной формы
НОВ
ИЗМЕН
УДАЛИТЬ
СТАНД
ВЫВОД
ВВОД
Изготовитель станка может выполнять заводскую установку
определенных предложений фикс. формы в качестве стандартных
предложений фикс. формы. Подробные сведения см. в
соответствующем руководстве, изданном изготовителем станка.
В этом случае предложения фикс. формы сохраняются в качестве
исходных данных в области памяти, из которой удаление данных
невозможно.
Можно использовать дисплейную клавишу [СТАНД.]
восстановления исходного состояния заводской установки,
выполняемой изготовителем станка.
ПРИМЕЧАНИЕ
1 При инициализации предложений фикс. формы
предложения, происходит удаление всех
предложений, которые были введены или
изменены до настоящего времени; поэтому
необходимо действовать осторожно.
2 Также если изготовитель станка считывает
предложения фикс. формы в память, то прежде
всего, требуется инициализация при помощи
[СТАНД.].
При нажатии дисплейной клавиши [СТАНД.] отображается
сообщения с запросом подтверждения инициализации. При
нажатии дисплейной клавиши [ДА] инициализация выполняется.
При нажатии дисплейной клавиши [НЕТ] происходит отмена
инициализации.
В МЕНЮ
для
- 36 -
Page 73
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 2. РЕДАКТИРОВАНИЕ ПРОГРАММ
2.16
2.16.1
ОБРАТ.
2.16.2
2.16.3
ФОНОВОЕ РЕДАКТИРОВАНИЕ
Во время фактического выполнения обработки на станке можно
редактировать содержание другой программы обработки деталей.
Запуск фонового редактирования
ПЕР.К.
Ф.РЕД. N ПСК
O ПСК
ФАКПОЛ
ПРЕЗАД
В режиме MEM при нажатии дисплейной клавиши [Ф.РЕД.]
происходит переключение с экрана отображения на экран
фонового редактирования, и выводится окно списка программ.
Переместите курсор на программу обработки, которую нужно
редактировать, с помощью клавиш перемещения курсора, затем
выберите программу обработки, нажав дисплейную клавишу
[ОТКР.].
Завершение фонового редактирования
Во время фонового редактирования при многократном нажатии
крайней левой дисплейной клавиши [<] или крайней правой
дисплейной клавиши [>] отображаются дисплейные клавиши,
включая [ЗАВФР]
При нажатии дисплейной клавиши [ЗАВФР] происходит закрытие
экрана фонового редактирования и возвращение отображения к
окну автоматической работы.
ПРИМЕЧАНИЕ
Переключение режимов ЧПУ во время фонового
редактирования может привести к прекращению
процесса фонового редактирования.
Операции во время фонового редактирования
Операции во время фонового редактирования в основном те же,
что и операции редактирования в режиме РЕД. Однако обращаем
ваше внимание на то, что использование некоторых операций
ограничено.
СПСИЗМ
МАШЧРТ
АНГИНС
ЗАВФР
- 37 -
Page 74
2. РЕДАКТИРОВАНИЕ ПРОГРАММ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
2.17
2.17.1
ПРИМЕЧАНИЯ ПО СОЗДАНИЮ ПРОГРАММ
Необходимо учитывать данные примечания при создании
программы, как описано ниже. Прочтите эти примечания прежде,
чем создавать программу.
Общие примечания по программам обработки
(1) Используйте форму кодов ISO (команды G-кодов) в
основном для программы обработки. Введите команду для
простого движения непосредственно с G-кодом и
воспользуйтесь циклической обработкой для сложной
обработки.
(2) Введите напрямую команду замены инструмента, включая
вызов следующего инструмента с помощью, например Т-кода
и М-кода, или с помощью вызова подпрограммы,
подготовленного изготовителем
соответствующее руководство оператора изготовителя
станка.
(3) Введите напрямую команду коррекции инструмента по длине,
используемую в центре обработки, с помощью G-кода,
например G43.
(4) Для замены инструментов или коррекции инструмента по
длине повторно вводится аналогичная команда. Таки образом,
эту команду можно легко ввести, зарегистрировав заранее
предложение фикс. формы.
(5) MANUAL GUIDE i
которой количество символов в блоке превышает 199.
Выбор программы с блоком из 200 или более символов
(включая пробелы) приведет к появлению сообщения "БЛОК
ПРЕВ. МАКС. РАЗМЕР", тем самым отключая дальнейшее
редактирование.
не поддерживает работу с программой, у
станка, со ссылкой на
- 38 -
Page 75
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
3 МОДЕЛИРОВАНИЕ ОБРАБОТКИ
Выберите режим ПАМ. на панели оператора станка.
Если нажимается дисплейная клавиша [МОДЕЛИР.], выводится
окно ДИНАМ.-МОДЕЛИР. (динамический чертеж) со
следующими дисплейными клавишами:
ОБРАТ.
ОБРАТ.
ЗАП.
ЗАП.
ПРОЦЕС ЕДИНИЧ
Если нажимается дисплейная клавиша [ТРАЕИН], выводится окно
МОДЕЛИР.- ТР. ДВИЖ. ИНСТ. (динамический чертеж) со
следующими дисплейными клавишами:
ПРОЦЕС ЕДИНИЧ
При нажатии дисплейной клавиши [ДИНАМ.] выполняется опять
выбор режима
чертеж).
В моделировании обработки (динамическая траектория движения
инструмента) при нажатии дисплейной клавиши [ГРПВЫК]
возобновляется окно режима ПАМ.
ОСТ.
ОСТ.
ПЕРВ
ОТБ.
ОТБРЕЗ
НЕ ОТБ
ИНТЕРФ
ОЧИСТ
для моделирования обработки (динамический
ГРПВЫКТРАЕИН
ГРПВЫКДИНАМ.
- 39 -
Page 76
3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
3.1
ОБРАТ.
РЕДАКТИРОВАНИЕ СО СПИСКОМ ПРОГРАММ
ПЕР.К.
Ф.РЕД.
N ПСК
O ПСК
ФАКПОЛ
ПРЕЗАД
При нажатии дисплейной клавиши [ПЕР.К.] отображается окно со
списком зарегистрированных программ обработки.
Появляются следующие дисплейные клавиши, с которыми можно
выбирать программы обработки.
ПОИСК
[ПСК] : Появляется окно для поиска программ. Введите
номер программы, которую необходимо найти, при
использовании цифровых клавиш, затем нажмите
дисплейную клавишу [ПСК]. Окно поиска можно
закрыть
с помощью дисплейной клавиши [ОТМ.].
[ОТКР.] : После выполнения операции поиска или
перемещения курсора к необходимому номеру
программы при помощи клавиш перемещения
курсора <↑> и <↓>, нажмите дисплейную клавишу
[ОТКР.]. Программа будет выбрана.
[ОТМ.] : Закройте окно списка.
[ПОРСРТ] : С помощью этой дисплейной клавиши можно
переключать порядок сортировки отображения
программ: либо
убывающем порядке.
СПСИЗМ
ПОРСРТ
в возрастающем порядке, либо в
МАШЧРТ
ОТКР
АНГИНС
ОТМЕНА
3.2
ОБРАТ.
ПОИСК НОМЕРА ПОСЛЕДОВАТЕЛЬНОСТИ В ПРОГРАММЕ
ПЕР.К.
Ф.РЕД.
N ПСК
O ПСК
ФАКПОЛ
ПРЕЗАД
Если вводится номер последовательности для поиска с помощью
цифровых клавиш, а затем нажимается дисплейная клавиша
[N ПСК], то можно выполнять поиск блока с номером
последовательности.
При нажатии дисплейной клавиши [N ПСК] без ввода каких-либо
данных поиск номера последовательности (N) выполняется
последовательно.
Если номер последовательности не найден, выводится
предупреждение. Его можно убрать,
- 40 -
СПСИЗМ
нажав любую клавишу.
МАШЧРТ
АНГИНС
Page 77
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
3.3
ОБРАТ.
3.4
ОБРАТ.
ВЫБОР ПРОГРАММЫ ДЛЯ МОДЕЛИРОВАНИЯ ОБРАБОТКИ
ПЕР.К.
Ф.РЕД.
N ПСК
O ПСК
ФАКПОЛ
ПРЕЗАД
СПСИЗМ
Когда с помощью цифровых клавиш вводится номер программы,
которую необходимо выбрать, и затем нажимается дисплейная
клавиша [O ПСК], происходит выбор программы с номером и
отображается в окне программы.
При нажатии дисплейной клавиши [O ПСК] без ввода кода
выбирается следующая программа.
ПРИМЕЧАНИЕ
Если бит 3 (OSR) параметра ном. 3202 установлен на
"1", при нажатии дисплейной клавиши [O ПСК] без
ввода данных выбор следующей программы не
происходит.
ПЕРЕМОТКА ПРОГРАММЫ
ПЕР.К.
Ф.РЕД.
N ПСК
O ПСК
ФАКПОЛ
ПРЕЗАД
При нажатии дисплейной клавиши [ОБРАТ.] можно вернуться к
началу выбранной программы.
СПСИЗМ
МАШЧРТ
МАШЧРТ
АНГИНС
АНГИНС
3.5
УСТАНОВКА ДАННЫХ ДЛЯ МОДЕЛИРОВАНИЯ ОБРАБОТКИ
Если возможно выполнение моделирования обработки
(динамический чертеж), то необходимо установить фигуру
заготовки и форму инструмента. Эти динамические данные
должны быть установлены в блоке ОПРЕДЕЛЕНИЕ ЧЕРТЕЖА,
который нужно ввести в программу обработки.
Для отображения окна ввода данных ОПРЕДЕЛЕНИЕ ЧЕРТЕЖА
нажмите [ЗАПУСК] в меню дисплейных клавиш для
редактирования программ обработки.
(1)
Определение материалов
Выберите вкладку [ЗАГОТ.].
(2) Определение инструментов
Выберите вкладку [ИНСТР.].
(3) Выбор шпинделя
Выберите вкладку [ВЫБ. ШПИНД.].
- 41 -
Page 78
3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
ОПРЕДЕЛЕНИЕ ЧЕРТЕЖА
Блок формы
заготовки
Блок
произвольной
фигуры
заготовки
Блок
произвольной
фигуры
заготовки
(вокруг X)
Блок
определения
инструментов
Блок выбора
шпинделя
G1902 Сплошной прямоугольник
G1900 Колонна
G1906 Колонна (вокруг X)
G1901 Колонна с отверстием
G1907 Колонна с отверстием (вокруг X)
G1903 Многоугольник
G1904 Многоугольник с отверстием
G1970 Начальная точка
G1971 Линия
G1972 Дуга (по ч. с.)
G1973 Дуга (против ч. с.)
G1974 Снятие фасок
G1975 Скругление углов
G1976 Конец
G1970 Начальная точка
G1971 Линия
G1972 Дуга (по ч. с.)
G1973 Дуга (против ч. с.)
G1974 Снятие фасок
G1975 Скругление углов
G1976 Тор.
G1910 Инструмент общего назначения (обточка)
G1911 Инструмент для нарезания резьбы (обточка)
G1912 Инструмент для проточки канавок (обточка)
G1913 Радиусный резец (обточка)
G1914 Прямой остроконечный резец (обточка)
G1921 Сверло (обточка, фрезеровка)
G1931 Попереч. погружноц резец (фрезеровка)
G1932 Концевая фреза с плоским торцом (фрезеровка)
G1933 Концевая сферическая фреза (фрезеровка)
G1922 Метчик (обточка, фрезеровка)
G1923 Развертка (обточка, фрезеровка)
G1924 Инструмент сверления (обточка, фрезеровка)
G1930 Торцевая фреза (фрезеровка)
G1998 Выбор шпинделя
ПРИМЕЧАНИЕ
1 Форма инструмента во время динамического
чертежа отображается с помощью блока
определения инструментов.
2 Заготовка инициализируется с помощью блока
фигуры заготовки.
3 Если используется "Функция базы данных
инструментов", то нет необходимости задавать "Блок
определения инструментов".
4 Для отображения колонны вокруг X, колонны с
отверстием или любой другой фигуры заготовки
требуется установка парам. ML2 (
ном. 27003#2) = 1.
- 42 -
Page 79
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
(1) Элемент ввода блока формы заготовки
(сплошной прямоугольник: G1902)
ЗАГ.
Элемент данных Значение
B ШИР. Ширина заготовки сплошного прямоугольника. Длина в
направлении по оси X (положительное значение)
D ГЛУБ. Глубина заготовки сплошного прямоугольника. Длина в
направлении по оси Y (положительное значение)
H ВЫСОТА Высота заготовки сплошного прямоугольника. Длина в
направлении по оси Z (положительное значение)
I НЧ.КООР.ЗАГ. X Расстояние в направлении по оси X от самого нижнего
левого угла сплошного прямоугольника до начала
координат заготовки (положительное или отрицательное
значение)
J НЧ.КООР.ЗАГ. Y Расстояние в направлении по оси Y от самого нижнего
левого угла сплошного прямоугольника до начала
координат заготовки (положительное или отрицательное
значение)
K НЧ.КООР.ЗАГ. Z Расстояние в направлении по оси Z от самого нижнего
левого угла сплошного прямоугольника до начала
координат заготовки (положительное или отрицательное
значение)
(2) Элемент ввода блока формы заготовки (колонна: G1900)
ЗАГ.
Элемент данных Значение
D ДИАМЕТР Диаметр заготовки колонны (положительное значение)
L ДЛИНА Длина заготовки колонны (положительное значение)
K НЧ.КООР.ЗАГ. Z Допуск резания торцевой поверхности заготовки
(расстояние по оси Z между торцевой поверхностью и
началом координат заготовки) (положительное значение)
W НЧ.КООР.ЗАГ. Z (SPN 2) Допуск резания задней торцевой поверхности заготовки
(расстояние по оси Z между задней торцевой
поверхностью и началом координат заготовки)
(положительное значение)
ПРИМЕЧАНИЕ
Элемент ввода "НАЧ.КООР.З. Z(SPN 2) (W)"
подготавливается для станка вместе со
вспомогательным шпинделем и отображается,
если бит 1 (SUB) параметра ном. 14702 = 1.
- 43 -
Page 80
3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
(3) Элемент ввода блока формы заготовки (колонна (вокруг X): G1906)
Эта заготовка используется для моделирования обработки, если
обрабатываемое изделие вращается вокруг оси X в центрах
обработки.
Установка данных аналогична указанной выше установке для
колонны.
ПРИМЕЧАНИЕ
1 Существуют следующие ограничения при
выполнении моделирования с вращением
заготовки вокруг оси X.
- Эта функция доступна только в центрах
обработки.
- Невозможно выполнить моделирование цикла
обточки.
- Невозможно выполнить моделирование
интерполяции в полярных координатах.
- При моделировании с заготовкой,
вращающейся вокруг оси X, координата
отображается в X, Y, -Z.
2 Необходима следующая установка параметров.
- Ном. 27003#2(ML2)=1, 27003#1(ML1)=0 и
27003#0(ML0)=0
- Ном. 14717 : Номер оси для оси вращения
заготовки
(4) Элемент ввода блока формы заготовки (колонна с отверстием: G1901)
ЗАГ.
Элемент данных Значение
D ДИАМЕТР Диаметр заготовки колонны (положительное значение)
E ВНУТР. ДИАМЕТР Внутренний диаметр заготовки колонны (положительное
значение)
L ДЛИНА Длина заготовки колонны (положительное значение)
K НЧ.КООР.ЗАГ. Z Допуск резания торцевой поверхности заготовки
(расстояние по оси Z между торцевой поверхностью и
началом координат заготовки) (положительное значение)
W НЧ.КООР.ЗАГ. Z (SPN 2) Допуск резания задней торцевой поверхности заготовки
(расстояние по оси Z между задней торцевой
поверхностью и началом координат заготовки)
(положительное значение)
ПРИМЕЧАНИЕ
Элемент ввода "НАЧ.КООР.З. Z(SPN 2) (W)"
подготавливается для станка вместе со
вспомогательным шпинделем и отображается,
если бит 1 (SUB) параметра ном. 14702 = 1.
- 44 -
Page 81
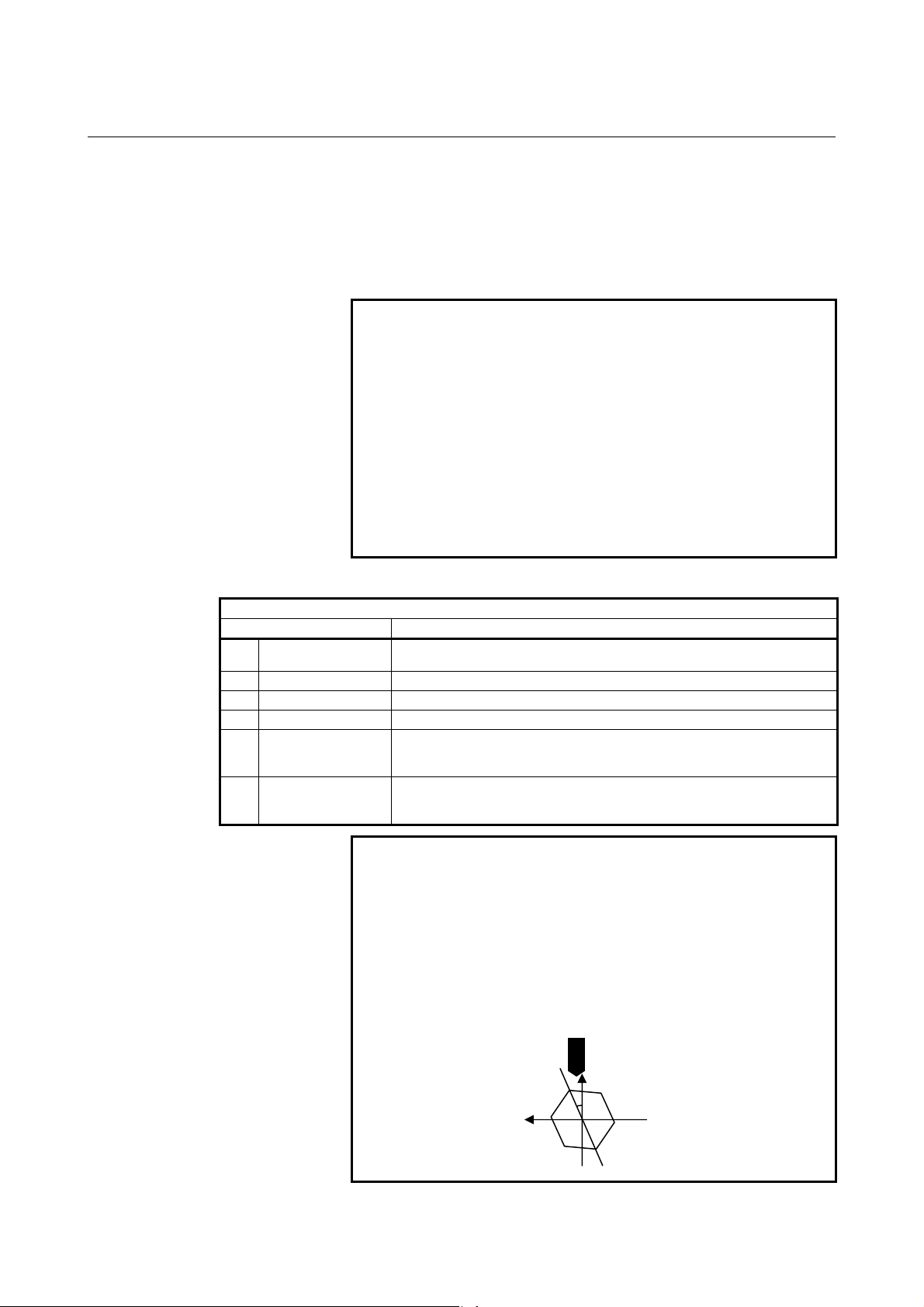
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
(5) Элемент ввода блока формы заготовки
(колонна с отверстием (вокруг X): G1907)
Эта заготовка используется для моделирования обработки, если
обрабатываемое изделие вращается вокруг оси X в центрах
обработки. Установка данных аналогична указанной выше
установке для колонны с отверстием.
ПРИМЕЧАНИЕ
1 Существуют следующие ограничения при выполнении
моделирования с вращением заготовки вокруг оси X.
- Эта функция доступна только в центрах обработки.
- Невозможно выполнить моделирование цикла обточки
- Невозможно выполнить моделирование
интерполяции в полярных координатах.
- При моделировании с заготовкой, вращающейся
вокруг оси X, координата отображается в X, Y, -Z.
2 Необходима следующая установка параметров.
- Ном. 27003#2(ML2)=1, 27003#1(ML1)=0 и
27003#0(ML0)=0
- Ном. 14717 : Номер оси для оси вращения заготовки
(6) Элемент ввода блока формы заготовки (многоугольник: G1903)
Элемент данных Значение
НОМ. СКР. Количество углов
R
ДИАМЕТР Диаметр заготовки многоугольника (положительное значение)
D
ДЛИНА Длина заготовки многоугольника (положительное значение)
L
УГОЛ ПРИМЫК. Угол между углом и осью X
A
НЧ.КООР.ЗАГ. Z Допуск резания торцевой поверхности заготовки (расстояние по
K
НЧ.КООР.ЗАГ. Z
W
(SPN 2)
ЗАГ.
Это должно быть целое число, больше 2, но меньше 100.
оси Z между торцевой поверхностью и началом координат
заготовки) (положительное значение)
Допуск резания задней торцевой поверхности заготовки
(расстояние по оси Z между задней торцевой поверхностью и
началом координат заготовки) (положительное значение)
ПРИМЕЧАНИЕ
1 Элемент ввода "НАЧ.КООР.З. Z (SPN 2) (W)"
подготавливается для станка вместе со
вспомогательным шпинделем и отображается, если
бит 1 (SUB) параметра ном. 14702 = 1.
2 Возможно отображение только равностороннего
многоульника.
3 Угол примыкания - это угол, образуемый осью X и углом
фигуры заготовки. (Для получения более подробной
информации обратитесь к следующей фигуре.)
.
- 45 -
Y
Page 82

3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
(7) Элемент ввода блока формы заготовки
(многоугольник с отверстием: G1904)
ЗАГ.
Элемент данных Значение
R НОМ. СКР. Количество углов
Это должно быть целое число, больше 2, но меньше 100.
D ДИАМЕТР Диаметр заготовки многоугольника (положительное значение)
E ВНУТР. ДИАМЕТР Внутренний диаметр заготовки многоульника (положительное
значение)
L ДЛИНА Длина заготовки многоугольника (положительное значение)
A УГОЛ ПРИМЫК. Угол между углом и осью X
K НЧ.КООР.ЗАГ. Z Допуск резания торцевой поверхности заготовки (расстояние по
оси Z между торцевой поверхностью и началом координат
заготовки) (положительное значение)
W НЧ.КООР.ЗАГ. Z
(SPN 2)
Допуск резания задней торцевой поверхности заготовки
(расстояние по оси Z между задней торцевой поверхностью и
началом координат заготовки) (положительное значение)
ПРИМЕЧАНИЕ
1 Элемент ввода "НАЧ.КООР.З. Z (SPN 2) (W)"
подготавливается для станка вместе со
вспомогательным шпинделем и отображается, если
бит 1 (SUB) параметра ном. 14702 = 1.
2 Возможно отображение только равностороннего
многоульника.
3 Угол примыкания - это угол, образуемый осью X и
углом фигуры заготовки.(Для получения более
подробной информации обратитесь к следующей
фигуре.
)
- 46 -
X
A
Y
Page 83
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
(8) Элемент ввода блока фигуры произвольной заготовки
(начальная точка: G1970)
ЭЛЕМЕНТ (ДАННЫЕ ВВОДА)
Элемент данных Значение
DX НАЧ. ТОЧКА DX Координата X начальной точки произвольной фигуры
(положительное значение)
Z НАЧ. ТОЧКА Z Координата Z начальной точки произвольной фигуры
W НЧ.КООР.ЗАГ. Z (SPN 2) Допуск резания торцевой задней поверхности заготовки
(расстояние между торцевой задней поверхностью и
началом координат заготовки в направлении по оси Z)
(положительное значение) (Примечание 3)
ПРИМЕЧАНИЕ
1 "ДАННЫЕ ВВОДА" - это элементы, отображаемые в
окне данных ввода в редактировании или изменении.
Это также относится к G-кодам с G1971 по G1975.
2 Ввод фигуры выполняется на основании
поперечного сечения стороны +X плоскости ZX
круглого стержня.
3 Элемент ввода "НАЧ.КООР.З. Z(SPN 2) (W)"
подготавливается для станка вместе со
вспомогательным шпинделем и отображается, если
бит 1 (SUB)
ЭЛЕМЕНТ (ДАННЫЕ ВЫВОДА)
Элемент данных Значение
H НАЧ. ТОЧКА DX Координата X начальной точки (значение ввода)
V НАЧ. ТОЧКА Z Координата Z начальной точки (значение ввода)
W НЧ.КООР.ЗАГ. Z (SPN 2) Допуск резания торцевой задней поверхности заготовки
ПРИМЕЧАНИЕ
4 "ДАННЫЕ ВЫВОДА" - это элементы, отображаемые
в окне программ при создании программы.
Обращение к ним возможно только с целью
отображения программы. Это также относится к
G-кодам с G1971 по G1975.
параметра ном. 14702 = 1.
(расстояние между торцевой задней поверхностью и
началом координат заготовки в направлении по оси Z)
(положительное значение) (значение ввода)
- 47 -
Page 84
3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
(9) Элемент ввода блока фигуры произвольной заготовки (линия: G1971)
ЭЛЕМЕНТ (ДАННЫЕ ВВОДА)
Элемент данных Значение
D НАПРАВ. ЛИНИИ Выберите направление линии из отображаемого меню
дисплейных клавиш.
DX КОН. ТОЧКА DX координата по оси Х конечной точки линии
Примечание) Этот элемент может не отображаться в зависи-
мости от значения направления линии ввода.
Z КОН. ТОЧКА Z координата по оси Z конечной точки линии
Примечание) Этот элемент может не отображаться в
зависимости от значения направления линии
ввода.
A УГОЛ Угол линии
Примечание) Этот элемент может не отображаться в
зависимости от значения направления линии
ввода.
L ПОСЛ. СОЕДИНЕН. [ТАНГ.] : Связь с ближайшей предшествующей фигурой.
[ПУСТО]: Нет связи с ближайшей предшествующей
фигурой. (исходное значение)
M СЛ. СОЕДИНЕН. [ТАНГ.] : Связь со следующей фигурой.
[ПУСТО]: Нет связи со следующей фигурой.
(исходное значение)
ЭЛЕМЕНТ (ДАННЫЕ ВЫВОДА)
Элемент данных Значение
H КОН. ТОЧКА X Координата X концевой точки прямой линии (результат расчета)
V КОН. ТОЧКА Z Координата Z концевой точки прямой линии (результат расчета)
K НАПРАВ. ЛИНИИ Направление прямой линии выбирается из меню, указанного на
дисплейной клавише. (значение ввода)
C* КОН. ТОЧКА DX Координата X концевой точки прямой линии (значение ввода)
D* КОН. ТОЧКА Z Координата Z концевой точки прямой линии (значение ввода)
A* УГОЛ Угол прямой линии (значение ввода)
L ПОСЛ. СОЕДИНЕН. [1] : Связь с ближайщей предшествующей фигурой
[2] : Нет связи с ближайшей предшествующей фигурой
(значение ввода)
M СЛ. СОЕДИНЕН. [1] : Связь с ближайшей последующей фигурой
[2] : Нет связи с ближайшей последующей фигурой
(значение ввода)
S ВЫБ. ИНФ. ФИГ. В случае многократного пересечения или связи оператор
устанавливает кандидата. (значение ввода)
- 48 -
Page 85
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
(10) Элемент ввода блока фигуры произвольной заготовки
(дуга(по ч. с.): G1972)
Элемент ввода блока фигуры произвольной заготовки
(дуга(по ч. с.): G1973)
Элемент данных Значение
DX КОН. ТОЧКА DX Координата по оси Х конечной точки дуги
Z КОН. ТОЧКА Z Координата по оси Z конечной точки дуги
R РАДИУС Радиус дуги
CDX ЦЕНТР. ТОЧКА CDX Координата X центра дуги
CZ ЦЕНТР. ТОЧКА CZ Координата Z центра дуги
L ПОСЛ. СОЕДИНЕН. [ТАНГ.] : Связь с ближайшей предшествующей фигурой.
M СЛ. СОЕДИНЕН. [ТАНГ.] : Связь со следующей фигурой.
Элемент данных Значение
H КОН. ТОЧКА X Координата X концевой точки дуги (результат расчета)
V КОН. ТОЧКА Z Координата Z концевой точки дуги (результат расчета)
R РАДИУС Радиус дуги (результат расчета)
I ЦЕНТР. ТОЧКА X Координата X центра дуги (результат расчета)
J ЦЕНТР. ТОЧКА Z Координата Z центра дуги (результат расчета)
C* КОН. ТОЧКА X Координата X концевой точки дуги (значение ввода)
D* КОН. ТОЧКА Z Координата Z концевой точки дуги (значение ввода)
E* РАДИУС Радиус дуги (значение ввода)
P* ЦЕНТР. ТОЧКА CDX Координата X центра дуги (значение ввода)
Q* ЦЕНТР. ТОЧКА CZ Координата Z центра дуги (значение ввода)
L ПОСЛ. СОЕДИНЕН. [1] : Связь с ближайшей предшествующей фигурой
M СЛ. СОЕДИНЕН. [1] : Связь с ближайшей предшествующей фигурой
S ВЫБ. ИНФ. ФИГ. В случае многократного пересечения или связи оператор
ЭЛЕМЕНТ (ДАННЫЕ ВВОДА)
[ПУСТО]: Нет связи с ближайшей предшествующей
фигурой. (исходное значение)
[ПУСТО]: Нет связи со следующей фигурой. (исходное
значение)
ЭЛЕМЕНТ (ДАННЫЕ ВЫВОДА)
[2] : Нет связи с ближайшей предшествующей фигурой
(значение ввода)
[2] : Нет связи с ближайшей предшествующей фигурой
(значение ввода)
устанавливает кандидата. (значение ввода)
(11) Элемент ввода блока фигуры произвольной заготовки
(снятие фаски: G1974)
Элемент данных Значение
C ФАСКА Фаска (значение радиуса, положительное значение)
Элемент данных Значение
H КОН. ТОЧКА X Координата X концевой точки дуги (результат расчета)
V КОН. ТОЧКА Z Координата Z концевой точки дуги (результат расчета)
C ФАСКА Величина снятия фаски (значение радиуса,
ЭЛЕМЕНТ (ДАННЫЕ ВВОДА)
ЭЛЕМЕНТ (ДАННЫЕ ВЫВОДА)
положительное значение) (значение ввода)
- 49 -
Page 86
3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
(12) Элемент ввода блока фигуры произвольной заготовки
(закругление углов: G1975)
Элемент данных Значение
R РАДИУС СКР. Радиус угла R (значение радиуса, положительное значение)
Элемент данных Значение
H КОН. ТОЧКА X Координата X концевой точки дуги (результат расчета)
V КОН. ТОЧКА Z Координата Z концевой точки дуги (результат расчета)
R РАДИУС Радиус дуги (результат расчета)
I ЦЕНТР. ТОЧКА X Координата X центра дуги (результат расчета)
J ЦЕНТР. ТОЧКА Z Координата Z центра дуги (результат расчета)
НАПРАВЛ.
K
ВРАЩЕНИЯ
ЭЛЕМЕНТ (ДАННЫЕ ВВОДА)
ЭЛЕМЕНТ (ДАННЫЕ ВЫВОДА)
[2] : по часовой стрелке
[3] : против часовой стрелки
(13) Элемент ввода блока фигуры произвольной заготовки (конец: G1976)
Этот блок выводится в конце серии блоков произвольных фигур.
(14) Элемент ввода блока фигуры произвольной заготовки (вокруг оси X)
(начальная точка: G1970)
Элемент ввода блока фигуры произвольной заготовки (вокруг оси X)
(линия: G1971)
Элемент ввода блока фигуры произвольной заготовки (вокруг оси X)
(дуга(по ч. с.): G1972)
Элемент ввода блока фигуры произвольной заготовки (вокруг оси X)
(дуга(против ч. с.): G1973)
Элемент ввода блока фигуры произвольной
заготовки (вокруг оси X)
(снятие фаски: G1974)
Элемент ввода блока фигуры произвольной заготовки (вокруг оси X)
(закругление углов: G1975)
Элемент ввода блока фигуры произвольной заготовки (вокруг оси X)
(конец: G1976)
Эта заготовка используется для моделирования обработки, если
обрабатываемое изделие вращается вокруг оси X в центрах
обработки. Установка данных аналогична указанной выше
установке для фигуры произвольной заготовки.
ПРИМЕЧАНИЕ
1 Существуют следующие ограничения при выполнении
моделирования с вращением заготовки вокруг оси X.
- Эта функция доступна только в центрах обработки.
- Невозможно выполнить моделирование цикла
обточки.
- Невозможно выполнить моделирование
интерполяции в полярных координатах.
- При моделировании с заготовкой, вращающейся
вокруг оси X, координата отображается в X, Y, -Z.
2 Необходима следующая установка параметров.
- Ном. 27003#2(ML2)=1, 27003#1(ML1)=0 и
27003#0(ML0)=0
- Ном. 14717 : Номер оси для оси вращения заготовки
- 50 -
Page 87
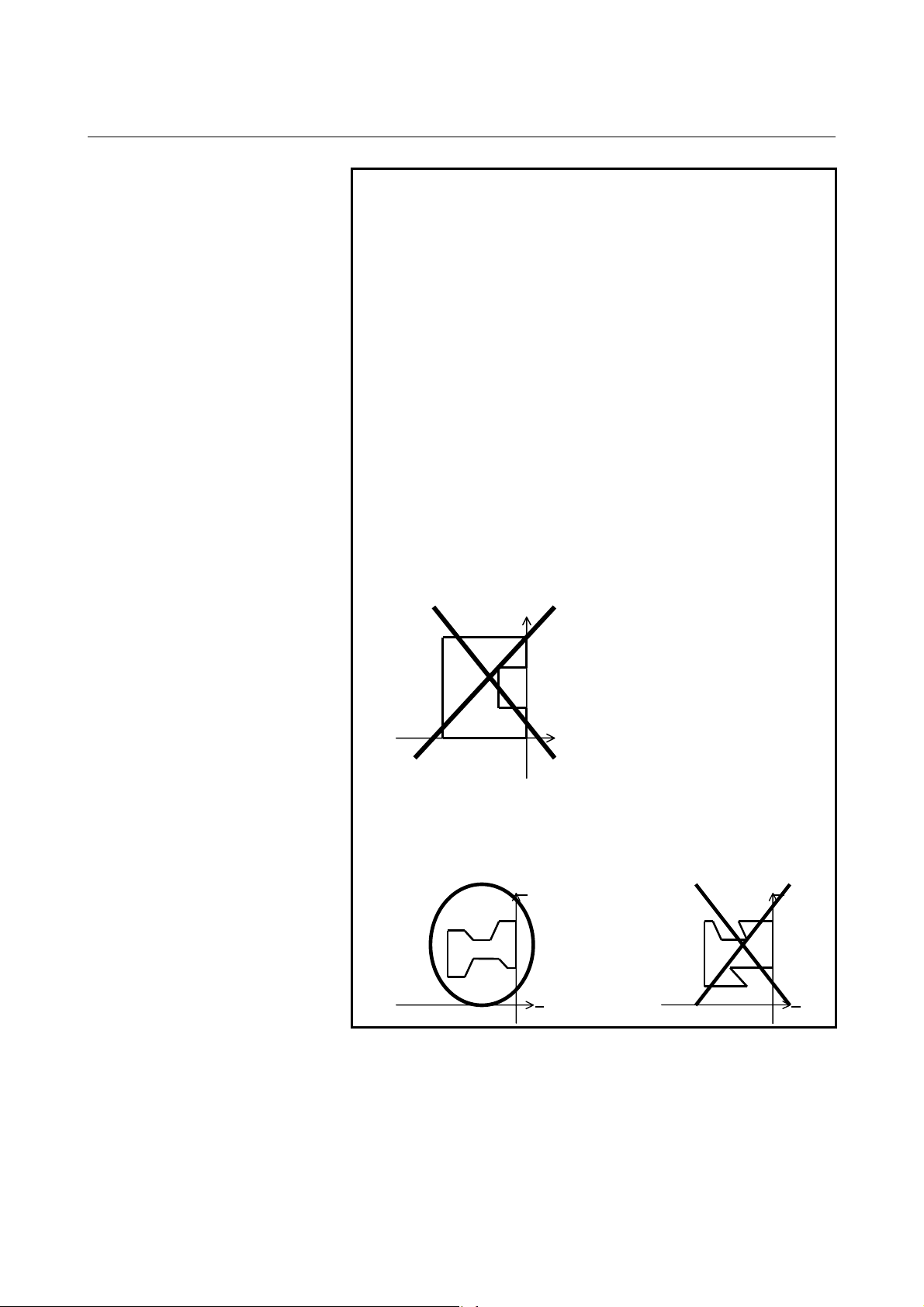
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
ПРИМЕЧАНИЕ
1 Команды дуги (G1972 и G1973) и команда
закругления углов (G1975) меняются на
линейные элементы с несколькими блоками, а
затем отображаются. В зависимости от фигуры
может потребоваться больше времени для
полного отображения.
2 Введите концевую точку фигуры произвольной
заготовки, так чтобы она совпадала с начальной
точкой.
3 Серия произвольных фигур должна быть
заключена между G1970 (начальная точка) и
G1976 (конец произвольной фигуры).
4 Для редактирования произвольной фигуры
поместите курсор на блок G1970 (начальная
точка), затем нажмите [ИЗМЕН.].
5 Нельзя задать фигуру для участка торцевой
поверхности. В участок торцевой поверхности
должны входить только вертикальные линии.
X
Z
6 Фигура в направлении по оси Z от участка
торцевой поверхности должна быть монотонно
увеличивающейся или уменьшающейся
фигурой.
X
Z
X
Z
- 51 -
Page 88
3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
(15) Элемент ввода блока определения инструмента
(инструмент общего назначения: G1910)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Направление установки инструмента. Выберите номер
способа установки на рисунке.
Примечание) Необходимо сделать выбор визуально
как для вертикальный, так и для
горизонтальных токарных станков.
A УГОЛ РЕЖ.КРОМ. Угол режущей кромки (положительное значение)
Замечание) Даже если используется тот же
инструмент, размещение угла режущей
кромки различается в зависимости от
направления резания (например,
обработка внешней поверхности и
торцевая обработка).
B УГОЛ ВЕРШ. Угол вершины инструмента (положительное значение)
Замечание) как правило угол вершины остается
неизменным, даже если меняется
направление резания.
C ДЛИН.КРОМК Длина фактически режущего участка вершины
инструмента (положительное значение)
R РАДИУС ВЕРШ Радиус вершины инструмента (положительное
значение)
E ВЕРШ.ВООБРАЖ.ИНСТР. Положение вершины воображаемого инструмента.
Выберите номер из меню как показано на рисунке.
Примечание) Необходимо сделать выбор визуально
как для вертикальный, так и для
горизонтальных токарных станков.
F ПОЛОЖ.КРОМКИ [ПЕРЕД.] : Отображает кромку впереди держателя.
(инструмент для вращения шпинделя в
прямом направлении)
[ЗАДН.] : Отображает кромку сзади держателя.
(инструмент для вращения шпинделя в
обратном направлении)
ДЕРЖ.
Элемент данных Значение
L* ДЛИНА ДЕРЖ. Длина держателя (положительное значение)
W* ШИР.ДЕРЖ. Ширина держателя (положительное значение)
I* ДЛИНА ДЕРЖ. 2 Если режущая кромка установлена в направлении
противоположном направлению установки держателя,
расстояние между продольным торцом держателя и
центром режущей кромки (положительное значение)
J* ШИР.ДЕРЖ. 2 Если режущая кромка установлена в направлении
противоположном направлению установки держателя,
расстояние между поперечным торцом держателя и
центром режущей кромки (положительное значение)
- 52 -
Page 89
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
(16) Элемент ввода блока определения инструмента
(инструмент для нарезания резьбы: G1911)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Инструмент общего назначения: См. описание касательно G1910.
A ШИР.КРОМК Ширина режущей кромки инструмента
B УГОЛ ВЕРШ. Угол вершины инструмента (положительное значение)
R РАДИУС ВЕРШ Радиус вершины инструмента (положительное значение)
E ВЕРШ.ВООБРАЖ.
ИНСТР.
F ПОЛОЖ.КРОМКИ -
Инструмент общего назначения: См. описание касательно
G1910.
ДЕРЖ.
Элемент данных Значение
L* ДЛИНА ДЕРЖ. Инструмент общего назначения: См. описание касательно G1910.
W* ШИР.ДЕРЖ. -
(17) Элемент ввода блока определения инструмента
(инструмент для проточки канавок: G1912)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Инструмент общего назначения: См. описание касательно G1910.
C ШИР.КРОМК Ширина режущей кромки инструмента для проточки канавок
(положительное значение)
H ДЛИН.КРОМК Длина участка резания инструмента для проточки канавок
(положительное значение)
R РАДИУС ВЕРШ Радиус вершины инструмента (положительное значение)
E ВЕРШ.ВООБРАЖ.
ИНСТР.
F ПОЛОЖ.КРОМКИ -
Инструмент общего назначения: См. описание касательно G1910.
ДЕРЖ.
Элемент данных Значение
L* ДЛИНА ДЕРЖ. Инструмент общего назначения: См. описание касательно G1910.
W* ШИР.ДЕРЖ. -
(18) Элемент ввода блока определения инструмента (круглый резец: G1913)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Инструмент общего назначения: См. описание касательно G1910.
H ДЛИН.КРОМК Длина участка резания радиусного резца (положительное значение)
R РАДИУС ВЕРШ Радиус вершины инструмента (положительное значение)
E ВЕРШ.ВООБРАЖ.
ИНСТР.
F ПОЛОЖ.КРОМКИ -
Элемент данных Значение
L* ДЛИНА ДЕРЖ. Инструмент общего назначения: См. описание касательно G1910.
W* ШИР.ДЕРЖ. -
Инструмент общего назначения: См. описание касательно G1910.
ДЕРЖ.
- 53 -
Page 90
3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
(19) Элемент ввода блока определения инструмента (прямой резец: G1914)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Инструмент общего назначения: См. описание касательно G1910.
A УГОЛ РЕЖ.КРОМ. Угол режущей кромки (положительное значение)
B УГОЛ ВЕРШ. Угол вершины инструмента (положительное значение)
C ДЛИН.КРОМК Длина фактически режущего участка вершины инструмента
(положительное значение)
R РАДИУС ВЕРШ Радиус вершины инструмента (положительное значение)
E ВЕРШ.ВООБРАЖ.
ИНСТР.
F ПОЛОЖ.КРОМКИ -
Инструмент общего назначения: См. описание касательно
G1910.
ДЕРЖ.
Элемент данных Значение
L* ДЛИНА ДЕРЖ. Инструмент общего назначения: См. описание касательно G1910.
W* ШИР.ДЕРЖ. -
I* ДЛИНА ДЕРЖ. 2 -
J* ШИР.ДЕРЖ. 2 -
(20) Элемент ввода блока определения инструмента (сверло: G1921)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Инструмент общего назначения: См. описание касательно G1910.
D ДИАМЕТР ИНСТР Диаметр сверла (положительное значение)
B УГОЛ ВЕРШ. Угол вершины сверла (положительное значение)
H ДЛИН.КРОМК Длина сверла (положительное значение)
(21) Элемент ввода блока определения инструмента
(попер. погружной резец: G1931)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Инструмент общего назначения: См. описание касательно G1910.
D НИЖН. ДИАМЕТР Диаметр торца попер. погружного резца (положительное
значение)
E ДИАМЕТР РЕЗЦА Диаметр попер. погружного резца (положительное значение)
H ДЛИН.КРОМК Длина участка резания попер. погружного резца (направление
оси инструмента, положительное значение)
B ДЛИНА РЕЗЦА Длина режущего инструмента попер. погружного резца
(направление оси инструмента, положительное значение)
L ДЛИНА ХВОСТ. Вся длина попер. погружного резца (положительное значение)
W ДИАМЕТР
ХВОСТ.
Диаметр хвостовика попер. погружного резца (положительное
значение)
- 54 -
Page 91
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
(22) Элемент ввода блока определения инструмента
(фреза с плоским концом: G1932)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Инструмент общего назначения: См. описание касательно G1910.
D ДИАМЕТР ИНСТР Диаметр концевой фрезы (положительное значение)
H ДЛИН.КРОМК Длина концевой фрезы (положительное значение)
(23) Элемент ввода блока определения инструмента
(фреза с круглым концом: G1933)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Инструмент общего назначения: См. описание касательно G1910.
D ДИАМЕТР ИНСТР Диаметр торцевой фрезы (положительное значение)
H ДЛИН.КРОМК Длина концевой фрезы (положительное значение)
(24) Элемент ввода блока определения инструмента (метчик: G1922)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Инструмент общего назначения: См. описание касательно G1910.
D ДИАМЕТР ИНСТР Диаметр метчика (положительное значение)
H ДЛИН.КРОМК Длина метчика (положительное значение)
(25) Элемент ввода блока определения инструмента (развертка: G1923)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Инструмент общего назначения: См. описание касательно G1910.
D ДИАМЕТР ИНСТР Диаметр развертки (положительное значение)
H ДЛИН.КРОМК Длина развертки (положительное значение)
(26) Элемент ввода блока определения инструмента (раст. резец: G1924)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Инструмент общего назначения: См. описание касательно G1910.
D ДИАМЕТР ИНСТР Диаметр раст. резца (положительное значение)
H ДЛИН.КРОМК Длина раст. резца (положительное значение)
(27) Элемент ввода блока определения инструмента
(торцевая фреза: G1930)
ИНСТ
Элемент данных Значение
Q УСТАНОВКА Инструмент общего назначения: См. описание касательно G1910.
D ДИАМЕТР ИНСТР Диаметр торцевой фрезы (положительное значение)
H ДЛИН.КРОМК Длина торцевой фрезы (положительное значение)
- 55 -
Page 92
3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
(28) Элемент ввода блока выбора шпинделя: G1998
ВЫБ. ШПИНД.
Элемент данных Значение
S НОМЕР
ШПИНДЕЛЯ
Номер шпинделя для вспомогательного шпинделя
(положительное значение)
Примечание) Введите 2, если номер вспомогательного
шпинделя равен 2. Введите 3, если номер
вспомогательного шпинделя равен 3.
ПРИМЕЧАНИЕ
Вышеуказанное меню разработано для станка с
вспомогательным шпинделем, и отображается,
если бит 1 (SUB) параметра ном. 14702 = 1.
- 56 -
Page 93
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
3.6
3.6.1
ОТОБРАЖЕНИЕ МОДЕЛИРОВАНИЯ ОБРАБОТКИ
Моделирование обработки (траектория перемещения инструмента) (для серии 0i/16i/18i/21i)
Можно нарисовать траекторию движения инструмента в программе
обработки без выполнения фактической операции обработки на
станке (моделирование обработки). Для серии 30i/31i/32i, см.
подраздел 3.6.3, "Моделирование обработки (чертеж траектории
движения инструмента) (для серии 30i/31i/32i)".
ПРИМЕЧАНИЕ
1 Для выполнения моделирования обработки выберите
режим MEM с помощью переключателя режимов на
панели оператора станка.
2 Если во время моделирования в программе задано
изменение системы координат, то моделирование
выполняется без изменения системы координат.
3 На чертеже во время обработки, если выполняется
блок задания заготовки, то форма заготовки рисуется
как проволочный каркас. Цвет
задать с помощью параметра ном. 14773.
4 Если открывается окно моделирования, то на послед-
нем чертеже отображается чертеж фигуры заготовки.
Однако, если бит 4 (WDK) параметра ном. 27310 установлен на 1, то фигура заготовки не отображается при
открытии окна моделирования.
5 Чертеж траектории движения инструмента в системе с
несколькими контурами выполняется только на
выбранной для отображения траектории. Окно
моделирования инициализируется, если происходит
изменения выбранной для отображения траектории.
Поэтому если происходит изменения выбранной для
отображения траектории в отображении произвольной
фигуры заготовки, то чертеж инициализируется для
фигуры колонны, в которой он заключен.
6 Чертеж траектории выполняется при помощи значений
в системе координат заготовки. Координаты с учетом
коррекции на инструмент (коррекции на режущий
инструмент, коррекции инструмента по длине,
коррекции на геометрические размеры инструмента и
коррекции на износ инструмента), управления режущей
кромкой и т.п. не используются для чертежа.
7 Выполнение моделирования невозможно во всех
режимах управления высокоскоростной и высокоточной
функции (команды для управления с расширенным
предварительным просмотром, управления
расширенным предварительным просмотром AI,
контурного управления AI, нано контурного управления
AI, высокоточного контурного управления,
высокоточного контурного управления AI и нано
высокоточного контурного управления AI).
чертежа заготовки можно
с
- 57 -
Page 94
3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
ПРИМЕЧАНИЕ
8 В моделировании программы с последовательностью
смежных небольших блоков для чертежа требуется
больше времени обработки, возможно превышение
времени фактической обработки.
Для остановки моделирования обработки (чертежа траектории
движения инструмента) нажмите [ГРПВЫК].
При выборе моделирования обработки (чертежа траектории
движения инструмента) появляются следующие дисплейные
клавиши. При нажатии крайней левой дисплейной клавиши [<]
или крайней правой дисплейной клавиши [>] происходит переход
страницы отображения дисплейных клавиш на вторую, третью
или четвертую страницу.
(1) Дисплейные клавиши на 1-ой странице:
ОБРАТ.
ЗАП.
ПРОЦЕС ЕДИНИЧ
ОСТ.
ОТБ.
НЕ ОТБ
ОЧИСТ
ДИНАМ.
ГРПВЫК
(2) Дисплейные клавиши на 2-ой странице:
БОЛЬШ
МАЛЫЙ
АВТО
ВРАЩ.
←
ПЕРЕМЕЩ.
→
ПЕРЕМЕЩ
↑
ПЕРЕМЕЩ
ЦЕНТР ↓
ПЕРЕМЕЩ
(3) Дисплейные клавиши на 3-ей странице:
ЗАД.ЗАГ
КОРT
УСТАН.
(4) Дисплейные клавиши на 4-ой странице:
ОБРАТ.
ПЕР.К.
ИЗМОТБ
O ПСК
ФАКПОЛ
СПСИЗМ
- 58 -
Page 95
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
3.6.1.1
Запуск и останов моделирования
ОБРАТ.
ЗАП.
ПАУЗА ЕДИНИЧ
ОСТ.
ОТБ.
НЕ ОТБ
ОЧИСТ
ДИНАМ.
ГРПВЫК
С дисплейными клавишами на 1-ой странице можно проводить
операции, связанные с выполнением моделирования обработки
(траектория движения инструмента).
Для [УСТАН.] см. главу 10, "ДАННЫЕ УСТАНОВКИ," в части II.
[ОБРАТ.] : Возврат к началу программы обработки, выбранной
для моделирования обработки.
[ЗАП.] : Запуск моделирования обработки для выбранной в
текущий момент программы обработки.
[ПАУЗА] : Временный останов моделирования обработки.
[ОДН.] : Вызывается останов единичного блока при
выполнении моделирования обработки в
непрерывном режиме. Если моделирования
обработки находится в остановленном состоянии, то
с помощью этой дисплейной клавиши выполняется
запуск моделирования обработки в режиме
единичного блока.
[ОСТАН.] : Завершение моделирования обработки.
[НЕ ОТБ] : Начиная с блока непосредственно после
нажатия
этой дисплейной клавиши, запрет чертежа траектории движения инструмента. Чертеж траектории
движения инструмента не выполняется, пока снова
не будет нажата дисплейная клавиша [ОТБ].
[ОТБ] : Начиная с блока непосредственно после нажатия
этой дисплейной клавиши, запуск чертежа
траектории движения инструмента.
Примечание) Только необходимые участки траектории движения
инструмента можно нарисовать при помощи
дисплейных клавиш [ОТБ] и [НЕ ОТБ].
[ОЧИСТ.] : Стирание траектории движения инструмента,
начерченной к настоящему моменту. Отображается
чертеж траектории движения инструмента сразу же
после нажатия этой дисплейной клавиши.
ПРИМЕЧАНИЕ
С помощью установки бита 0 (PRC) парам. ном. 27310
на 1, можно поменять дисплейную клавишу [ПАУЗА]
на дисплейную клавишу [ПРОЦ.] (для временного
останова моделирования обработки
заданием M01;).
в блоке с
- 59 -
Page 96
3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
3.6.1.2
Масштабирование, перемещение и другие операции
БОЛЬШ
МАЛЫЙ
АВТО
ВРАЩ.
←
ПЕРЕМЕЩ.
→
ПЕРЕМЕЩ
↑
ПЕРЕМЕЩ
ЦЕНТР ↓
ПЕРЕМЕЩ
Дисплейные клавиши на второй странице позволяют выполнять
масштабирование и перемещение для моделирования обработки
(чертеж траектории движения инструмента), а также выбор
системы координат чертежа. Эти операции аналогичны операциям
на чертеже во время обработки. Для получения детальной
информации см. подраздел 4.3.3, "масштабирование, перемещение
и другие операции на чертеже во время обработки".
ПРИМЕЧАНИЕ
1 Такие операции, как например, масштабирование,
перемещение и выбор системы координат чертежа
необходимо выполнять до запуска моделирования
обработки (чертеж траектории движения инструмента).
2 Если во время моделирования в программе задано
изменение системы координат, то моделирование
выполняется без изменения системы координат.
3 При помощи следующего параметра можно изменить
референтное положение, используемое в
увеличении или уменьшении нарисованных фигур.
Параметр GCN (ном. 27310#1)
Референтное положение - центр: Фигура, если GCN = 1
Окно, если GCN = 0
3.6.2
Моделирование обработки (динамический чертеж) (для серии 0i/16i/18i/21i)
Динамическое моделирование операции обработки с помощью
программы обработки можно выполнять без осуществления
фактической операции обработки на станке. Для серии 30i/31i/32i,
см. подраздел 3.6.4, "Моделирование обработки (динам.) (для
серии 30i/31i/32i)".
ПРИМЕЧАНИЕ
1 Для выполнения моделирования обработки выберите
режим MEM с помощью переключателя режимов на
панели оператора станка.
2 Если изменение системы координат задается в
моделируемой программе, можно указать, следует ли
выполнять моделирование с той же системой
координат или с измененной системой координат при
помощи бита 1 (ACD) параметра ном. 27311. Для
получения детальной информации см. подраздел
3.6.7, "
время моделирования обработки (динам. чертеж
траектории движения инструмента)".
Изменение системы координат заготовки во
- 60 -
Page 97
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
ПРИМЕЧАНИЕ
3 При выполнении программы, состоящей из
повторяющихся сегментов линии, например
программы выводимой с помощью CAD/CAM, иногда
скорость моделирования значительно падает. В этом
случае установите единицу измерения движения
инструмента в параметре ном. 27323 через точку.
Если инструмент перемещается за значение этого
параметра на экране, то происходит обновление
экрана и увеличение скорости. Но, если это
значение
параметра слишком велико, разрешающая
способность уменьшится.
4 У положения режущей кромки инструмента в
динамическом моделировании есть координаты
значений в системе координат заготовки.
Координаты с учетом коррекции на инструмент
(коррекции на режущий инструмент, коррекции
инструмента по длине, коррекции на геометрические
размеры инструмента и коррекции на износ
инструмента), управления режущей кромкой и
т.п. не
используются для чертежа.
5 Выполнение моделирования невозможно во всех
режимах управления высокоскоростной и
высокоточной функции (команды для управления с
расширенным предварительным просмотром,
управления с расширенным предварительным
просмотром AI, контурного управления AI, нано
контурного управления AI, высокоточного контурного
управления, высокоточного контурного управления
AI и нано высокоточного контурного управления AI).
6 В моделировании программы с
последовательностью
смежных небольших блоков для чертежа требуется
больше времени обработки, возможно превышение
времени фактической обработки.
Для закрытия окна моделирования обработки (динам. чертежа)
нажмите [ГРПВЫК].
При выборе моделирования обработки (динам. чертежа)
появляются следующие дисплейные клавиши. При нажатии
крайней левой дисплейной клавиши [<] или крайней правой
дисплейной клавиши [>] происходит переход страницы
отображения дисплейных клавиш на вторую, третью или
четвертую страницу.
- 61 -
Page 98
3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
(1) Дисплейные клавиши на 1-ой странице:
ОБРАТ.
ЗАП.
ПРОЦЕС ЕДИНИЧ
ОСТ.
ПЕРВ
ОТБ РЕЗ
ИНТЕРФ
ТРАЕИН
ГРПВЫК
(2) Дисплейные клавиши на 2-ой странице:
БОЛЬШ
МАЛЫЙ
АВТО ОБРАТН
ВРАЩ.
←
ПЕРЕМЕЩ.
→
ПЕРЕМЕЩ.
↑
ПЕРЕМЕЩ
ЦЕНТР ↓
ПЕРЕМЕЩ
(3) Дисплейные клавиши на 3-ей странице:
ЗАД.ЗАГ
КОРT
УСТАН.
(4) Дисплейные клавиши на 4-ой странице:
ОБРАТ.
3.6.2.1
ОБРАТ.
ПЕР.К.
ИЗМОТБ N ПСК
O ПСК
ФАКПОЛ
ПРЕЗАД
СПСИЗМ
Запуск и останов моделирования обработки
ЗАП.
ПРОЦЕС ЕДИНИЧ
С дисплейными клавишами на 1-ой странице можно проводить
операции, связанные с выполнением моделирования обработки
(динам.). Операции для [ОБРАТ.], [ЗАП.], [ПАУЗА], [ЕДИНИЧ] и
[ОСТ.] такие же, как и операции в моделировании обработки
(траектория движения инструмента). Для получения детальной
информации см. подраздел 3.6.1, "Моделирование обработки
(траектория движения инструмента) (для серии 0
[ИНИЦ.] : Выполняется инициализация обрабатываемой
[ОТБ РЕЗ] : Позволяет переключаться между 1/4 заготовкой и
[ИНТЕРФ] : Позволяет выбирать, нужно ли проводить проверку
ПРИМЕЧАНИЕ
При помощи бита 0 (ITF) парам. ном. 27311 можно
ОСТ.
ПЕРВ
заготовки для динамического отображения.
всей периферией для заготовок стержней и заготовок
высверленных стержней. Перед запуском динамического моделирования обязательно переключитесь
при необходимости.
на столкновение во время динамического
вания. Если активирована проверка на столкновение,
то предупреждение отображается, когда режущая
кромка инструмента сталкивается с заготовкой во
время ускоренного подвода, и участок, сталкивающийся с режущей кромкой инструмента отображается в том же цвете, что и инструмент.
выбрать непрерывную операцию (ITF (ном. 27311#0) = 0)
или временный останов (ITF (ном. 27311#0) = 1) Если
инструмент сталкивается с заготовкой во время
динамического отображения.
ОТБ РЕЗ
ИНТЕРФ
ТРАЕИН
ГРПВЫК
i/16i/18i/21i)".
моделиро-
- 62 -
Page 99
B-63874RU/06 ОСНОВНОЙ ЭКРАН И РАБОТА 3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ
3.6.2.2
Масштабирование, перемещение и другие операции
БОЛЬШ
МАЛЫЙ
АВТО
ОБРАТН
ВРАЩ.
←
ПЕРЕМЕЩ.
→
ПЕРЕМЕЩ.
↑
ПЕРЕМЕЩ.
ПЕРЕМЕЩ.
ЦЕНТР ↓
Дисплейные клавиши на второй странице позволяют выполнять
масштабирование и перемещение для моделирования обработки
(динам. чертеж), а также выбор системы координат чертежа. Эти
операции аналогичны операциям на чертеже во время обработки.
Для получения детальной информации см. Подраздел 4.3.3,
"масштабирование, перемещение и другие операции на чертеже во
время обработки".
[ОБРАТН] : Происходит
изменение точки обзора заготовки в
динамическом отображении на совершенно
противоположное положение. Эту дисплейную
клавишу можно использовать, если во время
обработки с вспомогательным шпинделем или
обработки с вращающейся осью C, например,
необходимо взглянуть на динамическое
отображение с противоположной стороны.
ПРИМЕЧАНИЕ
1 Хотя и дисплейную клавишу [ОБРАТН] можно
использовать даже во время моделирования
обработки, переключение будет иногда
запаздывать в зависимости от состояния ЧПУ.
2 Такие операции, как например, масштабирова-
ние, перемещение и выбор системы координат
чертежа необходимо выполнять до запуска
моделирования обработки (чертеж траектории
движения инструмента).
- 63 -
Page 100
3. МОДЕЛИРОВАНИЕ ОБРАБОТКИ ОСНОВНОЙ ЭКРАН И РАБОТА B-63874RU/06
3.6.3
Моделирование обработки (чертеж траектории движения инструмента) (для серии 30i/31i/32i)
Во время обработки можно начертить траекторию движения
инструмента другой программы.
С серией 30i MANUAL GUIDE i термины, относящиеся к
операциям и чертежам определяются, как изложено ниже:
(1) Режим MEM
ОБРАТ.
ПЕР.К.
(2) Режим EDIT
ОБРАТ.
Автоматическая
операция
Чертеж во время
обработки
Фоновая операция
Моделирование
обработки
Чертеж траектории
движения инструмента
Динамический чертеж
С FANUC серии 30i MANUAL GUIDE i моделирование обработки
можно выполнять в режиме ПАМ. и режиме РЕД. При выборе
каждого режима можно вывести окно моделирования обработки
при помощи следующей операции.
Ф.РЕД. N ПСК
При нажатии дисплейной клавиши [МОДЕЛИР.] отображается
окно моделирования обработки (динам.) и дисплейные клавиши
для моделирования обработки.
При нажатии дисплейной клавиши [МОДЕЛИР.] отображается
окно моделирования обработки (динам.) и дисплейные клавиши
для моделирования обработки.
O ПСК
ИЗМОТБ
ФАКПОЛ
НОМСТР
Операция, выполняемая для фактической
обработки
Чертеж траектории движения инструмента
во время автоматической операции
Виртуальная операция, выполняемая для
моделирования. Эту операцию можно
выполнять одновременно с автоматической
операцией.
Моделирование обработки в фоновой
операции (общее обозначение для чертежа
траектории движения инструмента и
динамического моделирования)
Моделирование обработки для чертежа
траектории движения инструмента в
фоновой операции
Моделирование обработки для
динамического моделирования фоновой
обработки
МАШЧРТ
ПРЕЗАД
АНГИНС
АНГИНС
- 64 -
 Loading...
Loading...