

Page 1

FANUC Series 15/150-Model B
for Machining Center
DESCRIPTIONS
B-62082E/04
Page 2

• No part of this manual may be reproduced in any form.
• All specifications and designs are subject to change without notice.
The export of this product is subject to the authorization of the government of the country
from where the product is exported.
In this manual we have tried as much as possible to describe all the various matters.
However, we cannot describe all the matters which must not be done, or which cannot be
done, because there are so many possibilities.
Therefore, matters which are not especially described as possible in this manual should be
regarded as ”impossible”.
This manual contains the program names or device names of other companies, some of
which are registered trademarks of respective owners. However, these names are not
followed by or in the main body.
Page 3
B–62082E/04
DEFINITION OF WARNING, CAUTION, AND NOTE
DEFINITION OF WARNING, CAUTION, AND NOTE
This manual includes safety precautions for protecting the user and preventing damage to the
machine. Precautions are classified into W arning and Caution according to their bearing on safety.
Also, supplementary information is described as a Note. Read the Warning, Caution, and Note
thoroughly before attempting to use the machine.
WARNING
Applied when there is a danger of the user being injured or when there is a damage of both the user
being injured and the equipment being damaged if the approved procedure is not observed.
CAUTION
Applied when there is a danger of the equipment being damaged, if the approved procedure is not
observed.
NOTE
The Note is used to indicate supplementary information other than Warning and Caution.
Read this manual carefully, and store it in a safe place.
s–1
Page 4
B–62082E/04
Series 15
PREFACE
PREFACE
The models covered by this manual, and their abbreviations are :
Product Name Abbreviations
FANUC Series 15–MB 15–MB
FANUC Series 15–MFB 15–MFB
FANUC Series 15MEK–MODEL B–4 (*) 15MEK
FANUC Series 15MEL–MODEL B–4 (*) 15MEL
FANUC Series 150–MB 150–MB Series 150
(*)The FANUC Series 15MEK/MEL–MODEL B–4 is a software–fixed
CNC capable of 4 contouring axes switchable out of 8 axes for milling
machines and machining centers.
Further the following functions can not be used in the 15MEK or
15MEL.
D Increment system D/E (Increment system C is an option function)
D Helical interpolation B
D Plane switching
D Designation direction tool length compensation
D 2 axes electric gear box
D Manual interruption of 3–dimensional coordinate system
conversion
D 3–dimensional cutter compensation
D Trouble diagnosis guidance
D OSI/ETHERNET function
D High–precision contour control using RISC
D Macro compiler (self compile function)
D MMC–III, MMC–IV
D Smooth interpolation
D Connecting for personal computer by high–speed serial–bus
p–1
Page 5
PREFACE
B–62082E/04
Manuals related to
Series 15/150–MODEL B
Manuals related to FANUC Series 15/150–MODEL B are as follows.
This manual is marked with an asterisk (*).
List of Manuals Related to Series 15/150–MODEL B
Manual Name
FANUC Series 15–TB/TFB/TTB/TTFB DESCRIPTIONS B–62072E
FANUC Series 15/150–MODEL B For Machining Center DESCRIPTIONS B–62082E *
FANUC Series 15/150–MODEL B CONNECTION MANUAL B–62073E
FANUC Series 15/150–MODEL B CONNECTION MANUAL (BMI Interface) B–62073E–1
FANUC Series 15–MODEL B For Lathe OPERATOR’S MANUAL (Programming) B–62554E
FANUC Series 15–MODEL B For Lathe OPERATOR’S MANUAL (Operation) B–62554E–1
FANUC Series 15/150–MODEL B For Machining Center OPERATOR’S MANUAL (Programming) B–62564E
FANUC Series 15/150–MODEL B For Machining Center OPERATOR’S MANUAL (Operation) B–62564E–1
FANUC Series 15/150–MODEL B PARAMETER MANUAL B–62560E
FANUC Series 15/150–MODEL B MAINTENANCE MANUAL B–62075E
FANUC Series 15–MODEL B DESCRIPTIONS (Supplement for Remote Buffer) B–62072E–1
FANUC Series 15–MODEL B PROGRAMMING MANUAL (Macro Compiler / Macro Executer) B–62073E–2
PMC
FANUC PMC–MODEL N/NA PROGRAMMING MANUAL (Ladder Language) B–61013E
FANUC PMC–MODEL NB/NB2 PROGRAMMING MANUAL (Ladder Language) B–61863E
FANUC PMC–MODEL N/NA PROGRAMMING MANUAL (C Language) B–61013E–2
FANUC PMC–MODEL NB PROGRAMMING MANUAL (C Language) B–61863E–1
FANUC PMC–MODEL N/NA
PROGRAMMING MANUAL (C Language – Tool Management Library)
Conversational Automatic Programming Function
CONVERSATIONAL AUTOMATIC PROGRAMMING FUNCTION FOR MACHINING CENTER
(Series 15–MF/MFB) PROGRAMMING MANUAL
CONVERSATIONAL AUTOMATIC PROGRAMMING FUNCTION FOR MACHINING CENTER
(Series 15–MF/MFB) OPERATOR’S MANUAL
CONVERSATIONAL AUTOMATIC PROGRAMMING FUNCTION FOR LATHE
(Series 15–TF/TTF/TFB/TTFB) OPERATOR’S MANUAL
CONVERSATIONAL AUTOMATIC PROGRAMMING FUNCTION II FOR LATHE
(Series 15–TFB/TTFB) OPERATOR’S MANUAL
Tracing / Digitizing
FANUC Series 15–MB DESCRIPTIONS (Supplement for Tracing / Digitizing) B–62472E
FANUC Series 15–MB CONNECTION MANUAL (Supplement for Tracing / Digitizing) B–62473E
FANUC Series 15–MB OPERATOR’S MANUAL (Supplement for Tracing / Digitizing) B–62474E
Gas, Laser Plasma Cutting Machine
FANUC Series 15–MB DESCRIPTIONS (FOR GAS, LASER, PLASMA CUTTING MACHINE) B–62082EN–1
Multi–T eaching Function
FANUC Series 15–MB CONNECTION MANUAL (Multi–Teaching Function) B–62083E–1
Multiple–axis and Multiple–path Control Function
FANUC Series 15–TTB OPERATOR’S MANUAL
(Supplement Explanations for Multiple–axis and Multiple–path Control Function)
Specification
Number
B–61013E–4
B–61263E
B–61264E
B–61234E
B–61804E–2
B–62074E–1
p–2
Page 6

B–62082E/04
Table of Contents
DEFINITION OF WARNING, CAUTION, AND NOTE s–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PREFACE p–1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
I. GENERAL
1. GENERAL 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. LIST OF SPECIFICATIONS 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
II. NC FUNCTIONS
1. CONTROLLED AXES 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 BASIC CONTROLLED AXES 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 CONTROLLABLE AXES EXPANSION 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 BASIC SIMULTANEOUSLY CONTROLLABLE AXES 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 SIMULTANEOUSLY CONTROLLABLE AXES EXP ANSION 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 NAME OF AXES 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6 PROGRAMMING AXIS NAME ADDITION 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7 INCREMENT SYSTEM 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.8 MAXIMUM STROKE 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. PREPARATORY FUNCTIONS 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. INTERPOLATION FUNCTIONS 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 POSITIONING (G00) 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 SINGLE DIRECTION POSITIONING (G60) 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 LINEAR INTERPOLATION 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 CIRCULAR INTERPOLATION (G02, G03) 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5 3–DIMENSIONAL CIRCULAR INTERPOLATION FUNCTION 36. . . . . . . . . . . . . . . . . . . . . . . . . . .
3.6 HELICAL INTERPOLATION (G02, G03) 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.7 HELICAL INTERPOLATION B (G02, G03) 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.8 HYPOTHETICAL AXIS INTERPOLATION (G07) 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.9 POLAR COORDINATE INTERPOLA TION (G12.1, G13.1) 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.10 CYLINDRICAL INTERPOLATION (G07.1) 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.11 EXPONENTIAL FUNCTION INTERPOLATION (G02.3, G03.3) 45. . . . . . . . . . . . . . . . . . . . . . . . . . .
3.12 CIRCULAR THREADING B (G02.1, G03.1) 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.13 INVOLUTE INTERPOLATION 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.14 HELICAL INVOLUTE INTERPOLATION 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.15 SPLINE INTERPOLATION 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.16 SPIRAL INTERPOLATION AND CONICAL INTERPOLATION 51. . . . . . . . . . . . . . . . . . . . . . . . . . .
3.17 SMOOTH INTERPOLATION FUNCTION 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–1
Page 7

T ABLE OF CONTENTS
B–62082E/04
4. THREAD CUTTING 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 EQUAL LEAD THREAD CUTTING (G33) 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 INCH THREAD CUTTING (G33) 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 CONTINUOUS THREAD CUTTING 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. FEED FUNCTIONS 58. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 RAPID TRAVERSE 59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 CUTTING FEEDRATE 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.1 Tangential Speed Constant Control 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.2 Cutting Feedrate Clamp 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.3 Per Minute Feed (G94) 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.4 Per Revolution Feed (G95) 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.5 Inverse Time Feed (G93) 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.6 F1–digit Feed 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 OVERRIDE 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.1 Feedrate Override 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.2 Second Feedrate Override 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.3 Second Feedrate Override B 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.4 Rapid Traverse Override 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.5 Function for Overriding the Rapid Traverse Feedrate in 1% Unit 62. . . . . . . . . . . . . . . . . . . . . . . .
5.3.6 Override Cancel 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 AUTOMATIC ACCELERATION/DECELERA TION 63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 LINEAR ACCELERATION/DECELERA TION AFTER CUTTING FEED INTERPOLATION 64. . . .
5.6 BELL–SHAPED ACCELERATION/DECELERATION
AFTER CUTTING FEED INTERPOLATION 65. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7 ACCELERATION/DECELERA TION BEFORE CUTTING FEED 66. . . . . . . . . . . . . . . . . . . . . . . . . .
5.8 ACCELERA TION/DECELERATION BEFORE PRE–READ INTERPOLATION 67. . . . . . . . . . . . . .
5.9 BELL–SHAPED ACCELERATION/DECELERATION
AFTER RAPID TRAVERSE INTERPOLATION 67. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.10 CUTTING POINT SPEED CONTROL FUNCTION 67. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.11 ACCELERATION/DECELERATION FUNCTION FOR THE CONSTANT SPEED
SPECIFIED BY THE PMC AXIS CONTROL FUNCTION 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.12 EXACT STOP (G09) 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.13 CUTTING/RAPID TRAVERSE POSITION CHECK FUNCTION 68. . . . . . . . . . . . . . . . . . . . . . . . . . .
5.14 EXACT STOP MODE (G61) 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.15 CUTTING MODE (G64) 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.16 TAPPING MODE (G63) 69. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.17 AUTOMATIC CORNER OVERRIDE (G62) 69. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.18 DWELL (G04) 69. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.19 FEED PER ROTA TION WITHOUT A POSITION CODER 69. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6. REFERENCE POSITION 70. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 MANUAL REFERENCE POSITION RETURN 71. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 AUTOMATIC REFERENCE POSITION RETURN (G28, G29) 72. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 REFERENCE POSITION RETURN CHECK (G27) 73. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 2ND, 3RD AND 4TH REFERENCE POINT RETURN (G30) 73. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 FLOATING REFERENCE POSITION RETURN (G30.1) 74. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 REFERENCE POSITION AUTOMATIC SETTING FUNCTION 75. . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 DOG–LESS REFERENCE POSITION SETTING FUNCTION 76. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–2
Page 8

B–62082E/04
T ABLE OF CONTENTS
7. COORDINATE SYSTEMS 77. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 MACHINE COORDINATE SYSTEM (G53) 78. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 WORKPIECE COORDINATE SYSTEM (G54 TO G59) 78. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 LOCAL COORDINATE SYSTEM (G52) 79. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4 WORKPIECE COORDINATES SYSTEM CHANGE (G92) 80. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.5 WORKPIECE ORIGIN OFFSET VALUE CHANGE
(PROGRAMMABLE DATA INPUT) (G10) 80. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.6 ADDITIONAL WORKPIECE COORDINATE SYSTEMS (G54.1) 81. . . . . . . . . . . . . . . . . . . . . . . . . .
7.7 WORKPIECE COORDINATE SYSTEM PRESET (G92.1) 82. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.8 PLANE SWITCHING FUNCTION 83. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8. COORDINATE VALUE AND DIMENSION 84. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 ABSOLUTE AND INCREMENTAL PROGRAMMING (G90, G91) 85. . . . . . . . . . . . . . . . . . . . . . . . .
8.2 POLAR COORDINATE COMMAND (G15, G16) 86. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 INCH/METRIC CONVERSION (G20, G21) 86. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 DECIMAL POINT INPUT/POCKET CALCULATOR TYPE DECIMAL POINT INPUT 87. . . . . . . .
8.5 DIAMETER AND RADIUS PROGRAMMING 87. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 FUNCTION FOR SWITCHING BETWEEN DIAMETER AND RADIUS PROGRAMMING 87. . . .
9. SPINDLE FUNCTIONS 88. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 S CODE OUTPUT 89. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 SPINDLE SPEED BINARY CODE OUTPUT 89. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 SPINDLE SPEED ANALOG OUTPUT 89. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 CONSTANT SURFACE SPEED CONTROL (G96, G97) 89. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 SPINDLE SPEED CLAMP (G92) 90. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 ACTUAL SPINDLE SPEED OUTPUT 90. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 SPINDLE POSITIONING 90. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 SPINDLE SPEED FLUCTUATION DETECTION (G25, G26) 91. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10. TOOL FUNCTIONS 93. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.1 T CODE OUTPUT 94. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10.2 TOOL LIFE MANAGEMENT 95. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11. MISCELLANEOUS FUNCTIONS 96. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.1 MISCELLANEOUS FUNCTIONS 97. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.2 SECOND MISCELLANEOUS FUNCTIONS 97. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.3 HIGH–SPEED M/S/T/B INTERFACE 98. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11.4 1–BLOCK PLURAL M COMMAND 99. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12. PROGRAM CONFIGURATION 100. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.1 PROGRAM NUMBER 101. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.2 PROGRAM NAME 101. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.3 PROGRAM NAME (48 CHARACTERS) 101. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.4 MAIN PROGRAM 101. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.5 SUB PROGRAM 102. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–3
Page 9

T ABLE OF CONTENTS
12.6 SEQUENCE NUMBER 102. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.7 TAPE CODES 102. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.8 BASIC ADDRESSES AND COMMAND VALUE RANGE 103. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.9 COMMAND FORMAT 104. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.10 LABEL SKIP 104. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.11 CONTROL–IN/CONTROL–OUT 104. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.12 OPTIONAL BLOCK SKIP 104. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12.13 ADDITIONAL OPTIONAL BLOCK SKIP 104. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B–62082E/04
13. FUNCTIONS TO SIMPLIFY PROGRAMMING 105. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.1 CANNED CYCLES(G73, G74, G76, G80–G89, G98, G99) 106. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.2 RIGID TAPPING (G84.2, G84.3) 110. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.3 EXTERNAL OPERATION FUNCTION (G80, G81) 111. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.4 OPTIONAL ANGLE CORNER ROUNDING 112. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.5 OPTIONAL ANGLE CHAMFERING 112. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.6 CIRCULAR INTERPOLATION BY RADIUS PROGRAMMING 112. . . . . . . . . . . . . . . . . . . . . . . . . .
13.7 PROGRAMMABLE MIRROR IMAGE (G50.1, G51.1) 113. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.8 INDEX TABLE INDEXING 113. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.9 FIGURE COPYING (G72.1, G72.2) 114. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13.10 CIRCLE CUTTING FUNCTION 116. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14. COMPENSATION FUNCTIONS 117. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.1 TOOL LENGTH COMPENSATION (G43, G44, G49) 118. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.2 TOOL OFFSET (G45, G46, G47, G48) 119. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3 CUTTER COMPENSATION 120. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3.1 Cutter Compensation B (G40 – 42) 120. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.3.2 Cutter Compensation C (G40 – G42) 120. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.4 3–DIMENSIONAL TOOL COMPENSATION (G40, G41) 122. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.5 TOOL OFFSET BY TOOL NUMBER 124. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.6 TOOL COMPENSATION MEMORY 126. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.6.1 Tool Compensation Memory A 126. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.6.2 Tool Compensation Memory B 127. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.6.3 Tool Compensation Memory C 127. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.7 NUMBER OF TOOL OFFSETS 128. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.8 CHANGING OF TOOL OFFSET AMOUNT (PROGRAMMABLE DATA INPUT) (G10) 128. . . . . .
14.9 ROTARY TABLE DYNAMIC FIXTURE OFFSET 129. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.10 THREE–DIMENSIONAL CUTTER COMPENSATION 130. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14.11 DESIGNATION DIRECTION TOOL LENGTH COMPENSATION 131. . . . . . . . . . . . . . . . . . . . . . . .
15. ACCURACY COMPENSATION FUNCTION 132. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.1 STORED PITCH ERROR COMPENSATION 133. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.2 INTERPOLATION TYPE PITCH ERROR COMPENSATION 133. . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.3 THE SECOND CYLINDRICAL PITCH ERROR COMPENSATION METHOD 134. . . . . . . . . . . . . .
15.4 INCLINATION COMPENSATION 135. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.5 STRAIGHTNESS COMPENSATION 136. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.6 BACKLASH COMPENSATION 136. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–4
Page 10

B–62082E/04
15.7 PROGRAMMABLE PARAMETER ENTRY (G10, G11) 136. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.8 INTERPOLATION–TYPE STRAIGHTNESS COMPENSATION 137. . . . . . . . . . . . . . . . . . . . . . . . . .
15.9 STRAIGHTNESS COMPENSATION A T 128–POINT 137. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15.10 BI–DIRECTIONAL PITCH ERROR COMPENSATION FUNCTION 137. . . . . . . . . . . . . . . . . . . . . . .
T ABLE OF CONTENTS
16. COORDINATE SYSTEM CONVERSION 138. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16.1 AXIS SWITCHING 139. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16.2 SCALING (G50, G51) 140. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16.3 COORDINATE SYSTEM ROTATION (G68, G69) 141. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16.4 THREE–DIMENSIONAL COORDINATE CONVERSION 142. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17. MEASUREMENT FUNCTIONS 145. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.1 SKIP FUNCTION (G31) 146. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.2 MULTI–STEP SKIP FUNCTION (G31.1 – G31.3) 147. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.3 HIGH–SPEED SKIP SIGNAL INPUT 147. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.4 SKIPPING THE COMMANDS FOR SEVERAL AXES 148. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.5 AUTOMATIC TOOL LENGTH MEASUREMENT (G37) 148. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.6 HIGH–SPEED MEASURING POSITION REACH SIGNAL INPUT 149. . . . . . . . . . . . . . . . . . . . . . .
17.7 TOOL LENGTH MEASUREMENT 149. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17.8 TOOL LENGTH/WORKPIECE ZERO POINT MEASUREMENT B 150. . . . . . . . . . . . . . . . . . . . . . .
17.9 TORQUE LIMIT SKIP 151. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18. CUSTOM MACRO 152. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18.1 CUSTOM MACRO 153. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18.2 NUMBER OF COMMON VARIABLES 162. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18.3 READ/PUNCH FUNCTION FOR CUSTOM MACRO COMMON VARIABLES 162. . . . . . . . . . . . .
18.4 INTERRUPTION TYPE CUSTOM MACRO 163. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18.5 KEY AND PROGRAM ENCRYPTION 163. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19. FUNCTIONS FOR HIGH SPEED CUTTING 164. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.1 HIGH SPEED MACHINING (G10.3, G11.3, G65.3) 165. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.2 MULTI–BUFFER (G05.1) 165. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.3 AUTOMATIC CORNER DECELERATION 166. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.4 FEEDRATE CLAMP BY CIRCULAR RADIUS 167. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.5 ADVANCED PREVIEW CONTROL FUNCTION 167. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.6 HIGH–PRECISION CONTOUR CONTROL 168. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.7 FEED FORWARD CONTROL 169. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.8 HIGH–SPEED DISTRIBUTION BY DNC OPERATION USING REMOTE BUFFER 170. . . . . . . . .
19.9 BINARY DATA INPUT OPERATION BY REMOTE BUFFER 171. . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.10 DISTRIBUTION PROCESS BY REMOTE BUFFER 173. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19.11 HIGH–PRECISION CONTOUR CONTROL USING 64–BIT RISC PROCESSOR 174. . . . . . . . . . . .
20. AXES CONTROL 175. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.1 FOLLOW UP FUNCTION 176. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.2 FOLLOW–UP FOR EACH AXIS 176. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.3 MECHANICAL HANDLE FEED 176. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–5
Page 11

T ABLE OF CONTENTS
20.4 SERVO OFF 176. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.5 MIRROR IMAGE 176. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.6 CONTROL AXIS DETACH 177. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.7 SIMPLE SYNCHRONOUS CONTROL 177. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.8 FEED STOP 178. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.9 ARBITRAR Y COMMAND MULTIPLY (CMR) 178. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.10 TWIN TABLE CONTROL 179. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.11 SIMPLE SYNCHRONIZATION CONTROL POSITIONAL DEVIATION
CHECK FUNCTION 180. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.12 NORMAL DIRECTION CONTROL (G41.1, G42.1) 181. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.13 CHOPPING FUNCTION (G81.1) 182. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.14 AXIS CONTROL WITH PMC 183. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.15 UPGRADED 5–AXIS CONTROL COMPENSATION PARAMETER 184. . . . . . . . . . . . . . . . . . . . . . .
20.16 ROLL–OVER FUNCTION FOR A ROTA TION AXIS 184. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.17 TWO AXES ELECTRONIC GEAR BOX 185. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.18 SKIP FUNCTION FOR EGB AXIS 186. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20.19 ELECTRONIC GEARBOX AUTOMATIC PHASE SYNCHRONIZATION 187. . . . . . . . . . . . . . . . . .
B–62082E/04
21. AUTOMATIC OPERATION 188. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.1 OPERATION MODE 189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.1.1 Tape Operation 189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.1.2 Memory Operation 189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.1.3 MDI Operation 189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.2 SELECTION OF EXECUTION PROGRAMS 189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.2.1 Program Number Search 189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.2.2 Program Search with Program Names 189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.2.3 Sequence Number Search 189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.2.4 Rewind 189. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.3 ACTIVATION OF AUTOMATIC OPERATION 190. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.3.1 Cycle Start 190. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.4 EXECUTION OF AUTOMATIC OPERATION 190. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.4.1 Buf fer Register 190. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.5 AUTOMATIC OPERATION STOP 191. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.5.1 Program Stop (M00, M01) 191. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.5.2 Program End (M02, M30) 191. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.5.3 Sequence Number Comparison and Stop 191. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.5.4 Feed Hold 191. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.5.5 Reset 191. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.6 RESTART OF AUTOMATIC OPERATION 192. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.6.1 Program Restart 192. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.6.2 Program Reset Function and Output of M, S, T, and B, Codes 192. . . . . . . . . . . . . . . . . . . . . . . . .
21.6.3 Restart of Block 193. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.6.4 Tool Retract & Recover 193. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.7 MANUAL INTERRUPTION DURING AUTOMATIC OPERATION 196. . . . . . . . . . . . . . . . . . . . . . .
21.7.1 Handle Interruption 196. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.7.2 Automatic/Manual Simultaneous Operation 196. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.8 RETRACE 197. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.9 ACTIVE BLOCK CANCEL 198. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21.10 TRANSVERSE INHIBIT LIMIT FUNCTION 198. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–6
Page 12

B–62082E/04
T ABLE OF CONTENTS
22. MANUAL OPERATION 199. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22.1 MANUAL FEED 200. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22.2 INCREMENTAL FEED 200. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22.3 MANUAL HANDLE FEED (1ST) 200. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22.4 MANUAL HANDLE FEED (2ND, 3RD) 201. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22.5 MANUAL ARBITRARY ANGLE FEED 201. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22.6 MANUAL NUMERIC COMMAND 202. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22.7 MANUAL ABSOLUTE ON/OFF 202. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22.8 MANUAL INTERRUPTION FUNCTION FOR THREE–DIMENSIONAL
COORDINATE SYSTEM CONVERSION 203. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22.9 STORED STROKE LIMIT CHECK IN MANUAL OPERATION 203. . . . . . . . . . . . . . . . . . . . . . . . . .
23. PROGRAM TEST FUNCTIONS 204. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23.1 ALL AXES MACHINE LOCK 205. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23.2 MACHINE LOCK ON EACH AXIS (Z AXIS COMMAND CANCEL) 205. . . . . . . . . . . . . . . . . . . . .
23.3 AUXILIARY FUNCTION LOCK 205. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23.4 DRY RUN 205. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23.5 SINGLE BLOCK 205. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23.6 RETRACE PROGRAM EDITING FUNCTION 206. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24. SETTING AND DISPLAY UNIT 208. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.1 SETTING AND DISPLAY UNIT 209. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.2 EXPLANATION OF THE KEYBOARD 210. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.3 SOFT KEYS AND CALCULATION KEYS 214. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.4 MANUAL DATA INPUT (MDI) 215. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.5 DISPLAY 216. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.6 LANGUAGE SELECTION 219. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.7 CLOCK FUNCTION 220. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.8 RUN HOUR & PARTS NUMBER DISPLAY 220. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.9 LOAD METER DISPLAY 221. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.10 MENU SWITCH 222. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.11 SOFTWARE OPERATOR’S PANEL 223. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.12 GRAPHIC DISPLAY FUNCTION 224. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.13 NC FORMAT GUIDANCE 224. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.14 NC FORMAT GUIDANCE WITH PICTURE 225. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.15 SIMPLE CONVERSATIONAL AUTOMATIC PROGRAMMING FUNCTION 226. . . . . . . . . . . . . . .
24.16 DAT A PROTECTION KEY 227. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.17 DIRECTORY DISPLAY OF FLOPPY CASSETTE/PROGRAM FILE 227. . . . . . . . . . . . . . . . . . . . . . .
24.18 MACHINING TIME STAMP FUNCTION 228. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.19 DIRECTORY DISPLAY AND PUNCHING ON EACH GROUP 229. . . . . . . . . . . . . . . . . . . . . . . . . . .
24.20 FUNCTION FOR DISPLAYING MULTIPLE SUBSCREENS 230. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.21 HELP FUNCTION 231. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.22 PARAMETER SETTING (RS–232–C) SCREEN 231. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.23 SCREEN FOR SPECIFYING HIGH–SPEED AND HIGH–PRECISION MACHINING 231. . . . . . . .
24.24 OPERATION HISTORY 232. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.25 WAVEFORM DIAGNOSIS FUNCTION 233. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–7
Page 13

T ABLE OF CONTENTS
24.26 CR T SCREEN SAVING FUNCTION 234. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.27 M–CODE GROUP FUNCTION 234. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24.28 WORKPIECE ZERO POINT MANUAL SETTING FUNCTION 234. . . . . . . . . . . . . . . . . . . . . . . . . . .
24.29 SCREEN SAVER FUNCTION 235. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B–62082E/04
25. PART PROGRAM STORAGE AND EDITING 236. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25.1 FOREGROUND EDITING 237. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25.2 BACKGROUND EDITING 237. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25.3 EXPANDED PART PROGRAM EDITING 238. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25.4 NUMBER OF REGISTERED PROGRAMS 238. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25.5 PART PROGRAM STORAGE LENGTH 239. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25.6 PLAY BACK 240. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25.7 OVERRIDE PLAY BACK 241. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25.8 EXTERNAL I/O DEVICE CONTROL 242. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25.9 HIGH–SPEED PART PROGRAM REGISTRATION FUNCTION 242. . . . . . . . . . . . . . . . . . . . . . . . . .
25.10 FUNCTION SELECTION WITH HARD KEYS 242. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25.11 MULTI–EDIT FUNCTION 242. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
26. DIAGNOSIS FUNCTIONS 243. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
26.1 SELF DIAGNOSIS FUNCTIONS 244. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
26.2 TROUBLE DIAGNOSIS GUIDANCE 244. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27. DATA INPUT/OUTPUT 246. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27.1 TAPE READER 247. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27.1.1 Tape Reader without Reels 247. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27.1.2 Tape Reader with Reels 247. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27.2 READER/PUNCHER INTERF ACES 248. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27.3 INPUT/OUTPUT DEVICES 248. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27.3.1 FANUC FLOPPY CASSETTE 248. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27.3.2 Portable Tape Reader 248. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27.3.3 FANUC PROGRAM FILE Mate 248. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27.3.4 FANUC Handy File 248. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28. SAFETY FUNCTIONS 249. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.1 EMERGENCY STOP 250. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.2 OVER TRAVEL FUNCTIONS 251. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.2.1 Overtravel 251. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.2.2 Stored Stroke Check 1 251. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.2.3 Stored Stroke Check 2 (G22, G23) (M Series) 251. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.2.4 Stroke Check before Move 252. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.3 INTERLOCK 253. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.3.1 Interlock per Axis 253. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.3.2 All Axes Interlock 253. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.3.3 Automatic Operation All Axes Interlock 253. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.3.4 Block Start Interlock 253. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.3.5 Cutting Block Start Interlock 253. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.4 EXTERNAL DECELERATION 254. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28.5 UNEXPECTED DISTURBANCE TORQUE DETECTION FUNCTION 255. . . . . . . . . . . . . . . . . . . .
c–8
Page 14

B–62082E/04
T ABLE OF CONTENTS
29. STATUS OUTPUT 257. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.1 NC READY SIGNAL 258. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.2 SERVO READY SIGNAL 258. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.3 REWINDING SIGNAL 258. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.4 ALARM SIGNAL 258. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.5 DISTRIBUTION END SIGNAL 258. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.6 AUTOMATIC OPERATION SIGNAL 258. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.7 AUTOMATIC OPERATION START LAMP SIGNAL 258. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.8 FEED HOLD SIGNAL 258. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.9 RESET SIGNAL 258. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.10 INPOSITION SIGNAL 258. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.11 MOVE SIGNAL 258. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.12 AXIS MOVE DIRECTION SIGNAL 259. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.13 RAPID TRAVERSING SIGNAL 259. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.14 TAPPING SIGNAL 259. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.15 THREAD CUTTING SIGNAL 259. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.16 CONSTANT SURFACE SPEED CONTROL SIGNAL 259. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.17 INCH INPUT SIGNAL 259. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29.18 DI STA TUS OUTPUT SIGNAL 259. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30. EXTERNAL DATA INPUT/OUTPUT 260. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30.1 EXTERNAL TOOL COMPENSATION 261. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30.2 EXTERNAL PROGRAM NUMBER SEARCH 261. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30.3 EXTERNAL SEQUENCE NUMBER SEARCH 261. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30.4 EXTERNAL WORKPIECE COORDINATE SYSTEM SHIFT 261. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30.5 EXTERNAL MACHINE COORDINATE SYSTEM COMPENSATION 262. . . . . . . . . . . . . . . . . . . . .
30.6 EXTERNAL ALARM MESSAGE 262. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30.7 EXTERNAL OPERATORS MESSAGE 262. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30.8 EXTERNAL CUSTOM MACRO VARIABLE VALUE INPUT 262. . . . . . . . . . . . . . . . . . . . . . . . . . . .
30.9 EXTERNAL TOOL OFFSET AMOUNT OUTPUT 262. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30.10 EXTERNAL PROGRAM NUMBER OUTPUT 262. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30.11 EXTERNAL SEQUENCE NUMBER OUTPUT 263. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30.12 EXTERNAL WORKPIECE COORDINATE SYSTEM SHIFT AMOUNT OUTPUT 263. . . . . . . . . . .
30.13 EXTERNAL MACHINE COORDINATE SYSTEM COMPENSATION AMOUNT OUTPUT 263. . .
30.14 EXTERNAL CUSTOM MACRO VARIABLE VALUE OUTPUT 263. . . . . . . . . . . . . . . . . . . . . . . . . .
31. EXTERNAL WORKPIECE NUMBER SEARCH 264. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32. MACHINE INTERFACE 265. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32.1 BASIC MACHINE INTERFACE (BMI) 266. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32.2 3M INTERF ACE 266. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32.3 6M INTERF ACE 266. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–9
Page 15

T ABLE OF CONTENTS
B–62082E/04
33. PROGRAMMABLE MACHINE CONTROLLER (PMC–NA/NB) 267. . . . . . . . . . . . . . . . .
33.1 PMC INSTRUCTION 268. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
33.2 NC WINDOW 271. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
33.3 NC WINDOW B 271. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
33.4 KEY INPUT FROM PMC 271. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
33.5 OUTPUT AND SETTING OF PMC PARAMETERS 271. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
34. MAN MACHINE CONTROL (MMC) (ONLY 150–MB) 272. . . . . . . . . . . . . . . . . . . . . . . . . .
34.1 HARDWARE SPECIFICATIONS 273. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
34.2 SOFTWARE SPECIFICATIONS 274. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
34.3 MMC/CNC WINDOW 275. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
34.4 MMC/PMC WINDOW 276. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
35. CONTROL UNIT 277. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
35.1 CONTROL UNIT 278. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
35.2 POWER SUPPLY 278. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
35.3 ENVIRONMENTAL CONDITIONS 278. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36. SERVO 279. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
37. POSITION DETECTOR 280. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
38. SPINDLE 281. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
39. MACHINE INTERFACE 282. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
40. POSITION SWITCHING FUNCTION 283. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
APPENDIX
A. RANGE OF COMMAND VALUE 287. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B. FUNCTIONS AND COMMAND FORMAT LIST 292. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C. LIST OF TAPE CODE 297. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D. EXTERNAL DIMENSIONS BASIC UNIT 299. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E. EXTERNAL DIMENSIONS CRT/MDI UNIT 305. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F. EXTERNAL DIMENSIONS OF EACH UNIT 322. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G. POWER SUPPLY AND HEAT LOSS 334. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c–10
Page 16

I. GENERAL
Page 17
B–62082E/04
1
GENERAL
GENERAL
To achieve high–speed, highly accurate, and highly efficient processes
required for future machining needs, the Series 15, an advanced industrial
computer, was developed as the high–grade AI–CNC.
It uses surface–mounted electronic parts to enable the control unit to be
made compact and the high–speed multi–master bus (FANUC BUS) to
standardize all the printed– circuit boards for providing a series of systems
in different sizes from small to large.
The sophisticated functions such as the world’s fastest CNC function
using a 32–bit microprocessor, high–speed and highly accurate digital
servo system, and high–speed PMC function provided with the newly
developed processor dedicated to PMC allow great enhancement of
machining throughput. The high–grade AI–CNC has AI functions such
as intelligent failure diagnosis guidance which allow full use of the user’s
know–how.
The 15–MB with the addition of a man–machine control (MMC) function
which enables the incorporation of a high level man–machine interface.
1. GENERAL
3
Page 18
2. LIST OF SPECIFICATIONS
LIST OF SPECIFICATIONS
2
GENERAL
Series 15 has the basic machine interface (BMI), FS3 interface and the
FS6 interface and there are some limitations on functions depending on
the machine interfaces.
The specification list also informs which functions are effective for each
machine interface.
The features of CNCs mentioned here are classified as in the following
table and the lists of specifications are written according to this
classification.
Classification of specification T able No. of specification list
Standard specification Table 2 (a)
B–62082E/04
Optional specification Table 2 (b)
Detailed explanations of each function is mentioned in an item of the text
indicated in the specification list.
1) List of standard specification
The list indicates the standard features.
2) List of optional specification
The list indicated features which can be added to the standard features.
See DESCRIPTIONS (Supplement for Tracong/Digitizing) (B–62472E)
of FANUC Series 15–MB for the following functions.
D Tracing functions
D Digitizing functions
See DESCRIPTIONS (B–62082EN–1) (For Gas, Laser, Plasma Cutting
Machine) of FANUC Series 15–MB for the following functions.
D Automatic exact stop check
D Gradual curve cutting
D Torch swivel control function
D Error detect function
D Prallel axis control function
D Accelerating/decelerating signal
D Background graphic display
4
Page 19

B–62082E/04
item
GENERAL
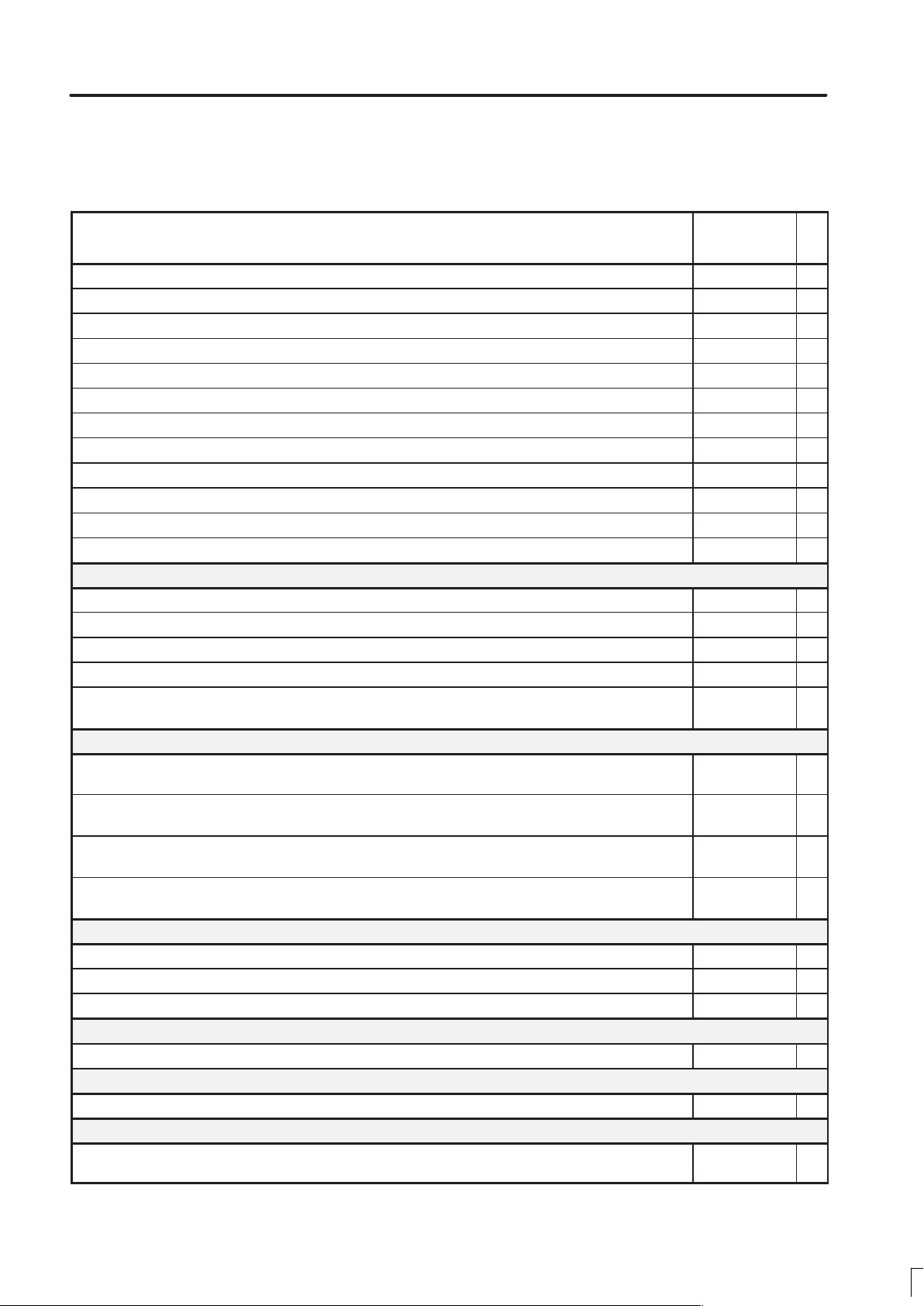
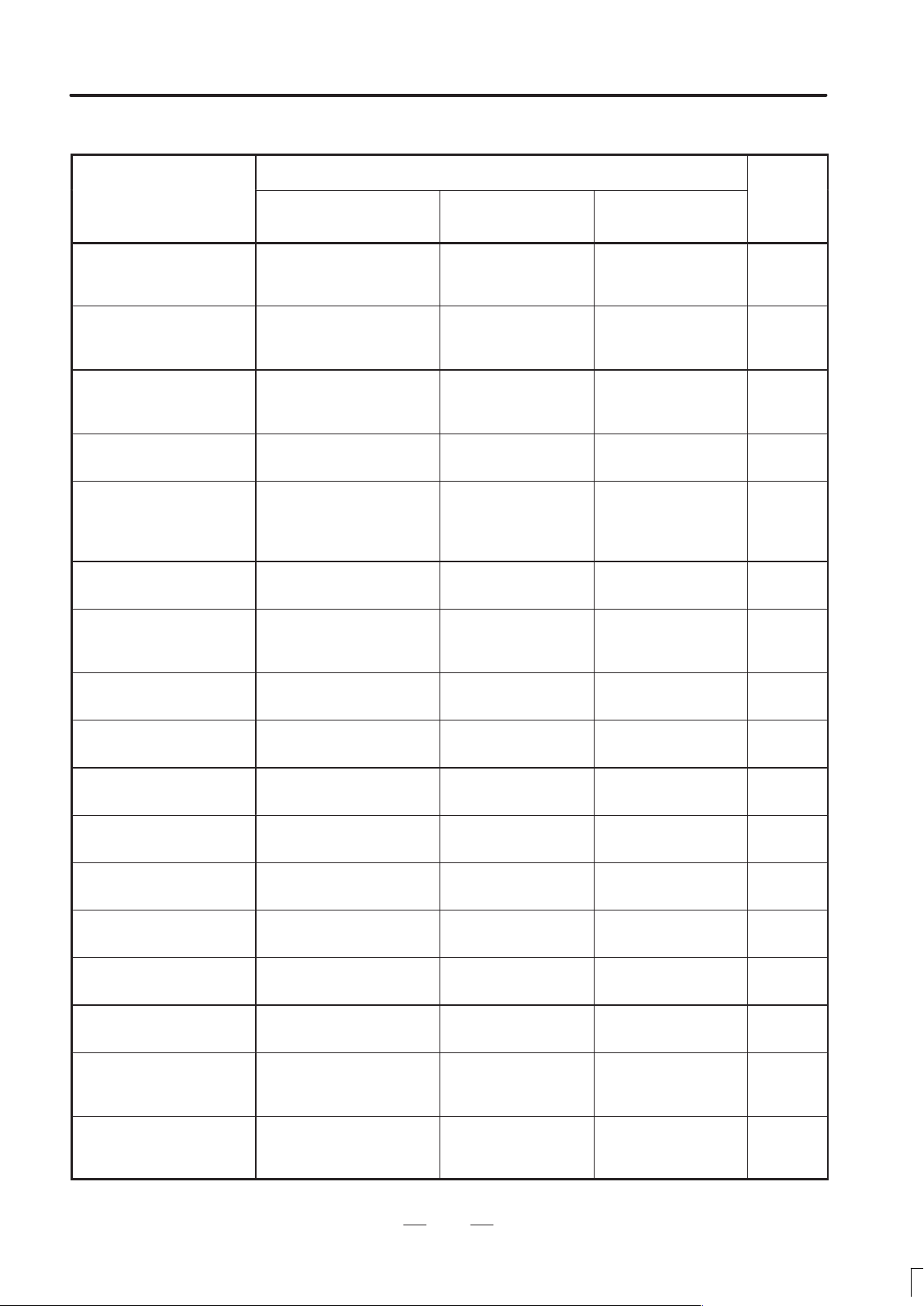
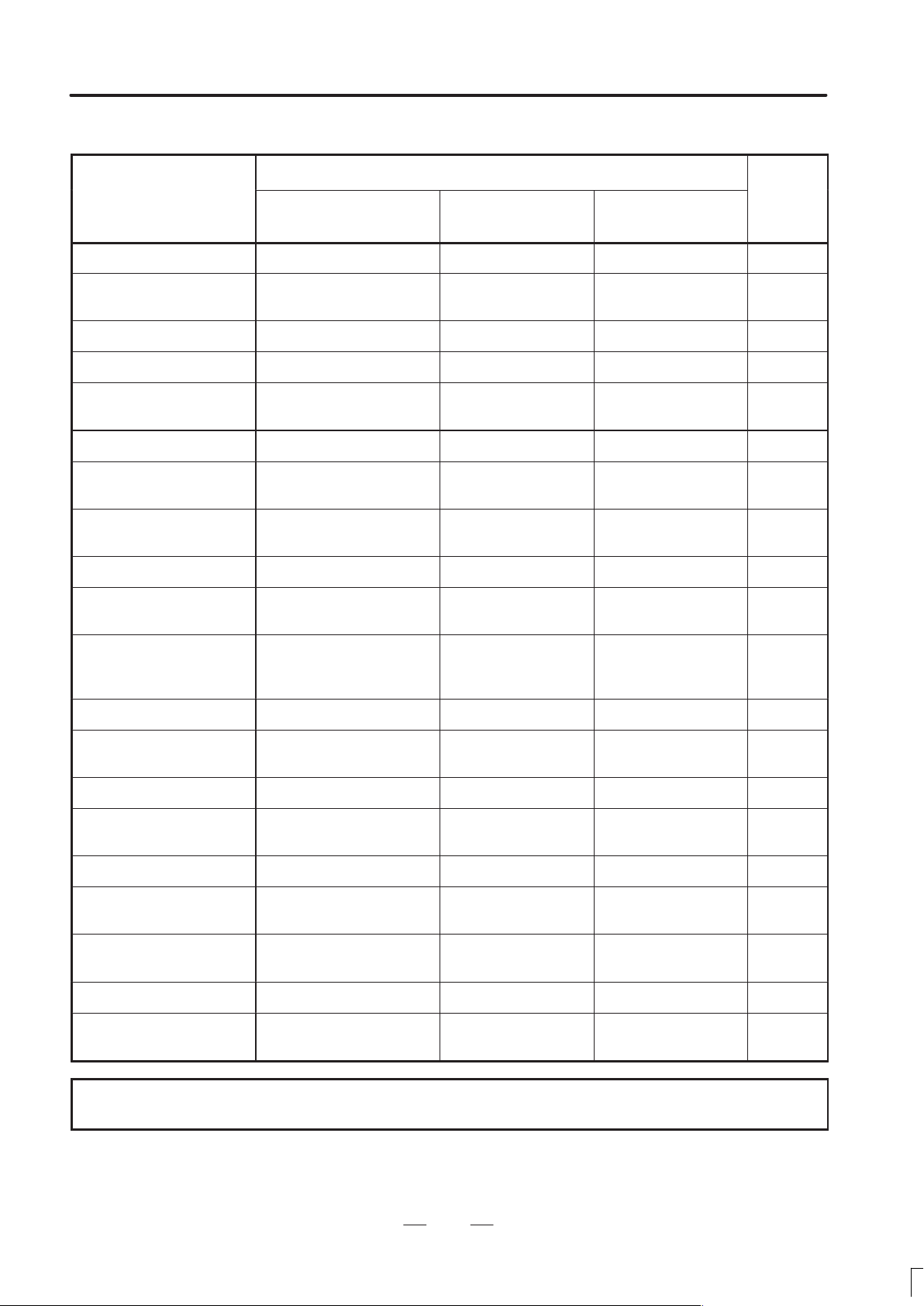
Table 2 (a) Standard specification (1/6)
2. LIST OF SPECIFICATIONS
Items
Basic machine
interface (BMI)
Controlled axis 3 axes
(2 axes also possible)
Simultaneous controllable
axes
Axis name Optional from
X, Y, Z, U, V, W, A, B, C
Increment system 0.01, 0.001, 0.0001 mm
0.001, 0.0001, 0.00001 inch
Interpolation unit 0.005, 0.0005,
0.00005 mm, 0.0005,
0.00005, 0.000005 inch
Maximum commandable
value
High resolution detection
interface
Positioning Linear interpolation type
positioning is also available
2 axes Same as left Same as left II 1.3
8 digits Same as left Same as left Appendix
YES YES YES
Functions
3M interface 6M interface
Same as left Same as left II 1.1
Same as left Same as left II 1.5
Same as left Same as left II 1.7
Same as left Same as left Appendix
Same as left Same as left II 3.1
Reference
A
A
Linear interpolation YES YES YES II 3.3
Multi–quadrant circuit
interpolation
Rapid traverse rate YES YES YES II 5.1
Tangential speed constant
control
Cutting feedrate clamp For each axis Same as left Same as left II 5.2.2
Feed per minute YES YES YES II 5.2.3
Feedrate override 0–254%
Rapid traverse override F0, F1, 50%, 100% Same as left Same as left II 5.3.4
Function for overriding the
rapid traverse feedrate in
1% units
Automatic acceleration/
deceleration
Rapid traverse:
Linear acceleration/deceleration
Cutting feed:
Exponential acceleration/
deceleration
YES YES YES II 3.4
YES YES YES II 5.2.1
0–150%
1% step
YES YES YES II 5.3.5
10% step
Same as left Same as left II 5.4
0–200%
10% step
II 5.3.1
Linear acceleration/
deceleration after cutting
feed interpolation
YES YES YES II 5.5
5
Page 20
2. LIST OF SPECIFICATIONS
GENERAL
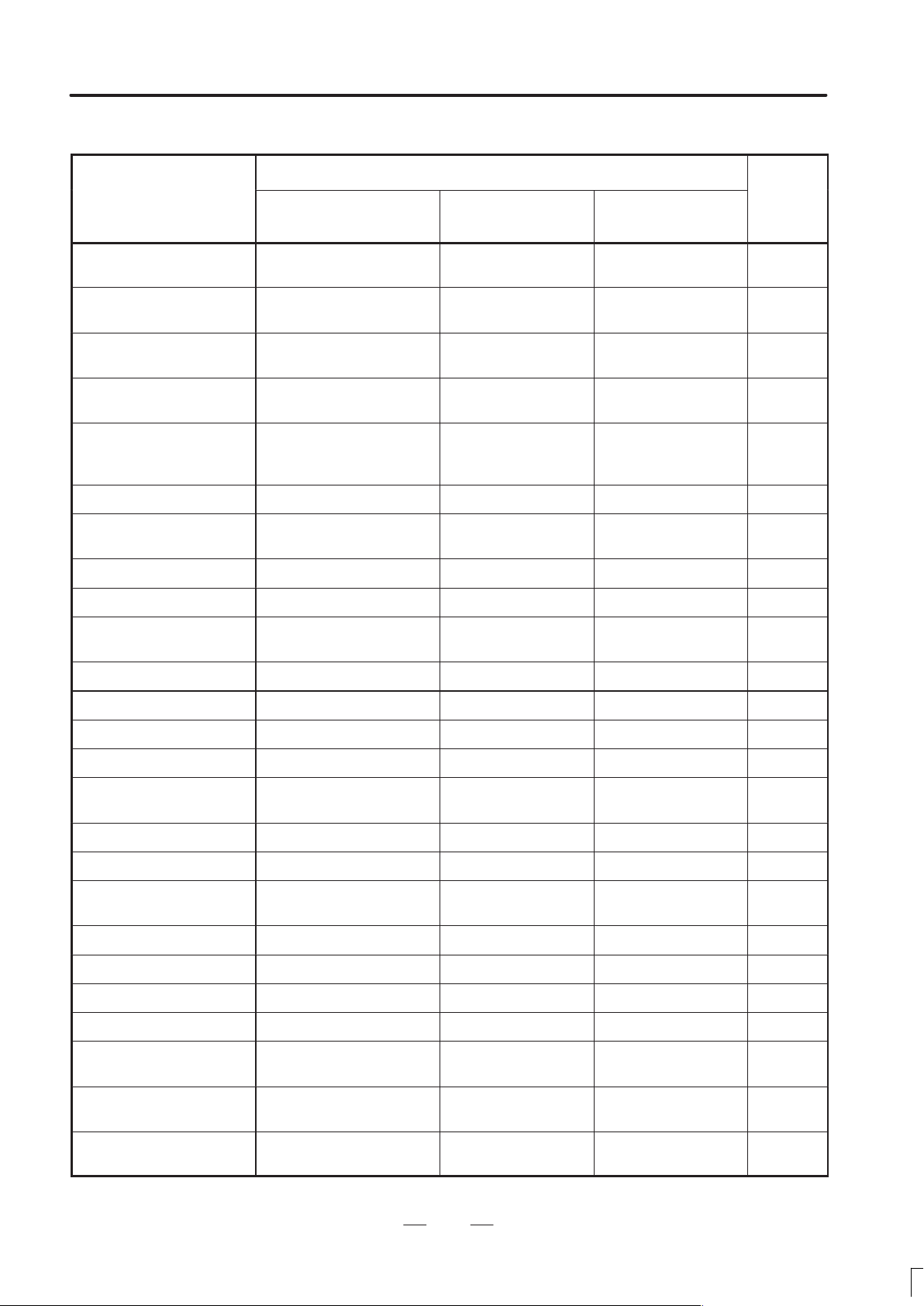
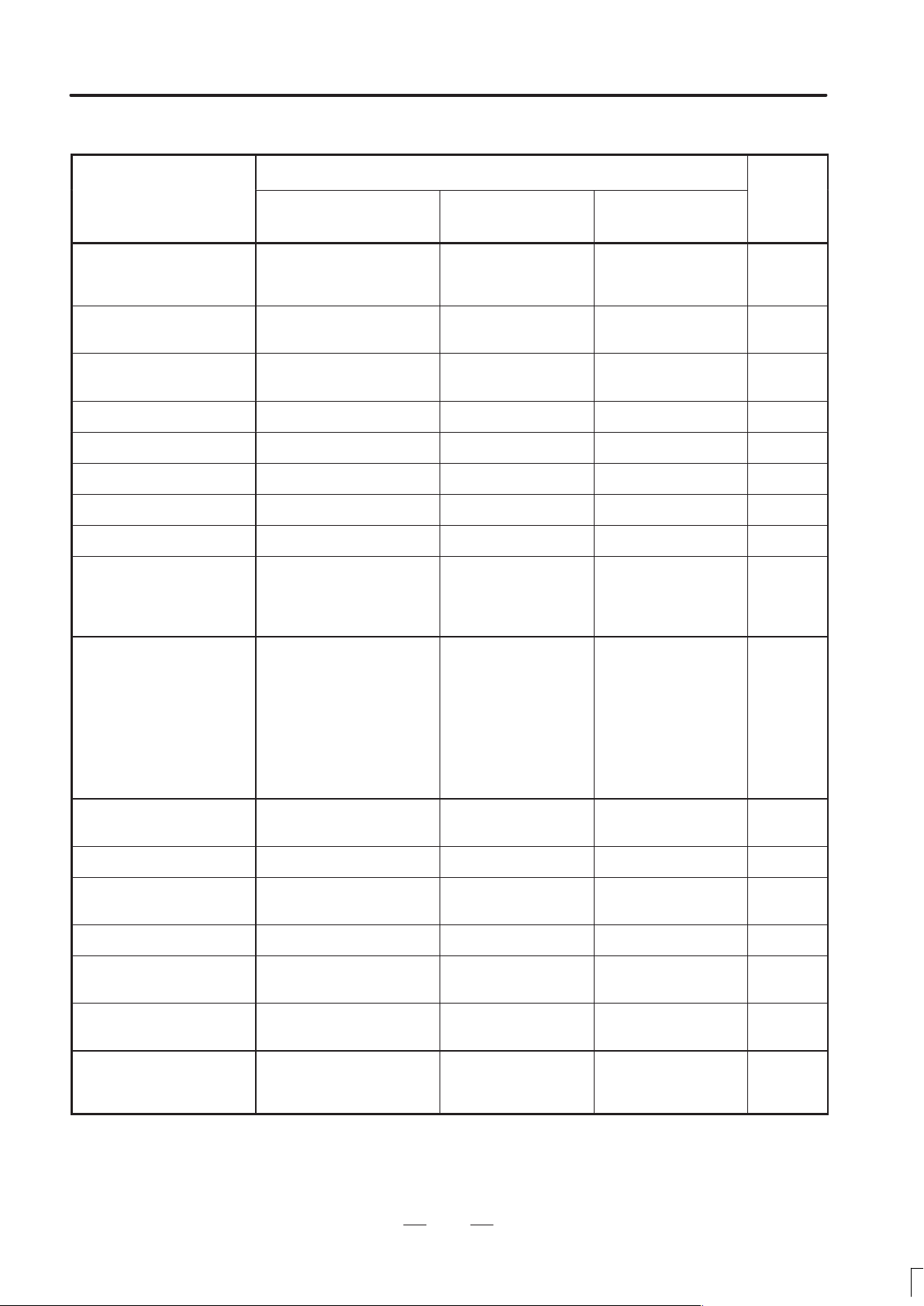
Table 2 (a) Standard specification (2/6)
B–62082E/04
Items Reference
interface (BMI)
Acceleration/deceleration
before cutting feed
interpolation
Acceleration/deceleration
prior to pre–read
interpolation
Bell–shaped acceleration/
deceleration after rapid
traverse interpolation
Cutting/rapid traverse
position check function
Exact stop,
Exact stop mode
Cutting mode
Tapping mode
Dwell Per second dwell and per
YES YES YES II 5.7
YES YES YES II 5.8
YES YES YES II 5.9
YES YES YES II 5.13
YES YES
revolution dwell
FunctionsItems Reference
item
item
6M interface3M interfaceBasic machine
YES II 5.14–
(Tapping mode signal
is not available)
Same as left Same as left II 5.18
5.16
Reference position return Manual, automatic
(G27, G28, G29)
Reference position
automatic setting function
Dog–less reference
position setting function
Machine coordinate system
selection (G53)
Workpiece coordinate
system selection (G54–G59)
Local coordinate system
setting (G52)
Workpiece coordinate
system change (G92)
Workpiece coordinate
system presetting
Absolute/incremental
programming
Decimal point input/pocket
calculator type decimal
point input
Can be combined in the
YES NO NO II 6.6
YES YES YES II 6.7
YES YES YES II 7.1
YES YES YES II 7.2
YES YES YES II 7.3
YES YES YES II 7.4
YES YES YES II 7.7
same block
YES YES YES II 8.4
Same as left Same as left II 6.1
II 6.2
II 6.3
Same as left Same as left II 8.1
Function for switching
between diameter and
radius programming
YES YES YES II 8.6
6
Page 21
B–62082E/04
GENERAL
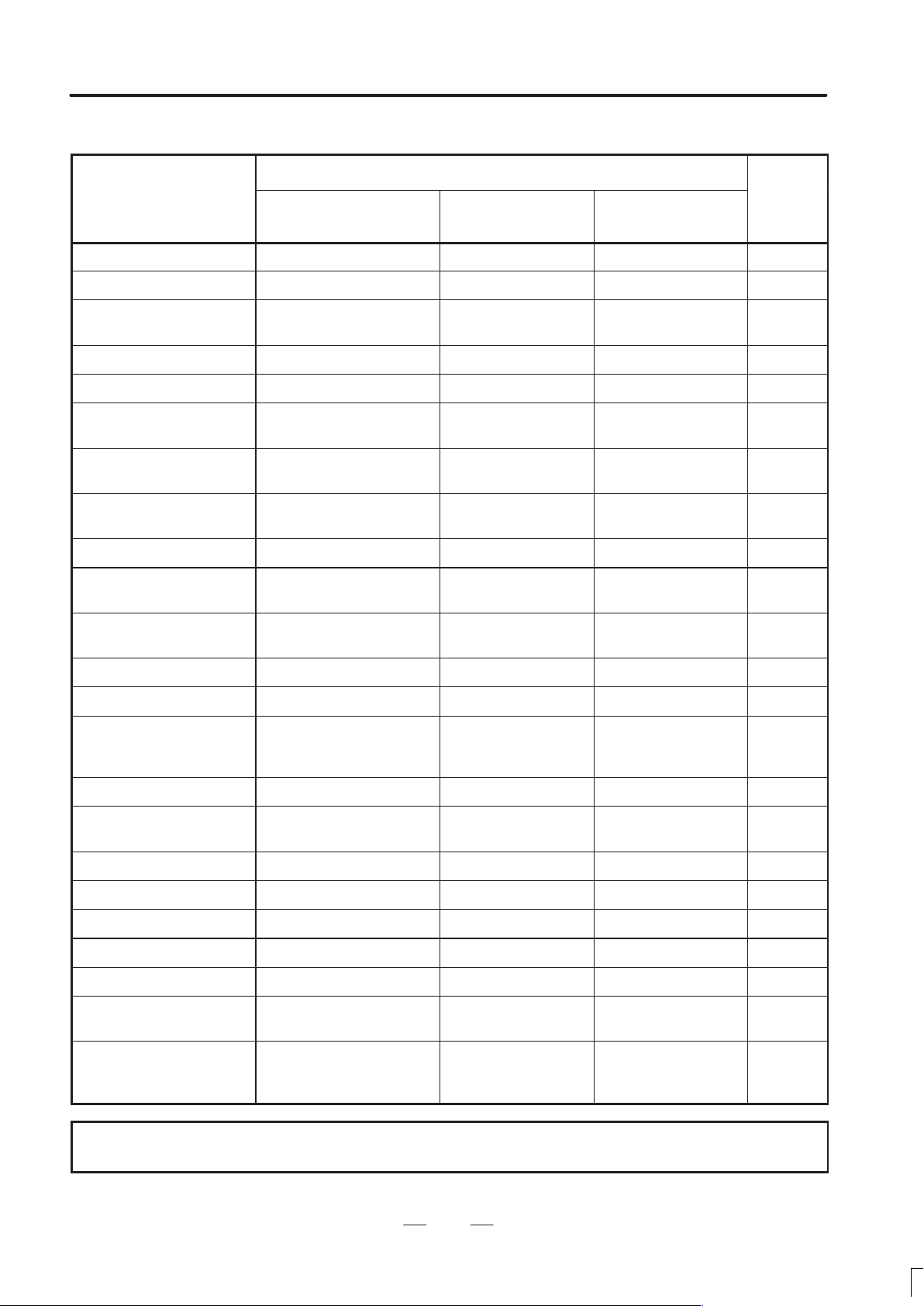
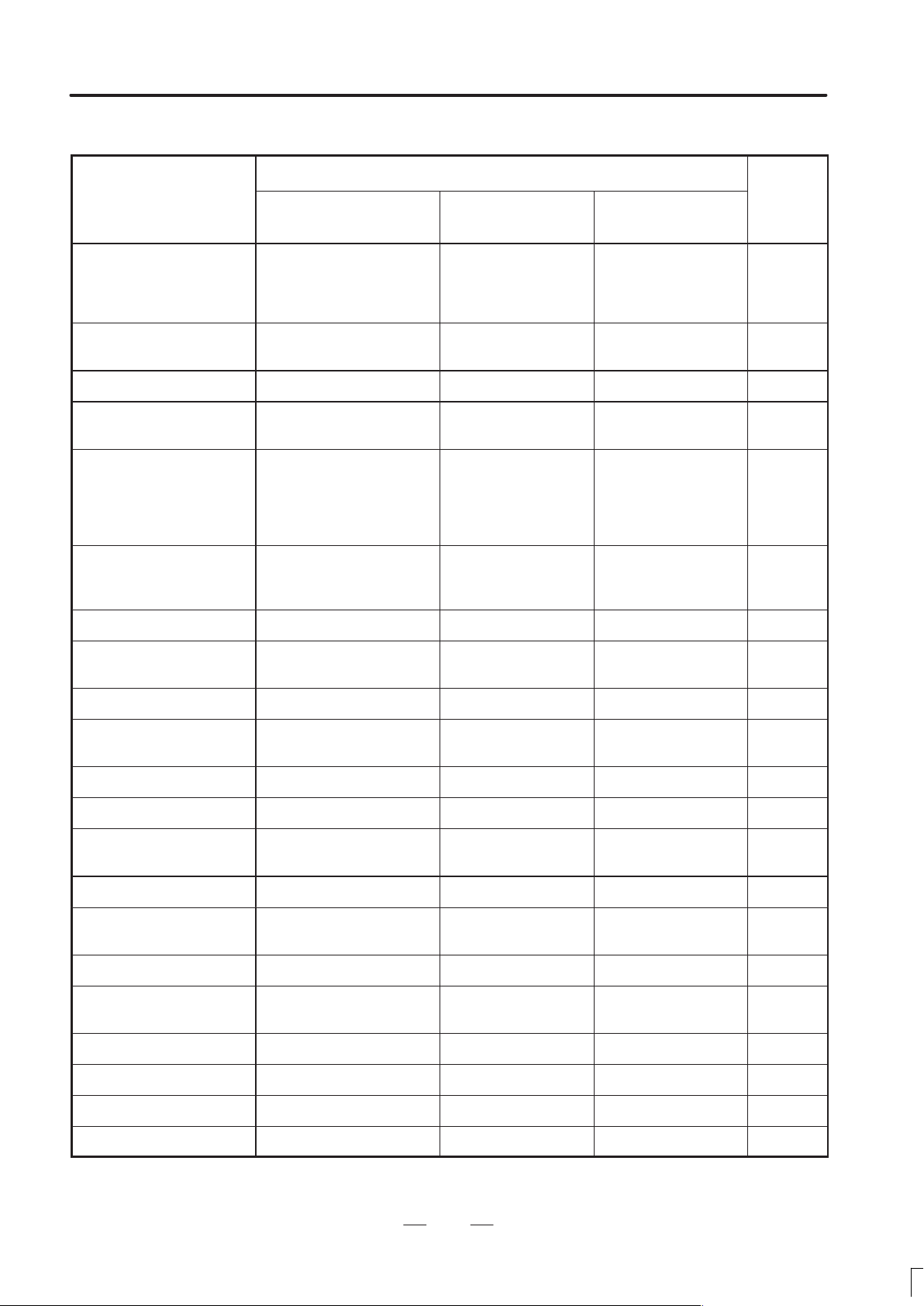
Table 2 (a) Standard specification (3/6)
2. LIST OF SPECIFICATIONS
Items Reference
interface (BMI)
S code output S8–digit command
(Binary output)
T code output T8–digit command
(Binary output)
Miscellaneous function M8–digit command
(Binary output)
High speed M/S/T/B
interface
Program number/program
name
Program number search YES YES YES II 12.1
Main program/subprogram Subprogram:
Sequence number 5–digit Same as left Same as left II 12.6
Sequence number search YES YES YES II 12.6
Program number: 4 digits
Program name:
YES NO NO II 1 1.3
16 characters
Fourfold nesting
FunctionsItems Reference
item
item
6M interface3M interfaceBasic machine
S2–digit command
(BCD output)
T2–digit command
(BCD output)
M2–digit
(BCD output)
Same as left Same as left II 12.1
Same as left Same as left II 12.4
Same as left II 9.1
Same as left II 10.1
M3–digit
(BCD output)
II 1 1.1
II 12.2
II 12.5
Tape code EIA RS244, ISO840
automatic recognition
Command format Word–address format Same as left Same as left II 12.9
Label skip YES YES YES II 12.10
Control in/out YES YES YES II 12.11
Optional block skip YES YES YES II 12.12
Circular interpolation radius
programming
Circle cutting function YES YES YES II 13.10
Tool length compensation YES YES YES II 14.1
Tool offset amount memory
A
32 tool offsets YES YES YES II 14.7
Incremental offset input YES YES YES
Backlash compensation Max. 9999 pulses Same as left Same as left II 15.6
Tool length measurement YES YES YES III 17.7
Automatic corner
deceleration
Common to all tools Same as left Same as left II 14.6.1
YES YES YES II 13.6
YES YES YES II 19.3
Same as left Same as left II 12.7
Feedrate clamp by circular
radius
Advanced preview control
function
YES YES YES II 19.4
YES YES YES II 19.5
7
Page 22
2. LIST OF SPECIFICATIONS
GENERAL
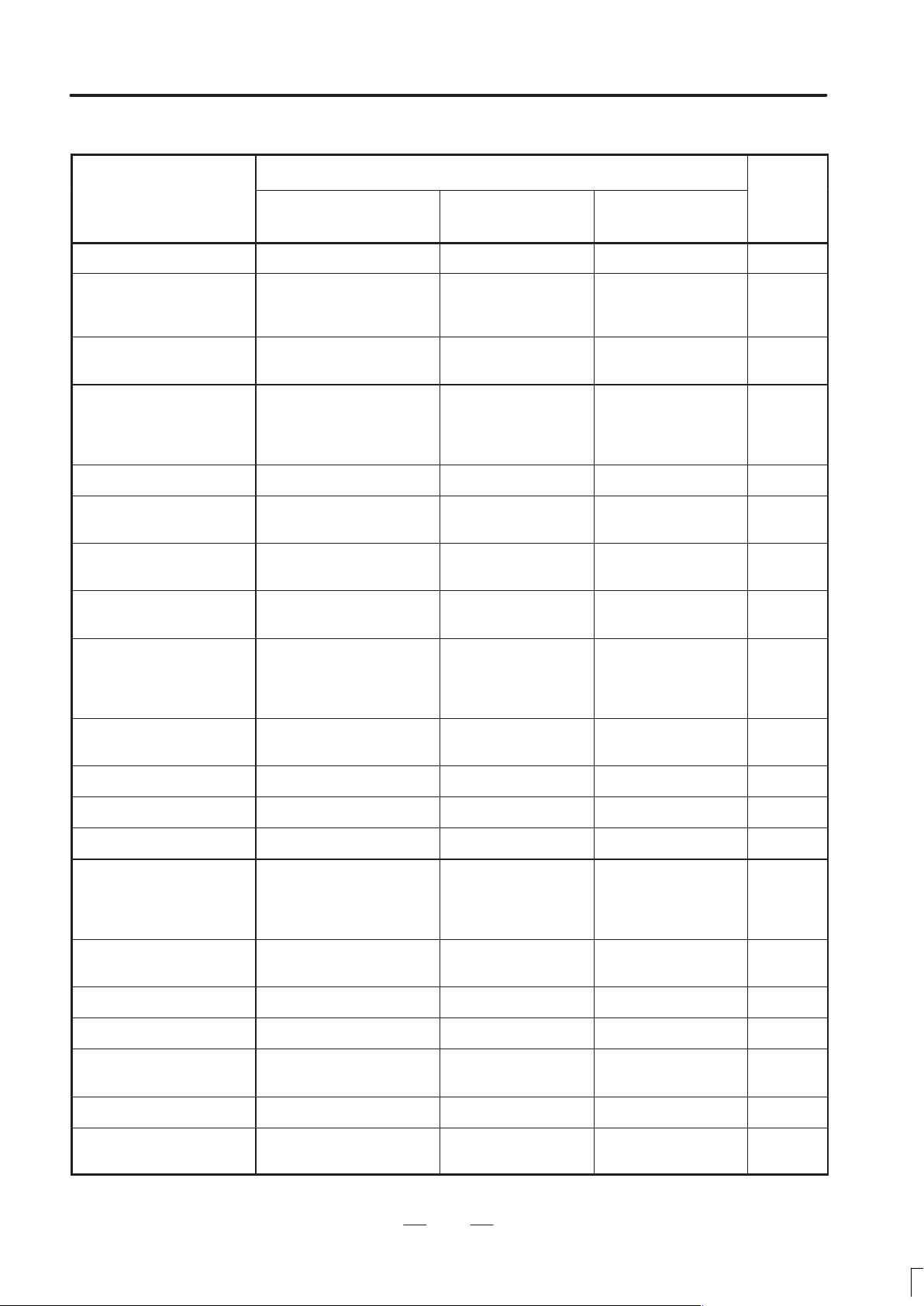
Table 2 (a) Standard specification (4/6)
B–62082E/04
Items Reference
interface (BMI)
Follow–up YES YES YES II 20.1
Follow–up for each axis YES YES YES II 20.2
Servo off and mechanical
handle feed
External mirror image Possible on all axes Possible on all axes Possible on all axes II 20.5
Controlled axis detach YES YES YES II 20.6
Roll–over function for a
rotation axis
Automatic operation Tape operation/Memory
operation/MDI operation
Cycle start/feed hold YES YES YES II 21.3.1
Buffer register YES YES YES II 21.4.1
Program stop/program end YES YES YES II 21.5.1
YES YES YES II 20.3
YES YES YES II 20.16
FunctionsItems Reference
item
item
6M interface3M interfaceBasic machine
II 20.4
Same as left Same as left II 21
II 21.5.4
II 21.5.2
Reset and rewind YES YES YES II 21.2.4
II 21.5.5
Transverse inhibit limit YES NO NO II 21.10
Jog feed YES YES YES II 22.1
Incremental feed 1, 10, 100, 1000,
10000, 100000
Manual absolute on/off YES YES YES II 22.7
Manual operation stored
stroke check
Machine lock on all axes YES YES YES II 23.1
Machine lock on each axis YES YES YES II 23.2
Auxiliary function lock YES YES YES II 23.3
Dry run YES YES YES II 23.4
Single block YES YES YES II 23.5
Retrace program editing
function
Keyboards type manual
data input (MDI),
CRT character display
YES NO NO II 22.9
YES NO NO II 23.6
9″ monochrome
(Note)
1, 10, 100,
1000
Same as left Same as left II 24.1
1, 10, 100,
1000, 10000,
100000
II 22.2
NOTE
The applicable display unit is limited.
8
Page 23
B–62082E/04
GENERAL
Table 2 (a) Standard specification (5/6)
2. LIST OF SPECIFICATIONS
Items Reference
interface (BMI)
Clock function YES YES YES II 24.7
Run hour and parts number
display
Load meter display YES YES YES II 24.9
NC format guidance YES YES YES II 24.13
NC format guidance with
figure
Data protection key 3 types 1 type 1 type II 24.16
Directory display and
punching on each group
Function for displaying
multiple subscreens
Help function YES YES YES II 24.21
Parameter setting
(RS–232–C) screen
YES YES YES II 24.8
YES
(Note)
YES YES YES II 24.19
YES YES YES II 24.20
YES YES YES II 24. 22
FunctionsItems Reference
item
item
6M interface3M interfaceBasic machine
YES
(Note)
YES
(Note)
II 24.14
Screen for specifying high–
speed and high–precision
machining
Operation history YES YES YES II 24.24
Waveform diagnosis
function
CRT screen saving function YES YES YES II 24.26
Workpiece origin manual
setting
Screen saver YES NO NO II 24.29
Part program storage &
editing
Expanded part program
editing
Background editing YES YES YES II 25.2
Part program storage
length
YES YES YES II 24.23
YES YES YES II 24.25
YES NO NO II 24.28
YES YES YES II 25
YES YES YES II 25.3
80 m Same as left Same as left II 25.5
NOTE
The applicable display unit is limited.
9
Page 24
2. LIST OF SPECIFICATIONS
GENERAL
Table 2 (a) Standard specification (6/6)
B–62082E/04
Items Reference
interface (BMI)
Resisterable programs
(Program name display is
also possible)
High–speed part program
registeration function
Function selection with
hard keys
Multi–edit function YES YES YES II 25.11
Self–diagnosis functions YES YES YES II 26.1
Emergency stop YES YES YES II 28.1
Overtravel YES YES YES II 28.2.1
Stored stroke check 1 YES YES YES II 28.2.2
Interlock Each axis/all axes/all axes
in automatic operation/
block start/cutting block
100 100 100 II 25.4
YES YES YES II 25.9
YES YES YES II 25.10
start interlock
FunctionsItems Reference
6M interface3M interfaceBasic machine
All axes or Z–axis only Each axis, cutting
block start
item
item
II 28.3
Status output NC ready, servo ready, re-
winding, alarm, distribution
end, automatic operation,
automatic operation start
lamp, feed hold reset, imposition, rapid traversing,
tapping, constant surface
speed control, inch input
and DI status
Connectable servo motor FANUC AC SERVO
MOTOR series
Connectable servo unit PWM transistor drive Same as left Same as left II 36
Connectable position
detector
Absolute position detector YES YES YES II 37
Connectable spindle motor FANUC AC SPINDLE
Connectable spindle servo
unit
Power
(About the CNC unit)
Pulse coder/optical scale Same as left Same as left II 37
MOTOR series
PWM transistor drive Same as left Same as left II 38
200 to 240 V AC
+10%, –15%
50 to 60 Hz 3 Hz
NC ready, servo ready,
rewinding, alarm, dis-
tribution end, automat-
ic operation start lamp,
feed hold, reset
Same as left Same as left II 36
Same as left Same as left II 38
Same as left Same as left II 35.2
Same as left II 29
10
Page 25
B–62082E/04
item
GENERAL
Table 2 (b) Optional specification (1/8)
2. LIST OF SPECIFICATIONS
Items
Basic machine
interface (BMI)
Controlled axes expansion
Name of axes:
Select from X, Y, Z, A, B, C,
U, V, W axis optionally
Simultaneous controllable
axes expansion
Single direction positioning YES YES YES II 3.2
3–dimensional circular
interpolation function
Helical interpolation Also applied to
Helical interpolation B (*) Circular interpolation plus
Max. 8 axes plus spindle
control 2 axes
Max. simultaneous
controlled axes
Basic 3 axes puls
rotation 2 axes
additional axes,
Circular interpolation plus
max. 2 axes linear
interpolation
max. 4 axes linear
interpolation
Functions
3M interface 6M interface
NO Max. 5 axes plus
spindle control
Same as left Same as left II 1.4
Basic 3 axes plus
rotation 1 axis
Also applied to
additional axes
NO Circular interpolation
Basic 3 axes plus
rotation 2 axes
Also applied to
additional axes
plus max. 3 axes linear
interpolation
Reference
II 1.2
II 3.5
II 3.6
II 3.7
Hypothetical axis YES YES YES II 3.8
Polar coordinate
interpolation
Cylindrical interpolation YES YES YES II 3.10
Exponential function inter-
polation
Circular threading B YES YES YES II 3.12
Involute interpolation YES YES YES II 3.13
Helical involute interruption Involute interpolation
Spline interpolation YES YES YES II 3.15
Spiral interpolation and
conical interpolation
Smooth interpolation (*) YES NO NO II 3.17
Thread cutting, inch thread-
ing, continuous threading
Per revolution feed YES YES YES II 5.2.4
YES YES YES II 3.9
YES YES YES II 3.11
Involute interpolation
plus linear 4 axes
YES YES YES II 3.16
YES YES YES II 4
plus linear 4 axes
Involute interpolation
plus linear 4 axes
II 3.14
Inverse time feed YES YES YES II 5.2.5
F–1 digit feed YES NO YES II 5.2.6
Second feedrate override YES NO NO II 5.3.2
11
Page 26
2. LIST OF SPECIFICATIONS
GENERAL
Table 2 (b) Optional specification (2/8)
B–62082E/04
Items Reference
interface (BMI)
Second feedrate override B YES NO NO II 5.3.3
Bell–shaped acceleration/
deceleration after cutting
feed interpolation
Cutting point speed control
function
Acceleration/deceleration
function for the constant
speed specified by the
PMC axis control function
Automatic corner override YES YES YES II 5.17
Feed per rotation without a
position coder
2nd to 4th reference
position return
Floating reference point
return
YES YES YES II 5.6
YES YES YES II 5.10
YES YES YES II 5.11
YES YES YES II 5.19
YES 2nd reference
YES YES
FunctionsItems Reference
item
item
6M interface3M interfaceBasic machine
YES II 6.4
position return
(Note 3)
YES
(Note 3)
II 6.5
Programmable data input G10, tool offset amount,
Work zero pint offset
amount can be changed by
programming
Additional workpiece
coordinate systems
Plane switching (*) YES YES YES II 7.8
Polar coordinate command YES YES YES II 8.2
Inch/metric conversion YES YES YES II 8.3
Spindle speed binary/
analog output/spindle
speed clamp (G92)
Constant surface speed
control
Actual spindle speed output YES NO NO II 9.6
Spindle positioning YES NO NO II 9.7
Spindle speed –fluctuation
detection
(S command should be
YES YES YES II 7.6
YES
within 60000 rpm)
(Note 1)
YES NO YES II 9.4
YES NO NO II 9.8
Same as left Same as left II 7.5
YES
(S command should
be within 30000 rpm)
(S command should
be with in 30000 rpm)
YES
II 14.8
II 9.2
II 9.3
II 9.5
Tool life management YES NO YES II 10.2
Tool life management 512
pairs
YES NO NO II 10.2
12
Page 27

B–62082E/04
GENERAL
Table 2 (b) Optional specification (3/8)
2. LIST OF SPECIFICATIONS
Items Reference
interface (BMI)
2nd auxiliary function
(Select address from A, B,
C, U, V, W other than
controlled axes address)
1 block plural M–command YES NO NO II 11.4
48–character program
name
Optional block skip addition YES NO YES II 12.13
Canned cycles (G73, G74,
G76, G80–G89)
Rigid tapping YES YES YES II 13.2
Optional angle chamfering/
corner R
Programmable mirror
image
Index table indexing YES NO YES II 13.8
8 digit
(Binary output)
YES YES YES II 12.3
YES YES YES II 13.1
YES YES YES II 13.4
YES YES YES II 13.7
FunctionsItems Reference
item
item
6M interface3M interfaceBasic machine
BCD 3 digits BCD 3 digits II 11.2
II 13.5
Figure copying YES NO YES II 13.9
Tool offset G45–G48 YES YES YES II 14.2
Cutter compensation B YES YES YES II 14.3.1
Cutter compensation C YES YES YES II 14.3.2
Three dimensional tool
compensation
Tool offset by tool number YES YES YES II 14.5
Tool offset amount memoryBGeometry/wear memory ,
radius and length offset
Tool offset amount memoryC6 digits, geometry/wear
memory , length/radius
Additional tool offset pairs Total 99/200/499/999 pairs Same as left Same as left II 14.7
Rotary table dynamic
fixture offset
Three–dimensional cutter
comepensation (*)
YES YES YES II 14.4
Same as left Same as left II 14.6.2
indistinguishable
Same as left Same as left II 14.6.3
offset memory
YES YES YES II 14.9
YES YES YES II 14.10
Designation direction tool
length compensation (*)
YES NO NO II 14.11
13
Page 28
2. LIST OF SPECIFICATIONS
GENERAL
Table 2 (b) Optional specification (4/8)
B–62082E/04
Items Reference
interface (BMI)
Stored pitch error
compensation
Interpolating pitch error
compensation
The second cylindrical pitch
error compensation method
Inclination compensation YES YES YES II 15.4
Straightness compensation YES YES YES II 15.5
Programmable parameter
entry
Interpolation–type
straightness compensation
128–point straightness
compensation
Bidirectional pitch error
compensation
YES YES YES II 15.1
YES YES YES II 15.2
YES YES YES II 15.3
YES YES YES II 15.7
YES NO NO II 15.8
YES NO NO II 15.9
YES NO NO II 15.10
FunctionsItems Reference
item
item
6M interface3M interfaceBasic machine
Axis switching YES YES YES II 16.1
Scaling YES YES YES II 16.2
Coordinate system rotation YES YES YES II 16.3
Three–dimensional
coordinate conversion
Skip function YES YES YES II 17.1
Multi–step skip function YES NO NO II 17.2
High–speed skip signal
input
Skipping the commands for
several axes
Automatic tool length
measurement
High–speed measuring
position reach signal input
Tool length/work zero point
measurement B
Torque limit skip YES NO NO II 17.9
YES NO NO II 16.4
YES YES YES II 17.3
YES YES YES II 17.4
YES NO NO II 17.5
YES YES YES II 17.6
YES YES YES II 17.8
Incremental system IS–D(*) 0.00001 mm
0.000001 inch
Same as left Same as left II 1.7
14
Page 29
B–62082E/04
GENERAL
Table 2 (b) Optional specification (5/8)
2. LIST OF SPECIFICATIONS
Items Reference
interface (BMI)
Tool offset value digit
expansion
Custom macro YES YES YES II 18
Custom macro common
variable
Read/punch function for
custom macro common
variable
Interruption type custom
macro
Key and program
encryption
High–speed machining YES YES YES II 19.1
Multi–buffer YES YES YES II 19.2
High–precision contour
control (*)
Total 100/200/300/600
YES YES YES II 14.6
variable
YES YES YES II 18.3
YES NO YES II 18.4
YES YES YES II 18.5
YES YES YES II 19.6
FunctionsItems Reference
item
item
6M interface3M interfaceBasic machine
Same as left Same as left II 18.2
Simple synchronous control YES YES YES II 20.7
Feed stop YES YES YES II 20.8
Arbitrary command multiply YES YES YES II 20.9
Twin table control YES YES YES II 20.10
Simple synchronization
control positional deviation
check function
Normal direction control YES YES YES II 20.12
Chopping function YES NO NO II 20.13
Axis control by PMC YES NO NO II 20.14
Upgraded 5–axis control
compensation parameter
Two axes electronic gear
box (*)
EGB axis skip YES NO NO II 20.18
Electric gear box automatic
phase matching
YES YES YES II 20.11
YES NO NO II 20.15
YES NO NO II 20.17
YES NO NO II 20.19
Simple synchronous control YES NO NO II 20.7
Sequence number
comparison and stop
YES YES YES II 21.5.3
15
Page 30

2. LIST OF SPECIFICATIONS
GENERAL
Table 2 (b) Optional specification (6/8)
B–62082E/04
Items Reference
interface (BMI)
Program restart YES YES YES II 21.6.1
Program restart function
and output of M, S, T and B
codes
Restart of block YES YES YES II 21.6.3
Tool retract & recover YES NO NO II 21.6.4
Manual handle interruption YES YES YES II 21.7.1
Automatic/manual
simultaneous operation
Retrace YES NO NO II 21.8
Active block cancel YES NO NO II 21.9
Manual handle feed (1st) YES YES YES II 22.3
Manual handle feed
(2nd, 3rd)
YES YES YES II 21.6.2
YES NO NO II 21.7.2
YES YES YES II 22.4
FunctionsItems Reference
item
item
6M interface3M interfaceBasic machine
Manual arbitrary angle feed Unit of angle: 1/16° NO NO II 22.5
Manual numerical
command
Manual interruption function
for three–dimensional
coordinate system
conversion (*)
Language selection YES YES YES II 24.6
Menu switch YES YES YES II 24.10
Software operator’s panel YES YES YES II 24.11
Graphic display YES YES YES II 24.12
Simple conversational
automatic programming
function
Directory display of floppy
cassette
M–code grouping YES NO NO II 24.27
Rewinding of portable tape
reader
YES YES YES II 22.6
YES NO NO II 22.8
YES
(Note 4)
YES YES YES II 24.17
YES YES
YES
(Note 4)
YES
(Note 4)
YES
II 24.15
II 27.3.2
Machining time stamp
function
Additional programs 400/1000 Same as left Same as left II 25.4
YES YES YES II 24.18
16
Page 31

B–62082E/04
GENERAL
Table 2 (b) Optional specification (7/8)
2. LIST OF SPECIFICATIONS
Items Reference
interface (BMI)
Part program storage
length
Playback YES YES YES II 25.6
Override playback YES YES YES II 25.7
External I/O device control YES NO NO II 25.8
Trouble diagnosis guidance
(*)
Tape reader without reels YES YES YES II 27.1.1
Tape reader with reels YES YES YES II 27.1.2
Reader/puncher interface YES YES YES II 27.2
Portable tape reader YES YES YES II 27.3.2
FANUC PROGRAM FILE
Mate
FANUC Handy File YES YES YES II 27.3.4
Max. 5120 m Same as left Same as left II 25.5
YES YES YES II 26.2
YES YES YES II 27.3.3
FunctionsItems Reference
item
item
6M interface3M interfaceBasic machine
Stored stroke check 2 YES YES YES II 28.2.3
Stroke check before move YES YES YES II 28.2.4
External deceleration Applied to all axes NO Applied only X, Y, Z
axes
Abnormal load detection
function
Moving signal output YES YES YES II 29.11
Moving direction signal
output
External data input/output Input/output of tool offset
amount, work zero offset
value, machine coordinate
system shift amount, alarm
message, operator mes-
sage, program number
search, sequence number
search and custom macro
variables are available.
External workpiece number
search
CNC window YES NO NO II 33.2
YES NO NO II 28.5
YES NO NO II 29.12
Input of tool offset
amount and work zero
offset value are avail-
able (with PMC)
NO (without PMC)
31 points 15 points 31 points II 31
Input of tool offset
amount, work zero off-
set value, alarm mes-
sage, operator mes-
sage and program
number search are
available
II 28.4
II 30
CNC window B YES YES YES II 33.3
17
Page 32

2. LIST OF SPECIFICATIONS
GENERAL
Table 2 (b) Optional specification (8/8)
B–62082E/04
Items Reference
interface (BMI)
Multi–tap transformer 200/220/230/240/380/415/
440/460/480/550 V AC
Key input from PMC YES YES YES II 33.4
FS6M interface
multi–handle
Position switching function YES YES YES II 40
— — YES II 32.3
FunctionsItems Reference
item
item
6M interface3M interfaceBasic machine
Same as left Same as left
NOTE
1 S8–digit (Binary code output) is available as a standard feature in case of Basic Machine
Interface (BMI).
2 T8–digit (Binary code output) is available as a standard feature in case of Basic Machine
Interface (BMI).
3 The floating reference point return completion signal (output signal) is not provided.
4 The applicable display unit is limited.
5 Above functions with asterisk (*) can not be used in the 15MEK or 15MEL.
18
Page 33

II. NC FUNCTIONS
Page 34

B–62082E/04
NC FUNCTIONS
This Part describes all the functions which will be realized throughout all
models and all machine interfaces. For which functions are available on
a specific machine interface in a specific model, refer to the list of
specifications in Part I.
21
Page 35

1. CONTROLLED AXES
1
NC FUNCTIONS
B–62082E/04
22
Page 36

B–62082E/04
NC FUNCTIONS
1. CONTROLLED AXES
1.1
BASIC CONTROLLED AXES
1.2
CONTROLLABLE
AXES EXPANSION
1.3
BASIC SIMULTANEOUSLY CONTROLLABLE AXES
1.4
SIMULTANEOUSLY CONTROLLABLE AXES EXPANSION
3 axes (2 axes possible)
Max. 7 axes (Total max. 10 axes Cs axis: 2 axes)
2 axes
Simultaneously controllable axes:
Following are controlled all axes at a time. Positioning, Linear
interpolation, jog feed and incremental feed.
1.5
NAME OF AXES
Name of axes can be optionally selected from A, B, C, U, V, W, X, Y, Z
(Set by parameter).
23
Page 37

1. CONTROLLED AXES
NC FUNCTIONS
B–62082E/04
1.6
PROGRAMMING AXIS NAME ADDITION
Nine alphabets A, B, C, U, V, W, X, Y, and Z can conventionally be used
for program axis name. However, 9 or more axis names are required when
9 or more axes are to travel in the multi–axis machine with multiple heads.
This function, adds 4 addresses I, J, K, and E further in addition to 9 axis
names.
Axis name: A, B, C, E, I, J, K, U, V, W, X Y, and Z (Total 13)
The maximum number of digits is 8 and the decimal point programming
is allowed.
However, if the I, J, K, and E are used as axis names, they cannot be used
for uses other than axis names.
The conventional uses, and limitation of uses with this function are
compared in the following:
Additional
address
I, J, K
G–CODE
etc.
G02
G03
Conventional
uses
Center position of arc
User for
controlled axes
Position vector
of I, J, and K
axes
Comments
The command R
is used for the
center.
G41
G42
G76
G87
G22 One point of
G65
G66
G66.1
E
G33 Screw lead
#4108 Custom mac-
Three–dimensional offset
vector
Shift value in
canned cycle
stroke limit
Argument Argument The decimal point
(number of
threads in
inch threading)
ro variable
Model information of
address ‘E’
Same as the
above
Same as the
above
Same as left The limit position
E axis position
vector
No special
meaning
The three–dimensional tool compensation is not
allowed
The shift value
cannot be commanded.
cannot be commanded.
position can be
determined by increment system.
The number of
threads in inch
threading cannot
be specified with
G33.
The custom macro variable
“#4108” cannot
be used.
CAUTION
When this function is used, the second auxiliary function
cannot be used.
24
Page 38

B–62082E/04
1.7
NC FUNCTIONS
1. CONTROLLED AXES
INCREMENT SYSTEM
Least input
increment
0.01 mm
0.001 mm
0.0001 mm
0.00001 mm
0.000001 mm
0.001 inch
0.0001 inch
0.00001 inch
0.000001 inch
0.0000001 inch
0.001 deg
0.0001 deg
0.00001 deg
0.000001 deg
0.0000001 deg
Least command
increment
0.01 mm
0.001 mm
0.0001 mm
0.00001 mm
0.000001 mm
0.001 inch
0.0001 inch
0.00001 inch
0.000001 inch
0.0000001 inch
0.001 deg
0.0001 deg
0.00001 deg
0.000001 deg
0.0000001 deg
Maximum stroke Code
999999.99 mm
99999.999 mm
9999.9999 mm
9999.99999 mm
999.999999 mm
99999.999 inch
9999.9999 inch
999.99999 inch
999.999999 inch
99.9999999 inch
99999.999 deg
9999.9999 deg
999.99999 deg
999.999999 deg
99.9999999 deg
IS–A
IS–B
IS–C
IS–D
IS–E
IS–A
IS–B
IS–C
IS–D
IS–E
IS–A
IS–B
IS–C
IS–D
IS–E
Five types of increment systems are provided. Increment system IS–A,
IS–B, and IS–C can be specified for each axis by setting ISFx and ISRx
of parameter No. 1004. Increment system IS–D can be specified for each
axis by setting ISDx of parameter No. 1004. Increment system IS–E can
be specified for each axis by setting ISEx of parameter No. 1009. Metric
systems and inch systems, however, cannot be specified for a machine at
the same time. Functions, such as circular interpolation and cutter
compensation, cannot be used for axes using different increment systems.
Increment systems IS–D and IS–E are optional.
1.8
MAXIMUM STROKE
For IS–B and IS–C, parameter IPPx (data No. 1004, input unit:
multiplied by 10) sets the increment systems as follows. For the settings
of the increment systems, refer to the manual provided by the machine
tool builder.
Least input
increment
0.01 mm
0.001 inch
0.01 deg
0.001 mm
0.0001 inch
0.001 deg
Least command
increment
0.001 mm
0.0001 inch
0.001 deg
0.0001 mm
0.00001 inch
0.0001 deg
Maximum stroke Code
99999.999 mm
99999.9999 inch
99999.999 deg
9999.9999 mm
999.99999 inch
9999.9999 deg
IS–B
IS–C
Maximum stroke = minimum command increment 99999999
(999999999 for IS–D and IS–E)
See section 1.7.
25
Page 39

2. PREP ARATORY FUNCTIONS
01
00
26
PREPARATORY FUNCTIONS
2
NC FUNCTIONS
B–62082E/04
The following G code are offered.
G code Group Function
G00 Positioning
G01 Linear interpolation
G02 Circular/Helical/spiral/conical interpolation CW
G03 Circular/Helical/spiral/conical interpolation CCW
G02.1 Circular threading B (CW)
G03.1
G02.2
G03.2 Involute interpolation (CCW)
G02.3 Exponential function interpolation (CW)
G03.3 Exponential function interpolation (CCW)
G02.4 3–dimensional circular interpolation
G03.4 3–dimensional circular interpolation
G04
G05.1
G06.1 01 Spline interpolation
G07 Hypothetical axis interpolation
G07.1 Cylindrical interpolation
G09 Exact stop
G10 Data setting
G10.1
Circular threading B (CCW)
Involute interpolation (CW)
Dwell
Multi–buffer
PMC data setting
00
G10.3 High–speed machining registration start
G10.6 Tool retract & recover
G11 Data setting mode cancel
G11.3 High–speed machining registration end
G12.1
G13.1
Polar coordinate interpolation
Polar coordinate interpolation cancel
26
Page 40

B–62082E/04
00
17
06
04
24
NC FUNCTIONS
G code FunctionGroup
2. PREP ARATORY FUNCTIONS
G12.2
G13.2
G15
G16
G17 Xp Yp plane Xp: X axis or its parallel axis
G18
G19 Yp Zp plane Xp: Z axis or its parallel axis
G20
G21
G22
G23
G25
G26
G27 Reference position return check
G28 Reference position return
Full circle cutting (clockwise)
Full circle cutting (counterclockwise)
Polar coordinate command cancel
Polar coordinate command
Zp Xp plane
02
Inch input
Metric input
Stored stroke check on
Stored stroke check off
Spindle speed fluctuation detection off
Spindle speed fluctuation detection on
Zp: Y axis or its parallel axis
G29 Return from reference position
G30 Return to 2nd, 3rd, 4th reference position
G30.1
G31 Skip function
G31.1 Multi–step skip function 1
G31.2 Multi–step skip function 2
G31.3 Multi–step skip function 3
G33 01 Tread cutting
G37 T ool length automatic measurement
G38
G39 Cutter compensation C corner rounding
G40
G40.1 19 Normal direction control cancel
G41
Floating reference position return
00
Cutter compensation C vector retention
00
Cutter compensation cancel/3 dimensional tool
07
compensation cancel
Cutter compensation left/3 dimensional tool
07
compensation
G41.1 19 Normal direction control left on
27
Page 41

2. PREP ARATORY FUNCTIONS
00
00
12
15
NC FUNCTIONS
G code FunctionGroup
G41.2 3–dimensional cutter compensation left
B–62082E/04
G41.3
G42 Cutter compensation right
G42.1 19 Normal direction control right on
G42.2 07 3–dimensional cutter compensation right
G43 T ool length compensation +
G43.1
G44 T ool length compensation –
G45 T ool offset increase
G46
G47
G48 T ool offset double decrease
G49 08 Tool length compensation cancel
G50 11 Scaling cancel
G50.1 18 Programmable mirror image cancel
G51 11 Scaling
Leading edge offset
07
Tool length compensation in tool axis direction
08
Tool offset decrease
Tool offset double increase
G51.1 18 Programmable mirror image
G52
G53
G54 Workpiece coordinate system 1 selection
G54.1 Additional workpiece coordinate system selection
G54.2 Fixture offset selection
G55
G56
G57 Workpiece coordinate system 4 selection
G58 Workpiece coordinate system 5 selection
G59 Workpiece coordinate system 6 selection
G60 00 Single direction positioning
G61 Exact stop mode
G62
G63
Local coordinate system setting
Machine coordinate system selection
Workpiece coordinate system 2 selection
Workpiece coordinate system 3 selection
Automatic corner override mode
Tapping mode
G64 Cutting mode
28
Page 42

B–62082E/04
00
16
00
09
09
NC FUNCTIONS
G code FunctionGroup
2. PREP ARATORY FUNCTIONS
G65
G65.3
G66 Macro modal call A
G66.1
G67 Macro modal call A/B cancel
G68
G69
G72.1
G72.2
G73 Peck drilling cycle
G74 Counter tapping cycle
G76 Fine boring cycle
G80 Canned cycle cancel/external operation function cancel
G80
Macro call
High speed machining program call
Macro modal call B
12
Coordinate system rotation
Coordinate system rotation cancel
Rotation copy
Parallel copy
Electronic gear box synchronous cancel
(Command for hobbing machine or 1 axis)
G81
G81 Electronic gear box synchronous start
G80.5 Electronic gear box synchronous cancel
G81.5 Electronic gear box synchronous start
G81.1 00 Chopping
G82 Drilling cycle, counter boring
G83 Peck drilling cycle
G84 T apping cycle
G84.2 Rigid tapping cycle
G84.3
G85
G86 Boring cycle
G87 Back boring cycle
Drilling cycle, spot boring /external operation
(Command for hobbing machine or 1 axis)
(Command for 2 axes)
(Command for 2 axes)
Counter rigid tapping cycle
Boring cycle
G88 Boring cycle
G89 Boring cycle
29
Page 43

2. PREP ARATORY FUNCTIONS
03
13
10
NC FUNCTIONS
G code FunctionGroup
B–62082E/04
G90
G91
G92
G92.1 Workpiece coordinate system presetting
G93 Inverse time feed
G94
G95 Feed per revolution
G96
G97
G98
G99
Absolute command
Increment command
Workpiece coordinates change/Maximum spindle speed
setting
00
Feed per minute
05
Constant surface speed control
Constant surface speed control cancel
Canned cycle initial level return
Canned cycle R point level return
CAUTION
G codes of group 00 are not modal.
NOTE
A number of G codes can be specified in a single block if
they are of different group each other.
30
Page 44

B–62082E/04
3
NC FUNCTIONS
INTERPOLATION FUNCTIONS
3. INTERPOLA TION FUNCTIONS
31
Page 45

3. INTERPOLA TION FUNCTIONS
NC FUNCTIONS
B–62082E/04
3.1
POSITIONING (G00)
The tool path can be selected by setting either of the following parameters.
D Linear interpolation type positioning
T ool path is the same as linear interpolation (G01). Positioning is done
in a speed which allows the minimum positioning time without
exceeding rapid traverse rate of each axis.
D Non linear interpolation type positioning
Positioning is done with each axis separately . Tool path generally does
not became a line.
Start point
Non linear interpolation
End point
type positioning
Linear interpolation
type positioning
It is decelerated, to a stop at the end point, and imposition check is
performed (checks whether the machine has come to the specified
position).
Width of inposition can be set as a parameter.
Format
G00 _ _ ;
where
_ _: Combination of optional axis address (of X, Y, Z, U, V, W,
; : End of block ( )
A, B, C) as X–Y–Z–A– . . .
This manual uses this notation hereinafter.
LF for ISO code
CR for EIA code
This manual uses this notation hereinafter.
32
Page 46

B–62082E/04
NC FUNCTIONS
3. INTERPOLA TION FUNCTIONS
3.2
SINGLE DIRECTION POSITIONING (G60)
It is always controlled to perform positioning to the end point from a
single direction, for better precision in positioning. If direction from start
point to end point is different from the predecided direction, it once
positions to a point past the end point, and the positioning is reperformed
for that point to the end point.
Even if the direction from start point to end point is the same as predecided
direction, the tool stops once before the end point.
Positioning in this case is always non–linear interpolation type
positioning (this has no relations to the G00 parameter setting).
Format
G60 _ ;
Exceeded
amount
3.3
LINEAR
INTERPOLATION
End point
Temporary stop
Linear interpolation is done with tangential direction feedrate specified
by the F code.
Format
G01 _ _ F_ _ ;
where
F : Feedrate
Y axis
Start point
G01 G91 X200.0 Y100.0 F200 ;
End point
(200, 100)
X axis
33
Page 47

3. INTERPOLA TION FUNCTIONS
NC FUNCTIONS
B–62082E/04
3.4
CIRCULAR INTERPOLATION (G02, G03)
Circular interpolation of optional angle from 0° to 360° can be specified.
G02: Clockwise (CW) circular interpolation
G03: Counterclockwise (CCW) circular interpolation
Yp
G03
G02
G17
Xp
G03
G02
Xp
G18
Clockwise and counterclockwise
Zp
Zp
G03
G02
Yp
G19
Feed rate of the tangential direction takes the speed specified by the F
code. Planes to perform circular interpolation is specified by G17, G18,
G19. Circular interpolation can be performed not only on the X, Y, and
Z axis but also on the parallel axes of the X, Y, and Z axes.
G17: Xp-Yp plane
G18: Zp-Xp plane
G19: Yp-Zp plane
where
Xp: X axis or its parallel axis
Yp: Y axis or its parallel axis
Zp: Z axis or its parallel axis
Parameter is set to decide which parallel axis of the X, Y, Z axes to be the
additional axis.
Format
G17 Xp_ _ Yp_ _ I_ _ J_ _ F_ _; Xp–Yp plane
G18 Zp_ _ Xp_ _ K_ _ I_ _ F_ _; Zp–Xp plane
G19 Yp_ _ Zp_ _ J_ _ K_ _ F_ _; Yp–Zp plane
where
I_ _, J_ _, K_ _ Distance of tthe X, Y, Z, axes from the start point to
G02
G03
G02
G03
G02
G03
the center of the circle
34
Page 48

B–62082E/04
NC FUNCTIONS
3. INTERPOLA TION FUNCTIONS
YP
Center
End point (Xp,Y p)
Xp
Xp
Start
point
i
XpY p plane ZpXp plane YpZp plane
Center
j
Circular interpolation command
End point (Zp,Xp)
Zp
k
Start
point
Zp
Center
i
End point (Y p,Zp)
YP
Start
point
k
j
35
Page 49

3. INTERPOLA TION FUNCTIONS
NC FUNCTIONS
B–62082E/04
3.5
3–DIMENSIONAL
CIRCULAR
INTERPOLATION
FUNCTION
Spatial circular interpolation can be performed by specifying an
intermediate point and end point of an arc.
G02.4 Xx1 Yy1 Zz1 Aa1 Bb1 ;
Xx2 Yy2 Zz2 Aa2 Bb2 ;
or
G03.4 Xx1 Yy1 Zz1 Aa1 Bb1 ;
Xx2 Yy2 Zz2 Aa2 Bb2 ;
3-dimensional circular interpolation is performed by specifying one of the
above commands.
In the above commands, the first block designates the intermediate point
of an arc and the second block designates the end point.
In incremental specification, the intermediate point specified in the first
block must be specified as a position relative to the start point. The end
point specified in the second block must be specified as a position relative
to the intermediate point.
Since this function does not distinguish between the directions of
rotation, either G02.4 or G03.4 can be specified.
G02.4 and G03.4 fall within G code group 01. These commands are
continuous–state commands. Therefore, Once G02.4 or G03.4 is
specified, it is valid until another group 01 G code is specified.
X
Intermediate
point
(X1,Y1,Z1)
Start
point
Z
End point
(X2,Y2,Z2)
Y
As shown in the figure, an arc ending at a certain point cannot be obtained
unless both an intermediate and end point are specified. Specify the
intermediate point and end point in separate blocks.
In MDI operation, 3–dimensional circular interpolation starts when the
start button is pressed after the blocks for the intermediate and end points
are entered. If the start button is pressed immediately after the
intermediate point block is entered, the end point of the arc is still
unknown so only buffering is performed. In this case, to start
3–dimensional circular interpolation, enter the end point block, then press
the start button again.
When the commands for 3–dimensional circular interpolation are
specified successively , the end point is used as the start point for the next
interpolation operation.
36
Page 50

B–62082E/04
NC FUNCTIONS
3. INTERPOLA TION FUNCTIONS
3.6
HELICAL INTERPOLATION (G02, G03)
Helical interpolation performs circular interpolation of a maximum of
two axes, synchronizing with other optional two axes circular
interpolation. Thread cutting of large radius threads or machining of solid
cams are possible by moving a tool in a spiral.
The commanded speed is the speed of the tangential direction of the arc.
Format
G17 Xp_ _ Yp_ _ I_ _ J_ _ α_ _ (β_ _) F_ _ ;
G18 Zp_ _ Xp_ _ K_ _ I_ _ α_ _ (β_ _) F_ _ ;
G19 Yp_ _ Zp_ _ I_ _ J_ _ α_ _ (β_ _) F_ _ ;
where
α, β : Optional axis other than the circular interpolation axes
G02
G03
G02
G03
G02
G03
Xp–Yp plane
Zp–Xp plane
Yp–Zp plane
Z
Tool path
X
Tangential speed along an arc by circular interpolation
is the rate specified in programming.
Solid cam
Y
37
Page 51

3. INTERPOLA TION FUNCTIONS
NC FUNCTIONS
B–62082E/04
3.7
HELICAL INTERPOLATION B (G02, G03)
Helical interpolation B performs circular interpolation of a maximum of
four axes, synchronizing with other optional two axes linear
interpolation.
The commanded speed is the speed of the tangential direction of the arc.
Format
G17 Xp_ _ Yp_ _ I_ _ J_ _ α_ _ (β_ _ γ _ _ δ_ _) ;
G18 Zp_ _ Xp_ _ K_ _ I_ _ α_ _ (β_ _ γ _ _ δ_ _) ;
G19 Yp_ _ Zp_ _ I_ _ J_ _ α_ _ (β_ _ γ _ _ δ_ _) ;
where
α, β, γ, δ : Optional axis other than the circular interpolation axes
G02
G03
G02
G03
G02
G03
Xp–Yp plane
Zp–Xp plane
Yp–Zp plane
38
Page 52

B–62082E/04
3.8
HYPOTHETICAL AXIS INTERPOLATION (G07)
NC FUNCTIONS
3. INTERPOLA TION FUNCTIONS
Format
G07α0 ; Hypothetical axis setting
G07α1 ; Hypothetical axis cancel
where,
α : One of controlled axis address
Hypothetical axis interpolation can be used for the following
applications:
(1)Sine function interpolation
Pulse distribution with one axis for the circular arc of helical
interpolation as the hypothetical axis (Pulses are distributed but not
output to the motor) allows the rest of the two axes to move as sine
function interpolation. Which of the three axes is regarded as the
hypothetical axis is commanded by G07.
Example :
G07 Y0 ; Determines the Y–axis as the hypothetical axis.. .
G91 G02 G17 X0 Y–20. R10.0 Z20.0 F50 ;
Sine interpolation is performed on the X– and Z–axes.. . . .
G07 Y1 ; Cancels the Y–axis as the hypothetical axis.. .
X
10.0
10.0 20.0
Sine function
Z
39
Page 53

3. INTERPOLA TION FUNCTIONS
NC FUNCTIONS
B–62082E/04
(2)Sine function change of moving speed
Pulse distribution with one axis for circular arc interpolation as the
hypothetical axis allows the moving speed of the rest of one axis to
change as a sine function.
Example :
G07 Y0 ; Determines the Y–axis as the hypothetical axis.. .
G91 G02 G17 X30.0 Y0 R15.0 F50 ;
Changes the feedrate on the X–axis as a sine function.. . . .
G07 Y1 ; Cancels the Y–axis as the hypothetical axis.. .
X axis speed
50mm/min
Time
(3)Fraction lead threading
The long axis (the axis with the largest move distance) for threading
is determined as the hypothetical axis to enable threading of the
fraction lead.
Example :
G07 X0 ; Determines the X–axis as the hypothetical axis.. .
G91 G33 X1181.102 Z100.0 F100 ;
The Z–axis lead is expressed by the following formula.. . . .
G07 X1 ; Cancels the X–axis as the hypothetical axis.. .
Z–axis lead = 100
100.0
1181.102
88.4666
40
Page 54

B–62082E/04
NC FUNCTIONS
3. INTERPOLA TION FUNCTIONS
3.9
POLAR COORDINA TE INTERPOLA TION (G12.1, G13.1)
The function in which contour control is done in converting the command
programmed in a cartesian coordinate system to the movement of a linear
axis (movement of a tool) and the movement of a rotary axis (rotation of
a workpiece) is the polar coordinate interpolation. It is an effective
function when a straight line groove is cut on the outer diameter of a
workpiece or when a cam shaft is ground.
Whether the polar coordinate interpolation is done or not is commanded
by a G code.
G12.1; Polar coordinate interpolation mode
(Polar coordinate interpolation shall be done.)
G13.1; Polar coordinate interpolation cancel mode
(Polar coordinate interpolation is not done.)
These G codes shall be commanded in a single block.
1) Polar coordinate interpolation mode (G12.1)
The axes (linear axis and rotary axis) on which polar coordinate
interpolation is done are set beforehand by parameters.
Change the mode to polar coordinate interpolation mode by
commanding G12.1, and a plane (hereinafter referred to as polar
coordinate interpolation plane) is selected in which linear axis is made
to the first axis of the plane, and virtual axis being a right angle with
the linear axis is made to the second axis of the plane. Polar coordinate
interpolation is carried out on this plane.
In the polar coordinate interpolation made, the command of linear
interpolation (G01) and circular interpolation (G02, G03) is possible.
And both absolute command (G90) and incremental command (G91)
are possible.
For the program command it is possible to apply cutter compensation.
For the path after cutter compensation is done, polar coordinate
interpolation can be made.
As for feedrate, specify the tangential speed (relative speed between
the workpiece and the tool) on the polar coordinate interpolation plane
(cartesian coordinate system) with F.
2) Polar coordinate interpolation cancel mode (G13.1)
The polar coordinate interpolation cancel mode is obtained by G13.1
command.
41
Page 55

3. INTERPOLA TION FUNCTIONS
NC FUNCTIONS
B–62082E/04
3) Example of a program
Polar coordinate interpolation by X axis (Linear axis) and C axis
(Rotary axis)
C (Virtual axis)
N204
N205
N206
Fig. 3.9
N203
N208
N207
C axis
N202
Path after cutter
compensation
Programmed path
N201
N200
Tool
X axis
Z axis
(X axis is diameter programming and C axis is radius programming)
O0001;
:
N100 G90 G00 X120.0 C0 Z_ ;
N200 G12.1;
N201 G42 G01 X40.0 F_ D01
Positioning to the starting position
Starting polar coordinate interpolation
;
N202 C10.0;
N203 G03 X20.0 C20.0 R10.0 ;
N204 G01 X-40.0 ;
N205 C-10.0 ;
Contour program
(Program in cartesian coordinate
system of X-C plane)
N206 G03 X-20.0 C-20.0 I10.0 K0 ;
N207 G01 X40.0 ;
N208 C0 ;
N209 G40 X120.0 ;
N210 G13.1 ;
Canceling polar coordinate interpolation
N300 Z_ ;
N400 X_ C_ ;
:
M30 ;
42
Page 56

B–62082E/04
NC FUNCTIONS
3. INTERPOLA TION FUNCTIONS
3.10
CYLINDRICAL INTERPOLATION (G07.1)
When the form on the expanded side view of a cylinder (from on the
cylinder coordinate system) is commanded by a program command, the
NC converts the form into a linear axis movement and a rotary axis
movement then performs a contour control. This feature is called the
cylindrical interpolation.
Cylindrical interpolation is commanded with G07.1.
G07.1 (Name of rotary axis) Radius value of cylinder ; :
Cylindrical interpolation mode
G07.1 (Name of rotary axis) 0 ; : Cancellation mode of cylindrical
interpolation
1) Cylindrical interpolation mode
Cylindrical interpolation is made between the rotary axis specified in
the block of G07.1 and the other optional linear axis.
Circle interpolation command is allowed as well as linear
interpolation, during cylindrical interpolation mode. Also, absolute
command and incremental command can be made. Cutter
compensation can be added to the program command. Cylindrical
interpolation is made for the path after cutter compensation.
Feed rate gives the tangential speed on the expanded plane of the
cylinder with F.
2) Cancellation mode of cylindrical interpolation
G07.1 (Name of rotary axis) 0;
Cancellation mode of cylindrical interpolation is made when
commanded as above.
43
Page 57

3. INTERPOLA TION FUNCTIONS
NC FUNCTIONS
3) An example of a program
O0001 (CYLINDRICAL INTERPOLATION);
N1 G00 G90 Z100.0 C0;
N2 G01 G18 Z0 C0;
N3 G7.1 C57299;
N4 G01 G42 Z120.0 D01 F250;
N5 G40.0;
N6 G02 Z90.0 C60.0 R30.0 ;
N7 G01 Z70.0;
N8 G03 Z60.0 C70.0 R10.0;
N9 G01 C150.0;
N10 G03 Z70.0 C190.0 R75.0;
N11 G01 Z110.0 C230.0;
N12 G02 Z120.0 C270.0 R75.0;
N13 G01 G360.0;
N14 G40 Z100.0;
N15 G07.1 C0;
N16 M30;
C
B–62082E/04
mm
120
90
70
Z
Fig. 3.10 (a)
Z
R
0
0
40
60
150
Fig. 3.10 (b)
230190
270
360
C
deg
44
Page 58

B–62082E/04
NC FUNCTIONS
3. INTERPOLA TION FUNCTIONS
3.11
EXPONENTIAL FUNCTION INTERPOLATION (G02.3, G03.3)
In synchronization with the travel of the rotary axis, the linear axis (X
axis) performs the exponential function interpolation. With the other
axes, the linear interpolation the X axis is performed.
This function is effective for the tapered constant helix machining in the
tool grinding machine.
X (Linear axis)
∆X
A
Tapered constant helix machining
∆A
(Rotary axis)
Z
I
A
B
r
J
U
X
Fig. 3.11
X
The exponential function relation expression between the linear axis and
the rotary axis is defined as in the following :
X (θ) = R * (e
A (θ) = (–1)
ω
θ
/R
– 1) *
* 360 *
tan (I)
θ
2π
1
Travel of linear axis (1). . . . .
Travel of rotation axis(2). . . . .
where
tan (J)
K =
tan (I)
ω = 0 or 1 Rotational direction. . . . .
R, I, J are constant and θ is the angle (radian) of rotation.
Also from the equation (1),
θ (X) = K * ȏn {
X * tan (I)
R
+ 1}
45
Page 59

3. INTERPOLA TION FUNCTIONS
NC FUNCTIONS
B–62082E/04
Equations (1) and (2) shall be specified by the following formats :
(Positive rotation) ω=0
G02.3 X_Y_ Z_ I_ J_ K_ R_ F_ Q_ ;
(Negative rotation) ω=1
G03.3 X_Y_ Z_ I_ J_ K_ R_ F_ Q_ ;
X_ ; Command terminal point by Absolute or incremental
Y_ ; Command terminal point by Absolute or incremental
Z_ ; Command terminal point by Absolute or incremental
I_ ; Command of angle I (The command unit is based on the
reference axis.
The range of command is 1 to 89°)
J_ ; Command of angle J (The command unit is based on the
reference axis.
The range of command is 1 to 89°)
K_ ; Amount of division of the linear axis in the exponential
function interpolation (amount of span). (The command
unit is based on the reference axis. The command range is
a positive value.)
R_ ; Command of constant value R in the exponential function
interpolation. (The command unit is based on the reference
axis.)
F_ ; Command of initial feed rate.
The command is the same as the normal F code. The feed
rate shall be given by the synthesized speed including the
rotary axis.
Q_ ; Command of feed rate at terminal point.
The command unit is based on the reference axis. Within the
NC, the tool is interpolated between the initial feedrate (F_)
and final feedrate (Q_) depending on the amount of X axis
travel.
46
Page 60

B–62082E/04
NC FUNCTIONS
3. INTERPOLA TION FUNCTIONS
3.12
CIRCULAR THREADING B (G02.1, G03.1)
Circular interpolation is made between two axes and simultaneously
linear interpolation is made beween the optional two axes and the long
axis of circle interpolation in the circular threading B. This circular thread
cutting is not the one that the tool is moved in synchronization with
rotation of the spindle (work) of the spindle motor, but the one that the
sarvo motor controls the rotation of the workpiece. Therefore, it is
effective for thread cutting in the same pitch on the barrel type surface,
grooving, tool grinding, and etc. The speed along the long axis of the
circle shall be specified as the feed rate.
Format
G17 Xp_ _ Yp_ _ α_ _ β_ _ F_ _ ;
G18 Zp_ _ Xp_ _ α_ _ β_ _ F_ _ ;
G19 Yp_ _ Zp_ _ α_ _ β_ _ F_ _ ;
G02.1
G03.1
G02.1
G03.1
G02.1
G03.1
I_ _ J_ _
R_ _
Xp–Yp plane
K_ _ I_ _
R_ _
Zp–Xp plane
J_ _ K_ _
R_ _
Yp–Zp plane
where
α, β : Optional 2 axes other than circular interpolation
X
Start point
I
R
K
Arc center
Fig. 3.12
End point
(Zp, Xp)
Z
C
47
Page 61

3. INTERPOLA TION FUNCTIONS
NC FUNCTIONS
B–62082E/04
3.13
INVOLUTE INTERPOLATION
With the following command, the involute curve machining can be
performed. Approximate involute curve with a minute straight line or arc
is not needed. Therefore, the programming becomes simple and reduces
the tape length. The distribution of the pulse will not be interrupted
during the continuous minute block high speed operation, so fast, smooth
involute curve machining is possible.
Format
G17 Xp_ _ Yp_ _ I_ _ J_ _ R_ _ F_ _;
G18 Zp_ _ Xp_ _ K_ _ I_ _ R_ _ F_ _;
G19 Yp_ _ Zp_ _ J_ _ K_ _ R_ _ F_ _;
G02.2
G03.2
Xp–Yp plane
G02.2
G03.2
Zp–Xp plane
G02.2
G03.2
G02.2 : Clockwise involute interpolation
G03.2 : Counterclockwise involute interpolation
Xp, Y p, Zp : End point coordinate value
I, J, K : Distance to the center of the basic circle of the involute
curve from start point
R : Radius of basic circle
F : Cutting feedrate
Yp–Zp plane
Start point
(I, J)
R
Basic
circle
Fig. 3.13 (a) Clockwise involute interpolation
End point
(X, Y)
R
Basic
circle
End point
(X, Y)
Start point
(I, J)
Fig. 3.13 (b) Counterclockwise involute interpolation
48
Page 62

B–62082E/04
NC FUNCTIONS
3. INTERPOLA TION FUNCTIONS
The cutter compensation can be applied to the commanded involute
curve. The intersecting point vector of a straight line or circular arc and
an involute curve is obtained and the offset involute curve is interpolated.
3.14
HELICAL INVOLUTE INTERPOLATION
Involute curve
after offset
Command
involute
curve
Basic circle
Fig. 3.13 (c) Cutter compensation and involute interpolation
Offset vector
Tools
Command
straight
line
Helical involute interpolation is a similar to helical interpolation used for
circular interpolation. Helical involute interpolation allows the
manipulation of the tool along two axes for involute interpolation and
along a maximum of four other axes concurrently.
49
Page 63

3. INTERPOLA TION FUNCTIONS
NC FUNCTIONS
B–62082E/04
3.15
SPLINE INTERPOLATION
Spline interpolation is prepared for machining of spline curve passing a
specific dot–string. A smooth curve passing a dot–strings can be
machined with this function.
The spline curve obtained by spline interpolation has the following
characteristics.
(i) The spline curve passes through all command points.
(ii) The curves of the connecting line vector before and after, coincides
at all command points except for start point and end point.
(iii) The curvature before and after coincided with the command point
except for start point and end point.
Format
G06.1 X_ Y_ Z_ I_ K_ P_ Q_ R_ F_ ;
X : Mantissa of the X–axis component of primary differential vector at
start point.
Y : Mantissa of the Y–axis component of primary differential vector at
start point.
Z : Mantissa of the Z–axis component of primary differential vector at
start point.
I : Mantissa of the X–axis component of secondary differential
vector at start point.
J : Mantissa of the Y–axis component of secondary differential
vector at start point.
K : Mantissa of the Z–axis component of secondary differential
vector at start point.
P : Exponent of X–axis component of primary and secondary
differential vectors.
Q : Exponent of Y–axis component of primary and secondary
differential vectors.
R : Exponent of Z–axis component of primary and secondary
differential vector .
F : Feedrate
50
Page 64

B–62082E/04
NC FUNCTIONS
3. INTERPOLA TION FUNCTIONS
(Example)
G01 X – – Y – – Z – – F – – ; (P
G06.1 X – – Y – – Z – – I – – J – – K – – P – – Q – – R – – F – – ;
X – – Y – – Z – – ; (P
X – – Y – – Z – – ; (P
X – – Y – – Z – – ; (P
X – – Y – – Z – – ; (P
X – – Y – – Z – – ; (P
G00 X – – Y – – Z – – ;
P4P
(X, Y, Z)
P
1
P
3
(I, J, K)
P
0
P
2
4
)
0
)
1
)
2
)
3
)
4
)
5
P
5
3.16
SPIRAL
INTERPOLATION AND
CONICAL
INTERPOLATION
Spiral interpolation can be carried out when the circular interpolation
command is specified together with the number of circles of the helix or
a radius increment or decrement per circle.
Conical interpolation can be carried out when the spiral interpolation
command is specified together with commands specifying a movement
along another axis and an increment or decrement along the axis per circle
of the helix.
51
Page 65

3. INTERPOLA TION FUNCTIONS
NC FUNCTIONS
B–62082E/04
3.17
SMOOTH
INTERPOLATION
FUNCTION
To machine a part having sculptured surfaces, such as metal moldings
used in automobiles and airplanes, a part program usually approximates
the sculptured surfaces with minute line segments. As shown in the
following figure, a sculptured curve is normally approximated using line
segments with a tolerance of about 10µm.
Enlarged
: Specified point
10µm
When a program approximates a sculptured curve with line segments, the
length of each segment differs between those portions that have mainly
a small radius of curvature and those that have mainly a large radius of
curvature. The length of the line segments is short in those portions
having a small radius of curvature, while it is long in those portions
having a large radius of curvature. The high-precision contour control of
the FANUC Series 15 moves the tool along a programmed path thus
enabling highly precise machining. This means that the tool movement
precisely follows the line segments used to approximate a sculptured
curve. This may result in a non-smooth machined curve if control is
applied to machining a curve where the radius of curvature is large and
changes only gradually . Although this ef fect is caused by high-precision
machining, which precisely follows a pre- programmed path, the uneven
corners that result will be judged unsatisfactory when smooth surfaces are
required.
Profile Portions having mainly a
small radius of curvature
Example of
machined parts
Length of line
segment
Resulting surfaces
produced using
high-precision
contour control
Automobile parts Decorative parts, such as
Short Long
Smooth surface even
when machining is
performed exactly as
specified by a program
52
Portions having mainly a
large radius of curvature
body side moldings
Uneven surfaces may
result when machining is
performed exactly as
specified by a program
Page 66

B–62082E/04
NC FUNCTIONS
3. INTERPOLA TION FUNCTIONS
Example of uneven surfaces (polygon) resulting from machining that
precisely follows the line segments
The smooth interpolation function enables high- speed, high- precision
machining, as follows:
The CNC automatically selects either of two types of machining
according to the program command.
D For those portions where the accuracy of the figure is critical, such as
at corners, machining is performed exactly as specified by the
program command.
D For those portions having a large radius of curvature where a smooth
figure must be created, points along the machining path are
interpolated with a smooth curve, calculated from the polygonal lines
specified with the program command (smooth interpolation).
Use the following command to specify smooth interpolation mode:
G05.1 Q2 X0 Y0 Z0 ;
The CNC automatically selects either of the above machining types,
according to the program command. If a block specifies a travel distance
or direction which differs greatly from that in the preceding block,
smooth interpolation is not performed for that block, but linear
interpolation is performed exactly as specified by the program command.
Programming is thus very simple.
53
Page 67

3. INTERPOLA TION FUNCTIONS
Example
N17
NC FUNCTIONS
Interpolated by smooth curve
B–62082E/04
N1
N2
Interpolated by smoothcurve
Linear interpolation
N17
N1
N2
N16
N16
N3
N3
N15
N15
N4
N4
N14
N14
N5
N5
N13
N13
N6
N6
N12
N7
N12
N7
N1 1
N10
N8
Linear interpolation
N1 1
N10
N8
N9
N9
54
Page 68

B–62082E/04
4
THREAD CUTTING
NC FUNCTIONS
4. THREAD CUTTING
55
Page 69

4. THREAD CUTTING
In ut in inches
NC FUNCTIONS
B–62082E/04
4.1
EQUAL LEAD THREAD CUTTING (G33)
By feeding the tool synchronizing with the spindle rotation, thread cutting
of the specified lead is performed. Specify lead of the long axis (an axis
along which the tool travels longest distance) direction with the F code.
Table 4.1
Increment Allowable range of lead
0.01 mm 0.0001 to 5000.0000 mm/rev
0.001 mm 0.00001 to 500.00000 mm/rev
Input in millimeters
p
0.0001 mm 0.000001 to 50.000000 mm/rev
0.00001 mm 0.0000001 to 5.0000000 mm/rev
0.000001 mm 0.00000001 to 0.50000000 mm/rev
0.001 inch 0.00001 to 500.00000 inch/rev
0.0001 inch 0.000001 to 50.000000 inch/rev
0.00001 inch 0.0000001 to 5.0000000 inch/rev
0.000001 inch 0.00000001 to 0.50000000 inch/rev
The spindle must be equipped with a position coder.
Thread cutting start position (the starting point of the thread cutting,
synchronizing with the spindle rotation) can be shifted. This is useful
when cutting multiple thread. Specify the desired angle with Q.
Format
G33 _ _ F_ _ Q_ _ ;
where
F_ _ : Lead of the long axis
Q_ _ : Shift angle of thread start position (0° to 360°)
NOTE
Leads exceeding the cutting feed speed when converted to
per minute feed speed cannot be specified.
56
Page 70

B–62082E/04
NC FUNCTIONS
4. THREAD CUTTING
4.2
INCH THREAD CUTTING (G33)
4.3
CONTINUOUS THREAD CUTTING
By specifying threads per inch of the long axis by the E code, inch thread
cutting is performed. Thread cutting start position can be shifted.
Format
G33 _ _ E_ _ Q_ _ ;
where
E_ _ : Threads per inch of the long axis
Continuous thread cutting in which thread cutting command blocks are
continuously commanded is available.
As it is controlled so that the spindle synchronism shift (occurred when
shifting from one block to another) is kept to a minimum, special threads
like threads which leads or shape change during the cycle can also be cut.
G33
G33
G33
Fig. 4.3
57
Page 71

5. FEED FUNCTIONS
FEED FUNCTIONS
5
NC FUNCTIONS
B–62082E/04
58
Page 72

B–62082E/04
y
y
NC FUNCTIONS
5. FEED FUNCTIONS
5.1
RAPID TRAVERSE
Positioning of each axis is done in rapid motion by the positioning
command (G00).
There is no need to program rapid traverse rate, because the rates are set
in the parameter (per axis).
Table 5.1
Machine of mm
system
Machine of inch
system
Least command
increment
0.01 mm 40 to 2400000 mm/min, deg/min
0.001 mm 4 to 240000 mm/min, deg/min
0.0001 mm 0.4 to 100000 mm/min, deg/min
0.00001 mm 0.04 to 10000 mm/min, deg/min
0.000001 mm 0.004 to 1000 mm/min, deg/min
0.001 inch 4 to 240000 inch/min
0.0001 inch 0.4 to 24000 inch/min
0.00001 inch 0.04 to 10000 inch/min
0.000001 inch 0.004 to 1000 inch/min
Rapid traverse rate range
0.0000001 inch 0.0004 to 100 inch/min
59
Page 73

5. FEED FUNCTIONS
In ut in mm
system
In ut in inch
system
In ut in mm
system
In ut in inch
system
NC FUNCTIONS
B–62082E/04
5.2
CUTTING FEEDRATE
5.2.1
Tangential Speed Constant Control
5.2.2
Cutting Feedrate Clamp
5.2.3
Per Minute Feed (G94)
Feedrates of linear interpolation (G01), and circular interpolation (G02,
G03) are commanded with numbers after the F code.
In cutting feed, it is controlled so that speed of the tangential direction is
always the same commanded speed.
Cutting feedrate upper limit can be set as parameters of each axis. If the
actual cutting feedrate (feedrate with override) is commanded exceeding
the upper limit, it is clamped to a speed not exceeding the upper limit.
With the per minute feed mode G94, tool feedrate per minute is directly
commanded by numerical value after F.
Table 5.2.3
Least command
increment
0.01 mm 0.0001 to 2400000 mm/min, deg/min
Cutting feedrate range
p
Machine of mm
p
Machine of inch
p
Machine of inch
0.001 mm 0.0001 to 240000 mm/min, deg/min
0.0001 mm 0.0001 to 100000 mm/min, deg/min
0.00001 mm 0.0001 to 10000 mm/min, deg/min
0.000001 mm 0.0001 to 1000 mm/min, deg/min
0.001 inch 0.00001 to 240000 inch/min
0.0001 inch 0.00001 to 24000 inch/min
0.00001 inch 0.00001 to 10000 inch/min
0.000001 inch 0.00001 to 1000 inch/min
0.0000001 inch 0.00001 to 100 inch/min
0.01 mm 0.0001 to 2400000 mm/min, deg/min
0.001 mm 0.0001 to 240000 mm/min, deg/min
0.0001 mm 0.0001 to 100000 mm/min, deg/min
0.00001 mm 0.0001 to 10000 mm/min, deg/min
0.000001 mm 0.0001 to 1000 mm/min, deg/min
0.001 inch 0.00001 to 96000 inch/min
p
Machine of mm
0.0001 inch 0.00001 to 9600 inch/min
0.00001 inch 0.00001 to 4000 inch/min
0.000001 inch 0.00001 to 400 inch/min
0.0000001 inch 0.00001 to 40 inch/min
60
Page 74

B–62082E/04
NC FUNCTIONS
5. FEED FUNCTIONS
5.2.4
Per Revolution Feed (G95)
5.2.5
Inverse Time Feed (G93)
With the per revolution feed mode G95, tool feedrate per revolution of the
spindle is directly commanded by numeral after F . A position coder must
be mounted on the spindle.
Table. 5.2.4
Least command
increment
0.01 mm or deg
0.001 mm or deg
0.0001 mm or deg
0.00001 mm or deg
0.001 inch
0.0001 inch
0.00001 inch
0.000001 inch
0.0001 to5000.0000 mm/rev or deg/rev
0.00001 to 500.00000 mm/rev or deg/rev
0.000001 to 50.000000 mm/rev or deg/rev
0.0000001 to 5.0000000 mm/rev or deg/rev
0.00001 to 500.0000 inch/rev
0.000001 to 50.00000 inch/rev
0.0000001 to 5.000000 inch/rev
0.00000001 to 0.50000000 inch/rev
Cutting feedrate range
The above feedrates are limits according to the NC’s interpolation
capacity. When the whole system is considered, there are also limits
according to the servo system.
Inverse time feed mode is commanded by G93, and inverse time by F
code. Inverse time is commanded with the following value in a 1/min
unit.
In linear interpolation F= Speed/distance
In circular interpolation F= Speed/radius
Command F0 for rapid traverse.
5.2.6
F1–digit Feed
When a 1-digit number from 1 to 9 is commanded after the F, the preset
speed corresponding the 1-digit number commanded is set as feedrate.
Set the F1-digit feedrate change input signal on from the machine side,
and rotate the manual pulse generator. Feedrate of the currently selected
speed can be changed.
Feedrate set or changed will be memorized even after power is turned off.
61
Page 75

5. FEED FUNCTIONS
5.3
OVERRIDE
NC FUNCTIONS
B–62082E/04
5.3.1
Feedrate Override
5.3.2
Second Feedrate Override
5.3.3
Second Feedrate Override B
The per minute feed (G94), per rotation feed (G95) and the inverse time
feed (G93) can be overrided by:
0 to 254% (per every 1%).
In inverse time, feedrate converted to per minute feed is overridden.
Feedrate override cannot be performed to F1-digit feed.
Feedrate also cannot be performed to functions as thread cutting and
tapping in which override is inhibited.
All cutting feedrate can be overrided by:
0 to 254% (per every 1%)
A second override can be performed on feed rats once overrided.
No override can be performed on functions as thread cutting and tapping
in which override is inhibited.
This function is used for controlling feedrate in adaptive control, etc.
This function selects the second feedrate override in the range from 0 to
655.34 with 0.01% increments.
5.3.4
Rapid Traverse Override
5.3.5
Function for Overriding
the Rapid Traverse
Feedrate in 1% Unit
5.3.6
Override Cancel
Rapid traverse rate can be overridden by:
F0, F1, 50, 100%
F0: A constant speed per axis can be set by parameter
F1: A constant % can be set by parameter
This function overrides the rapid traverse feedrate with a value (1% units)
entered from the machine operator’s panel in the range from 0% to 100%.
By specifying the ROV8 bit of parameter 1402, the override selected by
this function can be switched to and from the standard override for the
rapid traverse feedrate (F0, Fn, 50%, 100%).
Feedrate override and the second feedrate override can be clamped to
100% by a signal from the machine side.
62
Page 76

B–62082E/04
NC FUNCTIONS
5. FEED FUNCTIONS
5.4
AUTOMATIC ACCELERATION/ DECELERATION
Acceleration and deceleration is performed when starting and ending
movement, resulting in smooth start and stop.
Automatic acceleration/deceleration is also performed when feedrate
changes, so change in speed is also smoothly done.
Rapid traverse : Linear acceleration/deceleration
(time constant is parameter set per axis)
Cutting feed : Exponential acceleration/deceleration
(time constant is parameter set common to all axes)
Jog feed : Exponential acceleration/deceleration
(time constant is parameter set per axis)
F
: Rapid traverse
RMAX
T
: Acceleration/deceleration
Rapid traverse
Speed F
RMAX
T
R
R
time constant
T
R
Time
JOG feed
Speed
Feed, Dry run
Speed
FJ: Jog feedrate
TJ: Jog feed time constant
FL: Low feedrate after deceleration
F
J
F
L
T
J
FC: Feedrate
TC: Acceleration/deceleration
time constant
F
C
T
C
Fig. 5.4
T
T
C
Time
J
Time
63
Page 77

5. FEED FUNCTIONS
5.5
LINEAR ACCELERATION/ DECELERATION AFTER CUTTING FEED INTERPOLATION
NC FUNCTIONS
Speed
B–62082E/04
T
C
Fig. 5.5 (a)
T
Time
C
In the linear acceleration/deceleration, the delay for the command caused
by the acceleration/deceleration becomes 1/2 compared with that in
exponential acceleration/deceleration, substantially reducing the time
required for acceleration and deceleration.
Also, the radius direction error in the circular interpolation caused by the
acceleration/deceleration is substantially reduced.
Y
∆r
∆r: Maximum value of radius
Command
path
Actual
path
r
error (mm)
v : Feedrate (mm/sec)
r : Circular radius (mm)
: Acceleration/
T
1
deceleration time
constant (sec)
: Time constant of servo
T
2
motor (sec)
X
Fig. 5.5 (b)
The maximum value of error in this radius direction is obtained
approximately by the following equation.
r + (
r + (
1
2
1
24
2
1
T
)
1
2
2
T
)
1
2
2
V
T
)
2
r
2
2
1
V
T
)
2
r
2
For exponential acceleration/deceleration. . . . .
For linear acceleration/deceleration after . . . . .
cutting feed interpolation
Consequently, in case of the linear acceleration/deceleration after
interpolation, if an error caused by the servo loop time constant is
excluded, the radius directional error will be reduced to 1/12, compared
with the exponential acceleration/deceleration.
64
Page 78

B–62082E/04
5.6
BELL–SHAPED
ACCELERATION/
DECELERATION
AFTER CUTTING
FEED
INTERPOLATION
NC FUNCTIONS
Feedrate
F
F
2
0
T
C
2
5. FEED FUNCTIONS
B
A
Time
T
C
Fig. 5.6
T
C
As shown above in the quadratic curve, it is possible to accelerate and
decelerate the cutting feedrate.
When the acceleration and deceleration section are connected, the
composed curve shapes just like a hanging bell. That is why this kind of
acceleration/deceleration is called bell–shaped acceleration/deceleration.
Considering a time constant as T c (time spent to accelerate from feedrate
0 up to commanded feedrate F or time spent to decelerate from
commanded feedrate F down to feedrate 0), feedrate accelerates up to 1/2
of the commanded feedrate (F/2) for 1/2 of the time constant (T c/2). The
acceleration/deceleration curve 0A shown in the figure above can be
expressed by the following equation :
2F
f(t) +
2
t
2
T
C
The curve AB and 0A are symmetric with respect to point A.
The feature of this acceleration/deceleration is that the feedrate change is
small near feedrate 0 and the commanded feedrate.
65
Page 79

5. FEED FUNCTIONS
NC FUNCTIONS
B–62082E/04
5.7
ACCELERATION/ DECELERATION BEFORE CUTTING FEED
D Exponential
acceleration/deceleration
after feed interpolation
Interpolation
f
(pulse distribution)
D Linear acceleration/
deceleration after feed
interpolation
In response to the cutting feed command, the feedrate before
interpolation, that is, the command feedrate can be directly accelerated/
decelerated. This enables a machined shape error caused by the delay of
acceleration/deceleration to be eliminated. However, the deceleration
command (G09) needs to be given to the block requiring deceleration
such as a corner by the program.
f
tt
Acceleration/
deceleration control
T
C
Servo
control
Motor
f
D Linear acceleration/
deceleration before feed
interpolation
Acceleration/deceleration applied to
feedrate command
f
Servo
t
T
C
f
T
C
t
t
control
Servo
control
Motor
Motor
66
Page 80

B–62082E/04
NC FUNCTIONS
5. FEED FUNCTIONS
5.8
ACCELERA TION/
DECELERA TION
BEFORE PRE–READ
INTERPOLATION
5.9
BELL–SHAPED
ACCELERATION/
DECELERATION
AFTER RAPID
TRAVERSE
INTERPOLATION
Acceleration/deceleration before Pre–read Interpolation has the
advantage that there is no machined shape error caused by the delay of
acceleration/deceleration. However, the deceleration command (G09)
must be given to the block such as a corner with a large speed change of
either axis. Therefore, it has the disadvantage that acceleration/
deceleration needs to be considered by program commands. However,
this function allows automatic judgement of whether the speed is
decelerated by reading the command up to 15 blocks ahead, thus making
it unnecessary to consider acceleration/deceleration during creation of
program commands and eliminating any machined shape error caused by
the delay of acceleration/deceleration.
The function for bell–shaped acceleration/deceleration after rapid
traverse interpolation increases or decreases the rapid traverse feedrate
smoothly.
This reduces the shock to the machine system due to changing
acceleration when the feedrate is changed.
As compared with linear acceleration/deceleration, bell–shaped
acceleration/deceleration allows smaller time constants to be set,
reducing the time required for acceleration/deceleration.
Linear acceleration/deceleration
for rapid traverse
Feedrate
0
Time
Acceleration
0
Time
Bell–shaped acceleration/
deceleration for rapid traverse
Feedrate
0
Time
Acceleration
0
Time
5.10
CUTTING POINT SPEED CONTROL FUNCTION
The cutting point speed control function is used when circular
interpolation is performed in the cutter compensation C mode. This
function allows a programmed feedrate to be used as the feedrate at the
cutting point rather than the feedrate at the center of the tool.
This function is enabled or disabled by setting the CAFC bit of parameter
1402.
67
Page 81

5. FEED FUNCTIONS
NC FUNCTIONS
B–62082E/04
5.11
ACCELERATION/
DECELERATION
FUNCTION FOR THE
CONSTANT SPEED
SPECIFIED BY THE
PMC AXIS CONTROL
FUNCTION
PMC
Axis
control
Constant
speed
command
Stop
command
Axis control block
data signal
Constant speed
command
Rotation speed data
Axis control data
BMI
Speed command
skip signal
This function accelerates and decelerates the machining feedrate to
maintain the speed specified by the PMC axis control function throughout
the cutting process.
This function linearly accelerates and decelerates the tool to ensure
smooth operation during the entire cutting process. Also, when the
feedrate changes in the middle of the cutting process, this function
automatically accelerates or decelerates the speed to prevent irregular tool
movement.
CNC
Axis control
(rotation axis)
Constant
speed
control
Signal
monitoring
Acceleration/
deceleration
control
When this signal turns on,
the constant speed rotation
discontinues.
Servo
control
Motor
Fig. 5.11 Block diagram of system operation when the constant speed is specified
5.12
EXACT STOP (G09)
5.13
CUTTING/RAPID TRA VERSE POSITION CHECK FUNCTION
5.14
EXACT STOP MODE (G61)
5.15
CUTTING MODE (G64)
Move command in blocks commanded with G09 decelerates at the end
point, and inposition check is performed. G09 command is not necessary
for deceleration at the end point for positioning (G00) and inposition
check is also done automatically . This function is used when sharp edges
are required for workpiece corners in cutting feed.
In a block in which a positioning block or an exact stop command is
specified, such as a cutting feed block, the cutting speed is decelerated at
the end of the block to perform the position check. The cutting/rapid
traverse position check function allows the operator to set the effective
area size. Using this function, a small effective area can be specified for
cutting feed blocks requiring accuracy and a large effective area can be
specified for positioning blocks requiring a shorter positioning time.
When G61 is commanded, deceleration of cutting feed command at the
end point and inposition check is performed per block thereafter. This
G61 is valid till G64 (cutting mode), G62 (automatic corner override), or
G63 (tapping mode) is commanded.
When G64 is commanded, deceleration at the end point of each block
thereafter is not performed and cutting goes on to the next block. This
command is valid till G61 (exact stop mode), G62 (automatic corner
override), or G63 (tapping mode) is commanded.
68
Page 82

B–62082E/04
NC FUNCTIONS
5. FEED FUNCTIONS
5.16
T APPING MODE (G63)
5.17
AUTOMATIC CORNER OVERRIDE (G62)
5.18
DWELL (G04)
When G63 is commanded, feedrate override is ignored (always regarded
as 100%), and feed hold also becomes invalid. Cutting feed does not
decelerate at the end of block to transfer to the next block. And in-tapping
mode signal is issued during tapping operation. This G63 is valid till G61
(exact stop mode), G62 (automatic corner override), or G64 (cutting
mode) is commanded.
When G62 is commanded during cutter compensation, cutting feedrate is
automatically overridden at corner. The cutting quantity per unit time of
the corner is thus controlled not to increase. This G62 is valid till G61
(exact stop mode), G64 (cutting mode), or G63 (tapping mode) is
commanded.
With the G04 command, shifting to the next block can be delayed.
When commanded with a per minute feed mode (G94), shifting to the next
block can be delayed for the commanded minutes.
When commanded with a per rotation feed mode (G95), shifting to the
next block can be delayed till the spindle rotates for the commanded
times.
Dwell may always be performed by time irrespective of G94 and G95 by
parameter selection.
5.19
FEED PER ROTATION WITHOUT A POSITION CODER
Format
Per second dwell
G94 G04
P_ _ or X_ _: Dwell time commanded in seconds
Per revolution dwell
G95 G04
P_ _ or X_ _: Spindle rotation angle commanded in rev.
This function provided for machines that do not have (or use) a position
coder. When a feedrate is specified in the feed–per–rotation mode, it is
converted to a feedrate in the feed–per–minute mode on the assumption
that the spindle turns according to the spindle speed command (S code).
The tool is then moved along the feed axis at the converted feedrate.
Example)
G95 G01 F1. S1000 Z100. ;
When the above command is specified, the tool is moved along the
Z–axis at F1000 in the feed–per–minute mode [mm/min], on the
assumption that the spindle turns at 1000 revolutions per minute.
P_ _
X_ _
P_ _
X_ _
;
(0.001 to 99999.999 sec)
;
(0.001 to 99999.999 rev)
NOTE
In this function, S1 corresponds to one rpm.
69
Page 83

6. REFERENCE POSITION
REFERENCE POSITION
6
NC FUNCTIONS
B–62082E/04
70
Page 84

B–62082E/04
NC FUNCTIONS
6. REFERENCE POSITION
6.1
MANUAL REFERENCE POSITION RETURN
Positioning to the reference position can be done by manual operation.
With jogging mode (J), manual reference point return (ZRN) signals, and
signal for selecting manual reference position return axis (J1 to J6)
on, the tool begins to move at rapid traverse. When deceleration limit
switch mounted on the machine is turned on, it decelerates, and when it
is turned off again, it stops at the first grid point, and reference position
return end lamp lights.
This point is the reference position.
By performing manual reference position return, the machine coordinate
system and the work coordinate system is established.
There are the following two methods to perform manual reference
position return:
1) Grid method
A certain grid of the position detection is appointed as the reference
position. The reference position can be shifted by the grid shift
function.
2) Magne–switch method
The rise point of the proximity switch on the machine is appointed as
the reference position.
71
Page 85

6. REFERENCE POSITION
NC FUNCTIONS
B–62082E/04
6.2
AUTOMATIC REFERENCE POSITION RETURN (G28, G29)
1) Return to reference position (G28)
With the G28 command, the commanded axis is positioned to the
reference position via the commanded point. After positioning, the
reference position return end lamp lights. If G28 was commanded
when reference position return is not performed after power on,
reference position return is done in the same sequence as the manual
reference position return.
Format
G28 _ _ ;
_ _ : Command intermediate point
2) Return from reference position (G29)
With the G29 command, the commanded axis is positioned to the point
commanded by G29, via the intermediate point commanded by G28.
Format
G29 _ _ ;
Reference position
R
Y
Suppose tool change was
performed at R.
B
Intermediate
A
point
C
X
As seen from the above
example, the programmer
need not calculate a concrete movement value
from the intermediate point
to the reference position.
Fig. 6.2 Example of use of G28 and G29
72
Page 86

B–62082E/04
NC FUNCTIONS
6. REFERENCE POSITION
6.3
REFERENCE POSITION RETURN CHECK (G27)
6.4
2ND, 3RD AND 4TH
REFERENCE POINT
RETURN (G30)
This function is used to check whether the reference position return
command was performed correctly.
When G27 is commanded, the commanded axis is positioned to the
specified position, reference position return end lamp lights if reference
position return is performed to the correct position, and alarm arises it is
not positioned correctly to the reference position.
This function is available after power is turned on and reference position
return is performed.
Format
G27 _ _ ;
With the G30 command, the commanded axis is positioned to the 2nd,
3rd, or the 4th reference position, via the commanded point. 2nd, 3rd, or
4th reference position return lamp lights when positioning ends.
Set the 2nd, 3rd, and 4th reference position position as parameters.
This function is available after power is turned on and reference position
return is performed.
G29 can be used to return from the 2nd, 3rd, and 4th reference point (same
as reference position return, G28).
Format
G30
where
P2
P3
P4
P2, P3, P4: Select from 2nd, 3rd, or 4th reference positions.
_ _ ;
If not selected, 2nd reference position return is
automatically selected.
73
Page 87

6. REFERENCE POSITION
NC FUNCTIONS
B–62082E/04
6.5
FLOATING REFERENCE POSITION RETURN (G30.1)
It is possible to return the tool to the floating reference position by
commanding the G30.1.
The floating reference position is located on the machine and can be a
reference position of some sort of machine operation. It is not always a
fixed position but may vary in some cases. The floating reference
position can be set using the soft keys of MDI and can be memorized even
if the power is turned off.
Generally, the position where the tools can be replaced on machining
center, milling machine is a set position on top of the machinery. The
tools cannot be replaced at any machine angle. Normally the tool
replacement position is at any of the No. 1 to No. 4 reference position.
The tool can be restored to these positions easily by G30 command.
However, depending on the machine, the tools can be replaced at any
position as long as it does not contact the workpiece.
For machinery such as these, in order to reduce the cycle time, it is
advantageous to replace tools at a position as close as possible to the
workpiece. For this purpose, tool replacement position must be changed
for each workpiece shape and this feature can be easily realized by this
function. Namely, the tool replacement position which is suitable for
workpiece can be memorized as the floating reference position and it is
possible to return the tool to the tool replacement position easily by
commanding the G30.1.
Format
G30.1 _ ;
, however _ : It is the intermediate point to the floating reference position and is commanded by an absolute value or an incremental value.
When the G30.1 is commanded, the axis commanded is set to the
intermediate point with rapid traverse at first and then is set to the floating
reference position from the intermediate point with rapid traverse. The
positioning to the intermediate point or to the floating point is performed
at rapid traverse for each axis (non-linear positioning). When the BMI
interface is used, the floating reference position return completion signal
is output after completing the floating reference position return.
G30.1 G90 X50.0 Y40.0 ;
Y
Intermediate point (50, 40)
Workpiece
Floating reference
position
Fig. 6.5 Example of use G30.1
74
X
Page 88

B–62082E/04
NC FUNCTIONS
6. REFERENCE POSITION
6.6
REFERENCE POSITION AUTOMATIC SETTING FUNCTION
[With no grid shift]
Limit switch
åå
When adjusting a deceleration dog, the user should be able to adequately
match an electrical grid point with the machine zero point. When the
automatic reference position setting function is used, the grid shift and
software deceleration dog amount can be set automatically by moving
from a grid point where a stop is to take place, to the machine zero point.
This movement is made by turning on and off the automatic reference
position setting signals (RAST1, RAST2, RAST3, ...) and by manual
operation (jog feed, manual handle feed).
In reference position return, the grid shift and software deceleration dog
function as follows:
When reference position return is performed, the tool stops at the position
where the first grid signal was detected after the limit switch of the
deceleration dog was passed.
This position is the electrical stop position. It must match the machine
zero point.
Direction of reference position return
Deceleration dog
Grid point ³
[After a grid shift us set]
Limit switch
Deceleration dog
To match the electrical stop position with the machine zero point, a grid
shift is set automatically . From the electrical stop position, the grid point
can be shifted by +1/2 of a grid point interval.
Direction of reference position return
åå
Stopped
±
Grid point ³
Stopped
±
Machine zero point
Shifted by grid shift
Machine zero point
Furthermore, a software deceleration dog is automatically set (software
extension of the deceleration dog). The software deceleration dog can be
used to match the electrical stop position with the machine zero point by
turning off the deceleration dog 1/2 of grid point interval from the
machine zero point.
75
Page 89

6. REFERENCE POSITION
[After a grid shift and software deceleration dog are set]
Direction of reference position return
Limit switch
Deceleration dog
åå
Software deceleration dog
NC FUNCTIONS
1/2 of the grid
point interval
B–62082E/04
Stopped
±
Machine zero point
Grid point ³
6.7
DOG–LESS
REFERENCE
POSITION SETTING
FUNCTION
The dog–less reference position setting function is used for cutting
machines equipped with an absolute–position detector. This function
allows the operator to set the reference point without the deceleration
signal when manually moving the tool close to the reference point
specified for each axis in the reference point return mode. Using this
function, the reference point can be set at any desired position without
using the reference point return deceleration signal.
76
Page 90

B–62082E/04
7
NC FUNCTIONS
COORDINATE SYSTEMS
7. COORDINA TE SYSTEMS
77
Page 91

7. COORDINA TE SYSTEMS
NC FUNCTIONS
B–62082E/04
7.1
MACHINE COORDINATE SYSTEM (G53)
7.2
WORKPIECE COORDINATE SYSTEM (G54 TO G59)
Machine coordinate system is a coordinate system set with a zero point
proper to the machine system.
A coordinate system in which the reference point becomes the
parameter-preset coordinate value when manual reference point return is
performed, is set.
With G53 command, the machine coordinate system is selected and the
axis is moved in rapid traverse to the position expressed by the machine
coordinates.
Format
G53 _ _ ;
A coordinate system in which the zero point is set to a fixed point on the
workpiece, to make programming simple. When actually machining,
distance between machine coordinates’ zero point and work coordinates’
zero point is measured and set as workpiece zero point offset quantity via
MDI. 6 type of workpiece coordinates can be set and selected with:
G54 – G59
Format
G54
G55
:
G59
_ _ ;
78
Page 92

B–62082E/04
NC FUNCTIONS
7. COORDINA TE SYSTEMS
7.3
LOCAL COORDINATE SYSTEM (G52)
Workpiece zero
point offset value
With G52 commanded, the local coordinate system with the commanded
position as zero point can be set. Coordinates once set is valid till a new
G52 is commanded. This is used when, for example, programming of a
part of the workpiece becomes easier if there is a zero point besides the
workpice coordinates’ zero point.
Format
G52 _ ;
(Local
coordinate
system)
(Workpiece coordinate system1: G54)
(Local coordinate system)
(Workpiece coordinate system2: G55)
(Local
coordinate
system)
V alue set by
parameter
Reference poisition
(Workpiece coordinate system6: G59)
(Machine coordinate system)
Zero point of machine coordinate system
Fig. 7.3
When local coordinate system is set, local coordinate system 1 - 6,
corresponding to workpiece coordinate system 1 - 6 is set. Distance
between zero points are all the same preset value.
If G52 IP0; is commanded, local coordinate system is canceled.
79
Page 93

7. COORDINA TE SYSTEMS
NC FUNCTIONS
B–62082E/04
7.4
WORKPIECE COORDINATES SYSTEM CHANGE (G92)
With the
G92
_ _ ;
command, workpiece coordinate system can be changed so that current
position of the tool becomes the specified position.
YY’
160
100
100
A
100
Fig. 7.4
Tool position
X
100
X
200
7.5
WORKPIECE ORIGIN OFFSET VALUE CHANGE (PROGRAMMABLE DATA INPUT) (G10)
If G92 X100 Z100 ; is commanded when the tool is positioned at (200,
160) in G54 mode, workpiece coordinate system 1 (X’ – Y’) displaced by
vector A is created. At the same time, workpiece coordinate system 2 to
6 shift by vector A.
When creating a new workpiece coordinate system with the G92
command, since it is determined so that a certain point of the tool becomes
a certain coordinate value, the new workpiece coordinate system can be
determined irrespective of the old workpiece coordinate system. If the
G92 command is used to determine a start point for machining based on
workpieces, a new coordinate system can be created even if there is an
error in the old workpiece coordinate system.
Six workpiece coordinate systems can be set. But, when that is still not
enough, or when workpiece origin offset value must be set by tape or
changed, this G10 command is used to change workpiece origin offsets.
When G10 is commanded in subsolute command (G90), the commanded
workpiece origin offsets becomes the new workpiece origin offsets, and
when G10 is commanded in incremental command (G91), the currently
set workpiece origin offsets plus the commanded workpiece origin offset
becomes the new workpiece offsets.
Format
G10 L2 PP _ ;
where
PP: Specifiy workpiece coordinates to which offsetts are changed
: 1 to 6
P
: Workpiece origin offset value
80
Page 94

B–62082E/04
NC FUNCTIONS
7. COORDINA TE SYSTEMS
7.6
ADDITIONAL WORKPIECE COORDINATE SYSTEMS (G54.1)
Forty-eight workpiece coordinate systems can be added when existing
six workpiece coordinate systems (G54 - G59) are not enough for the
operation. Make a command as follows for selection of workpiece
coordinate system.
G54.1 P
.....;
P
P: 1 – 48 Number of the additional workpiece coordinate system
The following are the methods of setting and changing of the workpiece
origin offset value as well as those used for the existing workpiece
coordinate systems of G54 to G59.
1) Method via CRT/MDI
2) Method via program
– G10L20Pp;
– Custom macro
3) Method of external workpiece coordinate system shift
The set workpiece origin offset value is displayed on the CR T. Also, the
set workpiece origin offset can be punched out.
WORK ZERO OFFSET O0001 N00100
P: 01 (G54.1) P: 03 (G54.1)
X 123.456 X –111.111
Y 234.567 Y 222.222
Z 345.678 Z –333.333
P: 02 (G54.1) P: 04 (G54.1)
X –123.456 X 111.111
Y 234.567 Y –222.222
Z –345.678 Z 333.333
(MM)
MDI *** STOP **** *** *** 09:53:47 LSK
INPUT +INPUT MEASURE TL_INP INP_NO.+
Fig. 7.6
81
Page 95

7. COORDINA TE SYSTEMS
NC FUNCTIONS
B–62082E/04
7.7
WORKPIECE COORDINATE SYSTEM PRESET (G92.1)
The workpiece coordinate system with its zero position away by the
workpiece zero offset amount from the machine coordinate system zero
position is set by returning the tool to the reference point by a manual
operation. Also, when the absolute position detector is provided, the
workpiece coordinate system is automatically set by reading the machine
coordinate value from the detector when power on without performing
manual reference point return operation. The set workpiece coordinate
may shift by any of the following commands or operation:
a) When manual interruption is performed with the manual absolute
signal off
b) When the travel command is performed by the machine lock
c) When axis travel is performed by the handle interrupt or
auto/manual simultaneous operation
d) When operation is performed by mirror image
e) When the setting of local coordinate system is performed by the
G52 or change of workpiece coordinate system is performed by the
G92
f) When origin setting of workpiece coordinate system is performed
by the MDI operation
The workpiece coordinate system shifted by the above operation can be
preset by the G code instruction or MDI operation the same as
conventional manual reference point return.
1) Workpiece coordinate system preset by G code command
The workpiece coordinate system can be preset by commanding the
Format
G92.1 0 ;
0 : The axis address to be preset the workpiece coordinate system
Uncommanded axis is not preset.
2) Workpiece coordinate system preset by MDI operation
The workpiece coordinate system can be preset by the MDI operation
with soft keys.
82
Page 96

B–62082E/04
NC FUNCTIONS
7. COORDINA TE SYSTEMS
7.8
PLANE SWITCHING FUNCTION
This function switches a machining program created on the G17 plane in
the right–hand Cartesian coordinate system to programs for other planes
specified by G17.1Px commands, so that the same figure appears on each
plane when viewed from the directions indicated by arrows.
Machine
coordinate
system
G17.1 P5
Z
G17.1 P2
G17.1 P1 (G17)
G17.1 P4
Y
G17.1 P3
X
83
Page 97

8. COORDINATE VALUE AND
DIMENSION
COORDINATE VALUE AND DIMENSION
8
NC FUNCTIONS
B–62082E/04
84
Page 98

B–62082E/04
NC FUNCTIONS
8. COORDINA TE VALUE AND
DIMENSION
8.1
ABSOLUTE AND
INCREMENTAL
PROGRAMMING
(G90, G91)
There are two ways to command travels to the axes; the absolute
command, and the incremental command. In the absolute command,
coordinate value of the end point is programmed; in the incremental
command, move distance of the axis itself is programmed.
G90 and G91 are used to command absolute or incremental command.
G90 : Absolute command
G91 : Incremental command
Y
End point
70.0
30.0
Fig. 8.1
100.040.0
Start point
X
For the above figure, incremental command programming results in:
G91X–60.0Y40.0 ;
while absolute command programming results in:
G90X40.0Y70.0 ;
85
Page 99

8. COORDINATE VALUE AND
DIMENSION
NC FUNCTIONS
B–62082E/04
8.2
POLAR COORDINA TE COMMAND (G15, G16)
The end point coordinate value can be input in polar coordinates (radius
and angle). Use G15, G16 for polar coordinates command.
G15 : Polar coordinate system command cancel
G16 : Polar coordinate system command
Plane selection of the polar coordinates is done same as plane selection
in circular interpolation, using G17, G18, G19.
Command radius in the first axis of the selected plane, and angle in the
second axis. For example, when the X-Y plane is selected, command
radius with address X, and angle with address Y . The plus direction of the
angle is counter clockwise direction of the selected plane first axis +
direction, and the minus direction the clockwise direction.
Both radius and angle can be commanded in either absolute or
incremental command (G90, G91).
The center of the polar coordinates is the zero point of the local
coordinates.
Example) Bolt hole cycle
N1 G17 G90 G16; Polar coordinates command, X-Y plane
N2 G81 X100. Y30. Z-20. R-5. F200.; 100mm radius, 30° angle
N3 X100. Y150; 100mm radius, 150° angle
N4 X100. Y270; 100mm radius, 270° angle
N5 G15 G80; Polar coordinates cancel
8.3
INCH/METRIC CONVERSION (G20, G21)
Y
Local coordinate
30°
system
X
150°
270°
100mm
Fig. 8.2
Conversion of inch and metric input can be commanded by the G code
command.
G20 : Inch input
G21 : Metric input
Whether the output is in inch system or metric system is parameter-set
when the machine is installed.
Command G20, G21 at the head of the program.
Inch/metric conversation can also be done by MDI setting.
The contents of setting data differs depending on whether G20 or G21 is
commanded.
86
Page 100

B–62082E/04
NC FUNCTIONS
8. COORDINA TE VALUE AND
DIMENSION
8.4
DECIMAL POINT
INPUT/POCKET
CALCULATOR TYPE
DECIMAL POINT
INPUT
8.5
DIAMETER AND
RADIUS
PROGRAMMING
Numerals can be input with decimal points. Decimal points can be used
basically in numerals with units of distance, speed, and angle. The
position of the decimal point is at the mm, inch, deg position.
Use parameters to select input method; whether to input by pocket
calculator type input, or by the former decimal point input.
Table 8.4
Program command
X1000 1000 mm 1mm
x1000 1000 mm 1000 mm
Pocket calculator type
decimal point input
Format type decimal
point input
Since the work cross section is usually circular in latches, its dimensions
can be specified in two ways when performing a thing:
X axis
A
B
D
1D2
R
2
R
1
Z axis
8.6
FUNCTION FOR
SWITCHING
BETWEEN DIAMETER
AND RADIUS
PROGRAMMING
D
, D
1
R1, R
Diameter programming. . . .
2
Radius programming. . . .
2
When the diameter is specified, it is called diameter programming, and
when the radius is specified, it is called radius programming.
The diameter programming or radius programming can be selected by
parameter for each axis.
In diameter/radius programming, the DIAx bit (bit 3 of parameter 1006)
specifies whether to use diameter or radius programming for each
controlled axis. With this function, the G code can switch between
diameter and radius programming for axis commands.
87
 Loading...
Loading...