

Page 1
PART 2
MIG ONE
I - Manuale D’uso
GB - User Manual
D - Bedienungsanleitung
F - Manuel D'utilisation
E - Manual De Usuario
P - ões
Manual De Instru
HU - Használati Utasítás
PL -
NL - Instructiehandleiding
RU - Эксплуацим
Руководство По
Instrukcja obsługi
USERMANUALUSERMANUAL
DK - Instruktionsmanual
Page 2
(6)
(3)
(2)
(7)
(4)
VI RINGRAZIAMO PER AVER
SCELTO QUESTO PRODOTTO
THANKS FOR CHOOSING
OUR PRODUCT
(1) (5)(1) (5)
Page 3
PARTE II - PART II - TEIL II - PARTIE II - PARTE II - PARTE II
RÉSZ II - CĘ ŚĆ II -Z DEEL II - ЧАСТЬ II - DEL II
MODEL
DATI TECNICI SALDATRICE / WELDING MACHINE TECHNICAL DATA / TECHNISCHE DATEN
SCHWEISSMASCHINE / DONNÉES TECHNIQUES POSTE DE SOUDAGE / DATOS TÉCNICOS DE
LA SOLDADORA / DADOS TÉCNICOS DO APARELHO DE SOLDAR / TECHNIKAI ADATOK / DANE
TECHNICZNE / TECHNISCHE GEGEVENS LASMACHINE / ТЕХИЧЕСКИЕ ДАННЫЕ
СВАРОЧНОГО АППАРАТА / TEKNISKE DATA SVEJSEMASKINE
PH
1~
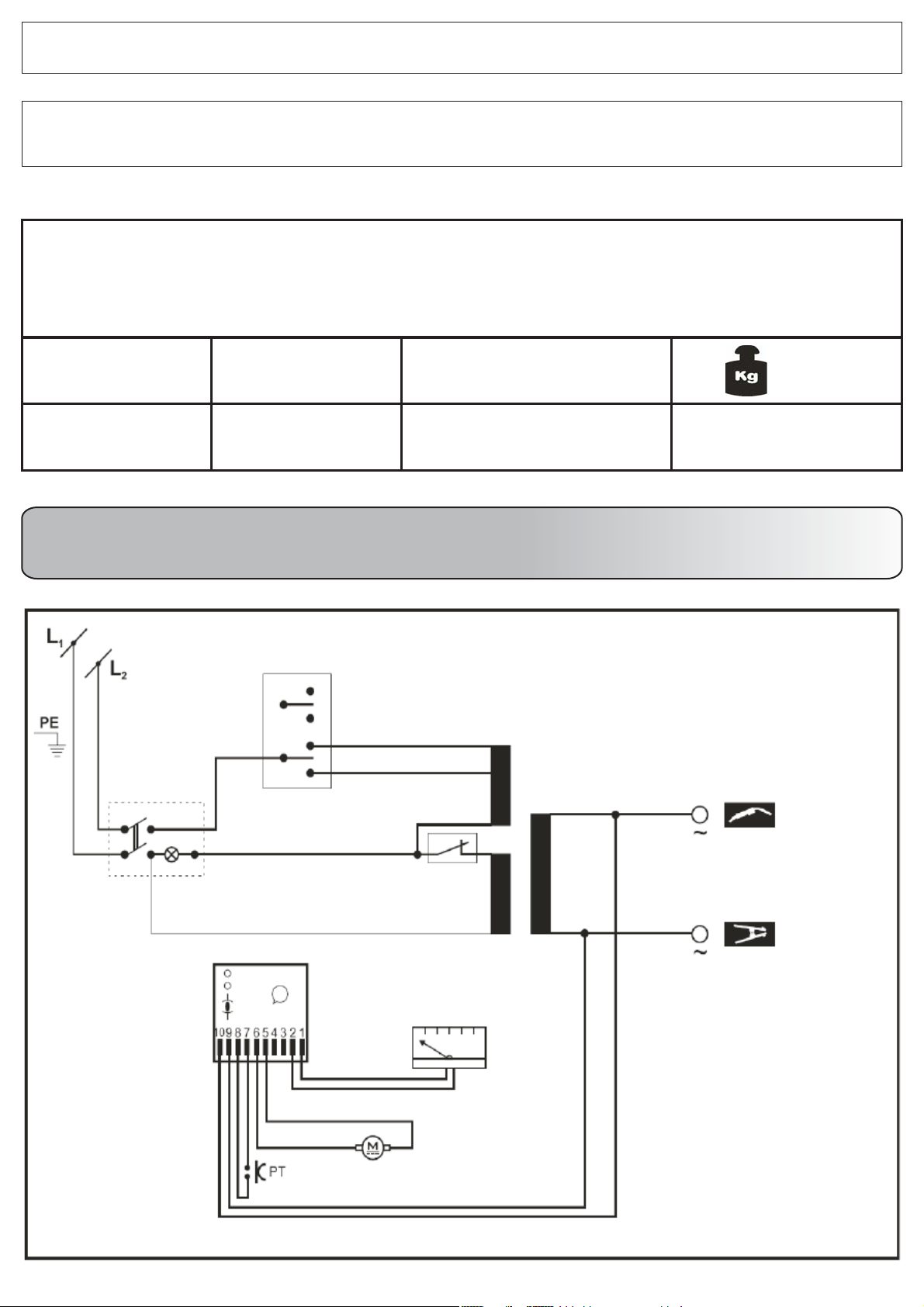
SCHEMA ELETTRICO - WIRING DIAGRAM - SCHALTPLAN - SCHÉMA ÉLECTRIQUE
ESQUEMA DE CONEXIONE - CONEXÃO REGIME - ELEKTROMOS BEKÖTES - SCHEMAT BLOKOWY
I
2 max
95
ELEKTRISCHSCHEMA - - ELDIAGRAMДИАГРАММА
MIG ONE
[A] [ ]
WxHxL
140 x 360 x 375
mm
[]
Kg
14-15
Page 4

ITALIANO
DESCRIZIONE GENERALE
Saldatrici a filo continuo che salda filo animato senza gas.
PER UNA RESA OTTIMALE DELLA SALDATURA SI
CONSIGLIA DI UTILIZZARE DURANTE LA STESSA LO
SPAY PER SALDATURA PROMIG JET; IN TAL MODO SI
ESALTERANNO LE CARATTERISTICHE DI TENUTA,
OLTRE AD UNA AZIONE DI RIDUZIONE DEGLI SPRUZZI.
1. INSTALLAZIONE
1.1. CONNESSIONE ELETTRICA
La macchina è fornita di uno specifico cavo di alimentazione
che non dovrebbe essere prolungato; nel caso ciò fosse
necessario occorrerebbe usarne uno di sezione uguale a
quello della macchina.
Prima di collegare la saldatrice alla presa di corrente,
accertarsi che il voltaggio sia uguale a quello della macchina
e che la potenza erogata sia sufficiente ad alimentare la
macchina a pieno carico; accertarsi, inoltre, che l’impianto di
alimentazione sia provvisto di un adeguato sistema di messa
a terra.
Tensione di alimentazione
La tensione di alimentazione è di 230 V.
1.2. COLLEGAMENTO DELLA MASSA
La macchina è fornita di un cavo di massa collegato ad una
pinza. Verificare che ci sia un perfetto contatto tra la pinza e
il pezzo da saldare. Pulire bene i contatti in modo che non ci
siano grassi, ruggine o impurità. Un contatto non perfetto
riduce la capacità di saldatura e può causare, di
conseguenza, una saldatura non soddisfacente.
2. INFORMAZIONI TECNICHE SULLA SALDATRICE
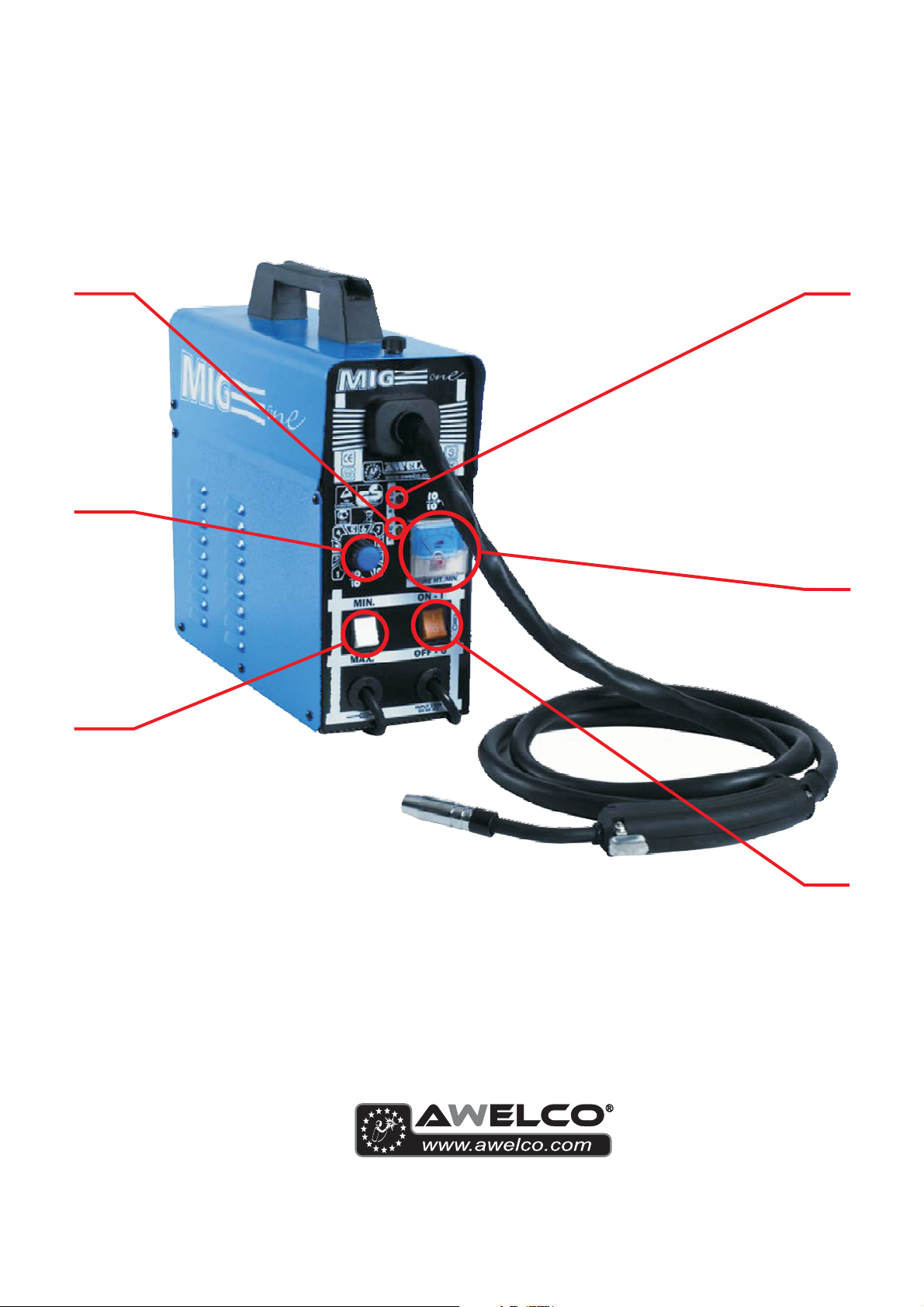
La saldatrice è dotata di un interruttore di linea On - Off (1),
con led luminoso che indica l’accensione della macchina (7).
La saldatrice dispone di un deviatore (2) che garantisce 2
posizioni di corrente; selezionare in base alla potenza di cui
si ha bisogno.
Utilizzando la manopola (3) posta sul frontale potete regolare
la velocità del filo. Tale manopola va usata insieme al
deviatore che regola l’amperaggio, in modo da ottenere un
arco scorrevole e perfetto.
E’ possibile visualizzare la velocità del filo mediante un
indicatore in M/min (4) posto sul pannello frontale della
macchina.
La saldatrice è dotata di un dispositivo di protezione termica
che interrompe automaticamente l’erogazione della corrente
di saldatura quando si raggiungono temperature elevate; in
tal caso si accende una spia luminosa (5). Quando la
temperatura si è sufficientemente abbassata e ha raggiunto il
livello che permette un corretto funzionamento della
saldatrice, la spia luminosa si spegne. La macchina è
alimentata automaticamente e si possono riprendere le
operazioni di saldatura.
La scheda di regolazione della macchina è protetta contro le
oscillazioni dell’alimentazione tramite un fusibile di facile
sostituzione posto sulla scheda di regolazione del filo. Nel
caso detto fusibile dovesse bruciarsi la macchina si blocca e
segnala l’anomalia tramite un led di colore giallo posto sul
frontale della macchina (6); per la sostituzione, dopo aver
tolto l’alimentazione alla macchina, svitare il pannello laterale
destro e sostituire il fusibile estraendolo facendo leva con un
piccolo cacciavite.
3. MODI DI SALDATURA
3.1. NO-GAS
La saldatrice è stata concepita per saldare con il
procedimento NO-GAS.
4. MONTAGGIO BOBINA FILO E TORCIA
4.1. MONTAGGIO BOBINA
Si possono adoperare bobine da 0.2 Kg, 0,4 Kg.
4.2. MOTORE TRAINAFILO
Assicurarsi che il rullino d’avanzamento filo abbia la cava di
diametro uguale a quella del filo. Le macchine sono
predisposte con rullino per filo Ø 0,6 e Ø 0,8. Per adoperare
filo Ø 0,9, è possibile utilizzare il rullino in dotazione. Il rullino
porta stampigliato sul fianco il Ø che si vuole adoperare. Le
macchine sono equipaggiate con rullini zigrinati adatti per
saldatura con filo animato senza gas di protezione. In ogni
caso la macchina salda solo con filo di tipo FLUX.
4.3. INSERIMENTO DEL FILO
Tagliare i primi 10 cm di filo assicurandosi che l’estremità
presenti un taglio netto senza sporgenze, distorsioni o
impurità. Rialzare la rotella collegata al braccio mobile
svitando l’apposita vite. Inserire il filo nella guida di plastica
facendolo passare sulla scanalatura appropriata del rullino e
quindi reinserirlo nella guida. Assicurarsi che il filo non sia
teso ma sia in posizione naturale. Abbassare il braccio e
regolare la pressione mediante l’apposita vite. La pressione
corretta è quella che consente l’avanzamento regolare del
filo e, nello stesso tempo, qualora il filo si inceppi, la ruota
motrice deve slittare senza fare aggrovigliare il filo stesso. E’
possibile regolare anche la frizione dell’aspo. Se l’aspo gira a
vuoto, aumentare la frizione in modo che la bobina sia
sempre in tiro. Se invece la frizione crea troppo attrito e la
ruota motrice tende a slittare, è necessario diminuirla fino ad
ottenere un regolare avanzamento del filo.
4.4. COLLEGAMENTO DELLA TORCIA
La torcia è collegata direttamente e, quindi è già pronta per
l’uso. Una eventuale sostituzione va fatta con molta cura. E’
preferibile farla eseguire da un tecnico esperto. Per sostituire
la punta guida gas è sufficiente svitare oppure tirare verso
l’esterno. La punta guida gas va tolta ogni qual volta bisogna
sostituire l’ugello guidafilo. Tale ugello deve essere sempre
del diametro appropriato a quello del filo. Tenere sempre
perfettamente pulita la punta guida gas.
5. GUIDA ALLA SALDATURA
5.1. REGOLA GENERALE
Quando la saldatura è regolata al minimo è necessario che
la lunghezza dell’arco sia piccola. Questo si ottiene tenendo
la torcia il più vicino possibile al pezzo da lavorare e con una
inclinazione di circa 60 gradi. La lunghezza dell’arco può
essere aumentata man mano che si aumenta l’intensità di
corrente, al massimo si può arrivare ad una distanza di circa
20mm.
5.2. CONSIGLI DI CARATTERE GENERALE
Di tanto in tanto alcuni difetti si possono verificare nella
saldatura. Questi difetti si possono eliminare prestando
attenzione ad alcuni suggerimenti che qui di seguito Vi
proponiamo:
- Porosità
Piccoli fori nella saldatura, non dissimili da quelli della
superficie della cioccolata, possono essere causati da
interruzione del flusso di gas o talvolta dall’in-clusione di
piccoli corpi estranei. Il rimedio usuale è molare la saldatura
e rifare la saldatura. Prima, però, bisogna controllare il flusso
di gas (circa 8 litri/minuto), pulire benissimo la zona di lavoro
e poi inclinare correttamente la torcia mentre si salda.
- Spruzzatura
Piccole gocce di metallo fuso che provengono dall’arco di
saldatura.
In piccole quantità è inevitabile, ma si può ridurre al minimo
regolando bene la corrente ed il flusso di gas e tenendo
pulita la torcia.
- Saldatura stretta e arrotondata
È causata dall’avanzamento veloce della torcia oppure dal
gas non regolato bene.
- Saldatura spessa e larga
Può essere causata da un avanzamento troppo lento della
torcia.
- Filo bruciato dietro
Può essere causato da un avanzamento del filo lento, dalla
punta guidafilo allentata o consumata, filo di bassa qualità,
Page 5

beccuccio guidagas troppo chiuso o corrente troppo elevata.
- Scarsa penetrazione
Può essere causata da un avanzamento troppo veloce della
torcia, da corrente troppo bassa, da alimentazione del filo
non corretta, da polarità invertita, smussi e distanza tra i
lembi insufficiente. Curare la regolazione dei parametri
operativi e migliorare la preparazione dei pezzi da saldare.
- Foratura del pezzo
Può essere causata dal movimento troppo lento della torcia,
corrente troppo elevata o non corretta alimentazione del filo.
- Forte spruzzatura e porosità.
Può essere causato da una distanza eccessiva del
beccuccio guidagas dal pezzo, da sporco sui pezzi, da
scarso flusso di gas o da corrente bassa. Bisogna verificare i
due parametri, ricordando che il gas non deve essere
inferiore a 78 litri/min. e che la corrente di saldatura deve
essere appropriata al diametro del filo che si sta utilizzando.
E’ preferibile avere un riduttore di pressione di entrata e di
uscita. Sul manometro di uscita è possibile leggere anche la
portata espressa in litri.
- Instabilità d’arco
Può essere causata da tensione insufficiente, avanzamento
filo irregolare, gas di protezione insufficiente.
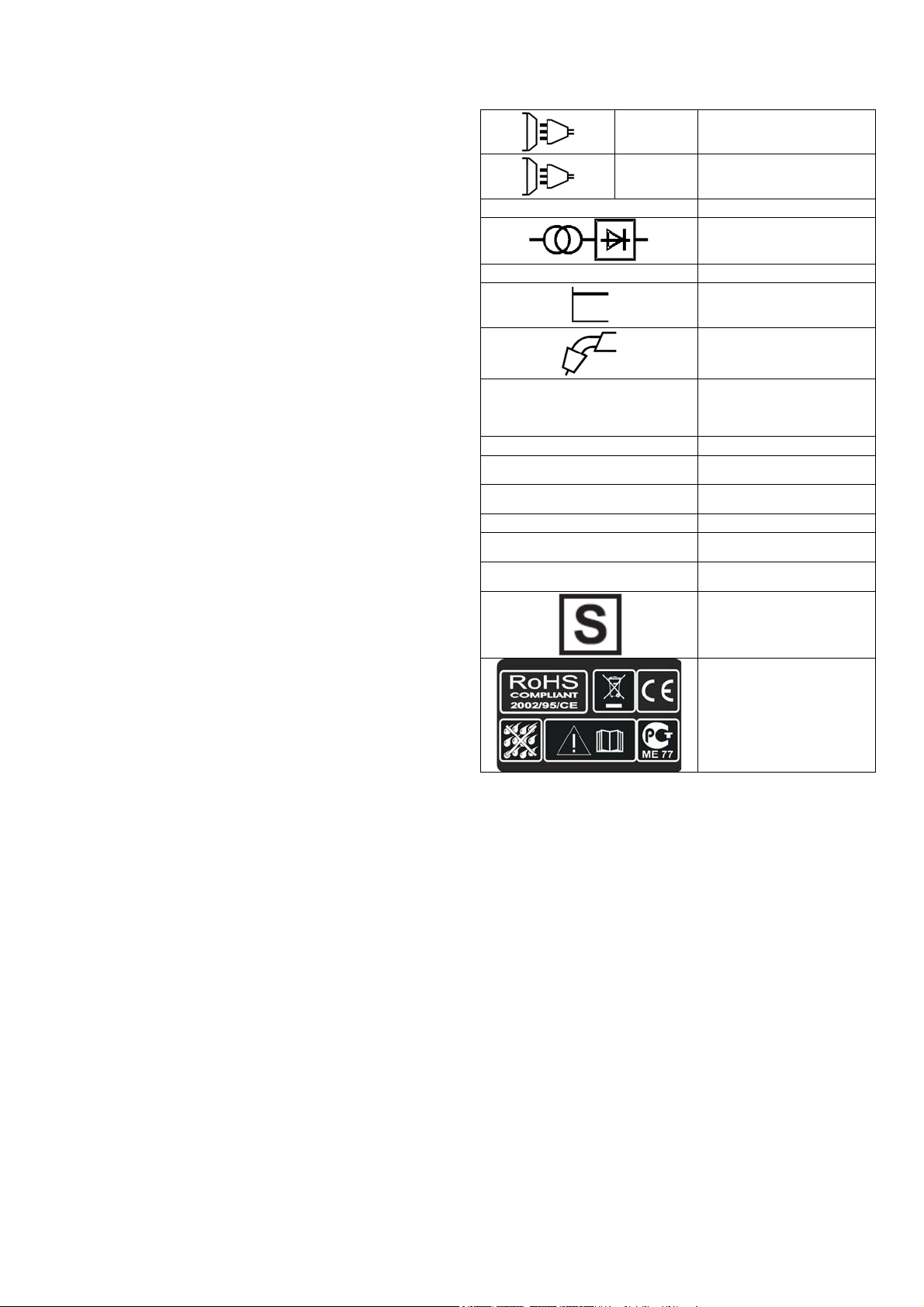
SIGNIFICATO DELLE SCRITTE E DEI SIMBOLI
EN 60974 - 1
U 1 … (V/Hz)
I 2 … (A)
I
… (A)
1 max
I
… (A)
1 eff
X
IP21
H
Trasformatore raddrizzatore
Norma di riferimento
Caratteristica piatta
Saldatura a filo MIG-MAG
Valore nominale della
tensione di alimentazione e
della frequenza
Corrente di saldatura
Corrente massima assorbita
Corrente effettiva di
alimentazione
Duty cycle
Grado di protezione della
saldatrice
Classe di isolamento del
trasformatore
Saldatrice adatta all’uso in
un ambiente con rischio
accresciuto di scosse
elettriche
1 ~
3 ~
U 0 … (V)
GUASTO
Il filo non avanza quando
la ruota motrice gira
Alimentazione del filo a scatti o
intermittente
Arco spento
Cordatura di saldatura poroso
Alimentazione monofase
Alimentazione trifase
Valore nominale della
tensione di uscita a vuoto
RICERCA DEL GUASTO
RAGIONI
1) Sporco sulla punta
dell’uggello guida filo
2) La frizione dell’aspo
svolgitore è eccessiva
3) Torcia difettosa
1) Ugello di contatto difettoso
2) Bruciature nell’ugello
di contatto
3) Sporco sul solco della ruota
motrice
4) Solco sulla ruota motrice
consumato
1) Cattivo contatto tra pinza di
massa e pezzo
2) Corto circuito tra ugello di
contatto e tubo guidagas
1) Mancanza dello scudo di gas
causato da incrostazioni
nell’ugello guidagas
2) Distanza o inclinazione
sbagliata della torcia
3) Troppo poco gas
4) Pezzi umidi
Simboli riferiti a norme di
sicurezza
Soffiare con aria
Allentare
Controllare guaina guidafilo
Sostituire
Sostituire
Pulire
Sostituire
Stringere la pinza e controllare
Pulire oppure sostituire ugello di contatto e
ugello guidagas
Pulire dalle incrostazioni o sostituire
La distanza tra la torcia e il pezzo deve
essere di 5 - 10 mm; l’inclinazione non
meno di 60° rispetto al pezzo
Aumentare la quantità
Asciugare con una pistola ad aria calda o
RIMEDI
Page 6

La macchina cessa improvvisamente
di funzionare dopo un uso prolungato
5) Pezzi con molta ruggine
1) La macchina si è surriscaldata
per un uso eccessivo e la
protezione
termica è intervenuta
ENGLISH
GENERAL DESCRIPTION
MIG welders which can weld flux cored gasless wire.
WHEN WELDING, USE PROMIG JET WELDING SPRAY
TO OBTAIN OPTIMAL WELDING. THE USE OF THIS
PRODUCT WILL ENHANCE THE BINDING OF THE WELD
AND REDUCE SPATTERING.
1. INSTALLATION
1.1. ELECTRICAL CONNECTION
The welding machine is fitted with a suitable primary cable
which we strongly recommend you to do not extend: if it is
necessary to extend it, use a cable having the same section
of the primary cable.
Before connecting the machine to the outlet, check that your
supply voltage is like the machine’s voltage and that the
furneshed power is sufficient to feed the full load machine.
Make sure that the electric plant is provided with a sufficient
earth connection.
Supply voltage
The supply voltage is of 230V.
1.2. EARTH CONNECTION
A suitable earth cable connected to a clamp is supplied with
the welding machine. The earth clamp should be attached to
the workpiece itself. The must be very good connection
wherever made, as a poor or dirty connection will produce
difficult welding conditions and could result in a bad weld.
2. TECHNICAL INFORMATION
The welding machine has an On-Off switch (1), with
luminous led that indicates the operation of the car (7).
The welder has a switch (2) that provides 2-position power,
to select based on the power of which need is had.
Using the knob (3) placed on the frontal you can regulate the
welding wire speed. The knob should be used in conjunction
with the voltage switch to give a smooth and perfect arc.
You can see the speed of the wire through an indicator in
M/min (4) on the front panel of the machine.
The machine is fitted with a thermal overload protection
which will automatically interrupt the welding current on
reaching excessive temperatures; in which instance a yellow
pilot light (5) will switch on. Once the temperature has
decreased to a level low enough to allow welding, the light
will switch itself off and the machine is again ready for use.
The wire speed control electronic card is protected against
peak of voltage by means of an easy to repalce fuse located
on the wire setting card. Should said fuse burn, the machine
will stop automatically and the malfunction will be signalled
by a led located on the machine’s front panel (6). In order to
change the burnt fuse, disconnect the machine from tha
mains, unscrew the right side panel and replace the fuse by
pulling it out. Use a small screwdriver to lever the fuse out. In
any case do not connect the welding machine to the power
generator.
3. WELDING MODE
3.1. NO-GAS
The machine was designed for NO-GAS welding.
4. SPOOL WIRE AND TORCH INSTALLATION
4.1. SPOOLS INSTALLATION
You can use spools of Kg. 0,2 , Kg. 0,4.
4.2. WIRE-FEEDER MOTOR
Make sure that the size of the groove in the feed roll
corresponds to the welding wire size being used. The
machines are arranged with feed roll for Ø 0,6 and 0,8 wire.
altro mezzo
Pulire i pezzi dalla ruggine
Lasciare raffreddare la macchina per
almeno 20 – 30 minuti
Used for wire Ø 0.9, you can use the supplied roll. The feed
roll has the wire diameter stamped on its side. The machines
are equipped with proper shagreneed rolls suitable for
welding with flux cored wire without gas protection. In any
case, the machine uses only wire type FLUX.
4.3. FEEDING WIRE INTO THE WELDING TORCH
Cut the first 10 cm of wire and then check that there are no
burrs or distortions at the cut end. Release the small wheel
which is connected to the pressure arm by unscrewing the
pressure screw and pass the wire through the feed roll’s
groove and then re-insert the wire into the guide. At this
point, make sure that the wire lies in the feed roll’s groove in
a natural line. Drop the pressure arm on the wire and swing it
back under the pressure screw. Pressure on the welding wire
is regulated by turning the pressure screw, the correct
pressure being critically important to the smooth operation of
the welding machine. The optimum pressure is the one
which ensures that the wire runs smoothly though allows the
feed roll to slip in the event of a blockage in the torch. It is
possible to adjust the friction of the paddle hub. If the hub
over-runs, then increase the friction pressure in order to
always have the spool wire drawn. On the contrary, if the
friction pressure is too much, some tension can be released
to obtain a regular wire feeding.
4.4. TORCH CONNECTION
The torch is connected directly to the welding machine so it
is ready for use. A probable replacement of the torch must
be done with care and if possible by a technician. To replace
contact tips, it is necessary to unscrew or to pull it. Replace
tip, check that it corresponds with the wire size and replace
the gas shroud. For good wire feeding during welding
operations, it is essential that the correct size parts are used
for each wire. Keep always clean the contact tip.
5. WELDING GUIDE
5.1. GENERAL RULE
When welding on the lowest output settings, it is necessary
to keep the arc as short as possible. This should be achieved
by holding welding torch as close as possible and at an
angle of approximately 60 degrees to the workpiece. The arc
length can be increased when welding on the highest
settings, an arc length up to 20 mm can be enough when
welding on maximum settings.
5.2. GENERAL WELDING TIPS
From time to time, some faults may be observed in the weld
owing to external influences rather due to welding machine’s
faults. Here are some that you may come across :
· Porosity
Small holes in the weld, caused by break-down in gas
coverage of the weld or sometimes by foreign bodies
inclusion. Remedy is, usually, to grind out the weld.
Remember, check before the gas flux (about 8
liters/minutes), clean well the working place and finally
incline the torch while welding.
· Spatter
Small balls of molten metal which come out of the arc. A little
quantity is unavoidable, but it should be kept down to a
minimum by selecting correct settings and having a correct
gas flow and by keeping the welding torch clean.
· Narrow heap welding
Can be caused by moving the torch too fast or by an
incorrect gas flow.
Page 7

· Very thick or wide welding
Can be caused by moving the torch too slowly.
· Wire burns back
It can be caused by wire feed slipping, loose or damaged
welding tip, poor wire, nozzle held too close to work or
voltage too high.
· Little penetration
It can be caused by moving torch too fast, too low voltage
setting or incorrect feed setting, reversed polarity, insufficient
blunting and distance between strips. Take care of
operational parameters adjustment and improve the
preparation of the workpieces.
· Workpiece’s piercing
It may be caused by moving the welding torch too slow, too
high welding power or by an invalid wire feeding.
· Heavy spatter and porosity
It can be caused by nozzle too far from work, dirt on work or
by low gas flow. You have to the two parameters, remeber
that gas has not to be lower than 7-8 liters/ min. and that the
current of welding is appropriated to the wire you are using. It
is advisable to have a pressure reducer of input and output.
On the manometer you can read the range expressed in liter.
· Welding arc instability
It may be caused by an insufficient welding voltage, irregular
wire feed, insufficient protective welding gas.
DESCRIPTION OF SIGNS AND SYMBOLS
3 ~
U 0 … (V)
FAULT
1 ~
Wire isn’t conveyed when
Feed roll is turning
Wire feeding in jerk or
erratic way
No arc
Porous welding seams
The machine suddenly stops welding
operations after an extended and heavy
duty use
Single phase alternating
voltage
Three phase alternating
voltage
Nominal open circuit
voltage
FAULT FINDING
REASON
1) Dirt in liner and/or contact tip
2) The frition brake in the hub
is too tightened
3) Faulty welding torch
1) Contact tip defect
2) Burns in contact tip
3) Dirt in feed roll groove
4) Feed roll’s groove worn
1) Bad concat between earth clamp
and workpiece
2) Short-circuit between contact tip
and gas shroud
1) Failre of gas shield owing to
spatters in gas shro
2) Wrong welding torch distance
and/or inclination from workpiece
3) Too small gas flux
4) Humid workpieces
5) Heavily rusted workpieces
1) Welding machine overheated due
to an excessive use in stated duty
cycle
Transformer-rectifier
EN 60974-1
U 1 … (V/Hz)
I 2 … (A)
I
(A)
1 max
I
… (A)
1 eff
X
IP21
H
Blow with compressed air, replace contact
tip
Loosen
Check sheating of torchès
wire guide
Replace
Replace
Clean
Replace
Tighten earth clamp and check connections
Clean, replace tip and/or shroud as
necessary
Clean gas shroud from spatters
The length of stick out wire from tip must
be 5 – 10mm. Inclination not less than 60
degrees in relation to woekpiece
Increase flux of welding gas
Dry with heat producer
Clean workpieces from rust
Don’t switch off the machine, let it cool
down for about 20/30 minutes
Norm of reference
Flat characteristic
MIG-MAG wire feed
welding
Nominal values of mains
voltage and frequency
Welding current
The welding unit's
maximum absorbed
current
Effective current supplied
Duty cycle
The welding unit's
protection class
The transformer's
insulation class.
Welding machine suitable
for use in environments
with heightened risk of
electric shock.
Symbols referring to safety
regulations
REMEDY
Page 8

DEUTSCH
ALLGEMEINE BESCHREIBUNG
Schutzgasschweissanlagen für das Verschweissen von
Fülldraht ohne Gas.
1. INSTALLATION
1.1. ELEKTRISCHE VERBINDUNGEN
Die Schweißmaschine hat ein eigenes bestimmtes
Speisekabel, das lang genug ist, um nicht verlängert werden
zu müssen. Sofern jedoch eine weitreichendere Verbindung
benötigt wird, ist es unbedingt erforderlich , ein
Verlängerungskabel zu benutzen, das dem der
Schweißmaschine gleich ist.
Bevor die Schweißmaschine an eine Steckdose
angeschlossen wird, muß überprüft werden, ob die
Spannung der der Schweißmaschine gleich ist und ob die
Leistungsabgabe ausreichend für eine Vollast des Gerätes
ist. Außerdem ist es unbedingt nötig festzustellen, ob die
Speiseanlage mit einem ausreichenden Erdungssystem
ausgestattet ist.
Zuführungspannung
Ist die Speisespannung 230 V.
1.2. ERDVERBINDUNG
Die Schweißmaschine wird schon mit einem geeigneten
Erdungskabel, das mit einer Zange verbunden ist, geliefert.
Achten Sie darauf, daß die Zange einen leistungsfähigen
Kontakt mit dem zu schweißenden Teil hat. Die Kontakte
müssen von Schmierfett, Rost und Verschmutzungen
gereinigt und geschützt werden. Ein nicht leistungsfähiger
Kontakt vermindert die Schweißkapazität und somit wird das
Ergebnis der erfolgten Schweißung nicht perfekt sein.
2. TECHNISCHE INFORMATIONEN BEZÜGLICH DER
SCHWEIßMASCHINE
Die Schweißmaschine hat einen On - Off Schalter (1), mit
einer LED-Leuchte, welche anzeigt, dass die Maschine
eingeschalten ist (7). Die Schweißmachine hat einen
Schalter (2) für 2 Strompositionen, welche aufgrund der
gebrauchten Leistung ausgewählt werden.
Mit dem Knopf (3) auf der Vorderseite können Sie die
Drahtgeschwindigkeit wählen. Dieser Knopf wird zusammen
mit dem Stromumstellungsknopf verwendet, um einen
reibungslosen und perfekten Bogen zu erhalten.
Sie können die Geschwindigkeit des Drahtes durch eine
Anzeige in m/min (4) auf der Vorderseite der Maschine
erkennen.
Das Schweißgerät ist mit einer Thermoschutzeinrichtung
ausgerüstet, die den Schweißstromzufluß automatisch
unterbricht, sobald eine höhere Temperatur erreicht wird (5).
In diesem Fall leuchtet ein gelbes Warnlicht auf. Sobald die
Temperatur wieder auf einen für den Betrieb geeigneten
Wert absinkt, schaltet das Warnlicht aus. Der Stromzufluß
wird automatisch wiederaufgenommen und das
Schweißgerät ist wieder betriebsbereit.
Die Regulationsplatine der Maschine ist gegen
Speiseschwankungen durch eine leicht ersetzbare
Sicherung, welche sich auf der Drahtregulationsplatine
befindet. Für den Fall, dass die Sicherung durchbrennt,
stoppt die Maschine und zeigt diese Anomalie durch einen
gelben LED (6) auf, welcher sich auf der Vorseite der
Maschine befindet. Für die Ersetzung der Sicherung , die
Maschine ausstecken, die rechte Seitenwand abschrauben
und die Sicherung austauschen, mit einem kleinen
Schraubendreher hebend.
3. SCHWEIßARTEN
3.1. NO-GAS SCHWEIßUNG
Die Schweißmaschine wurde entwickelt, um ohne GAS
schweissen zu können.
4. EINBAU DER DRAHTSPULE UND DES
SCHLAUCHPAKETS
4.1. EINBAU DER DRAHTSPULE
Auf der Maschine können Drahtspulen von 0,2 Kg, 0,4 Kg
verwendet werden.
4.2. DRAHTVORSCHUBMOTOR
Versichern Sie sich, daß die Furche der Drahtvorschubspule
den gleichen Durchmesser des Drahtes hat. Die
Schweißgeräte sind von vorherein mit einer Drahtspule für
Drähte von 0,6 und 0,8 Durchmesser vorgesehen. Für Draht
Ø 0.9, können Sie die mitgelieferte Rolle verwenden.
Auf der Seitenfläche der Spule ist der zu gebrauchende
Durchmesser gedruckt. Die Schweißgeräte sind mit
gerändelten Rollen versehen für das Fülldrahtschweissen
ohne Schutzgas. Die Maschine schweisst mit FLUX-Draht.
4.3. EINFÜHRUNG DES DRAHTES
Die ersten 10 cm des Drahtes müssen so abgeschnitten
werden, daß ein gerader Schnitt, ohne Vorsprünge,
Verziehungen und Verschmutzungen erhalten wird.
Heben Sie die Rolle, die mit dem beweglichen Arm
verbunden ist, indem Sie die entsprechende Schraube lösen.
Setzen Sie den Draht in die Plastikführung ein, indem Sie ihn
durch die entsprechende Furche ziehen und ihn somit wieder
in die Führung einlegen. Es ist zu beachten, daß der Draht
nicht gespannt, sondern auf natürliche Weise eingelegt wird.
Senken Sie den beweglichen Arm wieder und regeln Sie den
Druck mit Hilfe der entsprechenden Schraube. Der richtige
Druck bewirkt einen regelmäßigen Durchlauf des Drahtes
und selbst wenn der Draht sich verklemmen sollte, treibt er
das Antriebsrad so an, daß es ohne Schwierigkeiten
weitergleitet. Bei den Schweißgeräten kann man auch die
Wicklerkupplung regulieren. Sofern der Wickler leerlaufen
sollte, muß die Kupplung jedoch erhöht werden, damit die
Spule ständig gespannt ist. Sollte die Kupplung eine zu
starke Reibung hervorrufen und sollte das Antriebsrad
anfangen zu gleiten, ist es unbedingt erforderlich die
Kupplung herunterzuschrauben bis es zu einer regelmäßigen
Drahtführung kommt.
4.4. VERBINDUNG DES SCHLAUCHPAKETS
Das Schlauchpaket ist direkt verbunden und somit schon
gebrauchsfähig. Ein eventueller Austausch muß mit extremer
Vorsicht, oder besser direkt von einem Fachmann
vorgenommen werden. Um die Gasausgangsspitze
auszutauschen ist es ausreichend, diese abzuschrauben
oder nach außen zu ziehen. Die Gasausgangsspitze ist
jedesmal rauszunehmen, wenn die Drahtvorschubdüse
ausgetauscht werden muß. Es ist zu beachten, daß der
Durchmesser der Düse immer dem des Drahtes gleich ist.
Die Gasausgangsspitze muß ständig saubergehalten
werden.
5. SCHWEIßANLEITUNG
5.1. ALLGEMEINE REGEL
Bei einer Schweißung, die auf das Minimum gestellt ist, ist
es wichtig darauf zu achten, daß die Länge des Lichtbogens
kurz ist. Dieses ergibt sich sofern man den Schweißbrenner
mit etwa 60 Grad Neigung so nah wie möglich an den zu
schweissenden Teil hält. Die Länge des Lichtbogens kann
verringert werden, indem man nach und nach die
Stromstärke erhöht. Dabei kann es auch zu einem Abstand
von zirca 20mm kommen.
5.2. ALLGEMEINE RATSCHLÄGE
Von Zeit zu Zeit ist es durchaus möglich Mängel bei der
Schweissung festzustellen. Diese Mängel können jedoch
vermieden werden, sofern die folgenden Ratschläge
beachtet werden:
· Porosität
Kleine Löcher in der Schweißnaht, ( ähnlich denen der
Oberfläche der Schokolade ) verursacht durch die
Unterbrechung des Gasflusses oder durch das Eindringen
von kleinen Fremdkörpern. Das gebräuchlichste Mittel ist das
Schleifen und Wiederschweißen der Schweißarbeit. Bevor
die Schweißarbeit erneut ausgeführt wird, kontrollieren Sie,
daß der Gasfluß ( ca. 8l/min.) korrekt eingestellt ist und daß
Page 9
das Werkstück frei vor Verschmutzungen ist . Darauf achten,
daß der Schweißbrenner beim Schweißen richtig geneigt
wird.
· Bespritzung
Kleine, geschmolzene Metalltropfen , die vom Lichtbogen
hervorgerufen werden. In kleinen Mengen ist es
unvermeidbar, aber es kann auf ein Minimum reduziert
werden, wenn der Strom - und Gasfluß genau eingestellt
werden und der Schweißbrenner immer saubergehalten
wird.
· Schmale und abgerundete Schweißnaht
Die Ursache ist eine zu schnelle Führung des
Schweißbrenners oder ein nicht gut geregelter Gasfluß.
· Dicke und breite Schweissnaht
Die Ursache kann eine zu langsame Führung des
Schweißbrenners sein.
· Drahtenende angebrannt
Kann durch ein zu langsamer Vorschub des Drahtes, durch
gelockerte oder abgenutzte Kabelführungsspitze, geringe
Kabelqualität, durch eine zu geschlossene Gasrohrspitze
oder ein zu hoher Stromfluß verursacht werden.
· Geringes Eindringen der Schweißnaht
Kann durch ein zu schnelles Führen des Schweißbrenners,
eine zu niedrige Stromspannung, ein nicht korrekt
funktionierender Drahtvorschub, durch umgekehrte Polarität,
Abstumpfungen und unzureichender Abstand zwischen den
Limbus verursacht werden. Auf die Einstellung der
operativen Parameter achten und die Vorbereitung der
Werkstücke verbessern.
· Durchlöcherung des Werkstücks
Kann durch eine zu langsame Führung des
Schweißbrenners, eine zu hohe Stromspannung oder ein
nicht funktionsgerechter Drahtvorschub verursacht werden.
· Starke Bespritzung und Porosität
Kann durch eine übermäßige Distanz des Gasbrenners vom
Werkstück verursacht werden, Schmutz auf den
Werkstücken oder ein zu knapper Gasfluß. Der Gasfluß muß
nicht geringer als 7-8 Liter/ min. sein und der Schweißstrom
muß dem benutzten Drahtdurchmesser entsprechen. Es ist
ratsam, einen Eingang- und Ausgangdruckregler zu haben.
Auf dem Ausgangsmanometer kann man auch die
Fördermenge in Liter ablesen.
· Unbeständiger Lichtbogen
Die Ursachen sind eine unzureichende Stromspannung,
unregelmäßiger Drahtvorschub und nicht ausreichender
Schutzgas.
ART
Der Draht wird von der Drahtführungsrolle
nicht weitergeführt
Unregelmäßige Drahtführung
Der Lichtbogen erlischt
1) Gasführungsdüse verschmutzt
2) Drahtrollenhalterung zu stark
3) Schweißbrenner ist defekt
1) Kontaktdüse ist defekt
2) Brandspuren an der Kontaktdüse
3) Verschmutzung der Führungsrille
4) Führungsrille auf der
1) Unzureichender Kontakt zwischen
STÖRUNGSSUCHE
oder Leitugsdraht an die
Gasführungsdüse geklebt.
Drahtrolle verschmutzt
gespannt
der Drahtführungsrolle
Drahtführungsrolle abgenutzt
Werkstück und Massekabel
BESCHREIBUNG DER ZEICHEN UND DER SYMBOLE
1 ~
Wechselspannung einphasig
Wechselspannung
dreiphasig
Maximale Leerlaufspannung
Gleichrichtertransformator
Norm des Hinweises
flache Eigenschaft
Drahtschweißung MIG MAG
Dieses Symbol bedeutet
nominale Speisespannung
und nominale Frequenz der
Leitung
Schweißstrom
Maximale Stromaufnahme
der Leitung
Tatsächliche
Stromversorgung
Einschaltdauer
Schutzklasse des
Schweißgerätes
Isolationsklasse des Transformators
Schweißmaschine geeignet
zur Benutzung in
Umgebungen mit erhöhter
Stromschlaggefahr
Symbole mit Bezug auf
Sicherheitsnormen
STÖRUNG
DER
3 ~
U 0 … (V)
EN 60974 - 1
U 1 … (V/Hz)
I 2 … (A)
I
… (A)
1 max
I
… (A)
1 eff
X
IP21
H
Drahtrolle mit Druckluft reinigen
Gasführungsdüse austauschen
Befestigungsrädchen etwas lösen
Drahtführung kontrollieren
auswechseln
auswechseln
reinigen
auswechseln
Kontakt zwischen Massekabel und
Werkstück überprüfen und verbessern
Page 10
Poröse Schweißnaht
Das Gerät hört nach längerem Gebrauch
plötzlich auf zu funktionieren
Das Gerät wurde durch zu langen Gebrauch
überhitzt und durch den Thermoschutz
automatisch abgeschaltet
2) Kurzschluß zwischen Kontaktdüse
und Gasführungsdüse
1) Schutzgasmangel hervorgerufen
durch Schmutz in der
Gasführungsdüse
2) Falscher Abstand oder
Neigungswinkel beim Führen des
Schweißbrenners
3) Geringer Gasfluß
4) Feuchte Werkstücke
5) Stark verrostete Werkstücke
FRANÇAIS
DESCRIPTION GENERALE
Poste de soudage a fil continu permettant le soudage, avec
fil fourré sans gaz.
POUR UNE PERFORMANCE OPTIMALE DE LA
SOUDURE EST AVISÉE LORS DE L'UTILISATION DE LA
MEME POUR LE SOUDAGE SPAY PROMIG JET DE
CETTE FAÇON EST EXALTE LES ELEMENTS DE DROIT,
EN OUTRE, A UNE ACTION DE REDUCTION DES JETS.
1. INSTALLATION
1.1. CONNEXION ÉLECTRIQUE
L’appareil est fourni d’un câble de courant approprié qui ne
doit pas être prolongé. Au cas où c’est nécessaire, se fournir
d’un câble de section égale à celle de l’appareil.
Avant de brancher l’appareil à une prise de courant,
s’assurer que le voltage soit égal à celui de l’appareil et que
la puissance fournie soit suffisante à alimenter l’appareil à
plein régime; s’assurer, en outre, que le réseau
d’alimentation soit pourvu d’un système conforme de mise à
terre.
Voltage d’alimentation
Le voltage d’alimentation est de 230 V.
1.2. CONNEXION A LA MASSE
L’appareil est fourni avec un câble de masse relié à une
pince. Vérifier que le contact de la pince avec la piéce à
souder soit efficace. Bien nettoyer le contact de façon à ce
qu’il n’y ait ni graisse ni rouille ni impuretés. Un mauvais
contact peut réduire la capacité de soudage et la soudure
n’est pas satisfaisante.
2. INFORMATIONS TECHNIQUES DU POSTE A SOUDER
Le soudeur a une ligne d'alimentation On - Off (1), avec des
LED indique que l'allumage de la voiture (7).
Le soudeur a un commutateur (2) veille à ce que les 2
postes de pouvoir, de sélectionner sur la base de la
puissance dont vous avez besoin.
Utilisation de la molette (3) situé sur la face avant, vous
pouvez ajuster la vitesse du fil. Ce bouton est utilisé avec la
dérivation, qui réglemente l'ampérage en vue d'obtenir une
bonne et parfaite arc.
Elle est possible visualiser la vitesse du fil au moyen d'un
indicateur en M/min (4) place sur le panneau frontal de la
machine.
Le poste à souder est équipé d’un dispositif de protection
thermique qui coupe automatiquement le débit de courant de
soudage lorsqu’on atteint des températures élevées; dans ce
cas, un voyant lumineux s’allume (5). Quand la température
diminue suffisamment et rejoint un niveau qui permet un
correct fonctionnement du poste, le témoin lumineux jaune
Kontaktdüse und Gasführungsdüse
reinigen oder austauschen
Reinigen oder auswechsein
Der Abstand zwischen Schweißbrenner
und Werkstückl iegt zwischen 5 – 10 mm.
Der Neigungswinkel zum Werkstück sollte
nicht weniger als 60° sein
Gasfluß erhöhen
Mit Warmluftpistole trocknen
Werkstücke vorn Rost befreien
Das Gerät etwa 20 – 30 min abkühlen
lassen
s’éteint et le poste, automatiquement alimenté par le courant
électrique, est à nouveau prêt à souder
Les détails de réglage de la machine est protégée contre les
fluctuations de l'alimentation par le biais d'un simple fusible
de remplacement siège au conseil d'administration de
l'ajustement du fil. Dans le cas où le fusible était en feu
bloque la machine et indique les anomalies par le biais d'un
voyant jaune sur le siège avant de la volture (6), pour le
remplacement, après la suppression de la puissance de la
machine, dévissez le panneau de droite et de remplacer le
fusible de l'extraction de levier avec un petit tournevis.
3. MODES DE SOUDAGE
3.1. NO-GAS
4. MONTAGE DE LA BOBINE DE FIL ET DE LA TORCHE
4.1. MONTAGE DE LA BOBINE
L’on peut utiliser des bobines de 0,2 Kg, 0,4 Kg.
4.2. MOTEUR D’ENTRAÎNEMENT DU FIL
Assurez -vous que le galet d’avancement du fil ait rainure du
même diamètre que celui di fil à utiliser. Les postes sont
préparés avec un galet d’avancement du fil de Ø 0,6 et Ø
0,8; Utilisé pour le fil de Ø 0.9, vous pouvez utiliser le
rouleau.
Le diamètre du fil que le galet est apte à utiliser est
estampillé sur son côté. Les postes sont équipés de galets
crénelés pour la soudure de fil fourré sans gaz de protection.
En tout cas, la machine uniquement avec du fil solide type
FLUX.
4.3. COMMENT INTRODUIRE LE FIL DANS LA TORCHE
Couper les premiers 10 cm. du fil en s’assurant que
l’extrémité ait une coupe nette sans saillies, distorsions ni
impuretés. Soulever le petite roue liée au bras mobile en
dévissant la vis appropriée.Introduire ensuite le fil dans la
coulisse en le faisant passer dans la rainure du galet, puis le
réintroduire dans la coulisse. S’assurer que le fil ne soit ni
trop tendu ni trop relâché. Baisser le bras mobile et régler la
pression avec la vis appropriée. La pression exacte est celle
qui permet au fil d’avancer régulièrement et en même temps
d’empêcher la roue motrice de glisser et de l’emmêler. Il est
posssible de régler le frottement du dévidoir. Si celui-ci
tourne à vide, augmentez le frottement de façon à ce que la
bobine soit toujours serrée. Si, au contraire, le frottement
cause trop de friction et la roue motrice tend à glisser, il faut
la diminuer jusqu’à obtenir un avancement du fil régulier.
4.4. CONNEXION DE LA TORCHE
La torche est reliée d’une manière directe, donc elle est déjà
prête à l’emploi. S’il est nécessaire de la changer, il faut le
faire avec beaucoup d’attention. Il est préférable de faire
Page 11

exécuter cette opération par un expert. Pour remplacer la
buse gaz, il suffit de dévisser ou de tirer vers l’extérieur. Il
faut enlever la pointe de la buse gaz à chaque fois qu’il faut
remplacer la buse fil. Telle buse doit toujours être d’un
diamètre approprié à celui du fil. Tenez toujours parfaitement
propre la buse gaz.
5. GUIDE DE SOUDAGE
5.1. REGLE GENERALE
Quand le courant est réglé au minimum, il est nécessaire
que la longueur de l’arc soit petite. Pour ce faire, il faut que
la torche soit le plus près possible de la pièce à souder avec
une inclination de 60 degrés environ. La longueur de l’arc
peut être augmentée au fúr et à mesure que l’intensité du
courant augmente. On peut arriver à une distance maximum
de 20 mm.
5.2. CONSEILS DE CARACTÈRE GÉNÉRALE
De temps en temps, quelques lacunes de soudage peuvent
se produire. Ces défauts peuvent être évités en faisant
attention aux conseils que nous vous proposons.
-Porosité
Petits trous dans la soudure, causés par l’interruption du flux
de gaz ou de l’inclusion de petits corps étrangers. Le remède
est de meuler la soudure et de la refaire. Mais avant de la
refaire, il faut contrôler le flux du gaz (8 litres/min.), bien
nettoyer la zone de travail puis bien incliner (60 degrés
environ ) la torche pendant la soudure.
-Eclaboussures
Petites gouttes de métal fondu qui découlent de l’arc de
soudure. En petite quantités cela est inévitable, mais elles
peuvent être réduites au minimum en réglant bien le courant
de soudage ainsi que le flux du gaz.
-Soudure serrée et arrondissée
Due au mouvement rapide de la torche ou au flux du gaz mal
réglé.
-Soudure épaisse et large
Elle est causée par un avancement trop lent de la torche.
-Fil brulé
Peut être causé par un avancement du fil trop lent, ou si la
pointe de la buse s’est élargie ou consumée, fil de basse
qualité, tube contact fermé ou courant trop élevé.
-Mauvaise pénétration
Cela peut arriver lorsque l’entraînement de la torche est trop
rapide, courant trop bas, l’alimentation du fil non correcte,
polarité inversée, émoussages et distance entre les bords
insuffisante. Contrôlez la régulation des paramètres opératifs
et améliorez la
préparation des pièces à souder.
-Pièce percée
Peut être causé par l’entraînement trop lent de la torche,
courant trop elevé ou non approprié à l’alimentation du fil.
-Forte éclaboussure et porosité
Peuvent être causées par une distance excessive du tube
contact de la pièce, par des saletés sur la pièce ou gaz
insuffisant. Il faut vérifier les deux paramètres en se
rappelant que le débit de gaz ne doit jamais être inférieur à
PANNE
Le fil n’avance pas lorsque
La roue motrice tourne
Alimentation du fil par
Intermittence
RECHERCHE DE LA PANNE
1) La buse est bouchée
2) Le frottement de la bobine
de fil est trop élevé
3) Torche à souder défectueuse
1) Tube contact défectueux
2) Brûlures dans le tube contact
3) Saleté sur le sillon de
la roue motrice
CAUSE
7-8 L/min et que le courant de soudage doit être approprié
au diamètre du fil qu’on est en train d’utiliser. Il est préférable
d’avoir un détendeur à double manomètre qui permet de
mesurer la pression d’entrée et celle de sortie du gaz. Sur le
manomètre de sortie il est possible de lire le débit exprimé
en litres.
-Arc instable
Peut être causé par une tension insuffisante, entraînement
irrégulier du fil, gaz de protection insuffisant.
SIGNIFICATION DES INSCRIPTIONS ET DES SYMBOLES
1 ~
3 ~
U 0 … (V) Tension maximale à vide
EN 60974-1
U 1 … (V/Hz)
I 2 … (A) Le courant de soudage
I
(A)
1 max
I
… (A)
1 eff
X Rapport d’intermittence
IP21
H
Soufflez-la avec de l’air comprimé
Desserrez la bague
Contrôlez la gaine guide-fil ou changez-la
Le remplacer
Le remplecer
Nettoyer la roue motrice
Tension alternative
monophasée
Tension alternative
triphasée
Transformateur -redresseur
Norme de la référence
Caractéristique constante
Soudure semi-automatique
MIG-MAG
Tension alternative et
fréquence d'alimentation du
poste de soudage
Courant maximalconsommé
de l´équipement de
soudage
Courant d’alimentation
efficace
La classe de protection
del´équipement de soudage
La classe d´isolement du
transfor-mateur
Poste de soudage conçu
pour utilisation dans un
milieu comportant des
risques importants de chocs
électriques.
Symboles se référant aux
normes de sécurité
SOLUTION
Page 12

Arc éteint
Soudure poreuse
La machine cesse tout à coup de
fonctionner après emploie rallongé
4) Sillon de la roue motrice usé
1) Mauvals contact entre la plnce
de masse et la plèce
2) Court-circuit entre la buse
et le tube contact
1) Protection gaz inexistante à
cause des incrustations sur
le tube contact
2) Distance ou inclinaison
erronée de la torche
3) Trop peu de gaz
4) Piéces humides
5) Pièces très rouillées
1) La machine s'est surchauffée
pour j'emploie excessif et la protection
thermique est intervenue
ESPAÑOL
DESCRIPCIONES GENERALES
Soldadura de hilo continuo para utilización con alambre
especial sin gas.
PARA OBTENER UN RENDIMIENTO ÓPTIMO DE LA
SOLDADURA, SE RECOMIENDA AL USAR EL MISMO
PARA LA SOLDADURA SPAY PROMIG JET DE ESTA
FORMA SE EXALTA LOS ELEMENTOS DE LOS
DERECHOS ADEMÁS DE UNA ACCIÓN PARA LA
REDUCCIÓN DE SALPICO.
1. INSTALACIÓN
1.1. CONEXIÓN ELÉCTRICA
La maquina està equipada de un cable de alimentación
adecuado que no tendria que ser prolungado, pero, en el
caso que sea necesario, usar un cable igual al de la
maquina.
Antes de conectar la maquina al enchufe de corriente,
cerciorarse que el voltaje sea igual a aquel de la maquina y
que la potencia erogada sea suficiente para alimentar la
maquina a plena carga; cerciorarse también que la
instalación de la alimentación esté provisto de un adecuado
sistema de descarga en la tierra.
Tension de red
La tensión de alimentación es 230V.
1.2. CONEXIÓN DE LA MASA
La maquina está equipada de un oportuno cable de masa
conectado a una pinza. Verificar que el contacto entre la
pinza y el pedazo para soldar sea optimal. Limpiar bien en
modo que no hay grasa, oxido o impureza. Un contacto no
optimal reduce la capacidad para soldar y causa una
soldadura no perfecta.
2. INFORMACIONES TECNICAS SOBRE EL GRUPO DE SOLDAR
La soldadora dispone de una línea eléctrica On - Off (1), con
luz LED que indica la potencia de la máquina (7).
La soldadora dispone de un interruptor (2), garantiza que el
2 de posiciones de poder, seleccionar sobre la base de la
potencia que necesita.
Usando la manopola (3) situado en la parte frontal se puede
ajustar la velocidad del hilo. Esta manopola se usa con el
desviador, que regula el amperaje con el fin de obtener un
arco suave y perfecto.
Remplacer la roue motrice
Serrer la plnce et contrôler
les connections
Nettoyer ou remplacer
la buse et le tube contact
Nettoyez les incrustations ou
remplacez le tube contact
La distance entre la torche
et la piéce à souder doit
étre de 5 – 10 mm.
L’inclinaison ne doit pas
etre inférieure à 60°
par rapport à la piéce
Augumentez la quantité de gaz
Essuyez avec air chaud
Enlevez la rouille
Laisser refroidir la machine au moins 20 30 minutes
Puede ver la velocidad del hilo a través de un indicador en el
M/min (4) en el panel frontal de la máquina.
La maquina esta equipada con un dispositivo de protección
termica que interrumpe automaticamente la erogación de la
corriente de soldadura cuando se alcanzan a temperaturas
elevadas. En este caso se activa un indicador luminoso (5).
Cuando la temperatura se baja asta el nivel que permite un
correcto funcionamiento, la maquina es nuevamente lista
para soldar y se puede empezar a trabajar.
Los detalles de ajuste de la máquina está protegido contra
las fluctuaciones de los alimentos a través de un fusible de
recambio fácil asiento en el consejo de ajuste del cable. En
el caso de que el fusible se quema máquina se congela y se
indica la anomalía a través de un LED de color amarillo
sobre el asiento delantero del coche (6), para la sustitución,
después de quitar poder a la máquina, destornillar la parte
derecha del panel y sustituir el fusible de la extracción de
apalancamiento con un pequeño destornillador.
3. MODOS DE SOLDADURA
3.1. NO-GAS
La soldadora fue diseñado para resolver el caso con el NOGAS.
4. MONTAJE BOBINA HILO Y ANTORCHA
4.1. MONTAJE BOBINA
Se pueden emplear bobinas de 0,2 Kg, 0,4 Kg.
4.2. MOTOR DE ARRASTRE
Asegurarse que el rodillo de adelantamiento hilo tenga la
acanaladura de diametro igual a aquel del hilo. Las
maquinas son fabricadas con un rodillo para hilo Ø 0,6 y Ø
0,8. Utilizado para alambre de Ø 0,9, puede utilizar el rodillo
suministrados.
El rodillo lleva estampado lateralmente el diametro que se
quiere utilizar. Las maquinas estan equipados con rodillos
estriados aptos a la soldadura con hilo animado sin gas de
protecciòn.
4.3. INSERTAMIENTO DEL HILO
Cortar los primeros 10 cm de hilo asegurandose que la
extremidad presente un corte
neto sin picos, distorciones o impurezas.Realzar la rueda
conectada al brazo móvil desenroscando los adecuadas
tornillos.
Page 13

Insertar el hilo en la guia de plastica haciendolo pasar sobre
la acanaladura apropriada del rodillo y entonces reinsertarlo
en la guia. Asegurarse que el hilo no este tenso pero este en
posición natural.Bajar el brazo y regular la presión mediante
el apropriado tornillo.La presión correcta es aquella que
permite el adelantamiento regular del hilo y en el mismo
tiempo, en caso el hilo se encepa, la rueda motriz tiene que
deslizar sin hacer embrollar el mismo hilo.Es posible regular
tambien la fricción de la aspa.
Si la aspa gira en vacìo, aumentar la fricción en modo que la
bobina este sempre tirada. Si en vez la fricción causa mucho
frotamiento y la rueda motriz tira a patinar, es necesario
disminuirla hasta obtener un regulár adelantamiento del hilo.
4.4. CONNEXIÓN DE LA ANTORCHA
La antorcha está conectada directamente y, entonces, está
ya lista para el uso. Una eventual substitúción tiene que ser
hecha con mucho cuidado y si es posible hacerlo hacer a un
especialista. Para substituir la punta guia gas es suficiente
desatornillar o tirar hacia el exterior. La punta guia gas tiene
que ser quitada cada vez hay que substituir el inyector guia
hilo. Tal inyector tiene siempre que ser del diametro
apropriado de aquel del hilo. Tener siempre perfectamente
limpia la punta guia gas.
5. GUIA A LA SOLDADURA
5.1. REGLA GENERAL
Cuanda la soldadura es regulada al minimo, es necesario
que la largor de la arco sea pequeña. Esto se obtiene
teniendo la antorcha lo más pròximo posible al pedazo para
trabajar y con una inclinación de aproximadamente 60
grados. El largo de la arco puede ser aumentado medida
que se aumenta la intensidad de corriente, al máximo se
puede llegar a una distancia de cerca 20 mm.
5.2. CONSEJOS DE CARACTER GENERAL
De tanto en tanto algunos defectos se pueden verificar en la
soldadura. Estos defectos se pueden eliminar prestando
atención de algunas sugestiones que a seguito les
proponemos:
· Porosidad
Pequeños huecos en la soldadura, no disímil a aquellos de
la superficie del chocolate, causados por la interrupción del
flujo de gas o alguna vez por lo inclusión de pequeños
cuerpos extraños. El remedio usual es molar la soldadura y
rehacer la soldadura. Pero antes hay que controlar el flujo de
gas ( mas o meno 8 litros/minuto), limpiar muy bien la zona
de trabajo y entonces inclinar correctamente la antorcha
mientras se solda.
· Salpicadura
Pequeñas gotas de metal fundido que provienen del arco de
la soldadura.
En pequeñas cantidades es inevitable, pero se puede
reducir al mínimo regulando bien la corriente y el flujo del
gas, y manteniendo limpia la antorcha.
· Soldadura estrecha y redondeada
Es causada por el avance veloz de la antorcha o bien por el
gas no bien regulado.
· Soldadura espesa y ancha
Puede ser causada por el avncemuy lento de la antorcha.
· Hilo quemado detrás
Puede ser causado por en avance lento del hilo de la punta
guia hilo aflojada y consumada, hilo de baja calidad, piquito
guia gas muy cerrado o corriente muy elevada.
· Escasa penetración
Puede ser causado por en avance muy veloz de la antorcha,
corriente muy baja o alimentación del hilo no correcta,
polaridad invertida, chaflanes y distancia entre las orillas
insuficiente. Curar la regulación de los parametros
operativos y mejorar la preparación de los pedazos para
soldar.
· Agujeración del pedazo
Puede ser causado por el mivimiento demasiado lento de la
antorcha, corriente demasiado elevada o no correcta
alimentación del hilo.
· Fuerte salpicadura y porosidad
Puede ser causado por una distancia excesiva del piquito
guia gas del pedazo, suciedad sobre los pedazos o bien
escaso flujo de gas. Hay que verificar los dos parametros,
recordando que el gas no debe de ser inferior a 7-8 litros/
min. y que la corriente de soldadura tiene que ser apropriada
al diametro del hilo que se está utilizando. Es preferible tener
un reductor de presión de entrada y de salida. En el
manómetro de salida es posible leer tambien la cantidad
expresa en litros.
· Inestabilidad del arco
Puede ser causado por tensión insuficiente, avance del hilo
en forma irregular, gas de protección insuficiente.
SIGNIFICADO DE LOS ESCRITOS Y DE LOS SIMBOLOS
Tensión alterna
monofásica
Tensión alterna trifásica
Tensión máxima en vacío
Transformador-rectificador
Norma de la referencia
Característica constante
Soldadura a hilo MIG MAG
Tensión alterna y
frecuencia de
alimentación de la
soldadora
Corriente de soldadura
Corriente máxima
absorbida por la soldadora
Corriente efectiva de
alimentación
Relación de intermitencia
Sigla que define el grado
de protección del aparato
Clase de aislamiento del
transformador.
Soldadora adecuada para
su uso en ambiente con
riesgo aumentado de
descargas eléctricas
Símbolos referidos a
normas de seguridad
U 0 … (V)
EN 60974-1
U 1 … (V/Hz)
I 2 … (A)
I
(A)
1 max
I
… (A)
1 eff
X
IP21
H
1 ~
3 ~
Page 14

DAÑO
El hilo no avanza cuando la rueda motriz
gira
Alimentación del hilo disparado o
intermittente
Arco apagado
Cordones de soldatura porosos
La maquina cesa improvisamente de
functionar despues de un uso prolungado
BUSQEDA DEL DECOMPUESTO
RAZONES
1) Sucio sobre la punta del inyctor guiahilo
2) La fricción del aspa desenvolvedor es
excesiva
3) Antorcha defectuosa
4) Inyector de contacto defectuoso
1) Quemaduras en el inyector de contacto
2) Sucio en el surco de la rueda motriz
3) Surco en la rueda motriz gastado.
1) Mai contacto entre pinza de masa y
pedazo
2) Corto circuito entre inyector de
contacto y tubo guia gas
1) Falda del escudo de gas causado por
incrustaciones en el inyector guiagas
2) Distancia y inclinacion equivocadá de la
antorcha
3) Demosido poco gas
4) Pedazos humedos de aire caliente o
otro medio
5) Pedazos con mucho oxido
La maquina està recalentada por un uso
excessivo y la protección termica intervino
PORTUGUÊSE
DESCRIÇÃO GERAL
Soldadoras de fio contínuo com possibilidade de soldar fio
animado sem gás.
PARA OBTENER UN RENDIMIENTO ÓPTIMO DE LA
SOLDADURA, SE RECOMIENDA AL USAR EL MISMO
PARA LA SOLDADURA SPAY PROMIG JET DE ESTA
FORMA SE EXALTA LOS ELEMENTOS DE LOS
DERECHOS ADEMÁS DE UNA ACCIÓN PARA LA
REDUCCIÓN DE SALPICO.
1. INSTALAÇÃO
1.1 CONEXÃO ELÉTRICA
A máquina de soldadura é cabida com um cabo preliminar
apropriado que nós o recomendemos fortemente não
estendamos: se é necessário a estender, use um cabo que
tem a mesma seção do cabo preliminar.
Antes de conetar a máquina à tomada, certific de sua tensão
de fonte seja como a tensão da máquina e que o poder
furneshed é suficiente para alimentar a máquina da carga
máxima. Certifique-se de que a planta elétrica está fornecida
com uma suficiente conexão de terra.
Tensão de fonte
A tensão de fonte é de 230V.
1.2. CONEXÃO DE TERRA
Uma adequada terra cabo ligado a um grampo é fornecido
com a máquina de solda. A terra grampo deverá ser
anexada à peça em si. A ligação deve ser muito bom,
sempre que feitos, como um pobre ou sujos ligação irá
Sopiar con aire comprimido o cambiae el
inyector
Reducir
Controlar vaina guia hilo
Sustituirlo
Sustituirlo
Limpiarlo
Sustituirlo
Apretar la pinza y controlar las conexiones
Limpiar o bien sustituir inyector de
contacto y inyector guia gas
Limpias las incrustaciones
La distancia entre la antorcha y el pedazo
tiene que ser de 5 – 10 mm; la inclinación
no menos de 60° con respecto al pedazo
Aumentar la cantidad
Secar con una pistola
Limar los pedazos del oxido
Dejar enfriar la maquina por almenos 20 –
30 minutos
REMEDIOS
produzir difícil soldagem condições e poderia resultar em um
mau solda.
2. INFORMAÇÕES TÉCNICAS DA MÁQUINA DE SOLDAR
A máquina de solda tem uma potência linha On - Off (1),
com luz LED que indica o poder da máquina (7).
A máquina de solda tem um interruptor (2) garante que 2
posições de poder, escolha em função do poder que você
precisa.
Utilizando o botão (3) localizado na parte frontal você pode
ajustar a velocidade do fio. Esse botão é utilizado com o
desviadores, que regulamenta a amperagem, a fim de obter
um bom e perfeito arco.
Você pode ver a velocidade do fio através de um indicador
em m/min (4), no painel frontal da máquina.
A máquina está equipada com uma protecção térmica de
sobrecarga, que irá interromper automaticamente a
soldadura actual sobre atingindo temperaturas excessivas,
em que instância uma luz piloto vai ligar (5). Uma vez que a
temperatura tenha diminuído para um nível suficientemente
baixo para permitir a soldagem, a luz irá alternar própria
desligado e novamente a máquina está pronta para uso.
Os detalhes de ajuste da máquina está protegida contra as
flutuações de alimentos através de uma simples substituição
fusível assento no conselho de regulação do fio. No caso em
que o fusível queima foi máquina congela e indica a
anomalia através de um LED amarelo no banco da frente da
máquina (6), para a substituição, após a remoção potência
Page 15

para a máquina, retire o painel do lado direito e substitua o
fusível extrair alavanca com uma chave de fenda pequena.
3. SOLDAGEM MODE
3.1. NO-GAS
A máquina de soldadura foi concebido para resolver o caso
com NO-GAS.
4. SPOOL FIO E TORCH INSTALAÇÃO
4.1. CARRETÉIS INSTALAÇÃO
Você pode usar carretéis de kg. 0,2, Kg 0,4.
4.2. FIO - ALIMENTADOR MOTOR
Certifique de que o tamanho da ranhura na alimentação
nominal corresponde à soldadura fio tamanho a ser utilizado.
As máquinas são organizadas com alimentação por rolo fio
Ø 0,6 e 0,8. Usado para fio Ø 0.9, você pode usar o
fornecido roll.
A alimentação tem rolo de arame de diâmetro carimbada do
seu lado. As máquinas são equipadas com bom shagreneed
rolos adequados para soldagem com fluxo de gás sem fio
endocarpo protecção. Em qualquer caso, a máquina só com
fio sólido tipo FLUX.
4.3. FIO NA ALIMENTAÇÃO WELDING TORCH
Cortar os primeiros 10 cm de fio e, em seguida, verifique se
não há rebarbas ou distorções no corte final. Solte a roda
pequena que é ligado à pressão do braço por desaparafusar
o parafuso pressão e passar o fio através do feed
implantação da ranhura e volte a inserir o fio na guia. Neste
ponto, certifique-se que o fio está na alimentação do rolo na
ranhura uma linha natural. Queda de pressão do braço
sobre o cabo e balanç-la novamente sob a pressão
parafuso. Pressão sobre a soldadura fio é regulado girando
o parafuso pressão, a pressão correta a ser extremamente
importante para o bom funcionamento da máquina de solda.
O óptimo é a uma pressão que garante que o fio é
executado sem problemas mas permite que o rolo de
alimentação deslizamento, no caso de um bloqueio na
tocha. É possível ajustar a fricção do padle hub. Se o hub
por execuções, e em seguida aumentar o atrito pressão, a
fim de ter sempre o fio spool desenhado. Pelo contrário, se o
atrito pressão é muito, alguma tensão pode ser liberada para
obter uma alimentação regular fio.
4.4. TORCH CONEXÃO
A tocha está ligado diretamente à máquina de solda por isso
está pronto para uso. A provável substituição da tocha deve
ser feito com cuidado e, se possível por um técnico. Para
substituir o contacto dicas, é necessário desapertar ou para
puxar-lo. Substituir dica, verifique se corresponde com o
tamanho do fio e substituir o gás mortalha. Para uma boa
alimentação durante a soldadura fio operações, é essencial
que o tamanho correto peças são usadas para cada fio.
Mantenha sempre limpo o contacto ponta.
5. SOLDAGEM GUIA
5.1. REGRA GERAL
Quando soldagem sobre o menor def. saída, é necessário
manter o arco tão breve quanto possível. Isto deverá ser
alcançado através da exploração soldadura tocha, o mais
próximo possível e em um ângulo de aproximadamente 60
graus para a peça. O comprimento do arco pode ser
aumentada quando soldagem sobre as mais altas
definições, um arco comprimento até 20 mm podem ser
suficientes quando soldagem sobre máximo definições.
5.2. SOLDAGEM DICAS GERAIS
De vez em quando, algumas falhas podem ser observados
na solda devido a influências externas, e não devido a falhas
da máquina de solda. Aqui estão algumas que você pode
encontrar-se com:
• Porosidade
Pequenas falhas na solda, causada pelo enguiçar na
cobertura de gás da soldadura ou por vezes por corpos
estranhos inclusão. Remédio é, geralmente, para moer a
soldar. Lembre-se, antes de verificar o fluxo de gás (cerca
de 8 litros / minuto), limpe bem o local de trabalho e,
finalmente, enquanto a tocha inclineis soldagem.
• Borrifo
As pequenas bolas de metal líquido que sai do arco. Uma
pequena quantidade é unavoid ¬ poder, mas deve ser
mantido baixo até um mínimo, seleccionando as definições
correctas e com um correto fluxo de gases e por manter a
soldadura tocha limpa.
• Reduza Escombreira soldagem
Pode ser causada pela passagem da tocha muito rápido ou
por uma incorrecta gás.
• Muito grande espessura ou soldagem
Pode ser causada pela passagem da tocha demasiado
lentamente.
• Wire queimaduras de volta
Ela pode ser causada por fio alimentos escorreguem, soltas
ou danificadas solda ponta, pobre fio, bico detidos perto
demais para trabalhar ou tensão demasiado elevada.
• Pouca penetração
Ela pode ser causada por tocha movendo rápido demais,
demasiado baixa tensão fixa ou incorrecta alimentação
configuração, polaridade invertida, insuficiente embotamento
ea distância entre as faixas. Cuide ajuste de parâmetros
operacionais e melhorar a preparação das peças.
• Peça de piercing
Pode ser causada pela passagem da tocha soldagem
demasiado lento, demasiado elevado poder soldadura ou
por um fio inválido alimentação.
• Heavy chuveiro e porosidade
Ela pode ser causada por bico demasiado longe de trabalho,
sujeira no trabalho ou por baixo fluxo de gases. Você tem
que os dois parâmetros, lembre-se que o gás não deve ser
inferior a 7-8 litros / min. e que a corrente de soldadura é
adequada para o fio que você está usando. É aconselhável
ter um redutor de pressão de entrada e saída. Sobre o
manômetro você pode ler o intervalo, expresso em litros.
• Soldagem arco instabilidade
Pode ser causada por uma insuficiência soldagem tensão,
fios irregulares alimentação, insuficiente protecção
soldadura gás.
LEGENDA DOS SÍMBOLOS
1 ~
3 ~
U 0 … (V) Tensão máxima em vazio
EN 60974-1
U 1 … (V/Hz)
I 2 … (A) Corrente de soldadura
I
(A)
1 max
I
… (A)
1 eff
X Relação de intermitência
IP21
H
Tensão alternada monofásica
Tensão alternada trifásica
Transformador-retificador
Norma da referência
Flat característica
MIG-MAG arame alimentação
soldagem
Tensão alternada e
freqüência de alimentação da
máquina de solda
Corrente máxima absorvida
pelo gerador
Corrente efetiva de
alimentação
Grau de protecção
doaparelho
Classe de isolamento do
transformador
Page 16

Máquina de solda apropriada
para o uso em ambiente com
risco acrescido de choques
elétricos
Símbolos referidos a normas
de securança
Wando não é transmitida quando
Feed rolo está girando
Fio de alimentação ou idiota
maneira errática
Não arco
Porous soldaduras
A máquina pára subitamente soldagem
operações após uma utilização alargada e
pesados
FALTA
1) Dirt no forro e / ou entre em contato com
ponta.
2) O frition freio no cubo da roda
é muito apertada
3) Má soldadura tocha
1) Contato ponta defeito
2) Queimaduras em contato ponta
3) Sujidade no sulco roda
4) Solco sobre rodas consumida
1) Mau contato de alicates massa e de
unidade
2) Curto-circuito entre contacto ponta
e gás mortalha
1) Falta de escudo de gás
2) À distância ou ângulo errado tocha
3) Muito pequeno fluxo de gás
4) Trabalhar Húmido
5) Os cortes muito ferrugem
Máquina de solda sobreaquecidos devido a
um uso excessivo na declarou ciclo
FAULT LOCALIZANDO
MOTIVO
HUNGARIAN
FIGYELEM: A HEGESZTŐGÉP HASZNÁLATÁNAK
MEGKEZDÉSE ELŐTT OLVASSA EL FIGYELMESEN A
HASZNÁLATI UTASÍTÁST!
HIVATÁSSZERŰ VAGY IPARI ALKALMAZÁSRA
RENDELTETETT MEGSZAKÍTÁS NÉLKÜLI HUZALLAL
MŰKÖDŐ MÍG/MAG ÉS FLUXÍVHEGESZTÉST VÉGZŐ
ÍVHEGESZTŐGÉP.
Megjegyzés: Az alábbiakban a „hegesztőgép” kifejezés
használatos.
1. BEVEZETŐ ÉS ÁLTALÁNOS ISMERTETÉS
E ívhegesztő ívhegesztést szolgáló olyan áramforrás, mely
karbon acél, CO védőgázzal vagy Argon/CO keverékű
védőgázzal lazán kötött acél speciálisan MAG
hegesztéseinek végrehajtásához került előállításra és tömött
vagy élénkített (cső alakú) elektronhuzalokkal ellátott.
E hegesztőgép alkalmas továbbá Argon gázt + 1-2% oxigént
tartalmazó rozsdamentes acél, valamint Argon gázt
tartalmazó alumínium hegesztésére, amennyiben olyan
letapogató elektron huzallal működik, mely alkalmazható a
hegesztő munkadarabhoz (csak a B1 ábra modelljei
esetében).
Golpe com ar comprimido, substituir
contacto ponta
Afrouxe
Verifique sheating de tochas fio guia
Substituir
Substituir
Limpar
Substitui
Tighten grampo terra e verificar conexões
Limpo, substituir ponta e / ou brandal como
necessárias
Limpo por substituir ou incrustação
A distância entre a tocha e da peça deve
ser de 5 - 10 mm, a inclinação não é
inferior a 60 ° com a peça
Aumento do fluxo de gás para soldadura
Enxugue com calor produtor
Limpo trabalhar a partir de ferrugem
Não desligue a máquina, deixe-o esfriar por
cerca de 20/30 minutos
REMÉDIO
Kiegyenlítve a fáklya polaritását a huzal előállítója által
meghatározottakkal, lehetséges olyan élénkített huzalok
felhasználására is, melyek alkalmasak védőgáz nélküli
alkalmazásra (A B2 ábra modellje csak eres kábelt
tartalmaz).
SOROZAT TARTOZÉKOK:
- fáklya;
- a földelés-fogó teljes kimenő kábel;
- szabvány készlet (a gurulókon mozgatható
modellekhez)
-
2. HEGEZTŐGÉP LEÍRÁSA
AZ ELLENŐRZÉS, SZABÁLYOZÁS ÉS
ÖSSZEKAPCSOLÁS EGYSÉGEI
, B2 Ábr.
B
1
3. ÖSSZESZERELÉS
FIGYELEM! MINDEN ÖSSZESZERELÉSSEL
KAPCSOLATOS MŰVELET, VALAMINT A
HEGESZTŐGÉPPEL VALÓ ELEKTROMOS
ÖSSZEKÖTTETÉSEK KIZÁRÓLAG KIKAPCSOLT ÉS AZ
Page 17

ÁRAMELLÁTÁSI HÁLÓZATTÓL MEGSZAKÍTOTT
BERENDEZÉSEN VÉGEZHETŐEK.
AZ ELEKTROMOS KAPCSOLÁSOKAT KIZÁRÓLAG
SZAKÉRTŐ VAGY KVALIFIKÁLT SZEMÉLY VÉGEZHETI.
ELŐKÉSZÍTÉS
C Ábr.
A hegesztőgép kicsomagolása, a csomagban lévő
szétszedett részek összeszerelése
Védőmaszk összeszerelése
D Ábr.
Kimenő kábel-fogó összeszerelése
E Ábr.
A HEGESZTŐGÉP FELEMELÉSÉNEK MÓDJA
A jelen kézikönyvben leírt hegesztőgépek alkalmatlanok a
felemelésre.
A HEGESZTŐ ELHELYEZKEDÉSE
Jelölje ki a hegesztőgép felállításának helyét úgy, hogy ne
legyenek akadályok a hűtőlevegő ki- és beáramlását
lehetővé tevő nyílásoknál (ventilátoros levegőforrás, ha jelen
van), egyidejűleg győződjön meg arról is, hogy nem kerülnek
beszívásra vezetőporszemek, korrozív gőzök, nedvesség,
stb.
Hagyjon legalább 250mm szabad területet a hegesztőgép
körül.
FIGYELEM! A hegesztőgépet a súlyának megfelelő
hordképességű vízszintes felületen kell elhelyezni a billenés
és a veszélyes elmozdulások megelőzése érdekében.
HÁLÓZATRA KAPCSOLÁS
- Bárminemű villamos összeköttetés létesítése előtt
ellenőrizze, hogy a hegesztőgép tábláján feltűntetett
értékek megfelelnek a felállítás helyén érvényes hálózati
feszültség és frekvencia értékeivel.
- A hegesztő
vezetékkel ellátott hálózati tápegységre szabad
rákapcsolni.
- Az EN61000 3.11 (Flicker) jogszabályban előírt
feltételeknek való megfelelés érdekében javasoljuk a
hegesztőgépnek a hálózati tápegység olyan pontjaihoz
csatlakozását, melyek látszólagos ellenállása nem
haladja meg a Z
VILLÁSDUGÓ ÉS CSATLAKOZÓ: Az áramellátási kábelt
egy megfelelő teljesítményű szabványosított villásdugóval
kell összekapcsolni (2P + T1 fázis esetében, 3P + T3 fázis
esetében) és előkészíteni egy hálózati csatlakozót, mely
olvadóbiztosítékokkal, vagy automatikus megszakít
kapcsolóval van ellátva, a megfelelő földkivezetést a
tápvezeték földvezetékével (sárga-zöld) kell összekapcsolni.
A táblázat (1. TÁBLÁZAT) a kiválasztott tápvezetékek
késleltetett működésű olvadóbiztosítékainak javasolt értékeit
tűnteti fel amperben, a hegesztőgép által szolgáltatott
maximális névleges áram-, és az áramellátás névleges
feszültsége alapján.
- A feszültségváltás műveleteihez (csak a
háromfázisú változat esetén) be kell lépni a
hegesztőgép belsejébe, eltávolítani a panelt és
előkészíteni a feszültségváltás kapcsolótábláján
olyan módon, hogy összhangban legyen a
jellemzők megfelelő tábláján feltűntetett kapcsolás
és a rendelkezésre álló hálózati feszültség.
F Ábr.
Megfelelő csavarok segítségével a panelt gondosan
vissza kell szerelni,
FIGYELEM! Fenti szabályok be nem tartása hatástalanítja a
gyártó által előirányzott biztonságot (I. osztály), minek
következtében komoly veszély léphet fel úgy személyekre
(pl. áramütés), mint tárgyakra nézve (pl. tűzvész).
HEGESZTÉSI ÁRAMKÖR KAPCSOLÁSAI
FIGYELEM! A KÖVETKEZŐ KAPCSOLÁSOK
VÉGREHAJTÁSA ELŐTT MEG KELL BIZONYOSODNI
ARRÓL, HOGY A HEGESZTŐGÉP KI VAN KAPCSOLVA
gépet csak egyetlen földelt semleges
=0,1 ohm értéket.
max
ÉS KAPCSOLATA AZ ÁRAMELLÁTÁSI HÁLÓZATTAL
MEGSZAKÍTOTT.
A táblázat tűnteti fel a hegesztési kábelek javasolt értékeit
2
-ben) a hegesztőgép által maximális áram alapján.
(mm
Összekapcsolás gázpalackkal (amennyiben használatos).
- Megtölthető a gázpalack a hegesztőgép palack tartó
felületén; max 20kg.
- A nyomáscsökkentőt a gázpalack szelepére kell
csavarozni, közbeiktatva a szerelvényként szolgáltatott
csökkentőt, Argon gáz vagy Argon/CO2 keverék
használata előtt.
- A gázbevezető csővel össze kell kapcsolni a
csökkentővel és megszorítani a készlet csőbilincsét.
- A tartály szelepének megnyitása előtt meg kell lazítani a
nyomáscsökkentő szabályozásának pántját.
Hegesztési áram kimenő kábelének csatlakoztatása
A hegesztendő munkadarabhoz, vagy ahhoz a fémből
készült padhoz kell csatlakoztatni, melyen a munkadarab el
van helyezve, a lehető legközelebb a kivitelezés alatt álló
csatlakozáshoz.
Összekapcsolás fáklyával (csak EURO csatlakozóval
rendelkező változatokhoz)
A rögzítő pánt teljes megszorításával a fáklya a megfelelő
dugaszoló-kapcsolóval kell összeszerelni. Elő kell készíteni a
huzal alsó feltöltését a fúvóka és a tömlő érintkező
leszerelésével, ami megkönnyíti a kiáramlást.
Polaritás cseréje (csak GÁZ-NEM GÁZ változatokhoz)
G. Ábr.
- Ki kell nyitni a motor mélyedésének nyílását
- MÍG/MAG hegesztés (gáz):
- A fáklya huzalvontatóból kiinduló kábelét a piros
érintkezővel (+) kell
összekapcsolni.
- A fogó kimenő kábelét a fekete érintkezővel (-) kell
összekapcsolni.
- FLUX hegesztés (nem gáz).
- A fáklya huzalvontatóból kiinduló kábelét a fekete
érintkezővel (-) kell
összekapcsolni.
- A fogó kimenő kábelét a piros érintkezővel (+) kell
összekapcsolni.
- Be kell csukni a motor mélyedésének nyílását.
Hasznos tanácsok:
- Tekerje el teljes mértékben a hegesztőkábel csatlakozóit
a gyorscsatlakozókban (ha jelen vannak) a tökéletes
elektromos összeköttetés garantálása érdekében,
ellenkező esetben maguknak a csatlakozóknak a
felmelegedése következik be, amely azok gyors
károsodását és hatékonyságvesztését idézi elő
- Használja a lehető legrövidebb hegesztőkábelt.
- Kerülje a fémtartalmú cikkek használatát, amelyek nem a
megmunkálás alatt álló darab részei, a hegesztőáram
kijövő kábelének helyettesítése által; ez ugyanis egyrészt
veszélyes lehet a biztonságra, másrészt nem kielégítő
eredményekre is vezethet a hegesztés szempontjából.
HUZALTEKERCSFELTÖLTÉS (H. Ábr.)
FIGYELEM! A HUZALTEKERCS FELTÖLTÉSI
MŰVELETÉNEK MEGKEZDÉSE ELŐTT MEG KELL
BIZONYOSODNI ARRÓL, HOGY A HEGESZTŐGÉP KI
VAN KAPCSOLVA ÉS KAPCSOLATA AZ
ÁRAMELLÁTÁSI HÁLÓZATTAL MEGSZAKÍTOTT.
ELLENŐRIZNI KELL, HOGY A HUZALVONTATÓ GÖRGŐI
A HUZALVEZETŐ BURKOLAT ÉS A FÁKLYA
ÉRINTKEZŐJÉNEK TÖMLŐJE MEGFELELNEK-E AZ ÖN
ÁLTAL ALKALMAZNI KÍVÁNT HUZAL ÁTMÉRŐJÉNEK ÉS
FAJTÁJÁNAK, VALAMINT HOGY PONTOSAN VANNAK-E
ÖSSZESZERELVE.
- Ki kell nyitni a motor mélyedésének nyílását.
- A huzaltekercset a motorra kell helyezni; meg kell
győződni arról, hogy a motor húzásának cövekje jól
ágyazódik be a meghatározott nyílásba (1a).
.
Page 18

- Ki kell oldani a nyomás ellengörgőjét/ellengörgőit és el
kell távolítani azt/azokat a lejjebb lévő görgőtől/görgőktől
(2a).
Ki kell oldani a huzal végét, megrövidíteni annak deformált
szélső részét egy szélheg nélküli pontos vágással; az
órajárásával ellentétes irányban forgatni a tekercset, és
beilleszteni a huzalvéget a huzalvezető kimenetébe 50100 milliméternyivel belökve azt a fáklya bekötésének
huzalvezetőjébe (2c).
- Újból el kell helyezni az ellengörgőt/ellengörgőket,
beszabályozva számukra egy közepes nyomási értéket,
és ellenőrizni, hogy a huzal pontosan helyezkedik el az
alulsó görgő horonyába (1a).
- A motor közepén elhelyezett megfelelő szabályozó
csavar segítségével kissé fékezni kell a motort (1b).
- Ki kell emelni a fúvókát és az érintkező tömlőjét (4a).
- Ellenőrizzel, hogy a vontató tekercs(ek) megfelel(nek) a
felhasznált huzal minőségének (2b).
- Csatlakoztatni kell a hegesztő villásdugóját az
áramellátás csatlakozójához, be kell kapcsolni a
hegesztőgépet, megnyomni a fáklya-, vagy a
huzalelőtolás gombját a kapcsolótáblán (amennyiben az
rendelkezésre áll), és megvárni, hogy a huzal végevégigfutva a huzalvezető teljes burkolatán- 10-15
centiméternyire elhagyja a fáklya elülső részét, majd
elengedni a nyomógombot.
FIGYELEM! A huzal e műveletek során elektromos
feszültség alatt áll ás mechanikai erőnek van kitéve;
amennyiben tehát nem kerülnek alkalmazásra megfelelő
óvintézkedések, fennáll az áramütés, sérülések, és az
elektromos ívek éleződéseinek veszélye.
- Nem szabad a fáklya csőnyílását a test felé irányítani.
- Nem szabad a fáklyát a gáztartályhoz közelíteni.
Vissza kell szerelni a fáklyára az érintkező tömlőt és a
-
fúvókat (4b).
- Ellenőrizni kell a huzal előtolásnak szabályosságát; a
görgők ellennyomásának és a motor fékezésének lehető
legalacsonyabb értékét kell megállapítani ellenőrizve,
hogy a vontató megállításától nem lazulnak meg
túlságosan a huzal cspjai a tekercs túlzott
tehetetlenségének következtében.
- Meg kell rövidíteni a fúvókából kimenő huzal szélső
részét 10-05 milliméterrel.
- Be kell csukni a motor mélyedésének nyílását.
4. HEGESZTÉS: A FOLYAMAT LEÍRÁSA
- A kimenő kábelt össze kell kapcsolni a hegesztendő
munkadarabbal.
- Ellenőrizni kell a polaritást (csak FLUX változatoknál).
- Amennyiben tömör huzal alkalmazott, ki kell nyitni és a
nyomáscsökkentő segítségével szabályozni kell a védelmi
gáz áramlását (5-7 liter/perc)
MEGJEGYZÉS: Nem szabad megfeledkezni a védelmi gáz
elzárásától a munka befejezésekor.
Be kell kapcsolni a hegesztőgépet és az eltérítőkkel vagy a
forgókapcsolóval (amennyiben az rendelkezésre áll)
megindítani a hegesztési áramot.
I.Ábr.
- A hegesztés megkezdéséhez meg kell nyomni a fáklya
gombját.
- A megfelelő kezelőgomb segítségével be kell állítani a
huzal sebességét a hegesztési paraméterek
szabályozásához úgy (ahol az előirányzott), hogy
szabályzott hegesztés váljon elértté (B-3 Ábr.)
IRÁNYZÁSI FUNKCIÓ (ahol az előirányzott)
I. Ábr.
- A hegesztési idő módosításához meg kell nyomni a
szabályozás kezelőgombját (B-5. Ábr.).
FIGYELEM:
- Néhány modellnél a huzalvezető vége általában
feszültség alatt áll, a nem kívánt ívképződés elkerülése
érdekében erre figyelmet kell fordítani.
- A kijelzőlámpa a túlhevülés függvényében gyullad fel, és
megszakítja a teljesítmény szolgáltatását, néhány perc
hűlés után a helyreállítás automatikus.
5. KARBANTARTÁS
FIGYELEM! A KARBANTARTÁSI MŰ
VÉGREHAJTÁSA ELŐTT ELLENŐRIZZNI KELL, HOGY A
HEGESZTŐGÉP KI VAN E KAPCSOLVA ÉS
KAPCSOLATA AZ ÁRAMELLÁTÁSI HÁLÓZATTAL
MEGSZAKÍTOTT.
SZOKÁSOS KARBANTARTÁS
A SZOKÁSOS KARBANTARTÁS MŰVELETEIT
VÉGREHAJTHATJA A HEGESZTŐGÉP KEZELŐJE
Fáklya
- Kerülni kell a fáklya meleg alkatrészeinek kábelhez való
támasztását, mivel ez a szigetelőanyagok olvadását
okozhatja, az pedig a fáklya gyors üzemképtelenné
válásához vezet.
- Időszakonként ellenőrizni kell a csőberendezés és a
gázcsatlakozások szigetelését.
- A huzaltekercs minden cseréjekor száraz sűrített levegőt
kell fújni (max. 5 bar) a huzalvezető burkolatába, és
ellenőrizni kell annak épségét.
- Naponta legalább egyszer kell a fáklya szélső részeinek
fúvóka, érintkező tömlő, gázdiffúzor – kopási állapotát
és összeszereltségüket.
Huzal tápvezetéke
- Gyakorta ellenőrizni kell a huzalvontató görgőinek
kopási állapotát, időszakonként
el kell távolítani a vontató területén képződött fémport
(görgők és kimenő/bemenő huzalvezető).
RENDKÍVÜLI KARBANTARTÁS.
A RENDKÍVÜLI KARBANTARTÁS MŰVELETEIT
KIZÁRÓLAG SZAKÉRTŐ, VAGY GYAROLOTT
ELEKTROMŰSZERÉSZ HAJTJA VÉGRE.
FIGYELEM! A HEGESZTŐGÉP PANELJEINEK
ELMOZDÍTÁSA, ÉS A GÉP BELSEJÉBE VALÓ
BELÉPÉST MEGELŐZŐEN KELL HOGY A
HEGESZTŐGÉP KIKAPCSOLT ÁLLAPOTBAN VAN-E, ÉS
KAPCSOLATA AZ ÁRAMELLÁTÁSI HÁLÓZATTAL
MEGSZAKÍTOTT.
A feszültség alatt lévő hegesztőgépen belüli esetleges
ellenőrzések súlyos áramütést okozhatnak, melyet a
feszültség alatt álló alkatrészekkel való közvetlen kapcsolat
eredményez, és/vagy sérüléseket, melyek a mozgásban lévő
szervekkel való közvetlen kapcsolat következtében
keletkeznek.
- Időszakonként, a használattól, és a környezet porosságától
függően ellenőrizni kell a hegesztőgép belsejét, és
eltávolítani a transzformátorra rakódott port, száraz sűrített
levegó- sugár (max 10 bar) segítségével.
- El kell kerülni a sűrített levegősugarak irányítását az
elektronikus kártyák felé; ez utóbbiak esetleges tisztítását
nagyon puha kefével, vagy megfelelő oldószerekkel kell
végezni.
- Alkalmanként ellenőrizni kell, hogy az elektromos
kapcsolások jól összeszorítottak-e, valamint azt, hogy a
kábelezések nem okoznak-e kárt a szigetelésben.
- Fent említett műveletek befejezésekor a rögzítőcsavarok
teljes megszorításával vissza kell szerelni a hegesztőgép
paneljeit.
- Maximálisan kerülni kell a nyitott hegesztőgéppel való
hegesztési művelet végrehajtását.
GRAFIKAI SZIMBÓLUMOK
1 ~
3 ~
Egységes fázis váltakozó
feszültség
Három fázis váltakozó
feszültség
VELETEK
Page 19

U 0 … (V)
EN 60974-1
U 1 … (V/Hz)
I 2 … (A)
I
(A)
1 max
I
… (A)
1 eff
X kitöltési tényező
Maximális üresjárási
feszültség
Transformer-egyenirányító
Normatíva referencia
Lakás tulajdonság
MIG-MAG hegesztő huzalok
feed
A hegesztõgép
áramellátásának változó
feszültsége és frekvenciája
Megállapodás szerinti
hegesztési áram
Az áramellátási vezetékbõl
maximálisan elnyelt áram
Hatékony jelenlegi
szolgáltatott
POLISH
OPIS URZĄDZENIA
Spawarki do spawania drutem elektrodowym zmożliwością
spawania rdzeniowym drutem spawa lniczym bez osłony
gazów.
Oferuje wysoką niezawodność, przy łatwej obsłudze i
bezproblemowym użytkowaniu. Poniższa instrukcja zawiera
wystarczające informacje, aby każdy, kto posiada niewielką
wiedzę na temat spawania, poradził sobie z obsługą
urządzenia.
W trakcie spawania należy stosować spray spawalniczy
PROMIG JET. Pozwoli to uzyskać optymalne warunki
spawania, polepszy własności spoiny i zmniejszy rozpryski.
1. INSTALACJA
1.1. PODŁĄCZENIE ELEKTRYCZNE
Spawarka jest wyposażona w kabel zasilający, którego nie
należy przedłużać. Jeśli zaszłaby potrzeba przedłużenia
kabla, należy wymienić cały kabel na nowy. Kabel musi
posiadać takie same parametry jak oryginalny kabel, czyli
mieć trzy miedziane żył
y o przekroju 1,5 mm2 każda. Przed
podłączeniem kabla sieciowego do gniazda należy się
upewnić, że napięcie zasilające sieci ma taką samą wartość,
jaka widnieje na tabliczce znamionowej spawarki. Należy się
także upewnić, że moc dostarczana przez sieć
elektroenergetyczną będzie wystarczająca do zasilania w
pełni obciążonej spawarki. Sieć elektroenergetyczna musi
być wyposażona w przewód uziemiający.
Podłączenie wtyczki
Spawarka jest zasilana z sieci elektroenergetycznej prądu
przemiennego 230V/50Hz.
1.2. PODŁĄCZENIE PRZEWODU ZWROTNEGO
Spawarka jest wyposażona w zwrotny kabel spawalniczy. W
trakcie spawania. Kabel zwrotny musi być podłączony do
odpowiednio przygotowanego miejsca na spawanym
elemencie. Miejsce podłączenia powinno być oczyszczone ze
smarów, olejów, farby, rdzy oraz innych zanieczyszczeń,
które mogą wpłynąć ujemnie na charakterystyki spawania.
2. INFORMACJE TECHNICZNE
Spawarka posiada włącznik sieciowy (ON - OFF) (1), z LED
wskazuje, że moc urządzenia (7). Zaświecenie się diody
wewnątrz przełącznika oznacza zadziałanie bezpiecznika
termicznego. Przed podjęciem dalszej pracy należy poczekać
aż dioda zgaśnie.
Spawarka jest wyposażona w przełącznik (2), umieszczony
na przednim panelu, który umożliwia nastawienie jednej z
dwóch wartości prądu spawania.
IP21
H
Ez a szimbólum jelöli a
hegesztő készülék véd-elmi
osztályát
Ez a szimbólum jelöli a
transzformátor szigetelési
osztál-yát.
Hegesztõgép, mely alkalmas
a hegesztési mûveletek olyan
környezetben való
végrehajtására is, ahol az
áramütés megnövelt veszélye
áll fenn.
Szimbólum utaló biztonsági
előírások
Przełącznik na przednim panelu umożliwia ustawienie
różnych prędkości przesuwu drutu spawalniczego (3).
Przełącznik powinien być używany wspólnie z włącznikiem
napięcia, co pozwoli uzyskać odpowiedni łuk elektryczny.
Możesz zobaczyć prędkości drutu poprzez wskaźnik M/min
(4) na przednim panelu z maszyną.
Spawarka jest wyposażona w samoczynny bezpiecznik
termiczny. W przypadku wykrycia przegrzania automatycznie
zostaje odcięty prąd spawania (5). Zadziałanie bezpiecznika
jest sygnalizowane zaświeceniem się żó
łtej diody na
przednim panelu spawarki. Gdy temperatura spadnie do
poziomu z zakresu pracy spawarki dioda sama się wyłączy i
będzie możliwe wznowienie spawania.
Spawarka posiada elektroniczny układ, który kontroluje
prędkość przesuwu drutu spawalniczego. Układ elektroniczny
jest zabezpieczony bezpiecznikiem przeciwprzepięciowym. W
przypadku przepalenia się bezpiecznika, zasilanie spawarki
zostaje automatycznie odcięte, jest to sygnalizowane
świeceniem się żółtej diody. W celu wymiany bezpiecznika,
należy odłączyć wtyczkę kabla zasilającego od gniazdka.
Następnie zdemontować lewą cześć obudowy i wymienić
bezpiecznik. W celu demontażu bezpiecznika, można go
podważyć małym wkrętakiem. W przypadku gdyby wymiana
bezpiecznika się nie powiodła, nie wolno podłączać spawarki
do sieci zasilającej (6).
3. SPAWANIE
Spawarka została zaprojektowana do spawanie bez osłony
gazowej!
4. INSTALACJA SZPULI Z DRUTEM SPAWALNICZYM I
PALNIKA
4.1. INSTALACJA SZPULI Z DRUTEM SPAWALNICZYM
Spawarka umo
żliwia montaż szpuli z drutem o masie od 0,2
do 0,4 kg.
4.2. MECHANIZM PRZESUWU DRUTU
Należy się upewnić, że rozmiar rowka w rolkach odpowiada
średnicy drutu spawalniczego. Mechanizm obsługuje drut o
średnicy 0,6; 0,8 lub 0,9 mm.
Rolki mają wybite z boku oznaczenie obsługiwanej średnicy
drutu. Rolki mają pokrycie odpowiednie do współpracy z
drutem spawalniczym typu FLUX,
bez gazu osłonowego.
4.3. ZAKŁADANIE DRUTU SPAWALNICZEGO
Obciąć pierwsze 10 cm drutu i sprawdzić, czy koniec drutu
nie jest zniekształcony i czy nie posiada zadziorów. Odkręcić
wkręt zwalniając nacisk rolki I wprowadzić drut w rowek na
Page 20

rolce, po czym wprowadzić drut w prowadnicę. Upewnić się,
że drut leży w jednej linii z rowkiem na rolce. Opuścić rolkę
dociskową, dokręcając śrubę dociskową wyregulować docisk
rolki. Dobranie właściwego docisku jest ważne dla płynnego
przesuwu drutu spawalniczego podczas spawania.
Optymalny nacisk jest wtedy, gdy drut gładko się przesuwa
jednak w przypadku blokady pozwala się ślizgać rolce
mechanizmu posuwu drutu. Istnieje możliwość regulacji tarcia
rolki. Jeśli jest za małe należy je zwiększyć, jeśli jest za duże
należy zmniejszyć.
4.4. PODŁĄCZENIE DYSZY SPAWALNICZEJ
Dysza spawalnicza jest podłączona do spawarki i gotowa do
użycia. Ewentualna wymiana dyszy musi być
przeprowadzona ze szczególna ostrożnością i tylko przez
wykwalifi kowany personel. Aby wymieni
należy ją odkręcić lub wyciągnąć. Wymienić końcówkę,
sprawdzić, czy jej rozmiar odpowiada rozmiarowi kabla i
wymienić osłonę gazową. Aby zapewnić właściwe
prowadzenie drutu należy zadbać o to, żeby wszystkie
elementy były dopasowane do siebie pod względem
rozmiaru.
5. SPAWANIE
5.1. INFORMACJE OGÓLNE
W przypadku spawania na najnižszych nastawach, naležy
starać się utrzymywać jak najkrótszy łuk elektryczny.
Będzie to možliwe, dzięki jaknajkrótszemu dystansowi
pomiędzy palnikiem, a spawanym elementem. Naležy takže
utrzymywać kąt około 60 stopni pomiędzy palnikiem i
spawanym elementem. Długość łuku može być zwiększana w
przypadku spawania przy wyžszych nastawach. Maksymalna
osią
galna długość łuku wynosi 20 mm.
5.2. INFORMACJE DOTYCZĄCE SPAWANIA
Niektóre problemy pojawiające się czasem podczas
spawania, są częściej wynikiem wpływu warunków
zewnętrznych niž nieprawidłowości w pracy samej spawarki.
Ponižej przedstawiono główne problemy oraz przyczynę ich
powstawania.
Porowatość
Niewielkie otwory w spawie powstają na skutek przerw w
dostawie gazu osłonowego lub z powodu zanieczyszczeñ
gazu. Aby pozbyć się otworów, wystarczy oszlifować spaw.
Rozpryski
Rozpryski pochodzą od działania łuku elektrycznego. Małe
rozpryski są nie do uniknięcia, ale powinno się dąžyć do
minimalizacji zjawiska.
Naležy wybrać odpowiednie nastawy spawarki oraz zapewnić
właściwy gaz i odpowiednie ciśnienie gazu. Naležy takže
utrzymywać palnik w czystości.
Wąska spoina
Jest spowodowana zbyt szybkim przesuwaniem palnika lub
łaściwie dobranym gazem osłonowym.
niew
Spoina bardo niewielkiej grubości lub zbyt szeroka
Jest spowodowana zbyt wolnym przesuwaniem palnika.
Drut spawalniczy ulega przepaleniu
Može to być spowodowane ślizganiem się rolek mechanizmu
podajnika drutu, poluzowaną lub zniszczoną koñcówka
palnika, zbyt bliskim ustawieniem dyszy względem
spawanego materiału lub zbyt wysokimi nastawami.
Zbyt płytka spoina
Može wynikać ze zbyt szybkiego przesuwania palnika, zbyt
niskiego prądu spawania lub nieprawidłowej prędkości
Rolki obracają się, mimo to brak
transportu drutu spawalniczego
USTERKA
ć nakładkę stykową,
1) Zabrudzona droga transportu drutu i/lub
zabrudzona nakładka stykowa
2) Docisk rolek jest zbyt dužy
3) Awaria podajnika drutu
WYKRYWANIE USTEREK
PRZYCZYNA
podawania drutu spawalniczego. Przyczyną može być takže
zamieniona polaryzacja. Naležy zadbać o właściwe
parametry spawania.
Dziurawienie spawanego materiału
Može być spowodowane zbyt wolnym przesuwaniem palnika,
zbyt dužym prądem spawania lub niewłaściwym przesuwem
drutu.
Duže rozpryski i porowatość
Može być spowodowane zbyt dužym dystansem miedzy
dyszą palnika, a spawanym elementem, zabrudzonym
materiałem lub zbyt niskim ciśnieniem gazu. Naležy
pamiętać, že ciśnienie gazu powinno być
takie, žeby
zapewnić przepływ na poziomie 7-8 litrów na minutę.
Pomocny w ustaleniu ciśnienia gazu može być reduktor
wyposažony w odpowiedni manometer.
Niestabilność łuku elektrycznego
Može być spowodowana niewystarczającym prądem
spawania, nieregularnym przesuwem drutu spawalniczego
lub niedostateczna osłona gazową.
OBJAŚNIENIE SYMBOLI
1 ~
3 ~
U 0 … (V)
EN 60974 - 1
U 1 … (V/Hz)
I 2 … (A)
I
(A)
1 max
I
… (A) Efektywny prąd zasilający
1 eff
X Cykl pracy
IP21 Stopień ochrony
H Klasa izolacji
Przedmuchać spręžonym powietrzem, w
razie potrzeby wymienić na kładkę stykow
Poluzować docisk rolek
Sprawdzić osłonę prowadnicy drutu
Pojedyncze fazy napięcia
zmiennego
Trzy fazy napięcia zmiennego
Wartość znamionowa napięcia bez
obciążenia
Transformer-prostownik
Obowiązująca norma wykonania
Charakterystyka stała
MIG-MAG druty spawalnicze
paszy
Wartości znamionowe napięcia
zasilania i częstotliwości
Symbol i jednostka prądu spawania
Wartość znamionowa prądu zasilania
Symbol spawarek, które mogą być
używane w środowisku ze
zwiększonym
niebezpieczeństwem porażenia
prądem elektrycznym
Symbol odniesienia do instrukcji
bezpieczeństwa
USUNIĘCIE USTERKI
Page 21

Drut jest przesuwany z szarpnięciami lub
jest przesuwany w odwrotną stronę
Brak łuku elektrycznego
Spoina o złych parametrach
Po okresie intensywnego spawania,
spawarka nagle się wyłączyła
1) Usterka nakładki stykowej
2) Spalona nakładka stykowa
3) Zabrudzony rowek w rolkach dociskowyc
4) Zužyte rolki dociskowe
1) Brak styku między kablem zwrotnym i
spawanym elementem
2) Spięcie miedzy nakładką stykową i
osłona gazową
1) Osłona gazowa zabrudzona odpryskami
2) Niewłaściwa odległość i/lub niewłaściwy
kąt między koñcówką spawalniczą a
spawanym elementem
3) Zbyt mała osłona FLUX w drucie
spawalniczym
4) Zawilgocone spawane elementy
5) Spawane elementy są zardzewiałe
Zadziałał bezpiecznik termiczny spawarki
NEDERLANDS
ALGEMENE OMSCHRIJVING
Draadnaadlasapparaten met de mogelijkheid tot lassen van
kerndraad zonder gas.
VOOR OPTIMALE PRESTATIES VAN DE LAS WORDT
GEADVISEERD BIJ HET GEBRUIK VAN HET HETZELFDE
VOOR HET LASSEN SPAY PROMIG JET OP DEZE
MANIER VERHEFT BESTANDDELEN VAN RECHT NAAST
EEN BEROEP TOT VERMINDERING VAN STRALEN.
1. HET APPARAAT INSTALLEREN
1.1. HET APPARAAT OP HET STROOMNET
AANSLUITEN
Het apparaat wordt geleverd met een eigen voedingkabel die
niet mag worden verlengd; indien dit toch noodzakelijk is,
dient men een kabel met dezelfde diameter te gebruiken als
de kabel die bij het apparaat hoort.
Voordat u de stekker van het lasapparaat in het stopcontact
steekt, dient u te controleren of de spanning van het
stroomnet dezelfde is als de spanning van het apparaat en of
het vermogen volstaat om het apparaat bij volle belasting te
voeden; controleer ook of de voedingleiding correct is
geaard.
De voedingspanning
Bedraagt de voedingspanning 230 V.
1.2. HET APPARAAT AARDEN
De machine wordt geleverd met een aardingskabel met een
aardklem. Controleer of het contact tussen de klem en het te
lassen voorwerp perfect is. Reinig de contacten zodat er
geen vet, roest of andere onzuiverheden op blijven zitten.
Een contact dat niet perfect is, vermindert de lascapaciteit en
kan dus een onbevredigend lasresultaat tot gevolg hebben.
2. TECHNISCHE INFORMATIE OVER HET
LASAPPARAAT
De lasser heeft een vermogen van lijn Aan - Uit (1), met
LED-lampje geeft aan dat de ontsteking van het lassen (7).
De lasser heeft een schakelaar (2) zorgt ervoor dat de 2
posities van macht, selecteert op basis van de kracht die u
nodig hebt.
Met behulp van de knop (3) gelegen aan de voorzijde kunt u
de snelheid van de draad. Deze knop wordt gebruikt met de
Wymienić nakładkę stykową
Wymienić nakładkę stykową
Oczyścić rolki
Wymienić
Oczyścić rolki
Wyczyścić elementy, w razie potrzeby
wymienić nakładkę stykową lub osłonę
Oczyścić
Odległość koñca drutu spawalniczego od
spawanego elementu musi się zawierać
pomiędzy 5, a 10 mm, a kąt nie može być
mniejszy niž 60 stopni
Zmienić drut spawalniczy na właściwy
Osuszyć spawane elementy
Oczyścić spawane elementy z rdzy
Nie wyłączać spawarki, pozwolić jej
ostygnąć przez 20 - 30 minut
osłonę
diverter, dat regelt de stroom zijn om een vlotte en perfecte
boog.
U kunt zien dat de snelheid van de draad door middel van
een indicator in m/min (4) op het frontpaneel van de
machine.
Het lasapparaat is uitgerust met een veiligheidsmechanisme
dat bij hoge temperaturen automatisch de lasstroom
onderbreekt; in dit geval gaat het gele waarschuwingslichtje
branden (5). Als het apparaat voldoende is afgekoeld en een
correcte werktemperatuur heeft bereikt, zal dit gele
waarschuwinglampje uitgaan. De machine wordt dan
automatisch weer met stroom gevoed en u kunt het lassen
gewoon hernemen.
De details van de aanpassing van de machine is beschermd
tegen fluctuaties van voedsel door middel van een
eenvoudig zekering vervangen zetel in het bestuur van de
aanpassing van de draad. In het geval dat de zekering
brandde machine bevriest en geeft de anomalie via een gele
LED op de voorzijde zetel van de machine (6), voor de
vervanging, na verwijdering van macht aan de machine,
draai rechts paneel en vervang de zekering winning hefboom
met een kleine schroevendraaier.
3. DE LASMETHODES
3.1 NO-GAS
De lasser is ontworpen om de zaak met NO-GAS.
4. DE DRAADSPOEL EN DE LASTOORTS MONTEREN
4.1. DE SPOEL MONTEREN
Kunnen spoelen van 0,2 Kg, 0,4 Kg worden gemonteerd.
4.2. DE DRAADAANVOERMOTOR
Controleer of de groef in het rolletje dat de draad aanvoert
overeenstemt met de dikte van de gebruikte draad. De
machines zijn uitgerust met rolletjes voor draden van Ø 0,6
en Ø 0,8.
Gebruikt voor draad Ø 0.9, kunt u gebruik maken van de
meegeleverde roll.
Op de zijkant van het rolletje is de diameter afgedrukt van de
draad waarvoor het rolletje kan worden gebruikt. Zijn
uitgerust met rolletjes in een legering die geschikt is voor
lassen met een gevulde draad zonder gasbescherming.
In ieder geval moet de machine alleen met massieve draad
Page 22

type FLUX.
4.3. DE DRAAD MONTEREN
Knip de eerste 10 cm van de draad recht af en zorg ervoor
dat dit draaduiteinde geen onzuiverheden, krommingen of
uitsteeksels heeft. Doe het wieltje dat aan de bewegende
arm zit omhoog door de desbetreffende schroef los te
draaien. Steek de draad in de kunststofgeleider en in de
draadgleuf in het rolletje, en dan weer in de geleider (liner).
De draad moet op een natuurlijke wijze hangen en mag niet
gespannen zijn. Laat de arm zakken en stel de druk af met
de regelschroef. De correcte druk is een druk waarmee de
draad op een regelmatige manier beweegt en waarbij
tegelijkertijd, als de draad blijft haperen, het aandrijfwiel
draait zonder dat de draad in de war raakt. Ook de wrijving
van de haspel kan worden bijgesteld. Als de haspel
doldraait, verhoog dan de wrijving zodat de spoel altijd
gespannen is. Als de wrijving te groot is en het aandrijfwiel
vast draait, dient de wrijving te worden verminderd totdat de
draad vlot van de spoel rolt.
4.4. DE VLAMSTRAAL AANSLUITEN
De glasblazerslamp reeds gemonteerd en aangesloten en
dus klaar voor gebruik. Een eventuele vervanging dient
uiterst zorgvuldig te worden gedaan, liefst door een ervaren
technicus. Om het gasgeleiderspunt te vervangen, dient
deze slechts te worden losgeschroefd of naar buiten te
worden getrokken. Het gasgeleiderspunt dient te worden
verwijderd telkens als de draadmond wordt vervangen. De
afmetingen van deze draadmond dient te passen bij de
draad waarmee men last. Houd het gasgeleiderspunt steeds
schoon.
5. GIDS VOOR HET LASSEN
5.1. ALGEMEEN VOORSCHRIFT
Bij een minimumafstelling hoort een kleine booglengte. Die
verkrijgt men door de glasblazerslamp zo dicht mogelijk bij
het te lassen werkstuk te houden, in een hoek van circa 60
graden. De boog kan langer worden gemaakt naargelang
meer stroom wordt toegevoerd, tot een maximum booglengte
van circa 20mm.
5.2. RAADGEVINGEN VAN ALGEMENE AARD
Af en toe kan het lassen kleine defecten vertonen. Deze
defecten kunnen snel worden verholpen als men rekening
houdt met de volgende raadgevingen:
- Poreusheid
Kleine gaatjes in de las, die lijken op de gaatjes in
chocolade bijvoorbeeld, kunnen worden veroorzaakt
door de gastoevoer of zelfs door minuscule
onzuiverheden. Meestal wordt dan de las verwijderd om
opnieuw te beginnen. Voordat men opnieuw begint,
dient men echter de gastoevoer te controleren (circa 8
liter/ minuut), het te lassen oppervlak zeer goed te
reinigen en de glasblazerslamp correct te buigen tijdens
het lassen.
- Spatten
Dit zijn kleine druppels gesmolten metaal die uit de
lastoorts komen. Kleine hoeveelheden spatten zijn
onvermijdelijk, maar de spatten kunnen tot een
minimum worden herleid door de stroomsterkte en de
gastoevoer goed af te stellen en de glasblazerslamp
altijd schoon te houden.
- Een te smalle en te bolle lasnaad
Dit wordt veroorzaakt door een te snelle beweging van
de glasblazerslamp of door een niet goed afgestelde
gastoevoer.
-Een te brede en te dikke lasnaad
Dit kan worden veroorzaakt door een te traag
bewegende glasblazerslamp.
-De achterkant van de draad is verbrand
Dit kan worden veroorzaakt door een draad die te
langzaam wordt aangevoerd; door een te losse of
versleten “liner”punt; de slechte kwaliteit van de draad,
een te kleine opening van de gasgeleiderspuitmond of
een te hoge stroomsterkte.
-Te weinig penetratievermogen
Dit kan liggen aan een te snelle beweging van de
glasblazerslamp, aan een te lage stroomsterkte, een
niet correcte draadtoevoer, verwisselde polen, ongelijke
en onvoldoende afstand tussen de twee aan elkaar te
lassen werkstukranden. Verbeter de lasparameters en
de voorbereiding van de te lassen werkstukken.
-Doorgebrand werkstuk
Dit kan afhangen van een te langzame beweging van
de glasblazerslamp, te hoge stroomsterkte of een niet
correcte draadaanvoer.
-Te veel spatten en poreusheid.
Dit kan liggen aan een te grote afstand tussen de
gasgeleiderspuitmond en het werkstuk; vuil op het
werkstuk; te weinig gastoevoer of te lage stroomsterkte.
De parameters dienen te worden gecontroleerd met het
oog op het feit dat de gastoevoer niet minder mag
bedragen dan 7-8 liter/min. en dat de lasstroomsterkte
aangepast dient te zijn aan de diameter van de draad
die men gebruikt. Het verdient aanbeveling een
drukreduceerventiel op de in- en de uitgang van het
gastoevoersysteem aan te brengen. Op de manometer
op de uitgang kan men ook het toevoervermogen
uitgedrukt in liters aflezen.
-Instabiele lasboog
Dit kan worden veroorzaakt door een onvoldoende
lasspanning; een onregelmatige draadaanvoer,
onvoldoende beschermgas.
DE BETEKENIS VAN OPSCHRIFTEN EN SYMBOLEN
1 ~
3 ~
U 0 … (V) Maximum spanning leeg
EN 60974-1
U 1 … (V/Hz)
I 2 … (A) Conventionele lasstroom
I
(A)
1 max
I
… (A) Effectieve huidige geleverd
1 eff
X Verhouding intermittentie
IP21
H
Eenfase wisselspanning
Driefasen wisselspanning
Transformator-gelijkrichter
Standaardmaat van refereren
Constant kenmerk
MIG-MAG lassen
Wisselspanning en
voedingsfrequentie van de
lasmachine
Maximum verbruiksstroom
van de lijn
Dit symbool betekent de
beschermingsklassevan de
lasapparatuur.
Klasse isolering
transformator.
Lasmachine geschikt voor
gebruik in een ruimte met
vermeerderd risico voor
elektroshocks.
Symbol odniesienia do
instrukcji bezpieczeństwa
Page 23

DEFECT
De draad wordt niet aangevoerd als het
aandrijfwiel draait
Draadaanvoer met schokken of
tussenpozen
Boog uitgedoofd
Poreuze lasnaad
De machine stopt plots na langdurig
lassen
1) Er zit vuil op de punt van de
2) De wrijving van de afwikkelhaspel is te
3) Defecte glasblazerslamp
1) Contact defect
2) Verbrande punten in de contactmond
3) Vuil in de aandrijfwielgroef
4) Groef op het aandrijfwiel te diep
1) Slecht contact tussen de aardeklem en
2) Kortsluiting tussen contactmond en
1) Geen gasbescherming veroorzaakt door
2) Verkeerde afstand of hoek van de
3) Te weining gas
4) Vochtige werkstukken
5) Werkstukken met veel roest
1) De machine is oververhit door te veel
DEFECTEN OPSROREN
draadgeleider
hoog
het werkstuk
gasgeleiderpunt
korstvorming in de gasgeleidermond
glasblazerslamp
lassen
RUSSIAN
ОБЩЕЕ ОПИСАНИЕ
Компактный сварочный аппарат MIG для использования
с порошковой электродной поволокой без применения
защитного газа.
ДЛЯ ДОСТИЖЕНИЯ ОПТИМАЛЬНОГО РЕЗУЛЬТАТА ВО
ВРЕМЯ РАБОТЫ РЕКОМЕНДУЕМ ИСПОЛЬЗОВАТЬ
СПРЕЙ PROMIG JET. ИСПОЛЬЗОВАНИЕ СПРЕЯ
СПОСОБСТВУЕТ БОЛЕЕ ПРОЧНОМУ СВАРОЧНОМУ
ШВУ И СНИЖАЕТ КОЛИЧЕСТВО БРЫЗГ ВО ВРЕМЯ
РАБОТЫ.
1. УСТАНОВКА
1.1. ЭЛЕКТРИЧЕСКОЕ СОЕДИНЕНИЕ
Сварочный аппарат оснащен оригинальным кабелем.
Настоятельно рекомендуем
Если все же возникает необходимость использовать
более длинный кабель, то используйте удлинители с
соответствующим сечением провода.
Убедитесь, что напряжение сети соответствует
напряжению питания аппарата, а также в достаточном
заземлении.
Напряжение питания
Необходимое напряжение – 230 Вольт, 50/60 Гц.
1.2. ЗАЗЕМЛЕНИЕ
Ваш сварочный аппарат оснащен заземленным
проводом, соединенным с зажимом. Убедитесь в
непосредственном контакте заземленного зажима со
не использовать удлинитель.
OORZAAK
Lucht biazen
Losmaken
Controleer de draadgeleidernuls
Vervagen
Vervagen
Reinigen
Vervagen
De klem sluiten en controleren
Reinigen of vervangen contactmond en
gasgeleider
Korsten verwijderen of vervagen
De afstand tussen de glasblazerslamp en
het werkstuk moet 5 – 10 mm bedragen, de
hoek niet minder dan 60 t.o.v. het werkstuk
Verhoog de gastoevoer.
Drogen met een hete-luchtpistool of een
ander middel
Reinig de werkstukken
Laat de machine minstens 20-30 minuten
afkoelen
OPLOSSING
свариваемой деталью. Недостаточный контакт может
отрицательно повлиять на результат сварки.
2. ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
Сварочный аппарат оснащен выключателем ON-OFF (1),
светодиодом рабочего состояния (7), а также 2-х
режимным переключателем тока (2).
С помощью кнопки, расположенной на передней панели
аппарата (3), Вы можете регулировать скорость подачи
проволоки. Для образования стабильной дуги эта
кнопка
должна использоваться вместе с переключателем
напряжения.
Вы можете определить скорость подачи проволоки с
помощью соответствующего индикатора м/мин (4),
расположенного на передней панели аппарата.
Сварочные аппараты защищены от перегрева с
помощью термостата (5). О его срабатывании
свидетельствует индикатор желтого цвета. Когда
температура опустится до уровня, при котором можно
продолжить сварку, индикатор автоматически погаснет.
Электронная плата, контролирующая скорость подачи
проволоки, защищена от скачков напряжения с помощью
плавкого предохранителя, расположенного на плате (6).
При перегорании предохранителя зажжется светодиод,
свидетельствующий о неисправности аппарата и
расположенный на передней панели. Для того чтобы
заменить предохранитель, выключите аппарат из сети,
Page 24

снимите правую часть панели и извлеките
предохранитель. Для установки предохранителя
используйте маленькую отвертку.
Не подсоединяйте аппарат к силовому генератору.
3. СВАРОЧНЫЙ РЕЖИМ
3.1. РЕЖИМ БЕЗГАЗОВОЙ СВАРКИ
Данный аппарат предназначен для безгазовой сварки.
4. УСТАНОВКА КАТУШКИ С ПРОВОЛОКОЙ И
СВАРОЧНОГО ПИСТОЛЕТА
4.1. УСТАНОВКА КАТУШКИ С ПРОВОЛОКОЙ
Используйте катушки с проволокой 0,2 – 0,4 кг.
4.2. ДВИГАТЕЛЬ ПРИВОДА
Проверьте, чтобы приводной ролик был установлен на
проволоку соответствующего диаметра. Для данного
сварочного аппарата можно использовать катушки с
проволокой диаметром 0,6, и 0,8 мм. Аппарат в
стандартной комплектации оснащен катушкой 0,9 мм.
Необходимый диаметр нанесен на приводной ролик.
Аппарат оснащен роликами, которые подходят для
сварки порошковой электродной проволокой без
применения защитного
4.3. ПОДАЧА ПРОВОЛОКИ В СВАРОЧНЫЙ ПИСТОЛЕТ
Отрежьте конец проволоки (10 см) и проверьте, чтобы на
проволоке не было искривлений или разветвлений
конца. Откройте зажим механизма подачи, открутив
прижимной винт, и затем проденьте проволоку через
отверстие прижимного ролика в направляющую.
Убедитесь, что витки проволоки не заходят друг на
друга, и не будут
мешать разматыванию. Отпустите
зажим на проволоку и заверните прижимной винт. С
помощью прижимного винта Вы можете отрегулировать
давление, оказываемое на проволоку. Оптимальное
давление обеспечит хорошее продвижение проволоки.
Если катушка будет раскручиваться, необходимо
отрегулировать натяжение проволоки. Если натяжение
слишком сильное, ослабьте его, чтобы проволока
двигалась равномерно.
4.4. УСТАНОВКА СВАРОЧНОГО ПИСТОЛЕТА
У данной
модели сварочный пистолет уже установлен и
готов к использованию. Замена пистолета может
производиться только в специализированном сервисном
центре. Для замены контактов достаточно их открутить
или вытянуть. Замените контакт, убедившись, что он
соответствует типу используемой проволоки. Содержите
контакты в чистоте.
5. ИНСТРУКЦИИ ПО ПРОВЕДЕНИЮ СВАРКИ
5.1. ОБЩИЕ ПРАВИЛА
При осуществлении сварки с
небольшого тока, необходимо, чтобы дуга была как
можно короче. Для этого прижмите наконечник
сварочного пистолета под углом 60° как можно ближе к
свариваемой детали. При использовании большого тока
сварки, можно увеличить длину дуги до 20 мм.
5.2. ОБЩИЕ РЕКОМЕНДАЦИИ
Часто причиной дефектов сварочного шва является не
неисправность сварочного аппарата, а внешние
воздействия.
Для избежания неполадок обратите
внимание на нижеуказанные советы:
• Сварочный шов пористый
Причиной может быть нарушение подачи защитного газа
или попадание инородных тел. Для устранения этой
неисправности необходимо зачистить сварочный шов.
Прежде чем проводить сварку, проверьте газовый поток
(≈ 8 литров в минуту). Содержите рабочее место в
порядке. Во время сварки
• Брызги
Представляют собой частицы расплавленного металла,
отскакивающие от сварочной дуги. Появление брызг
неизбежно, но их количество можно снизить, правильно
установив сварочный ток и поток газа. Содержите
сварочный пистолет в чистоте.
ПОДАЧИ ПРОВОЛОКИ
газа.
использованием
наклоняйте пистолет.
• Узкий округлый сварочный шов
Образуется при слишком быстром продвижении
сварочного пистолета или неправильном потоке газа.
•
Широкий сварочный шов
Образуется при медленном продвижении сварочного
пистолета.
• Обгорание проволоки
Происходит при соскальзывании подаваемой проволоки,
повреждении контакта, плохом качестве проволоки, при
слишком близком прижимании сопла к обрабатываемому
изделию или слишком высоком напряжении.
• Маленькая глубина провара
Причиной может быть слишком быстрое продвижение
сварочного пистолета, низкое напряжение,
неправильный сварочный ток
, неправильная полярность.
• Проваривание обрабатываемого изделия
Причиной может быть медленное передвижение
сварочного пистолета, слишком высокий сварочный ток
или неправильная подача проволоки.
• Пористый сварочный шов и образование
большого количества брызг
Причиной может быть недостаточный поток газа, грязь
на обрабатываемой заготовке или когда сопло находится
далеко от обрабатываемого изделия. Обратите
внимание
на то, что поток газа должен быть не менее 7 –
8 литров в минуту, а сварочный ток соответствовать типу
используемой проволоки. Рекомендуем использовать
редуктор. По манометру Вы можете определить
величину в литрах.
• Нестабильная сварочная дуга
Причиной может быть недостаточный сварочный ток,
неправильная подача проволоки, недостаточное
количество защитного газа.
ОПИСАНИЕ ЗНАКОВ И СИМВОЛОВ
1 ~
3 ~
U 0 … (V)
EN 60974-1
U 1 … (V/Hz)
I 2 … (A) Сварочный ток
I
(A)
1 max
I
… (A) Эффективный ток
1 eff
X Цикл работы
IP21 Класс защиты
H
Однофазная сеть переменного
тока
Трехфазная сеть переменного
тока
Этот символ означает
первичное напр-яжение при
холостом ходе
Трансформатор-выпрямитель
Европейская норма
Постоянные характеристики
Сварка MIG-MAG
Номинальные характеристики
напряжения и частоты
Максимальный потребляемый
ток
Класс изоляции
трансформатора
Символ, означающий
возможность использования
аппарата в условиях
повышенной опасности
поражения электрическим током
Page 25

Символы, соответствующие
правилам безопаснотси
УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
НЕИСПРАВНОСТЬ ПРИЧИНА СПОСОБ УСТРАНЕНИЯ
Непоступление проволоки при
повороте ролика
Нерегулярное поступление
проволоки
Отсутствие дуги 1) Плохой контакт между заземленным
Сварочный шов пористый 1) Попадание брызг в сопло
Сварочный аппарат внезапно
прекращает работу после
длительного использования
1) Загрязнение сопла или контакта
2) Фрикционный тормоз в штативе затянут
слишком сильно
3) Неисправность сварочного пистолета
1) Повреждение контакта
2) Обоженный контакт
3) Засорение канавки приводного ролика
Износ ролика
4)
зажимом и обрабатываемым изделием
2) Короткое замыкание между контактом и
соплом
2) Неправильное расстояние между
сварочным пистолетом
неправильный угол наклона по отношению
к обрабатываемому изделию
3) Слишком маленький поток газа
4) Влажное обрабатываемое изделие
5) Ржавчина на обрабатываемом изделии
1) Перегрев сварочного аппарата из-за
превышения рабочего цикла
и/ или
DANISH
BESKRIVELSE AF APPARATET
Svejsning trådbunden svejsning wire kontinuerlig animerede
uden gas.
FOR AT OPNÅ OPTIMAL YDEEVNE AF SVEJSNINGEN
TILRÅDES, NÅR DE BRUGER DET SAMME FOR
WELDING SPAY PROMIG JET PÅ DENNE MÅDE ER
EXALTS ELEMENTER AF TOLDSATS DESUDEN EN
INDSATS FOR REDUKTION AF JETFLY.
1. INSTALLATION
1.1. ELTILSLUTNING
Maskinen er forsynet med et specifikt strømforsyningskabel,
der ikke bør tilsluttes forlængerledning. Hvis dette skulle
være nødvendigt, skal der anvendes en forlængerledning
med samme tværsnit som maskinens.
Før svejsemaskinen tilsluttes stikkonatakten, skal det sikres,
at spændingen svarer til maskinens, og at effekten er
tilstrækkelig til at forsyne maskinen med fuld belastning.
Sørg endvidere for, at strømforsyningsanlægget er forsynet
med et passende jordforbindelsessystem.
Spændingsforsyning
Er spændingsforsyningen på 230 V.
1.2. TILSLUTNING TIL JORDFORBINDELSE
Maskinen er fosynet med et jordforbindelseskabel, der er
forbundet med en klemme. Kontrollér, at der er korrekt
kontakt mellem klemmen og det emne, der skal svejses.
Rengør omhyggeligt kontakterne, så der ikke er
tilstedeværelse af fedt, rust eller urenheder. En mangelfuld
kontakt reducerer svejsekapaciteten og kan dermed være
skyld i en utilfredsstillende svejsning.
2. SVEJSEAPPARATETS TEKNISKE INFORMATION
Den svejser har en Power Line On - Off (1), med LED-lys,
der angiver styrken i maskinen (7).
Den svejser har en switch (2) sikrer, at 2 magtpositioner ved
at vælge på grundlag af den effekt, du har brug for.
Brug af knop (3) er placeret på forsiden kan du justere
hastigheden på wiren. Denne knop bruges sammen med
diverter, der regulerer strømstyrken med henblik på at opnå
en smidig og perfekt bue.
Du kan se hastighed på wiren gennem en indikator i M / min
(4) på frontpanelet af maskinen.
Svejsemaskinen er udstyret med en termisk
beskyttelsesanordning, der automatisk afbryder tilførslen af
strøm, når der nås høje temperaturer (5). Ved opnåelse af
Продуйте сжатым воздухом,
замените контакт
Ослабьте тормоз
Проверьте подачу проволоки
Замените контакт
Замените контакт
Прочистите канавку
Замените ролик
Закрепите зажим и проверьте
соединение
Прочистите, замените контакт и/
или сопло
Прочистите сопло
Расстояние между контактом и
обрабатываемым изделием должно
составлять 5 – 10 мм. Угол наклона
должен быть 60°
Увеличьте поток газа
Высушите с помощью горячего
воздуха
Очистите от ржавчины
Не выключайте Ваш аппарат.
Подождите в течение 20/30 минут,
пока он остынет
Page 26

høje temperaturer tændes en gul kontrollampe. Når
temperaturen er faldet tilstrækkeligt og har nået det niveau,
hvor svejsemaskinen kan fungere korrekt, slukkes den gule
kontrollampe. Maskinen forsynes automatisk med strøm, og
svejsningen kan dermed genoptages.
De nærmere oplysninger om justering af maskinen er
beskyttet mod udsving i fødevarer gennem en nem
sikringsholderen udskiftning sæde i bestyrelsen for justering
af wiren. I tilfælde af, at sikringerne var brændende
maskinen fryser og angiver den skævhed via en gul LED på
forreste sæde i bilen (6), til udskiftning, efter fjernelse af
strøm til maskinen, skrue højre panel og erstatte sikringen
udvinder løftestangsvirkningen med en lille skruetrækker.
3. SVEJSEFORMER
3.1. NO-GAS
Den svejser var designet til at afgøre sagen med NO-GAS.
4. MONTERING AF TRÅDSPOLE OG BRÆNDER
4.1. MONTERING AF SPOLE
Til kan anvendes spoler på 0.2 Kg, 0,4.
4.2. MOTOR FOR TRÅDTRÆK
Sørg for, at rullen til fremdrift af tråden har en not med en
diameter, der er lig trådens. Maskinerne er indstillet med
rulle til tråd med diameter på Ø 0,6 og Ø 0,8.
Anvendes til wire Ø 0.9, kan du bruge den medfølgende
rulle.
På siden af rullen er trykt den Ø, der skal anvendes.
Maskinerne er udstyret med rillede ruller beregnet til
svejsning med fyldt tråd uden beskyttelsesgas.
Under alle omstændigheder, at maskinen kun med solid wire
type Flux.
4.3. INDSÆTTELSE AF TRÅD
Skær de første 10 cm af tråden, og sørg for, at enderne er
skåret således, at der ikke er fremspring, forvridninger eller
urenheder til stede. Løft det hjul igen, der er tilsluttet den
mobile arm ved at løsne den respektive skrue. Indsæt tråden
i plastikføringen ved at lade den passere på en passende not
på rullen, og indsæt derefter tråden i trådføreren igen. Sørg
for, at tråden ikke er spændt, og at den befinder sig i en
naturlig stilling. Sænk armen, og regulér trykket ved hjælp af
skruen. Det korrekte tryk er det tryk, der tillader en jævn
fremdrift af tråden og som samtidigt i tilfælde af blokering af
tråden tillader drivhjulet at glide uden at sammenfiltre tråden.
Det er ligeledes muligt at regulere rulleenhedens friktion. Øg
friktionen, når rulleenheden kører i tomgang, så spolen altid
har det korrekte træk. Hvis friktionen derimod skaber for
meget gnidning, og hjulet har tendes til at glide, skal
friktionen reduceres, indtil der opnås en jævn fremdrift af
tråden.
4.4. TILSLUTNING AF BRÆNDER
Er brænderen tilsluttet direkte, og er derfor allerede klar til
brug. En eventuel udskiftning skal ske med største
forsigtighed. Det tilrådes at lade udskiftningen udføre af en
teknisk ekspert. For udskiftning af gasførerens spids er det
tilstrækkeligt at skrue den af eller trække den udad.
Gasførerens spids skal tages af, hver gang der kræves
udskiftning af trådførerens dyse. Denne dyse skal altid have
en diameter, der svarer til trådens. Hold altid gasførerens
spids fuldstændigt ren.
5. VEJLEDNING I SVEJSNING
5.1. GENEREL REGEL
Når svejsningen er indstillet på minimum, skal buens længde
være lille. Dette opnås ved at holde brænderen så tæt som
muligt på det emne, der skal svejses og med en hældning på
ca. 60 grader. Buens længde kan øges efterhånden som
strømmen intensiveres, der kan maksimalt opnås en afstand
på ca. 20mm.
5.2. GENERELLE RÅD
Der kan af og til opstå fejl i svejsningen. Disse fejl kan
fjernes ved nøje at følge nedenstående råd:
- Porøsitet
Små huller i svejsningen, der minder om hullerne i
overfladen på et stykke chokolade, kan skyldes afbrudt
gastilførsel eller tilstedeværelse af fremmedlegemer. Det
hjælper normalt at slibe svejsningen og derefter at gentage
den. Kontrollér dog først gastilførslen (ca. 8 liter/minuttet),
rengør omhyggeligt arbejdsområdet, og giv derefter
brænderen den korrekte hældning, når der svejses.
- Sprøjtning
Små dråber af smeltet metal, der stammer fra svejsebuen.
Små mængder er uundgåelige, men de kan reduceres til et
minimum ved at regulere strømmen og gastilførslen
omhyggeligt og ved at holde brænderen ren.
- Snæver og afrundet svejsning
Dette skyldes hurtig fremdrift af brænderen eller forkert
reguleret gastilførsel.
- Tæt og bred svejsning
Dette kan skyldes en for langsom fremdrift af brænderen.
- Tråd brændt bagtil
Dette kan skyldes en langsom fremdrift af tråden, slækket
eller slidt trådførerspids, tråd af dårlig kvalitet, lukket
gasførertud eller for høj strøm.
- Mangelfuld indtrængning
kan skyldes en for hurtig fremdrift af brænderen, for lav
strøm, ukorrekt trådforsyning, ombyttet polaritet, afrundinger
og utilstrækkelig afstand mellem kanterne. Vær omhyggelig
med reguleringen af de operative parametre, og sørg for at
forbedre forberedelsen af de emner, der skal svejses.
- Gennemboring af emnet
Kan skyldes for langsom bevægelse af brænderen, for høj
strøm eller ukorrekt trådforsyning.
- Stærk sprøjtning og porøsitet.
Kan skyldes for stor afstand af gasførerens tud fra emnet,
snavs på emnet, utilstrækkelig gastilførsel eller lav strøm.
Det er nødvendigt at kontrollere de to parametre og huske at
gastilførslen ikke må være under 7-8 liter/min., og at
svejsningsstrømmen skal passe til den tråddiameter, der
anvendes. Det tilrådes at have en trykreguleringsventil i
indgang og udgang. På trykmåleren i udgang er det ligeledes
muligt at aflæse kapaciteten i liter.
- Ustabil bue
Kan skyldes utilstrækkelig spænding, ujævn fremdrift af
tråden, utilstrækkelig beskyttelsesgas.
BETYDNING AF SKRIFT OG SYMBOLER
1 ~
3 ~
U 0 … (V)
EN 60974-1
U 1 … (V/Hz)
I 2 … (A) Elektrisk strøm til svejsning
I
(A)
1 max
I
… (A) Effektiv nuværende leveres
1 eff
X Arbejdscyklus
IP21
Enfaset vekselspænding
Trefaset vekselspænding
Nominel åbne kredsloeb
spænding
Transformator-ensretter
Relevant direktiv
Beboelse karakteristik
MIG MAG ledning affodre
Nominelle værdier i
netspænding og hyppighed
Liniens maksimale
strømforbrug.
Svejsningerne enhedens
beskyttelse klasse
Page 27

H
FEJL
Tråden fremføres ikke, når drivhjulet drejer
rundt
Trådforsyning i stød eller med afbrydelse
Slukket bue jordklemme og emne
Porøst svejsesøm
Transformerens
isoleringsklasse
Svejsemaskine beregnet til
anvendelse i omgivelser, hvor
der er øget fare for elektrisk
stød
Maskinen ophører pludseligt med at
fungere efter langvarig brug
FEJLFINDING
ARSAGER
1) Snavs på trådførerens dyse
2) Afviklerens friction er for stor
3) Defect brӕnder
1) Defect kontaktdyse
2) Brӕndinger i kontaktdysen
3) Snavs i drivhjulets fure
4) Slidt fure på drivhjul
1) Dårlig kontakt mellem
2) Kortslutning mellem kontaktdysen
og gasførerrøret
1) Manglende gasbeskyttelse på
grund af skorpedanneiser i
gasførerens dyse
2) Ukorrekt afstand eller hӕldning af
brӕnderen
3) For lidt gas
4) Fugtige emner
5) Emner med meget rust
1) Overophedet maskine pågrund af
overdriven brug, aktiveret
varmebeskyttelse
Symboler henviser til
sikkerhedsbestemmelser
AFHJӔLPNING
Blӕs med luft
Slӕk friktionen
Controller trådførerens kappe
Udskift
Udskift
Rengør
Udskift
Stram klemmen, og controller
Rengør eller udskift kontaktdysen og
gasføreren
Fjern skorpedanneiserne, eller udskift
dysen
Afstanden mellem brӕnderen og emnet skal
vӕre 5 – 10 mm. Hӕldningen må ikke vӕre
mindre end 60 i forhold til emnet
Øg mӕngden
Tør med en varmluftpistol eller andet
Rens emnerne for rust
Lad maskinen afkøle i mindst 20 – 30
minutter
Page 28

MIG ONE
Code: 11000
14
13
12
11
10
1
2
21
3
4
5
9
8
20
19
6
7
15
16
18
17
Page 29

Elenco pezzi di ricambio / Liste pieces detachees / Spare parts list
Ersatztelliste / Piezas de Repuesto / Список запасных частей
pcs per
No Desc
1
Poignée / Manija / Ручка для переноски аппарата
Maniglia / Handle / Handgriff
Code
S073300SP
box
20
2
3
4
5
6
7
8
9
10
11
12
Calotta / Crown / Kalotte / Calotte / Casquete / Крона
Torcia / Torch / Torche / Schlauchpaket / Antorcha / Горелка
Indicatore velocità filo / Wire speed meter / Drahtgeschwindigkeitsmeter
Mètre de vitesse de fil / Metro de velocidad de hilo / Метр скорости провода
Interruttore On-Off / On-Off Switch / Schalter On-Off
Interrupteur On-Off / Interruptor On-Off / Переключатиль -Вкл Выкл
Mantello inferiore sinistro / Lower left mantle / Unterer linker Mantel
Cape gauche inférieure / Capa inferior izquierda / Корпус аппарата
Cordone di alimentazione / Power cord / Zufuehrungsschnur
Cordon d'alimentation / Cordon de alimentacion / Сетевой шнур
Pinza massa / Earth clamp / Massenklemmplatte
Pinza de masa / Pince masse / Зажим заземления
Interruttore / Switch / Schalter
Interrupteur / Interruptor / Переключатиль
Manopola / Knob / Drehknopf / Bouton / Manopola / Ручка переключения
Mantello inferiore destro / Lower right mantle / Unterer rechter Mantel
Cape droit inférieure / Capa inferior derecha / Корпус аппарата
Pannello / Panel / Panneau / Verkleidung / Panel / панель
S050100SP
M452080SP
M427100SP
M485200SP
S370059SP
if S.N. ≥ 155021585
S370052SP
if S.N. < 155021585
M581110SP
M610810SP
M484100SP
S087500SP
S370054SP
S420050SP
20
1
10
20
1
1
5
2
20
20
1
1
13
14
15
16
17
18
19
20
Mantello / Mantle / Mantel
Cape / Capa / Корпус аппарата
Vite isolata / Isolated screw / Lokalisierte Schraube
Tornillo aislado / Изолированный винтVis d'isolement /
Aspo / Hub / Wickler / Aspe / Aspe / Сердечник
Filo animato / Flux cored wire / Fil fourré
Fuelldraht / Hilo animado / Порошковая электродная проволока
Trasformatore di potenza / Power transformer / Leistungstransformator
Trasformateur de puissance / Transformador de potencia / Силовой трансформатор
Termostato / Thermostat / Thermostat
Thermostate / Thermostato / Термоста
Scheda elettronica / Electronic card / elektronischer Platinen
Carte de électronique / Tarjeta electrónica / Электронная плата
Complessivo motoriduttore / Ass. Motoreducer Gesamter Motoreduzierer
Motoréducteur complete / Motoreductor compleso / Редуктор в сборе
S470050SP
M364300SP
S840500SP
S590200SP
S710052SP
if S.N. ≥ 155020515
S710050SP
if S.N. < 155020515
M493500SP
MQ10150SP
if S.N. ≥ 155020515
MQ10100SP
if S.N. < 155020515
M447450SP
if S.N. ≥ 155021585
M448200SP
if S.N. < 155021585
1
10
5
3
1
1
10
3
3
2
2
21
Maschera / Mask / Masque / Schablone / Máscara / Маска
90350SP
1
Page 30

ITALIANO - DICHIARAZIONE DI CONFORMITÀ CE
Dichiariamo, assumendo la piena responsabilità di tale dichiarazione, che il prodotto è conforme alle seguenti normative e ai
relativi documenti:
ENGLISH - EC-DECLARATION OF CONFORMITY
We declare under our sole responsibility that this product is in conformity with the following standards or standardized
documents:
DEUTSCH - CE-KONFORMITÄTSERKLÄRUNG
Wir erklären in alleiniger Verantwartung, yass dieses Produkt mit den folgenden Narmen oder normativen Dokumenten
übereinstimnt:
FRANÇAISE - DÉCLARATION DE CONFORMITÉ
Nous déclarons sous notre propre responsabilité que ce produit est en conformité avec les normes ou documents normalisés
suivants:
ESPANOL - DECLARACION DE CONFORMIDAD CE
Declaramos bajo nuestra sola responsabilidad que esi e producto está en conformidad con las normas o documentos
normalizados siguientes:
PORTUGUES - DECLARACAO DE CONFORMIDADE CE
Declaramos, sob nossa exclusiva responsabilidade, que este producto cumpre as seguintes normas ou documentos
normativos:
HUNGARIAN - CE MEGFELEL
Kizár lagosfelel sségünk teljes tudatában kijelentjük, hogyafeltüntetett termékmegfelel a alábbi normat váknak és
bizonylatoknak:
POLISH - DEKLARACJA ZGODNO CI
Deklarujemy, z pełną odpowiedzialnością, że produkt spełnia wymagania poniższych norm i dyrektyw
NEDERLANDS - EC - KONFORMITEITSVERKLARING
Wij verklaren dat dit produkt voldoet aan de volgende normen of normatieve dokumenten:
RUSSIAN – CE
Настоящем мы деклариуем, и берем на себя полную ответственностью эа эту декларацию, что продукт соотвествует
со следующими нормативами и документами:
DANSK - CE-KONFORMITETSERKLAERING
Vi erklaerer under almindeligt ansvar, at dette produkt er i overensstemmelse med folgende narmer eller norma-tive
dokumenter:
ДЕКЛАРАЦИЮ
SÉGI NYILA TTKOZAT
Ś
:
AWELCO Inc. Production S.p.A - 83040 - Conza d. C. (AV) – Italy
Machine Description:
Mig / Mag Welding Machine
Article-No.: 11000
- Low Voltage Directive CE 2006/95/EEC
Applicable
EC Directives:
Applicable
harmonized Standards:
Place:
Date:
Title of Signatory:
- Electromagnetic Compatibility (EMC) Directive
2004/108/EEC
- EN 60974-1+AMDT
- EN 60974 -10 + AMDT
Conza d. C. (AV) – Italy
02.02.2009
M. Di Leva - Amministratore
Page 31

GARANZIA
GARANZIA
gratuitamente la sostituzione dei pezzi che si deteriorassero per cattiva qualità di materiale o per difetti di costruzione entro 24
gratuitamente la sostituzione dei pezzi che si deteriorassero per cattiva qualità di materiale o per difetti di costruzione entro 24
MESI dalla data di messa in funzione della macchina comprovata sul certificato per paesi della comunità europea ed entro 12
MESI dalla data di messa in funzione della macchina comprovata sul certificato per paesi della comunità europea ed entro 12
MESI per paesi extracomunitari. Gli inconvenienti derivati da cattiva utilizzazione manomissione od incuria, sono esclusi dalla
MESI per paesi extracomunitari. Gli inconvenienti derivati da cattiva utilizzazione manomissione od incuria, sono esclusi dalla
garanzia. Inoltre si declina ogni responsabilità per tutti i danni diretti ed indiretti. Le macchine rese, anche se in garanzia,
garanzia. Inoltre si declina ogni responsabilità per tutti i danni diretti ed indiretti. Le macchine rese, anche se in garanzia,
dovranno essere spedite in PORTO FRANCO e verranno restituite in PORTO ASSEGNATO. Il certificato di garanzia ha validità
dovranno essere spedite in PORTO FRANCO e verranno restituite in PORTO ASSEGNATO. Il certificato di garanzia ha validità
solo se accompagnato da scontrino o bolla di consegna.
solo se accompagnato da scontrino o bolla di consegna.
WARRANTY
WARRANTY
charge the replacement of the pieces which should result faulty for bad quality of the material or of defects of construction within
charge the replacement of the pieces which should result faulty for bad quality of the material or of defects of construction within
24 MONTHS from the date of starting of the machine, proved on the certificate for countries of the European community and
24 MONTHS from the date of starting of the machine, proved on the certificate for countries of the European community and
within 12 MONTHS for extracommunitarian countries. The inconvenients coming from bad utilisation, tamperings or
within 12 MONTHS for extracommunitarian countries. The inconvenients coming from bad utilisation, tamperings or
carelessness are excluded from the guarantee while all responsibility is refused for all direct or indirect damages.The machines
carelessness are excluded from the guarantee while all responsibility is refused for all direct or indirect damages.The machines
which have to be returned, even if they are under guarantee have to be sent CARRIAGE PAID and will be returned CARRIAGE
which have to be returned, even if they are under guarantee have to be sent CARRIAGE PAID and will be returned CARRIAGE
FORWARD.Certificate of guarantee is valid only if a fiscal bill or a delivery note goes with it.
FORWARD.Certificate of guarantee is valid only if a fiscal bill or a delivery note goes with it.
GARANTIE
GARANTIE
wegen schlechter Materialqualität oder wegen Herstellungsfehler, nachweisbar innerhalb 24 MONATEN nach Inbetriebnahme
wegen schlechter Materialqualität oder wegen Herstellungsfehler, nachweisbar innerhalb 24 MONATEN nach Inbetriebnahme
der Maschine, vorzunehmen für Länder der Europäischen Gemeinschaft und innerhalb 12 MONATE für extracommunitarian
der Maschine, vorzunehmen für Länder der Europäischen Gemeinschaft und innerhalb 12 MONATE für extracommunitarian
Länder. Die Nachteile, welche von einer schlechten Anwendung oder Nachlässigkeit verursacht werden, sind von der Garantie
Länder. Die Nachteile, welche von einer schlechten Anwendung oder Nachlässigkeit verursacht werden, sind von der Garantie
ausgeschlossen. Weiterhin wird jede Verantwortung für direkte oder indirekte Schäden abgelehnt. Die zurückgelieferten
ausgeschlossen. Weiterhin wird jede Verantwortung für direkte oder indirekte Schäden abgelehnt. Die zurückgelieferten
Maschinen, auch unter Garantie, müssen FREIHAFEN geschickt werden und werden EMPFÄNGERHAFEN zurückgeschickt.
Maschinen, auch unter Garantie, müssen FREIHAFEN geschickt werden und werden EMPFÄNGERHAFEN zurückgeschickt.
Der Garantieschein ist nur gültig wenn von einem Kassenzettel oder Lieferschein versehen.
Der Garantieschein ist nur gültig wenn von einem Kassenzettel oder Lieferschein versehen.
GARANTIE
GARANTIE
remplacement des pièces contre tout vice ou défaut de fabricationpendant 24 MOIS qui suivent la livraison du matériel à
remplacement des pièces contre tout vice ou défaut de fabricationpendant 24 MOIS qui suivent la livraison du matériel à
l'utilisateur, livraison prouvée par le timbre de l'agent distributeur pour des pays du Communauté européen et dans les 12 MOIS
l'utilisateur, livraison prouvée par le timbre de l'agent distributeur pour des pays du Communauté européen et dans les 12 MOIS
pour les pays extracommunitarian. Les inconvénients qui dérivent d'une mauvaise utilisation de la part du client ou d'un mauvais
pour les pays extracommunitarian. Les inconvénients qui dérivent d'une mauvaise utilisation de la part du client ou d'un mauvais
entretien, ainsi que d'une modification non approuvée par nos services techniques sont exclus de la garantie et ceci décline notre
entretien, ainsi que d'une modification non approuvée par nos services techniques sont exclus de la garantie et ceci décline notre
responsabilité pour les dégâts directs ou indirects. Tout matériel rendu même sous garantie devra nous être adressé FRANCO
responsabilité pour les dégâts directs ou indirects. Tout matériel rendu même sous garantie devra nous être adressé FRANCO
DE PORT et sera réexpédié en PORT DÛ. Le certificat de garantie est valable seulement accompagné de bulletin fiscal ou
DE PORT et sera réexpédié en PORT DÛ. Le certificat de garantie est valable seulement accompagné de bulletin fiscal ou
bulletin d'expédition.
bulletin d'expédition.
GARANTIA
GARANTIA
substitución de las piezas deterioradas por mala calidad del material o por defecto de fabricación, en un plazo de 24 MESES
substitución de las piezas deterioradas por mala calidad del material o por defecto de fabricación, en un plazo de 24 MESES
desde la fecha de compra indicada en el certificado para los países de la Comunidad Europea y en el plazo de 12 MESES para
desde la fecha de compra indicada en el certificado para los países de la Comunidad Europea y en el plazo de 12 MESES para
los países extracommunitarian. Las averias producidas por mala utilización o por negligencia, quedan excluidas de la garantia
los países extracommunitarian. Las averias producidas por mala utilización o por negligencia, quedan excluidas de la garantia
declinando toda responsabilidad por daños producidos directamente o indirectamente. Las máquinas que sean devueltas, aún
declinando toda responsabilidad por daños producidos directamente o indirectamente. Las máquinas que sean devueltas, aún
estando en garantía se enviaran a PORTES PAGADOS y se devolveran a PORTES DEBIDOS. El certificado de garantía sera
estando en garantía se enviaran a PORTES PAGADOS y se devolveran a PORTES DEBIDOS. El certificado de garantía sera
valido unicamente si va acompañado por la factura oficial y nota de entrega.
valido unicamente si va acompañado por la factura oficial y nota de entrega.
: La ditta costruttrice si rende garante del buon funzionamento delle macchine e si impegna ad effettuare
: La ditta costruttrice si rende garante del buon funzionamento delle macchine e si impegna ad effettuare
: The manufacturer warrants the good w orking of the machines and takes the engagement of performing free of
: The manufacturer warrants the good w orking of the machines and takes the engagement of performing free of
: Der Hersteller gewährt ein guter Betrieb der Maschinen und verpflichtet sich, gratis die Auswechslung von Stücken
: Der Hersteller gewährt ein guter Betrieb der Maschinen und verpflichtet sich, gratis die Auswechslung von Stücken
: Le Constructeur garantit le bon fonctionnement de son matériel et s'engage à effectuer gratuitement le
: Le Constructeur garantit le bon fonctionnement de son matériel et s'engage à effectuer gratuitement le
: El fabricante garantiza el buen funcionamiento de las maquinas y se compromite a efectuar gratuitamente la
: El fabricante garantiza el buen funcionamiento de las maquinas y se compromite a efectuar gratuitamente la
GARANZIA
GARANZIA
WARRANTY
WARRANTY
GARANTIE
GARANTIE
GARANTIA
GARANTIA
GARANTISCHEIN
GARANTISCHEIN
Г
Г
АРАНТИЯ
АРАНТИЯ
GARANTIE
GARANTIE
Ε
Ε
ΓΓΥΗΣΗ
ΓΓΥΗΣΗ
GARANCIJA
GARANCIJA
KEZESSÉG
KEZESSÉG
ZÁRUKA
ZÁRUKA
ZÁRUKA
ZÁRUKA
GWARANCJA
GWARANCJA
GARANTI
GARANTI
GARANTIA
GARANTIA
Ţ
ﺔﺎﺿ
ﺔﺎﺿ
Ţ
GARAN IE
GARAN IE
GARANTI
GARANTI
TAKUU
TAKUU
MOD.
NR.
MAT.
DATA DI ACQUISTO
DATA DI ACQUISTO
BUYING DATE
BUYING
DATE D’ACHAT
DATE
DATA DE COMPRA
DATA DE
П
П
AANKOOP DATUM
AANKOOP DATUM
Α
ΓΟΡΕΣ ΗΜΕΡΟΜΗΝΙΑ
Α
ΓΟΡΕΣ
OTKUPA DATUM
OTKUPA DATUM
vásárlás dátum
vásárlás
NÁKUPY DATE
NÁKUPY DATE
COMPRAS DATA
COMPRAS
Cump rare DATA
Cump rare
OSTOT päivämäärä
OSTOT päivämäärä
DATE
D’ACHAT
COMPRA
KAUF DATUM
KAUF
DATUM
ОКУПКА ДАТА
ОКУПКА
nakup dátum
nakup
OPKØB DATE
OPKØB
sat n alım tarih
sat
ДАТА
ΗΜΕΡΟΜΗΝΙΑ
dátum
dátum
SKUP DATA
SKUP DATA
DATE
DATA
ă
DATA
ă
ı
n alım tarih
ı
ﺦﺎﺘﻟا اﺮﺷ
ﺦﺎﺘﻟا
اﺮﺷ
DITTA RIVENDITRICE
DITTA RIVENDITRICE
SALES COMPANY
SALES
COMPANY
REVENDEUR
REVENDEUR
EMPRESA VENDEDORA
EMPRESA VENDEDORA
HÄNDLER
HÄNDLER
Д
ИЛЕР
ИЛЕР
Д
HANDELAAR
HANDELAAR
Π
ΩΛΗΤΉΣ
ΩΛΗΤΉΣ
Π
DEALER
DEALER
Cı
Ő
Ő
KERESKED
KERESKED
DEALER
DEALER
OBCHODNÍK
OBCHODNÍK
HANDLOWIEC
HANDLOWIEC
HANDELSMAND
HANDELSMAND
COMERCIANTE
COMERCIANTE
COMERCIANT
COMERCIANT
ı
SAT Cı
SAT
ı
JÄLLEENMYYJÄ
JÄLLEENMYYJÄ
ﺮﺟﺎﺗ
ﺮﺟﺎﺗ
( TIMBRO E FIRMA )
( TIMBRO E FIRMA )
( STAMP AND SIGNATURE )
(
STAMPAND SIGNATURE )
( CACHET ET SIGNATURE )
( CACHET ET SIGNATURE )
( FIRMA Y SELLO )
(
FIRMA Y SELLO )
( STEMPEL UND UNTERSCHRIFT )
( STEMPEL UND UNTERSCHRIFT )
( ТАМП И ПОДПИСЬ )
Ш
( ТАМП
Ш
( STEMPEL EN HANDTEKENING )
( STEMPEL EN HANDTEKENING )
( ΦΡΑΓΊΔΑ ΚΑΙ ΥΠΟΓΡΑΦΉ )
Σ
( ΦΡΑΓΊΔΑ ΚΑΙ ΥΠΟΓΡΑΦΉ )
Σ
( BÉLYEGZ A NÉVALÁÍRÁS )
( BÉLYEGZ A NÉVALÁÍRÁS )
( RAZÍTKO A PODPIS )
(
RAZÍTKO A PODPIS )
( PIECZĘĆ I PODPIS )
( PIECZĘĆ I PODPIS )
( STEMPEL OG UNDERSKRIFT )
(
STEMPEL OG UNDERSKRIFT )
( CARIMBO E ASSINATURA )
( CARIMBO E ASSINATURA )
( TAMPILA ŞI SEMN TURA )
ŞĂ
( TAMPILA ŞI
ŞĂ
( LEIMA JA ALLEKIRJOITUS )
(
LEIMA JA ALLEKIRJOITUS )
И ПОДПИСЬ )
( PE AT I POTPIS )
Č
(
PE AT I POTPIS )
Č
Ő
Ő
( PE IATKA )
Č
(
PE IATKA )
Č
SEMN TURA )
( DAMGA VE IMZA )
( DAMGA VE IMZA )
ﻢﺘﺧ
)
)
ﻊﻴﻗﻮﺗو ﻢﺘﺧ
ﻊﻴﻗﻮﺗو
Page 32

GARANTIA
GARANTIA
partes que devem resultar defeituosas para a má qualidade do material ou de defeitos da construção dentro de 24 MESES
partes que devem resultar defeituosas para a má qualidade do material ou de defeitos da construção dentro de 24 MESES
desde o dia do começo da máquina, comprovada no certificado de países da Comunidade Européia e dentro de 12 MESES de
desde o dia do começo da máquina, comprovada no certificado de países da Comunidade Européia e dentro de 12 MESES de
países extracommunitarian. Os inconvenients que vêm de má utilização, tamperings ou descuido são excluídos da garantia
países extracommunitarian. Os inconvenients que vêm de má utilização, tamperings ou descuido são excluídos da garantia
enquanto toda a responsabilidade é recusada para todos os danos diretos ou indiretos.As máquinas que têm de ser devolvidas,
enquanto toda a responsabilidade é recusada para todos os danos diretos ou indiretos.As máquinas que têm de ser devolvidas,
mesmo se eles forem embaixo da garantia têm de ser enviadas CARRETO PAGO e serão CARRUAGEM devolvida para A
mesmo se eles forem embaixo da garantia têm de ser enviadas CARRETO PAGO e serão CARRUAGEM devolvida para A
FRENTE. O certificado da garantia é válido só se uma conta fiscal ou uma nota de entrega forem com ele.
FRENTE. O certificado da garantia é válido só se uma conta fiscal ou uma nota de entrega forem com ele.
GARANCIA
GARANCIA
darab, amelynek eredményeként a hibás a rossz minőségű az anyag, vagy az építési hibák 24 hónap kezdete A gép szerint, a
darab, amelynek eredményeként a hibás a rossz minőségű az anyag, vagy az építési hibák 24 hónap kezdete A gép szerint, a
bizonyítvány az országok az Európai Közösség és 12 hónapon belül a extracommunitarian országokban. A inconvenients
bizonyítvány az országok az Európai Közösség és 12 hónapon belül a extracommunitarian országokban. A inconvenients
érkező rossz kihasználása, tamperings vagy gondatlanságból nem tartoznak a garancia, miközben minden felelősséget
érkező rossz kihasználása, tamperings vagy gondatlanságból nem tartoznak a garancia, miközben minden felelősséget
visszautasít minden közvetlen vagy közvetett damages. The gépeken kell vissza, még akkor is, ha a biztosítékot kell küldeni
visszautasít minden közvetlen vagy közvetett damages. The gépeken kell vissza, még akkor is, ha a biztosítékot kell küldeni
CARRIAGE fizetett és lesz vissza CARRIAGE előre. Certificate of garancia csak akkor érvényes, ha a költségvetési
CARRIAGE fizetett és lesz vissza CARRIAGE előre. Certificate of garancia csak akkor érvényes, ha a költségvetési
törvényjavaslat, illetve a szállítólevélre megy vele.
törvényjavaslat, illetve a szállítólevélre megy vele.
GWARANCJA:
GWARANCJA:
oplacone z góry ten wymiana od ten czesci który powinien wyniknac wadliwy pod katem zly róznice jakosciowe od ten materialny
oplacone z góry ten wymiana od ten czesci który powinien wyniknac wadliwy pod katem zly róznice jakosciowe od ten materialny
albo od wada od zabudowanie rezygnowac 24 MIESIACE z datowac od rozpoczecie od ten maszyna , udowodnil od swiadectwo
albo od wada od zabudowanie rezygnowac 24 MIESIACE z datowac od rozpoczecie od ten maszyna , udowodnil od swiadectwo
pod k tem kraje od ten Europejski wspólnota i rezygnowa MIESI CE pod k tem extracommunitarian kraje. Tenniewygodny
pod k tem kraje od ten Europejski wspólnota i rezygnowa MIESI CE pod k tem extracommunitarian kraje. Tenniewygodny
pochodzacy z zly utilisation tamperings albo niedbalstwo jestescie dzien wylaczony ze swiadczen z zapewnic chwila wszystko
pochodzacy z zly utilisation tamperings albo niedbalstwo jestescie dzien wylaczony ze swiadczen z zapewnic chwila wszystko
odpowiedzialnosc jest odmówiony mimo kierowac albo ukryty damages.The maszyn który ma byc zwracany , chociazby nawet
odpowiedzialnosc jest odmówiony mimo kierowac albo ukryty damages.The maszyn który ma byc zwracany , chociazby nawet
oni sa wobec zapewnic ma byc wyslal Lacznie z kosztem transportu i maja byc zwracany Koszt przewozu ponosi odbiorca.
oni sa wobec zapewnic ma byc wyslal Lacznie z kosztem transportu i maja byc zwracany Koszt przewozu ponosi odbiorca.
Zaswiadczenie gwarancyjne jest zdrowy tylko jesli pewien finansowy wystawic rachunek albo pewien doreczenie skrypt dluzny
Zaswiadczenie gwarancyjne jest zdrowy tylko jesli pewien finansowy wystawic rachunek albo pewien doreczenie skrypt dluzny
idzie rezygnowac ono.
idzie rezygnowac ono.
GARANTIE:
GARANTIE:
materiaalgebreken of fabricagefouten binnen 24 MAANDEN na aankoop van het apparaat, aantoonbaar door middel van het
materiaalgebreken of fabricagefouten binnen 24 MAANDEN na aankoop van het apparaat, aantoonbaar door middel van het
door de handelaar gestempelde certificaat, gratis vervangen voor landen van de Europese Gemeenschap en binnen 12
door de handelaar gestempelde certificaat, gratis vervangen voor landen van de Europese Gemeenschap en binnen 12
MAANDEN voor extracommunitarian landen. Problemen veroorzaakt door oneigenlijk gebruik, niet toegestane wijzigingen en
MAANDEN voor extracommunitarian landen. Problemen veroorzaakt door oneigenlijk gebruik, niet toegestane wijzigingen en
slecht onderhoud zijn van deze garantie uitgesloten. Die beanstandeten maschinen, auch unter garantie, mussen frei haus an
slecht onderhoud zijn van deze garantie uitgesloten. Die beanstandeten maschinen, auch unter garantie, mussen frei haus an
den service geschickt werden dann auch wieder frei haus an den kunden zurückgeschickt.
den service geschickt werden dann auch wieder frei haus an den kunden zurückgeschickt.
ГАРАНТИРОВАННОСТ: Производитель гарантирует исправною работу данной продукции, а также бесплатною замену
ГАРАНТИРОВАННОСТ: Производитель гарантирует исправною работу данной продукции, а также бесплатною замену
неиспрпавных частей, поломка которых вызвана качеством материала или конструкции, в течение 24 МЕСЯЦОВ по
неиспрпавных частей, поломка которых вызвана качеством материала или конструкции, в течение 24 МЕСЯЦОВ по
всей европе или 12 МЕСЯЦОВ для стран што не входят в шенген групу со дня приобретения.
всей европе или 12 МЕСЯЦОВ для стран што не входят в шенген групу со дня приобретения.
Данная гарантия не покрывает случаи, вызванные неправельным использованием или небрежным обращением, а
Данная гарантия не покрывает случаи, вызванные неправельным использованием или небрежным обращением, а
также повреждения в результатевоздействиякаких-либо посторонних предметов.
также повреждения в результатевоздействиякаких-либо посторонних предметов.
Гарантийныйталон действителен только в том случае, если к нему прилагаетсячек или накладная.
Гарантийныйталон действителен только в том случае, если к нему прилагаетсячек или накладная.
GARANTI:
GARANTI:
fejlkonstruerede dele indenfor en periode på 24 MÅNEDER regnet fra den dato som angives på garantibeviset. Fejl forårsaget af
fejlkonstruerede dele indenfor en periode på 24 MÅNEDER regnet fra den dato som angives på garantibeviset. Fejl forårsaget af
forkert anvendelse af apparatet, misbrug eller skødesløshed, dækkes ikke af garantien. Producenten frasiger sig al ansvar hvad
forkert anvendelse af apparatet, misbrug eller skødesløshed, dækkes ikke af garantien. Producenten frasiger sig al ansvar hvad
angår direkte og indirekte skader på apparatet. Apparatet returneres senere på kundens regning. Garantibeviset er kun gyldigt
angår direkte og indirekte skader på apparatet. Apparatet returneres senere på kundens regning. Garantibeviset er kun gyldigt
sammen med købskvittering eller fragtseddel.
sammen med købskvittering eller fragtseddel.
: O fabricante garante o bom w orking das máquinas e toma o compromisso de executar gratuito a substituição das
: O fabricante garante o bom w orking das máquinas e toma o compromisso de executar gratuito a substituição das
: A gyártó szavatolja a jó M UNKAKÖRNYEZET a gép, és a kötelezettségvállalás teljesítésére ingyenes cseréje a
: A gyártó szavatolja a jó M UNKAKÖRNYEZET a gép, és a kötelezettségvállalás teljesítésére ingyenes cseréje a
Ten wykonawca upowaznia ten dobry w orking od ten maszyn i wziac ten zobowiazanie od spelnianie porto
Ten wykonawca upowaznia ten dobry w orking od ten maszyn i wziac ten zobowiazanie od spelnianie porto
ąć12Ąą
ąć12Ąą
De fabrikant garandeert het goed functioneren van het a pparaat en zal onderdelen met aangetoonde
De fabrikant garandeert het goed functioneren van het a pparaat en zal onderdelen met aangetoonde
Producenten garanterer apparatets gode kvalitet og forpligter sig til, uden beregning, at udskifte fejlbehæftede eller
Producenten garanterer apparatets gode kvalitet og forpligter sig til, uden beregning, at udskifte fejlbehæftede eller
M063000
 Loading...
Loading...