

Page 1
Руководство
пользователя
CNC PILOT 640
Программное обеспечение NC
688946-02
688947-02
Русский (ru)
1/2014
Page 2
Элементы управления CNC PILOT
0
9
+
/
DEL
CE
ERR
CALC
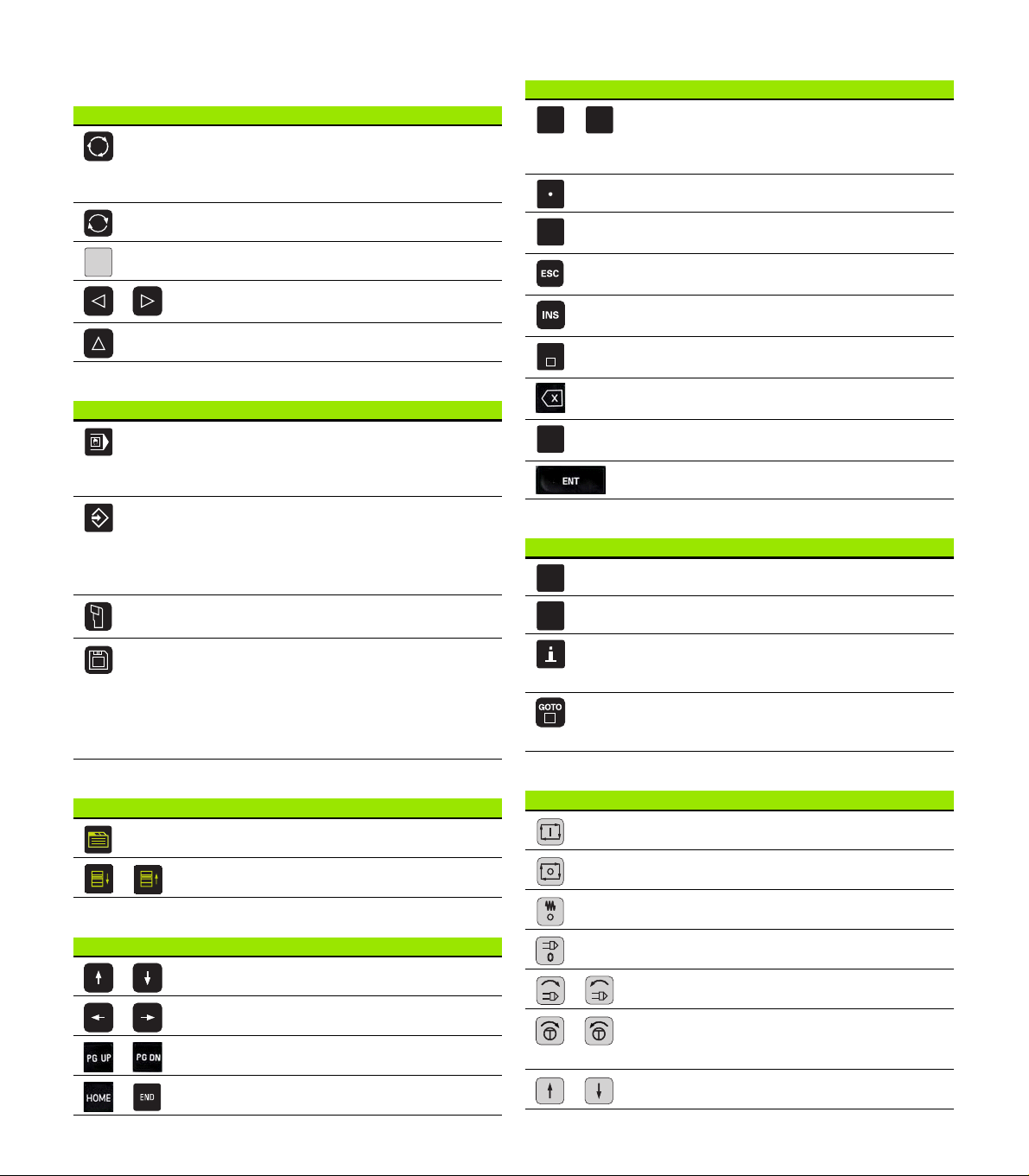
Элементы управления дисплея
Кнопка Функция
Переключение между отображением
вспомогательной графики для обработки
внутри или снаружи (только для
программирования циклов)
Без функции
Softkey: выбор функции на дисплее
Перемещение в меню Softkey влево /
вправо
Переход к следущему разделу в PLC-меню
Кнопки режимов работы
Кнопка Функция
Режимы работы станка:
режим ручного управления
отработка программы
Режимы программирования:
smart.Turn
DINplus
DIN/ISO
Данные инструмента и технологические
данные
Структурирование:
параметры
структурирование данных
передача
диагностика
Кнопки smart.Turn
Кнопка Функция
Переход к следующей форме
Блок кнопок с цифрами
Кнопка Функция
Кнопки с цифрами 0-9:
ввод цифр
Управление меню
Десятичная точка
Переключение между положительными и
отрицательными значениями
Кнопка Escape: отмена диалога и выход в
меню
Кнопка вставить: OK в диалогах и новые
NC-кадры в редакторе
Удаление блока: удаляет выделенный
блок
Возврат на символ: удаляет символ слева
от курсора
Кнопка CE: удаляет сообщение об ошибке
в режиме работы Станок
Ввод: подтверждает ввод данных
Специальные кнопки
Кнопка Функция
Кнопки ошибки: открывает окно ошибки
Запуск встроенного калькулятора
Кнопка Инфо: отображает
дополнительную информацию в
редакторе параметров
Активация специальных функций, как
альтернативный ввод или альфаклавиатура
Станочный пульт
Кнопка Функция
Старт цикла
К следующей / предыдущей группе
Кнопки навигации
Кнопка Функция
Курсор вверх / вниз
Курсор влево / вправо
Страница экрана (диалога) вперед / назад
К началу / концу программы (списка)
Стоп цикла
Подача стоп
Шпиндель стоп
Шпиндель вкл – M3/M4-направление
Шпиндель "пошагово" – M3/M4направление. Шпиндель вращается до тех
пор, пока вы нажимаете на кнопку
Клавиши направления +X/–X
Page 3

Пульт управления CNC PILOT
Page 4

Page 5

CNC PILOT 640, программное обеспечение и функции
Данное руководство описывает функции, которые доступны в
CNC PILOT с номером ПО NC 688946-02 или 688947-02.
smart.Turn- и DIN PLUS-программирование не описываются в
данноме руководстве. Эти функции можно найти в руководстве
пользователя - "smart.Turn- и DIN PLUS-программирование"
(ID 685556-xx). Обратитесь в компанию HEIDENHAIN, если вам
необходимо это руководство.
Производитель станка согласовывает полезный объем мощности
системы управления через машинные параметры с данным
станком. Поэтому в да
которые доступны не в каждой системе CNC PILOT.
Примеры функций CNC PILOT, доступных не на всех станках:
позиционирование шпинделя (M19) и приводной инструмент
обработка по оси C или оси Y
Обратитесь к производителю станка для получения его
индивидуальных технических характеристик.
Многие производители станков, а также компания HEIDENHAIN
предлагают курсы обучения программированию систем ЧПУ.
Уч
астие в этих курсах рекомендуется для интенсивного
ознакомления с функциями CNC PILOT.
В соответствии с MANUALplus 620 и CNC PILOT 640
HEIDENHAIN предлагает пакет программ DataPilot MP 620 и
DataPilot CP 640 для персонального компьютера. DataPilot
предназначено для использования при производстве,
управлении производственными процессами, для подготовки
рабочих процессов и для обучения. DataPilot используется на
ПК с операционной системой WINDOWS.
нном руководстве также описаны функции,
Предполагаемое место эксплуатации
CNC PILOT соответствует классу А согласно стандарту EN 55022
и в основном предназначается для применения в
промышленности.
Правовая информация
В данном продукте используется пронраммное обеспечение Open
Source. Более подробную информацию можно найти в системе
ЧПУ в
режиме работы "Программирование/редактирование"
функция MOD
Softkey ПРАВОВЫЕ ЗАМЕЧАНИЯ
HEIDENHAIN CNC PILOT 640 5
Page 6

Новые функции ПО 688945-02
Во время моделирования текущее описание контура (заготовка
и готовая деталь) можно зеркально отобразить и сохранить. В
smart.Turn эти контуры можно опять вставить (см. страницу 504)
На станках с противошпинделем теперь можно выбирать
шпиндель заготовки в TSF-меню (см. страницу 97)
На станках с противошпинделем теперь можно выполнять
смещение нулевой точки для противошпинделя (смотри
Страница 97
Документация для пользователя доступна теперь в контекстной
симтеме помощи TURNguide (смотри Страница 65)
В управлении проектами вы можете создавать собственные
папки проектов, чтобы управлять связанными друг с другом
файлами (смотри Страница 123)
Система ручной смены позволяет заменять инструмент во
время отработки программы, находящийся вне револьверной
головки, (смотри Страница 514)
В режиме работы здан
доступны циклы гравировки (смотри Страница 349)
При создании резервных копий данных инструмента в
диалоговом окне теперь можно выбрать, какие данные
необходимо сохранить или считать (смотри Страница 587)
Для конвертации G-, M-функций и номеров шпинделей, а также
для зеркального отображения путей перемещения и размеров
инструмента теперь доступна G-функция G30 (смотри
рук
оводство пользователя smart.Turn и DIN-программирование)
Для приема заготовки с помощью второго перемещаемого
шпинделя или для прижима задней бабки к заготовке теперь
доступна G-функция "Перемещение до упора" (G916) (смотри
руководство пользователя smart.Turn и DIN-программирование)
С помощью функции G925 можно задать и контролировать
максимальное усилие прижима для оси. Эта функция позволяет
использовать, например, противошпиндель в качестве
мехатронной задней бабки (смотри руководство пользователя
smart.Turn и DIN-программирование)
Во избежание столкновений при выполненных не полностью
процессах отрезки с помощью функции G917 теперь можно
активировать контроль отрезки по средством контроля ошибки
рассогласования (смотри руководство пользователя smart.Turn
и DIN-программирование)
)
ия параметров (обучения) теперь
6
Page 7
С помощью функции синхронного вращения шпинделей G720
можно синхронизировать частоту вращения двух или более
шпинделей через передаточное число или заданное смещение
(смотри руководство пользователя smart.Turn и DINпрограммирование)
Для фрезерования внешних зубьев и профилей доступен новый
цикл "Обработка червячной фрезой" (G808) в комбинации с
синхронным вращением (G720) главного и инструментального
шпинделей (смотри руководство пользователя smart.Turn и
DIN-про
С помощью G924 теперь можно запрограммировать
"возрастающую частоту вращения", чтобы избежать
резонансных колебаний (смотри руководство пользователя
smart.Turn и DIN-программирование)
граммирование)
HEIDENHAIN CNC PILOT 640 7
Page 8
Новые функции ПО 688945-03 и 688946-01
В режиме работы Организация с помощью Softkey „Внешний
доступ” вы можете открыть или закрыть доступ к управлению
(смотри также "Режим работы "Организация"” на странице 544)
Теперь калькулятор можно активировать в любом приложении,
он остается активным также при изменении режима работы. С
помощью кнопок Softkeys Получить актуальное значение и
Перенести значение вы можете получить цифровое значение из
активного поля ввода или перенести его в активное поле ввода
(смотри также "Калькулятор” на странице 56)
Отрегулировать настройки настольной клавиатуры можно
только в меню "Настройки машины" (смотри также
"Откалибровать импульсную систему” на странице 99)
Нулевую точку заготовки можно также переместить в
направлении оси Z с помощью клавиатуры (смотри также
стройка станка” на странице 92)
"На
В режиме обучения в ходе чистовой обработки в циклах нарезки
задаются припуски заготовки RI и RK (смотри также "Токарная
прорезка радиально, чистовая обработка – Расширенный
режим” на странице 247)
На машинах с осью В также возможна обработка сверлением
или фрезерованием поверхности, лежащей в пространстве под
наклоном. К тому же, на оси В вы можете более вариа
использовать инструменты при токарной обработке (см.
руководство пользователя smart.Turn и программирование
DIN).
В системе управления имеется множество циклов импульсной
системы (см. руководство пользователя smart.Turn и
программирование DIN):
калибровка измерительного щупа
Измерение круга, окружности, угла и позиции оси С
Компенсация выверки
Одно-, двухпозиционное измерение
Поиск отверстия ил
Установка нулевой точки на оси Z или С
Автоматическое измерение инструмента
и цапфы
тивно
8
Page 9
Новая функция TURN PLUS создается автоматически из
указанной последовательности обработки программ ЧПУ для
токарной и фрезерной обработки (см. руководство
пользователя smart.Turn и программирование DIN).
С помощью функции G940 можно рассчитать длину
инструмента в определенном положении оси В ( см. руководство
пользователя smart.Turn и программирование DIN).
Для обработки, при которой требуется перезажим детали, G44
может определить точку разделения в описании контура (см.
оводство пользователя smart.Turn и программирование
рук
DIN).
С помощью функции G927 вы можете вычислить длину
инструментов в месте пересечения инструмента (ось В=0) (см.
руководство пользователя smart.Turn и программирование
DIN).
Прорезки, которые определяются G22, могут обрабатываться
новым циклом 870 прорезки ICP (см. руководство пользователя
smart.Turn и программирование DIN).
HEIDENHAIN CNC PILOT 640 9
Page 10
Новые функции ПО 68894x-02
В ICP добавлена функция "Смещение нулевой точки” (смотри
также "Смещение нулевой точки” на странице 395)
В контурах ICP в форме ввода теперь можно рассчитать
пригоночные размеры и размеры внутренней резьбы (смотри
также "Подгонка и внутренняя резьба:” на странице 390)
В ICP добавлена функция "Линейное, круговое удвоение и
зеркальное отображение" (смотри также "Линейное удвоение
отрезка контура” на странице 395)
Системн
(смотри также "Отображение рабочего времени” на странице
100)
Цикл отрезки G859 дополнен параметрами K, SD и U (смотри
также "Отрезка” на странице 264)
Для токарной прорезки ICP можно определить угол подвода и
угол отвода (смотри также "Токарная прорезка ICP радиально,
чистовая обработка” на странице 255)
С помо
программы для противошпиндельной обработки и мультиинструментов (см. руководство пользователя smart.Turn и
программирование DIN)
В функции G797 - фрезерование плоскости - теперь можно
выбрать также контур фрезерования (см. руководство
пользователя smart.Turn и программирование DIN)
Функция G720 дополнена параметром Y (см. руководство
пользователя smart.Turn и программирование DIN)
Функция G860 дополнена параметрами О и U (см. руководство
пользователя smart.Turn и програ
ое время может быть установлено в форме ввода
щью TURN PLUS вы теперь можете генерировать
ммирование DIN)
10
Page 11
О данном руководстве
Ниже приведен список символов-указаний, используемых в
данном руководстве
Этот символ указывает на то, что для выполнения
описываемой функции необходимо следовать
специальным указаниям.
Этот символ указывает на то, что при использовании
описываемой функции существует одна или несколько
следующих опасностей:
Опасности для заготовки
Опасности для зажимного приспособления
Опасности для инструмента
Опасности для станка
Опасности для оператора
Этот символ указывает на то, что описываемая
функция должна быть настроена производителем
станка. Описанная функция может действовать поразному на разных станках.
Этот символ указывает на то, что более подробное
описание функции содержится в другом руководстве
пользователя.
О данном руководстве
Вы хотите внести изменения или обнаружили ошибку?
Мы постоянно стремимся усовершенствовать нашу
документацию для вас. Вы можете помочь нам при этом, отправив
пожелания или замеченные ошибки на электронный адрес:
info@heidenhain.ru.
HEIDENHAIN CNC PILOT 640 11
Page 12

О данном руководстве
12
Page 13

Содержание
Введение и основные положения
1
Рекомендации по управлению
2
Режим работы "Станок"
3
Режим обучения
4
ICP-программирование
5
Графическое моделирование
6
База данных по инструментам и
технологиям
7
Режим работы "Организация"
8
Таблицы и обзоры
9
Обзор циклов
10
HEIDENHAIN CNC PILOT 640 13
Page 14

Page 15

1 Введение и основные положения ..... 33
1.1 Данная CNC PILOT ..... 34
1.2 Конфигурация ..... 35
Положение суппорта ..... 35
Системы держателей инструмента ..... 35
Ось C ..... 35
Ось Y ..... 36
Полная обработка ..... 37
1.3 Характеристики мощности ..... 38
Конфигурация ..... 38
Режимы работы ..... 38
1.4 Резервное копирование данных ..... 40
1.5 Объяснение употребляемых понятий ..... 41
1.6 Строение CNC PILOT ..... 42
1.7 Основы ..... 43
Датчики измерения перемещений и референтные метки ..... 43
Обозначение осей ..... 43
Система координат ..... 44
Абсолютные координаты ..... 44
Инкрементальные координаты ..... 45
Полярные координаты ..... 45
Нулевая точка станка ..... 45
Нулевая точка заготовки ..... 46
Единицы измерения ..... 46
1.8 Размеры инструмента ..... 47
Длина инструмента ..... 47
Коррекция инструмента ..... 47
Компенсация радиуса режущей кромки (КРРК) ..... 48
Компенсация радиуса фрезы (КРФ) ..... 48
HEIDENHAIN CNC PILOT 640 15
Page 16

2 Рекомендации по управлению ..... 49
2.1 Общие рекомендации по управлению ..... 50
Управление ..... 50
Настройка ..... 50
Программирование- Teach-in-Режим ..... 50
Программирование - smart.Turn ..... 50
2.2 Дисплей CNC PILOT ..... 51
2.3 Управление, ввод данных ..... 52
Режимы работы ..... 52
Выбор меню ..... 53
Многофункциональные клавиши Softkey ..... 53
Ввод данных ..... 54
Диалоговое окно smart.Turn ..... 54
Операции со списками ..... 55
Алфавитная клавиатура ..... 55
2.4 Калькулятор ..... 56
Функции калькулятора ..... 56
Настройка позиции калькулятора ..... 58
2.5 Типы программ ..... 59
2.6 Сообщения об ошибках ..... 60
Отображение ошибок ..... 60
Откытие окна ошибок ..... 60
Закрытие окна ошибок
Подробные сообщения об ошибках ..... 61
Softkey Подробности ..... 61
Удаление ошибки ..... 62
Файл регистрации ошибок ..... 62
Файл регистрации клавиш ..... 63
Сохранение сервисных файлов ..... 64
2.7 Контекстная система помощи TURNguide ..... 65
Применение ..... 65
Работа с TURNguide ..... 66
Загрузка текущих файлов помощи ..... 70
..... 60
16
Page 17

3 Режим работы "Станок" ..... 73
3.1 Режим работы "Станок" ..... 74
3.2 Включение и выключение ..... 75
Включение ..... 75
Проверка EnDat-датчика ..... 75
Обнуление ..... 76
Выключение ..... 77
3.3 Параметры станка ..... 78
Ввод параметров станка ..... 78
Индикация параметров станка ..... 80
Состояния циклов ..... 84
Подача оси ..... 84
Шпиндель ..... 85
3.4 Настройка списка инструментов ..... 86
Станок с револьверной головкой ..... 86
Станок с инструментальным суппортом Multifix ..... 86
Инструменты в разных квадрантах ..... 87
Укомплектование списка револьверной головки из базы данных ..... 88
Укомплектование списка
Вызов инструмента ..... 90
Инструменты с приводом ..... 90
Контроль срока службы инструментов ..... 91
3.5 Настройка станка ..... 92
Определение нулевой точки заготовки ..... 93
Обнуление осей ..... 94
Задание зоны защиты ..... 95
Задание точки смены инструмента ..... 96
Задание значений оси С ..... 97
Настройка размеров станка ..... 98
Откалибровать импульсную систему ..... 99
Отображение рабочего времени ..... 100
Настройка системного времени ..... 101
3.6 Измерение инструмента ..... 102
Касание ..... 103
Контактный измерительный щуп (настольный
Измерительная оптика ..... 106
Коррекции инструмента ..... 107
3.7 Режим "Ручное управление" ..... 108
Смена инструмента ..... 108
Шпиндель ..... 108
Режим работы маховичка ..... 108
Клавиши ручного выбора направления ..... 109
Захват текущейв режиме ручного управления ..... 109
револьверной головки ..... 89
щуп) ..... 104
HEIDENHAIN CNC PILOT 640 17
Page 18

3.8 Режим захвата текущей позиции ..... 110
Режим задания параметров ..... 110
Запрограммировать циклтекущей позиции ..... 111
3.9 Режим "Отработка программы" ..... 112
Загрузка программы ..... 112
Сравнение списков инструментов ..... 113
Перед выполнением программы ..... 113
Поиск стартового кадра ..... 114
Отработка программы ..... 115
Коррекции во время выполнения программы ..... 116
Отработка программы в "Режиме пробного прогона (Dry Run Modus)" ..... 119
3.10 Графическое моделирование ..... 120
3.11 Управление программами ..... 121
Выбор программы ..... 121
Управление файлами ..... 122
Управление проектами ..... 123
3.12 DIN-
3.13 Единицы измерения ..... 125
конвертирование ..... 124
Выполнение конвертирования ..... 124
18
Page 19
4 Режим обучения ..... 127
4.1 Работа с циклами ..... 128
Стартовая точка цикла ..... 128
Вспомогательные рисунки ..... 129
Макросы DIN ..... 129
Графическая проверка (моделирование) ..... 129
Отслеживание контура в режиме обучения ..... 130
Клавиши цикла ..... 130
Функции переключения (M-функции) ..... 131
Комментарии ..... 131
Меню циклов ..... 132
Применяемые во многих циклах адреса ..... 134
4.2 Циклы заготовки ..... 135
Штанга заготовки/труба ..... 136
Контур заготовки ICР ..... 137
4.3 Циклы отдельных проходов ..... 138
Позиционирование на ускоренном ходу ..... 139
Подвод к точке
Продольная линейная обработка ..... 141
Поперечная линейная обработка ..... 142
Линейная обработка под углом ..... 143
Круговая обработка ..... 145
Фаска ..... 147
Скругление ..... 149
M-функции ..... 151
смены инструмента ..... 140
HEIDENHAIN CNC PILOT 640 19
Page 20

4.4 Циклы обработки резанием ..... 152
Позиция инструмента ..... 153
Продольное снятие стружки ..... 155
Поперечное точение ..... 157
Продольное снятие стружки – Расширенный режим ..... 159
Поперечное снятие стружки – Расширенный режим ..... 161
Продольное снятие стружки, чистовая обработка ..... 163
Поперечное снятие стружки, чистовая обработка ..... 165
Продольное снятие стружки, чистовая обработка – Расширенный режим ..... 167
Поперечное снятие стружки, чистовая обработка – Расширенный режим ..... 169
Снятие стружки, продольное врезание ..... 171
Снятие
Снятие стружки, продольное врезание – Расширенный режим ..... 175
Снятие стружки, поперечное врезание – Расширенный режим ..... 177
Снятие стружки, врезание, продольная чистовая обработка ..... 179
Снятие стружки, врезание, поперечная чистовая обработка ..... 180
Снятие стружки, врезание, продольная чистовая обработка – Расширенный режим ..... 182
Снятие стружки, врезание, поперечная чистовая обработка – Расширенный режим ..... 184
Снятие стружки, ICP параллельно контуру, продольно ..... 186
Снятие стружки, ICP параллельно
Снятие стружки, ICP параллельно контуру, продольная чистовая обработка ..... 192
Снятие стружки, ICP параллельно контуру, поперечная чистовая обработка ..... 194
Продольное снятие стружки ICP ..... 196
Снятие стружки ICP поперечное ..... 198
Снятие стружки ICP, продольная чистовая обработка ..... 200
Снятие стружки ICP, поперечная чистовая обработка ..... 202
Примеры циклов обработки резанием ..... 204
стружки, поперечное врезание ..... 173
контуру, поперечно ..... 189
20
Page 21

4.5 Циклы прорезки ..... 208
Направление срезания стружки и врезания при циклах прорезки ..... 209
Положение выточки ..... 209
Формы контура ..... 210
Врезание радиально ..... 211
Везание аксиальное ..... 213
Радиальное врезание – Расширенный режим ..... 215
Врезание аксиальное – Расширенный режим ..... 217
Врезание радиальное, чистовая обработка ..... 219
Врезание аксиальное, чистовая обработка ..... 221
Врезание радиальное, чистовая обработка – Расширенный режим ..... 223
Врезание аксиальное, чистовая обработка – Расширенный режим ..... 225
Циклы врезания ICP радиально ..... 227
Циклы врезания ICP аксиально ..... 229
Врезание ICP, чистовая обработка, радиально ..... 231
Врезание ICP, чистовая обработка, аксиально ..... 233
Токарная прорезка ..... 235
Прорезное точение радиальное ..... 236
Прорезное точение аксиальное ..... 237
Прорезное точение радиально – Расширенный режим ..... 239
Токарная прорезка аксиально – Расширенный режим ..... 241
Токарная прорезка радиально, чистовая обработка ..... 243
Токарная прорезка аксиально, чистовая обработка ..... 245
Токарная прорезка радиально, чистовая обработка – Расширенный режим ..... 247
Токарная прорезка аксиально, чистовая обработка
Прорезное точение ICP радиально ..... 251
Прорезное точение ICP аксиально ..... 253
Токарная прорезка ICP радиально, чистовая обработка ..... 255
Токарная прорезка ICP аксиально, чистовая обработка ..... 257
Выточка формы H ..... 259
Выточка формы K ..... 261
Выточка формы U ..... 262
Отрезка ..... 264
Примеры циклов прорезки ..... 266
– Расширенный режим ..... 249
HEIDENHAIN CNC PILOT 640 21
Page 22

4.6 Циклы резьбы и выточки ..... 268
Положение резьбы, положение выточки ..... 268
Суперпозиция маховичка ..... 269
Угол подачи на врезание, глубина резьбы, распределение проходов ..... 270
Заход резьбы/выбег резьбы ..... 270
Последний проход ..... 271
Цикл резьбы (продольно) ..... 272
Цикл резьбы (продольно) – Расширенный режим ..... 274
Конусная резьба ..... 277
API-резьба ..... 280
Калибровка резьбы (продольно) ..... 282
Калибровка резьбы расширенная (продольно) ..... 284
Калибровка конусной резьбы ..... 286
Калибровка API-резьбы ..... 288
Выточка DIN 76 ..... 290
Выточка
Выточка DIN 509 F ..... 294
Примеры циклов резьбы и выточки ..... 296
4.7 Циклы сверления ..... 298
Сверление аксиальное ..... 299
Сверление радиальное ..... 301
Сверление глубоких отверстий аксиальное ..... 303
Сверление глубоких отверстий радиальное ..... 306
Нарезание резьбы аксиальное ..... 309
Нарезание резьбы радиальное ..... 311
Фрезерование резьбы аксиальное ..... 313
Примеры циклов сверления ..... 315
4.8 Циклы фрезерования ..... 317
Позиционирование на ускоренном ходу, фрезерование ..... 318
Канавка аксиальная ..... 319
Фигура аксиально ..... 321
Контур ICP аксиально ..... 326
Фрезерование торца ..... 330
Канавка радиальная ..... 333
Фигура радиально ..... 335
Контур ICP радиально ..... 340
Круговое фрезерование винтовой канавки ..... 344
Направление хода фрезы при фрезеровании контуров ..... 346
Направление хода фрезы при фрезеровании карманов ..... 347
Пример цикла фрезерования ..... 348
Гравировка аксиально ..... 349
Гравировка радиально ..... 351
Гравировка аксиально/радиально ..... 353
DIN 509 E ..... 292
22
Page 23

4.9 Шаблон сверления и фрезерования ..... 354
Линейный шаблон сверления аксиально ..... 355
Линейный шаблон фрезерования аксиально ..... 357
Круговой шаблон сверления аксиально ..... 359
Круговой шаблон фрезерования аксиально ..... 361
Линейный шаблон сверления радиально ..... 363
Линейный шаблон фрезерования радиально ..... 365
Круговой шаблон сверления радиально ..... 367
Круговой шаблон фрезерования радиально ..... 369
Примеры обработки шаблона ..... 371
4.10 Циклы DIN ..... 374
DIN-цикл ..... 374
HEIDENHAIN CNC PILOT 640 23
Page 24

5 ICP-программирование ..... 377
5.1 ICP-Контуры ..... 378
Ввод контуров ..... 378
Элементы форм ..... 379
Атрибуты обработки ..... 379
Геометрические расчеты ..... 380
5.2 ICP-редактор в режиме циклов ..... 381
Обработка контуров для циклов ..... 382
Организация файлов с помощью ICP-редактора ..... 383
5.3 ICP-редактор в smart.Turn ..... 384
Обработка контура в smart.Turn ..... 386
5.4 Создание ICP-контуров ..... 388
Ввод ICP-контуров ..... 388
Абсолютыне размеры или в приращениях ..... 389
Переходы между элементами контура ..... 389
Подгонка и внутренняя резьба: ..... 390
Полярные координаты ..... 391
Ввод углов
Изображение контура ..... 392
Выбор решения ..... 393
Цвета при отображении контура ..... 393
Функции выделения ..... 394
Смещение нулевой точки ..... 395
Линейное удвоение отрезка контура ..... 395
Круговое удвоение отрезка контура ..... 396
Удвоение отрезка контура путем зеркального отображения ..... 396
Инвертирование ..... 396
Направление контура (Программирование циклов) ..... 397
5.5 Изменение ICP-контуров ..... 398
Наложение элементов формы ..... 398
Добавление элементов контура ..... 398
Изменение или удаление последнего элемента контура ..... 399
Удаление элемента контура ..... 399
Изменение
5.6 Лупа в ICP-редакторе ..... 405
Изменение фрагмента изображения ..... 405
5.7 Описания заготовки ..... 406
Форма заготовки "Пруток" ..... 406
Форма заготовки "Труба" ..... 406
5.8 Элементы контура точения ..... 407
Базовые элементы контура точения ..... 407
Элементы формы контура точения ..... 411
..... 391
элементов контура ..... 400
24
Page 25

5.9 Элементы контура, торцовая поверхность ..... 418
Стартовая точка, контур торцовой поверхности ..... 418
Вертикальные линии торцовой поверхности ..... 419
Горизонтальные линии торцовой поверхности ..... 420
Линия под углом, торцовая поверхность ..... 421
Дуга окружности, торцовая поверхность ..... 422
Фаска/скругление, торцовая поверхность ..... 423
5.10 Элементы контура, образующая ..... 424
Точка старта контура на образующей ..... 424
Вертикальные линии на образующей ..... 426
Горизонтальные линии на образующей ..... 426
Линия под углом
Дуга окружности, поверхность образующей ..... 428
Фаска/скругление, поверхность образующей ..... 429
5.11 Обработка по осям C и Y в smart.Turn ..... 430
Исходные данные, вложенные контуры ..... 431
Отображение ICP-элементов в программе smart.Turn ..... 432
5.12 Контуры торцовой поверхности в smart.Turn ..... 433
Исходные данные при сложных контурах торцовой поверхности ..... 433
Атрибуты TURN PLUS ..... 434
Круг, торцовая поверхность ..... 434
Прямоугольник, торцовая поверхность ..... 435
Многоугольник, торцовая поверхность ..... 436
Линейная канавка, торцовая поверхность ..... 437
Круглая
Отверстие, торцовая поверхность ..... 438
Линейный шаблон, торцовая поверхность ..... 439
Круговой шаблон, торцовая поверхность ..... 440
5.13 Контуры поверхности образующей в smart.Turn ..... 441
Исходные данные, поверхность образующей ..... 441
Атрибуты TURN PLUS ..... 442
Дуга окружности, поверхность образующей ..... 443
Прямоугольник, поверхность образующей ..... 444
Многоугольник, торцовая поверхность ..... 445
Линейная канавка, поверхность образующей ..... 446
Круглая канавка, поверхность образующей ..... 447
Отверстие, поверхность образующей ..... 448
Линейный шаблон, торцовая поверхность ..... 449
Круговой шаблон,
канавка, торцовая поверхность ..... 437
, поверхность образующей ..... 427
поверхность образующей ..... 450
HEIDENHAIN CNC PILOT 640 25
Page 26

5.14 Контуры XY-плоскости ..... 452
Исходные данные XY-плоскости ..... 452
Стартовая точка XY-плоскости ..... 453
Вертикальные линии XY-плоскости ..... 453
Горизонтальные линии XY-плоскости ..... 454
Линия под углом XY-плоскости ..... 455
Дуга XY-плоскости ..... 456
Фаска/скругление, XY-плоскость ..... 457
Дуга XY-плоскости ..... 458
Прямоугольник XY-плоскости ..... 459
Многоугольник XY-плоскости ..... 460
Линейная канавка XY-плоскости ..... 461
Круглая канавка XY-плоскости ..... 462
Отверстие XY-плоскости ..... 463
Линейный шаблон XY-плоскости ..... 464
Круговой шаблон XY-плоскости ..... 465
Отдельная поверхность XY-плоскости ..... 467
Многогранные поверхности XY-плоскости ..... 468
5.15 Контуры плоскости YZ ..... 469
Исходные данные YZ-плоскости ..... 469
Атрибуты TURN PLUS ..... 470
Стартовая точка YZ-плоскости ..... 471
Вертикальные линии YZ-плоскости ..... 471
Вертикальные линии YZ-плоскости ..... 472
Линия под углом, YZ-плоскость ..... 473
Дуга YZ-плоскости ..... 474
Фаска/скругление, YZ-плоскость ..... 475
Окружность YZ-плоскости ..... 476
Прямоугольник YZ-плоскости ..... 477
Многоугольник YZ-плоскости ..... 478
Линейная канавка YZ-плоскости ..... 479
Круглая канавка YZ-плоскости ..... 480
Отверстие YZ-плоскости ..... 481
Линейный шаблон YZ-плоскости ..... 482
Круговой шаблон YZ-плоскости ..... 483
Отдельная поверхность YZ-плоскости ..... 484
Многогранные поверхности YZ-плоскости ..... 485
5.16 Применение существующих контуров ..... 486
Интегрирование контуров циклов в smart.Turn ..... 486
DXF-контуры (опция) ..... 487
26
Page 27

6 Графическое моделирование ..... 489
6.1 Режим работы "Моделирование" ..... 490
Управление моделированием ..... 492
Дополнительные функции ..... 493
6.2 Окно моделирования ..... 494
Настройка видов ..... 494
Отображение в одном окне ..... 495
Отображение в нескольких окнах ..... 495
6.3 Виды ..... 496
Отображение пути ..... 496
Представление инструмента ..... 496
Графика стирания ..... 497
3D-вид ..... 498
6.4 Лупа ..... 499
Настройка фрагмента изображения ..... 499
6.5 Моделирование с помощью стартового кадра ..... 501
Стартовый кадр в программах smart.Turn ..... 501
Стартовый кадр в случае программ циклов ..... 502
Расчет времени ..... 503
6.6
Отображение временных промежутков обработки ..... 503
6.7 Сохранение контура ..... 504
Сохранение созданного контура при моделировании ..... 504
HEIDENHAIN CNC PILOT 640 27
Page 28

7 База данных по инструментам и технологиям ..... 505
7.1 База данных по инструментам ..... 506
Типы инструментов ..... 506
Многофункциональный инструмент ..... 507
Управление сроком службы инструмента ..... 507
7.2 Редактор инструментов ..... 508
Список инструментов ..... 508
Редактирование данных инструментов ..... 509
Тексты инструментов ..... 510
Обработка многофункциональных инструментов ..... 511
Редактирование данных срока службы ..... 513
Системы ручной смены ..... 514
7.3 Данные инструмента ..... 519
Общие параметры инструментов ..... 519
Стандартный токарный инструмент ..... 523
Прорезной инструмент ..... 524
Резьбовой инструмент ..... 525
Спиральные сверла и сверла с
Центровочное NC-сверло ..... 527
Центровое сверло ..... 528
Цековка ..... 529
Коническая зенковка ..... 530
Метчик ..... 531
Стандартный фрезерный инструмент ..... 532
Инструмент для нарезания резьбы ..... 533
Угловая фреза ..... 534
Пальчиковые фрезы ..... 535
Измерительный щуп ..... 536
7.4 Технологическая база данных ..... 537
Редактор технологий ..... 538
Редактирование списка материалов заготовки и резца ..... 539
Отображение/редактирование данных резания ..... 540
поворотными режущими кромками ..... 526
28
Page 29

8 Режим работы "Организация" ..... 543
8.1 Режим работы "Организация" ..... 544
8.2 Параметры ..... 545
Редактор параметров ..... 545
Список параметров пользователя станка ..... 547
Параметры обработки (Processing) ..... 551
Общие настройки ..... 551
Нарезание резьбы резцом ..... 567
8.3 Передача ..... 572
Резервное копирование данных ..... 572
Обмен данными с TNCremo ..... 572
Внешний доступ ..... 572
Соединения ..... 573
Интерфейс Ethernet CNC PILOT 620 ..... 574
Интерфейс Ethernet CNC PILOT 640 ..... 575
Соединение через USB-порт ..... 582
Возможности передачи данных ..... 583
Передача программ (файлов) ..... 584
Передача параметров ..... 586
Передача данных инструмента ..... 587
Сервисные файлы ..... 588
Создание резервной копии
Импортирование NC-программ из систем управления предыдущих версий ..... 590
8.4 Пакет обновления ПО ..... 594
Установка пакета обновления ПО ..... 594
данных ..... 589
HEIDENHAIN CNC PILOT 640 29
Page 30
9 Таблицы и обзоры ..... 597
9.1 Шаг резьбы ..... 598
Параметры резьбы ..... 598
Шаг резьбы ..... 599
9.2 Параметры выточки ..... 605
DIN 76 – параметры выточки ..... 605
DIN 509 Е– параметры выточки ..... 607
DIN 509 Е– параметры выточки ..... 607
9.3 Техническая информация ..... 608
9.4 Совместимость в программах DIN ..... 617
Элементы синтаксиса CNC PILOT 640 ..... 619
30
Page 31

10 Обзор циклов ..... 631
10.1 Циклы заготовок, циклы отдельных проходов ..... 632
10.2 Циклы обработки резанием ..... 633
10.3 Прорезные и прорезные токарные циклы ..... 634
10.4 Циклы нарезания резьбы ..... 636
10.5 Циклы сверления ..... 637
10.6 Циклы фрезерования ..... 638
HEIDENHAIN CNC PILOT 640 31
Page 32

32
Page 33

Введение и основные положения
HEIDENHAIN CNC PILOT 640 33
Page 34

1.1 Данная CNC PILOT
CNC PILOT создана для токарных станков CNC. Она может
использоваться на горизонтальных или вертикальных токарных
станках. CNC PILOT поддерживает станки с одной револьверной
головкой, при этом носитель инструмента на горизонтальных
станках может располагаться как перед, так и за центом
вращения.
CNC PILOT поддерживает токарные станки с главным
шпинделем, салазками (X и Z ось), С-осью или позиционируемым
шпинделем и
Независимо от того, изготавливаются ли простые вращающиеся
детали или сложные заготовки, благодаря CNC PILOT вы
извлечете пользу от графического нанесения контура и удобного
программирования при помощи smart.Turn. Если Вы используете
1.1 Данная CNC PILOT
режим программирования переменных, управляете
специальными устройствами вашего станка, применяете внешние
сгенерированные программы и т.д. - ничего
переключите в режим DINplus. В режиме работы
программирования вы всегда найдете решение сложных задач.
Благодаря MANUALplus вы всегда будете в выигрыше благодаря
мощному режиму захвата текущей позиции. С его помощью
можно выполнять простую обработку, доработку или ремонт без
написания NC-программы.
CNC PILOT поддерживает обработку с помощью оси C в циклах,
при программировании в smart.Turn
оси Y CNC PILOT поддерживает при программировании в
smart.Turn и DIN.
приводным инструментом, а также станки с осью Y.
страшного, просто
и DIN. Обработку с помощью
34 Введение и основные положения
Page 35

1.2 Конфигурация
В стандартном исполнении система ЧПУ оснащена осями X и Z, а
также шпинделем. Опционально можно подключить одну С-ось,
Y-ось и один приводной инструмент.
Положение суппорта
Производитель станка настраивает CNC PILOT, при этом в его
распоряжении находятся следующие возможности:
Z-ось горизонтально с инструментальным суппортом позади
центра вращения
Z-ось горизонтально с инструментальным суппортом перед
центром вращения
Z-ось вертикально с инструментальным суппортом справа от
центра вращения
Символы меню, вспомогательные картинки, а также графическое
представление при ICP и моделирование учитывают положение
суппорта.
Изображения в данном руководстве базируются на токарном
станке с инструментальным суппортом, расположенным позади
центра вращения.
Системы держателей инструмента
1.2 Конфигурация
В качестве носителя инструмента CNC PILOT поддерживает
револьверную головку с n местами.
Ось C
С помощью оси C выполняется обработка сверлением и
фрезерованием на торцовой стороне и на боковой поверхности.
При использовании оси С одна ось осуществляет линейную или
круговую интерполяцию в заданной плоскости обработки со
шпинделем, в то время как третья ось интерполирует линейно.
CNC PILOT поддерживает написание программы с помощью оси
С при:
в режиме захватапозиции
smart.Turn-программирование
DINplus-программирование
HEIDENHAIN CNC PILOT 640 35
Page 36

Ось Y
С помощью оси Y выполняется обработка сверлением и
фрезерованием на торцовой стороне и на боковой поверхности.
При использовании оси Y две оси выполняют линейную или
круговую интерполяцию в заданной плоскости обработки, в то
время как третья ось интерполирует линейно. Использование оси
Y позволяет изготавливать, например, канавки или карманы с
ровной поверхностью дна и
задания угла шпинделя определяется положение траектории
фрезерования на заготовке.
CNC PILOT поддерживает создание программ с осью Y:
1.2 Конфигурация
в режиме захватапозиции
в программах smart.Turn
в программах DINplus
вертикальными краями. Путем
36 Введение и основные положения
Page 37

Полная обработка
С помощью таких функций, как углосинхронная передача деталей
при вращающемся шпинделе, перемещение до упора,
контролируемая отрезка и преобразование координат
достигается как оптимизированная по времени обработка, так и
простое программирование при полной обработке.
CNC PILOT поддерживает полную обработку для всех
стандартных конструкций станков.
Примеры: токарные станки с
вращающемся отводящем приспособлением
перемещаемом противошпинделем
несколькими шпинделями и инструментальными суппортами
1.2 Конфигурация
HEIDENHAIN CNC PILOT 640 37
Page 38

1.3 Характеристики мощности
Конфигурация
Базовое исполнение X и Z оси, шпиндель
Позиционируемый шпиндель и приводной инструмент
С-ось и приводной инструмент
Y-ось и приводной инструмент
В-ось для обработки областей вращения
Цифровое регулирование тока и скорости вращения
Режимы работы
Ручной режим
Ручное перемещение салазок выполняется с помощью клавиш
направления или электронных маховичков.
Ввод и выполнение циклов захватапозиции, сопровождающиеся
графической поддержкой без сохранения шагов, чередуются с
ручным управлением станком.
1.3 Характеристики мощности
Доработка резьбы (ремонт) при убранной и заново установленной
детали.
режим захватапозиции
Последовательность циклов захватапозиции, где каждый цикл
сразу же после ввода отрабатывается или
графически, а затем сохраняется.
моделируется
Отработка программы
В покадровом режиме или автоматически
DINplus-программы
smart.Turn-программы
Программатекущей позиции
Функции настроек
Установка нулевой точки
Определение точки смены инструмента
Задание зоны защиты
Измерение инструмента с помощью касания, щупа или
измерительной оптики
Программирование
Программированиетекущей позиции
Интерактивное программирование контура (ICP)
smart.Turn-программирование
Автоматическая разработка программы при помощи TURN
PLUS
DINplus-программирование
38 Введение и основные положения
Page 39

Графическое моделирование
Графическое отображение выполнения программ smart.Turn
или DINplus, а также графическое отображение цикла захвата
текущей или программы захвата текущей.
Моделирование траектории инструмента с представлением в
штриховой графике или как след резания, выделение участков
ускоренного хода
Моделирование движений станка (графика стирания)
Вид спереди или сбоку, представление боковой (развернутой)
поверхности цилиндра
Представление
Функции перемещения и увеличения
Система инструмента
База данных на 250 инструментов, опционально до 999
инструментов
Возможно описание каждого инструмента
Опциональная поддержка многофункционального (мульти)
инструмента (инструмент с несколькими точками привязки или
с несколькими режущими кромками)
Револьверная головка или мультификс держатель
Технологическая база данных
Ввод данных резания в качестве предлагаемых в цикле или
юните значений
9 комбинаций материал заготовки - режущий материал (144
записей)
Опционально до 62 комбинаций материал заготовки - режущий
материал (992 записи)
заданных контуров
в
1.3 Характеристики мощности
Интерполяция
Линейная: в 2 главных осях (макс. ± 100 м)
Круговая: в 2 осях (макс. радиус 999 м)
C-ось: интерполяция осей X и Z с C-осью
Y-ось: линейная или круговая интерполяция по двум осям в
заданной плоскости.
одновременно интерполирована линейно.
G17: XY-плоскость
G18: XZ-плоскость
G19: YZ-плоскость
В-ось: Обработка поверхности, лежащей в пространстве под
наклоном
HEIDENHAIN CNC PILOT 640 39
Соответствующая третья ось может быть
Page 40

1.4 Резервное копирование
данных
HEIDENHAIN рекомендует регулярно сохранять на ПК резервные
копии программ и файлов, написанных в системе ЧПУ.
С этой целью компания HEIDENHAIN предлагает функцию
создания резервных копий в виде ПО для передачи данных
TNCremoNT. При необходимости, обратитесь к производителю
станка.
Кроме того, требуется носитель данных, на котором хранятся все
данные конкретного станка (PLC-программа, параметры станка
т.п.). При возникновении вопросов просим обращаться к
производителю станка.
1.4 Резервное копирование данных
и
40 Введение и основные положения
Page 41

1.5 Объяснение употребляемых
понятий
Курсор: в списках или при вводе данных выделен элемент
списка, поле ввода или знак. Это "выделение" называется
курсором. Ввод данных или операции, такие как копирование,
удаление, добавление нового элемента и т.д. привязаны к
позиции урсора.
Кнопки курсора: с помощью "кнопок со стрелками" или
"страница вперед/назад" перемещается курсор.
Кнопки страниц: кнопки "страница вперед/назад" называются
также "кнопками страниц".
Перемещение: перемещение курсора в пределах списка или
поля ввода для выбора позиции, которую необходимо
просмотреть, изменить, дополнить или удалить. Вы можете
"перемещаться" по списку.
Активные / неактивные окна, функции, пункты меню: только
одно из отображаемых на дисплее
Это означает, что ввод с клавиатуры выполняется в активном
окне. Активное окно имеет выделенную цветом заглавную
строку. Заглавная строка неактивных окон имеет бледный цвет.
Неактивные функции или клавиши меню также отображаются
бледными.
Меню, кнопка меню: CNC PILOT представляет функции/
группы функций в девятеричном поле. Это поле называется
"меню", а каждый отдельный символ - это "клавиша меню".
Редактирование: изменение, дополнение и удаление
параметров, команд и т.д. в пределах программы, данных
инструментов или параметров называется "редактированием".
Значение по умолчанию: если в параметрах цикла или
параметрах DIN-команд уже есть значения, то речь идет о
"значениях по умолчанию". Эти значения действительны, если
параметры не введены.
Байт: емкость носителей данных указывается в "байтах". Так
как CNC PILOT оснащена внутренним носителем данных, то
длина программ приводится в байтах.
Расширение: название файла состит из собственного "имени"
и "расширения". Название и расширение разделены знаком ".".
Расширение дает информацию о типе файла. Примеры:
*.NC "DIN-программы"
*.NCS "DIN-подпрограммы
Softkey или многофункциональные клавиши: клавиши,
расположенные вдоль дисплея, значения которых
отображаются не дисплее.
Форма: отдельные страницы диалога называются формой.
ЮНИТЫ: ЮНИТАМИ обозначается группа функций,
объединенная в диалог в smart.Turn.
окон, является aктивным.
(DIN-макросы)"
1.5 Объяснение употребляемых понятий
HEIDENHAIN CNC PILOT 640 41
Page 42

1.6 Строение CNC PILOT
Коммуникация между оператором станка и системой ЧПУ
выполняется с помощью:
монитора
клавиш Softkey
клавиатуры ввода данных
Станочный пульт
Отображение и контроль данных осуществляется на дисплее. С
помощью расположенных под дисплеeм клавиш Softkey
выбираются функции, задаются значения положений,
потверждается ввод данных и многое другое.
С помощью кнопки ERR можно получить информацию об ошибках
и PLC.
Клавиатура ввода данных (пульт управления) служит для ввода
1.6 Строение CNC PILOT
данных станка, данных положения и т.д. ЧПУ выпускается с
алфавитно-цифровой клавиатурой, при помощи которой Вы
сможете вводить обозначения инструмента, описание программ
или комментарии в NC-программе. Пульт управления станка
содержит все элементы управления, необходимые для ручного
управления станком.
Программы цикла, контуры
внутреннем носителе CNC PILOT.
Для обмена данными и для сохранения данных в вашем
распоряжении находится интерфейс Ethernet и интерфейс USB.
ICP и NC-программы сохраняйте на
42 Введение и основные положения
Page 43

1.7 Основы
Zref
Xref
M
M
Z
Z+
Y+
X
X+
Датчики измерения перемещений и референтные метки
На осях станка находятся датчики измерения перемещений,
которые регистрируют положения салазок или инструмента. Если
перемещается ось станка, то относящийся к ней датчик
измерения перемещений выдает электрический сигнал, на
основании которого система ЧПУ рассчитывает точное
фактическое положение оси станка.
При отключении питания связь между положением
направляющей станка и рассчитанной фактической координатой
теряется
датчики положения имеют референтные метки. При пересечении
референтной метки система управления получает сигнал,
обозначающий точку привязки станка. Таким образом CNC PILOT
может восстановить связь фактического положения и актуального
положения оси. В случае датчиков линейных перемещений с
кодированными точками привязки необходимо переместить ось
максимум на 20 мм, для угловых
При инкрементальных датчиках положения без референтных
меток после отключения питания необходимо пересечь жесткие
референтные точки. Система знает расстояние между
референтными точками и нулевой точкой станка (рисунок справа
вниузу).
При наличии абсолютных датчиков положения после включения
абсолютное значение положения передается в систему
управления. Таким образом, сразу после включения станка
перемещения его осей восстанавливается абсолютное
положение всех датчиков линейных перемещений.
. Для восстановления этой связи инкрементальные
датчиков - максимум на 20°.
без
1.7 Основы
X
MP
X (Z,Y)
Обозначение осей
Поперечный суппорт обозначается как ось X, а продольный как
ось Z.
Все отображаемые и введенные значения X рассматриваются как
диаметр.
Токарные станки с осью Y: ось Y расположена перпендикулярно
оси X и Z (прямоугольная система координат).
Для перемещений действует:
перемещения в + направлении идут от заготовки
перемещения в – направлении направлены к заготовке
HEIDENHAIN CNC PILOT 640 43
Page 44

Система координат
Значения координат X, Y, Z, C определены в DIN 66 217.
Координаты главных осей X, Y и Z относятся к нулевой точке
заготовки. Данные угла для оси вращения С привязаны к "нулевой
точке оси C".
С помощью обозначений X и Z описваются позиции в двухмерной
1.7 Основы
системе координат. Как показано на рисунке, положение вершины
инструмента однозначно описывается координатами X и Z.
CNC PILOT знает прямолинейные и круговые перемещения
(интерполяции) между запрограммированными точками. Путем
ввода одной за другой координат и линейного/кругового
перемещения можно запрограммировать обработку загатовки.
Как и в случае перемещений, контур загатовки можно полностью
описать отдельными точками координат и заданием линейного
или кругового перемещения.
Можно задавть координаты с точностью до 1 мкм (0,001 мм). С
этой же точностью они
будут отображаться.
Абсолютные координаты
Если координаты позиции заданы относительно нулевой точки
загатовки, то их называют абсолютными координатами. Каждая
позиция заготовки однозначно определяется с помощью
абсолютных координат (см. рисунок).
44 Введение и основные положения
Page 45

Инкрементальные координаты
Инкрементальные координаты задаются относительно
запрограммированной в последний раз позиции.
Инкрементальные координаты задают расстояние между
последней и следующей за ней позицией. Каждая позиция
заготовки однозначно определяется с помощью
инкрементальных координат (см. рисунок).
Полярные координаты
Ввод координат позиции на торцовой или боковой поверхности
можно осуществлять в декартовых, либо в полярных
координатах.
При задании размеров в полярных координатах позиция на
заготовке однозначно определяется данными о диаметре и угле
(см. рисунок).
1.7 Основы
Нулевая точка станка
Точка пересечения оси X и Z называется нулевой точкой станка.
В случае токарного станка это, как правило, точка пересечения
оси и поверхности шпинделя. Нулевая точка станка обозначается
буквой "М" (см. рисунок).
HEIDENHAIN CNC PILOT 640 45
Page 46

Нулевая точка заготовки
Для обработки загатовки проще задать точку привязки к загатовке
так, как она проставлена на чертеже. Эта точка называется
нулевой точкой заготовки. Нулевая точка заготовки
обозначается буквой "W" (см. рисунок).
1.7 Основы
Единицы измерения
CNC PILOT можно программировать либо „метрически“, либо „в
дюймах“. Для ввода данных и отображения действительны
приведенные в таблице единицы измерения.
Размеры метрические дюймы
Координаты мм дюймы
Длина мм дюймы
Угол градусы градусы
Скорость вращения об/мин об/мин
Скорость резания м/мин фут/мин
Подача на оборот мм/об дюймы/об
Подача в минуту мм/мин дюймы/
Ускорение м/с
46 Введение и основные положения
2
мин
фут/с
2
Page 47

1.8 Размеры инструмента
Для позиционирования осей и расчета компенсации радиуса
режущих кромок, для расчета распределения резания в циклах и
т.д. CNC PILOT необходимы данные об инструментах.
Длина инструмента
Все запрограммированные и отображаемые значения положения
привязаны к расстоянию между вершиной инструмента и нулевой
точкой загатовки. Внутри системы известно только абсолютное
положение держателя инструмента (суппорта). Для определения
и отображения позиции вершины инструмента CNC PILOT
необходимы размеры XL и ZL (смотри рисунок).
Коррекция инструмента
Режущая кромка инструмента изнашивается при резании. Для
компенсации этого износа CNC PILOT использует коррекцию.
Управление значениями коррекции выполняется независимо от
длины. Система прибавляет эти значения к длине.
1.8 Размеры инструмента
HEIDENHAIN CNC PILOT 640 47
Page 48

Компенсация радиуса режущей кромки (КРРК)
Токарные инструменты имеют при вершине инструмента
определенный радиус. Из-за этого при обработке конусов, фасок
и окружностей появляются неточности, которые CNC PILOT
компенсирует с помощью коррекции радиуса кромки.
Запрограммированные траектории перемещения привязаны к
теоретической вершине режущей кромки S. В случае контуров, не
параллельных оси, появляются неточности.
КРРК рассчитывает новый путь перемещения, эквидистанту, для
компенсации этой ошибки (см. рисунок).
CNC PILOT рассчитывает КРРК при программировании циклов.
При smart.Turn- и DIN-программировании в циклах снятия стружки
КРРК тоже учитывается. При DIN-программировании с
отдельными путями КРРК можно включать/выключать.
1.8 Размеры инструмента
Компенсация радиуса фрезы (КРФ)
При обработке фрезерованием внешний диаметр фрезы
является решающим при создании контура. Без КРФ центр фрезы
является базовой точкой. КРФ рассчитывает новый путь
перемещения, эквидистанту, для компенсации этой ошибки.
48 Введение и основные положения
Page 49

Рекомендации по управлению
HEIDENHAIN CNC PILOT 640 49
Page 50

2.1 Общие рекомендации по
управлению
Управление
Используя соответствующую кнопку режимов выберите нужный
режим работы.
Смена режима работы осуществляется с помощью Softkey.
На числовом блоке производится выбор функции в меню.
Диалоговые окна могут состоять из нескольких страниц.
Диалоговые окна могут закрываться посредством Softkey, а
также подтверждением при нажатии на клавишу "INS" или
отрицанием при нажатии на клавишу "ESC".
Введенные
сохраняются и тогда, когда список закрывается через клавишу
"ESC" или "Отмена".
Настройка
Все функции по настройке находятся в режиме роботы "Станок"
в "Ручном режиме".
Все подготовительные работы проводятся через пункты меню
"Настройка" и "Установка S,F,T".
Программирование- Teach-in-Режим
в списки изменения сразу же вступают в силу. Они
В режиме работы станка выберите Задание параметров и
2.1 Общие рекомендации по управлению
откройте с помощью Softkey Список программ новую программу
циклов.
Активируйте меню циклов с помощью Softkey Добавить цикл.
Здесь выбирается вид обработки и задается его специфика.
В завершение нажмите Softkey Ввод завершен. Теперь можно
запустить моделирование и проверку процесса.
Запустите процесс обработки на станке с помощью "Цикл вкл.".
После завершения обработки сохраните цикл.
Повторите последние шаги для каждой новой обработки.
Программирование - smart.Turn
Удобное программирование с помощью ЮНИТОВ в
структурированной NC-программе.
Комбинируется с DIN-функциями.
Возможны графические определения контура.
Отслеживание контура при использовании заготовки.
Конвертирование программ циклов в программы smart.Turn
такой же функциональности.
50 Рекомендации по управлению
Page 51

2.2 Дисплей CNC PILOT
CNC PILOT выводит отображаемую информацию в окнах.
Некоторые окна появляются только при необходимости,
например, во время ввода данных.
Дополнительно на экране находятся Строка режимов работы,
Отображение Softkey и Отображение Softkey PLC.
Отображаемые значения клавиш Softkey соответствуют
расположенным внизу кнопкам Softkey.
Строка режимов работы
В строке режимов работы (у верхнего края экрана) отображаются
закладки четырех рабочих режимов, а
подрежимы.
Отображение станка
Поле отображения станка (под строкой режимов работы)
настраивается. Здесь отображается вся важная информация по
позициям осей, величинам подачи, частотам вращения и
инструментам.
Другие используемые окна:
Окна списков и программ
Отображение списков программ, инструментов, параметров и
т.д. Навигация по списку и выбор компонентов для обработки
осуществляется
Окно меню
Отображение символов меню. Это окно отображается на экране
только в режимах работы "Задание параметров" и "Ручное
управление".
Окно ввода/диалоговое окно
Для ввода параметров цикла, ICP-элемента, DIN-команды и т.д.
Просмотр, удаление или изменение существующих данных
осуществляется в диалоговом окне.
Вспомогательное изображение
На вспомогательном
(параметры цикла, данные инструмента и т.д.). С помощью
кнопки с кольцом (у левого края экрана) осуществляется
навигация по вспомогательным изображениям для внешней
или внутренней обработки (только программирование циклов).
Окно моделирования
Циклы, программы циклов и программы DIN проверяются через
графическое изображение отрезков контура и моделирование
перемещений инструмента.
ICP-изображение контура
Отображение контура во время ICP-программирования.
Окно DIN-редактирования
Отображение DIN-программы во время DIN-программирования.
Окно ошибок
Отображение появившихся ошибок и предупреждений.
с помощью клавиш курсора.
изображении поясняется ввод данных
также активные
2.2 Дисплей CNC PILOT
HEIDENHAIN CNC PILOT 640 51
Page 52

2.3 Управление, ввод данных
Режимы работы
Активный режим работы отмечается выделением закладки
режимов работы. CNC PILOT различает следующие режимы
работы:
Станок – вместе с подрежимами работы:
Ручное управление (отображение: "Станок")
Задание параметров (режим захвата текущей позиции)
Отработка программы
Программирование – вместе с подрежимами работы:
smart.Turn
Моделирование
ICP
TURN PLUS: Автоматическая генерация технологической
карты AAG
Управление инструментами – вместе с подрежимами работы:
2.3 Управление, ввод данных
Редактор инструментов
Редактор технологии
Организация – вместе с подрежимами работы:
Пользовательские параметры
Передача
Регистрация в качестве пользователя
Изменение режима работы осуществляется с помощью кнопок
режимов работы. При смене режима работы подрежим работы и
текущая позиция меню сохраняются.
При нажатии на кнопку режимов работы в каком-либо подрежиме
CNC PILOT возвращается на главный уровень
работы.
этого режима
В некоторых местах для смены режима работы
необходимо закрыть диалоговое окно (например, в
редакторе инструментов).
52 Рекомендации по управлению
Page 53

Выбор меню
Цифровые клавиши используются как для выбора меню, так и для
ввода данных. Отображение зависит от режима работы:
При наладке, в режиме Teach-in,и т.д. функции отображаются в
9-ти значном поле Окно меню. В строке примечания
указывается значение выбранного пункта меню.
В других режимах работы символ числового поля с выделенной
позицией связывается с функцией (см. рисунок).
Нажмите на соответствующую цифровую кнопку или выберите
символ с помощью клавиш курсора и нажмите кнопку Enter.
Многофункциональные клавиши Softkey
В некоторых системных функциях выбор Softkey
многоступенчатый.
Некоторые Softkey действуют как "переключатель". Режим
включен, если соответствующее поле является "активным"
(цветной фон). Настройка действует до тех пор, пока оператор
не выключит функцию.
Такие функции как Копирование позиции заменяют ручной ввод
значений. Данные записываются в соответствующих полях
ввода.
Ввод данных завершается только
Сохранить или Ввод завершен.
Нажатием на Softkey Назад осуществляется переход на одну
ступень управления назад.
при нажатии Softkey
2.3 Управление, ввод данных
HEIDENHAIN CNC PILOT 640 53
Page 54

Ввод данных
Окна ввода содержат несколько полей ввода. Установка курсора
на поле ввода выполняется с помощью клавиш курсора "стрелка
вверх/вниз". В строке примечания или непосредственно в поле
ввода CNC PILOT отображает значение выбранного поля.
Для ввода данных следует установить курсор на желаемое поле
ввода. Имеющиеся данные перезаписываются. Для удаления или
дополнения имеющихся символов переместите
помощью клавиш "стрелка влево/стрелка вправо" к нужной
позиции в пределах поля ввода.
Завершение ввода данных в поле ввода производится с помощью
клавиш "стрелка вверх/стрелка вниз" или клавиши Enter.
Если количество полей ввода превышает вместимость одного
окна, то используется второе окно ввода. Об этом оператор
информируется с помощью
ввода. Навигация по окнам ввода осуществляется с помощью
клавиш Страница вперед/Страница назад.
При нажатии кнопок OK, Ввод завершен или Сохранить
2.3 Управление, ввод данных
происходит прием введенных/измененных данных.
При нажатии на Softkey Назад или Отмена отменяются
введенные данные или изменения.
символа в строке примечаний окна
курсор с
Диалоговое окно smart.Turn
Диалоговое окно юнита разбито на формуляры, а формуляры
подразделяются на группы. Формуляры обозначаются вкладками,
а группы обрамляются тонкими рамками. Навигация по
формулярам и группам осуществляется с помощью smart-
клавиш.
smart-клавиши
Переход к следующей форме
К следующей / предыдущей группе
54 Рекомендации по управлению
Page 55

Операции со списками
Программы циклов, программы DIN, списки инструментов и т.д.
отображаются в форме списков. Навигация по списку для
просмотра данных или выбора элементов для таких операций как
удаление, копирование, изменение и т.д. производится с
помощью клавиш курсора.
Алфавитная клавиатура
Буквы и специальные символы вводятся с помощью экранной
клавиатуры или (при наличии) клавиатуры ПК, подключенной
через USB-порт.
Ввод текста с помощью экранной клавиатуры.
Для ввода текста (например, имени программы) необходимо
нажать Softkey "Алфавитная клавиатура" или клавишу "GOTO".
CNC PILOT откроет окно "Ввод текста".
Нужные буквы или символы вводятся, как и на клавиатуре
мобильного
кнопки.
Перед вводом последующего символа необходимо подождать,
пока выбранный символ не будет принят в поле ввода.
Нажатием на Softkey "OK" текст передается в открытое
диалоговое поле.
С помощью Softkey abc/ABC выбираются прописные или
заглавные буквы.
Для удаления отдельных символов используется Softkey
"Стереть".
телефона, путем многократного нажатия цифровой
2.3 Управление, ввод данных
HEIDENHAIN CNC PILOT 640 55
Page 56

2.4 Калькулятор
Функции калькулятора
Функция калькулятора доступна для выбора только при открытых
диалоговых окнах во время программирования циклов или
smart.Turn-программирования. Калькулятор можно использовать
в следующих трех Видах (см. рисунки справа):
Научный
Стандартный
2.4 Калькулятор
Редактор формул. Здесь можно последовательно вводить
несколько вычислительных операций (пример: 17*3+5/9).
Калькулятор также остается активным после выбора
режима работы. Нажмите кнопку ENDE, чтобы закрыть
калькулятор.
Вы можете перенести числовые значения из активного
поля ввода при помощи кнопки AKTUELLEN WERT
HOLEN (сохранить актуальное значение) в
калькулятор. При помощи кнопки WERT
ÜBERNEHMEN (перенести значение) Вы можете
перенести актуальное значение из калькулятора в
активное поле ввода.
Использование калькулятора:
Выберите поле ввода с помощью клавишей курсора.
Активировируйте/деактивировируйте калькулятор
кнопкой CALC.
Переключайте меню Softkey до тех пор, пока не
появится нужная функция.
Выполните расчеты.
Нажмите Softkey. CNC PILOT передаст значение в
активное поле ввода и закроет калькулятор.
Переключение вида калькулятора:
Переключайте меню Softkey до тех пор, пока не появится
Softkey ВИД.
Нажимайте Softkey Вид до тех пор, пока не будет
установлен нужный вид.
56 Рекомендации по управлению
Page 57

Арифметическая функция
Сложение +
Вычитание -
Умножение *
Деление /
Расчет в скобках ()
Арккосинус ARC
Синус SIN
Косинус COS
Тангенс TAN
Возведение в степень X^Y
Извлечение квадратного корня SQRT
Обратная функция 1/x
PI (3.14159265359) PI
Быстрая команда
(Softkey)
2.4 Калькулятор
Добавление значения в
промежуточную память
Сохранение значения в
промежуточной памяти
Вызов промежуточной памяти MR
Сброс промежуточной памяти MC
Натуральный логарифм LN
Логарифм LOG
Экспоненциальная функция e^x
Проверка знака числа SGN
Получение абсолютного значения ABS
Выделение целой
Выделение дробной части числа FRAC
Значение модуля MOD
Выбор вида Вид
Удаление значения DEL
Единицы измерения MM или ДЮЙМЫ
части числа INT
M+
MS
HEIDENHAIN CNC PILOT 640 57
Page 58

Арифметическая функция
Представление величины угла DEG (градусы) или RAD
Быстрая команда
(Softkey)
(радианы)
Отображение числового значения DEC (десятичное) или
HEX
(шестнадцатеричное)
Настройка позиции калькулятора
2.4 Калькулятор
Смещение позиции калькулятора осуществляется следующим
образом:
Переключайте Softkey-меню до тех пор, пока не
появится Softkey Дополнительные функции
Выберите "Дополнительные функции"
Позиционируйте калькулятор с помощью Softkey (см. таблицу
справа)
Softkey для позиционирования
калькулятора
Смещение окна в
направлении стрелки
Установка размера шага смещения
Окно в центральную позицию
На одну ступень меню назад
58 Рекомендации по управлению
Page 59

2.5 Типы программ
CNC PILOT "распознает" следующие программы/контуры:
Программытекущей позиции (программы циклов)
применяются в режиме задания параметров.
Главные программы smart.Turn и DIN пишутся в рабочем
режиме "smart.Turn".
Подпрограммы DIN пишутся в рабочем режиме "smart.Turn" и
применяются в программах циклов и главных программах
smart.Turn.
Контуры ICP создаются в процессе захвата текущейв режиме
работы "Задание параметров" или "Ручной
Расширение зависит от описываемого контура.
В smart.Turn контуры сохраняются непосредственно в главной
программе.
режим".
Тип программы Путь Расширение
Teach-inобучения
(цикличная
программа)
Главные
программы
smart.Turn и DIN
Подпрограммы DIN „nc_prog\ncps“ „*.ncs“
Контуры ICP „nc_prog\gti“
Контуры
токарной
обработки
Контуры
заготовки
Контуры
торцевых
поверхностей
Контуры
поверхностей
образующей
"nc_prog\gtz" „*.gmz“
„nc_prog\ncps“ „*.nc“
„*.gmi“
„*.gmr“
„*.gms“
„*.gmm“
2.5 Типы программ
HEIDENHAIN CNC PILOT 640 59
Page 60

2.6 Сообщения об ошибках
Отображение ошибок
CNC PILOT извещает о наличии ошибок среди прочего в
следующих случаях:
неверные операции ввода
логические ошибки в программе
невыполнимые элементы контура
Появившаяся ошибка выделяется красным шрифтом в заглавной
строке. При этом длинные или многострочные сообщения об
ошибках отображаются в сокращенной форме. Если появляется
ошибка в фоновом режиме работы, то закладка режима работы
помечается символом ошибки. Полную информацию обо всех
имеющихся ошибках оператор может получить в окне ошибок.
Если появляется "ошибка в обработке данных", CNC PILOT
автоматически открывает окно ошибок. Такую ошибку оператор
не может устранить. Следует завершить работу системы и
2.6 Сообщения об ошибках
запустить CNC PILOT заново.
Сообщение об ошибке сохраняется в заголовке до тех пор, пока
оно не будет
более высоким приоритетом.
Сообщение об ошибке, содержащее номер кадра NC-программы,
было вызвано этим или предыдущим кадром.
удалено или заменено сообщением об ошибке с
Откытие окна ошибок
Нажмите клавишу ERR. CNC PILOT откроет окно
ошибок и покажет все накопившиеся сообщения
об ошибках.
Закрытие окна ошибок
Нажмите Softkey КОНЕЦ – или
Нажмите клавишу ERR. CNC PILOT закроет окно
ошибок.
60 Рекомендации по управлению
Page 61

Подробные сообщения об ошибках
CNC PILOT показывает возможные причины ошибки и способы ее
устранения.
Информация о причинах ошибок и их устранении:
Открытие окна ошибок
Установите курсор на сообщении об ошибке и
нажмите Softkey. CNC PILOT откроет окно со
сведениями о причинах ошибки и возможностями
ее устранения.
Выход из Инфо: снова нажмите Softkey Инфо
Softkey Подробности
При нажатии Softkey ПОДРОБНОСТИ выдается информация об
ошибках, необходимая только при сервисном обслуживании.
Открытие окна ошибок
Установите курсор на сообщении об ошибке и
нажмите Softkey. CNC PILOT откроет окно,
содержащее внутреннюю информацию об
ошибке.
Выход из пдробностей: снова нажмите Softkey
Подробности
2.6 Сообщения об ошибках
HEIDENHAIN CNC PILOT 640 61
Page 62

Удаление ошибки
Удаление ошибки вне окна ошибок:
Открытие окна ошибок
Удаление ошибки/указания, отображаемых в
заглавной строке: нажмите кнопку CE.
В некоторых режимах работы (например, редактор)
нельзя использовать клавишу CE для удаления
ошибок, так как она применяется для других функций.
Удаление нескольких ошибок:
Открытие окна ошибок
Удаление одной ошибки: установите курсор на
сообщении об ошибке и нажмите Softkey.
Удаление всех ошибок: нажмите Softkey удалить
2.6 Сообщения об ошибках
все.
Если не устранена причина какой-либо ошибки, то ее
невозможно удалить. В этом случае сообщение об
ошибке сохраняется.
Файл регистрации ошибок
CNC PILOT сохраняет появившиеся ошибки и важные события
(например , запуск системы) в лог-файле ошибок. Размер файла
регистрации ошибок ограничен. Если файл регистрации
заполнен, происходит переключение на следующий файл. Если и
последний файл регистрации заполнен, то информация в первом
файле регистрации стирается, и в него вновь производится
запись и т.д. При
переключаться с одного файла регистрации на другой. Всего
имеется 5 файлов регистрации.
Открытие окна ошибок
Самая старая запись файла регистрации находится в начале, а
самая новая - в конце файла.
необходимости просмотра истории необходимо
Нажмите Softkey Файл регистрации
Отройте файл регистрации
При необходимости настройте предыдущий файл
регистрации
При необходимости установите текущий файл
регистрации
62 Рекомендации по управлению
Page 63

Файл регистрации клавиш
CNC PILOT сохраняет в памяти ввод с клавиатуры и важные
события (например , запуск системы) в лог-файле нажатия
клавиш. Размер файла регистрации нажатия клавиш ограничен.
Если файл регистрации заполнен, происходит переключение на
следующий файл. Если и последний файл регистрации заполнен,
то информация в первом файле регистрации стирается, и в него
вновь производится
истории необходимо переключаться с одного файла регистрации
на другой. Всего доступно 10 файлов регистрации.
Открытие файла регистрации клавиш
Нажмите Softkey файла регистрации Logfile
Откройте файл регистрации (Logfile)
При необходимости установите предыдущий файл
При необходимости установите текущий файл
CNC PILOT сохраняет информацию о нажатии каждой клавиши на
панели управления в файле регистрации клавиш. Самая старая
запись файла регистрации находится в начале, а самая новая - в
конце файла.
запись и т.д. При необходимости просмотра
регистрации
регистрации
2.6 Сообщения об ошибках
HEIDENHAIN CNC PILOT 640 63
Page 64

Сохранение сервисных файлов
При необходимости можно сохранить в памяти "текущее
состояние CNC PILOT" и предоставить эту информацию
обслуживающему технику для оценки. При этом сохраняется
группа сервисных файлов. По предоставлению информации о
текущем состоянии станка и обработке см. “Сервисные файлы” на
странице 588.
Эта информация объединяется в наборе сервисных файлов в
виде zip-файла.
TNC:\SERVICEx.zip
"х" обозначает текущий номер
сервисный файл с номером «1», все имеющиеся в наличии
файлы переименовываются на имена с номерами "2-5". Уже
существующий файл с номером "5" удаляется.
Сохранение сервисных файлов:
Открытие окна ошибок
2.6 Сообщения об ошибках
Нажмите Softkey файла регистрации Logfile
Нажмите Softkey Сервисные файлы
, CNC PILOT всегда создает
64 Рекомендации по управлению
Page 65

2.7 Контекстная система помощи TURNguide
Применение
Перед использованием TURNguide вам необходимо
скачать вспомогательные файлы с домашней
страницы HEIDENHAIN (смотри „Загрузка текущих
файлов помощи” на странице 70).
Контекстно-зависимая система помощи TURNguide содержит
документацию для пользователя в формате HTML. Вызов
TURNguide осуществляется клавишей Инфо, причем система
ЧПУ частично отображает соответствующую информацию
непосредственно в зависимости от ситуации (контекстнозависимый вызов). Нажатие клавиши Инфо при редактировании
цикла приводит, как правило, к переходу точно в то место
документации, где описана соответствующая функция.
Система ЧПУ первоначально запускает TURNguide,
как правило, на языке, выбранном оператором в
качестве языка диалога в системе ЧПУ. Если файлы
этого языка в системе ЧПУ пока отсутствуют, система
открывает вариант на английском языке.
В TURNguide доступна следующая документация для
пользователя:
Руководство пользователя (BHBoperating.chm)
smart.Turn- и DIN-программирование (smartTurn.chm)
Список всех NC-сообщений об ошибках (errors.chm)
Дополнительно доступен также файл журнала main.chm, в
котором собраны все имеющиеся chm-файлы.
2.7 Контекстная система помощи TURNguide
По выбору производитель станка может включить в
TURNguide и документацию для заданного станка.
Тогда эти документы появляются в виде отдельного
журнала в файле main.chm.
HEIDENHAIN CNC PILOT 640 65
Page 66

Работа с TURNguide
Вызов TURNguide
Для запуска TURNguide существует несколько возможностей:
Нажатие клавиши „Инфо“, если система ЧПУ не отображает в
данный момент сообщение об ошибке
Щелчок мыши на клавишах Softkey, если ранее был нажат
активированный символ помощи справа внизу дисплея
При появлении одного или нескольких сообщений об
ошибках система ЧПУ активирует непосредственную
помощь согласно сообщениям об ошибках. Для
запуска TURNguide следует сначала квитировать все
сообщения об ошибках.
При вызове системы помощи ЧПУ запускает на месте
программирования определенный для системы
внутренний стандартный браузер (как правило,
Internet Explorer), либо адаптированный компанией
HEIDENHAIN браузер.
Для многих клавиш Softkey имеется контекстно-зависимый вызов,
с помощью которого можно непосредственно перейти к описанию
функций соответствующих клавиш Softkey. Эта функция доступна
только при использовании мыши. Выполните действия в
указанной последовательности:
Выберите панель Softkey, на которой отображается желаемая
Softkey
Щелкните мышью на символе помощи, отображаемому
системой ЧПУ непосредственно справа над панелью Softkey:
курсор мыши превращается в вопросительный знак
Щелкните этим вопросительным знаком по клавише Softkey,
2.7 Контекстная система помощи TURNguide
функцию которой нужно узнать: система ЧПУ откроет
TURNguide. Если для выбранной клавиши Softkey нет входа в
систему помощи, ЧПУ открывает файл журнала main.chm, из
которого следует искать желаемое пояснение полнотекстовым
поиском или навигацией в ручном режиме.
Контекстно-зависимый вызов также доступен и при
редактировании цикла:
Выберите любой цикл
Нажмите кнопку "Info": ЧПУ запускает систему помощи и
отображает описание активной функции (не действует в
отношении дополнительных функций или циклов, встроенных
производителем станка)
66 Рекомендации по управлению
Page 67

Навигация в TURNguide
Простейшим способом навигации в TURNguide является
управление с помощью мыши. С левой стороны показан список
содержания. Щелчком на указывающем вправо треугольнике
можно отобразить находящиеся под ним главы или показать
желаемую страницу напрямую щелчком на соответствующей
записи. Управление системой такое же, как для Windows Explorer.
Связанные между собой места в тексте (ссылки) выделены
цветом и подчеркнуты. Щелчок по ссылке открывает
соответствующую страницу.
Разумеется, управлять TURNguide можно также с помощью
клавиш и Softkey. Таблица, приведенная ниже, содержит обзор
соответствующих функций клавиш.
Описанные далее функции клавиш доступны только в
системе ЧПУ, но отсутствуют на программной
станции.
синим
Функция
Список содержания слева активен:
выбор записи, расположенной выше или
ниже
Текстовое окно справа активно:
переместить страницу вниз или вверх, если
текст или графика не отображается
полностью
Список содержания слева активен:
открыть список содержания. Если список
содержания больше не открывается,
следует перейти в правое окно
Текстовое окно справа активно:
нет
функции
Список содержания слева активен:
закрыть список содержания
Текстовое окно справа активно:
нет функции
Список содержания слева активен:
нажатием клавиши курсора показать
выбранную страницу
Текстовое окно справа активно:
переход на страницу со ссылкой, если
курсор установлен на ссылке
Клавиша
Softkey
2.7 Контекстная система помощи TURNguide
HEIDENHAIN CNC PILOT 640 67
Page 68

Функция
Список содержания слева активен:
Переключение закладок между индикацией
списка содержания, индикацией
алфавитного указателя ключевых слов и
функцией полнотекстового поиска, а также
переключение на правую сторону дисплея
Текстовое окно справа активно:
переход обратно в левое окно
Список содержания слева активен:
выбор записи, расположенной выше или
ниже
Текстовое окно справа активно:
переход
Выбрать последнюю показанную страницу
Листать вперед, если функция "выбрать
последнюю показанную страницу"
использовалась неоднократно
Переход на страницу назад
Переход на страницу вперед
на следующую ссылку
Клавиша
Softkey
Индикация/выключение списка содержания
Переключение между полным и
2.7 Контекстная система помощи TURNguide
редуцированным изображением на дисплее.
При уменьшенном изображении видна только
часть интерфейса ЧПУ
Фокус переключается на приложение системы
ЧПУ внутри системы, так
TURNguide можно обслуживать систему
управления. Если активно полное
изображение, система ЧПУ автоматически
уменьшает размер окна перед
переключением фокуса
Завершение работы TURNguide
68 Рекомендации по управлению
что при открытом
Page 69

Алфавитный указатель ключевых слов
Важнейшие ключевые слова собраны в соответствующем
алфавитном указателе (закладка Индекс) и напрямую
выбираются щелчком мыши или с помощью клавиш курсора.
Левая сторона активна.
Выберите закладку Индекс
Активируйте поле ввода Кодовое слово
Введите искомое слово, тогда система управления
синхронизирует алфавитный указатель ключевых
слов, связанный с введенным текстом, так что
ключевое слово можно быстрее найти в
созданном списке или
С помощью клавиши со стрелкой выделите
подсветкой нужное ключевое слово
Клавишей ENT активируйте отображение
информации о выбранном ключевом слове
Искомое слово можно ввести только с помощью
клавиатуры, подключенной к USB-разъему.
Полнотекстовый поиск
В закладке Поиск у вас есть возможность выполнять поиск
определенного слова по всему TURNguide.
Левая сторона активна.
Выберите закладку Поиск
Активируйте поле ввода Поиск:
Введите искомое слово, подтвердите кнопкой ENT:
система ЧПУ показывает в виде списка все места
поиска, содержащие это слово
С помощью клавиши со стрелкой выделите
подсветкой нужное место
С помощью клавиши ENT отобразите выбранное
место
2.7 Контекстная система помощи TURNguide
Искомое слово можно ввести только с помощью
клавиатуры, подключенной к USB-разъему.
Полнотекстовый поиск в любое время можно
выполнить, пользуясь всего одним словом.
При активации функции Поиск только в заголовках
(кнопкой мыши или наведением курсора на это место
и последующим нажатием клавиши пробела) система
ЧПУ ведет поиск не во всем тексте,
а только во всех
заголовках.
HEIDENHAIN CNC PILOT 640 69
Page 70

Загрузка текущих файлов помощи
Подходящие для ПО вашей системы ЧПУ файлы помощи вы
найдете на домашней странице компании HEIDENHAIN
www.heidenhain.ru. Для большинства языков диалога вы
найдете вспомогательные файлы в:
Документация / Информация
Скачать программное обеспечение
Система помощи CNC PILOT
Номер программного обеспечения вашей системы ЧПУ,
например, 34056x-02
Выберите желаемый язык, например, русский: появится ZIP-
файл с соответствующими файлами помощи
Загрузить и распаковать ZIP-файл
Сохраните распакованные CHM-файлы в системе ЧПУ в
директории TNC:\tncguide\de или в поддиректории
соответствующего языка (см. также таблицу ниже)
Если CHM-файлы передаются в систему ЧПУ с
помощью TNCremoNT, в пункте меню
Extras>Configuration>Mode>Transfer in binary format
следует задать расширение .CHM.
Язык Директория ЧПУ
Немецкий TNC:\tncguide\de
Английский TNC:\tncguide\en
Чешский TNC:\tncguide\cs
Французский TNC:\tncguide\fr
2.7 Контекстная система помощи TURNguide
Итальянский TNC:\tncguide\it
Испанский TNC:\tncguide\es
Португальский TNC:\tncguide\pt
Шведский TNC:\tncguide\sv
Датский TNC:\tncguide\da
Финский TNC:\tncguide\fi
Голландский TNC:\tncguide\nl
Польский TNC:\tncguide\pl
Венгерский TNC:\tncguide\hu
Русский TNC:\tncguide\ru
Китайский (упрощенный) TNC:\tncguide\zh
70 Рекомендации по управлению
Page 71

Язык Директория ЧПУ
Китайский (традиционный): TNC:\tncguide\zh-tw
Словенский (опция ПО) TNC:\tncguide\sl
Норвежский TNC:\tncguide\no
Словацкий TNC:\tncguide\sk
Латышский TNC:\tncguide\lv
Корейский TNC:\tncguide\kr
Эстонский TNC:\tncguide\et
Турецкий TNC:\tncguide\tr
Румынский TNC:\tncguide\ro
Литовский TNC:\tncguide\lt
HEIDENHAIN CNC PILOT 640 71
2.7 Контекстная система помощи TURNguide
Page 72

2.7 Контекстная система помощи TURNguide
72 Рекомендации по управлению
Page 73

Режим работы "Станок"
HEIDENHAIN CNC PILOT 640 73
Page 74

3.1 Режим работы "Станок"
В режиме работы "Станок" содержатся функции настройки,
обработки заготовок и создания программ с захватом.
Наладка станка: подготовительные работы, такие как
установка значений оси (задание нулевой точки заготовки),
измерения инструментов или установка защитной зоны
Ручной режим: обработка детали в ручном или
полуавтоматическом режиме
Задание параметров: задание параметров новой программы
, изменение существующей программы, графическое
циклов
тестирование циклов
Отработка программы: графическое тестирование
существующих программ циклов или программ smart.Turn и
использование их в изготовлении деталей
Цикл захватапозиции является предварительно
запрограммированной рабочей операцией. Это может быть как
отдельный проход, так и комплексная обработка, например,
3.1 Режим работы "Станок"
нарезание резьбы. Это всегда полностью отрабатываемый
рабочий ход. В случае цикла обработка определяется с помощью
нескольких параметров.
В "режиме ручного управления" циклы не записываются в
память. В режиме захвата текущей позиции каждая рабочая
операция проводится при помощи цикла, с которым
интегрирована и сохранена программатекущей позиции. Далее
эта захвата текущей позиции будет доступна для производства
деталей в режиме "Отработки программы".
В ICP-программировании вы можете задавать любые контуры с
помощью линейных/круговых элементов контура и элементов
наложения (фаски, скругления, выточки). Описание контура
интегрируется в ICP-циклы (см. “ICP-Контуры” на странице 378).
Программы smart.Turn и DIN создаются в рабочем режиме
"smart.Turn". При этом в наличии имеются команды для простых
движений перемещения, DIN-циклов для сложных задач по
снятию
операций и программирования переменных.
Создаются либо "самостоятельные" программы, содержащие все
необходимые команды по переключениям и перемещениям, и
выполняемые в режиме прогона программы, или DIN-
подпрограммы, которые интегрированы в циклытекущей
позиции. Какие команды будут использоваться в подпрограмме
DIN, зависит от постановки задачи. Также и в случае подпрограмм
DIN в
Программытекущей позиции могут быть конвертированыв
программы smart.Turn. Таким образом, следует использовать все
преимущества простого программирования
цикловзахватапозиции, а затем оптимизировать или дополнить
NC-программу после "Конвертирования DIN".
стружки, функций переключения, математических
наличии имеется полный набор команд.
74 Режим работы "Станок"
Page 75

3.2 Включение и выключение
Включение
CNC PILOT показывает статус старта. После завершения всех
тестов и инициализации активируется режим работы "Станок". В
поле индикации инструмента высвечивается последний
использованный инструмент.
Об ошибках, появляющихся во время запуска системы,
сообщается с помощью символа ошибки. Как только система
будет готова к работе, вы можете проверить сообщения об
ошибках (см. “Сообщения об ошибках”
CNC PILOT исходит из того, что при запуске системы
заряжен инструмент, использовавшийся в
предыдущей сессии. Если это не так, то с помощью
функции замены инструмента задайте новый
инструмент.
на странице 60).
Проверка EnDat-датчика
В EnDat-датчиках система управления сохраняет позиции осей
при выключении станка. При включении CNC PILOT сравнивает
текущую позицию каждой оси с позицией, сохраненной при
выключении.
В случае разницы появляются следующие сообщения:
"S-RAM ошибка: сохраненная позиция оси недействительна".
Такое сообщение корректно, если система управления
включена впервые, датчик или другие компоненты управления
были заменены.
"После
"HW-параметр изменен: сохраненная позиция оси
Причиной одного из приведенных выше сообщений может быть
также неисправность датчика или системы управления.
Свяжитесь
появляется неоднократно.
выключения ось была смещена. Разница
позиционирования: xx мм или градусов"
Необходимо проверить и подтвердить текущую позицию, если
ось была действительно смещена.
недействительна".
Такое сообщение корректно, если были изменены параметры
конфигурации.
с производителем станка, если эта проблема
3.2 Включение и выключение
HEIDENHAIN CNC PILOT 640 75
Page 76

Обнуление
Необходимость обнуления зависит от вида измерительных
приборов.
EnDat-датчик: обнуление не требуется.
Датчики с кодированной рефметкой: положение осей
распознается после короткого перемещения.
Стандратные датчики: оси перемещаются в известные, жестко
установленные точки станка. При пересечении референтной
метки система управления получает сигнал. Так как системе
известно расстояние до нулевой точки станка, то
также и позиция оси.
ОБНУЛЕНИЕ
Нажмите Softkey Привязка Z
Нажмите Softkey Привязка X
известна
3.2 Включение и выключение
CNC PILOT активирует индикацию позиции и переходит в
Главное меню.
или нажмите Softkey все
Нажмите Старт цикла – произойдет пересечение
опорных точек
Если оси X и Z выполняют отдельно пересечение
нулевых меток, то движение наступает только в
направлении X или Z.
76 Режим работы "Станок"
Page 77

Выключение
Правильное выключение регистрируется в журнале
ошибок.
ВЫКЛЮЧЕНИЕ
Настройка главного уровня режима работы
"Станок"
Активирование окна ошибок
Нажмите Softkey Дополнительные функции
Нажмите Softkey ВЫКЛ
Для надежности CNC PILOT спрашивает, следует ли завершить
работу.
Нажмите клавишу Enter или Softkey Да – работа
будет завершена
3.2 Включение и выключение
Следует подождать команды CNC PILOT на выключение станка.
HEIDENHAIN CNC PILOT 640 77
Page 78

3.3 Параметры станка
Ввод параметров станка
В режиме ручного управления введите информацию по
инструменту, числу оборотов шпинделя и подаче/скорости
резания в TSF-диалоге (окно ввода задание T, S, F ). В
программахзахватом текущей позиции и smart.Turn-программах
информация о инструменте и технологические данные являются
составной частью параметров циклов или NC-программ.
В TSF-диалоге можно также задать "максимальное число
оборотов" и "угол останова",
Данные резания (скорость резания, подача) можно сохранить в
технологической базе данных в зависимости от материала
заготовки, материала резца инструмента и вида обработки.
3.3 Параметры станка
Нажатием Softkey Предложение Технология данные введутся в
диалог.
Нажатием Softkey Список инструментов открывается список
инструментов (список револьверной головки). Этот список
отображает текущую комплектацию инструментального суппорта.
Каждому инструментальному зажиму
определенная позиция в таблице. При наладке каждому
инструментальному зажиму присваивается определенный
инструмент (идентификационный номер).
Если ваш станок оснащен приводным инструментом, выберите с
помощью кнопки смены шпинделя, к какому шпинделю относятся
введенные данные. В поле индикации указывается выбранный
шпиндель. По этой причине существует две разновидности TSFдиалога:
Без приводного инструмента (верхний
S, D и A привязаны к главному шпинделю
С приводным инструментом (нижний рисунок): параметры S,
D и A привязаны к выбранному шпинделю.
Значения параметров:
S: скорость резания/постоянная частота вращения
D: максимальная скорость вращения
A: угол прекращения работы
BW: Угол оси В (машинно-зависимая функция)
CW: С-угол места наклона: положение оси С для определения
рабочего положения инструмента (функция, зависящая от
станка)
а также материал.
соответствует
рисунок): параметры
78 Режим работы "Станок"
Page 79

ВВОД ДАННЫХ ИНСТРУМЕНТА И ТЕХНОЛОГИЧЕСКИХ
ДАННЫХ
Выберите Задание TSF (выбирается только в
режиме ручного управления)
Softkeys при "задании T, S, F "
смотри “Коррекции инструмента” на
странице 107
смотри “Касание” на странице 103
Введите параметры
Завершите ввод данных
Внимание, в зависимости от станка эта операция
вызывает поворотное движение револьверной
головки.
Выбор шпинделя заготовки (зависит от конкретного станка)
Если ваш станок оснащен противошпинделем, то в форме TSF
будет отображен параметр WP. С помощью параметра WP можно
выбрать, с помощью какого шпинделя заготовки будет
выполняться обработка в режиме задания параметров (обучения)
и в режиме MDI.
Выберите шпиндель заготовки для обработки с помощью WP:
Главный привод
Противошпиндель для
Настройка параметра WP сохраняется в режиме обучения и MDIциклах и отображается в соответствующей форме цикла.
Если с помощью параметра WP для обработки задней
поверхности был выбран противошпиндель, цикл отрабатывается
в зеркальном отображении (в противоположном направлении оси
Z). Используйте инструмент с соответствующей ориентацией.
обработки задней поверхности
Вызов "Списка инструментов".
Копирование Т-номера из списка
инструментов: смотри “Настройка
списка инструментов” на странице 86
Копирование скорости резания и
подачи из технологических данных.
Вкл: подача в минуту (мм/мин)
Выкл.: подача на оборот (мм/об)
Вкл: постоянная
(об/мин)
Выкл.: постоянная скорость резания
(м/мин)
скорость вращения
3.3 Параметры станка
В TSF-меню настройка параметра WP меняется, если:
отрабатывается цикл с другой настройкой
параметра WP
выбирается программа в отработке программы
HEIDENHAIN CNC PILOT 640 79
Page 80

Индикация параметров станка
Элементы индикации параметров станка
Индикация положения X, Y, Z, W: расстояние от вершины инструмента до
нулевой точки заготовки
Буква оси: черный = разблокировка оси разрешена; белый = нет разрешения
на разблокировку оси
Маховичок активирован Зажим активирован
Индикация положения C: позиция оси С
пустое поле: ось C не активна
3.3 Параметры станка
Буква оси: черный = разблокировка оси разрешена; белый = нет разрешения
на разблокировку оси
Настройки отображения индикатора положения:
параметра пользователя MP_axesDisplayMode. Настройка отображается в
виде буквы возле окна позиции.
A: текущее значение (настройка: REFIST)
N: заданное значение (настройка: REFSOLL)
L: ошибка рассогласования (настройка: SCHPF)
D: остаточный путь (настройка: RESTW)
Отображение номер суппорта и номера оси C: цифра возле окна
позиционирования оси показывает присвоенный номер суппорта или оси С.
Цифра отображается только
конфигураций, например, вторая ось С в качестве противошпинделя.
Индикация остаточного пути X, Y, Z, W: разница между актуальной
позицией и конечной позицией текущей команды перемещения.
Индикация остаточного пути и состояние зон защиты: индикация
остаточного пути и индикация статуса контроля зон защиты.
Индикация позиций четырех осей: индикация значений позиций до четырех
осей. Индикация осей зависит от конфигурации станка.
в том случае, если ось имеет несколько
Контроль статуса зоны
защиты активирован
задаются с помощью
Контроль статуса зоны
защиты не активирован
80 Режим работы "Станок"
Page 81

Элементы индикации параметров станка
Индикация T-номеров
T-номер используемого инструмента
Значения коррекции инструмента
Для всех Т-отображений действует следующее правило:
T помечено цветом: приводной инструмент
Т-номер или ID помечено цветом: зеркально отображенный зажим
инструмента
Буква X/Z коррекции помечена цветом: специальная коррекция в
направлении X, Z активирована
Индикация T-ID
ID заряженного инструмента
Значения коррекции инструмента
Индикация T-ID без значений коррекции
ID заряженного инструмента
3.3 Параметры станка
Коррекции
Специальная коррекция только для отрезных и грибовидных инструментов
Значение специальной коррекции серого цвета: специальная коррекция не
активна
Буква X/Z коррекции помечена цветом: специальная коррекция в
направлении X, Z активирована
Аддитивная коррекция
Значения коррекции серого цвета: D-коррекция не активна
Значения коррекции черного цвета: D-коррекция активна
Информация о сроке службы инструмента
"T": черного цвета = глобальный контроль
цвета = глобальный контроль срока службы выключен
MT, RT активировано: контроль по сроку службы
MZ, RZ активировано: контроль по количеству
Все поля пустые: инструмент без контроля за сроком службы
Индикация салазок и состояние цикла
Верхнее поле: настройка регулятора коррекции
Нижнее поле с белым фоном: текущая подача
Нижнее поле с серым фоном
неподвижных салазках
Индикация салазок и состояние цикла
Вверхнее поле: запрограммированная подача
Нижнее поле: текущая подача
инструмента
срока службы включен; белого
: запрограммированная подача при
HEIDENHAIN CNC PILOT 640 81
Page 82

Элементы индикации параметров станка
Индикация салазок и состояние цикла
Верхнее поле: настройка регулятора коррекции
Среднее поле: запрограммированная подача
Нижнее поле: текущая подача
Индикация суппорта при обработке задней стороны
При обработке задней стороны номер суппорта отображается с синим
фоном
Индикация шпинделя с номером шпинделя, ступень редуктора и
состояние шпинделя
Верхнее поле: настройка регулятора коррекции
Нижнее поле: текущая
3.3 Параметры станка
Действует для всех шпинделей:
Символ шпинделя: черный цвет = разблокировка шпинделя разрешена;
белый цвет = нет разрешения на "Разблокировку шпинделя"
Цифра в символе шпинделя: ступень редуктора
Цифра справа от символа шпинделя: номер шпинделя
Если имеется клавиша шпинделя: номер выбранного шпинделя
высвечивается на цветном фоне
Состояние шпинделя: Смотри “
Индикация запрограммированной частоты вращения в "1/мин" или м/мин
Индикация фактической частоты вращения в "1/мин"
При M19 и при настройке шпиндель-стоп изготовителем станка: вместо
фактической частоты вращения отображается позиция шпинделя
Если во время синхронного вращения шпиндель находится в режиме Slave
вместо запрограммированной частоты вращения будет отображаться "0"
скорость вращения (позиция шпинделя)
Шпиндель” на странице 85.
Индикация шпинделя
состояние шпинделя
Вверхнее поле: запрограммированная скорость вращения
Нижнее поле: текущая скорость вращения (позиция шпинделя)
Индикация шпинделя с номером шпинделя, ступень редуктора и
состояние шпинделя
Верхнее поле: настройка регулятора коррекции
Среднее поле: запрограммированная скорость вращения
Нижнее поле: текущая скорость вращения (позиция шпинделя)
Индикация ручной коррекции
F: подача
R: ускоренный ход
S: шпиндель
82 Режим работы "Станок"
с номером шпинделя, ступень редуктора и
активного шпинделя
Page 83

Элементы индикации параметров станка
Загрузка привода: загрузка привода относительно номинального крутящего
момента
цифровые осевые и шпиндельные приводы
аналоговые осевые и шпиндельные приводы, если они установлены
изготовителем станка
Индикация количества изделий: количество увеличивается каждый раз
после M30, M99 или запрограммированного счетного импульса M18.
MP: заданное количество штук
P: количество изготовленных штук
Индикация количества изделий и времени обработки одного изделия:
количество увеличивается каждый раз после M30, M99 или
запрограммированного счетного импульса M18.
MP: заданное количество штук
P: количество изготовленных штук
t: время выполнения текущей программы
Сумма t: общее время
Индикация обработки задней стороны: в RSM-индикаторе (RSM: Rear Side
Machining = Обработка Задней Стороны) отображается информация об
обработке задней стороны.
RSM-состояние
Активное смещение нулевой точки настроенной RSM-оси
3.3 Параметры станка
Отображение
отображаются различные данные о статусе наклонной плоскости.
Программируемое значение угла оси В
Отображение актуальных значений I, K, U и W
I: Эталон плоскости по X
K: Эталон плоскости по Z
U: Сдвиг по X
W: Сдвиг по Z
HEIDENHAIN CNC PILOT 640 83
оси В: В зависимости от настройки параметров станка
Отображение данных станка настраивается его
производителем. Поэтому возможны отличия
конкретной индикации вашего станка от приведенной
здесь индикации.
Page 84

Состояния циклов
CNC PILOT отображает текущее состояние цикла с помощью
символа цикла (см. таблицу справа).
Подача оси
F (англ: Feed) является буквенным обозначением подачи. В
зависимости от положения Softkey Минутная подача ввод
3.3 Параметры станка
осуществляется в:
миллиметрах на поворот шпинделя (подача за оборот)
миллиметрах за минуту (минутная подача)
Во время индикации по единицам измерения видно, при каком
виде подачи осуществляется обработка.
Значение подачи (диапазон: от 0% до 150%) изменяется с
помощью потенциометра коррекции подачи (Feed-Override).
Символы циклов
Состояние "Цикл включен"
Отработка цикла или программы является
активной
Состояние "Цикл выключен"
Отработка цикла или программы
отсутствует
84 Режим работы "Станок"
Page 85

Шпиндель
S (англ: Speed) является буквенным обозначением шпинделя. В
зависимости от положения Softkey Постоянная скорость вращения
ввод осуществляется в:
оборотах за минуту (постоянная скорость вращения)
метрах за минуту (постоянная скорость резания)
Число оборотов ограничивается максимальной скоростью
вращения шпинделя. Ограничение скорости вращения задается в
окне ввода TSF-диалог или в DIN-программировании с помощью
команды G26.
пор, пока оно не будет перезаписано другим значением
ограничения скорости вращения.
Значение скорости вращения шпинделя (диапазон: от 50% до
150%) изменяется с помощью потенциометра коррекции скорости
вращения (Speed-Override).
Ограничение скорости вращения действует до тех
При постоянной скорости резания CNC PILOT
рассчитывает скорость вращения шпинделя в
зависимости от позиции наконечника инструмента.
При меньшем шпинделе скорость его вращения
увеличивается, при этом максимальная скорость
вращения не превышается.
Символы шпинделя показывают направление
вращения с точки зрения оператора, стоящего перед
станком и смотрящего на шпиндель.
Обозначение шпинделя определяется
изготовителем станка (см. таблицу справа).
Символы шпинделя (S-индикация)
Направление вращения шпинделя M3
Направление вращения шпинделя M4
Шпиндель остановлен
Шпиндель находится в процессе
регулирования положения (M19)
Ось С и привод шпинделя активны
Обозначения шпинделя
Главный шпиндель H0 1
Инструмент с приводом 112
3.3 Параметры станка
HEIDENHAIN CNC PILOT 640 85
Page 86

3.4 Настройка списка
инструментов
Станок с револьверной головкой
Использованный инструмент сохраняется в списке револьверной
головки. Каждому инструментальному зажиму в револьверной
головке присваивается идентификационный номер
установленного инструмента.
В циклетекущей позиции позиция револьверной головки
программируется как позиция T-номера. Тогда
Идентификационный номер инструмента автоматически
сохраняется под "ID".
Список инструментов револьверной головки может быть настроен
через TSF-меню или непосредственно из диалогов циклов в
режиме текущейпозиции.
Номер места револьверной головки T
ID инструмента (имя): заполняется автоматически
Откройте Список револьверной головки. Ели
курсор находится в поле ввода ID, CNC PILOT
дополнительно открывает Список инструментов
с записями в базе данных инструментов.
3.4 Настройка списка инструментов
Станок с инструментальным суппортом
Multifix
Станки с зажимом Multifix оснащены гнездом инструментального
магазина, в котором инструменты заменяются вручную.
Номер места револьверной головки T: всегда T1
ID инструмента (имя): выберите ID-номер из списка
инструментов
Откройте Список револьверной головки
Инструментальные системы Revolver и Multifix могут
применяться одновременно на одном станке.
Изготовитель станка определяет номер гнезда
Multifix.
86 Режим работы "Станок"
Page 87

Инструменты в разных квадрантах
Пример: главный инструментальный суппорт вашего
токарного станка расположен перед центром вращения
(стандартный квадрант). За центром вращения расположено
дополнительное устройство крепления инструмента.
При конфигурировании CNC PILOT для каждого зажима
инструмента определяется, отображаются ли зеркально Xразмеры и направление вращения дуг окружности. В выше
приведенном примере дополнительному зажиму инструмента
присваивается атрибут "зеркальное отражение".
При таком
"нормально" – независимо от того, какой инструментальный
зажим выполняет обработку. Функция моделирования также
представляет все операции обработки в "стандартном
квадранте".
Инструменты также описываются и измеряются в "стандартном
квадранте" – даже если они установлены в дополнительном
зажиме.
Принцип зеркального отображения учитывается лишь при
обработке заготовки с использованием дополнительного
инструмента.
принципе все операции обработки программируются
зажима
3.4 Настройка списка инструментов
HEIDENHAIN CNC PILOT 640 87
Page 88

Укомплектование списка револьверной головки из базы данных
Список инструментов (револьверная таблица) представляет
собой текущую комплектацию инструментального суппорта.
Список инструментов револьверной головки может быть настроен
через TSF-меню или непосредственно из диалогов циклов в
режиме захватапозиции.
Для загрузки записей из инструментальной базы данных в список
комплектации револьверной головки нужно включить индикацию
этой базы. CNC PILOT отображает записи базы данных в нижней
области экрана. Клавиши курсора являются активными в этом
списке.
КОПИРОВАНИЕ ИНСТРУМЕНТА ИЗ БАЗЫ ДАННЫХ
С помощью Softkey Cписок инструментов
активируйте базу данных (при "открытом" списке
комплектации револьверной головки).
Выберите позицию в списке комплектации
револьверной головки
3.4 Настройка списка инструментов
Выберите и отсортируйте записи инструментальной базы данных
(см. таблицу Softkeys справа).
Отбор и сортировка записей
инструментальной базы данных
CNC PILOT открывает меню Softkey
для выбора нужного типа инструмента.
Инструменты сортируются в
отображаемом списке по:
типу инструмента
идентификационному номеру (ID)
инструмента
ориентации инструмента
При нажатии Softkey происходит
переход к следующей сортировке.
С помощью клавиш курсора выберите запись в инструментальной
базе данных.
Загрузите выбранный инструмент в список
комплектации револьверной головки
88 Режим работы "Станок"
Изменение направления сортировки –
вверх или вниз
Здесь не активно
Закрытие списка инструментов.
Page 89

Укомплектование списка револьверной головки
Список инструментов (револьверная таблица) представляет
собой текущую комплектацию инструментального суппорта. Во
время настройки списка инструментов револьверной головки
необходимо ввести идентификационные номера инструментов.
Список инструментов револьверной головки может быть настроен
через TSF-меню или непосредственно из диалогов циклов в
режиме задания параметров. Выбор нужного места револьверной
головки осуществляется с помощью клавиш курсора.
комплектации револьверной головки можно также установить
систему ручной смены инструмента (смотри „Настройка
держателя для систем ручной смены” на странице 518).
НАСТРОЙКА СПИСКА ИНСТРУМЕНТОВ
Выберите Задание TSF (выбирается только в
режиме ручного управления)
Активируйте диалог циклов
В
Softkey в списке револьверной головки
Удаление записи
С помощью Softkey Список инструментов
активируйте комплектацию револьверной
головки.
Настройте комплектацию револьверной головки (см. таблицу
Softkeys справа)
Вставка записи из буфера обмена
данными
Вырезание записи и ее сохранение в
буфере обмена данными
Выделение записей
инструментальной базы данных
Переход в следующее меню
Полное удаление списка
инструментов револьверной
головки
На одну ступень меню назад
Загрузка Т-номера и идентификатора
инструмента в диалог TSF или диалог
циклов
Закрытие списка
револьверной головки без передачи Tномера и идентификатора
инструмента в диалог. Изменения в
списке инструментов револьверной
головки сохраняются.
инструментов
3.4 Настройка списка инструментов
HEIDENHAIN CNC PILOT 640 89
Page 90

Вызов инструмента
T (англ.: Tool) является буквенным кодом зажима инструмента. ID
обозначает идентификационный номер инструмента. Инструмент
вызывается с помощью номера места в револьверной головке " T".
Идентификационный номер "ID" присутствует и автоматически
заполняется в диалогах. Ведется список инструментов
револьверной головки.
В режиме ручного управления Т-номер и/или ID-номер вводится в
TSF-диалоге. В режиме
"ID" являются параметрами цикла.
Если в TSF-диалоге вводится T-номер с ID-номером,
которые не определены таким образом в списке
инструментов револьверной головки, то этот список
соответственно изменяется.
запоминания (задания параметров) "T" и
Инструменты с приводом
Инструмент с приводом определяется в описании
инструментов.
Инструмент с приводом может работать от подачи на оборот,
если шпиндельный привод инструмента оснащен датчиком.
Если применяются инструменты с постоянной скоростью
резания, то частота вращения рассчитывается на основе
диаметра инструмента.
3.4 Настройка списка инструментов
90 Режим работы "Станок"
Page 91

Контроль срока службы инструментов
CNC PILOT по желанию может контролировать срок службы
инструментов или количество деталей, изготовленных с помощью
этого инструмента.
Функция контроля срока службы суммирует интервалы времени, в
течение которых инструмент применялся "в подаче". Функция
контроля количества изделий подсчитывает число обработанных
заготовок. Эти значения сравниваются со значениями в данных
инструмента.
Если срок службы истек или
штук изделий, то CNC PILOT выдает сообщение об ошибке и
останавливает отработку программы после конца программы.
Если работа ведется с повтором программы (M99 в DINпрограммах), то система останавливается после текущего
прогона программы.
Для программ сзахватомпозиции доступен простой контроль
срока службы . При этом CNC PILOT информирует об износе
инструмента.
В программах smart.Turn и DIN PLUS имеется
выбора между простым контролем срока службы и опцией
контроля срока службы с инструментами на замену. Если
применяется вариант с инструментами на замену, то как только
инструмент оказывается изношенным, CNC PILOT
автоматически заменяет его на однотипный инструмент. Лишь
только когда будет изношен последний инструмент цепочки
замены, CNC PILOT остановит выполнение программы.
Управление сроком службы
деактивируется через пользовательский параметр "Система/
Общие настройки автоматического режима/Срок службы".
Вид контроля, срок службы или остаточный срок службы или
количество деталей/остаточное количество деталей,
указываются в данных инструмента. Здесь осуществляется также
редактирование и индикация (см. “Редактирование данных срока
службы” на странице 513).
Инструменты на замену определяются при наладке револьверной
головки. В "цепочке на замену" может содержаться несколько
однотипных инструментов. Цепочка инструментов на замену
является компонентом NC-программы (см. главу
"Программирование инструментов" в Инструкции по
обслуживанию "smart.Turn- и DIN-программирование").
достигнуто определенное количество
возможность
инструмента активируется/
3.4 Настройка списка инструментов
При замене режущей пластины инструмента следует
обновлять данные по сроку службы/количеству
изделий в рабочем режиме "Управление
инструментами".
HEIDENHAIN CNC PILOT 640 91
Page 92

3.5 Настройка станка
Независимо от способа обработки заготовки – вручную или
автоматически – оператор должен "подготовить" станок. В
режиме ручного управления через пункт меню Настройка
доступны следующие функции:
Задание осевых значений (определение нулевой точки
заготовки)
Станок – привязка (обнуление осей)
Задание зоны защиты
Установка точки смены инструмента
Задание значений оси С
Определение размеров станка
3.5 Настройка станка
Отображение
Измерение
рабочего времени
92 Режим работы "Станок"
Page 93

Определение нулевой точки заготовки
Расстояние нулевая точка станка - нулевая точка заготовки ( также
называемое "Смещение") отображается в диалоге как XN и ZN. В
случае изменения нулевой точки заготовки получаются новые
значения индикации.
Вы можете ввести нулевую точку заготовки на оси Z
через импульсную систему. Система контроля
проверяет при установке нулевой точки, какой тип
инструмента сейчас задействован. При выборе
функции захвата нулевой точки заготовки при помощи
импульсной системы, система контроля
автоматически настраивает бланк ввода данных.
Нажмите на NC-старт для запуска процесса
измерения. При помощи Softkey Сохранить
перенесите полученное значение как нулевую точку
заготовки на оси Z.
ЗАДАНИЕ НУЛЕВОЙ ТОЧКИ
Выберите пункт Настройка
Выберите Задание осевых значений
3.5 Настройка станка
Коснитесь нулевой точкой заготовки (торцевая поверхность)
Точку касания задайте в качестве "нулевой точки
заготовки Z"
Расстояние инструмент – нулевая точка заготовки введите в
качестве "координаты измерительной точки Z"
CNC PILOT рассчитает "нулевую точку Z
заготовки"
Нулевая точка станка Z = нулевая точка Z
заготовки
(смещение = 0)
Обеспечивает прямой ввод смещения нулевой
точки в ZN
HEIDENHAIN CNC PILOT 640 93
Page 94

Обнуление осей
Существует возможность заново обнулить уже обнуленные оси.
При этом могут быть выбраны отдельные оси или все оси.
ОБНУЛЕНИЕ
Выберите пункт Настройка
Выберите Задание осевых значений
3.5 Настройка станка
CNC PILOT актуализирует индикацию позиции.
Выберите Softkey Станок Привязка
Нажмите Softkey Привязка Z
Нажмите Softkey Привязка X
или нажмите Softkey все
Нажмите Старт цикла – произойдет пересечение
опорных точек
94 Режим работы "Станок"
Page 95

Задание зоны защиты
При активном контроле зоны защиты CNC PILOT проверяет во
время каждого движения перемещения, нарушается ли
Защитная зона в направлении –Z. Если это имеет место, то
движение останавливается и выдается сообщение об ошибке.
В диалоге "Установка защитной зоны" расстояние нулевая точка
станка - защитная зона указывается в –ZS.
Статус контроля защитной зоны отображается в индикации
станка, если это предусматривается конфигурацией изготовителя
станка (см. таблицу).
УСТ А НОВКА ЗОНЫ ЗАЩИТЫ/ ВЫКЛЮЧЕНИЕ КОНТРОЛЯ
Выберите пункт Настройка
Выберите Задание зоны защиты
С помощью толчковых элементов управления или маховичка
задайте перемещение к "зоне защиты"
С помощью Softkey Перенос позиции скопируйте
позицию в качестве зоны защиты
Введите позицию зоны защиты относительно нулевой точки
заготовки (поле: "координата точки измерения –Z")
С помощью Softkey Сохранить примите
введенную позицию в качестве зоны защиты
Выключение контроля зоны защиты
При открытом окне ввода Задание зоны защиты
контроль зоны защиты не активен.
В DIN-программировании зона защиты выключается
с помощью G60 Q1 и снова включается с помощью
G60.
3.5 Настройка станка
Статус зоны защиты
Контроль зоны защиты активен
Контроль зоны защиты не активен
HEIDENHAIN CNC PILOT 640 95
Page 96

Задание точки смены инструмента
В цикле Подвод к точке смены инструмента или DIN-команде
G14 суппорт подходит к "Точке смены инструмента". Эта позиция
должна быть удалена от заготовки так, чтобы револьверная
головка могла поворачиваться без столкновений с другими
элементами, и существовала возможность беспроблемной
замены инструмента.
УСТ А НОВКА ТОЧКИ СМЕНЫ ИНСТРУМЕНТА
Выберите пункт Настройка
3.5 Настройка станка
Подвод к точке смены инструмента
Прямой ввод позиции смены инструмента
Нужная позиция смены инструмента вводится в окне ввода X и Z
в координатах станка (X=размер радиуса).
Выберите Точку смены инструмента
С помощью толчковых элементов управления или
маховичка выполните перемещение к "Точке
смены инструмента" и примените эту позицию как
точку смены инструмента.
Координаты точки смены инструмента вводятся и
высвечиваются как расстояние от нулевой точка
станка до точки привязки инструментального суппорта.
Рекомендуется выполнить подвод к "Точке смены
инструмента" и задать эту позицию с помощью Softkey
Перенос позиции.
96 Режим работы "Станок"
Page 97

Задание значений оси С
С помощью функции "Задание значений оси С" можно задать
смещение нулевой точки для шпинделя заготовки:
CN: значение положения шпинделя заготовки (индикация)
C: смещение нулевой точки оси C
ЗАДАНИЕ НУЛЕВОЙ ТОЧКИ ОСИ C
Выберите пункт Настройка
Выберите Задание значений оси С
Позиционирование оси C
Задайте позицию в качестве Нулевой точки
оси С
Введите "Смещение нулевой точки, ось C"
Сохранение введенного значения – CNC PILOT
рассчитывает Нулевую точку оси C
3.5 Настройка станка
Удаление смещения нулевой точки оси C
Расширенная форма ввода станков с противошпинделем:
Если ваш станок оснащен противошпинделем, то отображается
параметр CA. С помощью параметра CA вы можете выбрать, для
какого шпинделя заготовки (главный или противошпиндель) будет
действовать функция "Задание значений оси С".
В параметре CV отображается активное смещение угла.
Смещение угла активируется с помощью G905 для того, чтобы
согласовать положение главного
Это может быть необходимо для синхронизации обоих
шпинделей при передаче деталей. С помощью Softkey "Удалить
смещение CV" можно сбросить активное смещение угла.
Дополнительные параметры станков с противошпинделем:
CV: индикация активного смещения угла
CA: выбор оси С (главный или противошпиндель)
HEIDENHAIN CNC PILOT 640 97
шпинделя с противошпинделем.
Page 98

Настройка размеров станка
С помощью функции "Настройка размеров станка" можно
сохранить любые позиции, чтобы потом использовать их в NCпрограммах.
НАСТРОЙКА РАЗМЕРОВ СТАНКА
Выберите пункт Настройка
Выберите Настройка размеров станка
3.5 Настройка станка
Введите номер для размера станка
Скопируйте позицию одной оси в размера станка
Скопируйте позицию всех осей в размера станка
Сохраните размер станка
98 Режим работы "Станок"
Page 99

Откалибровать импульсную систему
Функция "Откалибровать импульсную систему" позволит Вам
определить точные позиционные значения импульсной системы.
ОПРЕДЕЛИТЬ ПОЛОЖЕНИЕ ИМПУЛЬСНОЙ СИСТЕМЫ
Вставить точно измеренный инструмент или эталонный
инструмент
Выберите пункт Настройка
Выбрать импульсную систему
Выбрать импульсную систему
Проведите предварительное позиционирование инструмента для
первого измерения.
Установите положительное или отрицательное
направление перемещения.
Нажмите Softkey в соответствии с направлением
перемещения (пример: направление –Z).
Нажмите Старт цикла – инструмент переместится
в направлении измерения. При запуске
определяется и сохраняется положение
импульсной системы. Инструмент возвращается в
исходное положение.
3.5 Настройка станка
Нажмите Softkey "Назад" для окончания процесса
калибровки. Полученные при калибровке
значения будут сохранены или
инструмент предварительно устанавливается для следующего
измерения и процесс запускается заново (максимально 4
направления измерения)
HEIDENHAIN CNC PILOT 640 99
Page 100

Отображение рабочего времени
В меню "Сервис" вы можете отображать различные периоды
эксплуатации:
Рабочее время Значение
Управление
включено
Рабочее время управления с момента
ввода в эксплуатацию
Станок включен Рабочее время станка с момента ввода в
Выполнение
программы
3.5 Настройка станка
ОТОБРАЖЕНИЕ РАБОЧЕГО ВРЕМЕНИ
Производитель станка также может предоставить
дополнительные типы индикации времени.
Соблюдайте указания инструкции по обслуживанию
станка!
Выберите пункт Настройка
Выбрать Сервис
Выбор отображаемого периода эксплуатации
эксплуатацию
Рабочее время для управляемой работы
с момента ввода в эксплуатацию
100 Режим работы "Станок"
 Loading...
Loading...