

Page 1

<
+
SETUP MANUAL
HMI
www.hongdiancnc.com
B-64647EN/01
www.hongdiancnc.com
Page 2
• No part of this manual may be reproduced in any form.
• The design and specifications of this product are subject to change due to
improvements.
The products in this manual are controlled based on Japan's "Foreign Exchange and
Foreign Trade Law".
Furthermore, the product may also be controlled by re-export regulations of the United
States government.
Should you wish to export or re-export these products, please contact FANUC for advice.
This manual attempts to include information as much as possible.
There are, however, a very large number of operations that must not or cannot be
performed, and if the manual contained them all, it would be enormous in volume.
It is, therefore, requested to assume that any functions not described in this manual are
"not equipped in this product."
Program and device names belonging to companies other than FANUC in this manual
include registered trademarks of their respective companies.
However, the ® and ™ marks may be omitted for some of those names.
www.hongdiancnc.com
www.hongdiancnc.com
Page 3
B-64647EN/01
!
!
!
SAFETY PRECAUTIONS
DEFINITION OF WARNING, CAUTION, NOTE, AND MEMO
SAFETY PRECAUTIONS
1
When using FANUC iHMI, you must comply with the instructions written in "SAFETY
PRECAUTIONS".
DEFINITION OF WARNING, CAUTION,
NOTE, AND MEMO
This manual includes safety precautions for protecting the user and preventing
the machine. Precautions are classified into " Warning" and "
damage t
Caution" according to the degree of the risk or severity of damage.
Also, supplementary information is described as "Note" and "Memo".
Read these indications thoroughly before using this product.
WARNING
CAUTION
o
Used if a danger resulting in the death or serious injury of the user is
expected to occur if he or she fails to observe the approved procedure.
Used if a danger resulting in the minor injury of the user or equipment
damage is expected to occur if he or she fails to observe the approved
procedure.
!
2
3
4
5
6
7
8
A1
Used if points to keep in mind not related to WARNING or CAUTION are to
www.hongdiancnc.com
NOTE
MEMO
Read this manual carefully, and store it in a safe place.
*
be indicated.
Used if supplementary explanations for operation or additional information
not related to WARNING or CAUTION are to be indicated.
s-1
A2
Z
www.hongdiancnc.com
Page 4
1
!
!
B-64647EN/01
SAFETY PRECAUTIONS
GENERAL PRECAUTIONS
GENERAL PRECAUTIONS
The following warnings and cautions provide information to be noted when
handing the CNC device for safer use of the machine with the CNC device.
2
3
4
5
6
7
8
A1
WARNING
• Carefully check that data you want to enter is correctly entered before
performing the next operation. Operation with incorrect data may cause
unexpected behavior of the machine, resulting in damage to the work or
machine or injury.
• Carefully check that program command value, offset value, curren
po
tion, and external signal settings, etc. are correct before starting the
si
machine for operation, such as machining the work. Also, perform tria
op
eration, such as using the single block, feed speed override, or machi
ock function, or operating without a tool or work, to carefully check that th
l
machine operates correctly.
• Check that an appropriate feed speed value is specified for the operation.
h
e maximum feed speed is normally limited for each machine. Follow the
T
manual of the machine as well because the optimal speed is differen
de
pending on the operation.
Operation with an incorrect speed may cause unexpected load to t
ma
ine, resulting in damage to the work or machine or injury.
ch
• Before using the tool offset function, carefully check the offset direction a
v
ue. Operation with incorrect data may cause unexpected behavior of
al
chine, resulting in damage to the work or machine or injury.
ma
• Optimal values are set to the CNC and PMC parameters, so they do no
no
mally need to be changed. If you change the parameter for so
r
eason, fully understand its function before change. An incorrect parameter
r
setting may cause unexpected behavior of the machine depending on th
etting value, resulting in damage to the work or machine or injury.
s
t
l
ne
t
he
nd
the
t
me
e
e
www.hongdiancnc.com
A2
• After pressing the power on button, do not touch any key on the keyboard
un
Z
CAUTION
til the screen appears. Some keys are used for maintenance or specia
eration and may cause unexpected behavior.
op
• NC programs, parameters, and variables are stored in the non-volatile
in the CNC device. These data are usually not lost by powering
mory
me
on/off. However, precious data stored in the non-volatile memory may
l
ost due to incorrect operation or may have to be erased due to faul
covery.
re
To recover fast from such an unexpected situation, back up all kinds of
da
a beforehand.
t
• There are some embedded machine operations and screen function
i
talled by machine tool builders (MTB). For how to use them and
ns
precautions, refer to the appropriate manual provided by each
manufacturer.
s-2
www.hongdiancnc.com
l
be
t
s
Page 5
B-64647EN/01
!
SAFETY PRECAUTIONS
GENERAL WARNINGS FOR CNC APPLICATION DEVELOPMENT
0.1
GENERAL WARNINGS FOR CNC
APPLICATION DEVELOPMENT
1
WARNING
Be careful enough for the following warnings when you develop two or more
applications or use networks.
If you neglect them, there is a danger of the user being injured or there is a
r of both the user being injured and the equipment being damaged.
nge
da
1.Be careful enough if you write an identical NC data, an identical PMC data
eries of related data set by two or more above applications including
a s
or
network functions. Because they are executed based on each individual
cycles (in other words, asynchronous cycles), there is a possibility that the
data will be written in an unexpected order.
Therefore, do NOT write above data in the following cases.
- Applications and network functions
- Two or more applications
- Two or more network functions
Data, applications and network functions of interest are listed in below.
r, all may not be listed completely because new features will be
ve
Howe
added in the future.
2.Be careful enough that you must prevent PMC signals in the same by
being written by the following two or more applications including
from
network functions. While an application reads and writes one byte of PMC
signals, other applications may write the same byte.
te
2
3
4
5
6
7
8
A1
www.hongdiancnc.com
3.Be careful enough if you process a PMC signal set that is related to a
tion by using the following two or more applications including network
func
functions. Because they are executed based on each individual cycles (in
other words, asynchronous cycles), there is a possibility that the NC may
receive the PMC signal set in an unexpected order.
4.Generally, when multi-byte data are read or written at once among t
following two or more applications including network functions, the
coherency of the read multi-byte data (in other words, reading all latest
data at once) is not guaranteed. To ensure the coherency of the multi-byte
data, prepare flags to notify the completion of reading or writing process
that is separated from the entity of the data and make the handshaking
process to access the data by using the flags.
s-3
www.hongdiancnc.com
NC
he
A2
Z
Page 6
1
!
Category Data
General data for NC Parameter, Tool compensation value and related
data,
Work zero offset value and related data,
Workpiece coordinate system shift value and related
data,
Macro variable, P-CODE variable, Program and
related data,
Tool management function data, Tool life
management data,
Error compensation related data ,
Overtravel check (Interference check) related data ,
Software operator’s panel related data
PMC data PMC signal, PMC parameter
Data for Laser,
Punch press or Wire
cut
Tool data for punch press and related data, Safety
zone data and related data, Laser cutting condition
data and related data, Laser oscillator setting data
and related data, Wire consumption compensation
data, Guide position compensation data, Workpiece
leveling data
Other data Parameters for Data Server, Parameters for network
setting
Category Functions
Applications PMC Ladder, Macro Executor, C Language
Executor, FANUC PICTURE, FOCAS2
Network functions FL-net, EtherNet/IP, PROFINET, Modbus/TCP,
PROFIBUS-DP, DeviceNet, CC-Link
2
3
4
B-64647EN/01
SAFETY PRECAUTIONS
GENERAL WARNINGS FOR CNC APPLICATION DEVELOPMENT
Data List Table
5
6
7
8
CAUTION
List Table of Applications and Network Functions
A1
A2
Z
www.hongdiancnc.com
5.CNC has functions that read or write PMC signals in other than the G/F
address. Be careful enough if the above mentioned applications and
network read or write PMC signals used by these functions. When reading
or writing the same PMC signal, applications or CNC functions may work in
an unexpected manner.
As for the CNC functions of interest, refer to the connection manual
(
Function) (B-64483EN-1) ”Appendix B. List of Functions Using PMC
Signals Other Than G/F Address”.
s-4
www.hongdiancnc.com
Page 7
PREFACE
B-64647EN/01
PREFACE
RELATED MANUALS
1
The iHMI consists of applications that support CNC operations and the "Home
screen" that starts each application. The iHMI allows you to customize each
application and add your custom applications to the Home screen. This manual
describes the customization method and specifications of the iHMI.
For details about the iHMI and iHMI applications, see "FANUC iHMI Home Screen
OPERATOR'S MANUAL" (B-64644EN) and "FANUC iHMI CNC Operation Screen
OPERATOR'S MANUAL" (B-64644EN-1).
0.1
1 RELATED MANUALS
The table below lists related manuals.
Table1 Related Manuals List
Manual name Specification
FANUC iHMI Home Screen OPERATOR'S MANUAL B-64644EN
FANUC iHMI CNC Operation Screen OPERATOR'S MANUAL B-64644EN-1
FANUC iHMI Machining Cycle OPERATOR'S MANUAL B-64644EN-2
FANUC iHMI Set-up Guidance OPERATOR'S MANUAL B-64644JA-3
2
3
4
5
6
7
number
8
A1
FANUC Series 30i-MODEL B
FANUC Series 31i-MODEL B
FANUC Series 32i-MODEL B PARAMETER MANUAL
FANUC Series 30i-MODEL B
FANUC Series 31i-MODEL B
FANUC Series 32i-MODEL B MAINTENANCE MANUAL
FANUC PICTURE OPERATOR'S MANUAL B-66284EN
FANUC Series 30i-MODEL B
FANUC Series 31i-MODEL B
FANUC Series 32i-MODEL B CONNECTION MANUAL
(HARDWARE)
FANUC Series 30i-MODEL B
FANUC Series 31i-MODEL B
FANUC Series 32i-MODEL B CONNECTION MANUAL
(FUNCTION)
www.hongdiancnc.com
p-1
B-64490EN
B-64485EN
B-64483EN
B-64483EN-1
A2
Z
www.hongdiancnc.com
Page 8

1
2
B-64647EN/01
PREFACE
RELATED MANUALS
FANUC Series 30i-MODEL B
FANUC Series 31i-M
FANUC Series 32iMachining Center System OPERATOR'S MANUAL
FANUC Series 30i-MODEL B
FANUC Series 31i-M
FANUC Series 32i-MO
FANUC Series 35i-MO
Manual name Specification
O
DEL B
M
ODEL B Common to Lathe System/
O
DEL B
D
EL B
D
EL B PMC PROGRAMMING MANUAL
B-64484EN
B-64513EN
number
3
4
5
6
7
8
A1
FANUC MANUAL GUIDE i Common to Lathe System/Machining
Center System OPERATOR'S MANUAL
FANUC MANUAL GUIDE i SET-UP GUIDANCE FUNCTIONS
OPERATOR'S MANUAL
FANUC Interactive Programming Function for Complex Lathe
OPERATOR'S MANUAL
CNC Screen Display Function OPERATOR'S MANUAL
B-63874EN
B-63874EN-1
B-64654EN
B-63164EN
A2
Z
www.hongdiancnc.com
p-2
www.hongdiancnc.com
Page 9

CHAPTER CONTENTS
B-64647EN/01
1 OVERVIEW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
2 SETTING UP iHMI APPLICATIONS . . . . . . . . . . . . . . . . . . . . . . . . . .13
3 CREATING A USER APPLICATION . . . . . . . . . . . . . . . . . . . . . . . .185
4 MAINTENENCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .205
5 PARAMETERS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .231
A APPENDIX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .313
1
2
3
4
5
A
www.hongdiancnc.com
c-1
www.hongdiancnc.com
Page 10

1
2
3
4
B-64647EN/01
5
6
7
8
A1
A2
Z
www.hongdiancnc.com
c-2
www.hongdiancnc.com
Page 11
TABLE OF CONTENTS
SAFETY PRECAUTIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . s-1
B-64647EN/01
1
2
DEFINITION OF WARNING, CAUTION, NOTE, AND MEMO ...........s-1
GENERAL PRECAUTIONS ................................................................s-2
GENERAL WARNINGS FOR CNC APPLICATION
DEVELOPMENT..................................................................................s-3
PREFACE ............................................................................................... p-1
1 RELATED MANUALS .......................................................................... p-1
1 OVERVIEW . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
1.1 iHMI SETUP OVERVIEW ..............................................................2
1.1.1 Setup Overview ................................................................................ 2
1.1.1.1 Customizing applications registered with the iHMI ................... 2
1.1.1.2 Overall iHMI settings ................................................................. 6
1.1.2 Environment Required for iHMI Customization ................................ 8
1.1.2.1 User application ........................................................................ 8
1.1.2.2 FANUC PICTURE ..................................................................... 9
1.1.2.3 Machine alarm diagnosis guidance table ................................ 10
1.1.3 iHMI Hardware Performance Table ................................................ 10
1.2 iHMI MAINTENANCE OVERVIEW .............................................12
2 SETTING UP iHMI APPLICATIONS . . . . . . . . . . . . . . . . . . . . . .13
2.1 iHMI APPLICATION SETUP OVERVIEW ...................................14
2.1.1 iHMI Folder Configuration .............................................................. 14
2.1.1.1 Folder configuration inside the CNC ....................................... 14
2.1.2 Customizable Applications ............................................................. 15
2.2 CONFIGURATION FILES THAT AFFECT THE ENTIRE iHMI ...17
2.2.1 Application Definition File ............................................................... 17
2.2.1.1 Starting an application with a screen specified ....................... 19
2.2.1.2 Starting iHMI applications from shortcuts ............................... 19
2.2.2 iHMI Whole Configuration File ....................................................... 22
2.2.3 Individual Settings Common to the Applications ............................ 24
2.2.3.1 Hiding the vertical soft keys .................................................... 24
2.2.3.2 Setting an animation to be used when a slide is displayed ..... 25
2.3 SETTING UP BASIC FUNCTIONS .............................................27
2.3.1 Customizing the Home Screen ....................................................... 27
2.3.1.1 Changing the background of the home screen ....................... 27
2.3.1.2 Adding a shutdown button ...................................................... 27
www.hongdiancnc.com
3
4
5
6
7
8
A1
A2
Z
c-3
www.hongdiancnc.com
Page 12

1
2
3
4
5
6
7
8
A1
A2
Z
B-64647EN/01
2.3.2 Customizing the Status Display ..................................................... 29
2.3.2.1 Adding status icons and character string display ................... 29
2.3.3 Setting the Machine Alarm Diagnosis ............................................ 36
2.3.3.1 Alarm and operator message types that can be added .......... 36
2.3.3.2 Diagnosable numbers ............................................................. 36
2.3.3.3 Environments required to create failure diagnosis messages 37
2.3.3.4 Machine alarm diagnosis guidance table ............................... 37
2.3.3.5 Creating failure diagnosis messages ...................................... 42
2.3.3.6 Creating different language messages ................................... 50
2.4 SETTING UP THE PLANNING APPLICATION .......................... 54
2.4.1 Setting Up Tool Management Function ......................................... 54
2.4.1.1 NC tool database management .............................................. 54
2.4.1.2 Tool management function customization .............................. 56
2.4.2 Setting Up Cycle Time Estimation Function ................................... 57
2.4.2.1 Application definition file ......................................................... 57
2.4.2.2 Auxiliary function time setting window .................................... 57
2.4.2.3 Adding an auxiliary function time ............................................ 58
2.4.2.4 Changing an auxiliary function time ........................................ 60
2.4.2.5 Deleting an auxiliary function time .......................................... 60
2.5 SETTING UP THE MACHINING APPLICATION ........................ 62
2.5.1 Setting Up the CNC Operation Screen .......................................... 62
2.5.1.1 Configuration file to use the multi-path edit function ............... 62
2.5.1.2 Setting the coordinate axes display and soft key display ....... 64
2.5.1.3 Setting the number of divided areas of the multi-path display 65
2.5.1.4 Hiding the modal G codes ...................................................... 68
2.5.1.5 Settings related to each mode base screen ........................... 68
2.5.1.6 Setting the spindle rotation direction icon display ................... 70
2.5.1.7 Setting the uniform peripheral speed control mode icon
display .................................................................................... 73
2.5.1.8 Setting the traveling direction guide in the JOG, HND, INC,
www.hongdiancnc.com
2.5.1.9 Setting the workpiece coordinates slide ................................. 76
2.5.1.10 Setting the program manager slide ........................................ 77
2.5.1.11 Opening/closing the custom macro variable slide .................. 78
2.5.1.12 Displaying custom macro variable numbers and values ........ 79
2.5.1.13 Editing custom macro variables .............................................. 82
2.5.1.14 Displaying custom macro variable names .............................. 86
2.5.1.15 Conditions to use the machining simulation function .............. 87
2.5.1.16 Configuration file to use the machining simulation function .... 88
2.5.1.17 Machining simulation screen .................................................. 90
2.5.1.18 Configuration file to use the machining cycle creation
2.5.1.19 Display settings of the MEM mode base screen .................... 99
2.5.1.20 Setting program guidance messages ................................... 101
2.5.1.21 Setting up M code input function .......................................... 105
2.5.1.22 Setting up the fixed sentence function .................................. 109
and REF mode base screens ................................................. 74
function ................................................................................... 98
c-4
www.hongdiancnc.com
Page 13

B-64647EN/01
2.5.2 Setting Up the iHMI Machining Cycle ........................................... 113
2.5.3 Setting Up the iHMI Set-up Guidance .......................................... 113
2.5.3.1 Manually setting in the P-CODE variable .............................. 114
2.5.3.2 Setting on the MANUAL GUIDE i screen .............................. 121
2.5.4 Setting Up the Machine Collision Avoidance Function ................. 125
2.5.4.1 Creating a 3D machine model .............................................. 125
2.5.4.2 Setting various settings of the machine collision avoidance
function ................................................................................. 127
2.5.4.3 Setting the common items .................................................... 129
2.5.4.4 Setting the machine configuration ......................................... 131
2.5.4.5 Configuring the individual path settings ................................ 149
2.5.4.6 Preview time of the machine collision avoidance function .... 153
2.5.4.7 Signals available during the execution of the machine
collision avoidance function .................................................. 156
2.6 SETTING UP THE IMPROVEMENT APPLICATION ................159
2.6.1 Importing/Exporting Logs Collected with the Data Logger
Function ........................................................................................ 159
2.6.1.1 Log item configuration file ..................................................... 159
2.6.1.2 Log file .................................................................................. 164
2.6.2 Setting Up the Maintenance Manager .......................................... 166
2.6.2.1 Setting parts placement information ..................................... 167
2.6.2.2 Standard icons list ................................................................. 168
2.6.2.3 Switching maintenance items display ................................... 169
2.6.2.4 Outputting the display switch settings of the maintenance
items ..................................................................................... 170
2.6.2.5 Maintenance items display switch configuration file ............. 170
2.7 SETTING UP THE UTILITY APPLICATION ..............................173
2.7.1 Setting Up the Manual Viewer Function ....................................... 173
2.7.1.1 Manual information configuration file .................................... 173
2.7.1.2 Manual viewer tag list ........................................................... 174
2.7.1.3 Import folder configuration .................................................... 177
2.7.1.4 Naming rules for manual file update ..................................... 178
2.7.2 Setting Up the Web Browser Function ......................................... 179
2.7.2.1 Description of the Web browser configuration file ................. 179
2.7.2.2 Setting the start page ............................................................ 180
2.8 CREATING PROGRAM STORAGE FILES ...............................181
2.8.1 Program Storage Files ................................................................. 181
2.8.2 Creating a Program Storage File (Ncprog.bin) ............................. 181
2.8.3 Program Storage File Edit Library (Ncprog.dll) ............................ 181
www.hongdiancnc.com
1
2
3
4
5
6
7
8
A1
A2
Z
3 CREATING A USER APPLICATION . . . . . . . . . . . . . . . . . . . .185
3.1 OVERVIEW OF CREATING A USER APPLICATION ..............186
3.1.1 Adding an Application to the iHMI ................................................ 186
3.1.2 User Application ........................................................................... 187
3.2 HOW TO CREATE A USER APPLICATION .............................188
3.2.1 Overview of Creating an Application ............................................ 188
c-5
www.hongdiancnc.com
Page 14

1
2
B-64647EN/01
3.2.2 Using the iHMI Library ................................................................. 188
3.2.2.1 Application Manager ............................................................. 189
3.2.2.2 Overlapping the user application with the iHMI application .. 190
3.2.2.3 Starting a specific application from the user application ....... 192
3.2.2.4 Displaying a specific screen when starting the user
application ............................................................................ 194
3.3 CUSTOMIZING A SCREEN WITH FANUC PICTURE ............. 196
3.3.1 Creating a New Operator's Panel Screen .................................... 196
3.3.2 Changing an Operator's Panel Screen ........................................ 199
3.3.3 Simultaneous Display with Another Application ........................... 201
3
4
5
6
7
8
A1
A2
Z
4 MAINTENENCE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .205
4.1 DATA BACKUP/RESTORE ...................................................... 206
4.1.1 Starting the Backup Screen ......................................................... 207
4.1.2 Saving Data in a Batch ................................................................ 212
4.1.3 Restoring Data in a Batch ............................................................ 213
4.1.4 Saving Data Individually ............................................................... 214
4.1.5 Restoring Data Individually .......................................................... 214
4.1.6 Displaying the Details of Batch Save and Restore Results ......... 214
4.2 AUTOMATIC DATA BACKUP .................................................. 216
4.2.1 Backing Up to External Memory .................................................. 217
4.2.1.1 List of output text data .......................................................... 218
4.3 HOW TO UPDATE THE SOFTWARE ...................................... 220
4.3.1 Preparation .................................................................................. 220
4.3.1.1 Checking the iHMI version ................................................... 220
4.3.1.2 Checking whether the EWF is enabled/disabled
(for PANEL iH Pro only) ....................................................... 221
4.3.2 Updating the iHMI Basic Software for the PANEL iH .................. 222
4.3.2.1 Folder configuration .............................................................. 222
4.3.2.2 Backing up iHMI data ........................................................... 222
www.hongdiancnc.com
4.3.2.3 Installing the iHMI ................................................................. 223
4.3.2.4 Restoring backed-up iHMI data ............................................ 225
4.3.3 Updating the iHMI Basic Software for the PANEL iH Pro ............ 226
4.3.3.1 Backing up iHMI data ........................................................... 226
4.3.3.2 Disabling the EWF ................................................................ 227
4.3.3.3 Uninstalling the iHMI ............................................................ 228
4.3.3.4 Installing the iHMI ................................................................. 228
4.3.3.5 Restoring backed-up iHMI data ............................................ 228
4.3.3.6 Enabling the EWF ................................................................. 229
c-6
www.hongdiancnc.com
Page 15

B-64647EN/01
5 PARAMETERS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .231
5.1 PARAMETERS TO DISABLE EDITING OF PROGRAMS ........233
5.2 PARAMETER OF SUBPROGRAM CALLS ...............................238
5.3 PARAMETER OF PROGRAM PROTECTION KEYS ...............239
5.4 PARAMETERS TO DISABLE EDITING IN THE AUTOMATIC
OPERATION STOP STATE ......................................................240
5.5 PARAMETER TO CHANGE THE NUMBER OF DIGITS FOR
PROGRAM NUMBERS .............................................................242
5.6 PARAMETER TO SELECT A DEVICE .....................................243
5.7 PARAMETERS OF THE TROUBLE DIAGNOSIS FUNCTION .244
5.8 PARAMETERS OF THE MACHINING SIMULATION
FUNCTION ................................................................................247
5.9 PARAMETERS OF THE CURRENT POSITION/REMAINING
TRAVEL DISTANCE DISPLAY TILES ......................................251
5.9.1 Parameters to Display Axis Names .............................................. 251
5.9.2 Parameters to Display Extended Axis Names and Subscripts ..... 253
5.9.3 Parameters to Display Coordinate Values ................................... 255
5.9.4 Parameters of Increment System 0.1 nm Display ........................ 257
5.9.5 Parameters of Programmable Diameter/Radius Switching .......... 259
5.9.6 Parameters to Show/Hide Control Axes ....................................... 261
5.9.7 Parameters to Align Control Axes to the Top ............................... 261
5.9.8 Parameters to Change the Order of Displaying Control Axes ...... 262
5.9.9 Parameters to Preset a Workpiece Coordinate System
(Absolute/Overall) ......................................................................... 262
5.10 PARAMETERS OF SERVO LOAD METER DISPLAY ..............264
5.10.1 Parameters to Display Axis Names .............................................. 264
5.10.2 Parameters to Display Extended Axis Names and Subscripts ..... 264
5.10.3 Parameters of Axis Name Switching ............................................ 264
5.10.4 Parameters to Show/Hide Control Axes ....................................... 264
5.10.5 Parameters to Align Control Axes to the Top ............................... 264
5.10.6 Parameters to Change the Order of Displaying Control Axes ...... 265
5.11 PARAMETERS OF MODAL INFORMATION DISPLAY ............266
5.11.1 Parameters of Modal G Codes ..................................................... 266
5.11.2 Parameters of Modal HD.T and NX.T Codes ............................... 268
5.11.3 Parameters of Modal SRPM, SSPM, and SMAX ......................... 271
5.11.4 Parameters of Modal F Codes ..................................................... 271
5.11.5 Parameters of Modal T, D, and H Codes ..................................... 272
5.11.6 Parameters of Modal T Codes ..................................................... 273
5.11.7 Parameters of Modal S Codes ..................................................... 274
5.11.8 Parameters of Modal M Codes (First to Fifth M Codes) ............... 275
5.11.9 Parameters of Modal B Codes (Second Auxiliary Function) ........ 276
5.11.10Parameters of Modal C Codes (Third Auxiliary Function) ........... 279
5.11.11Parameters of Modal A Codes (Fourth Auxiliary Function) ......... 279
5.11.12Parameters of General Modal Information .................................. 280
www.hongdiancnc.com
1
2
3
4
5
6
7
8
A1
A2
Z
c-7
www.hongdiancnc.com
Page 16

1
2
3
4
5
6
7
8
B-64647EN/01
5.12 PARAMETERS OF MACHINING INFORMATION DISPLAY ... 282
5.13 PARAMETER TO DISPLAY FEEDRATE INFORMATION ....... 287
5.13.1 Parameter to Display Feedrate Information ................................. 287
5.13.2 Parameters of the Actual Feedrate Unit ....................................... 287
5.13.3 Parameter to Display the Actual Feedrate ................................... 289
5.13.4 Parameters of the Actual Feedrate Speed Meter ........................ 289
5.14 PARAMETERS OF SPINDLE INFORMATION DISPLAY ........ 291
5.14.1 Parameters of Extended Spindle Names and Subscripts ............ 291
5.14.2 Parameters of the Actual Spindle Speed ..................................... 295
5.14.3 Parameters of the Spindle Speed Meter ...................................... 296
5.14.4 Parameters of the Spindle Load Meter ........................................ 296
5.14.5 Parameters of the Current Load Ratio ......................................... 297
5.15 PARAMETERS OF MACHINING PROGRAM DISPLAY .......... 298
5.15.1 Parameters of Subprogram Calls ................................................. 298
5.15.2 Parameter of Program Content Display ....................................... 300
5.15.3 Parameters of Program Numbers ................................................ 301
5.15.4 Parameters of Display during Program Backward by Manual
Handle Retrace ............................................................................ 302
5.16 PARAMETER OF N NUMBER SEARCH IN A MACHINING
PROGRAM ............................................................................... 304
5.16.1 Parameter of Sequence Numbers ............................................... 304
5.17 PARAMETERS OF SEQUENCE NUMBER STOP ................... 305
5.18 PARAMETERS OF THE CUSTOM MACRO VARIABLE LIST
SLIDE ........................................................................................ 306
5.19 PARAMETERS OF THE MACHINE COLLISION AVOIDANCE
FUNCTION ............................................................................... 308
A1
A2
Z
A APPENDIX . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .313
A.1 APPLICATION IDENTIFIER ID ................................................. 314
A.2 CNC OPERATION SCREEN SWITCHING ID
A.3 MAINTENANCE DISPLAY SWITCHING ID
A.4 MDI KEY CODE MAP FOR iHMI .............................................. 324
A.5 FANUC SCREEN COLOR DEFINITION LIST .......................... 333
A.6 FUNCTION SPECIFICATIONS ................................................ 338
A.7 RESOURCES REQUIRED FOR EACH FUNCTION ................ 344
www.hongdiancnc.com
(SUBJECT VALUE) .................................................................. 315
(SUBJECT VALUE) .................................................................. 316
A.6.1 CncAppClient Function Specifications ......................................... 338
A.6.2 CncAppClient Notification Message ............................................. 342
A.7.1 For PANEL iH .............................................................................. 344
A.7.1.1 Memory usage in the iHMI basic functions ........................... 344
A.7.1.2 Amount of memory that can be used in the MTB application 345
A.7.2 For PANEL iH Pro ........................................................................ 345
A.7.2.1 Memory usage in the iHMI basic functions ........................... 346
A.7.2.2 Memory usage in option functions ........................................ 347
A.7.2.3 Amount of memory that can be used in the MTB application 347
c-8
www.hongdiancnc.com
Page 17
1
1
OVERVIEW
This chapter describes the overview of an environment required to set up the
iHMI and customization.
1.1 iHMI SETUP OVERVIEW ........................................................................ 2
1.2 iHMI MAINTENANCE OVERVIEW......................................................... 12
2
3
4
5
A
www.hongdiancnc.com
www.hongdiancnc.com
Page 18

1
2
3
B-64647EN/01
CHAPTER 1 OVERVIEW
1.1 iHMI SETUP OVERVIEW
1.1
1.1 iHMI SETUP OVERVIEW
The iHMI allows you to customize iHMI applications and add your custom
applications to the Home screen. There are two types of hardware, FANUC
PANEL iH and FANUC PANEL iH Pro, both of which allow application
customization.
1.1.1 Setup Overview
1.1.1
The iHMI provides the following customization methods according to the machine
equipped with the iHMI or the way of using the operator.
4
5
6
7
8
A1
A2
1.1.1.1 Customizing applications registered with the iHMI
1.1.1.1
Customize each iHMI application. The following shows customization examples:
Status icon/Home screen
You can add an icon to the status at the top of an iHMI application or change the
background color of the Home screen.
Fig. 1.1.1.1 (a) Adding a Status Icon
www.hongdiancnc.com
Z
Fig. 1.1.1.1 (b) Changing the Background of the Home Screen
2
www.hongdiancnc.com
Page 19
B-64647EN/01
Tool Data
+iHMI
Tool Manager
Database
Data loading
Select and group tools
Data storing
Tool library
software
CHAPTER 1 OVERVIEW
1.1 iHMI SETUP OVERVIEW
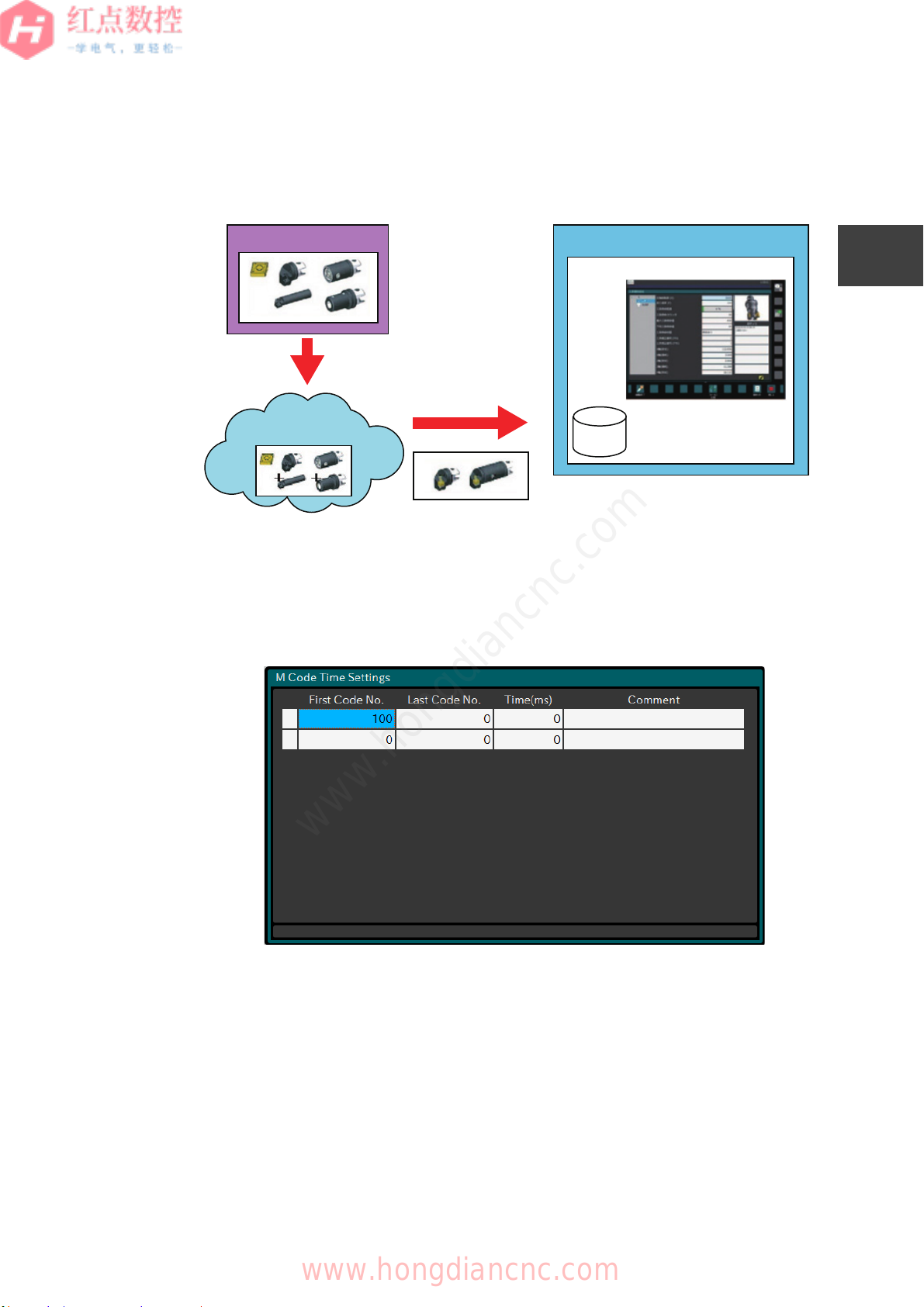
Tool Manager
The Tool Manager allows you to set the options and parameters required for using
the functions and import catalog data.
1
2
3
4
Fig. 1.1.1.1 (c) Flow of Importing Tool Data
Cycle Time Estimation
The Cycle Time Estimation allows you to set the auxiliary function time.
www.hongdiancnc.com
Fig. 1.1.1.1 (d) Auxiliary function time settings
5
6
7
8
A1
A2
Z
www.hongdiancnc.com
3
Page 20

1
Define a
machine model.
Tool definition
VERICUT
2
3
4
B-64647EN/01
CHAPTER 1 OVERVIEW
1.1 iHMI SETUP OVERVIEW
CNC Operation Screen
The CNC operation screen allows you to configure the settings required for using
the functions. You can also register images to a program.
5
6
7
8
A1
A2
Z
Fig. 1.1.1.1 (e) CNC Operation Screen
Machine Collision Avoidance
The machine collision avoidance allows you to register machine 3D model data
and set the parameters.
www.hongdiancnc.com
Fig. 1.1.1.1 (f) Registering 3D Model Data
4
www.hongdiancnc.com
Page 21
CHAPTER 1 OVERVIEW
1.1 iHMI SETUP OVERVIEW
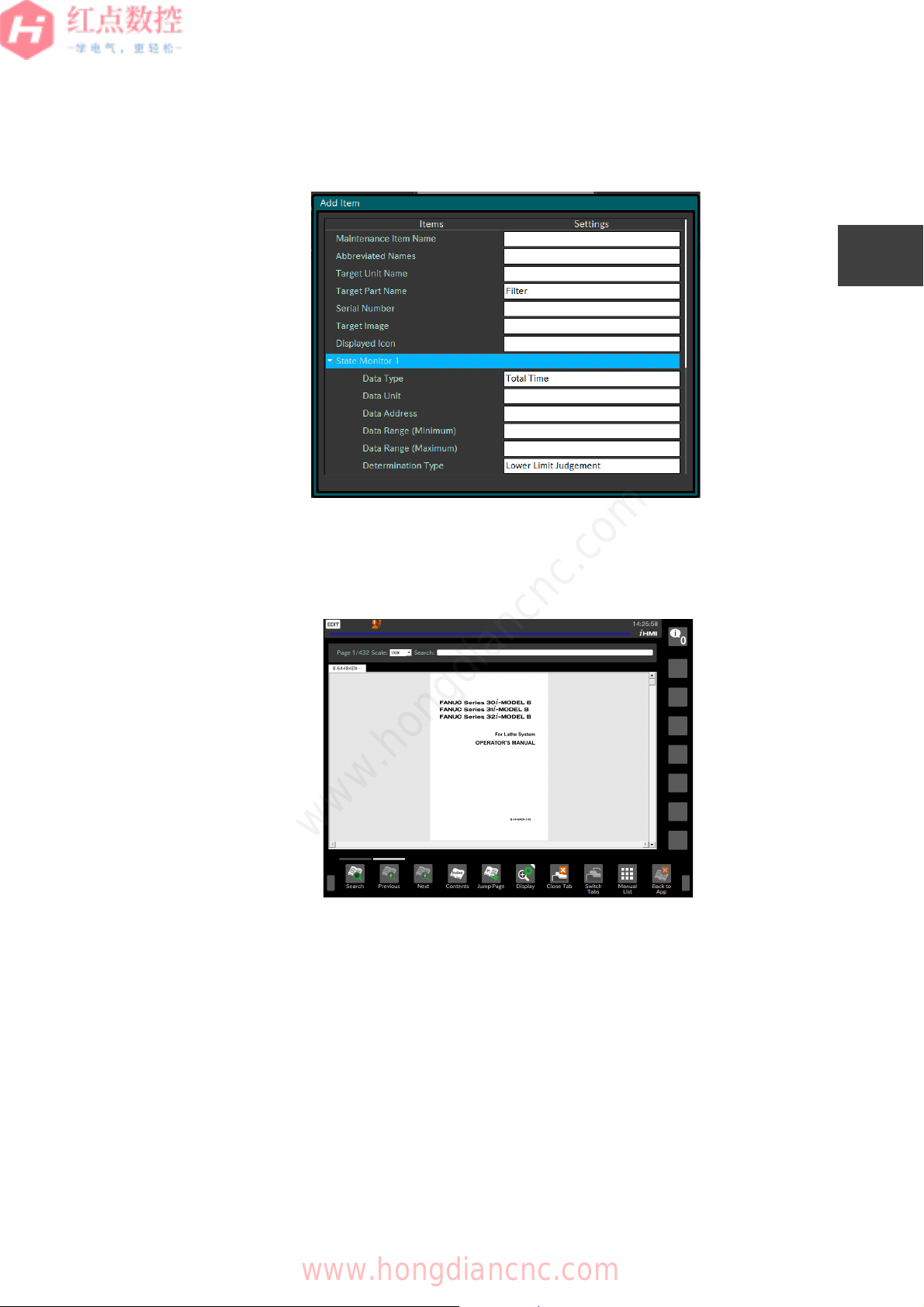
Maintenance Manager
The Maintenance Manager allows you to set the maintenance items.
B-64647EN/01
1
2
3
4
Fig. 1.1.1.1 (g) Setting the Maintenance Items
Manual Viewer
The manual viewer allows you to add a manual and specify whether to protect it.
www.hongdiancnc.com
Fig. 1.1.1.1 (h) Manual Viewer
5
6
7
8
A1
A2
Z
For details on how to customize each application, see " Chapter 2 SETTING UP
iHMI APPLICATIONS ".
5
www.hongdiancnc.com
Page 22

B-64647EN/01
iHMI Home Screen customization example
CHAPTER 1 OVERVIEW
1.1 iHMI SETUP OVERVIEW
1.1.1.2 Overall iHMI settings
1.1.1.2 -
You can configure the overall iHMI settings. The following shows customization
examples:
1
2
3
4
5
6
7
Adding an Application
You can add an application to the Home screen and start the application.
Fig. 1.1.1.2 (a) Adding an Application
In addition, the following applications can be added to the Home screen:
8
A1
A2
Z
● Applications created with FANUC PICTURE
You can create a machine operator's panel screen using FANUC PICTURE.
www.hongdiancnc.com
Fig. 1.1.1.2 (b) Custom Screen
6
www.hongdiancnc.com
Page 23

B-64647EN/01
Maintenance Manager
Display the last used
application
CHAPTER 1 OVERVIEW
1.1 iHMI SETUP OVERVIEW
● Custom applications created using C++ or C# (user applications)
You can create a screen using the FOCAS2 library, which allows you to obtain
and set NC information, or the iHMI library, which can control iHMI applications.
1
2
3
4
Fig. 1.1.1.2 (c) User application
For the PANEL iH Pro, you can add general applications, as well as the above
applications. In addition, a small-size iHMI application can be displayed above an
MEMO
application created with the display unit size.
Registering a shortcut key
You can use the shortcut to start an application specified with the function key.
www.hongdiancnc.com
5
6
7
8
A1
A2
Z
Fig. 1.1.1.2 (d) Registering a shortcut key
For details on how to customize, see "2.2 CONFIGURATION FILES THAT
AFFECT THE ENTIRE iHMI" and "3.3 CUSTOMIZING A SCREEN WITH FANUC
PICTURE".
7
www.hongdiancnc.com
Page 24
B-64647EN/01
CHAPTER 1 OVERVIEW
1.1 iHMI SETUP OVERVIEW
1.1.2 Environment Required for iHMI Customization
1.1.2
This section describes an environment required for iHMI customization.
1
2
3
4
5
6
7
8
1.1.2.1 User application
1.1.2.1
The machine manufacturers can use the SDK and libraries when creating their
own iHMI application.
For PANEL iH Pro
To create an application that runs on the PANEL iH Pro, the following environment
is required.
Table 1.1.2.1 (a) Environment Required to Create an Application That Runs on the
PANEL iH Pro
Item Description
Operating system (OS) Microsoft Windows 7 or Microsoft Windows 8
Professional
Memory 1 GB or more (2 GB or more is recommended)
Available hard disk capacity 4.7 GB or more
Display unit resolution 1024 x 768 or higher (1280 x 1024 or higher is
recommended)
Required application • Microsoft Visual Studio 2008 Professional or
Team Editions
• Microsoft Visual Studio 2008 Service Pack 1
A1
A2
Z
You can create an application using the develop languages C/C++, C#, and Visual
Basic .NET.
You can use the following libraries included in "CNC Application Development Kit"
(A08B-9010-J555#ZZ12) as necessary. The libraries can be used in Visual Studio
2008 or later.
• FOCAS2 library
• iHMI library
For PANEL iH
To create an application that runs on the PANEL iH, the following environment is
required.
Table 1.1.2.1 (b) Environment Required to Create an Application That Runs on
www.hongdiancnc.com
the PANEL iH
Item Description
Operating system (OS) Microsoft Windows 7 or Microsoft Windows 8
Professional
8
www.hongdiancnc.com
Page 25
B-64647EN/01
CHAPTER 1 OVERVIEW
1.1 iHMI SETUP OVERVIEW
Item Description
Memory 1 GB or more (2 GB or more is recommended)
Available hard disk capacity 4.7 GB or more
Display unit resolution 1024 x 768 or higher (1280 x 1024 or higher is
recommended)
Required application • Microsoft Visual Studio 2008 Professional or
Team Editions
• Microsoft Visual Studio 2008 Service Pack 1
• Visual Studio 2008 update for Windows
Embedded Compact 7
• Windows Embedded Compact 7 ATL Update for
Visual Studio 2008 SP1
• FANUC SDK for Windows Embedded Compact 7
(*1)
*1: You can create an application using the develop languages C/C++, C#, and
Visual Basic .NET included in "iHMI Application SDK for PANEL iH" (A08B9110-J713#ZZ11).
1
2
3
4
5
You can use the following libraries included in "iHMI Application SDK for PANEL
iH" (A08B-9110-J713#ZZ11) as necessary.
• Standard library (FISLIB)
• FOCAS2 library
• iHMI library
1.1.2.2 FANUC PICTURE
1.1.2.2
To create a screen using FANUC PICTURE, the following environment is required.
Table 1.1.2.2 Environment Required for FANUC PICTURE
www.hongdiancnc.com
Item Description
Operating system (OS) Microsoft Windows 7, Microsoft Windows 8, or
Memory 4 GB or more
Available hard disk capacity 64MB or more
Display unit resolution 1280 x 960 or higher
Peripheral device CF card, USB flash drive
Required application Internet Explorer (version 9.0 or later)
6
7
8
A1
A2
Microsoft Windows 10
Z
For both PANEL iH Pro and PANEL iH, software included in "CNC Application
Development Kit" (A08B-9010-J555#ZZ12) is used to create a screen.
9
www.hongdiancnc.com
Page 26
B-64647EN/01
CHAPTER 1 OVERVIEW
1.1 iHMI SETUP OVERVIEW
1.1.2.3 Machine alarm diagnosis guidance table
1.1.2.3
The machine alarm diagnosis guidance table allows you to create alarm diagnosis
function data in the iHMI Information Center. To use the machine alarm diagnosis
guidance table, the following environment is required.
1
2
3
4
5
6
7
Table 1.1.2.3 Environment Required for Machine Alarm Diagnosis Guidance
Table
Item Description
Operating system (OS) Microsoft Windows 7 or Microsoft Windows 8
Memory 1GB or more
Available hard disk capacity 128MB or more
Peripheral device CF card, USB flash drive
Required application Microsoft Excel 2007 or Microsoft Excel 2010
The machine alarm diagnosis guidance table is included in both "CNC Application
Development Kit" (A08B-9010-J555#ZZ12) and "iHMI Application SDK for PANEL
iH" (A08B-9110-J713#ZZ11).
1.1.3 iHMI Hardware Performance Table
1.1.3
There are two types of hardware, FANUC PANEL iH and FANUC PANEL iH Pro.
The performance of each type is as follows:
8
A1
A2
Z
Table 1.1.3 Performance of PANEL iH and PANEL iH Pro
Item PANEL iH PANEL iH Pro
OS Windows Embedded Compact 7 Windows Embedded Standard 7
CPU ARM Core i
General
Windows
application
Shutdown Not required Required
Memory Main memory: 1 GB
Display 10.4 inch color TFT LCD (800 x 600),
www.hongdiancnc.com
None Can be used after operation is
verified
SSD type
File memory: 2 to 16 GB compact
flash card
16.0 inch color TFT LCD (1024 x 768), or
19.0 inch color TFT LCD (1280 x 1024)
32-bit full color
MDI keys (QWERTY layout, ONGP layout)
Soft keys or touch panel
C drive (13 GB)
D drive (All areas after C drive)
HDD type
C drive (500GB)
D drive (None)
10
www.hongdiancnc.com
Page 27
B-64647EN/01
CHAPTER 1 OVERVIEW
1.1 iHMI SETUP OVERVIEW
Item PANEL iH PA NEL iH Pro
Ports PCMCIA x 1 (*1)
Ethernet (10BASE-TX)
USB2.0 x 2
Serial port (RS-232C) x 2 (*2)
OS standard
software
Software
provided by
FANUC
*1 Only the PC card provided by FANUC can be used.
*2 For the display integrated unit, the ports are shared with the CNC. While they
are used by the CNC, applications cannot be used.
Internet Explorer 7 for Windows
Embedded
.NET Compact Framework 3.5
HSSB driver
MDI key driver
FOCAS2 library
iHMI (including the CNC screen
display function)
PCMCIA x 1
Ethernet (100BASE-TX)
USB2.0 x 4
Serial port (RS-232C) x 2
Internet Explorer 8.0
Windows Media Player 12.0
.NET Framework 2.0/3.0/3.5/4.5
HSSB driver
MDI key driver
Hardware monitoring driver
FOCAS1/2 library
iHMI (including the CNC screen
display function)
1
2
3
4
5
6
www.hongdiancnc.com
7
8
A1
A2
Z
11
www.hongdiancnc.com
Page 28
1
2
3
4
B-64647EN/01
CHAPTER 1 OVERVIEW
1.2 iHMI MAINTENANCE OVERVIEW
1.2
1.2 iHMI MAINTENANCE OVERVIEW
The iHMI maintenance functions include the iHMI batch backup function, which
saves all data files created with the iHMI function and general data created by the
machine manufacturer or users to an external device. For details, see
BACKUP/RESTORE".
In addition, you can update the software by updating the iHMI basic function
software. For details, see
"4.3 HOW TO UPDATE THE SOFTWARE".
"4.1 DATA
5
6
7
8
A1
A2
Z
www.hongdiancnc.com
12
www.hongdiancnc.com
Page 29
SETTING UP iHMI
1
2
APPLICATIONS
This section describes how to set up each iHMI application.
2.1 iHMI APPLICATION SETUP OVERVIEW ............................................ 14
2.2 CONFIGURATION FILES THAT AFFECT THE ENTIRE iHMI ............. 17
2.3 SETTING UP BASIC FUNCTIONS ........................................................ 27
2.4 SETTING UP THE PLANNING APPLICATION...................................... 54
2.5 SETTING UP THE MACHINING APPLICATION.................................... 62
2.6 SETTING UP THE IMPROVEMENT APPLICATION............................ 159
2.7 SETTING UP THE UTILITY APPLICATION......................................... 173
2.8 CREATING PROGRAM STORAGE FILES .......................................... 181
2
3
4
5
A
www.hongdiancnc.com
www.hongdiancnc.com
Page 30
B-64647EN/01
//CNC_MEM
SYSTEM
MTB1
MTB2
USER
PATH1
LIBRARY
Program storage memory
inside the CNC
(5) System folder
(4) Folder 1 (dedicated to
machine manufacturer)
(3)Folder 2 (dedicated to
machine manufacturer)
(2) Common program
folder
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.1 iHMI APPLICATION SETUP OVERVIEW
2.1
2.1 iHMI APPLICATION SETUP OVER-
VIEW
1
2
3
4
5
6
7
8
A1
You can customize the functions of iHMI applications, add applications to the
Home screen, and change the background.
2.1.1 iHMI Folder Configuration
2.1.1
iHMI application folder
iHMI applications are stored in the following locations. (These folders may be
described as "%APPPATH%" in this document.)
For PANEL iH
\Storage Card\FANUC\iHMI
For PANEL iH Pro
C:\Program Files (x86)\FANUC\iHMI
iHMI data folder
iHMI data are stored in the following locations. (These folders may be described
as "%APPDATA%" in this document.)
For PANEL iH
\Storage Card2\FANUC\iHMI
For PANEL iH Pro
For PANEL iH Pro (SSD): D:\FANUC\iHMI
For PANEL iH Pro (HDD): C:\ProgramData\FANUC\iHMI
A2
Z
2.1.1.1 Folder configuration inside the CNC
2.1.1.1
The folder configuration inside the CNC is shown below. Data required for each
customization are stored the folders (3) and (4).
www.hongdiancnc.com
Fig. 2.1.1.1 Folder configuration inside the CNC
www.hongdiancnc.com
14
Page 31

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.1 iHMI APPLICATION SETUP OVERVIEW
• With the parameter (No. 3457), you can set whether to enable searching in the
MEMO
folders (2) to (5) shown in the figure above. For details about the parameters,
see "FANUC Series 30i/31i/32i-MODEL B PARAMETER MANUAL" (B64490EN).
1
2.1.2 Customizable Applications
2.1.2
The following shows customizable iHMI applications:
Table 2.1.2 Application List
Application name Customization overview Icon
Tool Manager Allows you to add a function to manage tool
information required at production sites.
Cycle Time Estimation
(Option)
NC OPERATION Allows you to edit, change setups, and
Machine Collision
Avoidance (Option)
Lathe Conversation
(Option)
www.hongdiancnc.com
Data Logger Allows you to import/export logs collected with
Allows you to set an auxiliary function time to
estimate an accurate cycle time.
execute programs in the CNC screen.
Allows you to set signals to be used while the
machine collision avoidance function is being
executed.
Allows you to create an NC program only by
entering blank and part geometries and
determining a machining process.
For details, see "FANUC Interactive
Programming Function for Complex Lathe
OPERATOR'S MANUAL" (B-64654EN).
the data logger function.
2
3
4
5
6
7
8
A1
A2
Z
Maintenance Manager Allows you to switch the display of manage
maintenance information, such as consumable
life management and abnormality detection,
and to output switching settings.
Manual Viewer Allows you to import manual information.
15
www.hongdiancnc.com
Page 32

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.1 iHMI APPLICATION SETUP OVERVIEW
Application name Customization overview Icon
WEB BROWSER Allows you to set the start page of the Web
browser.
1
2
3
4
5
6
7
Maintenance Display Displays the conventional NC screen.
For details, see "CNC Screen Display Function
OPERATOR'S MANUAL" (B-63164EN).
8
A1
A2
Z
www.hongdiancnc.com
16
www.hongdiancnc.com
Page 33

CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.2 CONFIGURATION FILES THAT AFFECT THE ENTIRE iHMI
2.2
2.2 CONFIGURATION FILES THAT
AFFECT THE ENTIRE iHMI
B-64647EN/01
Configuration files that affect the entire iHMI are of three types such as:
• Application definition file (XML file)
• iHMI whole configuration file (XML file)
• File for individual settings common to the applications (INI format file)
2.2.1 Application Definition File
2.2.1
The application definition file (apps-general.xml) is stored in the iHMI data folder
(%APPDATA% folder). By changing this file, the following operations can be
performed.
- Adding an application to the Home screen
- Changing the initial display screen after power-on
- Changing the Home screen
Adding an application to the Home screen
Add the following description of the <entry> tag to the application definition file.
1
2
3
4
5
6
7
<entry>
<name>CNC</name>
<category>Machining</category>
<caption>
<en>CNC</en>
<ja>CNC</ja>
</caption>
<file>%APPPATH%\NcOperation\NcOperation.exe</file>
<image>%APPPATH%\Resources\NcOperation.svg</image>
</entry>
The following are details of the descriptions between the <entry> and </entry>
tags.
XML tag Description
<name> Identifier ID (Set not to be duplicated)
<category> Category where the application belongs (select Planning, Machining,
<caption> Application name displayed in the Home screen
<file> Absolute path of the application execution file (exe)
www.hongdiancnc.com
Table 2.2.1 (a) Description in the <entry> Tag
Improvement, or Utility)
8
A1
A2
Z
<image> Absolute path of the application icon file (png, bmp, svg)
17
www.hongdiancnc.com
Page 34

1
2
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.2 CONFIGURATION FILES THAT AFFECT THE ENTIRE iHMI
XML tag Description
<current> Current path of the application
<parameters> Parameters passed when the application is started
<subject> Character string (up to 63 characters, nullable) passed when the
application is called.
The following options can be set for the <entry> tag.
Table 2.2.1 (b) Description of Each Option
3
4
5
6
7
8
A1
A2
Option Description
startup Starts the application when Application Manager is started.
nomenu Does not display the application on the Home screen menu.
waitregister Starts the application in synchronization with Application
Manager.
alwaysvisible Does not hide the application even if it goes to background.
The application name can be described in each language by adding the following
<[language]> tag to the <caption> tag.
Table 2.2.1 (c) Languages Used in the <[language]> Tag
<[language]>
Tag
<en> English <da> Danish <bg> Bulgarian
<ja> Japanese <pt> Portuguese <ro> Romanian
<de> German <pl> Polish <sk> Slovak
<fr> French <hu> Hungarian <fi> Finnish
<cht>
<it> Italian <cs> Czech <id> Indonesian
Language name
Traditional
www.hongdiancnc.com
Chinese
<[language]>
Tag
<sv> Swedish <vi> Vietnamese
Language name
<[language]>
Tag
Language name
Z
<ko> Korean <chs>
<es> Spanish <ru> Russian
<nl> Dutch <tr> Turkish
An application is added to the Home screen by adding the <entry> tag description
to the XML file.
Changing the initial display screen after power-on
Set the value of the <name> tag for an application you want to display as the initial
display screen to the "first" option of the <apps> tag.
Example:
18
Simplified
Chinese
<sl> Slovene
www.hongdiancnc.com
Page 35

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.2 CONFIGURATION FILES THAT AFFECT THE ENTIRE iHMI
<apps first=" CNCOPERA ">
Changing the Home screen
Set the value of the <name> tag for an application you want to display as the
Home screen to the "home" option of the <apps> tag.
Example:
1
<apps home=" MainMenu ">
2.2.1.1 Starting an application with a screen specified
2.2.1.1
2.2.1.2 Starting iHMI applications from shortcuts
2.2.1.2
To start an application with a screen specified, add the <subject> tag. For subject
values that can be specified in the CNC operation screen and maintenance
display, see "
and ""A.3 MAINTENANCE DISPLAY SWITCHING ID (subject VALUE)"".
You can add multiple <subject> tags with different values to one application. In
such a case, the <name> tags must have the same value.
MEMO
You can start specified applications from the shortcuts on iHMI. The following
shortcut startup settings are available.
• Starting applications from the shortcuts
• Registering multiple shortcut keys
"A.2 CNC OPERATION SCREEN SWITCHING ID (subject VALUE)""
2
3
4
5
6
7
8
• Disabling the shortcut function for specific applications
www.hongdiancnc.com
Screen transition
When you press a shortcut key, an application registered to the shortcut starts up.
Pressing the shortcut key again displays the last used application.
Example: Shortcut key: <CUSTOM1> key, shortcut application: "Maintenance
Manager"
A1
A2
Z
19
www.hongdiancnc.com
Page 36

1
Maintenance Manager
Display the last used
application
Start the shortcut application
2
3
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.2 CONFIGURATION FILES THAT AFFECT THE ENTIRE iHMI
4
5
6
7
8
A1
A2
Z
Fig. 2.2.1.2 Screen transition
An application with the shortcut function disabled is not switched to another as
shown above.
NOTE
How to define a shortcut key
You can define a shortcut key by adding a shortcut definition to the configuration
file (apps-general.xml).
Add the <shortcuts> tag below the <apps> tag in the configuration file. Put
shortcut key information between <shortcuts> and </shortcuts>. Shortcut key
information needs to be provided in the <entry> tag for each shortcut key added.
The following is a list of tags included between <shortcuts> and </shortcuts>.
www.hongdiancnc.com
Table 2.2.1.2 Description in the <shortcuts> tag
XML tag Requir
ed
<entry> ○ <key>
Child
element
<name>
<subject>
Description
Put shortcut information.
You can add the invalidname attribute.
invalidname: Specify the identifier ID of an
application for which you want to disable the
shortcut. If you want to disable the shortcut
function for more than one application, separate
the IDs by ",".
www.hongdiancnc.com
20
Page 37

B-64647EN/01
NOTE
• The <POS> key cannot be selected
because it is used for Information
Center display.
• If you select keys other than the
above, the definition will be invalid.
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.2 CONFIGURATION FILES THAT AFFECT THE ENTIRE iHMI
XML tag Requir
ed
<key> ○ None Specify a shortcut key.
<name> ○ None Application identifier ID.
Child
element
Description
The following are the keys that can be specified
as a shortcut:
PROG: <PROG> key
OFFSET: <OFFSET> key
MESSAGE: <MESSAGE> key
SYSTEM: <SYSTEM> key
GRAPH: <GRAPH> key
CUSTOM1: <CUSTOM1> key
CUSTOM2: <CUSTOM2> key
Enter the identifier ID of an application you want
to display when pressing the shortcut key
specified in <key>.
1
2
3
4
5
6
<subject> × None Character string (up to 63 characters, nullable)
passed when the application is called.
Description example of the configuration file
The following shows a description example of apps-general.xml for executing the
following operations.
• "App02" is displayed when the <PROG> function key is pressed.
• "App03" is displayed when the <CUSTOM1> function key is pressed. While
"App01" is displayed, the shortcut is disabled.
www.hongdiancnc.com
7
8
A1
A2
Z
21
www.hongdiancnc.com
Page 38

1
2
3
4
5
6
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.2 CONFIGURATION FILES THAT AFFECT THE ENTIRE iHMI
<?xml version="1.0" encoding="UTF-16"?>
<apps home="MainMenu" info="AppMgr">
<entry>
<name>App01</name>
...
</entry>
<entry>
<name>App02</name>
...
</entry>
<entry>
<name>App03</name>
...
</entry>
<shortcuts>
<entry>
<key>PROG</key>
<name>App02</name>
<subject>open,Main</ subject >
</entry>
<entry invalidname="App01">
<key>CUSTOM1</key>
<name>App03</name>
</entry>
</shortcuts>
</apps>
Add <PROG> to
shortcut key
Add <CUSTOM1> to
shortcut key
7
8
A1
A2
Z
2.2.2 iHMI Whole Configuration File
2.2.2
You can change the settings for startup, and the display position and size of an
iHMI application by modifying the XML file (settings.xml).
Startup settings for an iHMI application
You can change the startup settings for an iHMI application by modifying the XML
file (settings.xml) stored in the %APPPATH% folder.
The XML file has the following description, and you can change the settings by
modifying the description.
<settings>
...
<time>
<sync>yes</sync>
<timeout>0.0</timeout>
</time>
<display taskbar="hide"/>
</settings>
www.hongdiancnc.com
22
www.hongdiancnc.com
Page 39

CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.2 CONFIGURATION FILES THAT AFFECT THE ENTIRE iHMI
The following describes tag descriptions.
Table 2.2.2 (a) Description in the Tags
XML tag Description
<time> Time settings
<sync> If "yes" is set, the application is synchronized with the NC.
B-64647EN/01
1
<timeout> Set the timeout time when the application is started.
<display> Display settings. If taskbar="hide" is set, the taskbar is hidden.
Setting the display position and size of an iHMI application
You can change the display position and size of an iHMI application by modifying
the XML file (settings-general.xml) stored in the iHMI data folder (%APPDATA%
folder).
The XML file has the following description, and you can change the settings of the
display position and size by modifying the description.
<settings>
...
<display>
<inchx10>150</inchx10>
<x>0</x>
<y>0</y>
</display>
</settings>
The following describes tag descriptions.
2
3
4
5
6
7
8
Table 2.2.2 (b) Description in the Tags
XML tag Description
<display> Display settings.
<inchx10> Set the application display size. The value is ten times the display size
<x> Set the application display position (x-coordinate on the upper left
<y> Set the application display position (y-coordinate on the upper left
www.hongdiancnc.com
(select 104, 150, or 190).
corner).
corner).
A1
A2
Z
23
www.hongdiancnc.com
Page 40

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.2 CONFIGURATION FILES THAT AFFECT THE ENTIRE iHMI
2.2.3 Individual Settings Common to the Applications
2.2.3
You can make settings common to the applications.
1
2
3
4
5
6
7
8
2.2.3.1 Hiding the vertical soft keys
2.2.3.1
The screen can be configured so that the vertical soft keys are hidden when an
application starts up. If you set the vertical soft keys to be hidden, the display area
of the main screen will be expanded to the full horizontal width.
Fig. 2.2.3.1 (a) Hiding the vertical soft keys
In this case, a slide cannot be displayed. The slide can be displayed by receiving a
notification from outside of an application.
On the slide, the display area size is the same as that for when the vertical soft
keys are set to be displayed. Note, however, that the slide is centered in the
screen horizontal direction.
A1
A2
Z
www.hongdiancnc.com
Fig. 2.2.3.1 (b) Hiding the vertical soft keys (slide)
Configuration file
Values loaded from the configuration file at application startup determine whether
to display or hide the vertical soft keys.
24
www.hongdiancnc.com
Page 41

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.2 CONFIGURATION FILES THAT AFFECT THE ENTIRE iHMI
The configuration file is prepared for each application and loaded at application
startup.
In the configuration file, you can describe whether to show/hide the vertical soft
keys. If you make settings to show the soft keys, the screen will be configured to
display the vertical soft keys. If you make settings to hide the keys, the screen will
be configured not to display the vertical soft keys. By default, the soft keys are set
to be shown.
The vertical soft keys are displayed when:
• Incorrect setting values are described.
• The setting item of whether to use the vertical soft keys is not described.
MEMO
• No configuration file is present.
The configuration file specifications are as follows.
1
2
3
4
Table 2.2.3.1 Configuration file specifications
Item Description
Path %APPDATA%\MTB\Application name\Setting\setting_data.txt
Format Windows INI file format
* The INI file is a file where various settings of Windows
applications are saved.
Section name VSoftKey_104
Key name USE_VSOFTKEY
Value (displayed) YES
Value (hidden) NO
Description example:
[VSoftKey_104]
USE_VSOFTKEY=YES
• Displaying or hiding the vertical soft keys will be determined at startup. This
NOTE
cannot be changed after startup.
www.hongdiancnc.com
5
6
7
8
A1
A2
Z
2.2.3.2 Setting an animation to be used when a slide is displayed
2.2.3.2
In the configuration application and configuration file, you can set whether to use
an animation when a slide is displayed.
The settings of the configuration file are prioritized over those of the configuration
application.
25
www.hongdiancnc.com
Page 42

1
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.2 CONFIGURATION FILES THAT AFFECT THE ENTIRE iHMI
The settings of the configuration application are reflected when:
• Incorrect setting values are described in the configuration file.
• The setting item is not described in the configuration file.
MEMO
• No configuration file is present.
2
3
4
5
6
7
8
A1
A2
The configuration file specifications are as follows.
Table 2.2.3.2 Configuration file specifications
Item Description
Path %APPDATA%\MTB\Application name\Setting\setting_data.txt
Format Windows INI file format
* The INI file is a file where various settings of Windows
applications are saved.
Section name Slide_screen
Key name ANIMATION
Value (used) ON
Value (not used) OFF
Description example:
[Slide_screen]
ANIMATION=ON
• The setting of whether to use an animation set in the configuration file will be
MEMO
determined at startup. This cannot be changed after startup. If settings are
made in the configuration file, any setting change in the configuration
application will be ignored.
www.hongdiancnc.com
Z
26
www.hongdiancnc.com
Page 43

CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
2.3
2.3 SETTING UP BASIC FUNCTIONS
You can: (1) change the background color of the Home screen; (2) add buttons to
application menus; and (3) add status icons to the iHMI status display area. Also,
you can additionally display failure diagnosis messages on the Information Center.
2.3.1 Customizing the Home Screen
2.3.1
2.3.1.1 Changing the background of the home screen
2.3.1.1
You can:
- Change the background of the Home screen.
- Add a shutdown button on the Home screen.
To change the background of the Home screen, add an image file (svg, png)
called "BG" to the following location.
B-64647EN/01
1
2
3
4
5
%APPDATA%\MTB\Home
Fig. 2.3.1.1 Changing the Background of the Home Screen
www.hongdiancnc.com
If there are multiple image files called "BG" in the folder, the priority of a file to be
used as the background is in order of svg and png. If there is no image file, the
default background is used.
2.3.1.2 Adding a shutdown button
2.3.1.2
For PANEL iH Pro, you can add a shutdown button on an application menu by
modifying the description of the XML file (settings-general.xml) stored in the
following location.
6
7
8
A1
A2
Z
%APPDATA%\settings-general.xml
Add the following tag in the <settings> tag of settings-general.xml.
27
www.hongdiancnc.com
Page 44

B-64647EN/01
Shutdown
button
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
Table 2.3.1.2 (a) Tag to be included between <settings> and </settings>
XML tag Description
<home> Specify information related to the Home screen.
1
2
3
4
5
6
7
Table 2.3.1.2 (b) Tag to be included between <home> and </home>
XML tag Description
<shutdown> Specify whether to display or hide the shutdown button. If "show"
is specified, the shutdown button will be displayed on the
application menu. By default setting, the shutdown button is not
displayed.
Setting example:
<settings>
...
<home>
<shutdown>show</shutdown>
</home>
</settings>
8
A1
A2
Z
www.hongdiancnc.com
Fig. 2.3.1.2 Shutdown button
• For shutdown button operation, see "FANUC iHMI Home Screen OPERATOR'S
MEMO
MANUAL" (B-64644EN).
28
www.hongdiancnc.com
Page 45

CHAPTER 2 SETTING UP iHMI APPLICATIONS
Standard status
Additional icon display
Additional character string
display
Additional character string display
2.3 SETTING UP BASIC FUNCTIONS
2.3.2 Customizing the Status Display
2.3.2
You can add status icons to the iHMI status display area.
B-64647EN/01
2.3.2.1 Adding status icons and character string display
2.3.2.1
The iHMI status display area can include machine manufacturer specific icons,
such as coolant, interlock, and machine warnings. Also, machine specific
information, such as numeric value display for temperature, can be displayed. The
machine manufacturer-specific icon and character string displays can be switched
by the PMC bit signal or byte signal.
These display items are left-aligned on the right side of the standard status
display.
Fig. 2.3.2.1 (a) Status display (top row)
Alternatively, they appear left-aligned on the bottom row of the status display area
(for 15" or 19" displays).
1
2
3
4
5
6
7
Fig. 2.3.2.1 (b) Status display (bottom row)
www.hongdiancnc.com
To display icons or character strings, create an XML file (file name: status.xml)
and define the PMC signal and display items in this file.
Store the created XML file in the following location.
%APPDATA%
Maximum number of displayed items
The following table shows the width of the display area for each display unit size
and maximum number of displayed items per row (for display items of size 24 x 24
dots).
8
A1
A2
Z
www.hongdiancnc.com
29
Page 46

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
Table 2.3.2.1 (a) Maximum number of displayed items
1
2
3
4
5
6
7
8
A1
A2
Display unit size Width of display
area
10.4" 449 dots 16
15" 640 dots 23
19" 896 dots 32
Format of status.xml
The format of status.xml is as follows.
● </status/signals> tags
Specify PMC data to be displayed in the </status/signals> tags.
Table 2.3.2.1 (b) Description between the <signals> and </ signals> tags
XML tag, attribute Description
<pmc> tag Specify the PMC address for the input data.
Examples: 1:R1000, 3:R1000
name attribute Specify the input data name with a character string.
Examples: toolno, spload, etc.
If this attribute is not specified, the default will be "pmc".
type attribute Specify one of the following PMC data types.
bit: Bit string 32 points (4 bytes)
byte: 1-byte signed integer
unsigned byte: 1-byte unsigned integer
word: 2-byte signed integer
unsigned word: 2-byte unsigned integer
dword: 4-byte signed integer
unsigned dword: 4-byte unsigned integer
www.hongdiancnc.com
float: Single precision floating point number
If this attribute is not specified, the default will be "bit".
Maximum number
of displayed items
Z
30
www.hongdiancnc.com
Page 47

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
• The following character strings are reserved as data names. Do not use these
character strings for the name attribute.
mode, run, emergency, edit, colcheck, path, date, time
• You can specify up to 32 data. Any data specified over 32 will not be reflected.
• For the icon display, "unsigned dword" and "float" can not be specified in the
data type.
• Specifying too much data may cause performance drop of iHMI. Keep the
NOTE
number of specified PMC data to a minimum.
• Data synchronization will not be ensured if you do not specify a PMC address
number that is in accordance with the data alignment. This means that for 2byte integers, the address number must be a multiple of 2, and for 4-byte
integers or single precision floating point numbers, the address number must be
a multiple of 4 in order to be in accordance with the data alignment.
• When the value of the floating point number is NaN (Not a Number), the value
will be treated as 0.
1
2
3
4
www.hongdiancnc.com
5
6
7
8
A1
A2
Z
31
www.hongdiancnc.com
Page 48

1
2
3
4
5
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
</status/symbols> tag
Table 2.3.2.1 (c) Description between the < symbols> and </ symbols > tags
XML tag, attribute Description
<entry> tag Add one <entry> to add one display item.
The description order of <entry> tags is the display order of
items.
data attribute Specify the input data name you specified in the </status/
signals> tags.
To specify a bit signal, specify the bit position (0 to 31) after
".".
Examples: pmc.0, bitsignal.1
size attribute Specify the width and height of items in the format of "x.x".
The unit is pixel.
placement attribute If "lower" is specified, display items will be placed on the
bottom row of the status display area.
If this attribute is not specified, items will be placed on the
top row.
6
7
8
A1
A2
Z
format attribute Specify one of the following data display formats.
image: Icon
formatted text: Format-specified character string
If this attribute is not specified, the default will be "image".
fontsize attribute Specify the font size in points.
If this attribute is not specified, the default will be 10 points.
<image> tag Specify the icon that corresponds to the signal value.
This must be specified when "image" is specified as the
format attribute for the <entry> tag.
value attribute Specify the status value.
Bit signal: 0 or 1
Other than bit signal: Signal value (in decimal notation)
If this value is not specified, display will be blank.
www.hongdiancnc.com
<language> tag Specify the icon file.
<en> tag: English icon file
<ja> tag: Japanese icon file
<text> tag Specify the format for the displayed character string for the
signal value.
This must be specified when "formatted text" is specified as
the format attribute for the <entry> tag.
forecolor
attribute
Specify the character color in RGB.
Format: #RRGGBB (RR: red, GG: green, BB: blue)
* RR, GG, and BB are 1-byte hex numbers (00 to FF).
Example: #FFFFFF (white)
If this attribute is not specified, the default will be black.
backcolor
attribute
Specify the character background color in RGB.
Format: #RRGGBB (RR: red, GG: green, BB: blue)
*RR, GG, and BB are 1-byte hex numbers (00 to FF).
Example: #0000FF (blue)
If this attribute is not specified, the default will be white.
32
www.hongdiancnc.com
Page 49

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
XML tag, attribute Description
<language> tag Specify the format for the displayed character string. Specify
with the same format as the printf conversion in C language.
Signal values are displayed with the following format
specifications.
%d, %i, %o, %u, %x, %X, %f
<en> tag: English format
<ja> tag: Japanese format
1
2
• Be sure to create the <en> tag. If there are no other language tags, the <en> tag
is selected.
• BMP, PNG, and SVG formats can be specified for the icon file.
• When the display items are placed on the bottom row of a 15" or 19" display
MEMO
Setting example
To display the items as shown in the figure below, create an XML file as shown in
the description example.
unit, the items will be hidden behind the alarm message display. Make sure to
place any high priority items on the top row.
Fig. 2.3.2.1 (c) Status display example
3
4
5
6
7
8
A1
www.hongdiancnc.com
33
www.hongdiancnc.com
A2
Z
Page 50

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
XML file (status.xml) description example
1
2
3
4
5
6
7
8
A1
A2
Z
<?xml version="1.0" encoding="UTF-16"?>
<status>
<signals>
<pmc>1:R1000</pmc>
<pmc name="toolno" type="unsigned word">1:R1004</pmc>
<pmc name="spload" type="float">1:R1008</pmc>
<pmc name="counter" type="byte">1:R1012</pmc>
</signals>
<symbols>
<entry data="pmc.0" size="24,24">
<image value="0">
<en>%APPDATA%\Icon\lamp00.png</en>
</image>
<image value="1">
<en>%APPDATA%\Icon\lamp01.png</en>
</image>
</entry>
<entry data="pmc.1" size="24,24">
<image value="0">
<en>%APPDATA%\Icon\lamp10.png</en>
</image>
<image value="1">
<en>%APPDATA%\Icon\lamp11.png</en>
</image>
</entry>
<entry data="toolno" size="24,24">
<image value="1">
<en>%APPDATA%\Icon\lamp21.png</en>
</image>
<image value="2">
<en>%APPDATA%\Icon\lamp22.png</en>
</image>
<image value="3">
<en>%APPDATA%\Icon\lamp23.png</en>
</image>
</entry>
<entry data="spload" size="80,22" format="formatted text">
<text>
</text>
</entry>
<entry data="counter" size="80,22" format="formatted text">
<text forecolor="#ffffff" backcolor="#00a0ff">
</text>
</entry>
</symbols>
</status>
www.hongdiancnc.com
<en>Load:%3.1f%%</en>
<ja> 負荷 :%3.1f%%</ja>
<en>Count:%d</en>
<ja> 個数 :%d</ja>
When omitted: name="pmc" type="bit"
"%APPDATA%" is the same folder as one storing status.xml.
MEMO
34
www.hongdiancnc.com
Page 51

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
Table 2.3.2.1 (d) PMC data definitions and values specified using the </status/
signals> tags
Input signal name Input signal Data length Signal value
pmc 1:R1000 32-bit Bit0=1, Bit1=0
toolno 1:R1004 2-byte unsigned
integer
spload 1:R1008 Single precision
floating point number
counter 1:R1014 1-byte signed integer 27
Table 2.3.2.1 (e) Display items specified using the </status/symbols> tags
Input signal
name
pmc 1:R1000.0 0 lamp00.png
Input signal Value File name Icon
1 lamp01.png
1:R1000.1 0 lamp10.png
1 lamp11.png
3
23.5
1
2
3
4
5
6
7
toolno 1:R1004 1 lamp21.png
2 lamp22.png
www.hongdiancnc.com
3 lamp23.png
spload 1:R1008 Load:%3.1f%
%
counter 1:R1014 Count:%d
8
A1
A2
Z
35
www.hongdiancnc.com
Page 52

1
2
3
4
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
2.3.3 Setting the Machine Alarm Diagnosis
2.3.3
You can add work machine specific alarms (external alarm and macro alarm) and
operator messages as failure diagnosis messages to be displayed on the
Information Center.
Using PC tool "Machine Alarm Diagnosis Guidance Table", messages to diagnose
and solve machine alarms are converted to data loadable to the NC. Also, images
of trouble diagnosis messages for alarms and to assist solving troubles can be
set.
5
6
7
8
A1
A2
Z
Fig. 2.3.3 Troubleshoot (diagnosis) window
2.3.3.1 Alarm and operator message types that can be added
2.3.3.1
2.3.3.2 Diagnosable numbers
2.3.3.2
The following machine alarms and operator messages can be added as failure
diagnosis messages.
1. External alarms
2. Macro alarms
3. External operator messages
Of machine alarms and operator messages, the following numbers can be
diagnosed on the Information Center.
www.hongdiancnc.com
1. External alarms
Table 2.3.3.2 (a) Diagnosable alarm numbers (external alarms)
Parameter EXA (No.6301#0)
=0 =1
Alarm number 1000 to 1999 0 to 4095
36
www.hongdiancnc.com
Page 53

2. Macro alarms
Table 2.3.3.2 (b) Diagnosable alarm numbers (macro alarms)
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
Parameter MCA (No.6008#1)
=0 =1
Alarm number 3000 to 3200 0 to 4095
3. External operator messages
Table 2.3.3.2 (c) Diagnosable message numbers (external operator messages)
Parameter EXM (No.6301#1)
=0 =1
Message number 2000 to 2999 0 to 4095
• Of external operator message numbers in the above table, as many as specified
in Parameter No.6310 can be diagnosed.
• Those diagnosable numbers are only the range of numbers displayed on the
CNC screen and different from ones set in each function.
• For numbers set in each function, see the manuals below.
External alarms/external operator messages
MEMO
"4.12 INSTRUCTIONS RELATED TO CNC FUNCTIONS" in "FANUC Series
30i/31i/32i/35i-MODEL B PMC PROGRAMMING MANUAL" (B-64513EN)
Macro alarm
"II 16 CUSTOM MACRO" in "FANUC Series 30i/31i/32i-MODEL B Common
to Lathe System/Machining Center System OPERATOR'S MANUAL" (B64484EN)
• For details about each parameter, see "FANUC Series 30i/31i/32i-MODEL B
PARAMETER MANUAL" (B-64490EN).
www.hongdiancnc.com
1
2
3
4
5
6
7
8
A1
A2
2.3.3.3 Environments required to create failure diagnosis messages
2.3.3.3
2.3.3.4 Machine alarm diagnosis guidance table
2.3.3.4
To create failure diagnosis messages to be displayed on the Information Center,
you need the PC tool "Machine Alarm Diagnosis Guidance Table". For the
required environment, see "
Install the tool according to the installation procedure described in the section
"2.3.3.4 Machine alarm diagnosis guidance table".
To create failure diagnosis messages to be displayed on the Information Center,
you use PC tool "Machine Alarm Diagnosis Guidance Table".
Use the following procedures to install this tool to the PC and create failure
diagnosis messages.
1.1.2 Environment Required for iHMI Customization".
37
www.hongdiancnc.com
Z
Page 54

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
Installation Procedure
The following describes how to install the tool.
<1> Start "SETUP.EXE" in the installation CD (A08B-9010-J555#ZZ12).
1
2
3
4
5
6
7
8
The [FANUC Machine Alarm Diagnosis Guidance Table Setup] dialog box
appears.
<2> Specify the installation destination folder and click the [Next] button.
The installation confirmation dialog box appears.
• You can change the installation destination folder by clicking the [Browse]
MEMO
button.
A1
A2
Z
<3> Click the [Next] button.
Installation starts.
When the tool is successfully installed, a message box appears to show the
installation completion, and "FANUC Guidance Table" is added to the Start
Menu.
Uninstallation Procedure
The following describes how to uninstall the tool.
<1> Open [Uninstall a program] from the Control Panel.
<2> Select [FANUC Guidance Table for Machine Alarm Diagnosis] from programs
currently installed.
<3> Click the [Delete (or Uninstall)] button.
A message box appears to ask you to confirm the uninstallation.
www.hongdiancnc.com
38
www.hongdiancnc.com
Page 55

<4> Click the [Yes] button.
The tool is uninstalled.
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
Creating a Failure Diagnosis Message Input File
Create an Excel file where you enter failure diagnosis messages according to the
procedure below.
<1> Select [Start Menu] -> [Program] -> [FANUC Guidance Table] -> [Create New].
The [New File] dialog box appears.
<2> Enter the Excel file destination folder and the file name.
1
2
3
4
5
6
7
<3> Click the [OK] button.
An Excel file is created with the specified name.
When you open the created file in Excel, you can enter failure diagnosis
messages.
• The file extension is "xls" (Excel workbooks) only. Extensions other than "xls"
are ignored and converted to "xls".
• If a file fails to be created, a message box appears according to the cause of the
MEMO
failure.
• Excel files or memory card format files for creating failure diagnosis messages
for old models cannot be used. When using data for old models, select [Convert
Old Model Data] in Step 1 to convert the Excel file for old models and create a
memory card format file again.
www.hongdiancnc.com
8
A1
A2
Z
39
www.hongdiancnc.com
Page 56

1
A
B
C
D
E
F
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
Failure diagnosis message Excel file
If you use "Machine Alarm Diagnosis Guidance Table", enable the macro function
in the Trust Center Settings in Excel 2010. If the macro function is disabled, you
cannot create failure diagnosis messages. Also, in the Trust Center, set both the
failure diagnosis message input file folder and the machine alarm diagnosis
guidance table installation folder to "Trusted Locations".
2
3
4
5
6
7
8
Failure Diagnosis Message Input File Layout
There are two sheets in an Excel file where you enter failure diagnosis messages.
[Overall] sheet: Sheet used to set overall operation and a display language.
[Guidance] sheet: Sheet used to enter message character strings.
Fig. 2.3.3.4 (a) Excel file layout
● [Overall] sheet layout
In the [Overall] sheet, you can create failure diagnosis messages using the
operation buttons A to C shown in the figure below. You can also change the
display language (Japanese/English) in the sheet and configure the settings for
each language.
A1
A2
Z
www.hongdiancnc.com
Fig. 2.3.3.4 (b) [Overall] sheet
Table 2.3.3.4 (a) [Overall] sheet overview
Name Function
A Input Guidance Data Displays the [Guidance] sheet, where you input failure
diagnosis message data.
B Check Input Data Checks all data input in the [Guidance] sheet, such as the
numeric value range and unavailable characters.
C Make Memory Card
File
D Display Language Changes the display language in the sheet by selecting the
Creates a memory card format file that can be loaded to the
CNC, from data input in the [Guidance] sheet.
language from the list box and clicking the [Apply] button.
Japanese or English can be selected.
40
www.hongdiancnc.com
Page 57

B-64647EN/01
A
D
E
F
BC
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
Name Function
E Result of Check Displays the input data check result.
F Multi-Languages Configure the settings for inputting messages in multiple
languages.
● [Guidance] sheet layout
In the [Guidance] sheet, you can enter the number and message of each alarm or
operator message.
1
2
3
4
Fig. 2.3.3.4 (c) [Guidance] sheet
Table 2.3.3.4 (b) [Guidance] sheet overview
Name Function
A Guidance Table 1 Table where you input the numbers and titles of the alarms or
operator messages.
B Guidance Table 2 Table where you input questions or instructions to the alarms or
operator messages for the operator.
C Guidance Table 3 Table where you enter detailed descriptions of the alarms or
operator messages for the operator, and the file names of
images to be displayed.
D Page move Switches the display between Guidance Table 1 and 2.
E Check Input Data Checks input data in each Guidance Table.
F Row number
settings
www.hongdiancnc.com
Adds or removes as many rows as specified in the combo box
to/from the end of the table in Guidance Table 1 or 2.
The total row number of each Guidance Table is 30 at a
minimum and 2000 at a maximum.
5
6
7
8
A1
A2
Z
41
www.hongdiancnc.com
Page 58

1
A
B
C
2
3
4
5
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
2.3.3.5 Creating failure diagnosis messages
2.3.3.5
Create failure diagnosis messages using the operation buttons A to C in that order
in the [Overall] sheet in the figure below.
Fig. 2.3.3.5 (a) Operation buttons in the [Overall] sheet
6
7
8
A1
A2
Z
A Input Guidance Data
Displays the [Guidance] sheet, where you input failure diagnosis message
data.
B Check Input Data
Checks all data input in the [Guidance] sheet, such as the numeric value range
and unavailable characters.
C Make Memory Card File
Creates a memory card format file that can be loaded to the CNC, from data
input in the [Guidance] sheet.
The following describes each operation.
www.hongdiancnc.com
Entering Guidance Data
Click the [Input Guidance Data] button in the [Overall] sheet to display the
[Guidance] sheet.
Enter data in Guidance Table 1 to 3.
Only characters that can be displayed on the CNC screen are selectable for each
display item.
For details, see the following description.
"APPENDIX G. CHARACTER-TO-CODES CORRESPONDENCE TABLE" in
MEMO
"FANUC Series 30i/31i/32i-MODEL B Common to Lathe System/Machining
Center System OPERATOR'S MANUAL" (B-64484EN)
42
www.hongdiancnc.com
Page 59

CHAPTER 2 SETTING UP iHMI APPLICATIONS
A B C D E F G
● Input contents in Guidance Table 1
Fig. 2.3.3.5 (b) Guidance Table 1
Table 2.3.3.5 (a) Input contents in Guidance Table 1
B-64647EN/01
2.3 SETTING UP BASIC FUNCTIONS
1
2
Name Input contents Number of
A Kind Input the type of the alarm or operator message.
The following characters can be used.
EX: External alarm
MC: Macro alarm
OP: External operator message
B Number Input the number of the external alarm, macro
alarm, or operator message.
C Classified
Code
D Title Input the character string of the alarm or operator
E Probable
Cause
Input two types of codes in "Code 1" and "Code 2".
"Code 1 - Code 2" is displayed in the first line of the
Information Center.
Code 1: Input the category of the alarm or operator
message.
Code 2: Input the number of the alarm or operator
message.
www.hongdiancnc.com
message.
Input the possible cause of the alarm or operator
message.
This is not used in the iHMI.
Two single-byte
English
characters
Four single-byte
numeric
characters or less
Code 1:
Two single-byte
characters or less
(or one doublebyte character)
Code 2:
16 single-byte
characters or less
(or eight doublebyte characters
or less)
32 single-byte
characters or less
(or 16 doublebyte characters
or less)
32 single-byte
characters or less
(or 16 doublebyte characters
or less) x three
lines or less
3
characters
4
5
6
7
8
A1
A2
Z
F Message IDInput the message ID of the guidance message
displayed first in the guidance area after the alarm
or operator message occurs.
Example:
First message ID of external alarm 1000: EX1000A
www.hongdiancnc.com
43
Eight single-byte
alphanumeric
characters or less
and uppercase
only for English
characters
Page 60

B-64647EN/01
A B C D
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
Name Input contents Number of
characters
1
2
3
4
5
6
G Additional
Information
(Reserved)
• If you enter a type other than the above, an error occurs when input data is
checked.
• Each category code does not need to match Type or Number.
• Do not use "NC" because it is used for the category code 1 of the alarm
MEMO
● Input contents in Guidance Table 2
displayed on the CNC system.
• For the message ID, see the description of "Input contents in Guidance Table 2".
Do not use this item.
Fig. 2.3.3.5 (c) Guidance Table 2
7
8
A1
A2
Z
Table 2.3.3.5 (b) Input contents in Guidance Table 2
Name Input contents Number of
A Message IDEnter a character string to identify Guidance
message (B).
Example 1:
www.hongdiancnc.com
B Guidance
Message
C Next
Message
ID
First message ID of external alarm 1000: EX1000A
Example 2:
Second message ID of external alarm 1000:
EX1000B
Enter a message displayed in the details or
diagnosis window on the Information Center.
Describe a question or solution for the operator.
Enter the message ID of the jump target when the
[YES] or [NO] soft key is pressed responding to the
question of each guidance message.
If you do not want anything to occur (no jump target),
enter "-1".
Eight single-byte
alphanumeric
characters or less
and uppercase
only for English
characters
128 single-byte
characters or less
(or 64 doublebyte characters
or less)
Eight single-byte
alphanumeric
characters or less
and uppercase
only for English
characters
characters
D Notes Enter a comment, etc.
44
www.hongdiancnc.com
Page 61

CHAPTER 2 SETTING UP iHMI APPLICATIONS
A B C
2.3 SETTING UP BASIC FUNCTIONS
• Do not use a character string starting with "M" + numeric value because it is
used for the message ID, which represents the jump target from the NC alarm
guidance table to Guidance Table 2 on the machine.
• The guidance message automatically starts a new line at every 32 single-byte
NOTE
● Input contents in Guidance Table 3
characters (16 double-byte characters) when displayed on the Information
Center. If you want to break a line at a specific position, insert "\n". "\n" is not
counted as a character. The number of message lines must be four or less
including automatically broken lines.
B-64647EN/01
1
2
3
4
Fig. 2.3.3.5 (d) Guidance Table 3
Table 2.3.3.5 (c) Input contents in Guidance Table 3
Name Input contents Number of
A Message IDEnter message IDs that have been entered in
Guidance message 2. Enter message IDs
corresponding to the guidance messages where you
want to add detailed descriptions and/or images.
B File name Set file names of the images for detailed description
C Detailed
Explanatio
n
www.hongdiancnc.com
of guidance messages that have been entered in
Guidance message 2.
BMP, JPEG, and PNG formats are available.
Enter character strings for detailed description of the
guidance messages that have been entered in
Guidance message 2.
Eight single-byte
alphanumeric
characters or less
and uppercase
only for English
characters
50 single-byte
characters or less
(or 25 doublebyte characters
or less)
512 single-byte
characters or less
(or 256 doublebyte characters
or less)
5
6
7
characters
8
A1
A2
Z
www.hongdiancnc.com
45
Page 62

1
2
3
4
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
• For contents that can be entered as message IDs, use the description method
shown in Guidance message 2.
• Store the image file for detailed description in the same folder as the Excel file.
• If you want to break a line at a specific position in detailed description, insert
NOTE
Checking Input Data
When you click the [Check Input Data] button in the [Overall] sheet, the numeric
value range, number of characters, unavailable characters, and number of
message lines are checked for all input data in the [Guidance] sheet.
"\n". "\n" is not counted as a character.
• You do not need to enter contents in Guidance Table 3. If you do not need to
display detailed description and/or images in the troubleshoot (diagnosis)
window and use this function as the conventional machine alarm diagnosis, do
not enter data.
5
6
7
8
A1
A2
Z
● Display upon check completion
When the data are checked, the character string in [Result of Check] in the
[Overall] sheet changes from "Unchecked" to "OK".
Fig. 2.3.3.5 (e) Display upon check completion
• If you edit the [Guidance] sheet after the result becomes "Checked", it returns to
NOTE
"OK".
www.hongdiancnc.com
● Display at error occurrence
If an error occurs, the text in the check result changes to "NG", and the sheet and
guidance table names where the error occurred are displayed in the cell under the
check result as shown below.
Fig. 2.3.3.5 (f) Display at error occurrence
Click the guidance table name to display the guidance table where the error
occurred.
46
www.hongdiancnc.com
Page 63

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
Fig. 2.3.3.5 (g) Guidance table display
In the guidance table, the cell where the error occurred turns green, and the error
message is added as a comment for the cell as shown above. Error messages to
be added are as follows:
• Input a numeric value.
• The value is out of range. (n to m)
• Input in n single-byte characters or less (or m double-byte characters or less).
• The number of lines exceeds n.
• No message ID is referred to.
• The type (s) cannot be used.
* "m" and "n" represent numbers. "s" represents a character string
1
2
3
4
5
6
7
• By clicking the [CHECK] button displayed at the upper part of each guidance
table, you can check input data for the table. In this case, the check result is
displayed in the cell under the [CHECK] button as shown in the figure
below.
NOTE
• If an error occurs on multiple guidance tables, the name of a guidance table
where the first error occurred is displayed in [Result of Check] in the [Overall]
sheet. Check the check result of each guidance table shown under the [CHECK]
button.
• If the message ID has a character string showing the jump target from the NC
MEMO
alarm guidance table to Guidance Table 2 on the machine, the cell turns light
blue.
www.hongdiancnc.com
Fig. 2.3.3.5 (h) Check result display
8
A1
A2
Z
47
www.hongdiancnc.com
Page 64

1
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
Creating a Memory Card File
You can create a memory card format file that can be loaded to the CNC, from
data entered in the [Guidance] sheet, by clicking the [Make Memory Card File]
button in the [Overall] sheet.
Use the following procedure to create a memory card format file that can be
loaded to the CNC.
2
3
4
5
6
7
8
<1> Click the [Make Memory Card File] button.
The [Make Memory Card File] dialog box appears.
<2> Specify the file destination folder name in [Destination folder].
<3> Specify the file name to create in [File name].
• The default name is "GUI_USR.MEM".
• If no extension is used in the file name, the extension "MEM" is automatically
MEMO
<4> Click the [OK] button.
added to the file name.
A1
A2
Z
When a memory card format file is created, the message box "Memory card
www.hongdiancnc.com
format file created." appears.
In the destination folder, "MachineAlarmDetails.DAT" is created as well as a file
with the extension "MEM".
• You can use only a single-byte alphanumeric short file name (MS-DOS 8.3
format) for the file name. Other format file names cannot be loaded to the CNC.
• If a file with the same name as one specified exists in the destination folder, the
file is always overwritten.
• If a memory card format file fails to be created, a message box appears
NOTE
according to the cause of the failure.
• If no data are entered in Guidance Table 3, "MachineAlarmDetails.DAT" will not
be created.
• If "MachineAlarmDetails.DAT" exists in the destination folder, the file is always
overwritten.
48
www.hongdiancnc.com
Page 65

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
● Loading using the BOOT function
By loading the created file to the CNC using the CNC BOOT function, you can
display failure diagnosis messages on the Information Center when an external
alarm, macro alarm, or operator message occurs.
Also, by storing "MachineAlarmDetails.DAT" in the following folders, you can
display the detailed description and/or images entered in Guidance Table 3, in the
troubleshoot (diagnosis) window.
1
%APPDATA%\MTB\TroubleShooting
• For the CNC BOOT function, see the following description.
MEMO
Moving from the CNC Alarm Guidance Table to the Machine Guidance
If diagnosis using the NC alarm guidance table on the CNC concludes that
"diagnosis is required on the machine", call the message ID, a character string
starting with "M" + numeric value, to move to diagnosis using the guidance table
on the machine.
By creating guidance messages corresponding to the message IDs shown in the
table below, you can move to diagnosis using the created failure diagnosis
messages after diagnosis on the NC.
No. Message
"APPENDIX C. BOOT SYSTEM" in "FANUC Series 30i/31i/32i-MODEL B
MAINTENANCE MANUAL" (B-64485EN)
Table
Table 2.3.3.5 (d) Reserved message IDs
Title Probable Cause
ID
1 M205 Rigid mode DI
OFF
2 M409 Abnormal load Load torque has increased more than during normal
3 M410 Excessive error
4 M411 Excessive error
5 M420 Excessive
www.hongdiancnc.com
when stopping
when moving
torque error
When G84 (G74, G88) was executed, the rigid mode
DI signal (G061.0) was not 1.
operation due to mechanical collision or twisting.
The axis cannot reach the target position due to
mechanical collision or twisting.
The axis cannot move due to mechanical collision or
twisting.
The torque error is getting larger due to a mechanical
synchronous gap between two axes moving in
synchronization.
2
3
4
5
6
7
8
A1
A2
Z
6 M421 Excessive
semi-full error
7 M436 Soft thermal
(OVC)
www.hongdiancnc.com
There is a movement gap between the motor and the
separate type detector in the full-close machine
because the machine is twisted.
The load is getting larger, and an excessive electric
current is flowing due to mechanical collision or
twisting.
49
Page 66

1
2
3
4
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
• Message IDs starting with "M" + numeric value other than the above cannot be
NOTE
2.3.3.6 Creating different language messages
2.3.3.6
To change the language of messages displayed on the Information Center
according to the language displayed on the CNC, you need to enter messages for
each display language and create a memory card format file.
Enter messages for each display language in the corresponding language
message sheet.
used.
5
6
7
8
A1
A2
Z
The language of messages entered in the [Guidance] sheet is regarded as
"English".
When you need to use a language other than English, create a different language
MEMO
message sheet.
Creating a Different Language Message Sheet
Create a different language message sheet as follows.
<1> Click the [Multi-Languages] button in the [Overall] sheet.
The [Multi-Languages] dialog box appears.
<2> In the [Create Sheet] list, select the check box for a language for which you
want to create a sheet.
Now you can change the check box for the corresponding language in the
[Output to Memory Card File] list.
www.hongdiancnc.com
• You can select multiple check boxes.
MEMO
50
www.hongdiancnc.com
Page 67

B-64647EN/01
Different Language Message Sheets
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
<3> In the [Output to Memory Card File] list, select the check box for a language for
which you want to output at the same time to a memory card format file
loadable to the CNC.
• Up to five check boxes excluding English can be selected. You cannot select
NOTE
six or more check boxes.
1
2
<4> Click the [OK] button.
3
4
5
6
7
8
A1
www.hongdiancnc.com
Language sheets selected in Step 2 are created.
51
www.hongdiancnc.com
A2
Z
Page 68

1
2
3
4
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
• Only 24 languages displayed in the [Multi-Languages] dialog box are
supported.
• Up to six languages (English + other five languages) can be output to a
memory card format file at the same time.
• When a different language message sheet is created, the language for the
[Guidance] sheet automatically changes to "English". The check box for
NOTE
English in the [Create Sheet] and [Output to Memory Card File] lists in the
[Multi-Languages] dialog box is selected by default and cannot be changed.
• If you enter messages in the [Guidance] sheet using a language other than
English before creating the corresponding language message sheet, move
the contents in the [Guidance] sheet to the appropriate language sheet by
using cut-and-paste in Excel.
• To delete a created sheet, deselect the check box for the corresponding
language in the [Create Sheet] list in the [Multi-Languages] dialog box.
5
6
7
8
A1
A2
Z
Filling in the Different Language Message Sheet
In a different language message sheet, you can enter three items of [Title],
[Probable Cause], and [Guidance Message]. Other items are automatically copied
from the data entered in the [Guidance] sheet and displayed.
Fig. 2.3.3.6 (a) Different language message sheet: Guidance Table 1
www.hongdiancnc.com
Fig. 2.3.3.6 (b) Different language message sheet: Guidance Table 2
Fig. 2.3.3.6 (c) Different language message sheet: Guidance Table 3
See "■ Entering Guidance Data" in the section "2.3.3.5 Creating failure diagnosis
messages" to enter data. After entering data, check input data and create a
memory card file.
52
www.hongdiancnc.com
Page 69

CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.3 SETTING UP BASIC FUNCTIONS
• The language messages output to the memory card file allow the automatic
MEMO
switch of languages for messages displayed on the Information Center
according to the display language on the CNC. However, if the memory card file
does not contain messages with the same display languages as ones specified
in the CNC, messages entered in the [Guidance] sheet are displayed.
B-64647EN/01
1
2
3
4
www.hongdiancnc.com
5
6
7
8
A1
A2
Z
53
www.hongdiancnc.com
Page 70

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.4 SETTING UP THE PLANNING APPLICATION
2.4
2.4 SETTING UP THE PLANNING APPLICATION
1
2
3
4
5
6
7
You can set up the planning application functions such as tool management
function, Cycle Time Estimation, etc.
2.4.1 Setting Up Tool Management Function
2.4.1
Tool Manager includes the tool management function and tool life management
function and displays tool information related to each function according to the
option or parameter.
• The tool management function and tool life management function cannot be
MEMO
specified at the same time.
• For details about various settings and parameters of the tool management
function and the tool life management function, see "FANUC Series 30i/31i/
32i-MODEL B CONNECTION MANUAL (FUNCTION)" (B-64483EN-1).
8
A1
A2
Z
2.4.1.1 NC tool database management
2.4.1.1
The NC tool database treats data in Tool Manager, which are related to tools
mounted in the machine. In this database, displayable or settable items are
changed according to the NC option and/or parameter settings as shown in the
table below.
www.hongdiancnc.com
Table 2.4.1.1 Displayable and Settable Items List
No. Item
GroupNumber
1
2 No. (Tool Management Number/
Inner Group Number)
3 Tool Name ○
4 Tool Number (T Code) ○
5 Optional Group Number ○ (*1)
Standard
○
Display condition
Option
Tool life
management
function
○
Tool
management
function
6 Magazine Number ○
7 Pot Number ○
54
www.hongdiancnc.com
Page 71

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.4 SETTING UP THE PLANNING APPLICATION
Display condition
Option
No. Item
Standard
8 Stored Magazine ○ (*2)
9 Stored Pot ○ (*2)
10 Tool management ○
11 Tool Size ○ (*2)
12 Data Access ○
13 Data Search ○
14 Spindle Speed (S) ○
15 Feedrate (F) ○
16 Large Tool Geometry No. ○ (*2)
Tool life
management
function
Tool
management
function
1
2
3
4
17 Tool Image
18 Tool Model Number
19 Comment
20 Operation Memo
21 Flutes
22 Catalog No.
23 Conditions ○
24 Tool Life Count Type ○ ○
25 Tool Life Count Cycle ○ (*3)
26 Tool Life Counter ○ ○
27 Maximum Tool Life Value ○ ○
28 Tool Life Value ○ (*1) ○
29 Tool Life State ○ ○
30 Tool Life (Elapsed Tool Life) ○ ○
31 Path ○ (*9) (*9)
32 Tool Compensation Number (H) (*4) ○ ○
33 Tool Compensation Number (D) (*4) ○ ○
34 Tool Compensation Number (TG)
(*4)
www.hongdiancnc.com
○
5
6
7
8
A1
A2
Z
35 Tool Compensation Number (TW)
(*4)
36 Tool Compensation Number (OFS)
(*4)
37 Offset Data 1 to 13 (*5) ○
38 Imaginary Tool Nose ○
39 Tool Type (*6) (*7) ○
40 Tool Mount Position (*6) ○
55
www.hongdiancnc.com
○
○ (*9) (*9)
Page 72

1
2
3
4
5
6
7
8
A1
A2
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.4 SETTING UP THE PLANNING APPLICATION
No. Item
41 Dimensions 1 to 8 (*6) (*8) ○
42 Customized Data 0 to 40 ○ (*10)
43 Holder Model Number ○
44 Holder Image ○
45 Holder Geometry (*6) ○
*1: You need to set the tool life management B function (parameter LFB
(No.6805#4) = 1).
*2: The tool management expansion B function option is required.
*3: The tool management expansion function or tool management expansion B
function option is required.
*4: The display items vary depending on the option or parameter.
For detail, see "A.3.3 Setting offset numbers for each tool" in "FANUC iHMI
Home Screen OPERATOR'S MANUAL (B-64644EN)".
*5: The display items vary depending on the option or parameter.
For details, see "3.2.1.4 Managing offset data for each tool" in "FANUC iHMI
Home Screen OPERATOR'S MANUAL (B-64644EN)".
*6: To set data for 32 pairs or more, the tool geometry dimension data option is
required.
*7: The tool geometry dimension data tool type addition option is required for
some tool types.
*8: The display items vary depending on the tool type.
For details, see "3.2.1.5 Tool Geometry Dimension Data That Can Be Set" in
"FANUC iHMI Home Screen OPERATOR'S MANUAL (B-64644EN)".
*9: This item is hidden because the settings are not necessary. Or, it is hidden
depending on the system configuration.
*10: The tool management function customized data expansion (5 to 20 or 5 to 40)
www.hongdiancnc.com
is required for Customized Data 5 to 40.
Standard
Display condition
Option
Tool life
management
function
Tool
management
function
Z
2.4.1.2 Tool management function customization
2.4.1.2
The following data customizations, which are performed in the tool management
function, can also be performed in tool management function. A customization
command can be specified by entering G10 data.
• Name data of customized data
• Decimal point data of customized data
56
www.hongdiancnc.com
Page 73

CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.4 SETTING UP THE PLANNING APPLICATION
• To use this function, the tool management expansion function or tool
management expansion B function option is required.
• In Tool Manager, the following customizations cannot be performed.
Name data of the tool life state
NOTE
Name data of the spindle and waiting positions
Tool management data display (changing the display position, selecting
Display/Hide)
Display name (tool number (T code) and soft key name of tool type number
search)
B-64647EN/01
1
2
3
4
2.4.2 Setting Up Cycle Time Estimation Function
2.4.2
2.4.2.1 Application definition file
2.4.2.1
With the cycle time estimation function, you can estimate more accurate cycle
time by setting an auxiliary function time.
An auxiliary function time that you set will be added when estimating a cycle time.
Each auxiliary function time that you set will be also held when:
• The cycle time estimation function is terminated and then restarted.
• Estimation data is successfully updated.
• The M codes assigned to call macros by macro executer, which are set for the
compile parameters (No. 9023 to 9032) of execution macros, are not added
when estimating a cycle time.
• For the second auxiliary function (B code), you can change the address to
NOTE
The identifier ID of "CycleTimeEstimation", which is the default value of the cycle
time estimation function, is set in the application definition file (apps-general.xml).
The cycle time estimation function cannot be set to start at the same time with
Application Manager. Do not specify "startup" in the option of the <entry> tag in
"CycleTimeEstimation".
command the second auxiliary function to a different one (A, C, U, V, W) other
than B, by the settings of the parameter No.3460. Note that, in the auxiliary
function time setting window, [B code] is fixedly displayed regardless of which
address is set. To set the second auxiliary function to be used when executing
estimation, the address set for the parameter No.3460 is used.
www.hongdiancnc.com
5
6
7
8
A1
A2
Z
2.4.2.2 Auxiliary function time setting window
2.4.2.2
In the auxiliary function time setting window, you can set a time for each auxiliary
function.
Follow the procedure below to select an auxiliary function for which you want to
set a time.
57
www.hongdiancnc.com
Page 74

1
2
3
4
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.4 SETTING UP THE PLANNING APPLICATION
<1> Press the [Settings] soft key.
The setting slide appears.
5
6
7
8
A1
A2
Z
<2> Select an auxiliary function for which you want to set a time.
The auxiliary function time setting window appears.
The figure below shows a display example of when [M Code] is selected.
www.hongdiancnc.com
2.4.2.3 Adding an auxiliary function time
2.4.2.3
You can add a new auxiliary function time.
<1> In the auxiliary function time setting window, press the [Add] soft key.
A line to set an auxiliary function time is added.
58
www.hongdiancnc.com
Page 75

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.4 SETTING UP THE PLANNING APPLICATION
<2> Move the cursor over the setting item and use the MDI keys to enter a value.
1
2
3
4
Table 2.4.2.3 Auxiliary function time settings
Setting item Setting range
First Code No. Must be single-byte numeric characters. Each setting range is
as follows:
Last Code No.
Time(ms) Must be single-byte numeric characters.
Comment Enter characters that can be entered on iHMI. Up to 256
M Code/T Code: 0 to 1000000000
S Code: 0 to 100000
B Code: -100000000 to 100000000
Setting range: 0 to 60000
characters can be set.
www.hongdiancnc.com
<3> Press the [OK] soft key.
The auxiliary function time is set.
• The following shows the initial value for each item of the added auxiliary
function time:
•First Code No.: 0
MEMO
•Last Code No.: 0
•Time(ms): 0
•Comment: Blank
• Up to 1000 sets of items can be added for auxiliary function time. When 1000
sets of items are displayed in each window, no more item can be added.
• Pressing the [Cancel] soft key will not add the auxiliary function time.
5
6
7
8
A1
A2
Z
59
www.hongdiancnc.com
Page 76

1
2
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.4 SETTING UP THE PLANNING APPLICATION
2.4.2.4 Changing an auxiliary function time
2.4.2.4
2.4.2.5 Deleting an auxiliary function time
2.4.2.5
You can change an auxiliary function time.
Move the cursor over the setting item where you want to make changes and use
the MDI keys to enter a value.
See Steps 2 and 3 described in "2.4.2.3 Adding an auxiliary function time".
You can delete an auxiliary function time.
3
4
5
6
7
8
A1
A2
<1> Press the [Delete] soft key.
A check box(es) is/are displayed in the auxiliary function time setting window.
<2> Move the cursor over the data you want to delete.
<3> Press the [Select] soft key.
The check box where the cursor is placed is selected.
www.hongdiancnc.com
Z
60
www.hongdiancnc.com
Page 77

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.4 SETTING UP THE PLANNING APPLICATION
1
2
3
4
• Press the [Select] soft key again, and the check box is deselected.
• Press the [Select All] soft key again, and all check boxes are selected.
MEMO
• Press the [Cancel All] soft key again, and all check boxes are deselected.
<4> Press the [Execute] soft key.
The confirmation message appears.
• When multiple check boxes are selected, the message [Are you sure you
MEMO
<5> Press the [OK] soft key.
The selected data are deleted.
want to permanently delete these X items?] appears. ("X" represents the
www.hongdiancnc.com
number of selections.)
5
6
7
8
A1
A2
Z
• Pressing the [Cancel] soft key will not delete the data and will hide the check
MEMO
box(es) in the auxiliary function time setting window.
61
www.hongdiancnc.com
Page 78

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
2.5
2.5 SETTING UP THE MACHINING APPLICATION
1
2
3
4
5
6
7
8
You can set up the machining application functions, such as the CNC operation
screen and machine collision avoidance function.
2.5.1 Setting Up the CNC Operation Screen
2.5.1
2.5.1.1 Configuration file to use the multi-path edit function
2.5.1.1
Work required for machining including machining program editing and executing
can be performed in the iHMI CNC operation screen.
You can customize various operations and displays in the CNC operation screen.
Set the following item related to the multi-path edit function in the MTB
configuration file.
• Multi-path edit function enable/disable
File name and storage folder of the MTB configuration file
• File name
Setting_data.txt
A1
A2
Z
• Storage folder
%APPDATA%\MTB\CNCOPERA\SETTING\
www.hongdiancnc.com
62
www.hongdiancnc.com
Page 79

Detailed setting items
• Setting group name
[Multi_Path]
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
• Specifiable key name
MULTI_EDIT_ENABLE: Set whether to enable/disable the multi-path edit
function.
Describe each setting data under the group name of [Multi_Path].
MEMO
• Multi-path edit function enable/disable setting
For MULTI_EDIT_ENABLE, set one of the following values.
Table 2.5.1.1 Setting values for MULTI_EDIT_ENABLE
Setting Function enable/
disable
1 Function enable Enables the multi-path edit function.
0
Except 1
Not set
Function disable Disables the multi-path edit function.
Description
1
2
3
4
5
6
7
www.hongdiancnc.com
8
A1
A2
Z
63
www.hongdiancnc.com
Page 80

1
2
3
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
2.5.1.2 Setting the coordinate axes display and soft key display
2.5.1.2
The coordinate axes and soft keys are displayed according to the settings of the
MTB configuration file.
The following shows the soft key and coordinate axes displays for each parameter
setting.
Table 2.5.1.2 Coordinate axes and soft key displays
Coordinates Right-handed
coordinate
system
Rightward: +Z
Upward: +X
Right-handed
coordinate
system
Rightward: -Z
Upward: +X
Right-handed
coordinate
system
Rightward: -Z
Upward: -X
Right-handed
coordinate
system
Rightward: +Z
Upward: -X
4
5
6
7
8
A1
A2
Parameter setting
(No.14706)
Soft key
display
XY
ZY
YZ
XZ
ZX
www.hongdiancnc.com
16 17 18 19
Z
Isometric
XY
Isometric
XY
Isometric
YZ
64
www.hongdiancnc.com
Page 81

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
• For details about the parameters, see "FANUC Series 30i/31i/32i-MODEL B
MEMO
2.5.1.3 Setting the number of divided areas of the multi-path display
2.5.1.3
When the multi-path display function is enabled, you can change the MTB
configuration file and set the number of divided areas of the multi-path display.
• Number of divided areas of the multi-path display function (MEM mode base
PARAMETER MANUAL" (B-64490EN).
only)
1
2
3
File name and storage folder of the MTB configuration file
• File name
Setting_data.txt
• Storage folder
%APPDATA%\MTB\CNCOPERA\SETTING\
Detailed setting items
• Setting group name
[Multi_Path]
• Specifiable key name
MULTI_DISPLAY_DIVIDE_NUMBER: Set the number of divided areas of the
multi-path display. (MEM mode base only)
Describe each setting data under the group name of [Multi_Path].
• Number of divided areas of the multi-path display setting (MEM mode base
MEMO
only)
For MULTI_DISPLAY_DIVIDE_NUMBER, set one of the following values.
www.hongdiancnc.com
4
5
6
7
8
A1
A2
65
www.hongdiancnc.com
Z
Page 82

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
Table 2.5.1.3 Setting values for MULTI_DISPLAY_DIVIDE_NUMBER
1
2
3
4
5
6
7
8
Setting Number of
divided areas
of the multi-
path display
0, 1
Not set
2 to 4 Number of
5 or more Maximum
Maximum
number of
divided areas
that can be
displayed at the
same time
divided areas
specified by a
setting value
number of
divided areas
that can be
displayed at the
same time
Description
For the two path system, the display is divided into two
areas.
For the three path system, the display is divided into
three areas.
For the four path system, the display is divided into
four areas.
Note that the display is divided into three areas for the
10.4" display unit.
The display is divided into the number of areas
specified by a setting value.
Note that, if the display cannot be divided into the
specified number of areas, the display will be divided
into the maximum number of areas that can be
displayed at the same time.
For the two path system, the display is divided into two
areas.
For the three path system, the display is divided into
three areas.
For the four path system, the display is divided into
four areas.
Note that the display is divided into three areas for the
10.4" display unit.
A1
A2
Z
Setting example for the MTB configuration file
The following shows an example to set Setting_data.txt to the following settings:
• Multi-path edit function: Enable
• Multi-path display function: Enable
• Number of divided areas of the multi-path display: 2 (MEM mode base only)
www.hongdiancnc.com
66
www.hongdiancnc.com
Page 83

/*MEM mode base screen setting*/
[Machine_Type]
HORIZONTAL=0
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
[Actual_Feedrate]
MAX_SCALE-MARKINGS_VAL=20000
[Spindle_1]
MAX_SCALE-MARKINGS_VAL=3000
ROTATION_REVERSE =1
[Spindle_2]
MAX_SCALE-MARKINGS_VAL=1000
ROTATION_REVERSE =0
[Spindle_3]
MAX_SCALE-MARKINGS_VAL=3000
ROTATION_REVERSE =0
[Milling_Tool]
MAX_SCALE-MARKINGS_VAL=2000
/*Multi path setting*/
[Multi_Path]
MULTI_EDIT_ENABLE=1
MULTI_DISPLAY_ENABLE=1
MULTI_DISPLAY_DIVIDE_NUMBER=2
1
2
3
4
5
6
7
8
/*Workpiece coordinate slide setting*/
[Offset_data]
SPEC_TYPE=0
[Graphic_range]
X_MIN_VAL=-1000
X_MAX_VAL=1000
Y_MIN_VAL=-1000
Y_MAX_VAL=1000
Z_MIN_VAL=-1000
Z_MAX_VAL=1000
Forhowtosettheenable/disableofthemulti-pathdisplayfunction,see"2.5.1.1
Configuration file to use the multi-path edit function".
MEMO
www.hongdiancnc.com
A1
A2
Z
67
www.hongdiancnc.com
Page 84

1
A
D
C
B
2
3
4
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
2.5.1.4 Hiding the modal G codes
2.5.1.4
2.5.1.5 Settings related to each mode base screen
2.5.1.5
Setting the standard screen parameters (Nos. 3124 to 3127, Nos. 11365 to 11367)
hides the corresponding modal G codes.
The hidden modal G codes are closely displayed.
• For details about the parameters, see "FANUC Series 30i/31i/32i-MODEL B
MEMO
You need to set the following data, which are displayed in each mode base
screen, in the MTB configuration file.
PARAMETER MANUAL" (B-64490EN).
5
6
7
8
A1
A2
Z
• Machine type (vertical or horizontal)
• Maximum value of the actual feedrate meter
• Maximum value of the spindle speed meter
• Spindle rotation direction
www.hongdiancnc.com
Fig. 2.5.1.5 MEM Mode Base Screen
68
www.hongdiancnc.com
Page 85

CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
File name and storage folder of the MTB configuration file
• File name
Setting_data.txt
B-64647EN/01
• Storage folder
%APPDATA%\MTB\CNCOPERA\SETTING\
Table 2.5.1.5 Settings of each mode base screen
Item Description
A Machine type Regarding the icons of spindle rotation direction and uniform
peripheral speed, specify a machine type (vertical or
horizontal).
How to specify a machine type (vertical or horizontal):
[MT1]
Horizontal (0: Vertical, 1: Horizontal)
Example: For horizontal lathe
[MT1]
Horizontal=1
B Maximum value
of the actual
feedrate meter
Specify the maximum value of the feedrate meter
How to specify the maximum value:
Change the numeric value below:
[Feed]
MAX_SCALE-MARKINGS_VAL
1
2
3
4
5
6
7
8
www.hongdiancnc.com
C Maximum value
of the spindle
speed meter
Example: When the maximum value is 20000 mm/min or inch/
min
[Feed]
MAX_SCALE-MARKINGS_VAL=20000
Specify the maximum value of the spindle speed meter
How to specify the maximum value:
Change the numeric value below for each spindle.
[Spindle_n] ("n" represents a spindle number.)
MAX_SCALE-MARKINGS_VAL
Example: When the maximum value of Spindle 1 is 3000/rev
[Spindle_1]
MAX_SCALE-MARKINGS_VAL=3000
A1
A2
Z
69
www.hongdiancnc.com
Page 86

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
Item Description
1
2
3
4
5
6
7
8
D Spindle rotation
direction
2.5.1.6 Setting the spindle rotation direction icon display
2.5.1.6
The spindle information display tile in the machining program execution screen
displays a spindle rotation direction (forward/reverse) with an icon.
You can change the spindle rotation direction icon by combining the settings of the
signals and MTB configuration file.
Specify an icon that corresponds to the spindle rotation
direction.
How to specify a spindle rotation direction:
[Spindle_n] ("n" represents a spindle number.)
ROTATION_REVERSE
= 0: forward rotation by the rotation direction signal SFR =
0/SRV = 1, reverse rotation by the rotation direction signal
SFR = 1/SRV = 0
= 1: forward rotation by the rotation direction signal SFR =
1/SRV = 0, reverse rotation by the rotation direction signal
SFR = 0/SRV = 1
(The rotation direction signal is a signal for each spindle.)
Example: When Spindle 3 is rotated in the forward direction by
the rotation direction signal SFR = 0/SRV = 1 and in the
reverse direction by the rotation signal SFR = 1/SRV = 0.
[Spindle_3]
ROTATION_REVERSE =0
A1
A2
Z
www.hongdiancnc.com
Fig. 2.5.1.6 Machining program execution screen
70
www.hongdiancnc.com
Page 87

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
Signal
Signals to switch between ON/OFF of motor excitation at Cs outline control for
each spindle
Table 2.5.1.6 (a) Signal
Signal Description
SFRA<Gn070.5>
SRVA<Gn070.4>
SFRB<Gn074.5>
SRVB<Gn074.4>
SFRC<Gn204.5>
SRVC<Gn204.4>
SFRD<Gn266.5>
SRVD<Gn266.4>
File name and storage folder of the MTB configuration file
• File name
Setting_data.txt
• Storage folder
%APPDATA%\MTB\CNCOPERA\SETTING\
1st spindle forward/reverse rotation command
2nd spindle forward/reverse rotation command
3rd spindle forward/reverse rotation command
4th spindle forward/reverse rotation command
1
2
3
4
5
6
7
Setting contents of the MTB configuration file
Table 2.5.1.6 (b) MTB configuration file settings
Setting contents Description
Machine type (vertical/
horizontal)
Spindle rotation direction
signal inversion Yes/No
• For the setting method, see "2.5.1.18 Configuration file to use the machining
MEMO
cycle creation function".
www.hongdiancnc.com
Select a machine tool type (vertical or horizontal).
Select whether to invert the judgment of the signal to switch
between ON/OFF of motor excitation at Cs outline control.
8
A1
A2
Z
71
www.hongdiancnc.com
Page 88

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
Examples of combinations of parameters and signals (Spindle 1 for Path
1)
Table 2.5.1.6 (c) Examples of combinations of parameters and signals
1
2
3
4
5
6
7
Setting contents of the MTB
configuration file
Machine type
(vertical/
horizontal)
Vertical No 0 0 Hide
Spindle rotation
direction signal
inversion
Yes 0 0 Hide
Signal state
Displayed Icon
Gn70.5 Gn70.4
0 1
1 0
1 1 Hide
0 1
1 0
1 1 Hide
8
A1
A2
Z
Horizontal No 0 0 Hide
0 1
1 0
www.hongdiancnc.com
1 1 Hide
Yes 0 0 Hide
0 1
1 0
1 1 Hide
72
www.hongdiancnc.com
Page 89

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
2.5.1.7 Setting the uniform peripheral speed control mode icon display
2.5.1.7
The spindle information display tile in the machining program execution screen
displays an icon that indicates uniform peripheral speed control mode.
You can select a uniform peripheral speed control mode icon to be displayed by
combining the settings of the signals and MTB configuration file.
1
2
3
4
Fig. 2.5.1.7 Machining program execution screen
• To use this function, uniform peripheral speed control (option) is required.
MEMO
Signal
Signal to notify that the uniform peripheral speed control is being performed
Signal Description
CSS<Fn002.2> Uniform peripheral speed control signal
www.hongdiancnc.com
Table 2.5.1.7 (a) Signal
5
6
7
8
A1
A2
Z
File name and storage folder of the MTB configuration file
• File name
Setting_data.txt
• Storage folder
%APPDATA%\MTB\CNCOPERA\SETTING\
73
www.hongdiancnc.com
Page 90

1
2
3
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
Setting contents of the MTB configuration file
Table 2.5.1.7 (b) MTB configuration file settings
Setting contents Description
Machine tool type
(vertical/horizontal)
Combinations of parameters and signals
Table 2.5.1.7 (c) Combinations of parameters and signals
Select a machine tool type (vertical or horizontal).
4
5
6
7
8
A1
A2
Z
Setting contents of
the MTB
configuration file
Machine tool type
(vertical/horizontal)
0
(Out of uniform peripheral speed control
mode)
Vertical
1
(In uniform peripheral speed control
mode)
0
(Out of uniform peripheral speed control
mode)
Horizontal
1
(In uniform peripheral speed control
mode)
Signal
Displayed Icon
Fn002.2
Hide
Hide
www.hongdiancnc.com
2.5.1.8 Setting the traveling direction guide in the JOG, HND, INC, and REF
2.5.1.8
mode base screens
You can change the traveling direction guide displayed in the JOG, HND, INC, and
REF mode base screens.
By default, the sample image shown below is displayed.
74
www.hongdiancnc.com
Page 91

CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
Fig. 2.5.1.8 JOG Mode Base Screen
B-64647EN/01
1
2
3
4
How to set the traveling direction guide
Store an image that you want to display in the folder below and set a file name.
%APPDATA%\MTB\CNCOPERA\JOG_HND_REF\GUIDANCE
• The file name should only include single-byte alphanumeric characters and
symbols.
• Different images can be set for each path.
• Always put a path number and underscore (_) at the beginning of the file name
of an image that you want to display. (After this underscore, you can use any
characters for the file name.) Failure to do so will not display the image.
MEMO
Example: Image file name for Path 1: 1_sample.png
• The folder above stores the sample image. You can edit this sample image to
use it. You can also use a different image or photograph. In this case, note that
the file format must be png.
• The image is automatically enlarged/reduced (aspect ratio fixed) to fit the
screen, but the sizes below are recommended.
10.4 inch: 370 (width) x 235 (height)
15 inch: 440 (width) x 305 (height)
19 inch: 570 (width) x 455(height)
www.hongdiancnc.com
5
6
7
8
A1
A2
Z
75
www.hongdiancnc.com
Page 92

1
2
3
4
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
2.5.1.9 Setting the workpiece coordinates slide
2.5.1.9
You can change the settings of display values and operation specifications of the
workpiece coordinates slide.
5
6
7
8
A1
A2
Z
Fig. 2.5.1.9 Workpiece coordinates slide
File name and storage folder of the MTB configuration file
• File name
Setting_data.txt
• Storage folder
%APPDATA%\MTB\CNCOpera\Setting
Table 2.5.1.9 Workpiece coordinates slide settings
www.hongdiancnc.com
Item Description
A Minimum/maximum
values of the graphic
coordinates system
B Input operation
prohibition settings
In the property of [Graphic_range], you can set the minimum
and maximum values of the X-, Y-, and Z-axis.
In the property of [Offset_data], set the value for SPEC_TYPE
to 0 or 1.
0: Prohibits input operation during operation/pause (same
specifications as those of the standard screen).
1: Prohibits input operation during operation/pause/stoppage
(same specifications as those of MANUAL GUIDE i).
76
www.hongdiancnc.com
Page 93

CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
2.5.1.10 Setting the program manager slide
2.5.1.10
When an image file is linked to a program, the image preview will be displayed as
the icon for the program in the program manager slide.
For example, you can link an image of a machined workpiece. The image will be
displayed in the Program Manager Slide, so you can quickly find the relevant
program.
B-64647EN/01
1
2
3
4
Fig. 2.5.1.10 Program manager slide
Images that can be linked
Images that can be linked to a program are sample images prepared beforehand
or images read out to the following folders from an external memory using the file
manager application from the home screen.
%APPDATA%\USER\CNCOPERA\ProgramImage
• The main program can be linked with an image in EDIT mode only.
• The file format that can be linked to a program image is as follows:
The file name should only include single-byte alphanumeric characters and
MEMO
BMP or PNG format (JPEG format is not supported).
The preview image may not be displayed when the size is 3000 x 3000 px or
• For details about image linking operation, see the section "3.3.10 Linking an
Image to a Program" in "FANUC iHMI CNC Operation Screen OPERATOR'S
MANUAL" (B-64644EN-1).
www.hongdiancnc.com
symbols (# $ & ' + , - . = @ [ ] _! ; ~).
larger. Decrease the size of the image file and relink the file.
5
6
7
8
A1
A2
Z
77
www.hongdiancnc.com
Page 94

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
2.5.1.11 Opening/closing the custom macro variable slide
2.5.1.11
You can display custom macro variables as a list in the custom macro variable list
slide.
1
2
3
4
5
6
7
Opening the custom macro variable list slide
<1> On the operation screen, press the [Custom Macro Variable List] soft key.
The custom macro variable list slide appears.
Closing the custom macro variable list slide
8
A1
A2
Z
<1> Press the [Custom Macro Variable List] soft key.
The custom macro variable list slide closes and returns to the operation screen.
• The [Custom Macro Variable List] soft key is displayed when the custom
MEMO
macro is enabled in the option parameter. For details about the parameters,
www.hongdiancnc.com
see "FANUC Series 30i/31i/32i-MODEL B PARAMETER MANUAL" (B64490EN).
78
www.hongdiancnc.com
Page 95

CHAPTER 2 SETTING UP iHMI APPLICATIONS
A
B
C
2.5 SETTING UP THE MACHINING APPLICATION
2.5.1.12 Displaying custom macro variable numbers and values
2.5.1.12
B-64647EN/01
1
2
3
4
Fig. 2.5.1.12 Custom Macro Variable List Slide
Table 2.5.1.12 (a) Item List
Name Description
A Custom Macro
Variable tab
B Custom macro
variable display tile
C Guidance Displays messages such as warnings.
Custom Macro Variable tab
The ranges of displayable custom macro variable numbers vary depending on the
option parameter and parameter.
Details are shown in the table below.
● Local variables and common variables
www.hongdiancnc.com
Displays the first number of each range of displayable custom
macro variable numbers.
Displays custom macro variable numbers and values.
5
6
7
8
A1
A2
Z
Table 2.5.1.12 (b) Local variables and common variables
Display
condition
(1) (2) (3)
N N N ○ ○ × × ○ × ×
N N Y ○ ○ ×
Y N N ○ ○ ○ × ○ ○ ×
*1
Local
variable
#1 to 33
#100 to
149
Range of variable numbers
Common variable
#150 to
199
79
#200 to
499
○ *2
#500 to
549
#550 to
999
○ × ×
#98000 to
98499
www.hongdiancnc.com
Page 96

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
1
2
3
4
5
6
Display
condition
(1) (2) (3)
Y N Y ○ ○ ○
- Y N ○ ○ ○ × ○ ○ ○
- Y Y ○ ○ ○
○: Displayed
×: Hidden
*1: The custom macro variable numbers are displayed or hidden depending on the
combination of the following optional functions.
(1) Add custom macro common variable
(2) Add custom macro common variable (1000 variables)
(3) Built-in macro
*2: You can hide #200 to 499 (built-in macro variables) by the settings of the
machine configuration file.
*1
Local
variable
#1 to 33
Ta b ( 1 ) Ta b ( 2) Ta b ( 3 ) Tab (4 ) Ta b ( 7 )
#100 to
149
Range of variable numbers
Common variable
#150 to
199
#200 to
499
*2
○
*2
○
#500 to
549
○ ○ ×
○ ○ ○
#550 to
999
#98000 to
98499
7
8
A1
A2
Z
• File name
Setting_data.txt
• Storage folder
%APPDATA%\MTB\CNCOPERA\SETTING\
• Setting
[CUSTOM_MACRO]
EMBEDED_MACRO_NOTDISPLAY (1: Hidden, Except 1: Displayed)
www.hongdiancnc.com
● System variables
Table 2.5.1.12 (c) System variables
Parameter setting Range of variable numbers
No.11369#4(CSD) #1000 to 8499
0 × × ×
1 ○
Ta b ( 5 ) Tab (6 ) Tab (8)
#10000 to
89999
*2
○
#100000 to
199999
○
○: Displayed
×: Hidden
*2: Hidden when the settings are set as shown below:
Custom macro system variable #8570 = 1 (#10000 to 89999 are used for PCODE variables.)
80
www.hongdiancnc.com
Page 97

● Tab operation
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
Table 2.5.1.12 (d) Tab operation
B-64647EN/01
<→>
<←>
<TAB>
Operation
Scroll bar -
No. Function
Soft key MDI keys Touch panel Others
1 Tab movement -
Custom macro variable display tile
The custom macro variable numbers and values in the range of the tab are
displayed.
The numeric values of the variables are updated in real time.
● Number of significant digits of numeric values
The number of significant digits of numeric values vary depending on the
parameter settings as shown below:
Parameter (No.6008#0 (F16) = 0): 12 digits
Parameter (No.6008#0 (F16) = 1): 8 digits
● Display when a numeric value exceeds the number of significant digits
When a numeric value exceeds the number of significant digits, the numeric value
itself is not displayed, and instead is displayed as shown below (common to all
languages).
1
2
3
4
5
6
7
8
Table 2.5.1.12 (e) For the parameter (No.6008#0 = 0)
Range of the numeric value Display in the numeric value area
0 < Variable value < +0.00000000001 + *.***
0 > Variable value > -0.00000000001 - *.***
Variable value > 999999999999. + ***.*
Variable value < -999999999999. - ***.*
Range of the numeric value Display in the numeric value area
0 < Variable value < +0.0000001 + *.***
0 > Variable value > -0.0000001 - *.***
Variable value > 99999999. + ***.*
Variable value < -99999999. - ***.*
www.hongdiancnc.com
Table 2.5.1.12 (f) For the parameter (No.6008#0 = 1)
A1
A2
Z
81
www.hongdiancnc.com
Page 98

1
B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
• For details about the parameters, see "FANUC Series 30i/31i/32i-MODEL B
MEMO
PARAMETER MANUAL" (B-64490EN).
2
3
4
5
6
7
8
A1
A2
Z
2.5.1.13 Editing custom macro variables
2.5.1.13
You can edit the numeric value of a custom macro variable number by:
(1) Moving the cursor over the numeric value of the custom macro variable
number to be edited,
(2) Entering a numeric value, and then
(3) Pressing the <INPUT> MDI key.
Variables can be edited regardless of the CNC operation mode.
The table has two modes, cell select mode and cell edit mode.
• Cell select mode: A custom macro variable to be edited is not selected and
needs to be selected.
• Cell edit mode: A custom macro variable to be edited is already selected and
editable.
Operation when the MDI key is pressed varies depending on the state. The
following shows how the MDI keys you press correspond to the operations.
No. Operation Cell select mode Cell edit mode
1 Number Clears the character string that is
2 Alphabet Clears the character string that is
3 Operator Clears the character string that is
www.hongdiancnc.com
Table 2.5.1.13 (a) Table input operation list
already entered, enters the
number, and then switches to cell
edit mode.
already entered, enters
alphabetical characters, and then
switches to cell edit mode.
already entered, enters the
operator, and then switches to
cell edit mode.
Enters the number at the cursor
position.
Enters alphabetical characters at
the cursor position.
Enters the operator at the cursor
position.
4 Symbol Clears the character string that is
already entered, enters the
symbol, and then switches to cell
edit mode.
5 <SPACE> Clears the character string that is
already entered, enters the
space, and then switches to cell
edit mode.
82
www.hongdiancnc.com
Enters the symbol at the cursor
position.
Enters the space at the cursor
position.
Page 99

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
No. Operation Cell select mode Cell edit mode
6 <INPUT> - Confirmation operation
Normal: Confirms the input value
and then switches to cell select
mode. Confirms as blank if no
input value is present.
Abnormal: Displays a warning
and remains in cell edit mode.
The input values or equations are
selected entirely.
7 <INSERT> - -
8 <ALTER> - -
9 <CAN> Empties the numeric value input,
and switches to cell edit mode.
10 <DELETE> - Deletes one character at the right
11 <ESC> - Discards the unconfirmed input
Deletes one character at the left
of the cursor.
When the cursor is at the
beginning, no operation is
performed.
of the cursor.
value. The screen enters the cell
select mode.
1
2
3
4
5
6
12 <CALC> - Calculation operation
Normal: Converts to the
calculation results of the
arithmetic expression. The cursor
moves to the end. Remains in
cell edit mode.
Abnormal: Displays warnings.
Makes the equations all selected.
Remains in cell edit mode.
13 <TAB> Moves to the tab at the right. Discards the input value that has
14 <HOME> - Moves to the left end of the
15 <END> - Moves to the right end of the
16 [↑] Moves the selected cell to the
17 [↓] Moves the selected cell to the
www.hongdiancnc.com
not been confirmed and then
moves to the tab at the right.
cursor.
cursor.
Discards the input value. The
one above.
one below.
screen enters the cell select
mode.
Discards the input value. The
screen enters the cell select
mode.
7
8
A1
A2
Z
18 [←] - Moves the cursor to the left.
19 [→] - Moves the cursor to the right.
83
www.hongdiancnc.com
Page 100

B-64647EN/01
CHAPTER 2 SETTING UP iHMI APPLICATIONS
2.5 SETTING UP THE MACHINING APPLICATION
No. Operation Cell select mode Cell edit mode
1
2
3
4
5
6
7
8
A1
A2
20 Page [↑] Moves the selected cell up for
one screen.
21 Page [↓] Moves the selected cell down for
one screen.
22 Pressing a
soft key
23 Switching a
path
24 Tapping any
cell other
than the one
selected
25 Close the
www.hongdiancnc.com
slide (open
another
slide)
Operates according to the soft
key specifications.
Switches to cell select mode of
the path (after switching).
Selects the cell that you tapped. When the tapped cell is another
Closes the slide. Discards the input value that has
Discards the unconfirmed input
value. The screen enters the cell
select mode. Moves the selected
cell up for one screen.
Discards the unconfirmed input
value. The screen enters the cell
select mode. Moves the selected
cell down for one screen.
The soft key is grayed out.
Discards the input value that has
not been confirmed for the
current path (before switching)
and then switches to cell select
mode of the path (after
switching).
cell that can be edited:
Discards any input value that has
not been confirmed and then
switches to cell select mode.
When the tapped cell is the
original cell:
Moves the cursor to the tapped
position.
When the tapped cell is any cell
other than the above: Discards
any input value that has not been
confirmed and then switches to
cell select mode.
not been confirmed and then
closes the slide.
Z
84
www.hongdiancnc.com
 Loading...
Loading...