

cybelec DNC880S Manual de referencia
ModEva/DNC880S
Manual de referencia 2D
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-MODEVA-ES


3 de agosto de 2006 V. 1.3
ÍNDICE
INTRODUCCIÓN .............................................................................................................................5
Acerca de este manual 5
Acuerdo de licencia CYBELEC y copyright 5
CONVENCIONES ............................................................................................................................7
DEFINICIONES................................................................................................................................11
ABS......................................................................................................................................11
REL 11
Ala demasiado corta autorizada..........................................................................................12
Apoyo...................................................................................................................................13
BA o Tope............................................................................................................................14
Bombeado ...........................................................................................................................15
Borrado de las memorias ....................................................................................................15
Borrar / suprimir...................................................................................................................16
Búsqueda de piezas segun criterios....................................................................................16
Fecha Mémorización 17
C.Req. ___ Efec.___ ...........................................................................................................18
Captura de pantalla .............................................................................................................18
Negro / blanco, color 19
Impresión de las pantallas 19
Colision profundidad autorizada..........................................................................................21
Contador de pliegues...........................................................................................................22
Correcciones (tabla de ...) ...................................................................................................22
Correcciones de angulo.......................................................................................................24
Généralidades 24
Correcciones directas 24
Correcciones angulares 25
Correcciones por medida de éspesor 25
Medida en el PMA 26
Medida en el PCC 28
Corrección de espesor independiente Y1-Y2 30
Correcciones: sensibilidad PMB 30
Critèrios de simulación ........................................................................................................31
Curva ideal (CR)..................................................................................................................34
Página PIEZA NUM 34
Dejar el software..................................................................................................................39
Déscentramiento herramientas ...........................................................................................40
Desempeño del Tope ..........................................................................................................41
Distancia PV .....................................................................................................................42
Embutición...........................................................................................................................42
Fecha y Hora.......................................................................................................................43
Fuerza admisible sobre las matrices...................................................................................44
Fuerza Plegado ...................................................................................................................45
Funciones auxiliares............................................................................................................45
MODEVAREF2D_ES.DOC
ÍNDICE PÁGINA 1

Gama de plegado ............................................................................................................... 45
Gama de plegado automatico 45
Modificar la gama de plegado 46
Modo DESPLEGADO 48
Gestion de las pièzas.......................................................................................................... 49
Grupos de pièzas................................................................................................................51
Definiciones 51
Ejemplo de trabajo en la página GRUPO DE PIEZAS 52
Indexar ejes ........................................................................................................................ 53
Informaciones pièza............................................................................................................53
Ver las informaciones pieza 54
Redactar una información (texto únicamente) 54
Redactar una información (texto e imagenes) 55
Insértar una secuencia ....................................................................................................... 58
L. plegado...........................................................................................................................59
Lengua................................................................................................................................ 59
Longitud..............................................................................................................................60
Longitud desarrollada ......................................................................................................... 61
DIN 62
REAL 62
Coeficiente de corrección de cálculo DIN 6935 62
Mantenimiento .................................................................................................................... 63
Mémoria Libre..................................................................................................................... 63
Modificar el origen de los ejes ............................................................................................64
Paramètros maquina .......................................................................................................... 65
PCV.....................................................................................................................................66
Périfericos activos...............................................................................................................67
PERIFERICOS ACTIVOS MAQUINA 67
PERIFERICOS ACTIVOS PIEZAS 68
PERIFERICOS ACTIVOS PUNZONES / MATRICES 68
Pieza paramétrica...............................................................................................................69
Activación de la función 69
Crear una pieza paramétrica 69
Trabajo con una pieza paramétrica 73
Plano...................................................................................................................................73
Plegado...............................................................................................................................74
En fondo de matriz 74
Final 74
Intermédio 74
Secuencia sin plegado 74
Pliegues especiales............................................................................................................75
Pliegue preliminar / final 76
PMA....................................................................................................................................81
Programación de un perfil...................................................................................................81
Programación durante el trabajo ........................................................................................ 81
Programar en plegado num................................................................................................82
Radio interno.......................................................................................................................83
Référencia YR cor...............................................................................................................83
Reglaje manual del tope.....................................................................................................84
Retroceso Tope Tras..........................................................................................................84
Salvar los datos .................................................................................................................. 84
Sección...............................................................................................................................85
Sigma..................................................................................................................................85
PÁGINA 2 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
Start Ejes-FA .......................................................................................................................86
Teclado................................................................................................................................87
Tiempo Presión ...................................................................................................................88
Tolerancia............................................................................................................................88
Transferencia de los datos ..................................................................................................89
Utiles....................................................................................................................................90
Programacion de los punzones 91
Programación de las matrices 93
Modificar un util 95
Posición de los utiles 95
Lista punzones / Lista matrices 95
Velocidad plegado...............................................................................................................96
Zonas alfanumericas ...........................................................................................................96
ÍNDICE .............................................................................................................................................97
ÍNDICE PÁGINA 3

Esta página fue intencionalmente dejada blanca.
PÁGINA 4 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
I
NTRODUCCIÓN
A
CERCA DE ESTE MANUAL
Fue concebido este documento para tratar de contestar a cuestiones
particulares después de la adquisición de las bases para la utilización del
software ModEva / DNC 880S.
Es el complemento del Manual de Utilización dando informes sobre los
procedimientos de base que hay que respetar para utilizar el software.
Un comple mento llama do Manual de referencia 3D se suministra con el
software ModE va en versión 3D.
Este manual se organiza como un diccionario, es decir que se clasifican los
elementos por orden alfabético.
Si se trata de un asunto en otro capítulo que en el capítulo donde buscan la
información, ha llarán una referencia al nuevo asunto.
Un índice colocado al fin de este documento completa y facilita la búsqueda
de informaciones. No duden en utilizarlo.
Algunas funcionalidades tratadas en este manual no están disponibles en
el control numérico DNC 880S.
A
CUERDO DE LICENCIA
Este manual está sometido al acuerdo de licencia y copyright mencionados en
el documento Manual de utilización.
CYBELEC
Y COPYRIGHT
INTRODUCCIÓN PÁGINA 5

Esta página fue intencionalmente dejada blanca.
PÁGINA 6 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
C
ONVENCIONES
De manera genera l , en este manual, no se repetirá cómo validar una zona,
seleccionar un útil, llamar a una página u otras manipulaciones de base.
Están descritas por ejemplo en el documento Manual de utilización del
control numérico o del software de referencia.
Para garantizar una mejor visibilidad de las pantallas reproducidas, éstas han
sido pasadas a blanco y negro.
Puede que algunas pantallas de las que aparecen en este manual no
correspondan exactamente con la que aparecen en su programa, bien por la
configuración propia de que disponga (número de opciones, ejes, etc.), bien
por la versión del programa empleada (para DOS o Windows).
Convenciones tipográficas
Arial negrillo Citas de textos tales como son visibles en la
pantalla.
Arial negrillo itálico Sirve para indicar el nombre de una entrada o
salida del DNC.
Itálico Remisión a un elemento escrito, un párrafo o un
manual.
Por ejemplo: Ver Convenciones tipográficas.
Indica una doble presión sobre la tecla .
Convenciones generales para este manual
Admitiremos que :
Ratón entender ratón para un PC o trackball /
tracksensor para un DNC.
Clic pulsar el botón izquierdo del ratón.
Clic derecho pulsar el botón derecho del ratón.
Clic izquierdo/derecho pulsar simultáneamente el botón izquierdo y el
botón derecho del ratón.
Listas rotativas o campos de selección múltiple:
de color violeta, estas listas muestran las
distintas opciones de que se dispone.
La selección del contenido se realiza pulsando la
tecla
Aparece una ventana con la lista de opciones
disponibles en ese campo.
Para validar la selección:
- pulse el número que figura junto a la selección;
o
- coloque el cursor sobre la selección y pulse la
.
tecla
CONVENCIONES PÁGINA 7
.
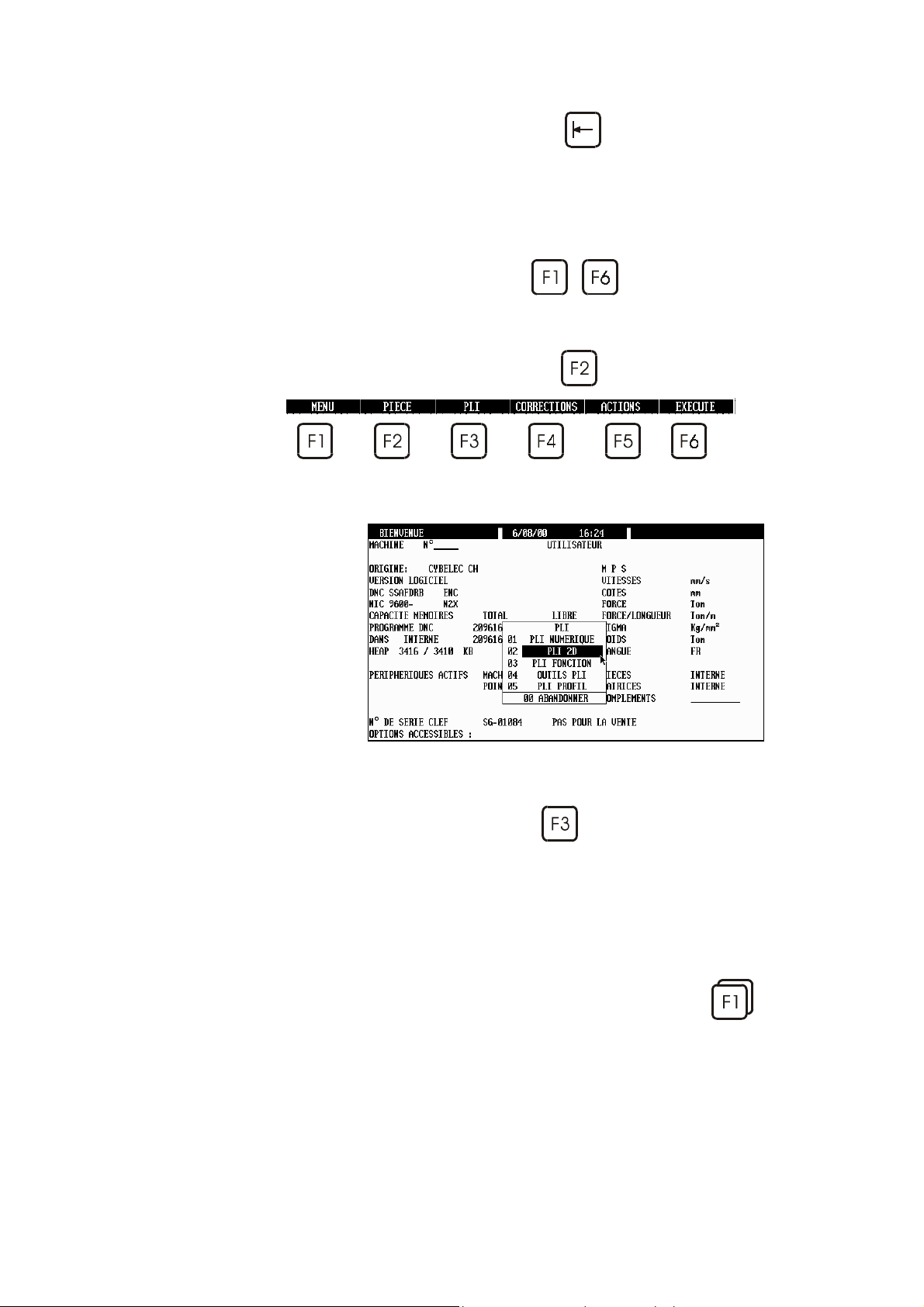
Alcanzar la página
PLEGADO 2D
Si pulsa la tecla
diferentes opciones una tras otra si que aparezca
la ventana de selección.
Para aceptar la opción, salga del campo.
Tecla de función Cada vez que se le pida que pulse una tecla de
función de
apropiado.
Generalmente, se empleará el nombre de la tecla
de función. Por ejemplo: si pulsa PIEZA
designa la tecla
puede hacer aparecer las
a , aparece el menú
.
Ejemplo, si se le pide que acuda a la página
PLEGADO 2D, pulse la tecla de función
PLEGADO
PLEGADO 2D o, simplemente, escribir 02 (o
el número inscrito junto a la opción).
Validación rápida Para facilitar el trabajo del operario, el DNC
memoriza la última selección realizada en un
menú.
Para validar más rápidamente una poción de un
menú, bastará con pulsar dos veces sobre una
tecla, una tecla de función (por ejemplo
para validar directamente la última página
seleccionada.
, y, después, seleccionar
),
PÁGINA 8 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Convenciones del software versión Windows
En la configuración básica, la versión Windows utiliza los siguientes colores:
Negro Indica la información fija, los campos, etc.
o
los campos accesibles con el cursor y
modificables por el usuario.
Azul Se emplea en los títulos y los encabezamientos.
Azul-gris Información variable.
no es accesible con el cursor.
Verde Campos de las listas rotativas. El usuario puede
acceder a ellas para seleccionar entre varias
opciones definidas (véase más arriba Listas
rotativas).
CONVENCIONES PÁGINA 9

Esta página fue intencionalmente dejada blanca.
PÁGINA 10 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
D
EFINICIONES
ABS
Página: PLEGADO NUMERICO
Esta lista rotativa está colocada al lado del nombre del eje del tope X.
Dos elecciones: ABS y REL.
ABS indica que el eje X funciona en modo absoluto.
Esto significa que el destino del eje X es una distancia absoluta medida desde
el centro del V de la matriz.
El modo absoluto está seleccionado por defecto.
Ver REL a continuación.
Ejemplo : MEM POS
X ABS 190.00 120.00
REL
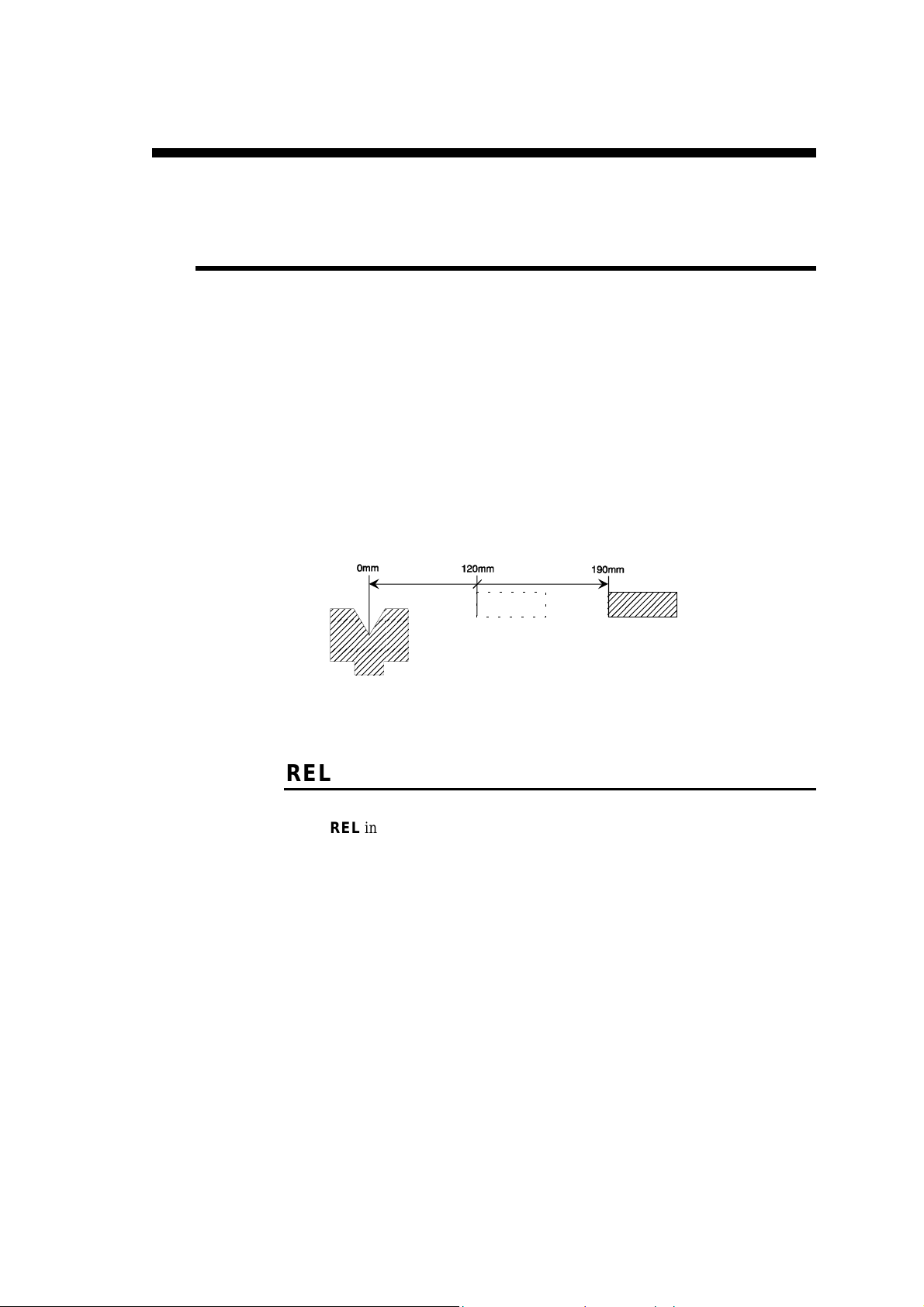
REL indica que el eje X funciona en modo relativo.
Esto significa que el desplazamiento programado tiene lugar a partir de la
posición actual del tope.
Generalmente se p rograma un valor negativo.
Frecuentemente, se utiliza el modo relativo con la repetición de ciclo (CY 2 a
99). Por ejemplo con una herramienta de punzonado, deseamos realizar 5
agujeros equidistantes de 30.00 mm. La primera secuencia debe estar en
modo absoluto (emplazamiento del primer agujero). La segunda secuencia se
programará en modo relativo (X REL 30.00) con una repeti ción de ciclo
igual a 4 (CY 4).
DEFINICIONES PÁGINA 11
Ejemplo:
MEM POS
X REL 70.00 120.00
Observación: No es posible utilizar el modo relativo para 1a primera
secuencia.
Si es el caso, se genera un error al cambiar de modo (AUTO,
SEMI-AUTO) y se visualiza el mensaje MOV. X REL.
IMPOSIBLE en la zona interactiva.
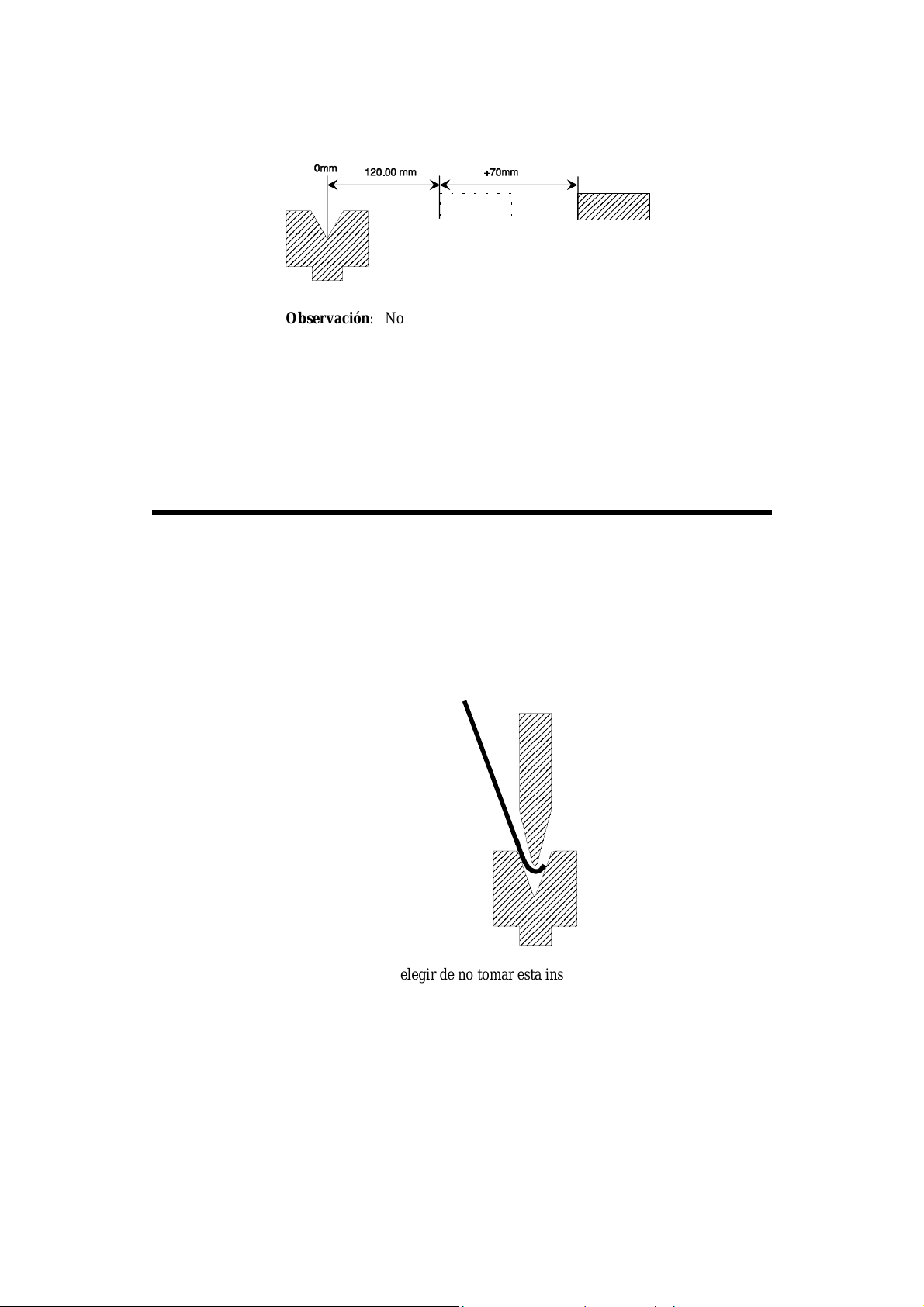
LA DEMASIADO CORTA AUTORIZADA
A
Página: UTIL PLEGADO
Es un elemento de seguridad y su test se efectúa al pasar a modo AUTO o
SEMI-AUTO. Si llega el caso, se genera un mensaje de error que hace
aparecer la página UTIL PLEGADO y dirige el cursor a esta zona.
Este mensaje avisa al operario que el ala programada es demasiado corta y no
apoya correctamente sobre los dos bordes de la matriz durante todo el
plegado.
Ala demasiado corta
El operario puede elegir de no tomar esta inspección en cuenta.
Dispone de tres opciones:
SOBRE ESTE
PLIEGUE / NO
SOBRE ESTE
PLIEGUE / SI
GLOBALMENTE
PÁGINA 12 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
Situación por defecto.
Una inspección de la longitud del ala se realiza
sobre el pliegue en curso.
No inspección sobre el pliegue en curso.
No inspección para toda la pieza en curso.
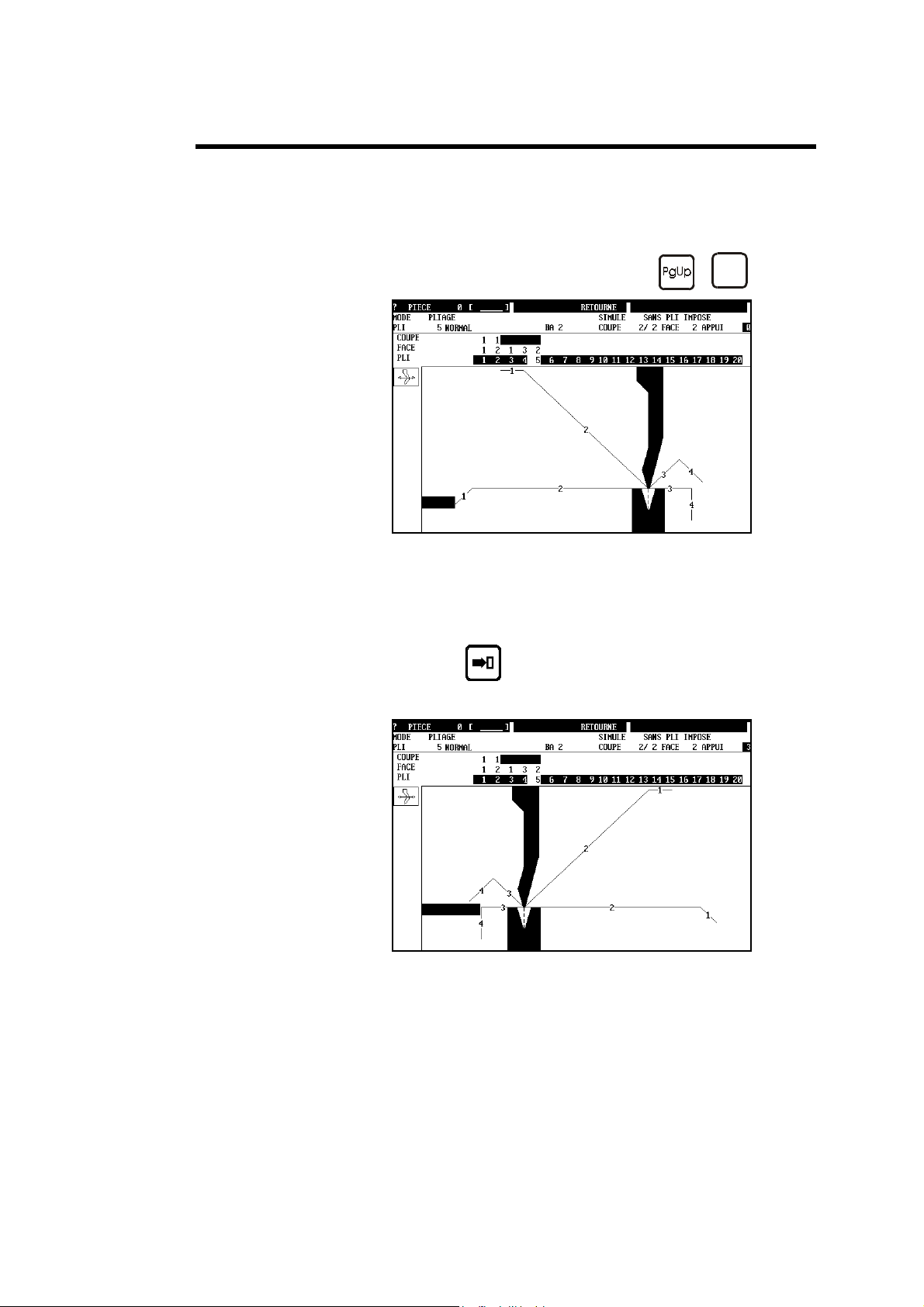
POYO
A
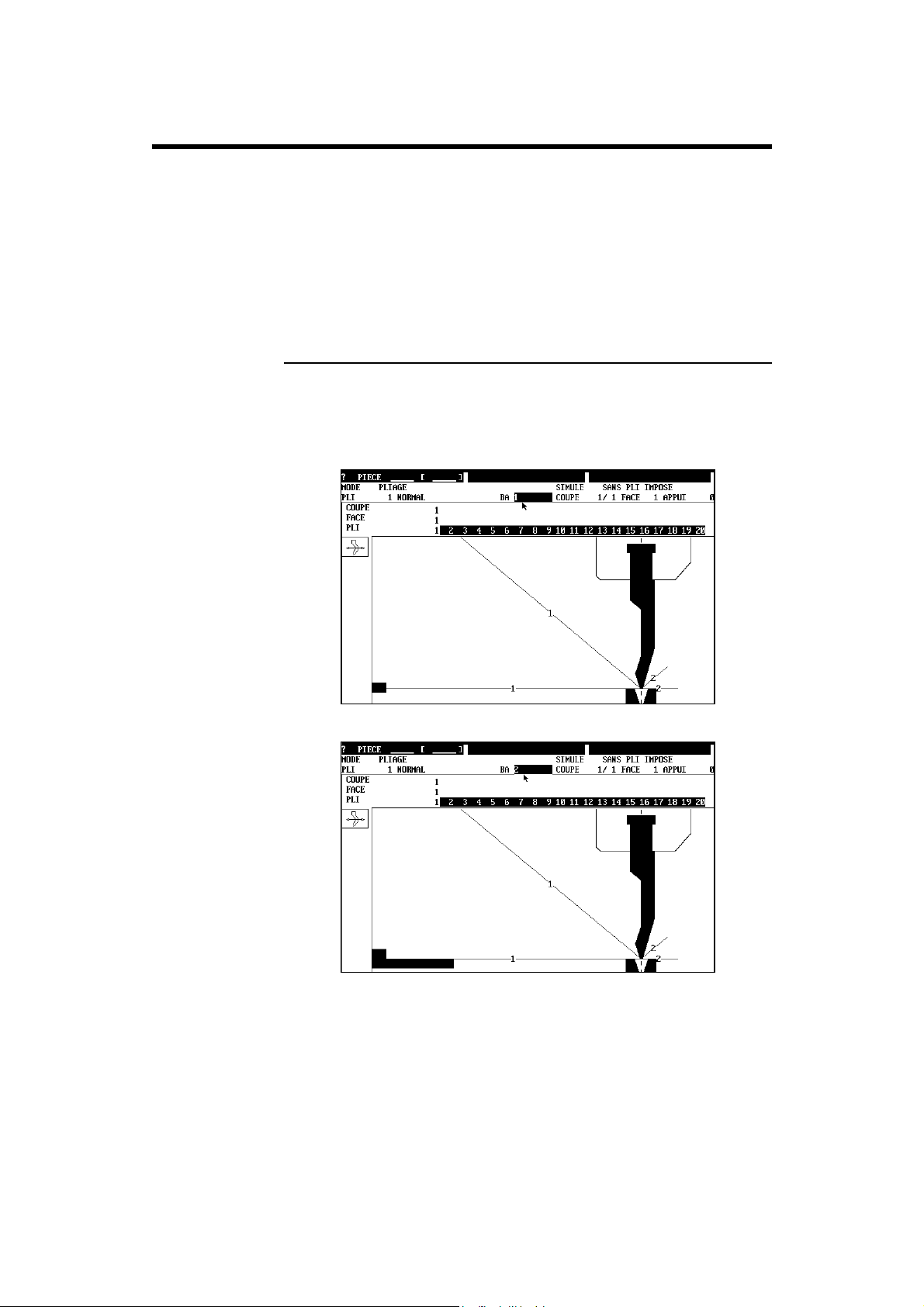
Página: PLEGADO 2D
Permite seleccionar otro apoyo que el apoyo visualizado en la secuencia en
curso. Ver también Gama de plegado y BA o Tope.
Seleccionar el plegado deseado con las teclas
Apoyo sobre la cara 0
Colocar el cursor en la zona APOYO.
Introducir el N° de la cara que se debe apoyar sobre el tope trasero
(3 en este ejemplo).
Pulsar la tecla
para validar la modificación.
y
Pg Dn
.
Apoyo modificado
DEFINICIONES PÁGINA 13
BA O T
OPE
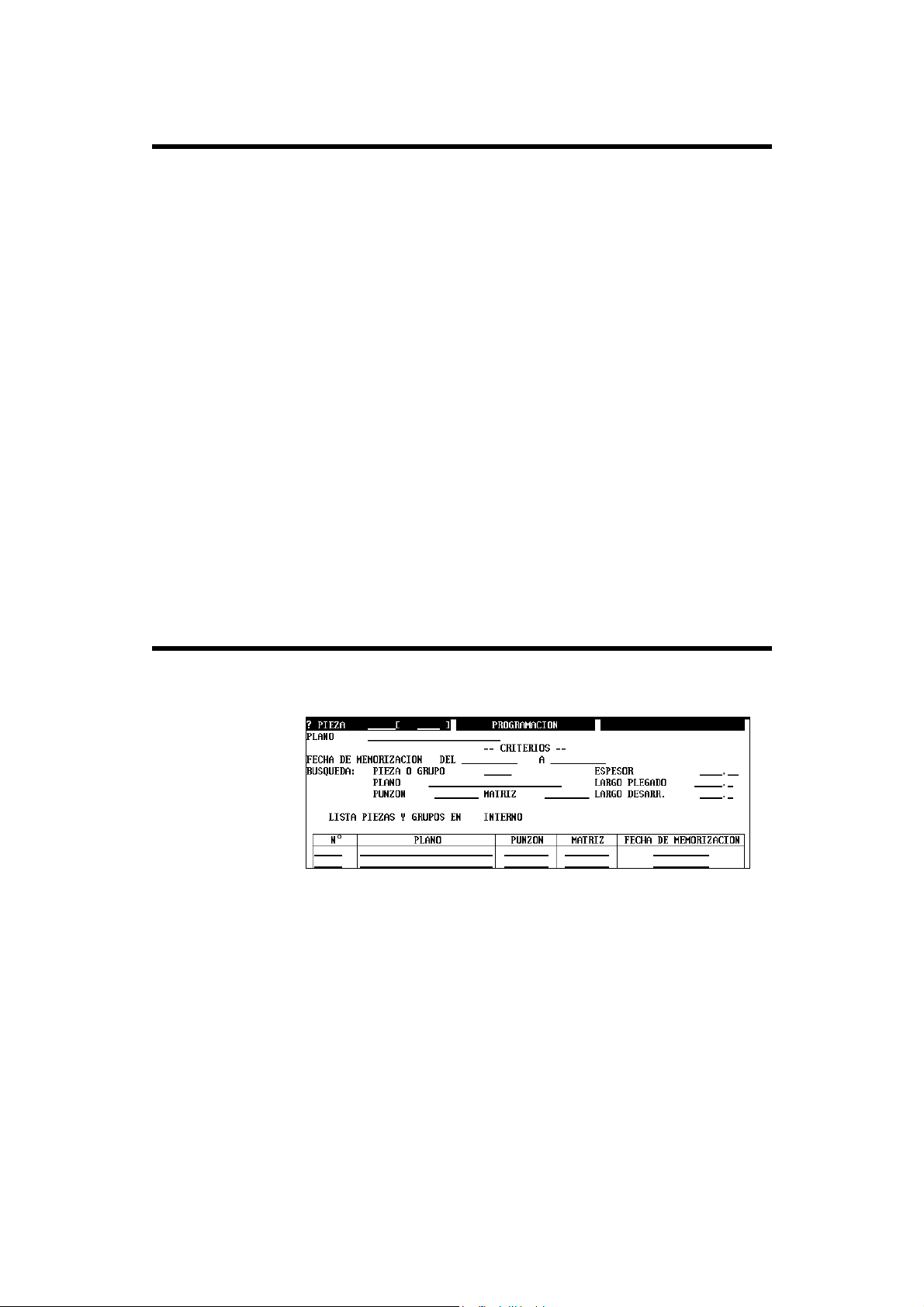
Páginas: PLEGADO NUM, PLEGADO 2D
Visualiza o permite seleccionar el tope para la secuencia en curso.
El DNC calcula de nuevo la cota de los ejes X y R que se quiere alcanzar
según la selección.
Hacer aparecer la lista rotativa y elegir el tope apropiado a la secuencia.
No aparece esta zona si hay un sólo tope definido en los parámetros máquina.
Cambiar tope en página PLEGADO 2D
Es posible elegir otro tope predefinido en el DNC. Ver también Gama de
plegado.
Introducir la denominación del tope deseado o seleccionarlo en la lista
rotativa.
Apoyo
Soporte
PÁGINA 14 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

OMBEADO
B
ORRADO DE LAS MEMORIAS
B
Página: PLEGADO NUM
Válido sólo si su máquina está equipada con una opción de bombeado.
Se calcula automáticamente el bombeado durante las simulaciones. El
resultado es función de la fuerza aplicada y de la curva de calibración
programada en los parámetros máquina.
El operario puede modificar estos valores secuencia por secuencia ; sin
embargo, al empezar una próxima simulación, se calcularán de nuevo.
La unidad de t rabajo p uede variar se gún el constructor, para conocer el uso
de esta función, sirvanse consultar con el fabricante de su máquina.
Sin embargo, normalmente se emplea el "tanto por ciento" como unidad, es
decir, que la programación del valor 50 en este campo proporcionará un 50%
del máximo de bombeado.
Página: INICIALIZACION MAQUINA-DNC/ENC
Generalidades:
Esta página p ermite vaciar (borrar) d iferentes memorias. Según el tipo de
borrado, es necesario poner la llave en posición 1, 2 o 3.
Para suprimir el contenido de una o de todas las memorias:
Seleccionar el periférico en el cual se debe hacer la operación.
Poner el cursor en la zona deseada.
Clic derecho o tecla
Confirmar.
o menú Acción SUPRIMIR.
DEFINICIONES PÁGINA 15
ORRAR / SUPRIMIR
B
Estas operaciones son disponibles en el menú ACCION, y están disponibles
según el contexto. A continuación se indica el significado de estas acciones.
BORRAR PLIEGUE Borra el contenido de todas las zonas, pero la
BORRAR SECCION Borra los datos (ordenes de los pliegues) de la
BORRAR PIEZA Borra el contenido de la memoria de trabajo.
SUPRIMIR PLEG. Suprime la secuencia seleccionada (con
SUPRIMIR SECCION Suprime la sección seleccionada.
SUPRIMIR PIEZA Suprime la pieza seleccionada.
En la página LISTA DE PIEZA, es posible
SUPRIMIR Según la zona en la cual se halla el curso r,
secuencia permanece.
sección seleccionada.
recompresión automática).
suprimir una pieza colocando el cursor directamente sobre el número deseado en la lista.
suprime el punzón, la matriz o la pieza
seleccionada.
ÚSQUEDA DE PIEZAS SEGUN CRITERIOS
B
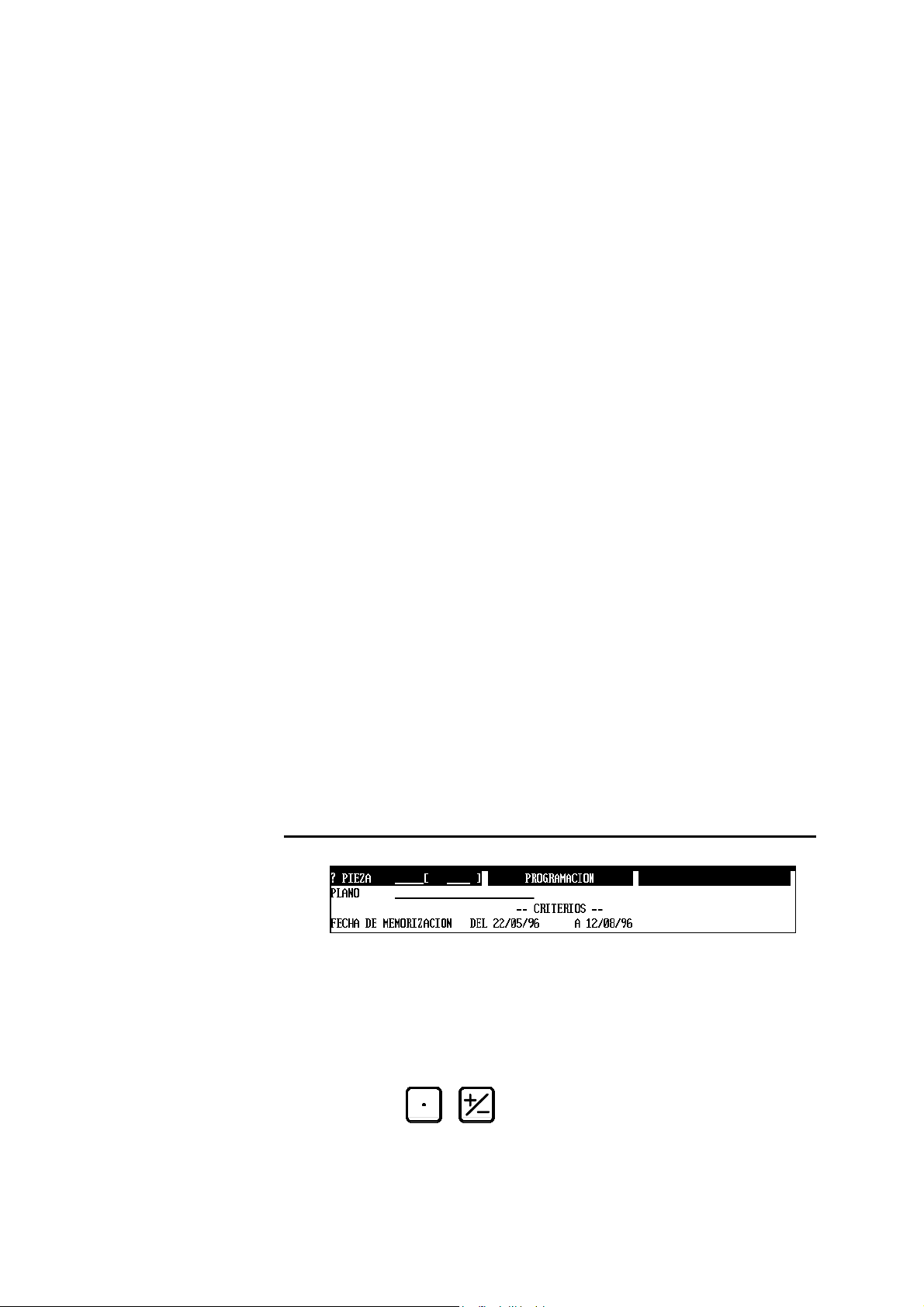
Página: BÚSQUEDA PIEZA/CRITERIOS
Esta página permite buscar piezas registradas en el periférico seleccionado en
la zona LISTA PIEZAS Y GRUPOS EN.
Los criterios de selección se pueden combinar. Cuando 2 o varios criterios
listados abajo están rellenados, la pieza buscada debe satisfacer cada uno de
los criterios programados. Se trata de una condición Y (una y otra de las
zonas.....).
Criterios de búsqueda Se utilizan como criterios de búsqueda: la fecha de memorización, el número
de pieza, el espesor de la materia, el número de plano (dibujo), la longitud de
plegado, los útiles, la longitud de desarrollo.
Las letras minúsculas se di stinguen de las letra s mayúsculas.
PÁGINA 16 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
Cuidado: la búsqued a según el criterio PUNZON o MATRIZ, se hace
únicamente con el útil "principal" que es programado en la página
PIEZA NUM. Esto quiere decir que si se programa una pieza por medio de la
página PLEGADO NUM, y si se desea ulteriormente hacer una búsqueda de
esta pieza por medio de los útiles, se deberá de nuevo programar el útil
"principal" en la página PIEZA NUM, si no la búsqueda no hallará esta pieza.
Si no se conoce el contenido completo del número de plano es posible utilizar
caracteres especiales (wildcards) para reemplazar estos caracteres
desconocidos (para las otras zonas si están rellenadas, se debe conocer el
contenido).
?
*
En los ejemplos abajo, se supone que el criterio de búsqueda es únicamene el
número de plano. Ni que decir tiene que los "wildcards" se pueden utilizar en
las otras zonas.
cualquier carácter (1 solo).
Ningún o varios c aracteres.
Ejemplo
A?C* Se busca una pieza cuyo plano empieza por A, un carácter
*22 Se busca una pieza cuyo plano se termina por 22.
A?C*22 Se busca una pieza cuyo plano empieza por una A, un
*A?C*22 Como arriba, pero A?C no se halla necesariamente al
*A?C*22* Como arriba, pero 22 no se halla necesariamente al fin.
F
ECHA MÉMORIZACIÓN
Explicación
desconocido, una C y una continuación de caracteres
desconocidos.
(p.ej. ABC, ACC22, AmCh22, A6CPiece33).
(p.ej. ACC22, AmCh22, 22, Piece22)
carácter desconocido, una C y que se termina por 22
(p.ej. ACC22, AmCh22, AVCPieza22).
principio
(p.ej. ACC22, AmCh22, PARC22).
(p.ej. ACC22, AmCh22, PARC22bis).
La fecha de memorización de una pieza se puede utilizar como criterio de
búsqueda de piezas. A este efecto, se especifican límites de tiempo para la
búsqueda de las informaciones
Si está errónea la sintaxis de introducción un mensaje aparece en la zona
interactiva "SINTAXIS FECHA!".
El formato de introducción es DD/MM/AA (D=día, M=mes, A=año).
Con el control numérico, se puede utilizar como separador de los días, meses y
años la tecla
La selección del tipo de separador es config urable en la página BIENVENIDA.
DEFINICIONES PÁGINA 17
o .
C.R
C
EQ
. ___ E
APTURA DE PANTALLA
FEC
.___
Página: PLEGADO NUM
Esta zona es un contador de piezas. Cuando el software funciona con un
control numérico, este contador indica el número de piezas realizadas.
Para accionar este contador :
Introducir el número de piezas deseado en la zona C.R
y
La cantidad ya realizada en la zona E
Al volverse iguales los valores, el control numérico envi a una señal. Según el
constructor, esta señal está procesada o no para parar el ciclo de la máquina.
Los valores de este contador no se memorizan con la pieza. Así se deberá
cambiar o borrar estos valores al llamar a nueva pieza.
Para anular el acto de contar, borrar la zona E
El software ModEva/DNC 880S permite capturar pantallas fácilmente para
crear documentaciones u otras informaciones (ofertas, etc .)
EQ
.
FEC
.
FEC
.
Para capturar pantallas, proceder como sigue:
Lanzar el tratamiento de texto u otro software en el cual desean
importar la captura de pantalla.
Lanzar el software ModEva/DNC 880S.
Print
Capture la ventana activa pulsando la tecla
La imagen se copia en el portapapeles de Windows.
Seleccione el programa en el que desee pegar la captura pulsando
simultáneamente las teclas
aplicación en curso.
Inserte la imagen empleando la función Pegar del menú Edición de su
procesador de texto. Reduzca o corte la imagen en función de sus
necesidades.
También puede utilizar las herramientas de captura de pantalla
destinadas especialmente a este tipo de aplicaciones y que pueden
convertir inmediatamente las capturas en color en niveles de gris.
Estos programas son, entre otros, Corel Capture (incluido en Corel
Draw) o Hardcopy, un programa freeware disponible en Internet en la
siguiente dirección:
www.hardcopy.de.
y una o varias veces según la
+
Screen
.
PÁGINA 18 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
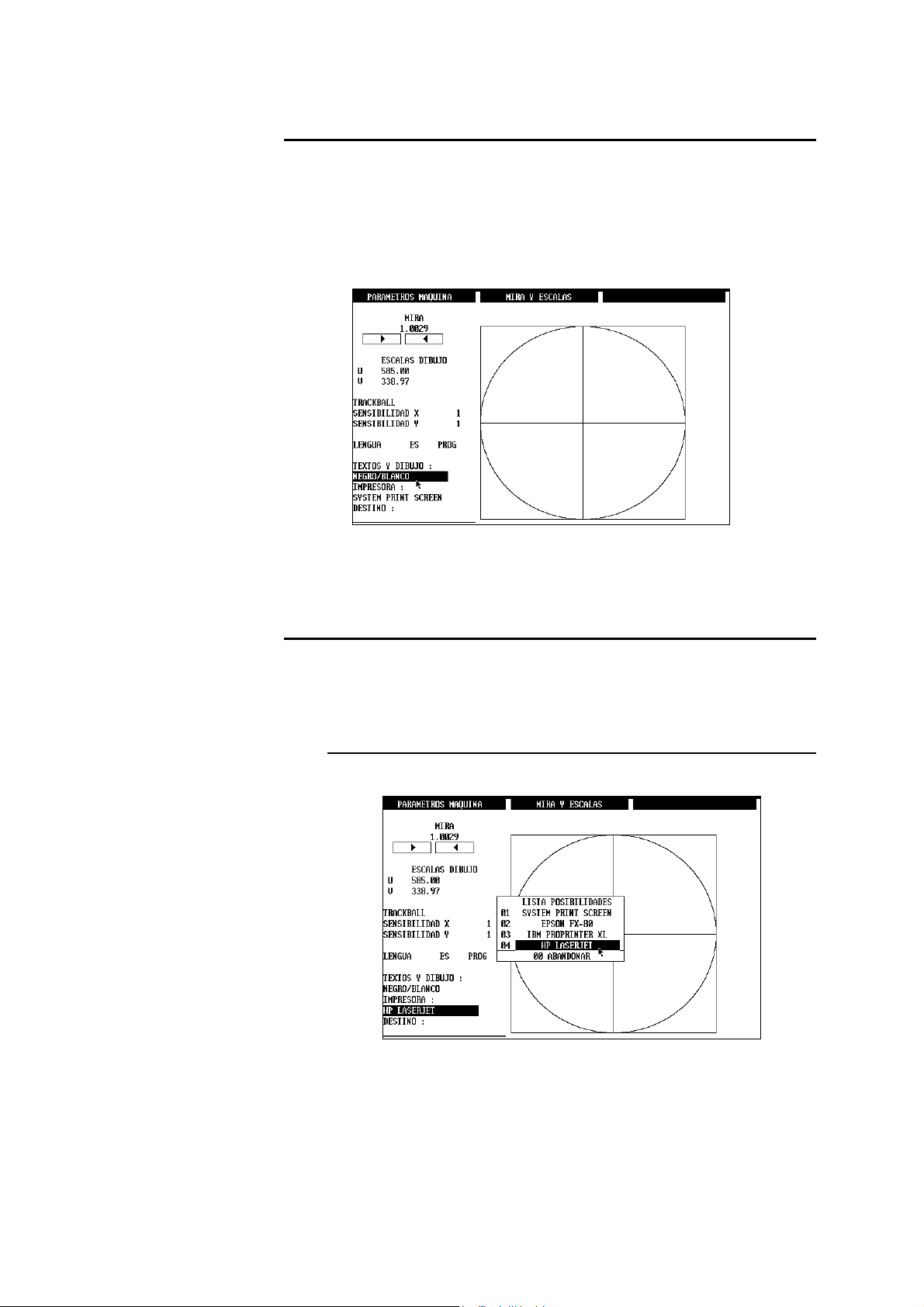
N
EGRO / BLANCO, COLOR
Con el propósito de facilitar la creación de documentos ilustrados con copias
de pantalla, es posible conmutar el software ModEva/DNC 880S en negro y
blanco.
Proceder como sigue:
Llamar a los parámetros máquinas, página MIRA Y ESCALAS
Seleccionar NEGRO/BLANCO en la zona TEXTOS Y DIBUJOS.
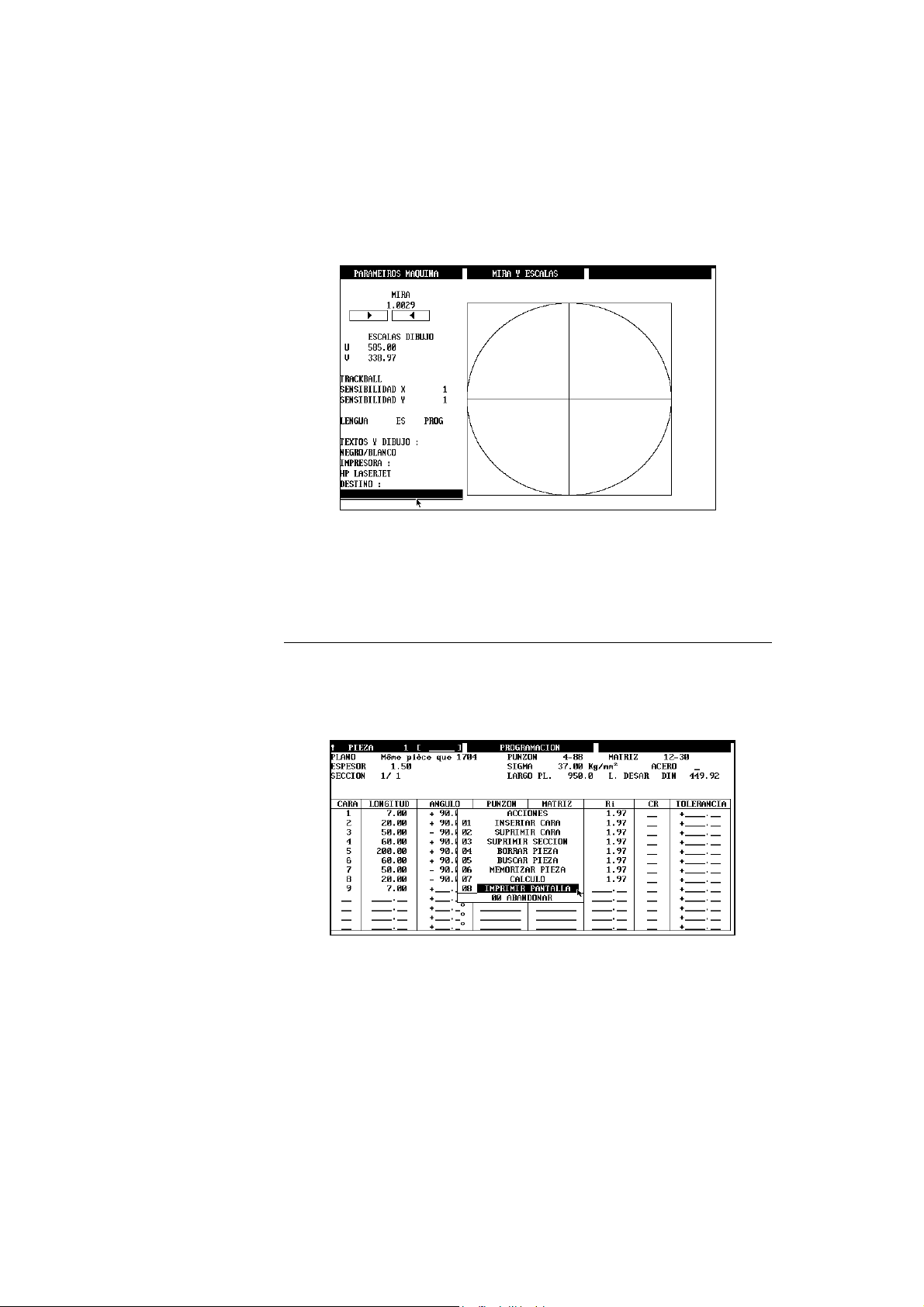
I
MPRESIÓN DE LAS PANTALLAS
Se recomienda conmutar el software en NEGRO/BLANCO antes de lanzar
una impresión.
Seleccionar una impresora
Llamar a los parámetros máquinas, página MIRA Y ESCALAS.
DEFINICIONES PÁGINA 19
Versión Windows:
La selección de la impresora en el entorno Windows no es efectiva. Es
la impresora definida por defecto en el menú “parámetros Impresoras” de Windows la que finalmente imprimirá.
Atención, si cambia de impresora (desde el menú “parámetros Impresoras” de Windows) mientras ModEva/DNC 880S está en
abierto, deberá salir y volver a arrancar ModEva/DNC 880S para que
se tenga en cuenta la nueva impresora.
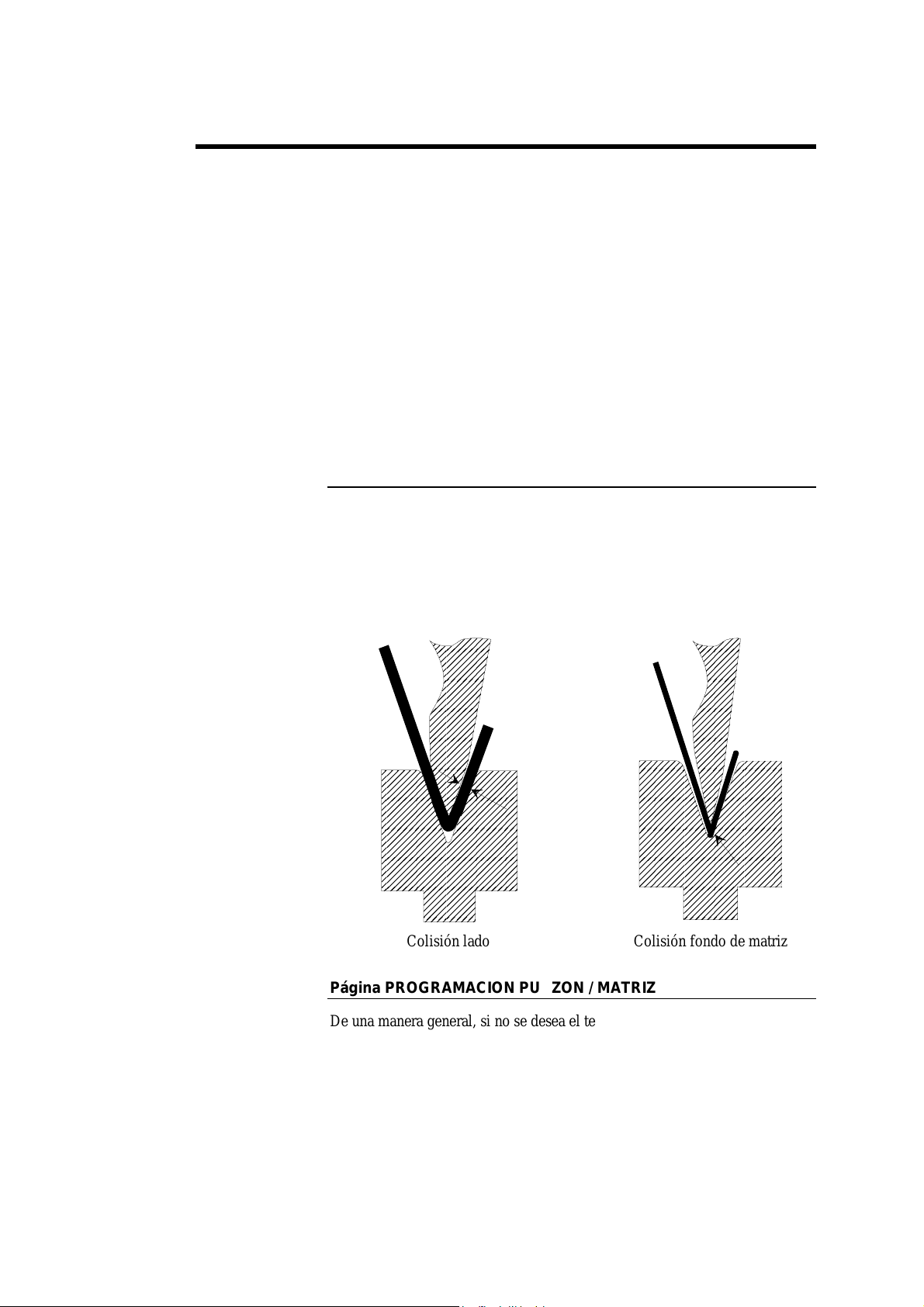
Seleccionar el destino. Si la línea está vacía, por defecto se trata de
PRN. Es posible introducir LPT1, LPT2 o un nombre de fichero.
Introduciendo NULO en la zona destino, se prohibe toda impresión, y
se hace desaparecer la línea referida en el menú ACCIÓN.
Imprimir
Para imprimir una página:
Seleccionar la página deseada.
Llamar al menú ACCIÓN y seleccionar IMPRIMIR PANTALLA.
Para imprimir todas las páginas parámetros:
Colocarse en la página parámetro que se desea ver empezar (por
ejemplo la primera página de los parámetros N2X).
Llamar al menú ACCIÓN y elegir IMPRIMIR PARAMETROS.
El software imprimirá una después de otra todas las páginas
parámetros (incluso la s subpáginas).
Es posible parar la impresión pulsando cualquier tecla (por ejemplo al
fin de los parámetros N2X). No se para inmediatamente la impresión,
se termina la página en curso.
PÁGINA 20 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
OLISION PROFUNDIDAD AUTORIZADA
C
Páginas: UTILES PLEGADO, PROGRAMACION PUNZON / MATRIZ
El software crea un mensaje de error cuando detecta que se produce un
recalcado de la materia en el fondo de la matriz y/o entre las paredes laterales
del punzón y de la matriz. Este mensaje se visualiza en la zona interactiva. El
software conmuta a la página UTILES PLEGADO con el cursor orientado
hacia esta zona.
Por defecto si no se especifica nada, el test de colisión se realiza para cada
plegado.
En la página UTILES PLEGADO la zona COLISION PROFUNDIDAD
AUTORIZADA es igual a SOBRE ESTE PLIEGUE NO.
Sin embargo es po sible inhibir esta seguridad en la página UTIL PLEGADO
para la pieza en curso (ver abajo) o por defecto en la página
PROGRAMACION PUNZON o MATRIZ.
Página UTIL PLEGADO
Dos selecciones son disponibles:
SOBRE ESTE
PLIEGUE/ SI / NO
GLOBALMENTE
Colisión lado Colisión fondo de matriz
El test de col i s i ón se realiza (o no según la
selección SI / NO) únicamente en la secuencia
(plegado) en curso.
Se ignora el test de colisión para el conjunto de
las secuencias que constituyen la pieza.
Página PROGRAMACION PUNZON / MATRIZ
De una manera genera l, si no se desea e l test de colisión, es posible i gnorarlo
por defecto al momento de la creación de una pieza.
Para crear esta situación durante la creación del útil, hay que programar
COLISION PROFUNDIDAD AUTORIZADA SI.
Para que esta autorización sea válida (en la página UTILES PLEGADO), es
necesario que el punzón y la matriz posean esta autorización.
Si uno u otro de los utiles no da la autorización, NO es de nuevo válido.
DEFINICIONES PÁGINA 21
ONTADOR DE PLIEGUES
C
La página BIENVENIDA indica le nombre de pliegues realizados desde una
fecha definida.
El contador se pone a 0 en nuestros talleres. Cuando el primero pliegue en
modo automático o medió-automático es efectuado, en pieza a contar y la
fecha se inscribe automáticamente. Es imposible de modificar estos datos en
otro sitio.
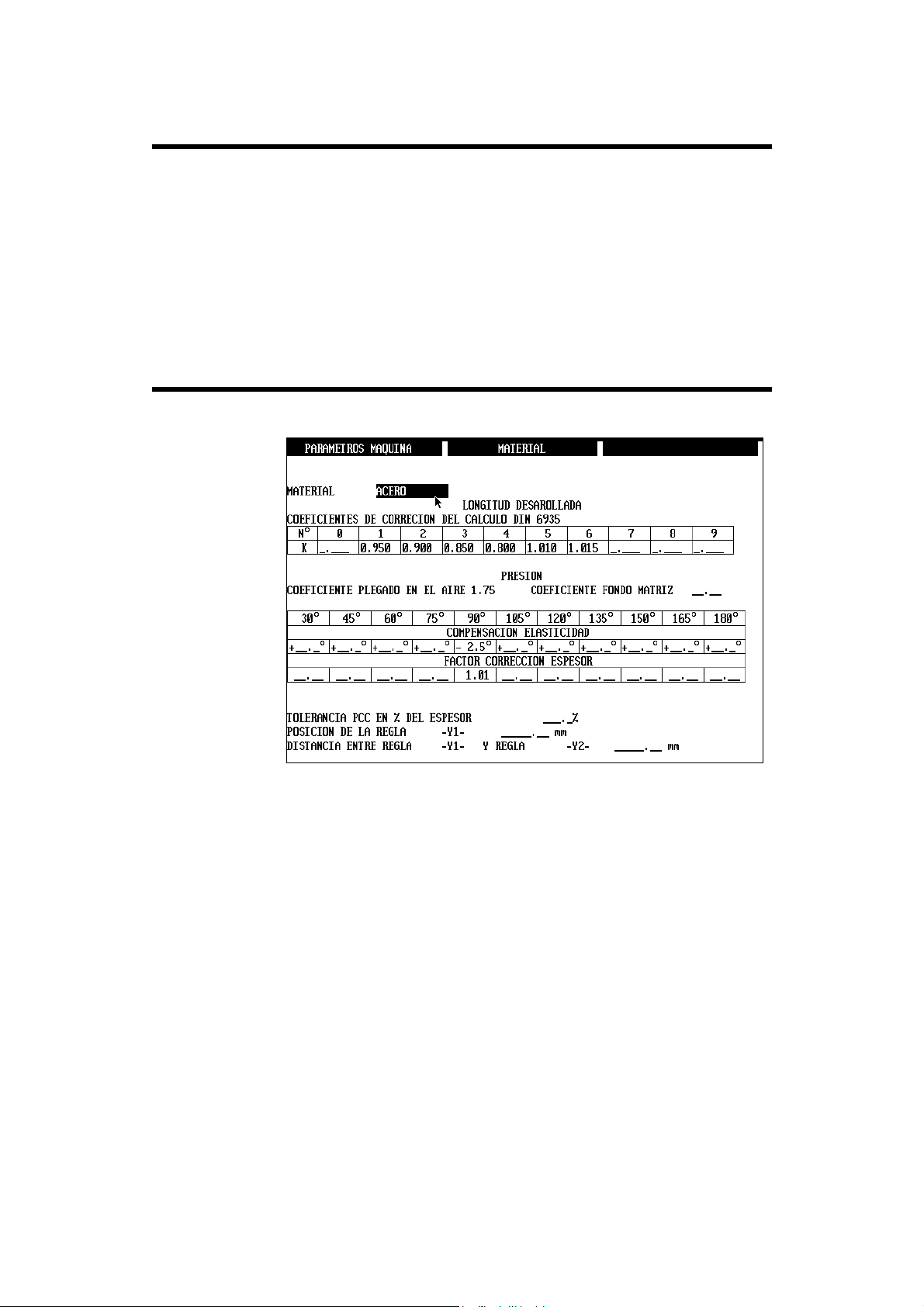
ORRECCIONES (TABLA DE
C
...)
La practica puede hacernos descubrir ciertos ángulo s o / y distancias de lados
son frecuentemente o siempre a corregir del mismo valor.
Para evitar al operario de hacer continuamente correcciones, existe una
tablero de correcciones jamada MATERIAL que se obtiene por el medio de
los parámetros máquina
5 materias están programadas:
ACERO
ALUMINIO
INOX
ESPECIAL 1
ESPECIAL 2
Para cada una de las materia, el tablero de la página MATERIAL son
distintas.
PÁGINA 22 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

En esta página hay principalmente 3 tableros:
LONGITUD
DESARROLLADA
COMPENSACIÓN
ELASTICIDAD
PRESIÓN
Permite de escoger con 10 coludas (0-9) y de
hacer 10 correcciones diferentes del calculo
DIN (DIN 6935)de la longitud desarrollada.
En el ejemplo que sigue, si la materia escogida
es ACERO 3, la corrección será de:
DIN * 0.850
El escoge de la corrección se hace en la página
PIEZA NUM, PLEGADO NUM etc., en el
sitio que sigue inmediatamente la materia.
Permite de determinar una corrección de ángulo
para cada tipo de materia según el ángulo
programado. En el ejemplo siguiente los
ángulos entre 76° y 90° y que utilizan la
materia ACERO serán automáticamente
corregidas de -2.5°.
Esos dos parámetros reemplazan el calculo de la
fuerza de pliegue realizada normalmente por la
DNC. No programados esos dos valores son:
PLEGADO EN EL AIRE = 1.75
FONDO MATRIZ = 42.0
Si necesario modificar esos valores a su
conveniencia. Esos valores son propios a cada
una de las 5 materias.
TOLERANCIA PCC
EN % DEL ESPESOR
FACTOR
CORRECCIÓN
ESPESOR
Este sitio es una seguridad para las
herramientas. Si durante la medida del espesor,
el espesor de l material es superior a nnn%, se
generará una a larma.
Consulten el capitulo Correcciones por medida
de éspesor / Medida en el PCC.
Este tablero es utilizado por la función de
corrección de espesor al PCT.
Consulten el capitulo Correcciones por medida
de éspesor / Medida en el PCC.
DEFINICIONES PÁGINA 23
ORRECCIONES DE ANGULO
C
Páginas: CORRECCIONES
G
ÉNÉRALIDADES
Las chapas utilizadas en el taller casi nunca tienen su espesor nominal. El
espesor real varía corrientemente de ±10% con relación al valor nominal.
Además la variación no es constante en toda la anchura de la chapa. El
espesor por el lado izquierdo puede ser diferente del espesor por el lado
derecho (chapas de sección trapezoidal). El softwa re permite corregir este tipo
de error disociando la corrección de una extremidad a la otra del plegado.
Los cálculos de profundidad de plegado (así como de alargamiento, de
presión y bombeado) se basan sobre el espesor nominal. (el espesor
programado en la zona ESPESOR).
Tratamos en este capítulo Correcciones de ángulo 3 tipos de correcciones:
Las correcciones directas.
Las correcciones angulares.
Las correcciones por medida del espesor de la chapa.
Según la zona en la cual se introduce, una corrección puede actuar sobre:
El pliegue referido (únicamente).
Todos los pliegues (del mismo ángulo) situados en la misma sección
(mismo perfil).
Todos los pliegues (del mismo ángulo) de la pieza (también sobre
secciones distintas).
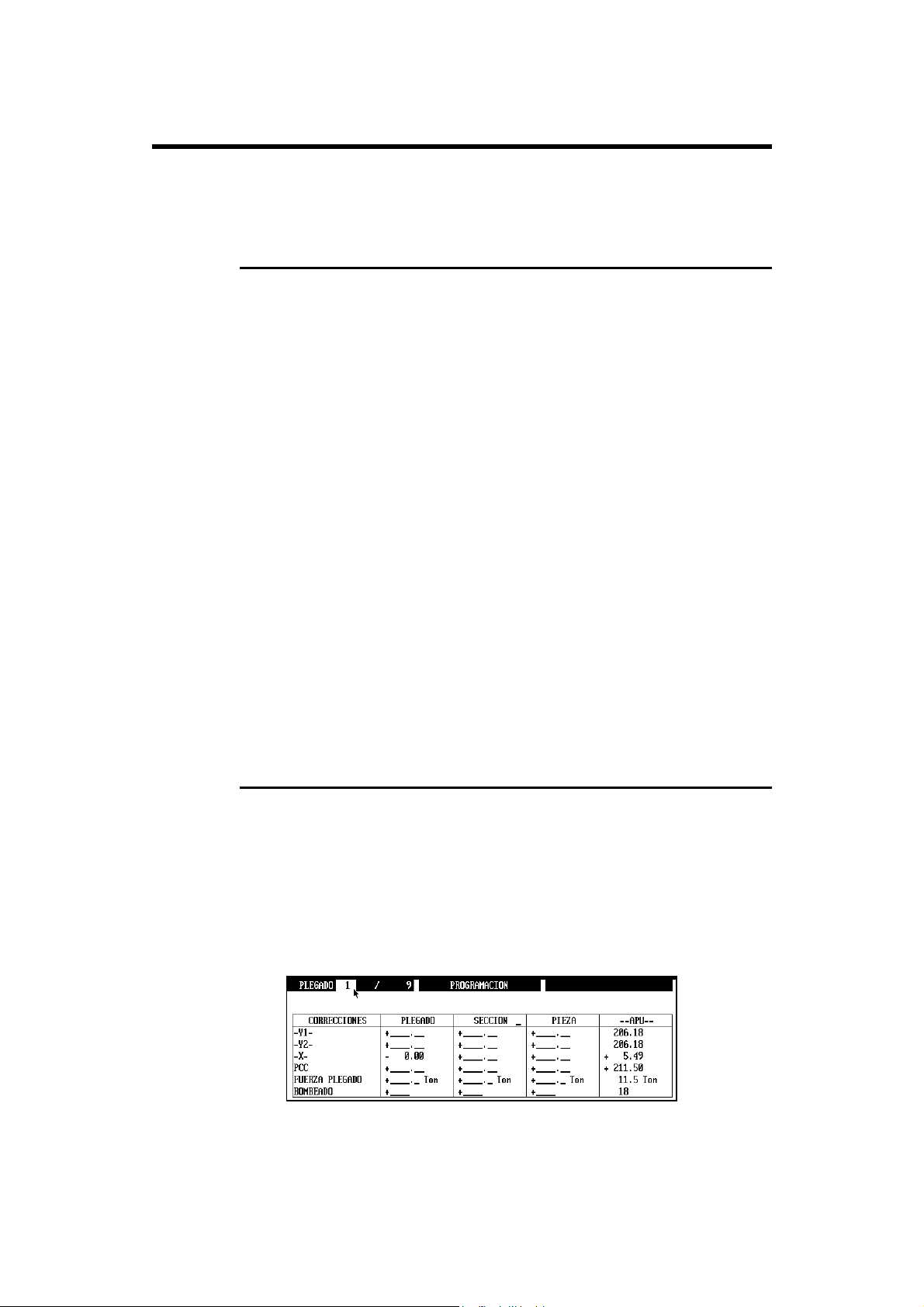
C
ORRECCIONES DIRECTAS
Para utilizar las correcciones directas, el DNC debe hallarse en modo
programación o semi-automático y basta con introducir un valor en la zona
deseada de la primera tabla de la página. El número de pliegue en curso se
halla en la parte alta de la pantalla.
Si la corrección se refiere a los dos lados de la trancha, hay que introducir el
mismo valor para Y1 y Y2.
Es también posible corregir los otros ejes, el PCC, la fuerza de plegado y el
bombeado según los mismos principios.
Las correcciones directas se adicionan . Esto sig nif ica que s i hay u na corrección
global para la pieza y si se program a u na corrección para un pliegue dado, la
corrección final para este pliegue será la adición de las dos correccion es.
PÁGINA 24 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
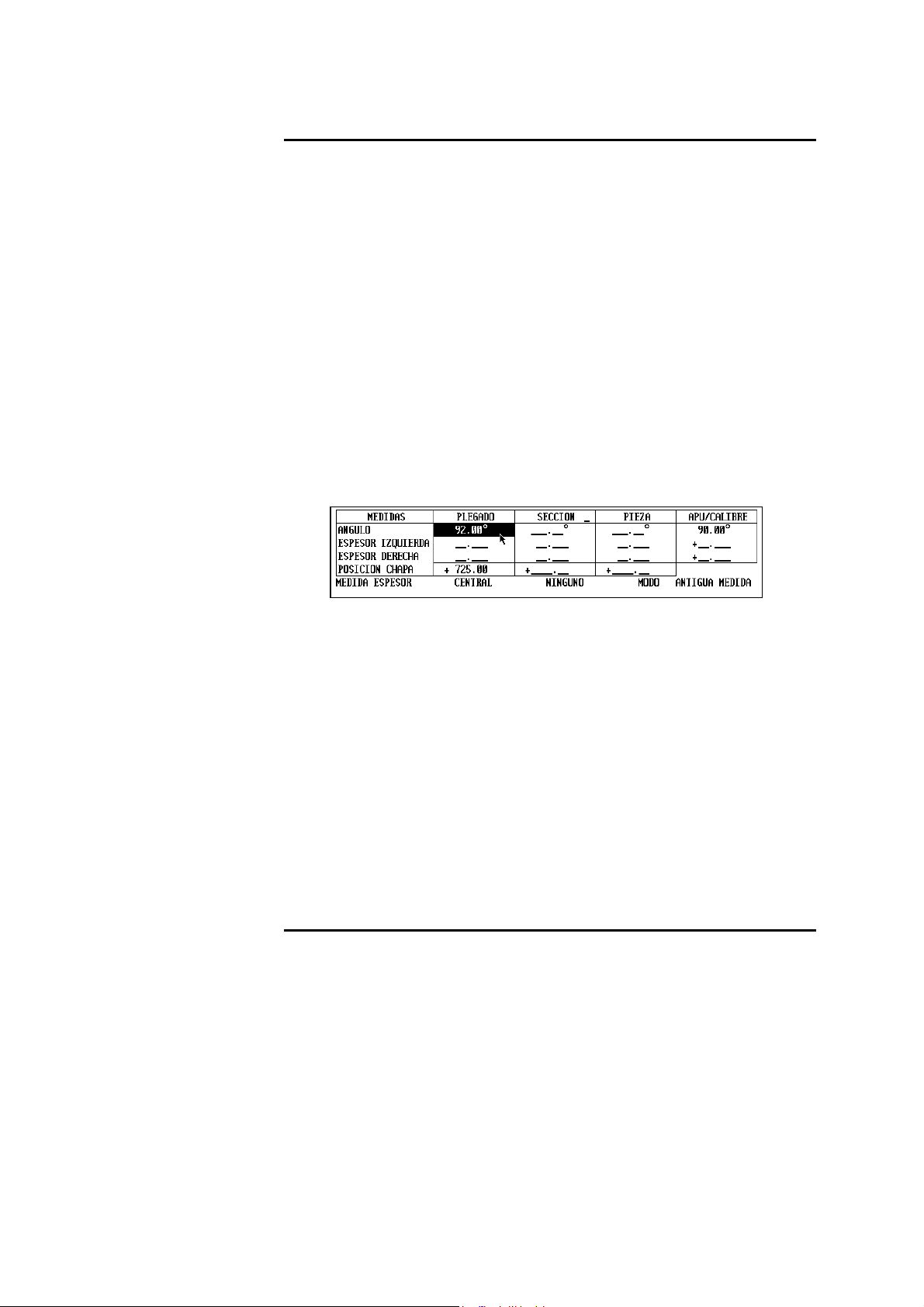
C
ORRECCIONES ANGULARES
Después de hab er realizad o un plegado, el operario mide el ángulo ob tenido.
Introduce el valor angular medido en la zona ANGULO. El DNC calcula
automáticamente la corrección para obtener el ángulo inicialmente
programado. Si después de haber realizado el plegado corregido, e l ángulo
todavía no e s correcto, basta con introducir el nuevo ángulo progra mado.
Según los casos, esta operación se puede re petir 2 o 3 veces.
Cuidado, no hay que intervenir en la tabla de las correcciones directas
simultáneamente con las correcciones angulares.
Como para las correcciones directas, se puede atribuir la correción a:
PLEGADO Corrige únicamente el pliegue en curso.
SECCIÓN _ Corrige todos los ángulos de la sección
especificada que tienen el mismo valor
programado y los mismos útiles.
PIEZA Corrige todos los ángulos de la pieza que tienen
el mismo valor programado y los mismos útiles.
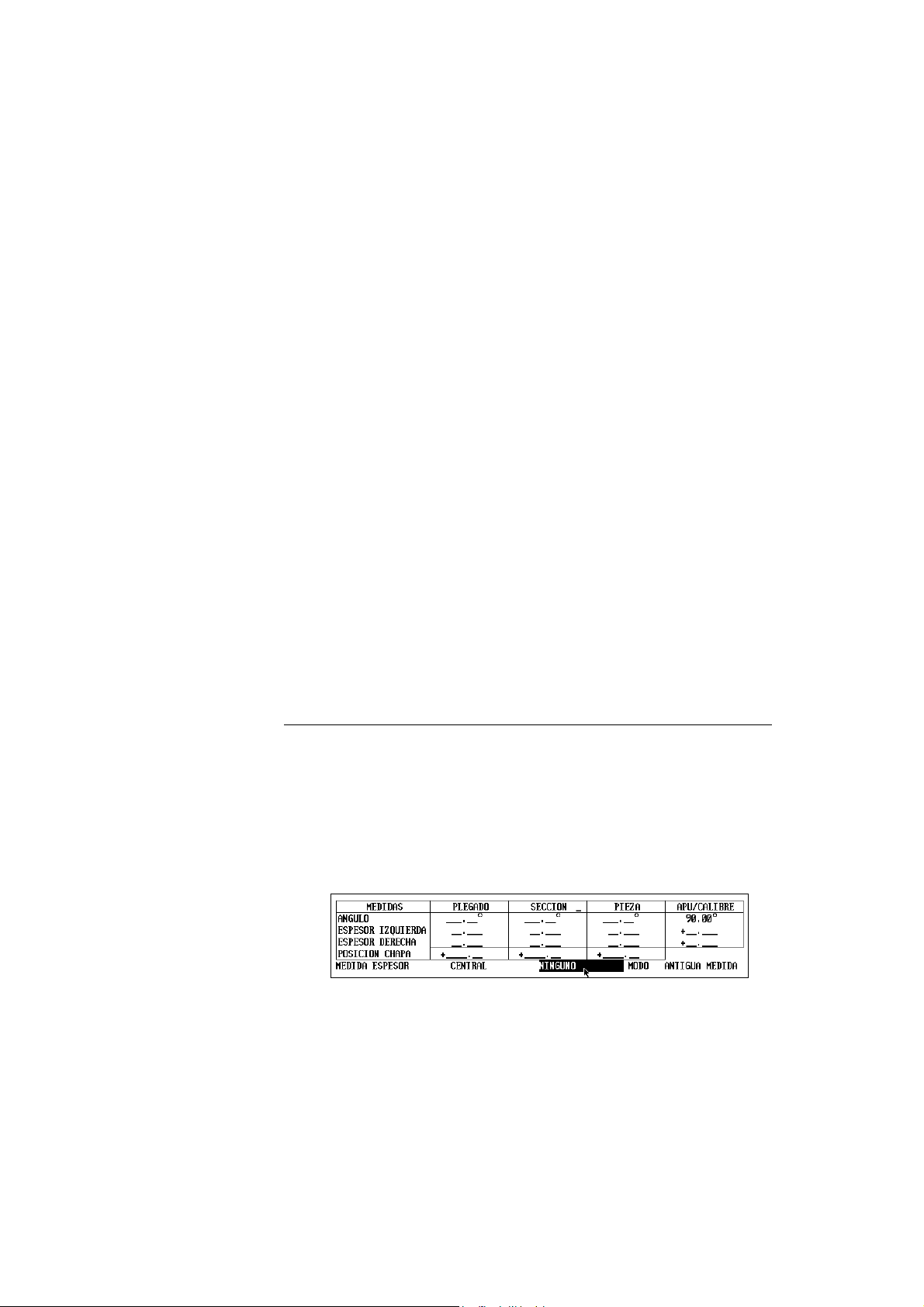
El DNC debe hallarse en modo programación o semi-automático.
Programar la zona MEDIDA ESPESOR de la manera siguiente
MEDIDA ESPESOR CENTRAL NINGÚN MODO ANTIGUA MEDIDA
Medir el ángulo obtenido.
Introducir el valor medido en la zona ANGULO bajo una de las
columnas PLEGADO, SECCIÓN o PIEZA.
Testear el resultado y empezar de nuevo si es necesario.
Ver también el parámetro máquina COMPENSACION RETORNO
ELASTICO en la página MATERIA. Este parámetro permite corregir
permanentemente un ángul o dentro de una zona dada.
C
ORRECCIONES POR MEDIDA DE ÉSPESOR
La corrección por medida de espesor se puede realizar de varias maneras,
pero el principio es idéntico. Un sistema (o el operario) suministra al DNC la
medida real de la materia. Con estos parámetros, el DNC calcula la
corrección necesaria.
Los dos principales métodos son:
Medida en el PMA y medida en el PCC.
DEFINICIONES PÁGINA 25
Medida en el PMA
Medida en el PCC En este caso se realiza la medida en el PCC.
Como para las correcciones angulares y directas, es posible afectar la
corrección al pliegue en curso, a la sección o a la pieza completa.
Además, con la corrección en función de la medida de espesor, es posible
diferenciar la corrección para cada extremidad del pliegue. La selección se
hace por medio de la lista rotativa CENTRAL o A LAS EXTREMIDADES.
(ver más adelante en este capítulo para la utilización de esta posibilidad).
Observaciones: Por motivos técnicos, es posible pasar a modo
El principio consta en que la medida sea realizada e
introducida en el DNC cuando la máquina se halla
en el PMA.
La introducción de la medida se hace sea
convencionalemente por el teclado, sea por medio
de una conexión RS232 utilizando un aparato de
medición adecuado, o también por un sistema
integrado al tope.
Tres posibilidades se ofrecen:
- Medida por la trancha
- Medida por la trancha con desplazamiento de
matriz.
- Medida en el PCC real por un sistema externo.
programación durante el trabajo (DNC en modo automático
y programación) sólo si se ha seleccionado MEDIDA
ESPESOR NINGUNA.
Por motivos técnicos, no se puede modificar las zonas
POS. CHAPA y MEDIDA ESPESOR en modo semiautomático.
Medida en el PMA
Como se ha descrito en la introducción de este capítulo, la medida se hace
cuando la trancha se halla en el PMA.
En este párrafo se describe únicamente la introducción de la medida por el
operario, como lo permite el software "standard" del DNC.
El DNC debe hallarse en modo programación o semi-automático.
Proceder de la manera siguiente:
Programar la zona MEDIDA ESPESOR de la manera siguiente
MEDIDA ESPESOR CENTRAL PMA MANUAL MODO POR PLIEGUE
Medir el espesor muy exactamente (con un micrómetro).
Introducir el valor medido en la zona ESPESOR IZQUIERDA de la
columna PIEZA, SECCION o PLEGADO según su necesidad.
Programando únicamente la zona ESPESOR IZQUIERDA, el
software asume que la medida es central.
Dejar la zona.
Plegar.
PÁGINA 26 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Si se hace la introducción en la columna:
PIEZA
- La medida realizada por el operario sobre cualquier pliegue es válida
hasta la próxima medida.
- El espesor real obtenido es memorizado en asociación con la pieza.
- Se considera que el espesor real es el mismo para todos los pliegues.
- A cada nueva medida, se corrigen todos los pliegues.
- Si no se reali za ninguna medida, se c orrige según la antigua medida
memorizada.
SECCIÓN
- La medida realizada por el operario sobre cualquier pliegue de la
sección es válida hasta la próxima medida.
- El espesor real obtenido es memorizado en asociación con la sección a
la cual pertenece el pliegue sobre el cual fue realizada la medida. Es
válida para todos los pliegues sucesivos perteneciendo a la misma
sección.
- Si se realiza una nueva medida, se corrigen de nuevo todos los
pliegues de la sección en cuestión.
- Si no se reali za ninguna medida, se c orrige según una event ual antigua
medida memorizada en asociación con esta sección.
Observación: Es decir que si valores son presentes en la columna
SECCIÓN, se tomarán en cuenta cuando los valores de la
columna PIEZA quedarán ignorados. Si no hay ningún
valor en la columna SECCIÓN, los valores de la columna
PIEZA, si existen se tomarán en cuenta.
PLEGADO
- La medida realizada por el operario sobre cualquier pliegue es
únicamente válida para este pliegue. Es también memorizada.
- Si no se reali za ninguna medida, se c orrige según una event ual antigua
medida en asociación con este pliegue.
Observación: Si hay valores en la columna PLEGADO, se tomarán en
cuenta cuando los valores de las columnas SECCIÓN y
PIEZA quedarán ignorados. Si no hay ningún valor en la
columna PLEGADO, los valores de la columna
SECCIÓN, si existen se tomarán en cuenta. Si sólo la
columna PIEZA tiene valores, estos se tomarán en cuenta.
DEFINICIONES PÁGINA 27
Medida en el PCC
Describimos en este capítulo únicamente la medida en el PCC con la trancha.
Principio:
La trancha realiza su aproximación habitual (en semi-auto o automático).
Llegando justo antes del PCC teórico, el DNC disminuye la presión del
sistema y la trancha se "coloca" libremente sobre la chapa. El DNC detecta la
parada de la trancha y de esta manera permite la medida del espesor de la
chapa.
Es inútil decir que, en esta fase, la chapa no debe curvarse bajo la influencia
de la trancha, si no la medida está falseada. El modo de funcionamiento de
esta opción dependerá directamente de la hidráulica de la máquina, de la
velocidad de acercamiento de la chapa, de la fuerza mínima de la trancha en
esta fase de medida.
Naturalmente es inimaginable que, en esta fase, la trancha se ponga de través,
resultando entonces totalmente errónea la medida.
Así idealmente la pieza se hallará en el centro de la máquina, tendrá una
longitud de plegado de más de los 2/3 de la longitud total de la máquina y
estará en posición de soportar la trancha sin curvarse.
Como para las otras correcciones, la medida puede realizarse por pieza,
sección o plegado, central o a las extremidades según la selección realizada.
Antes de cada utilización, hay que proceder a la calibración, para calibrar el
conjunto.
Calibración
Un ciclo de calibración es muy semejante a un ciclo de medida.
Simplemente, el espesor real obtenido se sustrae del espesor nominal. Esta
diferencia está memorizada para utilizarse más tarde como corrección de los
cálculos de espesores reales.
Procedimiento:
Medir la chapa con un micrómetro.
Seleccionar MODO CALIBRACIÓN.
Inscribir los valores en las zonas apropiadas ESPESOR DERECHO
y ESPESOR IZQUIERDO de la página CORRECCIONES.
Poner el DNC en modo semi-auto.
Colocar la chapa en el centro de la máquina y realizar un plegado.
Si el ciclo de calibración tuvo lugar correctamente, las diferencias
entre los espesores reales medidos y los valores de referencia se
visualizan en las líneas ESPESOR IZQUIERDO y ESPESOR
DERECHO, bajo la columna --APU--. Quedarán aquí hasta la
próxima calibración.
Seleccionar el modo de medida deseado MODO POR PIEZA,
POR SECCIÓN o POR PLIEGUE. Desde este momento, durante el
trabajo , se realizará la medida según la opción elegida. Ver también la
descripción del modo ANTIGUA MEDIDA a continuación.
Observaciones: Si la zona POS. CHAPA no está definida, se supone que la
chapa está centrada entre las dos reglas.
Si la anchura de la chapa no está definida, se supone que es
igual a la distancia entre las reglas Y1 e Y2 (parámetros
máquina).
PÁGINA 28 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
 Loading...
Loading...