

Page 1
ModEva/DNC880S
2D Referenzhandbuch
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-MODEVA-DE
Page 2

Page 3

03. August 2006 V. 1.3
INHALTSVERZEICHNIS
EINFÜHRUNG .................................................................................................................................5
Zu diesem Handbuch 5
Lizenzabgabe CYBELEC und Copyright 5
KONVENTIONEN.............................................................................................................................7
DEFINITIONEN................................................................................................................................11
ABS......................................................................................................................................11
REL 11
Abstand Kriechgang ........................................................................................................12
Achsennullpunkt ändern......................................................................................................12
Aktive Peripherien................................................................................................................14
Aktive Maschinenperipherien 14
Aktive Peripherien Produkte 15
Aktive Peripherien Stempel / Matrizen 15
Alphanumerische Felder......................................................................................................15
Anschlag..............................................................................................................................16
Anschlag-Freistellung..........................................................................................................17
Auspresszeit........................................................................................................................18
Biegefolge............................................................................................................................18
Automatische Biegefolge 18
Biegefolge ändern 18
Modus Rückbiegung 20
Biegegeschwindigkeit..........................................................................................................22
Biegung................................................................................................................................22
Im Matrizengrund 22
Endgültige Biegung 22
Zwischenbiegung 23
Sequenz ohne Biegung 23
Biegungszähler....................................................................................................................23
Bildschirmkopie ...................................................................................................................23
Schwarz / Weiss, Farbe 24
Bildschirm drucken 25
Bombierung .........................................................................................................................26
Datum und Zeit....................................................................................................................27
Dezentrierte Werkzeuge......................................................................................................28
Einfügen einer Sequenz ......................................................................................................29
Folgebüge (CR)...................................................................................................................30
Seite PRODUKT NUMERISCH 30
Gestreckte Länge ................................................................................................................36
DIN 37
REAL 37
Korrekturfaktor der Berechnung DIN 6935 37
HA oder Anschlag................................................................................................................38
MODEVAREF2D_DE.DOC
INHALTSVERZEICHNIS SEITE 1
Page 4

Hilfsfunktionen ....................................................................................................................39
Indexieren einer Achse....................................................................................................... 39
Kollision Tiefe erlaubt.......................................................................................................... 39
Korrekturen (Tabelle ...)...................................................................................................... 41
L. Biegung...........................................................................................................................42
Länge.................................................................................................................................. 43
Löschen / Entfernen............................................................................................................43
Manuelles Einstellen des Hinteranschlages ....................................................................... 44
Maschinenparameter.......................................................................................................... 44
OT (Oberer Totpunkt).........................................................................................................45
Parametrierbares Produkt................................................................................................... 46
Aktivierung der Funktion 46
Ein parametrierbares Produkt erstellen 46
Arbeiten mit einem parametrierbaren Produkt 50
Prägen ................................................................................................................................51
Presskraft............................................................................................................................51
Produktgruppen ..................................................................................................................52
Definitionen 52
Arbeitsbeispiel in der Seite PRODUKTGRUPPE 53
Produktinformation..............................................................................................................54
Eine Information sehen 55
Eine Information schreiben (nur Text) 55
Eine Information schreiben (Text und Bilder) 56
Produktverwaltung.............................................................................................................. 58
Programmieren auf Biegung Num...................................................................................... 60
Programmierung eines Profils ............................................................................................60
Programmierung während der Arbeit.................................................................................. 60
Radius intern.......................................................................................................................61
Referenz YR Korr................................................................................................................62
Rückzug H.Anschlag........................................................................................................... 62
Schnitt................................................................................................................................. 63
Sicherheitskopien................................................................................................................ 63
Sigma..................................................................................................................................63
Simulationskriterien ............................................................................................................64
Software verlassen ............................................................................................................. 67
Speicher frei........................................................................................................................67
Speicherlöschung ...............................................................................................................68
Spezialbiegungen................................................................................................................69
Vorbiegung / Endgültige Biegung 70
Sprache...............................................................................................................................74
ST. SOLL___IST___ .......................................................................................................... 75
Start Achsen/HF..................................................................................................................75
Suchen der Produkte nach Kriterien...................................................................................76
Datum der Speicherung 77
Tastatur...............................................................................................................................78
Toleranz.............................................................................................................................. 79
Übergang EG – KG.............................................................................................................80
Übertragung der Daten....................................................................................................... 81
Unterhalt .............................................................................................................................83
Werkzeuge..........................................................................................................................84
Programmierung der Stempel 84
Programmierung der Matrizen 86
Werkzeug ändern 88
Werkzeugposition 89
Liste Stempel / Liste Matrizen 89
SEITE 2 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 5

Winkelkorrekturen ...............................................................................................................90
Allgemein 90
Direkte Korrekturen 90
Winkelkorrekturen 91
Korrekturen durch Stärkemessung 92
Messung am OT 92
Messung am Klemmpunkt 94
Unabhängige Stärkekorrekturen Y1-Y2 96
Korrekturen: Empfindlichkeit UT 96
Zeichnung............................................................................................................................97
Zu kurzer Schenkel erlaubt..................................................................................................97
Zulässige Kraft auf den Matrizen.........................................................................................98
INDEX...............................................................................................................................................99
SEITE 3
Page 6

Diese Seite wurde absichtlich leer gelassen.
SEITE 4 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 7
E
INFÜHRUNG
Z
U DIESEM HANDBUCH
Dieses Dokument ist entstanden, um auf eventuelle Fragen zu antworten,
nachdem der Be nutzer sich mit den Grundsätzen der B enutzung der
ModEva / DNC 880S Software vertraut gemacht hat.
Es dient als Anhang zu d er ModEva Bedienungsanleitung, die über die
Grundprozeduren Auskunft gibt, die zur Anwendung der Software befolgt
werden müssen.
Ein anderer Anhang, mit dem Titel Referenzhandbuch 3D wird mit der
Software ModEva in Version 3D geliefert.
Dieses Handbuch ist wie ein Lexikon ge gliedert.
Wenn ein Thema in einem anderen Kap i tel behandelt wird, finden Sie eine n
Verweis auf das neue Thema.
Ein Verzeichnis am Ende dieses Dokumentes erleichtert die Suche nach
Informationen. Bitte benutzen Sie es.
Bestimmte Funktionalität in diesem Handbuch behandelte sind auf die
DNC 880S nicht verfügbar.
L
IZENZABGABE
Dieses Handbuch ist der Lizenzabgabe und dem Copyright unterworfen, die
sich am Anfang dieses Handbuches befinden.
CYBELEC
UND COPYRIGHT
EINFÜHRUNG SEITE 5
Page 8

Diese Seite wurde absichtlich leer gelassen.
SEITE 6 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 9

K
ONVENTIONEN
Im Allgemeinen werden in diesem Handbuch Grund handhabungen wie
Bestätigung eines Fel des, Werkzeugwahl, Se i t enabruf und so weiter nicht
wiederholt. Diese sind im Dokument Bedienungsanleitung der numerischen
Steuerung oder der zugehörigen Software anhand von Beispielen er kl ärt.
Um eine bessere Lesbarkeit der wied ergegebenen Bi ldschirme zu
gewährleisten, wurden diese in schwarz-weiss umgewandelt.
Möglicherweise stimmen einige, in diesem Handbuch abgebildete
Bildschirme, nicht genau mit Ihrer Software überein. Dies kann von der
Konfiguration Ihrer Software her rühren (Anzahl Opti onen, Achsen, usw.),
oder von der verwendeten Software-Version (DOS oder Windows).
Typografische Konventionen
Arial fett
Arial fett kursiv
Kursiv Verweis auf ein geschriebenes Element, einen
Textauszüge, wie sie auf dem Bildschirm zu
sehen sind.
Bezeichnet einen Ein- oder Ausgang der DNC.
Abschnitt oder ein Handbuch. Zum Beispiel:
Siehe Typografische Konventionen.
Bezeichnet einen Doppeldruck auf die
Taste
Allgemeine Konventionen in diesem Handbuch
Wir nehmen allgemein an, dass:
Maus eine PC Maus ist, oder ein DNC Trackball /
Tracksensor.
Klick he isst auf die linke Maust aste drücken.
Klick rechts heisst auf die rechte Maustaste drücken.
Klick links/rechts heisst gleichzeitig auf die linke und rechte
Maustaste drücken.
Rotierende Listen oder Felder mit Mehrfachwahl:
Sie sind violettfarbig und bedeuten, dass
mehrere Optio nen verfügbar sind.
Die Wahl des Inhalts erfolgt durch Drücken der
Taste
Es erscheint ein Fenster mit der Liste der
verfügbaren Wahlen für dieses Feld.
Um die Wahl zu bestätigen:
- Tippen Sie die Zahl ein, die neben der
Auswahl steht,
oder
- Setzen Sie den Cursor auf die Wahl und
.
.
drücken Sie die Taste
KONVENTIONEN SEITE 7
.
Page 10

Es ist möglich, ohne das Auswahlfenster
anzuzeigen, eine Wahl nach der anderen
Die Seite BIEGUNG 2D
aufrufen
einzublenden indem die Taste
wird.
Um zu bestätigen, verlassen Sie das Feld.
Funktionstasten Jedesmal wenn verlangt wird , auf eine der
Funktionstasten
erscheint das entsprechende Menü.
Normalerweise wird der Name der
Funktionstaste verwendet. Zum Beispiel:
PRODUKT drücken bezeichnet die
Taste
.
bis zu drücken,
gedrückt
Beispiel, wenn man die Se i t e BIEGUNG 2D
aufrufen will, die Funktionstaste BIEGUNG
drücken, da nn BIEGUNG 2D wählen,
oder einfach 02 (oder die neben der Auswahl
stehende Zahl) eintippen.
Schnellaktivierung Um dem Bediener sei ne Arbeit zu erleichtern,
speichert die DNC die letzte in einem Menü
gemachte Wahl.
Um eine Option eine s Menüs schneller zu
aktivieren genügt es dann, einen Doppeldruck auf
einer Funktionstaste zu machen
(z.B.:
direkt zu aktivieren.
), um die zuletzt gewählte Seite
SEITE 8 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 11

Softwarekonventionen, Windows Version
In ihrer Grundkonfiguration verwendet die Windows Version die folgenden
Farben:
Schwarz Bezeichnet fixe Informationen,
Feldbezeichnung, usw.
oder
die mit dem Cursor erreichbaren und vom
Benutzer abänderbaren Felder.
Blau Wir für Ti t el und Kopfmeldunge n gebraucht.
Blau-grau Variable Informationen.
Mit dem Cursor unerreichbar.
Grün Felder mit rotier enden Listen, für den Benutzer
zugänglich, um zwischen mehrer en
vordefinier ten Optionen wählen zu können
(siehe Rotierende Listen weiter oben).
KONVENTIONEN SEITE 9
Page 12

Diese Seite wurde absichtlich leer gelassen.
SEITE 10 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 13

D
EFINITIONEN
ABS
Seite: BIEGUNG NUMERISCH
Zwei Optionen: ABS und REL.
Diese rotierende Liste steht neben dem Namen der Anschlagachse X.
ABS bedeutet, dass die Achse X im Absolutmodus arbeitet.
Das heisst, dass der Bestimmungsort der Achse X in absoluter Distanz zur
Mitte des V der Matrize gemessen wird.
Der Absolutmodus wird ohne weitere Angabe gewählt.
Siehe REL unten.
Beispiel: MEM POS
X ABS 190.00 120.00
REL
REL bedeutet, dass die Achse X im Relativmodus arbeitet. Das heisst, dass
die programmierte Bewegung von der gege nwärt igen Anschlagstelle aus
gemacht wird.
Meistens wird mit negativen Werten programmiert.
Der Relativmodus wird oft mit der Zykluswiederhol ung (CY 2 bis 99)
benutzt.
Zum Beispiel möchte man mit einem Stanzwerkzeug 5 Löcher in gleichem
Abstand von 30.00 mm machen. Die erste Sequenz muss im Absolutmodus
berechnet werden (Stand des ersten Loches). Die zweite Sequenz wird dann
im Relativmodus programmiert (X REL 30.00) mit einer Zykluswied erholung von 4 (CY 4)
Beispiel : MEM POS
X REL 70.00 120.00
DEFINITIONEN SEITE 11
Page 14
Bemerkung: Es ist nicht möglich den Relativmodus für die erste Sequenz zu
BSTAND KRIECHGANG
A
Seite: BIEGUNG NUM
Erlaubt zu bestimmen, dass nur ein Teil des Aufstiegs (in %) zwischen dem
unteren Tot punkt und dem Klemmpunkt im Kriec hgang ausgeführt wird. Der
weitere Aufstieg erfolgt im Eilgang.
Wenn BIEGEGESCHWINDIGKEIT programmiert und ABSTAND
KRIECHGANG nicht programmiert ist, erfolgt der Aufstieg bis zum
Klemmpunkt (= 100%) im Kriechgang.
benutzen.
Wird dies versucht, so wird be i der Modusänd erung (AUTO,
HALB-AUTO) ein Fehler generiert und die Meldung
REL.BEWEGUNG X UNMÖGLICH erscheint im
interaktiven Feld.
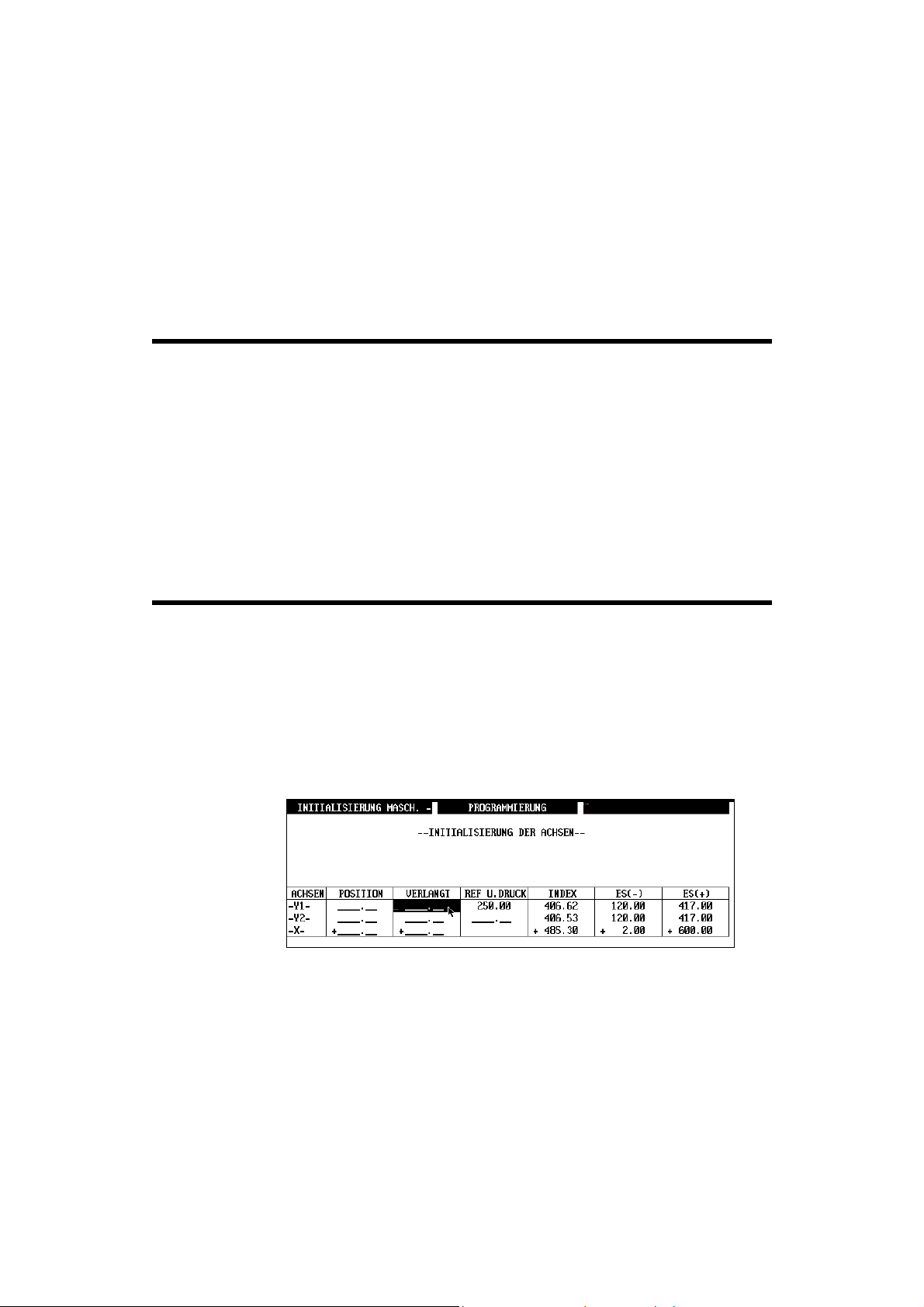
CHSENNULLPUNKT ÄNDERN
A
Seite:INITIALISIERUNG MASCH.-DNC/ENC
Begriffe:
Mit dieser Sei te können Sie den Achsennull punkt der Maschine ändern, und
die Position der Achsen, ( Feld POSITION), der Indexe (Feld INDEX) und
der Endschütze (Felder FDC+ und FDC-) kontrollieren.
Der zweite Teil davon, d .h.die Speicherlöschung, wird im Abschnitt
Speicherlöschung behandelt.
Man versteht unter "Nullpunktänderung" die Bestimmung eines Wertes (im
Moment des Vorganges) im elektronischen Positionszähler der numerischen
Steuerung. Damit kann die mechanische Achsenposition mit der Position des
elektronische n Zählers in Übereinstimmung gebracht werden.
Diese Prozedur wird meistens für die Anschlagachsen oder die Hilfsachsen
benutzt. Für die Oberwange wird sie b ei deren Indexierung automatisch
ausgeführt.
SEITE 12 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 15
Die Nullpunktänderung wird meistens benutz t, um die Verschiebung des
Hinteranschlages zu korrigieren. Das heisst, dass der Anschlag genau auf die
Biegungslinie zu liegen kommt, wenn die Achse X im Positionszähler 0.00
anzeigt. (diese Beschreibung gilt für einen Anschlag der Art ANSCH).
Ist diese Änderung zeitlich begrenzt (wegen eines ver schobenen Werkze uges
zum Beispiel), empfehlen wir Ihnen eher die Korrekturen zu benutzen als die
Achsennullung.
Achtung: einige Her s teller versehen den Hinteranschlag mit einem Index.
In diesem Fall wird die Nullpunktänderung nur eine bis zur nächsten
Indexierung beschränkte Wirkung haben.
Wenn Sie einen ind exierten Achsennullpunkt dauerhaft ändern müssen,
wenden Sie sich an den Hersteller.
Eine Achsennullung ände rt den Nullpunkt e iner Achse. Ist dieser
fehlerhaft, kann dieser Eingri ff die Maschine und/oder die Werkzeuge
beschädigen. Die Achse kann zum Beispiel mit einem anderen Element
mechanisch kollidieren.
Im geringsten Fall werden die Produkt e ungenau ausfallen.
Eine Achsennullung muss also sehr sorgfältig ausgeführt werden. Wer di esen
Eingriff macht, sollte die Konsequenzen genau überprüfen.
Um den Nullpunkt der Achsen zu ändern, beachten Sie folgende Punkte:
Stellen Sie sicher, dass die betr offene Achse nicht mehr in Bewegung
ist.
Versetzen Sie di e numerische Steuerung in die Betriebsart
Programmierung.
Gehen Sie auf die Seite INITIALISIERUNG MASCH.
Schlüssel auf Position 3.
Bringen Sie den Cursor auf die gewünschte Achse in der Spalte
VERLANGT.
Geben Sie die neue Position ein.
Menü Aktion, wählen Sie ANNEHMEN.
Die neue Position erscheint in der Spalte POSITION.
Um den neuen Nullpunkt der Achse zu kontrollieren, kann man wie folgt
vorgehen:
Bleiben Sie auf der Seite INITIALISIERUNG MASCH.
Stellen Sie die numerische St euerung auf Betriebsart Manuell.
Bringen Sie den Cursor auf die gewünschte Achse in der Spalte
VERLANGT.
Geben Sie einen zu erreichenden W ert ein.
Drücken Sie die T aste
Die Achse muss sich zur eingegebenen Position verschieben.
Kontrollieren Sie das Ergebnis und korrigieren Sie falls notwendig.
DEFINITIONEN SEITE 13
der Frontplatte.
Page 16
KTIVE PERIPHERIEN
A
Seite: WILLKOMMEN.
Ziel:
Diese Funktion erlaubt die Wahl der Peripherie, in der die nötige Information
steht, und dies eigens für die Maschinenparameter, die Produkte, die
Werkzeuge, die CAD Dateien und die Zusatzdateien der Seite
Produktinformation.
Sie bietet unzählige Kombinationen, die besonders auf einem PCArbeitsplatz geschätzt werden. Dank dieser Wahlmöglichkeiten kann der
Bediener sehr leicht mehrere Maschinen kontrollieren.
Das Verständnis dieses Begriffes ist wichtig, denn seine Flexibilität erlaubt
eine grosse Wahlvielfalt.
Begriffsbestimmung:
Die aktive Peripherie ist die Peripherie, in der die Software die Daten liest,
sucht, speichert oder entfernt. Die aktiven Peripherien stehen auf der Seite
WILLKOMMEN.
Auf einigen Seiten kann vorübergehend e i ne andere Pe ripherie für e inen
Eingriff gewählt werde n (z.B. LISTE PROD., PROGRAMMIERUNG
STEMPEL/MATRIZE, ÜBERTRAGUNG).
Aktive Maschinenperipherien
Wenn die Peripherie im Feld MASCHINE geändert wird, folgen automatisch
PRODUKTE, STEMPEL UND MATRIZEN auf die gleiche Peripherie.
Um sie unabhängig voneina nder zu ändern, genügt es sie nachträ gl ich zu
ändern.
Die Peripherien CAD DATEIEN und KOMPLEMENT werden nicht
automatisch geändert, denn sie befinden sich meistens auf einem Netzwerk
und werden oft in einem oder mehreren Verzeichnissen spezifisch geordnet.
Wenn Sie die Peripherie MASCHINE auf diese Art ändern, wird die
Softwareumgebung diejenige einer anderen Maschine. Produkte können also
leicht für verschi edene Abkantpressen simuliert werden.
Anderseits werden Sie immer öfter Disketten mit Beispielen von Spezialprodukten finden (bei CYBELEC oder dem Maschinenhersteller), für der en
Herstellung eine Spezialumgebung nötig war ( Werkzeuge, z.B.). Mit d ieser
Möglichkeit können Sie diese Vorführungen verfolgen, samt d er Maschinenumgebung, in der sie erstellt wurden.
Auf einer numerischen Steuerung ist es natürlich nur möglich mit der
Maschine zu arbeiten,wenn das Feld MASCHINE auf INTERN geschaltet
ist.
Wird eine andere Peripherie benutzt, um zum Beispiel ein Vorführprodukt zu
zeigen, kann die DNC auf Auto oder Halbauto gesc haltet werden. Die
Meldung ENC NICHT ANGESCHLOSSEN wird j edoch erscheinen und
Sie können nicht mit der Maschine arbeiten.
Um die Maschinenperipherie INTERN wieder zu aktivieren:
Wählen Sie MASCHINE INTERN
Initialisieren Sie die ENC durch Menü Aktion und INIT ENC.
SEITE 14 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 17

Aktive Peripherien Produkte
Wählt die Peripherie, in der das Suchen, Speichern und Entfernen der
Produkte vorgenommen wird.
Aktive Peripherien Stempel / Matrizen
Wählt die Peripherie, in der das Suchen, Speichern und Entfernen der
Stempel und Matrizen vorgenommen wird.
Die im Produkt bestimmten Werkzeuge müssen natürl i ch in der angesprochenen Peripher ie vorhanden sein, sonst erscheint eine Fehlermeldung.
LPHANUMERISCHE FELDER
A
Gewisse Felder ( ZEICHNUNG, STEMPEL, MATRIZE, usw.) können
alphanumerische Zeichen enthalten.
Um die alphanumerischen Felder auf den numeri s chen Steuerungen
programmieren zu können, muss die alphanumerische "Software-Tastatur"
benutzt werden.
Sie können diese aufrufen, indem Sie den Cursor ins alphanumerische Feld
stellen (ist das Fe l d nur numerisch, erscheint die Tastatur ni cht) und die Ta st e
drücken.
4 Buchstabentabellen sind vorhanden (#1,#2,#3 und Alt).
Um von einer Tabelle in die andere zu wechseln:
Zeigen Sie auf das Feld unt en links (#1, #2, usw.) und drücken Sie
oder Klick links in diesem Feld.
Um die Buchstaben ins alphanumerische Feld einzugeben:
Wählen Sie den Buchstaben.
Drücken Sie die Taste
Wiederholen Sie den Vorgang für alle weiteren Buchstaben.
Um zu beenden, drücken Sie die Taste
DEFINITIONEN SEITE 15
oder Klick links.
erneut.
Page 18

NSCHLAG
A
Seite: BIEGUNG 2D
Damit kann ein anderer Anschlag als derjenige, der in der jeweiligen
Sequenz gezeigt wird, gewählt werden. Siehe auch Biegefolge und HA oder Anschlag.
Wählen Sie die gewünschte B iegung mit Hilfe der Tasten
.
Anschlag auf Seite 0
Setzen Sie den Cursor ins Feld ANSCHLAG.
Geben Sie die Seitennummer ein, die auf dem Hinteranschlag
abgestützt sein soll (3 in unserem Beispiel).
Drücken Sie die T aste
um die Änderung zu validieren.
und
Geänderter Anschlag
SEITE 16 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 19

NSCHLAG-FREISTELLUNG
A
Seite WERKZEUG BIEGUNG
Zur Erinnerung: Als gefährlich und eine Freistellung benöti gend gelten die
Verschiebunge n der Achsen Z, M1, M2, und die Hi lfsfunktion des Typs
MATRIZE.
Um dem Bediener eine auf Spezialfälle angepasste Funktionsweise zu bieten,
wird ihm jetzt die Möglichkeit gegeben, den Typ der Anschlagfreistell ung
festzulegen.
Der Bediener kann für jede Sequenz in der Seite WERKZEUG BIEGUNG.
im Feld X-FREISTELLUNG seine Wahl treffen.
Achtung:
Die Freistellungsabstände sind in den Maschinenparameter n (Parameter 233)
programmiert und dürfen nicht verändert werden.
3 Arten von Freiste l lung stehen zur Wahl:
MAXIMUM
AUSSERHALB
FREISTELLZONE
KEINE
PM 50
Vorbesetzter Wert.
In diesem Fall geschieht d i e Freistellung beim
grösseren der beiden Werte X-Mass Frei-
stellung Matrize und X-Mass für Sicherheitsgeschwindigkeit. Normalerweise ist
X-Mass für Sicherheitsgeschwindigkeit
der grössere der beiden Werte.
Anschliessend verschieben sich die Achsen mit
ihrer Höchstgeschwindigkeit.
Freistellung auf X-Mass Freistellung
Matrize.
Anschliessend verschieben sich die Achsen mit
der erlaubten Geschwindigkeit innerhalb der
Zone X-Mass für Sicherheits-
geschwindigkeit.
Diese Art von Freist ellung wird verwendet,
wenn es sich um kurze Verschiebungsdistanzen
handelt.
Es geschieht keine Freistellung. Die Achsen
verschieben sich i n Si cherheitsgeschwindigkeit,
falls sie sich in der Zone X-Mass für
Sicherheitsgeschwindigkeit befinden.
PM 50
PM 50
PM 233
PM 233
PM 233
Die Freistellungsdistanz ist von der Matrizenbrei te abhängig. Wenn mehrere
Posten montiert sind, berücksichtigt die Distanz das breiteste der Werkzeuge.
PM 50 und PM 233 sind die Nummern der betroffenen Maschinenparameter.
DEFINITIONEN SEITE 17
Page 20

USPRESSZEIT
A
IEGEFOLGE
B
Seite: BIEGUNG NUM
Bestimmt die Zeit, während der der Druck aufrechterhalten bleibt.
Unprogrammiert beträgt der Wert 0.5 Sekunden. Man kann andere Werte
zwischen 0.0 und 9.9 Sekunden eingeben.
A
UTOMATISCHE BIEGEFOLGE
Die Software kann auf Wunsch eine automatische Biegefolge ermitteln. Das
Ergebnis wird durch die Simulationskriterien bedingt, die der Bediener je
nach Produkt einführen kann (siehe Simulat ionskriterien).
Geben Sie die Produktdaten ein (siehe Bedienungsanleitung).
Seite BIEGUNG 2D, Seite BIEGUNG 3D.
Wählen Sie die Simulationskriterien.
Stellen Sie den Cursor auf das Feld SIMUL. und wählen Sie OHNE
PROGR.BIEGUNGEN.
Wählen Sie BIEGEFOLGE SUCHEN im Menü Aktion.
Je nach Kompliziertheitsgrad des Produktes bietet die Software eine
vollständige, eine Teillösung oder auch gar keine Lösung an. Siehe unten
Modus Rückbiegung.
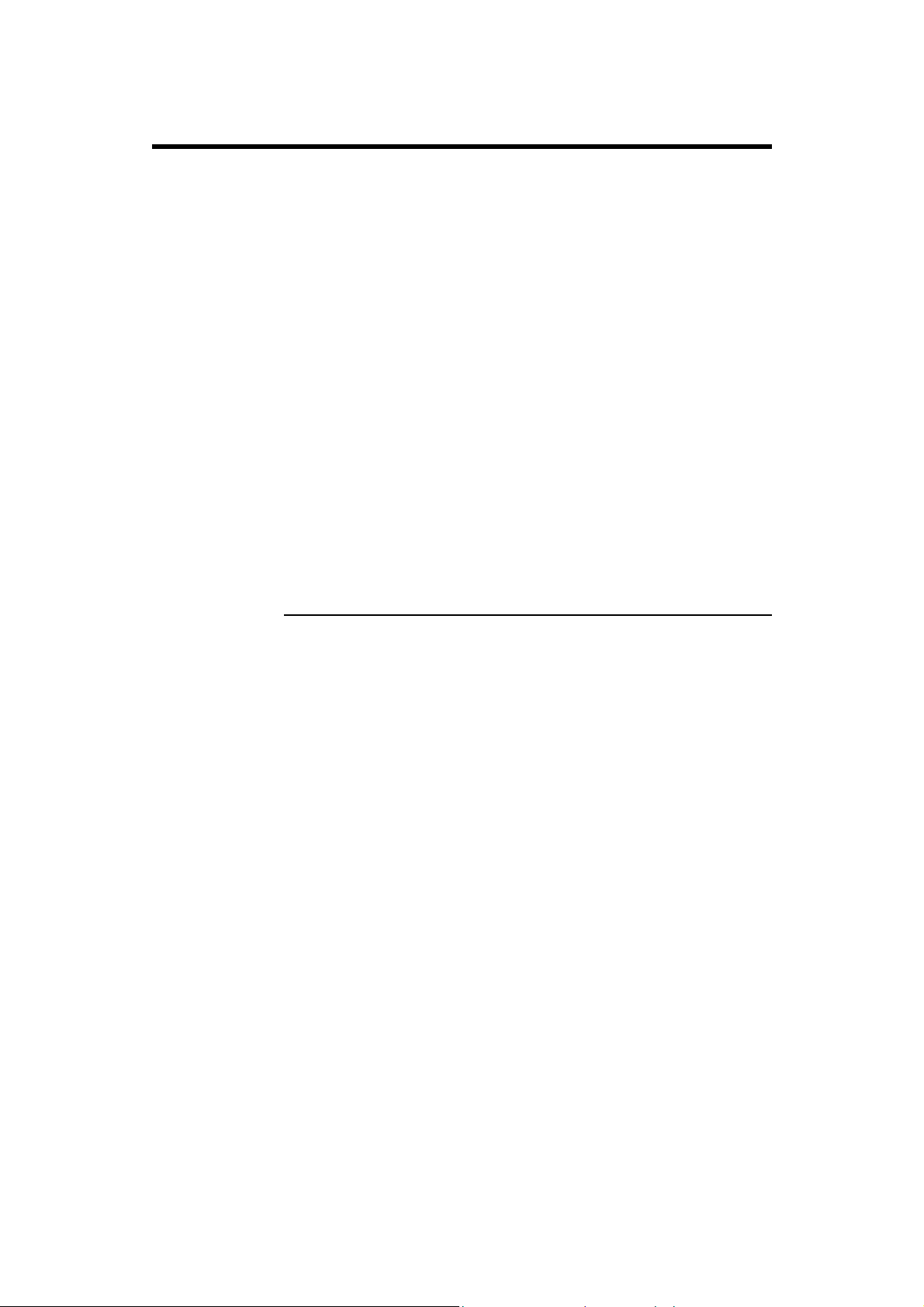
B
IEGEFOLGE ÄNDERN
Diese Arbeit erfolgt auf der Seite BIEGUNG 2D (mit einer 3D Softwareversion kann sie auc h auf der Seite BIEGUNG 3D gemacht werden. Siehe
auch Referenzhandbuch 3D).
Oben: Ausgangslage.
SEITE 18 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 21
Gewünschte Lage.
Wählen Sie die Sequenz, die geändert werden muss (Tasten
oder
).
Bringen Sie den Cursor auf das Feld SEITE und geben Sie die
Seitennummer ein, die gebogen werden soll (3).
Bringen Sie den Cursor auf das Feld ANSCHLAG und geben Sie die
Anschlagnummer an (4). Die Software schlägt im Feld ANSCHL.V
die möglichen Anschläge vor .
Wählen Sie BIEGUNG SIMULIEREN im Menü Aktion.
Die Sequenz, die die gewählte Seite biegen sollte, ist gelöscht worden.
Die nächste Sequenz biegt die gleiche Seite (BIEGUNG 2).
Wenn nötig, kann der Anschlag geändert werden.
DEFINITIONEN SEITE 19
Page 22

Stellen Sie sich in die Sequenz, die geändert werden soll
(BIEGUNG 3 mit denTasten
Bringen Sie den Cursor zuerst auf das Feld SEITE und geben Sie die
Seitennummer ein, dann auf ANSCHL. und geben dort die
Anschlagnummer für diese Sequenz ein (im Beispiel SEITE 1 und
ANSCHLAG 0).
Wählen Sie BIEGUNG SIMULIEREN im Menü Aktion.
Fahren Sie so weiter für andere Biegungen oder um eine ganze Simulation zu
befehlen.
Wenn Sie die Numeri erung der Seiten und Anschläge gut beherrsc hen,
brauchen Sie nicht alle Biegungen zu simulie ren. Nach der Eingabe genügt es
für jede Sequenz den Cursor in das Feld SIMUL zu bringen,
TEILW.PROGR.BIEGUNGEN zu wählen und BIEGEFOLGE SUCHEN
im Menü Aktion.
oder
).
M
ODUS RÜCKBIEGUNG
Der Modus Rückbiegen ist nützlich, wenn die Software für die Biegefolge
keine Lösung findet. Der Modus Rückbiegung zeigt das fertige Prod ukt, der
Bediener kann die Biegefolge so bestimmen wie oben gezeigt wurde, aber in
der umgekehrten Rei henfolge, d.h. von der letzten Biegung zur ersten.
SEITE 20 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 23
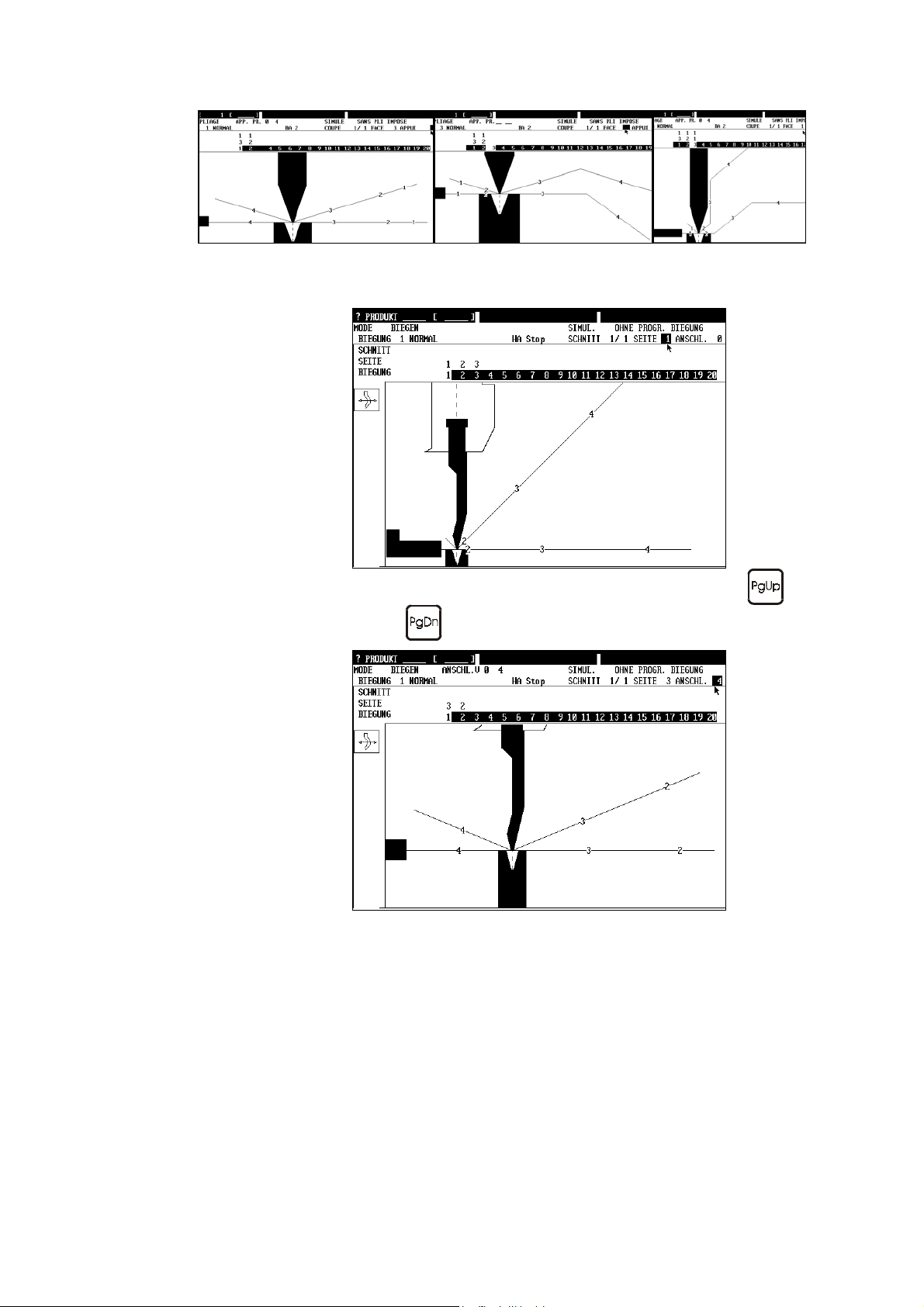
Nachstehend ein einfaches Beispiel, in dem das Produkt den Tisch vor der
Biegung berühr t , wie auch immer das Blech aufgelegt wird. Die Lösung für
dieses Produkt ist, eine Zwischenbiegung zu erze ugen. Diese Lösung wird i n
Spezialbiegungen beschrieben. Dies es Kapitel zeigt nur, wie die Funktion
Rückbiegung angewendet wird.
In der 1. Abbildung berührt das Produkt bei der letz ten Biegung,
in der 2. Abbildung berührt es bereits bei der 2. B iegung.
Nachstehend befinden sich die Produktdaten (die Matrizenhöhe ist 50 mm).
Wenn auf Seite BIEGUNG 2D verlangt wird, eine Biegefolge zu suchen,
erscheint die Meldung Keine Lösung gefunden.
Modus RÜCKBIEGEN wählen.
Die letzte Biegung wird angezeigt, man bemerkt sofort die Kollision.
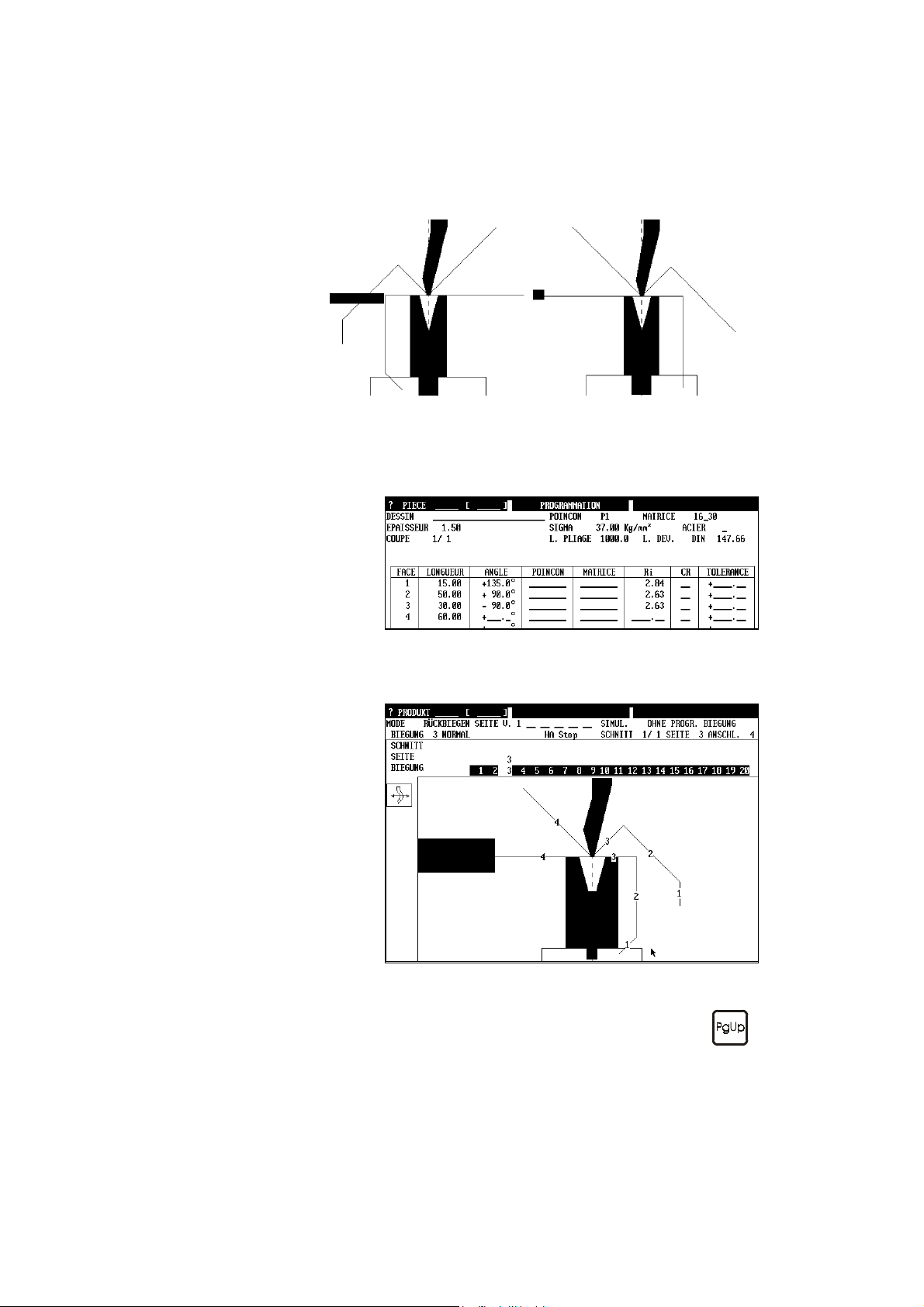
Wird eine Lösung ohne Kollision angezeigt, die Taste
und sehen, ob die Software eine Lö sung anbietet. Wi rd keine Lösung
vorgeschlagen heisst das, dass Kollision da ist.
Im Feld SEITE die verschiedenen Seiten programmieren oder ändern
und sehen, was für Möglic hkeiten bestehen.
DEFINITIONEN SEITE 21
drücken
Page 24
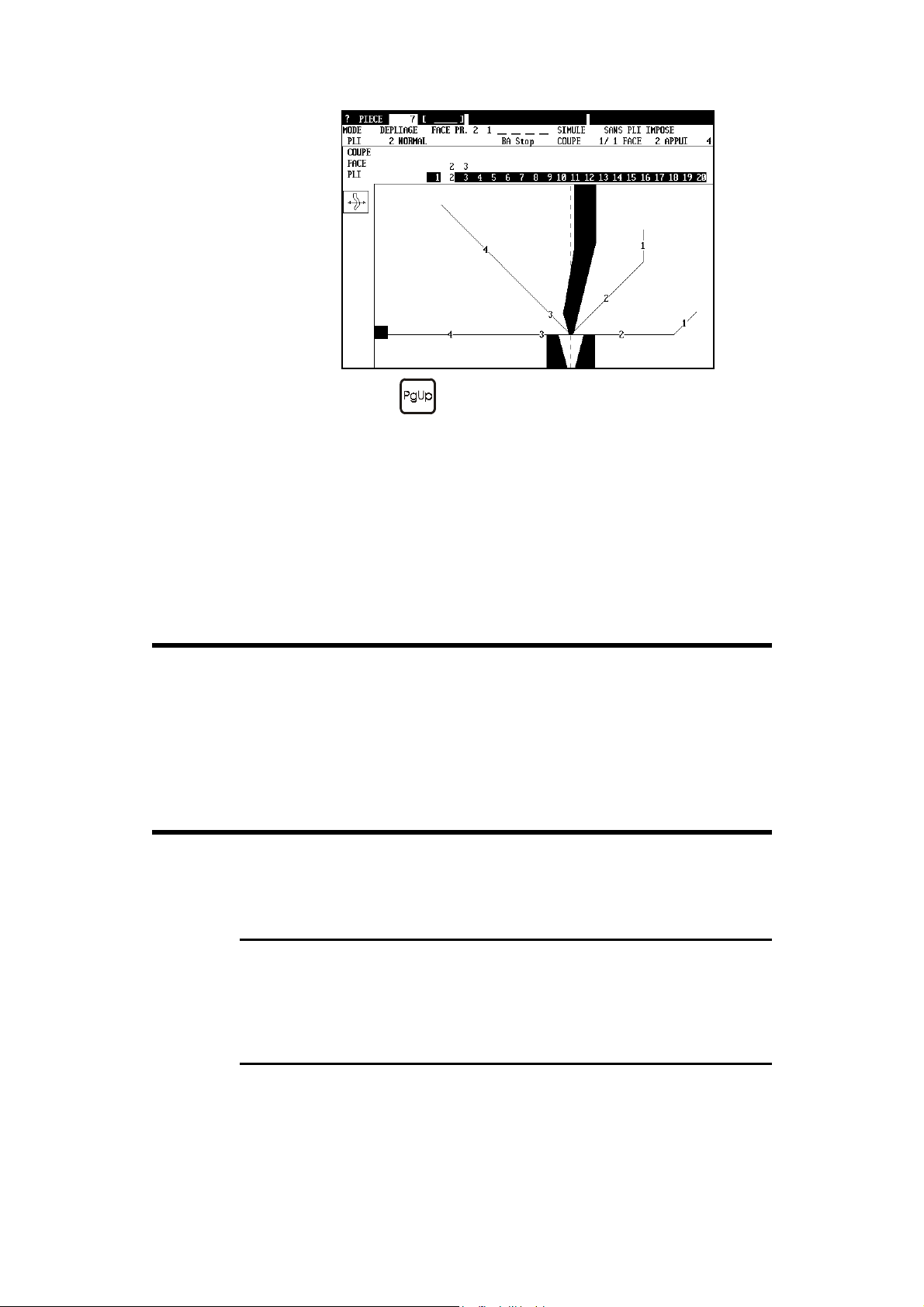
Die Taste
stellen.
Wenn die Software eine Lösung findet, wird diese sofort angezeigt,
so wie auch die anderen möglichen Seiten (Feld SEITE V. = vorgeschlagene Seite).
Im Modus Rückbiegen werden die vorgeschlagenen Seiten im Feld SEITE V.
angezeigt. Der Bediener kann also die vorgeschlagenen Seiten eine nach der
anderen im Feld SEITE eingeben, um das Resulta t zu sehen.
IEGEGESCHWINDIGKEIT
B
Seite: BIEGUNG NUM.
Dieses Feld erlaubt, die Biegegeschwindigkeit zu reduzieren. Es wird in %
der maximalen Biege gschwindigkeit progra mmiert.
IEGUNG
B
drücken, um sich in die vorhergehende Sequenz zu
IM M
ATRIZENGRUND
Siehe Prägen.
E
NDGÜLTIGE BIEGUNG
Siehe Spezialbiegungen.
SEITE 22 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 25

Z
WISCHENBIEGUNG
Siehe Spezialbiegungen.
S
EQUENZ OHNE BIEGUNG
Seite BIEGUNG NUMERISCH
Es kann manchmal nützlich sein, eine Sequenz ohne Biegung zu erstellen,
aber mit einer Ac hsenverschiebung oder einer Hilfsfunkt i on.
Fügen Sie eine Zusatzseque nz ein (siehe Sequenz einfügen).
Auf der Seite BIEGUNG NUMERISCH entfernen Sie in der
gewünschten Sequenz den W inkel und programmiere n Si e einen Wert
Y1/Y2 der grösser ist als der Klemmpunkt.
Bei der Ausführung des Produktes positionie ren sich die Achsen und
Hilfsfunktionen wie gewöhnlich, doch wenn der Bediener einen Abwärtsbefehl gibt, wird die Oberwange nicht abwärts fahren. Wenn sich die DNC i n
automatischer Betriebsart befindet, wird die folgende Sequenz angezeigt, die
Achsen werden sich auf die neuen Werte positionieren und die Oberwange
wird, wie gewohnt, auf einen Abwärtsbefehl warten.
Im Fall wo die Oberwange nicht abwärts fahren sollte und der Bediener die
Y1/Y2-Werte direkt programmiert hat, muss überprüft werden, dass diese
Werte nicht grösser sind als der Klemmpunkt.
IEGUNGSZÄHLER
B
Die Seite WILLKOMMEN zeigt die Anzahl der seit einem bestimmten
Datum ausgeführten Biegungen an. Der Zähler wird in unserem Wer k auf
Null gestellt. Wenn in automatischer oder halbautomatischer Betriebsart die
erste Biegung vo rgenommen wird, so beginnt der Zähler zu zä hl en, und das
Datum wird automatisch eingetragen. Dies e Daten können vor Ort nicht
geändert werden.
ILDSCHIRMKOPIE
B
Mit der ModEva/DNC 880S Software können Bildschirmkopien für die
Herstellung von D okumentation, Date nblättern usw. leicht ausgeführt werden.
Für die Bild schirmkopie wird wie folgt vorgegangen:
Starten Sie die Textverarbeitung oder eine andere Software, in die Sie
den Bildschirm übertragen möchten.
Starten Sie die ModEva/DNC 880S Software.
DEFINITIONEN SEITE 23
Page 26
Kopieren Sie das aktive Fenster mit einem Druck auf die Taste
Print
Screen
und
Der Bildschirm wird in die Zwischenablage von Windows übertragen.
Aktivieren Sie die Software, in welche Sie die Bildschirmkopie
einfügen wollen, indem Sie gleichzeitig die Tasten
ein- oder mehrere Male dr ücken, je nach I hrer gerade laufenden
Anwendung.
Setzen Sie das Bi l d mit der Funktion Einfügen des Menüs Bearbeiten
Ihrer Text verarbeitung ein. Sie können das Bild nach Wunsch
verkleinern oder zuschneiden.
Sie können auch die Bildschirmkopie-Werkzeuge verwenden, die speziell für
diesen Anwendungstyp bestimmt sind und d i e die Farbkopien sofort in Gra uNiveaux umwandeln können. Die s e Softwares sind zum Beisp iel Corel
Capture (in Corel Draw eingeschlosse n) oder Hardcopy, eine auf Internet
www.hardcopy.de verfügbare Freeware Software.
S
CHWARZ
/ W
.
EISS
, F
ARBE
und
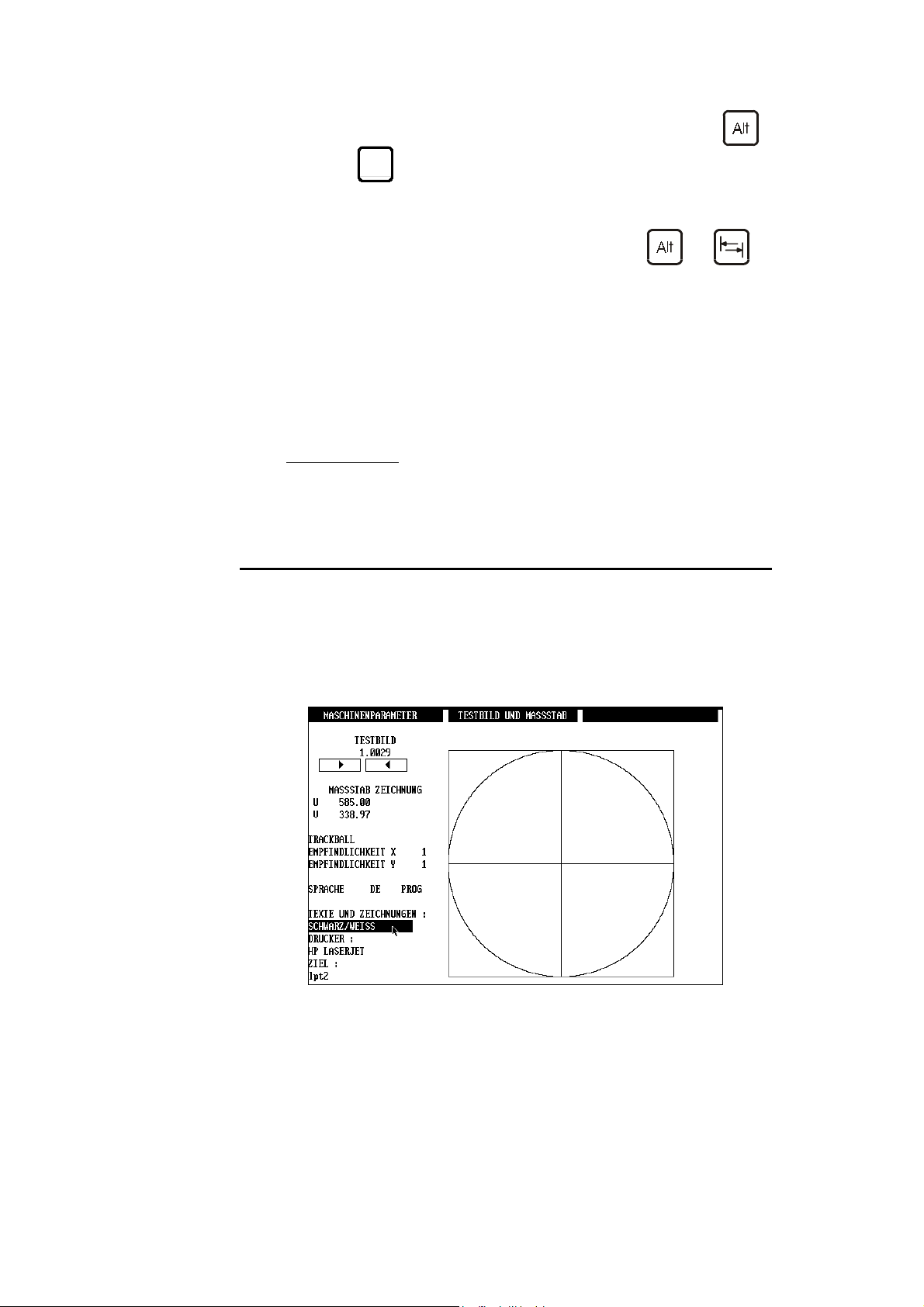
Um die Erstellung von Dokumenten mit Bildschirmkopien zu erleichtern,
kann die ModEva/DNC 880S Software auf schwarz/weiss umgestellt werden.
Es wird folgendermassen vorgegangen:
Rufen Sie die Maschinenparameter auf, Seite TESTBILD UND
MASSSTAB.
Wählen Sie SCHWARZ/WEISS im Feld TEXTE UND
ZEICHNUNGEN.
SEITE 24 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 27

B
ILDSCHIRM DRUCKEN
Wir empfehlen Ihnen, die Software auf SCHWARZ/WEISS umzustellen,
bevor Sie ausdrucken.
Druckerwahl
Rufen Sie zuerst die Maschinenparameter auf, Seite TESTBILD UND
MASSSTAB.
Windows Version
Die Druckerwahl unter Windows ist nicht effektiv.
Es ist der Drucker, welcher im Menü "Parameter – Drucker" von
Windows vorgegeb en ist, der den Drucker bestimmt.
Achtung: wenn man den Drucker wechsel t (das Menü "Parameter –
Drucker" von Windows) während ModEva/DNC 880S in Betrieb ist,
muss ModEva/DNC 880S verlassen und neu gestartet werden, damit
der neue Drucker anerkannt wird.
DEFINITIONEN SEITE 25
Page 28

Wählen Sie den Bestimmungsort. Ist die Zeil e leer, handel t es sich um
PRN. Man kann LPT1, LPT2 oder einen Dateinamen eingeben.
Wenn Sie NUL ins Bestimmungsfeld eingeben, ist j eder Druck
unmöglich und löscht die betroffene Zeile aus dem Menü AKTION.
Um eine Seite zu druc ken
Wählen Sie die gewünschte Seite.
Rufen Sie das Menü AKTION auf und wählen Sie BILDSCHIRM
DRUCKEN.
OMBIERUNG
B
Um alle Parameterseiten zu drucken:
Stellen Sie sich auf die Parameterseite, die Sie als erste Seite haben
möchten (zum Beispiel die erste Seite der Parameter N2X)
Rufen Sie das Menü AKTION auf und wählen Sie PARAM DRUCK.
Die Software wird eine nach der ande ren alle Par ameterseiten drucken
(auch die Unte rseiten). Der Druck kann durch irgendwelche Taste
unterbrochen werden (zum Beispiel am Ende der Parameter N2X). Er
wird nicht sofort, sondern am Ende d er gerade im Druc k st ehenden
Seite unterbrochen.
Seite: BIEGUNG NUM.
Gilt nur wenn Ihre Maschine mit einer Bombierungsoption versehen ist.
Die Bombierung wird bei der Simulation aut omatisch berechnet. Das Resultat
hängt von der angewandten Kraft und der in den Maschine n-parametern
programmierten Eichungskurve ab.
Der Bediener kann diese Werte Sequenz um Sequenz ändern; sie werden aber
bei einer nächst en Simulation neu berec hnet.
Die Arbeitseinheit kann je nach Hersteller va riieren, für nähere Auskunft
wenden Sie sich bitte an Ihren Maschinenbauer.
Gewöhnlicherweise wird jedoch "Prozent" als Einheit verwendet, das heisst ,
wenn in diesem Feld 50 programmiert ist, ergibt das 50% des Höchstwertes
der Bombie rung.
SEITE 26 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 29
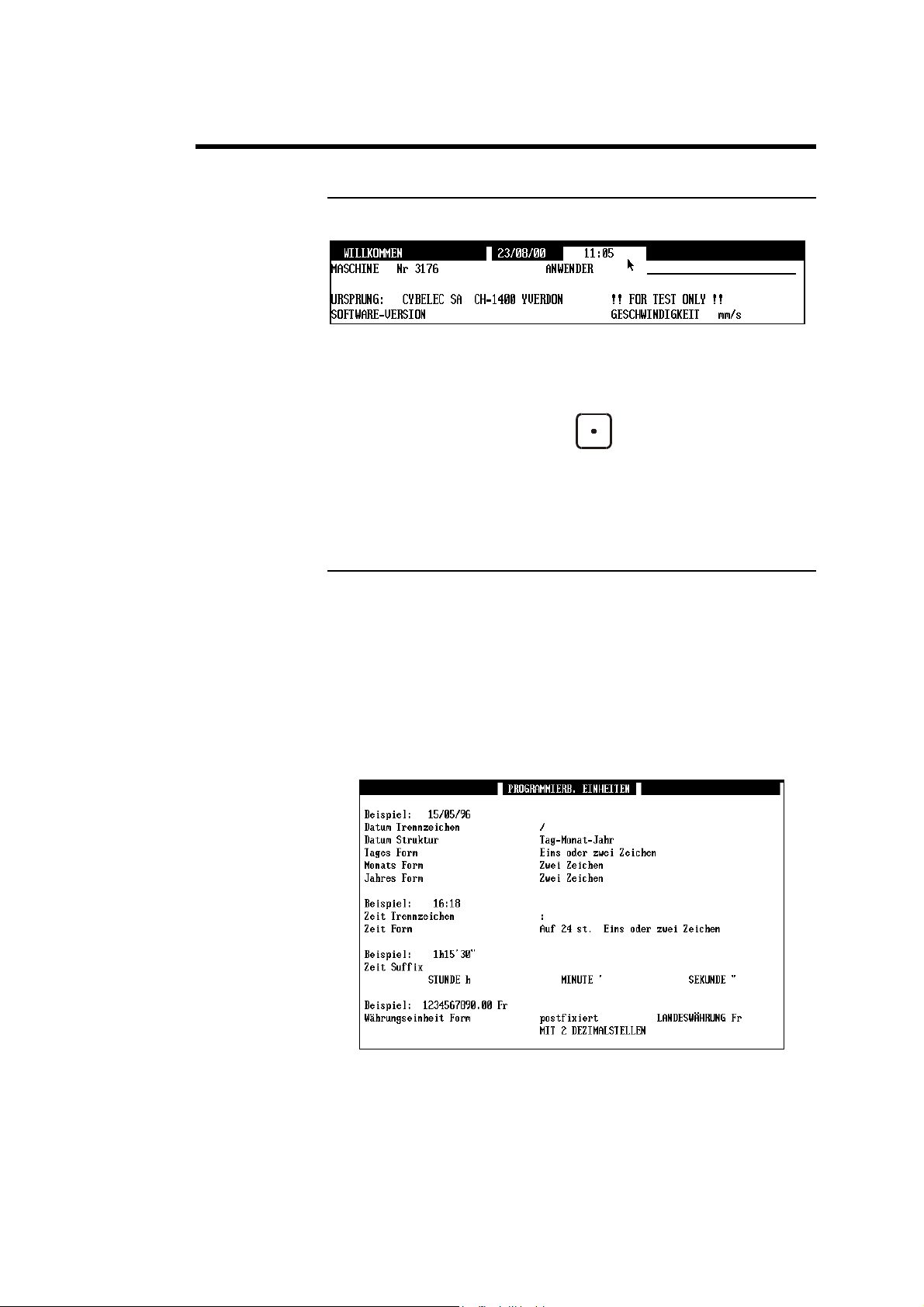
ATUM UND ZEIT
D
Datum und Zeit ändern Seite WILLKOMMEN
Die Seite WILLKOMMEN aufrufen.
Den Cursor oben im Bildschirm auf Datum oder Zeit setzen und den
neuen Wert einge ben, unter Einhalt ung des Formats.
Auf der DNC muss, um die Änderung zu bewilligen, der Schlüssel
auf 2 positioniert, und die Taste
werden.
Jahr 2000 Wenn das Jahresformat in 2 Ziffern gegeben ist, nimmt die Software an, dass:
00 bis 68 = 2000 bis 2068, und dass 82 bis 99 = 1982 bis 1999 bedeutet.
Änderung des Anzeigeformats von Datum und Zeit
Zusatzseite zur Seite WILLKOMMEN.
Zur Änderung von Datum und Zeit der Numerische n Steuerung.
Rufen Sie die Seite WILLKOMMEN auf und wählen Sie
DATUM/ZEIT im Menü AKTION.
Eine neue Seite e rscheint, in der man den DNC-Kontext parametrieren kann
(internatio nale Parametrierung).
Vorzubesetzende Grundparameterwerte können auch durch die Funkt ion
GRUNDEINST im Menü AKTION eingegeben werden.
als Trennzeichen verwendet
Ordnen,
Suchen
DEFINITIONEN SEITE 27
Wir empfehlen Ihnen, in Ihrer DNC oder Ihrem PC regelmässig Zeit und
Datum richtig zu stel len (ungefähr al le 3 Monat e oder nach einem Eingriff) ,
damit das Ordnen und das Suchen von programmierten Produkten (nach
Datum/Zeit) erleichtert wird.
Page 30
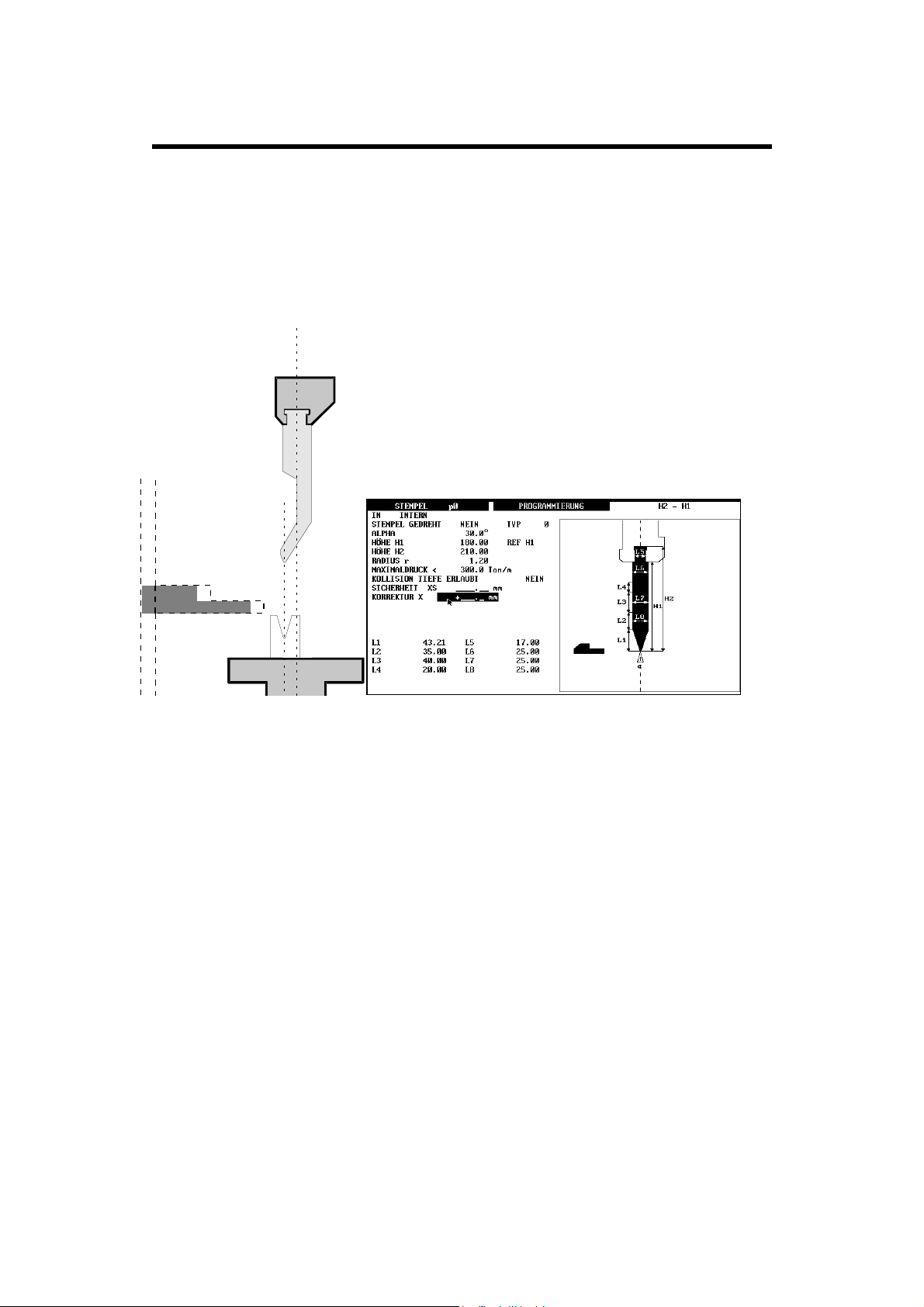
EZENTRIERTE WERKZEUGE
D
Seite: PROGRAMMIERUNG DER STEMPEL
Das Feld KORREKTUR X erlaubt, eine allfällige Dezentrierung eines
Stempels zu korrigieren.
Diese Korrektur bewirkt eine von der Dezentrierung des Werkzeuges
abhängige "Nul lpunktänderung" des Hinteranschlages, wobei die
Montagerichtung des Werkzeuges auch berücksichtigt wird. Die Korrektur
wird wirksam beim Übergang in Halbautomatik- oder Automatikbetrieb.
SEITE 28 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 31

INFÜGEN EINER SEQUENZ
E
Seite BIEGUNG NUM
Um eine Sequenz einzufügen:
Bringen Sie den Cursor in das Feld BIEGUNG, dann positionieren Sie
sich in die Sequenz, die Sie einfügen möchten (zum Beipiel 2) mit den
Tasten
Wählen Sie BIEGUNG EINFUEGEN (Menü Aktion).
Die eingefügte Seq uenz nimmt den Rang 2 in unserem Bei spiel ein und
verschiebt die Sequenz 2 auf Rang 3. Eine eingefügte Sequenz ist leer.
Wenn man eine Sequenz einfügt, indem man ihren Inhalt kopiert, muss gleich
vorgegangen werden, aber es muss BIEGUNG KOPIEREN (Menü Aktion)
gewà hlt werden.
Seite BIEGUNG 2D
Diese Möglichkeit wird bei einer Spezialarbeit gebraucht (Stanzen, Kümpeln
usw), die grafisch nicht dargestellt werden kann.
oder .
Wenn man auf der Seit e BIEGUNG 2D eine Sequenz einfügt, zeigt diese
immer die Grafik der vorigen Sequenz. Die neue Sequenz wird NICHT
grafisch dargestellt.
Eine so eingefügte Sequenz bleibt leer. Man muss zuerst die Seite BIEGUNG
NUM aufrufen, um die eingefügte Sequenz zu ändern.
Um eine Sequenz einzufügen:
Bringen Sie den Cursor ins Feld BIEGUNG, dann positionieren Sie
sich in die Sequenz, die Sie einfügen möchten (zum Beispiel 2) mit
den Tasten
Wählen Sie BIEGUNG EINFÜGEN (Menü Aktion).
Die eingefügte Seq uenz nimmt in unserem Beispiel den Rang 2 ein und
verschiebt die Sequenz 2 auf Rang 3.
oder .
DEFINITIONEN SEITE 29
Page 32

OLGEBÜGE
F
Tip Wenn man im Feld CR 99 pr ogr ammi er t, bestimmt die Software von sich aus
(CR)
Seiten: PRODUKT NUMERISCH und BIEGUNG NUM.
Mit Folgebügen wird eine Biegung mit grossem Innenradius gemacht.
Man kann Folgebüge auf der einen oder der anderen Seite programmieren.
Folgebüge werden durch eine Programmierung von 4 bis 98 bestimmt (eine
Programmierung mit 0, 2 oder 3 bewirkt eine Fehlermeldung).
Bemerkung: Damit das Ergebnis befriedigend ist, muss die für den Winkel
benötigte Anzahl Biegungen so festgelegt werden, dass jede
Segmentlänge grösser a l s die Hälfte der V-Öffnung der Matriz e
ist.
Ist dies nicht der Fall erscheint eine Meldung und da s Ergebnis
ist ein zu offener Winkel.
die maximale Biegungsanzahl für die Folgebüge. Selbstverständlich kann der
Bediener die Anzahl Biegungen sp äter verringern, wenn er dies wünscht.
Im Modus Folgebüge werden die erste, zweite, vorletzte und letzte Biegung
durch die Software -nach untenstehende r Abbildung- versc hieden berec hnet.
Vorgang beim Arbeiten mit Folgebügen
Seite PRODUKT NUMERISCH
Rufen Sie die Seite PRODUKT NUMERISCH auf.
Geben Sie in der Spalte L den Wert d es gewünschten Schenkels ein.
Geben Sie den gewünschten Endwinkel ein.
Geben Sie den Endinnenradius im Feld Ri ein.
Geben Sie die Biegungsanzahl für die Fo lgebüge im Feld CR ein.
Siehe auch
SEITE 30 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 33

Toleranz.
Programmierungsbeispiel
Rufen Sie die Seite PRODUKT NUMERISCH auf.
Geben Sie die Werkzeuge und das Mat erial wie gewohnt ein.
Geben Sie die Abmessungen des Produktes mit dem Fol ge büge-
Innenradius in der Spalte Ri ein.
Geben Sie 99 ein im Feld CR, die Sof tware wird die maximale
Biegungsanzahl für diese Folgebüge berechnen (siehe obenstehende
Abbildung).
Starten Sie die Berechnung (über d as Menü Aktion), um die gestreckte
Länge, die Toleranz (s iehe
DEFINITIONEN SEITE 31
Page 34

Toleranz), und die Biegungsanzahl für die Folgebüge zu erhalten.
Rufen Sie die Seite BIEGUNG 2D auf.
Achten Sie darauf, dass das Feld SIMUL. auf OHNE PROGR.
BIEGUNG ist.
Wählen Sie BIEGEFOLGE SUCHEN (über das Menü Aktion).
Gehen Sie dann in halb-auto
über (auf PC Taste F8 und F10
drücken, um in den Programmierungsmodus zurüc kzukehren).
Die Biegung mit der Taste
simulieren.
Programmierungsbeispiel für eine Rinne
Für die Ausführung eines so l chen Produktes :
Rufen Sie die Seite PRODUKT NUMERISCH auf.
Geben Sie die Werkzeuge und das Material wie gewöhnlich e in.
Geben Sie die Produktmasse ein mit dem Innenradius der Folgebüge.
SEITE 32 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 35

Geben Sie 99 ein im Feld CR, die So ftware wir d die maximale
Biegungsanzahl für diese Folgebüge berechnen (siehe obenstehende
Abbildung).
Setzen Sie die Berechnung in Gang, um die abgewickelte Länge und
die Toleranz zu erhalten.
Rufen Sie die Seite BIEGUNG 2D auf.
Im gegenwärtigen Stand der Software gibt die automatische Simulation für
dieses Produktbeispiel kein Ergebnis.
Man muss daher den Modus RÜCKBIEGUNG benutzen, um die Biegefolge
halbautomatisch zu erzwingen.
Im untenstehenden Beispiel ist die Biegungsfolge nicht geändert worden. Der
Bediener ka nn dies während des Vo rganges tun.
DEFINITIONEN SEITE 33
Page 36

Wählen Sie den Modus RUCKBIEGUNG.
Das Produkt erscheint in den Werkzeugen mit der letztprogrammierten
Biegung.
Geben Sie die Seite ein, die zuletzt gebogen werden muss (in diesem
Beispiel 3)
Wenn Sie das Feld SEITE ver lassen, wird die gewählte Biegung
gezeigt.
Setzen Sie den Cursor in das Feld ANSCHLAG und ändern Sie
notfalls den Anschlag. Für dieses Produkt wurde der automatisch
vorgeschlagene Anschl ag 4 behalten.
Trotz der in dieser Situation sichtbaren "Kollision" wird es dank der
Folgebüge keine Kollision geben (siehe weiter unten in der Simulation
in der halbautomatischen Betriebsart).
Drücken Sie die Taste
Die Software zeigt die vorhergehende Biegung (eine andere Biegung
kann gewählt werden, indem im Feld SEITE die gewünschte Biegung
programmiert wird). Der vorgeschlagene Anschlag (5) wird behalten,
kann aber auch geändert werden.
.
SEITE 34 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 37

Wiederhol en Sie den obigen Vorgang bis zur Biegung Nr 1.
Gehen Sie in die halbautomatische Art über
(auf PC drücke n Sie
F8).
Visualisieren Sie das Ergebnis Schritt für Schritt mit der Taste
für jede gemachte Biegung. (Auf PC, drücken Sie die Taste F10 um in
den Programmierungsmodus zurückzukehren).
Bemerkung: In die s em Beispiel wurde de r Anschlag mit einer R-Achse
versehen. Die Software berechnet also seine Position den
Folgebügen entsprechend. Verfügt Ihre Maschine nicht über
eine R- Achse, kann ein senkrechter Anschlag auf d em
Originalanschlag angebracht werden.
DEFINITIONEN SEITE 35
Page 38

ESTRECKTE LÄNGE
G
Seiten: PRODUKT NUMERISCH
Die Berec hnung der gestreckten Länge wird mit der Aktion BERECHNUNG
erzielt. Verlässt man jedoch die Seite PRODUKT NEMERISCH wird dieses
Feld automatisch berechnet.
Die gestreckte Länge wird nach der Norm DIN 6935 berechnet.
Um diese Norm zu erhalten, wenden Sie sich bitte an die zutreffende Stelle.
Nachstehend finden Sie einen Auszug dieser Norm, der die zur
Verlängerungsberechnung benutzten Masse veranschaulic ht.
Korrekturwert e zur Berechnung der gestreckten Länge (nach DIN6935)
können auf der Sei t e MATERIAL der Maschinenparameter programmiert
werden (siehe weiter unten).
Die rotierende Liste DIN, REAL zeigt, ob der angegebene Wert ein DIN-wert
ist oder ei n vom Bediener ei ngegebener We rt.
SEITE 36 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 39

DIN
Wird die Option DIN gewählt, wird die gestreckte Blechlänge nach der Norm
DIN 6935 berechnet oder durch einen Korrekturfaktor des Materials
korrigiert (siehe weiter unten) .
REAL
Wird REAL gewählt, kann im Feld GESTR.LÄNGE die auf dem Produkt
gemessene Länge eingegeben werden.
Der Unterschied zwischen der D IN-Berechnung und dem manuell
eingegebenen Wert wird proportional auf die verschiedenen Seiten verteilt.
Korrekturfaktor der Berechnung DIN 6935
Wenn die DIN-Norm situationsgemässe Berechnungen nicht ermöglicht,
können mit der Software Korrekturfa ktoren programmiert werden.
Die Programmierung der Kor rekturfaktoren erfolgt in den
Maschinenparametern auf der Seite MATERIAL.
Zehn Faktoren -numeriert zwischen 0 und 9, stehen für jede Materialart zur
Verfügung (Stahl, Alu, I nox, Spezial 1, Spezial 2).
Im Feld K wird der Korrekturfaktor, den man auf der Norm DIN 6935
anwenden will, eingegeben. Ohne weitere Angaben entspricht der Wert
1.000.
Der K-Faktor korrigiert hauptsächlich die DIN Berechnung in der Zone der
Biegungsverformung. (Der hier beschriebene K-Faktor entspricht nicht dem
der Formel DIN).
Eine zweckmässige Benutzung dieses Feldes erzielt eine Lösung für jedes
Material.
Die Benutzung dieser Korrekturmethode erfolgt, indem man das Mat erial
wählt (hier STAHL) und das nächste Feld mit der Korrekturnummer (im
obigen Beispiel 2).versieht. Wird der Korrekturfaktor benutzt, zeigt das DIN
Feld den korrigierten - mit dem gewählten Fakt or versehenen - W ert an.
DEFINITIONEN SEITE 37
Page 40

HA
ODER ANSCHLAG
Seiten: BIEGUNG NUMERISCH, BIEGUNG 2D
Zeigt für die jeweilige Sequenz den Anschlag an, oder erlaubt eine
Anschlagwahl.
Die DNC berechnet der Wahl entsprechend die Zielpositionen der Achsen X
und R neu. Lassen Sie die rotiere nde Liste anzeigen und wählen Sie den der
Sequenz entsprechenden Anschlag.
Dieses Feld er scheint nicht, wenn in den Ma schinenparametern nur ein
definierter Anschlag besteht.
Anschlagänderung in der Seite Biegung 2D
Es ist möglich einen a nderen in der D NC vordefiniert en Anschlag zu wählen.
Siehe auch Biegefolge.
Geben Sie die Bezeichnung des gewünschten Anschlages ein oder
wählen Sie diese aus der rotierenden Liste.
Anschlag
Auflage
SEITE 38 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 41

ILFSFUNKTIONEN
H
Die Hilfsfunktionen sind je nach Hersteller zu verschiedenen Zwecken
programmier- und benutzbar.
Erkundigen Sie sich bitte über die Funktionsmöglichkeiten beim
Maschinenhersteller.
NDEXIEREN EINER ACHSE
I
Seite INITIALISIERUNG MASCH. - ENC/DNC Menü Aktion
Die Funktion INDEX. ACHSEN gestattet, die Achsen zu indexieren, oder
neu zu indexieren (falls sie bereits indexiert waren).
Falls die DNC nicht indexiert ist, so hat dies denselben Effekt wie wenn die
Start-Taste
Wenn die DNC sc hon indexiert ist erlaubt dies, die Achsen neu zu indexieren
ohne den Strom zu unterbrechen. In diesem Fall verlangt die DNC eine
Bestätigung, um die Operation durchzuführen. Es muss darauf geachtet
werden, dass sich der Stössel unterhalb der Indexe befindet !
OLLISION TIEFE ERLAUBT
K
Seiten: WERKZ. BIEG., PROGRAMMIERUNG STEMPEL/MATRIZE
Die Software erz eugt eine Fehlermeldung, wenn eine Materialüberlastung auf
dem Matrizengrund und/oder a uf den Stempel-oder Matrizenseiten vorliegt.
Diese Meldung wird im interaktiven Feld eingeblendet. Die Software schaltet
auf die Seite WERKZ.BIEG. mit dem Cursor auf diesem Feld.
Ohne besondere Angaben wird der Kollisionstest bei jeder Biegung vorgenommen. Auf der Seite WERKZ.BIEG. ist das Feld KOLLISION TIEFE ERLAUBT mit AUF DIESER BIEGUNG NEIN vorbesetzt.
Es ist jedoch möglich, diese Sicherheitauf der Seite WERKZ.BIEG.für das in
Arbeit stehende Produkt (siehe unten) oder generell auf der Seite
PROGRAMMIERUNG STEMPEL oder MATRIZE auszuschalten.
gedrückt wird, um di e DNC zu indexier en.
DEFINITIONEN SEITE 39
Page 42

Seite WERKZ.BIEG
Zwei Möglichkeiten stehen zur Wahl:
AUF DIESER BIEGUNG /
JA / NEIN
GLOBAL
Seitenkollision Kollision auf dem Matrizenboden
Der Kollisionstest wird (oder wird nicht je
nach Wahl JA oder NEIN) nur auf der
laufenden Bie gung durchgeführt.
Der Kollisionstest wird für alle
Produktseq uenzen unterlassen.
Seite PROGRAMMIERUNG STEMPEL / MATRIZE
Wird der Kollisionstest allgemein nicht erwünscht, kann er bei der Produkteinrichtung unterlassen werden.
Dazu muss diese Situation bei der Werkzeugeinrichtung mit KOLLISION
TIEFE ERLAUBT JA programmiert werden. Damit diese Erlaubnis gültig
ist (auf der Seite WERZ.BIEG.) müssen sowohl der Stempel wie die Matrize
diese Erlaubnis erhalten.
Wenn das eine oder andere Werkzeug die Erlaubnis nicht freigibt, ist wieder
NEIN gültig.
SEITE 40 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 43

ORREKTUREN (TABELLE
K
...)
Möglicherweise zei gt die Praxis, d ass gewisse Winkel oder / und Schenkellängen oft oder immer um den gleichen Wer t zu korrigieren sind.
Um dem Bediener unablässige Korrekturen zu ersparen, existiert eine
Korrekturt abelle, genannt MATERIAL, in die man über die Maschinen-
parameter gelangt.
5 Materialien sind vorprogrammiert:
STAHL
ALUMINIUM
VA
SPEZIAL 1
SPEZIAL 2
Die Tabellen der Seite MATERIAL sind für jedes dieser Materialien
verschieden.
In dieser Seite befinden sich hauptsächlich 3 Tabellen:
GESTRECKTE LÄNGE
Erlaubt, mittels 10 Spalten (0-9) nach Wahl 10
verschiedene Korrekturen der DIN-Berechnung
(DIN 6935) der gestreckten Länge
vorzunehmen.
Wenn in obigem Be i s piel das gewählte
Material STAHL 3 ist, wird die Korrektur:
DIN * 0.850 sein.
Die Wahl der Korrektur wird in den Seiten
PRODUKT NUM, BIEGUNG NUM, usw.
getroffen, in dem Feld, das unverzügl i ch dem
Material folgt.
DEFINITIONEN SEITE 41
Page 44

KOMPENSATION
RÜCKFEDERUNG
DRUCK
TOLERANZ KP IN %
DER STÄRKE
KORREKTURFAKTOR
STÄRKE
Erlaubt di e Bestimmung einer Winkelkorrektur
für jeden Materialtyp gemäss programmiertem
Winkel. Im obi gen Beispiel werden die Winkel,
die zwischen 76° et 90° liegen und das Material
STAHL verwenden, automatisch um -2.5°
korrigiert.
Diese beiden Faktoren ersetzen die Berechnung
der Presskraft, die normalerweise durch die
DNC ausgeführt wird. Nicht programmiert,
sind diese Werte:
LUFTBIEGUNG = 1.75
MATRIZENGRUND = 42.0
Wenn nötig, ändern Sie diese Werte nach
Ihrem Bedarf. Diese zwei Werte sind jeder der
5 Materialien eigen.
Dieses Feld ist eine Sicherheit für die
Werkzeuge.
Wenn bei der Stärkemessung die Mater ialstärke
höher als nnn% ist, wird ein Alarm ausgelöst.
Siehe Kapitel Korrekturen durch Stärkemessung
/ Messung am Klemmpunkt.
Diese Tabelle wird durch die Funktion der
Stärkekorrektur am KP verwendet. Siehe
Kapitel Korrekturen durch Stärkemessung /
Messung am Klemmpunkt.
L. B
IEGUNG
Seiten: PRODUKT NUM, BIEGUNG NUM.
Biegungslänge,-manchmal auch "Biegungsbreite genannt, bezeichnet die
Distanz zwischen den beiden Enden ei ner Biegung.
Wenn die Programmierung eines Produktes auf der Seite PRODUKT NUM
oder BIEGUNG NUM erfolgt, muss di e Biegungslänge vom Bediener
eingegeben werde n.
Dieser Wert ist unumgänglich, damit di e Software den Druc k, die Bombierung und/oder den Abstand der Maschinenachsen (Z1 und Z2) automatisch
berechnen kann.
Mit der 3D Softwareversion wird dieser Wert automatisch behandelt, wenn
die Programmierung in 3D gemacht wurde.
SEITE 42 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 45

L
ÄNGE
Seite: PRODUKT NUMERISCH
Dieses Feld bestimmt die Länge eines Schenkels (siehe die Beispiele in der
Beidienungsanleitung) und zeigt an, dass man sich im L-alpha Modus
befindet. I n diesem Modus wird zuerst die Länge eingegeben, dann d er
dazugehörende Winkel, di e nächste Länge, der Winkel, usw.
Manchmal erschwert d ie Ausführung der Zeichnung e ine Programmierung im L-Alpha Modus. Man kann in diesem Fall die Bemassungsmethode auf LU/LW umschalten mit der rotierenden Liste LÄNGE und so mit den Koordinaten programmieren.
LW
ÖSCHEN
L
LU
Diese Erleichterung ist leider nicht normiert. Das Ergebnis kann daher in
gewissen Fällen leichte Abweic hungen aufweisen.
NTFERNEN
/ E
Diese Arbeitsgänge stehen im Menü AKTION zur Verfügung. Si e sind je
nach Kontext verschieden. Nachstehend finden Sie die Definition dieser
Aktionen.
BIEGUNG LOSCHEN
SCHNITT LOSCHEN
PRODUKT LOSCHEN
BIEGUNG
ENTFERNEN
LU
LW
Löscht den Inhalt aller Felder, aber die
Sequenz bleibt.
Löscht die Dat en ( Biegungsfolge) des
gewählten Schnittes.
Löscht den Inhalt des Arbeitsspeichers.
Entfernt die gewählte Sequenz ( mit
automatischer Neukompaktierung).
SCHNITT ENTFERNEN
PRODUKT
ENTFERNEN
ENTFERNEN
DEFINITIONEN SEITE 43
Entfernt den gewählten Schnitt.
Entfernt das gewählte Produkt.
Auf der Seite PRODUKTLISTE kann ein
Produkt entfernt werden, indem der Cursor
direkt in der Liste auf die gewünschte Nummer
gesetzt wird.
Entfernt je nach dem Feld, in dem sich der
Cursor befindet, den Stempel, die Matrize oder
das gewählte Pro dukt.
Page 46

ANUELLES EINSTELLEN DES HINTERANSCHLAGES
M
Oft sind die Hinteranschläge nicht mit Z-Achsen ausgerüstet, um die
Anschlagfinger seitwärts zu verschieben. In gewissen Fällen muss der
Bediener die Anschlagskonfiguration von Hand ändern oder Zub ehörteile
einsetzen. Dazu musste er entweder von hinten her vorgehen, oder aber seine
Arme unter dem Stössel durchstrecken.
Um diese Arbeit zu erleichtern und eine erhöhte Sicherheit zu gewährleisten,
ist es jetzt möglich, für die X- und R-Achsen und/oder für die Hilfsfunktionen
im ANSCHLAG-Modus spezifische Positionen zu programmieren.
Diese Positionen dienen dazu, den Hinteranschlag nach vorn oberhalb der
Matrize zu verschieben (vorausgesetzt, dass die Maschine eine solche
Möglichkeit zulässt) sodass der Bediener seine Arbeit einfach und gefahrlos
von der Vor derseite der Maschine her ausführ en kann.
Idealerweise würde der Maschinenhersteller ein mechanisches oder
elektrisch/pneumatisches System konzipieren, das die Anschlagfinger in
dieser Einstellposition entriegelt und sie wieder verriegelt, sobald der
Anschlag diese Stellung verlässt. Die Anschlagp ositionen für diese
Operatione n werden in der Maschinenparameterseite namens
SPEZIALZYKLEN programmiert.
Der Stössel muss sich dazu im max. OT befinden.
Befindet sich d ie Numerische Steuerung in ha lbautomatischer o der
automatischer Betriebsart, so aktiviert der Bediener diesen Spezialzyklus von der Seite BIEGUNG NUMERISH aus mittels der
Funktion ANSCHL.EINST. (Menü Aktion).
Der Bediener muss dann durch Klicken im entsprechenden
Dialogfenster jede Etappe dieses Zyklus ausdrücklich bestätigen.
Am Ende des Zyklus kehrt der Anschla g an seinen ursprünglichen
Standort zurück.
ASCHINENPARAMETER
M
Seiten: MASCHINENPARAMETER Diese Seiten enthalten die zum Funktionieren Ihrer Maschine nötigen
Parameter. Es ist sehr wichtig, davon eine Sicherheitskopie auf Diskette zu
haben (siehe Übertragung der Daten). Falls Sie die Parameter neu eingeben
müssen, sparen Sie dabei viel Zeit.
Auf keinen Fall dürfen di e Maschinenpara meter ohne das Einverständnis und
die Hilfe des Herstellers geändert werden.
Eine fehlerhafte Programmierung kann dem Material wichtigen Schaden
zufügen oder den Bediener bei der Maschinenbenutzung gefähr den.
SEITE 44 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 47

OT (O
BERER TOTPUNKT
Seite BIEGUNG NUM.
Der obere Totpunkt (OT) ist eine in Millimeter gemessene Entfernung vom
Klemmpunkt aus. Er best i mmt den Punkt, an dem die Oberwange den
Aufstiegzyklus unterbricht.
Der ober e Totpunkt wird automatisch bere chnet, wenn man eine automatische
Biegefolgesuche durchführt. Der Bediener kann jedoch diesen Wert auf der
Seite BIEGUNG NUM frei ändern.
)
Wird kein Wert programmiert, fährt die Oberwange hoch bis zum grössten
Wert ihres in den Maschinenparamete rn bestimmten Fahrweges.
Die Oberwange stei gt nicht höher als de r in den Maschinenp arametern
programmierte max. obere Totpunkt (ES+) es erlaubt.
DEFINITIONEN SEITE 45
Page 48

ARAMETRIERBARES PRODUKT
P
Funktion:
Nur im 2D-Modus möglich.
Erlaubt die einfache und schnelle Änderung eines gegebenen und
wiederholten Profils, indem nur vordefinierte Parameter programmiert
werden.
Auf der Basis eines in PRODUKT NUMERISCH erstellten Produktes hat
der Bediener Zugriff auf di e Änderungen des Produktes, jedoch nur auf
Parameter, welche mit Mindest- und Höchstwerten definiert worden sind im
parametrier baren Produkt. Die Aktivierung oder Desaktivierung dieser
Funktion erfordert den Schlüssel auf Position 3.
Aktivierung der Funktion
Parametrierbares Produkt
Die MASCHINENPARAMETER aufrufen.
Mit Hilfe der Tasten
anzeigen und die dem Feld Produkt parametrierbar gegenüberstehende Option JA wählen.
und das oben abgebildete Fenster
Ein parametrierbares Produkt erstellen
Um ein parametrierbares Produkt zu erstellen, wird wie folgt verfahren:
1. Erstellung des numeri s chen Produktes in gewohnter Weise.
2. Bestimmung der Parameter.
3. Aktivierung der Parameter.
4. Speichern des Produktes.
5. Arbeiten mit dem parametrierbaren Produkt.
SEITE 46 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 49

Schrittweises Vorgehen:
Beispiel eines Profils
Die Funktionstaste PRODUKT (
) drücken und
PRODUKT NUMERISCH wählen.
Nachstehend ein Musterprofil eines Produktes, das oft hergestellt wird,
wovon jedoch gewisse Parameter geände rt werden müssen, je nach
Anforderung.
Die Funktionstaste PRODUKT (
PRODUKT NUM wählen wie untenstehend.
) drücken und PARAMETER
DEFINITIONEN SEITE 47
Page 50

Die Parameter A bis
H sind jene 8
Parameter, die
später geändert
werden können.
Spalten:
Beschreibung:
erlaubt, den
veränderbaren
Parameter kurz zu
beschreiben.
Min, Max, Typisch
erlauben, Grenzen
und einen
vorbesetzten Wert
festzulegen.
Es erscheint folgendes Fenster:
Entscheiden, und d i e Felder jene r Parameter ausfüll en, welche Sie
veränderbar machen wollen.
Klick rechts oder
um den mit der
Fläche zu verbindenden Parameter zu
wählen.
Die definierte n Parameter mit den verschiedenen Flächen und Winkeln
verbinden, die Sie zu ändern wünschen. Beim Öffnen der Auswahlliste
im betreffenden Fe ld den veränderlichen Par ameter wählen, der
diesem Feld angeschlo ssen wird.
SEITE 48 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 51

Zum Beispiel:
Seite 1 mit Parameter A verbunden.
Seiten 3, 5 und 6 mit Parameter B verbunden.
Seite 4 mit Parameter C verbunden.
Winkel Seite 2 mit Parameter D verbunden.
Wenn die Parameter fertig definiert sind, ist es angebracht sie zu aktivieren,
um das Produkt parametrierbar zu machen.
Die Parameter aktivieren. PARAMETER: AKTIV.
Die Funktionstaste PRODUKT (
) drücken und
PRODUKT NUMERISCH wählen.
Die Seite Produkt numerisch hat sich jetzt geändert, es sind nur die vorher
definierten Parameter angezeigt und veränderbar.
DEFINITIONEN SEITE 49
Page 52

Arbeiten mit einem parametrierbaren Produkt
Wie für ein normales Produkt, den Cursor auf das Feld WERT jenes
Parameters setzen, den man zu ändern wünscht.
Auf der Profilzeichnung zeigt ein Kr eis die Seite an, die mit diesem
Parameter verbunden ist. Den ne uen Wert eingeben und das Feld
verlassen.
Das System berechnet automatisch das neue Profil sowie die neue
gestreckte Länge .
Wenn Sie andere Werte ändern, oder das Produktprofil modifizieren wollen,
müssen Sie die Funktion PARAMETER in der Seite PARAMETER
PRODUKT NUM desaktivieren.
SEITE 50 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 53

P
RÄGEN
Seite: BIEGUNG NUM
Das "Prägen" genannte Biegen ist eine Biegungsart, bei der die DNC keine
bestimmte oder berechnete Position anfährt, sondern wo die Maschine
abwärts fährt bis zu einer Position, die die Oberwange mechanisch hindert,
weiterzugehen. Die DNC erkennt diese s Anha l ten; dies bestimmt das Ende
des Abwärtszyklus.
Das Biegen mit Prägen ermöglicht Spezialbiegungen, die ni cht anders
gemacht werden könnten, wie das Flachbiegen in einer Spezialmatrize, doch
diese Te chnik birgt einige Gefahren.
Bei der Biegungsart "Prägen" leistet die Oberwange die in der
Sequenz programmierte Presskraft oder
Minimaldrücke der Maschinenparameter höher sind als
diejenigen der laufenden Sequenz.
Die DNC stoppt den Abwärtszyklus der Oberwange, wenn sie
feststellt, dass diese auf dem zu verarbeitenden Objekt
mechanisch innehält. So wirkt die ganze programmierte Kraft
auf das Objekt und dadurch auch auf das Werkzeug.
Man sollte sich deshalb bewusst sein, dass das Blech und die in
dieser Arbeit beanspruchten Werkzeuge in der Lage sein
müssen, diese Kraft auch ohne Schaden ertragen zu können.
Ausserdem ist es, wenn die Arbeit nicht die ganz e Biegungslänge der Maschine beansprucht , unbedingt erforderlich da s
Ganze in die Maschinenmitte zu positionieren.
höher
, wenn die
RESSKRAFT
P
Um eine Biegung mit Prägen auszuführen:
Löschen Sie den programmierten Winkel (Leerfeld) .
Dann die Werte MEM von Y1 und Y2 löschen (Leerfelder).
Der Zyklus erfolgt normal, aber na ch dem Klemmpunkt überwacht die DNC
die Bewegung der Oberwange.
Sobald die Oberwange anhält und der DNC keine Bewegung mehr meldet,
wird die Arbeit als beendet betrachtet, die Druckhaltezeit wird ausgeführt und
der Aufwärtszyklus wird der Betriebsart entsprechend eingeleitet.
Seite BIEGUNG NUM
Wenn die Date n über Breite, Stärke, Sigma und Werkzeuge bekannt sind ,
wird dieses Feld automatisch berechnet. Es zeigt di e für diese Bie gung
benötigte Presskraft (T onnage).
Dieses Feld kann nach Bedarf neuprogrammiert werden. Falls aber der
eingegebene Wert grösser ist a l s der Werzeugsi cherheitswert, wird eine
Fehlermeldung erschei nen. Diese Sicherheits massnahmen werden beim
Wechsel der Betriebsart der DNC ausgeführt (siehe Werkzeuge).
DEFINITIONEN SEITE 51
Page 54

RODUKTGRUPPEN
P
Seite PRODUKTGRUPPE über PRODUKT-Menü.
Diese Seite er laubt die Erst ellung von Prod ukt gruppen zur Ausführug di eser
Einheiten.
Definitionen
Eine Gruppe ist dargestellt durch eine Nummernliste der Produkte und
entspricht typisch einem aus mehreren Teilen zusammengesetzten Pro dukt.
Ein gleiches P rodukt kann mehrere n Gruppen angehö ren.
In einer besti mmten Gr uppe kann ein Pr odukt mehrmals vorhanden sein.
Während der Ausführung einer Grup pe verketten sic h die Produkt e entweder
automatisch, oder auf Befehl d es Bedieners (manuelle Verkettung).
Es ist möglich, mehrere Gruppen zu definieren. Letztere müssen unbedi ngt
mit Zahlen >90000 nummeriert werden.
Jeder definierten Gruppe kann eine "Soll-Stückzahl" und eine "Ist-Stückzahl"
zugeteilt werden.
Die Verkettungen:
1. Automatisch:
Die Produkte werden in der Stückzahl und in der Reihenfolge hergestellt,
wie sie in der Gruppe erscheinen.
Die Gruppen werden eine nach der anderen hergestellt, bis die SollStückzahl erreicht ist.
2. Manuell:
Nach jedem hergestellten Produkt hat der Bediener ausdrücklich zu
bestimmen, welches Prod ukt als nächstes herzuste l len ist.
Auf der Beispielseite oben führt die DNC das Produkt 1 (24031) zweimal,
dann einmal das Produkt 2 (24033) und schliesslich fünfmal das Produkt 3
(24034) aus, und fängt dann 56 mal von vorne an.
56 x
2 x
24031
SEITE 52 MODEVA/DNC 880S REFERENZHANDBUCH 2D
1 x
24033
5 x
24034
Page 55

Zur Erstellung einer solchen Produktgruppe:
Spalte PRODUKT: geben Sie die Produktnummer ein (Produkt muss
existieren).
Feld STÜCKZAHL SOLL: geben Sie die gewünschte Stückzahl ein.
Feld STÜCKZAHL IST: geben Sie die eventuell schon hergestellte
Stückzahl ein.
Speichern Sie die Gruppe unter einer Nummer zwischen 90'000 und
99'999.
Die Funktionstaste GR.ZEICHNUNG ( nur 3D Version) zeigt den Grundriss
der Produkte der Gruppe (vorausgesetzt, dass die Produkte in 3D erstellt
worden sind).
Das Feld PRODUKTVERKETTUNG AUTO informiert die DNC, dass die
Produkte in der beschriebenen Reihenfolge automatisch verkettet werden
können (siehe obiges Beispiel ).
Das Feld PRODUKTVERKETTUNG MAN. bewirkt, dass die DNC die in
der Tabelle bestimmte Anzahl Produkte ausführt, dann am Ende der Serie die
Seite PRODUKTGRUPPE einblendet, mit einem Cursor in der Spalte
PRODUKT (sogar im Modus Auto). Der Bediener kann dann ein anderes
Produkt wählen und die Taste
laden und auszuführ en.
112 x
24031
Das Feld NÄCHSTE GRUPPE ist nur ein Auskunftsfeld, das dem Bediener
die nächste auszuführende Produktgruppe angibt.
drücken, um das be sagte Produkt zu
56 x
24033
280 x
24034
Arbeitsbeispiel in der Seite PRODUKTGRUPPE
Eine Gruppe ausführen, die sich aus einer Produkteinheit zusammen-
stellt (sicherstellen, dass vorher alle Produkte definiert wurden).
Übergang in die automatische Betriebsart
Wenn die Gruppe einen Fehler enthält, erscheint die Meldung
UNVOLLSTÄNDIGE GRUPPE.
Es ist möglich, das e rste auszuführende Produkt auszuwählen, indem
der Cursor auf das Produkt positioniert wird, bevor die Taste auto
.
gedrückt wird.
Die Tasten Halbautomatik
Ausführung. Um die Ausführung gemäss dem Verke ttungsmodus
wieder aufnehmen zu können, muss die Gruppe vor dem Unterbruch
gespeichert werden (was bewirkt, dass die gewünschte und die schon
hergestellte Anzahl beibehalten werden).
DEFINITIONEN SEITE 53
und Manuell unterbrechen die
Page 56

RODUKTINFORMATION
P
Text
Fast alle Seiten: Feld ? oder
Für jedes gespeicherte Pr odukt können Kommentare oder/und Bil der
hinzugefügt werden, um dem Benutzer zu dies em Produkt gehörende
Informationen z u geben.
So sind die Informationen immer vorhande n.
Zwei Hauptmöglichkeiten stehen zu Verfügung:
Nur Text
In diesem Fall ersche i nt nur ein kleines Fenster, das den Text enthält.
!
(in der oberen linken Ecke d es Bildschirmes).
Text und Bild
Text und Bild
In diesem Fall erscheint die ganze Seite.
So ist es möglich Fotos, Zeichnungen oder andere grafische Informationen
anzuzeigen. Die Software erkennt sofort die Formate der Dateien DXF, IGES,
PCX (Siehe PCX-Dateien oder DXF- oder IGES-Dateien weiter unten in diesem
Abschnitt).
SEITE 54 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 57

Eine Information sehen
Bringen Sie den Cursor auf ? oder ! und drücken Sie die Taste
oder Klick in das Feld.
Ist eine Information vorhanden, wechselt das Feld ? in ! über.
Das Fenster PRODUKTINFORMATION kann automatisch eingeblendet
werden (nur wenn ein geschriebener Kommentar vorhanden ist), jedesmal
wenn der Bediener ein Produkt aufruft. Dazu muss der Parameter
Automatische Anzeige der Produktinfor mation auf der Seite
KONFIGURATION in den Maschinenparametern mit JA programmiert
werden.
Eine Information schreiben (nur Text)
Fenster PRODUKTINFORMATION aufrufen (Klick auf ?).
Klick auf ANZEIGEN und ÄNDERN wählen (auf der DNC:
Schlüssel auf Position 2).
In der rotierenden Liste EINFACH wählen.
Den Text schreib en. Am Ende jeder Sei t e mit der Taste
nächsten Zeile üb ergehen.
zur
Klick auf ÄNDERN, um in den Modus ANZEIGEN üb erzugehen und
beenden.
DEFINITIONEN SEITE 55
Page 58

Eine Information schreiben (Text und Bilder)
Dieses Vorgehen beschreibt, wie eine Information mit Bildern verbunden
werden kann.
Infos und/oder Bilder
programmieren
In der untenbeschriebenen Pr ozedur wird angeno mmen, dass die Fotos
(Zeichnungen oder Bilder) schon bestehen und man weiss, wo sie gespe i chert
sind (siehe auch Aktive Peripherien).
Für die Erstellung von numerischen Fotos oder Bildern usw. bezi ehen Sie sich
bitte auf die zum Apparat gehörende Dokumentation und Software (numerischer
Fotoapparat, Scanner usw.) oder die Zeichensoftware für die Erstellung
grafischer Informationen.
Wir empfehlen Ihnen, die Bilder auf einem Server aufzubewahren (mit der
DNC durch Netzwerk verbunden) und nicht im internen Speicher der
numerischen Steuerung, denn die Bilddateien beanspruchen sehr viel Platz.
Bilder einführen:
Rufen Sie das Fenster PRODUKTINFORMATION auf.
Klick auf ANZEIGEN und Wahl ÄNDERN (auf der DNC: Schlüssel
auf 2).
Wählen Sie MIT KOMPLEMENTEN in der rotierenden Liste.
Schreiben Sie den Erklärungstext.
Drehen Sie den Schlüssel auf 1 oder 0 oder klicken Sie auf ÄNDERN
und wählen Sie ANZEIGEN, um die Meldung zu sichern.
Geben Sie auf einer Zeile den Namen der Grafikdatei ein (1 pro Zeile),
mit oder ohne generische Zeichen (* oder ?). Sie he weiter unten die
Erklärungen zu den generischen Zeichen und wo die Software die
Bilddateien suchen muss.
Im obigen Beispiel teilt >P256.PCX der Software mit, dass beim
ersten Aufruf der Seite PRODUKTINFORMATION das Bild aus der
Datei P256.PCX angezeigt werden muss.
SEITE 56 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 59

Um die Bilder PLI3.PCX und PLI4.PCX anzuzeigen, bringen Sie den
Cursor auf die zutreffende Zeile und wählen ANZEIGEN im Menü
Aktion.
Klick auf ÄNDERN, um in den ANZEIGE-Mo dus zu gehen, dann
beenden.
Das Zeichen
Wird der Dateiname allein angegeben, holt die Software die Datei auf dem
durch die Peripherie unter dem Feld KOMPLEMENT IN bezeichneten Pfad
(siehe Aktive Peripherien).
Wird der vollständige Pfad angegeben, lässt die Software die Peripherie aus.
Die generische n Zeichen * und ? ermöglichen die Wahl mehrerer Dateien.
Um sie anzuzeigen, bringen Sie den Curso r auf die Zeile und drücken Sie die
Tasten
Zum Beispiel zeigt *.PCX alle PCX Dateien, die sich im Verzeichnis
befinden, das durch den Peripheriepfad images bezeichnet wird.
1= Zeile, die die anzuzeigende
2= Peripheriename, wo sich die
3= Name der am Bildschirm
4= Nummer und Datei enanzahl,
> bedeutet, dass das folgende Bild automatisch gezeigt wird.
oder
Datei bezeichnet.
Dateien befinden.
gezeigten Datei.
wenn die Zeichen
benutzt werden.
*
oder ?
PCX-Dateien
Die Software ermöglicht das Anzeigen von Bildern im PCX 16- oder 256Farbenformat.
Sie können zum Beispiel eine numerische Kamera benutzen und deren Fotos
direkt anzei gen. Andere PCX-Bitmapdateien können über einen Scanner oder
durch eine Zeichensoftware erzeugt werden.
DEFINITIONEN SEITE 57
Page 60

Lesebeispiel einer DXFDatei
DXF- oder IGES-Dateien
Die Software erkennt automatisch die Dateien der Formate DXF oder IGES.
Nur die Dateien in 2D werden erkannt. Je nach der Software, die diese
Dateien erzeugt, kann es vorkommen, dass Zeichnungselemente von unse rer
Schnittstelle weggelassen oder unterdrückt werden.
Für mehr Auskunft über die Interpretat ionsmöglichkeiten de r Dateien DXF
oder IGES, verlangen Sie bitte das Handbuch CYCAD, das die Möglichkeiten, Verträglichkeit und Interpretationseinschränkungen besc hreibt.
RODUKTVERWALTUNG
P
Seiten: die meisten Seiten.
In allen Seiten, welc he die Produktnummer aufführen (Feld PRODUKT oben
rechts), ist normalerweise das Suchen, das Speichern oder das Löschen eines
Produktes möglich.
Dieser Vorgang wird im vorbesetzten Speicher ausgeführt (normalerweise
INTERN).
Es kann jedoch ein anderer Speicher als vorbesetzt gewählt worden sein. In
diesem Fall werden diese Operationen in dem von der aktiven Peripherie
bezeichneten Speicher gemacht (siehe Aktive Peripherien).
Die Software kann direkt ein Produkt anderswo als im Speicher INTERN
aufrufen oder speichern. Diese Möglichkeit besteht nur auf den Seiten LISTE
PROD oder der Seite ÜBERTRAGUNG.
Speichern, Suchen oder Entfernen eines Produktes auf Diskette
oder Netz
Seite LISTE PROD
Bringen Sie den Cursor auf das Feld LISTE UND PRODUKTE IN.
Wählen Sie die gewünschte Peripherie.
SEITE 58 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 61

Anzahl der in
der Peripherie
enthaltenen
Produkte.
Peripherie
Aktive
Sie können nun das Produkt aufrufen, spe ichern oder e ntfernen.
Die erlaubt e Zone für die Speicherung der Produkte reicht von 1 bis 89'999.
Die Nummern 90'000 bis 99'9999 sind für die Produktgruppen reserviert
(siehe Produktgruppen).
Um das Suchen zu erleichtern, raten wir Ihnen, vor der Speicherung einen
Zeichnungscode hi nzuzufügen (siehe auch Suchen der Produkte nach
Kriterien und Aktive Peripherien).
Ein Produkt kopieren
Rufen Sie das Produkt, das Sie kopieren wollen, auf.
Falls nötig wechseln Sie die Peripherie.
Geben Sie eine andere Produktnummer ein und speichern Sie .
Produkte markieren
Um die Übertr agung von Produkten zu erleichtern, kann man sie in der
aktuellen Peripherie wählen.
Ein "markiertes" Prod ukt wird durch ein kleines dreieckiges Zeichen
Nummer gegenüber gekennz eichnet.
Die markierten Produkt werden automatisch auf die Seite ÜBERTRAGUNG
übertragen, wo sie dann in der Liste erscheinen. (Sieh e Übertragung der Daten)
der
Um eine Produkt markierung vorzunehmen oder zu löschen:
Cursor auf die gewünschte Nummer.
Taste
löschen.
Benutzen Sie zur Löschung der Markierungen den Be fehl MARKEN
LÖSCHEN des Menüs Aktion.
Bemerkung: die Markierung d er Produkte ist auf 48 Pr odukte beschränkt.
DEFINITIONEN SEITE 59
oder Klic k, um die Markierung vorzunehmen oder zu
Page 62

ROGRAMMIEREN AUF BIEGUNG NUM
P
Um ein Profil auf der Seite BIEGUNG NUMERISCH zu programmieren,
wird wie folgt vorgegangen:
Rufen Sie die Seite BIEGUNG NUMERISCH auf.
Löschen Sie den Arbeitsspeicher.
(Wahl PRODUKT LÖSCHEN Im Menü AKTION)
Geben Sie die Stärke ein, das Sigma und die Materialart.
Cursor auf das Feld STEMPEL.
Drücken Sie auf die Taste
Stempelliste erscheint, wählen Sie den gewünschten Stempel und
bestätigen Sie mit der Taste
Cursor auf das Feld MATRIZE. Drücken Sie die Taste
Klick rechts, damit die Matrizenliste erscheint, wählen Sie die
gewünschte Matrize und bestätigen Sie mit der Taste
Geben Sie den gewünschten Winkel ein.
Geben Sie das Mass des Hinteranschlages ein.
Geben Sie die Masse der anderen Achsen ein (R, Z, usw.)
Geben Sie die and eren Funktionen der Sequenz ein (Presskraft, OT,
Umschaltpunkt EG-KG, Ac hsentimeout, usw.).
Erstellen einer zweiten Sequenz:
Wählen Sie BIEGUNG KOPIEREN im Menü Aktion.
Diese Operation kopiert die aktuelle Sequenz mit den gleichen Werten
in die nächste. Es genügt, die Werte der neuen Sequenz zu ändern und
den Vorgang für die weiteren Sequenzen zu wiederholen.
Siehe auch die Beispiele in der Bedienungsanleitung.
oder Klick rechts , damit die
.
oder
.
ROGRAMMIERUNG EINES PROFILS
P
Siehe Beispiele in der Bedienungsanleitung.
ROGRAMMIERUNG WÄHREND DER ARBEIT
P
Die DNC 80 / 800 / 880S / 900 / 1200 / ModEva erlauben, die numerische
Steuerung während der Ar beit zu progra mmieren.
Zu diesem Zweck muss:
Der Maschinenparameter Programmierung während der Arbeit (Seite
Vorzüge) = JA programmiert werden.
SEITE 60 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 63

In den automatischen Modus über gehen: die LED der
auf, die DNC arbeitet im automatischen Modus. Der Bediener kann biegen.
Doppelmodus
In den Doppelmodus übergehen, indem die Taste Programmierung
gedrückt wird.
Die LED Automatisch leuchtet weiterhin auf und die LED der Taste
Programmierung i s t ebenfalls aktiv.
Von nun an ist es möglich, die numerische Steue rung für die Programmierung
zu benutzen, während dessen die Maschi ne an der Ausführung des
angefangenen Pr oduktes weiterfahr en kann.
Es sind alle Programmierungsfunktionen zugä ngl ich. Speichern, Suchen,
Löschen, Übertragen, usw.
In Einzelmodus zurückkehren
Vom Doppelmodus aus (angezeigt durch die beiden gleichzeitig leuchtenten
LED's Automatisch und Programmierung) entweder die Taste
Programmierung dr ücken: In diesem Fall wird das in Programmierung
laufende Produkt angezeigt,
oder
Automatisch: Das sich in Ausführung befindliche Produkt wird angezeigt.
Taste leuchte t
ADIUS INTERN
R
Seiten : PRODUKT NUM, BIEGUNG NUM
Der innere Radius wird automatisch nach Blechstärke und Werkzeugen
berechnet. Dieser berechnete Radius gilt nur für Luftbiegungen.
Ri
Ist der Stempelradius grösser als der natürliche Innenradius des Bleches, gilt
der Stempelradius.
Man kann den Radi us erzwingen, um für ein bestimmtes Material die
Berechnung der gestreckten Länge der Anschlagp ositionen gut anzupassen.
Dazu
Programmieren Sie den Radius im betreffenden Feld.
Programmieren Sie das Feld CR auf 1.
DEFINITIONEN SEITE 61
Page 64

EFERENZ
R
Diese Korrektur ändert auch den Sicherheitspunkt, den Klemmpunkt und d en
Klemmpunkt
vor Referenzkorrektur.
YR K
Seite: WERKZEUG BIEGUNG (via Menu Biegung)
In diesem Feld kann die Referenz der Werkzeugpaare korrigiert werden.
Diese Korrektur wird mit dem Produkt gespeichert und nicht mit dem
Werkzeug.
unteren Totpunkt. Diese Korrektur sollte nur mit grosser Vo rsicht vorgenommen werden. Ein Fehler in d i esem Feld kann das Funktionieren der
Maschine beeinträchtigen, wichtige Schäden zuführen oder den Bediener in
Gefahr bringen.
ORR
PCV
PSS
PCT
0 Référence
.
PCV
PSS
PCT
0 Réf.
PCV
PSS
Klemmpunkt
nach Referenz-
PCT
korrektur.
0 Référence
ÜCKZUG
R
Man kann in diesem Diagramm feststellen, dass di e Referenzkorrektur alle
Schaltpunkte ändert, sowie den unteren Totpunkt.
NSCHLAG
H.A
Seite BIEGUNG NUMERISCH In gewissen Situationen ist es nötig,
während des Biegens den Hinteranschlag freizustellen.
Dieses Feld wird bei einer automatischen Biegefolgesuche auch automatisch
programmiert. Dieser Wert kann nach einer Simulation vom Bediener
geändert werden.
Der Rückzugwert ist ein relativer, normalerweise positiver Wert. Wenn ein
Negativwert programmiert wird, kann ein negativer "Rückzug" ausgeführt
werden, das heisst eine Verschiebung in Richtung Matrize.
Ein vorbesetzter Minimalrückzug kann in den Maschinenparametern
eingegeben werde n.
SEITE 62 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 65

S
CHNITT
Seiten: PRODUKT NUMERISCH und BIEGUNG 2D.
Ein Schnitt ist eine imaginäre Linie, die das Produkt der Länge nach
"schneidet" und ein Profil definiert. Dieses Profil sieht der Bediener auf der
Seite BIEGUNG 2D.
Ein Produkt kann mehrere Schnitte aufweisen (im Beispiel unten, 2 Schnitte).
Jeder Schnitt wird getrennt in Betracht zogen.
Der Bedie ner benutzt zur Programmierung eines o der mehrerer Profile
hauptsächlich die Seite PRODUKT NUMERISCH. (siehe das Handbuch
Bedienungsanleitung und den Abschnitt Programmierung eines Profils in
diesem Handbuch).
Die Schnitterstellung erfolgt automatisch, wenn das P rodukt in 3D
programmiert wird.
ICHERHEITSKOPIEN
S
Siehe: Übertragung der Daten.
IGMA
S
Seiten: PRODUKT NUMERISCH und BIEGUNG NUMERISCH
Geben Sie in diesem Feld den Wert in Kg/mm
benutzten Materials ein.
Beispiel:
Stahl AC37-2 K 38,22 Kg/mm
Inox X5CrNiS18 8 51 à 71 Kg/mm2
Aluminium ALMg2,7Mn 24,97 Kg/mm2
45
2
des zur Produktausführung
2
DEFINITIONEN SEITE 63
Page 66

IMULATIONSKRITERIEN
S
Seiten: BIEGUNG 2D (Wahl des Me nüs AKTION).
Bevor Sie ein automatisches Suchen der Biegefolge in Gang setzen, können
Sie eine gewisse Anzahl Kriterien definieren, die das System berücksichtigen
wird, um die Biegungsreihenfolge zu berechnen.
Die Simulationskriterien sind immer so gültig, wie sie das letzte Mal definiert
worden sind.
Man unterscheidet zwei Gruppen Simulatio nskriterien:
NEBENKRITERIEN
HAUPTKRITERIEN
MAX. ANZAHL
BIEGUNGEN
GEGEN HA
MIN. LÄNGE GEGEN
BEDIENER /
GESAMTLÄNGE
Das sind Vorzugskri t erien. Sie werden so weit
es möglich ist angewendet. Auch bei Nichtbefolgung dieser Kriterien wird die Software
eine Lösung finden.
Diese Kriterien sind zwingend. Die Software
wird eine diesen Kriterien entsprechende
Lösung suchen. Diese können natürlich auc h
dazu führen, dass die Software keine Lösung
findet.
Erlaubt, die Anzahl der bereits ausgeführten
Biegungen, die si ch zwischen der auszuführenden Biegung und dem Hinteranschla g
befinden, zu begrenzen.
Das System sucht eine Lösung, die i mmer ei ne
Minimallänge (in % de r Gesamtlänge) auf der
Seite des Bedieners lässt.
SEITE 64 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 67

Drehen
Wendungen
Umdrehen
Axe de
Axe de
retournement
Axe de
pivotement
basculement
= retournement
+ pivotement 180°
MINIMUM
DREHUNGEN
MINIMUM
UMDREHUNGEN
MINIMUM
WENDUNGEN
OPTIMALE
HANDHABUNG
SCHNITTFEHLER AUF
SEITE
PRÄZISION ZWISCHEN
SEITE--UND-- --
FLEXIBILITÄT
Die Software wählt die Lösung mit den
wenigsten Drehungen.
Die Software wählt die Lösung mit den
wenigsten Umdrehungen.
Die Software wählt die Lösung mit den
wenigsten Wendungen.
Die Software wählt die Handhabungen, die für
den Bediene r am günstigsten sind, und die s je
nach Blechstärke und Verhältnis Länge/
Biegungslänge.
Die Wahl dieser Option ha t gegenüber alle n
vorigen Kriterien den Vor rang.
Die Software bewirkt, dass sich der
Schnittfehler auf der angegebenen Seite
befindet.
Die Software sucht ei ne Lösung, die eine
maximale Präzisio n zwischen den angegebenen
Seiten erlaubt.
Normalerweise nimmt die Software nicht an,
dass das Produkt während der Biegung an
einem Teil der Maschine anschlägt.
Wird dies es Kriterium angeno mmen, erlaubt
die Software, dass ein Produktteil an einem
Punkt der Maschine anschlägt, mit einer
Flexibilität in % der Blechlänge zwischen der
Biegung und dem Produktende d er
anschlagenden Profilseite.
DEFINITIONEN SEITE 65
Page 68

40
60
40mm = 20% of 100 + 6 0 + 40
100
In diesem Beispiel erlaubt eine Flexibilität von
20%, dass das Blech theoretisch um 40 mm in
den Stempel "eindringt".
Kleiner Tip Wenn ein P rodukt sehr kompli ziert ist, kann es
interessant sein, eine Flexibilität von 100% zu
programmieren, um dieses Kollisionskriterium
auszuschliessen, damit man die von der Software
vorgeschlagene Biegefolge sehen kann. Dieses
Kriterium wird nachher bis zu einem akzeptablen
Wert reduziert.
ANSCHLAG GEGEN
SCHRÄGES
Ohne Angabe (NEIN), verweigert das System
die unten abgebildete Situation:
SEGMENT
und erlaubt nur die Anschläge
oder
oder
Wenn Sie diese Option mit JA programmieren,
erlaubt die Software auch den Anschlag auf
über 90° grosse Winkel (erste r Fall oben).
Um die für eine Simulation gewählten Kriterien zu validieren, klicken Sie auf
das Feld BEENDEN oder drücken Sie eine der Funktionsta sten, um eine
neue Seite aufzurufen.
SEITE 66 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 69

OFTWARE VERLASSEN
S
Um die Maschine ausz uschalten, wird wie folgt vorgegangen:
Zur Sicherheit:
die Oberwange auf die Werkzeuge oder auf Metall- oder Holzklötze
aufsetzen.
Den Hauptmotor aussc halten.
Auf die Taste MENÜ
Mit der Taste
Im neuen Fenster BEENDEN wählen.
Mit der Taste
Warten bis der Bildschirm der DNC schwarz wird und die M eldung
EXECUTION TERMINATED erscheint.
Unter Windows wird di e DNC Windows automatisch ve rlassen und
eine Meldung ausgeb en, wenn das System bereit ist den Str om
auszuschalten.
Den Strom der DNC oder der Maschine ausschalten.
Auf PC kann gleichermassen vorgegangen werden oder:
Drücken Sie gleichzeitig die Tasten
Klicken Sie auf BEENDEN.
bestätigen.
bestätigen.
drücken und BEENDEN wählen.
und .
PEICHER FREI
S
Seiten: LISTE PROD., WILLKOMMEN
Zeigt dem Bediener für die gewählte Peripherie den vorhandenen freien
Speicherplatz in %.
DEFINITIONEN SEITE 67
Page 70

PEICHERLÖSCHUNG
S
Seite: INITIALISIERUNG MASCH. -DNC/ENC
Allgemeines:
Mit dieser Seite können verschiedene Speicher geleert (gelöscht) werden.
Je nach Löschart muss der Schlüssel auf Position 1, 2 oder 3 stehen.
Um den Inhalt eines oder aller Speicher zu entfernen:
Wählen Sie die Peripherie, in der der Befehl ausgeführt werden soll.
Setzen Sie den Cursor auf das gewünschte Feld.
Rechter Klick oder Taste
Bestätigen Sie.
oder Menü Aktion ENTFERNEN.
SEITE 68 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 71

PEZIALBIEGUNGEN
S
Seite BIEGUNG 2D
Die Herstellung gewisser Produkte kann die Benützung vo n Spezialbiegungen
erfordern.
Gewisse Biegungsarten werden durch die Soft ware behandelt.
Folgende Auswahl steht zur Verfügung:
NORMAL Konventionelle Biegung, ohne Spezialität.
VORBIEGUNG Bezeichnet die aktuelle Biegung als
Vorbiegung.
ENDGÜLTIG Bezeichnet die aktuelle Biegung als endgültige
Biegung, d.h. si e beendet eine Biegung, die
vorher als Vorbiegung bezeichnet war.
RICHTEN Nur zu verwenden auf der Seite
BIEGUNG NUM.
Diese Option hat eine rein anzeigende
Eigenschaft, d.h. sie informiert den Bediener,
dass es sich um eine gerichtete Biegung handelt.
Die Software reagiert nicht auf besondere Weise
bei dieser Wahl.
FLACHE Gleiche Bemerkung wie für die gerichtete
Biegung.
FIKTIVE Gleiche Bemerkung wie für die gerichtete
Biegung.
DEFINITIONEN SEITE 69
Page 72

V
Seite BIEGUNG NUM
ORBIEGUNG
Um die Anwendung der Vorbiegung und der endgültigen Biegung zu
illustrieren, werden wir ein einfaches Beispiel eines S-Produktes verwenden.
Dieses Produkt ist typischerweise nicht realisierbar ohne Vorb i egung.
Programmieren der folgenden Daten:
/ E
NDGÜLTIGE BIEGUNG
Seite BIEGUNG 2D
Auf Seite BIEGUNG 2D, muss die Biegefolge manuell e rzwungen werden,
da ja ohne Vorbiegung dieses Produkt ni cht realisier bar ist.
Es wird folgendermassen vorgegangen:
SEITE 70 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 73

Cursor auf SEITE setzen, 1 eingeben.
Die Software zeigt die möglichen Anschläge an (ANSCHL. V 0 5 auf
der ersten Zeile).
Cursor auf ANSCHL., einen der vorgeschlage nen Anschläge eingeben
(0).
Taste
drücken.
Den Cursor auf die Nummer (2) im Feld BIEGUNG setzen.
Die Funktion BIEGUNG EINFÜGEN wählen (über das Menü
Aktion), um die Vorbiegungssequenz einzufügen.
Man kann feststellen, dass die Biegungssequenz jetzt 5 Biegungen
enthält (siehe ebenfalls Einfügen einer Sequenz in diesem Handbuch).
Die rotierende Liste NORMAL in VORBIEGUNG wechseln.
Im neuen Feld ___._°, den ge wünschte n Vorwinkel eingeben (135.0°
in unserem Beispiel).
Cursor ins Feld SEITE setzen, Seite (2) der Vorbiegung eingeben.
Cursor ins Feld ANSCHL. setzen, eine der vorge s chlagenen Seiten
eingeben (1 in unserem Beispiel).
DEFINITIONEN SEITE 71
Page 74

Um die Biegung anzusehen, die Funktion BIEGUNG SIMULIEREN
(über das Me nü Akti on) wählen.
Taste
Cursor ins Feld SEITE setzen, die Seite (4) der aktuell en Biegung
eingeben.
Cursor ins Feld ANSCHL. setzen, eine der vorge s chlagenen Seiten
eingeben (5 in unserem Beispiel).
Um die Biegung anzusehen, die Funktion BIEGUNG SIMULIEREN
(über das Me nü Akti on) wählen.
drücken, um in die dritte Biegung überzugehen.
Taste
Cursor ins Feld SEITE setzen, die Seite (3) der aktuell en Biegung
eingeben.
Cursor ins Feld ANSCHL. setzen, eine der vorge s chlagenen Seiten
eingeben (4 in unserem Beispiel).
Um die Biegung anzusehen, die Funktion BIEGUNG SIMULIEREN
(über das Me nü Akti on) wählen.
drücken.
Taste
SEITE 72 MODEVA/DNC 880S REFERENZHANDBUCH 2D
drücken für die letzte Bie gung.
Page 75

In dieser Biegung wird die Vorbiegung beendet. Man muss daher der
Software anzeigen, dass es sich um eine endgültige Biegung handelt, und die
entsprechende Biegung (die Sei t e) angeben.
Die rotierende Liste NORMAL in ENDGÜLT. wechseln.
Cursor ins Feld SEITE setzen, Seite (2) der Vorbiegung eingeben.
Cursor ins Feld ANSCHL. setzen, eine der vorge s chlagenen Seiten
eingeben (1 in unserem Beispiel).
Um die Biegung anzusehen, die Funktion BIEGUNG SIMULIEREN
(über das Menü Aktion) wählen. Das Produkt ist fertiggestellt.
Einige dieses Beispiel betreffende B emerkungen:
Es ist möglich, ebenfalls die Anschlagart zu wechseln..
Es können sich mehrere B i egungen "Vorbie gung" / "endgültig" im
gleichen Schnitt oder Produkt befinden.
Tip Wenn Sie vergessen haben, die Vorbiegungssequenz einzufügen und Ihnen
am Schluss die Sequenz für die endgültige Biegung "fehlt", brauchen Sie
nicht wieder neu zu beginnen. Sie können am End e des Produktes eine
Sequenz einfügen, indem Sie folgendermassen vorgehen:
Sich auf die letzte Sequenz positionieren (wenn dies nicht schon der
Fall ist), mittels der Taste
Pg Dn
.
Den Cursor ins Feld BIEGUNG setzen (in diesem Beispiel 4) und
5 eingeben.
Die Funktion BIEGUNG EINFÜGEN wählen (im Menü Aktion).
Tip Wenn e i n U-Profil ausgeführt werd en muss, dessen Schenkel sehr hoch sind,
muss im allgemeinen eine Vorbiegung gemacht werden, die ansc hliessend
"gerichtet" wird.
300.0
100.0
DEFINITIONEN SEITE 73
Page 76

Verfahren Sie folgendermassen:
Seite PRODUKT NUM, zwei Längen programmieren, die der Hälfte
des Segments entspre chen, auf dem die Vorbiegung gemacht werden
muss.
Einen Winkel vo n -180.0° programmieren für die gerichtet e Biegung.
Auf Seite BIEGUNG 2D eine Vorbiegung bei 135° einfügen und auf
der letzten Sequenz eine Biegung ENDGÜLT. (wie oben
beschrieben).
Bemerkung: Auf Seite BIEGUNG 2D ist die Zeichnung umgekehrt.
Dieses Pro blem ist bekannt und bis heute noch nicht korrigiert.
Auf Seite BIEGUNG NUM den Winkel von 180° korrigieren durch
einen Wert < 180°, um die Rückfederung zu kompensieren.
Wird diese Operation nicht ausgeführt, ist der berechnete Wert von Y
gleich wie am KP (Klemmpunkt), und die DNC betrachtet in diesem
Fall diese Sequenz a l s eine Sequenz ohne Bie gung. Siehe Sequenz
ohne Biegung.
PRACHE
S
Seiten: WILLKOMMEN und MASCHINENPARAMETER
Die Software enthält im allgemeinen mehrere Sprachen.
Die Zusammensetzung dieser Sprachen kann je nach Bestellung des
Maschinenherstel lers verschieden sein.
Änderung der Spra che:
Rufen Sie die Seite WILLKOMMEN auf.
Schlüssel auf 2 stellen.
Bringen Sie den Cursor auf das Feld SPRACHE.
Drücken Sie die Taste
Liste mit den zur Verfügung stehenden Spra chen aufzurufen.
Bringen Sie den Cursor auf die gewählte Sprache.
oder den Klick rechts, um die rotierende
Bestätigen Sie Ihre Wahl mit der Taste
SEITE 74 MODEVA/DNC 880S REFERENZHANDBUCH 2D
.
Page 77

ST. SOLL___IST___
Seite: BIEGUNG NUMERISCH
Dieses Feld ist ein Produktzähler. Wenn die Software auf einer numerischen
Steuerung funktioniert, zeigt dies er Zähler die Anzahl der ausgeführte n
Produkte.
Um diesen Zähler zu aktivieren:
TART ACHSEN
S
Geben Sie die Anzahl der gewünschten Prod ukt e ins Feld
ein.
und
Die schon ausgeführte Anzahl ins Feld IST, oder den Wert 0, wenn
kein Produkt erstellt wurde.
Sobald die Werte in beiden Feldern gleich sind, gibt die numerische
Steuerung ein Signal aus. Je nach Herste l ler wird dieses Zeichen verwendet
oder nicht, um den Zyklus der Maschine zu unterbrechen.
Die Werte dieses Zählers werden nicht mit dem Produkt gespeichert. Sie
müssen also beim Aufruf eines neuen Produktes geä ndert oder gelöscht
werden.
Um die Zählung zu annullieren, löschen Sie d as Feld IST.
ST.SOLL.
/HF
Seite: BIEGUNG NUMERISCH.
Diese Funktion erl aubt, den Start moment der Achsen und Hilfsfunktio nen zu
wählen nach zwei vorbestimmten Betriebsarten:
AUTO Die Achsen und Hilfsfunktionen starten je nach
den Verfügungen, die in den Maschine nparametern eingegeben worden sind, aber
spätestens bei der Ankunft der Oberwange am
oberen Totpunkt.
Der Start der Achsen ist unterschiedlich, je nach
dem, was im Maschinenparameter
60 Startpunkt Achsen/HF programmiert ist.
EXTERNE Die Achsen und Hilfsfunktionen starten auf ei nen
Befehl des Bedieners. Dieser Befehl ist
entweder:
- ein Abwärtsbefehl (durch das Pedal oder den
zweihändigen Posten). In diesem Fall bewegt
sich die Oberwange nicht nach unten, aber die
Achsen und Hilfsfunktionen ne hmen die Stellung
ein, und es braucht einen zweiten Abwärtsbefehl
um die Oberwange zu verstellen,
- oder ein Druck auf die Taste
Frontplatte,
- oder die Akti vierung des Eingangs Externer
Start der numerischen Steuerung, welcher für
den Bediener ein vom Maschinenhersteller
speziell dafür vorgesehener Knopf sein kann.
DEFINITIONEN SEITE 75
der
Page 78

UCHEN DER PRODUKTE NACH KRITERIEN
S
Seite: SUCHE PRODUKTE/KRITERIEN
Mit dieser Seite können Sie Produkte suchen, die sich in der Peripherie
befinden, welche im Feld LISTE PRODUKTE UND GRUPPEN IN
gewählt wurde. Die Wahlkriterien kö nnen kombiniert werden. Wenn zwei
oder mehrere nachstehend gelistete Kriterien definiert sind, muss das
gesuchte Produkt jedem programmierten Kriterium entsprechen. Es handelt
sich hier um eine UND Bedingung (das eine und das andere Feld...).
Suchkriterien Werden als Suchkriterien benutzt: Dat um de r Speicherung, Produktnummer,
Materialstä rke, Plannummer (Zeichnung), Biegungslänge, Werkzeuge,
Abwicklungslänge.
Grosse Buchstaben und kleine Buchstaben werden unterschieden.
Achtung: die Suche nach dem Kriterium STEMPEL oder MATRIZE erfolgt
nur auf dem Hauptwerze ug, das auf der Seite PRODUKT NUM
programmiert ist. D as heisst, wenn man ein Produkt nur mit der Seite
BIEGUNG NUM programmiert, und man später dieses Produkt nach dem
Werkzeug aufsuchen will, muss auch das Hauptwerkzeug auf der Seite
PRODUKT NUM, programmiert werden, sonst kann die Produktsuche nicht
stattfinden.
Wenn nicht der ganze Inhalt der Plannummer bekannt ist, können Sonderzeichen (wildcards) benutzt werden, als Ersatz für unbekannte Zeichen (für
die anderen Felder, - falls ausgefüllt - muss der Inhalt bekannt sein).
?
*
In den untenstehend en Beispielen wird angenommen, dass das Suchkrit erium
nur die Zeichnungsnummer ist. Natürlich könne n die "wildcar ds" auch in den
anderen Feldern benutzt werden.
Beispiel Erklärung
irgendein Zeichen (1 einziges ).
kein oder mehrere Zeichen.
A?C*
*22
SEITE 76 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Gesucht wird ein Produkt, dessen Zeichnungsnummer mit
einem A anfängt, dann kommt ein unbekanntes Zeic hen,
ein C und weitere unbeka nnt e Zeichen.
(z.B. ABC, ACC22, AmCh22, A6CProdukt33).
Gesucht wird ein Produkt, dessen Zeichnungsnummer mit
22 endet.
(z.B. ACC22, AmCh22, 22, Produkt22)
Page 79

A?C*22
*A?C*22 Wie oben, aber A?C b efinden sich nicht unbedingt am
*A?C*22* Wie oben, aber 22 befindet sich nicht unbedingt a m Ende.
D
ATUM DER SPEICHERUNG
Gesucht wird ein Produkt, dessen Zeichnungsnummer mit
einem A anfängt, dann kommt ein unbekanntes Zeic hen,
ein C und es endet mit 22.
(z.B. ACC22, AmCh22, AVCProdukt22).
Anfang.
(z.B. ACC22, AmCh22, PARC22).
(z.B. ACC22, AmCh22, PARC22bis).
Das Speicherd atum eines Produkte s kann als Suchkriterium für ein Produkt
benutzt werden. Dafür wird eine Zeitspanne bestimmt, in der die Information
gesucht werden muss.
Ist die Eingabesyntax fehlerhaft, erscheint eine Meldung im interaktiven Feld
SYNTAX DATUM.
Das Eingabeformat ist TT/MM/ JJ (T=Tag, M=Monat, J=Jahr).
Auf der numerischen Steue rung kann als Trennzeichen zwischen Tag, Monat
und Jahr die Taste
Die Wahl des Trennzeichens kann auf der Seite WILLKOMMMEN bestimmt
werden.
oder benutzt werden.
DEFINITIONEN SEITE 77
Page 80

ASTATUR
T
Externe Tastatur
Bei Bedarf kann eine andere, 100% PC AT kompatible Tastatur auf der
Rückseite der numerisc hen Steuerung angeschlossen werden.
Vorsicht: Die DNC darf beim Anschluss der Tastatur nicht unter
Spannung sein, da sonst ihr gutes Funktioniere n in Gefahr steht.
Wenn eine externe Tastatur an die DNC angeschlossen wird, bleibt die
Frontplatte der numerischen Steuerung permanent in Betrieb.
SEITE 78 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 81

OLERANZ
T
Seite: PRODUKT NUM
Dieses Feld wird nur berechnet, wenn der Bediener einen Biegeradius eingibt.
Die Toleranz wird benutzt bei der Programmierung von Folgebüge n.
Die Toleranz wird nach dem Starten der BERECHNUNG angezeigt.
R1 = durch den Bediener eingegebener
Biegeradius
Ri = systemberechneter Biegeradius
Wenn der Bediener bei einer einfachen Biegung einen Radius eingegeben hat
(siehe Radius intern und Folgebüge (CR)), zeigt die Toleranz einen Wert
nach folgende r Zeichnung:
Ri = vom Bediener eingegebener theoretischer Biegeradius
A = Apothema
Liegt der Wert des Feldes CR zwischen 4 und 99, zeigt diese Toleranz den
Abstand zwischen der durch zwei Biegungen begrenzten Sehne und d em
theoretischen Kreisbogen, d.h. die Differenz zwischen dem theoretischen
Radius Ri und dem Apothema A.
DEFINITIONEN SEITE 79
Page 82

BERGANG
Ü
EG – KG
Seite: BIEGUNG NUM.
Der Umschaltpunkt EG-KG ist eine in Millimeter gemessene Entfernung vom
Klemmpunkt aus. Er best i mmt den Punkt, an dem die Oberwange vom EG
zum KG übergeht.
Nützen Sie diese Möglichkeit, wenn Sie eine l ange und langsame
Annäherungsphase an da s Blech wünschen.
Ist er nicht programmiert, so wird d ieser Punkt automatisch berechnet, damit
die Oberwange vo r Erreichen d es Sicherheitspunktes auf Biegegeschwindigkeit geschaltet wird.
PCV
Wenn das Blech wie oben angefahren wird, erreicht die Oberwange das Blech
in grosser Geschwindigke it. Wenn Sie den Umschaltpunkt ändern, kann die
Umschaltung so angepasst werd en, dass das Blech in Biegegeschwindigkeit
angegangen wird.
SEITE 80 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 83

BERTRAGUNG DER DATEN
Ü
Seite: ÜBERTRAGUNG
Von dieser Se ite aus können die Daten auf den verschi edenen Peripherien
(Disketten, Ne tzwerk, usw.) gesichert oder geladen werd en.
Quelle
Dieses Feld wählt die Peripherie, von der aus die Daten zur Zielperipherie
übertragen werden sollen.
Ziel
Dieses Feld wählt die Peripherie, die bei de r Übertragung d i e Daten
empfängt.
Globale Übertragung
Sie können wählen:
STEMPEL
MATRIZEN
GEWÄHLTE
WERKZEUGE
LISTE PERIPHERIEN
MASCH. PARAMETER
PRODUKTION
ALLE PRODUKTE UND
GRUPPEN
Teilübertragung
Wählt die Übertragung der in der untenstehend en Tabelle vermerkten
Produkte.
Übertragung all er Stempel.
Übertragung a ller Matrizen.
Übertragung der in Multisimulation bestimmten
Werkzeuge.
Übertragung der Perip herieliste.
Übertragung d er Maschinenparameter.
Übertragung d er Produktionsseiten.
Globale Übertragung alle r Produkte und
Produktgruppen.
DEFINITIONEN SEITE 81
Page 84

In dieser Tabelle können in den jeweiligen Spalten die Quelle und das Ziel
für jedes Produkt bestimmt werden. Werden diese Felder nicht bestimmt, gilt
die Wahl QUELLE und ZIEL oben auf der Seite.
Damit die Wahl der zu übertragenden Produkte einfacher vor sich geht,
können diese auf der Seite PRODUKTLISTE markiert werden. Sie
erscheinen dann automatisch in dieser Tabelle (siehe Produkte markieren).
Die Spalte STATUS zeigt die Übe rtragungszustände.
?
!
*
Eine Übertragung vornehmen:
Empfehlungen:
Erstellen Sie eine Sicherungskopie der Werkzeuge, Maschinenparameter und
gegebenenfalls der Peripherienliste nach dem Inbetriebsetzen, vor und nach
dem Eingriff eines Technikers. Ve rwahren Sie diese Informationen in
Sicherheit.
Das Produkt wird gerade übertragen.
Das Produkt ist nicht übertragen worden. (Doppelte
Bestimmung in der Liste, o der anderer Fehler).
Ein Fehler ist während der Übertragung entdeckt
worden, das Produkt wird nicht übertragen.
Das Produkt i s t korrekt über tragen worden.
QUELLE und ZIEL wählen.
Den Cursor auf den gewählten Übertra gungstyp bringen.
Die Übertragung mit der Funktion ÜBERTRAGEN (Menü Aktion)
ausführen lassen, da nn bestätigen.
Sichern Sie regelmässig die Produkte auf Disketten,wenn Ihre DNC nicht an
ein Netzwerk angeschlossen ist. Dies ist leichter, einfacher und billiger, als
nach einer Pa nne alle Daten wieder neu eingeben zu müssen.
SEITE 82 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 85

NTERHALT
U
Der Unterhalt der Numerischen Steuerung beschränkt sich auf das
regelmässige Auswechseln der Filter und das Reinigen des Filtergehäuses.
Auswechseln der Filter
Es ist wichtig, regelmässig (einmal im Monat) die Filter der Ventilatoren der
Numerischen Steuerung auszuwechseln. Wird dieser Unterhalt vernachl ässigt,
so kann die Steuer ung übermässige Hitze entwickel n und unter Umständen
nicht wieder gutzumachende Schäden verursachen.
Haupt-Stromversorgung unterbrechen.
Die 4 Schrauben des Schutzgitters entfernen.
Filter auswechseln.
Schutzgitter wieder anbringen.
Reinigen der DNC
Haupt-Stromversorgung unterbrechen.
Tastatur, Gehäuse und Rückwand mit einem feuchte n Lappen und
etwas flüssiger Seife reinigen.
Mit trockenem und sauberem Lappe n trocken reib en.
Verwenden Sie nie Produkte auf Alkoholbasis oder
Lösungsmittel (Trichloräthylen, Verdünner, Azeton usw.).
DEFINITIONEN SEITE 83
Page 86

ERKZEUGE
W
Bei der Erstellung eines Pr oduktes können die Werkzeugpaa re nach Wunsch
zusammengestellt werden, entweder für das ganze Produkt oder für jede
Biegung verschieden. Bei der Ausführung des Produktes jedoch müssen die
gewählten Werkzeuge in der aktiven Peripherie enthalten sein (siehe Aktive
Peripherien).
Wie die anderen Daten, können die Werkzeuge auch anderswo aufgehoben
werden als im INTERN-Speicher der Software.
P
ROGRAMMIERUNG DER STEMPEL
Seite: PROGRAMMIERUNG DER STEMPEL Drei Grundformen stehen für die Programmierung zu Verfügung. Diese
Formen werden im Feld TYP (0, 1 oder 2).ausgewählt)
0 1 2
Wenn alle Daten eines Stempels progr ammiert sind, erscheint das Werkzeug
in blau.
Wird das Grundwerkzeug angezeigt, dann ist dies an seiner braunen Farbe
erkennbar.
Wenn ein Werkzeug programmiert ist, kann es sein, dass die Position
gewisser Masse schwer zu definieren ist. Um die vordefinierte Grundform zu
visualisieren genügt es, in das kleine Kä st chen (D oder E ) zu klicken, welches
sich oben in de r Zeichnung befindet. Das Werkzeug nimmt dann seine durch
die braune Farbe erkennbare Grundform an.
Gehen Sie auf die Seite PROGRAMMIERUNG DER STEMPEL.
Bestimmen Sie den Typ des G rundstempels für die Programmierung
im Feld TYP.
Geben Sie im Feld GEDREHT an, ob der Stempel gedreht ist.
Vervollständigen Sie die anderen Masszahlen- und Sicherheitsdaten.
Wählen Sie, falls nötig, die Peripherie (Feld IN), in der Sie dieses
Werkzeug speichern möchten.
SEITE 84 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 87

Schreiben Sie den Namen (numerisch oder alphanumerisch) des
Stempels ins Feld STEMPEL.
Speichern Sie den Stempel.
Wenn die interaktive Meldung EXISTIERT erscheint, bedeutet das,
dass in der Peripherie ein Stempel schon diesen Namen trägt; man
muss also einen anderen Namen für dieses Werkzeug wählen, oder den
schon existiere nden Namen löschen und ne u einspeichern.
Einige Erklärungen zu den Feldern dieser Seite
REF
MAXIMALDRUCK <
KOLLISION TIEFE
ERLAUBT
Dieses Feld gibt der Software an, ob die
Auflagefläche des Stempels das Mass H1 oder
H2 ist.
Diese Wahl muss für alle Werkzeuge dieser
Maschine gleich sein.
Die gewählte Höhe H1 oder H2 muss möglichst
genau sein, da sie als Referenz gilt. Von dieser
Information hängt das Biegungsergebnis ab.
Die Wahl H1 oder H2 hängt von der
Maschinenkonstruktion ab. Sie wird also vom
Hersteller bestimmt. Diese Wahl muss
berücksichtigt werden, sonst besteht Kollisionsund Werkzeugbeschädigungsgefahr
Dieser Wert gibt den vom Werkzeug ertragenen
Maximaldruck an. Wenn die Druckberechnung
des in Arbeit stehenden Produktes diesen Wert
übersteigt, und die Biegungslänge bekannt ist,
wird der Bediener durch eine interaktive
Meldung dar über informiert.
Wenn NEIN (vorbesetzte Wahl), macht die
DNC einen Kollisionstest (siehe Kapitel
Kollision Tiefe erlaubt); der Bediener wird
notfalls die "Kollision" Schritt für Schritt auf
der Seite WERZ. BIEG. annehmen müssen.
Wenn JA, wird für dieses Werkzeug die
Kollision erlaubt.
SICHERHEIT XS
DEFINITIONEN SEITE 85
Verbietet der X-Achse diese Grenze zu
überschreiten (zum Beispiel, um eine Kollision
mit dem Stempel während der Biegung zu
verhindern).
Page 88

Sicherheit XS Stempel
XS
Sicherheit XS Matrize
XS
P
ROGRAMMIERUNG DER MATRIZEN
Seite: PROGRAMMIERUNG DER MATRIZEN Wenn alle Daten einer Matrize programmiert sind, erscheint das Werkzeug in
rot.
Wird das Grundwerkzeug angezeigt, dann ist dies an seiner braunen Farbe
erkennbar.
Wenn ein Werkzeug programmiert ist, kann es sein, dass die Position
gewisser Masse schwer zu definieren ist. Um die vordefinierte Grundform zu
visualisieren genügt es, in das kleine Kä st chen (D oder E ) zu klicken, welches
sich oben in de r Zeichnung befindet. Das Werkzeug nimmt dann seine durch
die braune Farbe erkennbare Grundform an.
SEITE 86 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 89

Suchen Sie die Seite PROGRAMMIERUNG DER MATRIZEN auf.
Geben Sie im Feld GEDREHT an, ob die Matrize gedreht ist.
Vervollständigen Sie die anderen Masszahlen- und Sicherheitsdaten.
Schreiben Sie den Namen (numerisch oder alphanumerisch) des
Werkzeuges ins Feld MATRIZE.
Speichern Sie die Matrize.
Wenn die interaktive Meldung EXISTIERT erscheint, bedeutet das,
dass in der Peripherie eine Matrize schon diesen Namen trägt; man
muss also einen anderen Namen für dieses Werkzeug wählen, oder den
schon existiere nden Namen löschen und ne u einspeichern.
Einige Erklärungen zu den Feldern dieser Seite
Höhe H Die Höhe H muss möglichst genau sein. Von
dieser Info rmation hängt das Er gebnis der
Biegung ab.
Ve
RADIUS r
MAXIMALDRUCK <
KOLLISION TIEFE
ERLAUBT
Breite der V-Öffnung. Entsprechend den in der
Zeichnung unten bestimmten Massen.
Radius der Matrize, entsprechend
untenstehender Zeichnung.
Dieser Wert gibt den vom Werkzeug ertragenen
Maximaldruck. Wenn die Druckberechnung des
in Arbeit stehenden Produktes diesen Wert
übersteigt, und die Biegungslänge bekannt ist,
wird der Bediener durch eine interaktive
Meldung dar über informiert.
Wenn NEIN, (vorbesetzte Wahl) macht die
DNC einen Kollisionstest (siehe Kapitel
Kollision Tiefe erlaubt); der Bediener wird
notfalls die "Kollision" Schritt für Schritt auf
der Seite WERZ. BIEG. annehmen müssen.
Wenn JA, wird für dieses Werkzeug die
Kollision erlaubt.
DEFINITIONEN SEITE 87
Page 90

SICHERHEIT XS Verbietet der X-Achse diese Grenze zu
überschreiten (zum Beispiel, um eine Kollision
mit dem Stempel während der Biegung zu
verhindern).
XS
SICHERHEIT RS Verbietet der R-Achse den Zugang zu dieser
Zone. Notfalls führt der Anschlag e inen
Rückzug durch, be vor sich die R-Achse
verschiebt.
RS
W
ERKZEUG ÄNDERN
Seiten: PROGRAMMIERUNG STEMPEL oder MATRIZE
Wenn ein Werkzeug geändert wird, insbesondere die Höhe (was die
Berechnung der Oberwangenposition änder t), muss bei jedem Aufruf eines
Produktes, das dieses W erkzeug benutzt, die Berechnung ( BERECHNUNG)
neu gemacht werden. Eventuell muss auch die Biegefolge neu ermittelt
werden.
Rufen Sie die Seite PROGRAMMIERUNG STEMPEL oder
MATRIZE auf.
Suchen Sie das Werkzeug, das Sie ändern möchten.
Entfernen Sie das Werkzeug.
Ändern Sie die gewünschten Werte.
Speichern Sie das Werkzeug unter demselben Namen.
SEITE 88 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 91

W
ERKZEUGPOSITION
Seite: MONTAGE WERKZEUGE oder WERKZEUGPOSITION Die Werkzeugmontage wird in der ModEva Bedienungsanleitung ausführlich
behandelt. Beziehen Sie sich bitte darauf.
Wenn Sie mehrere Arbeitplätze installieren, kontrollieren Sie, dass mit diesen
Werkzeugen ohne Kollisions- oder Beschädigungsgefahr gearbeitet werden
kann.
L
ISTE STEMPEL
/ L
ISTE MATRIZEN
Auf dieser Seite können Sie die Liste der Stempel und der Matrizen mit ihren
Haupteigenschaft en sehen.
DEFINITIONEN SEITE 89
Page 92

INKELKORREKTUREN
W
Seiten: KORREKTUREN
A
LLGEMEIN
Die in der Werkstatt benutzten Bleche haben sozusagen nie die gena nnte
Stärke. Die tatsächliche Stärke schwankt oft um ±10% des Nennwertes.
Ausserdem sind die Schwankungen nic ht auf der ganzen Bl echseite gleich.
Die Stärke der linken und der rechten Seite kann versc hieden sein (trapezförmiger Blechschnitt). Die Software kann diese Art Fehler korrigieren,
indem sie die Korrektur der beiden Biegungsende unterscheidet.
Die Biegungstiefe (sowie die Ver längerung, der D ruck und die Bombierung)
wird auf Grund der bestimmten Stärke berechnet (wie im Feld STÄRKE
programmiert).
In diesem Kapitel Winkelkorrekturen werden wir uns mit 3 Korr ekturarten
befassen:
Je nach dem Feld in dem sie eingegeben wird , kann eine Korrektur auf
folgende Bi egungen wirken:
Den Direktkorrekturen.
Den Winkelkorrekturen.
Den Korrekture n durch Messung der Blechstärke.
Die aktuelle Biegung (und keine andere).
Alle Biegungen (mit dem glei chen Winkel), d ie sich auf demselbe n
Schnitt befinden (gleiches Profil).
Alle Biegungen (mit dem glei chen Winkel) eine s Produktes ( auch auf
verschiedenen Schnitten).
D
IREKTE KORREKTUREN
Um direkte Kor rekturen vorzune hmen, muss di e DNC im Programmierungsoder halba utomatischen Modus stehen, dann genügt die E ingabe eines Wertes
im gewünschten Feld der Tabelle. Die aktuelle Biegungsnummer befi ndet
sich auf dem Bildschirm oben.
Soll die Korrektur auf beide Seiten der Oberwange wirken, muss der gleiche
Wert für Y1 und Y2 eingegeben werden.
Die anderen Achsen, der Klemmpunkt, d ie Presskraft und die Bombierung
können auf gleiche Weise korrigiert werden.
SEITE 90 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 93

Die Direktkor rekturen addieren sich. Das heisst, wenn Sie für ein Produkt
eine Globalkorrektur eingeben und dann eine Korrektur für eine bestimmte
Biegung vorgeno mmen wird, entsteht eine End korrektur, d i e beide
vorgenommenen Korrekturen einschliesst.
W
INKELKORREKTUREN
Nach einer Biegung misst der Bedi ener den erhalt enen Winkel. Er gibt den
gemessenen Winkelwert ins Feld WINKEL ein. Die DNC berechnet
automatisch die Korrektur, um den zuvor programmierten Winkel zu
erreichen. Falls der korr igierte Winkel noch immer nicht stimmt, kann der neu
erhaltene W i nkel eingegeben werd en. Diese Prozedur kann zwei- oder
dreimal wiederholt werden.
Vorsicht, es dürfen nicht gleichzeitig Änderungen in d er Tabelle der
Direktkorr ekturen und Winkelkorrekturen vo rgenommen werden.
Wie bei den Direktkorr ekturen, kann die Korrektur nach den folgenden
Kriterien zugeteilt werden.
BIEGUNG Korri giert nur die gegenwärtige Biegung.
SCHNITT _ Korrigiert alle Winkel des gewählten Schnittes,
PRODUKT Korrigiert alle Winkel de s Produktes, die den
die den gleichen programmierten Wert und die
gleichen Werkzeuge haben.
gleichen programmierten Wert und die gleichen
Werkzeuge haben.
Die DNC muss sich dabei i m P rogrammierungs- oder ha l bautomatischen
Modus befinden.
Programmieren Sie das Feld STAERKE MESSUNG wie folgt
STAERKEMESSUNG BLECHMITTE KEI NE MODUS VORIGES MASS
Messen Sie den erzielten Winkel.
Geben Sie den Messwert unter einer der Spalten BIEGUNG,
SCHNITT oder PRODUKT ins Feld WINKEL ein.
Testen Sie das Resultat und wiederholen Sie notfalls die Korrektur.
Siehe auch den Maschinenparameter KOMPENSATION
RÜCKFEDERUNG auf der Seite MATERIAL. Mit diesem Parameter kann
ein Winkel daue rnd innerhalb ei ner bestimmten Spanne korrigiert werden.
DEFINITIONEN SEITE 91
:
Page 94

K
ORREKTUREN DURCH STÄRKEMESSUNG
Die Korrekt ur durch Stärkemessung kann auf verschiedene Ar t en
vorgenommen werden, aber das Prinzip bleibt das gleiche. Ein System (oder
der Bediener) gibt das reale Mass des Materials ein. Mit diesen Parametern
berechnet die DNC die nöt ige Korrektur.
Die beiden Hauptmethoden sind:
Messung am OT und Messung am KP.
Messung am OT Die Messung erfolgt und wird in die DNC
eingegeben, wenn sich d i e Maschine im OT
befindet.
Die Eingabe der Messung erfol gt entweder
konventionell über die Ta st atur, oder mit e iner
RS232 Verbindung mittels eines entsprechenden
Messgerätes, oder durch ein im Anschlag
integriertes System.
Messung am KP In diesem Fall erfolgt die Messung am Klemm-
punkt. Drei Möglichkeiten stehen z ur Wahl:
- Messung durch die Oberwange.
- Messung durch die Oberwange mit
Verschiebung der Matrize .
- Messung des realen Klemmpunktes durch ein
externes System.
Wie bei den Winkel- und Direktkorrekturen kann die Korrektur die in Arbe it
stehende Biegung betreffen, den Schnitt ode r das ganze Pro dukt.
Mit der Korrektur nach Stärkemessung kann zudem für jedes Biegungsende
eine verschiedene Korre kt ur vorgenommen werden.D i e Wahl erfolgt nach der
rotierenden Liste BLECHMITTE oder BLECHRÄNDER (diese
Möglichkeit wird weiter unten in diesem Kapitel erläutert).
Bemerkung: Aus technischen Gründen kann man während der Arbeit in den
Programmierungsmodus üb ergehen (DNC im automatischen Modus und
Programmierung), aber nur wenn STÄRKEMESSUNG KEINE gewählt
wurde.
Wiederum aus techni schen Gründen können d ie Felder BLECHPOSITION
und STÄRKEMESSUNG im halbautomatischen Modus nicht mehr geändert
werden.
Messung am OT
Wie schon am Anfang dies es Kapitels er wähnt, wird die Messung dann
vorgenommen, wenn die Oberwange sich am oberen Totpunkt befindet.
In diesem Abschnitt beschr eiben wir nur die Eingabe der Messung durch den
Bediener, so wie die "Standard" Software der DNC es vorsieht.
Die DNC muss sich in halbautomatischer oder in P rogrammierungsart
befinden.
SEITE 92 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 95

Gehen Sie wie folgt vor :
.Programmieren Sie das Feld STAERKEMESSUNG wie folgt:
STAERKE MESSUNG BLECHMITTE OT MANUELL MODUS PER BIEGUNG
Messen Sie die Stärke sehr genau (mit einem Mikrometer).
Geben Sie den gemessenen Wert ins Feld STÄRKE LINKS der
Spalte PRODUKT, SCHNITT oder BIEGUNG ein, je nach Bedarf.
Wenn Sie nur das Feld STÄRKE LINKS programmieren, wird
angenommen, dass es sich um eine z entrale Messung handelt.
Verlassen Sie das Feld.
Biegen Sie.
Wenn die Einga be in folgenden Sp alten gemacht wird:
PRODUKT
- wird di e auf irgendwelcher Biegung gemachte Messung bis zur
nächsten Messung gelten.
- wird die wirklich erhaltene Stärke mit diesem Pro dukt zusammen
gespeichert.
- wird die Realstärke als gültig für alle Biegungen angenommen.
- werden bei jeder neuen Messung alle Bi egungen nochmals korrigiert.
- wird nach der zuvor gespeicherten Messung korrigiert, falls keine
andere vorgenommen wurde.
SCHNITT
- wird di e vom Bediener auf irgendwelcher Biegung gemachte Messung
bis zur nächsten Me ssung gelten.
- wird die wirklich erhaltene Stärke mit dem Schnitt zusammen
gespeichert, zu dem die Biegung gehört. Sie gilt auch für a lle weiteren
Biegung desselben Schnittes.
- werden alle Biegungen des Schnittes nochmals korrigiert, falls eine
neue Messung eintritt.
- falls keine neue Messung eintritt, wird nach einem eventuell z uvor mit
diesem Schnitt gespeicherten Mass korrigiert.
Bemerkung: Wenn in der Spalte SCHNITT Werte vorhanden sind, werden
diese in Betracht gezogen, wobei die Werte der Spalte
PRODUKT ausgelassen werden. Ist in der Spalte SCHNITT
kein Wert ange geben, werden, fa lls vorhanden, die Werte der
Spalte PRODUKT gelten.
BIEGUNG
- wird di e vom Bediener auf irgendwelcher Biegung gemachte Messung
nur für diese Bi egung gelten. Sie wird auch gespeichert.
- falls ke ine Messung gemacht wird, wird nach einem eventuell zuvor
mit dieser Biegung ge speicherten Mass korrigiert.
Bemerkung: Wenn in der Spalte BIEGUNG Werte vorhanden sind, werden
diese in Betracht gezogen, wobei die Werte der Spalten
SCHNITT UND PRODUKT ausgelassen werden. Ist in der
Spalte BIEGUNG kein Wert angegeben, werde n, falls
vorhanden, die Werte der Spalte SCHNITT gelten. Sind nur in
der Spalte PRODUKT Werte vorhanden, werden diese gelten.
DEFINITIONEN SEITE 93
Page 96

Messung am Klemmpunkt
Wir beschreibe n in diesem Kapitel nur die Messung am Klemmpunkt mittels
der Oberwange. Für die anderen Optionen, siehe Anhang.
Prinzip:
Die Oberwange nähe rt sich dem Blech wie gewöhnlich (in Betriebsart halbauto oder automatisch). Vo r dem theoretischen Klemmpunkt verringert die
DNC den Systemdruck und die Oberwange "stellt" sich frei auf das Blech.
Die DNC stellt das Anhalten der Oberwange fest, und ermöglicht dabei die
Stärkemessung des Bleche s.
Es ist klar, dass in diesem Augenblick das Blech unter de r Oberwange nicht
biegen darf, sonst ist die Messung fal sch. Die Art wie diese Option
funktioniert, hängt bei dieser Messungsphase von der Hydraulik der
Maschine, der Annäherungsgeschwindigkeit auf dem Blech und der
Minimalkraft de r Oberwange ab.
Die Messung wäre natürl ich falsch, wenn sich die O berwange zu diesem
Zeitpunkt schrägstellen würde.
Idealerweise befindet sich das Produkt genau in der Mitte der Maschine, mit
einer Biegungslä nge um mehr als 2/3 der Ganzlänge der Ma schine und ist in
der Lage die Oberwange ohne Nachgabe zu tragen.
Wie bei den anderen Korrekturen kann die Messung per Produkt, Schnitt oder
Biegung gemacht werden, zentral oder an den Rändern, je nach Wunsch.
Vor jeder Benutzung muss eine Eichung vorgenommen werden.
Eichung
Ein Eichungszyklus ist einem Messzyklus sehr ähnlich, nur wird di e
Realstärke von der Nominalstärke abgezogen.
Dieser Unterschied wird gespeichert, und kann später zur Korrektur der
Realstärkebe rechnung gebraucht werden.
Verfahren:
Messen Sie das Blech mittels eines Mikrometers.
Wählen Sie ART EICHUNG.
Geben Sie die Werte in den passenden Felder STÄRKE RECHTS
und STÄRKE LINKS der Seite KORREKTUREN ein.
Stellen Sie die DNC auf Betriebsart halb-auto.
Legen Sie das Blech in die Mitte der Maschine und machen Sie eine
Biegung.
Hat sich der Ei chungszyklus richtig abgewickelt, erscheinen die
Unterschiedswerte zwischen den Realstärken und den Nennwerten auf
den Zeilen STÄRKE LINKS und STÄRKE RECHTS, in der Spalte
--SOLL--. Dort bleib en sie bis zur nächsten Eichung.
Wählen Sie die ge wünschte Messungsart MODE PER PRODUKT,
PER SCHNITT oder PER BIEGUNG. Von da an wird die Messung
während der Arbeit nach dieser Wahl vorgenommen. Siehe auch die
Beschreibung der Art. VORIGES MASS weiter unten.
Bemerkung: Wenn das Feld BLECHPOSITION nicht definiert ist, wird
angenommen, dass das Blech zwischen den beiden
Messlinealen in der Mitte liegt.
SEITE 94 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 97

Ist die Blechbreite nicht angegeben, wird angenommen, dass
sie mit dem Abstand zwischen den Regeln Y1 und Y2 gleich ist
(Maschinenparameter).
Arbeit mit der Korrektur MESSUNG IM KLEMMPUNKT
Nach der Ei chung wird MODUS PER PRODUKT, PER SCHNITT oder
PER BIEGUNG gewählt, je nachdem, ob Sie die Messungen per Produkt,
per Schnitt oder per Biegung vornehmen möchten.
VORIGES MASS
TOLERANZ KP IN %
DER STÄRKE
In dieser Betriebsart werden keine neuen
Messungen vorgenommen.
Die vorigen mit dem Produkt, dem Schnitt oder
der Biegung gesp eicherten Masse werd en
aufgehoben und gebraucht.
Diese Art ist besonders bequem, wenn man mit
einem homogenen Blechposten arbeitet. In
diesem Fall genügt eine e i nzige Stärkemessung
bei der er st en Biegung des erste n Produktes und
eine Korrektur auf gleicher Basis später. Das
erspart be i diesen Messungen unver meidbaren
Zeitverlust.
Diese Arbeitsart wird auch dann angewendet,
wenn mit Produktgruppen gearbeit et wird, da die
vorigen Masse, die das letzta usgeführte Prod ukt
bestimmen, auf das nächste kopiert werden
können.
Seite: MASCHINENPARAMETER /
MATERIAL.
Dieses Feld erlaubt die Eingabe einer Maximalgrenze in der Material-"Zerstreuung", wenn die
Stärkekorre kt ur am KP angewendet wird.
Falls die gemessene Bl echstärke höher oder
niedriger ist als nn%, wird die Bie gung nicht
ausgeführt und der Bediener wird durch eine
Meldung informie rt.
Siehe Korrekturen (Tabelle ...).
KORREKTURFAKTOR
STÄRKE
DEFINITIONEN SEITE 95
Seite: MASCHINENPARAMETER /
MATERIAL.
Diese Tabelle erlaubt die Bestimmung eines
Korrektursatzes, abhängig von der Stärkeschwankung, wenn die Stärkekor rektur am KP
angewendet wird. Nicht programmiert hat dieser
Faktor den Wert 1.00.
Wenn der Anwender bemerkt, dass: die
Software dazu neigt, für ein bestimmtes Material
zuviel zu kompensieren (d.h. zu tief zu gehen,
wenn die Realstärke geringer ist als die
Nominalstärke, oder nicht genügend tief, wenn
die Realstärke grösser ist als die Nominalstärke),
trägt er einen Wert zwischen 0.99 und 0.0 im
betreffenden Winkelbereich ein.
Wenn hingegen die Software nicht genügend
kompensiert, trägt er einen Wert zwischen 1.01
und 99.99 ein.
Siehe Korrekturen (Tabelle ...).
Page 98

U
NABHÄNGIGE STÄRKEKORREKTUREN
Das Prinzip besteht darin, an jedem Ende de r Biegung die Stär ke einzugeben
oder zu messen (nach den vorgehenden Methoden). Mit diesen Eigaben und
der Blechposition wird die DNC eine unterschiedliche Korrektur für Y1 und
Y2 berechne n. Diese Korrekturart wird besonders geschätzt für die Biegung
von Blechen mit grosser Biegungslänge und wichtiger Stärkeschwankung.
Um Funktionieren zu können, müssen die Maschinenparameter wie Position
der Messlineale, Maschinenbrei te, usw. programmiert werden, da sonst eine
Fehlermeldung erschei nt .
Die unabhängige Stärkemessung Y1 Y2 kann zusammen mit der Stärkemessung am OT und der Stärkemessung im Klemmpunkt benutzt werden.Si e
funktioniert auch mit der Wahl der Korrekturen per Produkt, Schnitt oder
Biegung.
Stärkemessung am OT
Sie funktioniert gleich wie oben im Abschnitt Messung am OT beschrieben,
nur dass die Blechposition und die Randstärken programmiert werden
müssen.
Wählen Sie STÄRKEMESSUNG BLECHRÄNDER
Programmieren Sie die Blechposition im Feld BLECHPOSITION
und in der gewünschten Spalte.
Geben Sie in der gleichen Spalte die an jedem Ende der
auszuführenden Biegung gemessene Blechstär ke ein.
Verlassen Sie das Feld.
Biegen Sie.
Y1-Y2
Stärkemessung am Klemmpunkt
Sie funktioniert gleich wie oben im Abschnitt Messung am Klemmpunkt
beschrieben, nur dass die Blechposition programmiert werden muss.
Wählen Sie STÄRKEMESSUNG BLECHRÄNDER
Programmieren Sie die Blechposition im Feld BLECHPOSITION
und in der gewünschten Spalte.
Fahren Sie weiter wie oben im Abschnitt Messung am Klemmpunkt
beschrieben.
Biegen Sie weiter.
K
ORREKTUREN
Seite: KORREKTUREN, Feld EMPFINDLICHKEIT UT.
Dieses Feld zeigt an, welche Tiefenvariation erforderlich ist, um in der
aktuellen Sequenz eine Winkelvariation von 1 (einem) Grad zu erreichen.
Wenn dieser Wert zu klein ist (z.B. < oder = 0.05 mm), ist es wünschenswert,
eine Matrize mit einem breiteren V anzuwenden.
: E
MPFINDLICHKEIT
UT
SEITE 96 MODEVA/DNC 880S REFERENZHANDBUCH 2D
Page 99

EICHNUNG
Z
U KURZER SCHENKEL ERLAUBT
Z
Seiten: in den meisten Seiten.
In diesem Feld können alphanumerische Referenzen bis zu 24 Buchstaben
eingegeben werde n (siehe Alphanumerische Felder).
Bei einer grossen Anzahl vorhandener Produkte empfehlen wir Ihnen, di ese
Möglichkeit z u verwenden, um ein Pro dukt eindeutig zu definieren. Di es wird
die Suche mittels Suche Produkt/Kriterien erleichtern.
Seite : WERKZEUG BIEGUNG.
Dies ist ein Sicherheitselement,dessen Test beim Übergang in den Modus
AUTO oder HALB-AUTO durchgeführt wird. Je nac h dem generiert es eine
Fehlermeldung mit Einble ndung der Seite WERKZEUG BIEGUNG, und
zeigt den Cursor in diesem Feld.
Schenkel zu kurz
Diese Meldung macht den Benutzer darauf aufmerksam, dass der
programmierte Sc henkel zu kurz ist und während der Biegung nicht korrekt
auf beiden Seiten der Matrize aufstützt.
Der Bediener kann auf Wunsch diese Kontrolle nicht in Betracht ziehen. Drei
Optionen stehen zu Verfügung:
AUF DIESER
BIEGUNG / NEIN
AUF DIESER
BIEGUNG / JA
Vorbesetzte Wahl. Eine Kontrolle der
Schenkellänge wird auf der jeweiligen Biegung
gemacht.
Keine Kontrolle auf der jeweiligen Biegung.
GLOBAL
DEFINITIONEN SEITE 97
Keine Kontrolle auf dem ganzen jeweiligen
Produkt.
Page 100

ULÄSSIGE KRAFT AUF DEN MATRIZEN
Z
Seite: PROGRAMMIERUNG DER MATRIZEN
Die maximal zulässige Kraft entspricht einem Parameter, der beim
Programmieren der Werkzeuge festgelegt wurde. In Wirklichkeit ändert sich
aber die maximal zul ässige Kraft in Abhängigke i t des Biegewinkels (und
natürlich auch d er anderen üb lichen Paramete r).
Die Seite für die Matrizenprogrammierung enthält 2 Pa are von Feldern,
welche erlauben, die Sicherheit anzupassen.
Das fünfte Feld erlaubt, das Resultat zu testen.
Wird nur das erste Feld Ton/m programmiert, so ist die Presskraftgrenze
konstant und wird nicht vom Winkel abhängig ge mac ht .
__._° -> max 200.0 Ton/m
__._° -> max ___._ Ton/m
Test
Das Feld Test gibt die maximal zulässige Kraft beim programmierten Winkel
an.
90.0° = 200.0 Ton/m
Wenn das Feld "offener Winke l"
programmiert werden, so wird die Bere chnung entsprechend na chstehendem
Diagramm begrenzt.
Falls vom Maschinenhers t eller keine besonderen Angaben gemacht werden,
so wird die bereits bekannte maximal zulässige Kraft eingegeben, und ein
"offener Winkel" von 90° (wie untenstehend).
90.0° -> max 200.0 Ton/m
__._° -> max ___._ Ton/m
Test
Sind die 4 Felder programmiert, so wird die maximal zulässige Kraft gemäss
dem untenstehenden Diagramm begrenzt. Die Wahl zwischen der oben
gezeigten Methode und der im vorliegenden Abschnitt beschriebenen
Methode hängt von den bekannten Daten und dem Entscheid der Pe rson,
welche die Matrizendaten eingibt, ab.
60.0° = 115.5 Ton/m
90.0° -> max 200.0 Ton/m
30.0° -> max 45.0 Ton/m
60.0° = 122.5 Ton/m
Test
und Ton/m derselben Zeile
SEITE 98 MODEVA/DNC 880S REFERENZHANDBUCH 2D
 Loading...
Loading...