

Page 1
ModEva/DNC880S
2D-viitekäsikirja
CYBELEC SA puh. ++ 41 24 447 02 00
RUE DES UTTINS 27 faksi ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS sähköpostiosoite: info@cybelec.ch
SVEITSI
V-DOC-MODEVA-EN
Page 2

Page 3

3.8.2006 V. 1.3
SISÄLLYSLUETTELO
JOHDANTO......................................................................................................................................5
Tietoja tästä käsikirjasta 5
Lisenssisopimus ja Tekijänoikeus 5
KÄYTÄNTÖJÄ..................................................................................................................................7
MÄÄRITELMÄT................................................................................................................................11
ABS .....................................................................................................................................11
SUHT Erreur ! Signet
Aktiiviset oheislaitteet..........................................................................................................12
Koneen aktiiviset oheislaitteet 12
Aktiiviset oheistuotteet 13
Aktiiviset ylätyökalu-/alatyökaluoheislaitteet 13
Alatyökaluun vaikuttava sallittava voima.............................................................................13
Aakkosnumeeriset kentät....................................................................................................15
Kulman korjaaminen............................................................................................................16
Yleisiä Huomautuksia 16
Suorat Korjaukset 16
Kulmakorjaukset 17
Vahvuuden Mittaukseen Perustuvat Korjaukset 17
Mittaus yläkuolokohdassa (YKK) 18
Mittaus kosketuspisteessä (KP) 20
Itsenäinen Vahvuuden Korjaus Y1-Y2 22
Korjaukset: Herkkyys akk 22
Lisätoiminnot .......................................................................................................................23
Takavasteen peruutus.........................................................................................................23
Taivutus...............................................................................................................................23
Alatyökalun pohjaan 23
Lopullinen 23
Välivaihe 23
Työvaihe Ilman Taivutusta 24
Taivutuslaskuri ....................................................................................................................24
Taivutusvoima .....................................................................................................................24
Taivutusjärjestys..................................................................................................................25
Automaattinen Taivutusjärjestys 25
Taivutusjärjestyksen Muuttaminen 25
Taivuttamaton Tila 27
Taivutusnopeus...................................................................................................................29
TV (Takavaste) tai VASTE..................................................................................................29
Pohjaaniskutaivutus ............................................................................................................30
Korjaukset (taulukko)...........................................................................................................31
Bompeeraus........................................................................................................................32
MODEVAREF2D_FIN.DOC SISÄLLYSLUETTELO SIVU 1
Page 4

Tietojen varmuuskopiointi................................................................................................... 32
Tiedonsiirto......................................................................................................................... 33
Päivämäärä ja kellonaika.................................................................................................... 35
Epäkeskiset ylätyökalut ja takavasteen korjaus................................................................. 36
Syvyystörmäyksen salliminen............................................................................................. 36
Piirros.................................................................................................................................. 37
Puristusaika........................................................................................................................ 38
Tyhjennys/poisto................................................................................................................. 38
Muistien tyhjentäminen....................................................................................................... 39
Vapaa muisti....................................................................................................................... 39
Vasteen välys .....................................................................................................................40
Ihannekäyrä (KAARI).......................................................................................................... 41
NUMEERINEN TUOTE -sivu 41
Akseleiden indeksointi........................................................................................................ 46
Työvaiheen lisäys...............................................................................................................46
Sisäsäde.............................................................................................................................47
Näppäimistö........................................................................................................................48
L. Taivutus.......................................................................................................................... 48
Kieli.....................................................................................................................................49
Ohjelman lopetus................................................................................................................49
Työkappaleen sivu.............................................................................................................. 50
Pituus.................................................................................................................................. 51
Hidas-nopeus matka ......................................................................................................51
Koneparametrit................................................................................................................... 51
Huolto .................................................................................................................................52
Takavasteen säätö käsin....................................................................................................52
Akselin origojen muuttaminen ............................................................................................53
Parametrituote.................................................................................................................... 55
Toiminnon aktivointi 55
Parametrituotteen luonti 55
Parametrituotteen käyttö 59
Tuoteryhmät........................................................................................................................ 60
Määritelmät 60
TUOTERYHMÄ -sivun työesimerkki 61
Tuotetiedot..........................................................................................................................62
Tietojen näkyminen 63
Tiedon luominen (vain tekstiä) 63
Tiedon luominen (tekstiä ja kuvia) 63
Tuotehallinta....................................................................................................................... 67
Profiilin ohjelmointi.............................................................................................................. 68
Ohjelmointi NUMEERINEN TAIVUTUS -sivulla................................................................. 68
Ohjelmointi työskentelyn aikana......................................................................................... 69
Kpl.tarv. ___ Tehty.___ ...................................................................................................... 70
Referenssi YR kor. .............................................................................................................70
Kuvakaappaus....................................................................................................................71
Mustavalkoinen, värillinen 71
Näyttökuvan tulostus 72
Tuotteen etsintä hakuehtojen avulla................................................................................... 74
Tallennuspäivämäärä 75
Poikkileikkaus..................................................................................................................... 76
Sigma.................................................................................................................................. 76
Simulointiehdot................................................................................................................... 77
VK (vaihtokohta)................................................................................................................. 80
Erityistaivutukset.................................................................................................................81
Esi-/lopullinen taivutus 81
Akseleiden/lisätoimintojen käynnistys................................................................................ 86
SIVU 2 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 5

YKK (Yläkuolokohta)...........................................................................................................87
Toleranssi............................................................................................................................88
Liian lyhyen segmentin hyväksyntä.....................................................................................89
Työkalut...............................................................................................................................89
Ylätyökalun ohjelmointi 90
Alatyökalun ohjelmointi 92
Työkalun muuttaminen 94
Työkalujen sijainnit 94
Ylätyökalu-/alatyökaluluettelo 94
Taittamaton pituus...............................................................................................................95
DIN 96
TODELLINEN Erreur ! Signet
DIN 6935 -standardin mukaisen laskennan korjauskerroin 96
SISÄLLYSLUETTELO SIVU 3
Page 6

Sivu on jätetty tarkoituksella tyhjäksi.
SIVU 4 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 7
JOHDANTO
TIETOJA TÄSTÄ KÄSIKIRJASTA
Tämä käsikirja on laadittu vastaukseksi erityiskysymyksiin, joita voi ilmetä
käyttäjän omaksuttua ModEva/DNC 880s -ohjelmiston perusteet.
Opas täydentää Käyttöohjetta, joka neuvoo ohjelmiston käytössä
noudatettavat perustoimenpiteet.
ModEva -ohjelmiston mukana toimitetaan myös kolmiulotteisessa muodossa
oleva 3D-viitekäsikirja.
Tämän käsikirjan osat ovat aakkosjärjestyksessä, kuten sanakirjassa.
Jos jotain aihetta käsitellään muussa luvussa kuin siinä, mistä tietoa ollaan
etsimässä, viitataan luvussa uuteen kohteeseen.
Käsikirjan lopussa oleva hakemisto täydentää ja helpottaa tiedon etsimistä.
Hakemistoa kannattaa käyttää.
Jotkin tämän käsikirjan toiminnot eivät toimi DNC 880S:ssä.
LISENSSISOPIMUS JA TEKIJÄNOIKEUS
Tämä käsikirja on käsikirjan alussa olevan lisenssi- ja
tekijänoikeussopimuksen alainen.
JOHDANTO SIVU 5
Page 8

Sivu on jätetty tarkoituksella tyhjäksi.
SIVU 6 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 9
KÄYTÄNTÖJÄ
Yleensä tässä käsikirjassa ei kerrata, miten kentän sisältö vahvistetaan,
työkalu valitaan, sivulle siirrytään eikä muita perustoimenpiteitä.
Nämä on esitetty esimerkein joko numeerisen ohjauksen tai kyseisen
ohjelmiston Käyttöohjeessa.
Jotta näytön tietoja olisi helpompi lukea, tässä oppaassa esitetyt näyttökuvat
esitetään mustavalkoisina.
Jotkin tässä oppaassa esitetyt näytöt saattavat erota ohjelman näytöistä. Erot
voivat johtua ohjelmiston määrityksistä (vaihtoehtojen lukumäärästä,
akseleista jne.) tai käytössä olevasta ohjelmistoversiosta (DOS tai Windows).
ERKINTÄTAVAT
M
Arial lihavoituna Näytöllä olevat tekstilainaukset.
Arial lihavoituna ja kursivoituna DNC -syötön tai -tulosteen nimen
ilmaiseminen.
kursivoitu Viittaus kirjoitettuun tekstikohtaan,
kappaleeseen tai käsikirjaan.
Esimerkki: Lisätietoja kohdassa Merkintätavat.
Tarkoittaa, että
kaksi kertaa.
LEISTIETOA KÄSIKIRJASTA
Y
Alla luetelluilla termeillä tarkoitetaan tässä käsikirjassa seuraavaa:
Hiiri mikrotietokoneen hiiri
tai DNC -laitteen ohjauspallo/ohjausanturi
Napsautus napsautetaan hiiren vasenta painiketta
Oikea napsautus napsautetaan hiiren kakkospainiketta
(oikeanpuoleinen painike)
Yhtäaikainen napsautus napsautetaan yhtä aikaa sekä oikeaa että vasenta
hiirenpainiketta
Valintaluettelot tai monivalintakentät:
Väriltään violetteja, mikä ilmaisee, että
vaihtoehtoja on useita.
Sisältö valitaan painamalla
Näyttöön aukeaa ikkuna, josta käy ilmi kenttään
valittavien vaihtoehtojen luettelo.
Valinnan vahvistus:
- kenttään kirjoitetaan vaihtoehdon vieressä
näkyvä numero tai
- osoitin siirretään valitun vaihtoehdon
-näppäintä tulee painaa
-näppäintä.
kohdalle. Sitten painetaan
KÄYTÄNTÖJÄ SIVU 7
-näppäintä.
Page 10
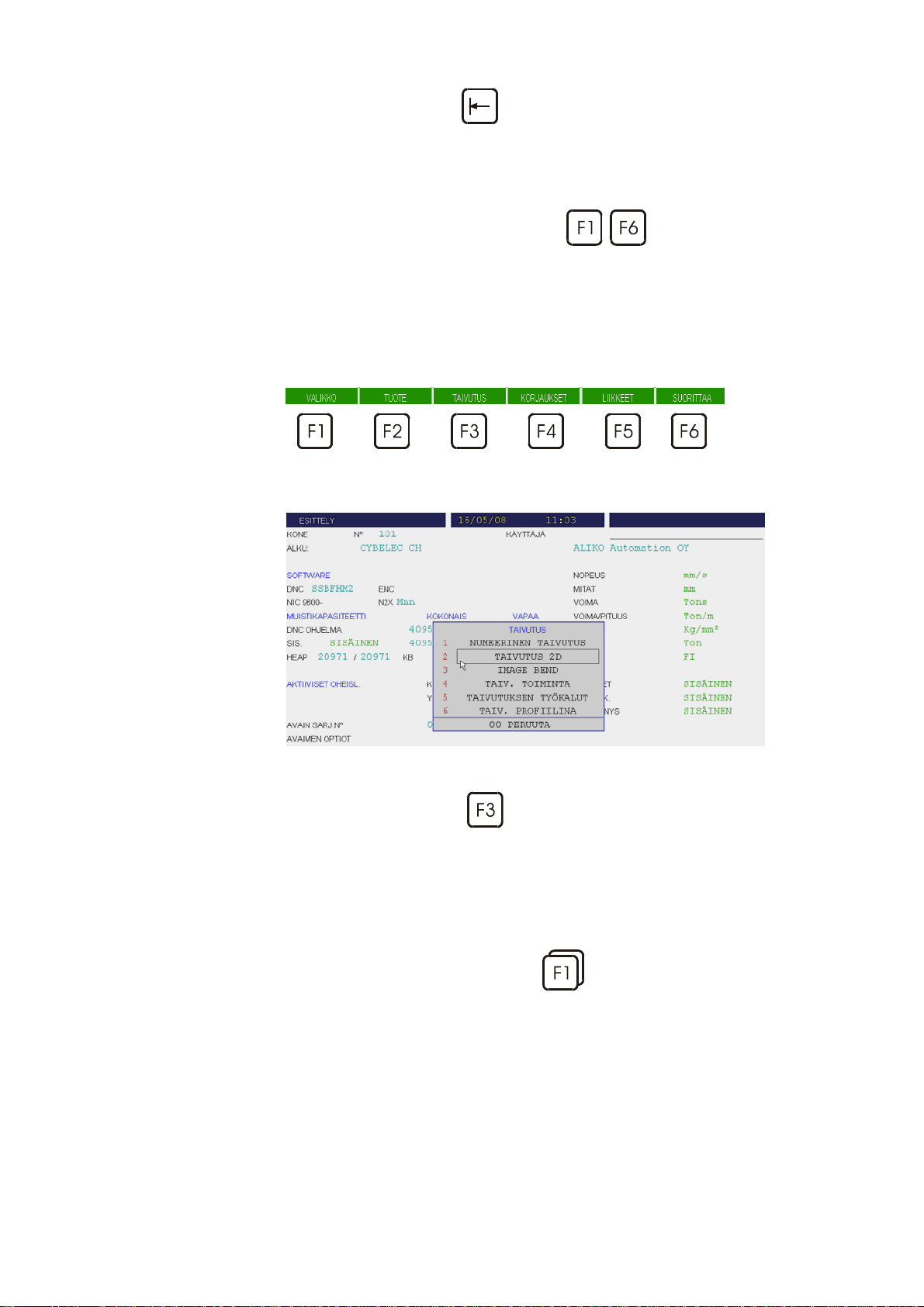
TAIVUTUS 2D -sivulle
siirtyminen
Toimintonäppäimet
-näppäintä painamalla vaihtoehdot on
mahdollista saada näkyviin yksi toisensa jälkeen
ilman, että vaihtoehtoikkuna tulee näyttöön.
Valinta vahvistetaan poistumalla kentästä.
Joka kerta, kun
– -näppäimiä
pyydetään painamaan, vastaava valikko
aukeaa.
Yleensä toimintonäppäin on nimetty.
Esimerkki: Painetaan TUOTE -näppäintä
tarkoittaa, että painettava näppäin on.
Kun esimerkiksi halutaan siirtyä TAIVUTUS
2D -sivulle, painetaan ensin TAIVUTUS
) -toimintonäppäintä, minkä jälkeen
(
valitaan TAIVUTUS 2D tai kirjoitetaan 02 (tai
vaihtoehdon vieressä näkyvä numero).
Pikavahvistus DNC tallentaa valikossa tehdyn viimeisen
valinnan, mikä helpottaa käyttäjän työskentelyä.
Valikon vaihtoehdon voi vahvistaa nopeammin
painamalla kaksi kertaa toimintonäppäintä
(esimerkiksi
), jolloin viimeinen valittu
sivu vahvistetaan suoraan.
SIVU 8 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 11

Käytetään otsikoissa ja alkusanoissa kentät, joita käyttäjä voi muokata
osoittimen avulla. Vierityskentät. Kenttä, josta
käyttäjä voi valita useiden ennalta määritettyjen
vaihtoehtojen joukosta.(lisätietoja edellä
Vieritysluettelokohdassa).O
VERSIO
HJELMISTOKÄYTÄNNÖT, WINDOWS-
Perusmäärityksillä Windows-versio käyttää seuraavia värejä:
Musta tai
kentät, joita käyttäjä voi muokata osoittimen
avulla.
Sininen Käytetään otsikoissa ja alkusanoissa.
Siniharmaa Vaihtelevaa tietoa Ei osoittimella valittavissa.
Vihreä Vierityskentät. Kenttä, josta käyttäjä voi valita
useiden ennalta määritettyjen vaihtoehtojen
joukosta.(lisätietoja edellä Vieritysluettelo-
kohdassa).
KÄYTÄNTÖJÄ SIVU 9
Page 12

Sivu on jätetty tarkoituksella tyhjäksi.
SIVU 10 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 13
MÄÄRITELMÄT
ABS
Sivu: NUMEERINEN TAIVUTUS
Tämä valintaluettelo sijaitsee X -vasteen akselin nimen vieressä.
Kaksi vaihtoehtoa: ABS ja SUHT.
ABS ilmaisee, että X-akseli toimii absoluuttisessa tilassa.
Tämä tarkoittaa, että akselin kohde on alatyökalun V:stä mitattu
absoluuttinen etäisyys.
Absoluuttinen tila valitaan oletusarvoisesti.
Lisätietoja on alla kohdassa SUHT.
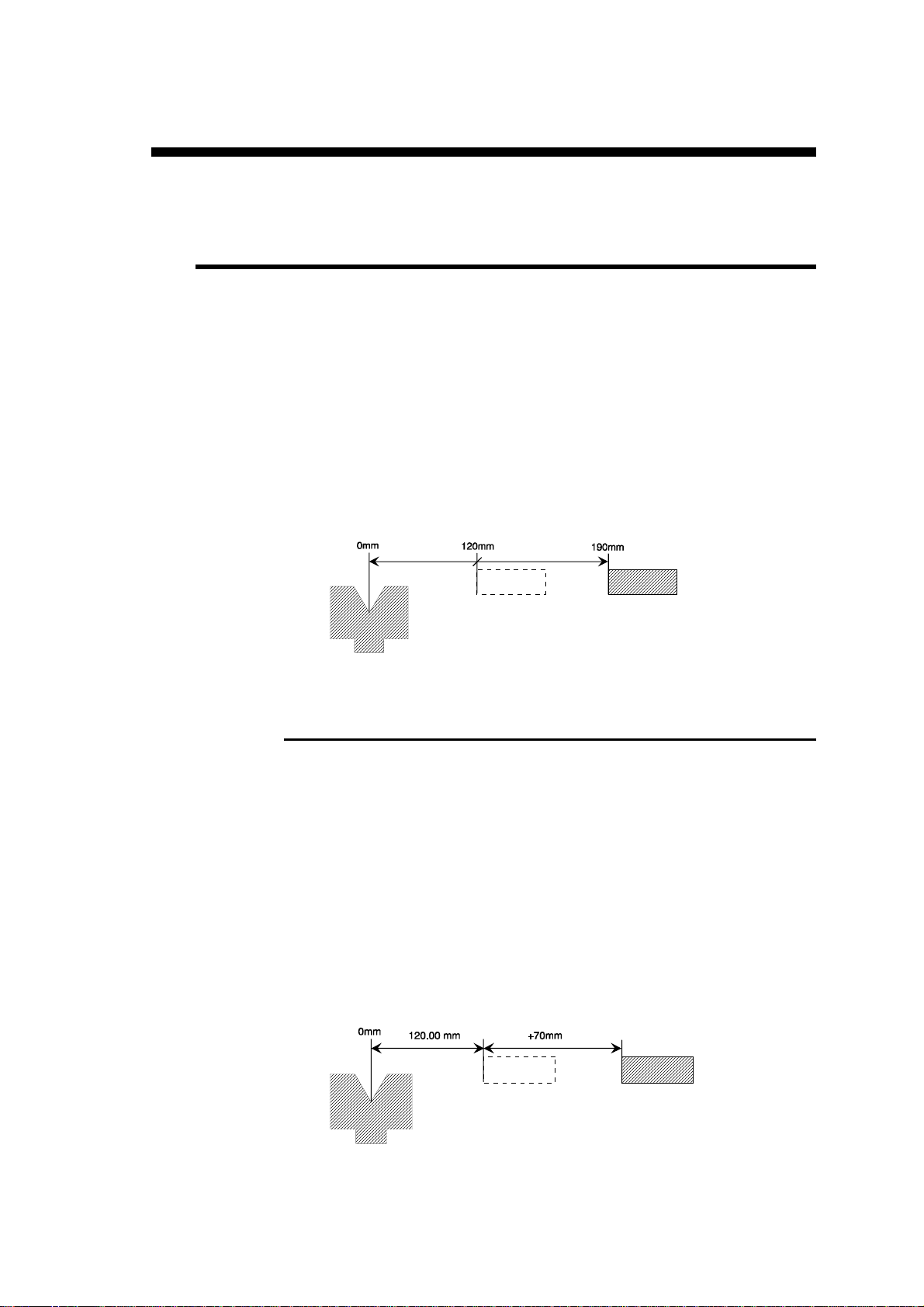
Esimerkki: OHJ POS
X ABS 190.00 120.00
SUHT
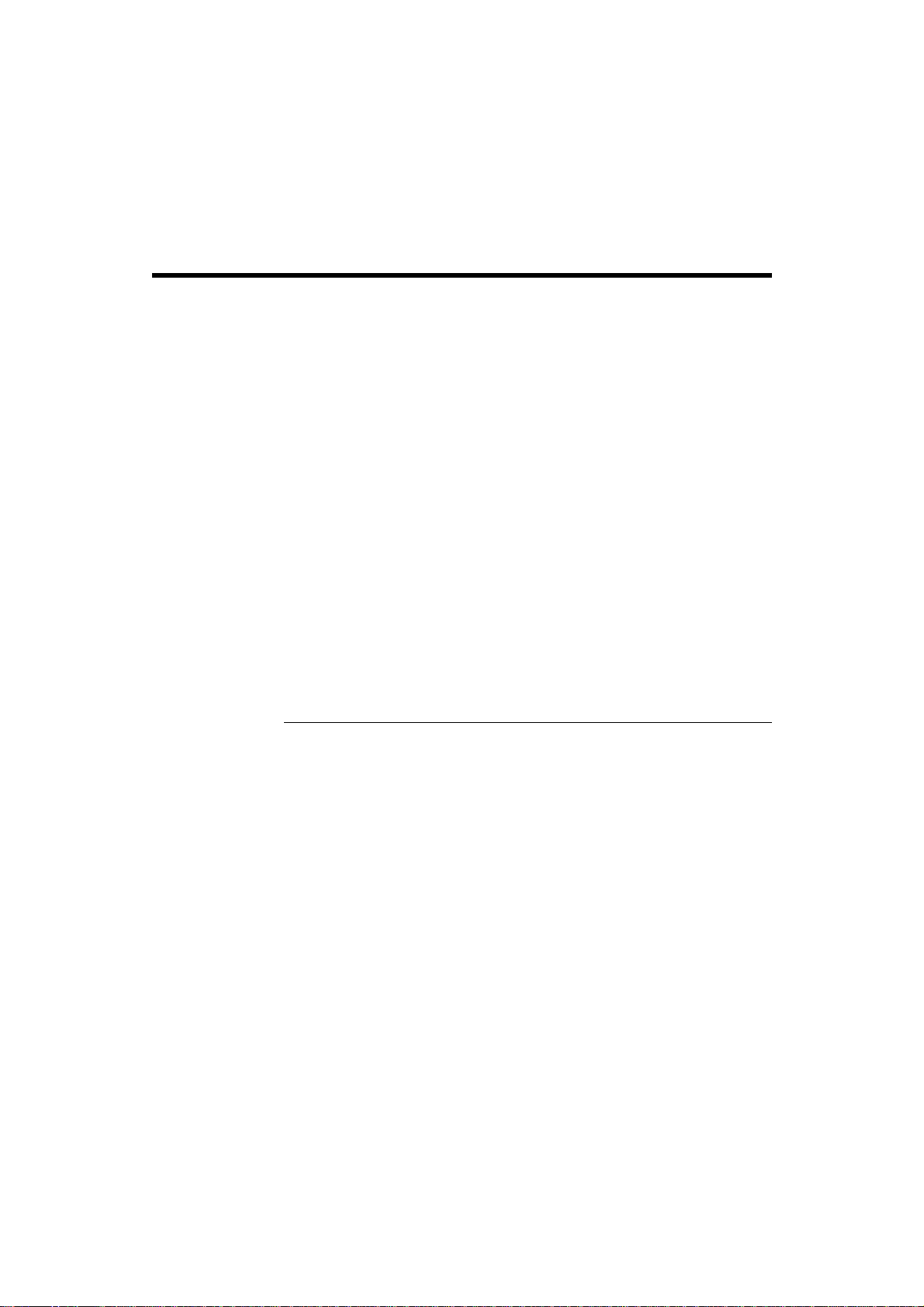
SUHT ilmaisee, että X-akseli toimii suhteellisessa tilassa.
Tämä tarkoittaa sitä, että ohjelmoitu siirtymä suoritetaan todellisesta vasteen
asemasta lähtien.
Yleensä ohjelmoidaan negatiivinen arvo.
Suhteellista tilaa käytetään usein jakson toiston yhteydessä (CY 2 kohdassa
99).
Esimerkki: Ylätyökalulla halutaan tehdä viisi reikää, joiden tasaetäisyys on
30,00 mm. Ensimmäisen työvaiheen täytyy olla absoluuttisessa tilassa
(ensimmäisen reiän paikka). Toinen työvaihe ohjelmoidaan suhteelliseen
tilaan (X SUHT 30,00) jakson toistomäärän ollessa neljä (CY 4).
Esimerkki: OHJ POS
X SUHT 70.00 120.00
MÄÄRITELMÄT SIVU 11
Page 14
Huomautus: Suhteellista tilaa ei voi käyttää ensimmäisessä työvaiheessa.
Muutoin syntyy virhe, kun tilaa vaihdetaan (AUTO, PUOLI-
AUTO), jolloin vuorovaikutteiseen kenttään tulee viesti
SUHT. X LIIKE MAHDOTON.
AKTIIVISET OHEISLAITTEET
Sivu: ESITTELY
Tarkoitus:
Tällä toiminnolla voidaan valita oheislaite, joka sisältää tarvittavat tiedot
erikseen sekä koneparametreille, tuotteille, työkaluille, CAD-tiedostoille että
tuotetietosivun täydentäville tiedostoille.
Se tarjoaa runsaasti eri yhdistelmävaihtoehtoja, mikä on hyödyllistä
varsinkin, jos työskennellään PC-työasemalla. Kun vaihtoehdot
hyödynnetään tehokkaasti, käyttäjä pystyy helposti hallitsemaan useita eri
koneita.
Tämä huomio kannattaa ottaa todesta, koska juuri se mahdollistaa
vaihtoehtojen suuren määrän.
Määritelmä:
Aktiivinen oheista -laite on oheislaite, jota ohjelmisto käyttää tiedon lukuun,
hakuun, tallentamiseen tai poistamiseen. Aktiiviset oheislaitteet luetellaan
ESITTELY -sivulla.
Tietyillä sivuilla voidaan tilapäisesti valita muita oheislaitteita käyttöön
(esimerkiksi TUOTEVALIKOIMA, YLÄ- / ALATYÖKALUJEN
OHJELMOINTI, SIIRTO).
Koneen aktiiviset oheislaitteet
Kun oheislaitetta vaihdetaan KONE -kentässä, TUOTTEET,
YLÄTYÖKALUT ja ALATYÖKALUT ohjataan automaattisesti samaan
oheislaitteeseen.
Niitä voi muuttaa toisistaan riippumatta muokkaamalla luetteloita jälkikäteen.
CAD –TIEDOSTOT ja TÄYDENNYS -oheislaitteet eivät muokkaudu
automaattisesti, koska ne sijaitsevat yleensä verkossa ja ne on usein
"erityisluokiteltu" yhdessä tai useammassa hakemistossa.
Kun KONE -oheislaitetta muokataan tällä tavoin, ohjelman ympäristöksi
"tulee" toisen koneen ympäristö. Näin erilaisilla valssauskonemäärityksillä
tuotettavia tuotteita on helppo havainnollistaa.
Saatavilla on lisäksi yhä useammin (CYBELEC´in tai koneen valmistajan
toimittavia) levykkeitä, joilla on esimerkkejä erityistuotteista, joiden
aikaansaamiseen tarvitaan jotain erityistä (esimerkiksi työkaluja).
Levykkeiden ansiosta esitykset on helppo havainnollistaa koko sen
laitekokonaisuuden avulla, jossa ne on luotu.
Numeerista ohjausta käytettäessä laitetta on tietenkin mahdollista käyttää
vain , kun KONE -kenttään on valittu SISÄINEN.
DNC sen sijaan on mahdollista kytkeä puoliautomaattiseen tai
automaattiseen tilaan, vaikka tuotteen esittämiseen käytettäisiin toista
oheislaitetta.
SIVU 12 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 15
Näyttöön tulee kuitenkin ENC EI KYTKETTY -viesti, eikä laitteella
työskentelyä voi jatkaa.
Laitteen SISÄINEN -oheislaite aktivoidaan uudestaan seuraavalla tavoin:
Valitaan KONE SISÄINEN.
ENC alustetaan painamalla toimintovalikon ALUSTUS ENC -
vaihtoehtoa.
Aktiiviset oheistuotteet
Valitaan oheislaite, jossa tuotteen haku-, tallennus-, ja poistotoiminnot
tapahtuvat.
Aktiiviset ylätyökalu-/alatyökaluoheislaitteet
Valitaan oheislaite, jossa ylätyökalun ja alatyökalun haku-, tallennus- ja
poistotoiminnot tapahtuvat.
On selvää, että nykyistä tuotetta varten määriteltyjen työkalujen täytyy olla
käytettävissä osoitetussa oheislaitteessa. Työkalun puuttuessa ohjelma antaa
virheviestin.
ALATYÖKALUUN VAIKUTTAVA SALLITTAVA VOIMA
Sivu: ALATYÖKALUJEN OHJELMOINTI
Sallittava enimmäisvoima määritetään työkaluja ohjelmoitaessa.
Todellisuudessa sallittava enimmäisvoima vaihtelee taivutuskulmasta (ja
tietysti muista muutettavista parametreista) riippuen.
Alatyökalun ohjelmointisivulla on kaksi kenttäparia, joilla voidaan muokata
turvallisuusparametreja.
Käyttäjä voi testata tulosta viidennen kentän avulla.
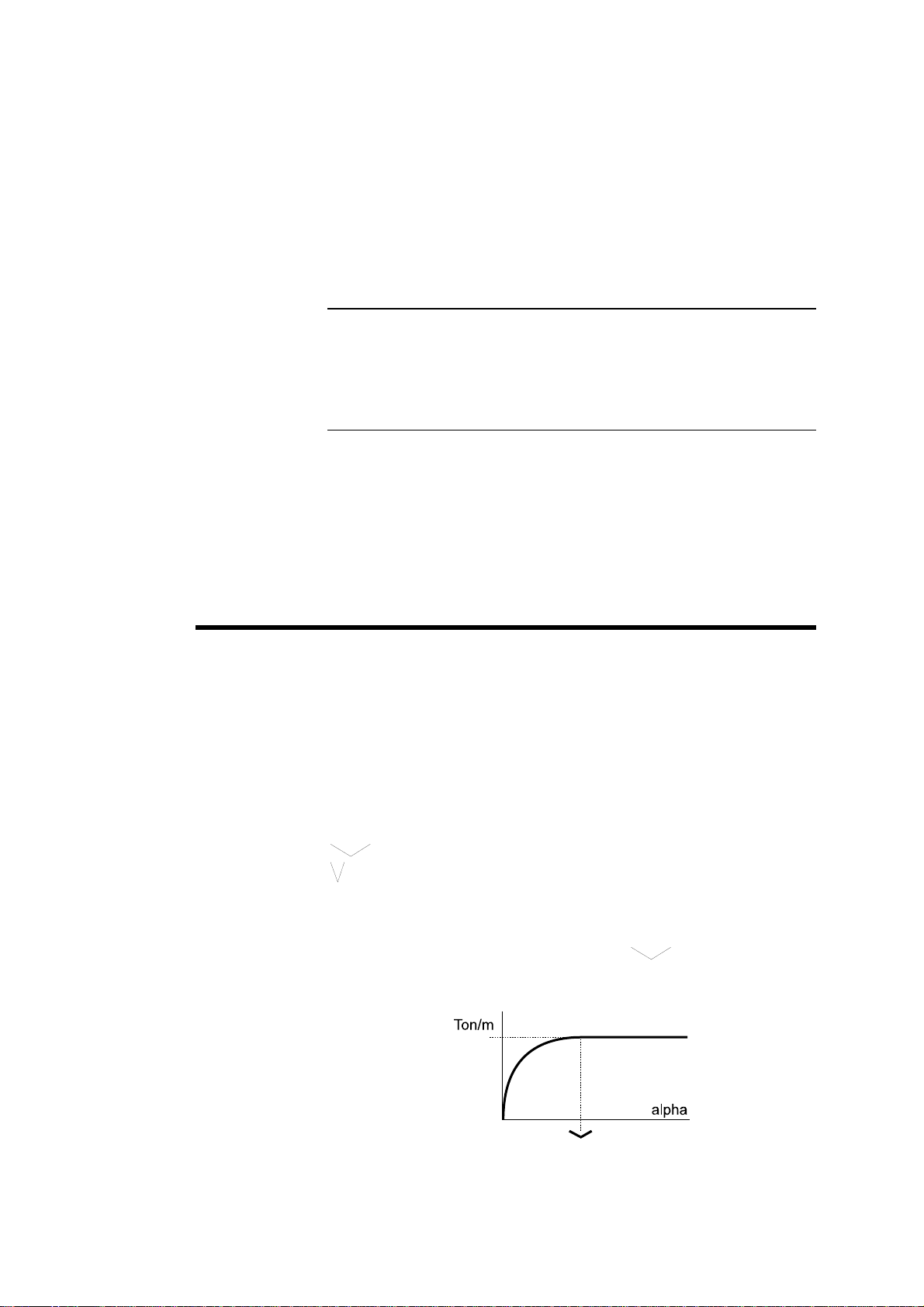
Jos vain ensimmäinen Ton/m-kenttä ohjelmoidaan, paineraja on vakio eikä
riipu kulmasta.
__._° -> max 200.0 Ton/m
__._° -> max ___._ Ton/m
Test 90.0° = 200.0 Ton/m
Test-kenttä ilmaisee ohjelmoidun kulman suurimman sallitun voiman.
Kun samalla rivillä olevat kentät "avoin kulma"
ohjelmoitu, sallittavan voiman laskentaa rajoitetaan seuraavassa esitettävän
kuvaajan mukaan.
ja Ton/m on
MÄÄRITELMÄT SIVU 13
Page 16
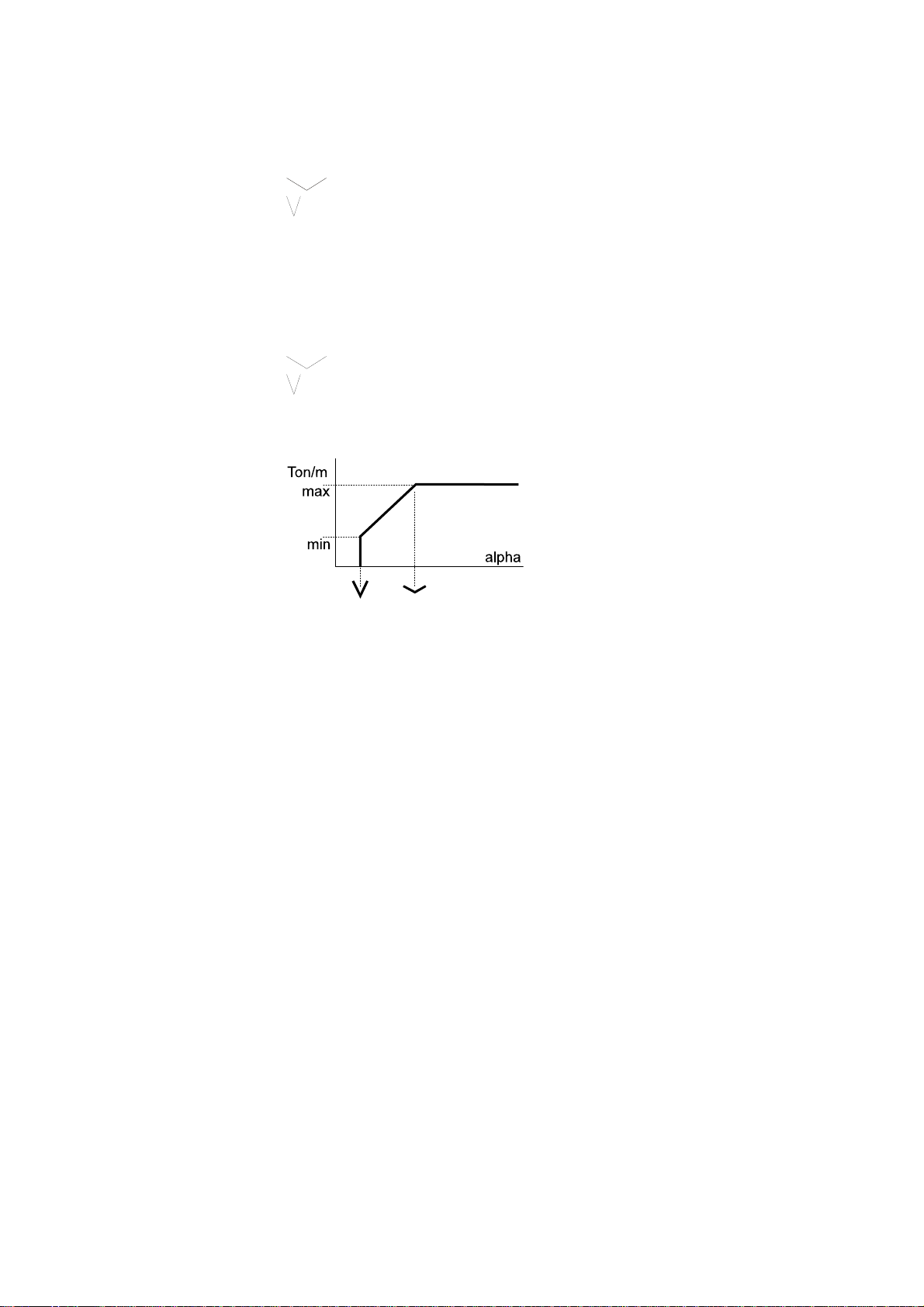
Mikäli valmistaja ei erityisesti muuta ilmaise, arvoksi annetaan jo tunnettu
suurin sallittava voima ja 90 asteen suuruinen "avoin kulma"
(kuten alla).
90.0° -> max 200.0 Ton/m
__._° -> max ___._ Ton/m
Test 60.0° = 115.5 Ton/m
Kun neljä kenttää on ohjelmoitu, sallittavan voiman laskentaa rajoitetaan
seuraavan kuvaajan mukaan. Edellä selostetun menetelmän ja tässä
kappaleessa selostettavan menetelmän välinen valinta riippuu tunnetuista
tiedoista sekä sen henkilön harkinnasta, joka syöttää alatyökalua koskevat
tiedot.
90.0° -> max 200.0 Ton/m
30.0° -> max 45.0 Ton/m
Test 60.0° = 122.5 Ton/m
SIVU 14 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 17
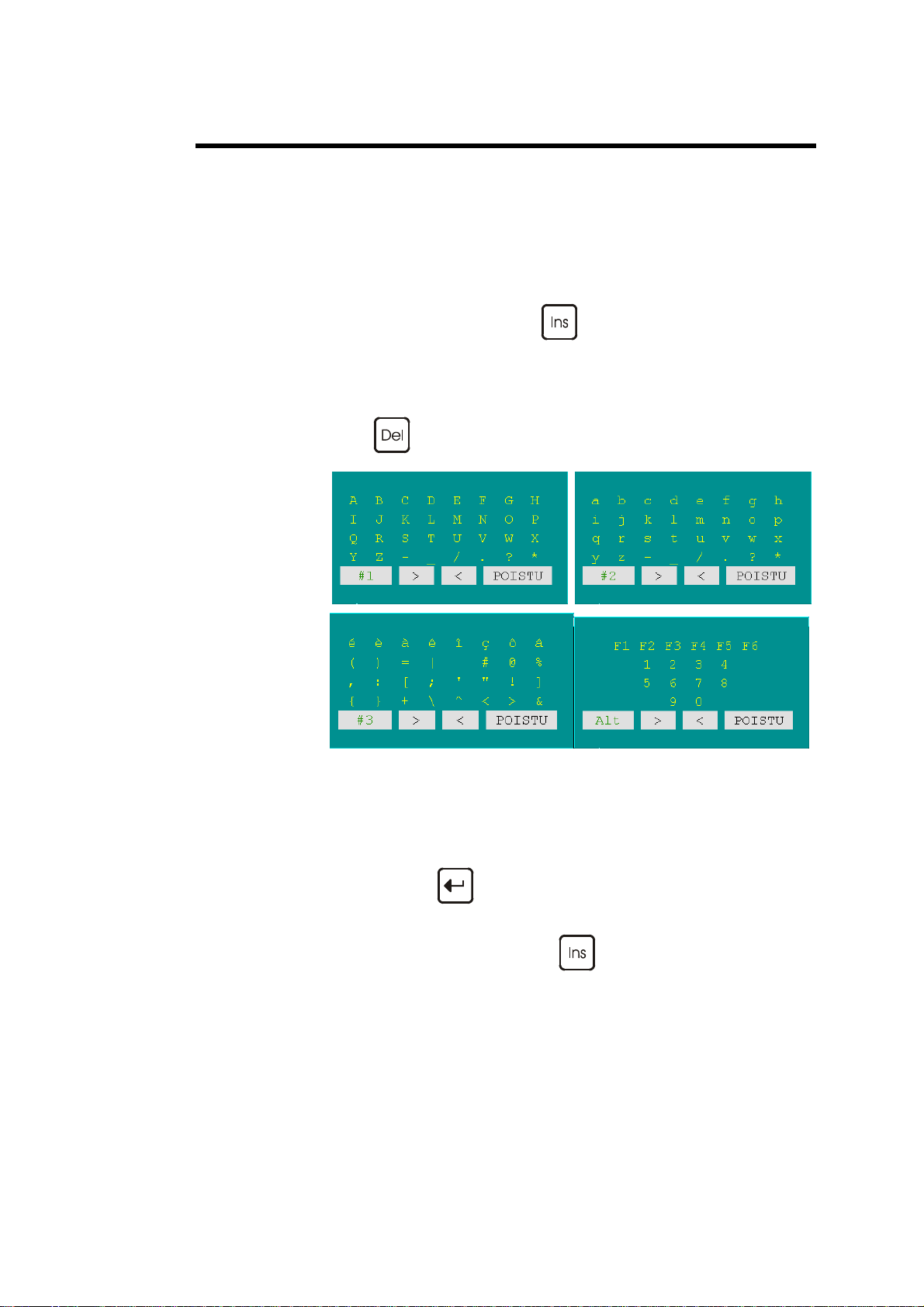
AAKKOSNUMEERISET KENTÄT
Joihinkin kenttiin (TUNNISTE, YLÄTYÖKALU, ALATYÖKALU jne.)
saattaa sisältyä aakkosnumeerisia merkkejä.
Numeeristen ohjainten aakkosnumeerisia kenttiä ohjelmoitaessa on
käytettävä "pehmeää" aakkosnumeerista näppäimistöä.
Ohjelmiston pehmeä aakkosnumeerinen näppäimistö tulee esiin, kun osoitin
sijoitetaan aakkosnumeeriseen kenttään (näppäimistö ei tule esiin, jos kenttä
on vain numeerinen) ja painetaan
Käytettävissä on neljä merkkitaulukkoa (#1, #2, #3 ja Alt).
"Taulukon vaihto":
Osoitetaan kentän vasenta alaosaa #1, #2, #3 tai Alt ja painetaan
tai napsautetaan kentässä hiiren vasenta painiketta.
-näppäintä.
Merkkien syöttäminen aakkosnumeeriseen kenttään:
valitaan merkki
painetaan
Suoritus toistetaan muiden merkkien osalta.
sivulta poistutaan painamalla
MÄÄRITELMÄT SIVU 15
-näppäintä tai napsautetaan hiiren vasenta painiketta.
-näppäintä uudelleen.
Page 18
KULMAN KORJAAMINEN
Sivut: KORJAUKSET
YLEISIÄ HUOMAUTUKSIA
Konepajoissa käytettävät ohutlevyt ovat harvoin nimellispaksuutensa
mukaisia. Todellinen paksuus on usein ± 10 % nimellisarvosta. Vaihtelu ei
myöskään ole samanlaista koko levyn leveydellä. Vasemman laidan paksuus
voi olla eri kuin oikean laidan paksuus (poikkileikkaukseltaan
puolisuunnikkaan muotoinen profiili). Ohjelmalla voidaan korjata tämän
tyyppinen virhe käsittelemällä toisen reunan korjausta erillään taivutu ksen
toisen reunan korjauksesta.
Taivutussyvyyden laskelmat (sekä venymän, taivutusvoiman ja
bombeerauksen laskelmat) perustuvat nimellispaksuuteen (joka ohjelmoidaan
VAHVUUS -kentässä).
Kulman korjaaminen -luvussa käsitellään kolmea korjaustyyppiä:
Suorat korjaukset
Kulman korjaukset
Levyn vahvuuden mittauksen avulla tehtävät korjaukset
Syöttökentästä riippuen korjaus voi vaikuttaa:
kyseiseen taivutukseen (yksinomaan)
kaikkiin taivutuksiin (joissa on sama kulma), jotka sijaitsevat samassa
poikkileikkauksessa
tuotteen kaikkiin samankulmaisiin taivutuksiin (myös eri
poikkileikkauksissa).
SUORAT KORJAUKSET
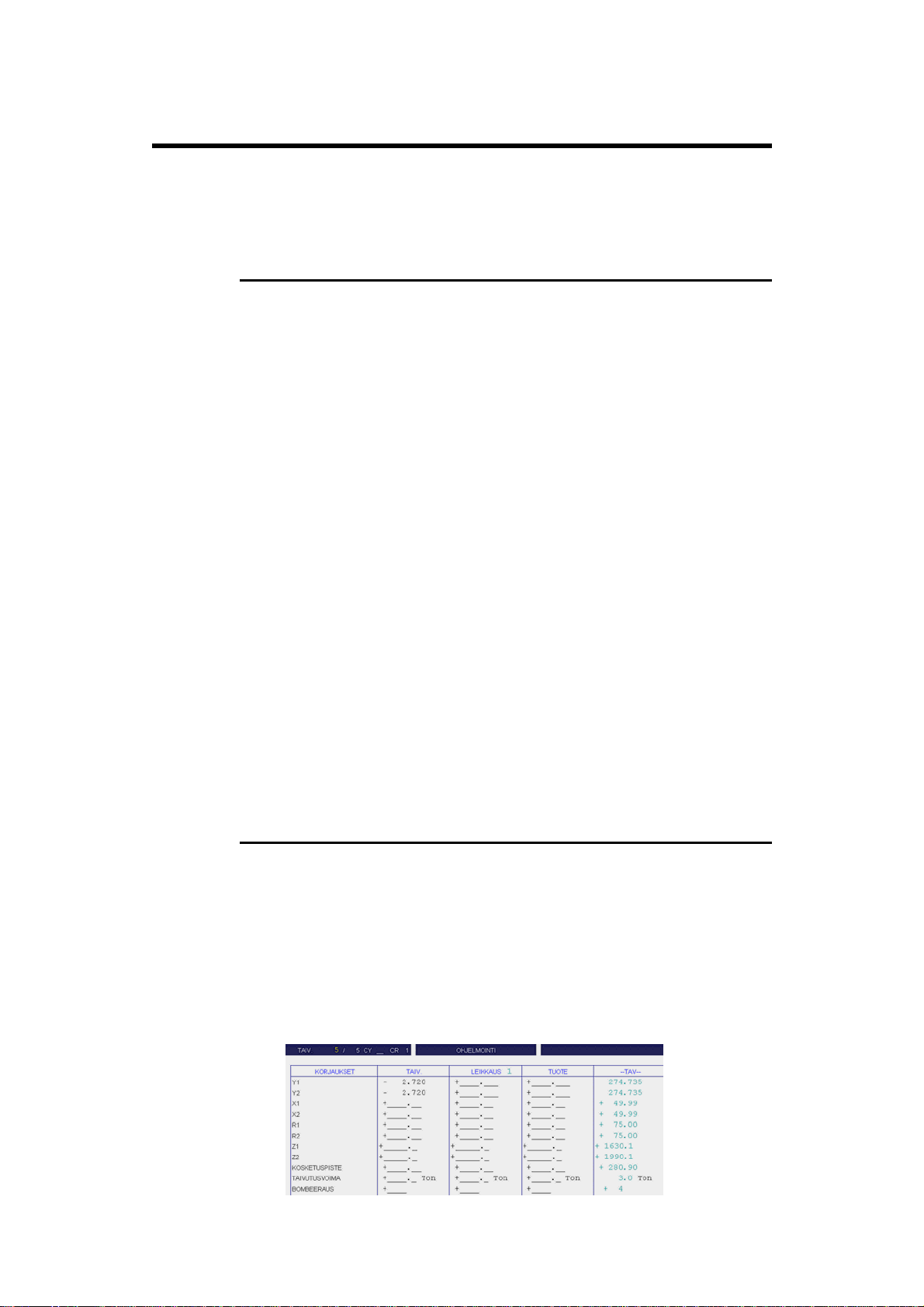
Jotta suoria korjauksia voidaan käyttää, DNC:n tulee olla ohjelmointi- tai
puoliautomaattisessa tilassa. Arvo syötetään sivun ensimmäisessä taulukossa
olevaan haluttuun kenttään. Nykyisen taivutuksen numero on näytön
yläosassa.
Jos korjaus koskee palkin molempia puolia, Y1- ja Y2-suureille tulee syöttää
sama arvo.
Samojen periaatteiden mukaan voidaan korjata muitakin akseleita,
kosketuspistettä, taivutusvoimaa sekä bompeerausta.
SIVU 16 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 19

Suorat korjaukset ovat kumulatiivisia. Tämä tarkoittaa sitä, että jos tuotteelle
on olemassa kokonaiskorjaus ja kyseiselle taivutukselle on ohjelmoitu
korjaus, tämän taivutuksen kokonaiskorjaus tulee olemaan näiden kahden
korjauksen summa.
KULMAKORJAUKSET
Taivutuksen jälkeen käyttäjä mittaa saadun kulman. Mitattu kulma-arvo
syötetään KULMA -kenttään. DNC laskee automaattisesti korjauksen, jonka
avulla saavutetaan alun perin ohjelmoitu kulma. Mikäli korjatun taivutuksen
tekemisen jälkeen kulma ei vieläkään ole oikea, syötetään uusi mitattu
kulma-arvo. Toimenpide saatetaan joskus joutua toistamaan kahdesta
kolmeen kertaan.
Huomautus: Suorien korjausten taulukkoa ei saa muuttaa samanaikaisesti
kulmakorjausten kanssa.
Suorien korjausten kohteena voi olla:
TAIVUTUS Korjaa vain nykyisen taivutuksen.
LEIKKAUS _ Korjaa määritetyn poikkileikkauksen kaikki
kulmat, joilla on sama ohjelmoitu arvo ja samat
työkalut.
TUOTE Korjaa tuotteen kaikki kulmat, joilla on sama
ohjelmoitu arvo ja samat työkalut.
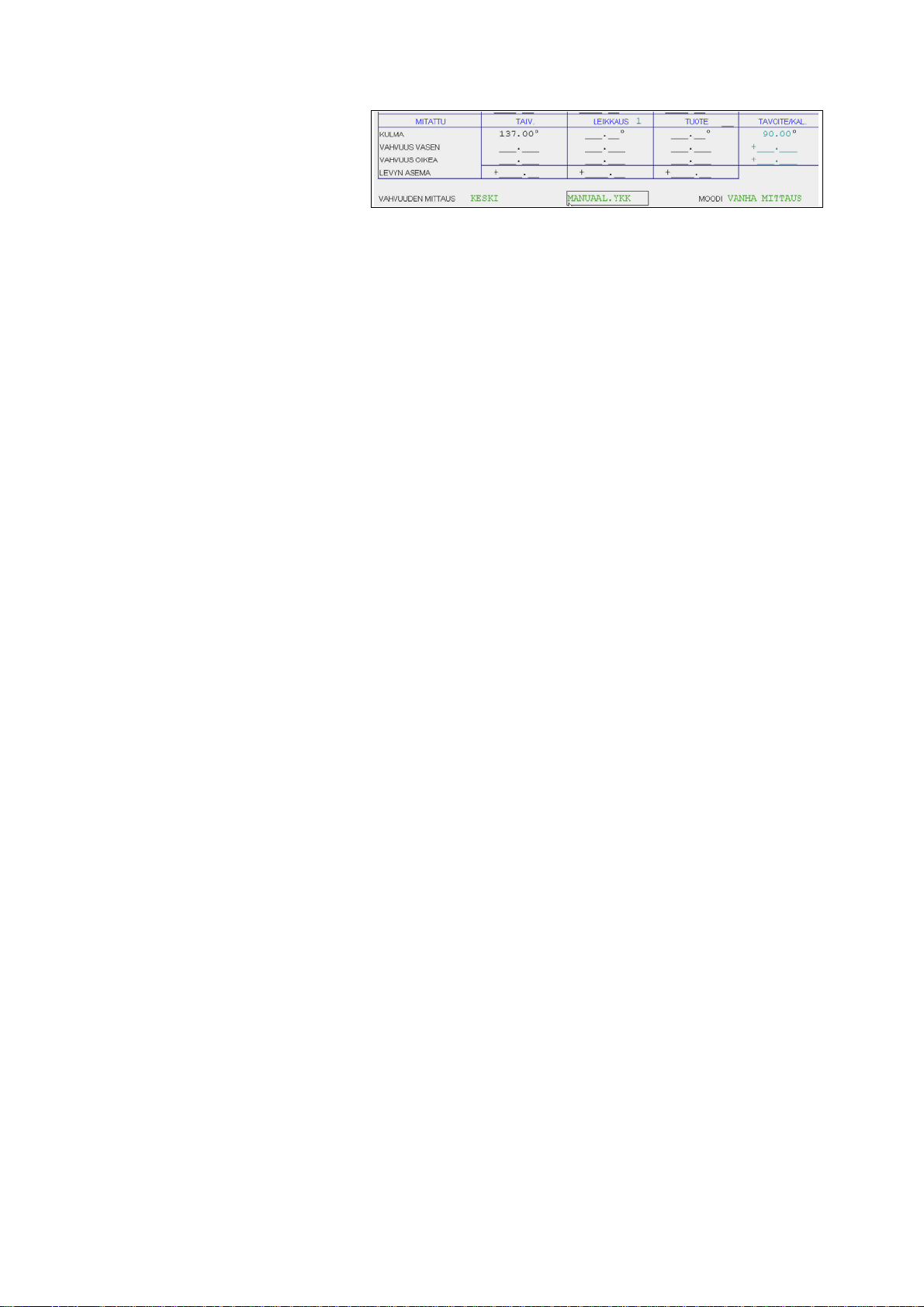
DNC:n tulee olla ohjelmointi- tai puoliautomaattisessa tilassa.
VAHVUUS MITTAUS -kenttä ohjelmoidaan seuraavalla tavalla:
VAHVUUS MITTAUS KESKI EI MOODI VANHA MITTAUS
Saatu kulma mitataan.
Mitattu arvo syötetään KULMA -kenttään johonkin seuraavista
kolmesta sarakkeesta: TAIVUTUS, LEIKKAUS tai TUOTE.
Testataan tulos ja toistetaan tarvittaessa.
Lisätietoja on MATERIAALI -sivulla olevassa TAKAISINJOUSTON
KOMPENSOINTI -koneparametrissa. Tämän parametrin avulla voidaan
korjata pysyvästi tietyssä tasossa oleva kulma.
VAHVUUDEN MITTAUKSEEN PERUSTUVAT KORJAUKSET
Vahvuuden mittaukseen perustuvat korjaukset voidaan tehdä useilla tavoilla,
mutta periaate pysyy samana. Järjestelmä (tai käyttäjä) syöttää DNC:hen
materiaalin todellisen mittausarvon. DNC laskee tarvittavan korjauksen
näiden parametrien avulla.
MÄÄRITELMÄT SIVU 17
Page 20

Kaksi päämenetelmää ovat
Mittaus YKK-pisteessä (yläkuolokohdassa)
Mittaus KP-pisteessä (ko sketuspisteessä).
Mittaus YKK-pisteessä Mittaus suoritetaan ja arvot syötetään DNC:hen
koneen ollessa YKK-pisteessä.
Mittausarvot syötetään joko tavanomaiseen
tapaan näppäimistöltä tai RS232-yhteyden avulla
sopivaa mittausvälinettä käyttämällä tai muulla
tavalla vasteeseen yhdistettyä järjestelmää
käyttäen.
Mittaus KP-pisteessä Mittaus suoritetaan KP-pisteessä.
Vaihtoehtoja on kolme:
- mittaus palkkia käyttämällä
- mittaus palkkia ja alatyökalun
siirtymää käyttämällä
- todellisen KP-pisteen mittaus ulkoisen
järjestelmän avulla.
Suora- ja kulmakorjauksella on mahdollista vaikuttaa nykyiseen taiv utuksen
korjaukseen, poikkileikkaukseen tai koko tuotteeseen.
Lisäksi vahvuuden mittauksen korjaustoiminnon avulla on mahdollista
erottaa taivutuksen kunkin reunan korjaus. Valinta tehdään KESKI- tai
ÄÄRIMITTAUS -valintaluetteloista (vaihtoehdon käyttöä käsitellään lisää
myöhemmin tässä luvussa).
Huomautuksia: Jos EI VAHVUUS MITTAUS on
valittuna, teknisistä syistä johtuen työn aikana voi
siirtyä vain ohjelmointitilaan (DNC automaattitilassa
ja ohjelmointitilassa).
Teknisistä syistä johtuen myöskään LEVYN
ASEMA- tai VAHVUUS MITTAUS -kenttiä ei voi
enää muokata puoliautomaattisessa tilassa.
Mittaus yläkuolokohdassa (YKK)
Kuten tämän luvun johdannossa on esitetty, mittaus suoritetaan palkin ollessa
YKK-kohdassa.
Tässä luvussa esitetään vain "tavanomaisen" DNC -ohjelman salliman,
käyttäjän suorittaman mittauksen tulosten syöttö.
DNC:n tulee olla ohjelmointi- tai puoliautomaattisessa tilassa.
Mittaus suoritetaan seuraavalla tavalla:
VAHVUUS MITTAUS -kenttä ohjelmoidaan seuraavalla tavalla:
VAHVUUS MITTAUS KESKI YKK MANUAALI MOODI TAIVUTUKSEN
MUKAAN
SIVU 18 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 21
mitataan paksuus tarkalleen (mikrometrin avulla)
syötetään mittaustulos tarpeen mukaan joko TUOTE-, LEIKKAUS-
tai TAIVUTUS -sarakkeen VAHVUUS VASEN -kenttään.
Jos vain VAHVUUS VASEN -kenttä ohjelmoidaan, ohjelmisto
olettaa, että mittaus on suoritettu keskeltä
poistutaan kentästä
taivutetaan.
Jos arvo syötetään sarakkeeseen
TUOTE
- käyttäjän suorittama mittaus millä tahansa taivutuksella jää voimaan
seuraavan mittaukseen asti
- todellinen saatu paksuus tallennetaan tuotetietojen mukana
- todellisen vahvuuden oletetaan olevan sama kaikissa taivutuksissa.
- jokaisen uudelleenmittauksen yhteydessä kaikki taivutukset korjataan
uudelleen
- jos mittausta ei suoriteta, korjaus tehdään viimeisimmän tallennetun
mittauksen perusteella.
LEIKKAUS
- Käyttäjän suorittama mittaus millä tahansa poikkileikkauksen
taivutuksella jää voimaan seuraavan mittaukseen asti.
- Saatu todellinen paksuus tallennetaan sen poikk ileikkauksen
yhteydessä, johon taivutus kuuluu. Se pätee kaikkiin samaan
poikkileikkaukseen kuuluviin peräkkäisiin taivutuksiin.
- Jos suoritetaan uusi mittaus, kaikki kyseisen poikkileikkauk s en
taivutukset korjataan uudelleen.
- Mikäli mittausta ei suoriteta, korjaus tehdään mahdollisen
aikaisemman, tämän poikkileikkauksen yhteydessä tallennetun
mittauksen perusteella.
Huomautus: Mikäli LEIKKAUS -sarakkeessa on joitakin arvoja olemassa,
ne otetaan huomioon, ja TUOTE -sarakkeen arvot jätetään
huomioimatta. Jos LEIKKAUS -sarakkeessa ei ole arvoja,
TUOTE -sarakkeen arvot, mikäli ne ovat olemassa, otetaan
huomioon.
TAIVUTUS
- Käyttäjän suorittama minkä tahansa taivutuksen mittaus pätee vain
kyseiselle mittaukselle. Se tallennetaan myös muistiin.
- Mikäli mittausta ei suoriteta, korjaus tehdään mahdollisen
vanhemman, tämän taivutuksen yhteydessä tallennetun mittauksen
perusteella.
Huomautus: Mikäli TAIVUTUS -sarakkeessa on joitakin arvoja olemassa,
ne otetaan huomioon, ja LEIKKAUS ja TUOTE -sarakkeiden
arvot jätetään huomioimatta. Jos TAIVUTUS -sarakkeessa ei
ole arvoja, LEIKKAUS -sarakkeen arvot, mikäli ne ovat
olemassa, otetaan huomioon. TUOTE -sarakkeen arvot otetaan
huomioon vain, jos se on ainoa arvoja sisältävä sarake.
MÄÄRITELMÄT SIVU 19
Page 22
Mittaus kosketuspisteessä (KP)
Tässä luvussa esitetään vain mittaus palkin kosketuspisteessä.
Periaate:
Palkki lähestyy tavallisella tavalla (puoliautomaattisessa tai automaattisessa
tilassa). Juuri ennen kuin se saavuttaa teoreettisen kosketuspisteen (KP),
DNC alentaa järjestelmän painetta ja palkki "laskeutuu" vapaasti levyn
päälle. DNC havaitsee palkin pysähtymisen ja mahdollistaa tällä tavoin levyn
vahvuuden mittauksen.
On selvää, että tässä vaiheessa levy ei saa taipua palkin vaikutuksesta,
muutoin mittauksen tulos ei pidä paikkaansa. Tämän toiminnon toimintatapa
riippuu täysin koneen hydraulijärjestelmästä, levyn lähestymisnopeudesta
sekä palkin vähimmäisvoimasta tässä mittausvaiheessa.
Palkin on tässä vaiheessa oltava täysin oikeassa asennossa, muutoin mittaus
antaa täysin väärän tuloksen.
Ihannetapauksessa tuote on sijoitettu koneen keskelle, sen taivutuspituus on
yli 2/3 koneen kokonaispituudesta, ja tuote kestää palkin painon taipumatta.
Kuten muissakin korjauksissa, mittaus voidaan suorittaa valinnan mukaan
tuote-, poikkileikkaus- tai taivutuskohtaisesti tai sen mukaan onko tuote
keskellä vai reunoilla.
Laite on kalibroitava ennen käyttöä.
Kalibrointi
Kalibrointijakso on hyvin samanlainen kuin mittausjakso.
Todellinen saatu paksuus yksinkertaisesti vähennetään nimellispaksuudesta.
Saatu erotus tallennetaan. Erotusta käytetään myöhemmin korjauksena
todellisen vahvuuden laskennassa.
Toimenpiteet:
levy mitataan mikrometrillä
valitaan KALIBROINTI MOODI -tila
arvot syötetään KORJAUKSET -sivun VAHVUUS OIKEA- (oikea
paksuus) ja VAHVUUS VASEN- (vasen paksuus) kenttiin
DNC asetetaan puoliautomaattiseen tilaan
levy asetetaan koneen keskelle, ja taivutus suoritetaan.
jos kalibrointijakso on tehty oikein, todellisen mitatun vahvuuden ja
viitearvojen erotus näkyy --TAVOITE-- -sarakkeessa VAHVUUS
VASEN- ja VAHVUUS OIKEA -riveillä. Ne jäävät sinne seuraavaan
kalibrointiin asti
valitaan joko MOODI TUOTTEEN MUKAAN-, LEIKKAUKSEN
MUKAAN- TAIVUTUKSEN MUKAAN -mittaustila (tuotteen tai
poikkileikkauksen tao taivutuksen mukaan). Tästä lähtien mittaus
suoritetaan työskenneltäessä valitun vaihtoehdon mukaan. Katso myös
alla oleva VANHA MITTAUS -tilan kuvaus.
Huomautus: Jos LEVYN ASEMA (levyn sijainti) -kenttää ei ole määritetty,
levyn oletetaan olevan keskitetty kahden ohjaimen väliin.
Mikäli levyn pituutta ei ole määritelty, pituuden oletetaan
vastaavan kahden ohjaimen Y1 ja Y2 (koneparametreja) välistä
etäisyyttä.
SIVU 20 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 23
MITTAUS KOSKETUSPISTEESSÄ (KP) -korjauksen käyttö
Kalibroinnin jälkeen valitaan MOODI TUOTTEEN MUKAAN,
LEIKKAUKSEN MUKAAN tai TAIVUTUKSEN MUKAAN (tuote,
poikkileikkaus tai taivutus) sen mukaan, halutaanko mittauksen vaikuttavan
tuotteeseen, poikkileikkaukseen vai taivutukseen.
VANHA MITTAUS Tässä tilassa ei suoriteta uusia mittauksia..
Tuotteen, poikkileikkauksen tai taivutuksen
yhteydessä tallennetut mittaukset pidetään
voimassa ja käytetään.
Tila on käytännöllinen varsinkin silloin, kun
käsitellään riittävän homogeenistä levyerää.
Tällöin riittää, kun paksuus mittaus suoritetaan
ensimmäisen tuotteen ensimmäisen taivutuksen
yhteydessä, ja korjaukset suoritetaan tämän
jälkeen samalla perusteella. Näin ei kulu turhaa
aikaa mittausten suorittamiseen.
Toimintatapa soveltuu myös käytettäväksi
tuoteryhmien kanssa työskenneltäessä, koska
viimeiseen valmistettuun tuotteeseen liittyvät
vanhat mittaukset kopioidaan käytettäväksi
seuraavalle tuotteelle.
KP TOLERANSSI %:NA VAHVUUDESTA
Sivu: KONEPARAMETRIT / MATERIAALIT.
Tässä kentässä voidaan määrittää yläraja aineen
"dispersiolle", kun käytössä on paksuuskorjaus
kosketuspisteessä.
Jos mitattu levynpaksuus on yli tai alle nn %,
taivutusta ei tehdä ja järjestelmä antaa tästä
käyttäjälle ilmoituksen.
Korjaukset (taulukko).
Katso
VAHVUUDEN KORJAUSKERROIN
Sivu: KONEPARAMETRIT / MATERIAALIT.
Tämän taulukon avulla määrittää korjaussarja
vahvuuden vaihtelun perusteella, kun käytetään
vahvuuden korjausta kosketuspisteessä.
Kertoimen oletusarvo on 1,00.
Mikäli käyttäjä huomaa, että tiettyä materiaalia
työstettäessä ohjelmistolla on tapana ylikorjata
(esimerkiksi palkki laskeutuu liian alas, kun
todellinen paksuus on nimellispaksuutta
pienempi, tai palkki ei laskeudu tarpeeksi, kun
todellinen paksuus on nimellispaksuutta
suurempi), käyttäjä syöttää arvon 0,99–0,0
vastaavaan kulma-alueeseen.
Jos ohjelma taas ei korjaa riittävästi, käyttäjä
syöttää arvon 1,01–99,99.
Korjaukset (taulukko).
Katso
MÄÄRITELMÄT SIVU 21
Page 24
ITSENÄINEN VAHVUUDEN KORJAUS Y1-Y2
Periaatteena on selvittää (jotakin yllä kuvattua menetelmää käyttäen) paksuus
taivutuksen kummassakin reunassa. Tämän sekä levyn sijoitustietojen
perusteella, DNC laskee kaksi eri korjausta Y1- ja Y2-kohtia varten.
Tällainen korjaus on hyödyllinen varsinkin silloin, kun taivutetaan levyjä,
jotka vaihtelevat paljon sekä taivutuspituudeltaan että paksuudeltaan.
Y1:n ja Y2:n itsenäistä vahvuuden korjausta voidaan käyttää sekä
kosketuspisteessä tapahtuvan vahvuuden mittauksen että yläkuolokohdassa
tapahtuvan vahvuuden mittauksen yhteydessä. Toimintoa voi käyttää sekä
tuotteen, poikkileikkauksen että taivutuksen perusteella tehtävän korjauksen
kanssa.
Vahvuuden mittaus yläkuolokohdassa
Toimintaperiaate on muutoin sama kuin aiemmin on kuvattu Mittaus YKKkohdassa -kappaleessa, mutta levyn sijoitus ja paksuus kummassakin
reunassa täytyy ohjelmoida.
Valitaan VAHVUUS MITTAUS ÄÄRIMITTAUKSELLA
Levyn asema ohjelmoidaan LEVYN ASEMA -kenttään ja valittuun
sarakkeeseen.
Samaan sarakkeeseen syötetään levyn paksuus mitattuna tulevan
taivutuksen molemmista reunoista.
Poistutaan kentästä.
Taivutetaan.
Vahvuuden mittaus kosketuspisteessä
Toimintaperiaate on muutoin sama kuin aiemmin on kuvattu Mittaus KPkohdassa -osiossa, mutta levyn sijoitus täytyy ohjelmoida.
Valitaan VAHVUUS MITTAUS - ÄÄRIMITTAUS.
Levyn asema ohjelmoidaan LEVYN ASEMA -kenttään ja valittuun
sarakkeeseen.
Jatketaan kuten edellä Mittaus kosketuspisteessä (KP) -kohdassa.
Jatketaan taivutusta.
KORJAUKSET: HERKKYYS AKK
Sivu: KORJAUKSET, HERKKYYS AKK-kenttä.
Kenttä ilmaisee, kuinka paljon syvyyttä tulee muuttaa, jotta kulma muuttuu
yhden (1) asteen nykyisessä työvaiheessa.
Jos arvo on liian pieni (esimerkiksi pienempi tai yhtä suuri kuin 0,05 mm),
suosittelemme, että käytetään alatyökalua, jonka V-aukko on suurempi.
SIVU 22 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 25

LISÄTOIMINNOT
Valmistajat voivat ohjelmoida ja käyttää lisätoimintoja useisiin eri
tarkoituksiin.
Tästä johtuen niitä ei voida käsitellä tässä. Lisätietoja lisätoiminnoista saa
suoraan valmistajalta.
TAKAVASTEEN PERUUTUS
Sivu: NUMEERINEN TAIVUTUS
Takavaste on toisinaan tarpeen irrottaa taivutuksen aikana.
Tämä kenttä ohjelmoituu automaattisesti, kun taivutusalue haetaan
automaattisesti. Käyttäjä voi muokata arvoa simulaation jälkeen.
Peruutusarvo on suhteellinen, yleensä positiivinen arvo. Jos ohjelmoitava
arvo on negatiivinen, voidaan suorittaa negatiivinen "peruutus" eli siirto
alatyökalua kohti.
Koneparametreihin voidaan lisästä oletusperuutuksen vähimmäisarvo.
TAIVUTUS
Alatyökalun pohjaan
LOPULLINEN
Välivaihe
Katso Pohjaaniskutaivutus.
Katso erityistaivutukset
Katso Erityistaivutukset
MÄÄRITELMÄT SIVU 23
Page 26
TYÖVAIHE ILMAN TAIVUTUSTA
Sivu: NUMEERINEN TAIVUTUS
Joskus voi olla tarpeen luoda esimerkiksi akselin siirtoa tai jonkin
lisätoiminnon suorittamista varten työvaihe, jossa taivutusta ei suoriteta.
Tällöin tälle toimenpiteelle lisätään täydennysvaihe (katso Työvaiheen
lisäys).
NUMEERINEN TAIVUTUS -sivulla, halutun työvaiheen kohdalla
poistetaan kulma ja ohjelmoidaan kosketuskohdan arvoa suurempi
Y1-/Y2-arvo.
Tuotetta työstettäessä akselit ja lisätoiminnot toimivat normaalilla tavalla,
mutta palkki ei laskeudu. Jos DNC on automaattisessa tilassa, seuraava
työvaihe näytetään, akselit sijoittuvat uusien arvojen mukaisesti ja palkki
odottaa laskeutumiskäskyä, kuten normaalistikin.
Mikäli palkki ei laskeudu, vaikka käyttäjä on ohjelmoinut suoraan Y1-/Y2arvot, syötetyt arvot eivät ole suurempia kuin kosketuspisteessä olevat arvot.
TAIVUTUSLASKURI
Suoritettujen taivutusten lukumäärä tietystä päivämäärästä lähtien näkyy
ESITTELY -sivulla. Laskuri on tehtaalta lähtiessä nollassa. Laskuri
käynnistyy ja ensimmäisen taivutuksen päivämäärä kirjautuu automaattisesti,
kun automaattisessa tai puoliautomaattisessa tilassa tehdään ensimmäinen
taivutus. Tätä tietoa ei voi muokata toimipaikalla.
TAIVUTUSVOIMA
Sivu: NUMEERINEN TAIVUTUS
Kenttä lasketaan automaattisesti, jos pituus, paksuus, sigma ja työkalut ovat
tiedossa. Siitä käy ilmi taivutukseen tarvittava voima (tonneina).
Kenttä voidaan ohjelmoida uudelleen tarpeen mukaan. Jos annettu arvo on
suurempi kuin työkalun kesto, vuorovaikutteiseen kenttään tulee
virheilmoitus. Nämä turvatoimenpiteet suoritetaan, kun DNC -tilaa
vaihdetaan (katso Työkalut).
SIVU 24 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 27
TAIVUTUSJÄRJESTYS
AUTOMAATTINEN TAIVUTUSJÄRJESTYS
Taivutusjärjestys voidaan haluttaessa hakea ohjelmalla automaattisesti. Tulos
riippuu "simulointikriteereistä", jotka käyttäjä voi syöttää sen mukaan, mitä
vaatimuksia valmistettava tuote edellyttää (katso Simulointiehdot).
Syötetään tuotteen tiedot (katso Käyttöohje).
TAIVUTUS 2D -sivu, TAIVUTUS 3D -sivu.
Valitaan simulointikriteerit.
Siirretään osoitin SIMUL -kenttään ja valitaan EI OHJELMOITU.
Valitaan toimintovalikosta ETSI TAIVUTUSJÄRJESTYS.
Tuotteen monimutkaisuudesta riippuen ohjelma tuottaa valmiin ratkaisun,
osittaisen ratkaisun tai ei lainkaan ratkaisua. Katso Taivuttamaton Tila (alla).
Yllä: lähtötilanne.
Haluttu tilanne.
TAIVUTUSJÄRJESTYKSEN MUUTTAMINEN
Toiminto on kätevintä suorittaa TAIVUTUS 2D -sivulla (3D-versiossa
toimintoa voi käsitellä TAIVUTUS 3D -sivulla. Katso myös 3D Referenssi-
käsikirja).
MÄÄRITELMÄT SIVU 25
Page 28
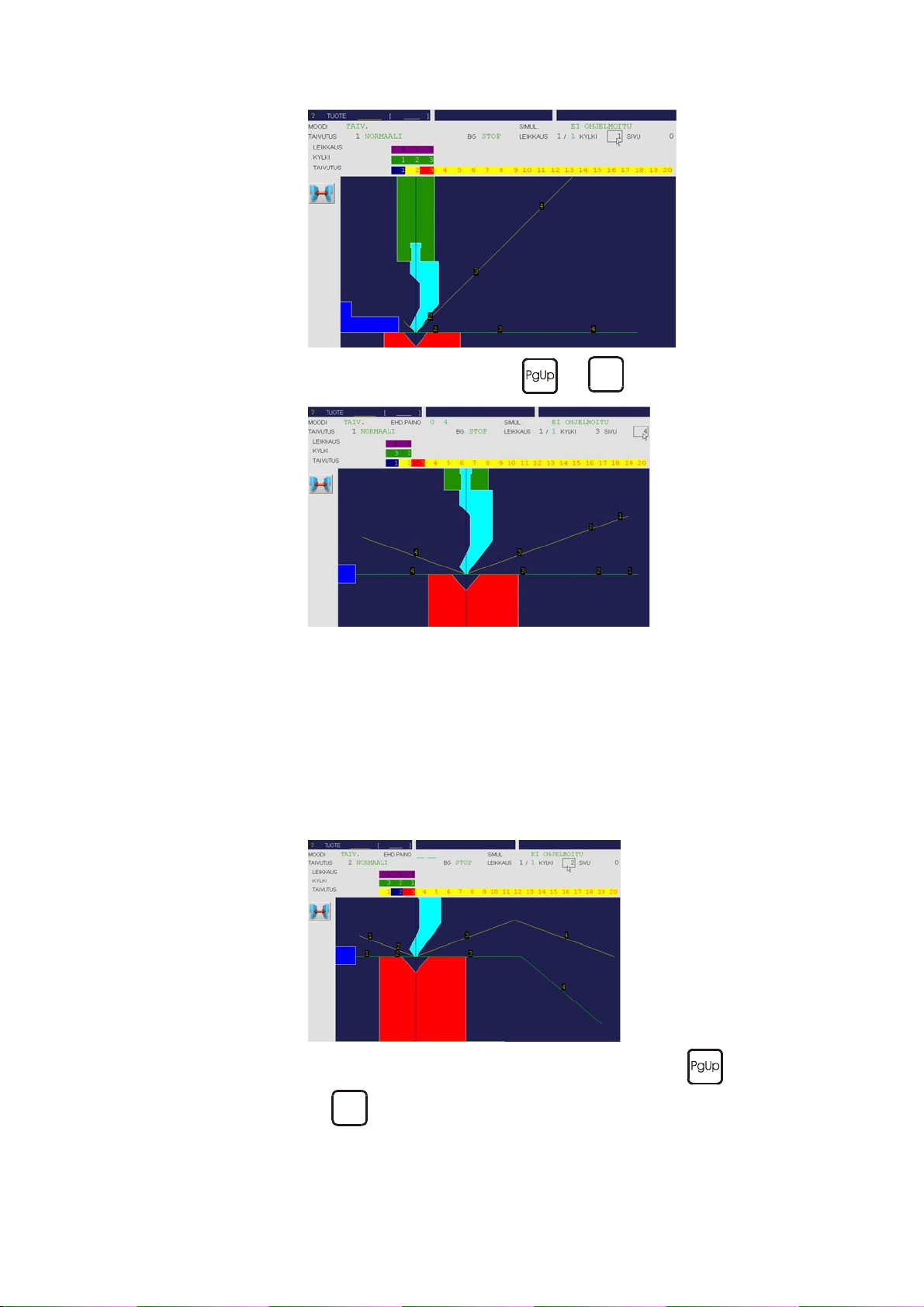
Pg Dn
Valitaan muutettava työvaihe (
- tai
-näppäin).
Siirretään osoitin KYLKI -kenttään ja syötetään taivutettavan kyljen
numero (3).
Siirretään osoitin SIVU -kenttään ja syötetään vasteen numero (4).
Ohjelman ehdottamat mahdolliset vasteet näkyvät SIVU EHD kentässä.
Valitaan toimintovalikosta SIMULOI TAIVUTUS.
Valitun kyljen taivuttava työvaihe on poistettu.
Seuraava työvaihe taivuttaa saman kyljen (TAIVUTUS 2).
Vasteen paikkaa voidaan muuttaa tarvittaessa.
"Siirrytään" muutettavaan työvaiheeseen (TAIVUTUS 3
Pg Dn
-näppäimellä).
Asetetaan osoitin jälleen KYLKI -kenttään ja syötetään kyljen
numero. Sitten napsautetaan SIVU -kenttää ja syötetään tämän
työvaiheen vasteen numero (esimerkiksi KYLKI 1 ja SIVU 0).
SIVU 26 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
- tai
Page 29
Valitaan toimintovalikosta SIMULOI TAIVUTUS.
Jatkossa toimitaan samoin muiden taivutusten osalta tai simulaation
täydelliseksi toteuttamiseksi.
Jos kylkien ja vasteiden numerointi on suoritettuna, jokaista taivutusta ei
tarvitse simuloida. Kun työvaihe on syötetty, kohdistin siirretään SIMULkenttään, valitaan OHJELMOITU TAIVUTUS ja ETSI
TAIVUTUSJÄRJESTYS (toimintovalikosta).
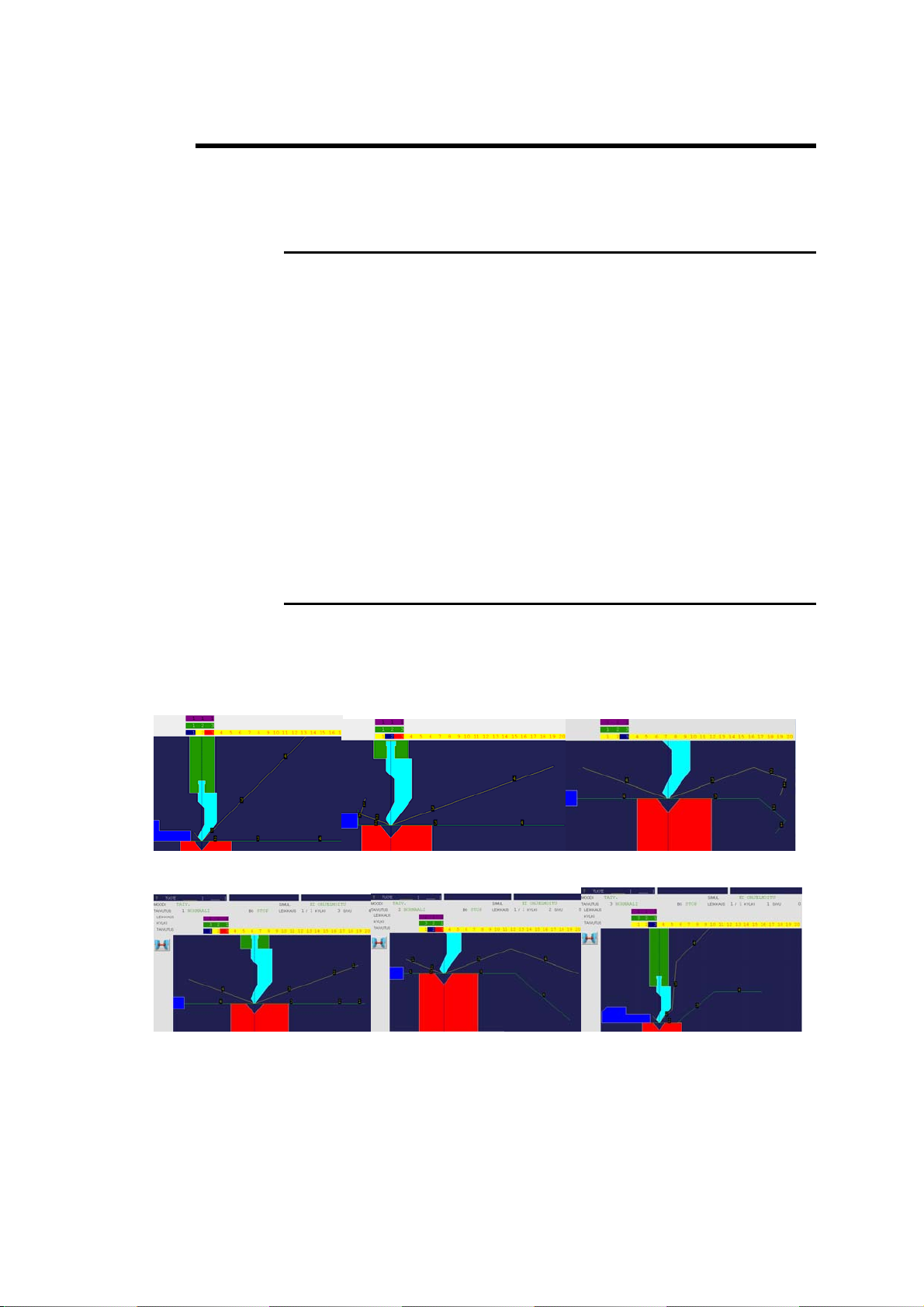
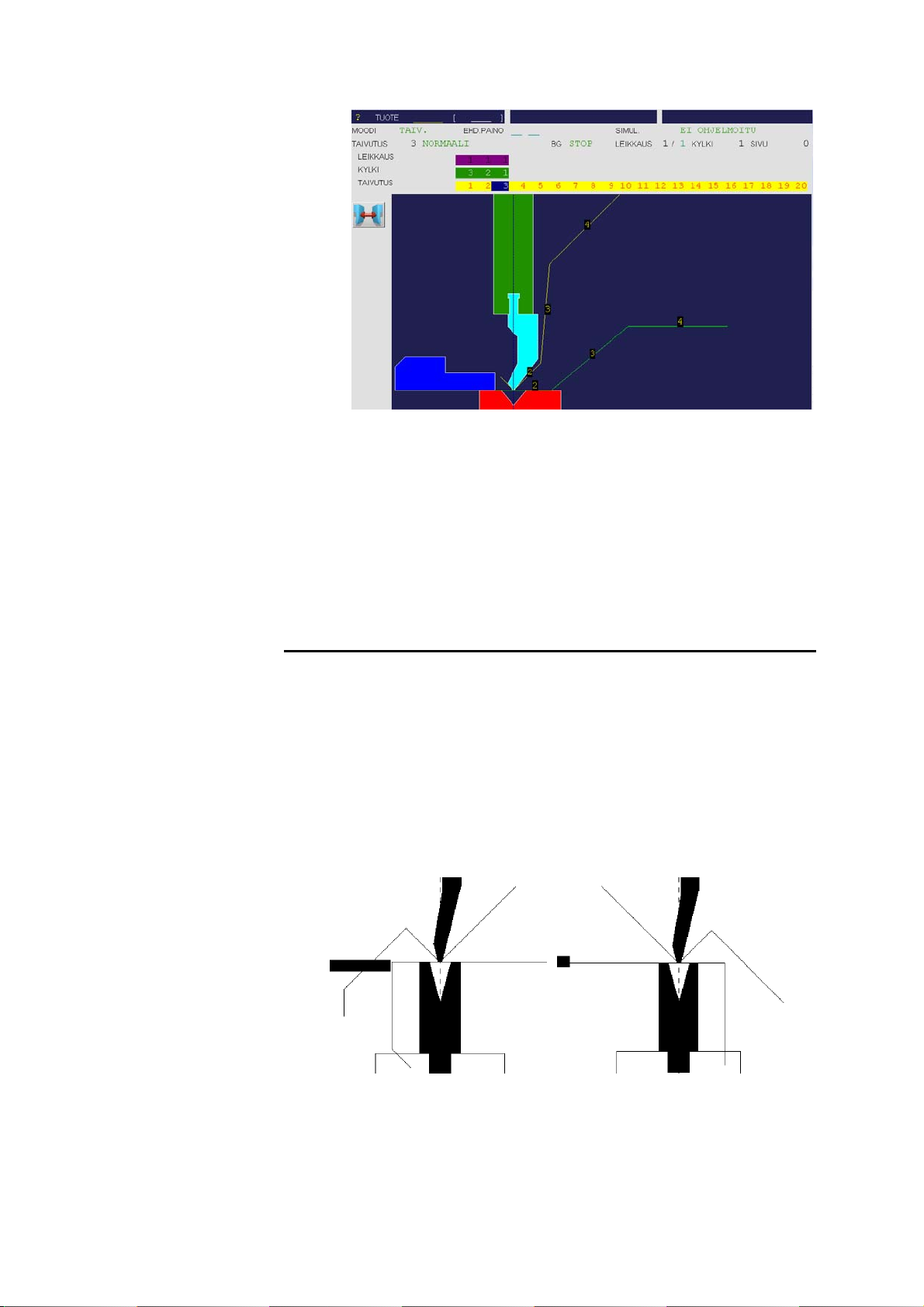
TAIVUTTAMATON TILA
Taivuttamaton tilan on käyttökelpoinen silloin, kun ohjelma ei pysty
löytämään ratkaisua taivutusjärjestykselle.
Taivuttamaton tila esittää lopputuotetta. Käyttäjä määrää käsin
taivutusjärjestyksen muutoin samalla tavalla kuin edellä on esitetty, mutta
aloittaa viimeisestä taivutuksesta ja siirtyy kohti ensimmäistä.
Seuraavassa on yksinkertainen esimerkki, jossa tuote koskee pöydän kehystä
ennen taivutusta, mutta levy pysyy paikoillaan. Ratkaisu tilanteeseen on
luoda välitaivutus. Ratkaisu on kuvattu Erityistaivutukset -kohdassa.
Tässä luvussa esitetään vain taivutuksettoman tilan käyttö.
Ensimmäisessä kuvassa tuote koskee viimeisessä taivutuksessa. Toisessa
kuvassa kosketuspiste on jo toisessa taivutuksessa.
MÄÄRITELMÄT SIVU 27
Page 30
Seuraavassa ovat tuotteen syötetyt tiedot (alatyökalun korkeus on 50 mm):
Kun TAIVUTUS 2D -sivulla pyydetään taivutusjärjestystä, näyttöön tulee
ilmoitus Ei löydä ratk..
Valitaan AVATTU -tila.
Viimeisin taivutus näkyy näytöllä, joten kosketuksen huomaa heti.
Jos näyttöön tulee kosketukseton ratkaisu, painetaan
-näppäintä
ja katsotaan, pystyykö ohjelma ratkaisemaan ongelman. Jos ohjelma
ei ehdota ratkaisua, kosketus on tapahtunut.
KYLKI -kenttään ohjelmoidaan tai muutetaan eri kyljet, jotta
nähdään ohjelman tarjoamat eri vaihtoehdot.
Siirrytään
-näppäimellä edelliseen työvaiheeseen.
Jos ohjelma löytää ratkaisun, se sekä muut mahdolliset kyljet
näkyvät näytössä heti (ohjelman ehdottama kylki näkyy EHD.
KYLKI -kentässä).
Taivutuksettomassa tilassa ehdotetut kyljet näkyvät EHD. KYLKI -kentässä.
Näin käyttäjä voi syöttää ehdotetut kyljet yksitellen KYLKI -kenttään ja
tarkistaa, mikä tulos ehdotuksella tulisi.
SIVU 28 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 31

TAIVUTUSNOPEUS
Sivu: NUMEERINEN TAIVUTUS
Tämän kentän avulla voidaan pienentää taivutusnopeutta. Taivutusnopeus on
ohjelmoitavissa prosentteina enimmäisarvostaan.
TV (TAKAVASTE) TAI VASTE
Sivut: NUMEERINEN TAIVUTUS, TAIVUTUS 2D
Näyttää nykyisen työvaiheen vasteen tai antaa valita sen.
DNC laskee X- ja R-akseleiden tavoitearvon uudelleen valinnasta riippuen.
Napsautetaan valintaluettelo esiin ja valitaan työvaiheen mukainen vaste.
Tämä kenttä ei tule näkyviin, jos koneparametreihin on määritetty vain yksi
vaste.
Vasteen vaihto TAIVUTUS 2D -sivulla
Katso myös Taivutusjärjestys..
Syötetään halutun vasteen nimi tai valitaan se valintaluettelosta.
Sivu
Hylly
MÄÄRITELMÄT SIVU 29
Page 32

POHJAANISKUTAIVUTUS
Sivu: NUMEERINEN TAIVUTUS.
Pohjaaniskutaivutus on taivutustila, jossa DNC ei tavoittele
ennaltamääriteltyä tai laskettua asemaa vaan painuu alas, kunnes se saavuttaa
aseman, jossa palkkia estetään mekaanisesti siirtymästä pidemmälle. DNC
havaitsee tämän rajan, joka määrää laskeutumisjakson päättymisen.
Pohjaaniskutaivutuksella voidaan tehdä erityistaivutuksia, joita on muutoin
mahdoton tehdä, kuten litistetty taivutus erityismeisteillä, mihin liittyy
kuitenkin omat riskinsä.
Pohjaniskutilassa työvaiheeseen tarvittava ohjelmoitu voima
saadaan palkin avulla. Voima voi olla ohjelmoitua
korkeampi, jos koneparametrien vähimmäispaineet
ovat nykyisen työvaiheen painetta suurempia..
DNC pysäyttää palkin laskeutumisen, kun se havaitsee, että
palkki on mekaanisesti kiinni työstettävässä kappaleessa. Näin
koko ohjelmoitu voima kohdistuu työstettävään kappaleeseen
ja edelleen työkaluihin.
Käyttäjän tulee olla varma siitä, että levy sekä työssä
käytettävät työkalut kestävät voiman vaurioitumatta.
Lisäksi, jos työ ei edellytä koneen koko taivutuspituuden
käyttöä, on ehdottoman välttämätöntä sijoittaa kaikki koneen
keskelle.
Taivutus pohjaaniskutilassa:
poistetaan ohjelmoitu kulma (tyhjä kenttä)
sitten poistetaan OHJ -arvot Y1- ja Y2-kentistä (tyhjät kentät).
Työvaihe toteutetaan normaalisti, mutta kosketuskohdan saavuttamisen
jälkeen DNC valvoo palkin siirtymistä.
Välittömästi palkin pysähtymisen jälkeen, kun se ei enää lähetä siirtotietoa
DNC:lle, DNC olettaa, että toiminto on päättynyt. Pysäytysajan annetaan
kulua ja nousujakso käynnistetään valitun tilan mukaan.
SIVU 30 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 33

KORJAUKSET (TAULUKKO)
Käytännön työssä voi käydä ilmi, että tiettyjä kulmia ja/tai kaistojen
pituuksia on usein tai aina tarpeen säätää saman arvon verran.
Korjaustaulukko säästää käyttäjältä ainaisen korjaamisen vaivan. Taulukko
on nimeltään MATERIAALI, ja siihen pääsee käsiksi koneparametrien
kautta.
Esiohjelmoituna on viisi materiaalityyppiä:
TERÄS
ALUMIINI
RST
ERIKOIS 1
ERIKOIS 2
MATERIAALI -taulukon arvot ovat erilaiset jokaisen näiden materiaalin
kohdalla.
Sivun pääsisältönä on kolme taulukkoa:
AVATTU PITUUS 10 sarakkeen avulla (0–9) voidaan ottaa
käyttöön 10 erilaista korjausta DIN 6935 standardin mukaiseen taittamattoman pituuden
laskentaan. Jos, esimerkiksi, yllä esitetyssä
esimerkissä valittu materiaali on TERÄS 3,
korjaukseksi tulee:
DIN x 0,850.
Korjausvalinta voidaan syöttää muun muassa
PROD NUM-, NUMEERINEN TAIVUTUS sivuilla materiaalin nimeä välittömästi
seuraavaan kenttään.
MÄÄRITELMÄT SIVU 31
Page 34

TAKAISINJOUSTON
KOMPENSOINTI
PAINE
KP TOLERANSSI %:NA
VAHVUUDESTA
VAHVUUDEN
KORJAUS KERROIN
Mahdollistaa kulman korjauksen määrityksen
jokaiselle materiaalityypille ohjelmoidun
kulman mukaisesti. Yllä olevassa esimerkissä
76–90 asteen välisiä kulmia, kun käytetään
materiaalia TERÄS, korjataan automaattisesti
2,5 asteella.
Nämä kaksi tekijää korvaavat DNC:n
tavallisesti suorittaman taivutusvoiman
laskennan. Jos niitä ei ohjelmoida, nämä kaksi
arvoa ovat:
VAPAATAIVUTUS = 1,75
POHJAAN TAIVUTUS = 42,0
Jos on tarpeen, käyttäjä voi muuttaa nämä arvot.
Nämä kaksi arvoa ovat erilaisia kullekin viidelle
materiaalityypille.
Tämä kenttä edustaa työkalujen turvakerrointa.
Katso kohta Vahvuuden Mittaukseen Perustuvat
Korjaukset / Mittaus kosketuspisteessä (KP).
"Vahvuus korjaus at KP" -toiminto käyttää tätä
taulukkoa. Katso kohta Vahvuuden Mittaukseen
Perustuvat Korjaukset / Mittaus
kosketuspisteessä (KP).
BOMPEERAUS
Sivu: NUMEERINEN TAIVUTUS.
Tämä on käytettävissä vain, jos kone on varustettu bompeeraus-
mahdollisuudella.
Bompeeraus lasketaan automaattisesti simuloinnin aikana. Tulos riippuu
vaikuttavasta voimasta ja koneparametreihin ohjelmoidusta
kalibrointikäyrästä.
Käyttäjä voi muuttaa näitä arvoja vaihe vaiheelta. Ne lasketaan kuitenkin
uudelleen seuraavan simuloinnin aikana.
Käytössä olevat yksiköt vaihtelevat suunnittelijan mukaan. Tämän toiminnon
oppimiseksi on parasta ottaa yhteyttä koneen valmistajaan.
Tällä hetkellä yksikkönä käytetään kuitenkin "prosenttia", mikä tarkoittaa,
että tähän kenttään ohjelmoitu 50 antaa 50 % enimmäis- bompeerauksesta.
TIETOJEN VARMUUSKOPIOINTI
Katso Tiedonsiirto.
SIVU 32 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 35

TIEDONSIIRTO
Sivu: SIIRTO
Tällä sivulla voidaan tallentaa tiedot tai ladata ne eri oheislaitteisiin
(levykkeelle, verkkoon jne.).
LÄHDE
Tässä kentässä valitaan oheislaitteet, jotka toimittavat tiedot
kohdeoheislaitteeseen siirtohetkellä.
OHDE
K
Tässä kentässä valitaan oheislaite, joka vastaanottaa tiedot siirtohetkellä.
Y
LEISSIIRTO
Vaihtoehdot ovat seuraavat:
YLÄTYÖKALUT
ALATYÖKALUT
VALITUT TYÖKALUT
Kaikkien ylätyökalujen siirto.
Kaikkien alatyökalujen siirto.
Moni- simulaatiossa määritettyjen työkalujen
siirto.
OHEISLAITELUET.
KONEPARAMETRIT
TUOTANTO
KAIKKI TUOTTEET JA
Oheislaiteluettelon siirto.
Koneparametrien siirto.
Tuotantosivujen siirto.
Kaikkien tuotteiden ja tuoteryhmien siirto.
RYHMÄT
O
SITTAINEN SIIRTO
Alla olevan taulukon tuotteiden joukosta valitaan siirrettävät tuotteet.
Tässä taulukossa voidaan määrittää jokaiselle tuotteelle lähde ja kohde
vastaaviin sarakkeisiin. Jos näitä kenttiä ei ole määritetty, oletusarvona
käytetään sivun yläosassa olevaa LÄHDE- ja KOHDE -valintaa.
Siirrettävien tuotteiden valinnan yksinkertaistamiseksi ne vain “merkitään”
TUOTEVALIKOIMA -sivulle. Ne näkyvät automaattisesti tässä taulukossa
(katso Tuotteiden merkitseminen).
MÄÄRITELMÄT SIVU 33
Page 36

TILANNE -sarakkeessa ilmoitetaan siirron tila.
?
!
*
Siirron suorittaminen:
S
UOSITUKSET:
Työkaluja, koneparametreja ja (jos DNC on verkossa) oheislaitteiden
luetteloa koskeva varmuuskopio tulee tehdä heti ensiasennuksen jälkeen sekä
ennen kuin mekaanikko korjaa konetta. Nämä tiedot on säilytettävä
turvallisessa paikassa.
Tuotetta siirretään.
Tuotetta ei ole siirretty.
(luettelossa kaksoismääritys tai muu virhe)
Siirtovaiheen aikana havaittiin virhe, työkalua ei ole
siirretty.
Tuote on siirretty oikein.
valitaan LÄHDE ja KOHDE
viedään osoitin valitun siirtotyypin kohdalle
siirto aloitetaan käyttämällä toimintovalikon SIIRTO -siirtotoimintoa,
sitten se vahvistetaan.
Tuotteita koskevat tiedot tulee tallettaa ajoittain levykkeelle, jo s DNC ei ole
yhteydessä verkkoon. Jos ongelmia ilmenee, tämä käy helpommin,
nopeammin ja halvemmin kuin silloin, kun kaikki täytyy syöttää uudelleen.
SIVU 34 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 37

PÄIVÄMÄÄRÄ JA KELLONAIKA
PÄIVÄMÄÄRÄN JA KELLONAJAN MUUTTAMINEN
Sivu: ESITTELY
Siirrytään ESITTELY -sivulle.
Siirretään kohdistin näytön yläosaan Päivämäärä tai kellonaika -
kenttään, ja annetaan uusi arvo muodon sallimissa rajoissa.
DNC:ssä lukitusnäppäin täytyy asettaa 2-asentoon.
käytetään erottimena.
Vuosi 2000 Kun vuosi ilmaistaan vain kahden numeron avulla, ohjelma olettaa, että:
00–68 = 2000–2068
ja
82–99 = 1982–1999.
ÄIVÄMÄÄRÄN JA KELLONAJAN NÄYTTÖMUODON MUUTTAMINEN
P
ESITTELY -sivun alisivu.
Tätä käytetään numeerisen ohjauksen päivämäärän ja kellonajan
muuttamiseen.
Siirrytään ESITTELY -sivulle ja valitaan LIIKKEET -valikosta
PÄIVÄ/AIKA.
Näyttöön tulee uusi sivu, johon voi syöttää uudet DNC:n parametrit
(kansainvälinen parametroiminen).
Oletusparametrit voi ladata käyttämällä LIIKKEET -valikon
OLETUSARVOT -toimintoa.
-näppäintä
Luokitus,
etsiminen
MÄÄRITELMÄT SIVU 35
Luokituksen ja ohjelmoitujen tuotteiden etsinnän helpottamiseksi
(päivämäärän tai kellonajan perusteella) DNC tai mikrotietokone tulee
asettaa oikeaan aikaan säännöllisesti (noin kolmen kuukauden välein tai
huollon jälkeen).
Page 38

EPÄKESKISET YLÄTYÖKALUT JA TAKAVASTEEN
KORJAUS
Sivu: YLÄTYÖKALUN OHJELMOINTI
Jos ylätyökalu on epäkeskinen, käyttäjä voi tehdä korjauksen kentässä, jonka
nimi on X KORJAUS.
Korjaus siirtää takavasteessa origoa ylätyökalun epäkeskisyyden mukaan.
Työkalun asennussuunnalla on myös merkitystä korjauksessa.
Korjaus tulee voimaan, kun ohjaus kytketään puoliautomaattiseen tai
automaattiseen tilaan.
SYVYYSTÖRMÄYKSEN SALLIMINEN
Sivut: TAIVUTUKSEN TYÖKALU, YLÄTYÖKALUN OHJELMOINTI /
ALATYÖKALU
Ohjelma antaa virheilmoituksen, jos se havaitsee, että materiaali törmää
alatyökalun pohjaan ja/tai ylätyökalun sivupintojen ja alatyökalun väliin.
Virheviesti näkyy vuorovaikutteisessa kentässä. Ohjelma siirtyy
TAIVUTUKSEN TYÖKALU -sivulle, ja osoitin osoittaa tähän kenttään.
Jos muuta ei määritetä, törmäystarkastus suoritetaan jokaisen taivutuksen
yhteydessä.
TAIVUTUKSEN TYÖKALU -sivun SYVYYSTÖRMÄYS
HYVÄKSYTTY -kenttä on samansisältöinen kuin TÄSSÄ
TAIVUTUKSESSA EI. -kenttä.
Tämä turvatoimi voidaan kuitenkin nykyisen tuotteen (katso seuraavasta)
osalta estää TAIVUTUKSEN TYÖKALU -sivulla tai oletusarvoisesti
OHJELMOINTI YLÄTYÖKALU- tai ALATYÖKALU -sivuilla.
SIVU 36 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 39

TAIVUTUKSEN TYÖKALU -sivu
Tarjolla on kaksi vaihtoehtoa:
TÄSSÄ
TAIVUTUKSESSA /
KYLLÄ / EI
YLEENSÄ
Sivutörmäys Törmäys alatyökalun pohjaan.
Törmäystarkastus suoritetaan (tai vastaavasti
ei, riippuen KYLLÄ/EI -valinnasta) vain
nykyisessä työvaiheessa (taivutuksessa).
Törmäystarkastus jätetään suorittamatta
kaikissa tuotteeseen kuuluvien taivutusten
tekovaiheissa.
PIIRROS
YLÄTYÖKALUN OHJELMOINTI / ALATYÖKALU -sivu
Jos törmäystestiä ei yleensä haluta suorittaa, se voidaan jättää oletusarvoisesti
suorittamatta tuotetta luotaessa.
Jotta näin olisi työkalun luomisen aikana, tulee ohjelmoida seuraav asti:
SYVYYSTÖRMÄYS HYVÄKSYTTY KYLLÄ.
Jotta valtuutus on voimassa TAIVUTUKSEN TYÖKALU -sivulla,
valtuutuksen tulee koskea sekä ylätyökalua että alatyökalua.
Jos valtuutus ei päde jompaankumpaan työkaluun, EI tulee jälleen voimaan.
Sivut: useimmilla sivuilla.
Tähän kenttään voidaan syöttää aakkosnumeerinen 24 merkin viite (katso
Aakkosnumeeriset kentät).
Tätä vaihtoehtoa suositellaan käytettäväksi, jotta tuote voidaan määrittää vain
sille ominaisella tavalla silloin, kun käsitellään suurta tuotemäärää. Näin
tuote löytyy helpommin, kun sitä haetaan hakuehdoilla.
MÄÄRITELMÄT SIVU 37
Page 40

PURISTUSAIKA
Sivu: NUMEERINEN TAIVUTUS
Määrittää puristusajan.
Mikäli muuta ei ohjelmoida, oletusarvoinen aika on 0,5 sekuntia.
Syötettävä arvo voi olla 0–9,9 sekuntia.
TYHJENNYS/POISTO
Toiminnot löytyvät LIIKKEET -valikosta, ja ne vaihtelevat asiayhteyden
mukaan. Seuraavassa ovat toimintojen määritelmät:
POISTA TAIVUTUS Poistaa valitun työvaiheen (tiivistää
automaattisesti uudelleen jäljelle jäävät
työvaiheet).
POISTA LEIKKAUS Poistaa valitun poikkileikkauksen.
UUSI TUOTE Poistaa valitun tuotteen. Tuote voidaan poistaa
suoraan
TUOTEVALIKOIMA -sivulla asettamalla
osoitin luettelossa olevan asianomaisen
numeron päälle.
DEL-painike Poistaa osoittimen sijaintikentästä riippuen joko
ylätyökalun, alatyökalun tai tuotteen.
SIVU 38 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 41

MUISTIEN TYHJENTÄMINEN
Sivu: KONEEN ALUSTUS - DNC/ENC
Yleisiä huomautuksia:
Tällä sivulla voi tyhjentää (poistaa) eri muisteja. Tyhjennystyypistä riippuen
avaimen tulee olla joko 1, 2- tai 3-asennossa.
Yhden tai kaikkien muistien tyhjentäminen suoritetaan seuraavalla tavalla:
valitaan oheislaite, jossa toimenpide on määrä suorittaa
siirretään osoitin kyseeseen tulevaan kenttään
napsautetaan oikeaa painiketta tai
vahvistetaan toimenpide.
VAPAA MUISTI
Sivut: TUOTEVALIKOIMA, ESITTELY
Ilmaisee käyttäjällä valitussa oheislaitteessa olevan vapaan muistin määrän
prosentteina.
-näppäintä tai toimintovalikon
DEL-painike-kohtaa
MÄÄRITELMÄT SIVU 39
Page 42

VASTEEN VÄLYS
Sivu: TAIVUTUKSEN TYÖKALUT
Muistutus: Seuraavat liikkeet ovat vaarallisia ja vaativat tästä syystä
alatyökalun välyksen: siirtymä Z-, M1- ja M2-akselien suuntaan sekä
alatyökalutyypin lisätoiminto.
Käyttäjä voi määrittää vasteen välyksen tyypin, mikä mahdollistaa eri
toimintoja monenlaisiin tarpeisiin.
Käyttäjä tekee valinnat kunkin työvaiheen osalta TAIVUTUKSEN
TYÖKALUT -sivun, X VAPAUTUS -kenttään.
Huomautus:
Välysetäisyydet (parametri 233) on ohjelmoitu koneparametreihin, niitä ei
saa muuttaa.
Tarjolla on kolme välystyyppiä:
MAKSIMI
EI VAPAA-ALUEELLA
ILMAN
PM 5 0
Oletusarvo
Välys tehdään sen mukaan, kumpi seuraavista
kahdesta parametrista on suurempi: X-asema
suht. turvanopeus ja X-asema alatyök.
tyhjennyksessä.
X-asema suht. turvanopeus on tavallisesti
arvoista suurempi.
Tämän jälkeen akselit siirtyvät
enimmäisnopeudella.
Välys ja X-asema alatyök. tyhjennyksessä
-kohtaan asti.
Tämän jälkeen akselit siirtyvät nopeudella, joka
on määritetty ja X-asema alatyök.
tyhjennyksessä-vyöhykkeessä.
Tämäntyyppistä välystä tulee käyttää silloin,
kun kuljettavana on vain pieniä etäisyyksiä.
Ei lainkaan välystä. Akselit siirtyvät
turvallisella nopeudella, kun ne sijaitsevat Xasema suht. turvanopeus -vyöhykkeen
sisällä.
PM 5 0
PM 5 0
PM 2 3 3
PM 2 3 3
Välysetäisyys riippuu alatyökalun leveydestä. Jos on asennettu useita vipuja, välys
määräytyy isoimman työkalun mukaan.
Välyskoneparametrit ovat PM 50 ja PM 233.
SIVU 40 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
PM 2 3 3
Page 43

IHANNEKÄYRÄ (KAARI)
Sivut: NUMEERINEN TUOTE ja NUMEERINEN TAIVUTUS.
Ihannekäyrän avulla taivutus on mahdollista tehdä suur ella sisäsäteellä.
Ihannekäyrä voidaan ohjelmoida kummalla tahansa näistä sivuista.
Ihannekäyrä määritetään ohjelmoimalla numero4–98 (jos ohjelmoidaan
numerot 0, 2 tai 3, syntyy virhe).
Huomautus: Jotta tulos olisi tasalaatuinen, käyrän tekemiseen käytettävien
taivutusten lukumäärän tulee olla sellainen, että kunkin
segmentin pituus on suurempi kuin puolet alatyökalun Vaukon leveydestä.
Jos näin ei ole, ohjelma varoittaa käyttäjää asiasta viestillä,
koska tuloksena olisi liian avoin kulma.
Vihje Jos KAARI -kenttään ohjelmoidaan 99, ohjelma määrittää automaattisesti
ihannekäyrälle mahdollisimman suuren taivutusten määrän. Käyttäjä voi
halutessaan pienentää taivutusten lukumäärää.
Ihannekäyrätilassa ohjelma laskee erilaisen taivutuskulman kahdelle
ensimmäiselle ja kahdelle viimeiselle taivutukselle seuraavan piirroksen
mukaan:
Ihannekäyrän toteutustoimenpide.
NUMEERINEN TUOTE -sivu
Siirrytään NUMEERINEN TUOTE -sivulle.
Syötetään halutun segmentin arvo PITUUS-sarakkeeseen.
Syötetään haluttu loppukulma.
Syötetään lopullinen sisäsäde Ri -kenttään.
Syötetään ihannekäyrään tarvittava taivutusmäärä KAARI -kenttään.
Katso myös kohta Toleranssi.
MÄÄRITELMÄT SIVU 41
Page 44

Ohjelmointiesimerkki
Siirrytään NUMEERINEN TUOTE -sivulle.
Syötetään työkalut ja materiaali tavalliseen tapaan.
Syötetään tuotteen mitat ihannekäyrän sisäsäteineen Ri -sarakkeeseen.
Syötetään 99 KAARI -kenttään. Ohjelma laskee tälle ihannekäyrälle
enimmäistaivutusmäärän (yllä olevan kuvan mukaisesti).
Käynnistetään laskenta (toimintovalikosta), jotta saadaan taittamaton
pituus, toleranssi (katso kohta Toleranssi) sekä ihannekäyrän
taivutusten lukumäärä.
Siirrytään TAIVUTUS 2D -sivulle.
Tarkistetaan, että SIMUL -kentässä on EI OHJELMOITU.
Valitaan toimintovalikosta ETSI TAIVUTUSJÄRJESTYS.
Kytketään puoliautomaattinen tila päälle
-näppäimellä
(mikrotietokoneessa palataan ohjelmointitilaan painamalla F8- tai
F10-näppäintä).
Taivutus simuloidaan
SIVU 42 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
-näppäimellä.
Page 45

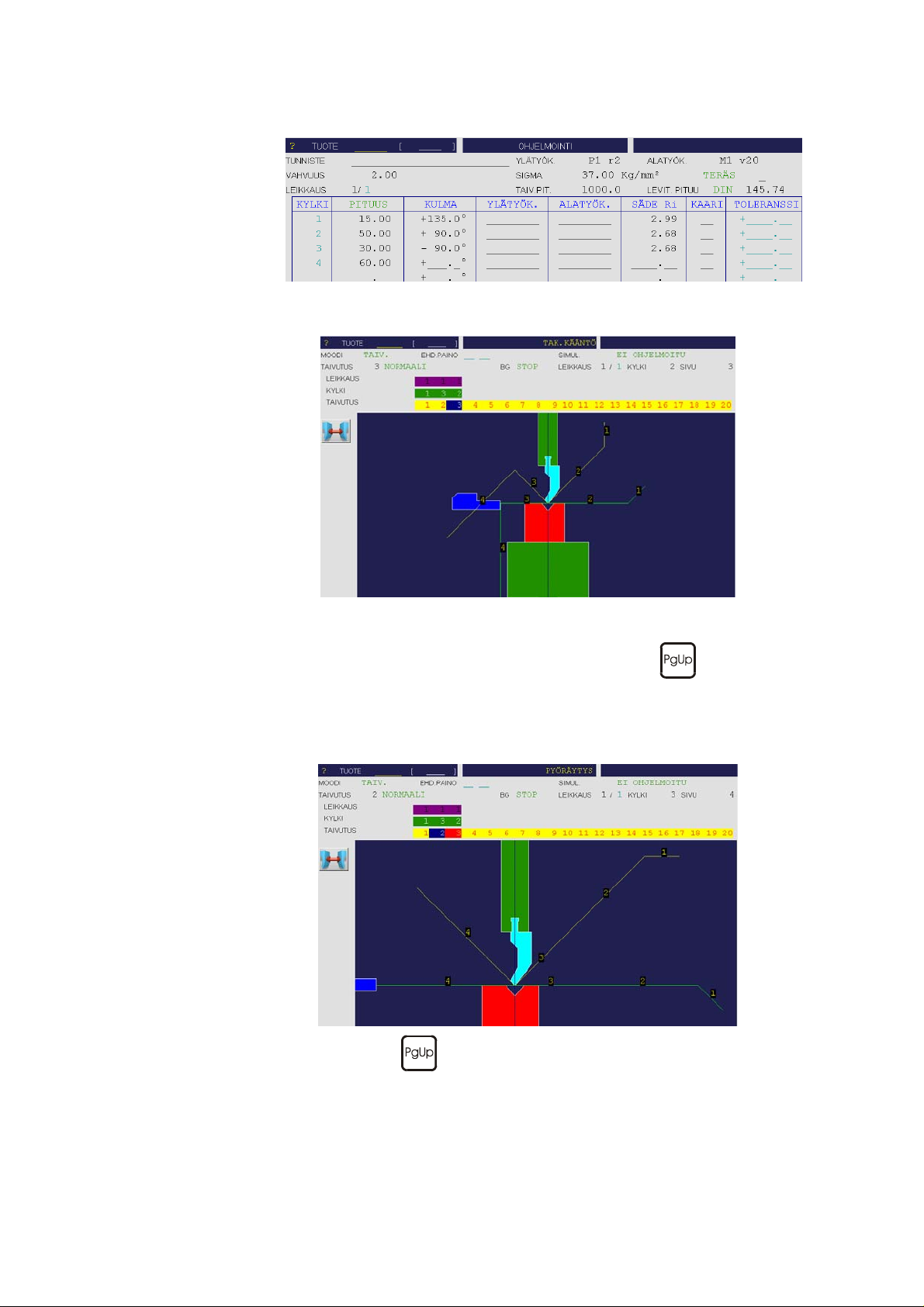
Vesikourun ohjelmointiesimerkki
Edellisen kuvan mukainen tuote toteutetaan seuraavasti:
siirrytään NUMEERINEN TUOTE -sivulle
syötetään työkalut ja materiaali tavalliseen tapaan
syötetään tuotteen mitat ihannekäyrän sisäsäteineen
syötetään 99 KAARI -kenttään. Ohjelma laskee tälle ihannekäyrälle
enimmäistaivutusmäärän (yllä olevan kuvan mukaisesti)
käynnistetään laskenta, jotta saadaan taittamaton pituus, toleranssi
ihannekäyrän taivutusten lukumäärä
siirrytään TAIVUTUS 2D -sivulle.
Ohjelman nykyisessä tilassa tämän esimerkin simulointi ei tuota tulosta.
Taivutusjärjestys saadaan puoliautomaattisesti, kun käytetään AVATTU -
tilaa. Seuraavassa esimerkissä taivutusjärjestystä ei ole muutettu. Tämän
toimenpiteen aikana käyttäjä voi kuitenkin halutessaan muuttaa järjestystä.
MÄÄRITELMÄT SIVU 43
Page 46

Valitaan AVATTU -tila.
Tuote näkyy työkaluissa viimeisen ohjelmoidun taivutuksen kanssa.
Syötetään kenttä, joka taivutetaan viimeisenä (tässä esimerkissä 3)
Ohjelma näyttää valitun taivutuksen, kun poistutaan KYLKI -kentästä
Siirretään osoitin SIVU -kenttään, ja vastetta muutetaan tarpeen
mukaan. Tässä tuotteessa automaattisesti ehdotettu vaste 4 on
säilytetty.
Vaikka tässä tilanteessa "törmäys" on havaittavissa, todellisuudessa
törmäystä ei tapahdu ihannekäyrän vuoksi (lisätietoja jäljempänä
Simulaatio puoliautomaattisessa tilassa -kohdassa).
Painetaan
-näppäintä.
Ohjelma näyttää aikaisemman taivutuksen (muu taivutus voidaan
valita ohjelmoimalla haluttu kylki KYLKI -kenttään). Ehdotettu vaste
(5) tallennetaan, mutta sitä voidaan myös muokata.
SIVU 44 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 47

Ylläkuvattu toimenpide toistetaan, kunnes saavutetaan taivutus, jonka
numero on 1.
Vaihdetaan puoliautomaattiseen tilaan
-näppäimellä
(mikrotietokoneessa painetaan F8-näppäintä).
Pg Dn
Tuloksen voi havainnollistaa vaiheittain pain amalla -näppäintä
jokaisen taivutuksen jälkeen (mikrotietokoneella ohjelmointitilaan
palataan painaen F10-näppäintä).
Huomautus: Tässä esimerkissä vaste on varu stettu R-akselilla. Ohjelma
laskee tästä syystä sen aseman automaattisesti ihannekäyrän
funktiona. Mikäli DNC:tä ei ole varustettu R-akselilla, voidaan
kiinnittää pystysuoravaste, joka on kohtisuorassa alkuperäiseen
vasteeseen nähden.
MÄÄRITELMÄT SIVU 45
Page 48

AKSELEIDEN INDEKSOINTI
Sivu: KONEEN ALUSTUS DNC / ENC, toimintovalikko.
AKSELI INDEKSI -toiminnon avulla voidaan indeksoida akselit (tai
indeksoida ne uudelleen, jos ne on jo aikaisemmin indeksoitu).
Mikäli DNC:tä ei ole indeksoitu, tällä toiminnolla on sama vaikutus kuin, jos
käynnistyspainiketta
Jos DNC taas on jo indeksoitu, toiminnolla voidaan ind eksoida akselit
uudelleen ilman, että virtaa tarvitsee katkaista. Tässä tapauksessa DNC
pyytää käyttäjää vahvistamaan toimenpiteen. Tässä kohtaa on tarkistettava,
että palkki sijaitsee indeksien alla.
TYÖVAIHEEN LISÄYS
NUMEERINEN TAIVUTUS -sivu
Työvaihe lisätään seuraavasti:
Osoitin siirretään TAIVUTUS -kenttään. Sitten valitaan lisättäväksi
halutun työvaiheen paikka (esimerkiksi 2) painamalla
näppäintä.
Valitaan toimintovalikosta LISÄÄ TAIVUTUS.
Lisätty työvaihe tulee esimerkissä numeroksi 2 ja siirtää vaiheen 2
työvaiheeksi 3. Lisätty työvaihe on tyhjä.
Jos halutaan lisätä toisaalta kopioitu työvaihe, toimitaan samoin kuin edellä
on kuvattu, mutta valitaan toimintovalikosta KOPIOI TAIVUTUS.
olisi painettu DNC:n indeksoimiseksi.
- tai -
TAIVUTUS 2D -sivu
Tämän sivun avulla voidaan esimerkiksi toteuttaa erikoistöitä (ylä,
mallintaminen jne.), joita ei voi havainnollistaa graafisesti.
Jos työvaihe on lisätty, TAIVUTUS 2D -sivulla näkyy aina aiemman
työvaiheen graafinen esitys.
Tätä työvaihetta EI esitetä graafisesti.
Tällä tavoin lisätty työvaihe on aina tyhjä. Jos lisättyä työvaihetta h alutaan
muokata, on siirryttävä NUMEERINEN TAIVUTUS -sivulle.
SIVU 46 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 49

Työvaihe lisätään seuraavasti:
osoitin siirretään TAIVUTUS -kenttään. Sitten valitaan lisättäväksi
SISÄSÄDE
halutun työvaiheen paikka (esimerkiksi 2) painamalla
näppäintä
valitaan toimintovalikosta LISÄÄ TAIVUTUS.
Lisätty työvaihe tulee esimerkissä numeroksi 2 ja siirtää vaiheen 2
työvaiheeksi 3. Lisätty työvaihe on tyhjä.
Sivut: NUMEERINEN TUOTE, NUMEERINEN TAIVUTUS
Sisäsäde lasketaan automaattisesti ohutlevymetallin vahvuuden ja työkalujen
perusteella. Automaattisesti laskettu säde pätee vain vapaille taivutuksille.
Ri
- tai -
Mikäli lävistyksen säde on suurempi kuin levyn luonnollinen sisäsäde,
lävistyksen säde on ratkaiseva.
Säde voidaan syöttää taittamattoman pituuden ja vasteiden asemien laskentaa
varten, jotta tietylle materiaalille saadaan parhaat arvot. Tämä suoritetaan
seuraavasti:
ohjelmoidaan säde kyseeseen tulevaan kenttään
ohjelmoidaan KAARI -kenttään 1.
MÄÄRITELMÄT SIVU 47
Page 50

NÄPPÄIMISTÖ
ULKOINEN NÄPPÄIMISTÖ DNC:TÄ VARTEN
Tarvittaessa numeerisen ohjausyksikön taakse voidaan yhdistää 100prosenttisesti PC AT -yhteensopiva näppäimistö.
Huomautus: DNC ei saa olla yhdistettynä verkkovirtaan näppäimistöä
yhdistettäessä, muuten se ei välttämättä toimi oikein.
Kun DNC yhdistetään ulkoiseen näppäimistöön, numeerisen ohjauksen
etupaneeli jää pysyvästi aktiiviseen tilaan.
L. TAIVUTUS
Sivut: NUMEERINEN TUOTE, NUMEERINEN TAIVUTUS
Taivutusleveydellä, jota joskus kutsutaan "taivutuspituudeksi", tarkoitetaan
kahden reunan välistä etäisyyttä.
Jos tuote ohjelmoidaan NUMEERINEN TUOTE- tai NUMEERINEN
TAIVUTUS -sivulla, käyttäjä syöttää taivutusleveyden.
Ilman tätä arvoa ohjelmisto ei pysty automaattisesti laskea painetta,
bompeerausta eikä koneen akseleiden (Z1 ja Z2) välistä erotusta.
Jos käytetään kolmiulotteista ohjelmistoversiota ja jos ohjelmointi toteutetaan
kolmiulotteisessa muodossa, ohjelmisto käsittelee taivutusleveysarvoa
automaattisesti.
SIVU 48 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 51

KIELI
Sivut: ESITTELY tai KONEPARAMETRIT
Ohjelmistosta on yleensä valittavissa useita eri kieliä.
Kielivalikoima riippuu valmistajan toiveista.
Kielen vaihtaminen:
siirrytään ESITTELY -sivulle
valitsin asentoon 2
siirretään osoitin KIELI -kenttään
painetaan
jolloin kielivaihtoehdot tuleva näkyviin valintaluettelossa
siirretään osoitin halutun kielen päälle
vahvistetaan valinta painamalla
OHJELMAN LOPETUS
Kone kytketään pois toiminnasta seuraavassa kuvatulla tavalla.
Turvallisuussyistä:
Koneen palkki tulee laskea työkaluja vasten tai puun tai metallin
varaan.
Päämoottori pysäytetään.
Painetaan VALIKKO
Vahvistetaan toimenpide painamalla
Aukeavassa ikkunassa valitaan LOPETA.
-näppäintä tai napsautetaan hiiren oikeaa painiketta,
-näppäintä.
-näppäintä ja valitaan POISTU.
-näppäintä.
Vahvistetaan toimenpide painamalla
Odotetaan, kunnes DNC:n näyttö pimenee ja näyttöön tulee it is now
safe to turn off your computer -viesti. Windows-versiossa DNC
poistuu Windowsista automaattisesti ja näyttöön tulee viesti, kun
järjestelmältä voi katkaista virran.
Sitten katkaistaan virta DNC:stä tai koneesta.
MÄÄRITELMÄT SIVU 49
-näppäintä
.
Page 52

Mikrotietokonetta käytettäessä toimitaan, kuten edellä on kuvattu, tai
seuraavasti:
painetaan
Valitaan LOPETA.
TYÖKAPPALEEN SIVU
Sivu: TAIVUTUS 2D
Mahdollistaa työkappaleen eri sivun valinnan kuin mikä nykyisessä
työvaiheessa esitetään. Katso myös kohdat Taivutusjärjestys ja TV
(Takavaste) tai VASTE.
Valitaan haluttu taivutus käyttämällä
- ja -näppäimiä yhtä aikaa
- ja -näppäimiä.
Sivu 0 -kyljellä.
Siirretään osoitin SIVU -kenttään.
Syötetään sen kyljen N°, jonka täytyy tukeutua takavasteeseen (tässä
esimerkissä 3).
Vahvistetaan vaihto painamalla
Vaihdettu sivu
-näppäintä.
SIVU 50 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 53

PITUUS
Sivu: NUMEERINEN TUOTE
Kenttä ilmaisee segmentin pituuden (esimerkit Käyttöohjeessa) ja että ollaan
L-alfa-tilassa. Tämä merkitsee sitä, että ensin syötetään pituus, sitten
vastaava kulma, seuraava pituus, kulma, jne.
Toisinaan piirros, jota käytetään tuotteen toteutusperusteena, vaikeuttaa Lalfa-menetelmällä ohjelmointia. Tällöin voidaan siirtyä LU/LW koordinaattimenetelmään PITUUS -valintaluettelon avulla ja ohjelmoida
koordinaatit siten.
LW
LU
LU
LW
Tätä toimintoa ei kuitenkaan ole standardisoitu. Näin ollen tulokset voivat
tapauksesta riippuen erota toisistaan.
HIDAS-NOPEUS MATKA
Sivu: NUMEERINEN TAIVUTUS
Toiminto mahdollistaa sen, että vain tietty prosenttiosuus ylöspäin
suuntautuvasta liikkeestä alakuolokohdan ja kiinnityskohdan välillä
suoritetaan alhaisella nopeudella, kun taas muu ylöspäin suuntautuva liike
suoritetaan suurella nopeudella.
Jos TAIVUTUSNOPEUS on ohjelmoituna, mutta HIDAS NOPEUS
MATKA ei ole ohjelmoituna, ylöspäin suuntautuva liike kiinnityskohtaan
asti suoritetaan alhaisella nopeudella (= 100 %).
KONEPARAMETRIT
Sivut: KONEPARAMETRIT
Sivut sisältävät parametrit, jotka mahdollistavat koneen toiminnan. On hyvin
tärkeää, että levykkeellä on olemassa varmuuskopio (katso kohta
Tiedonsiirto). Levyke säästää huomattavasti aikaa mahdollisten ongelmien
ilmetessä, sillä muutoin tiedot joudutaan syöttämään uudelleen.
Koneparametreja ei saa missään tapauksessa muuttaa ilman
valmistajan suostumusta ja apua.
Virheellinen ohjelmointi voi aiheuttaa merkittäviä aihevahinkoja tai
muuttaa koneen vaaralliseksi.
MÄÄRITELMÄT SIVU 51
Page 54

HUOLTO
Numeerisen ohjauksen huolto rajoittuu suodattimien vaihtoon ja
suodatinpesien puhdistamiseen säännöllisin väliajoin.
UODATTIMIEN VAIHTO
S
Numeerisen ohjauksen tuulettimien suodattimet tulee vaihtaa säännöllisin
väliajoin (kerran kuukaudessa). Jos tätä huoltotoimenpidettä ei suoriteta,
numeerinen ohjaus saattaa ylikuumeta ja jopa vahingoittua pysyvästi.
Katkaistaan virransyöttö.
Irrotetaan suojaritilän neljä ruuvia.
Vaihdetaan suodatin.
Asennetaan suojaritilä takaisin.
DNC:
N PUHDISTUS
Katkaistaan virransyöttö.
Näppäimistö, kotelo ja takapaneeli puhdistetaan kostealla kankaalla (apuna
voi käyttää hieman saippuaa).
Kuivataan puhtaalla, kuivalla kankaalla.
Alkoholipohjaisia tuotteita tai liuottimia (trikloorieteeniä, tinneriä,
asetonia tai vastaavia) ei saa käyttää koskaan.
TAKAVASTEEN SÄÄTÖ KÄSIN
Takavasteita ei usein ole varustettu vasteen sormien poikittaisen siirtymisen
mahdollistavilla Z-akseleilla. Tällöin käyttäjän on muutettava vasteen
kokoonpanoa käsin tai lisättävä joitain lisävarusteita. Jotta tämä olisi
mahdollista, käyttäjän olisi päästävä koneen taakse tai muussa tapauksessa
ojennettava kätensä koneen poikki palkin alapuolelta.
Työn helpottamiseksi ja turvallisuuden lisäämiseksi X- ja R-akseleille on
mahdollista ohjelmoida erityisasemia ja/tai lisätoimintoja VASTEEN
hallintatilassa.
Tarkoituksena on siirtää takavaste eteenpäin alatyökalun yläpuolelle
(edellyttäen, että tämä on koneessa mahdollista), jolloin käyttäjän on
helpompi ja turvallisempi työskennellä koneen etupuolelta käsin.
SIVU 52 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 55

Ihannetapauksessa koneen valmistajalta olisi saatavilla myös mekaaninen tai
sähköpneumaattinen järjestelmä, joka vapauttaisi vastesormet tässä
säätöasennossa ja lukitsisi ne jälleen, kun vaste siirtyy pois asennosta.
Toimenpiteen edellyttämät vasteen asennot voidaan ohjelmoida
koneparametrisivulla, jonka nimi on ERIK. TYÖKIERR..
Palkin on oltava ääriasennossaan yläkuolokohdassa.
Kun numeerinen ohjaus on puoliautomaattisessa tai automaattisessa
tilassa, käyttäjä käynnistää tämän erikoisjakson NUMEERINEN
TAIVUTUS -sivulta toimintovalikosta löytyvällä ADJ.GAUGE toiminnolla.
Käyttäjän tulee vahvistaa jakson jokainen vaihe napsauttamalla
asianomaisen valintaikkunan sisäpuolella.
Jakson lopussa vaste palaa alkuperäiseen sijaintiinsa.
AKSELIN ORIGOJEN MUUTTAMINEN
Sivu: KONEEN ALUSTUS DNC/ENC
Yleisiä huomautuksia:
Tällä sivulla voidaan muokata koneen akseleiden origoja, tarkistaa
akseleiden asento (ASEMA -kenttä), indeksejä (INDEKSI -kenttä) sekä
rajakatkaisimia (RAJA+- ja RAJA--kenttä).
Toista osaa, jossa käsitellään muistien tyhjentämistä, käsitellään Muistien
tyhjentäminen -osiossa.
Termillä "origojen muuttaminen" (jota kutsutaan myös "akselin
säätämiseksi") tarkoitetaan arvon syöttämistä (toimintahetkellä) numeerisen
ohjauksen elektroniseen sijaintilaskimeen. Toiminnolla akselin mekaaninen
asento saatetaan vastaamaan elektronisen laskimen mukaista asentoa.
Menettely suoritetaan tavallisesti vasteakseleille tai lisäakseleille. Palkin
osalta tämä suoritetaan automaattisesti palkin indeksoinnin yhteydessä.
Akselia säädetään usein takavasteen siirtymän korjaamiseksi. Näin takavaste
saadaan sijaitsemaan tarkasti taivutussuoralla, kun sijaintilaskimessa Xakselin suuntaa vastaava luku on 0,00 (määritelmä pätee SIVU -tyyppisiin
vasteisiin).
Jos muutos on tilapäinen (esimerkiksi siirtyneen työkalun aiheuttama), tulee
käyttää korjauksia akselin säätämisen sijaan.
MÄÄRITELMÄT SIVU 53
Page 56

Huomautus: Jotkin valmistajat varustavat takavasteen indeksillä.
Tässä tapauksessa akselin origon säädöllä on vain vähäinen vaikutus siihen
asti, kunnes indeksointi suoritetaan uudelleen.
Mikäli akselin origoa on muutettava pysyvästi, on syytä ottaa yhteyttä
koneen valmistajaan.
Akselin säätäminen muuttaa akselin origoa. Jos toimenpide
suoritetaan virheellisesti, kone ja/tai työkalut voivat vahingoittua. Akseli
saattaa esimerkiksi törmätä mekaanisesti toisen osan kanssa. Tästä ovat
seurauksena vähintäänkin epätäsmälliset tuotteet.
Akselin säätö vaatii tästä syystä erityistä huolellisuutta. Toimenpiteeseen
ryhtyvän henkilön tulee olla täysin tietoinen mahdollisista seuraamuksista.
Akseleiden origojen muuttaminen suoritetaan seuraavasti:
tarkistetaan, ettei kyseinen akseli enää liiku
numeerinen ohjaus vaihdetaan ohjelmointitilaan
siirrytään KONEEN ALUSTUS -sivulle
käännetään valitsinavain 3-asentoon
siirretään osoitin VAADITTU -sarakkeessa halutun akselin päälle
syötetään uusi sijainti
toimintovalikko: valitaan HYVÄKSYNTÄ.
Uusi asento näkyy ASEMA -sarakkeessa.
Akselin uusi origo tarkistetaan seuraavasti:
pysytään KONEEN ALUSTUS -sivulla
numeerisesta ohjauksesta siirrytään käsinojaukseen
siirretään osoitin VAADITTU -sarakkeessa halutun akselin päälle
syötetään haluttu arvo
painetaan etupaneelin
-painiketta.
Akselin pitäisi siirtyä haluttuun asemaan
tarkistetaan tulos ja korjataan tarvittaessa.
SIVU 54 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 57

PARAMETRITUOTE
Toiminta:
Toimii vain 2D-tilassa.
Mahdollistaa tietyn ja toistetun profiilin yksinkertaisen ja nopean
muokkauksen, joka tapahtuu ohjelmoimalla vain ennalta määritetyt
parametrit.
Käyttäjä pystyy muokkaamaan tuotetta NUMEERINEN TUOTE toiminnossa luodun tuotteen perusteella, mutta vain niitä parametreja, joille
on määritetty vähimmäis- ja enimmäisarvot parametrituotteessa. Tämän
toiminnon voi aktivoida tai sen aktivoinnin purkaa, kun avain on asennossa
3.
Toiminnon aktivointi
Parametrituote
Aluksi valitaan KONEPARAMETRIT.
Seuraavaksi yllä esitetty ikkuna tuodaan näyttöön
painikkeiden avulla. Sitten valitaan KYLLÄ Product parametric -
kentän vierestä.
- ja -
Parametrituotteen luonti
Parametrituotteen luonti:
1. numeerisen tuo tteen luonti tavalliseen tapaan
2. parametrien määritys
3. parametrien aktivo inti
4. tuotteen tallennus
5. parametrituotteen k äyttö.
MÄÄRITELMÄT SIVU 55
Page 58

Vaiheittain:
Profiiliesimerkki
Aluksi painetaan TUOTE (
NUMEERINEN TUOTE.
Alla esitetään usein valmistettavan tuotteen malliprofiili, jonka tiettyjä
parametreja on kuitenkin tarvittaessa muokattava.
) -toimintonäppäintä ja valitaan
Aluksi painetaan TUOTE (
PRODUCT NUMERICAL PARAMETERS, kuten alla.
) -toimintonäppäintä. Sitten valitaan
SIVU 56 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 59

Parametrit A-H
ovat ne 8
parametria, joita
voidaan muokata
jälkikäteen.
Sarakkeet:
Caption: tarjoaa
mahdollisen
muokattavan
parametrin
lyhyeen
kuvaukseen.
Min, Max,
Suggested
mahdollistavat
rajojen
lukitsemisen ja
oletusarvon.
Näyttöön tulee seuraava ikkuna:
Kylkeen liitettävä
parametri valitaan
napsauttamalla hiiren
oikeaa painiketta tai
-näppäintä.
Niiden parametrien kentät täytetään, jotka halutaan tehdä
muokattaviksi.
Määritetyt parametrit liitetään erilaisiin muutettaviin kylkiin ja
kulmiin. Kun valintaluettelo avataan, asianmukaisesta kentästä
voidaan valita muuttuva parametri, joka liitetään tähän kenttään.
MÄÄRITELMÄT SIVU 57
Page 60

Esimerkki:
Parametriin A liittyvä kylki 1.
Parametriin B liittyvät kyljet 3, 5 ja 6.
Parametriin C liittyvä kylki 4.
Parametriin D liittyvä kulmakylki 2.
Kun parametrien määritys on suoritettu, on suositeltavaa aktivoida ne, jotta
tuote voidaan parametrisoida.
Parametrit aktivoidaan. PARAMETRIT: AKTIIVINEN.
Aluksi painetaan TUOTE (
) -toimintonäppäintä ja valitaan
NUMEERINEN TUOTE.
Numeerinen tuote -sivu on nyt muuttunut. Vain aikaisemmin määritetyt
parametrit ovat näkyvissä ja muokattavissa.
SIVU 58 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 61

Parametrituotteen käyttö
Aivan kuten tavallisen tuotteen tapauksessa, myös nyt osoitin
siirretään muokattavan parametrin ARVO -kentän kohdalle.
Profiilipiirroksessa oleva ympyrä osoittaa tähän parametriin liittyvän
kyljen. Kenttään syötetään uusi arvo, ja siitä poistutaan.
Järjestelmä laskee uudelleen automaattisesti uuden profiilin sekä
uuden taittamattoman pituuden.
Jos halutaan muokata muita arvoja tai tuotteen profiilia, PARAMETRI -
toiminnon aktivointi on purettava PRODUCT NUMERICAL
PARAMETERS -sivulta.
MÄÄRITELMÄT SIVU 59
Page 62

TUOTERYHMÄT
Sivu: TUOTERYHMÄT TUOTE -valikon kautta.
Tällä sivulla voi luoda peräkkäin valmistettavia tuoteryhmiä.
Määritelmät
Ryhmää edustaa luettelo tuotenumeroista. Ryhmä vastaa yleensä useiden
osien kokoonpanoa.
Mikä tahansa tuote voi koostua useista ryhmistä.
Tuote voi esiintyä tietyssä ryhmästä useita kertoja.
Ryhmän toteutuksen aikana tuotteet voidaan ketjuttaa toisiinsa
automaattisesti tai vain käyttäjän pyynnöstä (manuaalinen ketjutus).
On mahdollista määrittää useita ryhmiä. Ryhmille pitää antaa numero, joka
on suurempi kuin 90000.
"Määrä tarv." ja "Määrä tehty" voidaan määrittää kullekin määritetylle
ryhmälle.
Ketjutukset:
1. Automaattinen ketjutus:
Osat valmistetaan niillä määrillä ja siinä järjestyksessä, jossa ne näkyvät
ryhmässä.
Ryhmät valmistetaan toistensa jälkeen, kunnes vaadittu määrä on
valmistettu.
2. Manuaalinen ketjutus:
Käyttäjä merkitsee yksiselitteisesti jokaisen valmistetun osan jälkeen
seuraavan valmistettavan osan.
Yllä olevassa esimerkissä DNC suorittaa tuotteen 1 (24031) kaksi kertaa,
sitten tuotteen 2 (24033) kerran ja lopuksi viisi kertaa tuotteen 3 (24034).
Tämän jälkeen DNC toistaa saman 56 kertaa.
56 x
2 x
24031
SIVU 60 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
1 x
24033
5 x
24034
Page 63

Tuoteryhmän luonti:
TUOTE -sarake: Tähän syötetään tuotteen numero (tuotteen on oltava
olemassa).
MÄÄRÄ TARV. -kenttä: Tähän syötetään vaadittu erien määrä.
MÄÄRÄ TEHTY -kenttä: Tähän syötetään niiden erien määrä, jotka
on jo mahdollisesti valmistettu.
Tallennetaan ryhmä numerolla, joka on väliltä 90'000 ja 99'999.
TUNNISTE GR -toimintonäppäin vain 3D-versiossa) näyttää graafisesti,
miltä ryhmän muodostavat tuotteet näyttävät (mikäli nämä on luotu 3Dmuodossa).
AUTOMAATTINEN TUOTTEEN KETJUTUS -kenttä ilmoittaa DNC:lle,
että se voi automaattisesti ketjuttaa tuotteet taulukossa kuvattuun
järjestykseen
(katso yllä oleva esimerkki)
MANUAALINEN TUOTTEEN KETJUTUS -kenttä aiheuttaa sen, että
DNC tuottaa taulukossa määritellyn tuotemäärän ja avaa sarjan lopussa
TUOTERYHMÄ -sivun, jolla osoitin on TUOTE -sarakkeessa (jopa
automaattitilassa). Käyttäjä valitsee tämän jälkeen toisen tuotteen ja painaa
-näppäintä, jolloin tuotteen lataaminen ja valmistaminen alkaa.
112 x
24031
NEXT GROUP -kenttä toimii vain tiedotuskenttänä, johon voidaan syöttää
käyttäjää varten seuraavan valmistettavan tuoteryhmän tiedot.
56 x
24033
280 x
24034
TUOTERYHMÄ -sivun työesimerkki
Muokataan tuoteryhmää (tarkistetaan, että kaikki tuotteet on varmasti
määritetty etukäteen).
Siirrytään automaattitilaan
Jos ryhmässä on jokin virhe, näyttöön tulee viesti "epätäydellinen
ryhmä".
Ensimmäinen valmistettava tuote on mahdollista valita asettamalla
osoitin kyseisen tuotteen päälle ennen
.
-näppäimen painamista.
Valmistus voidaan keskeyttää painamalla puoliautomaatti
käsinojausnäppäintä
Jotta tuotteen valmistusta voidaan jatkaa ketjutustilassa, tuoteryhmä
tulee tallentaa ennen kuin valmistus keskeytetään (tällä varmistetaan
se, että tieto siitä, paljonko on jo valmistettu ja paljonko on vielä
tehtävänä, jää muistiin).
MÄÄRITELMÄT SIVU 61
.
- tai
Page 64

TUOTETIEDOT
Melkein kaikilla sivuilla: ? tai ! -kentissä (sijaitsee näytön vasemmassa
kulmassa).
Jokaiseen tallennettuun tuotteeseen voidaan liittää kommentteja ja/tai kuvia,
ja antaa käyttäjälle näin tuotetta koskevia erityistietoja.
Näin tieto on pysyvästi saatavilla.
Tarjolla on kaksi päämahdollisuutta:
Teksti
Teksti ja kuvat
Vain tekstiä
Näyttöön aukeaa vain pieni ikkuna.
Teksti ja kuvat
Näkyviin tulee kokonainen sivu.
Tällöin on mahdollista näyttää kuvia, piirroksia tai muita graafisia
tietoja. Ohjelmisto tunnistaa automaattisesti DXF-, IGES- ja PCX tiedostomuodot (lisätietoja myöhemmin tässä luvussa kohdissa PCX -
tiedostot tai DXF- ja IGES -tiedostot).
SIVU 62 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 65

Tietojen näkyminen
Siirretään osoitin ? tai !-merkin päälle ja painetaan -näppäintä
tai napsautetaan hiirellä.
Jos tietoja on saatavilla, ? -kenttä muuttuu !-kentäksi.
TUOTEINFORMAATIO -ikkuna on mahdollista saada aukeamaan
automaattisesti (mikäli se sisältää kommentteja) joka kerran, kun käyttäjä
hakee tuotetta. Jos tämä tahdotaan ottaa käyttöön, koneparametreihin tulee
ohjelmoida KONFIGURAATIO -sivulla Automaattinen
tuoteinformaatio näytön -parametriin KYLLÄ.
Tiedon luominen (vain tekstiä)
Avataan TUOTEINFORMAATIO -ikkuna (valitsemalla ?).
Napsautetaan VISUALISOI -painiketta ja valitaan EDITOI (DNC:llä
näppäin kohdassa 2).
Valitaan YKSINKERTAINEN valintaluettelosta.
Kirjoitetaan teksti. Rivinvaihto suoritetaan painamalla
näppäintä.
Napsautetaan EDITOI, jolla siirrytään VISUALISOI -tilaan, jonka
jälkeen poistutaan.
-
Tiedon luominen (tekstiä ja kuvia)
Tietojen ja/tai kuvien
ohjelmointi
MÄÄRITELMÄT SIVU 63
Kuvat (koskee sekä piirroksia että kuvia) tulee olla luotuina ja niiden sijainti
tiedossa ennen seuraavaan toimenpiteeseen ryhtymistä (katso myös kohta Aktiiviset
oheislaitteet).
Numeeristen valokuvien tai kuvien jne. luomisen osalta on perehdyttävä laitteen
käyttöohjeisiin sekä laitteiden mukana toimitettuihin ohjelmistoihin (numeerinen
kamera, skanneri jne.) tai graafisen tiedon luontiin tarvittaviin ohjelmistoihin.
Page 66

Kuvat suositellaan tallennettavaksi palvelimelle (joka on yhteydessä DNC:hen
verkon välityksellä) numeerisen ohjausjärjestelmän sisäisen muistin sijaan,
koska kuvatiedostot vievät paljon tilaa.
SIVU 64 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 67

Kuvien syöttö:
Avataan TUOTEINFORMAATIO -ikkuna.
Napsautetaan VISUALISOI -painiketta ja valitaan EDITOI (DNC:llä
näppäin kohdassa 2).
Valitaan TÄYDENNYKSIN valintaluettelokentästä.
Kirjoitetaan selitysteksti.
Siirretään avain asentoon 1 tai 0 tai valitaan EDITOI ja varmistetaan
viesti valitsemalla VISUALISOI.
Syötetään graafisen tiedoston nimi yhdelle riville (yksi riviä kohti).
Nimi saa sisältää yleismerkkejä (* tai ?). Yleismerkit sekä se, mistä
ohjelmiston on etsittävä kuvatiedostoja, selitetään tarkemmin alla.
Yllä kuvatussa esimerkissä >P256.PCX ilmoittaa ohjelmistolle, että
sen tulee näyttää kuva, joka on P256.PCX-tiedostossa silloin, kun
TUOTEINFORMAATIO -sivu avataan ensimmäisen kerran.
PLI3.PCX- ja PLI4.PCX-kuvat tulevat näkyviin, kun osoitin
asetetaan kyseiselle riville ja toimintovalikosta valitaan NÄYTTÖ.
Valitaan EDITOI, jolloin siirrytään VISUALISOI -tilaan, minkä
jälkeen poistutaan.
>-merkki ilmaisee, että seuraava kuva tulee näkyviin automaattisesti.
Jos tiedostonimi annetaan yksinään, ohjelma etsii sitä TÄYDENNYKSIN -
kenttään merkityn oheislaitteen polulta (lisätietoja kohdassa Aktiiviset
oheislaitteet).
Jos on annettu kokonainen polku, ohjelmisto ei huomioi oheislaitetta.
Yleismerkeillä * ja ? voidaan valita useita tiedostoja.
Ne tuodaan näkyviin sijoittamalla osoitin riville ja painamalla
tai
-näppäintä.
MÄÄRITELMÄT SIVU 65
Page 68

Esimerkiksi *.PCX tuo näyttöön kaikki PCX -tiedostot, jotka sijaitsevat
hakemistossa, johon images -oheislaitteen polku osoittaa.
1= Rivi, jolle on merkitty
näytettävä tiedosto.
2= Oheislaitteen nimi, jossa
tiedostot sijaitsevat.
3= Tällä hetkellä näkyvissä
olevan tiedoston nimi.
4= Järjestysluku ja tiedostojen
lukumäärä, jos käytetään *-
tai ?-merkkejä.
PCX -TIEDOSTOT
Ohjelmisto sallii PCX -muodossa 16 tai 256 väriä sisältävien kuvien
näyttämisen.
Esimerkiksi digitaalikameran käyttö on mahdollista, jolloin kuvat tai muut
piirrokset voidaan näyttää suoraan skannerilla tai graafisella ohjelmistolla
aikaansaadussa PCX -bittikarttatilassa.
DXF -tiedoston
lukuesimerkki
DXF- tai IGES-
TIEDOSTOT
Ohjelma tunnistaa DXF- tai IGES -muotoiset tiedostot automaattisesti.
Ohjelmisto tunnistaa vain kaksiulotteiset tiedostot. Riippuen siitä, millä
ohjelmistolla tiedostot on luotu, koneen käyttö liittymä voi jättää joitakin
piirroksen osia huomioimatta tai jopa poistaa ne.
Lisätietoja DXF- ja IGES -tiedostojen lukumahdollisuuksista saa pyytämällä
CYCAD -käyttöohjeen, jossa eri vaihtoehdot, yhteensopivuus ja tulkintarajat
kuvataan.
SIVU 66 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 69

TUOTEHALLINTA
Sivut: useimmilla sivuilla.
Haku, tallentaminen ja poistaminen on yleensä mahdollista kaikilla niillä
sivuilla, joilla mainitaan tuotteen numero (TUOTE -kenttä oikeassa
yläkulmassa).
Toiminto suoritetaan oletusmuistiin (yleensä SISÄINEN).
Oletusmuistiksi on kuitenkin voitu valita jokin to inen muisti. Tällöin
toiminnot suoritetaan aktiivisen oheislaitteen osoittamaan muistiin (lisätietoja
on kohdassa Aktiiviset oheislaitteet).
Toiminnot on mahdollista suorittaa muussa kuin oletusmuistissa. Tämä
vaihtoehto on kuitenkin olemassa vain TUOTEVALIKOIMA- ja SIIRTO -
sivuilla.
UOTTEEN TALLENNUS, HAKU TAI POISTO LEVYKKEELLÄ TAI VERKOSSA
T
Sivu: TUOTEVALIKOIMA
Siirretään osoitin TUOTTEET JA RYHMÄT - SISÄINEN -
kenttään.
Tuotteiden
lukumäärä
nykyisessä
oheislaitteessa
Nykyinen
oheislaite
Valitaan haluttu oheislaite.
Seuraavaksi joko haetaan, tallennetaan tai poistetaan tuote.
Tuotteet voidaan tallentaa numeroilla 1–89 999.
Numerot 90'000–99'999 on varattu tuoteryhmille
(lisätietoja on kohdassa Tuoteryhmät).
On suositeltavaa, että ennen tallentamista lisätään piirroskoodi, jotta haku
olisi helpompaa (lisätietoja on kohdissa Tuotteen etsintä hakuehtojen avulla
ja Aktiiviset oheislaitteet).
UOTTEEN KOPIOINTI
T
Siirrytään kopioitavaan tuotteeseen.
Vaihdetaan oheislaitetta, mikäli se on tarpeellista.
Ohjelmoidaan toinen tuotenumero ja tallennetaan se.
MÄÄRITELMÄT SIVU 67
Page 70

TUOTTEIDEN MERKITSEMINEN
Siirrettävät tuotteet on mahdollista valita nykyisessä oheislaitteessa, jotta
tuotteiden siirto olisi helpompaa.
"Merkityssä" tuotteessa on pieni neliömerkintä
Merkityt tuotteet ilmoitetaan automaattisesti SIIRTO -sivulla, jolla ne
näkyvät siirtoluettelossa (lisätietoja on kohdassa Tiedonsiirto).
Tuotteiden merkitseminen tai merkinnän poisto:
siirretään osoitin halutun numeron päälle
lisätään merkki tai poistetaan se
hiirellä
jos halutaan poistaa kaikki merkit, käytetään Liikkeet-valikon
POISTA MERKIT -komentoa.
Huomautus: Kerrallaan voi olla merkittynä 48 tuotetta.
tuotteen numeron vieressä.
-näppäimellä tai napsauttamalla
PROFIILIN OHJELMOINTI
Esimerkkejä on Käyttöohjeessa.
OHJELMOINTI NUMEERINEN TAIVUTUS -SIVULLA
Profiili ohjelmoidaan NUMEERINEN TAIVUTUS -sivulla seuraavasti:
siirrytään NUMEERINEN TAIVUTUS -sivulle
tyhjennetään ohjelmointimuisti
(valitaan UUSI TUOTE LIIKKEET -valikosta)
syötetään paksuus, sigma sekä materiaalityyppi
siirretään osoitin YLÄTYÖKALU -kenttään, painetaan -
näppäintä tai napsautetaan kakkospainikkeella yläluettelo esiin,
valitaan haluttu ylätyökalu ja vahvistetaan valinta
-näppäimellä
SIVU 68 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 71

siirretään osoitin ALATYÖKALU -kenttään, painetaan
näppäintä tai napsautetaan kakkospainikkeella alatyökaluluettelo
esiin, valitaan haluttu alatyökalu
syötetään haluttu kulma
syötetään takavasteen arvo
syötetään muiden akseleiden arvot (R, Z jne.)
syötetään työvaiheen muut toiminnot (taivutusvoima, YKK, KK,
akseliviive jne.).
Toisen työvaiheen luominen: valitaan toimintovalikosta KOPIOI
TAIVUTUS. Tämä toiminto kopio nykyisen työvaiheen seuraavaan
työvaiheeseen samojen arvojen kera. Tämän jälkeen vain muokataan
uuden työvaiheen arvoja ja toistetaan toimenpide seuraavien
työvaiheiden osalta.
Lisäesimerkkejä on Käyttöohjeessa.
-näppäimellä
OHJELMOINTI TYÖSKENTELYN AIKANA
-
DNC 80/800/880S/900/1200/ModEva sallivat numeerisen ohjauksen
ohjelmoinnin työskentelyn aikana.
Ohjelmointi työskentelyn aikana
Ohjelmoidaan Työskentelyn aikainen ohjelmointi-koneparametri
(Preferenssit -sivulla) = KYLLÄ.
Siirrytään automaattiseen tilaan: Kun
toimii automaattisessa tilassa. Käyttäjä voi nyt taivuttaa.
AKSOISTILA
K
Kaksoistilaan siirrytään painamalla -ohjelmointinäppäintä.
Automaattinen LED-valo sekä ohjelmointinäppäimen LED palavat.
Tästä lähtien numeerisella ohjelmoinnilla voi ohjelmoida, vaikka kone jatkaa
edelleen nykyisen tuotteen valmistamista.
Kaikki ohjelmointivaihtoehdot ovat käytettävissä: tallennus, haku, poisto,
siirto jne.
KSITTÄISTILAAN PALAAMINEN
Y
Kaksoistilasta (jonka merkkinä on automaattitilan ja ohjelmointitilan LEDvalojen syttyminen yhtä aikaa) painetaan joko ohjelmointinäppäintä, jolloin
näyttöön tulee tuotteen ohjelmointiprosessi,
tai
automaattitilan painiketta, jolloin näyttöön tulee tuotteen valmistusprosessi.
-näppäimen LED syttyy, DNC
MÄÄRITELMÄT SIVU 69
Page 72

KPL.TARV. ___ TEHTY.___
Sivu: NUMEERINEN TAIVUTUS
Kenttä toimii tuotelaskurina. Kun ohjelmisto toimii numeerisella ohjauksella,
tässä laskimessa näkyy jo valmistettujen tuotteiden lukumäärä.
Laskimen käynnistäminen
Syötetään tarvittava tuotemäärä KPL.TARV. -kenttään.
ja
Jo valmistettujen tuotteiden lukumäärä syötetään TEHTY -kenttään,
tai jos tuotteita ei ole vielä luotu, syötetään arvoksi 0.
Heti, kun kaksi juuri syötettyä lukua vastaavat toisiaan, numeerinen ohjaus
antaa merkin. Valmistajasta riippuen merkki joko käsitellään tai se pysäyttää
koneen työvaiheen.
Tämän laskurin arvoja ei tallenneta tuotetietojen yhteydessä. Käyttäjän tulee
muuttaa tai poistaa luvut itse ennen seuraavaan tuotteeseen siirtymistä.
Jos laskuri halutaan ottaa pois käytöstä, tämä tapahtuu tyhjentämällä TEHTY
-kenttä.
REFERENSSI YR KOR.
Sivu: TAIVUTUKSEN TYÖKALU
Kentässä voidaan korjata työkaluparin vertailutaso.
Korjaus tallentuu tuotetietojen yhteydessä – ei työkalujen.
Tämä korjaus muuttaa myös turvakohtaa, kosketuspistettä sekä alakuolokohtaa.
Kosketuspiste
ennen
vertailutason
korjausta.
Korjaus tulee suorittaa varotoimenpiteitä noudattaen. Tässä kentässä oleva virhe
voi estää koneen oikean toiminnan, aiheuttaa merkittäviä materiaalivahinkoja tai
tehdä koneesta vaarallisen.
PCV
PSS
PCT
0 Référence
PCV
PSS
PCT
0 Réf.
PCV
PSS
PCT
0 Référence
Kosketuspiste
vertailutason
korj. jälkeen.
Piirros havainnollistaa sen, että vertailukohdan korjaus muuttaa kaikkia
vaihtokohtia sekä alakuolokohtaa.
SIVU 70 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 73

KUVAKAAPPAUS
ModEva/DNC 880S -ohjelmisto sallii kuvakaappauksen, jota voidaan käyttää
apuna asiakirjojen tai muun tiedon (tarjoukset jne.) luomisessa.
Kuvakaappaus suoritetaan seuraavasti:
käynnistetään tekstinkäsittelyohjelma tai muu ohjelma, johon
käynnistetään ModEva/DNC 880S -ohjelmisto
aktiivinen ikkuna kaapataan painamalla
aktivoidaan ohjelma, johon kaapattu kuva halutaan tuoda painamalla
kuva liitetään tekstinkäsittelyohjelman Muokkaa-valikosta löytyvän
näyttökuva halutaan viedä
Print
Screen
- ja
Kuva siirretään Windowsin leikepöydälle
- ja -näppäimiä yhtä aikaa joko kerran tai useita kertoja
ohjelmistoversiosta riippuen
Liitä-toiminnon avulla. Kuvaa pienennetään tai leikataan tarpeen
mukaan.
-näppäimiä.
On myös mahdollista käyttää juuri tämäntyyppiseen sovellukseen
tarkoitettuja kuvakaappaustyökaluja, jotka muuttavat kaapatut kuvat
välittömästi mustavalkoisiksi. Tämänlaisia ohjelmistoja ovat esimerkiksi
Corel Capture (Corel Draw -ohjelman ominaisuus) tai Hardcopy, joka on
internetistä ladattavissa oleva ilmaisohjelmisto (ladattavissa sivustolta:
www.hardcopy.de
).
MUSTAVALKOINEN, VÄRILLINEN
Kuvakaappauksilla kuvitettujen asiakirjojen luomisen helpottamiseksi
ModEva/DNC 880S -ohjelmisto on mahdollista määrittää mustavalkotilaan.
Tämä tehdään seuraavasti:
siirrytään koneparametreihin JAKO JA SKAALAUS -sivulle
valitaan TEKSIT JA PIIRUSTUKSET -kentässä MUSTA/VALKO -
vaihtoehto.
MÄÄRITELMÄT SIVU 71
Page 74

Näyttökuvan tulostus
Ohjelmisto kannattaa kytkeä mustavalkotilaan ennen tulostuksen alo ittamista.
T
ULOSTIMEN VALINTA
Siirrytään koneparametreihin JAKO JA SKAALAUS -sivulle.
Windows-versiossa:
Windowsissa tulostinvalinta ei ole käytössä. Tulostin määräytyy sen
mukaan, mikä tulostin on määritetty Windowsin "Parametrit –
Tulostimet" -valikossa.
Huomautus: Mikäli tulostinvalintaa muutetaan (Windowsin
"Parametrit – Tulostimet" -valikko), kun ModEva/DNC 880S ohjelmisto on käynnissä, ModEva/DNC 880S -ohjelmisto täytyy
sammuttaa ja käynnistää uudelleen, jotta uusi tulostinvalinta tulee
voimaan.
Valitaan kohde. Jos rivi on tyhjä, oletusvaihtoehto on PRN . Tähän
voidaan syöttää LPT1, LPT2 tai tiedoston nimi.
Jos kohdekenttään syötetään NUL, tulostus estyy, eikä LIIKKEET -
valikossa näy enää tulostusriviä.
SIVU 72 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 75

TULOSTUS
Sivun tulostaminen:
valitaan haluttu sivu
siirrytään LIIKKEET -valikkoon ja valitaan TULOSTA NÄYTTÖ -
vaihtoehto.
Kaikkien parametrisivujen tulostus:
siirrytään sille parametrisivulle, josta tulostaminen halutaan aloittaa
(esimerkiksi N2X-parametrien ensimmäinen sivu)
siirrytään LIIKKEET -valikkoon ja valitaan TULOSTA
PARAMETRIT -vaihtoehto. Ohjelmisto tulostaa sivu kerrallaan
kaikki parametrisivut (mukaan lukien alisivut).
Tulostus voidaan keskeyttää painamalla mitä tahansa näppäintä
(esimerkiksi N2X-parametrisivun lopussa). Tällöin tulostus ei
keskeydy heti, nykyisen sivun tulostus lopetetaan.
MÄÄRITELMÄT SIVU 73
Page 76

TUOTTEEN ETSINTÄ HAKUEHTOJEN AVULLA
Sivu: ETSINTÄ TUOTE/KRITEERI
Tällä sivulla voidaan hakea tuotteita, jotka on tallenn ettu
TUOTEVALIKOIMA ja RYHMÄT -kentässä valittuun oheislaitteeseen.
Hakuehtoja voi yhdistää. Jos kaksi tai useampi alla olevista kentistä
täytetään, tuotehakutulosten tulee täyttää kaikki syötetyt ehdot. Hakuehto on
AND (yksi ja muut kentät...)
Hakuehdot Käytetään hakuehtoina: tallennuspäivämäärä, tuotenumero, materiaalin
paksuus, koodinumero (piirros), taivutusleveys, työkalut ja taittamaton
pituus.
Pienet kirjaimet erotetaan isoista kirjaimista.
Huomautus: Jos haetaan YLÄTYÖKALU- tai ALATYÖKALU -ehdoilla,
haku suoritetaan vain "päätyökalusta", joka on ohjelmoitu NUMEERINEN
TUOTE -sivulla. Jos tuote siis on ohjelmoitu vain NUMEERINEN
TAIVUTUS -sivulla ja tuotetta halutaan hakea työkalu-hakuehdolla,
"päätyökalu" tulee ohjelmoida uudestaan NUMEERINEN TUOTE -sivulla,
sillä muutoin haku ei löydä kyseistä tuotetta.
Jos koodinumero ei ole tiedossa kokonaisuudessaan, erikoismerkeillä
(jokerimerkit) voidaan korvata puuttuvat numerot (muissa kentissä, mikäli ne
täytetään, sisältö täytyy olla tiedossa kokonaisuudessaan).
?
*
Mikä tahansa (vain yksi) merkki.
Ei yhtään tai useita merkkejä.
Seuraavassa esimerkissä oletetaan, että hakuehtona on vain piirroksen
numero. "Jokerimerkkejä" voidaan luonnollisesti käyttää muissakin kentissä.
Esimerkki Selitykset
A?C* Etsittävänä on tuote, joka alkaa A-kirjaimella, jota seuraa
tuntematon merkki, C ja sen jälkeen mahdollisesti useita
tuntemattomia merkkejä.
(esimerkiksi ABC, ACC22, AmCh22, A6CTuote33).
*22 Etsittävänä on tuote, jonka koodi päättyy merkkeihin 22.
(esimerkiksi ACC22, AmCh22, 22, Tuote22)
SIVU 74 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 77

A?C*22 Etsittävänä on tuote, jonka koodi alkaa A-kirjaimella, sen
jälkeen on tuntematon merkki, C, ja se päättyy merkkiin
22
(esimerkiksi ACC22, AmCh22, AVCTuote22).
*A?C*22 Kuten yllä, mutta A?C ei välttämättä ole alussa
(esimerkiksi ACC22, AmCh22, PARC22).
*A?C*22* Kuten yllä, mutta 22ei välttämättä ole lopussa
(esimerkiksi ACC22, AmCh22, PARC22bis).
TALLENNUSPÄIVÄMÄÄRÄ
Tuotteen hakuehtona voi käyttää sen tallennuspäivämäärää. Tällöin
määritetään tietty ajanjakso, jonka ajalta tietoa etsitään.
Jos syötteen syntaksi on virheellinen, vuorovaikutteiseen kenttään tulee
ilmoitus "PÄIVÄYS SYNTAX!".
Tieto syötetään muodossa PVM/KK/V (PVM =päivä, KK = kuukausi, V=
vuosi).
Numeerisen ohjauksen
kuukaudet ja vuodet.
Erottimen tyyppi voidaan valita ESITTELY -sivulla.
- tai -näppäimillä voidaan erottaa päivät,
MÄÄRITELMÄT SIVU 75
Page 78

POIKKILEIKKAUS
Sivut: NUMEERINEN TUOTE ja TAIVUTUS 2D
Poikkileikkaus on kuvitteellinen viiva, joka "halkaisee" tuotteen
pituussuunnassa ja määrittää profiilin. Juuri tämän profiilin käyttäjä näkee
TAIVUTUS 2D -sivulla.
Tuotteella voi olla useita poikkileikkauksia (seuraavassa esimerkissä on kaksi
poikkileikkausta).
Jokaista poikkileikkausta pidetään erillisenä profiilina.
Käyttäjä käyttää pääasiassa NUMEERINEN TUOTE -sivua yhden tai
useamman profiilin ohjelmoimiseen (lisätietoja on Käyttöohjeessa sekä
tämän oppaan Profiilin ohjelmointi -osiossa).
Poikkileikkaukset luodaan automaattisesti, mikäli tuote ohjelmoidaan
kolmiulotteisessa tilassa.
SIGMA
45
Sivut: NUMEERINEN TUOTE ja NUMEERINEN TAIVUTUS
Tähän kenttään syötetään tuotteen valmistuksessa käytettävän materiaalin
arvo kilogrammoina neliömillimetriä kohti (kg/mm
2
).
Esimerkki:
Teräs AC37-2 K 38,22 kg/mm
Ruostumaton
X5CrNiS18 8 51–71 kg/mm
2
2
teräs
Alumiini ALMg2,7Mn 24,97 kg/mm
2
SIVU 76 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 79

SIMULOINTIEHDOT
Sivu: TAIVUTUS 2D (Valitaan LIIKKEET -valikosta)
Ennen kuin taivutusalueiden automaattinen etsintä aloitetaan, o n
mahdollistaa määrittää tietty määrä ehtoja, jotka järjestelmä ottaa huomioon
taivutusjärjestystä laskiessaan.
Simulointiehdot ovat aina voimassa sellaisina kuin ne on viimeksi määritelty.
On olemassa kaksi eri simulointiehtoryhmää:
TOISARVOINEN
ENSIARVOINEN
MAX TAIVUTUSTEN
MÄÄRÄ ENNEN
VASTETTA
VÄHIMMÄISPITUUS
KÄYTTÄJÄÄN
NÄHDEN /
KOKONAISPITUUS
Nämä ehdot ovat mieltymyksiä. Niitä
sovelletaan niin paljon kuin on mahdollista.
Näiden ehtojen huomioimatta jättäminen ei estä
ohjelmistoa löytämästä ratkaisua.
Nämä ehdot ovat ehdottomia. Ohjelma etsii
ratkaisua, joka täyttää nämä ehdot ehdottomasti.
Pääehdot voivat estää ohjelmaa löytämästä
ratkaisua.
Rajoittaa takavasteen ja toteutettavan
taivutuksen välisten (jo suoritettujen)
taivutusten lukumäärää.
Järjestelmä etsii ratkaisua, joka jättää
vähimmäispituuden (prosentteina
taittamattomasta kokonaispituudesta) käyttäjän
puolelle.
MÄÄRITELMÄT SIVU 77
Page 80

Pituusakseli
Pystyakseli
Axe de
retournement
Axe de
pivotement
Taivutuksen
Axe de
basculement
= retournement
+ pivotement 180°
MIN KÄÄNTÖJEN
MÄÄRÄ
PALAUTUSTEN
VÄHIMMÄISMÄÄRÄ
MIN PYÖR. +
KÄÄNTÖMÄÄRÄ
PARAS KÄSITTELY
KYLJESSÄ
LEIKKAUSMITTAVIRHE
TARKKUUS KYLKIEN
VÄLILLÄ
TAIPUISUUS
Ohjelma valitsee ratkaisun, joka edellyttää
mahdollisimman vähän kääntöjä pystyakselin
ympäri.
Ohjelma valitsee ratkaisun, joka edellyttää
mahdollisimman vähän palautuksia.
Ohjelma valitsee ratkaisun, joka edellyttää
mahdollisimman vähän kääntöjä.
Ohjelma valitsee levyn käsittelyt, jotka ovat
käyttäjän kannalta parhaimmat levyn
vahvuuden pituuden sekä taivutuspituuden
suhteen funktiona.
Tämä vaihtoehto toteutetaan ennen edellisiä
ehtoja.
Ohjelma huolehtii siitä, että poikkileikkauksen
virhe sijaitsee määritetyllä kyljellä.
Ohjelma etsii ratkaisua, jolla voidaan saavuttaa
mahdollisimman suuri tarkkuus määriteltyjen
kylkien välillä.
Normaalisti ohjelma ei anna tuotteen törmätä
koneen osaan taivutuksen aikana.
Kun tämä ehto vahvistetaan, ohjelma antaa
jonkin tuotteen osan osua johonkin koneen
kohtaan joustavuudella, joka ilmaistaan
prosentteina levyn pituudesta taivutuksen ja
tuotteen osuvan sivun kyljen välillä.
SIVU 78 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 81

40
60
40mm = 20% of 100 + 60 + 40
100
Tässä esimerkissä 20 prosentin joustavuus sallii
teoreettisesti levyn painua 40 mm ylätyökalun
sisään.
Vihje Jos tuote on hyvin monimutkainen, voi olla
hyödyllistä ohjelmoida ensin 100 prosenttinen
joustavuus, jolloin törmäysehto kumoutuu ja
ohjelman tarjoama taivutusjärjestys saadaan
näkyviin. Tämän jälkeen ehto pienennetään
sopivaan arvoon.
VASTIN VASTEN
KALTEVAA PINTAA
Järjestelmä estää oletusarvona (EI) alla kuvatun
tilanteen
ja sallii vain
vasteen
tai
tai
Jos tähän vaihtoehtoon ohjelmoidaan KYLLÄ,
ohjelma sallii vasteen myös yli 90 asteen kulmia
vasten (ensimmäisenä yllä kuvattu esimerkki).
Simulointiehdot vahvistetaan napsauttamalla POISTU -kenttää tai
painamalla jotakin toimintonäppäimistä, joilla siirrytään seuraavalle sivulle.
MÄÄRITELMÄT SIVU 79
Page 82

LOP. (VAIHTOPISTE)
Sivu: NUMEERINEN TAIVUTUS
Vaihtokohta (VP) on etäisyys millimetreinä kosketuskohdasta lukien. Se
määrittää kohdan, jossa palkki siirtyy lähestymisnopeudesta
taivutusnopeuteen.
Toimintoa voi käyttää, kun esimerkiksi halutaan tiettyä tuotetta varten
lähestyä levyä pitkään ja hitaasti.
Jos kohdan sijaintia ei ole ohjelmoitu, se lasketaan automaattisesti siten, että
palkki on siirtynyt taivutusnopeuteen ennen kuin se saavuttaa turvapisteen.
VP (vaihtopiste)
PCV
Jos levyä lähestytään ylläkuvatulla tavalla, ylätyökalu saavuttaa levyn pinnan
suurella nopeudella. Kun VP:n arvoa muutetaan, nopeuden muutosta voidaan
säädellä sillä tavoin, että levyä lähestytään taivutusnopeudella.
SIVU 80 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 83

ERITYISTAIVUTUKSET
Joidenkin tuotteiden valmistus vaatii erityistä taivutusta.
Ohjelmisto suoriutuu monen erityyppisen taivutuksen käsittelystä.
TAIVUTUS 2D -sivu
Vaihtoehdot ovat seuraavanlaiset:
NORMAL Perinteinen taivutus, ei erikoistoimenpiteitä.
ESITAIV.. Ilmaisee nykyisen taivutuksen olevan esitaivutus.
LOPPU Ilmaisee nykyisen taivutuksen olevan lopullinen
taivutus, eli se päättää aikaisemman
esitaivutuksen.
AVATTU Käytetään vain NUMEERINEN TAIVUTUS -
sivulla.
Tämä vaihtoehto ilmaisee käyttäjälle, ettei
taivutukseen todellisuudessa kuulu
taivutusprosessia. Ohjelmisto ei reagoi millään
erityisellä tavalla.
SULJETTU Sama huomautus kuin edellä "Avattu" -
kohdassa.
KUVITT. Sama huomautus kuin edellä "Avattu" –
kohdassa.
Esi-/lopullinen taivutus
Esitaivutuksen ja lopullisen taivutuksen käyttöä kuvataan seuraavassa "S" muotoisella tuotteella.
Tämän muotoista tuotetta ei yleensä voida toteuttaa ilman esitaivutusta.
MÄÄRITELMÄT SIVU 81
Page 84

NUMEERINEN TUOTE
-sivu
TAIVUTUS 2D -sivu
Tiedot syötetään seuraavasti:
Taivutusjärjestys tulee määrittää käsin TAIVUTUS 2D -sivulla, koska
tällaista tuotetta ei voida toteuttaa ilman esitaivutusta.
Tämä tehdään seuraavasti:
siirretään osoitin KYLKI -kenttään, syötetään 1.
Ohjelmisto ilmoittaa vasteiden mahdolliset paikat (EHD. SIVU 0 5
ensimmäisellä rivillä)
osoitin siirretään SIVU -kenttään, ja syötetään jokin ehdotetuista
vasteista (0)
Pg Dn
painetaan
-näppäintä
SIVU 82 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 85

asetetaan osoitin TAIVUTUS -kentässä halutun numeron kohdalle (2)
valitaan LISÄÄ TAIVUTUS -toiminto (toimintovalikosta) ja
syötetään esitaivutustyövaihe.
Taivutustyövaiheessa on nyt viisi taivutusta (lisätietoja on tämän
oppaan kohdassa Työvaiheen lisäys).
valitaan taivutustyyppien valintaluettelosta (oletusarvo: NORMAL)
ESITAIV.
Tähän kenttään syötetään haluttu esitaivutuskulma ___._° (tässä
esimerkissä 135.0° )
siirretään osoitin KYLKI -kenttään ja syötetään esitaivutettava kylki
(2)
siirretään osoitin SIVU -kenttään ja syötetään jokin ehdotetuista
kyljistä (tässä esimerkissä 1 )
valitaan SIMULOITU TAIV -toiminto (toimintovalikosta), jolloin
taivutus tulee näkyviin
Pg Dn
painetaan
-näppäintä, jolla siirrytään kolmanteen taivutukseen
MÄÄRITELMÄT SIVU 83
Page 86

siirretään osoitin KYLKI -kenttään ja syötetään nykyisen taivutuksen
kylki (4)
siirretään osoitin SIVU -kenttään ja syötetään jokin ehdotetuista
kyljistä (tässä esimerkissä 5 )
valitaan SIMULOITU TAIVUTUS -toiminto (toimintovalikosta),
jolloin taivutus tulee näkyviin
Pg Dn
painetaan
-näppäintä
siirretään osoitin KYLKI -kenttään ja syötetään nykyisen taivutuksen
kylki (3)
siirretään osoitin SIVU -kenttään ja syötetään jokin ehdotetuista
kyljistä (tässä esimerkissä 4 )
valitaan SIMULOITU TAIVUTUS -toiminto (toimintovalikosta),
jolloin taivutus tulee näkyviin
Pg Dn
painetaan
-näppäintä viimeistä taivutusta varten.
SIVU 84 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 87

Tässä taivutuksessa aiemmin tehty esitaivutus on lopetettava. Käyttäjän on
ilmoitettava tällä tavoin ohjelmistolle, että kyseessä on lopullinen taivutus.
Käyttäjän tulee samalla myös määrittää vastaava taivutus (kylki).
valitaan taivutustyyppien valintaluettelosta (oletusarvo: NORMAL)
kohta LOPPU
siirretään osoitin KYLKI -kenttään ja syötetään esitaivutettava kylki
(2)
siirretään osoitin SIVU kenttään ja syötetään jokin ehdotetuista
kyljistä (tässä esimerkissä 1 )
valitaan SIMULOITU TAIVUTUS -toiminto (toimintovalikosta),
jolloin taivutus tulee näkyviin. Tuote on nyt valmis.
Muutamia huomautuksia tästä esimerkistä:
myös vastetyyppiä voidaan muuttaa
samassa poikkileikkauksessa tai tuotteessa voi olla useita "esi-" tai
"lopullisia taivutuksia".
Vihje Jos esitaivutustyövaihe unohtui syöttää eikä lopullisen taivutuksen
työvaihetta löydy, kaikkea ei tarvitse aloittaa alusta. Työvaihe void aan
helposti lisätä tuotteen loppuun toimimalla seuraavasti:
Pg Dn
siirrytään
-näppäimellä edelliseen työvaiheeseen (mikäli ei olla
siinä jo valmiiksi)
siirretään osoitin TAIVUTUS -kenttään (tässä esimerkissä 4) ja
syötetään 5
valitaan toimintovalikosta LISÄÄ TAIVUTUS -toiminto.
Vihje U-muotoista profiilia, jossa on pitkät kyljet, valmistettaessa on usein tarpeen
tehdä esitaivutus, joka tulee "oikaista" loppuvaiheessa.
MÄÄRITELMÄT SIVU 85
Page 88

Toimitaan seuraavasti:
ohjelmoidaan NUMEERINEN TUOTE -sivulla kaksi pituutta, jotka
vastaavat puolta esitaivutuksen tuottamasta segmentistä
ohjelmoidaan -180.0 °:n kulma "oikaistavalle" taivutukselle
syötetään TAIVUTUS 2D-sivulla esitaivutuskulmaksi 135 ° ja
viimeiseen työvaiheeseen LOPPU -taivutus (kuten edellä on kuvattu).
Huomautus: TAIVUTUS 2D-sivulla piirrokset näkyvät käänteisinä.
Ongelma on tiedossa, mutta sitä ei ole vielä korjattu.
NUMEERINEN TAIVUTUS -sivulla korjataan 180 ° kulma arvolla,
joka on alle 180 °, taivutuskimmoisuuden korjaamiseksi.
Jos näin ei tehdä, Y:n laskettu arvo vastaa KK:n (kosketuskohdan)
arvoa, jolloin DNC tulkitsee työvaiheen taivutuksettomaksi
työvaiheeksi. Katso Työvaihe Ilman Taivutusta.
AKSELEIDEN/LISÄTOIMINTOJEN KÄYNNISTYS
Sivu: NUMEERINEN TAIVUTUS.
Toiminto mahdollistaa akseleiden sekä lisätoimintojen käynnistysajankohdan
valinnan kahden ennalta määritetyn tilan perusteella.
AUTOMAATTI Akselit ja lisätoiminnot käynnistyvät sen
mukaan, mitä koneparametreihin on määritetty
– kuitenkin viimeistään silloin, kun palkki
saavuttaa yläkuolokohdan.
Akselit käynnistyvät eriaikoihin sen mukaan,
mitä 60 Axes starting point/FA koneparametriin on määritetty.
ULKOINEN Akselit ja lisätoiminnot käynnistyvät, kun
käyttäjä antaa käskyn. Käsky on joko:
- laskeutumiskäsky (polkimella tai kahden
käden vivulla). Tällöin palkki ei laskeudu, mutta
akselit ja lisätoiminnot sijoittuvat asemiinsa.
Laskeutumiskäsky on annettava uudestaan, jotta
palkki siirtyy.
- tai ohjauspaneelin
- tai numeerisen ohjauslaitteen External Start
-syötteen aktivointi, jota varten koneen
valmistaja on voinut määrittää oman näppäimen
ohjauslaitteeseen.
-näppäimen painallus.
SIVU 86 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 89

YKK (YLÄKUOLOKOHTA)
Sivu: NUMEERINEN TAIVUTUS
Yläkuolokohta (YKK) on etäisyys millimetreinä kosketuskohdasta lukien. Se
määrittää kohdan, jossa palkki pysähtyy nousuvaiheessaan.
Yläkuolokohta lasketaan automaattisesti, kun taivutusaluetta haetaan
automaattisesti. Käyttäjä voi kuitenkin muokata yläkuolokohdan arvoa
NUMEERINEN TAIVUTUS -sivulla.
YKK (Yläkuolokohta)
Jos mitään arvoa ei ohjelmoida, palkki nousee koneparametreissa
määritettyyn ylimpään asentoonsa.
Palkki ei nouse korkeammalle kuin koneparametreihin on määritetty
enimmäisyläkuolokohdaksi .
MÄÄRITELMÄT SIVU 87
Page 90

TOLERANSSI
Sivu: NUMEERINEN TUOTE
Kenttä näytetään (lasketaan) vain, jos käyttäjä syöttää taivutussäteen.
Toleranssia käytetään usein ihannekäyrän ohjelmoinnin yhteydessä.
Toleranssi tulee näyttöön CALCUL. -toiminnon käynnistyksen jälkeen.
R1 = käyttäjän syöttämä
taivutussäde
Ri = järjestelmän laskema
taivutussäde
Jos käyttäjä syöttää yksivaiheisessa taivutuksessa säteen, (lisätietoja on
kohdissa Sisäsäde ja Ihannekäyrä (kaari)), toleranssiarvo on yllä olevan
kuvan mukainen:
Ri = k ä yttäjän pyytämä teoreettinen taivutussäde
A = apoteema
Jos KAARI-kentän arvo on 4–99, toleranssi ilmoittaa kahden taivutuksen
välisen jänteen ja ympyrän teoreettisen kaaren välisen erotuksen eli
teoreettisen säteen Ri ja jänteen apoteema A:n välisen erotuksen.
SIVU 88 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 91

LIIAN LYHYEN SEGMENTIN HYVÄKSYNTÄ
Sivu: TAIVUTUKSEN TYÖKALU.
Tämä on turvallisuusominaisuus, joka testataan, kun siirrytään AUTO- tai
PUOLI-AUTO -tilaan.. Tapauksesta riippuen TAIVUTUKSEN TYÖKALU
-sivulla näkyy virheviesti, ja osoitin osoittaa tähän ken ttään.
Viestissä varoitetaan käyttäjää siitä, että segmentti on liian lyhyt eikä tukeudu
oikein alatyökalun kahden reunan varaan taivutuksen aikana.
Liian lyhyt segmentti
TYÖKALUT
Käyttäjä voi halutessaan jättää tämän tarkastuksen suorittamatta.
Käytettävissä on kolme vaihtoehtoa:
TÄSSÄ
TAIVUTUKSESSA / EI
TÄSSÄ
TAIVUTUKSESSA /
KYLLÄ
YLEENSÄ
Kun tuote luodaan, työkaluparit voidaan muodostaa halutulla tavalla, ja ne
ovat voimassa joko koko tuotteen osalta tai erilainen jokaisen taivutuksen
yhteydessä. Kun tuotetta valmistetaan, valittujen työkalujen tulee sijaita
aktiivisen oheislaitteen osoittamassa muistissa (lisätietoja on kohdassa
Aktiiviset oheislaitteet).
Oletustilanne.
Segmentin pituus tarkistetaan nykyisen
taivutuksen osalta.
Nykyistä taivutusta ei tarkisteta.
Nykyistä tuotetta ei tarkisteta lainkaan.
Muun tiedon osalta työkalut on mahdollista tallentaa muuallekin kuin
ohjelman SISÄINEN -muistiin.
MÄÄRITELMÄT SIVU 89
Page 92

YLÄTyökalun ohjelmointi
Sivu: YLÄTYÖKALUN OHJELMOINTI
Ohjelmointiin on käytössä kolme perusmuotoa. Muoto valitaan MALLI -
kentässä (0,1 tai 2)
0 1 2
Kun alatyökalun kaikki tiedot on ohjelmoitu, työkalut näkyvät sinisellä.
Perustyökalu erottuu muista ruskean värinsä johdosta.
Työkalua ohjelmoitaessa tiettyjen arvojen sijaintia voi olla vaikea määrittää.
Esimääritetty perusmuoto saadaan näkyviin, kun napsautetaan piirroksen
yläpuolella sijaitsevaa pientä laatikkoa (D tai E) Työkalu asettuu tällöin
perustilaansa, ja on erotettavissa ruskean värinsä johdosta.
Siirrytään YLÄTYÖKALUN OHJELMOINTI -sivulle.
Määritetään MALLI -kenttään ohjelmoitavat peru sylätyökalutyypit.
Ilmaistaan KÄÄNNETTY -kentässä, onko ylätyökalu käännetty.
Täytetään muut mitta- ja turvallisuustiedot.
Valitaan tarpeen mukaan oheislaite (SIS -kenttä), johon työkalu
halutaan tallentaa.
Syötetään ylätyökalun nimi (numeerinen tai aakkosnumeerinen)
YLÄTYÖKALU -kenttään.
Tallennetaan ylätyökalu.
Jos näyttöön tulee ilmoitus OLEMASSA OLEVA, tämän niminen
ylätyökalu on jo tallennettu valittuun oheislaitteeseen. Tällöin tulee
joko valita työkalulle toinen nimi tai poistaa aikaisempi työkalu ja
suorittaa tallennus uudelleen.
Tämän sivun kenttien määrittelyjä
REF
SIVU 90 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Kenttä ilmaisee ohjelmistolle, käytetäänkö
ylätyökalun kyljen mittana arvoa H1 vai H2.
Valinnan tulee olla yhdenmukainen kaikkien
koneen työkalujen kohdalla.
Valitun vertailukorkeuden H1 tai H2 tulee olla
mahdollisimman tarkka. Taivutuksen tulos
riippuu tästä tiedosta.
Page 93

Suureiden H1 ja H2 valinta riippuu
koneen valmistajasta. Tämän vaihtoehdon
määrää siis valmistaja. Valmistajan valintaa on
ehdottomasti noudatettava, muutoin on
olemassa yhteentörmäyksen ja koneen
vaurioitumisen vaara.
VOIMAN KESTO <
SYVYYSTÖRMÄYS
HYVÄKSYTTY
TURVLLISUUS XS
Ylätyöklaun
turvaväli XS
Arvo ilmoittaa työkalun kannattaman
enimmäisvoiman. Jos nykyisen tuotteen laskettu
taivutusvoima ylittää tämän arvon ja
taivutuspituus tiedetään, käyttäjä saa aiheesta
vuorovaikutteisen viestin.
EI -arvolla (oletusarvo) DNC toteuttaa
syvyystörmäyksen (lisätietoja on kohdassa
Syvyystörmäyksen salliminen), käyttäjän on
tarvittaessa sallittava "törmäys"
tapauskohtaisesti TAIVUTUKSEN
TYÖKALUT -sivulla. Jos arvoksi on annettu
KYLLÄ, lupa on voimassa aina kyseisen
työkalun kohdalla.
Estää X-akselia ylittämästä tätä rajaa (jottei se
esimerkiksi törmää alatyökaluin taivutuksen
aikana.)
Alatyökalun
XS
turvaväli XS
XS
MÄÄRITELMÄT SIVU 91
Page 94

Alatyökalun ohjelmointi
Sivu: ALATYÖKALUN OHJELMOINTI
Kun alatyökalun kaikki tiedot on ohjelmoitu, työkalu näkyy punaisella.
Perustyökalu erottuu muista ruskean värinsä johdosta.
Työkalua ohjelmoitaessa tiettyjen arvojen sijaintia voi olla vaikea määrittää.
Esimääritetty perusmuoto saadaan näkyviin, kun napsautetaan piirroksen
yläpuolella sijaitsevaa pientä laatikkoa (D tai E) Työkalu asettuu tällöin
perustilaansa, ja on erotettavissa ruskean värinsä johdosta.
Siirrytään ALATYÖKALUN OHJELMOINTI -sivulle.
Ilmoitetaan KÄÄNNETTY -kentässä, onko alatyökalu käännetty.
Täytetään muut mitta- ja turvallisuustiedot.
Syötetään ylätyökalun nimi (numeerinen tai aakkosnumeerinen)
ALATYÖKALU -kenttään.
Tallennetaan ylätyökalu. Jos näyttöön tulee ilmoitus OLEMASSA
OLEVA, tämän niminen ylätyökalu on jo tallennettu valittuun
oheislaitteeseen. Tällöin tulee joko valita työkalulle toinen nimi tai
poistaa aikaisempi työkalu ja suorittaa tallennus uudelleen.
Tämän sivun kenttien määrittelyjä
Korkeus H Korkeuden H tulee olla mahdollisimman tarkka.
Taivutuksen tulos riippuu tästä tiedosta.
Ve Taivutusleveys V määritettynä seuraavan
piirroksen mukaan.
SÄDE r Alatyökalun säde seuraavan piirroksen mukaan.
SIVU 92 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 95

HYVÄKSYTTY VOIMA
<
SYVYYSTÖRMÄYS
HYVÄKSYTTY
TURVALLISUUS XS
Arvo ilmoittaa työkalun kannattaman
enimmäisvoiman. Jos nykyisen tuotteen laskettu
taivutusvoima ylittää tämän arvon ja
taivutuspituus tiedetään, käyttäjä saa aiheesta
vuorovaikutteisen viestin.
EI -arvolla (oletusarvo) DNC toteuttaa
syvyystörmäyksen (lisätietoja on kohdassa
Syvyystörmäyksen salliminen), käyttäjän on
tarvittaessa sallittava "törmäys"
tapauskohtaisesti TAIVUTUKSEN
TYÖKALUT -sivulla. Jos arvoksi on annettu
KYLLÄ, lupa on voimassa aina kyseisen
työkalun kohdalla.
Estää X-akselia ylittämästä tätä rajaa (jottei se
esimerkiksi törmää lävistimeen taivutuksen
aikana.)
TURVALLISUUS RS
XS
Estää R-akselia lähestymästä aluetta. Vaste
irtoaa tarpeen mukaan ennen liikettä.
RS
MÄÄRITELMÄT SIVU 93
Page 96

TYÖKALUN MUUTTAMINEN
Sivut: YLÄTYÖKALUN OHJELMOINTI tai ALATYÖKALUT
Jos työkalua ja erityisesti sen korkeutta muutetaan (mikä muuttaa palkin
sijainnin laskentaa), laskenta on ehdottomasti suoritettava uudelleen (LASK)
joka kerta, kun haetaan esille tuote, jossa tätä työkalua käytetään – samoin
kuin mahdollisesti myös taivutusjärjestys, jos muutetaan työkalun muotoa.
Työkalun muuttaminen
Siirrytään YLÄTYÖKALUN OHJELMOINTI- tai ALATYÖKALU -
sivulle.
Etsitään muutettava työkalu.
Poistetaan työkalu.
Muutetaan halutut arvot.
Tallennetaan työkalu samalla nimellä kuin aiemmin.
TYÖKALUJEN SIJAINNIT
Sivut: TYÖKALUN ASENNUS tai TYÖKALUN ASEMA
Työkalun asennus on kuvattu yksityiskohtaisesti Käyttöohjeessa. Käyttäjän
tulee tutustua siihen.
Jos asennetaan useita työasemia, on varmistettava, että työkaluilla voidaan
työskennellä ilman törmäyksen tai vahingon vaaraa.
YLÄTYÖKALU-/ALATYÖKALULUETTELO
Tällä sivulla saadaan näkyviin ylätyökalu- tai alatyökaluluettelo
pääominaisuuksineen.
SIVU 94 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 97

TAITTAMATON PITUUS
Sivut: NUMEERINEN TUOTE
Taittamattoman pituuden laskenta suoritetaan LASKENTA -toiminnolla. Jos
NUMEERINEN TUOTE -sivulta poistutaan, tämä kenttä lasketaan
automaattisesti.
Taittamaton pituus lasketaan DIN 6935 -standardin mukaan.
Standardin saa alan järjestöistä.
Seuraavassa esitetään ote standardista, jossa kuvataan venymän laskennassa
käytettävä koordinaattimenetelmä.
Taittamattoman pituuden laskentaan käytettävät korjauskertoimet (standardin
DIN 6935 mukaan) voidaan ohjelmoida koneparametrien Materiaali -
sivulla(lisätietoja jäljempänä).
Valintaluettelo DIN, TODELLINEN osoittaa, onko näkyvissä oleva arvo
DIN -arvo vai käyttäjän syöttämä arvo.
MÄÄRITELMÄT SIVU 95
Page 98

DIN
Jos valittuna on DIN -vaihtoehto, levyn taittamaton pituus lasketaan
standardin DIN 6935 mukaan tai mahdollisesti korjattuna materiaalin
korjauskertoimella (lisätietoja on myöhemmin tässä luvussa).
TODELLINEN
Jos TODELLINEN -vaihtoehto valitaan, LEVIT.PIT -kentän avulla voidaan
syöttää tuotteille mitattu todellinen pituus.
DIN -laskennan ja käsin annetun arvon erotus jaetaan suhteellisesti eri
kyljille.
DIN 6935 -standardin mukaisen laskennan korjauskerroin
Kun DIN -standardin avulla ei voida suorittaa todellista tilaa vastaavaa
laskutoimitusta, ohjelmiston avulla voidaan ohjelmoida korjauskertoimia.
Korjauskertoimet ohjelmoidaan koneparametreihin Materiaali -sivulla.
Eri materiaaleille (teräs, alumiini, ruostumaton teräs, erikoistyyppi 1,
erikoistyyppi 2).on vaihtoehtoina kymmenen eri kerrointa , joiden numerot
ovat 0–9.
DIN 6935 -standardin mukainen korjauskerroin syötetään K-kenttään. Mikäli
muuta ei ohjelmoida, oletusarvo on 1 000.
K-kerroin korjaa DIN -laskentaa taivutusvyöhykkeessä (tässä kerrottu Kkerroin ei ole sama kuin DIN -kaavasta saatava).
Tätä kenttää järkevästi käyttämällä voi löytää ratkaisun jokaiselle
materiaalille.
Tämän tyyppinen korjaus suoritetaan valitsemalla materiaali (seuraavassa
esimerkissä TERÄS) ja ohjelmoimalla seuraavaan kenttään sovellettavan
korjauksen numero (seuraavassa esimerkissä 2). Jos käytetään
korjauskerrointa, DIN -kentässä näkyy korjattu arvo valittuin e kertoimineen.
SIVU 96 2D-VIITEKÄSIKIRJA MODEVA/DNC 880S
Page 99

Sivu on jätetty tarkoituksella tyhjäksi.
MÄÄRITELMÄT SIVU 97
 Loading...
Loading...