

Page 1

No. 398M
Parr Instrument Company
Operating Instruction Manual for
4580
HP/HT Pressure Reactors
Page 2

Page 3
TABLE OF CONTENTS
Related Instructions.........................2
Customer Service............................2
Preface..................................................3
Scope...............................................3
Safety Information............................3
General Specifications.....................3
Explanation of Symbols...................4
Environmental Conditions................4
Provisions for Lifting and
Carrying ...........................................4
Cleaning & Maintenance..................4
Intended Usage ...............................5
User’s Responsibility .......................5
Unpack Carefully .............................5
Fixed Head or Removable
Head Design.........................................6
Flat Flexible Graphite Gasket..........6
Installation............................................7
Pressure and Temperature
Limits................................................7
Assemble the Reactor.........................8
Heaters .................................................10
Identify the Valves...............................11
Gas Inlet Valves...............................11
Gas Release Valve..........................11
Liquid Sampling Valve.....................11
Other Vessel Head Fittings.................12
Safety Rupture Disc.........................12
Type J Thermocouple......................12
Pressure Gage.................................12
Gage and Valve Adapters................12
How to Use the Vessel........................13
Fixed Head Vessels.........................13
Removable Head Vessels ...............13
Gas Connections.............................14
Pressurizing the Vessel...................14
Do Not Overfill the Vessel................14
Releasing Pressure .........................15
Withdrawing Liquid Samples ...........15
Initial Operating Test........................15
Accessories .........................................16
Pneumatic Lift..................................16
Internal Cooling Loop.......................17
Liners...............................................17
Spare Parts Kit.................................17
Air Motor ..........................................17
Variable Speed Electric Motor.........18
Explosion Proof Operation.................19
Periodic Pressure Tests .....................20
General Maintenance Notes...............21
Parts Lists............................................22
Reaction Vessel Parts List...............22
4580 Head Assembly Front View....24
4580 Head Assembly Rotated View 25
Overarm Parts List...........................26
Related Instructions
The following Parr publications are also
available to further your understanding of this
instrument and its component parts:
No. Description
230M Safety Precautions to be observed
when operating Pressure Reaction
Equipment
231M Operating Instructions for Parr Safety
Rupture Discs
285M Sealing Instructions for Flexible
Graphite Gaskets
548M Operating Instructions for Series 4848
Reactor Controllers
234M Operating and Maintenance
Instructions for Parr Magnetic Drives
323M Operating Instructions for Parr
Pressure Relief Valves
201M Limited Warranty
F0042 Health & Safety Assurance Certification
Customer Service
Questions concerning the installation
or operation of this instrument can be
answered by the Parr Customer Service
Department:
Phone: 309-762-7716
800-872-7720
Fax: 309-762-9453
www.parrinst.com
parr@parrinst.com
- 2 -
Page 4
PREFACE
Scope
These instructions describe the
installation, operation and maintenance of
Parr Series 4580 HP/HT Pressure Reactors
offered in two sizes, 1.0 and 1.5 gallon. They
cover the basic steps to be followed when
installing these reactors and describe the
function of all standard components. They are
intended to be used in conjunction with
several related instruction sheets listed on the
previous page. This information describes
several components which are common to
most Parr pressure reaction equipment, and
includes safety precautions and other related
information applicable to all research
laboratories. The users should study all of
these instructions carefully before starting to
use these vessels so that they will fully
understand the capabilities and limitations of
the equipment.
Safety Information
To avoid electrical shock, always:
1. Use a properly grounded electrical outlet of
correct voltage and current handling
capability.
2. Ensure that the equipment is connected to
electrical service according to local
national electrical codes. Failure to
properly connect may create a fire or
shock hazard.
3. For continued protection against possible
hazard, replace fuses with same type and
rating of fuse.
4. Disconnect from the power supply before
maintenance or servicing.
To avoid personal injury:
1. Do not use in the presence of flammable
or combustible materials; fire or explosion
may result. This device contains
components which may ignite such
material.
2. Refer servicing to qualified personnel.
General Specifications
Electrical Ratings
Controller ratings are found in the
Operating Instructions for the controller
supplied with your reactor.
Before connecting a controller to an
electrical outlet, the user must be certain that
the electrical outlet has an earth ground
connection and that the line, load and other
characteristics of the installation do not
exceed the following limits:
Voltage: Fluctuations in the line voltage
should not exceed 10% of the rated nominal
voltage shown on the data plate.
Frequency: Controllers can be operated from
either a 50 or 60 Hertz power supply without
affecting their operation or calibration.
Current: The total current drawn should not
exceed the rating shown on the data plate on
the controller by more than 10 percent.
Thermocouple: Unless otherwise specified,
all Parr Controllers operate with a Type J
(iron-constantan) thermocouple. The total
resistance of the thermocouple and the lead
wires should not exceed 20 ohms. If the
resistance of the thermocouple circuit is
higher, it will reduce the sensitivity of the
control system.
- 3 -
Page 5
PREFACE (Continued)
Explanation of Symbols
II
I
O
~
On position, full power heater switch
On position, half power heater switch
Off Position
Alternating Current (AC)
This CAUTION symbol may be present on the Product
Instrumentation and literature. If present on the product,
the user must consult the appropriate part of the
accompanying product literature for more information.
This CAUTION symbol indicates that the surface may
be hot.
Protective Earth (PE) terminal. Provided for
connection of the Protective Earth (green or
green/yellow) supply system conductor.
Environmental Conditions
This apparatus is to be used indoors.
Operating: 15 °C to 35 °C; maximum relative
humidity of 80% non-condensing. Installation
Category II (overvoltage) in accordance with
IEC 664. Pollution degree 2 in accordance
with IEC 664.
Altitude Limit: 2,000 meters.
Storage: -25 °C and 65 °C; 10% to 85%
relative humidity.
Provisions for Lifting and Carrying
The Series 4580 HP/HT Pressure Reactor
and its components are very heavy. Before
moving ensure all cables are disconnected.
Use proper and safe lifting techniques when
installing or moving the 4580 and/or its
components.
Caution
Do not use in hazardous
atmospheres.
Cleaning & Maintenance
Periodic cleaning may be performed on the
exterior surfaces of the instrument with a
lightly dampened cloth containing mild soap
solution. All power should be disconnected
when cleaning the instrument.
There are no user serviceable parts inside
the product other than what is specifically
called out and discussed in this manual.
Advanced troubleshooting instructions beyond
the scope of this manual can be obtained by
calling Parr Instrument Company in order to
determine which part(s) may be replaced or
serviced.
Caution
Ensure that any hot surfaces
have had adequate time to
cool before cleaning or
maintaining the reactor and/or
its components.
- 4 -
Page 6
PREFACE (Continued)
Intended Usage
This system has been designed for use as
a high pressure reactor system. It has been
designed, built, and tested to strict physical
and electrical standards. However, it is the
user's responsibility to install and operate it in
conformance with local pressure and electrical
codes.
If this equipment is used in a manner beyond
its intended usage, the protection provided by
the equipment may be impaired.
User’s Responsibility
All Parr reactors and pressure vessels are
designed and manufactured with great care to
assure safe operation when used within their
prescribed temperature and pressure limits.
But…the basic responsibility for safety when
using this equipment rests entirely with the
user; who must:
1. Select a reactor or pressure vessel that
has the capability, pressure rating,
corrosion resistance and design features
that are suitable for its intended use. Parr
engineers will be glad to discuss available
equipment and material options with
prospective users, but the final
responsibility for selecting a reactor or
pressure vessel that will perform to the
user’s satisfaction in any particular
reaction or test must rest with the user –
not with Parr.
In exercising the responsibility for the
selection of pressure equipment, the
prospective user is often faced with a
choice between over- or under-designed
equipment. The hazards introduced by
under-designed pressure vessels are
readily apparent, but the penalties that
must be paid for over-designed apparatus
are often overlooked. Recognizing these
criteria, Parr reactors and pressure vessels
are offered in several different styles, each
designed for convenient use in daily
operation within certain temperature and
pressure
and other elements carefully selected for
limits, using gaskets, closures
safe operation within the limits specified for
that design. But in order to preserve the
validity of these designs, all temperature
and pressure limits must be observed, and
no attempt should be made to increase
these limits by making alterations or by
substituting components which are not
recommended by Parr Instrument
Company.
2. Install and operate the equipment within
a suitable barricade, if required, with
appropriate safety accessories and in full
compliance with local safety codes and
rules.
3. Establish training procedures to ensure
4. Maintain the equipment in good condition
Unpack Carefully
all the parts against the packing list. If
shipping damage is discovered, report it
immediately to the delivering carriers. The
vessel, motor, heater, and temperature
controller may be packed separately for
convenience in shipping, but these parts are
easily reassembled. Examine the
components closely for any loose parts or
shipping damage and be sure to check all
layers of packing materials thoroughly so as
not to overlook any parts which might
otherwise be discarded.
All standard Parr pressure vessels are
provided with either a suitable relief device
or a means to attach one (typically in the
form of a plugged opening). When a
pressure vessel is delivered without a
pressure venting device, it is the
customer’s responsibility to provide
pressure relief in order to protect the
operator and the equipment from
destructive high pressures. If you need
more information or need help in selecting
a proper relief device, please contact Parr
Instrument Company.
that any person handling the equipment
knows how to use it properly.
and establish procedures for periodic
testing to be sure the vessel remains
structurally sound.
Unpack the equipment carefully and check
- 5 -
Page 7
FIXED HEAD OR REMOVABLE HEAD DESIGN
Parr Series 4580 High Pressure/High Temperature Reactors are furnished with t wo structural
options in addition to the size, pressure range, stirrer motor, controller and similar options. These
are:
Fixed Head with Flat Gasket
There is no difference in the pressure or
temperature limits or basic operating
instructions based upon the fixed head or
movable vessel options. There are
differences in the design of the stand
components which adapt the vessels to the
support system.
In the fixed head design, the head of the
vessel may remain fixed in the reactor support
stand. All attachments to the head, gas and
liquid feed and discharge lines, cooling water,
vapor take-off and condenser, thermocouple,
and any electrical leads can remain
permanently in place. The reactor is opened
by removing the cover clamp sections and
lowering the cylinder away from the head.
In the removable head vessel design, all
connections to the head are removed to allow
the vessel to be opened.
Flat Flexible Graphite Gasket
The flat gasket is held in a recess in the
vessel head and a machine pilot on the
cylinder closes the recess to completely
contain the gasket. The split ring closure used
with this gasket has sixteen compression bolts
which must be tightened to develop the
loading on the gasket.
An alternate PTFE gasket may be used for
operating temperatures up to 350 C. Metal
gaskets can be furnished for special
applications. The metal gaskets are not
interchangeable with the flat gasket design,
but require special grooves machined into the
head and cylinder.
Parr recommends the flexible graphite
gaskets for most applications.
- 6 -
Page 8
INSTALLATION
Pressure and Temperature Limits
The working pressure and temperature at
which any reactor or pressure vessel can be
used will depend upon the design of the vessel
and the materials used in its construction. Since
all materials lose strength at elevated
temperatures, any pressure rating must be stated
in terms of the temperature at which it applies.
The standard material of construction for Parr
Instrument Company is Type 316 Stainless Steel.
Limits for vessels made of other materials
and for other operating temperatures can be
obtained from Parr Customer Service. No
attempt should be made to increase these limits
by making alterations or by substituting
components which are not recommended by the
Parr Instrument Company. It must also be
understood that lower pressure and temperature
limits may be required for modified reactors and
for vessels made of special alloys.
The maximum working pressure and
temperature for any vessel is governed by the
design of the vessel and the strength of the
material from which it is constructed. There is
also a close relationship between working
pressure and temperature since the strength
of any material will normally fall off as the
temperature is increased. Temperature and
pressure limits are also affected by the
physical properties and temperature limits of
the gaskets and seals used in the vessel, and
by any valves, gages or other fittings attached
to the vessel. Obviously, the safe operating
pressure of any system can be no higher than
that of its lowest rated component.
All Parr reactors show the maximum safe
operating pressure and temperature imprinted
on the cylinder.
The working pressure and temperature in
these 1.0 and 1.5 gallon reactors must not
exceed the following maximum limits:
Pressure and Temperature Limits
Bomb
Material
T316SS 3000 psig
T316SS 3000 psig
T316SS 3000 psig
Maximum
Pressure
Maximum
Temperature
500 C Flexible
Graphite Gasket
350 C PTFE
Gasket
500 C Metal
Gasket
- 7 -
Page 9

ASSEMBLE THE REACTOR
These reactors require at least 10 sq. ft. of
workspace in a well-ventilated area with
convenient access to an electric outlet,
running water, air and a drain. This unit needs
to be placed at least 10 inches away from
walls or flammable materials.
1. Set the stand in the workspace.
2A. Removable Vessels.
First pivot the overarm assembly to the
back of the support stand.
The pressure vessel has been shipped
as a complete assembly; it may be
easiest on the initial setup to place the
entire pressure vessel assembly into the
heater. Note: The complete assembly
does not need to be removed from the
heater during opening and closing
operations. It is designed so that the
cylinder can remain in the heater while
the head and split rings are attached or
removed.
Once the vessel assembly is in place
rotate the magnetic stirrer by hand to
make sure that it turns freely. Then
move the overarm back into position
above the vessel. The knob on the top
of the overarm will raise the upper shaft
with coupling for attachment to the
adapter on the top of the magnetic
stirrer. Push down and rotate the upper
shaft to bring these components into
alignment.
Occasionally the motor housing and
overarm assembly may vibrate out of the
standard position. If the upper shaft is
not in alignment with the center of the top
of the magnetic stirrer it will be necessary
to loosen the bolt which attaches the
motor housing to the support stand.
Remove the motor housing panel; there
is a single bolt that runs through the
lower housing support and the top shelf
of the floor stand. Once the bolt is
loosened, rotate the housing the required
amount, connect the upper shaft to the
magnetic stirrer and then tighten the
motor housing bolt.
2B. Fixed Head Reactor.
Bolt the stand to the floor
using the holes in the
base plate.
Loosen the panel screw of the vessel
retainer mounted on the midplate of the
support stand and open the retainer
bracket.
The pressure vessel has been shipped
as a complete assembly. It is necessary
to loosen the split ring bolts and remove
the split ring. Lift the head assembly out
of the cylinder and slide it into the
midplate of the stand. Close the retainer
bracket. The cylinder should be placed
in the cylinder lift bracket.
Rotate the magnetic stirrer by hand to
make sure that it turns freely.
Connect an air line to the 1/4” quick
disconnect fitting at the base of the
support stand. This pneumatic lift
package will raise or lower the cylinder.
It may also be used for the heater. The
lever on the side panel of the support
frame controls the lift motion.
The pneumatic package includes a
pressure regulator with gage located
inside of the support stand housing. It
can be accessed by removing the back
panel of the support stand. The
regulator has been preset to 50 psi. The
regulator can be adjusted by lifting up on
the cap. Rotate clockwise to increase
pressure, counter-clockwise to decrease
the amount of pressure sent to the
pneumatic lift cylinder. Press the cap
back down after setting the pressure.
- 8 -
Page 10

ASSEMBLE THE REACTOR
(Continued)
The flow control valves have been
preset for optimum performance. Both
the speed and lifting capacity of the
pneumatic lift package can be adjusted
with the flow control valves located on
the input and output ports of the
pneumatic cylinder.
3. Set the Temperature Controller near
the reactor, leaving a space of at least
six inches between the controller and
the base of the reactor so that the
controller will not be unduly affected by
radiant heat. Connect the reactor to the
controller using information contained
in its Instruction Manual 548M or follow
the steps below.
Labeled connections are provided on the
rear panel of the controller.
Parr Cooling Only:
The
be used only with Parr Instrument Company
cooling solenoid valve assemblies supplied
with the appropriate cooling power cord.
The
be used only with Parr Instrument Company
heater assemblies supplied with the
appropriate heater power cord.
make connections to a Variac, Powerstat or
the like to attempt to control the heating
output. The heavy inductive load on the
primary side of such devices can destroy the
Parr Cooling
Parr Heating Only:
Parr Heating
output connector is to
output connector is to
Note:
Do not
internal solid state relay located in the 4848
controller.
Motor:
Secure the clamp on motor cord
to the controller with the
provided screw next to the motor
socket for safety purposes.
The Motor output connector is to be
used only with Parr Instrument Company
motor assemblies supplied with the
appropriate motor power cord.
4. Connect the heater cord from the
heater into the heater socket on the
rear panel of the Series 4848 Reactor
Controller.
5. Plug the motor cord into the motor
socket on the rear of the controller.
Secure the clamp on the
motor cord with the
provided screw next to the
motor socket for safety
purposes.
6. Connect the thermocouple and
extension wire to both the
thermocouple and to the controller in
the “Primary Temp Input” position on
the rear panel. Insert the thermocouple
in the thermowell.
7. Connect leads from accessory
packages such as tachometer,
pressure transducer and high temp cutoff to the designated positions on the
back panel of the 4848 Controller.
- 9 -
Page 11

ASSEMBLE THE REACTOR
(Continued)
8. Connect cooling water to the magnetic
drive. See Instruction Manual No.
234M.
9. Connect tubing to the rupture disc
outlet and run to a safely vented area.
See Instruction Manual 231M.
10. Note the voltage and amperage
requirement stamped on the controller
data plate, and then plug the power
cord into an appropriate outlet. Power
for these reactors should be drawn
from a grounded outlet capable of
carrying up to the full current rating of
the reactor.
11. If an electric stirrer motor is supplied,
turn the speed control knob fully
counterclockwise on the Reactor
Controller, turn on the motor switch and
slightly increase the speed for a short
run to check the stirrer drive system but
do not turn on the heater, put heater
toggle switch in center position (OFF).
There must always be a vessel in the
heater when it is turned on, and the
vessel and heater sizes must match. If
the heater is operated without proper
size vessel in contact with the mantle,
the mantle may overheat and fail.
HEATERS
The 1 gallon and 1.5 gallon reactors are
equipped with 230 volt, 2800 watt heaters.
These heaters are designed to provide
uniform heat distribution to the vessels.
A thermowell is included in the heater to
accommodate an external thermocouple for
contact with the outside vessel wall.
Vessel Heaters Parts List
For Removable Vessels
A1450HC3EE Heater Assembly, 1.0 G,
2800W, 230V
A1455HC3EE Heater Assembly, 1.5 G,
2800W, 230V
For Fixed Head Vessels
A2870HC10EE Heater Assembly, 1.0 G,
2800W, 230V
A2870HC20EE Heater Assembly, 1.5 G,
2800W, 230V
- 10 -
Page 12

V
IDENTIFY THE VALVES
Gas Inlet Valves
The gas inlet valve is easily identified when
the bomb is open by noting that it is connected
to a dip tube which extends to a point near the
bottom of the cylinder. This valve includes an
adapter which provides a socket for attaching
the A506HC pressure hose furnished with the
reactor.
Gas Release Valve
The gas release valve is installed in a port
without any attachments installed on the
underside of the head. Gas released from this
valve will be drawn from the headspace of the
vessel.
Liquid Sampling Valve
The liquid sampling valve is attached to the
same fitting as the gas inlet valve and
connected to the same dip tube. With this
arrangement, incoming gas is always
introduced below the surface of the liquid and
the operator is provided with a means for
clearing the dip tube to be sure that any
sample taken during a run will be
representative of the charge. This can be done
by opening the upper gas inlet valve
momentarily to allow the inlet gas to force any
liquid in the dip tube back into the reactor
before withdrawing a sample from the
sampling valve.
Pressure Gage
Gas Release Valve
Safety Rupture
Disc
Cooling Coil
Dip Tube
Stirring Shaft
Magnetic Drive
Gas Inlet Valve
Thermocouple
Liquid
Sampling
alve
Thermocouple/
Thermowell
Stirrer Support Bracket
Adjustable Impeller(s)
Fixed Head Shown
- 11 -
Page 13

OTHER VESSEL HEAD FITTINGS
Safety Rupture Disc
There is a safety rupture disc attached to
the head which is intended to rupture and
release the pressure before it reaches a
dangerous level. A metal tag wired to the
safety head identifies the burst pressure at
room temperature for that particular disc. A
similar tag is furnished with each replacement
disc. This tag must remain with the apparatus
at all times so that both present and future
operators will be aware of the disc rating.
Users should read the discussion of rupture
discs given in the Operating Instruction No.
231M for a complete description of the
characteristics of rupture discs and the
precautions to be observed when operating
pressure equipment protected by this type of
safety device.
A typical pre-bulged disc can be used to
90% of the rating on the tag. For additional
protection, the user should install an adequate
and safe venting system for removing any
toxic, flammable or volatile material which
would be released if the rupture disc should
burst.
Type J Thermocouple
A Type J thermocouple in a 1/8” dia.
stainless steel sheath is furnished with the
reactor. Insert this thermocouple into the
thermowell; connect the A470E_ Series
extension wire to both the thermocouple and
the receptacle on the back panel of the
controller. For a single thermocouple connect
it to the “Primary Temp Input” position. If a
High Temp Cut Off or External Temperature
Limit package is part of the system, a second
thermocouple may be inserted in the
thermowell (or optionally in the heater
sidewall). This extension wire is connected to
the “Temperature Input” position on the rear
panel of controller.
Pressure Gage
The pressure gage furnished with this
reactor has a T316 Stainless Steel Bourdon
tube. Gages are furnished in a variety of
ranges to met individual needs. Typically, the
gage and the rupture disc are furnished as
matched ranges. For applications where a
gage is selected with a range under 1000 psi,
a relief valve is added and set to protect the
gage. A 1000 psi rupture disc is installed as
the fail-safe vessel protection.
For highly corrosive applications where the
vapor phase might corrode the stainless
Bourdon tube, Parr offers isolator assemblies
in a variety of materials. These isolators with
their internal piston isolate the vapors from the
gage.
The gage adapter includes a ¼” NPT side
port with a plug installed. This position may
be used for a variety of fittings such as a
needle valve, pressure transducer or relief
valve.
Gage and Valve Adapters
The pressure gage and the combined gas
inlet and sampling valves are attached to the
head with an adapter which allows these
fittings to be drawn up tightly when facing in
any direction. To attach these fittings to the
head, screw the gage or valves firmly into the
adapter, and then run the 209HC4 bushing
onto the threaded stem as far as it will go.
Screw this assembly into the head until the
nose of the adapter is seated; then back it off
until the valve or gage is facing in the desired
direction. Now hold the fitting firmly in place
and close the joint by tightening the 209HC4
bushing. This connection can be made and
broken repeatedly without destroying the
sealing faces. A light coating of thread
lubricant, such as Parr No. 424HC2 High
Temperature Anti-Seize Lube, applied to the
threads and to the nose of the adapter will
help to obtain a tight joint.
Note: Do not use PTFE tape on the
straight thread connections of the coned
adapters and mating bushings. PTFE tape
should only be used on the (NPT) threads
such as the needle valves or gage connection.
- 12 -
Page 14

HOW TO USE THE VESSEL
Fixed Head Vessels
To Open the Vessel
Lower the heater and push it aside
before attempting to remove the split ring
and cylinder.
Raise the cylinder support holder to the
bottom of cylinder. Open the gas release
valve to discharge any internal pressure.
Next remove the split rings.
Loosen bolts in a criss-cross pattern,
reversing the tightening procedure, gradually
decreasing the torque on each bolt. The
split ring halves can now be removed. In the
fixed head arrangement the head with
attached connection lines will remain in
place. The cylinder can be lowered.
Before Closing the Vessel
Examine the head seal carefully to be
sure that it is in good condition. The seal
should not have any nicks, be hardened, or
deformed. Examine the mating surfaces on
the cylinder and head to be sure they are
clean and free from burrs.
To Close the Vessel
Put the two split ring halves around the
head and cylinder flanges. Tighten the bolts
finger tight and then follow the torque
procedure listed below.
Removable Head Vessels
First, open the gas release valve to
discharge any internal pressure. Loosen
bolts in a criss-cross pattern, reversing the
tightening procedure, gradually decreasing
the torque on each bolt.
The moveable head style can be lifted
out of the cylinder. Care must be taken not
to damage any of the internal fittings.
To Close the Vessel
Slide the two split ring halves around the
cylinder and head flanges.
Sealing Vessels with Flexible Graphite
Gaskets
A torque wrench should be used to
tighten the compression bolts on vessels
equipped with a flexible graphite gasket.
Since both 6-point and 12 point bolts are
used on various Parr high pressure vessels,
the user must be sure that the torque
wrench is fitted with an adapter which
matches the bolts on which it will be used.
Additional information about flexible
graphite gaskets for use to 500 °C can be
found in Manual 285M.
To ensure uniform loading, clamp the
cylinder in a vise service fixture or attach an
anti-rotation clamp; inspect the gasket and
set the head in place. Slide the split ring
sections into position, turn each of the
compression bolts finger-tight, and then
apply the sealing force with a torque wrench
in the following manner:
Pick a starting bolt and tighten it to
approximately 15 ft-lbs. Then by-pass the
adjacent bolts and move around the closure
to a bolt approximately 180 degrees from
the start. Torque the second bolt and
continue in the same pattern until all are
snug at 20 ft-lbs. Then repeat the
procedure, increasing the torque to the
required limit shown in the table below.
Recommended Bolt Torque
For Flexible Graphite gaskets:
3000 PSI 35 ft-lbs
For PTFE gaskets:
2100 PSI 25 ft-lbs
Note: The following steps are common to
both head configurations.
Gas Connections
Gas connections are dependent on
applications. For most applications the
A506HC hose furnished with the system is
sufficient. Attach the Type “A” coned
pressure fitting into the adapter attached to
the gas inlet valve and tighten the
- 13 -
Page 15

compression nut firmly. Do not use any
thread dope on the coned fitting.
Pressurizing the Vessel
Check all valves carefully before
admitting gas into the system. The liquid
sampling valve must remain closed
throughout the charging procedure. The gas
release valve must also be closed unless
the vessel is to be purged, or unless there is
to be a continuous flow through the reactor
during a run. Always make certain that the
pressure in the gas tank is greater than the
pressure in the vessel; otherwise liquid will
be forced out of the vessel and into the gas
tank when the inlet valve is opened. If there
is any possibility that the tank pressure
might not be high enough to force gas into
the reactor, install a one way check valve
(optional) in the gas line to prevent any
reverse flow. With the inlet valve open and
the flow control valve on the gas tank
closed, open the main valve on the gas tank
only about one-quarter turn; then use the
flow control valve or the valve on a pressure
regulator to control the flow of gas into the
vessel. After the desired pressure has been
reached, close the tank valves and the
vessel inlet valve and disconnect the hose at
the vessel end.
Do Not Overfill the Vessel
Always watch the pressure gage closely
when admitting gas so as not to exceed the
maximum working limit. Remember that any
subsequent increase in temperature will
raise the pressure. Also, be sure that the
amount of liquid placed in the vessel is
carefully controlled. As a general rule, the
liquid charge should not exceed two-thirds of
the capacity of the cylinder. Too much liquid
in the vessel can lead to development of
dangerous pressures if sufficient space is
not provided for expansion when the liquid is
heated. This hazard is explained in greater
detail in a warning statement included in the
Safety Instruction Manual No. 230M.
- 14 -
Page 16

HOW TO USE THE VESSEL
Continued)
(
Releasing Pressure
Use the gas release valve to reduce the
pressure in the vessel if the reactor is
accidentally overcharged when filling. Use
this valve also to release any excess
pressure during a run and to exhaust the
vessel at the end of a run. If the discharge
gases are flammable or toxic, discharge to
an exhaust hood or to any other safe
release point.
Withdrawing Liquid Samples
Liquid samples may be withdrawn from
the sampling valve attached to the same
adapter as the gas inlet valve whenever the
vessel is pressurized. Always close the inlet
valve before withdrawing a liquid sample
and open the sampling valve cautiously
because liquid will be discharged with
considerable force. Be particularly careful if
the temperature of the sample is above its
boiling point at atmospheric pressure. If so,
it will “flash” and be lost as soon as it is
released from the vessel. This problem can
be avoided by connecting an optional 4351
Sample Collection Vessel to the sampling
valve to collect the liquid into an appropriate
receiver. The addition of a small amount of
gas can be used to clear the dip tube
between liquid samples so that the next
sample drawn through the tube will truly be
representative of the mixture.
Initial Operating Test
Read all operating instructions carefully
so as to be well acquainted with the correct
procedures for handling the vessel and for
operating the controller and other
accessories. An initial operating test should
be made, with only water, to check the
apparatus before starting the first
experimental runs. For this initial test, fill the
cylinder not more than half full of water and
run the temperature up to 150ºC while
checking the apparatus for leaks and
observing the performance of the
temperature controller.
- 15 -
Page 17

g
(
ACCESSORIES
Pneumatic Lift
For those models equipped with a pneumatic lift package, the following instructions apply:
This pressure reactor assembly uses an A2760HC
Pneumatic lift package to raise and lower the Cylinder. If
needed, It can also be used to raise and lower the Heater
Lift up on joystick to
go “up” or push
down on joystick to
o “down”.
Heater Assembly
A (1/4”) quick disconnect fitting
has been provided for the air line
connection.
User is responsible for
connecting to their air supply.
The regulator can be adjusted by lifting up on this cap
and then turning “clockwise” to increase or
“counterclockwise” to decrease the amount of pressure
being sent to the pneumatic cylinder. Press cap back
down after setting pressure, this will prevent the cap
from being unintentionally turned.
Cylinder
Pressure regulator w/ gage
The air pressure has been
preset to 50 psi.
The flow control valves have been preset for optimum performance.
Both the speed and lifting capacity of the Pneumatic lift package
can be adjusted with the flow control valves located on the input and
output ports of the pneumatic cylinder.
Our customer service department will be happy to answer any
questions concerning the setting of these flow control valves. Call
800) 872-7720
1
- 16 -
Page 18

ACCESSORIES (continued)
Internal Cooling Loop
A serpentine cooling coil is mounted to the
underside of the head and sealed with a ferrule
and compression nut arrangement.
A slow continuous flow of cold water
through the coil is an effective means for
controlling temperature overshoot, particularly
when operating at temperatures below 150 C.
Alternately the cooling coil is used to effectively
cool the system at the completion of a reaction.
An optional solenoid valve package is
available to automate the cooling process.
This package coordinates with the internal coil,
with the water supply and connects to the
temperature controller.
If the internal cooling is not required, the
coil may be removed and the alternate plugs
installed.
Liners
Glass liners are available for both 1
gallon and 1.5 gallon vessels. These liners
slide into the cylinder. Although they will not
keep corrosive vapors from reaching the
surfaces of the cylinder and head, they
make it much easier to add and remove
liquid reactants, and they give some
protection to the cylinder when working with
corrosive solutions.
Liner Part Numbers
Fits
ID
5.50” 1 Gallon 1996HC
5.50” 1.5 Gallon 1996HC2
Spare Parts Kit
Spare parts kits are available for these
reactors. The kits will provide a reserve
supply of parts and tools sufficient to handle
most normal replacements and emergency
repairs during a year of heavy usage.
Cylinder
Size
Glass
Liner
The kits contain small perishable items
required for continuous operation including
gaskets, bushings, rupture discs and seals.
They can be ordered from any Parr Dealer
or direct from the Parr Instrument Company.
The order must specify the reactor size and
indicate type of rupture disc, stirrer drive and
type of gasket. It is most advantageous to
provide the complete vessel serial number
from the head or cylinder.
Air Motor
Variable stirring speeds from 100 to 2000
rpm with no electrical spark hazard can be
obtained by replacing the standard motor
with an air motor. This motor operates on
compressed air which must be supplied at
40 psig minimum pressure with at least
10CFM available at that pressure. It is
furnished with a speed control valve and
oiler, all assembled on a mounting bracket.
To operate reactors equipped with an air
motor, mount the drive system firmly on the
support stand and connect the air hose to a
compressed air line. Fill the oiler with SAE
10 oil and adjust the oiler to feed one drop
per minute into the air stream. For long
continuous runs at high speeds, the oiling
rate should be increased to three drops per
minute. If the motor becomes sluggish,
flush it with a non-flammable solvent in a
well ventilated area. Disconnect the air line
and muffler and pour a small amount of
solvent into the inlet port. Rotate the shaft
by hand in both directions for a few minutes;
then connect the air line and run the motor
until there is not further trace of solvent in
the exhaust. If the muffler felts are dirty,
wash them in solvent or replace them.
Relubricate the motor with a squirt of oil into
the chamber and reassemble. If it becomes
necessary to disassemble the motor to
replace the vanes, follow directions given in
the instruction sheet published by the Gast
Manufacturing Corp., Benton Harbor,
Michigan.
- 17 -
Page 19

ACCESSORIES (continued)
Variable Speed Electric Motor
Reactors are normally equipped with a DC
variable speed motor supplied and controlled
through the Parr controller. Instructions for
connecting and operating these motors are
included in the controller instructions (e.g. No.
548M). This motor is usually installed in a drive
system designed to produce stirring speeds from
0 to 600 rpm. Higher speeds up to 1700 rpm
can be obtained by substituting larger diameter
motor drive pulleys.
- 18 -
Page 20

EXPLOSION PROOF OPERATION
equipment installed in the user’s laboratory
must be explosion proof, there are four
possible ignition hazards to be considered:
1. The Motor
2. The Controller
If the local safety code requires that
The standard adjustable speed motor
is not explosion proof, yet these motors
are not unduly hazardous if operated in a
well ventilated location where care is
taken to prevent the accumulation of
explosive gases or vapors. To eliminate
a spark hazard originating at the motor,
Parr can furnish an air motor as
described previously, or the reactor can
be equipped with a variable speed,
explosion proof motor which is approved
for use in Class 1, Groups C & D, and
Class 2, Groups E, F, & G environments.
Explosion proof motors are furnished
with a temporary power cord and plug
which are not explosion proof. The user
should remove this temporary wiring and
replace it with an explosion proof switch
and wiring which will comply with the
local electrical code.
The Parr Controllers furnished with
these reactors contain switches and
other elements which are not explosion
proof. The minimal spark hazard
associated with these units can be
resolved by installing the controller in a
remote location outside of the hazardous
area or by enclosing it in an approved
explosion proof housing. If enclosed
within a positive pressure, clean air
housing, the discharge from the housing
must be directed into a safe area. If
requested, Parr will furnish the long lead
wires needed to mount the controller in a
remote location. If the controller is to be
installed in an explosion proof housing,
the user must provide the necessary
housing and installation.
3. The Heater
The elements in the heater could be
dangerous in an explosive atmosphere if
the surface temperature of the element
becomes high enough to ignite
flammable vapors. This hazard must be
evaluated for each individual installation
since major modifications are required if
the heater must be isolated from the
surrounding atmosphere. Users who
consider this a significant hazard are
urged to contact the Parr Instrument
Company for further discussion and
suggestions which might be helpful.
4. The Wiring
The wiring provided with the standard
reactor systems does not meet the
standards prescribed for explosion proof
operation. Optional, intrinsically safe
barriers are available.
- 19 -
Page 21

PERIODIC PRESSURE TESTS
Each cylinder used in a Parr stirred
reactor is tested under hydrostatic pressure
to 1.3 times its maximum rating before it is
released from the factory. For ASME Ustamped vessels the minimum hydrostatic
test pressure is 1.3 times the rated working
pressure corrected for temperature. For CE
marked pressure vessels the minimum
hydrostatic test pressure is the higher of
1.43 times the rated working pressure at
room temperature or 1.25 times the rated
working pressure connected for
temperature. Micrometer caliper
measurements are taken during this test to
check the deflection of the walls under
pressure. Excessive deflection or failure of
the metal to resume its original dimensions
after pressure is released indicates that a
cylinder is potentially unsafe and it will be
rejected. Similar tests should be made at
regular intervals during the life of each
cylinder, and particularly whenever the user
suspects that the equipment has been overstressed or damaged.
Some laboratories maintain hydraulic
test facilities and make it a rule that all
pressure vessels must be tested at regular
intervals. Records are kept of deflections at
specific test pressures so that any increase
in deflection becomes a warning that the
metal has lost strength. Any cylinder that
fails to return to its original dimensions after
application of the prescribed hydrostatic test
should be discarded as unsafe for further
use.
Users who do not have pressure test
facilities can return any Parr pressure vessel
to the factory for hydrostatic testing and
overhaul. This should be done whenever
the metal shows excessive damage from
corrosion or whenever an over-pressure or
other unusual occurrence raises any safety
questions. To return a vessel for repair,
contact Parr Instrument Company for a
return authorization number. Apparatus
returned for testing and overhaul should be
shipped prepaid to Parr Instrument
Company, 211-53rd Street, Moline, Illinois
61265. An order or letter of instructions
should be mailed to the same address, as
no repair work will be started without specific
instructions and a Health & Safety
Assurance Certification form (F0042) signed
by a responsible user.
- 20 -
Page 22

GENERAL MAINTENANCE NOTES
1. Periodically inspect all electrical wiring
and pressure connections for excessive
corrosion. Suspect parts should be
replaced by components only supplied
by Parr Instrument Company.
2. Always use appropriate wrenches on all
fittings and valves. Never use pliers or
pipe wrenches.
3. Head and cylinder service fixtures are
available for convenience and protection
of components during maintenance of
your reactor.
4. To reinstall straight thread (NPS) fittings
to the head, screw the gage or valves
firmly into the adapter.
Run the bushing onto the threaded stem
as far as it will go. Screw this assembly
into the head until the nose of the
adapter is seated; then back it off until
the valve or gage is facing in the desired
direction (no more than one full turn).
Hold the fitting firmly in place and close
the joint by tightening the bushing. This
connection can be made and broken
repeatedly without destroying the sealing
surfaces. A light coating of thread
lubricant, such as Parr High Temperature
Anti-Seize Lubricant, applied to the
straight threads and to the nose of the
adapter will help to obtain a tight joint.
Note: PTFE tape should not be used on
this joint.
5. NPT (National Pipe Taper) threads
should not be disassembled any more
than necessary. It will become
increasingly difficult to maintain a tight
seal with these tapered threads if the
joint is made and broken repeatedly.
Grafoil tape or PTFE tape (if temp
allows) should be used on all NPT
threads.
6. Do not use oil or anti-seize lubricant on
threads or fittings if the vessel is to be
used with oxygen.
7. If your vessel is equipped with a loose
compression ring be sure that it is in place
on the head before attaching any head
fittings. The compression ring cannot be
installed after fittings have been screwed
into the head.
8. Clean all threads and gas passages
thoroughly and remove all tape fragments
when overhauling a vessel. An ultrasonic
bath is excellent for cleaning metal parts,
but do not place a thermocouple probe,
pressure gage, face seals or ball bearings
in an ultrasonic bath. Periodic cleaning
may be performed on the exterior
surfaces of the reactor stand with a lightly
dampened cloth containing mild soap
solution. All power should be
disconnected when cleaning.
9. Routinely inspect cap screws on split ring
closure for lubrication and cleanliness. It
is important to clean and lubricate
periodically with Parr High Temperature
Anti-Seize Lubricant so that the required
torque is accurately applied.
10. To operate reactors equipped with an air
motor, connect air hose to a compressed
air line. For best torque and speed
control the piping to the motor should be
at least 3/8” IPS or larger. Fill the oiler
with SAE 10 oil and adjust the oiler feed
one drop per minute into the air stream.
For long continuous runs at high speeds,
the oiling rate should be increased to
three drops per minute. If the motor
becomes sluggish, flush it with a nonflammable solvent in a well ventilated
area.
Disconnect the air line and muffler and
pour a small amount of solvent into the
inlet port. Rotate the shaft by hand in
both directions for a few minutes; then
connect the air line and run the motor until
there is not further trace of solvent in the
exhaust. If the muffler is dirty, replace it.
Relubricate the motor with a squirt of oil
into the chamber and reassemble.
11. If servicing assistance is needed, contact
Parr Instrument Company directly at the
address shown on the back of these
instructions.
- 21 -
Page 23

PARTS LISTS
Reaction Vessel Parts List
Consult the itemized list for your reactor,
provided along with this manual. For
purpose of reactor identification, the
following abbreviation codes are used:
RV – Removable Vessel FH – Fixed Head
FG - Flat Gasket Seal SS - T316 only
SP - Special Alloy
Part No. Description Code
Cylinders*
1810HC Cylinder, 1.0 G FHRV
1810HC2 Cylinder, 1.0 G, 1” NPS
1810HC3 Cylinder, 1.5 G FHRV
1810HC4 Cylinder, 1.5 G, 1” NPS
Heads*
1811HC Head, with cooling coil RV
2530HC Head, with cooling coil FH
Internal Fittings*
Thermowell*
265HC4 Thermowell, 1.0 G
265HC10 Thermowell, 1.5 G
Dip Tubes*
257HC28 Dip Tube, 1.0 G FHRV
257HC29 Dip Tube, 1.5 G FHRV
Stirrer Support Bracket*
A1456HC Stirrer Bracket Assembly
380HCF Cap screw for A1404HC bracket
299HCKF Bushing, graphite for A1456HC
299HCHA Bushing, PTFE
* For parts made from alternate materials
use the codes shown below as a suffix to
the standard part number.
CM - Alloy 400 CC - Alloy 20Cb3
CT - Alloy 600 CA - Titanium G2 or G4
CX - Zirconium CG - Alloy B-2
CH - Alloy C-276
Part No. Description Code
Stirrer Shafts*
1025HC16 Stirrer Shaft, 1.0 G, 13.42” RV
1025HC18 Stirrer Shaft, 1.5 G, 18.65” RV
1025HC41 Stirrer Shaft, 1.0 G, 16.80” FH
1025HC42 Stirrer Shaft, 1.5 G, 22.03” FH
1457HC Impeller with set screws
709HCF Set screws for impeller
Gaskets & Seals
48HC Gasket, silver; thermowell
48HCFG Gasket, gold plated; thermowell
1812HCKL Head Gasket, Graphite
1812HCHA Head Gasket, PTFE
Split Rings and Accessories
A1423HC Split ring pair with cap screws, RV
A2528HC Split ring pair with cap screws,
with latches FH
1278HC3F Compression Bolt for
A1423HC/A2528HC
2529HC Compression ring FH
659HC Compression Ring RH
36HC5 Handle RV
- 22 -
Page 24

PARTS LISTS (Continued)
Part No. Description Code
Cooling Coils*
1424HC Cooling Coil,
Serpentine 1.0 G FHRV
1424HC2 Cooling Coil,
Serpentine 1.5 G FHRV
Cooling Coil Fittings
1360HC Ferrule, 1/4”
1359HC Compression Nut, 1/4”
External Fittings
94CAAD Plug, 1/4” NPTM
A176VB Needle Valve, 1/4” NPTF
208HC11 Valve adapter, 1/4” NPTM
208HC15 Gage adapter, angled,
two 1/4” NPTF
209HC4 Bushing
208HC13 Valve adapter, 1/4” NPTM-F
1446HC Adapter, 1/4” NPTM,
A socket (Gas Inlet)
Part No. Description Code
External Fittings (Continued)
A1417HC Safety Rupture Disc assembly
without disc (see 231M)
A740HC Cooling Sleeve assembly
491HC Hex Nipple, 1/4 NPTM
A1180HC Magnetic drive assembly RV
A1180HC4 Magnetic Drive assembly FH
663HC Olive, drive seal
664HC Nut, Gland, drive seal
Gages
56HCPC Pressure gage, 4-1/2”, 0-600 psi
56HCPD Pressure gage, 4-1/2”, 0-1000 psi
56HCPF Pressure gage, 4-1/2”, 0-2000 psi
56HCPG Pressure gage, 4-1/2”, 0-3000 psi
56HCPH Pressure gage, 4-1/2”, 0-5000 psi
- 23 -
Page 25

PARTS LISTS (Continued)
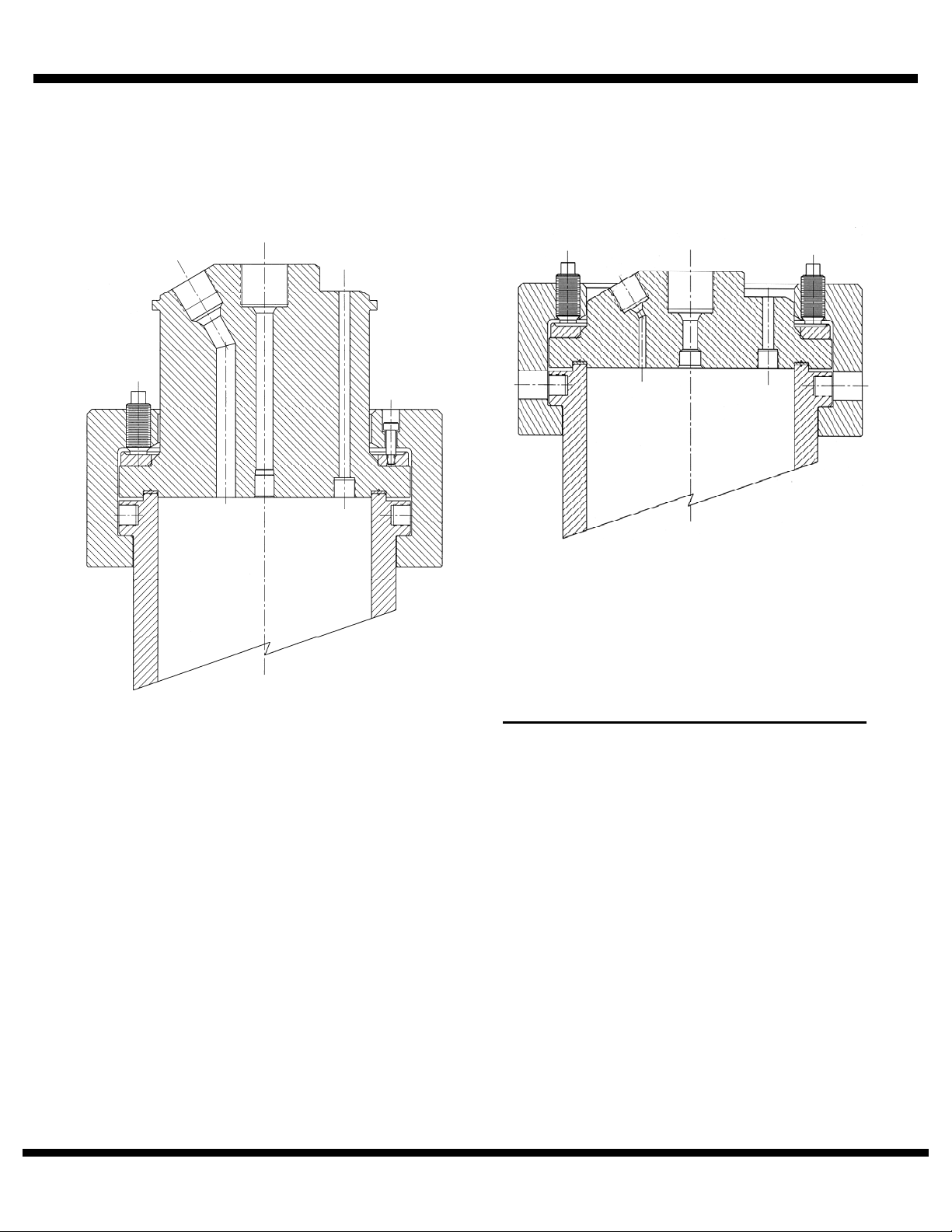
4580 Head Assembly Front View
**1.5 Gallon Parts
- 24 -
Page 26

PARTS LISTS (Continued)
4580 Head Assembly Rotated View
**1.5 Gallon Parts
- 25 -
Page 27

A
y
PARTS LISTS (Continued)
Overarm Parts List
Part No. Description
Motor
A388E6 Air Motor
A388EES Motor 1/4 HP VS 90 VDC
A388E2ES Motor 1/2 HP VS 90VDC
A388EEQ Motor 1/4 HP EXP VS 90 VDC
A388E2EQ Motor 1/2 HP EXP 90VDC
A388E2ER Motor 1/2 HP EXP VS 180 VDC
A388E2ET Motor 1/2 HP VS 180 VDC
A388EER Motor 1/4 HP EXP VS 180 VDC
A388EET Motor 1/4 HP VS 180 VDC
Driven Pulley Assembly
A2519HC Driven Pulley Assembly
706HC2 Pulley, Driven
725HC Support Hub
730HC Ball Bearing
731HC Snap Ring Internal 2”
732HC Snap Ring External 1”
2429HC Bushing PTFE
Release Knobs
726HC Release Knob, .50 Shaft
Motor
Overarm Plate
All part of the A2519HC
Drive Pulley
Belt
Part No. Description Code
Upper Drive Shafts
A742HC Upper Drive Shaft 5.63”,
4581/82 RV
A742HC5 Upper Drive Shaft 6.45”,
4583/84 FH
Shaft Couplings
A722HC Shaft Coupling .50, Rubber RV
2352HC Shaft Coupling .50, Universal FH
Drive Pulleys (Motor) RV-Belt FH-Belt
695HC5 800 RPM 728HC 728HC5
695HC3 1000 RPM 728HC 728HC5
695HC2 1700 RPM 728HC3 728HC6
Optional Tach Parts
1564HC Optical Wheel
A1001E Tach Sensor Assembly (9.0”L)
Upper Drive Shaft Release Knob
Tach Sensor
ssembl
Collar
Optical Wheel
Hub
Coupling
- 26 -
Page 28

Revision 02/16/12
PARR INSTRUMENT COMPANY
211 Fifty-Third Street
Moline, Illinois 61265 USA
309/762-7716 800/872-7720
Fax 309/762-9453
http://www.parrinst.com
E-Mail: parr@parrinst.com
 Loading...
Loading...