

Page 1
SISTEM CNC
O
O
MANUAL DE PROGRAMARE
S
S
P
P
–
–
P
P
2
2
0
0
0
0
L
L
_
_
Revizia II (Dec. 2006).
(1st Edition) Pub No. 5238-E-R5 (LE33-013-R01a) May. 2005
Page 2

MASURI DE SIGURANTA
Masina este echipata cu mecanisme de siguranta care servesc pentru protectia
personalului si a masinii de la pericole neprevazute. Operatorii nu trebuie sa se bazeze
exclusiv pe aceste mecanisme de siguranta ; ei trebuie sa se familiarizeze cu
indrumarile referitoare la protectia muncii prezentate mai jos pentru a asigura o
exploatare fara accidente.
Acest manual de instructiuni si semnele de avertizare atasate pe masina acopera numai
acele pericole pe care Okuma poate sa le prevada. Acest manual nu acopera toate
pericolele posibile.
1. Precautii cu privire la instalarea masinii
(1) Instalati masina intr-un loc unde sunt urmatoarele conditii (conditii pentru
realizarea preciziei garantate) :
• Temperatura ambientala : 17 pana la 250C
• Umiditatea : 40% pana la 75% la 200C (fara condens)
• Locul amplasarii nu este supus direct razelor soarelui sau vibratiei excesive ;
mediu fara praf, gaze corozive etc. pe cat posibil.
(2) Pregatiti o sursa de tensiune care are urmatoarele particularitati :
• Tensiune : 200V
• Variatia tensiunii : ±10% max.
• Frecventa : 50/60 Hz
• Nu furnizati curent de la un panou de distributie care genereaza o sursa
majora de zgomot (de exemplu aparat de sudura, etc.) deoarece aceasta
ar putea cauza nefunctionarea unitatii de CN.
• Pe cat posibil, conectati masina de impamantarea care nu este folosita de
alt utilaj. Daca nu este alta cale decat folosirea unei impamantari comune,
celalalt utilaj nu trebuie sa genereze mult zgomot (aparat de sudura, etc.)
(3) Mediul de instalare
Urmati punctele de mai jos la instalare.
• Asigurati-va ca unitatea CNC nu sta direct in soare.
• Asigurati-va ca dulapul de control nu este stropit cu apa, ulei sau span.
• Asigurati-va ca dulapul de control si panoul de comanda nu sunt expuse
socurilor sau vibratiilor excesive.
0
• Temperatura ambientala admisa este intre 0 si 40
.
• Umiditatea este intre 30 si 95% (fara condens).
• Altitudinea maxima la care unitatea de control poate fi folosita este 1000m.
I
Page 3

2. Verificari inainte de pornire
(1) Inchideti toate usile pentru prevenirea intrarii apei, spanului, si prafului.
(2) Verificati ca nu este nimeni aproape de partile in miscare ale masinii, si ca nu sint
obstacole in jurul masinii, inainte de inceperea lucrului.
(3) La pornirea curentului, porniti comutatorul principal intai, apoi intrerupatorul de
CONTROL ON de pe panoul de comanda.
3. Precautii cu privire la operarea Manuala/Continua
x Urmati intotdeauna instructiunile din manual.
x Nu manevrati masina cu opritorii sau scuturile puse.
x Intotdeauna inchideti usa inaintea inceperii prelucrarii.
x Nu incercati sa rulati un program nou fara a-l verifica. Rulati programul fara
piesa prinsa in mandrina si vedeti sa nu existe interferente. Dupa ce v-ati
asigurat ca nu sunt probleme, prelucrati o piesa. Daca nu sunt probleme, se
poate trece la prelucrarea automata.
x Inainte de inceperea oricarei operatii verificati :
a. Rotatia axului principal
b. Indexarea turelei
c. Miscarea dupa axe
x Nu atingeti spanul sau piesa in timp ce axul se roteste.
x Nu incercati sa opriti un obiect care se misca cu mana sau cu o scula.
x Verificati conditiile de instalare a falcilor, presiunea hidraulica, si viteza
maxima admisa pentru universal.
x Verificati instalarea si aranjamentul sculelor.
x Verificati reglajul decalajului sculei.
x Verificati reglajul decalajului fata de zero.
x Verificati ca viteza de rotatie si avansul de lucru sunt la 100%.
x Inainte de miscarea turelei, verificati limitele impuse prin soft si pozitiile
limitatoarelor in caz de urgenta LS pentru axa X si Z.
x Verificati pozitia de indexare/rotatie a turelei.
x Verificati pozitia axului pinolei.
x Verificati ca operatiile de aschiere sunt in gama de transmisie a puterii si fortei.
x Verificati ca piesa este prinsa bine in mandrina sau elementul de prindere.
x Verificati pozitiile de curgere a emulsiei. Ele trebuie asezate in asa fel incat sa
furnizeze emulsie in locurile corespunzatoare.
4. La terminarea lucrului
(1) La terminarea lucrului, curatati in jurul masinii.
(2) Puneti magazia de scule si celelalte echipamente in pozitia de retragere
predeterminata.
II
Page 4

(3) Inchideti curentul intotdeauna inainte de a pleca.
(4) Inchideti intai intrerupatorul CONTROL ON de pe panoul de comanda, apoi
comutatorul principal.
5. Masuri in timpul inspectiei de intretinere sau cand se intampla probleme
In scopul prevenirii accidentelor neprevazute, deteriorari ale masinii etc. este esential
sa se urmareasca urmatoarele cand se fac inspectii de intretinere sau in timpul
verificarii cand au aparut probleme.
(1) Cand apar probleme, apasati butonul de oprire in caz de urgenta de pe panoul
de comanda pentru a opri masina.
(2) Consultati persoana responsabila cu intretinerea pentru a determina masurile
corective necesare de luat.
(3) Daca doua sau mai multe persoane trebuie sa lucreze impreuna, sa-si
stabileasca semnale inainte de trecerea la un nou pas.
(4) Folositi numai componente si sigurante specificate.
(5) Intotdeauna inchideti curentul inaintea inceperii inspectiei sau schimbarii
componentelor.
(6) Cand componentele sunt indepartate in timpul inspectiei sau reparatiilor,
inlocuiti-le intotdeauna asa cum erau si prindeti-le bine in suruburi etc.
(7) La efectuarea inspectiilor unde sunt folosite instrumente de masurare, de
exemplu tensiunea, asigurati-va ca instrumentul este calibrat corespunzator.
(8) Nu tineti materiale inflamabile sau metale in interiorul zonei de lucru.
(9) Verificati cablurile sa fie nedeteriorate
(10) Intretinerea in interiorul dulapului electric de control si la panoul de comanda :
a. Inchideti curentul inainte de deschiderea usii de la dulapul electric.
b. Chiar daca comutatorul principal este inchis, pot exista curenti reziduali la
unitatea de actionare MCS (servo/ax principal), si din acest motiv numai personalul
de service are acces in aceasta zona. Chiar si atunci, ei trebuie sa fie atenti la faptul
ca curentii reziduali (servo/ax principal) se descarca la doua minute dupa ce
comutatorul principal este inchis.
c. Unitatea de CN are o placa de circuit in a carui memorie se stocheaza
programele de prelucrare, parametrii etc. Pentru a nu se pierde memoria chiar si
dupa ce este inchis curentul, exista un acumulator care alimenteaza acest circuit.
Numai personalul de service poate efectua lucrari la aceste placi de memorie.
(11) Inspectia periodica de la dulapul de control
Curatarea unitatii de racire
Ventilatorul de la dulapul de control serveste la racirea lui. La fiecare trei luni
inspectati urmatoarele.
x Motorul ventilatorului functioneaza ?
Motorul functioneaza bine daca este un curent de aer puternic
x Este admisia de aer blocata ?
Daca este blocata, curatati-o cu aer comprimat.
III
Page 5
6. Masuri generale
(1) Pastrati curat si organizat in jurul masinii.
(2) Purtati imbracaminte adecvata.
(3) Aveti grija ca imbracamintea sau parul sa nu se prinda in masina. Operatorii
trebuie sa poarte echipament de protectie precum bocanci si ochelari de
protectie.
(4) Manualul de instructiuni trebuie citit cu atentie pentru ca procedura ce urmeaza a
fi urmata sa fie bine cunoscuta.
(5) Retineti pozitia butonului de urgenta pentru a-l putea apasa imediat in orice
moment si din orice pozitie.
(6) Nu lucrati in interiorul panoului de comanda, transformatorului, motorului etc.,
deoarece sunt conectate la tensiuni ridicate sau alte componente existand
pericole de electrocutare.
(7) Daca doua sau mai multe persoane trebuie sa lucreze impreuna, sa-si
stabileasca semnale intre ei pentru confirmarea lucrului in siguranta.
7. Simboluri utilizate in acest manual
Indicatoarele de avertizare sunt folosite in acest manual pentru a atrage atentia asupra
importantei. Cititi instructiunile marcate cu aceste simboluri cu atentie si urmati-le.
Indica un pericol iminent care, daca nu este evitat, va rezulta in
deces sau raniri serioase
Indica un pericol iminent care, daca nu este evitat, pot rezulta in
deces sau raniri serioase
Indica pericole care, daca nu sunt evitate, pot rezulta in raniri
usoare sau echipamente stricate
Precautii la operare sau manevrare
Ecranele afisate
Ecranele afisate ale CN difera depinzand de specificatiile selectate ale CN. Ecranele
aratate in acest manual pot sa nu fie exact cu cele afisate pe CN.
IV
Page 6
CUPRINS
CAPITOLUL 1 CONFIGURATIA PROGRAMULUI
1. Tipurile de programe 7
2. Numele programului 8
3. Numele secventei 8
4. Formatul programului 9
4.1 Configurarea cuvantului 9
4.2 Configurarea blocului 9
4.3 Programul 9
4.4 Caracterele adresa folosite la programare 10
5. Functiile de operare matematice 11
6. Stergere bloc 13
7. Functia Comentariu (CONTROL OUT/IN) 14
8. Capacitatea de stocare a programului in memorie 14
9. Limite variabile 14
10. Determinarea avansului pentru aschiere dupa axa C 14
10.1 Prelucrarea numai cu controlul axei C 14
10.2 Prelucrarea cu controlul simultan al axei C si Z 15
10.3 Prelucrarea cu controlul simultan al axei C si X 17
10.4 Prelucrarea cu controlul simultan al axelor C, Z si X 19
CAPITOLUL 2 SISTEMELE DE COORDONATE SI COMENZILE
1. Sistemele de coordonate 22
1.1 Sistemele de coordonate si valorile 22
1.2 Sistemul de coordonate al traductorului de pozitie 22
1.3 Sistemul de coordonate al masinii 22
1.4 Sistemul de coordonate al programului 22
2. Comenzile pe axele de coordonate 23
2.1 Axa controlata 23
2.2 Comenzile in sistem imperial 26
2.3 Pozitia zecimalei 26
2.4 Comenzi absolute/incrementale (G90, G91) 28
2.5 Comenzile pentru diametru si raze 29
7
22
CAPITOLUL 3 FUNCTII MATEMATICE
1. Pozitionarea (G00) 30
2. Interpolare liniara (G01) 30
3. Interpolare circulara (G02, G03) 31
4. Tesire automata 35
4.1 Tesire-C (G75) 35
4.2 Rotunjire (G76) 37
4.3 Tesire automata sub orice unghi 39
30
Page 7

5. Cuplul limita si functia de ignorare cuplu 41
5.1 Comanda de limitare a cuplului (G29) 42
5.2 Comanda de revocare a cuplului limita (G28) 42
5.3 Comanda de ignorare a cuplului (G22) 42
5.4 Setarea parametrului 44
5.5 Exemplu de program 45
CAPITOLUL 4 FUNCTII PREGATITOARE
1. Oprire temporizata (G04) 46
2. Deplasare a punctului zero/setarea vitezei maxime de rotatie (G50) 46
2.1 Deplasare a punctului zero 46
2.2 Setarea vitezei maxime de rotatie 47
3. Controlul sagetii (G64, G65) 48
4. Avans per rotatie (G95) 48
5. Avans per minut (G94) 49
6. Viteza constanta de aschiere (G96/G97) 49
CAPITOLUL 5 FUNCTIILE S, T SI M
1. Functiile s (functiile arborelui principal) 51
2. Functia codului SB 51
3. Functiile T (functiile sculei) 52
4. Functiile M (functiile auxiliare) 53
5. Comenzile sculei rotative 58
5.1 Formatul de programare 58
5.2 Codurile M utilizate pentru axa C 59
6. Functia de verificare a duratei STM 61
6.1 Conditii de verificare PORNIT (ON) 61
6.2 Setarea timpului ciclului S, T, M 61
6.3 Exemplu de cronometrare 61
46
51
CAPITOLUL 6 FUNCTIA DE COMPENSARE
1. Functia de compensare a razei varfului sculei (G40, G41, G42) 63
1.1 Descriere generala 63
1.2 Compensarea razei varfului sculei pentru operatiile de strunjire 63
1.3 Operatia de compensare 64
1.4 Comenzile de compensare a razei la varf (codurile G, T) 66
1.5 Afisarea datelor 67
1.6 Memoria intermediara 68
1.7 Traseul centrului varfului sculei cu raza “R” in regim de
compensare a razei varfului
1.8 Programarea compensarii razei la varf 70
63
68
Page 8

2. Functia de compensare a razei cutitului 98
2.1 Generalitati 98
2.2 Programarea 98
2.3 Operatiile 100
CAPITOLUL 7 CICLURI FIXE
1. Functii ciclu fix 104
2. Ciclu fix de filetare cilindrica 104
2.1 Ciclu fix de filetare: longitudinal (G31, G33) 104
2.2 Ciclu fix de filetare: fata frontala (G32) 106
3. Cicluri de filetare variabile (G34, G35) 108
4. Precautii la programarea cilcului de filetare 109
5. Ciclul de filetare multipla (G71/G72) 116
5.1 Ciclul longitudinal de filetare (G71) 116
5.2 Exemplu de program pentru ciclul fix longitudinal de filetare
(G71)
5.3 Ciclul transversal fix de filetare (G72) 118
5.4 Codul M care specifica regimul de filetare si avansul de lucru 119
5.5 Functia de filetare cu mai multe inceputuri in ciclul fix de filetare
(multiplu)
6. Ciclul fix de canelare/gaurire 131
6.1 Ciclul longitudinal fix de canelare 131
6.2 Exemplu de program pentru ciclul longitudinal fix de canelare
(multipla) (G73)
6.3 Ciclu fix transversal de canelare/gaurire (G74) 133
6.4 Exemplu de program pentru ciclul transversal fix de
canelare/gaurire (G74)
6.5 Miscarile sculei in ciclul transversal fix de canelare/gaurire
(multipla)
7. Ciclul fix de filetare cu tarodul 135
7.1 Ciclul de filetare pe dreapta cu tarodul (G77) 135
7.2 Ciclul de filetare pe stanga cu tarodul (G78) 136
8. Cicluri fixe (multiple) 137
8.1 Lista comenzilor ciclurilor fixe (multiple) 137
8.2 Miscarile de baza pe axe 138
8.3 Caracterele din adresa 144
8.4 Codurile M 145
8.5 Ciclul de gaurire (G181) 146
8.6 Ciclul de alezare (G182) 147
8.7 Ciclul de gaurire adanca (G183) 148
8.8 Ciclul de filetare cu tarodul (G184) 149
8.9 Ciclul longitudinal de filetare (G185) 150
8.10 Ciclul transversal de filetare (G186) 151
8.11 Ciclul continuu longitudinal de filetare (G187) 152
8.12 Ciclul continuu transversal de filetare (G188) 153
8.13 Ciclul de alezare (cu alezoare/cu bara de alezat) (G189) 154
8.14 Prelucrarea canalelor de pana (G190) 155
8.15 Ciclul de filetare sincronizata cu tarodul 158
8.16 Functia de repetitie 161
104
117
130
132
134
134
Page 9

8.17 Comanda de retragere a sculei in ciclul de gaurire adanca
162
pentru evacuarea spanului
8.18 Setarea adancimii de gaurire (numai pentru ciclurile de gaurire) 163
8.19 Selectarea punctului de intoarcere 165
8.20 Functia de anulare interblocarea axului sculei rotative (optional) 166
8.21 Observatii 166
8.22 Exemple de program 167
CAPITOLUL 8 FUNCTIA DE GENERARE AUTOMATA A PROGRAMULUI PE
STRUNG (LAP)
1. Sumar 173
2. Codurile G utilizate pentru a desemna regimul de prelucrare (G80,
G81, G82, G83)
3. Lista modurilor de prelucrare 175
4. Listele cu coduri si parametri 180
5. Ciclul de strunjire din semifabricat cilindric (bara) 182
6. Schimbarea conditiilor de prelucrare in ciclul de strunjire bare (G84) 183
7. Ciclul de strunjire prin copiere 184
8. Ciclul de finisare (G87) 185
9. Ciclul continuu de filetare (G88) 185
10. Moduri de programare automata AP 187
10.1 Modul I de programare automata AP (strunjirea din semifabricat
cilindric – bara)
10.2 Modul II de programare automata AP (strunjirea prin copiere) 195
10.3 Modul III de programare automata AP (ciclul continuu de
filetare)
10.4 Modul IV de programare automata AP (ciclul de strunjire din
semifabricat cilindric cu viteza mare)
10.5 Modul V de programare automata AP (ciclul copiere profil bara) 216
11. Aplicatie a functiei LAP 234
173
174
187
200
202
CAPITOLUL 9 GENERAREA CONTURULUI
1. Functia de programare a generarii conturului (frontal) 237
1.1 Generalitati 237
1.2 Formatul de programare
1.3 Exemple de programare
1.4 Informatie suplimentara 245
2. Functia de programare a generarii conturului (longitudinal) 248
2.1 Sumar 248
2.2 Formatul de programare 249
2.3 Precautii 249
237
237
238
Page 10

CAPITOLUL 10 CONVERSIA SISTEMULUI DE COORDONATE
1. Sumar 252
2. Formatul conversiei 253
3. Exemple de program 253
4. Informatie suplimentara 254
252
CAPITOLUL 11 PROGRAMAREA PENTRU PRELUCRAREA SIMULTANA PE 4
AXE (Model 2S)
1. Programarea 256
1.1 Selectarea turelei 256
1.2 Comanda de sincronizare (codul P) 257
1.3 Codul M (M100) de sincronizare a asteptarii pentru prelucrarile
simultane
2. Formatul de programare 259
3. Precautii la programarea prelucrarii simultane pe 4 axe 261
4. Exemplu de programare 263
4.1 Fisa tehnologica de program 264
CAPITOLUL 12 INSTRUCTIUNI UTILIZATOR
1. Sumar 266
2. Tipuri de functii Instructiuni utilizator 267
2.1 Relatia dintre tipurile fisierelor program si functiile Instructiuni
utilizator
2.2 Comparatia dintre Instructiuni utilizator 1 si Instructiuni
utilizator 2
2.3 Functiile de baza pentru Instructiuni utilizator
3. Instructiuni utilizator 1 270
3.1 Functia Instructiune control 1 270
3.2 Variabile 273
3.3 Functia de operare aritmetica 1 286
4. Instructiuni utilizator 2 287
4.1 Functiile de control 2 287
4.2 Variabile I/O 298
4.3 Functia de operare aritmetica 2 299
5. Informatie suplimentara despre programele Instructiuni utilizator 301
5.1 Intoarcerea la secventa in program utilizand Instructiuni utilizator 301
5.2 Tipuri de date, constante 301
5.3 Regulile de operare/tipuri ale variabilelor si evaluarea
valorilor lor
6. Exemple de programe Instructiuni utilizator 305
256
258
266
267
268
269
302
Page 11
CAPITOLUL 13 PROGRAME DE PLANIFICARE
1. Sumar 315
2. Blocul PSELECT 315
3. Blocul de ramificatie 318
4. Blocul de setare a variabilelor 319
5. Blocul de sfarsit program de planificare 319
6. Exemplu de program 319
315
CAPITOLUL 14 FUNCTII DIVERSE
1. Comanda de prelucrare conicitate cu ajutorul unghiului 321
2. Functia de verificare a barierei universalului/papusii mobile 322
2.1 Descriere generala 322
2.2 Bariera universalului si a papusii mobile 322
3. Functia de reducere a timpului operatiei 325
4. Comanda de eliberare a turelei (pentru specificatia turela CN) 325
5.
FUNCTIA DE VARIATIE A VITEZEI ARBORELUI PRINCIPAL
5.1 Sumar 326
5.2 Metoda de variatie a vitezei arborelui principal de catre control 326
5.3 Caracteristicile controlului 326
5.4 Exemplu de programare 329
CAPITOLUL 15 ANEXE
Anexa 1. Tabel cu coduri G 330
Anexa 2. Tabel cu coduri auxiliare M 335
Anexa 3. Tabel cu variabilele de sistem 343
321
326
330
Page 12

CAPITOLUL 1 CONFIGURAREA PROGRAMULUI
1. Tipurile de programe
Pentru OSP-P200 sunt folosite 3 tipuri de programe : programe de planificare, programe
principale si subprogramele. Urmatoarele explica pe scurt cele trei tipuri de programe.
Programul de planificare
Cand sunt prelucrate mai multe tipuri de piese in proces continuu folosind un alimentator
de bare sau alt echipament, sunt folosite mai multe programe principale. Un program de
planificare este folosit pentru a specifica ordinea in care programele principale sunt
executate si de cate ori se executa un program. Folosind un program de planificare face
posibila operarea nesupravegheata. Nu este necesara denumirea unui program. END
trebuie specificat la sfarsitul unui program de planificare. Pentru detalii, vezi Capitolul 14,
« PROGRAME DE PLANIFICARE ».
Programul principal
Programul principal contine o serie de comenzi pentru prelucrarea unui tip de piesa.
Subprogramele pot fi chemate dintr-un program principal pentru simplificarea
programarii.
Un program principal incepe cu un nume de program ce incepe cu adresa « O » si se
termina cu M02 sau M30.
Subprogram
Un subprogram poate fi chemat dintr-un program special sau alt subprogram. Exista
doua tipuri de subprograme : acele scrise si furnizate de Okuma si cele scrise de client
(subprogramul utilizatorului).
Numele programului, care trebuie sa inceapa cu « O » este necesar la inceputul
subprogramului. Comanda RTS trebuie specificata la sfarsitul subprogramului. Pentru
detalii, vezi Capitolul 13, USER TASK.
x Formatul fisierului de program
Numele filei principale : Max. 16 caractere incepand cu un caracter din alfabet.
Extensie : Maximum 3 caractere din alfabet
x Extensii
SDF : fisier tip program planificare
MIN : fisier tip program principal
7
Page 13

SSB : fisier tip subprogram de sistem
SUB : fisier tip subprogram utilizator
2. Numele programului
Cu OSP-P200L, programele sunt chemate si executate prin desemnarea numelui
programului sau numarul programului scris la inceputul fiecarui program. Un nume de
program care contine numai cifre este numit program numar.
Desemnarea numelui programului
x Tastati litere de alfabet (A pana la Z) sau cifre (0 pana la 9) dupa caracterul « O ».
Nu exista spatiu gol intre « O » si litera de alfabet sau cifra. De asemenea, nu
exista spatiu intre literele alfabetului si cifre.
x Pot fi folosite pana la 4 caractere.
x O litera poate fi folosita intr-un nume de program numai daca acesta incepe cu o
litera. Desi un nume de program care incepe cu o litera poate contine o cifra in el,
unul care incepe cu o cifra nu poate contine o litera.
x Un bloc care contine un nume de program nu trebuie sa contina alte comenzi.
x Un nume de program nu poate fi folosit pentru un program de planificare.
x Numele programului atribuit unui subprogram trebuie sa inceapa cu caracterul
« O », dar aceasta nu este obligatoriu pentru programele principale.
x Deoarece numele programului este utilizat prin caractere, urmatoarele nume sunt
considerate ca fiind diferite.
O0123 si O123
O00 si O0
x Nu atribuiti acelasi nume la mai mult de un program, altfel nu va fi posibil sa
selectati programul dorit.
3. Numele secventei
Toate blocurile dintr-un program au atribuite un nume de secventa care incepe cu « N »
urmata de o secventa alfanumerica.
Functii precum cea de cautare secventa, functie oprire secventa sau o functie de
derivatie poate fi folosita pentru blocuri care au atribuit un nume de secventa.
Un nume de secventa care contine numai numere este numit secventa numar.
Desemnarea numelui secventei
x Tastati litere de alfabet (A-Z) sau cifre (0-9) dupa « N ».
x Pana la 4 caractere pot fi folosite.
x Cifre si litere pot fi utilizate intr-un nume de secventa. Daca este folosita o litera
intr-un nume de secventa, numele secventei trebuie sa inceapa cu o litera.
8
Page 14

x Un nume de secventa trebuie plasat deasupra blocului. O comanda de stergere a
blocului poate fi plasata inaintea unui nume de secventa.
x Cifrele din secventa pot fi specificate in orice ordine. Ele pot fi folosite asa cum
este dorit, cu conditia sa nu fie repetate.
x Deoarece numele secventei sunt utilizate dupa caractere, urmatoarele nume sunt
considerate a fi diferite.
N0123 si N123
N00 si N0
x Cand este folosita un nume de secventa, puneti un spatiu sau un tab dupa
numele secventei.
4. Formatul programului
4.1 Configurarea cuvantului
Un cuvant este definit ca o adresa (caracter) urmata de un grup de valori numerice, o
expresie matematica, sau o variabila. Daca un cuvant consta dintr-o expresie
matematica sau o variabila, adresa trebuie urmata de semnul egal « = ».
Exemple :
4.2 Configurarea blocului
Un grup compus din cateva cuvinte este denumit bloc, iar un bloc exprima o comanda.
Blocurile sunt delimitate de un sfarsit al codului de blocuri.
x Sfarsitul codului de blocuri difera depinzand de sistemul de coduri selectat, ISO
sau EIA :
ISO : « LF »
EIA : « CR »
x Un bloc poate contine pana la 158 caractere.
4.3 Programul
Un program consta din cateva blocuri.
9
Page 15
4.4 Caracterele adresa folosite la programare
IntervalulAdresa Functie
Metric Toli
O Nume program 0000÷9999 0000÷9999
N Nume secventa 0000÷9999 0000÷9999
G Functie pregatitoare 0÷999 0÷999
X, Z Valorile pe
coordonate (liniar)
C Valorile pe
coordonate (axele
de rotatie)
Valorile pe
coordonate a
centrului arcului
Conicitatea si
I,K
D,U,W,H,L 0÷99999.999 mm 0÷9999.9999 toli
E ±99999.999 mm/rev ±9999.9999 toli/rev
A, B
F
T Numarul sculei 6 caractere
S
SB
M Functii diverse 0 ÷ 511 0 ÷ 511
QA Rotatia axei C 1 ÷ 1999 (rot.) 1 ÷ 1999 (rot.)
SA Viteza de rotatie a
adancimea de
aschiere in ciclul fix
de filetare
Valoarea decalata
in ciclul de canelare
Comenzi automate
de programare
Avansul de lucru pe
rotatie
Avansul de lucru pe
minut
Timpul de
stationare
Viteza de rotatie a
axului principal
Viteza de rotatie a
sculei M
axei C
±99999.999 mm ±99999.999 toli
±359.999 deg ±359.999 deg
±99999.999 mm ±9999.9999 toli
0÷99999.999 deg 0÷9999.9999 deg
0.001÷99999.999
mm/rot
0.001÷99999.999
mm/min
0.01÷9999.99 sec 0.01÷9999.99 sec
4 caractere
0 ÷ 9999
0 ÷ 9999
0,001 ÷ 20 000 min-10,001 ÷ 20 000 min
0.0001÷999.999
inch/rot
0.0001÷9999.9999
inch/min
6 caractere
4 caractere
0 ÷ 9999
0 ÷ 9999
Observatii
Litere de alfabet
folosite
6 caractere (cu
compensarea
razei R)
4 caractere (fara
compensarea
razei R)
-1
10
Page 16
5. Functiile matematice de operare
Functiile matematice de operare sunt folosite pentru a exprima operatii logice, operatii
aritmetice si functii trigonometrice. Un tabel cu simbolurile de operare este aratat mai jos.
Functiile de operare pot fi folosite impreuna cu variabilele pentru controlul
echipamentelor periferice sau pentru a trece rezultatele unei operatii.
Categorie Operatie Operator Observatii
Operarea
logica
Operarea
aritmetica
Functii
trigonometrice
SAU Exclusiv
SAU Logic
SI Logic
Negare
Adunare
Scadere
Inmultire
Impartire
Sinus
Cosinus
Tangenta
Arctangenta (1)
Arctangenta (2)
Radacina patrata
Valoare absoluta
Conversie decimal in binar
Conversie binar in decimal
Rotunjire la intreg
Rotunjire la intreg (-)
Rotunjire la intreg (+)
Rotunjire la a treia zecimala
Rotunjire la a treia zecimala (-)
Rotunjire la a treia zecimala
(+)
Rest
EOR
OR
AND
NOT
+
*
/ (slash)
SIN
COS
TAN
ATAN
ATAN2
SQRT
ABS
BIN
BCD
ROUND
FIX
FUP
DROUND
DFIX
0110 = 1010 EOR 1100 *
1110 = 1010 OR 1100
1000 = 1010 AND 1100
1010 = NOT 0101
8 = 5+3
2 = 5-3
15 = 5*3
3 = 15/5
0.5 = SIN [30] vezi *4
1 = TAN [45]
45 = ATAN [1] (-90÷90)
30=ATAN2 [1,(radical 2)]
4=SQRT [16]
3=ABS [-3]
25=BIN[$25]
($ reprezinta un nr.
hexazecimal)
$25=BCD [25]
128=ROUND[1.2763x102]
127=FIX[1.2763x102]
128=FUP[1.2763x102]
13.265=DROUND[13.26462]
13.264=DFIX[13.26462]
13.265=DFUP[13.26462]
2=MOD[17,5]
Determina prioritatea unei
operatii (operatiile din
Paranteze Deschidere paranteza
Inchidere paranteza
DFUP
MOD
[
]
paranteze sint efectuate
primele).
*1. Valoarea de ATAN2 [b, a] este un argument (interval -180 pana la 180) al punctului care este exprimat prin valorile de
coordonate (a, b).
*2. In acest exemplu, unitatea este in mm.
*3. Spatiile goale trebuie plasate inaintea si dupa simbolurile logice de operare (EOR, OR, AND, NOT).
*4. Numerele de dupa simbolul functiei (SIN, COS, TAN, etc.) trebuie incluse in acolade "[ ]" ("a", "b", si "c" sunt folosite ca sa se
indice continutul corespunzator de biti.)
11
Page 17
Operatiile logice
"a", "b", si "c" reprezinta bitii corespunzatori.
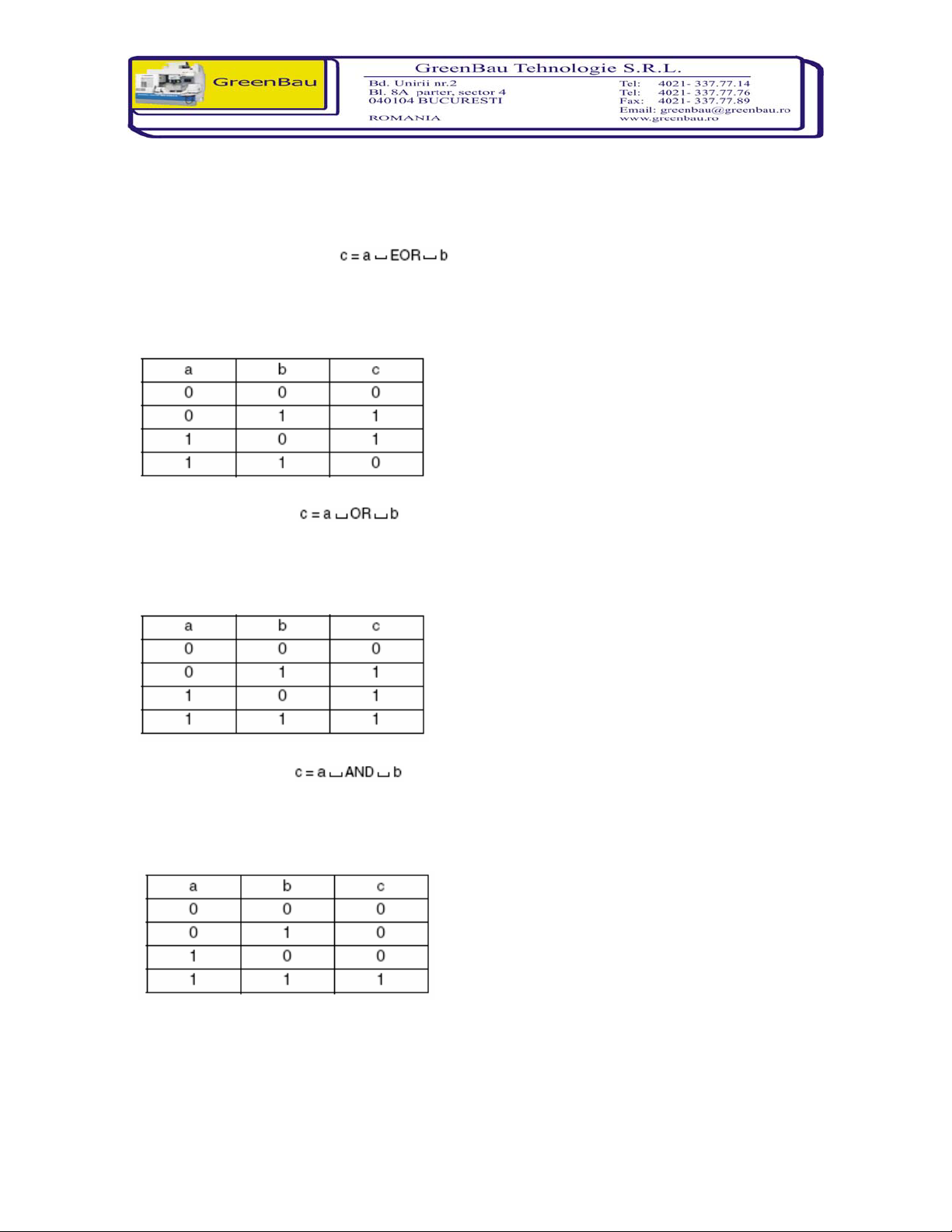
x SAU exclusiv (EOR)
Daca cele doua valori corespunzatoare sunt identice, EOR rezulta 0.
Daca cele doua valori nu sunt identice, EOR rezulta 1.
x SAU logic (OR)
Daca ambele valori sunt 0, OR rezulta 0.
Daca nu, OR rezulta 1.
x SI logic (AND)
Daca ambele valori sunt 1, AND rezulta 1.
Daca nu, AND rezulta 0.
12
Page 18
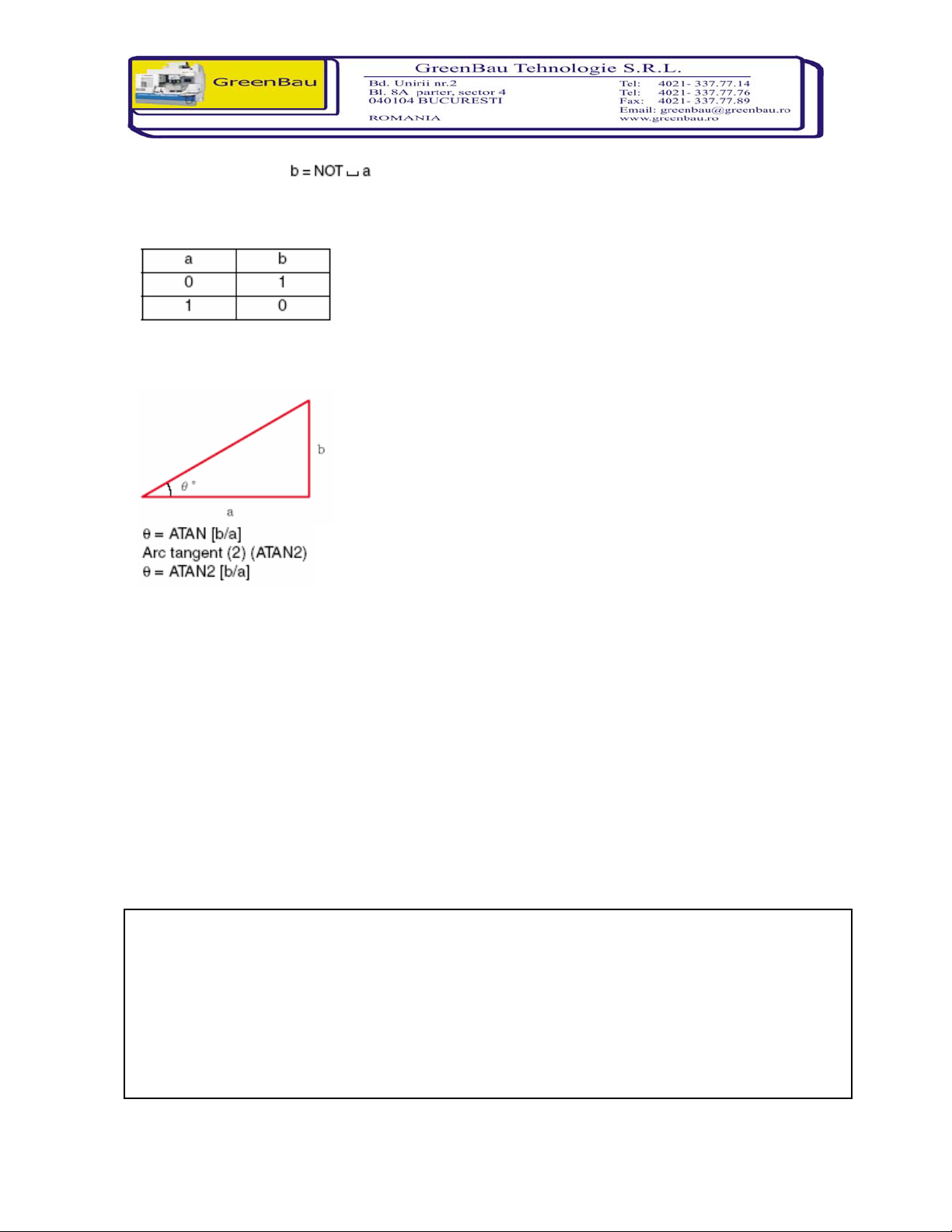
x Negare (NOT)
NOT inverseaza valoarea (din 0 in 1, si din 1 in 0).
x Arc tangent (1) (ATAN)
x Rotunjiri (ROUND, FIX, FUP)
Converteste o valoare specificata intr-un intreg prin rotunjire in minus, trunchiere,
sau rotunjire in plus (in micrometri)
6. Stergere bloc
[Functie]
Aceasta functie permite operatorului sa specifice daca anumite blocuri sunt executate
sau ignorate in modul automat de operare.
Blocurile precedate de "/" sunt ignorate in timpul operarii automate daca intrerupatorul
BLOCK DELETE de pe panoul de comanda este deschis. Daca intrerupatorul este
inchis, blocurile sunt executate normal. Cand functia de ignorare a blocului este activata,
intregul bloc este ignorat.
x Semnul "/" trebuie plasat fie la inceputul blocului sau imediat dupa un nume
secventa (numar). Daca este plasat intr-o alta pozitie in bloc, va declansa o
alarma.
x Semnul "/" poate sa nu fie continut in blocul numelui de program.
x Blocurile care contin un "/" sunt de asemenea supuse unei functii de cautare
secventa, fara ca sa conteze pozitia in care este BLOCK DELETE.
x Functia de stergere bloc nu este posibila in timpul modului SINGLE BLOCK.
Blocul urmator este executat, si apoi operatia se opreste.
13
Page 19

7. Functia comentariu (CONTROL OUT/IN)
Un program poate fi mai usor de inteles prin folosirea comentariilor in paranteze.
x Comentariile trebuie puse in paranteze pentru a fi distinse de informatia generala
de operare.
x Comentariile sunt de asemenea supuse verificarilor TV si TH.
Exemplu:
8. Capacitatea de stocare a programului in memorie.
CN foloseste memoria pentru stocarea programelor de masinare. Capacitatea memoriei
este selectabila, depinzand de marimea programului de masinare. Pentru executie, un
program este transferat din memorie catre memoria RAM. Capacitatea unui program
poate fi selectata dintre valorile 320m, 640m sau 1280m pentru a mari capacitatea de
stocare a programului.
9. Limite variabile
La executarea unei comenzi care specifica miscarea dupa o axa pana la un punct tinta
dincolo de limita variabila in sensul pozitiv, punctul tinta specificat este inlocuit cu limita
variabila in sensul pozitiv.
Pentru comenzile care specifica miscarea dupa axa la un punct tinta dincolo de limita
variabila in sensul negativ, miscarea dupa axa nu este executata iar o alarma se
declanseaza.
10. Determinarea avansului pentru aschiere dupa axa C
10.1 Prelucrarea numai cu controlul axei C.
Desi este posibil sa se prelucreze o piesa prin controlul axei C, distanta de deplasare a
sculei in unitatea de timp (un minut) difera in concordanta cu diametrul de prelucrat
pentru ca avansul este specificat in grade/min. Aceasta trebuie luat in considerare cand
se face un program.
[Memo]
Pentru a coordona comanda de avans dupa axa C cu comanda dupa X sau Z, comanda
de avans (F) trebuie calculata prin convertirea 360
0
in 500 mm. Aceasta conversie
trebuie facuta cand se da numai o comanda pentru axa C.
14
Page 20
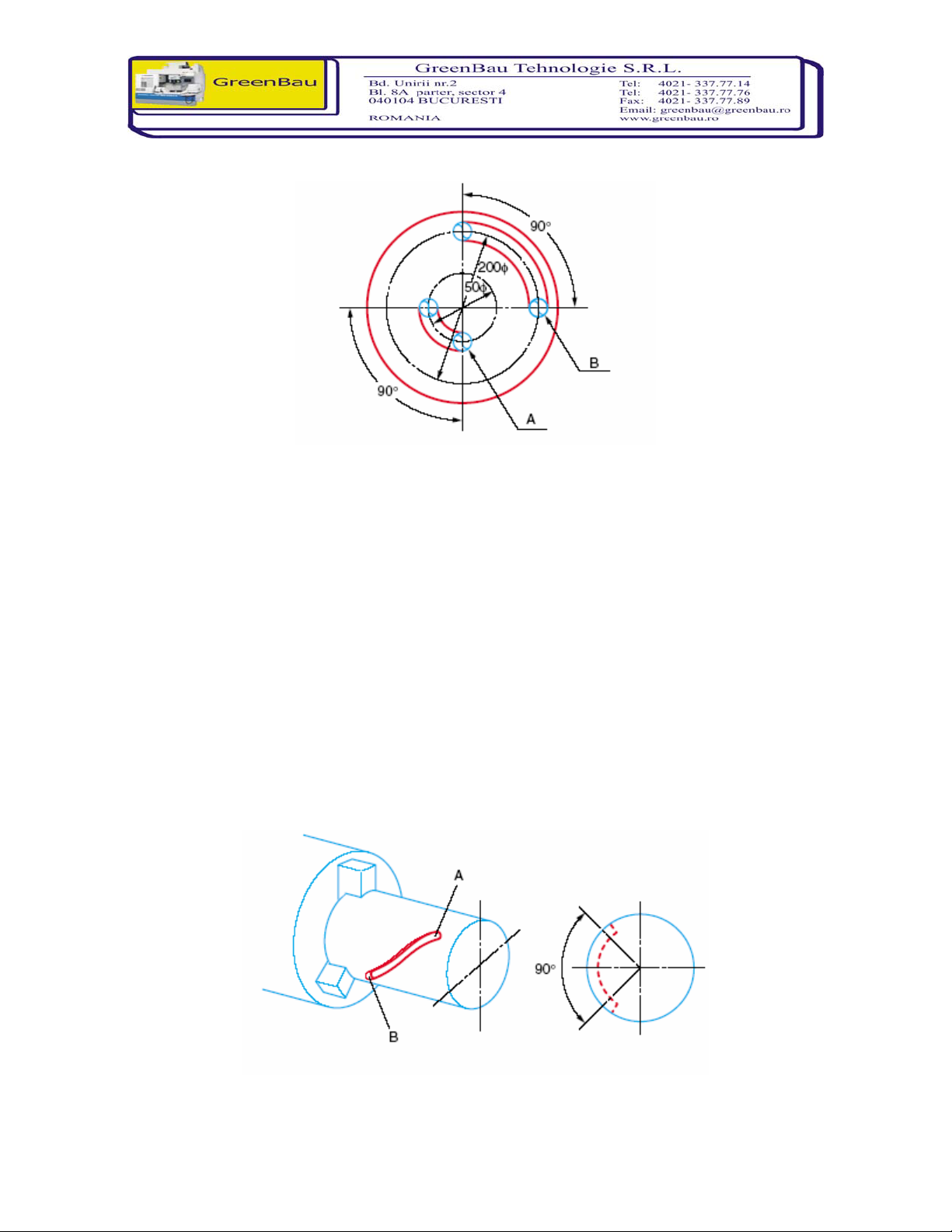
Exemplu:
Distanta de miscare dupa axa pentru canelura A: ……..ʌx50/4 = 39 mm
Distanta de miscare dupa axa pentru canelura B: ……..ʌx200/4 = 156 mm
De aceea, daca aschierea este executata cu un avans de 100 mm/min, avansul
(grade/min) axei C este calculat dupa cum urmeaza:
Dupa canelura A (grade/min)………100/39 x 90=230
Dupa canelura B (grade/min)………100/156 x 90 = 58
Convertiti unitatile de avans din "grade/min" in "mm/min"
Canelura A: (mm/min)….230/360 x 500 = 320 (F320)
Canelura B: (mm/min)…..58/360 x 500 = 80 (F80)
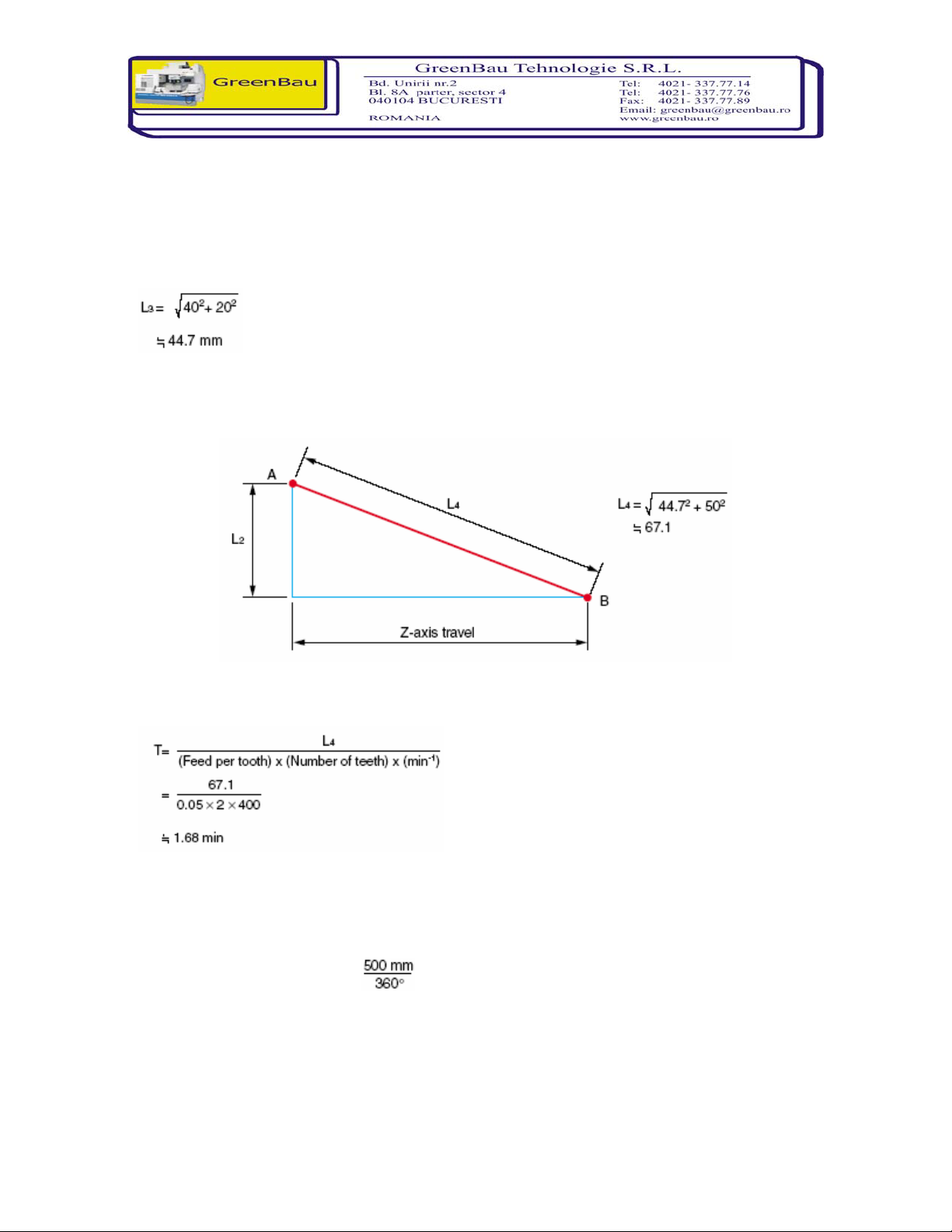
10.2 Prelucrarea cu controlul simultan al axei C si Z
Exemplu:
15
Page 21
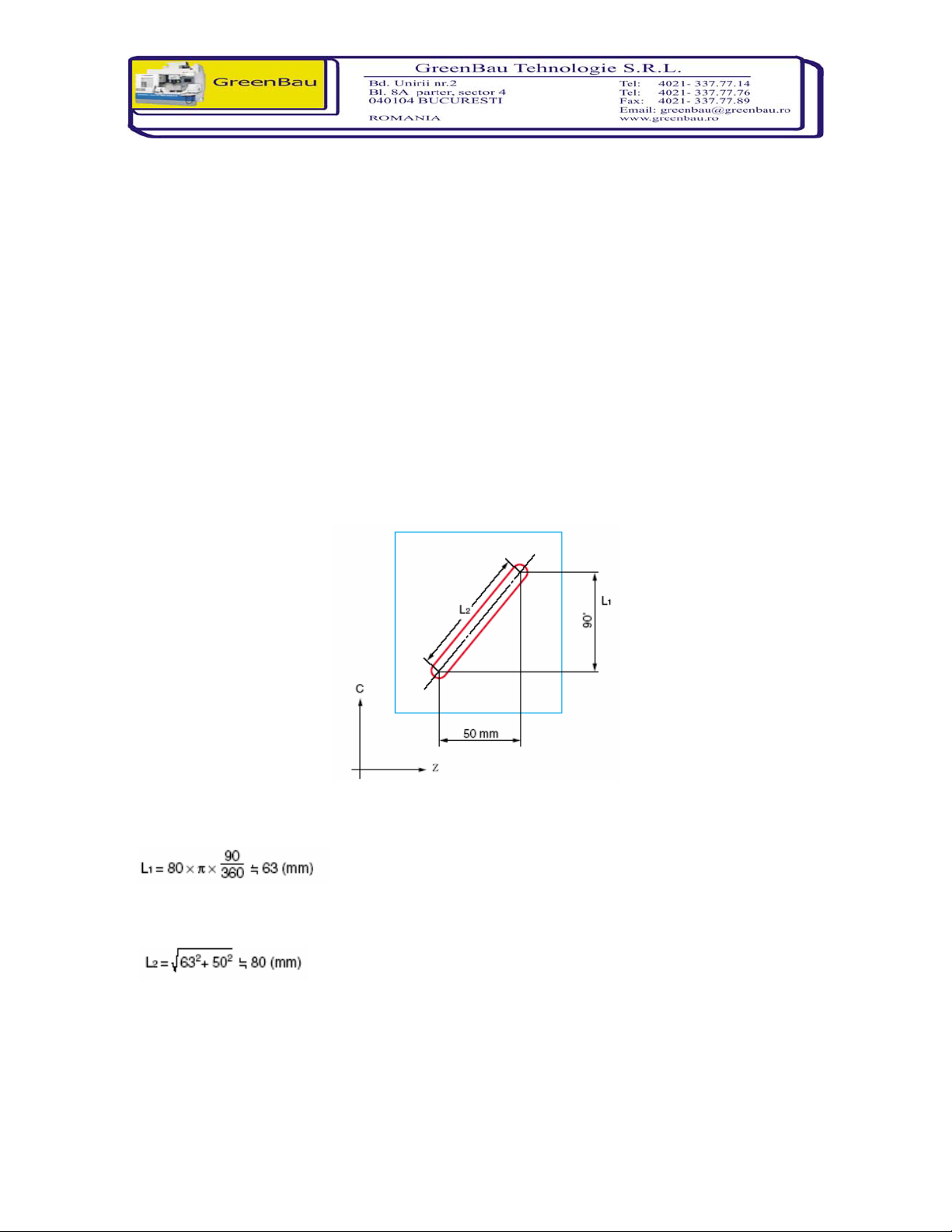
Coordonatele punctului A
X=80
Z=100
C=120
Coordonatele punctului B
X=80
Z=50
C=210
Cand se aschiaza din A in B cu o freza deget cu doi dinti in urmatoarele conditii,
calculati avansul axei C asa cum e explicat mai jos:
Conditii de aschiere: Avansul pe dinte 0.05 mm
Viteza sculei M 400 min
Procedura:
1. Calculati distanta dintre A si B
Desfasurata este aratata mai jos
Distanta L1, dupa circumferinta este:
-1
Distanta L
, intre A si B este:
2
16
Page 22

2. Calculati timpul de aschiere T, pe baza conditiilor de aschiere indicate mai sus
3. Computerul calculeaza distanta L
dintre A si B in urmatorul fel.
3
Deplasarea dupa X = 50 mm
Deplasarea dupa axa C =
(conversie 360
0
= 500mm)
De aceea, distanta dintre A si B este calculata dupa cum urmeaza:
4. Viteza de avans este calculata aproximativ dupa cum urmeaza:
Specificati F67.5 in program
10.3 Aschierea cu controlul simultan al axei C si X
Exemplu:
17
Page 23
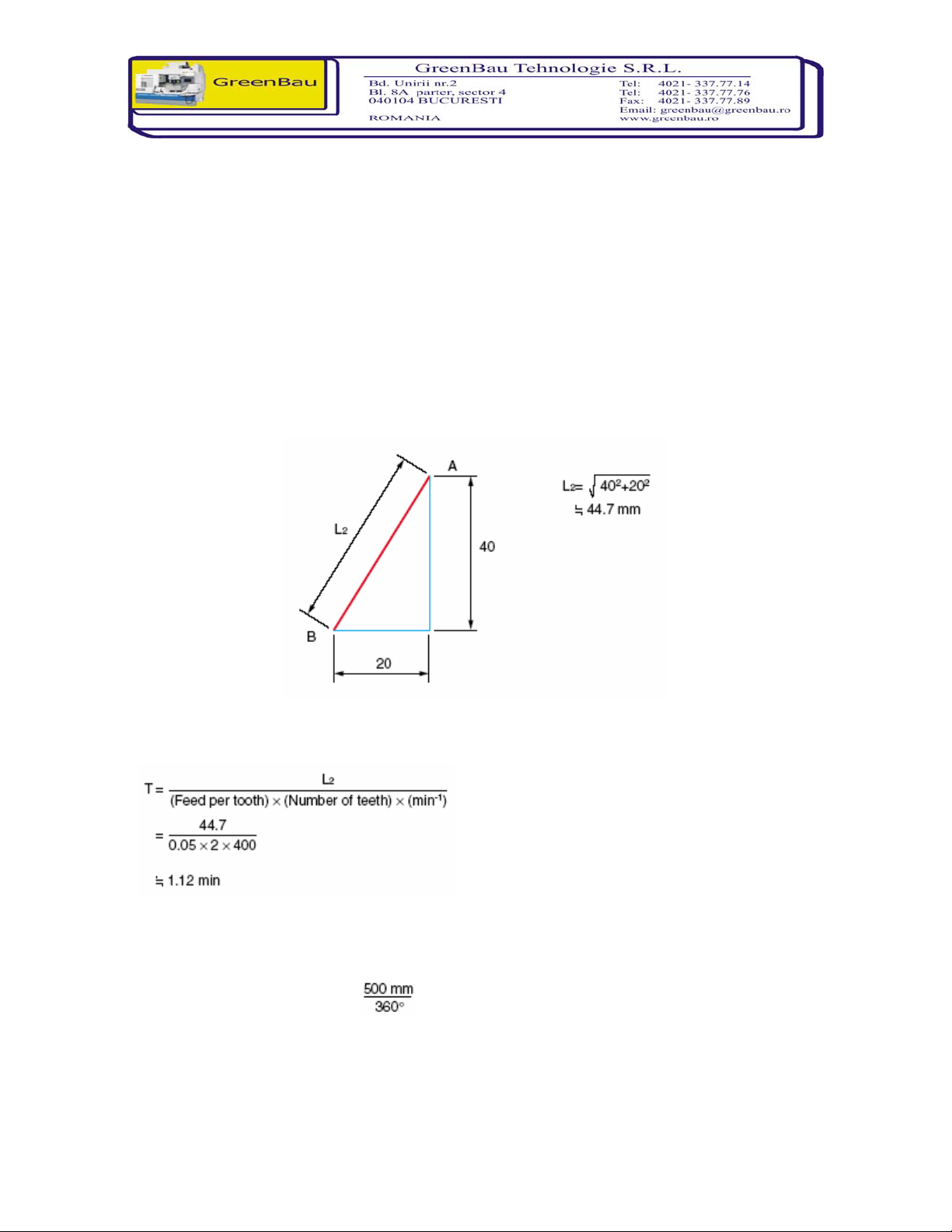
Coordonatele punctului A
X=80
Z=100
C=120
Coordonatele punctului B
X=40
Z=100
C=210
Conditii de aschiere: Avansul pe dinte 0.05 mm
Viteza sculei M 400 min
-1
Metoda
1. Calculati distanta dintre A si B
2. Calculati timpul de aschiere T, cu conditiile de aschiere de mai sus.
3. Computerul calculeaza distanta L
Deplasarea dupa X = 40 mm
Deplasarea dupa C = 90 x
(conversie 360
0
=500mm)
=125 mm
dintre A si B in felul urmator.
3
18
Page 24
De aceea, distanta intre A si B este calculata mai jos:
4 Viteza de avans ce trebuie specificata in program este:
Specificati F117 in program.
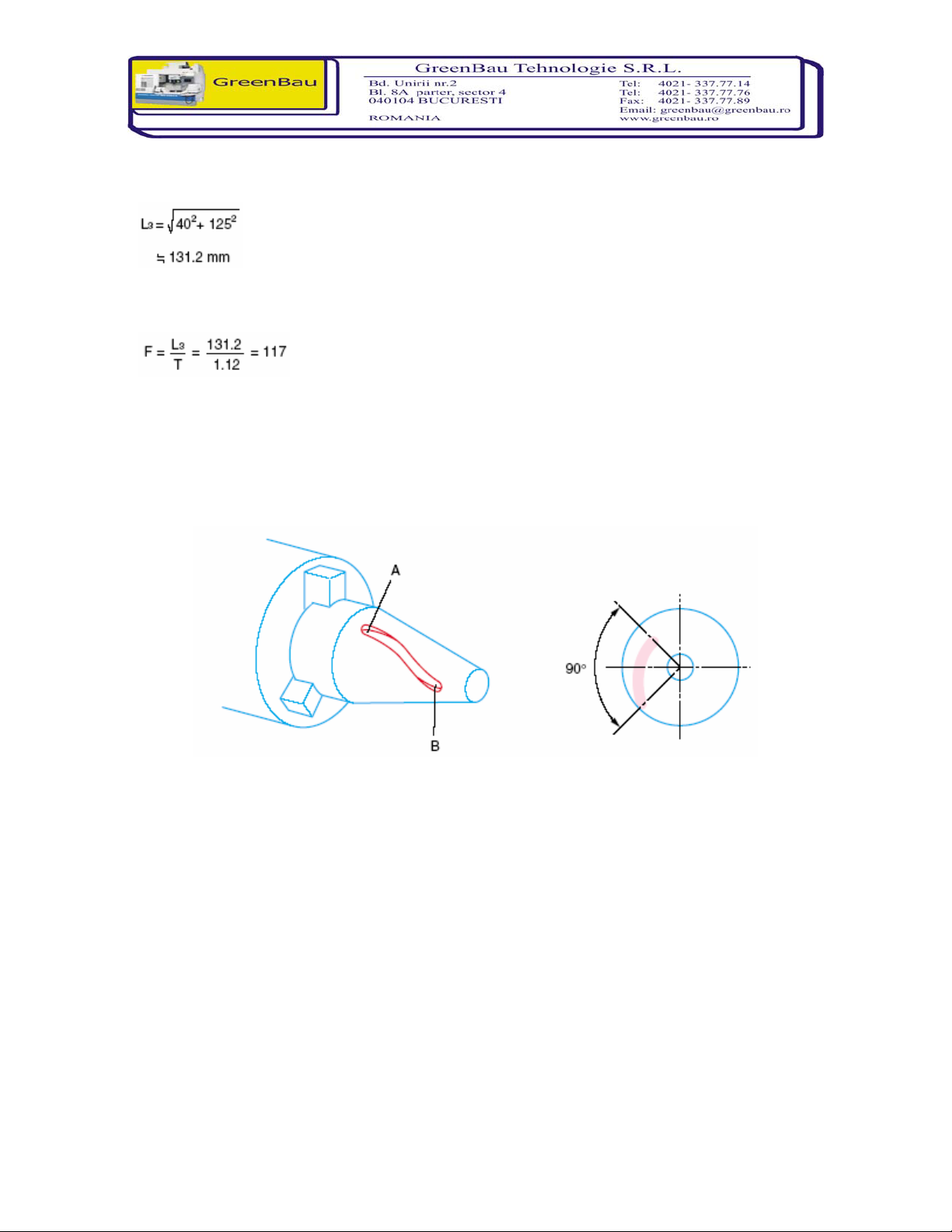
10.4 Prelucrarea cu controlul simultan al axelor X, Z si C
Exemplu:
Coordonatele punctului A
X=80
Z=50
C=120
Coordonatele punctului B
X=40
Z=100
C=210
x La prelucrarea unui canal pe un con asa cum e indicat mai sus, este necesar
controlul axelor X, Z, si C. Viteza de avans de programat trebuie calculata in felul
urmator.
Conditii de aschiere: Avansul pe dinte 0.05 mm
Viteza sculei M 400 min
-1
19
Page 25
1. Mai intai, considerati desfasurarea unui canal dupa axa C si axa X. In acest caz,
calcularea vitezei de avans este posibila in acelasi fel ca in "Prelucrarea cu controlul
simultan al axei C si X".
Deplasarea L
dupa C si X este:
2
2. Calculati distanta dintre A si B cu L2 calculat la (1).
3. Calculati timpul de aschiere T pentru distanta L
:
4
4. Computerul calculeaza distanta L
Deplasarea dupa X = 40 mm
Deplasarea dupa axa Z = 50 mm
Deplasarea dupa C = 90 x
0
(conversie 360
=500mm)
=125 mm
intre A si B in urmatorul fel.
5
20
Page 26
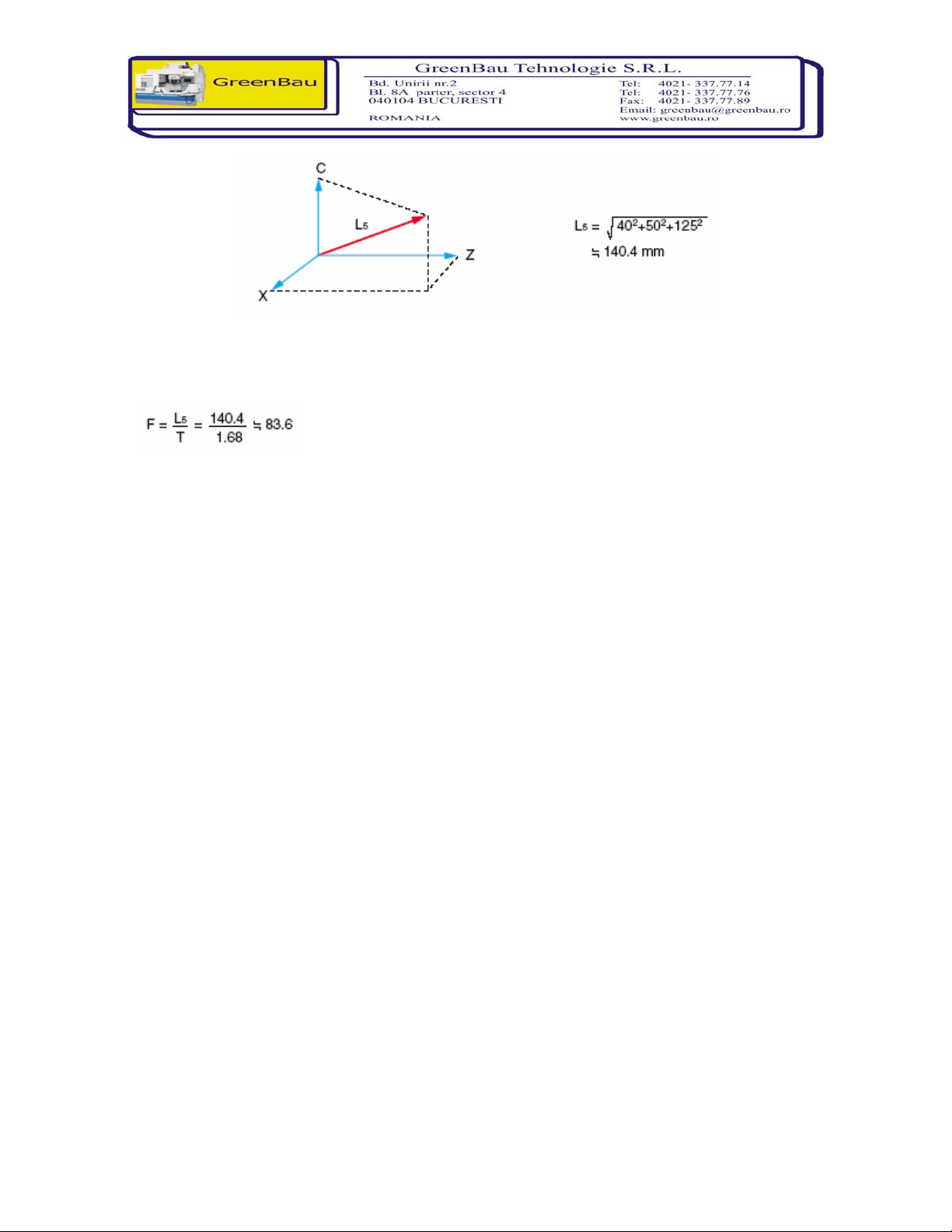
5. Viteza de avans ce trebuie specificata in program este aproximativ calculata dupa
cum urmeaza:
Specificati F83.6 in program.
21
Page 27

CAPITOLUL 2 SISTEMELE DE COORDONATE SI COMENZILE
1. Sistemele de coordonate
1.1 Sistemele de coordonate si valorile
Pentru a misca scula intr-o anumita pozitie, sistemul de referinta trebuie setat mai intai
pentru a defini pozitia tinta, iar pozitia tinta este definita prin valorile pe coordonate.
Exista trei tipuri de coordonate de sistem indicate mai jos. Un sistem de coordonate al
programului este folosit pentru programare.
x Sistemul de coordonate al traductorului de cod
x Sistemul de coordonate al masinii
x Sistemul de coordonate al programului
1.2 Sistemul de coordonate al traductorului de cod
Un traductor de cod este folosit pentru a detecta pozitia unei axe controlate numeric.
Sistemul de coordonate al traductorului de cod este stabilit pe baza datelor de iesire ale
traductorului de cod.
Iesirile de pozitie ale traductorului de cod nu sunt afisate pe ecran, iar acest sistem de
coordonate poate fi ignorat in operarea de zi cu zi.
1.3 Sistemul de coordonate al masinii
Punctul de referinta al masinii este mentionat ca zero-ul masinii iar sistemul de
coordonate care isi are originea in zero-ul masinii este denumit sistemul de coordonate
al masinii. Zero-ul masinii este setat pentru fiecare masina folosind parametri de sistem
si nu este necesar sa se schimbe reglarea dupa instalrea masinii.
Daca "O" este setat pentru decalajul fata de zero-ul traductorului de cod (parametrul de
sistem), sistemul de coordonate al masinii este si al traductorului de cod.
1.4 Sistemul de coordonate al programului
Sistemul de coordonate folosit ca referinta pentru comenzile programului este denumit
sistemul de coordonate al programului.
Pozitia originii sistemului de coordonate al programului variaza in conformitate cu felul
pieselor ce urmeaza a fi masinate iar originea este setata in pozitia necesara prin
setarea valorilor de decalaj fata de zero.
Sistemul de coordonate al programului folosit pentru masinarea unei piese este in acest
fel definita prin originea setata.
Desi originea sistemului de coordonate a programului (zero-ul programului) poate fi
setata in orice pozitie, de obicei este setata pe axa piesei, pentru axa X, si pe fata din
capat din stanga, pentru axa Z.
22
Page 28
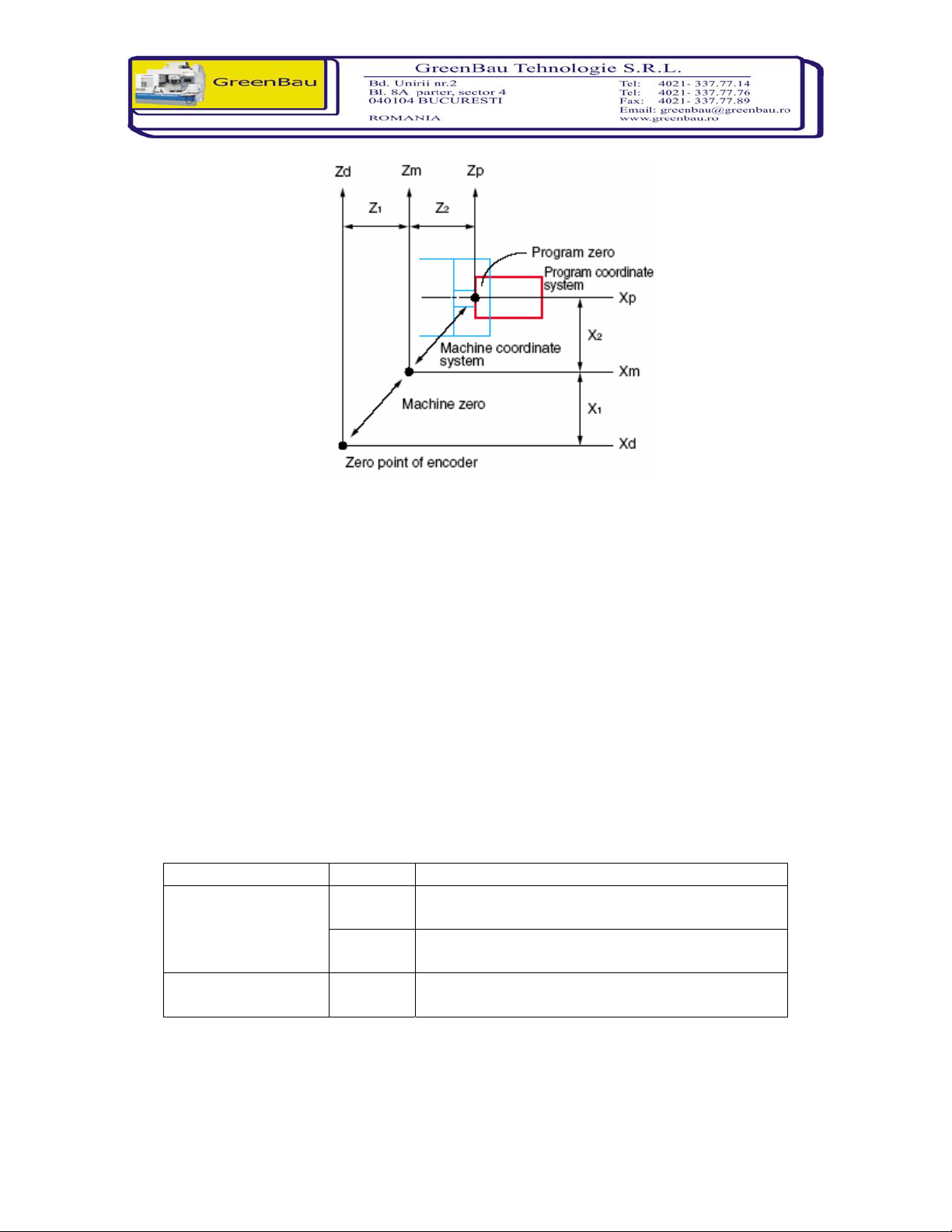
X
: Coordonatele in sistemul de coordonate al traductorului de cod
d,Zd
Xm, Zm: Coordonatele in sistemul de coordonate al masinii
Xp,Zp: Coordonatele in sistemul de coordonate al programului
X1,Z1: Valorile de decalaj dintre SCTC si SCM
X2,Z2: Valorile de decalaj dintre SCM si SCTC
2. Comenzile pentru coordonate
2.1 Axa controlata
x Urmatorul tabel listeaza adresele necesare pentru controlul axei.
Adresa Continut
X Axa controlata paralela la fata frontala a
piesei
Z Axa controlata paralela cu axa
longitudinala a piesei
Axa de rotatie C Axa de rotatie intr-un plan perpendicular
pe axa Z
23
Page 29
x O comanda folosita sa miste o axa consta din adresa axei, un sens de miscare, si
un punct tinta.
Pentru desemnarea punctului tinta, doua metode diferite sunt la indemana:
comenzi absolute si comenzi incrementale. Cu comenzile absolute, punctul tinta
este specificat in coordonatele programului iar cu comenzile incrementale punctul
tinta este definit prin distanta relativa de miscare fata de pozitia curenta.
Pentru detalii ale comenzilor absolute/incrementale, vezi "Comenzi
absolute/incrementale"
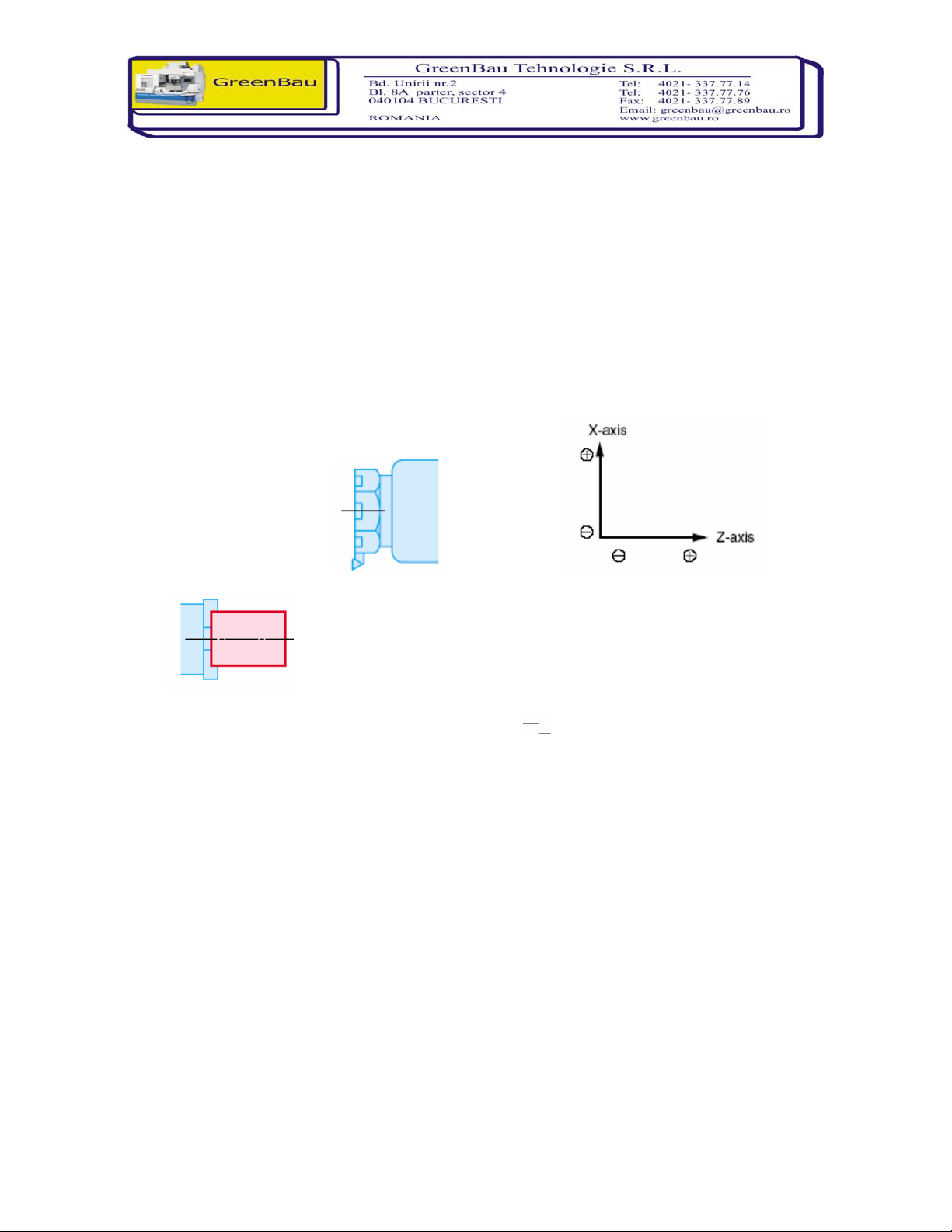
x Sistemul de coordonate de baza este un sistem ortogonal care este fixat fata de
piesa.
Strung CN cu o singura sanie
Directiile de miscare a turelei
avansul transversal ….axa X
avansul longitudinal….axa Z
24
Page 30
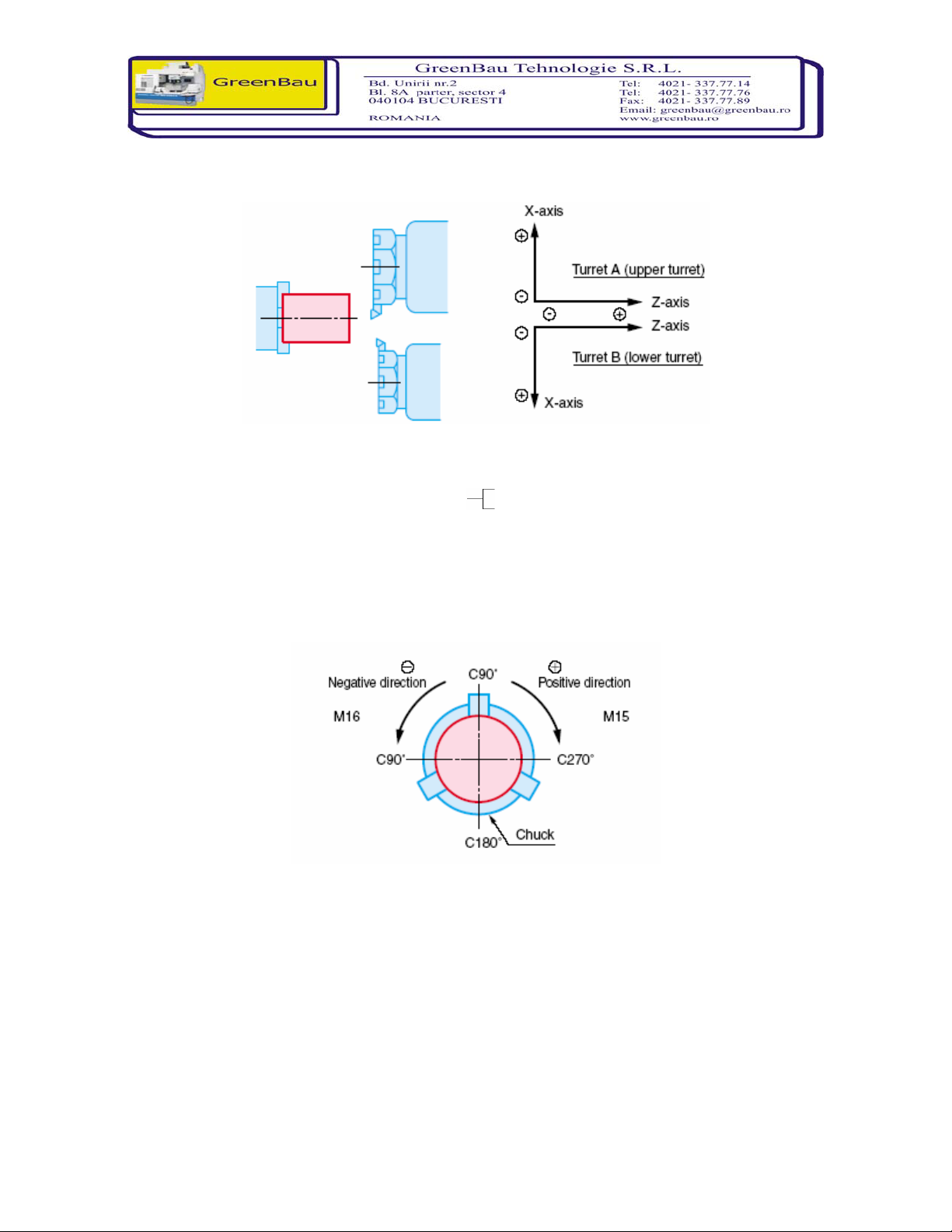
Strung CN cu doua sanii
Directiile de miscare a turelei
Sistemul de coordonate al axei C
avansul transversal ….axa X
avansul longitudinal….axa Z
(Vazut dinspre pinola)
Rotatia la dreapta este definita ca sens pozitiv de miscare dupa axa C si este
comandata cu M15. M16 este folosita pentru a specifica miscarea in sens negativ.
25
Page 31

2.2 Comenzi in sistem imperial
Daca specificatia de conversie toli/metric este selectata, este posibil sa se specifice
dimensiunile in sistemul imperial. Chiar daca dimensiunile sunt specificate in toli intr-o
sectiune a programului, CN proceseaza datele pe baza sistemului metric. Sistemul de
unitati ce trebuie selectat pentru intrari de date este determinat in conformitate cu
setarea unui parametru optional NC (UNIT). Sistemul curent de unitati de masura pentru
intrarea de date poate fi verificat pe ecranul CN parametru optional (UNIT).
In conversia din toli in metric, folosit pentru procesarea interna de catre CN, valorile
reale mai mici decat unitatea de intrare minima sunt rotunjite in minus. Valorile
intregi sunt trunchiate.
2.3 Pozitia zecimalei
Este posibil sa se selecteze sistemul de unitati de masura. Unitatile de masura folosite
de control sunt aratate mai jos si pot fi selectate prin tastarea unui parametru
corespunzator. Odata stabilit sistemul de unitati al comenzilor, aceasta se aplica tuturor
datelor numerice ce urmeaza sa fie introduse, precum operarea MDI sau punctelor de
zero.
2.3.1 Sistemul metric
x 1 µm
x 10 µm
x 1 mm
2.3.2 Sistemul imperial (specificatie toli/metric):
x 1/10000 inch
x 1 inch
26
Page 32

Tabel cu unitatile de masura a datelor (Valoarea pentru datele "1")
Exemplul 1: Sistemul de unitati de 1 mm
Comenzi:
x 0.001mm miscare dupa axa X X0.001
x 10mm miscare dupa axa X X10
x 100.00 miscare dupa axa X X100.01
x Viteza de avans de 0.23456 mm/rot. F0.23456
Urmatoarele comenzi sunt utilizate ca X1 mm:
X1
X1.0
X1.00
X1.000
Exemplul 2: Sistemul de unitati de 10 mm
Comenzi:
x 0.001 mm miscare dupa axa X X0.1
x 10 mm miscare dupa axa X X1000
x 100.010 mm miscare dupa axa X X10001
x Viteza de avans de 0.23456 mm/rot. F23.456
27
Page 33

Exemplul 3: Sistemul de unitati de 1 mm
Comenzi:
x 0.001mm miscare dupa axa X X0.1
x 10mm miscare dupa axa X X10000
x 100.010 miscare dupa axa X X100010
x Viteza de avans de 0.23456 mm/rot. F234.56
[Completari]
Pentru F, datele numerice mai mici decat sistemul de unitati selectat este functional
daca are pana la 8 caractere.
F1.2345678…..Acceptabil
F100.000001….Alarma (9 caractere)
2.4 Comenzi absolute/incrementale (G90, G91)
Deplasarea dupa axa poate fi exprimata prin comenzi absolute sau incrementale.
(1) Comenzi absolute
Desemnate cu G90
Valorile din comanda sunt coordonatele din program.
Cand controlul este resetat, acesta este in modul G90.
(2) Comenzi incrementale
Desemnate cu G91
Valorile din comanda reprezinta deplasarea din pozitia curenta pana la pozitia tinta.
Exemplu:
(Pozitionarea din punctul (1) in punctul (2)):
1) In programarea incrementala, X trebuie exprimat ca diametru.
2) Nu este permis sa specificati G90 si G91 in acelasi bloc.
Absolut
G00 X50 Z150 (1)
X100 Z50 (2)
Incremental
G00 X50 Z150 (1)
*G91 X50 Z-100 (2)
*Scrieti diferenta dimensiunilor dintre
punctele (2) si (1)
28
Page 34

2.5 Comenzile pentru diametru si raze
Intr-o operatie de strunjire, piesa este rotita in timp ce este masinata. Datorita naturii
operatiei de strunjire, cutitul prelucreaza un cerc cu raza egala cu distanta de la centrul
de rotatie pana la varful cutitului. Intr-un program, comenzile dupa axa X specifica
diametrul cercului de prelucrat. Daca o comanda de "X100" este specificata, de exemplu,
pozitia curenta afisata pe ecran este "100" iar piesa este masinata ca un cilindru cu
diametrul de 100 mm.
In operatiile compuse, comenzile in directia axei X sunt specificate de asemenea ca
valori pentru diametru, desi acest tip de operatie nu este una de strunjire. La conversia
coordonatelor, valorile radiale (lungimea curenta intr-un sistem de coordonate ortogonal)
trebuie specificat pentru comenzile axei X si Y.
29
Page 35

CAPITOLUL 3 FUNCTII MATEMATICE
1. Pozitionarea (G00)
[Functie]
Miscarea din pozitia curenta pana la un anumit punct (pozitia tinta) se face cu viteze de
avans diferite. La inceputul si sfarsitul unei deplasari a axei de miscare, aceasta este
automat accelerata sau franata.
[Formatul programului]
G00 X_Z_C_
X/Z/C : indica pozitia tinta.
[Detalii]
x In G00, executia comenzilor in blocul urmator incepe numai dupa ce miscarea
catre pozitia tinta este terminata.
x Interpolarea neliniara:
Avansul dupa axe este diferit unul de altul. De aceea traiectoria urmata de scula
nu este intotdeauna o linie dreapta.
Avansul rapid pentru fiecare axa sint setate prin caracteristicile masinii.
2. Interpolare liniara (G01)
[Functie]
Comanda G01 specifica miscarea directa din pozitia curenta la punctul specificat cu o
viteza de avans specificata.
[Formatul]
G01 X_Z_C_F_
30
Page 36

X, Z, C: Punctul tinta (punctul final)
F: Viteza de avans.
Valoarea specificata ramane efectiva pana cand o noua valoare
este introdusa.
1) Viteza de avans devine zero cand CN este resetata.
2) Viteza de avans pentru fiecare axa este indicata mai jos. (Calculati avansul
transversal si longitudinal ca valori incrementale.)
G01 XxZzFf
Calcularea vitezelor de avans:
Avansul transversal
Avansul longitudinal
Unde
x, z, f valori specificate in program
3. Interpolare circulara (G02, G03)
[Functie]
Interpolarea circulara poate fi folosita pentru a genera traiectoria de aschiere care
urmeaza un arc.
[Format]
G02: Sensul de rotatie : Rotatie in sensul acelor de ceas
G03: Sensul de rotatie : Rotatie in sens invers acelor de ceas
X, Z: G90 : Setati punctul final in sistemul de coordonate al
programului
X, Z: G91 : Setati punctul final fata de punctul de plecare
(valorile includ si semne)
I, K : Setati distanta c entrului arcului fata de punctul de plecare (valorile
includ si semne)
L : Setati raza cercului
F: Setati viteza de avans
31
Page 37

[Completari]
x Cele doua sensuri de rotatie sunt definite cand se priveste planul Z-X din sensul
pozitiv al axei perpendiculara pe plan (regula mainii drepte)
x Punctul final al unui arc este definit ca valoarea absoluta sau incrementala
depinzand de selectarea G90/G91.
x Centrul unui arc este exprimat prin I si K, care corespund c u X si Z. Asta
inseamna ca I exprima valoarea de coordonate X iar K exprima valoarea de
coordonate Z a centrului arcului fata de punctul de plecare.
Pentru I si K, sunt folosite valorile incrementale (cu semn) pentru G90 sau G91.
G02: I si K sunt pozitive
sunt coordonatele punctului final
Z
1, X1
G03: I si K sunt pozitive
Z
sunt coordonatele punctului final
1,X1
Determinarea semnului si valorii numerice a lui I si K:
Vedeti figura de mai jos. Sistemul de coordonate are originea la inceputul arcului.
Desenati un triunghi cu un unghi drept luand segmentul care conecteaza centrul arcului
si punctul de inceput ca ipotenuza. Lungimea catetei (b), paralela cu Z, este valoarea lui
K iar cea a lui (c) paralela cu axa X, este valoarea lui I.
Cu privire la semnul lor, cand (b) este in partea pozitiva a sistemului de coordonate este
luat ca pozitiv, iar cand este in partea negativa este negativ. Semnul lui I este
32
Page 38

determinat in mod similar. Asta inseamna ca, atunci cand (c) este in partea pozitiva a
sistemului de coordonate, I este luat ca pozitiv, iar cand este in partea negativa, I este
negativ.
x Comanda directa pentru raza
Este posibil sa se execute interpolare circulara prin specificarea coordonatelor X
si Z a punctului tinta si raza arcului in loc de utilizarea comenzilor I si K.
[Completari]
x Codul G utilizat pentru interpolarea circulara este G02 si G03, ca pentru I si K.
x Raza arcului este exprimata de o litera L care trebuie sa aiba o valoare pozitiva.
x Un bloc care contine L fara K si I este o comanda pentru raza.
x Cand se exprima un arc prin raza lui, comenzile trebuie sa contina X si Z.
x Daca una din ele este omisa, se declanseaza o alarma.
x Daca un L este specificat intr-un bloc care contine I si/sau K, se declans eaza o
alarma.
x Daca distanta dintre pozitia curenta pana la punctul final este de doua ori mai
mare decat raza specificata, se declanseaza o alarma pentru ca interpolarea
circulara nu poate fi facuta.
x In comanda de programare directa pentru arc, o comanda pentru un arc rezulta in
doua arce; unul cu unghiul la centru mai mic de 1800, iar altul cu unghiul la centru
mai mare de 180
0
. Primul este selectat.
Pentru a obtine arcul al doilea specificati "CALRG" in blocul care comanda
interpolarea circulara.
33
Page 39

x Programarea directa a razei este efectiva in:
LAP
Compensarea razei varfului sculei
Subprograme
x Programarea incrementala (G91)
In comanda de programare directa a razei, controlul calculeaza automat
coordonatele centrului arcului, I si K din raza programata L si coordonatele
punctului final, X si Z, pentru a efectua interpolarea circulara.
Programul pentru exemplul din figura este dupa cum urmeaza.
Program:
N1 G01 X
N2 G03 X2Z2L
1Z1F1
r
Cu comenzile de sus, este obtinut arcul indicat de linia groasa
Pentru a misca scula de-a lungul arcului indicat de linia discontinua, scrieti:
N1 G01 X1Z1F
N2 G03 CALRG X2Z2L
1
r
x Vitezele de avans
Viteza de avans in timpul interpolarii circulare este componenta tangentiala la
arc
1) Daca I sau K sunt omise, se utilizeaz a ca I0 sau K0.
2) Valorile I si K trebuie specificate ca raze.
3) Un arc care se intinde pe doua quadratur i (sferturi de cerc) poate fi specificat
prin comenzi intr-un singur bloc.
4) Daca X sau Z este omis, interpolarea circulara este posibila intr-o singura
quadratura.
5) O alarma va fi activata daca diferenta de raza intre inceputul si sfarsitul unui arc
este mai mare decat valoarea setata pentru parametrul optional (ALTA
FUNCTIE 1) nr. 6 eroarea admisa in interpolarea circulara.
34
Page 40

4. Tesirea automata
La aschierea unei piese, este deseori necesar sa tesiti o muchie ascutita (fie tesire in
linie dreapta (Tesire-C) fie pe rotund). Desi astfel de tesiri pot fi realizate utilizand
comenzi conventionale de interpolare (G01, G02, G03), functia de tesire automata
permite tesirea cu un program simplu.
Pentru tesirea sub un unghi, functia automata de tesire orice-unghi trebuie utilizata.
Pentru utilizarea functiei de tesire automata, setati "1" pentru parametrul optional
(OTHER F UNCTION 1) auto, tesire orice-unghi. Daca este necesara functia de tesire
automata orice-unghi, setati "any-angle chamfering" pentru acest parametru.
4.1 Tesire-C (G75)
Pentru a prelucra conturul de mai sus de-a lungul punctelor A, B, D si E, scrieti:
dupa pozitionarea varfului sculei in A.
Cu comenzile de mai sus, varful sculei se misca din punctul A in B si apoi in D, tesind
astfel coltul la 450 cu 5 mm.
G75: Specifica tesire-C
X120: Coordonata X a punctului C
L-5: Dimensiunea fetei tesite ?
Semnul este determinat de sensul de miscare dupa axe;
"+" cand axa Z (X) se misca in sensul poz itiv de miscare dupa axa X(Z)
"-" cand axa Z (X) se misca in sensul negativ de miscare dupa axa X(Z)
Cand coordonatele punctului E sunt comandate, scula se misca din D in E.
[Detalii]
x G75 este valida numai in modul G01. Daca G75 este specificat in alt mod se
declanseaza o alarma.
x G75 este activa numai in blocul comandat.
35
Page 41

x Daca deplasarea dupa axe specificata in blocul care apeleaza tesire automata (A-
C din figura de mai sus) este mai mica decat valoarea absoluta a lui L (B-C in
figura de mai sus), se declanseaza o alarma.
x Daca deplasarile dupa axe, specificate in blocul care apeleaza tesire automata,
sunt zero pentru X si Z, sau daca X sau Z nu sunt zero intr-un astfel de bloc, se
declanseaza o alarma. Blocul care apeleaza modul de tesire automata poate sa
contina numai o dimensiune, fie X sau Z.
x Programul de tesire automata este valid in:
LAP
Modul de compensare a razei varfului sculei aschietoare
[Exemplu program]
36
Page 42

4.2 Rotunjirea (G76)
Pentru a prelucra conturul de mai sus dupa punctele A, B, D si E, scrieti:
dupa pozitionarea sculei aschietoare in A.
Cu comenzile de mai sus, scula aschietoare se misca din A in B si apoi in D, rotunjind
automat coltul cu o raza de 5mm.
G76: Specifica rotunjirea unui colt
X120: Coordonata X a punctului C
L-5: Raza cercului de rotunjire
Semnul este determinat de sensul de miscare dupa axe;
"+" cand se misca in sensul poz itiv de miscare dupa axa X(Z)
"-" cand se misca in sensul negativ de miscare dupa axa X(Z)
Cand coordonatele punctului E sunt trecute in comanda, scula de aschiere se misca din
D in E.
[Completari]
x G76 este valid numai in modul G01. Daca G76 este specificat in alt mod decat
G01, se declanseaza o alarma.
x G76 este activ numai in blocul de comanda.
x Rotunjirea descrie 1/4 de cerc cu raza specificata de un L.
x Daca deplasarea pe axe specificata in blocul care apeleaza tesire automata (A-C
din figura de mai sus) este mai mica decat valoarea absoluta a lui L (B-C in figura
de mai sus), se declanseaza o alarma.
x Daca deplasarile dupa axe, specificate in blocul care apeleaza tesire automata,
sunt zero pentru X si Z, sau daca X sau Z nu sunt zero intr-un astfel de bloc, se
declanseaza o alarma. Blocul care apeleaza modul de tesire automata poate sa
contina numai o dimensiune, fie X sau Z.
37
Page 43

x Programul de tesire automata este valid in:
LAP
Modul de compensare a razei varfului sculei aschietoare
[Exemplu program]
38
Page 44

4.3 Tesire automata sub orice-unghi
La prelucrarea unei piese, este deseori necesar sa tesim colturile sau muchiile ascutite
0
(tesire C sau R). Daca tesirea este necesara pentru muchii cu unghi diferit de 90
,
programarea tesirii folosind comenzile G01, G02 si G03 nu este usoara. Aceasta
functie automata de tesire poate programa tesirea cu usurinta.
[Exemplu de programare]
(1) Tesire-C (G75)
Cu programul de mai sus, scula aschietoare se misca din punctul A in J trecand
prin A, B, D, E, G, H, I si J, realizand tesi turile B-D, E-G si H-I.
[Completari]
Comenzile pentru unghi (A) sunt scrise fata de axa Z.
39
Page 45

(2) Tesire-R (G76)
Cu programul de mai sus, scula aschietoare se misca din A in J trecand prin A, B,
D, E, G,H, I si J, realizand tesiturile B-D, E-G, si H-I.
[Completari]
Cu functia Tesire-C, miscarile axei in modurile G00, G01, G34 si G35 pot fi
desemnate prin inserarea unei comenzi pentru unghiul A fara coordonatele X
si/sau Z.
40
Page 46

1) G75 si G76 sunt active numai in modul G01, daca sunt desemnate in alt mod
decat G01, se declanseaza o alarma.
2) Daca deplasarea pe axa este mai mica decat dimensiunea de tesit se
declanseaza o alarma.
3) Tesirea este posibila numai la colturi intre doua linii. Tesirea la colturi intre doua
arce, intre o linie si un arc, sau intre un arc si o linie este imposibila. Daca se
incearca tesirea in astfel de situatii, se declanseaza alarma.
4) Comanda de tesire este activa in modul LAP si de compensare a varfului sculei.
5) Daca este data comanda numai pentru un unghi A in G00, G01, G34, sau G35,
comanda urmatoare de miscare dupa axa trebuie sa contina A, X si Z pentru ca
punctul final sa fie definit. Daca aceste comenzi nu sunt date si punctul final nu
este definit, se declanseaza alarma.
6) Daca comenzile de tesire G75 si G76 sunt date fara comenzile de miscare dupa
axe X si Y sau daca sunt date numai cu o comanda A, controlul citeste comenzile
din secventa urmatoare pentru a calcula automat punctul de intersectie. De
aceea, daca secventa urmatoare nu contine datele necesare pentru acest calcul
se declanseaza alarma.
5. Cuplul limita si functia de ignorare a cuplului
Pentru a transfera o piesa din mandrina unde a avut loc prima prelucrare in a doua
mandrina pentru al doilea proces de prelucrare la modelele cu prelucrari diverse,
bacurile pe care se sprijina fata din capat trebuie impinse in piesa pentru o asezare
stabila a piesei. Comanda cuplului limita si cea de ignorare a cuplului sunt folosite
pentru a controla cuplul de avans al servomotorului celui de-al doilea ax si pentru a
impinge piesa cu o forta optima.
*Modelele cu prelucrari diverse includ modelele cu ax secundar, cu doua axe principale,
etc.
41
Page 47

5.1 Comanda de limitare a cuplului (G29)
[Functia]
Inainte de transferul piesei, desemnati cuplul limita pentru a controla cuplul de avans al
servomotorului celui de-al doilea ax.
[Format]
G29 P D__
(Desemnati o axa dupa care se face avansul: Z sau W, pentru D.)
[Detalii]
x Valoarea cuplului limita este setata ca procentaj, luand cuplul de avans al
servomotorului la 100%.
x Valoarea maxima a cuplului este setata la parametru optional (OTHER
FUNCTION 2).
5.2 Comanda de revocare a cuplului limita (G28)
[Functie]
Comanda de revocare a limitarii cuplului anuleaza cuplul maxim desemnat cu G29.
Cand aceasta comanda este desemnata, cuplul motor poate sa fie la valoarea lui
maxima.
[Format]
G28
5.3 Comanda de ignorare a cuplului
[Format]
G22 Z_D_L_F_PZ=__
Z: Punctul tinta (mm)
D: Distanta dintre punctul tinta si cel care se apropie, ca valoare
incrementala (mm)
L: Distanta dintre punctul tinta si cel virtual care se apropie, ca valoare
incrementala (mm)
42
Page 48

F: Viteza de avans (mm/min sau mm/rot)
PZ: Valoarea prescrisa a cuplului (%)
[Detalii]
x Pentru punctul tinta si valoarea setata a cuplului, desemnati axa de avans.
x O alarma (alarma A 1220) se declanseaza daca valoarea prescrisa a cuplului nu
este atinsa cand mandrina a doua s-a mutat in punctul virtual de apropiere.
x Desemnati o valoare egala sau mai mica de "2,5 m/min" pentru F.
x Inainte de setarea unei valori pentru PZ, verificati valoarea curenta a cuplului
motor** la viteza de avans desemnata prin F, si setati o valoare pentru PZ care
este mai mare decat valoarea curenta a cuplului cu 10%.
** Verificati valoarea RLOAD afisata pe pagina datelor axei de pe ecranul CHECK
DATA. Daca valoarea prescrisa a cuplului este prea mica, este atinsa in timpul
miscarii de apropiere, rezultand in declansarea alarmei 1219.
Prelucrare 1 Prelucrare 2
Viteza de avans
Explicatia este pentru cazul cand piesa
este transferata dintr-un universal in
altul.
1. Al doilea universal se apropie de
piesa cu viteza de avans F.
2. Viteza de avans este redusa la 1/5
din F in punctul de apropiere (Z-D).
3. Al doilea universal ia contact cu
piesa la punctul tinta Z. Servomotorul
este controlat in asa fel incat al doilea
universal este apasat pe piesa.
4. Cand cuplul motor atinge valoarea
prescrisa, CN receptioneaza ca piesa
este asezata complet si urmatorul bloc
de comenzi este executat.
43
Page 49

Z: Punctul tinta
D: Distanta dintre punctul tinta si punctul de apropiere ca valoare incrementala.
L: Distanta dintre punctul tinta si punctul de apropiere virtual ca valoare
incrementala
5.4 Setarea parametrului
(1) Ignorare cuplu si monitorizarea timpului de intarziere de transmitere a cuplului.
Daca monitorizarea cuplului motor este inceputa la pornirea avansului cu ignorare cuplu
desemnat prin G22, valoarea prescrisa a cuplului ar putea, in unele cazuri, sa fie
depasita la pornirea motorului.
Pentru a evita lucrul acesta, setati timpul de intarziere t, pentru monitorizarea cuplului, la
parametru. Cuplul motor nu este monitorizat pentru durata de timp setata pentru t.
Parametru optional (OTHER F UNCTION 2)
Unitatea de setare: 10 (ms)
Intervalul: 0 pana la 9999
Valoarea initiala: 0
44
Page 50

(2) Limita maxima pentru limitarea cuplului
Valoarea maxima pentru P in blocul G29 poate fi setata.
Parametru optional (OTHER F UNCTION 2)
Unitatea de setare: 1 (%)
Intervalul: 1 pana la 100
Valoarea initiala: 0
5.5 Exemplu de program
Acesta este un exemplu pentru transferarea piesei la axul secundar.
:
:
G29 PW=30….Limiteaza cuplul maxim al axului secundar (Motorul axei W, 30%)
G94 G22 W50 D5 L10 F1000 PW=25…..Apasa bacurile universalului axului
secundar de capatul piesei cu ignorare cuplu
G29 PW=5……Micsoreaza cuplul motor al axei W
M248…… …Universalul axului secundar se inchide
M84…. Universalul axului principal se deschide
G28….. Anuleaza limita cuplului axei W
G90 G00 W300…Intoarce axul secundar W in pozitia de retragere cu avansul rapid.
45
Page 51

CAPITOLUL 4 FUNCTII PREGATITOARE
Codurile G sunt utilizate pentru a specifica anumite functii care se executa in blocuri
individuale. Fiecare cod G consta din adresa "G" si un numar format din 3 caractere (00
pana la 399)
x Intervalul in care codul G este activ
O data: Codul G este activ numai intr-un bloc specificat si este anulat
automat cand executia programului trece la blocul urmator.
Modal: Codul G este activ pana este schimbat cu alt cod G din acelasi grup
x Coduri G speciale
Codurile G apelate in subprograme (de ex. De la G101 pana la G110) si
instructiunile derivate sunt denumite coduri G speciale. Fiecare cod G special
trebuie specificat la inceputul blocului. Un "/" (stergere bloc) si un nume secventa
poate fi plasat inaintea unui cod G special.
1. Oprire temporizata (G04)
[Functie]
Daca este specificata oprire temporizata, executarea blocului urmator este oprita pentru
perioada de timp specificata dupa terminarea blocului.
[Format]
G04 F___
F: Specificati durata pentru care executarea programului este oprita.
Unitatea de masura a valorilor din comanda este determinata de
selectia unitatilor de masura de programare. Pentru detalii, vezi
parametrul optional (sistemul de unitati).
Durata maxima admisa este 9999.99 secunde.
2. Deplasare a punctului zero/setarea vitezei maxime de rotatie (G50)
2.1 Deplasare a punctului zero
[Functia]
Cu codul G50, valoarea de decalaj fata de zero este calculata automat si setarea zeroului este facuta la valoarea calculata.
Aceasta caracteristica este activa cand se prelucreaza o piesa cu contur uniform.
[Format]
G50 X_Z_C_
46
Page 52

X/Z/C: Specificati coordonata de luat ca pozitie curenta dupa deplasarea punctului de
zero.
[Detalii]
Pentru pozitia curenta pe X si Z, sunt date coordonatele dupa comanda G50.
[Program]
Cu programul de mai sus, axele sunt pozitionate mai intai in blocul N004 in punctul de
coordonate (X0, Z0). Cand comenzile din N005 sunt executate, sistemul de coordonate
este schimbat in asa fel ca (X0, Z0) devine (X1, Z1) care sunt specificate dupa G50.
Acest program deplaseaza originea sistemului de coordonate:
Daca X0=100 mm si X1=200mm, valoarea deplasarii fata de zero este calculata :
100-200= -100mm
Aceasta valoare poate fi verificata pe ecran.
Toate dimensiunile in secventa N006 si dupa aceasta sunt fata de noul sistem de
referinta stabilit in comanda N005.
1) Axele care nu sunt specificate in blocul care contine G50 nu sunt supuse
deplasarii fata de zero.
2) G50 este nemodal si activ numai in blocul respectiv. (Deplasarea fata de zero este
calculata numai in blocul G50. Toate dimensiunile dupa acel bloc sunt date fata de
noua origine.)
3) Cand controlul este resetat, toate datele de zero setate sunt sterse iar valoarea de
zero initiala devine activa.
4) In blocul care contine G50 nu este admis nici un numar scula decalata.
2.2 Setarea vitezei maxime de rotatie
[Functie]
Uneori viteza de rotatie a axului principal trebuie limitata la o anumita viteza datorita
restrictiilor pentru mandrina, influenta fortei centrifugale asupra fortei de prindere a
piesei, neechilibrarea piesei, sau alti factori. Aceasta caracteristica permite setarea
vitezei maxime de rotatie in astfel de cazuri.
[Format]
G50 S__
S: Specificati viteza maxima
47
Page 53

[Detalii]
Odata setata, viteza specificata ramane activa pana cand alta viteza este specificata.
3. Controlul sagetii (G64, G65)
[Functie]
Directiile de miscare ale masinii sunt controlate de un sistem servo in care miscarile
dupa axe elimina defazarea (denumit DIFF sau sageata) intre pozitia curenta a sculei si
pozitia programata.
Datorita existentei DIFF (eroare de servo sistem), traiectoria urmata de scula nu
coincide cu cea programata la aschierea unui colt ascutit, asa cum este ilustrat mai jos.
Functia de control a sagetii coltului elimina sau reduce astfel de erori la valori
acceptabile prin oprirea generarii de functii (puls) la colt pana cand DIFF atinge valoarea
prescrisa a sagetii.
[Format]
x Comanda de oprire (OFF) a controlului sagetii coltului
G64
(Controlul este plasat in modul G64 cand G64 este pe ON.)
x Comanda de pornire (ON) a controlului sagetii coltului
[Detalii]
x Cu G65 prezentat mai sus, comenzile de miscare dupa axe in G00, G01, G02,
G03, G31, G32, G33, G34 si G35 sunt terminate dupa ce valoarea DIFF devine
mai mica decat valoarea admisa.
x Valoarea admisa a sagetii poate fi setata in intervalul 0 pana la 1000 mm ca
parametru utilizator de la panoul de comanda.
4. Avans per rotatie (G95)
[Functie]
Specificati G95 pentru a controla miscarea sculei (viteza de avans) in termeni de
"distanta pe rotatie" pentru operatiile de strunjire.
48
Page 54

[Format]
G95 F_
F: Specificati distanta per rotatia axului principal.
Unitatea de masura este determinata in conformitate cu reglarea parametrului
optional (UNIT)
[Detalii]
x Viteza maxima de avans depinde de caracteristicile masinii.
x La pornire, si dupa resetare, este selectat avansul per rotatie.
5. Avans per minut (G94)
[Functie]
Specificati G94 pentru a controla miscarea sculei (viteza de avans) ca "distanta per
minut" pentru operatiile de strunjire.
[Format]
G94 F___
F: Specificati distanta de deplasare a sculei per minut.
Unitatea de masura este determinata in conformitate cu setarea parametrului
optional (UNIT)
[Detalii]
x Viteza maxima de avans depinde de caracteristicile masinii.
6. Viteza constanta de aschiere (G96/G97)
[Functie]
Cand functia de aschiere cu viteza constanta este selectata, aschierea cu viteza
constanta este posibila. Aceasta caracteristica poate reduce timpul de aschiere si de
asemenea asigura o finisare buna in operatiile de aschiere a fetelor laterale.
Comanda de aschiere cu viteza constanta
[Format]
G96 S__
S: Setati viteza de aschiere (unitatea de masura: m/min)
49
Page 55

Anularea vitezei de aschiere constanta
[Format]
G97 S__
S: Setati viteza axului principal ce va fi folosita dupa anularea aschierii cu viteza
constanta
[Exemplu de program]
Toate prelucrarile care urmeaza dupa acet bloc sunt
executate la o viteza de aschiere de 100m/min.
Dupa acest bloc, aschierea este executata la o viteza a
axului principal de 500 min
-1
1) Daca viteza axului principal depaseste viteza maxima sau minima din gama
selectata de un cod M in timp ce aschiaza cu viteza constanta, este fixata la viteza
maxima sau minima admisa in mod automat; pe panoul de comanda se aprinde
LIMIT.
2) Daca miscarea dupa axa X este facuta pe o distanta mare la viteza transversala
rapida cu viteza constanta de aschiere, de exemplu din pozitia de indexare a turelei
catre piesa sau invers, vor fi schimbari bruste in viteza de rotatie care pot fi
periculoase, depinzand de metoda de prindere in universal.
De aceea, viteza de aschiere constanta trebuie anulata inainte de comanda de
apropiere a sculei de piesa, intoarcerea sculei in pozitia de indexare a turelei, sau
orice alta operatie care necesita o deplasare mare dupa axa X.
3) Un bloc care contine G96 sau G97 trebuie sa contina un S.
4) Programele de filetare nu pot fi executate in regim de aschiere cu viteza constanta
G96.
5) Pentru a activa regimul de aschiere cu viteza constanta la turela B, specificati G111
cu G96. Pentru a reveni la regimul de aschiere cu viteza constanta la turela A,
specificati G110.
6) Pentru a executa comenzile peste doua blocuri consecutive cu control in regim de
aschiere cu viteza constanta fara sa se astepte pentru semnalul de la axul
principal, specificati M61. Pentru a anula aceasta, specificati M60.
50
Page 56

CAPITOLUL 5 FUNCTIILE S, T, SI M
Acest capitol descrie codurile S, SB, T si M care specifica operatiile necesare pe care
trebuie sa le faca masina in afara de comenzile de miscare dupa axe.
S: Viteza arborelui principal
SB: Viteza sculei de frezare
T: Numarul sculei, numarul corectiei de scula, numarul compensarii razei la varful
sculei
M: Functii diverse pentru a controla operarea masinii.
Un bloc poate contine: un cod S, un cod T, si 8 coduri M.
1. Functiile S (functiile arborelui principal)
[Functie]
Prin specificarea unui numar dupa adresa S, viteza de rotatie a arborelui principal poate
fi specificata.
[Format]
S___
[Detalii]
x Interval comanda S: 0 pana la 65535
x Daca este o comanda S si o comanda de miscare dupa axa in acelasi bloc,
comanda S este executata intai si apoi comanda de miscare pe axa.
x Comanda S nu va fi anulata cand CN este resetata, dar va fi setata la 0 cand se
opreste alimentarea cu energie.
x Pentru a roti arborele principal, comanda S trebuie specificata intr-un bloc care
precede blocul care contine comanda de pornire a arborelui principal sau in
acelasi bloc.
1) Pentru o masina echipata cu cutii de viteze, gama necesara de viteze trebuie selectata
cu codul corespunzator M.
2) Rotatia arborelui principal (inainte, inapoi) si oprire sunt specificate prin codurile M.
2. Functia codului SB
[Functie]
Viteza de rotatie a sculei M este specificata folosind adresa SB.
[Format]
SB=__
Daca o adresa constand in doua sau mai multe caractere este utilizata, simbolul egal
trebuie pus inainte de valoarea numerica.
51
Page 57

x Interval comanda SB: 0 pana la 65535
x Rotatia axului sculei M (inainte, inapoi) si oprire sunt specificate prin coduri M.
x Comanda SB nu va fi anulata cand se reseteaza CN, dar va fi setata la 0 cand
se opreste alimentarea cu energie electrica.
x Pentru a roti axul sculei M, comanda SB trebuie specificata intr-un bloc care
precede blocul care contine comanda de pornire a axului sculei M sau in
acelasi bloc.
1) Pentru o masina echipata cu cutii de viteze pentru actionarea axului sculei M, gama
necesara de viteze trebuie selectata cu codul corespunzator M.
2) Rotatia arborelui principal (inainte, inapoi) si oprire sunt specificate prin codurile M.
3. Functiile T (ale sculei)
[Functie]
Prin specificarea unui numar de 4 caractere (CNC fara functia de compensare a razei
varfului sculei) sau unul de 6 caractere (CNC cu functia de compensare a razei varfului
sculei) dupa adresa T, numarul sculei, numarul corectiei de scula si numarul
compensarii razei varfului sculei sunt indicate.
[Format]
OO: Numarul compensarii razei varfului sculei
: Numarul sculei (00 pana la 99, presupunand numarul maxim de locase in turela)
: Numarul corectiei sculei
Intervalele de setare pentru numarul compensarii razei varfului sculei si numarul
corectiei sculei sunt dupa cum urmeaza:
(1) Pentru setul de corectii de 32:
x Numarul corectiei sculei: 00 pana la 32
x Numarul compensarii razei la varf a sculei: 00 pana la 32
(daca functia de compensare a razei sculei exista)
(2) Pentru setul de corectii de 64:
x Numarul corectiei sculei: 00 pana la 64
x Numarul compenarii razei la varf a sculei: 00 pana la 64
(daca functia de compensare a razei sculei exista)
52
Page 58

(3) Pentru setul de corectii de 96:
x Numarul corectiei sculei: 00 pana la 96
x Numarul compensarii razei la varf a sculei: 00 pana la 96
(daca functia de compensare a razei sculei exista)
[Detalii]
Daca exista o comanda T si o comanda de miscare pe axa in acelasi bloc, comanda T
este executata mai intai si apoi comanda de miscare pe axa este executata.
Constructia turelei si sensul ei de rotatie (inainte, inapoi, calea mai scurta) variaza in
conformitate cu caracteristicile masinii
4. Functiile M (functiile auxiliare)
[Functie]
Codurile M sunt utilizate pentru controlul diverselor functii pornit/oprit si secventei de
operare a masinii cum ar fi pornire/oprire a arborelui principal si a functiei de oprire la
sfarsitul programului. Intervalul de programare pentru codurile M este de la 0 la 511.
[Exemple de coduri M]
Codurile M listate mai jos sunt procesate ca functii speciale.
Pentru detalii, despre acele coduri care nu sunt enumerate aici, vedeti in Anexa 3 "Lista
codurilor M".
(1) M00 (oprire program)
Dupa executia M00, programul se opreste. Daca CN este pornita in starea de
program oprit, programul porneste mai departe.
(2) M01 (oprire optionala)
Cand M01 este executata iar intrerupatorul optional de oprire de pe
panoul de comanda este ON, programul se opreste. Daca CN este pornita in
acest stadiu, programul porneste mai departe.
(3) M02, M30 (sfarsitul programului)
Aceste coduri M indica sfarsitul programului. Cand M02 sau M30 este
executat, programul principal se termina si se executa resetarea. Programul
revine la inceput. (In cazul unui program de planificare, executia M02 sau
M30 in programul principal nu reseteaza CN.)
(4) M03, M04, M05 (rotatia arborelui in sensul acelor de ceas (M03), rotatia in
sensul invers acelor de ceas (M04), oprirea (M05))
Aceste coduri M controleaza rotatia arborelui si oprirea;
53
Page 59

(5) M12, M13, M14 (scula rotativa CW (M13), scula rotativa CCW (M14), oprire
scula rotativa (M12))
Aceste coduri M controleaza rotatia sculei rotative si oprirea pentru centrul de
strunjire
(6) M15, M16 (sensul de pozitionare al axei C)
Aceste coduri M controleaza sensul axei de rotatie C pentru pozitionarea
pentru centrul de strunjire; pozitionarea axei C in sensul pozitiv (M15),
pozitionarea axei C in sensul negativ (M16).
(7) M19 (orientarea axului)
Acesta controleaza orientarea axului.
(8) M20, M21 (bariera pinola PORNIT/OPRIT)
Aceste coduri M stabilesc sau anuleaza bariera pinolei care genereaza o
alarma daca scula intra in zona de bariera; bariera pinola PORNIT (M21),
bariera pinola OPRIT (M20).
(9) M22, M23 (tesire PORNIT/OPRIT pentru filetare)
Aceste coduri M stabilesc sau anuleaza tesirea pentru filetare; tesire
PORNIT (M23), tesire OPRIT (M22).
(10) M24, M25 (bariera universal PORNIT/OPRIT)
Aceste coduri M stabilesc si anuleaza bariera universalului care genereaza o
alarma daca scula intra in zona definita de bariera; bariera universal PORNIT
(M25), bariera universal OPRIT (M24).
(11) M26, M27 (pasul de filetare pe axa X, si Z)
Aceste coduri M specifica pasul filetului in ciclurile de filetare conventionale;
comanda pentru pas pe X (M27), comanda pentru pas pe Z (M26).
(12) M32, M33, M34 (modul de filetare; drept, zigzag, drept (in retragere))
Aceste coduri M sunt utilizate pentru a specifica modul de filetare in ciclurile
compuse fixe si LAP; M32 pentru avansul transversal de-a lungul unei fete (drept),
M33 avansul transversal in zigzag, si M34 pentru avansul transversal de-a lungul
fetei opuse din M32 (drept (in retragere)).
(13) M40, M41, M42, M43, M44 (gama de viteze pentru actionarea arborelui principal:
neutru, treapta 1, treapta 2, treapta 3, treapta 4) Aceste coduri M sunt utilizate
pentru a selecta treptele de viteza; neutru (M40), treapta 1 (M41), treapta 2 (M42),
treapta 3 (M43), si treapta 4 (M44).
(14) M48, M49 (ignorare reglare viteza arborelui principal)
54
Page 60

Cand functia de ignorare a reglarii vitezei arborelui principal este valida, viteza arborelui
principal este fixata la 100%. Aceasta functie de ignorare a reglarii vitezei axului
principal este anulata prin specificarea codului M, resetarea CNC, sau schimbarea
modului de operare.
Ignorare corectie viteza arbore principal……………..M49
Anulare ignorare corectie viteza arbore principal……M48
(15) M55, M56 (retragere/avans papusa mobila)
Aceste coduri M specifica retragerea/avansul papusii mobile.
(16) M60, M61 (ignorare atingere viteza de suprafata fixata OPRIT/PORNIT)
Aceste coduri M sunt utilizate pentru a specifica daca un program cu viteza de
suprafata constanta este executat sau nu in mod continuu fara sa se astepte
atingerea vitezei de suprafata specificata; M61 specifica trecerea la noul bloc fara
sa se astepte atingerea vitezei de suprafata specificata, iar M60 specifica trecerea
la blocul urmator numai dupa atingerea vitezei de suprafata specificate.
(17) M63 (ignorare semnal de raspuns de la arborele principal)
Codurile M pentru controlul arborelui principal (M03, M04, M05, M19, M40-44) si
comanda S sunt executate in acelasi timp cu comenzile de miscare pe axe
specificate in acelasi bloc.
(18) M73, M74, M75 (sablon de filetare 1, 2, 3)
In ciclul fix de prelucrari multiple si ciclul fix de filetare in LAP, sablonul de aschiere
(avansul transversal) este specificat prin aceste coduri M. M73 pentru sabon1, M74
pentru sablon 2, si M75 pentru sablon 3.
(19) M83, M84 (inchidere, deschidere universal)
Codul M utilizat pentru a specifica prinderea unei piese este intotdeauna M83,
nesocontind sensul de prindere (interior sau exterior).
(20) M85 (la terminarea ebosului LAP scula nu se intoarce la punctul de plecare)
In LAP4, un ciclu de ebos este apelat de G85 sau G86. Cand acest cod M este
specificat, scula aschietoare nu se intoarce in punctul de referinta al ciclului dupa
terminarea ciclului ebos, iar blocul urmator este executat in mod continuu.
(21) M86, M87 (rotatie turela in sensul acelor de ceas PORNIT/OPRIT))
Aceste coduri M sunt utilizate pentru a specifica sensul de sensul de rotatie fixat in
sensul acelor de ceas al turelei; M86 specifica rotatia turelei in sensul acelor de
ceas PORNIT, iar M87 specifica rotatia in sensul acelor de ceas OPRIT.
55
Page 61

(22) M109, M110 (cuplare axa C PORNIT/OPRIT)
Aceste coduri M sunt utilizate pentru a selecta modul de control al arborelui
principal pentru modelele cu masinari multiple. Prin specificarea M110, arborele
principal este controlat cu axa C iar prin specificarea M109, modul de control revine
arborelui principal. M110 trebuie specificat intr-un bloc fara alte comenzi.
(23) M124, M125 (STM verificare depasire termen PORNIT/OPRIT)
Aceste coduri M sunt utilizate pentru a determina daca o alarma se declanseaza
sau nu daca timpul de executie al STM cronometrat depaseste parametrul de timp
stabilit; M124 specifica ca alarma se declanseaza, iar M125 specifica ca alarma nu
se declanseaza.
(24) M136 (definirea formei pentru ciclul fix compus)
Codul M este utilizat pentru a specifica forma ciclului fix compus furnizat pentru
modelele cu procese multipe. Dupa executia ciclului fix compus, scula aschietoare
se intoarce la punctul de inceput al deplasarii rapide.
(25) M140 (ignorare semnal de raspuns atingere viteza constanta al sculei in ciclul de
filetare cu tarodul)
Acest cod M este folosit pentru a ignora semnalul de atingere viteza constanta a
sculei; prin specificarea acestui cod, diferenta de timp intre semnalul de iesire
atingere viteza constanta si inceputul avansului de aschiere poate fi anulata. Acest
cod M este numai la modelele cu specificatia pentru procese multiple.
(26) M141, M146, M147 (selectare fixare axa C utilizata/neutilizata, eliberare axa C,
fixare axa C)
Pentru un ciclu fix compus executat cu incarcare usoara pentru modelele cu
prelucrari diverse, nu este necesar sa se fixeze axa C pentru a executa aschierea.
In astfel de caz, M141 este folosit pentru a selecta "fixare axa C neutilizata",
reducand timpul de aschiere.
M146 si M147 sunt utilizate pentru a controla fixarea si eliberarea axei C; M146
pentru fixarea axei C si M147 pentru eliberarea axei C.
(27) M156, M157 (interblocare prelucrare intre centre PORNIT/OPRIT)
Cand prelucrarea intre centre este selectata, aceasta este posibila numai cand
papusa mobila este in pozitia predeterminata. Pentru prelucrare cu prindere in
universal, papusa mobila trebuie sa fie in pozitia de retragere. Aceste coduri M sunt
utilizate pentru a anula functia de interblocare.
56
Page 62

[Completari]
x Cand este oprita alimentarea cu energie electrica sau dupa resetarea CN, CN
este in regim M156.
x Regimul selectat prin aceste coduri M este valabil numai pentru regimul de
operare automat si MDI.
(32) M184, M185 (interblocare universal deschis/inchis PORNIT/OPRIT)
Pentru a asigura siguranta in exploatare, universalul nu poate fi deschis sau inchis
in timp ce arborele principal se roteste. Totusi, deschiderea/inchiderea universalului
este permisa chiar daca arborele principal se roteste prin punerea interblocarii pe
OPRIT (OFF).
[Completari]
x Cand alimentarea cu energie este oprita sau dupa ce CN este resetata, CN este
in regim M184.
x Regimul selectat de aceste coduri M este activ numai pentru regimul de
prelucrare MDI sau automat.
x Regimul de interblocare a universalului OPRIT este valabil pentru
fixarea/eliberarea universalului specificata prin codurile M sau comenzi exterioare
si nu este posibila de la pedale sau butoanele intrerupatorului.
(33) M193, M194 (controlul pasuirii filetului PORNIT/OPRIT)
In regim M194, valoarea decalajului de faza la punctul de incepere al filetului este
calculat si se efectueaza compensarea punctelor de inceput si sfarsit. Dupa
terminarea ciclului de filetare, regimul M194 trebuie anulat prin specificarea M193
intr-un bloc fara alte comenzi.
(34) M195, M196 (valoarea deplasarii pasuirii la filetare valabil PORNIT/OPRIT)
Prin specificarea M196 in blocul care precede blocul care contine comenzile de
oprire a unui program pentru pasuirea filetului, valoarea deplasarii manuale pe axa
facuta la pasuire este inregistrata. M196 trebuie specificat intr-un bloc fara alte
comenzi. Dupa terminarea deplasarii manuale pe axa pentru pasuire, regimul
M196 trebuie anulat prin specificarea M195 intr-un bloc fara alte comenzi.
(35) M197 (stergerea valorii de pasuire la filetare)
Acest cod M este utilizat pentru a sterge valoarea care este inregistrata ca valoare
de deplasare manuala pe axa pentru pasuire.
(36) M211, M212, M213, M214 (regim de prelucrare canale pana; unidirectional, zigzag,
adancimea de aschiere, adancime de aschiere divizata in mod egal)
M211 si M212 sunt utilizate pentru a specifica directia de aschiere in ciclul de
prelucrare pana; unidirectional (M211) si zigzag (M212).
57
Page 63

M213 si M214 sunt utilizate pentru a specifica avansul transversal; M213 specifica
adancimea de aschiere iar M214 specifica adancimea de aschiere egal divizata.
(37) M241, M242 (gama de viteze a axului sculei rotative, JOASA, MARE)
Aceste coduri M sunt utilizate pentru a selecta gama de viteze a axului sculei
rotative pentru modelele cu prelucrari diverse; gama viteze joase (M241), gama de
viteze mari (M242).
5. Comenzile axului sculei rotative
5.1 Formatul de programare
[Detalii]
x M110 trebuie programata intr-un bloc fara alte comenzi
x Este recomandat sa se limiteze sensul de rotatie al axei C la unul din cele doua
sensuri, M15 sau M16 pentru o precizie de pozitionare mai buna.
x M110 si M147 nu pot fi resetate sau anulate chiar daca resetam CN. Pentru a le
anula, specificati M109 si M146.
x Daca comenzile care se refera la scula rotativa sunt specificate cand axa C nu
este cuplata, se declanseaza o alarma. Alarma nu se declanseaza daca este
desemnata o interblocare a axului sculei rotative (optional).
58
Page 64

5.2 Codurile M utilizate pentru axa C
Urmatoarele coduri sunt necesare pentru programarea miscarii axei C.
Cod Detalii
M110 Folosit pentru controlul arborelui principal utilizat ca axa C.
La programarea comenzilor axei C, specificati intai M110 intr-un
bloc fara alte comenzi.
M109 Folosit pentru trecerea controlului din mod axa C in mod arbore
principal.
M147 Folosit pentru fixarea axei C
M146 Folosit pentru eliberarea axei C. Controlul selecteaza automat
regimul M146 cand este pornita masina.
Specificati M146 inainte de inceperea rotatiei axei C.
M141 Fixare axa C nevalabila (ciclu fix compus)
M15 Folosit pentru a roti axa C in sens pozitiv
M16 Folosit pentru a roti axa C in sens negativ
vedere frontala
QA = Folosit pentru a specifica numarul de rotatii ale axei C
De exemplu, QA=5 roteste axa C de 5 ori.
* Cand CN este resetata, este plasata in regim M15.
[Exemplu de program]
59
Page 65

Pentru a realiza doua gauri de 15 mm diametru, creati un program asa cum e indicat
mai jos:
Continuare la programul de strunjire
N099 G00 X1000 Z1000 M05
N100 M01
N101 M110
N102 M15
N103 G94 X120 Z102 C90 T0101
SB=400
N104 G01 Z75 F40 M13
M147
Desemneaza arborele principal ca axa C
Indexeaza axa C in sensul pozitiv
Arborele principal se indexeaza la 900 in sensul
pozitiv iar burghiul este pozitionat aproape de
suprafata piesei la viteza de avans rapid
Viteza de avans este selectata in mm/min
Burghiul incepe sa se roteasca cu 400 min-1(rpm)
in sensul spre stanga
Dupa ce axul este fixat, o gaura de 15 mm
diametru este facuta cu viteza de 40 mm/min.
N105 G00 Z102
N106 C270 M146
N107 G01 Z75 M147
Burghiul se intoarce in pozitia initiala cu avansul
rapid
Axul este indexat la 2700 dupa ce este eliberat
A doua gaura este facuta dupa ce axul este fixat.
N108 G00 Z102
N109 G095 X1000 Z1000 M12
M146
Scula rotativa se opreste iar turela se intoarce in
pozitia de indexare a turelei
N110 M109
N111 M02
x Calculati viteza de avans (mm/min) pentru gaurire cu ecuatia de mai jos:
Viteza de avans (mm/min)= Viteza de rotatie scula (rpm) x Viteza de avans
(mm/rot)
De aceea, cand viteza de rotatie a sculei este 400 min-1(rpm) iar viteza de avans
este 0,1 mm/rot, viteza de avans (mm/min) este calculata ca:
F= 400x0,1 = 40 mm/min
x Cand se utilizeaza o freza frontala, viteza de avans (mm/min) este calculata cu
ecuatia urmatoare:
Viteza de avans (mm/min) = Viteza de rotatie a sculei (rpm) X Avansul (mm/dinte)
X Numarul dintilor
60
Page 66

-1
x Presupunand ca e folosita o freza frontala cu 4 dinti cu 300 min
(rpm) si o viteza
de avans de 0,05 mm/dinte, viteza de avans (mm/min) este
F = 300 x 0,05 x 4 = 60 mm/min
6. Functia de verificare a duratei STM
Durata ciclului S, T, M este masurata si daca timpul masurat depaseste
parametrul setat al ciclului se declanseaza o alarma.
6.1 Conditii de verificare PORNIT (ON)
x Functia de verificare este setata PORNIT sau OPRIT in conformitate cu setarea
parametrului.
x Functia de verificare este facuta activa sau inactiva cu urmatoarele coduri M.
M124: verificare durata STM pornit
M125: verificare durata STM oprit
6.2 Setarea timpului ciclului S, T, M
Setati, ca parametru al masinii, limita de timp admisa a ciclului la executia unui cod S, T,
M.
x Setarea parametrului
Unitati: 0.1 secunde
Maxim: 600 secunde
6.3 Exemplu de cronometrare
(1) Setarea parametrului
Parametru: ON verificare durata STM pornit
Parametru: OFF verificare durata STM oprit
61
Page 67

(2) Coduri M
M124: verificare durata STM pornit
M125: verificare durata STM oprit
62
Page 68

CAPITOLUL 6 FUNCTIA DE COMPENSARE
1. Functia de compensare a razei varfului sculei (G40, G41, G42)
1.1 Descriere generala
Raza varfului sculei al celor mai multe scule aschietoare utilizate in operatia de strunjire
este cauza diferentelor dintre drumul programat pentru scula si conturul piesei finite. Cu
functia de compensare a razei, astfel de erori geometrice sunt compensate automat
printr-o programare simpla.
1.2 Compensarea razei varfului sculei in operatiile de strunjire
Corectia sculei si compensarea razei la varf
In operatiile de strunjire, scule diverse si de diferite forme sunt utilizate pentru finisarea
unei piese. Scule de interior ID, de exterior OD, de degrosare, de finisare, alezoare, etc.
In consecinta, functia de compensare a razei la varf trebuie activata simultan cu functia
de corectie a sculei.
Compensarea razei la varf in punctele discontinue
Punctul A in figura de mai sus este un punct de discontinuitate si un unghi mai mic de
1800. Prin utilizarea functiei de compensare a razei la varf, drumul sculei aratat mai sus
poate fi generat prin inserarea coordonatelor punctelor A si B.
63
Page 69

1.3 Operatia de compensare
Eroarea de aschiere geometrica datorata razei varfului sculei
Daca se prelucreaza dupa A-B-C-D-E in figura de mai jos dar functia de compensare a
razei la varf nu este activata, portiunile umbrite vor ramane neprelucrate rezultand in
erori geometrice. Aceasta este deoarece setarea sculei este facuta pentru a localiza
punctul de aschiere imaginar P in punctul de referinta si de a urma drumul programat
prin comenzile CN. Totusi, punctul de aschiere nu este precis localizat in punctul de
referinta datorita razei la varf a sculei aceasta producand erori geometrice.
Functia de compensare a razei la varf compenseaza automat pentru diferenta dintre
drumul sculei programat si cel urmat cauzat de raza sculei la varf. (vezi figura de mai
jos.)
Drumul urmat de scula si eroarea rezultata fara compensarea razei la varf
64
Page 70

Miscarea de compensare
Cu functia de compensare a razei la varf activata, eroarea in drumul sculei descrisa in
(1) este compensata asa cum e aratat mai jos pentru a prelucra piesa la dimensiunile
specificate in program.
Drumul sculei cu compensarea la varf a sculei
Compensarea razei la varf in regim LAP
Pentru a utiliza functia de compensare a razei la varf in regim LAP, programele pentru
turelele respective trebuie sa contina programele independente de compensare a razei
la varf asa cum sunt aratate mai jos.
65
Page 71

1.4 Comenzile de compensare a razei la varf (Coduri G, T)
Comenzile de programare, codurile G si T utilizate pentru a activa functia de
compensare a razei la varf, sunt detaliate in aceasta sectiune.
Codurile G
G40: Utilizat pentru a anula regimul de compensare la varf a sculei
G41: Compensarea razei la varf - Stanga
Utilizat cand scula se misca pe partea stanga a piesei.
G42: Compensarea razei la varf - Dreapta
Utilizat cand scula se misca pe partea dreapta a piesei.
Termenul care indica partea pe care se misca scula, dreapta sau stanga, este
determinat in conformitate cu sensul in care scula avanseaza.
Deoarece G41 si G42 sunt selectate in conformitate cu sistemul de coordonate al
masinii (al mainii drepte), ele trebuie selectate asa cum e aratat mai jos pentru strunguri
care au un sistem de coordonate in care sensul pozitiv al axei X este catre operator.
66
Page 72

Codurile T
Cele sase caractere de dupa adresa "T" spec ifica numarul compensarii razei la varf,
numarul sculei, si numarul deplasarii sculei.
OO: Numarul compensarii razei la varf
¨¨: Numarul sculei
ƑƑ: Numarul corectiei sculei
Pentru a schimba corectia sculei in timpul compensarii razei la varf, desemnati numarul
compensarii la varf a sculei si numarul sculei.
Exemplu:
Inserarea numai a numarului corectiei sculei (T01 sau T11) in codul G comenzile (1) sau
(2) va anula valoarea compensarea razei la varf.
1.5 Afisarea datelor
Afisarea pe ecran in timpul compensarii razei la varf este descrisa aici.
(1) Pozitia curenta
Pozitia curenta este afisata pe ecran ca la sistemele de control conventionale.
Totusi, datele afisate pe ecran pot fi diferite de datele programate datorita
compensarii razei la varf.
67
Page 73

(2) Afisarea alarmei
Daca se declanseaza o alarma care are legatura cu functia de compensare a razei
la varf, becul ALARM de sub STATUS DISPLAY se aprinde iar ecranul afiseaza
mesajul cu continutul alarmei.
1.6 Memoria intermediara
CN opereaza de obicei cu regim de memorie intermediara. In timp ce comanda de
pozitionare din punctul A in B este efectuata, coordonatele punctelor C, D si E sunt citite
si stocate in memoria intermediara. Aceasta este denumita functia intermediara.
Cand functia de compensare a razei la varf este activata, punctul tinta E este calculat
dupa liniile DE si EF. Aceasta inseamna ca datele din blocul situat inainte cu 4 blocuri
fata de punctul tinta E sunt citite daca functia de compensare a razei sculei la varf este
activa.
1.7 Traseul centrului varfului sculei cu raza "R" in regim de compensare a
razei varfului
Pentru executarea miscarii aratata mai jos in urmatorul program, in regim de
compensare a razei sculei, drumul centrului varfului de raza "R" este obtinut dupa cum
urmeaza:
68
Page 74

(1) Pentru a obtine punctul N2' cand centrul este in punctul N1', procedati dupa cum
urmeaza:
x Desenati o linie paralela cu directia de avans a sculei, N1-N2, deplasata in sensul
specificat (la dreapta deoarece G42 este specificata), cu valoarea compensarii
razei la varf. Aceasta are ca rezultat dreapta N1'-N2'.
x Desenati o linie paralela cu directia de avans a sculei, N2-N3, deplasata in sensul
specificat (la dreapta sau deasupra N2-N3 deoarece G42 guverneaza
compensarea) cu valoarea de compensare a razei la varf. Rezulta dreapta N2'N3'.
x Centrul cu raza R pentru punctul comandat N2' este punctul intersectiei acestor
doua linii.
Centrul avanseaza din punctul N1' la N2'.
(2) Pentru a obtine punctul N3':
x Desenati o dreapta paralela cu directia de avans a sculei, N2-N3, deplasata in
sensul specificat (la dreapta sau deasupra N2-N3 deoarece G42 guverneaza
compensarea) cu valoarea de compensare a razei la varf. Rezulta dreapta
N2'-N3'.
x Desenati o dreapta paralela cu directia de avans a sculei, N3-N4, deplasata in
sensul specificat (la stanga deoarece G41 este specificat) cu valoarea de
compensare a razei la varf. Rezulta dreapta N3'-N4'.
x Centrul cu raza R pentru punctul comandat N3' este punctul intersectiei acestor
doua linii. Centrul avanseaza din punctul N2' la N3'.
(3) Pentru a obtine punctul N4':
Urmati aceeasi procedura indicata mai sus folosind punctele N3, N4 si N5.
69
Page 75

1.8 Programarea compensarii razei la varf
1.8.1 G41 si G42
Codurile G41 si G42 sunt utilizate pentru apelarea compensarii razei la varf. Deoarece
utilizarile acestor coduri G sunt deseori confundate in programarea unei piese, aceasta
sectiune trateaza particularitatile lor.
G41: Acest cod de compensare a razei la varf este utilizat cand scula se deplaseaza
pe partea stanga a piesei fata de sensul ei de avans.
G42: Acest cod de compensare a razei la varf este utilizat cand scula se deplaseaza
pe partea dreapta a piesei fata de sensul ei de avans.
1.8.2 Comportamentul la intrarea in regim de compensare a razei varfului
sculei
Urmatorul exemplu foloseste programul de mai sus pentru a efectua prelucrari OD
(exterioare) cu o scula de strunjit OD ( exterior ).
Fara functia de compensare a razei, pozitionarea este efectuata in asa fel ca punctul de
referinta este localizat exact in coordonatele programate. La inceputul regimului de
compensare a razei la varf activat prin G41 sau G42, pozitionarea este efectuata in asa
fel ca varful sculei ia contact cu segmentul trecand prin coordonatele programate in
blocul care contine G41 sau G42 si prin acelea din blocul urmator. Aceasta miscare pe
axe este denumita "pornirea".
70
Page 76

x La pornirea regimului de compensare a razei la varf, pot exista miscari pe ambele
axe X si Z chiar daca blocul contine numai o dimensiune, fie X fie Z.
Desi programatorul ar putea sa se astepte ca miscarea centrului sa se faca dupa linia
discontinua deoarece blocul N2 contine numai X, drumul sculei generat la pornirea
regimului de compensare a razei la varf este cel aratat de linia continua.
x Exemplu de program ideal pentru intrarea in regim de compensare:
In acest program, blocul G42 contine numai Z, iar punctele N2, N3 si N4 sunt toate
pozitionate pe aceeasi linie.
x Fie G00 sau G01 trebuie sa guverneze regimul de operare la intrarea in regim de
compensare. Altfel se declanseaza alarma.
x Cand nici X nici Z nu este specificat la pornirea regimului de compensare, sau
cand punctul unde centrele sunt localizate in prezent este specificat in blocul de
pornire, pozitionarea este executata in asa fel ca varful sculei vine in contact cu
segmentul trecand prin coordonatele desemnate si prin cele din secventa
urmatoare.
71
Page 77

In programul de mai sus, varful sculei este pozitionat astfel ca sa vina in contact cu
segmentele N2N3 si N3N4. Asta inseamna ca blocurile de comenzi de dupa secventa
N2 sunt toate executate in regim de compensare a razei la varf.
x Daca este specificat acelasi punct de pornire si in blocul urmator se va declansa
o alarma daca cele doua blocuri succesive dupa aceea nu au dimensiunile X si Z.
Exemplu de program gresit 1:
Deoarece secventa N3 desemneaza un punct identic cu cel desemnat in secventa de
pornire N2 se declanseaza alarma.
Exemplu de program gresit 2:
72
Page 78

Deoarece secventele N3 si N4 de dupa pornirea regimului de compensare nu contin
comenzile de miscare dupa axa X si Z se declanseaza alarma.
x Comanda I si K cu G41 si G42
In blocul care contine G41 si G42, prin inserarea lui I si K care specifica punctul
imaginar odata cu X si Z, care specifica pornirea compensarii razei la varf, miscarea
axei care nu e necesara dar care e ceruta in programul conventional de pornire, este
eliminata.
Daca blocul N2 care contine G42 nu a avut I si K, pozitionarea sculei aschietoare prin
comenzile din blocul N2 ar fi executate in asa fel ca varful sculei vine in contact cu linia
N2-N3 in punctul N2 si apoi se misca catre N3.
Adaugarea lui I si K in blocul N pozitioneaza scula in punctul unde R este adusa in
contact cu linia N2-N3 si linia imaginara N2-N2' cand comenzile in blocul N2 sunt
executate. Executia comenzilor in blocul N3 aduce scula aschietoare in punctul
programat N3 unde compensarea razei la varf nu este activa.
[Completari]
x I si K trebuie comandate in valori incrementale. In acest caz dimensiunile sunt
date fata de punctul N2.
x Cand numai I sau K este data, controlul interpreteaza cuvantul ca avand valoarea
"0". De aceea KO din programul de mai sus poate fi omis.
73
Page 79

1.8.3 Comportamentul in regimul de compensare a razei la varf
Functia de compensare a razei la varf este mijlocul de compensare automata a razei la
varf in aschierea continuua.
Deoarece astfel de compensare este efectuata automat, exista anumite restrictii la
programare atunci cand este utilizata functia de compensare.
Aschierea de la linie la linie
x Punctul de mijloc pe o linie
Cand se specifica un punct de mijloc pe o linie, punctul trebuie comandat cu
atentie. Cand punctul N2 din figura de mai jos este localizat pe linia N1-N3, scula
aschietoare este pozitionata in asa fel ca varful sculei vine in contact cu linia
N1-N3 in punctul N2.
x Intoarcerea in linie
O astfel de deplasare nu este problematica cand programul este scris fara
folosirea functiei de compensare a razei la varf.
Totusi, cand aceasta functie este utilizata miscarile trebuie programate cu atentie.
Exemplu program:
74
Page 80

In acest exemplu punctele N2 si N3 sunt comandate in timp ce scula aschietoare este in
punctul N1.
Cand scula avanseaza din punctul N1 in N2, este utilizat G42 deoarece scula se misca
pe partea dreapta a piesei fata de sensul de avans al sculei. In miscarea de intoarcere
a sculei din punctul N2 in N3, scula este pe partea stanga a piesei fata de sensul de
avans al sculei. De aceea, G41 este specificat in loc de G42.
Miscarile de mai sus sunt posibile datorita procesarii speciale pentru functia de
compensare a razei la varf. Sa consideram operarea in acest program conform
punctului 1.7. "Drumul centrulului varfului sculei cu raza "R" in regimul de compensare a
razei la varf.
a) Centrul varfului sculei cu raza R (N2') in punctul N2 este obtinut dupa cum urmeaza:
x Linia paralela cu N1-N2 este obtinuta cu o deplasare in sus (G42) egala cu
valoarea razei in N1.
x Linia paralela cu N2-N3 este obtinuta cu o deplasare in sus (G41) egala cu
valoarea razei in N2.
x Centrul varfului sculei R este obtinut ca punctul de intersectie al celor doua linii
obtinute in pasii 1 si 2. Deoarece cele doua linii sunt paralele nu se poate obtine
un punct de intersectie. In acest caz, controlul are o caracteristica speciala de
procesare in care pozitionarea este facuta in asa fel ca R vine in contact cu N2.
De aceea, drumul centrului atunci cand scula aschietoare avanseaza din punctul
N1 in punctul N2, este N1'-N2'.
b) Centrul (N3') in punctul N3 este obtinut in acelasi fel ca in a).
In acest fel programul pe pagina dinainte poate intoarce scula pe aceeasi linie cu functia
de compensare a razei la varf activa.
Daca unul dintre aceste trei puncte nu este precis localizat pe aceeasi linie, drumul
sculei va fi deplasat considerabil fata de drumul dorit.
x Doua linii care fac un unghi ascutit
In figura de mai jos, desi este dorita pozitionarea din punctul N1 in N2, scula aschietoare
nu poate atinge punctul N2. Aceasta este deoarece punctul se poate deplasa numai
pana in punctul unde R vine in contact cu linia N2-N3.
75
Page 81

Acest exemplu ilustreaza cazul unde programatorii pot sa greseasca. Un alt exemplu
este ilustrat mai jos.
Exemplu de program gresit 1 (terminarea prelucrarii):
Cu programul de mai sus, programatorul se astepta sa prelucreze pana in punctul N2,
(i.e., pana la Z50) admitand o portiune mica neprelucrata la coltul ascutit datorita razei
sculei R. Contrar acestei intentii, scula aschietoare lasa o portiune considerabila
neprelucrata deoarece se opreste inainte de atingerea punctului dorit.
Pentru a imbunatati un asfel de program, inserati inca un punct in program asa cum e
aratat mai jos:
Exemplu de program imbunatatit 1:
76
Page 82

Programul imbunatatit genereaza drumul sculei aratat mai sus, si aproape toata zona de
prelucrat este indepartata cu exceptia unei portiuni mici datorita razei sculei R.
Pentru a deplasa scula de-a lungul axei X in sensul pozitiv in blocul N21, un cuvant X
trebuie sa aiba o valoare mai mare de patru ori raza R. Aceasta este deoarece o
lungime de doua ori mai mare decat raza R este necesara pentru cercul de la varful
sculei sa se potriveasca. In plus, deoarece cuvintele X sunt exprimate ca diametre,
valoarea lui X trebuie sa se dubleze. Asta inseamna ca valoarea numerica intr-un astfel
de X trebuie sa fie mai mare de patru ori raza sculei R.
Daca este folosita o valoare mai mica, aceasta poate sa duca la deplasarea sculei in
sensul opus punctului N21 si sa aschieze in suprafata N1-N2.
Exemplu de program imbunatatit 2 (folosind G40) :
77
Page 83

Comanda G40 in N3 anuleaza functia de compensare a razei la varf. In punctul N2,
scula aschietoare se misca in asa fel ca raza sculei ia contact cu linia N1-N2 si vectorul
I 10 care pleaca din N2.
x Doua linii care fac un unghi obtuz
Considerati cazul in care scula aschietoare se deplaseaza dupa N0-N1-N2-N3-N4 in
figura de mai jos.
Unghiul N2N3N4 este ascutit iar scula aschietoare se misca pe exterior. De aceea,
scula este mutata intr-un punct la o anumita distanta fata de N3. Cand se pregateste un
program in care aschierea dupa un contur similar este necesara, este nevoie sa se
verifice miscarea sculei pentru siguranta ca nu intalneste un obstacol.
Exemplu de program pentru conturul de mai sus :
Este avantajos sa se imbunatateasca programul si sa se elimine o secventa de
pozitionare la un punct indepartat prin comenzile din blocul N3.
Daca N2N3N4 nu este un unghi ascutit, o astfel de problema s-ar evita. Pentru a elimina
unghiurile ascutite din conturul cerut, o posibila solutie este de a interpola o linie scurta
N3-N31.
78
Page 84

In anumite cazuri, o astfel de modificare nu este posibila. In aceste cazuri, pentru a
prelucra un unghi ascutit fara a pozitiona scula la un punct indepartat urmati pasii de
mai jos :
In acest program imbunatatit, scula aschietoare se misca de-a lungul patratului imaginar
N3N4N5N6. Aceasta ii permite operatorului sa estimeze departarea sculei aschietoare
de conturul programat. Observati ca o latura a patratului trebuie sa fie mai lunga de
doua ori decat raza.
79
Page 85

x Doua linii care formeaza un unghi drept
Nu sunt probleme speciale in acest caz.
x Comanda aceluiasi punct
a) Daca un bloc fara comenzile de miscare pe axe este programat in timpul
compensarii razei la varf, drumul sculei este acelasi ca acela generat cand nu exista
un asfel de bloc.
80
Page 86

b) Cand doua sau mai multe blocuri fara comenzile de miscare pe axe sunt programate,
sau cand acelasi punct comandat in secventa precedenta este comandat repetat in
timpul compensarii razei :
In acest caz, se deplaseaza o axa de miscare care aduce varful sculei de raza R in
contact cu conturul programat in punctul de coordonate programat. Cand blocul de
comenzi care contin dimensiunile, X si/sau Z este citit, scula aschietoare se intoarce
in pozitia compensata corect.
Program 1 :
Un program ca acesta poate duce la depasirea conturului asa cum e aratat mai jos :
In functie de conturul de aschiat miscarea neasteptata poate sa nu rezulte in depasirea
conturului, asa cum e ilustrat in programul 2.
Program 2 :
81
Page 87

Linie dreapta la arc (sau invers)
x Arc intr-un sfert de cerc
Intr-un program unde scula aschietoare se misca continuu de la linie la arc, miscarea
sculei aschietoare este facuta in acelasi fel ca in cazul in care miscarea este de la o linie
la alta linie.
Pozitia sculei in punctul N2 este determinata ca varful sa vina in contact cu linia N1-N2
si arcul N2-N3 in acelasi timp. In punctul N3, scula aschietoare este pozitionata intr-un
mod similar – varful ia contact in N3.
Cand scula aschietoare se misca din N3 in N4, regimul de aschiere se modifica din
interpolare circulara in interpolare liniara. Daca rezulta o discontinuitate in N3 in timpul
calcularii drumului, se afiseaza o alarma iar masina este oprita.
82
Page 88

x Arc in doua cadrane
a) Cazul in care raza este mai mare decat « 2 x Raza R » :
Pozitia sculei determinata de comenzile din blocul N2 este punctul in care varful sculei
vine in contact cu linia N1-N2 in punctul N2. In secventa N3, scula aschietoare este
pozitionata in asa fel incat vine in contact cu extensia liniei N2-N3 si extensia arcului
N3-N4.
b) Cazul in care raza este egala cu « 2 x Raza R » :
83
Page 89

Cand raza arcului programat este egala cu « 2 x Raza R », scula aschietoare este
localizata in punctul unde raza sculei vine in contact cu extensia arcului N2-N3 si cea a
liniei N3-N4, dupa executia comenzilor in blocul N3 (vezi figura din « a) » sus). Ast a
inseamna ca scula aschietoare este pozitionata chiar deasupra punctului N2, asa cum e
aratat in figura de mai sus.
c) Cazul cand raza arcului este mai mica decat « 2 x Raza R » (imposibil) :
Comenzile in blocul N3 specifica pozitionarea sculei aschietoare in punctul in care varful
sculei vine in contact cu extensia arcului N2-N3 si extensia liniei N3-N4 ; oricum, un
astfel de punct nu poate fi obtinut. De aceea, cand controlul executa comenzile in blocul
N3, se declanseaza o alarma si masina se opreste.
In acest caz aschierea cu compensarea razei la varf nu este posibila.
La aschierea in interiorul unui arc, programarea trebuie sa satisfaca urmatoarea
conditie :
R 2xR
(unde R : raza arcului, RN: raza varfului sculei)
N
84
Page 90

x Arc in trei cadrane
Pozitionarea prin comenzile din blocul N2 este in punctul in care raza varfului sculei vine
in contact cu extensia liniei N1-N2 si extensia arcului N2-N3.
Alte miscari ale sculei sunt identice cu acelea pentru prelucrarea unui arc in 2 quadraturi.
x Arc la arc
Trecerea de la arc la arc poate fi programata in aceeasi maniera ca de la linie la arc.
Drumul sculei este generat in asa fel incat varful sculei de raza R este adus in contact
cu fiecare arc sau extensia lui.
Daca drumul sculei devine discontinuu in procesul de calculare a drumului datorita unei
erori, masina se opreste cu o alarma afisata pe ecran.
Alte miscari ale sculei aschietoare sunt explicate in (2), « linie la arc ».
85
Page 91

Schimbarea de la G41 la G42 sau din G42 in G41
Inainte de schimbarea regimului de compensare a razei la varf din G41 in G42 sau din
G42 in G41, este de preferat sa se anuleze regimul de compensare prin specificarea
G40.
Daca se face trecerea in regim activ (fara G40), verificati cu atentie miscarea sculei care
rezulta din schimbare.
x Schimbarea in prelucrarea de la linie la linie
Exemplu de program :
86
Page 92

Miscarea sculei generata de programul de mai sus este dupa cum urmeaza :
Comenzile in blocurile N1 si N2 sunt guvernate de G42 iar acelea din N3 si mai departe
sunt guvernate de G41. Pentru a pozitiona scula aschietoare in N2, centrul este pe
partea dreapta a liniei N1-N2 deoarece blocul N2 este in regim G42. In blocul N3 centrul
este pe stanga liniei N1-N2 deoarece blocul N3 este regim G41. De aceea scula
aschietoare este pozitionata in A asa cum e aratat mai sus. Pozitionarea in blocul N2
este efectuata pe partea stanga a liniei N2-N3.
x Trecerea de la linie la arc
Conceptul este acelasi ca de la linie dreapta la linie dreapta.
x Trecerea de la arc linie
Din nou, conceptul este acelasi ca trecerea de la linie la linie
87
Page 93

x Trecerea de la arc la arc
Conceptul este acelasi ca trecerea de la linie la linie
1.8.4 Comportamentul la anularea regimului de compensare a razei la varf
G40 data cu comanda de miscare pe X sau Z
Pentru a anula regimul de compensare a razei la varf se foloseste G40. Este esential sa
se inteleaga miscarile sculei care rezulta din anularea regimului de compensare pentru
a evita problemele.
In regimul de compensare a razei, drumul sculei este generat in asa fel ca raza este
intotdeauna in contact cu conturul programat, dar pozitia axei este controlata in asa fel
ca punctul de referinta al sculei urmeaza conturul programat cand regimul de
compensare a razei nu este activat. De aceea rezulta deseori cazuri de neprelucrare
sau de depasire a conturului la intrarea sau anularea regimului de compensare a razei
la varf.
88
Page 94

Prelucrarea unui contur compus din linii asa cum e ilustrat mai sus, este programata asa
cum e aratat mai jos daca regimul de compensare a razei nu este activat
Cu comenzile de mai sus, scula aschietoare se misca dupa linia discontinua. Asta
inseamna ca pentru punctul desemnat N3 centrul sculei este pozitionat in punctul O3, si
in punctul O4 pentru punctul desemnat N4.
Ramane astfel partea neprelucrata paralela cu N3-N4. De aceea functia de compensare
a razei poate fi utilizata efectiv pentru a prelucra un astfel de contur cu precizie. Vedeti
programele de pe paginile urmatoare.
x Cand comanda de anulare a compensarii sculei de raza R este folosita :
Drumul sculei generat in programul de mai sus este aratat de liniile groase.
Pozitionarea in punctul programat N3 este efectuata in punctul unde varful sculei vine in
contact cu punctul N3, iar aceea pentru punctul N4 este facuta in punctul O4 ; acelasi
punct atins de program in care functia de compensare a razei nu este activata.
De aceea, partea neprelucrata va fi langa punctul N4 in timp ce conturul de langa
punctul N3 este depasit.
89
Page 95

Program imbunatatit :
Pentru a prelucra conturul exact pana la punctul N4 se specifica G40 care anuleaza
regimul de compensare a razei este specificat in blocul N5.
Desi programul rezulta aproape de conturul dorit, raza sculei merge dincolo de punctul
N4 pe axa Z deoarece vine in contact cu linia N3-N4 in punctul N4.
Cand acest fel de deplasare in plus nu cauzeaza interferente sau depasiri de contur la
prelucrare, atunci nu sunt probleme.
x Pentru eliminarea depasirii conturului pe axa Z vezi programul de mai jos :
90
Page 96

I si K specificate in blocul G40 permit sculei sa se miste pana in punctul unde varful
sculei este adus in contact cu linia N3-N4 si linia N4-N5.
Comanda I si K cu G40
In blocul care contine G40, prin inserarea lui I si K care specifica punctul imaginar
impreuna cu X si Z care specifica punctul unde compensarea razei este anulata,
miscarea nenecesara ceruta in programul de anulare conventional este eliminata.
Daca blocul N5 care contine G40 nu are I si K, pozitionarea sculei prin comenzile in
blocul N4 este executat in asa fel ca varful sculei vine in contact cu N3-N4 in punctul
desemnat N4 si apoi se misca dupa linia intrerupta catre punctul N5.
Adaugarea lui I si K in blocul N5 pozitioneaza scula in punctul unde varful sculei este
adus in contact cu linia N3-N4 si linia imaginara N4-N5’ cand comenzile din blocul N 4
sunt executate. Executia comenzilor in blocul N5 aduce scula in punctul programat N5
unde compensarea razei la varf nu este activa.
[Completari]
x I si K sunt date ca valori incrementale. In acest caz dimensiunile sunt fata de
punctul N4.
x Cand e specificat fie I fie K , controlul interpreteaza cuvantul lipsa ca avand
valoarea « 0 ». De aceea, K0 din pr ogramul de mai sus poate fi omisa.
91
Page 97

G40 independent
Cand G40 este programat fara alte comenzi in acelasi bloc, pozitionarea este facuta in
punctul unde varful sculei vine in contact cu punctul speciificat in blocul anterior
deoarece blocul G40 nu are X sau Z care apeleaza miscarea pe axe.
Cand regimul de compensare a razei la varf este anulat (G40), regimul de operare
trebuie sa fie fie G00 fie G01. Daca nu, se declanseaza alarma.
1.8.5 Schimbarea codului « S » sau « M » in timpul prelucrarii
Functia de compensare a razei este proiectata sa compenseze automat raza sculei
intr-un program continuu de prelucrare ; cu dimensiunile programate ale piesei,
compensarea este automat aplicata pentru a termina piesa la dimensiunile programate.
Totusi aceasta functie necesita o programare cu grija cand prelucrarea continua este
intrerupta pentru a schimba comenzile S si/sau M.
Aceasta sectiune trateaza cateva exemple de programare in care programatorul a
intalnit rezultate neasteptate prin eliberarea sculei pe un drum continuu.
92
Page 98

Conturul original si programul (program 1) :
Conturul original se compune din : linie-panta-linie.
Program 2
Conturul este acelasi ca in programul 1, dar scula este eliberata in punctul N3 in directia
+X pentru a schimba viteza arborelui principal, apoi se prelucreaza continuu.
93
Page 99

In programul 2, scula aschietoare este pozitionata in punctul unde varful sculei este in
contact cu linia N3-N31 in punctul N31 cand comenzile in blocul N31 sunt executate
deoarece cele trei puncte desemnate N3, N31 si N32 se afla pe aceeasi linie. Din N3 la
N31, pozitionarea este pe partea dreapta a piesei. Comenzile in blocul N32 pozitioneaza
scula aschietoare in punctul unde varful sculei este adus in contact cu liniile N31-N32 si
N3-N4 pe partea dreapta a sensului de avans al sculei. Aceasta determina ca scula sa
se miste nu numai dupa directia axei X dar si dupa Z desi blocul N32 contine numai X.
Aceste miscari ale sculei lasa o portiune neprelucrata asa cum e aratat mai sus.
Programul 3
In acest program, se incearca sa se elimine portiunea neprelucrata cauzata de
programul 2.
Cand scula avanseaza din punctul N2 in N3, echipamentul citeste pozitiile punctului N31
cat si acelea ale punctului N3. Aceasta permite varfului sculei sa fie pozitionata in
punctul unde acesta este in contact cu doua linii N2-N3 si N3-N31.
Dupa aceea, pozitionarea este efectuata in punctul unde varful sculei vine in contact cu
liniile N3-N31 si N31-N32, atunci cand se face cu comenzile din blocul N31. Aceasta
misca scula in sensul - X desi comenzile din blocul respectiv specifica miscarea in
sensul + X. Aceasta este datorita positionarii in blocul N3, unde varful sculei merge
dincolo de N31-N32.
94
Page 100

Similar, pozitionarea sculei in blocul N32 este efectuata in punctul unde varful sculei
vine in contact cu N31-N32 si N32-N4 in acelasi timp. Aceasta determina de asemenea
ca scula aschietoare sa se miste in sensul invers fata de cel programat. Rezultatul este
depasirea conturului programat.
Programul 4
In acest program, o bucla a sculei similara ca aceea efectuata in programul 3 este
executata cu valorile numerice modificate pentru a evita depasirea conturului :
Cu acest program profilul dorit rezulta aproape de cel realizat. Totusi mai sunt unele
probleme precum :
x Depasirea conturului este determinata de marimea razei R
x Lungimea N31-N32 nu poate fi gasita repede.
Aceste probleme sunt solutionate prin introducerea unei bucle de-a lungul unui patrat
asa cum e explicat mai jos.
95
 Loading...
Loading...