

Page 1

Programat® S1
Operating Instructions
Valid as of
Software Version 3.0
Page 2

2
Page 3

Table of Contents
Views of the Furnace, List of Parts 4
1. Introduction / Signs and Symbols 8
1.1 Preface
1.2 Signs and symbols
1.3 Notes regarding the Operating Instructions
1.4 Notes regarding the different voltage versions
2. Safety First 9
2.1 Indications
2.2 Health and safety instructions
3. Product Description 12
3.1 Components
3.2 Hazardous areas and safety equipment
3.3 Description of functions
3.4 Accessories
3.5 Indications / contraindications
4. Installation and Initial Start-Up 13
4.1 Unpacking and checking the contents
4.2 Selecting the location
4.3 Assembly
4.4 Demounting the furnace head
4.5 Initial start-up
5. Operation and Configuration 18
5.1 Introduction to the operation
5.2 Explanation of the key functions
5.3 Basic meaning of the display readouts
5.4 Program structure
5.5 Settable parameters and possible value ranges
5.6 Settings / test program and information
5.7 Explanation of the display symbols
5.8 Explanation of the acoustic signals
5.9 OSD
6. Practical Use 23
6.1 Switching on the furnace
6.2 Loading the Programat S1
6.3 Sintering procedure with a standard program
6.4 Sintering procedure with an individual program
6.5 Additional possibilities and special features of the furnace
6.6 Programming
7. Maintenance, Cleaning and Diagnosis 25
7.1 Cleaning of the sintering chamber and the heating elements
7.2 Monitoring and maintenance
7.3 Cleaning
7.4 Test programs
7.5 Stand-by
7.6 Temperature calibration
7.Z Service hint
8. What If… 27
8.1 Error messages
8.2 Technical malfunctions
8.3 Repair
9. Product Specifications 30
9.1 Delivery form
9.2 Technical data
9.3 Acceptable operating conditions
9.4 Acceptable transportation and storage conditions
10. Miscellaneous 31
10.1 Program table
3
Page 4
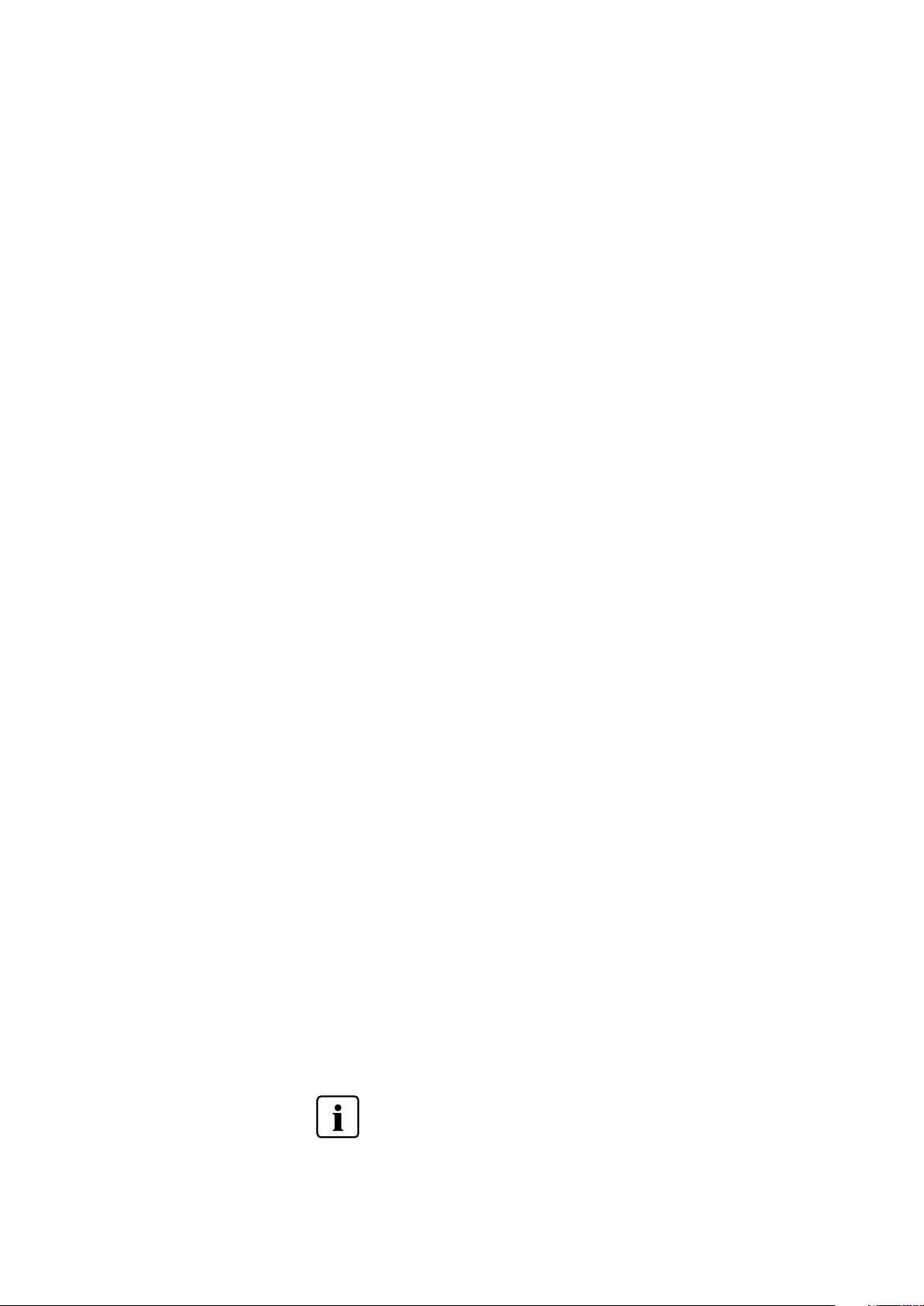
List of Parts
1 Insulation
2 Thermocouple
3 Sinter tray
4 Display
5 Frame plate
6 Sinter chamber
7 Furnace housing
8 Membrane-sealed keypad
9 On/Off switch
10 Heater fuse
11 Fuse holder
12 Power cord
13 Power socket
14 Rating plate
15 Rubber foot
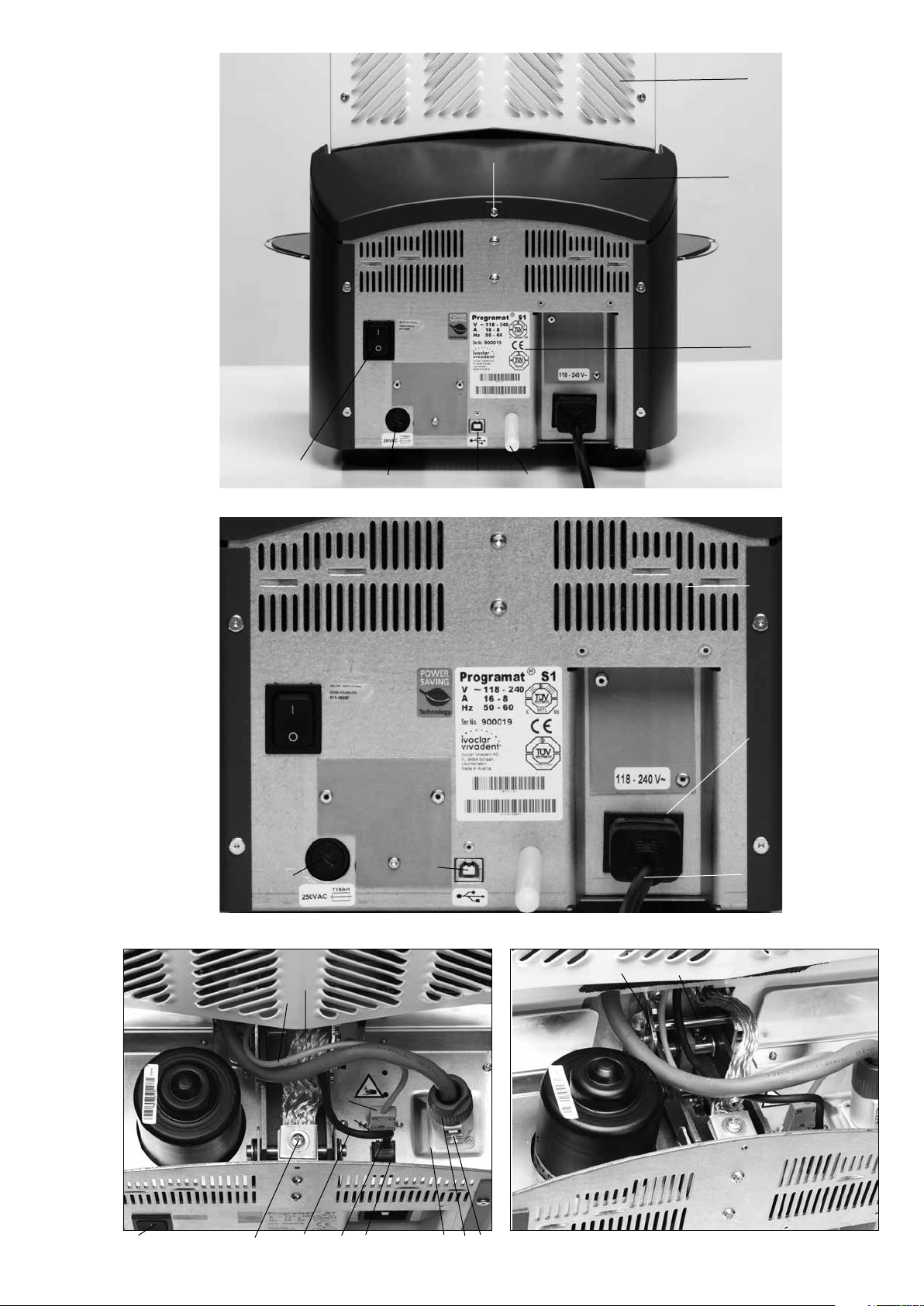
16 Furnace head housing
17 Thermocouple plug
18 Power electronics plug
19 Plug fuse
20 Heater plug
21 Socket for the heater plug
22 Socket for the thermocouple plug
23 Socket for the power electronics plug
24 Leave spring
25 Air vents base
26 Cooling tray
27 Cooling tray fastening screw
28 Silicone washer
29 Hood
30 Attachment screw for hood
31 Air vents furnace head
32 Air vents rear panel
33 Furnace head mounting mark
34 Furnace base mounting mark
35 Furnace head mounting
36 Heating element
37 Sinter tray rest
38 Thermocouple cable
39 Power electronics cable
40 Connecting rod axis
41 Plug-in console
42 USB device interface
44 OSD indicator
45 Spacer
46 Grounding band
47 Screw for grounding band
Please note that the list of parts applies to the entire
Operating Instructions. These parts and their numbers are
often referred to in later chapters.
4
Page 5

44
16
4
26
8
15
25
1
27
2
6
3
5
37
7
5
Page 6
30
31
29
14
10/11
9
10/11
42
42
45
32
13
12
46
38
17
22
39
47 19
18 23
21
20 9
24
6
35
Page 7
1
36
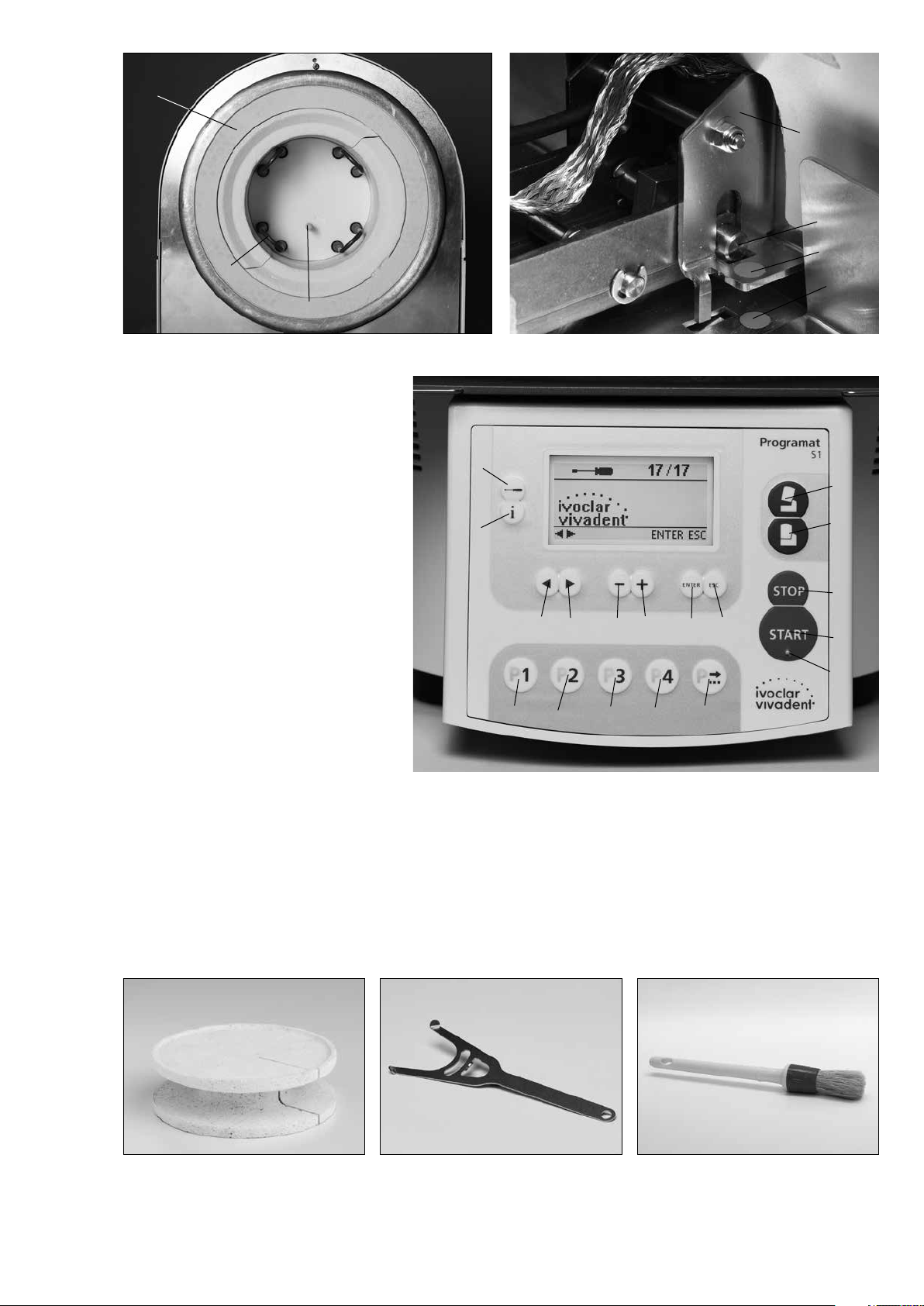
Operating unit:
71 ESC key
72 ENTER key
73 Start key
74 Start LED
75 Stop key
76 + key
77 - key
78 Settings key
79 Cursor right key
80 Cursor left key
81 Information key
82 Program 1 key
83 Program 2 key
84 Program 3 key
85 Program 4 key
86 Next program key
87 Open furnace head
88 Close furnace head
41
40
33
34
2
78
87
81
88
75
72
79
80 77
76
71
73
74
82
83
84
85
86
100 Sinter tray 102 Cleaning brush 101 Sinter tray fork
100
101
102
7
Page 8
1. Introduction / Signs and Symbols
1.1 Preface
Dear Customer
Thank you for having purchased the Programat S1. It is a sinter
furnace for dental laboratories requiring such a furnace for the
CAD/CAM technique. The Programat S1 permits the sintering of ZrO
materials. It has been especially designed and constructed for this
purpose.
The furnace has also been designed according to the latest industry
standards. However, inappropriate use may damage the equipment
and be harmful to personnel. Please observe the relevant safety
instructions and read these Operating Instructions carefully.
Enjoy working with the Programat S1.
1.2 Signs and symbols
The signs and symbols in these Operating Instructions facilitate the
finding of important points and have the following meanings:
Risks and dangers
1.3 Notes regarding
these Operating Instructions
Furnace concerned: Programat S1
Target group: Dental technologists
These Operating Instructions facilitate the correct, safe and economic
2
use of the Programat S1 furnace.
Should you lose the Operating Instructions, extra copies can be
ordered at a nominal fee from your local Ivoclar Vivadent
Service Center or downloaded from the Internet free of charge
(www.ivoclarvivadent.com).
1.4 Notes regarding the different voltage versions
The furnace has been designed for the following voltage range:
118–240V / 50-60 Hz
No manual switch-over is required for the use of the different
voltage versions. Make sure that the local power supply complies
with the voltage indicated on the rating plate before operating the
furnace.
Important information
Contraindication
Burn hazard
Risk of crushing
8
Page 9
2. Safety First
This chapter is especially important for personnel who work with the
Programat S1 or who have to carry out maintenance or repair work.
This chapter must be read and the corresponding instructions
followed.
2.1 Indications
The Programat S1 is intended to sinter ZrO2 ceramic materials used
in dentistry and it should be used for this purpose only. Other uses
than the ones stipulated, e.g. cooking of food, firing of other materials etc., are contraindicated. The manufacturer does not assume any liability for damage resulting from misuse. The user is solely responsible for
any risk resulting from failure to observe these Instructions.
Further instructions to assure proper use of the furnace:
– The instructions, regulations and notes in these Operating
Instructions must be observed.
– The instructions, regulations and notes in the material’s
Instructions for Use must be observed.
– The furnace must be operated under the indicated environmental
and operating conditions (see Chapter 9).
– The Programat S1 must be properly maintained.
Do not use colouring liquids containing chlorine or hydrochloric acid in Programat S1 furnaces. Due to the aggressive
components of the liquids, the furnace surface or individual
parts may be chemically corroded or damaged.
If colouring liquids containing chlorine or hydrochloric acid are used,
irritating gases may develop during the heating phase. These gases
pose a risk to users particularly when infiltrated frameworks are not
correctly pre-dried.
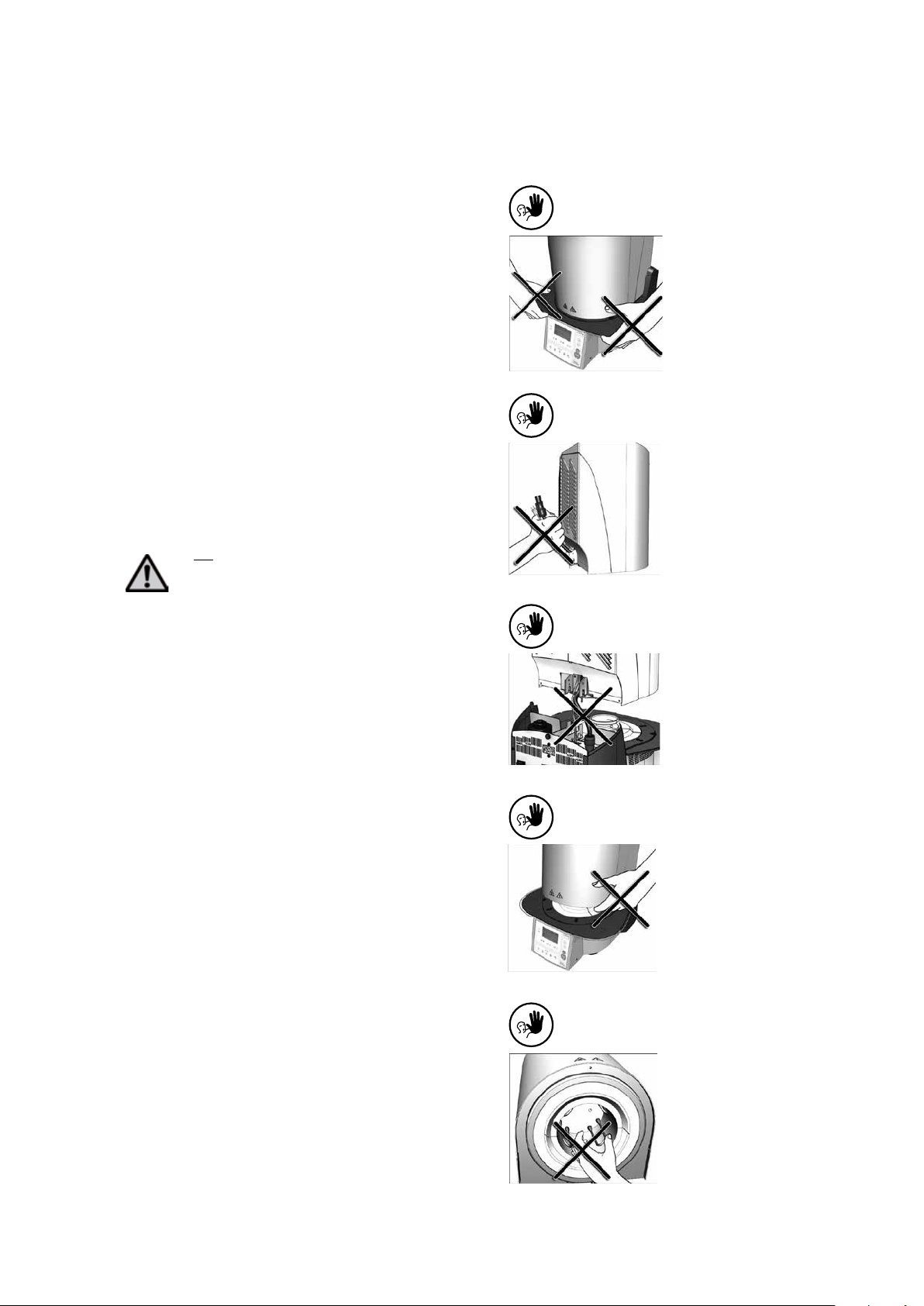
2.1.1
Contraindication
The furnace must not be carried by the
cooling tray.
2.1.2
Contraindication
The furnace head must not be carried
by the cables, since cables and connections may be damaged by such action.
2.1.3
Contraindication
The furnace head must not be
removed from the furnace head while
it is still connected to the heater cable.
2.1.4
2.1.5
Contraindication
The furnace head is equipped with an
electric drive and can be operated by
means of the electronic controls. Never
open the furnace head by hand, since
this will damage the transmission.
Contraindication
Do not touch the thermocouple and
the heating element in the sintering
chamber. Avoid skin contact (grease
contamination), since this will
speed up the degradation of the
components.
9
Page 10
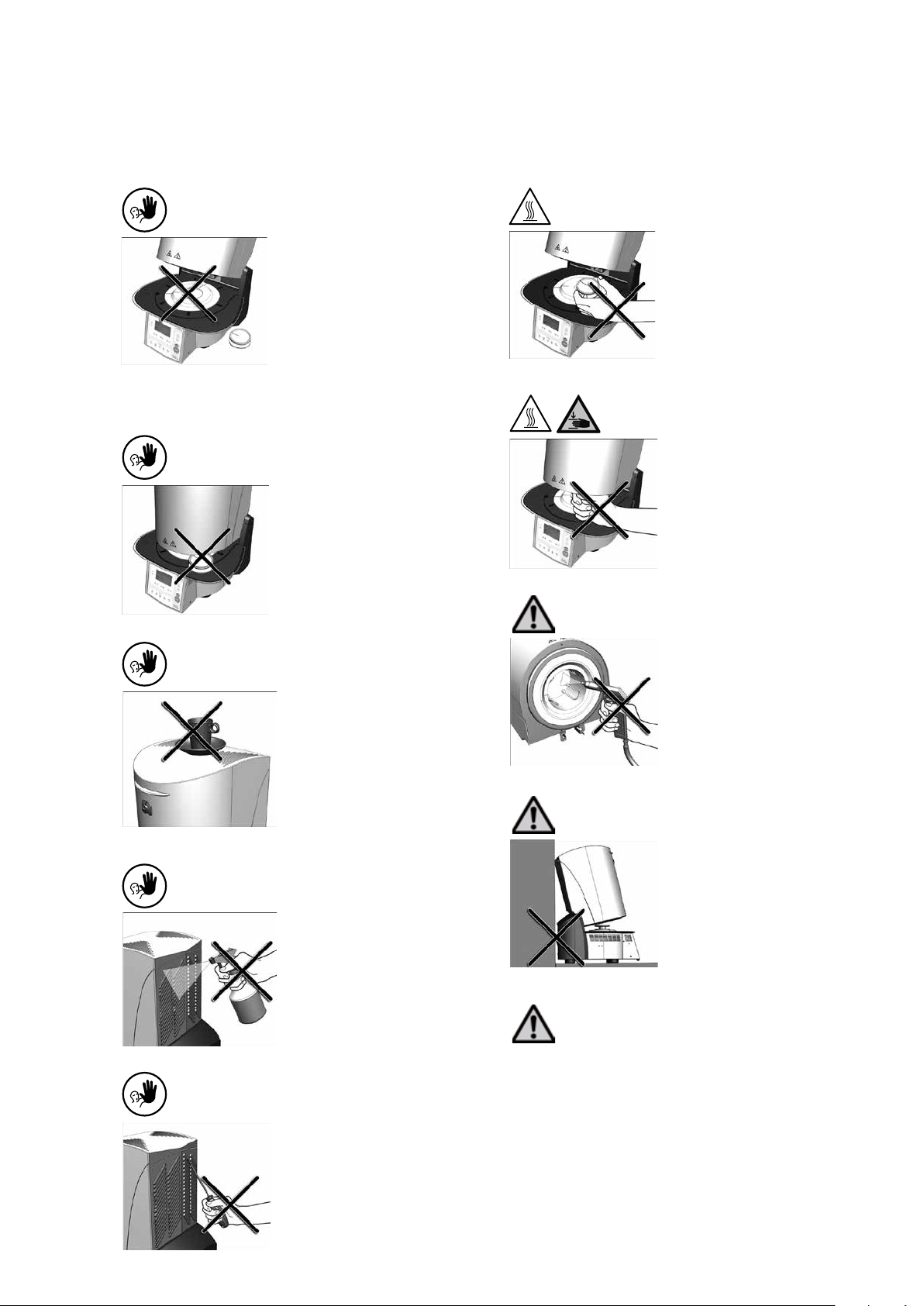
2.1.6
Contraindication
2.1.11
Burn hazard
2.1.7
2.1.8
Contraindication
Contraindication
Never use the furnace without the
sinter tray. Use only the original S1
sinter tray. Do not use the firing trays
or honey-combed trays from conventional ceramic furnaces. Furthermore,
check the sinter tray for damage, cracks
or contamination before every sintering
cycle. If the table is damaged, it must no
longer be used. A maximum of one
sinter tray is to be placed in the
sintering chamber. Do not stack the
sinter trays.
Firing trays must not be placed in the
area surrounding the firing table, since
this will obstruct the closing of the furnace head.
Foreign objects must not be placed on
the furnace head or the air vents.
Make sure that no liquids or other foreign objects enter the air vents, since
this may result in an electrical shock.
Never place objects in the sintering
chamber by hand, since there is a burn
hazard. Always use the sinter tray fork
(accessories) supplied for this purpose.
Never touch the hot surface of the
furnace head, as there is a burn
hazard. Please also refer to the
warnings on the furnace.
2.1.12
Risk of crushing and burn hazard
Never reach under the furnace head
with the hand or other parts of the
body during operation, since there is a
risk of crushing and a burn hazard.
2.1.13
Risks and dangers
This product contains ceramic fibres
and may release fibre dust. Do not use
compressed air, or blow, on the
furnace, thus distributing the dust in
the environment, and observe the
additional notes on page 11.
2.1.9
2.1.10
Contraindication
Contraindication
Make sure that no liquids or other
foreign objects enter the furnace.
Do not insert any foreign objects into
the air vents. There is a risk of
electrical shock.
2.1.14
Risks and dangers
Do not use the furnace without
spacer, since the distance to the back
wall has to be kept!
2.1.15
Risks and dangers
The furnace must not be operated if the heating element
in the sintering chamber is damaged. There is a risk of
electric shock upon contact with the heating wire.
10
Page 11

2.1.16
Contraindication
For safety reasons, the furnace must
not be operated without the cooling
tray.
2.1.17
Risks and dangers
The furnace must not be connected to
the power supply without the rear
cover in place.
2.2 Health and Safety Instructions
This furnace has been designed according to EN 61010-1 and has
been shipped from the manufacturer in excellent condition as far as
safety regulations are concerned. To maintain this condition and to
assure risk-free operation, the user must observe the notes and
warnings contained in these Operating Instructions.
– The user must especially become familiar with the warnings and
the operating conditions to prevent injury to personnel or damage
to materials. The manufacturer is not responsible for damage
resulting from misuse or failure to observe the Operating Instructions. Warranty claims cannot be accepted in such cases.
– Before switching on the furnace, make sure that the voltage
indicated on the rating plate complies with your local power
supply.
– The power socket must be equipped with a residual current circuit
breaker.
– The furnace must be plugged into a socket with protected
contacts.
– Place furnace on a fire-proof table (observe local regulations, e.g.
distance to combustible substances or objects etc.)
– Always keep the air vents at the rear and the side of the furnace
free from obstruction.
– Do not touch any parts that become hot during the operation of
the furnace. There is a burn hazard!
– Clean furnace only with a soft, dry cloth. Do not use solvents!
Disconnect power before cleaning and allow the furnace to cool
down!
– The furnace must be cool before it is packed for transportation
purposes.
– Use original packaging for transportation purposes.
– Before calibration, maintenance, repair or exchange of parts, the
furnace must be cooled down and the power disconnected if the
furnace is to be opened.
– If calibration, maintenance or repair has to be carried out with the
power connected and the furnace open, only qualified personnel
from the field of electrical engineering who are familiar with the
risks and dangers may perform these procedures.
– After maintenance, the required safety tests (high voltage
resistance, protective conductor etc.) have to be carried out.
– Ensure that only fuses of the indicated type and rated current are
used.
– If it is assumed that safe operation is no longer possible, the
power must be disconnected to avoid accidental operation.
Safe operation is no longer possible if
– the furnace is visibly damaged
– the furnace does not work
– the furnace has been stored under unfavourable conditions
over an extended period of time
– Use only original spare parts.
– The temperature range for faultless operation is +5 °C to +40 °C
(+41 °F to +104 °F).
– If the furnace has been stored at very low temperatures or high
atmospheric humidity, the head has to be opened and the furnace
dried or left to adjust to room temperature for approximately
4 hours (do not connect the power yet).
– The furnace has been tested for use at altitudes of up to 2000 m
(6562 ft) above sea level.
– The furnace may only be used indoors.
– Before leaving the factory, the furnace functions were tested for
several hours. It is therefore possible that these tests have caused
slight discolouration of the insulation. Nevertheless, your
Programat S1 is still a brand new furnace.
Any disruption of the protective conductor either inside
or outside the furnace or any loosening of the protective
conductor connection may lead to danger for the user in
case of malfunction. Deliberate interruptions are not
tolerated.
Materials developing harmful gases must not be fired.
Warning regarding the removal of the sintering chamber
This product contains ceramic fibres and may release fibre
dust. Fibre dust has proved to be carcinogenic in animal
experiments. The sintering chamber must only be
disassembled by a certified After Sales Service Center.
Information regarding the Safety Data Sheet is also
available from your Service Center.
Warning
The insulation on this product contains refractory ceramic fibres
(RCF), which pose a possible cancer hazard, if agitated and inhaled.
May be irritating to the skin, eyes or respiratory tract if insulation is
cracked or corrupted.
California Proposition 65
Warning: ”This product contains Refractory Ceramic Fibres, a
substance known to the State of California to cause cancer.”
Disposal:
The furnaces must not be disposed of in the normal
domestic waste. Please correctly dispose of old
furnaces according to the corresponding EU council
directive. Information on the correct disposal may
also be found on your local Ivoclar Vivadent homepage.
11
Page 12

3. Product Description
3.1 Components
The Programat S1 consists of the following components:
– Furnace base with electronic controls
– Furnace head with sintering chamber
– Sinter tray
– Cooling plate
– Sinter tray fork
– Cleaning brush
3.2 Hazardous areas and safety equipment
Description of the hazardous areas of the furnace:
Hazardous area Type of risk
Sintering chamber Risk of burning
Opening and closing
mechanism
Electrical components Risk of electrical shock
Risk of crushing
Description of the safety equipment of the furnace:
Safety equipment Protective effect
Protective conductor Protection from electrical shock
Electrical fuses Protection from electrical shock
Furnace housing and covering
ends
Protection from electrical shock,
burning and crushing
3.3 Functional description
The sintering chamber may be heated up to max. 1530 °C (2786 °F)
by means of a heating element. The sintering process is controlled
with the corresponding electronic controls and software. Moreover,
the set and actual temperatures are continuously compared.
3.4 Accessories
– Temperature Checking Set S1
3.5 Indication / contraindication
Indication
– Sintering of ZrO2 materials
Contraindication
– The Programat S1 is not suitable as a ceramic furnace for dental
laboratories.
12
Page 13

4. Installation and Initial Start-Up
1
2 3
4 5
4.1 Unpacking and checking the contents
The packaging provides the following advantages:
– Reusable packaging
– Closing mechanism with integrated transportation grips
– Ideal protection by Styrofoam inserts
– Easy handling / optimum unpacking
– The packaging may be used in several ways (modules)
Remove the furnace components from their packaging and place it
on a suitable table. Please observe the instructions on the outer
packaging.
There are no special transportation grips on the furnace. Support the
bottom of the furnace to carry it.
1
2
4 5
3
4.2 Selecting the location
Place the furnace on a flat table using the rubber feet. Make sure
that the furnace is not placed in the immediate vicinity of heaters or
other sources of heat. Make sure that air may properly circulate
between the wall and the furnace and that there is enough space
for the swivel movement of the furnace head (at least 110 mm).
Therefore, mounting the spacer (45) is absolutely mandatory.
Also ensure that there is enough space between the furnace and the
user, as the furnace releases heat during the opening of the furnace
head.
The furnace should neither be placed nor operated in areas
where there is an explosion hazard.
4.3 Assembly
Make sure the voltage indicated on the rating plate (14) complies
with the local power supply. If this is not the case, the furnace must
not be connected.
Check the delivery for completeness (see delivery form in Chapter 9)
and transportation damage. If parts are damaged or missing, contact
your local Ivoclar Vivadent Service Center.
Packing and shipping of individual components
The packaging of the S1 permits simple and safe shipping of individual
components. Simply use the two corresponding inserts. Fold the side
flaps (2) and combine the two packaging parts by means of the
transportation flaps. The packaging may be disposed of with the
regular household refuse.
1
2 3
4 5
14
Step 1:
Assembling the cooling tray (26)
Remove both screws (27) including the silicone washer (28).
27
27
28
28
We recommend keeping the original packaging for future
service and transportation purposes.
13
Page 14
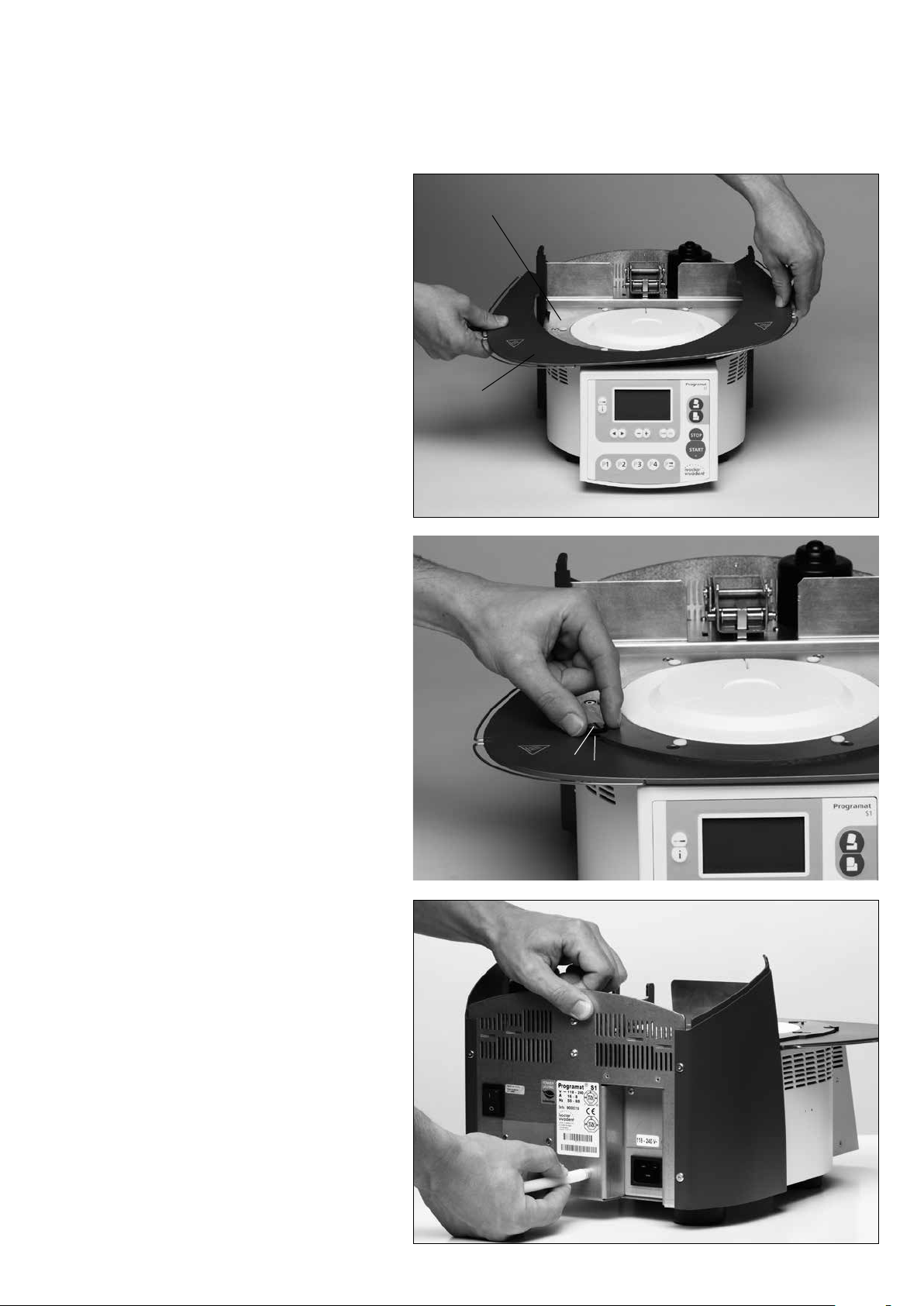
Place the cooling tray (26) on the frame plate (5).
Make sure that the cooling tray (26) is correctly
positioned on the frame plate (5) and that the
danger symbols are visible from above.
Secure the cooling tray (26) with the two screws
(27) including the silicone washer (28).
5
26
Step 2:
Mounting the spacer
The spacer (45) can be mounted to the rear of the
furnace with the help of the fastening pin
intended for this purpose. Press the spacer
strongly against the rear of the furnace.
For safety reasons, the spacer must always be
mounted.
27
28
14
Page 15

Step 3:
Mounting the furnace head
The complete furnace head is best mounted with
the rear panel of the furnace pointing towards the
user. Lift the furnace head with both hands as
shown in the picture (with the rear hand gripping
the holding area lined with sandpaper on the
furnace head), and carefully position it on the
furnace head mounting (35).
Ensure that the furnace head mounting mark (33)
is aligned with the furnace base mounting mark
(34).
Make sure that the sinter
chamber and the insulation (5)
are not damaged by mounting
the furnace head.
41
Step 4:
Attaching the grounding band
Attach the grounding band (46) to the
corresponding connection of the furnace housing
using the screw for the grounding band (47).
40
33
34
15
46
47
Page 16

Step 5:
Connections
Connect the cables of the furnace head with the
furnace base. Proceed as follows:
– Insert the thermocouple plug (17) (make sure
that the polarity of the plug is correct)
– Insert the heater plug (20)
– Insert the power electronics plug (18)
17
Secure the heater plug (20) by turning it until the
heater plug (20) has been secured.
Step 6:
Mounting the hood (29)
Once all cables are properly connected to the
furnace base, the hood (29) can be mounted.
Subsequently, secure the hood with the knurled
screw (30).
18
20
29
20
30
The furnace may only be
operated with the hood
mounted.
Step 7:
Establishing additional connections
Power connection
Please make sure that the voltage indicated on the
rating plate complies with the local power supply.
Connect the power cord (12) with the power socket (13) of the furnace.
13
12
16
Page 17

4.4 Removing the furnace head
Before the hood (29) is removed, the furnace has
to be switched off, cooled down and the power
cord (12) disconnected from the power socket
(13).
1. Loosen the attachment screw (30) for the
hood (29) and remove it
2. Remove the hood
3. Disconnect the thermocouple plug (17)
4. Disconnect the heater plug (20)
5. Disconnect the power electronics plug (18)
6. Loosen and remove the grounding band (46)
7. Press the leaf spring (24) with a finger, lift off
the furnace head at the same time and
remove it
Make sure the furnace head
has completely cooled down
before it is removed (fire
hazard).
4.5 Initial start-up
1. Connect the power cord (12) with the wall
socket
2. Put the On/Off switch (9) at the rear of the
furnace on position “I”
Stand-by indication
The stand-by indication is shown after the self-test.
The last program used before the furnace was
switched off is loaded.
The furnace will now automatically conduct a selftest. The performance of all furnace components is
automatically checked. The display shows the
following indications during the self-test:
b)
a) Progress bar
b) Firing hours
c) Software version
d) Current supply voltage
92
90
90 Program number
91 Current temperature
92 Furnace status
93 Program name
94 Material name
c)
a)
d)
91
94
93
If any component is defective, the corresponding
error number (ER xxx) will be indicated in the
display. If everything is in working order, the
display will change to the stand-by indication.
17
Page 18

5. Introduction to the Operation
5.1 Introduction to the operation
The Programat S1 is equipped with a graphic display with backlighting. The numeric and command keys can be used to program and
control the furnace.
78
87
81
88
75
72
86
71
74
73
80 77
82
83
79
84
76
85
5.2 Explanation of the key functions
– Settings key (78)
After pressing the Settings key, the settings required for the
furnace can be displayed one after the other and changed, if
necessary.
– Information key (81)
After pressing the Information key, information about the furnace
can be displayed one after the other.
– Cursor keys (79, 80)
In the stand-by display, the cursor keys can be used to change the
program.
The cursor keys are also used to scroll through the settings or
information pages.
In the parameter list, the current cursor position is indicated by a
solid (non-flashing) frame around the numeric value.
– –/+ keys (76, 77)
Changing the settings or entering a numeric value is achieved by
means of the -/+ keys.
Each entry by means of the – or + key is immediately accepted,
provided the corresponding value range is observed. Once the
value range limit has been reached, the value can no longer be
changed.
– ESC key (71)
This key is used to end the error display. Furthermore, any page
of the display can be left with this key.
– ENTER key (72)
With this key, settings may be changed or entries confirmed.
– Start key (73)
This key starts the selected program.
– Start LED (74)
Lights up once a program has started. It flashes when the
program is paused.
– Stop key (75)
Pressing 1 x (pause program)
Pressing 2 x (program is aborted)
The STOP key also stops the furnace head movement and the
acoustic signal.
– Open furnace head key (87)
Furnace head is opened (not during a program in progress, or if
the temperature in the sintering chamber is higher than
600°C/1112°F).
– Close furnace head key (88)
Furnace head is closed (not during a program in progress).
– Program 1 key (82)
Program 1 (P1) is selected with this key (not during a program in
progress).
– Program 2 key (83)
Program 2 (P2) is selected with this key (not during a program in
progress).
– Program 3 key (84)
Program 3 (P3) is selected with this key (not during a program in
progress).
– Program 4 key (85)
Program 4 (P4) is selected with this key (not during a program in
progress).
– Next program key (86)
The next program (P5, P6) is selected with this key (not during a
program in progress).
5.3 Basic meaning of the display elements
– Stand-by
Furnace or
program status
Main area
In the main area, the most
important information
(e.g. the currently selected
program) is indicated
– Program
Furnace or
program status
Main area
Currently selected
program
18
Status area
Recommendation
area
Status area
Current
temperature of the
furnace
The corresponding symbol
suggests the next, most
likely action (keystroke)
Current
temperature of the
furnace
Remaining time
Progress bar
Page 19

5.4 Program structure
The sinter furnace basically offers two types of
programs:
a) Standard program for materials of the
Ivoclar Vivadent group (see enclosed
Program Table)
e.g. IPS e.max ZirCAD, Zenostar T, etc.
b) Free programs
All the free programs are equal and available
as full-fledged programs. All the parameters
can be individually set in each program.
When the furnace is delivered ex
works, the standard programs already
contain the recommended material
parameter settings.
The programs have been designed in such a way
that the 3 heating stages, 2 cooling stages, and
1 opening time can be set.
5.5 Adjustable parameters and possible value ranges
Symbol
b
T1
H1
t2
T2
H2
t3
T3
H3
t4
T4
H4
t5
T5
H5
O
Parameters
Heating
stage 1
Heating
stage 2
Heating
stage 3
Cooling
stage 1
Cooling
stage 1
Opening time
Temperature increase
rate
Holding temperature
Holding time
Temperature increase
rate
Holding temperature
Holding time
Temperature increase
rate
Holding temperature
Holding time
Temperature decrease
rate
Holding temperature
Holding time
Temperature decrease
rate
Holding temperature
Holding time
Opening time
Value range °C Value range °F
min max min max Unit
5 90 2 162
700 1200 1292 2192
00:00 05:00 00:00 05:00
1 50 2 90
0/700 1530 0/1292 2786
00:00 05:00 00:00 05:00
1 50 2 90
0/700 1530 0/1292 2786
00:00 05:00 00:00 05:00
1 50 2 90
100 1100 121 2012
00:00 05:00 00:00 05:00
1 50 2 90
0/100 1100 0/212 2012
00:00 05:00 00:00 05:00
00:15 05:00
Unit
°C/min
°C
hh:mm
°C/min
°C
hh:mm
°C/min
°C
hh:mm
°C/min
°C
hh:mm
°C/min
°C
hh:mm
hh:mm 00:00 05:00
°F/min
°F
hh:mm
°F/min
°F
hh:mm
°F/min
°F
hh:mm
°F/min
°F
hh:mm
°F/min
°F
hh:mm
hh:mm
Automatic plausibility check of the parameters
The furnace is equipped with an automatic plausibility check function. The parameters
are checked upon each program start. In case of contradictory parameter combinations, the program stops automatically and the respective error number is indicated.
Graphic overview of the program parameters
Heating Cooling Opening
19
Page 20

5.6 Settings / test program and information
By pressing the Settings key (78) you will reach the setting screen
(the latest setting selected will be shown).
Settings Display Short Description
Date
The date can be set
using the -/+ keys
The cursor keys (79, 80) can be used to toggle between the possible
settings. This screen can be left by pressing ESC (71) or by pressing
one of the program keys (82, 83, …).
5.6.1 Settings / test programs
Settings Display Short Description
Contrast
The contrast can be
adjusted with the -/+
keys.
Temperature unit
The -/+ keys are used
to toggle between °C
and °F.
Language selection
Enables the language
selection.
Temperature
calibration
With this program,
the temperature
calibration program
can be started. See
Chapter 7.5
Temperature Calibration for more details.
Volume
The desired volume
can be set using the
-/+ keys
Tune
The desired tune may
be set using the -/+
keys
Programming
Enables the programming of the
parameters for the
currently selected
program *
Renaming
Enables the renaming
of the currently
selected program *
Enables the renaming
of the material
General write
protection
Heater test program
Keypad test
Cleaning program
Protocol
Start delay
Operating Status
Display
Service interval
Load factory settings
Important information
For certain settings, the user code (359) is required.
Enables the activation
or deactivation of the
general write protection by means of the
-/+ keys after entering the user code.
The write protection
covers all programs
Enables a check of
the heating system
Enables a check of
the membrane-sealed
keypad
With this program,
the heating muffle,
including the insula-tion materials, can
be cleaned by means
of a heat process
Enables the creation
of protocols of the
sintering procedures
Activating this function enables the
delayed start of
sintering programs
With this menu item,
the Operating Status
Display can be
activated/deactivated
Select the interval for
the next reminder.
The intervals are set
in months.
With this setting
option, all the values
and parameters can
be reset to the
original factory
settings.
Note: All the
individual programs
that you have
generated and
saved will be deleted
by this function
Time
The time can be set
using the -/+ keys
* Some programs (P1–P7) are protected with a code. If changes are necessary, the
corresponding code will be provided.
20
Page 21

5.6.2 Information
By pressing the Information key (81), you will reach the information
screen (the last selected information is displayed). The cursor keys
(79, 80) can be used to toggle between the possible information.
This screen can be left with the ESC key (71) or one of the
program keys (82, 83, …).
Settings Display Short Description
Serial number
Software version
Furnace head firing
hours
Furnace operating
hours
Last start of the
calibration program
Calibration value Calibration value at
Supply voltage
Error list
Serial number of the
furnace
1500 °C/2732 °F. The
value is displayed in
accordance with the
selected temperature
mode in °C or °F.
Shows the current
supply voltage
Enables the display
of the last error
messages.
5.7 Explanation of the symbols in the display
Symbol Name Meaning Symbol
Open furnace head Shown in the recommen-
Close furnace head Shown in the recommen-
Press START Shown in the recommen-
Press STOP Shown in the recommen-
Press ENTER Shown in the recommen-
Press ESC Shown in the recommen-
Use cursor keys Shown in the recommen-
Use –/+ keys Shown in the recommen-
General write
protection
Individual write
protection active
Individual write
protection not active
dation area, where the
next most likely action is
suggested.
dation area, where the
next most likely action is
suggested.
dation area, where the
next most likely action is
suggested.
dation area, where a
possible action is suggested.
dation area, where a
possible action is suggested.
dation area, where a
possible action is suggested.
dation area, where a
possible action is suggested.
dation area, where a
possible action is suggested.
Shows in the parameter
list that the general write
protection for all programs
has been activated by
means of the user code.
Shows in the parameter
list that the individual
write protection for this
program is active.
Shows in the parameter
list that this program is
not write-protected.
21
Page 22

5.8 Explanation of the acoustic signal
Basically, all the acoustic signals are played using the tune and
volume selected by the user.
The acoustic signal can only be stopped by pressing the STOP key.
– After the self-test has been completed
In order to inform the user that the automatic self-test has been
successfully completed, an acoustic signal is played.
– In case of error messages
Error messages are acoustically supported by the error tune (end-
less). The beeper may be stopped with the STOP key, while the
error message remains visible in the display. If the error message is
acknowledged with ESC, the beeper also stops.
– At the end of a program
In order to inform the user that the sintering process has been
completed, an acoustic signal is played.
5.9 OSD
The OSD (Optical Status Display) integrated in the furnace head
shows the most important statuses of the furnace. The following
activities are shown:
Colour Activity
green Furnace is ready for use (self-test has been
completed)
red Sintering process active, furnace busy
yellow (flashing) Information, notification or error message
22
Page 23

6. Practical Use
The operating procedure for the Programat S1 will be explained with
the help of two examples: one standard and one individual program.
6.1 Switching on the furnace
Put On/Off switch (9) on position „I“. The furnace conducts an
automatic self-test, which will be indicated in the beginning.
Subsequently, a status bar shows the progress of the self-test. Make
sure that the furnace is not manipulated during this time.
6.1.1 Stand-by screen
If the self-test has been successful,
the stand-by screen will appear in
the display and the desired program can be selected using the
program selection keys.
Once the furnace head has been
opened and the loaded sinter tray
placed, the program can be started
using the START key. For that purpose, the START key is shown in
the recommendation area.
6.1.2 Program progress indicator
When the program is started using the START key, the program
progress indicator is shown in the display.
Note:
For safety reasons, the furnace head can only be
opened once the temperature has dropped below
600 °C/1112 °F.
a)
b)
d)
e)
c)
f)
CAD/CAM fabricated support structures (for large frameworks with a
pronounced curvature) should not be separated for the sintering
process. In order to achieve optimum sintering results, the objects
should be placed on their occlusal or labial surface (not on the
cervical margin). Furthermore, no objects should be placed on the
groove in the sinter tray, if possible.
After that, the sinter tray is placed in the center of the sinter
chamber by means of the sinter tray fork (101).
Please read the following processing notes very
carefully
The individual pre-drying times of the ZrO2 objects must
be observed. They depend on the size of the restoration
and the pre-drying temperature. For more detailed information,
please refer to the instructions for use of the corresponding material.
If the Colouring Liquids are used, several points must be
observed:
– The restorations stained with Colouring Liquid must be
adequately pre-dried in a pre-drying furnace. Air drying is
not sufficient in these cases and may result in cracks in
the objects during the sintering process.
– After the sintering process, clean contaminated areas of the
furnace with a soft cloth.
– In case of severe contamination of the sinter chamber or the
insulation, conduct a cleaning firing.
Once the sintering process is completed, the sinter tray is removed
from the furnace using the sinter
tray fork. If the tray is placed on
the cooling tray, make sure that it
is securely positioned.
For safety reasons,
always use the sinter
tray fork when placing
the sinter tray in or
removing it from the
furnace.
The following information is provided:
a) Program status
b) Remaining time (hh:mm)
c) Current temperature
d) Program number
e) Program name
f) Progress bar
6.2 Loading the Programat S1
The sinter tray (100) holds up to approximately 20 single-tooth
restorations. Make sure that the objects do not touch in order to
prevent them from sintering together. The ZrO2 sinter beads are
usually not required for this process.
In case of stack milling, the individual objects have to be separated
from the stack, the corresponding margins adjusted and the
attachment points smoothed out by grinding.
6.3 Sintering using a standard program
Step 1:
Select the desired program using the program keys.
Note
If the sintering program has been aborted, the
furnace head can be only opened once the
temperature has dropped below 600 °C/1112 °F.
Step 2:
Open the furnace head using the Open furnace head key (87) and
place the loaded sinter tray into the furnace.
Step 3:
Press the Start key (37) and the program will start. You can observe
the cycle on the program progress indicator.
23
Page 24

6.4 Sintering using an individual program
Step 1:
Select a free program.
Step 2:
Select the parameters list via
Settings – Programming, and then
change the program parameters
using the -/+ keys. Then return to
the stand-by screen using ESC or
a program key.
Schritt 3:
Open the furnace head using the
„Open furnace head“ key (87)
and place the loaded sinter tray
into the furnace. Press the Start
key (37) and the program will
start. You can observe the cycle
on the program progress indicator.
6.5 Additional possibilities and special features of the
furnace
6.5.1 General write protection
If all programs are write-protected, a closed, black lock appears.
The setting ‚Renaming‘ cannot be selected if the general write
protection is activated. As an indication, a closed lock is shown next
to the keyboard symbol.
6.6 Programming*
The parameter list can be selected via Settings – Programming. This
list contains all the program parameters. The desired parameter is
selected with the cursor keys. The value is adjusted using the
-/+keys. This screen can be left by pressing ESC or one of the
program keys.
The parameters for heating and cooling stages are located in a
separate program stage screen. Please refer to „Operation and
configuration“ for explanations of the parameters.
Symbol „Change to program stage screen“
If the cursor is placed on the „Change program stage screen“
symbol, pressing ENTER permits changing the program stage screen.
The holding times and the opening time are entered in hh:mm.
* The standard programs are protected by a code. If changes are necessary, the
corresponding code is provided.
6.5.2 Stopping the running program
A program in progress can be paused by pressing the STOP key
once. If a program has been paused, the green LED in the START key
flashes. Furthermore, the status shows as „Pause“. By pressing STOP
a second time, the program can be aborted. It can be resumed by
pressing START.
Note
If the sintering program has been aborted, the
furnace head can be only opened once the
temperature has dropped below 600 °C/1112 °F.
6.5.3 Individual program write protection
For standard programs, the individual program write protection
is activated by default to prevent accidental changes of the
parameters.
The individual program write protection (symbol) can be changed for
each program via Settings – Programming using the -/+ keys.
6.5.4 Renaming
Via Settings – Renaming, the keyboard can be selected, provided the
currently selected program is not write-protected. The desired letters
can be selected using the cursor keys (circular). The letter is selected
with the ENTER key. Individual letters may be deleted using the
delete key (arrow symbol).
Changes are saved by pressing the save (disk symbol) or ESC key.
This will also close the keyboard screen.
This key enables switching to
lower case letters, numbers/
symbols and back to capital
letters.
24
Page 25

7. Maintenance, Cleaning and Diagnosis
This chapter describes the user maintenance and cleaning procedures
for the Programat S1. All the other tasks must be performed by
qualified service personnel at a certified Ivoclar Vivadent Service
Center.
7.1 Cleaning of the sintering chamber and the heating
elements
7.1.1 Visual inspection of the sintering chamber
Inspect the sintering chamber visually prior to every sintering
procedure. No foreign objects or dirt particles must be present in the
sintering chamber during the sintering procedure.
Contaminations may be due to a chipping of the oxide / protective
layer of the heating element surface, among others. This type of
contamination may have an effect on the optical properties (discolouration) of the sintered object.
Contaminations resulting from chipping-off of the oxide layer can be
classified as follows:
Type of
contamination
Glass particles The insulation of the lower part of the
Fine glass dust The insulation of the lower part of the
Indicator
furnace / the sinter tray rest shows residue
of clearly visible, glassy transparent
particles (see image a).
furnace and the cooling tray show residue
of fine glass dust. This type of contamination is more difficult to discern.
7.1.2 Cleaning of the sintering chamber
Use the enclosed cleaning brush (102) for cleaning. Do not use
compressed air for cleaning under any circumstances. After cleaning,
conduct a cycle with the Program 1 (IPS e.max ZirCAD crowns) with
the firing chamber empty. In case of severe contamination it is recommended to conduct the cleaning program (see section 7.1.3).
102
7.1.3 Cleaning of the heating elements
The cleaning program recreates the chipped off oxide / protective
layer on the heating elements.
If no smooth protective layer is visible on the heating elements after
a cleaning firing, several subsequent cleaning firings may be
necessary. Do not place ZrO
Clean the sintering chamber prior to conducting the cleaning
program.
objects in the furnace for these firings.
2
a)
If glass particles or fine glass dust are noticed during the visual
inspection, the sintering chamber needs to be cleaned (see section
7.1.2) and a firing cycle with Program 1 (IPS e.max ZirCAD crown)
must be conducted with an empty firing chamber. For this cycle, no
ZrO
objects must be placed in the furnace.
2
Large parts of the protective layer on the left heating element have
chipped off. The heating element on the right side is in a sound,
stable condition and shows an intact oxide / protective layer. The
cleaning program must be repeated until the surface is free from
contamination and appears glassy.
25
Page 26

7.2 Monitoring and maintenance
The time for these maintenance procedures depends on the
frequency of use and the working habits of the users. For that
reason, the recommended times are only approximations.
This furnace has been developed for typical use in dental
laboratories. If the product is used in a production enter-
premature ageing of the expendable parts has to be expected.
The expendable parts are as follows:
– Heating muffle
– Insulation material
Expendable parts are not covered by the warranty. Please also
observe the shorter service and maintenance intervals.
prise, for industrial applications and for continuous use,
What: Measure: When:
Check all plug-in connections for correct fit Var. external connections weekly
Check if the furnace head opens smoothly and without excessive noise Opening mechanism monthly
Check if the thermocouple is straight and in the right place Thermocouple (2) weekly
Check the insulation for cracks and damages. If the insulation is worn down
it has to be replaced by a certified Ivoclar Vivadent Service Centre. Fine hairline cracks on the surface of the insulation are harmless and do not
influence the function of the furnace in a negative fashion.
Check the keypad for visible damage. If the keypad is damaged, it has to be
replaced by a certified Ivoclar Vivadent Service Centre.
Check temperature. Use the temperature checking set to check and adjust
the temperature in the furnace.
Insulation (1) monthly
Keypad (8) weekly
Firing chamber twice a year
If the furnace head is replaced with a furnace head from
another Programat S1, calibration is required.
7.3 Cleaning
The furnace may only be cleaned when it is cool, since
there is a burn hazard. Do not use any cleaning solutions.
Disconnect the furnace from the power source before
cleaning.
The following parts have to be cleaned from time to time:
Item: Frequency: Cleaning Material:
Furnace housing (7) and
furnace head
Membrane-sealed
keypad (8)
Cooling tray (26) daily cleaning brush*
Isolation (1) daily cleaning brush*
if required soft, dry cloth
weekly soft, dry cloth
*Never use compressed air!
26
Page 27

7.4 Test programs
Press the Settings key and scroll to the desired test program using
the cursor keys.
Heater test program
The heater test automatically checks the heating system. The test
should only be performed with the firing chamber empty, since any
mass placed in the furnace (e.g. sinter tray) would influence the
result.
Keypad test program
Each pressing of a key results in a short beep. The keypad test can
be closed using the ESC key.
Cleaning program
The heating elements are „cleaned“ and/or regenerated using the
cleaning program.
4. After the end of the program, carefully remove the sintered sinter
ring and allow it to cool to room temperature on the cooling tray.
5. Place the cool ring on an even
surface and determine the exact
diameter using the slide gauge.
Make sure that the ring is flush
with the two arms of the slide
gauge. Conduct the
measurement in that area of
the ring, where the batch
number (c) has been stamped
into the ring.
c)
7.5 Stand-by
We recommend keeping the furnace head closed during stand-by to
prevent damage.
7.6 Temperature calibration
The temperature level in the sintering chamber may change after
prolonged operating hours (e.g. by contamination, wear and tear of
the heating elements etc.). For optimum function, regular recalibration is required. The Temperature Checking Set S1 has been specially
developed for this purpose. This set is used to calibrate the temperature of your sinter furnace.
The calibration with sinter rings enables the verification of the holding temperature of 1500 °C/2732 °F required for sintering the ZrO
blocks in the sintering chamber.
During the sinter process, the rings change their dimensions due to
shrinkage. The shrinkage of the sinter rings is decisive for the correction value of the furnace and can be found on the conversion table.
For calibration, you need sinter rings, a measuring device (slide
gauge) and a conversion table (enclosed in the Temperature Checking Set 1).
Procedure:
1. Press the Settings key (78) to
access the Settings screen. Select
„Temperature Calibration“ using
the cursor keys (79/80). The
following display appears:
2
6. Find the measured diameter in the conversion table and read off
the corresponding temperature. Only if the deviations is more
than 10 °C / 18°F must the furnace be readjusted.
7. If the temperature difference is higher than 10 °C / 18 °F (target
temperature = 1500 °C/2732 °F) the correction value can be
transferred to the furnace with the help of the -/+ keys (76/77).
Each keystroke changes the furnace temperature by 1 °C. Once
the desired correction value has been entered, the program can
be closed by pressing the ESC key (71).
Calibration is now complete. Close the furnace head or select a
sintering program.
For further information about the calibration, please refer
to the note accompanying the Temperature Checking Set
S1.
7.7 Service Hint
When the Service Hint appears for the first time (Hint 1700), 2 years
have passed or the heating elements have been in use for more than
1200 firing hours. For this reason, Ivoclar Vivadent recommends a
maintenance and service procedure. For further information, please
refer to the Equipment Service Passport. The interval until the next
appearance of the Service Hint can be selected in the settings (see
Chapter 5.6.1).
The calibration program is
selected with the ENTER key.
The following display appears:
2. Position the sinter ring (a) in the
center of the sinter tray (b)
a)
b)
3. Press the START key. The furnace head is automatically closed and
the calibration program started.
27
Page 28

8. What if ...
This chapter will help you to recognize malfunctions and take appropriate measures.
8.1 Error messages
The furnace continuously monitors all functions during operation. As soon as an error is
found, a corresponding error message will appear. In case of an error, the heater is
switched off for safety reasons.
The following error messages may be displayed:
Error /
Hint
No.
17 Power failure >10 s during a
20 no Error in the heating system Check the heater fuse. If the fuse is OK, contact your local Service Center.
27
*,**
28
**
702 Short power failure during a
1310 Calibration reminder Some time has passed since the last calibration. Conduct a calibration procedure soon.
1600 T1 < B Enter a reasonable value for T.
1601 T2 < T1 Enter a reasonable value for T.
1602 T3 < T2 für T2 > 0,
1603 T4 > Tx (T1, T2, T3) Enter a reasonable value for T.
1604 T5 > T4 Enter a reasonable value for T.
1613 Current temperature after Start
1626 Current Temperature
1650 PwrUnit Error Power-Unit. Check the fuse and the electric plug-in connections to the furnace head. The unit
1660 HeadOpenDisabled (T too high) Temperature too high for opening the furnace head
1661 Power outage >10 sec with the
1662 Power out >10 sec with the
1700 Service Hint More than two years have passed since the last technical inspection or the heating elements have
* A program in progress is stopped! ** The error cannot be acknowledged; the programs cannot be started!
Continuation
possible
no Furnace head cannot be initi-
Error Error Message Text
program in progress
alized
Furnace head does not reach
the target position.
program in progress
T3 > 0 für T2=0
> Tx + 80 °C/176 °F.
> 700 °C/1292 °F upon Start
sintering program started and
in the heating stage
sintering program started and
in the critical heating stage
A firing program in progress was interrupted for more than 10 s.
The program cannot be continued!
The furnace head cannot be moved to the final position. It might be blocked by an external mechanical source! If this is not the case, please contact your local Service Center!
The furnace head does not open/close correctly. The furnace head was manually moved or is
obstructed. The furnace head must only be moved using the keys intended for this purpose!
A program in progress was interrupted by a short power failure.
The program continues.
Enter a reasonable value for T.
Caution! Excess Temperature! The program was aborted.
Sintering chamber is too hot for the start of a sintering program.
is not ready for operation!
Please contact the Ivoclar Vivadent After Sales Service.
Long power outage during a sintering program in progress. Repeat the sintering program.
Long power outage during a sintering program in progress. The objects are probably not OK.
been in use for more than 1200 firing hours. For this reason, Ivoclar Vivadent recommends a
maintenance and service procedure. For further information, please refer to the Equipment Service
Passport. The interval until the next appearance of the Service Hint can be selected in the settings
(see Chapter 5.6.1).
If one of the following error numbers appear, contact your local Ivoclar Vivadent Service After Sales Service:
25, 29
54, 56
103, 107
700, 701, 705, 706, 707
1010, 1011, 1012, 1013, 1014, 1015, 1016
1024, 1025, 1026, 1028
1202, 1203, 1204, 1205, 1206, 1207
1400, 1401, 1402
1500
1630, 1631, 1632, 1650, 1651, 1652
If an ongoing sinter process is interrupted by an error message, the objects should not be used for patient cases. This note does not
apply to the error messages 702 and 1661.
28
Page 29

8.2 Technical malfunctions
These malfunctions may occur without an error message being displayed:
Error Double Check Measure
Display indication incomplete
Writing in the display is very hard to read Is the contrast properly set? Adjust contrast
Display is not illuminated
Buzzer does not sound Is the buzzer switched off (Tune 0)? Select tune 1–5
Furnace head does not open
Incorrect or illogical temperature indication
Cracks in the insulation of the sintering chamber
Cracks in the insulation
Damage of a heating element
Damage of the thermocouple Is the thermocouple damaged or broken off? Contact the Ivoclar Vivadent After Sales Service
Activate the display test program and contact the
Is the furnace properly connected according to the
Operation Instructions and switched on?
Was the furnace head opened manually? Open the furnace head only by using the corres-
Is the thermocouple bent or fractured? Contact the Ivoclar Vivadent After Sales Service
Is the thermocouple correctly connected? Correctly connect the thermocouple
Is the thermocouple plug defective? Contact the Ivoclar Vivadent After Sales Service
Are the cracks very small and insignificant (hairline
cracks)?
Are the cracks large or have parts of the sintering
chamber broken off?
Are the cracks very small and insignificant (hairline
cracks)?
Are the cracks large or have parts broken off? Contact the Ivoclar Vivadent After Sales Service
Is a heating element bent or fractured? Switch off the furnace and contact the Ivoclar
Ivoclar Vivadent After Sales Service.
Correctly connect the furnace and switch it on.
ponding keys. Switch the furnace on and off again.
Small cracks in the insulation do not negatively
influence the furnace.
Contact the Ivoclar Vivadent After Sales Service
Small cracks in the insulation do not negatively
influence the furnace.
Vivadent After Sales Service
8.3 Repair
Repairs may only be carried out by a certified Ivoclar Vivadent After Sales Service Centre.
Please refer to the addresses in Chapter 10.
If repairs during the warranty period are not carried out by a certified Ivoclar Vivadent After Sales Service
Center, the warranty will expire immediately. Please also refer to the corresponding warranty regulations.
29
Page 30

9. Product Specifications
9.1 Delivery form
– Programat S1
– Power cord
– Temperature Checking Set S1 Starter Kit
– Operating Instructions
– Sinter tray
– Sinter tray fork
– USB download cable
– Equipment Service Passport
– Various accessories
9.2 Technical data
Power supply 118–240 V / 50–60 Hz
Overvoltage category II
Contamination level 2
Acceptable voltage fluctuations +/- 10%
Max. power consumption 16 A at 118 V
8 A at 240 V
Electrical fuses 250 V / T16 A high breaking (heating circuit)
Dimensions electrical fuses Diameter 5 x 20 mm
Dimensions of the closed furnace
Depth: 430 mm / Width: 310 mm / 390 mm (with cooling tray)
Height: 570 mm
Usable size of the sintering chamber Diameter 80 mm
Height 80 mm
Max. firing temperature 1530 °C/2786 °F
Weight Furnace base: 10 kg
Furnace head: 17 kg
9.3 Acceptable operating conditions
Acceptable ambient temperature range:
+5°C to +40°C (+41°F to +104°F)
Acceptable humidity range:
80 % maximum relative humidity for temperatures up to 31°C
(87.8° F) gradually decreasing to 50 % relative humidity
at 40°C (104°F); condensation excluded.
Acceptable ambient pressure:
The furnace is tested for use at altitudes of
up to 2000 m above sea level.
9.4 Acceptable transportation and storage conditions
Acceptable temperature range -20 to +65°C (-4°F to +149°F)
Acceptable humidity range Max. 80% relative humidity
Acceptable ambient pressure 500 mbar to 1060 mbar
Use only original packaging of the Programat S1 together with the
respective foam material for shipping purposes.
Safety information
The sinter furnace complies with the following guidelines:
– IEC 61010-1:2001
– EN 61010-1:2001
– UL 61010-1:2004
– CAN/CSA-C22.2 No. 61010-1:2004
– IEC 61010-2-010:2003
– EN 61010-2-010:2003
– CAN/CSA-C22.2 No. 61010-2-010:2004
Radio protections / electromagnetic compatibility EMV tested
30
Page 31

10. Miscellaneous
10.1 Program table
A program table is enclosed in these Operating Instructions. Should this not be the case, please contact the Ivoclar
Vivadent Service Center.
Important information
The current program tables are also available at:
www.ivoclarvivadent.com/downloadcenter
The program tables can be downloaded from the Internet as PDF files. Please note, that the version of the program table
should correspond to the software version which is used on your furnace.
31
Page 32

Ivoclar Vivadent – worldwide
Ivoclar Vivadent AG
Bendererstrasse 2
9494 Schaan
Liechtenstein
Tel. +423 235 35 35
Fax +423 235 33 60
www.ivoclarvivadent.com
Ivoclar Vivadent Pty. Ltd.
1 – 5 Overseas Drive
P.O. Box 367
Noble Park, Vic. 3174
Australia
Tel. +61 3 9795 9599
Fax +61 3 9795 9645
www.ivoclarvivadent.com.au
Ivoclar Vivadent GmbH
Tech Gate Vienna
Donau-City-Strasse 1
1220 Wien
Austria
Tel. +43 1 263 191 10
Fax: +43 1 263 191 111
www.ivoclarvivadent.at
Ivoclar Vivadent Ltda.
Alameda Caiapós, 723
Centro Empresarial Tamboré
CEP 06460-110 Barueri – SP
Brazil
Tel. +55 11 2424 7400
Fax +55 11 3466 0840
www.ivoclarvivadent.com.br
Ivoclar Vivadent Inc.
1-6600 Dixie Road
Mississauga, Ontario
L5T 2Y2
Canada
Tel. +1 905 670 8499
Fax +1 905 670 3102
www.ivoclarvivadent.us
Ivoclar Vivadent Shanghai
Trading Co., Ltd.
2/F Building 1, 881 Wuding Road,
Jing An District
200040 Shanghai
China
Tel. +86 21 6032 1657
Fax +86 21 6176 0968
www.ivoclarvivadent.com
Ivoclar Vivadent Marketing Ltd.
Calle 134 No. 7-B-83, Of. 520
Bogotá
Colombia
Tel. +57 1 627 3399
Fax +57 1 633 1663
www.ivoclarvivadent.co
Ivoclar Vivadent SAS
B.P. 118
F-74410 Saint-Jorioz
France
Tel. +33 4 50 88 64 00
Fax +33 4 50 68 91 52
www.ivoclarvivadent.fr
Ivoclar Vivadent GmbH
Dr. Adolf-Schneider-Str. 2
D-73479 Ellwangen, Jagst
Germany
Tel. +49 7961 889 0
Fax +49 7961 6326
www.ivoclarvivadent.de
Wieland Dental + Technik
GmbH & Co. KG
Schwenninger Strasse 13
D-75179 Pforzheim
Germany
Tel. +49 7231 3705 0
Fax +49 7231 3579 59
www.wieland-dental.com
Ivoclar Vivadent Marketing (India)
Pvt. Ltd.
503/504 Raheja Plaza
15 B Shah Industrial Estate
Veera Desai Road, Andheri (West)
Mumbai, 400 053
India
Tel. +91 22 2673 0302
Fax +91 22 2673 0301
www.ivoclarvivadent.in
Ivoclar Vivadent s.r.l.
Via Isonzo 67/69
40033 Casalecchio di Reno (BO)
Italy
Tel. +39 051 6113555
Fax +39 051 6113565
www.ivoclarvivadent.it
Ivoclar Vivadent K.K.
1-28-24-4F Hongo
Bunkyo-ku
Tokyo 113-0033
Japan
Tel. +81 3 6903 3535
Fax +81 3 5844 3657
www.ivoclarvivadent.jp
Ivoclar Vivadent Ltd.
12F W-Tower, 1303-37
Seocho-dong, Seocho-gu,
Seoul 137-855
Republic of Korea
Tel. +82 2 536 0714
Fax +82 2 596 0155
www.ivoclarvivadent.co.kr
Ivoclar Vivadent S.A. de C.V.
Av. Insurgentes Sur No. 863,
Piso 14, Col. Napoles
03810 México, D.F.
México
Tel. +52 55 5062 1000
Fax +52 55 5062 1029
www.ivoclarvivadent.com.mx
Ivoclar Vivadent BV
De Fruittuinen 32
2132 NZ Hoofddorp
Netherlands
Tel. +31 23 529 3791
Fax +31 23 555 4504
www.ivoclarvivadent.com
Ivoclar Vivadent Ltd.
12 Omega St, Rosedale
PO Box 303011 North Harbour
Auckland 0751
New Zealand
Tel. +64 9 914 9999
Fax +64 9 914 9990
www.ivoclarvivadent.co.nz
Ivoclar Vivadent Polska Sp. z o.o.
Al. Jana Pawla II 78
00-175 Warszawa
Poland
Tel. +48 22 635 5496
Fax +48 22 635 5469
www.ivoclarvivadent.pl
Ivoclar Vivadent Marketing Ltd.
Prospekt Andropova 18 korp. 6/
office 10-06
115432 Moscow
Russia
Tel. +7 499 418 0300
Fax +7 499 418 0310
www.ivoclarvivadent.ru
Ivoclar Vivadent Marketing Ltd.
Qlaya Main St.
Siricon Building No.14, 2
Office No. 204
nd
Floor
P.O. Box 300146
Riyadh 11372
Saudi Arabia
Tel. +966 11 293 8345
Fax +966 11 293 8344
www.ivoclarvivadent.com
Ivoclar Vivadent S.L.U.
Carretera de Fuencarral nº24
Portal 1 – Planta Baja
28108-Alcobendas (Madrid)
Spain
Telf. +34 91 375 78 20
Fax: +34 91 375 78 38
www.ivoclarvivadent.es
Ivoclar Vivadent AB
Dalvägen 14
S-169 56 Solna
Sweden
Tel. +46 8 514 939 30
Fax +46 8 514 939 40
www.ivoclarvivadent.se
Ivoclar Vivadent Liaison Office
: Tesvikiye Mahallesi
Sakayik Sokak
Nisantas’ Plaza No:38/2
Kat:5 Daire:24
34021 Sisli – Istanbul
Turkey
Tel. +90 212 343 0802
Fax +90 212 343 0842
www.ivoclarvivadent.com
Ivoclar Vivadent Limited
Ground Floor Compass Building
Feldspar Close
Warrens Business Park
Enderby
Leicester LE19 4SE
United Kingdom
Tel. +44 116 284 7880
Fax +44 116 284 7881
www.ivoclarvivadent.co.uk
Ivoclar Vivadent, Inc.
175 Pineview Drive
Amherst, N.Y. 14228
USA
Tel. +1 800 533 6825
Fax +1 716 691 2285
www.ivoclarvivadent.us
Version: 4
Date of issue: 2014-07
Valid from software version V3.0
This apparatus has been developed solely for use in dentistry. Start-up and operation should be carried out strictly according to the Operating Instructions. Liability
cannot be accepted for damages resulting from misuse or failure to observe the
Instructions. The user is solely responsible for testing the apparatus for its
suitability for any purpose not explicitly stated in the Instructions. Descriptions
and data constitute no warranty of attributes.
Printed in Austria
© Ivoclar Vivadent AG, Schaan/Liechtenstein
630461/en
 Loading...
Loading...