


 Loading...
Loading...
Nozzle Selection |
Ultra 750 |
ULTRA 750 DESIGN INFORMATION
Ultra 750 Nozzle Pitch
Minimum nozzle pitch dimensions for the Ultra 750 nozzle are provided on the right and below. For applications that exceed 16 drops,  .
.
Thermal Gate
NOTE:The sprue minimum radius 40.4 mm (1.60") and the X and Y minimum distances must all be satisfied.
•For 8 or fewer drops x and y must be greater than 45.0 mm (1.77").
•For 12 drops and greater, x and y must be greater than 76.2 mm (3.00").
•For 48 drops and greater, click here.
Large Pitch Valve Gate (VG-LX)
NOTE:The sprue minimum radius 50.0 mm (1.97") and the X and Y minimum distances must all be satisfied.
•X and Y must be greater than 71.0 mm (2.80").
Large Piston Valve Gate (VG-EX)
NOTE:The sprue minimum radius 65.0 mm (2.559") and the X and Y minimum distances must all be satisfied.
X and Y must be greater than 92.0 mm (3.622").
NOTE: Minimum distance between outermost nozzle drop center to outer edge of the manifold plate is 125mm (4.921”). If reduced distance is required, contact Husky. 
Thermal Gate
R 40.4 |
X |
|
[1.60] |
||
|
||
min. |
|
Y
44.5 [1.75]
44.5
[1.75]
Large Pitch Valve Gate (VG-LX)
|
|
50.0 |
|
|
|
[1.97] |
|
50.0 |
[1.97] |
|
|
Y |
50.0 |
[1.97] |
|
X
Large Piston Valve Gate (VG-EX)
|
|
59.0 |
|
|
|
[2.323] |
|
59.0 |
[2.323] |
|
|
Y |
65.0 |
[2.559] |
|
X
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
2006.08 |
79 |
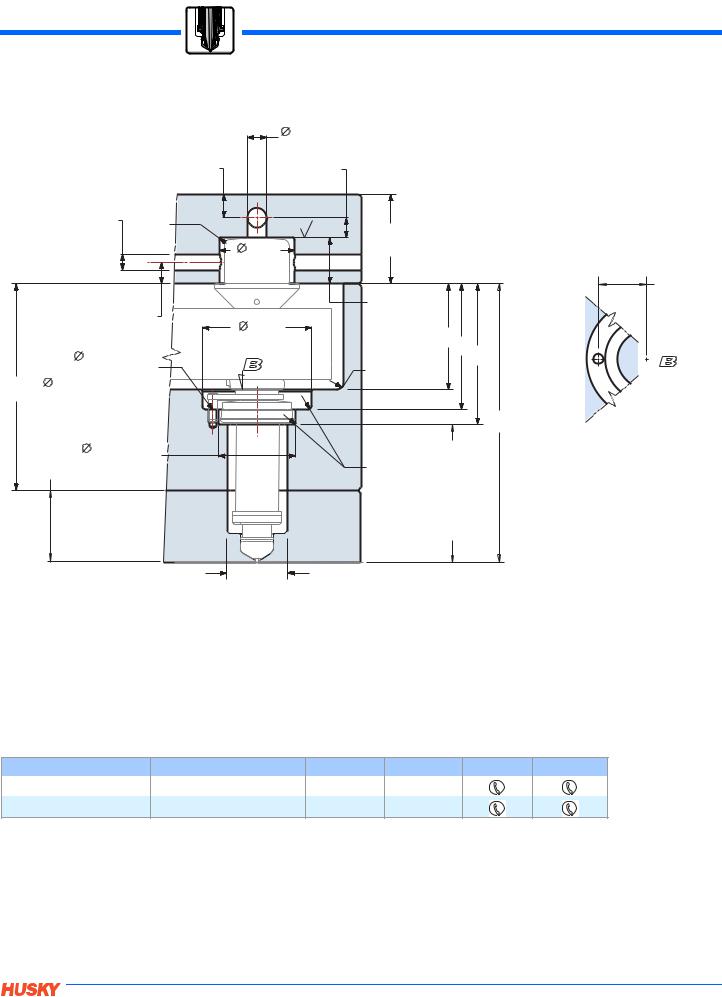
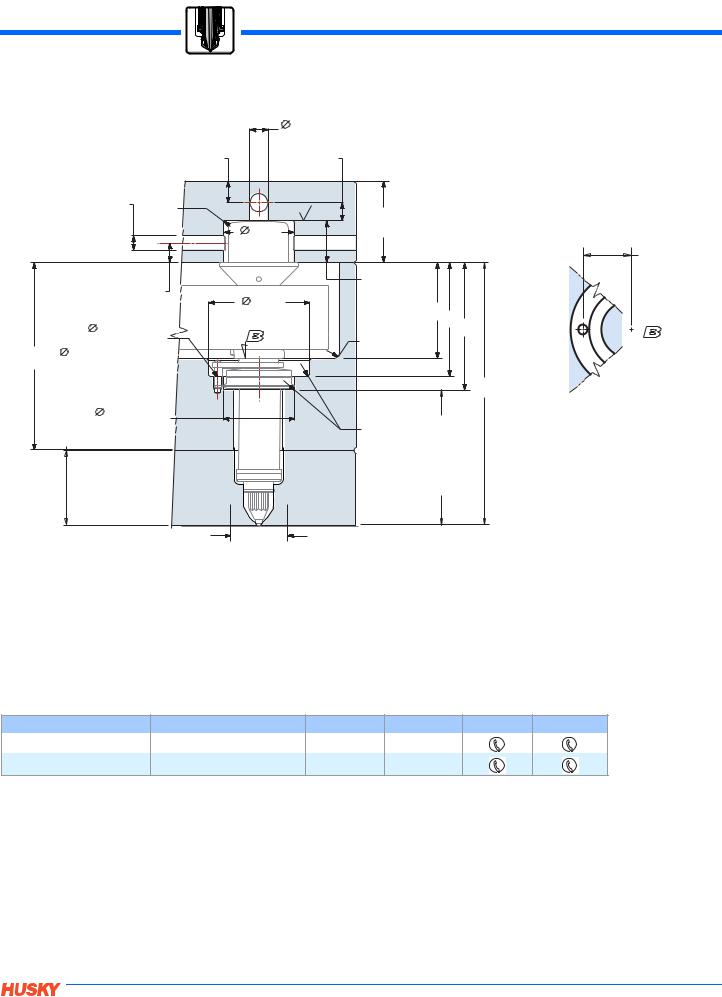
Ultra 750 VG
Sizing - Pocket Detail
|
|
|
|
11.11 |
|
|
|
|
|
|
[0.437] |
|
|
|
|
|
> 10.0 |
> 10.0 |
|
|
|
|
|
[0.39] |
|
[0.39] |
|
|
|
8.73 |
R 1.5 |
|
|
|
|
|
[0.344] |
0.8 |
[32] |
|
|
|
|
[0.06] |
60.00 |
|||
|
|
|
|
|
||
|
|
|
|
43.0 |
|
[2.362] |
|
|
|
|
|
|
|
|
|
|
|
[1.69] |
|
|
|
|
|
|
|
|
25.60 + 0.03 |
|
|
|
> 10.0 |
62.0 |
|
[1.01 + 0.001] |
|
|
|
[0.39] |
|
J |
|
|
|
|
|
[2.44] |
|
|
|
|
|
|
|
|
S |
|
|
4.8 x 10.4 DP. |
|
|
K |
|
|
|
|
|
R 3.0 |
||
|
|
[0.189 x 0.410] |
|
|
||
|
|
|
|
[0.12] |
||
|
5.03 + 0.03 x 7.5 DP. |
|
|
|||
N |
|
|
|
|||
[0.198 + 0.001 x 0.30] |
|
|
|
|||
|
|
|
|
|||
L - 141.0 |
- 5.55] |
44.01 + 0.03 |
|
|
SL |
|
27.4 |
[1.08 |
|
|
BL 163.67-63.67 6.444]-[2.507 |
||
[1.733 + 0.001] |
|
|
||||
|
|
|
|
R 1.5 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
[0.06] |
 31.0 [1.22]
31.0 [1.22]
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Nozzle Selection
25.5
[1.00]
 For more than 16 drops
For more than 16 drops
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html - OR -
Contact  Husky for plate thickness and critical bore depths.
Husky for plate thickness and critical bore depths.
Ultra 750 VG Plate Sizing
Number of Drops |
Manifold Height |
J |
S |
K |
N |
2 - 4 |
40.00 (1.574") |
59.1 (2.33") |
70.0 (2.76") |
|
|
6 - 16 |
60.00 (2.362") |
79.1 (3.11") |
90.0 (3.54") |
|
|
 Contact Husky for more information
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
80 2006.08
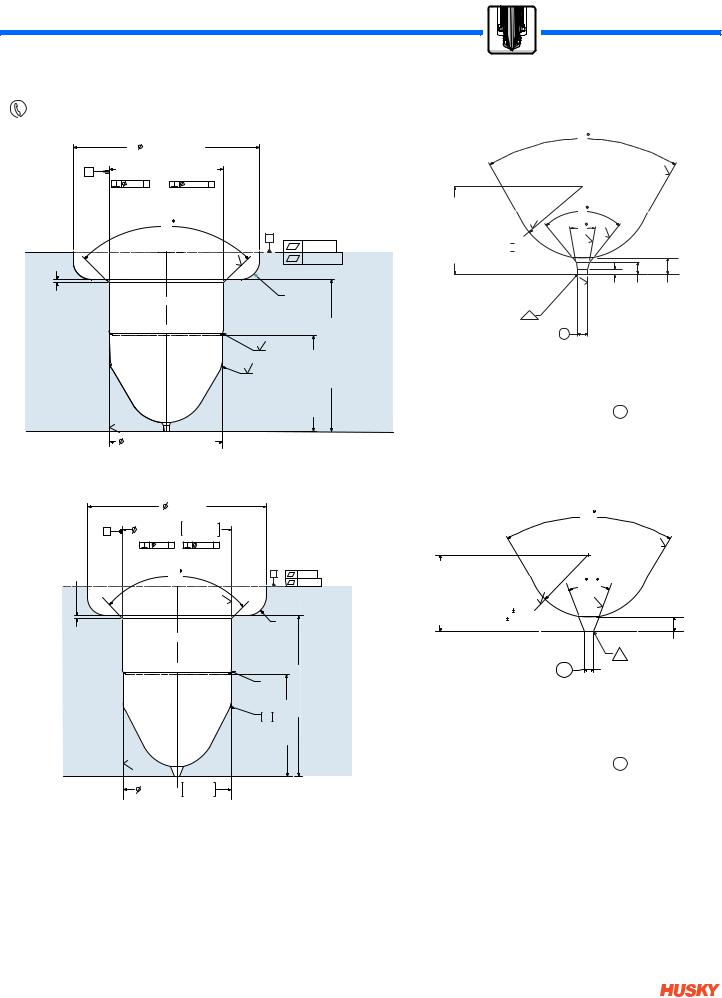
Nozzle Selection |
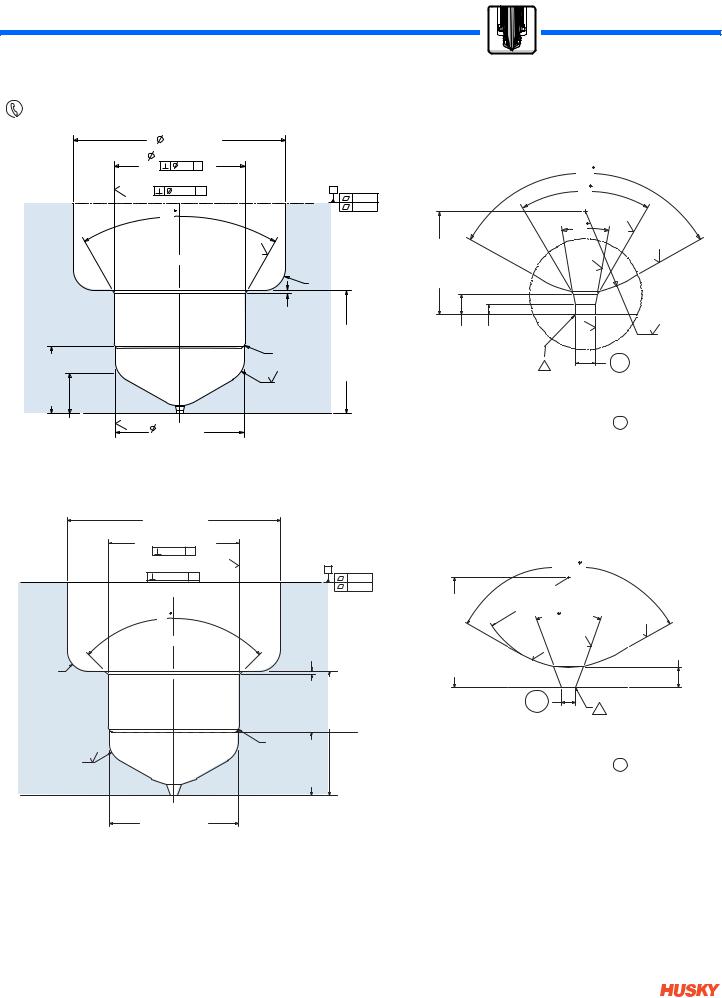
Ultra 750 VG |
Gate Detail (Plunger)
Contact Husky with any gate insert backup concerns
|
|
|
31.0 [1.22] |
|
|
|
|
|
|
|
|
|
|
|
|
|
19.060 +0.010 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0.01 |
A |
|
|
|
|
|
120 |
|
|
|
|
|
|
[0.7504 +0.0004] |
|
|
|
|
|
|
|
|
||
|
|
.0 |
|
A |
|
|
|
60 |
|
|
|
||
|
|
4 |
0.0004 |
A |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
0.005 |
METRIC |
|
|
|
|
|
|
|
|
|
60 |
|
|
0.0002 |
IMPERIAL |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
|
0 |
. 8 |
|
|
|
|
|
|
|
[0.199]5.06 |
CenterSR |
|
|
|
|
|
|
|
|
|
0 |
. 8 |
|
|
|
|
|
.8 |
||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
R 3.0 [0.12] |
|
|
|
|
|
|
|
|
|
|
|
|
|
1.5 [0.06] |
[0.68] |
|
[0.039] |
[0.020] |
0.4 |
|
|
0.8 |
|
|
|
|
|
|
|
|
[0.156] |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
SR3.96 |
[0.385] |
|
|
|
|
R 0.8 [0.03] |
17.3 |
|
1.00 |
0.50 |
|
|
|
|
|
|
|
|
0.8 |
|
S |
G |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9.78 |
|
|
|
|
R 3.0 [0.12] |
|
1.000 (0.039"), 1.500 (0.059"), 1.800 (0.0708") and |
||||||
|
|
|
|
|
|
2.500 (0.0984") dia. gates are standard, other sizes |
|||||||
|
|
|
|
|
|
|
|||||||
5.91 |
[0.233] |
8.0 |
18.80 +0.10 |
|
|
require customized parts. Obtain |
G |
|
for the specific |
||||
|
|
|
application from Husky prior to machining. |
||||||||||
|
|
|
[0.740 +0.004] |
|
|
|
|||||||
Gate Detail (Taper)
31.0 [1.22]
19.060 +0.005

 0.01 A
0.01 A
[0.7504 +0.0002]

 0.0004 A
0.0004 A
60
R 3.0 [0.12]
0.8
R 3.0 [0.12]
18.80 +0.10 [0.740 + 0.004]
0.4
R 0.8 [0.03]
A
0.005 METRIC 0.0002 IMPERIAL
1.5 [0.06]
17.3 [0.68]
9.1 [0.36]
|
|
|
120 |
|
|
[0.3145]7.99REF |
CenterSR |
SR 6.50 |
|
|
[0.059]1.49 TangentSR |
[0.256] |
|
|
|||
|
|
|
|
|
|
|
|
40 +0 -15' |
|
|
|
|
|
|
|
.8 |
|
|
|
|
|
0 |
|
|
|
0. |
4 |
|
|
|
|
. |
|
|
|
|
|
8 |
0 |
|
|
G
S
1.000 (0.039"), 1.500 (0.059"), 1.800 (0.0708") and
2.500 (0.0984") dia. gates are standard, other sizes require customized parts. Obtain G for the specific application from Husky prior to machining.
Click here for taper / plunger comparison.
Gate Steel:Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and ductility. Note: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers and/or additives.
|
|
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining. |
|
2006.08 |
81 |
Ultra 750 VX |
Nozzle Selection |
Plate Sizing - Pocket Detail
> 10.0 [0.39]
8.73 |
R 1.5 |
|
[0.344] |
||
[0.06] |
||
|
43.0
[1.69]
> 10.0 [0.39] 62.0
[2.44]
|
|
4.8 x 10.4 DP. |
|
|
|
[0.189 x 0.410] |
|
N |
5.03 + 0.03 x 7.5 DP. |
||
[0.198 + 0.001 x 0.30] |
|||
|
|||
L - 131.0 |
- 5.16] |
44.01 + 0.03 |
|
27.4 |
[1.08 |
||
[1.733 + 0.001] |
|||
|
|
||
31.0
[1.22]
11.11
[0.437]
> 10.0 [0.39]
0.8 |
[32] |
60.00 |
|
|
|
|
|
[2.362] |
|
25.5 |
25.60 + 0.03 |
[1.00] |
|
|
[1.01 + 0.001] |
|
J |
|
S |
K |
R 3.0
 [0.12]
[0.12]
SL
BL |
153.67-53.67 |
6.05]-[2.113 |
For more than 16 drops |
R 1.5 |
|
|
|
[0.06] |
|
|
|
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html - OR -
Contact  Husky for plate thickness and critical bore depths.
Husky for plate thickness and critical bore depths.
Ultra 750 VX Plate Sizing
Number of Drops |
Manifold Height |
J |
S |
K |
N |
2 - 4 |
40.00 (1.574") |
59.1 (2.33") |
70.0 (2.76") |
|
|
6 - 16 |
60.00 (2.362") |
79.1 (3.11") |
90.0 (3.54") |
|
|
 Contact Husky for more information
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
82 2006.08
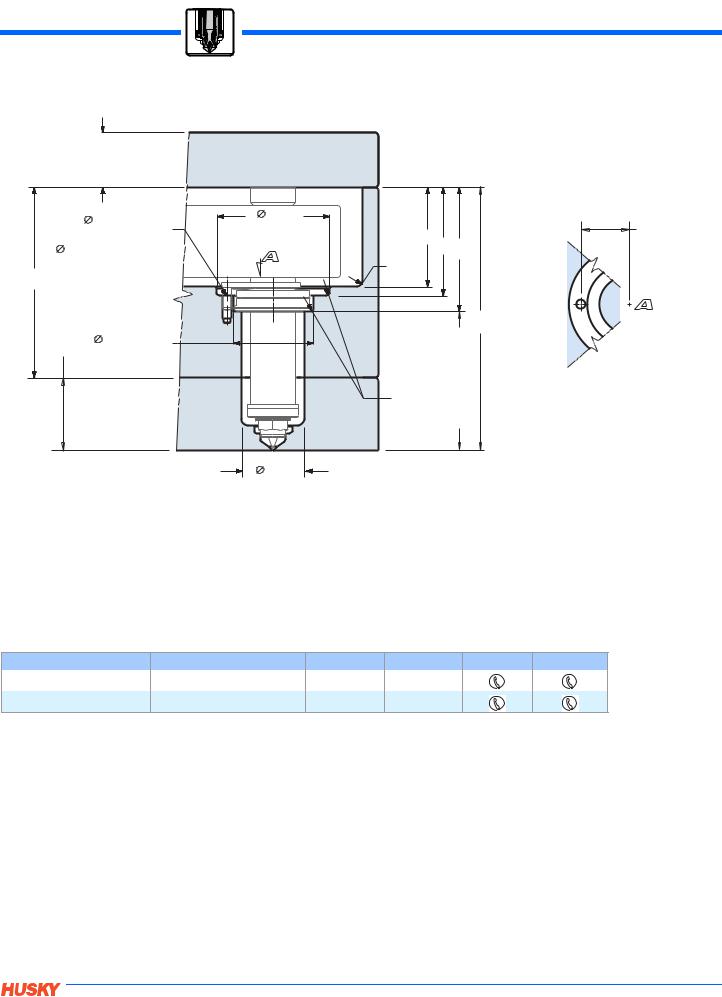
Nozzle Selection |
Ultra 750 VX |
Gate Detail
Contact Husky with any gate insert backup concerns
31.0[1.22]
24.7[.97] Int Pt
A
METRIC 0.005
IMPERIAL 0.0002
[0.30] |
|
|
110 |
|
|
7.5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
.4 |
R 1.5 |
|
|
|
|
0 |
|
|
|
|
|
|
[0.06] |
|
[0.078] |
R 0.10 + 0.10 |
|
|
|
Land |
[0.004 +0.004] |
|
|
|
|
S |
0.4 |
9.005 + 0.005 |
|||
|
2.00 |
|
|
0.01 |
A |
|
|
|
[0.3545 +0.0002] |
||
|
|
|
|
|
|
|
|
|
|
0.0004 |
A |
Clearance required in this area > 0.50mm (0.020”). Front face of nozzle tip cannot make contact.
NOTE:Extra tip stock available for contouring.
Gate Steel: Hardened tool steel such as 49-51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and ductility. Note: These steels may not offer the desired resistance to abrasive and / or corrosive resins, fillers and / or additives.
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
2006.08 |
83 |
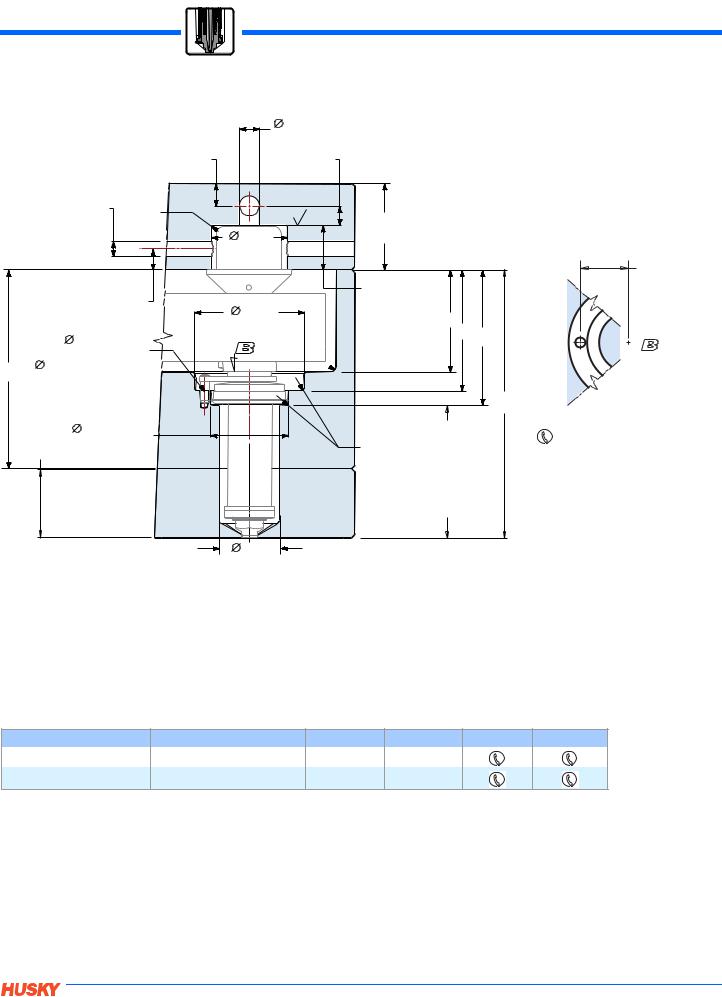
U750 VG-R
Plate Sizing - Pocket Detail
|
|
11.11 |
|
||
|
|
[0.437] |
|
||
|
> 10.0 |
> 10.0 |
|
||
|
[0.39] |
|
[0.39] |
|
|
8.73 |
R 1.5 |
|
|
|
|
[0.344] |
0.8 |
[32] |
|
||
[0.06] |
60.00 |
||||
|
|
|
|||
|
|
43.0 |
|
[2.362] |
|
|
|
|
|
||
|
|
[1.69] |
|
|
|
|
|
|
30.60 + 0.03 |
|
> 10.0 |
62.0 |
[1.20 + 0.001] |
|
[0.39] |
J |
|
|
|
[2.44] |
|
|
|
|
S |
|
4.8 x 10.4 DP. |
|
K |
|
|
R 3.0 |
|
|
[0.189 x 0.410] |
|
|
|
|
[0.12] |
|
|
5.03 + 0.03 x 7.5 DP. |
|
|
N |
|
|
|
[0.198 + 0.001 x 0.30] |
|
|
|
|
|
|
148.9 |
5.86] |
44.01 + 0.03 |
|
|
SL |
- - |
|
|
|
||
L 35.3 |
[1.39 |
[1.733 + 0.001] |
R 1.5 |
BL 168.6 |
6.64]- |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
[0.06] |
|
|
|
|
|
|
64 - |
[2.52 |
 31.0 [1.22]
31.0 [1.22]
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
Nozzle Selection
25.5
[1.00]
 For more than 16 drops
For more than 16 drops
Thermal Calculations
BL / K / L / N / SL - Refer to the plate claculator at http://www.husky.ca/hotrunners/content-316-219.html - OR -
Contact  Husky for plate thickness and critical bore depths.
Husky for plate thickness and critical bore depths.
Ultra 750 VG-R Plate Sizing
Number of Drops |
Manifold Height |
J |
S |
K |
N |
2 - 4 |
40.00 (1.574") |
55.1 (2.17") |
60.2 (2.37") |
|
|
6 - 16 |
60.00 (2.362") |
75.1 (2.96") |
80.3 (3.16") |
|
|
 Contact Husky for more information
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
84 2006.08
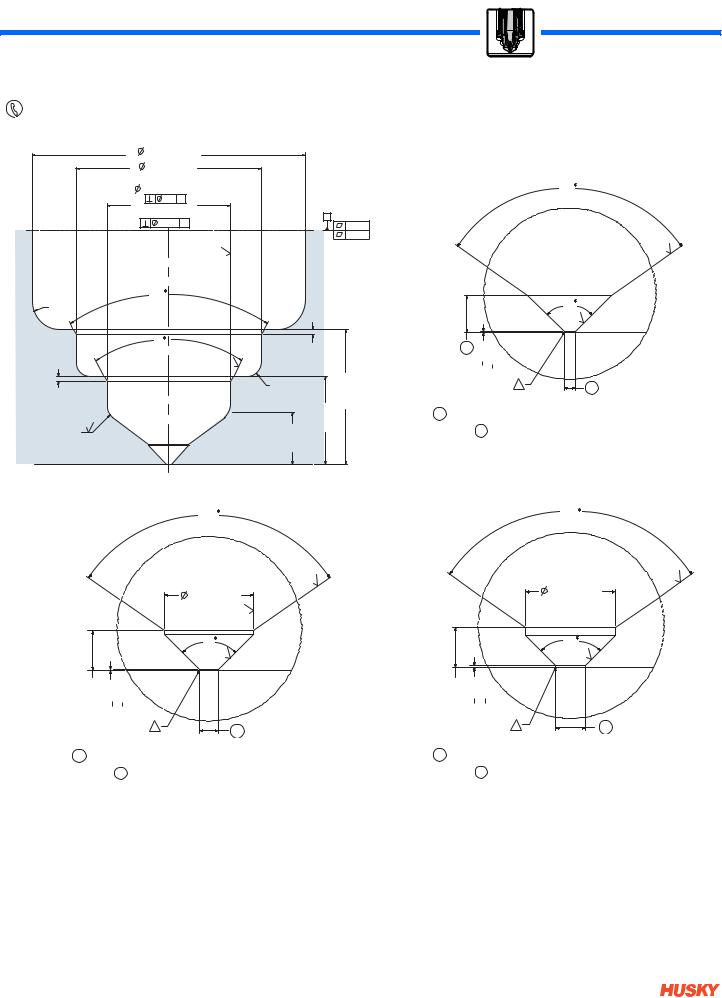
Nozzle Selection |
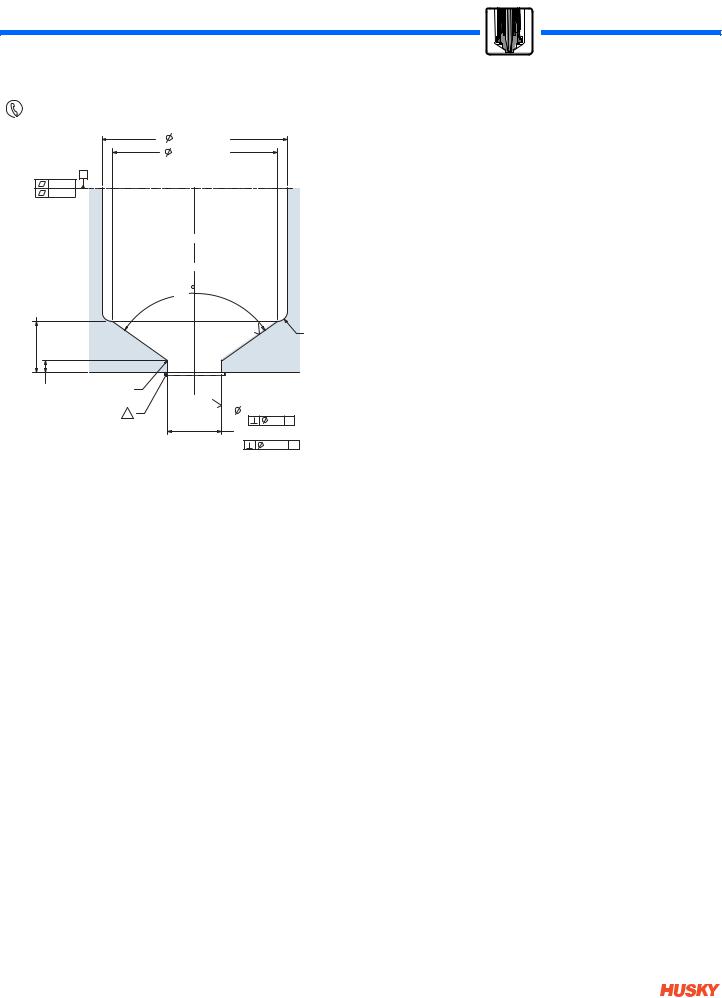
U750 VG-R |
Gate Detail (Plunger)
Contact Husky with any gate insert backup concerns
|
31.0 |
[1.22] |
|
|
+.0002 |
B |
19.060+0.005 [.7504 -.0000] |
|
|
|
|
|
0.01 A |
0.0004A |
|
METRIC |
IMPERIAL |
60
[.06] |
|
|
|
A |
|
|
|
|
|
|
|
|
|
0.005 |
METRIC |
||
|
|
|
|
|
|
|||
1.5 |
|
|
|
.8 |
|
0.0002 |
IMPERIAL |
|
|
|
|
|
|
|
|
||
|
|
|
0 |
|
|
|
|
|
|
|
|
|
R 3.0 [.12] |
|
|
||
|
|
|
|
0.8 |
|
|
REF |
|
|
|
|
|
|
REF |
[0.98] |
|
|
|
|
|
|
R 0.8 |
[.03] |
|
||
|
|
|
|
|
|
|
||
|
|
|
|
0.8 |
|
[.65] |
25.0 |
|
|
|
|
|
R 3.0 [.12] |
|
|||
|
|
|
|
|
|
|
||
0.8 |
|
|
|
|
|
16.5 |
|
|
|
|
|
|
|
|
|
|
|
18.80 |
+0.10 |
[.740 |
+.004 |
] |
|
|
|
|
-0 |
-0.00 |
|
|
|
|
|||
60
0 |
.8 |
|
[.315]REF |
CENTER |
SR 6.50 + 0.04 |
80 |
0 |
|
|
|
|
4 |
|
|
||||
|
|
0.8 |
20 |
|
|
|
|
|
|
|
.4 |
|
|
||
8.00 |
SR |
|
. |
|
|
|
|
[.256 + .002] |
0 |
|
|
|
|
||
|
|
|
|
|
|
||
|
|
S |
4.0 |
[.020]0.50LAND |
1.13[.045] INT PT |
[.059]1.50 REF SRTAN PT |
|
G
1.000 (0.0394"), 1.800 (0.0708") and 2.500 (0.0984") dia. gates are standard, other sizes
require customized parts. Obtain G for the specific application from Husky prior to machining.
Gate Detail (Taper)
|
|
31.0 [1.22] |
|
|
|
||
|
19.060 |
+0.005 |
+.0002 |
|
|
|
|
B |
-0.000 |
.7504 |
-.0000 |
|
|
|
|
|
0.01A |
.0004 A |
|
|
|
||
[.06] |
METRIC |
IMPERIAL |
|
|
|
||
|
|
|
|
|
|
|
|
1.5 |
|
60 |
|
A |
|
0.005 |
METRIC |
|
|
|
|
|
|
0.0002 |
IMPERIAL |
|
|
|
|
0.4 |
|
|
|
|
|
|
|
|
R3.0 |
|
|
|
|
|
|
|
[.12] |
|
|
|
|
|
|
R0.8 |
|
REF |
|
|
|
|
|
REF[.65] |
[0.98]25.0 |
|
|
|
|
|
|
[.03] |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
R 3.0 |
|
|
|
|
|
|
|
.12 |
|
|
|
|
|
|
|
|
16.5 |
|
|
|
0.8 |
|
|
|
|
|
|
|
|
+0.10 |
+.004 |
|
|
|
|
|
18.80 -0.00 |
.740 |
-.000 |
|
|
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
|
|
0 |
. |
8 |
|
|
|
|
|
|
|
|
|
|
REF |
CENTER |
|
|
+0 |
|
|
|
|
[.315] |
|
40 |
|
|
|
|
||
|
|
|
-15’ |
|
|
|
|
|
|
|
|
0.8 |
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
8.00 |
SR |
[.256 |
.002] |
. |
|
|
|
|
0 |
|
|
|
|
||||
|
|
SR 6.50 |
0.04 |
|
|
|
|
|
|
|
|
|
S |
|
|
REF |
PT |
|
|
|
|
|
|
[.059] |
TAN |
|
|
|
|
G |
|
|
|
||
|
|
|
|
|
|
|
1.50 |
SR |
1.000 (0.0394"), 1.800 (0.0708") and 2.500 (0.0984") dia. gates are standard, other sizes
require customized parts. Obtain G for the specific application from Husky prior to machining.
Click here for taper / plunger comparison.
Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and ductility. Note: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers and/or additives.
|
|
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining. |
|
2006.08 |
85 |
Ultra 750 HT-D
Plate Sizing - Pocket Detail
40.00
[1.574]
|
4.8 x 10.4 DP |
62.0 |
|
[2.44] |
|
|
[ .189 x 0.410] |
|
|
|
|
5.03 + 0.03 x 7.5 DP |
|
|
[0.198 + 0.001 x 0.30] |
|
|
N |
|
|
L - 134.3 - 5.29] |
|
|
27.4 [1.08 |
44.01 + 0.03 |
|
|
[1.733 + 0.001] |
|
31.0
[1.22]
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
K
S
J
R 3.0 [1.2]
SL
[0.06] |
BL - 156.88 |
- 6.176] |
56.87 |
[2.239 |
|
R 1.5 |
|
|
Nozzle Selection
25.5
[1.00]
 For more than 16 drops
For more than 16 drops
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html - OR -
Contact  Husky for plate thickness and critical bore depths.
Husky for plate thickness and critical bore depths.
Ultra 750 HT-D Plate Sizing
Number of Drops |
Manifold Height |
J |
S |
K |
N |
2 - 4 |
40.00 (1.574") |
55.1 (2.17") |
60.0 (2.36") |
|
|
6 - 16 |
60.00 (2.362") |
75.1 (2.96") |
80.0 (3.15") |
|
|
 Contact Husky for more information
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
86 |
2006.08 |
Nozzle Selection |
Ultra 750 HT-D |
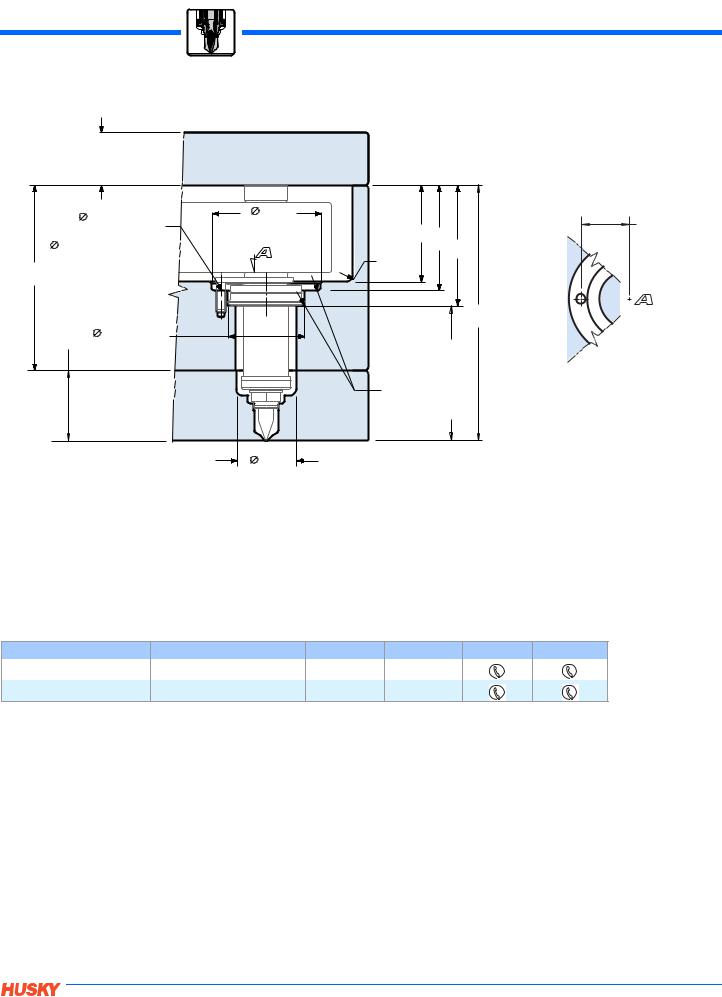
Gate Detail
Contact Husky with any gate insert backup concerns
31.0 |
[1.22] |
|
21.0 |
[0.83] |
|
14.010 + 0.005 |
|
|
0.01 A |
|
|
[0.5516 +0.0002] |
|
|
0.0004 A |
|
|
|
0.4 |
|
60 |
|
|
R 3.0 [.12] |
|
|
60 |
|
|
|
0 |
.8 |
|
|
|
1.0 |
[0.04] |
R 1.5 |
||
[0.06] |
||||
|
|
|||
|
R 1.5 |
0.8 |
[0.210] |
|
|
[0.06] |
5.34 |
||
|
|
|
||
A
0.005 METRIC 0.0002 IMPERIAL
0.5 |
[0.02] |
13.50 |
[0.531] |
Pt |
9.10 [0.358] |
Int |
|
Gate Diameter < 0.6mm (0.024”)
110
.8 0
90
.4 0
0.05+ 0.03 |
[0.002+ 0.001] |
|
V |
|
|
|
S |
G |
|
|
G is application specific, contact Husky prior to machining. V is variable according to gate diameter.
0.6mm (0.024”) <Gate Diameter < 1.2mm (0.047”) |
Gate Diameter > 1.2mm (0.047”) |
110 |
110 |
.8 0
|
|
4.54 [0.179] |
|
|
0.4 |
|
|
90 |
|
|
.4 |
|
|
0 |
2.02 [0.080] 0.05+ 0.03 [0.002+ 0.001] |
S |
G |
|
|
G is application specific, contact Husky prior to machining. V is variable according to gate diameter.
.8 0
|
|
4.54 [0.179] |
|
|
90 |
|
|
.4 |
|
|
0 |
2.02 [0.080] 0.10+ 0.03 [0.004 + 0.001] |
S |
G |
G is application specific, contact Husky prior to machining. V is variable according to gate diameter.
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and ductility. Note: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers and/or additives.
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
2006.08 |
87 |
Ultra 750 HT-DX
Plate Sizing - Pocket Detail
40.00
|
[1.574 ] |
|
|
4.8 x 10.4 DP |
62.0 |
|
[2.44] |
|
|
[0.189 x 0.410] |
|
|
|
|
5.03 + 0.03 x 7.5 DP |
|
|
[0.198 + 0.001 x 0.30] |
|
|
N |
|
|
L - 145.3 - 5.72] |
|
|
38.4 [1.51 |
44.01 + 0.03 |
|
|
[1.733 + 0.001] |
|
31.0
[1.22]
Nominal dimensions shown for layout purpose only.
Actual dimensions dependent on operating temperatures.
R 3.0 [1.2]
R 1.5 [0.06]
K
S
J
SL
BL - 167.84 |
- 6.61] |
67.84 |
[2.67 |
Nozzle Selection
25.5
[1.00]
 For more than 16 drops
For more than 16 drops
Thermal Calculations
BL / K / L / N / SL - Refer to the plate calculator at http://www.husky.ca/hotrunners/content-316-219.html - OR -
Contact  Husky for plate thickness and critical bore depths.
Husky for plate thickness and critical bore depths.
Ultra 750 HT-DX Plate Sizing
Number of Drops |
Manifold Height |
J |
S |
K |
N |
2 - 4 |
40.00 (1.574") |
55.1 (2.17") |
60.0 (2.36") |
|
|
6 - 16 |
60.00 (2.362") |
75.1 (2.96") |
80.0 (3.15") |
|
|
 Contact Husky for more information
Contact Husky for more information
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining.
88 2006.08
Nozzle Selection |
Ultra 750 HT-DX |
Gate Detail
Contact Husky with any gate insert backup concerns
31.0[1.22]
21.0[0.83]
|
14.010 + 0.005 |
|
|
|
|
|
|
|
0.01 |
A |
|
|
|
|
|
|
[0.5516 +0.0002] |
|
|
|
|
|
|
|
0.0004 |
A |
|
|
A |
0.005 |
METRIC |
|
|
0.4 |
|
|
|
||
|
60 |
|
|
|
0.0002 |
IMPERIAL |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
R 3.0 |
60 |
|
|
|
|
|
|
|
|
|
0.5 [0.02] |
|
|
||
[0.12] |
R 1.5 |
0 |
. 8 |
|
|
||
|
|
|
|
||||
|
|
|
|
|
|
||
|
|
|
[0.04] |
|
|
|
|
|
[0.06] |
|
1.0 |
|
|
|
|
|
R .8 |
|
|
|
|
||
[0.66]16.70 |
|
|
[0.210]5.34 PtsInt |
[0.831]21.10 |
[.984]25.00 |
|
|
[0.03] |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
0.8 R 1.5 |
|
|
|
|
|
|
|
[0.06] |
|
|
|
|
13.80 [0.543]
0.6mm (0.024”) <Gate Diameter < 1.2mm (0.047”)
110
.8 0
|
|
4.54 [0.179] |
|
|
0.4 |
|
|
90 |
|
|
.4 |
|
|
0 |
2.02 [0.080] 0.05+ 0.03 [0.002+ 0.001] |
S |
G |
|
|
G is application specific, contact Husky prior to machining.
V is variable according to gate diameter.
Gate Diameter < 0.6mm (0.024”)
110
.8 0
90
.4 0
0.05+ 0.03 |
[0.002+ 0.001] |
|
V |
|
|
|
S |
G |
|
|
G is application specific, contact Husky prior to machining. V is variable according to gate diameter.
Gate Diameter > 1.2mm (0.047”)
110
.8 0
|
|
4.54 [0.179] |
|
|
90 |
|
|
.4 |
|
|
0 |
2.02 [0.080] 0.10+ 0.03 [0.004 + 0.001] |
S |
G |
G is application specific, contact Husky prior to machining. V is variable according to gate diameter.
Gate Steel: Hardened tool steels such as 49 - 51 Rc AISI H13 / DIN 1.2344 provide a good combination of strength and ductility. Note: These steels may not offer the desired resistance to abrasive and/or corrosive resins, fillers and/or additives.
|
|
Please confirm all dimensions and nozzle/gating suitability with Husky prior to machining. |
|
2006.08 |
89 |
Loading...