

Page 1

B-63084EN/01
GE Fanuc Automation
Числовое Программное Управление
Серии 16i /160i - MA
Серии 18i /180i - MA
Руководство оператора
Япония 1996
Page 2

B63014EN
Содержание
2
Page 3

B63014EN
МЕРЫ ПРЕДОСТОРОЖНОСТИ
Эта глава описывает меры предосторожности при использовании модулей ЧПУ.
Особенно важно чтобы с этими мерами были ознакомлены пользователи, это
гарантирует безопасную работу станков оборудованных данными моделями ЧПУ.
Помните, что некоторые предостережения касаются только специфических функций, и
могут не относиться ко всем модулям ЧПУ.
Пользователи должны следовать правилам техники безопасности для
изложены в отдельной документации производителя станка. Перед использованием
станка или созданием программы ЧПУ, оператор должен быть хорошо знаком с
содержанием данного руководства и руководства прилагаемого к станку.
Содержание
Определение предупреждений и знаков
Основные предостережения
Указания касающиеся программирования
Указания касающиеся выполнения работы
Указания касающиеся ежедневного обслуживания
В данном
применения. Тем не менее, мы не можем описать все возможные ситуации,
которые не могут быть выполнены, потому что таких ситуаций очень много.
Поэтому, действия, которые не описаны в данном руководстве как возможные,
следует считать как невозможные.
руководстве мы попытались описать все возможные способы
станка, которые
3
Page 4

B63014EN
Определение предупреждений и знаков
Данное руководство включает меры предосторожности для защиты пользователя и
предотвращения поломок станка. Предупреждения обозначаются как «Внимание» и
«Опасно». Каждому предупреждение имеет краткое описание. Перед использованием
станка внимательно прочтите все предупреждения.
ВНИМАНИЕ
Используется если существует опасность ранения пользователя или повреждения
оборудования в случае не следования изложенной процедуре.
ОПАСНОСТЬ
Используется в случае опасности поломки оборудования в случае не следования
изложенной процедуре.
ПРИМЕЧАНИЕ
Примечание используется для указания дополнительной информации.
• Внимательно прочтите данное руководство и сохраните в надежном месте.
4
Page 5

B63014EN
Основные предостережения
ВНИМАНИЕ
1. Никогда не пытайтесь обработать деталь без предварительной проверки работы
станка. Перед запуском производства убедитесь, что станок работает правильно
выполнив тестовый запуск, например, в поблочном режиме с использованием
потенциометра подачи или с использованием подачи без установленной детали. Не
следование данному указанию может привести к тому, что станок будет вести себя
непредсказуемо
возможностью ранения пользователя.
2. Перед использованием станка, внимательно проверьте вводимые данные.
Работа станка с некорректно введенными данными может привести к
непредсказуемому поведению с возможным повреждением детали и/или самого
станка, а также с возможностью ранения пользователя.
3. Убедитесь, что указанное
обработки. Для каждого станка существует свое значение максимальной скорости
подачи. Соответствующая скорость подачи изменяется в зависимости от типа
операции. См. документацию производителя станка для определения максимального
значения скорости подачи. Если станок работает на недопустимой скорости, это
может привести к непредсказуемому поведению с возможным
и/или самого станка, а также с возможностью ранения пользователя.
4. При использовании функции компенсации инструмента, внимательно проверьте
направление и значение компенсации. Работа станка с неправильно указанным
значением может привести к непредсказуемому поведению с возможным
повреждением детали и/или самого станка, а также с возможностью ранения
пользователя.
5. Параметры ЧПУ
необходимости их изменять. Тем не менее, если не существует другой альтернативы
кроме как изменить параметры, необходимо полное понимание функции параметра
перед изменением его. Неправильная установка параметра может привести к
непредсказуемому поведению с возможным повреждением детали и/или самого
станка, а также с возможностью ранения
6. Сразу после включения питания, не трогайте никакие клавиши на панели MDI, пока на
экране не появится дисплей позиции или сигналов тревоги. Некоторые клавиши на
панели MDI предназначены для обслуживания или выполнения других
специфических функций. Нажатие этих клавиш может переключить ЧПУ в режим
отличный от нормального. Включение станка в таком режиме может
непредсказуемым последствиям.
7. Руководство оператора и руководство программиста поставляется с модулем ЧПУ и
предназначено для полного описания функций станка, включая опциональные.
Помните, что опциональные функции могут отличаться на разных станках. Поэтому,
некоторые функции описанные в данном руководстве на некоторых моделях не могут
быть выполнены. Проверьте спецификацию вашего станка.
ВНИМАНИЕ
8. Некоторые функции могут быть реализованы производителем станка по требованию.
При использовании таких функций руководствуйтесь документацией
предоставляемой производителем.
ПРИМЕЧАНИЕ
Программы, параметры и макро переменные хранятся энергонезависимой памяти блока
ЧПУ. Обычно, они остаются в памяти даже после выключения питания. Тем не менее, они
могут быть случайно удалены, поэтому для важных данных необходимо
резервную копию.
с возможным повреждением детали и/или самого станка, а также с
значение скорости подачи подходит для данного вида
повреждением детали
и РМС устанавливаются производителем. Обычно, нет
пользователя.
привести к
регулярно деталь
5
Page 6

B63014EN
Указания касающиеся программирования
Эта глава содержит меры предосторожности касающиеся программирования. Перед
написанием своей программы внимательно прочтите прилагаемое руководство
оператора и руководство программиста так, чтобы вы были полностью знакомы с
содержанием.
ВНИМАНИЕ
1. Настройка системы координат
Если система координат установлена неправильно, это может привести к
непредсказуемому поведению станка с возможным повреждением детали,
инструмента и
2. Позиционирование с нелинейным интерполированием
При позиционировании с нелинейным интерполированием (позиционирование с
нелинейным перемещением между начальной и конечной точкой), траектория
инструмента должна быть внимательно проверена перед программированием.
Позиционирование выполняется быстрой подачей. Если инструмент столкнется с
деталью, это может повредить инструмент, сам
ранению пользователя.
3. Функционирование поворотных осей
При программировании интерполирования полярных координат или нормального
направления (перпендикулярно), необходимо внимательно программировать
скорость вращения оси. Неправильное программирование скорости поворотной оси
может привести к центробежному ускорению с повреждением патрона в случае если
деталь плохо зажата. Это может вызвать повреждение инструмента, станка,
или привести к ранению пользователя.
4. Дюйм/метрическое преобразование
Переключение между дюймами и метрической системой не приводит к конвертации
единиц измерения таких как сдвиг начала координат, параметры и текущая позиция.
Перед запуском станка, необходимо определить используемые единицы измерения.
Попытка выполнить операцию с неправильно указанными данными может вызвать
повреждение инструмента, станка
5. Контроль постоянной скорости обработки поверхности
При использовании функции контроля постоянной скорости обработки поверхности
подход к началу координат детали может привести к чрезмерной скорости шпинделя.
Поэтому, необходимо указать максимальную скорость. Неправильно указанная
максимальная скорость может вызвать повреждение инструмента, станка, детали
или привести к ранению
ВНИМАНИЕ
6. Проверка хода
После включения питания, необходимо произвести ручной переход в точку ссылки.
Проверка позиции невозможна без ручного перехода через точку ссылки. Помните,
что при осуществлении движения без прохода через точку ссылки сигнал тревоги не
появится даже в случае перехода в крайнее положение оси, что может вызвать
повреждение инструмента,
/или самого станка, а также с возможностью ранения пользователя.
станок, деталь или привести к
детали
, детали или привести к ранению пользователя.
пользователя.
станка, детали и привести к ранению пользователя.
6
Page 7

B63014EN
7. Проверка инструмента
Проверка инструмента производится в автоматическом режиме для измерения
несоответствия указанных значений с текущими размерами инструмента.
Неправильно произведенное измерение может вызвать повреждение инструмента,
станка, детали и привести к ранению пользователя.
После включения станка или после ручного выбора инструмента, всегда выполняйте
автоматическое измерение с указанием номера выбранного инструмента.
8. Абсолютные
/ относительные координаты
Если программа созданная с указанием абсолютных координат выполняется в
режиме относительных координат и наоборот, поведение станка непредсказуемо.
9. Выбор плоскости
Если выбрана неправильная плоскость для круговой или винтовой интерполяции, или
фиксированного цикла, поведение станка непредсказуемо. См. подробное описание
соответствующих функций.
10. Пропуск ограничения крутящего момента
Перед пропуском ограничения
крутящего момента, необходимо указать предельное
значение крутящего момента. Если пропуск ограничения крутящего момента указан
без действующего ограничения, команда перемещения будет выполнена без
пропуска.
11. Программирование зеркального отображения
Помните, что программирование зеркального отображения необходимо делать очень
осторожно и внимательно.
12. Функция компенсации
Если команда базируется на системе координат станка или выполняется команда
возврата в точку ссылки, функция компенсации временно отменяется, что может
привести к непредсказуемому поведению станка.
Перед выполнением этих команд, необходимо отменить функцию компенсации.
7
Page 8

B63014EN
Указания касающиеся выполнения работы
Эта глава содержит меры предосторожности касающиеся выполнения работы. Перед
работой со станком внимательно прочтите прилагаемое руководство оператора и
руководство программиста так, чтобы вы были полностью знакомы с содержанием.
ВНИМАНИЕ
1. Ручное управление
При ручном управлении станком, определите текущую позицию инструмента и
детали, убедитесь, что движение оси, направление и скорость
корректно. Неправильная эксплуатация станка может привести к поломке
инструмента, станка, детали и привести к ранению оператора.
2. Ручной возврат в точку ссылки
После включения питания, выполните ручной возврат в точку ссылки как это
требуется. Если станок будет эксплуатироваться без возврата в точку ссылки, это
может привести к непредсказуемым последствиям
невозможна до перехода в точку ссылки. Непредсказуемое поведение станка может
привести к поломке инструмента, станка, детали и ранению пользователя.
3. Ручной ввод числовых команд
При вводе числовых команд определите текущее положение инструмента и детали
убедитесь, что движение оси, направление и скорость подачи определены корректно.
Попытка эксплуатации станка с
к поломке инструмента, станка, детали и ранению оператора.
4. Ручное управление от маховика
При ручной подаче с управлением от маховика с большим коэффициентом подачи,
например 100, может произойти слишком быстрая подача с поломкой инструмента.
Поворачивайте маховик осторожно, в противном случае возможна поломка
инструмента, станка, детали и
5. Отключение потенциометра
Если потенциометр отключен (в соответствии со значением макро переменной) во
время нарезания резьбы, скорость невозможно предсказать, что может привести к
поломке инструмента, станка, детали и ранению оператора.
6. Начало координат / настройка работы
Никогда не производите настройку начала координат и других параметром во время
выполнения другой программы.
непредсказуемо, что может привести к поломке инструмента, станка, детали и
ранению оператора.
7. Сдвиг системы координат детали
Ручное управление, блокировка станка или зеркальное отображение могут привести к
сдвигу системы координат. Перед эксплуатацией станка в автоматическом режиме,
внимательно проверьте систему координат.
Если станок работает под управлением программы
сдвига системы координат детали, поведение станка будет непредсказуемым, что
может привести к поломке инструмента, станка, детали и ранению оператора.
неправильно введенными командами может привести
ранение оператора.
В противном случае поведение станка
. Проверка положения оси
без допущения возможности
подачи определены
8
Page 9

B63014EN
ВНИМАНИЕ
8. Программная панель управления и переключатели в меню
Использование программное панели оператора и переключателей в меню вместе с
панелью MDI делает возможным указание операций, не поддерживаемых на панели
управления оператора, таких как изменение режима, изменение значений
потенциометра и команды ручной подачи.
Помните, что при неправильной эксплуатации панели MDI поведение станка будет
непредсказуемым
, что может привести к поломке инструмента, станка, детали и
ранению оператора.
9. Ручное вмешательство в работу
Если во время выполнения программы совершено ручное вмешательство,
траектория перемещения инструмента может быть изменена. Перед перезапуском
станка после ручного вмешательства проверьте все значения переключателей,
параметров, и режим абсолютных/относительных координат.
10. Остановка подачи, потенциометр
и поблочный режим
Остановка подачи, потенциометр подачи и функция поблочного режима могут быть
отключены системной макро переменной #3003. Будьте осторожны при работе в
таком режиме.
11. Тестовый запуск
Обычно тестовый запуск используется для проверки работы программы. Во время
тестового запуска станок работает на скорости отличной от запрограммированной,
эта скорость может быть большей
.
12. Коррекция резца и кромки инструмента в режиме MDI
Будьте внимательны при указании траектории инструмента в режиме MDI, т.к. в этом
режиме не производится компенсация инструмента. Если команда введена в режиме
MDI после прерывания автоматической программы, будьте особенно осторожны при
последующем продолжении автоматического выполнения программы. См. подробное
описание соответствующих функций.
13. Редактирование
программ
Если станок остановлен и после этого программа обработки отредактирована,
продолжение выполнения данной программы может привести к непредсказуемым
последствиям. Исполняемая программа не должна редактироваться.
9
Page 10

B63014EN
Указания касающиеся ежедневного обслуживания
ВНИМАНИЕ
1. Замена батарей резервной памяти
При замене батарей резервной памяти, питание станка (ЧПУ) должно быть включено
и должна быть произведена аварийная остановка. Так как данная работа должна
проводиться при включенном питании и открытой дверью шкафа, эту работу может
выполнять только обученный персонал изучивший все меры предосторожности.
При замене батарей
(помечены знаком молнии).
Прикосновение к высоковольтным цепям несет крайнюю опасность для жизни.
ПРИМЕЧАНИЕ
ЧПУ использует батареи для сохранения содержимого памяти, т.к. важные данные такие
как программы, офсеты, и параметры должны сохраняться при отключении внешнего
питания.
Если напряжение батарей падает, на экране панели
Если в течение недели батареи не заменить, содержание памяти ЧПУ может быть
потеряно.
См. главу обслуживания руководства оператора или руководства программиста для
более полной информации.
ВНИМАНИЕ
2. Замена батарей кодера абсолютных импульсов
При замене батарей, питание станка (ЧПУ) должно быть включено и должна быть
произведена аварийная
включенном питании и открытой дверью шкафа, эту работу может выполнять только
обученный персонал изучивший все меры предосторожности.
При замене батарей будьте осторожны, не касайтесь высоковольтных цепей
(помечены знаком молнии).
Прикосновение к высоковольтным цепям несет крайнюю опасность для жизни.
ПРИМЕЧАНИЕ
Кодировщик абсолютных импульсов
позиции.
Если напряжение батарей падает, на экране панели управления появится сигнал тревоги.
Если в течение недели батареи не заменить, данные абсолютной позиции могут быть
потеряны.
См. главу обслуживания руководства оператора или руководства программиста для
более полной информации.
3. Замена предохранителей
Перед заменой предохранителя необходимо определить
срабатывания предохранителя. Поэтому, эта работу может выполнять только обученный
персонал изучивший все меры предосторожности.
При замене батарей будьте осторожны, не касайтесь высоковольтных цепей (помечены
знаком молнии).
Прикосновение к высоковольтным цепям несет крайнюю опасность для жизни.
будьте осторожны, не касайтесь высоковольтных цепей
управления появится сигнал тревоги.
остановка. Так как данная работа должна проводиться при
использует батареи для сохранения абсолютной
и устранить причину
10
Page 11

B63014EN
1. Введение
Данное руководство состоит из следующих частей:
1. Введение
Описывает организацию документа, применяемые модели, родственную
документацию и примечания.
2. Программирование
Описывается каждая функция: используемый формат в программе ЧПУ,
характеристики и ограничения. Если программа создана в автоматическом
диалоговом режиме, см. документацию по программированию в диалоговом
режиме (таблица 1).
3. Эксплуатация
Описывает ручное и автоматическое применение
вывода данных, и процедуры редактирования программ.
4. Обслуживание
Описывает процедуры замены батарей.
5. Приложение
Списки ленточных кодов, допустимые значения данных и коды ошибок.
Некоторые функции описываемые в данном руководстве могут не выполняться на
некоторых станка. Более подробное описание см. в руководстве описания (B-63002EN).
Некоторые функции описываемые в
некоторых станка. Более подробное описание см. в руководстве параметров (B-63010EN).
Это руководство дает описание всех опциональных функций. Используемые функции
вашего станка описаны в руководстве производителя станка.
В данном руководстве описываются следующие модели:
Имя продукта Аббревиатура
FANUC Series 16i-MA 16i-MA Series 16i
FANUC Series 1i8-MA 18i-MA Series 18i
FANUC Series 160i-MA 160i-MA Series 160i
FANUC Series 180i-MA 180i-MA Series 180i
FANUC Series 160is-MA 160is-MA Series 160is
FANUC Series 180is-MA 180is-MA Series 180is
Специальные символы
В данном руководстве используются следующие символы:
IP_ : Указывает на комбинацию осей таких как X__ Y__ Z
(используется в ПРОГРАММИРОВАНИИ)
; : Указывает на конец блока. Соответствует ISO коду LF или EIA коду CR.
данном руководстве могут не выполняться на
станка, процедуры ввода и
11
Page 12

B63014EN
Сопроводительные документы
В следующей таблице приведены документы связанные с МОДЕЛЬЮ А ЧПУ серии 16i,
18i, 160i и 180i.
В таблице данное руководство помечено звездочкой *.
Таблица 1 Связанные документы
Название документа Номер
Описание B-63002EN
Руководство подключений (аппаратное) B-63003EN
Руководство подключение (функции) B-63003EN-1
Руководство оператора для токарных станков B-63004EN *
Руководство оператора для центра обработки B-63014EN
Руководство обслуживания B-63005EN
Руководство параметров B-63010EN
Руководство программиста
B-61803E-1
(Макро компилятор / макро исполнитель)
FAPT макро компилятор. Руководство программиста B-66102E
FAPT LADDER-II руководство оператора B-66184EN
FANUC PMC-MODEL SA1/SA5 PROGRAMMING
B-61863E
MANUAL (LADDER LANGUAGE)
FANUC PMC-MODEL SC/NB PROGRAMMING
B-61863E-1
MANUAL (C LANGUAGE)
FANUC SUPER CAP T/II T OPERATORS MANUAL B-62444E-1
FANUC SUPER CAP M/II M OPERATORS MANUAL B-62154E
CONVERSATIONAL AUTOMATIC PROGRAMMING
B-62153E
FUNCTION II FOR LATHE OPERATOR’S MANUAL
CONVERSATIONAL AUTOMATIC PROGRAMMING
B-61804E-2
FUNCTION II FOR LATHE OPERATOR’S MANUAL
FANUC Symbol CAPi T OPERATORS MANUAL B-63304EN
FANUC Super CAPi T OPERATORS MANUAL B-63284EN
FANUC Super CAPi M OPERATORS MANUAL B-63294EN
12
Page 13

B63014EN
Связанные документы SERVO MOTOR α series, β series
Название документа Номер
FANUC AC SERVO MOTOR a series DESCRIPTION B-65142E
FANUC AC SERVO MOTOR a series PARAMETER
B-65150E
MANUAL
FANUC AC SPINDLE MOTOR a series DESCRIPTION B-65152E
FANUC AC SPINDLE MOTOR a series PARAMETER
B-65160E
MANUAL
FANUC SERVO AMPLIFIER a series DESCRIPTIONS B-65162E
FANUC SERVO a series MAINTENANCE MANUAL B-65165E
FANUC SERVO MOTOR b series DESCRIPTION B-65232EN
FANUC SERVO MOTOR b series MAINTENANCE
B-65235EN
MANUAL
FANUC SERVO MOTOR b series (I/O Link Option)
B-65245EN
MAINTENANCE MANUAL
Связанные документы блока ввода/вывода
Название документа Номер
FANUC PROFIBUS-DP Board OPEARTOR’S MANUAL B-62924EN
FANUC Ethrnet Board/DATA SERVER BOARD
B-63354EN
OPEARTOR’S MANUAL
FANUC FL-net Board OPEARTOR’S MANUAL B-63434EN
FANUC DeviceNet OPEARTOR’S MANUAL B-63404EN
FANUC I/O Unit MODEL A CONNECTION/
B-61813E
MAINTENANCE MANUAL
FANUC I/O Unit MODEL B CONNECTION/
B-62163E
MAINTENANCE MANUAL
FANUC I/O Link – II CONNECTION MANUAL B-62714EN
FANUC DNC1 DESCRIPTIONS B-61782E
FANUC DNC2 DESCRIPTIONS B-61992E
Связанные документы OPEN CNC
Название документа Номер
FANUC OPEN CNC-OPERATOR’S MANUAL (LADDER
B-62884EN
EDITING PACKAGE)
FANUC OPEN CNC OPERATOR’S MANUAL (Basic
B-62994EN
Operation Package 1 (for Windows 95/NT))
FANUC OPEN CNC OPERATOR’S MANUAL
B-63164EN
(CNC Screen Display Function)
13
Page 14

B63014EN
1.1 ОБЩАЯ ДИАГРАММА РАБОТЫ ЧПУ СТАНКА
При обработке детали с использованием ЧПУ, сначала необходимо подготовить
программу, после этого производится работа станка под управлением программы ЧПУ.
1) Сначала в соответствии с чертежом детали разрабатывается программы. Подробное
описание процесса создания программы описано в главе 2 «Программирование».
2) Программа загружается в систему ЧПУ. После этого устанавливается заготовка и
инструменты в станке.
программе. После этого производится обработка. Процесс подготовки станка к
выполнению программы подробно описан в главе 3 «Эксплуатация».
Непосредственно перед программированием необходимо составить план того, как деталь
будет обрабатываться.
План обработки:
1. Определение размеров обрабатываемой детали
2. Метод крепления детали на столе
3. Последовательность обработки с учетом каждого прохода
4. Используемые инструменты и условия обработки
Метод обработки необходимо определить для каждого прохода.
Процесс обработки 1 2 3
Процедура
1. Метод обработки
Черновой
Средний
Чистовой
2. Инструменты
3. Условия обработки
Скорости подачи
Глубина обработки
4. Траектория инструмента
Инструменты должны соответствовать инструментам в
Обработка подачи Отрезание боковой
стороны
Обработка отверстия
Надписи на рисунке:
Side cutting – Обработка боковой стороны
Face cutting – Обработка торца
Hole machining – Обработка отверстия
Подготовьте программу в соответствии с чертежом детали для каждого прохода
обработки.
14
Page 15

B63014EN
1.2 Указания по чтению данного документа
1. Функции станков с ЧПУ зависят не только от ЧПУ, но и от комбинации используемых
модулей в станке, системы привода, панели управления, ЧПУ и т.д. Слишком сложно
описать функции, программирование и эксплуатацию во всех возможных комбинациях.
Данное руководство в основном описывает функции с точки зрения ЧПУ. Более
подробное описание работы
исходит из данного руководства.
2. Заголовки отдельно выделены, чтобы читатель мог легко найти нужную информацию.
При поиске необходимой информации читатель может сэкономить время, используя
заголовки.
3. Программы обработки, параметры, переменные и т.д. хранятся во внутренней
энергонезависимой памяти ЧПУ. При включении/выключении питания данные не
потеряны. Тем не менее, данные могут быть потеряны из-за случайных действий
пользователя: случайное удаление из памяти, удаление из-за неисправности, или в
случае невозможности восстановления. Поэтому, для важных данных следует делать
резервные копии.
4. Данное руководство описывает как можно большое число возможных ситуаций при
эксплуатации, но оно не может
какая-то операция не описана, не следует пытаться ее реализовать.
приведено в документации производителя станка, которое
будут
описать все комбинации свойств, опций и команд. Если
15
Page 16

B63014EN
II ПРОГРАММИРОВАНИЕ
16
Page 17

B63014EN
1.1 Перемещение по контуру детали с использованием интерполяции
Инструмент перемещается по прямым линиям и дугам, создавая контур детали в
соответствии с чертежом (см. II-4).
Рис.1.1 (а) Инструмент перемещается по прямой линии параллельной оси Z
Рис.1.1 (b) Инструмент перемещается по дуге
Термин интерполяции означает операцию, при которой инструмент перемещается по
прямой линии или по дуге, так как это описано далее.
Символы запрограммированных команд G01, G02, … называются подготовительными
функциями, они указывают на тип интерполяции.
На некоторых станках вместо перемещения инструмента, перемещается стол с деталью.
a) Перемещение по прямой линии
G01 Y__;
X- - Y - - - -;
b) Перемещение по дуге
G03X - - Y- - R - -;
17
Page 18

B63014EN
1.2 Подача – функция подачи
Перемещение инструмента определяемое скоростью обработки детали называемой
подачей.
Рис.1.2 (а) Функция подачи
Скорость подачи указывается с использованием действительных чисел.
Например, следующая команда может использоваться для определения подачи 150
мм/мин укажите в программе:
F150.0
Функция определяющая скорость подачи называется функцией подачи (см II.5).
18
Page 19

B63014EN
1.3 Чертеж детали и перемещение инструмента
1.3.1 Точка ссылки (точка определяемая станком)
Станки с ЧПУ имеют фиксированную позицию точки ссылки. Обычно, это позиция точки
смены инструмента и абсолютного нуля.
Рис.1.3.1 (a) Точка ссылки
Инструмент может быть переведен в точку ссылки двумя способами:
1. Ручной переход в точку ссылки (см. III.3.1).
2. Автоматический переход в точку ссылки (см. II.6)
Переход в точку ссылки должен производиться сразу после включения станка. Для
перемещения инструмента, он должен быть сначала переведен в позицию смены
инструмента, и только после
этого может использоваться.
19
Page 20

B63014EN
1.3.2 Система координат на чертеже и система координат программы ЧПУ
Part drawing – чертеж
Workpiece - деталь
Рис.1.3.2 (a) Система координат
Существуют две системы координат:
1. Система координат на чертеже
Система координат указывается на чертеже. В данных программы используются
значения этой системы координат.
2. Система координат ЧПУ
Система координат подготавливается для обработки непосредственно на данном
станке. Это может быть достигнуто программированием расстояния от текущей
позиции инструмента до установленной нулевой
точки системы координат.
Program zero point – Нулевая точка программы
Present tool position – Текущая позиция инструмента
Distance to the zero point – Расстояние до нулевой точки системы координат
Рис.1.3.2 (b) Система координат ЧПУ
20
Page 21

B63014EN
Отношение позиции между двумя системами координат определяется положением
детали на столе
Рис. 1.3.2 (с) Отношение систем координат
Инструмент перемещается в указанной системе координат ЧПУ в соответствии с
командами программы и создает контур детали. Поэтому, обе системы координат должны
быть установлены в одной позиции.
Метод установки двух систем координат в одной позиции
Для установки двух систем координат в одной позиции, можно использовать простой
метод в соответствии с формой детали и числом обработок.
1. Используется стандартная плоскость и точка детали.
Установите центр инструмента в стандартную точку детали.
Установите систему координат ЧПУ в эту точку.
21
Page 22

B63014EN
2. Установка детали напрямую напротив выступа.
Установите центр инструмента в точку ссылки. Установите систему координат ЧПУ в эту
точку. Выступ должен быть предварительно установлен в точке ссылки.
3) Установка детали на паллету, затем установка паллеты с деталью к выступу.
Выступ и система координат должны совпадать как и пункте 2.
22
Page 23

B63014EN
1.3.3 Указание команд перемещения инструмента в относительных и
абсолютных координатах
Абсолютные координаты
Подробное описание команд перемещения в относительных и абсолютных координатах
приведено в II.8.1.
Инструмент перемещается в точку, координаты которой указаны в виде расстояния до
начала системы координат.
Абсолютное позиционирование
Команда описывающая движение из точки А в точку В
G90Х10.0 Y30.0 Z20.0;
Относительные координаты
Инструмент перемещается на расстояние относительно последней позиции инструмента.
Относительное позиционирование
Команда описывающая движение из точки А в точку В
G91 X40.0 Y-30.0 Z-10.0;
23
Page 24

B63014EN
1.4 Скорость резания – функция скорости шпинделя
Для ЧПУ скорость резания может указываться скоростью шпинделя в об/мин.
V: Cutting speed m/min – Скорость резания м/мин
Пример
Деталь обрабатывается инструментом диметром 100 мм, необходимо провести
обработку со скоростью резания 300 м/мин.
Скорость шпинделя примерно 250 об/мин, вычисляется по формуле N = 1000v/πD.
Необходимо дать следующую команду:
S250;
Команда определяет скорость шпинделя (подробное описание в II.9).
24
Page 25

B63014EN
1.5 Выбор используемого инструмента – функция инструмента
Для выполнения различных операций таких как фрезеровка, сверление, нарезание
резьбы, расточка, и др. требуется выбор нужного инструмента. Для каждого инструмента
назначается свой номер. При выборе инструмента в программе, станком будет
произведена смена инструмента.
Tool number – номер инструмента
Пример
Инструмент 01 используется для сверления.
Если инструмент находится в позиции 01 магазина АТС (АТС – автоматическое
устройство смены инструмента), он может быть вызван командой Т01. Это называется
функцией инструмента (см. II.10).
1.6 Команда различных функций
После запуска обработки необходимо включить шпиндель и подать СОЖ. Для этих целей
используются различные вспомогательные функции (см. II.11).
Функции включение/выключения различных элементов станка называются
вспомогательными функциями. В основном, эти функции определяются М кодами.
Например, командой М03 шпиндель вращается по часовой стрелке с заданной скоростью.
25
Page 26

B63014EN
1.7 Конфигурация программы
Группа команд подаваемых в ЧПУ для обработки называются программой. Указывая
команды, задается перемещение инструмента по прямой линии или дуге, включается /
выключается шпиндель.
Программа создается в той последовательности, в которой должен перемещаться
инструмент.
Tool movements sequence – Последовательность перемещений инструмента
Рис.1.7(а) Конфигурация программы
Группа команд на каждой последовательности шагов называется блоком. Программа
состоит из групп блоков создающих последовательность обработки. Число, различающее
каждый блок называется номером в последовательности. Номер различающий каждую из
программ называется номером программы (см II.12).
26
Page 27

B63014EN
Пояснения
Блок и программа имеют следующую конфигурацию.
1 Блок
N…. G.. X.. Y.. M.. S.. T.. ;
Где
N.... Номер последовательности
S.. Подготовительная функция
X.. Y.. Размеры
M.. Дополнительная функция
S.. Функция шпинделя
Т.. Функция инструмента
; Конец блока
Блок начинается с номера последовательности, который определяет блок и
заканчивается кодом конец блока (end-of-block).
В данном руководстве код конца блока обозначается символом ; (LF в
коде ISO и CR в
коде EIA).
Program number – Номер программы
End of program – Конец программы
Рис.1.7 (b) Конфигурация программы
Обычно номер программы указывается после кода конца блока (;) в начале программы и
заканчивается программа кодом конец программы (М02 или М30).
27
Page 28

B63014EN
Основная программа и подпрограммы
Если необходимо выполнить несколько одинаковых видов обработки в разных местах
детали, создается подпрограмма. Она будет вызываться нужное число раз из основной
программы. После завершения выполнения подпрограммы, управление будет
возвращаться в основную программу после команды вызова подпрограммы.
Main program – основная программа
Subprogram - подпрограмма
28
Page 29

B63014EN
1.8 Форма инструмента и функция компенсации
Обычно для обработки одной детали используется несколько инструментов. Каждый
инструмент имеет свою длину. Очень проблематично изменять программу под размеры
каждого инструмента. Поэтому, длина каждого инструмента должна быть измерена. Эта
длина будет учтена при обработке детали. При обнаружении несоответствия реальной
длины инструмента с заданной длиной, программа может быть выполнена без
изменений, даже
вносится в ЧПУ и учитывается при обработке. Эта функция называется компенсацией
длины инструмента (офсет инструмента).
Обработка с использованием бокового резца – функция компенсации резца
(См. II.14.4, 14.5, 14.6)
Так как инструмент имеет радиус, центр траектории резца должен быть сдвинут на
величину радиуса.
без необходимости смены инструмента. Разница размера инструмента
Cutter path using cutter compensation – Траектория резца с компенсацией
Machined part figure – Обработанная форма
Если радиус резца хранится в ЧПУ (см. III.11), инструмент может быть сдвинут на радиус
резца от формы обрабатываемой фигуры. Эта функция называется компенсацией резца.
29
Page 30

B63014EN
2.1.9 Область перемещения инструмента – величина хода
На концах каждой оси установлены ограничители крайнего положения. Это
предотвращает выход инструмента за пределы разрешенной области перемещения.
Область, в которой может перемещаться инструмент называется величиной хода.
Помимо физического ограничения величины хода, могут быть определены программные
области ограничения в которые инструмент не может войти (см. III.6.3).
Инструмент не может попасть в эту область.
Limit switch – датчик ограничения
Table – Стол
Machine zero point – Точка нуля станка
Specify these distances – Укажите эти расстояния
Эта функция называется проверка величины хода.
30
Page 31

B63014EN
2 УПРАВЛЕНИЕ ОСЯМИ
31
Page 32

B63014EN
2.1 Управление осями
Серия 16, 160
16i-MA
160i-MA
Число основных контролируемых осей 3 оси 3 оси для каждой
Дополнительные контролируемые оси (всего) Макс. 8 осей (включая
ось С)
Число одновременно контролируемых осей 2 оси 2 оси для каждой
Дополнительные одновременно
контролируемые оси (всего)
Макс. 6 оси Макс. 6 оси
Примечание
Число одновременно контролируемых осей (ручная подача, относительная подача, или
подача от маховика) равно 1 или 3 (1 если бит 0 (JAX) параметра 1002 установлен в 0 и 3
если установлен в 1).
Серия 16, 160
18i-MA
Число основных контролируемых осей 3 оси
Дополнительные контролируемые оси (всего) Макс. 6 осей (включая ось С)
Число одновременно контролируемых осей 2 оси
Дополнительные одновременно контролируемые оси (всего) Макс. 4 оси
Примечание
Число одновременно контролируемых осей (ручная подача, относительная подача, или
подача от маховика) равно 1 или 3 (1 если бит 0 (JAX) параметра 1002 установлен в 0 и 3
если установлен в 1).
16i-MA, 160i-MA
(двойное управление)
траектории. Всего 6 осей.
Макс. 7 оси (включая ось С
и 6 осей подачи)
траектории. Всего 4 оси.
180i-MA
32
Page 33

B63014EN
2.2 Названия осей
Основные оси всегда Х, Y и Z, дополнительными осями могут быть опционально выбраны
A, B, C, U, V, W и Y с использованием параметра 1020.
Каждое имя оси определяется в соответствии со значением параметра 1020. Если
параметр равен 0 или другим отличным от этих 10 символов, оси имеют имя по
умолчанию с номерами от 1 до 8.
В двойном контроле двух траекторий обработки основные три
для одной из траекторий, а имена дополнительных осей могут выбираться из A, B, C, U,
V, W параметром 1020. Дублирование имен осей не может быть для одной траектории
обработки, но можно для разных траекторий обработки.
Ограничения
Если используются имена осей по умолчанию (от 1 до 8), система не может работать в
режимах MEM или MDI.
Дублирование имен осей
Если параметр описывает имя оси более одного раза, используется только первая
назначенная ось.
Примечание
В контроле двух траекторий отображаемая такая информация осей на экране как текущая
позиция, может содержать суффикс имени оси указывающий на траекторию (Х1, Х2 и
т.д.). Это сделано для отображения полной информации об оси. Суффикс не
использоваться в программе.
оси фиксированы в X, Y, Z
может
33
Page 34

B63014EN
2.3 Относительная система
Относительная система имеет наименьшее значение для ввода и вывода. Наименьшее
относительное значение является наименьшим значением программирования
перемещения, и определяет наименьшее расстояние перемещения инструмента.
Наименьшее относительное значение определено для мм, дюймов и градусов.
Относительная система классифицировано в IS-B и IS-C (таблицы 2.3(а) и 2.3(b)).
Выберите IS-B или IS-C используя бит 1 (ISC) параметра 1004. Если выбрана
относительная система IS-C, она применяется
относительной системы 1/10.
Наименьший инкремент Наименьший инкремент
IS-B
IS-C
0.001мм 0.001 мм 99999.999 мм
0.001мм дюймов 0.001 дюймов 9999.9999 дюймов
0.001 градус 0.001 градус 99999.999 градус
0.001мм 0.001 мм 99999.999 мм
0.001мм дюймов 0.001 дюймов 9999.9999 дюймов
0.001 градус 0.001 градус 99999.999 градус
Наименьший инкремент команды либо метрический, либо дюймовый в зависимости от
установки параметра INM 100#0.
Выбор дюймовой или метрической системы производится командой G20/G21 или
параметром.
Комбинирование дюймовой и метрической системы не разрешается.
ко всем осям с требованием опциональной
Максимальный проход
команды
34
Page 35

B63014EN
2.4 Максимальная величина хода
Максимальная величина хода контролируемая данным ЧПУ указана в таблице ниже.
Максимальный ход измеряется в минимальной относительной единице.
Таблица 2.4 Максимальная величина хода
Относительная система Максимальный ход
IS-B Метрическая система станка +-99999.999 мм
+-99999.999 градусов
Дюймовая система станка +-9999.9999 дюймов
+-99999.999 градусов
IS-C Метрическая система станка +-9999.9999 мм
+-9999.9999 градусов
Дюймовая система станка +-999.99999 дюймов
+-9999.9999 градусов
Примечание
1. Команда выходящая за допустимые пределы хода не могут выполняться.
2. Действительное значение величины хода зависит от станка.
35
Page 36

B63014EN
3 ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ (G ФУНКЦИИ)
Номер следующий после буквы G определяет функция команды для данного блока.
G коды делятся на два типа:
Тип Значение
Не модальный G код эффективен только в данном блоке
Модальный G код эффективен в других блоках той же группы
Пример
G01 и G00 модальные G коды
G01 X_; \
Z_; | G код эффективен в этих блоках
X_; /
G00Z_;
Существует три системы G кодов: А. В, и С (таблица 3). Система G кодов выбирается
битом 6 (GSB) и 7 (GSC) параметра 3401. В основном, в данном руководстве
описываются G коды системы А, если не указано другое.
Пояснения
1. Если ЧПУ находится в исходном состоянии (см. бит 6 параметра 3402), при
питания ЧПУ производит сброс, модальные G коды находятся в следующем состоянии:
(1) G коды помеченные символом * в таблицы 3 включены.
(2) Если система находится в исходном состоянии после включения или сброса, G20
или G21 остается эффективным.
(3) Бит 7 параметра 3402 может быть использован для определения какой код G22
или G23 будет выбран после включения питания. Сброс ЧПУ не влияет
G22 или G23.
(4) Установка бита 0 (G01) параметра 3402 определяет какой G00 или G01
эффективен.
(5) Установка бита 3 (G91) параметра 3402 определяет какой G90 или G91
эффективен.
(6) Пользователь может выбрать G17, G18, G19 установкой бита 1 (параметр G18) и
бита 2 (параметр G19) параметра 3402.
2. G коды группы 00 за исключением G10 и G11 являются не модальными.
3. Если указать G код неизвестный ЧПУ или G код без соответствующих опций, появится
сигнал
тревоги 010.
4. G коды разных групп могут быть указаны в одном блоке. Если в одном блоке указаны G
коды из одной группы, будет использован последний G код.
5. Если G код группы 01 указан в фиксированном цикле, фиксированный цикл будет
отменен также командой G80. На G коды группы 01 не влияют G коды описывающие
фиксированный цикл.
6. G коды определены для каждой
группы.
7. Группа G60 переключается в соответствии с установкой бита 0 параметра 5431. Если
установлено 0, выбирается группа 00. Если установлено 1, выбирается группа 01.
включении
на выбор
36
Page 37

B63014EN
G код Группа Функция
В
*G00 01 Быстрое перемещение
G01 Линейная интерполяция, по час. стр.
G02 Круговая интерполяция, по час. стр.
G03 Круговая интерполяция, против час. стр.
G02.2, G03.2 Эвольвентная интерполяция
G02.3, G03.3 Экспоненциальная интерполяция
G04 00 Задержка
G05 Высокоскоростная обработка
G07 Интерполирование гипотетической оси
G07.1
(G107)
G10 Программируемый ввод данных
G10.6 Отвод и восстановление инструмента
G11 Отмена программируемого ввода данных
G12.1 25 Режим интерполирование полярных координат
*G13.1 Отмена режимы интерполирования полярных координат
G15 17 Отмена полярных координат
G16 Установка полярных координат
G17 02 Выбор плоскости XY
*G18 Выбор плоскости ZX
G19 Выбор плоскости YZ
G20 06 Ввод в дюймах
G21 Ввод в миллиметрах
*G22 04 Включение функции сохранения величины хода
G23 Выключение функции сохранения величины хода
*G25 24 Выключение определения колебания скорости шпинделя
G26 Включение определения колебания скорости шпинделя
G27 00 Проверка возврата в позицию ссылки
G28 Возврат в позицию ссылки
G30 Возврат в позицию ссылки 2й, 3й и 4й оси
G30.1 Возврат в плавающую точку ссылки
G31 Функция пропуска
G33 01 Нарезание резьбы
G34 Резьбы с изменяемым шагом
G37 00 Автоматическая компенсация длины инструмента
G39 Офсет угла круговой интерполяции
*G40 07 Отмена компенсации инструмента
G41 Левая компенсация инструмента
G42 Правая компенсация инструмента
*G40.1 (G150) 19 Нормальный режим прямого контроля
G41.1 (G151) Нормальный режим контроля левой стороны
G42.1 (G152) Нормальный режим контроля правой стороны
G43 09 Компенсация длины инструмента + направление
G44 Компенсация длины инструмента - направление
G45 00 Увеличение офсета инструмента
G46 Уменьшение офсета инструмента
G47 Двойное увеличение офсета инструмента
G48 Двойное уменьшение офсета инструмента
*G49 08 Отмена компенсации длины инструмента
G50 11 Отмена масштабирования
G51 Включение масштабирования
G50.1 22 Отмена зеркального отображения
G51.1 Включение зеркального отображения
G52 00 Установка локальной системы координат
G53 Установка системы координат станка
*G54 14 Установка системы координат детали 1
G55 Установка системы координат детали 2
G56 Установка системы координат детали 3
G57 Установка системы координат детали 4
G58 Установка системы координат детали 5
G59 Установка системы координат детали 6
G60 00|01 Позиционирование одного направления
Цилиндрическая интерполяция
37
Page 38

B63014EN
G61 15 Режим точной остановки
G62 Автоматическая коррекция угла
G63 Режим резьбы
G64 Режим обработки
G65 00 Вызов макроса
G66 12 Модальный вызов макроса
*G67 Отмена модального вызова макроса
G68 16 Включение вращения системы координат
*G69 Выключение вращения системы координат
G72.1 00 Вращение копии
G72.2 Параллельная копия
G73 09 Многопроходное сверление
G74 Нарезание резьбы
G75 01 Шлифование (для шлифовального станка)
G76 09 Точная расточка
G77 01 Шлифование с прямым постоянным врезанием (для шлифовального станка)
G78 Шлифование с постоянной подачей (для шлифовального станка)
G79 Шлифование с прерывистой подачей (для шлифовального станка)
*G80 09
G81 Цикл сверления, расточка или внешняя операция
G82 Сверление или расточка
G83 Цикл торцевого сверления
G84 Цикл торцевого нарезания резьбы
G86 Цикл торцевой расточки
G87 Цикл боковой расточки
G88 Цикл расточки
G89 Цикл боковой расточки
*G90 03 Программирование Абсолютных координат
*G91 Программирование относительных координат
G92 00 Установка системы координат или установка макс. скорости шпинд.
G92.1 Установка системы координат детали
*G94 05 Подача в минуту
G95 Подача на оборот
G96 13 Контроль постоянной скорости резания
*G97 Отмена контроля постоянной скорости резания
G98 10 Возврат в исходный уровень (см. пояснение 6)
G99 Возврат в исходный уровень точки R (см. пояснение 6)
G160 20 Отмена контроля подачи (для шлифовального станка)
G161 Включение контроля подачи (для шлифовального станка)
Отмена вложенного цикла сверления
38
Page 39

B63014EN
4 ФУНКЦИИ ИНТЕРПОЛИРОВАНИЯ
39
Page 40

B63014EN
4.1 Позиционирование (G00)
Команда G00 перемещает инструмент в указанную позицию в системе координат детали
с абсолютными или относительными координатами с быстрой подачей.
При программировании абсолютных координат, указывается конечная точка.
В относительных координатах указывается расстояние перемещения инструмента.
Формат
G00IP_;
IP_; Для абсолютных координат указывается конечная точка. Для относительных
координат расстояние перемещения инструмента.
Пояснение
Битом 1 (LRP) параметра 1401
инструмента:
• Нелинейное интерполирование позиционирования
Инструмент позиционируется с быстрой подачей для каждой оси отдельно.
Траектория инструмента обычно прямая.
• Линейное интерполирование позиционирования
Траектория инструмента такая же как и при использовании команды G01. Инструмент
позиционируется по кратчайшей траектории с максимальной скоростью для каждой
оси.
может быть выбрана следующая траектория перемещения
Start position – Начальная позиция
End position – конечная позиция
Linear interpolation positioning – Линейное позиционирование
Non linear interpolation positioning – Нелинейное позиционирование
Скорость перемещения быстрой подачи в команде G00 определяется параметром 1420
для каждой оси отдельно производителем станка. В режиме позиционирования G00
инструмент ускоряется с заданной скоростью в начале и в конце блока. Исполнение
продолжается до следующего блока после подтверждения позиционирование.
Подтверждение позиционирование означает что мотор подачи находится в заданном
режиме. Этот режим определяется производителем
в параметре 1826.
Проверка позиции может быть отключена установкой бита 5 параметра 1601.
Ограничения
Быстрая подача не может быть определена адресом F.
Даже если указано линейное интерполирование, нелинейное интерполирование
используется в следующих случаях:
- G28 определяющее позиционирование между точкой ссылки и промежуточной точкой.
- G53
Поэтому необходимо быть осторожным при программировании этих функции.
40
Page 41

B63014EN
4.2 Позиционирование в одном направлении
Для точного позиционирования, возможно чистовое позиционирование в одном
направлении.
Overrun – Ищлишнее перемещение
Start position – Начальная позиция
End position – Конечная позиция
Temporary stop – Временная остановка
Формат
G60 IP_;
IP: Для абсолютной команды координаты конечной позиции.
Для приращения расстояние перемещения
Излишнее перемещение и направление позиционирования устанавливаются параметром
5440. Даже если скомандоанное направление перемещения совпадает с установленным
в параметре, инструмент останавливается один раз перед конечной точкой.
G60 не модальный код, но может использоваться как модальный G код группы 01
установкой параметра
5431 бит 0. Эта установка позволяет не программировать G60
каждый раз.
Остальные спецификации такие же как и для не модального G60.
Пример не модального использования
...
G90;
G60 X0 Y0;
G60 X100;
G60 Y100;
G04 X10;
G00 X0 Y0;
...
Пример модального использования
...
G90 G60;
X0 Y0;
X100;
Y100;
G04 X10;
G00 X0 Y0;
...
41
Page 42

B63014EN
Ограничения
Во время повторяющегося цикла сверления позиционирование одного направления не
влияет на ось Z.
Позиционирование одного направления не выполняется дл осей, для которых не
установлено чрезмерное перемещение.
Если задано расстояние перемещения 0, перемещение не производится.
Зеркальное отображение не влияет на направление установленное в параметре.
Позиционирование одного направления не применяется к движению сдвига в циклах
– G87.
G76
42
Page 43

B63014EN
4.3 Линейное интерполирование (G01)
Перемещение инструмента по прямой.
Формат
G00IP_F_;
IP_ Для абсолютных координат указывается конечная точка. Для относительных
координат расстояние перемещения инструмента.
F_ Скорость подачи инструмента.
Пояснение
Инструмент перемещается по прямой линии в указанную позицию со скоростью подачи
указанной в F. Эта скорость подачи остается эффективной в последующих блоках пока не
будет запрограммировано новое значение F.
перемещения инструмента. Если скорость подачи не запрограммирована, она считается
равной нулю.
При подаче с контролем одновременно двух осей, скорость подачи перемещения
определяется следующим образом:
G01
ααββγγζ
Скорость подачи направления оси α: Fa = (a/L) × f
Скорость подачи направления оси
Скорость подачи направления оси
Скорость подачи направления оси
Ff;
ζ
β: F
= (β/L) × f
β
γ: Fγ = (γ/L) × f
ζ: Fζ = (ζ/L) × f
Скорость подачи измеряется по линии
Скорость подачи поворотной оси задается в гр/мин (единица измерения указывается в
знаке десятичной точки).
Если производится линейной интерполирование оси α (такой как Х, Y, Z) и поворотной
оси β (такой как А, В, С), скорость подачи является тангенциальной скоростью подачи α и
β в декартовой системе координат в F (мм/мин).
Скорость
подачи оси β получается: сначала вычислением распределения по выше
приведенной формуле, затем значение переводится в градусы 1min.
Пример вычисления.
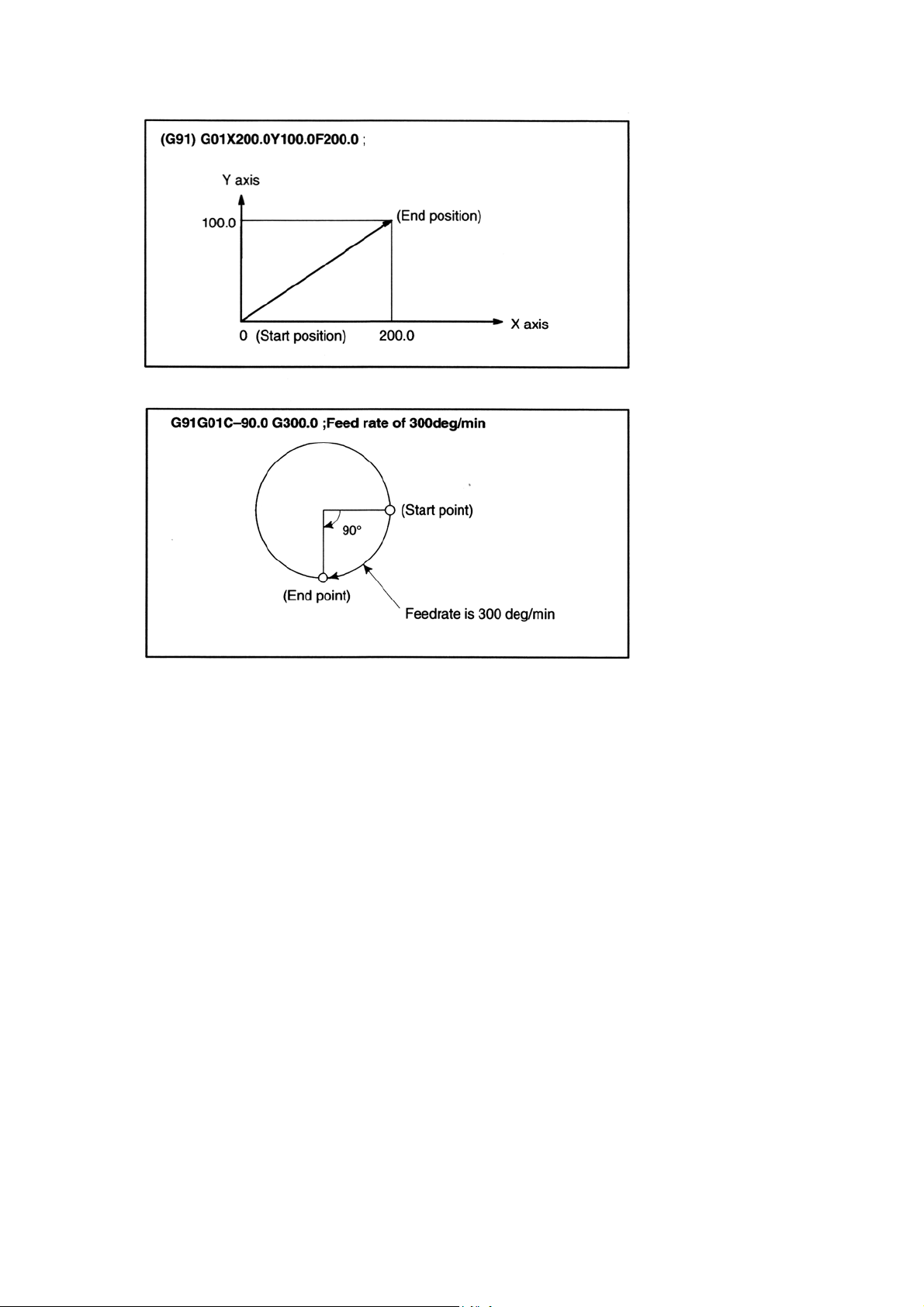
G91 G01 X20.0 B40.0 F300.0;
Таким образом единицы измерения оси С конвертируются из 40 градусов в 40 мм с
метрическим вводом. Время вычисляется следующим образом:
Скорость подачи для оси С
При одновременном контроле 3 осей скорость вычисления такая же как и при 2 осевом
контроле.
43
Page 44
B63014EN
Примеры линейной интерполяции
44
Page 45

B63014EN
4.4 Круговая интерполяция (G02, G03)
Перемещение инструмента по дуге.
Формат
Дуга в плоскости XpYp
G17 {G02 или G03} Xp_Yp_ {I_J_ или R_} F_
Дуга в плоскости ZpXp
G18 {G02 или G03} Zp_Xp_ {I_K_ или R_} F_
Дуга в плоскости YpZp
G19 {G02 или G03} Yp_Zp_ {J_K_ или R_} F_
Таблица 4.4 Описание формата команды
Команда Описание
G17 Определение плоскости XpYp
G18 Определение плоскости ZpXp
G19 Определение плоскости YpZp
G02 Круговая интерполяция по часовой стрелке
G03 Круговая интерполяция против часовой стрелки
Xp_ Значение координаты по оси Х или параллельной оси
(устанавливается в параметре 1022)
Xp_ Значение координаты по оси Y или параллельной оси
(устанавливается в параметре 1022)
Xp_ Значение координаты по оси Z или параллельной оси
(устанавливается в параметре 1022)
I_ Относительное расстояние по Хр от начальной точки до
центра дуги, значение радиуса
J_ Относительное расстояние по Yр от начальной точки до
центра дуги, значение радиуса
K_ Относительное расстояние по Zр от начальной точки до
центра дуги, значение радиуса
R_ Радиус дуги без знака (значение радиуса всегда указывается)
F_ Скорость подачи по дуге
Примечание
Оси U, V, W (параллельные основным осям) могут использоваться с G кодами В и С.
Пояснения
Направление круговой интерполяции
«По часовой стрелке» (G02) и «против часовой стрелки» (G03) в плоскости ХрYр (ZpXp
или YpZp) определяет направление в плоскости XpYp если смотреть в направлении из
положительного в отрицательное по оси Zp (Yp или Zp) в декартовой системе координат.
См. рисунок
45
Page 46

B63014EN
Расстояние перемещения по дуге
Конечная позиция дуги указывается адресами Xp, Yp, Zp и выражается в абсолютных или
относительных значениях в соответствии с G90 или G91. Для относительных значений
указывается расстояние до конечной точки от начальной точки.
Расстояние от начальной точки до центра дуги
Центр дуги определяется адресами I, J, K для осей Xp, Yp, Zp. Числовые значения I, J, K
представляют собой вектор из
начальной точки до центра дуги и всегда указываются в
относительных координатах независимо от G90 и G91.
При задании значений I, J, K необходимо учитывать направление.
End point – конечная точка
Start point - начальная точка
Center - центр
I0, J0 и K0 могут быть пропущены.
Если разница между радиусом от начальной точки и конечной точкой превысит значение
параметра 3410 произойдет сигнал тревоги 020.
Программирование полной окружности
Если пропущено Xp, Yp и Zp (конечная точка является начальной точкой) и центр
указанный в I, J, K, дуга составляет 360 градусов (окружность).
G021; команда окружности
Если разница между радиусом в начальной точке и
в конечной превышает допустимые
значения (3410), происходит сигнал тревоги 020.
46
Page 47

B63014EN
Радиус дуги
Расстояние между дугой и центром дуги состоит из дуги и может быть указан используя
радиус R окружности вместо I, J, K. В этом случае, одна дуга меньше 180 градусов и
другая больше 180 градусов соединяются. Дуга с углом сектора 180 или больше градусов
не может быть указана. Если Xp, Yp, Zp все пропущены, конечная точка находится в
начальной
точке, и используется R будет построена дуга с градусом 0.
G02R; (инструмент не перемещается)
Для дуги (1) меньше 180 градусов
G02 W50.0 U10.0. R50.0
F300.0
Для дуги (2) больше 180 градусов
Дуга с сектором больше 180 градусов не может быть задана одним блоком.
End point – конечная точка
Start point - начальная точка
Скорость подачи
Скорость подачи в круговой интерполяции равна скорости подачи указанной в F коде и
измеряется по дуге (касательная подача по дуге).
Погрешность между запрограммированным значением и действительной подачей +-2%
или менее. Так как скорость перемещения измеряется по дуге, используется коррекция
кромки инструмента.
Ограничения
Одновременное указание R с I, J, K
Если одновременно указаны адреса I, J, K с R, будет использоваться R. Все остальные
адреса игнорируются.
Указанная ось находится не в текущей плоскости
Если ось не может находиться в текущей плоскости, появится сигнал тревоги.
Например, если указана плоскость ZX в G коде В или С, указание оси Х или U
(параллельно оси Х) вызывает сигнал
Если дуга имеющая центральный угол доходит до 180 градусов указанных в R,
вычисление центра может вызвать ошибку. В этом случае укажите центр дуги с помощью
I, J, K.
тревоги 028.
47
Page 48

B63014EN
Примеры
Эта траектория может быть запрограммирована следующим образом:
1) При абсолютном программировании
G92X200.0 Y40.0 Z0;
G90 G03 X140.0 Y100.0R60.0 F300.;
G02 X120.0 Y60.0R50.0;
или
G92X200.0 Y40.0Z0;
G90 G03 X140.0 Y100.0I-60.0 F300.;
G02 X120.0 Y60.0I-50.0;
2) При программировании приращения
G91 G03 X-60.0 Y60.0 R60.0 F300.;
G02 X-20.0 Y-40.0 R50.0;
или
G91 G03 X-60.0 Y60.0 I-60.0 F300.;
G02 X-20.0 Y-40.0 I-50.0;
48
Page 49

B63014EN
4.5 Винтовая интерполяция (G02, G03)
Винтовая интерполяция выполняется по спирали с синхронным перемещением двух осей
с командой круговой интерполяции.
Формат
Интерполяция в плоскости XpYp
G17 {G02 или G03} Xp_Yp_ {I_J_ или R_} α_(β_) F_
Интерполяция в плоскости ZpXp
G18 {G02 или G03} Zp_Xp_ {I_K_ или R_} α_(β_) F_
Интерполяция в плоскости YpZp
G19 {G02 или G03} Yp_Zp_ {J_K_ или R_} α_(β_) F_
α, β: Любая ось для которой круговая интерполяция не применяется. Может
до двух осей.
Описание
Метод команды является простым перемещением еще одной оси помимо осей круговой
интерполяции. Команда F указывает скорость перемещения по круговой дуге, поэтому
скорость перемещения линейной оси вычисляется
Fx (Длина линейной оси / длина круговой дуги)
Определите скорость подчиненной линейной оси так, чтобы она не превышала ни одного
из ограничений. Бит 0 параметра 1404 может использоваться для предотвращения
превышения скорости подачи линейной оси.
быть указано
Скорость подачи по двум интерполируемым осям с указанной подачей.
Ограничения
Компенсация резца применяется только к дуге окружности.
Компенсация офсета инструмента и длины инструмента может быть использована в
блоке с винтовой интерполяцией.
49
Page 50

B63014EN
4.6 Винтовая интерполяция В (G02, G03)
Спиральная интерполяция выполняется похожим образом как и винтовая интерполяция,
но можно указать команду круговой интерполяции для точной обработки контура детали
по четырем осям в простом режиме высокой точности (II-19.6).
Формат
Интерполяция в плоскости XpYp
G17 {G02 или G03} Xp_Yp_ {I_J_ или R_} α_β_
Интерполяция в плоскости ZpXp
G18 {G02 или G03} Zp_Xp_ {I_K_ или R_} α_β_
Интерполяция в плоскости YpZp
G19 {G02 или G03} Yp_Zp_ {J_K_ или R_} α_β_
α, β,
γ, ζ: Любая ось для которой круговая интерполяция не применяется. Может быть
указано до четырех осей.
Описание
Обычно указывается две оси для создания винтовой интерполяции. Команда F указывает
скорость перемещения по круговой дуге, поэтому необходимо учитывать скорость
перемещения по линейной оси
γ_ζ_ F_
γ_ζ_ F_
γ_ζ_ F_
Скорость подачи по двум интерполируемым осям с указанной подачей.
Ограничения
Команда винтовой интерполяции В может быть указана только в простом режиме высокой
точности контура.
Компенсация резца применяется только к дуге окружности.
Компенсация офсета инструмента и длины инструмента может быть использована в
блоке с винтовой интерполяцией.
50
Page 51

B63014EN
4.7 Спиральная интерполяция, коническая интерполяция
(G02, G03)
Спиральная интерполяция включается командой круговой интерполяции вместе с
требуемым числом оборотов или желаемым шагом для радиуса на один оборот.
Коническая интерполяция включается указанием спиральной интерполяции вместе с
одной или двумя дополнительными осями, а также требуемым приращением для
позиционирования по дополнительным осям на оборот спирали.
Формат
Интерполяция в плоскости XpYp
G17 {G02 или G03} X_Y_ I_ J_ Q_ L_F_;
Интерполяция в плоскости ZpXp
G18 {G02 или G03} Z_ X_ K_ I_ Q_ L_F_;
Интерполяция в плоскости YpZp
G19 {G02 или G03} Y_ Z_ J_ K_ Q_ L_F_;
X, Y, Z Координаты конечной точки.
L Число оборотов (положительное значение без десятичной точки (*1).
Q Приращение радиуса + или – на оборот спирали (*1).
I, J, K Расстояние со знаком от начальной точки до центра
(такое же расстояние как и для центра круговой интерполяции)
F Скорость подачи
(*1) L или Q могут
автоматически вычисляется из расстояния между текущей позицией
и центром, позицией конечной точки и приращением радиуса. Если
пропущено Q, приращение радиуса автоматически вычисляется из
расстояния между текущей позицией и центром, позицией конечной
точки и числом оборотов. Если указаны оба L и Q, но их значения
противоречат, Q имеет приоритет. L должно
без десятичной точки. Для указания например четырех оборотов
плюс 90°, укажите число оборотов L5.
быть пропущены. Если L пропущено, число оборотов
быть положительным
51
Page 52

B63014EN
Коническая интерполяция
Интерполяция в плоскости XpYp
G17 {G02 или G03} X_Y_ I_ J_ Q_ L_F_;
Интерполяция в плоскости ZpXp
G18 {G02 или G03} Z_ X_ K_ I_ Q_ L_F_;
Интерполяция в плоскости YpZp
G19 {G02 или G03} Y_ Z_ J_ K_ Q_ L_F_;
X, Y, Z Координаты конечной точки.
L Число оборотов (положительное значение без десятичной точки (*1).
Q Приращение радиуса + или – на оборот спирали (*1).
I, J, K Два или три значения представляют направленный вектор из
начальной точки в центр. Остающееся значение является
приращением
высоты на оборот конической интерполяции (*1)(*2).
Если выбрана плоскость ХрYр:
Значения I и J представляют вектор из начальной точки в центр.
Значение К представляет приращение высоты на оборот спирали.
Если выбрана плоскость ZрXр:
Значения K и I представляют вектор из начальной точки в центр.
Значение J представляет приращение высоты на оборот спирали.
Если
выбрана плоскость YрZр:
Значения J и K представляют вектор из начальной точки в центр.
Значение I представляет приращение высоты на оборот спирали.
F Скорость подачи
(*1) L или Q могут быть пропущены (только L или Q, не оба
одновременно) Пример команды для плоскости XpYp.
G17 {G02 или G03} X_ Y_ I_ J_ Z_; {K_ или Q_ или L_} F_;
Если указаны оба L и Q, но их значения противоречат, Q имеет
приоритет. L должно
быть положительным без десятичной точки. Для
указания например четырех оборотов плюс 90°, укажите число
оборотов L5.
(*2) Если указаны две оси (высота) отличные от выбранной плоскости,
приращение высоты (I, J, K) не может быть выбрано. Указывайте
либо требуемое приращение Q, либо число оборотов L.
Описание
Спиральная интерполяция в плоскости XY выполняется следующим образом:
(X-X
X
Y
R: Радиус начала интерполяции
Q’: Изменение радиуса
Когда запрограммированные команды назначаются этой функции, получается следующее
выражение:
(X – X
X
Y
)2 + (Y-Y0)2 = (R + Q’)2
0
: Координата Х центра
0
: Координата Y центра
0
– I)2 +(Y – Ys – J)2 = ( (R + (L’ + A/360)Q)2
s
: Координата Х начальной точки
s
: Координата Y начальной точки
s
I, J: Координаты вектора из начальной точки в центр
R: Радиус начала спиральной интерполяции
Q: Приращение радиуса на оборот спирали
L’: (Текущее число оборотов) – 1
А: Угол между начальной точкой и текущей позицией в градусах.
52
Page 53

B63014EN
Перемещение между блоками
Наложение блоков между спиральной/конической интерполяцией и другими блоками
выполняется только в простом режиме высокой точности контроля контура (см. II-9.6). В
других режимах движение тормозится и останавливается в блоке перед
спиральной/конической интерполяцией, после чего начинается интерполяция. После
завершения блока спиральной/конической интерполяции движение замедляется и
останавливается, после
Контролируемые оси
Для конической интерполяции может быть указано две оси плоскости и две
дополнительные оси, всего четыре оси. Ось вращения может быть указана как
дополнительная ось.
Компенсация инструмента С
Команда конической или спиральной интерполяции может быть запрограммирована в
режиме компенсации резца С. В начальной и конечной
окружность вокруг центра спиральной интерполяции. Компенсация резца выполняется
вокруг виртуальной окружности, затем спиральная интерполяция выполняется с учетом
результата компенсации резца. Если начальная и конечная точки находятся в центре,
виртуальная окружность не может быть построена. При попытке создания чертежа
появится сигнал тревоги 5124.
Фиксация подачи радиусом дуги
Во
время спиральной интерполяции функция фиксации подачи радиусом дуги
(параметры 1730 – 1732) включена. Скорость может увеличиться при приближении
инструмента к центру спирали.
Тестовый режим
Если сигнал тестового режима изменен с 0 на 1 или с 1 на 0 во время перемещения по
оси, движение ускоряется или замедляется до требуемой скорости без остановки.
чего выполняется следующий блок.
точке блока строится виртуальная
Ограничения
• В спиральной или конической интерполяции R для указания радиуса дуги не может
быть указан.
• Замедление между блоком спиральной/конической интерполяции и другими
блоками может быть выполнено только в простом режиме высокой точности
контроля контура.
• Функция подачи на оборот, инверса времени подачи, команда F с одной цифрой и
автоматическая коррекция угла
• Программа включающая спиральную или коническую интерполяцию не может
быть перезапущена.
• Программа включающая спиральную или коническую интерполяцию не может
быть трассирована (перемещение по той же траектории).
• Спиральная или коническая интерполяция не могут быть указаны в нормальном
режиме прямого контроля.
не могут быть использованы.
53
Page 54

B63014EN
Примеры
Спиральная интерполяция
Траектория показанная выше программируется с абсолютными или координатами
приращения как показано ниже.
Эта траектория имеет следующие значения:
Начальная точка: (0, 100.0)
Конечная точка (Х, Y): (0, -30.0)
Расстояние до центра (I, J): (0, -100.0)
Приращение радиуса (Q): -20.0
Число оборотов (L): 4.
(1) С абсолютными значениями траектория запрограммирована следующим образом:
G90 G02 X0 Y-30.0 I0 J-100.0 (Q-20.0 L4) F300;
(2) С абсолютными значениями траектория запрограммирована следующим образом:
G91 G02 X0 Y-130.0 I0 J-100.0 (Q-20.0 L4) F300;
Q или L могут быть пропущены.
54
Page 55

B63014EN
Коническая интерполяция
Траектория показанная выше программируется с абсолютными или координатами
приращения как показано ниже.
Эта траектория имеет следующие значения:
Начальная точка: (0, 100.0)
Конечная точка (Х, Y, Z): (0, -37.5, 62.5)
Расстояние до центра (I, J): (0, -100.0)
Приращение радиуса (Q): -25.0
Приращение высоты: 25.0
Число оборотов (L): 3
(1) С абсолютными значениями траектория запрограммирована следующим образом:
G90 G02 X0 Y-37.5 Z62.5 I0 J-100.0 (K25.0 Q-25.0 L3) F300;
(2) С абсолютными значениями траектория запрограммирована следующим образом:
G91 G02 X0 Y-137.5 Z62.5 I0 J-100.0 (K25.0 Q-25.0 L3) F300;
55
Page 56

B63014EN
4.8 Интерполяция полярных координат (G12.1, G13.1)
Интерполяция полярных координат является функцией контроля контура
конвертирования декартовых координат в движения линейных осей (движения
инструмента) и движения поворотных осей (вращение детали). Этот метод полезен при
обработке шлифования.
Формат
G12.1 и G13.1 должны указываться в разных блоках
G12.1; Включает интерполяцию полярных координат.
Необходимо указать линейную или круговую интерполяцию используя координаты
в декартовой
поворотную ось (виртуальная).
G13.1; Отмена интерполяции полярных координат
G112 и G113 могут использоваться вместо G12.1 и G13.1.
Пояснения
Плоскость интерполяции полярных координат
G12.1 включает интерполяцию линейных координат и выбирает плоскость полярных
координат (рис. 4.5 (а)). Интерполяция полярных координат производится в этой
плоскости.
прямоугольной системе координат содержащей линейную ось и
Начало системы координат детали
Rotary axis (virtual axis) – Поворотная ось (виртуальная ось)
Linear axis – Линейная ось
Unit: mm or inch – единицы измерения: мм или дюймы
Рис 4.5 (а) Плоскость интерполяции полярных координат
После включения питания или сброса системы, интерполяция полярных координат
отменяется (G13.1).
Линейные и поворотные оси для интерполяции полярных координат должны быть
указаны в параметрах (5460 и 5461) предварительно.
ОПАСНО!
Плоскость выбранная до G12.1 (с помощью G17, G18, G19) отменяется. Она будет
восстановлена после G13.1 (отмена полярных координат).
После сброса системы, интерполяция полярных
координат отменяется и выбирается
плоскость G17, G18 или G19.
56
Page 57

B63014EN
Расстояние перемещения и скорость подачи в полярных координатах
В режиме интерполяции полярных координат команды программы указываются с
использованием декартовых координат расположенных на плоскости полярных
координат. Ось адресующая поворотную ось используется а адрес оси для второй оси
(виртуальная ось) в плоскости. Диаметр или радиус указывается для первой оси в той же
плоскости, в которой находится поворотная ось. Виртуальная ось
0 сразу после G12.1. Полярная интерполяция стартует предполагая угол 0 для позиции
инструмента при подаче команды G12.1.
Укажите значение подачи как скорость (относительная скорость между деталью и
инструментом) по касательной плоскости полярных координат с использованием F.
Значение для координат на гипотетической оси такие же, как и для линейной оси
(мм/дюйм).
Единицы значения подачи мм/мин или дюйм/мин.
находится в координате
G коды которые могут быть указаны в режиме полярных координат
G01 Линейная интерполяция
G02, G03 Круговая интерполяция
G04 Задержка
G40, G41, G42 Компенсация кромки инструмента
(интерполяция полярных координат применяется после учета
офсета кромки инструмента)
G65, G66, G67 Произвольный макрос
G90, G91 Абсолютные координат, приращение.
G94, G95 Подача в минуту, подача на оборот
Круговая интерполяция в плоскости полярных координат
Адрес указывающий радиус дуги для круговой интерполяции (G02 или G03) в полярных
координатах плоскость зависит от первой оси плоскости (линейная ось).
- I и J для плоскости Xp-Yp если линейная ось X или параллельная оси Х.
- J и K для плоскости Yp-Zp если линейная ось Y или параллельная оси Y.
- K и I для плоскости Zp-Xp если линейная ось Z или параллельная оси Z.
Радиус дуги
Примечание
Оси U, V, W (параллельные основным осям) могут быть использованы с G кодами В и С.
также может быть указан с помощью R.
Перемещение по осям не в плоскости интерполяции полярных координат в
режиме интерполяции полярных координат
Инструмент перемещается по таким осям нормально, независимо от интерполяции
полярных координат.
Отображение текущей позиции в режиме интерполяции полярных координат
Текущие координаты отображаются. Те не менее, оставшееся расстояние перемещения
отображается на основе координат плоскости интерполяции полярных координат
(декартовы координаты).
Ограничения
Система координат для интерполяции полярных координат
Перед программированием G12.1 должна быть установлена система координат детали в
которой центр поворотной оси будет началом координат. В режиме G12.1, система
координат не должна изменяться (G92, G 52, G53, сброс относительных координат, G54 –
G59, и т.д.)
57
Page 58

B63014EN
Компенсация кромки инструмента
Интерполяция полярных координат не может стартовать или заканчиваться в режиме
компенсации радиуса кромки инструмента (G41, G42). G12.1 или G13.1 должны быть
указаны в режиме отмены компенсации радиуса кромки инструмента (G40).
Команда офсета длины инструмента
Офсет длины инструмента указывается в режиме отмены интерполяции полярных
координат перед выполнением G12.1. Он не может быть введен в
режим полярных
координат. Более того, значения офсета не могут быть изменены в режиме интерполяции
полярных координат.
Команда офсета инструмента
Офсет инструмента должен быть указан перед установкой режиме G12.1. Номер офсета
не может быть изменен в режиме G12.1.
Перезапуск программы
Для блока в режиме G12.1 программа не может быть перезапущена.
Скорость резания для
поворотной оси
Интерполяция полярных координат конвертирует движения инструмент для
запрограммированной фигуры в декартовых координатах в перемещения инструмент в
поворотной оси (ось С) и линейной оси (ось Х). Если инструмент приближается к центру
детали, ось С увеличивает скорость вращения, что может привести к превышению
максимальной скорости вращения оси С (устанавливается в
параметре 1422), что
вызовет сигнал тревоги. Для предотвращения превышения скорости си С, уменьшите
скорости подачи в адресе F при создании программы так, чтобы при приближении к
центру детали не происходило превышение скорости.
Внимание
Обратите внимание на линии L1, L2 и L3 следующего рисунка. ΔХ – это расстояние
перемещения инструмент за единицу времени с заданной скоростью подачи
в F в
Декартовой системе координат. При перемещении инструмента от L1 до L2 и L3 угол, под
которым инструмент перемещается за единицу времени ΔХ в Декартовой системе
координат увеличивается с θ1 до θ2 и до θ3.
Другими словами, ось С является составляющей подачи при которой скорость
увеличивается при приближении инструмента к центру детали. Скорость
С может
превысить максимальное значение скорости С.
L: Расстояние (в мм) между инструментом и центром детали.
R: Максимальное значение обработки (град/мин) для оси С
Скорость указанная в адресе F в полярных координатах может быть получена по
следующей формуле. Формула показывает расчет теоретического значения, на практике
это значение может слегка отличаться.
F < L
× R × (π /180) (мм/мин)
58
Page 59

B63014EN
Программирование диаметра и радиуса
В случае программирования диаметра с использованием линейной оси (оси Х),
программирование радиуса применяется для поворотной оси (ось С).
Пример
Пример программирования полярных координат на основе оси Х (линейная ось) и оси С
(поворотная ось)
Program path – запрограммированная траектория
Path after tool nose radius compensation – Траектория после коррекции радиуса кромки инструмента
Ось Х программирует диаметр, ось С радиус
O0001;
;
N010 T0101
;
N0100 G90 G00 X60.0 C0 Z_; Позиционирование в исходную позицию
N0200 G12.1; Старт полярных координат
N0201 G42 G01 X20.0 F_; Программирование геометрии
N0202 C10.0;
N0203 G03 X10.0 C20.0 R10.0;
N0204 G01 X-20.0;
N0205 C-10.0;
N0206 G03 X-10.0 C-20.0 I10.0 J0;
N0207 G01 X20.0;
N0208 C0;
N0209 G40 X60.0;
N0210 G13.1; Отмена полярных координат
N0300 Z__;
N0400 X__ C__;
;
;
N0900 M30;
59
Page 60

B63014EN
4.9 Цилиндрическая интерполяция (G07.1)
Величина перемещения поворотной оси указываемая углом конвертируется в расстояние
линейной оси расположенной вдоль поверхности детали так, что линейная интерполяция
или круговая интерполяция может быть выполнена на другой оси. После интерполяции
это расстояние конвертируется обратно в величину перемещения поворотной оси.
Функция цилиндрической интерполяции позволяет на стороне цилиндра легко
гравировать нужный узор.
Формат
G07.1 IP r ; Включает цилиндрическую интерполяцию
G07.1 IP 0 ; Отмена цилиндрической интерполяции
IP: Адрес поворотной оси
r: Радиус цилиндра
Указывайте G07.1 IP r; и G07.1 IP 0 в разных блоках.
G107 может использоваться вместо G07.1
Пояснения
Выбор плоскости
Используйте параметр 1022 для указания поворотной оси X, Y, Z или другой оси
параллельной этим осям. Укажите G код выбора плоскости, для которой поворотная ось
будет линейной осью.
Например, если поворотная ось параллельна оси Х, необходимо указать G17. Только
одна поворотная ось может быть установлена для цилиндрической интерполяции.
Скорость подачи
Скорость подачи определяет перемещение инструмента по поверхности цилиндра.
Круговая интерполяция (G02, G03)
В режиме цилиндрической интерполяции, возможно использование круговой
интерполяции и другой линейной оси. Радиус R используется для команды так же как и в
II.4.4.
Единицы радиуса не градусы, а миллиметры или дюймы.
Пример: Круговая интерполяция между осями Z и С.
Для оси С установлен параметр 1022, 5 (ось параллельная оси Х). В этом случае команда
круговой интерполяции
G18 Z__ C__ ;
G02 (G03) Z__ C__ R__;
Для оси С параметр 1022, может быть установлено 6 (ось параллельна оси Y). В этом
случае команда круговой интерполяции будет следующая:
G19 С__ Z__ ;
G02 (G03) Z__ C__ R__;
Компенсация инструмента
Для выполнения компенсации инструмента в режиме цилиндрической интерполяции,
перед включением интерполяции необходимо отменить все текущие компенсации
инструмента. Затем, после запуска интерполяции, можно включить компенсацию
инструмента.
Точность цилиндрической интерполяции
В режиме цилиндрической интерполяции, величина перемещения поворотной оси
указывается в виде угла, который конвертируется в расстояние линейной оси на
поверхности так, что линейная или круговая интерполяция может быть выполнена на
другой оси. После интерполяции, это расстояние конвертируется снова в угол. Из-за этого
будет следующая:
60
Page 61

B63014EN
преобразования значение перемещения может быть округлено на значение
минимального перемещения.
Если радиус цилиндра слишком маленький, действительное значение перемещения
может отличаться от указанного значения перехода. Тем не менее, эти погрешности не
суммируются.
Если выполняется ручное управление в режиме цилиндрической интерполяции,
возможна следующая погрешность:
Действ. Значение перехода = ( (Оборот/2 × 2 πR) ×(Указанное
Оборот Величина перемещения на оборот поворотной оси
R Радиус детали
() Округление до наименьшего значения перемещения
значение × (2×2πR )/Оборот ) )
Ограничения
Компенсация радиуса дуги в режиме цилиндрической интерполяции
В режиме цилиндрической интерполяции дуга не может быть описана адресами I, J, K.
Круговая интерполяция и компенсация кромки инструмента
Цилиндрическая интерполяция не может стартовать или заканчиваться в режиме
компенсации радиуса кромки инструмента (G41, G42). Круговая интерполяция в режиме
цилиндрической интерполяции выполняется неточно.
Позиционирование
В режиме цилиндрической интерполяции,
подачу циклов G28, G53, G73, G74, G76, G80 – G89) не могут быть указаны. Перед
позиционированием цилиндрическая интерполяция должна быть отменена.
Цилиндрическая интерполяция (G07.1) не может выполняться в режиме
позиционирования (G00).
Установка системы координат
В режиме цилиндрического интерполирования система координат детали G52, G92, G54G69 не могут быть указаны.
Установка режима цилиндрического интерполирования
В режиме цилиндрического интерполирования, режим цилиндрического
интерполирования не может быть сброшен. Режим должен быть отменен до сброса
режима цилиндрического интерполирования.
Офсет инструмента
Офсет инструмента должен быть установлен до включения цилиндрической
интерполяции. Офсет не может меняться в цилиндрической интерполяции.
Фиксированные циклы сверления в режиме цилиндрического интерполирования
Фиксированные циклы сверления G81 – G89 не могут быть указаны в режиме
цилиндрического интерполирования.
операции позиционирования (включая быструю
61
Page 62

B63014EN
Пример
Пример программы цилиндрического интерполирования
O0001
N01 G00 Z100.0 C0;
N02 G01 G18 W0 H0;
N03 G07.1 H57299;
N04 G01 G42 Z120.0 D01 F250;
N05 C30.0;
N06 G02 Z90.0 C60.0 R30.0;
N07 G01 Z70.0;
N08 G03 Z60.0 C70.0 R10.0;
N09 G01 C150.0;
N10 G03 Z70.0 C190.0 R75.0;
N11 G01 Z110.0 C230.0;
N12 G02 Z120.0 C270.0 R75.0;
N13 G01 C360.0;
N14 G40 Z100.0;
N15 G07.1 C0;
N16 M30;
62
Page 63

B63014EN
4.10 Эвольвентная интерполяция (G02.2, G03.2)
Сложная обработка кривой может быть выполнена с использованием эвольвентной
интерполяции. Эвольвентая интерполяция гарантирует постоянное распределение
импульсов даже при высокоскоростной операции в маленьких блоках, что позволяется
обрабатывать гладкие кривые с высокой скоростью. Более того, лента обработки может
быть создана легко и эффективно, с уменьшением длины ленты.
Формат
Эвольвентная интерполяция плоскости Х Y
G17 G02.2 X_ Y_ I_ J_ R_ F_;
G17 G03.2 X_ Y_ I_ J_ R_ F_;
Эвольвентная интерполяция плоскости Z Х
G18 G02.2 Z_ X_ I_ J_ R_ F_;
G18 G03.2 Z_ X_ I_ J_ R_ F_;
Эвольвентная интерполяция плоскости Y Z
G19 G02.2 Y_ Z_ I_ J_ R_ F_;
G19 G03.2 Y_ Z_ I_ J_ R_ F_;
Где:
G02: Интерполяция по часовой стрелке
G02: Интерполяция против часовой стрелки
G17/G18/G19: Выбор плоскости XY/ZX/YZ
X, Y, Z: Конечная точка кривой
I, J, K: Центр базовой окружности для кривой от начальной точки.
R: Радиус базовой окружности
F: Подача обработки
Эвольвентная интерполяция по часовой стрелке (G02.2)
Эвольвентная интерполяция против часовой стрелки (G03.2)
63
Page 64

B63014EN
Описание
Эвольвентная кривая
Эвольвентная кривая на плоскости XY определяется следующим образом:
X(a) = R[cos a + (a – a
Y(a) = R[sin a + (a – a
где:
X
Координаты
0 Y0
R: Радиус базовой окружности
a
: Угол начальной точки эвольвентной кривой
0
a: Угол точки в которой касательная от текущей точки до базовой окружности
контактирует с базовой окружностью.
X(a), Y(a): Текущая позиция на оси Х и оси Y.
) sin a] + X0
0
) cos a] + Y0
0
Base circle – Базовая окружность
Involute curve – Эвольвентная кривая
Начальнвя и конечная точка
Конечная точка эвольвентной кривой указывается в адресе X, Y, Z с абсолютными или
координатами приращения. При использовании приращения, указывайте координаты
конечной точки относительно начальной точки эвольвентной кривой.
Если конечная точка не указана, появится сигнал тревоги 241.
Если указанная начальная и конечная точка лежат внутри базовой
сигнал тревоги 242. Тот же сигнал тревоги произойдет если компенсация резца С
приводит к перемещению вектора со входом в окружность. Будьте особо осторожны при
применении офсета внутрь окружности.
Спицификация базовой окружности
Центра базовой окружности указывается с помощью I, J, K относительно Х, Y, Z.
Значение после I, J, K является вектором определяющим центр базовой окружности
относительно начальной
точки. Это значение должно указываться только в приращении
вне зависимости от установки G90/G91. Назначьте знак I, J, K в соответствии с
направлением.
Если все I, J, K не указаны, или указаны I0J0K0, появится сигнал тревоги 241 или 242.
Если R не указано, или R < 0, появится сигнал тревоги 241 или 242.
Выбор двух типов эвольвентной кривой
Если указана только начальная точка и I, J, K, создается два типа
Один тип кривой выходит вперед к базовой окружности, а другой от базовой окружности.
Если указанная конечная точка ближе к центру базовой окружности, чем к начальной
точке, кривая выходит в сторону центра базовой окружности.
окружности, появится
эвольвентной кривой.
64
Page 65

B63014EN
Скорость подачи
Скорость подачи обработки указывается в коде F. Скорость задается для касательной, по
которой перемещается инструмент.
Выбор плоскости
Как и при круговой интерполяции, плоскость, для которой выполняется эвольвентная
интерполяция может быть выбрана с использованием G17, G18, G19.
Компенсация резца С
Компенсация резца С может быть назначена для обработки с эвольвентной
интерполяцией. Как
коды G40, G41, G42 для указания стороны интерполяции.
Компенсация резца назначается следующим образом.
Сначала около начальной точки эвольвентной кривой создается кривая плавного
перехода в эвольвентную кривую. После этого находится пересечение офсета между
дугой и прямой или дугой предыдущего блока. Проще говоря, находится пересечение
офсета около конечной
через две точки для центра траектории инструмента.
В режиме эвольвентной интерполяции, компенсации резца не может быть начата или
отменена.
и при линейной или круговой интерполяции, можно использоваться
точки. Затем используется эвольвентная кривая проходящая
Programmed path – Запрограммированная траектория
Tool center path – Траектория центра инструмента
Допустимые G коды
Следующие G коды могут быть указаны в режиме эвольвентной интерполяции: G04, G10,
G17, G18, G19, G65, G66, G67, G90, G91.
Режимы, в которых возможна эвольвентная интерполяция
Эвольвентная интерполяция может быть указана в следующих G режимах: G41, G42,
G51, G51.1, G68.
65
Page 66

B63014EN
Погрешность конечной точки
Как показано ниже, конечная точка может не находиться на эвольвентной кривой
проходящей через начальную точку.
Если эвольвентная кривая проходит через начальную точку с отклонением от
эвольвентной кривой проходящей через конечную точку более чем на значение
параметра 5610, появится сигнал тревоги 243.
Если существует погрешность конечной точки, скорость подачи не
гарантируется.
Deviation – Отклонение
End point – Конечная точка
Path after correction – Траектория после коррекции
Start point – Начальная точка
Correct involute curve – Правильная эвольвентная кривая
Ограничения
Число оборотов эвольвентной кривой
Начальная и конечная точка должны быть в пределах 100 оборотов от начала
эвольвентной кривой. Эвольвентная кривая может быть указана с созданием одного или
более оборотов в одном блоке.
Если указанная начальная точки или конечная точка находятся вне 100 оборотов,
появится сигнал тревоги 242.
Недопустимые функции
В режиме эвольвентной интерполяции
произвольным углом), винтовая обработка, или масштабирования от оси к оси.
Режимы не допускающие эвольвентную интерполяцию
Эвольвентная интерполяция не может быть указана в следующих режимах: G41.1 (G151),
G42.2 (G152), G07.1 (G107), G12.1, G16, G72.1.
Точность обработки
Кривая бывает наиболее часто грубо обработана в районе базовой окружности. В таких
местах создается большая нагрузка на инструмент
не могут указываться снятие фаски R (с
, и поверхность менее ровная.
66
Page 67

B63014EN
4.11 Экспоненциальная интерполяция
Экспоненциальная интерполяция изменяет вращения детали экспоненциально
относительно движения поворотной оси. Более того, экспоненциальная интерполяция
выполняющая линейную интерполяцию относительно другой оси. Это позволяет
создавать канавку конуса с постоянным углом винта. Эта функция наилучшим образом
подходит для создания канавки и шлифования
Формат
Положительное вращение (w=0)
G02.3 X_ Y_ Z_ I_ J_ K_ R_ F_ Q_;
Отрицательное вращение (w=1)
G03.3 X_ Y_ Z_ I_ J_ K_ R_ F_ Q_;
X_: Конечная точка с абсолютным или значением приращения.
Y_: Конечная точка с абсолютным или значением приращения.
Z_: Конечная точка с абсолютным или значением приращения.
I_: Угол I (от
J_: Угол I (от
К_: Указывает величину деления линейной оси для экспоненциальной интерполяции
(величина расширения). Укажите положительное число. Если значение не
указано, используется значение параметра 5643.
R_: Укажите константу R для экспоненциальной интерполяции.
F_: Начальная скорость подачи. Укажите подачу с учетом поворотной оси.
Q_: Скорость подачи в конечной точке. Те же единицы измерения,
±1 до ±89° в единицах 0.001 градуса)
±1 до ±89° в единицах 0.001 градуса)
что и для F.
67
Page 68

B63014EN
Описание
Экспоненциальное отношение выражения
Экспоненциальное отношение выражения для линейной оси и поворотной оси
определяется следующим образом.
Движение по линейной оси (1)
Движение по линейной оси (2)
Где
К = tan (J) / tan (I)
W = 0/1 Направление вращения
R, I, J константы и θ представляют угол (радианы).
Получается следующее выражение (1)
Если здесь существует движение между Х1 и Х2 по линейной оси, величина
перемещения поворотной оси определяется следующим образом:
Ограничения
Случаи, в которых выполняется линейная интерполяция
Даже если установлен режим G02.3 или G03.3, линейная интерполяция выполняется в
следующих случаях:
• Если линейная ось указанная в параметре 5641 не указана, или величина
перемещения линейной оси 0.
• Если поворотная ось указанная в параметре 5642 не указана.
• Если величина погружения линейной оси (величина расширения) равна 0.
Компенсация
В режимах G02.3 или G03.3 не может быть указана ни компенсация длины инструмента,
ни компенсация резца.
длины инструмента / компенсация резца
68
Page 69

B63014EN
ВНИМАНИЕ
Величина погружения линейной оси для экспоненциальной интерполяции (величина
расширения) влияет на точность фигуры. Однако, если установлено слишком маленькое
значение, обработка может остановиться во время интерполяции. Постарайтесь
указывать оптимальное значение в зависимости от выполняемой обработки.
Примеры
Постоянная обработка для создания фигуры конуса
Постоянная обработка для создания фигуры обратного конуса
Выражения отношения
где
К = tan (J) / tan (I)
w Направление вращения
X(θ), Y(θ), Z(θ) абсолютные значения на осях X, Z, A относительно начала
координат.
r: Диаметр левого конца
U: Превышение длины
I: Угол конуса
В: Нижний угол канавки конуса
J: Угол спирали
X: Величина перемещения по линейной оси
θ: Угол вращения детали
Из выражения (3) и (4) получается следующее:
Z(θ) = tan (B) * X(θ) + Z(0) (5)
69
Page 70

B63014EN
Нижний угол канавки (В) определяется из конечной точки по оси Х и Z в соответствии с
выражением 5. Величина перемещения по оси Z определяется из угла канавки В и
позиции оси Х.
Из выражения (1) и (4) получаем следующее:
R = r/2 – U x tan (I) (6)
Константа R определяется из левого диаметра торца (r) и превышения длины (U) в
соответствии с выражением (6). Укажите угол конуса (I)
в адресе (I) и угол винта (J) в
адресе J. Помните, что для J может быть указан отрицательный знак для создания
обратного конуса. Выберите направление винта G02.3 или G03.3. Пользователь может
выполнить постоянную обработку для создания конуса.
70
Page 71

B63014EN
4.12 Гладкая интерполяция (G05.1)
Может быть выбран один из двух типов обработки в зависимости от команды программы:
• Для тех частей, где критична точность фигуры (углы детали), обработка
выполняется в точности с командой программы.
• Для частей имеющих большой радиус изгиба, точки траектории обработки
интерполируются в гладкую кривую, вычисляемую из линий многоугольника
указанных в команде
Гладкая интерполяция может быть указана когда бит 5 параметра 8485 установлен в 1 в
режиме контроля высокой скорости.(между G05 P10000 и G05 P0). Гладкая интерполяция
выполняется в высокоскоростном режиме прямого контроля контура описанном далее
(см. 20.5).
Формат
Включение гладкой интерполяции
G05.1 Q2X0Y0Z0;
Отмена гладкой интерполяции
G05.1 Q0;
Описание
Характеристика гладкой интерполяции
Для обработки части имеющей выпуклые поверхности, такие как отливки метала
используемые в авиа и автомобилестроении, программа обычно аппроксимируется для
создания сегментов линий. Как показано на следующей фигуре, кривая аппроксимируется
с использованием сегментов с припуском около 10 мкм.
программы (гладкая интерполяция).
Когда программа аппроксимируется к кривой линии с сегментами, длина каждого
сегмента отличается в зависимости от радиуса кривой. Линии имеющие маленький
радиус создаются с маленькими сегментами, тогда как длинные сегменты используются в
линии с большим радиусом. Контроль высокой точности перемещает инструмент по
запрограммированной траектории позволяя создать обработку высокой точности. Это
может
обработка и является точной с запрограммированной траекторией, этот результат может
быть неприемлем при необходимости создания гладкой поверхности.
привести к не гладкой поверхности на участках с большим радиусом. Хотя эта
71
Page 72

B63014EN
Пример не гладких поверхностей в результате точной обработки сегментов.
В режиме гладкой интерполяции ЧПУ автоматически определяет, в соответствии с
командами программы, где требуется точная обработка, а где гладкая. Если блок
описывает расстояние перемещения или направление с большим отличием от
предыдущего блока, для этого блока выполняется гладкая интерполяция. Линейная
интерполяция выполняется
с точностью запрограммированных команд.
72
Page 73

B63014EN
Примеры
Гладка интерполяция
Интерполяция линии
Условия выполнения гладкой интерполяции
Гладкая интерполяция выполняется если все следующие условия выполнены. Если одно
из условий не выполняется, блок выполняется без сглаживания, а условия проверяются
для следующего блока.
1) Длина обработки указанная в блоке короче длины указанной в параметре 8486.
2) Длина обработки больше 0.
3) Следующие режимы:
G01, G13.2, G15, G40, G64, G80, G94.
4) Обработка указана только для плоскостей указанных в G02.1 Q2.
5) Блок
Команды отменяющие гладкую интерполяцию
1) Вспомогательные и вторые вспомогательные функции.
2) М98, М99, М198
определяется подходит ли для сглаживания по внутреннему алгоритму ЧПУ.
73
Page 74

B63014EN
Ограничения
Контролируемые оси
Гладкая интерполяция может быть указана только для осей Х, Y, Z и любых осей
параллельных этим осям (до трех осей одновременно).
Высокоточный контроль контура
Команды включения и выключения гладкой интерполяции должны выполняться в режиме
высокоточного контроля контура.
Примеры
74
Page 75

B63014EN
4.13 Сплайновая интерполяция NURBS (G06.2)
Многие компьютерные системы CAD используются для разработки металлических матриц
для автомобилей и самолетов с нестандартной формой в виде В-сплайнов (NURBS, Nonuniform rational B-spline) для выражения кривых поверхностей.
Эта функция позволяет создавать кривые NURBS напрямую в ЧПУ без создания
сегментов линий. Это имеет следующие преимущества:
1. Нет погрешности аппроксимации.
2. Короткая программа.
3. Нет прерывания между блоками
4. Нет необходимости выполнять быструю передачу данных в ЧПУ.
При использовании этой функции САМ система компьютера создает кривые NURBS
после компенсации длины держателя инструмента, диаметра инструмента и других
элементов инструмента. Кривая NURBS программируется в формате ЧПУ с
использованием трех элементов параметров: контрольная точка, вес и узел.
при высокоскоростной обработке.
Процесс создания кривой NURBS для создания программы
Интерполяция NURBS должна быть указана в режиме высокоточного контроля контура
(между G05 P10000 и G05 P0). ЧПУ выполняется интерполяцию NURBS с плавным
ускорением и торможением так, чтобы каждая ось не выходила за допустимые предел
ускорения. ЧПУ автоматически контролирует скорость для предотвращения чрезмерной
нагрузки станка. Подробнее см. II.9.5.
75
Page 76

B63014EN
Формат
G05 P10000; Включение высокоточного контроля контура
G06.2 [P_] K_ X_ Y_ Z_ [R_] [F_];
K_ X_ Y_ Z_ [R_] [F_];
K_ X_ Y_ Z_ [R_] [F_];
K_ X_ Y_ Z_ [R_] [F_];
K_ X_ Y_ Z_ [R_] [F_];
K_;
...
K_;
G01...
...
G05 P0; Выключение высокоточного контроля контура
G06.2; Включение интерполяции NURBS
P_; Степень кривой NURBS
X_ Y_ Z_; Контрольная точка
R_; Вес
K_; Узел
F_; Скорость подачи
Описание
Режим интерполяции NURBS
Режим интерполяции NURBS выбирается при программировании G06.2 в высокоточном
режиме контроля контура. G06.2 является модальным G кодом группы 01. Режим
интерполяции NURBS отменяется при выборе кодов G00, G01, G02, G03 и т.д. Режим
NURBS должен быть отменен до отмены высокоточного контроля контура.
Степень NURBS
Степень NURBS может быть указана в адресе Р. Степень должна указываться в первом
блоке. Если
значений 2 – 4. Р имеет следующее значение:
Р2: NURBS имеет степень два.
Р3: NURBS имеет степень три.
Р4: NURBS имеет степень четыре (по умолчанию).
Эта степень представляет к в выражении приведенном далее.
Вес
Может быть задан вес контрольной точки запрограммированной в отдельном блоке. Если
значение пропущено, используется 1.0.
Узел
Число узлов должно быть равно числу контрольных точек плюс значение степени. В
блоках описывающих от первой до последней точки каждая контрольная точка и узел
должны быть указаны в одном блоке. Кривая NURBS программируется для интерполяции
NURBS из первой контрольной точки до последней контрольной точки. Первые k узлов
должны иметь те же значения
начальная точка интерполяции NURBS не соответствует позиции первой контрольной
точки, появится сигнал тревоги 5117 (для указания координат приращения необходимо
программировать G06.2 X0 Y0 Z0 K_).
степень не указана, считается четвертая степень. Допустимый диапазон
, что и последние k узлов. Если в абсолютных координатах
76
Page 77

B63014EN
Кривая NURBS
Используются следующие переменные:
k: Степень
Pi: Контрольная точка
Wi: Вес
Xi: Узел (Xi <= Xi + 1)
Вектор узла [X
, X1, ..., Xm] (m = n + k)
0
t: Параметр сплайна
функция N базиса сплайна может быть выражена рекурсивной формулой Бора-Кокса:
Кривая NURBS P(t) интерполяции выражается следующим образом:
Сброс
После выполнения сброса, устанавливается модальный код группы 01 в соответствии с
битом 0 параметра 3402.
Ограничения
Контролируемые оси
Интерполяция NURBS может быть выполнена по трем осям максимум. Оси интерполяции
должны быть указаны в первом блоке. Новая ось не может быть указана перед началом
следующей кривой NURBS или перед завершением интерполяции NURBS.
Команды в режиме интерполяции NURBS
В режиме интерполяции NURBS не может быть указана никакая команда отличная от
команды интерполяции NURBS.
Ручное вмешательство
Если попытаться выполнить ручное вмешательство при выполнении интерполяции
NURBS, произойдет сигнал тревоги 5118.
Компенсация резца
Компенсация резца не может быть синхронно выполнена. Интерполяция NURBS может
быть указана только в режиме отмены компенсации инструмента.
77
Page 78

B63014EN
Сигналы тревоги
№ Отображаемое
Описание
сообщение
PS5115 SPL: Error Указана неверная степень
Не указан узел
Указан неверный узел
Указано слишком много осей
Другая ошибка программы
PS5116 Spl: Error Учет следующего блока вызвал ошибку программы
Узел не возрастает с постоянной скоростью
В режиме интерполяции указан запрещенный режим
PS5117 SPL: Error Первая контрольная точка неверна
PS5118 SPL: Error Попытка вернуться в режим NURBS после ручного
абсолютного режима.
78
Page 79

B63014EN
Пример
G05 P10000;
G90;
...
G06.2 K0. X0. Z0.;
K0 X300. Z100.;
K0. X700. Z100.;
K0. X1300. Z-100.;
K0.5 X1700. Z-100.;
K0.5 X2000. Z0.;
K1.0;
K1.0;
K1.0;
K1.0;
G01 Y0.5;
G06.2 K0. X2000. Z0.;
K0 X1700. Z-100.;
K0. X1300. Z-100.;
K0. X700. Z100.;
K0. X300. Z100.;
K0.5 X0. Z0.;
K1.0;
K1.0;
K1.0;
K1.0;
G01 Y0.5;
G06.2 ...;
...
G01 ...
G05P0;
79
Page 80

B63014EN
4.14 Интерполяция гипотетической оси (G07)
В винтовой интерполяции, если импульсы распределяются по одной оси круговой
интерполяции установленной для гипотетической оси, включается синусная
интерполяция.
Если одна из осей круговой интерполяции назначена гипотетической оси, распределение
импульсов приводит к распределению скорости перемещения по оставшимся осям
изменяться по синусоиде. Если основная ось для резьбы (ось, вокруг которой
производится обработка на
включается резьба с дробным шагом. Ось устанавливаемая для гипотетической оси
задается с G07.
Формат
G07 a 0; Установка гипотетической оси
G07 a 1; Отмена гипотетической оси
Где a любая из контролируемых осей.
Описание
Синусная интерполяция
Ось a назначается гипотетической оси на время от команды G07 a 0 до G07 a 1.
Допустим, синусная интерполяция выполняется для одного цикла на плоскости YZ.
Следовательно, гипотетическая ось Х.
X
Y = r SIN ( (2 π / 1) * Z)
2
+ Y2 = r2 (r – радиус дуги)
(1 – расстояние перемещения по оси Z в одном цикле)
требуемом расстоянии) установлена для гипотетической оси,
Блокировка, ограничение перемещения, внешнее торможение
Блокировка, ограничение перемещения, и внешнее торможение также могут быть
назначены гипотетической оси.
Прерывание маховика
Прерывание вызванное маховиком также применяется к гипотетической оси. Это
означает, что выполняется перемещение прерыванием маховика.
80
Page 81

B63014EN
Ограничения
Ручная операция
Гипотетическая ось может быть использована только в автоматической операции.
Команда перемещения
Укажите интерполяцию гипотетической оси только в режиме приращения.
Примеры
Синусная интерполяция
N001 G07 X0;
N002 G91 G17 G03 X-20.2 Y0.0 I-10.0 Z20.0 F100;
N003 G01 X10.0;
N004 G07 X1;
От блока N002 до N003 ось Х назначена гипотетической оси. Блок N002 описывает
винтовую обработку с линейной осью Z. Так как перемещение по оси Х не выполняется,
ось Y перемещается по синусной интерполяции вдоль оси Z.
В блоке N003 не выполняется перемещение по оси Х, и станок останавливается до
завершения интерполяции.
Изменение скорости подачи для создания
(пример программы)
G07Z0; Ось Z гипотетическая ось
G02X0Z0I10.0F4.; Изменение скорости подачи оси Х по синусу
G07Z1; Использование оси Z как гипотетической оси отменяется
кривой синуса
81
Page 82

B63014EN
4.15 Нарезание резьбы (G33)
Выполняется нарезание прямой резьбы с постоянным шагом. Кодировщик позиции
установленный на шпинделе считывает скорость шпинделя в реальном времени. Данным
скорости шпинделя конвертируются в скорость подачи инструмента.
Формат
F: Направление подачи продольной оси
Описание
В основном, нарезание резьбы выполняется повторно за несколько проходов по одной
канавке. Резьба начинается в определенной позиции, и инструмент не меняет позиции
относительно детали от черновой обработки до чистовой.
Задержка сервосистемы и прочие побочные эффекты могут привести некорректной
обработке канавки в начале и конце резьбы. Для компенсации этого необходимо
создавать как
Диапазоны значения размеров резьбы:
Наименьший инкремент
Мм 0.001 мм F1 – F50000 (0.01 – 500.00 мм)
дюйм 0.0001 дюйм F1 – F99999 (0.0001 – 9.9999 дюйм)
можно более длинную резьбу.
Диапазоны значений команды
команды
0.0001 мм F1 – F50000 (0.01 – 500.00 мм)
0.00001 дюйм F1 – F99999 (0.00001 – 9.9999 дюйм)
Примечание
1. Скорость шпинделя ограничена следующим:
1 <= скорость шпинделя <= Максимальная подача / шаг резьбы
Скорость шпинделя в об/мин.
Шаг резьбы в мм или дюймах.
2. Коррекция скорости подачи обработки не применяется к конвертированной
скорости подачи во всех процессах обработки от черновой до чистовой.
3. Конвертированная подача не может превысить максимальное ограничение.
82
Page 83

B63014EN
4. Задержка подачи блокируется во время нарезания резьбы. Нажатие задержки
подачи во время нарезания резьбы приводит к остановке в следующем блоке
после резьбы (после завершения режима G33).
Пример
Резьбы шагом 1.5 мм
G33 Z10. F1.5;
83
Page 84

B63014EN
4.16 Функция пропуска (G31)
Линейная интерполяция может быть произведена командой G01 после команды G31.
Если во время выполнения команды поступит внешний сигнал пропуска, выполнение
команды будет прервано и выполнен следующий блок.
Функция пропуска используется, если окончание обработки не запрограммировано, а
определяется сигналом станка. Например, при шлифовании. Это также используется при
измерении размеров детали.
Для более подробного описания
станка.
Формат
G31 IP_;
G31; Не модальный G код
Пояснения
Значения координат при подаче сигнала пропуска могут быть использованы в
произвольной макро переменной #5061 - #5068 следующим образом:
#5061 Ось Х
#5062 Ось Y
#5063 Ось Z
…
#5061 8 ось
ВНИМАНИЕ
Для увеличения точности позиции инструмента при подаче сигнала пропуска, отключите
потенциометры подачи, тестовый режим, и автоматическое ускорение/торможение если
скорость подачи указывается в значении подачи в минуту
установите бит 7 (SKF) параметра 6200 в 1. Если скорость подачи указывается в подаче
на оборот, битом SKF включаются функции потенциометра подачи, тестового запуска, и
автоматического ускорения/торможения.
ПРИМЕЧАНИЕ
1. Если G31 запрограммирована при компенсации радиуса кромки инструмента, будет
сгенерирован сигнал тревоги 035. Перед программированием G31, необходимо отменить
компенсацию радиуса кромки инструмента командой G40.
2. Для
может вызвать появления сигнала тревоги 211.
высокоскоростной функции пропуска, выполнение G31 во время подачи на оборот,
работы этой функции, см. документацию производителя
. Для включения этих функций,
84
Page 85

B63014EN
Примеры
Блок после G31 команда относительного позиционирования
Skip signal is input here – Место подачи сигнала пропуска
Actual motion – Действительное перемещение
Motion without skip signal – Движение без сигнала пропуска
Рис. 4.10(а)
Блок после G31 команда абсолютного позиционирования одной оси
Рис. 4.10(b)
Блок после G31 команда абсолютного позиционирования двух осей
Рис. 4.10(c)
85
Page 86

B63014EN
4.17 Многостадийный пропуск
В блоке указанном Р1 – Р4 после G31 функция многостадийного пропуска сохраняет
координаты в произвольных макро переменных в случае подачи сигнала пропуска (4
точки или 8 точек; 8 точек используется при высокоскоростном сигнале).
Параметры 6202 – 6205 могут быть использованы для выбора 4 точек или 8 точек сигнала
пропуска. Один сигнал пропуска может быть установлен нескольким Pn или Qn (n=1,2,3,4)
так же, как и
6206 #0A#7) могут быть указаны для задержки.
Сигнал пропуска может использоваться для измерения инструмента.
При шлифовке черновая обработка и чистовая могут быть выполнены в автоматическом
режиме используя сигнал пропуска для перехода к новому режиму обработки.
Формат
Команда перемещения
G31 IP_F_P_;
IP Конечная точка
F Скорость
P_ P1-P4
Задержка
G04 X(U,P)_ (Q_);
X(U,P)_ Время задержки
(Q_) Q1 – Q4
Пояснения
Многостадийный пропуск программируется указанием Р1, Р2, Р3, или Р4 в блоке G31.
Для пояснения выбора Р1 Р2, Р3, Р4 см. документацию производителя станка.
Указание Q1, Q2, Q3, Q4 в G04 (команда задержки) позволяет использовать пропуск
похожим образом. Пропуск производится даже если Q не указано. Для пояснения выбора
Q1 Q2, Q3, Q4 см. документацию производителя станка.
Соответствие сигналов пропуска
Параметры 6202 – 6205 могут быть использованы для указания 4 или 8 точек сигнала
пропуска (8 при высокоскоростном сигнале пропуска). Указание не ограничено
соответствием один к одному. Возможно указывать один сигнал пропуска двум или более
Pn или Qn (n=1,2,3,4). Также биты 0 (DS1) – 7 (DS7) параметра 6206 могут использоваться
для указания задержки.
ВНИМАНИЕ
Задержка не пропускается если Qn не указано и параметры DS1-DS8 (6206#0-#7) не
установлены.
при соответствии Pn или Qn один на один. Параметры DS1 – DS8 (номер
подачи
86
Page 87

B63014EN
4.18 Высокоскоростной сигнал пропуска (G31)
Функция пропуска работает на основе высокоскоростного сигнала пропуска (подключенного напрямую к ЧПУ, а не через РМС) вместо
обычного сигнала пропуска. В этом случае может использоваться до восьми входных сигналов.
Задержка и погрешность составляют 0 – 2 мс со стороны ЧПУ (без учета РМС).
Функция высокоскоростного пропуска удерживает значение 0.1 мс или менее, что позволяет выполнять
Подробнее см. описание производителя станка.
Формат
G31 IP_;
G31 является не модальным кодом, и действует только в блоке, в котором указан.
высокоточное измерение.
87
Page 88

B63014EN
4.19 Продолжительная функция высокоскоростного пропуска
(G31)
Продолжительная функция высокоскоростного пропуска позволяет считывать абсолютные координат с использованием высокоскоростного
сигнала пропуска. После того как сигнал пропуск был подан в блок G31 P90, абсолютные координаты считываются в переменные макроса
#5061 - #5068. Входной сигнал не останавливает осевое перемещение, что позволяет считывать координаты двух и более точек.
Края возрастания и падения сигнала высокоскоростного пропуска могут
(6201#5).
Формат
G31 P90 a_ F_;
a_ Адрес оси и величина перемещения.
Может быть указана только одна ось. G31 не модальный код.
Описание
Макро переменные
После того как сигнал высокоскоростного пропуска был подан на вход в блоке G31P90, абсолютные координаты считываются в макро
переменные #5061 - #5068. Эти значения мгновенно обновляются после достижения следующей позиции пропуска. Поэтому скорость подачи
должна быть задана так, чтобы инструмент не достиг следующей позиции пропуска до считывания значений переменных. Подробнее см.
описание
#5061 Координаты первой оси
...
#5068 Координаты восьмой оси
Использование сигналов высокоскоростного пропуска определяется битами 0 – 7 параметра 6208.
Блок G31P90 завершается при достижении конечной точки инструмента.
Ограничения
Только одна ось может быть указана для высокоскоростной функции пропуска. В противном случае произойдет сигнал тревоги 5068.
производителя станка.
быть использованы как триггер, в зависимости от параметр BHIS
88
Page 89

B63014EN
5 ФУНКЦИИ ПОДАЧИ
89
Page 90

B63014EN
5.1 Введение
Функции подачи контролируют скорость перемещения инструмента. Возможны два типа
подачи:
1. Быстрая подача
С помощью команды G00 инструмент перемещается с максимальной скоростью
(параметр 1420)
2. Подача обработки
Инструмент перемещается с запрограммированной скоростью подачи.
Потенциометр
Потенциометр может применяться для быстрого изменения скорости подачи с помощью
ручки на панели управления оператора.
Автоматическое ускорение/
Для предотвращения механического сотрясения, применяется автоматическое ускорение/
торможение в начале и конце перемещения.
торможение
Rapid traverse rate – Быстрая подача
Feed rate – Подача обработки
Рис. 5.1 (а) Автоматическое ускорение/торможение
F
: Быстрая подача
R
Fc : Подача обработки
T
, Tc : Ускорение / торможение
R
90
Page 91

B63014EN
Траектория инструмента при подаче обработки
При подаче обработки движение инструмента отличается от запрограммированных
блоков, возможно создание закругленных углов (рис. 5.1 (b)).
Programmed path – запрограммированный путь
Actual tool path – действительный путь инструмента
Рис. 5.1 (b) Пример движения инструмента между двумя блоками.
При использовании круговой интерполяции возникают радиальный погрешности. См. Рис
5.1 (с).
Programmed path – запрограммированный путь
Actual tool path – действительный путь инструмента
Рис. 5.1 (с) Пример радиальных ошибок при круговой интерполяции
Закругленный угол показанный на рис 5.1 (b) и ошибка на рис. 5.1 (с) зависит от скорости
подачи. Для перемещения инструмента по запрограммированной траектории необходим
контроль подачи.
91
Page 92

B63014EN
5.2 Быстрая подача
Формат
G00 IP_;
G00 : G код (группа 01) позиционирования (быстрая подача)
IP_ Конечная позиция.
Пояснения
Команда позиционирования G00 перемещает инструмент с быстрой подачей, следующий
блок выполняется после достижения скорости подачи 0 и сервомотор достигает значения
входящего в допустимые пределы установленные производителем станка.
Значение быстрой подачи установлено для каждой оси в параметре 1420. Для быстрой
подачи не нужно программировать скорость подачи.
Возможно программирование ограничения в F0, 25, 50 и 100% от максимальной скорости
подачи
каждой оси отдельно в параметре 1421.
Более подробную информацию см. в документации производителя станка.
на панели оператора. Положение F0 позволяет устанавливать значение для
92
Page 93

B63014EN
5.3 Подача обработки
Скорость подачи при линейном интерполировании (G01), круговом интерполировании
(G02, G03) и т.д. программируется в коде F.
Подача обработки работает таким образом, что переход к новому значению подачи
производится за наименьшее время.
Возможны два режима подачи:
1. Подача в минуту (G94)
После указания F укажите значение перемещения инструмента в минуту.
2. Подача на оборот (G95)
После F укажите
3. Инверсное время подачи (G93)
После F указывается инверсное время (FRN)..
4. F1-цифра
Укажите требуемый номер подачи одной цифрой после F. ЧПУ устанавливает скорость
подачи заданную для этого номера.
Формат
Подача в минуту
G94; G код (группа 05) для подачи в минуту
F_: Скорость подачи в мм/мин или дюйм/минуту
Подача на оборот
G95; G код (группа 05) для подачи на оборот
F_: Скорость подачи в мм/об или дюйм/об
Подача в минуту
G94; G код (группа 05) для подачи в минуту
F_: Скорость подачи в мм/мин или дюйм/минуту
F1-цифра
FN:
N: Число от 1 до 9
Пояснения
Контроль скорости по касательной
Контроль скорости производится так, что подача по касательной всегда остается
постоянной.
значение подачи инструмента на оборот.
Start point – Начальная точка
End point – Конечная точка
Рис. 5.3 (а) Подача по касательной (F)
93
Page 94

B63014EN
Подача в минуту (G94)
После программирования G94 (в режиме подачи в минуту), значение подачи инструмента
в минуту прямо указывается числом после F. G94 является модальным кодом. Код
остается активным пока не будет указан G95. После включения питания установлена
подача на оборот.
Возможно использование потенциометра для изменения скорости подачи в пределах от 0
до 254% (с шагом 1%) на
панели оператора. Подробное описание см. в документации
производителя станка.
Feed amount per minute – Значение подачи в минуту (мм/мин или дюйм/мин)
Рис. 5.3 (b) Подача в минуту
ВНИМАНИЕ
Потенциометр не может использоваться при нарезании резьбы.
Подача на оборот (G95)
После программирования G95 (в режиме подачи на оборот), значение подачи
инструмента на оборот прямо указывается числом после F. G95 является модальным
кодом. Код остается активным пока не будет указан G94. После включения питания
установлена подача на оборот.
Возможно использование
потенциометра для изменения скорости подачи в пределах от 0
до 254% (с шагом 1%) на панели оператора. Подробное описание см. в документации
производителя станка.
Feed amount per spindle revolution – Значение подачи на оборот шпиндель (мм/об или дюйм/об)
Рис. 5.3 (с) Подача на оборот
ВНИМАНИЕ
Если скорость шпинделя слишком маленькая, возможно отклонение скорости подачи.
Чем меньше скорость, тем больше возможная погрешность.
94
Page 95

B63014EN
Инверсное время подачи (G93)
Если указано G93, устанавливается режим инверсного времени. В F коде указывается
инверсное время.
Могут быть указаны значения от 0.001 до 9999.999 как FRN, вне зависимости от режима
ввода дюймов или миллиметров, или системы приращения IS-B или IS-C.
Указываемое значение F кода FRN
F1 0.001
F1 *1 1.000
F1.0 1.000
F9999999 9999.999
F9999 *1 9999.000
F9999.999 9999.999
Примечание
*1 Значение с форматом фиксированной точки бит 0 параметра 3401 устанавливается в 1
Описание
Для линейной интерполяции (G01)
FRN = 1 / время (мин) = скорость подачи / расстояние
Скорость подачи: мм/мин (для метрического ввода)
Дюйм/мин (для дюймового ввода)
Расстояние: мм (для метрического ввода), дюйм (для дюймового ввода).
Для завершения блока в 1 (мин)
FRN = 1 / время (мин) = 1 / 1 (мин) = 1 Укажите F1.0
Для завершения блока в 10 (ctr)
FRN = 6 Укажите F6.0
Для поиска требуемого времени
Время (мин) = 1 / FRN = 1/ 0.5 = 2 мин
Для поиска требуемого времени перемещения если указано F10.0
Время (сек) = 1*60 / FRN = 60 / 10 = 6 сек
Для круговой интерполяции G01
FRN = 1 / время (мин) = скорость подачи / радиус дуги
Скорость подачи: мм/мин (для метрического ввода)
Дюйм/мин (для дюймового ввода)
Радиус дуги: мм (для метрического ввода), дюйм (для дюймового ввода
Примечание
В случае круговой интерполяции скорость подачи вычисляется не из действительного
перемещения в блоке, а из радиуса дуги. Это означает, что текущее время обработки
дольше если радиус больше. Инверсное время подачи также может использоваться в
фиксированных циклах.
G93 является модальным G кодом и принадлежит к группе 05 (включая G95 и G94).
Если значение F указано
допустимую подачу обработки, скорость подачи устанавливается в максимальное
значение.
перемещения если указано F0.5
).
в режиме G93 и скорость подачи превышает максимально
95
Page 96

B63014EN
Примечания
• В режиме G93 F код не поддерживается в модальном коде, и поэтому должен
указываться в каждом блоке. В противном случае произойдет сигнал тревоги 11.
• Если F0 указано в режиме G93, произойдет сигнал тревоги 11.
• Инверсное время подачи не может использоваться при включении контроля оси
РМС.
• Если вычисленная скорость подачи менее допустимого значения, произойдет
сигнал тревоги 11.
Подача F кода с одной цифрой
Если указывается подача с одной цифрой F кода, устанавливается скорость подачи для
этого номера из параметра 1451 – 1459. Если указано F0, применяется быстрая подача.
Скорость подачи одной цифрой может быть скорректирована включением
соответствующей клавиши коррекции подачи одной цифрой на панели оператора, и
затем вращением маховика.
Приращение ΔF скорости подачи при вращении маховика следующее:
ΔF = Fmax/100x
где Fmax: верхний предел скорости подачи для F1 – F4 установленный
параметром 1460, или верхний предел скорости подачи для F5 – F8
установленный параметром 1461.
Х: любое значение от 1 до 127 в параметре 1450.
Скорость подачи установленная или измененная остается в памяти даже после
выключения питания. Текущая скорость отображается на экране монитора.
Фиксация скорости подачи
Верхнее значение скорости подачи для каждой
действительная скорость подачи обработки (с применением коррекции) превышает
заданный верхний предел, скорость подачи устанавливается в верхнее ограничение.
Параметр 1430 может быть использован для установки максимальной скорости подачи
для каждой оси только для линейной и круговой интерполяции. Если скорость подачи
обработки по оси превышает значение подачи в результате интерполяции
подачи фиксируется в максимальное значение.
ПРИМЕЧАНИЕ
Верхнее ограничение устанавливается в мм/мин или дюйм/мин. ЧПУ может определит
скорость подачи с точностью +-2%. Погрешность вычисляется в соответствии с
измеренным во времени значением на расстоянии 500 мм или более.
См. Приложение С для определения диапазонов скорости подачи.
оси задается параметром 1422. Если
, скорость
96
Page 97

B63014EN
5.4 Контроль скорости подачи обработки
Скорость подачи обработки контролируется как показано в следующей таблице:
Название функции G код Возможность G кода Описание
Точная остановка G08 Эта функция
используется только для
указанного блока.
Режим точной остановки G61 Функция действует до
следующего кода G62,
G63, G64.
Режим обработки G64 Функция действует до
следующего кода G61,
G62, G63.
Режим резьбы G63 Функция действует до
следующего кода G61,
G62, G64.
Автоматическая
коррекция внутренних
углов
Внутренняя круговая
обработка с изменением
подачи
G62 Функция действует до
следующего кода G61,
G63, G64.
-
Эта функция возможна в
режиме компенсации
инструмента, вне
зависимости от G кода.
Примечание
• Назначение контроля позиции в проверке серво мотора достижения указанного
диапазона (указывается в параметре производителем станка).
Проверка позиции не выполняется если бит 5 параметра 1601 установлен в 1.
• Диапазон внутреннего угла 2° < a <= 178°.
Формат
Точная остановка G09 IP_;
Режим точной остановки G61;
Режим обработки G64;
Режим резьбы G63;
Автоматическая коррекция угла G62;
Инструмент замедляется в конце блока,
затем выполняется проверка позиции.
Затем выполняется следующий блок.
Инструмент замедляется в конце блока,
затем выполняется проверка позиции.
Затем выполняется следующий блок.
Инструмент не замедляется в конце
блока, затем выполняется следующий
блок.
Инструмент не замедляется в конце
блока, затем выполняется следующий
блок.
Когда указан G63, коррекция подачи и
задержка подачи не выполняются.
Когда инструмент перемещается по
внутреннему углу, применяется
коррекция подачи для предотвращения
подачи на время, для получения
хорошего качества поверхности.
Изменяется внутренняя скорость подачи
обработки.
97
Page 98

B63014EN
5.4.1 Точная остановка, режим обработки, режим резьбы
Описание
Внутренние траектории создаваемые после режима точной остановки, режима обработки
и режима резьбы отличаются.
Position check – Проверка позиции
Tool path in the exact stop mode – Траектория инструмента в режиме точной остановки
Tool path in the cutting mode – Траектория инструмента в режиме обработки или резьбы
Внимание
Режим обработки (G64) устанавливается после включения или сброса.
98
Page 99

B63014EN
5.4.2 Автоматическая коррекция угла
Если выполняется компенсация резца, перемещение инструмента автоматически
замедляется во внутреннем угле и во внутренней части окружности. Это уменьшает
нагрузку на резец и создает плавную обработку поверхности.
5.4.2.1 Автоматическая коррекция внутренних углов (G62)
Описание
Условия коррекции
Если указана команда G62, и инструмент перемещается с коррекцией резца, скорость
подачи автоматически изменяется в обоих концах угла.
Существует два типа внутренних углов (рис. 5.4.2.1 (а)).
2 <= θ <= θp <= 178 на рис. 5.4.2.1 (а)
θp значение установленное в параметре 1711. Если θ примерно равно θp, внутренний
угол определяется с погрешностью 0.001 или менее.
Рис. 5.4.2.1 (а)
99
Page 100

B63014EN
Диапазон выхода
Когда угол определен как внутренний, скорость подачи корректируется перед и после
внутреннего угла. Расстояние Ls и Le, где скорость подачи скорректирована. Ls и Le
задаются параметрами 1713 и 1714.
Если запрограммированная траектория состоит из двух дуг, скорость подачи
корректируется если начальная и конечная точки находятся в одном квадранте или
соседних квадрантах.
В соответствии с программой дуги, скорость подачи будет скорректирована от точки а до
точки b, и от точки с до точки d.
Значение коррекции устанавливается в параметре 1712. Значение коррекции
используется даже в тестовом режиме и спецификации подачи с одной цифрой.
В режиме подачи в минуту, действительна следующая подача:
F * (автоматическая коррекция внутреннего угла) * (коррекция подачи)
100
 Loading...
Loading...