

Page 1

FANUC Serie oi−MODEL B
FANUC Serie o
MANUAL DE MANTENIMIENTO
i Mate−MODEL B
B−63835SP/02
Page 2

PRECAUCIONES DE
SEGURIDAD
Esta sección describe las precauciones de seguridad relativas a la utilización de controles CNC. Es esencial que
los usuarios observen estas precauciones para garantizar el funcionamiento seguro de las máquinas equipadas con
un control CNC (todas las descripciones de esta sección parten del supuesto de esta configuración).
El mantenimiento del CNC lleva asociados ciertos peligros. El mantenimiento del CNC debe ser llevado a cabo
exclusivamente por un técnico cualificado.
Los usuarios deben observar también las precauciones de seguridad relativas a la máquina como se describen en
el manual correspondiente facilitado por el fabricante de la máquina−herramienta.
Antes de comprobar el funcionamiento de la máquina, tómese un cierto tiempo para familiarizarse con los
manuales facilitados por el fabricante de la máquina−herramienta y por FANUC.
Indice
1. DEFINICION DE AVISO, PRECAUCION Y NOTA s−2. . . . . . . . . . . . . . . . . . . . . . . . .
2. AVISOS RELATIVOS A LA OPERACION DE COMPROBACION s−3. . . . . . . . . . . .
3. AVISOS RELATIVOS A LA SUSTITUCION s−5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4. AVISOS RELATIVOS A LOS PARAMETROS s−6. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. AVISOS Y NOTAS RELATIVOS AL MANTENIMIENTO DIARIO s−7. . . . . . . . . . . . .
s−1
Page 3
1
PRECAUCIONES DE SEGURIDAD
B−63835SP/02
DEFINICION DE AVISO, PRECAUCION Y NOTA
Este manual incluye precauciones de seguridad para proteger al personal de mantenimiento
(en adelante denominado usuario) e impedir daños a la máquina. Las precauciones se clasifican en
Aviso y Precaución según su influencia en la seguridad. Además, la información complementaria
se describe como Nota. Lea íntegramente las indicaciones de Aviso, Precaución y Nota antes de
intentar utilizar la máquina.
AVISO
Se aplica cuando existe peligro de que resulte lesionado el usuario o cuando existe peligro de que
resulte lesionado el usuario y dañado el equipo si no se observa el procedimiento autorizado.
PRECAUCIÓN
Se aplica cuando existe peligro de dañar el equipo si no se observa el procedimiento autorizado.
NOTA
La Nota se utiliza para facilitar información complementaria distinta de la incluida en Aviso y
Precaución.
Lea detenidamente este manual y guárdelo en un lugar seguro.
s−2
Page 4

B−63835SP/02
2
PRECAUCIONES DE SEGURIDAD
AVISOS RELATIVOS A LA OPERACION DE COMPROBACION
AVISO
1. Cuando verifique el funcionamiento de la máquina con la cubierta retirada
(1) La ropa del usuario podría engancharse en el husillo u otros componentes, representando
un peligro de sufrir lesiones. A la hora de verificar el funcionamiento, manténgase alejado
de la máquina para asegurarse de que la ropa no queda enredada en el husillo u otros
componentes.
(2) Cuando verifique el funcionamiento, haga funcionar la máquina en vacío sin pieza.
Al montar una pieza en la máquina, una anomalía de funcionamiento podría provocar que
la pieza caiga o destruya la punta de la herramienta posiblemente dispersando fragmentos
por toda la zona. Esto supone un grave peligro de lesiones. Por este motivo, manténgase
en un punto seguro para verificar el funcionamiento.
2. Cuando verifique el funcionamiento de la máquina con la puerta del armario de potencia/mando
abierta
(1) El armario de potencia/mando dispone de una sección de alta tensión (que lleva una marca
). Nunca toque la sección de alta tensión. La sección de alta tensión presenta un grave
riesgo de electrocución. Antes de iniciar cualquier comprobación del funcionamiento,
asegúrese de que en la sección de alta tensión está colocada la cubierta. Si es preciso
verificar la sección de alta tensión misma, observe que tocar un borne supone un grave
peligro de electrocución.
(2) Dentro del armario de potencia/mando, los módulos internos presentan vértices y salientes
que potencialmente pueden provocar lesiones. Tenga cuidado cuando trabaje dentro del
armario de potencia/mando.
3. Nunca intente mecanizar una pieza sin primero verificar el funcionamiento de la máquina. Antes
de iniciar un ciclo de producción, asegúrese de que la máquina funciona correctamente
ejecutando una marcha de prueba utilizando, por ejemplo, la función bloque a bloque, la
corrección de velocidad de avance o el bloqueo de máquina o haciendo funcionar la máquina
sin ninguna herramienta ni ninguna pieza montadas. Si no confirma el correcto funcionamiento
de la máquina, esta podría funcionar de manera imprevista, llegando a ocasionar daños a la pieza
y/o la máquina misma o lesiones al usuario.
4. Antes de hacer funcionar la máquina, compruebe la totalidad de los datos introducidos.
Hacer funcionar la máquina con datos especificados incorrectamente podría provocar que la
máquina se comporte de manera imprevista, llegando a ocasionar daños a la pieza y/o la máquina
misma o lesiones al usuario.
s−3
Page 5

PRECAUCIONES DE SEGURIDAD
B−63835SP/02
AVISO
5. Asegúrese de que la velocidad de avance especificada es adecuada para el funcionamiento
previsto. Por regla general, para cada máquina existe una velocidad de avance máxima
admisible. La velocidad de avance adecuada varía con la operación prevista. Consulte el manual
facilitado junto con la máquina para determinar la velocidad de avance máxima admisible. Si
una máquina funciona a una velocidad distinta de la correcta, podría comportarse de manera
imprevista, pudiendo llegar a ocasionar daños a la pieza y/o la máquina misma o lesiones al
usuario.
6. Cuando utilice una función de compensación de herramienta, compruebe detenidamente la
dirección y el valor de compensación.
Hacer funcionar la máquina con datos especificados incorrectamente podría provocar que la
máquina se comporte de manera imprevista, llegando a ocasionar daños a la pieza y/o la máquina
misma o lesiones al usuario.
s−4
Page 6

B−63835SP/02
3
PRECAUCIONES DE SEGURIDAD
AVISOS RELATIVOS A LA SUSTITUCIÓN
AVISO
1. Siempre desconecte la alimentación del CNC y la alimentación principal del armario de
potencia/mando. Si se desconecta únicamente la alimentación del CNC, tal vez continúe
suministrándose corriente a la sección de servos. En tal caso, la sustitución de un módulo podría
provocar daños al mismo además de presentar un peligro de electrocución.
2. Cuando se desee sustituir un módulo pesado, esta tarea deberá ser realizada por dos o más
personas. Si una sola persona intenta llevar a cabo la sustitución, el módulo sustituido podría
patinar y caer, llegando a ocasionar lesiones.
3. Después de desconectar la alimentación, el amplificador de servo y el amplificador de husillo
pueden conservar las tensiones durante un tiempo, de modo que existe peligro de electrocución
aun cuando el amplificador esté desconectado. Deje al menos veinticinco minutos después de
desconectar la corriente para que se disipen estas tensiones residuales.
4. A la hora de sustituir un módulo asegúrese de que el nuevo módulo posee los mismos parámetros
y otros ajustes que el módulo antiguo. (Para más detalles, consulte el manual facilitado junto
con la máquina.) De no ser así, un movimiento imprevisible de la máquina podría dañar la pieza
o la máquina misma y presentar peligro de lesiones.
s−5
Page 7

4
PRECAUCIONES DE SEGURIDAD
B−63835SP/02
AVISOS RELATIVOS A LOS PARAMETROS
AVISO
1. Cuando mecanice una pieza por primera vez después de modificar un parámetro, cierre la
cubierta de la máquina. Nunca utilice inmediatamente la función de funcionamiento automático
inmediatamente después de tal modificación. En lugar de ello, confirme el funcionamiento
normal de la máquina utilizando funciones tales como la función de bloque a bloque, la función
de corrección de (velocidad de avance) y la función de bloqueo de máquina haciendo funcionar
la máquina sin ninguna herramienta ni ninguna pieza montadas. Si la máquina se utiliza antes
de confirmar que funciona con normalidad, podría realizar desplazamientos imprevistos y llegar
a dañar a la máquina o a la pieza, además de presentar un riesgo de lesión.
2. Los parámetros del CNC y del PMC se configuran a sus valores óptimos, de modo que, por lo
general, no es preciso modificar tales parámetros. Cuando, por algún motivo, sea preciso
modificar algún parámetro, asegúrese de que conoce perfectamente la función de dicho
parámetro antes de intentar modificarlo. Si el parámetro se configura incorrectamente, la
máquina podría efectuar movimientos imprevistos y llegar a ocasionar daños a la misma o a la
pieza, además de presentar un riesgo de lesiones.
s−6
Page 8

B−63835SP/02
5
1. Sustitución de la pila de protección de datos en memoria
PRECAUCIONES DE SEGURIDAD
AVISOS Y NOTAS RELATIVAS AL MANTENIMIENTO DIARIO
AVISO
A la hora de sustituir las pilas (pilas) de protección de datos en memoria, mantenga conectado
el suministro de corriente a la máquina (CNC) y ejecute una parada de emergencia de la máquina.
Dado que este trabajo se realiza con la corriente conectada y el armario abierto, están autorizados
para realizarlo únicamente personal que haya recibido una formación homologada en materia de
seguridad y mantenimiento.
A la hora de sustituir las pilas tenga cuidado de no tocar los circuitos de alta tensión (marcados
por
El contacto con los circuitos de alta tensión presenta un riesgo extremadamente alto de
electrocución.
y provistos de una tapa aislante).
NOTA
El CNC utiliza pilas para conservar el contenido de su memoria, ya que debe conservar datos tales
como programas, valores de compensación y parámetros aun cuando no se haya aplicado la
alimentación eléctrica externa.
Si la tensión de la pila cae, en el panel del operador de la máquina o en la pantalla del monitor se
mostrará una alarma por tensión de pila baja.
Cuando se visualice una alarma por tensión de pila baja, sustituya las pilas en el plazo de una semana.
De no ser así, se perderá el contenido de la memoria del CNC.
Para sustituir la pila, véase el procedimiento descrito en el apartado 2.10 de este manual.
s−7
Page 9

PRECAUCIONES DE SEGURIDAD
AVISO
2. Sustitución de la pila del codificador absoluto de impulsos
A la hora de sustituir las pilas (pilas) de protección de datos en memoria, mantenga conectado
el suministro de corriente a la máquina (CNC) y ejecute una parada de emergencia de la máquina.
Dado que este trabajo se realiza con la corriente conectada y el armario abierto, están autorizados
para realizarlo únicamente personal que haya recibido una formación homologada en materia de
seguridad y mantenimiento.
A la hora de sustituir las pilas tenga cuidado de no tocar los circuitos de alta tensión (marcados
por
El contacto con los circuitos de alta tensión presenta un riesgo extremadamente alto de
electrocución.
y provistos de una tapa aislante).
NOTA
B−63835SP/02
El codificador absoluto de impulsos utiliza pilas para conservar su posición absoluta.
Si la tensión de la pila cae, en el panel del operador de la máquina o en la pantalla del monitor se
mostrará una alarma por tensión de pila baja.
Cuando se visualice una alarma por tensión de pila baja, sustituya las pilas en el plazo de una semana.
De no ser así, los datos de posición absoluta almacenados en el codificador de impulsos se perderán.
Para reemplazar la pila, consulte el procedimiento descrito en el Manual de mantenimiento de serie
αi de servomotores (B−65285EN)
s−8
Page 10

B−63835SP/02
3. Sustitución de fusibles
PRECAUCIONES DE SEGURIDAD
AVISO
Sin embargo, antes de sustituir un fusible fundido es preciso localizar y eliminar la causa que ha
provocado la fusión del fusible.
Por este motivo, este trabajo podrá ser realizado exclusivamente por personal que haya recibido
formación homologada en materia de seguridad y mantenimiento.
A la hora de sustituir un fusible con el armario abierto tenga cuidado de no tocar los circuitos
de alta tensión (identificados por
Si se toca un circuito de alta tensión sin protección, existe un peligro de electrocución
extremadamente elevado.
y provistos de una cubierta aislante).
s−9
Page 11

B−63835SP/02
PROLOGO
PROLOGO
Descripción del
presente manual
1 . Visualización y funcionamiento
El presente capítulo trata de aquellos datos visualizados en la pantalla
relacionados con el mantenimiento. Al final de capítulo se incluye
también una lista de todas las operaciones soportadas.
2.Hardware
Este capítulo describe la configuración del hardware, enumera las
unidades de hardware y explica como sustituir las placas de circuito
impreso.
3.Entrada/salida de datos
Este capítulo describe la entrada/salida de datos, incluidos los programas,
parámetros y datos de compensación de herramienta, así como los
procedimientos de entrada/salida de datos de programación interactiva.
4.Interfaz entre el CNC y el PMC
Este capítulo describe las especificaciones del PMC, la configuración del
sistema y las señales empleadas por el PMC.
5.Servo digital
Este capítulo describe la pantalla de puesta a punto del servo y cómo se
ajusta la posición de retorno al punto de referencia.
6.Husillos CA
Este capítulo describe los detalles que se han de comprobar en el
amplificador de husillo, así como la pantalla de puesta a punto del husillo.
7.Localización de fallos
Este capítulo describe los procedimientos que se han de seguir en el caso
de que surjan determinados problemas.
Anexo
A. Lista de alarmas
B. Lista de piezas de mantenimiento
C. Sistema de arranque
D. Indicadores LED y mantenimiento de la unidad independiente
E. Mantenimiento de CNC abierto (arranque e IPL)
F. Procedimiento de arranque/materiales del FSSB
G. Notación de las teclas MDI
Este manual no incluye una lista de parámetros. Si es necesario, consulte
el MANUAL DE PARAMETROS publicado aparte.
p−1
Page 12
PROLOGO
Serie 0
Serie 0i M
B−63835SP/02
Modelos afectados
Manuales asociados de
la serie 0i−B/0i Mate−B
Los modelos descritos en este manual y sus abreviaturas son:
Nombre de producto Abreviatura
Serie 0i−TB de FANUC 0i−TB
Serie 0i−MB de FANUC 0i−MB
Serie 0i Mate−TB de FANUC 0i Mate−TB
Serie 0i Mate−MB de FANUC 0i Mate−MB
i
ate
NOTA
Alguna función descrita en este manual tal vez no
corresponda a algunos productos.
Para más detalles, véase el manual DESCRIPCIONES
(B−63832EN)
La tabla siguiente muestra los manuales asociados a la serie 0i−B,
serie 0i Mate−B.
Este manual aparece identificado por un asterisco(*).
Título de manual
Número de
especificación
DESCRIPCIONES B−63832EN
MANUAL DE CONEXION (HARDWARE) B−63833EN
MANUAL DE CONEXION (FUNCIONES) B−63833EN−1
MANUAL DEL OPERADOR de la serie 0i−TB B−63834EN
MANUAL DEL OPERADOR de la serie 0i−MB B−63844EN
MANUAL DEL OPERADOR de la serie 0i Mate−TB B−63854EN
MANUAL DEL OPERADOR de la serie 0i Mate−MB B−63864EN
MANUAL DE MANTENIMIENTO B−63835EN *
MANUAL DE PARAMETROS B−63840EN
MANUAL DE PROGRAMACION
MANUAL DE PROGRAMACION del compilador de
macros/ejecutor de macros
MANUAL DE PROGRAMACION DEL COMPILADOR DE
MACROS FANUC (para ordenadores personales)
macros/ejecutor de macros
PMC
MANUAL DE PROGRAMACION de lenguaje en esquema de
contactos del PMC
B−61803EN−1
B−66102EN
B−61863EN
MANUAL DE PROGRAMACION en lenguaje C para PMC B−61863EN−1
p−2
Page 13

B−63835SP/02
PROLOGO
Manuales asociados de
las series ai de
SERVOMOTORES
Título de manual
Red
MANUAL DEL OPERADOR de la placa PROFIBUS−DP B−62924EN
MANUAL DEL OPERADOR de placas Ethernet/placas
de SERVIDOR DE DATOS
MANUAL DEL OPERADOR de placas Ethernet/placas
de SERVIDOR DE DATOS
MANUAL DEL OPERADOR de placas DeviceNet B−63404EN
CNC ABIERTO
MANUAL DEL OPERADOR DE CNC ABIERTO DE FANUC
Paquete de operaciones básicas 1 (para Windows 95/NT)
MANUAL DEL OPERADOR DE CNC ABIERTO DE FANUC
(Paquete de gestión del modo DNC)
Número de
especificación
B−63354EN
B−63644EN
B−62994EN
B−63214EN
La tabla siguiente lista los manuales relativos a la serie αi de
SERVOMOTORES
Título de manual
DESCRIPCIONES DE LA SERIE αi de SERVOMOTORES AC DE
FANUC
Número de
especificación
B−65262EN
Manuales asociados
de las series b de
SERVOMOTORES
DESCRIPCIONES DE LA SERIE αi de SERVOMOTORES CA DE
FANUC
MANUAL DE PARAMETROS
DESCRIPCIONES DE LA SERIE αi de MOTORES DE HUSILLO
CA de FANUC
DESCRIPCIONES DE LA SERIE αi de SERVOMOTORES CA DE
FANUC
MANUAL DE PARAMETROS
DESCRIPCIONES de la serie αi de AMPLIFICADORES DE
SERVO DE FANUC
Serie αi de SERVOMOTORES DE FANUC
MANUAL DE MANTENIMIENTO
B−65270EN
B−65272EN
B−65280EN
B−65282EN
B−65285EN
La tabla siguiente enumera los manuales asociados a la serie β de
SERVOMOTORES
Título de manual
DESCRIPCIONES de la serie β de SERVOMOTORES DE
FANUC
MANUAL DE MANTENIMIENTO de la serie β de
SERVOMOTORES DE FANUC
Número de
especificación
B−65232EN
B−65235EN
MANUAL DE MANTENIMIENTO de la serie β
(opción de enlace E/S)
de SERVOMOTORES DE FANUC
p−3
B−65245EN
Page 14

B−63835SP/02
Índice
PRECAUCIONES DE SEGURIDAD s−1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PROLOGO p−1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. VISUALIZACION Y FUNCIONAMIENTO 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 TECLAS DE FUNCIÓN Y TECLAS SOFT 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1.1 Teclas soft 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 PANTALLA VISUALIZADA INMEDIATAMENTE DESPUES DE CONECTAR LA
CORRIENTE 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.1 Visualización estado ranuras 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.2 Pantalla de configuración de módulos 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.3 Visualización de configuración del software 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 PANTALLA CONFIGURACIÓN SISTEMA 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Método de visualización 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.2 Configuración de tarjetas de circuito impreso 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.3 Pantalla de configuración del software 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.4 Pantalla de configuración de alarmas 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.5 Pantalla de información ID (pantalla de información de servo αi/pantalla de información de
husillo αi ) 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 PANTALLA DE HISTORICO DE ALARMAS 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1 Pantalla de histórico de alarmas 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1.1 Generalidades 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1.2 Visualización en pantalla 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1.3 Borrado del histórico de alarmas 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1.4 Visualización de alarmas 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2 Histórico de alarmas del sistema 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2.1 Generalidades 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2.2 Pantalla de histórico de alarmas del sistema (pantalla de lista de histórico) 30. . . . . . . . . . . . . . .
1.4.2.3 Pantalla de histórico de alarmas del sistema (pantalla de detalles) 32. . . . . . . . . . . . . . . . . . . . . .
1.4.2.4 Parámetro 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 REGISTRO DE MENSAJES DE OPERADOR EXTERNOS 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.1 Visualización en pantalla 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.2 Borrado de registro externo de mensajes de operador 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.3 Parámetros 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5.4 Notas 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6 HISTORICO DE OPERACIONES 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6.1 Configuración de parámetros 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6.2 Visualización en pantalla 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6.3 Configuración de la señal de entrada o señal de salida que debe registrarse en el
histórico de operaciones 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6.4 Entrada y salida de datos del histórico de operaciones 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6.5 Notas 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7 FUNCION DE AYUDA 58. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7.1 Generalidades 58. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.7.2 Método de visualización 58. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c−1
Page 15

ÍNDICE
B−63835SP/02
1.8 VISUALIZACION DE LA PAGINA DE DIAGNOSTICO 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.8.1 Visualización de la página de diagnóstico 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.8.2 Contenido visualizado 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.9 VISUALIZACIÓN DE ESTADO DEL CNC 86. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.10 FUNCIÓN DE DIAGNÓSTICO POR FORMA DE ONDA 88. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.10.1 Parámetros de configuración 89. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.10.2 Pantalla de parámetros de diagnóstico por forma de onda 90. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.10.3 Gráfico de datos de diagnóstico por forma de onda 93. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.10.4 Muestreo de datos para diagnóstico por forma de onda con almacenamiento 96. . . . . . . . . . . . . .
1.10.5 Salida de datos de diagnóstico por forma de onda (tipo de almacenamiento) 99. . . . . . . . . . . . . .
1.10.6 Notas 102. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.11 MONITOR DE FUNCIONAMIENTO 103. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.11.1 Método de visualización 103. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.11.2 Parámetros 104. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.12 LISTA DE OPERACIONES 105. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.13 PANTALLA DE AVISO VISUALIZADA CUANDO SE CAMBIA UNA OPCIÓN 116. . . . . . . . . . .
1.14 PANTALLA DE AVISO VISUALIZADA CUANDO SE SUSTITUYE EL SOFTWARE DEL
SISTEMA (ERROR DE COMPROBACION DE ETIQUETA DEL SISTEMA) 118. . . . . . . . . . . . . . .
1.15 PANTALLA DE INFORMACIÓN DE MANTENIMIENTO 119. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.15.1 Visualización y funcionamiento en la pantalla 119. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.15.2 Entrada/salida de información de mantenimiento 122. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.16 PANTALLA CONFIGURACIÓN COLOR (LCD COLOR 10.4”) 123. . . . . . . . . . . . . . . . . . . . . . . . . .
1.16.1 Visualización en pantalla 123. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.16.2 Configuración de color 123. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.16.3 Parámetros 125. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.16.4 Notas 126. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.17 AJUSTE DEL CONTRASTE 127. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.18 GESTOR PARA CNC DEL POWER MATE 128. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.18.1 Parámetros 128. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.18.2 Visualización en pantalla 129. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.18.3 Entrada/salida de parámetros 135. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.18.4 Notas 137. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19 PANTALLAS DE MANTENIMIENTO PERIÓDICO 138. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19.1 Descripción general 138. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19.2 Visualización y configuración de la pantalla 138. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19.3 Visualización y configuración de la pantalla de estado 139. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19.4 Visualización e introducción de datos en la pantalla de configuración 144. . . . . . . . . . . . . . . . . .
1.19.5 Entrada/salida de datos registrados 146. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.19.6 Tabla de códigos de caracteres de dos bytes de FANUC 148. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c−2
Page 16

B−63835SP/02
ÍNDICE
2. HARDWARE 154. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 CONFIGURACIÓN DEL HARDWARE 155. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 DESCRIPCION GENERAL DEL SOFTWARE 156. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 DIAGRAMAS DE CONEXION COMPLETOS 157. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4 CONFIGURACION DE CONECTORES Y TARJETAS EN PLACAS DE CIRCUITO
IMPRESO 160. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.1 Placa CPU principal 160. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.2 Placa E/S incorporada 167. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.3 Placa comunicaciones serie 171. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.4 Placa de interfaz HSSB 172. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.5 Placa Fast Ethernet 176. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.6 Placa DeviceNet 179. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.7 Placa maestra de PROFIBUS 181. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.8 Placa esclava PROFIBUS 182. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.9 Placa FL−net 183. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4.10 Placa de CPU principal de la unidad de visualización del CNC con funciones de PC y
PANEL i 184. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5 UNIDADES Y PLACAS DE CIRCUITO IMPRESO 188. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.1 Unidades básicas 188. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.2 Placas de circuito impreso de la unidad de control 188. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.3 Unidad LCD/MDI 191. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.4 Otras unidades 192. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5.5 Unidad de visualización del CNC con funciones de PC y PANEL i 193. . . . . . . . . . . . . . . . . . . .
2.6 MONTAJE Y DESMONTAJE DE UNA PLACA OPCIONAL 196. . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.1 Montaje y desmontaje de la placa de CPU principal y de una placa opcional de tamaño
entero 196. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.1.1 Desmontaje de la placa 196. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.1.2 Montaje de la placa 197. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.2 Montaje y desmontaje de una placa opcional tipo minislot (excepto la placa DeviceNet) 198. . .
2.6.2.1 Desmontaje de la placa 198. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.2.2 Montaje de la placa 198. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.3 Montaje y desmontaje de la placa DeviceNet 199. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.3.1 Desmontaje de la placa 199. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6.3.2 Montaje de la placa 199. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.7 MONTAJE Y DESMONTAJE DE PLACAS DE CIRCUITOS IMPRESOS DE TARJETA 201. . . . . .
2.7.1 Desmontaje de una placa impresa de tarjeta 202. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.7.2 Montaje de una placa impresa de tarjeta 203. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.8 MONTAJE Y DESMONTAJE DE MODULOS DIMM 204. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.8.1 Desmontaje de un módulo DIMM 204. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.8.2 Montaje de un módulo DIMM 205. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.9 MONTAJE Y DESMONTAJE DEL PANEL POSTERIOR 206. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.9.1 Desmontaje del panel 206. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.9.2 Montaje del panel posterior 206. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c−3
Page 17

ÍNDICE
B−63835SP/02
2.10 SUSTITUCION DEL FUSIBLE DE LA UNIDAD DE CONTROL 208. . . . . . . . . . . . . . . . . . . . . . . .
2.11 SUSTITUCION DE LA PILA 209. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.11.1 Pila para protección de datos en memoria (3 VCC) 209. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.11.2 Pilas para la unidad de visualización de CNC con funciones de PC (3 VCC) 213. . . . . . . . . . . . .
2.11.3 Pila para codificadores absolutos de impulsos independientes (6 VCC) 214. . . . . . . . . . . . . . . . .
2.11.4 Pila para el codificador absoluto de impulsos incorporado del motor (6VCC) 215. . . . . . . . . . . .
2.12 SUSTITUCION DE UNA UNIDAD DE VENTILADOR 216. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.13 SUSTITUCION DEL FUSIBLE DE LA UNIDAD DE LCD 218. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.14 SUSTITUCION DE LA LAMPARA DE RETROILUMINACION DEL LCD 219. . . . . . . . . . . . . . . .
2.15 PÉRDIDA DE CALOR DE CADA UNIDAD 224. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.16 CONFIGURACION DE E/S DISTRIBUIDAS (SERIE 0I−B SOLO) 225. . . . . . . . . . . . . . . . . . . . . . .
2.17 SUSTITUCION DE FUSIBLES EN DIVERSAS UNIDADES 228. . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.18 REQUISITOS MEDIOAMBIENTALES EN EL EXTERIOR DE LA UNIDAD DE CONTROL 231.
2.19 ACCION CONTRA EL RUIDO 232. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.19.1 Separación de líneas de señal 232. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.19.2 Puesta a tierra 234. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.19.3 Conexión de la tierra de señal (SG) de la unidad de control 235. . . . . . . . . . . . . . . . . . . . . . . . . .
2.19.4 Supresor de interferencias 239. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.19.5 Proceso de sujeción y blindaje de cables 240. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.20 SUSTITUCION DE LAS PIEZAS DE MANTENIMIENTO DE LA UNIDAD DEL CNC
PARA FUNCIONES DE PC Y PANEL I 243. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.20.1 Sustitución de la pila 243. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.20.2 Sustitución del fusible 245. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.20.3 Sustitución del ventilador 246. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.20.4 Sustitución de la retroiluminación del LCD 249. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.20.5 Sustitución de la lámina protectora del panel táctil 250. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. ENTRADA Y SALIDA DE DATOS 255. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 CONFIGURACION DE PARAMETROS PARA ENTRADA/SALIDA 256. . . . . . . . . . . . . . . . . . . . .
3.2 ENTRADA/SALIDA DE DATA 258. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.1 Confirmación de los parámetros necesarios para salida de datos 258. . . . . . . . . . . . . . . . . . . . . .
3.2.2 Salida de parámetros del CNC 259. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.3 Salida de parámetros del PMC 260. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.4 Salida de valor de compensación de error de paso 260. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.5 Salida de valores de variables de macro cliente 261. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.6 Salida de valor de compensación de herramienta 261. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.7 Salida de programa de pieza 261. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.8 Entrada de parámetros de CNC 262. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.9 Entrada de parámetros de PMC 263. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.10 Entrada de valor de compensación de error de paso 264. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.11 Entrada de valores de variables de macro cliente 264. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.12 Entrada de valor de compensación de herramienta 265. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.13 Entrada de programas de pieza 265. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c−4
Page 18

B−63835SP/02
3.3 ENTRADA/SALIDA DE DATOS EN LA PANTALLA ALL IO 267. . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.1 Configuración de parámetros relativos a la entrada/salida 268. . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.2 Entrada y salida de programas 270. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.3 Entrada y salida de parámetros 274. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.4 Entrada y salida de valores de compensación 275. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.5 Salida de variables comunes de macro cliente 276. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3.6 Entrada y salida de archivos en disquete 277. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 ENTRADA/SALIDA DE DATOS UTILIZANDO UNA TARJETA DE MEMORIA 282. . . . . . . . . . .
ÍNDICE
4. INTERFAZ ENTRE EL CN Y EL PMC 293. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 GENERALIDADES SOBRE LA INTERFAZ 294. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 ESPECIFICACIONES DE PMC 295. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.1 Especificación 295. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.2 Dirección 296. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.3 Zona de relés internos reserva del sistema 297. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.4 Período de ejecución del PMC 300. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2.5 Lista de nombres de asignaciones del módulo E/S 302. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 PANTALLA PMC (PMC−SA1) 305. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.1 Procedimiento de selección de menús del PMC utilizando teclas soft 305. . . . . . . . . . . . . . . . . .
4.3.2 Visualización dinámica del programa secuencial 306. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3 Visualización de la pantalla de diagnóstico del PMC 312. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3.1 Pantalla de título (TITLE) 312. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3.2 Pantalla de estado (STATUS) 313. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3.3 Pantalla de alarmas (ALARM) 314. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.3.4 Pantalla de seguimiento (TRACE) 314. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4 Parámetros del PMC 316. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4.1 Entrada de parámetros del PMC desde el MDI 316. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4.2 Pantalla de temporizadores (TIMER) 316. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4.3 Pantalla de contadores (COUNTER) 317. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4.4 Pantalla del relé remanente (KEEPRL) 317. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4.5 Pantalla de tabla de datos (DATA) 320. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.4.6 Pantalla de configuración 321. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.5 Entrada/salida de datos del PMC 322. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.5.1 Inicio del programador del PMC de tipo integrado 322. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.5.2 Método de entrada/salida 323. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.5.3 Función de copia (COPY) 324. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.6 Parámetros del sistema 324. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3.7 Pantalla de configuración del monitor en línea 325. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c−5
Page 19

ÍNDICE
B−63835SP/02
4.4 PANTALLA PMC (PMC−SB7) 328. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.1 Procedimiento de selección de menús del PMC utilizando teclas soft 328. . . . . . . . . . . . . . . . . .
4.4.2 Visualización dinámica de programas secuenciales 329. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.2.1 Pantalla de visualización de esquemas de contactos 330. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.2.2 Pantalla de monitor de selección 333. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.2.3 Pantalla de edición de esquemas de contactos 335. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.2.4 Pantalla de edición de circuitos 337. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3 Visualización de la pantalla de diagnóstico del PMC 340. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3.1 Pantalla de título 340. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3.2 Pantalla de estado 341. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3.3 Pantalla de alarmas 341. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3.4 Función de seguimiento 342. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.3.5 Pantalla de comprobación de la conexión del enlace E/S (I/O Link) 347. . . . . . . . . . . . . . . . . . .
4.4.4 Parámetros del PMC 347. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4.1 Método de entrada/salida de parámetros 347. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4.2 Pantalla TIMER 348. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4.3 Pantalla COUNTER 349. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4.4 Pantalla KEEP RELAY 350. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4.5 Pantalla de tabla de datos 353. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.4.6 Pantallas de configuración 355. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.5 Entrada/salida de datos del PMC 358. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.5.1 Inicio del programador integrado 358. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.5.2 Método de entrada/salida 359. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.6 Parámetros del sistema 360. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4.7 Pantalla de configuración del monitor en línea 363. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.5 LISTA DE SEÑALES CLASIFICADAS POR MODOS 365. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6 LISTA DE SEÑALES DE ENTRADA/SALIDA 367. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.7 LISTA DE DIRECCIONES 382. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. CONFIGURACION DE PARAMETROS FOCAS1/ETHERNET 409. . . . . . . . . . . . . . . . . . .
6. SERVO DIGITAL 413. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 PARAMETROS DE SERVO DE CONFIGURACION INICIAL 414. . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 PANTALLA DE PUESTA A PUNTO DE SERVO 426. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2.1 Configuración de parámetros 426. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2.2 Visualización de la pantalla de puesta a punto del servo 426. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 AJUSTE DEL PUNTO DE REFERENCIA (METODO CON GARRA) 429. . . . . . . . . . . . . . . . . . . . .
6.3.1 Generalidades 429. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 AJUSTE DEL PUNTO DE REFERENCIA SIN GARRA 432. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4.1 Generalidades 432. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4.2 Funcionamiento 432. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4.3 Parámetros asociados 433. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 INTERFAZ DE AVISO DE SERVO αi 434. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 PANTALLA DE INFORMACION DE SERVO αi 436. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c−6
Page 20

B−63835SP/02
ÍNDICE
7. HUSILLO CA (INTERFAZ SERIE) 440. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 HUSILLO CA (INTERFAZ SERIE) 441. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.1 Descripción del control del husillo 441. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.1.1 Método A de cambio de marcha para centro de mecanizado 443. . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.1.2 Método B de cambio de marcha para centro de mecanizado (PRM 3705#2=1) 443. . . . . . . . . . .
7.1.1.3 Serie T 443. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2 Pantalla configuración y puesta a punto del husillo 444. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2.1 Método de visualización 444. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2.2 Pantalla configuración de husillo 444. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2.3 Pantalla puesta a punto de husillo 445. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2.4 Pantalla de monitor de husillo 447. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.2.5 Correspondencia entre el modo de funcionamiento y los parámetros en la pantalla de puesta a
punto de husillo 449. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.3 Configuración automática de parámetros estándar 452. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.4 Interfaz de aviso para el husillo αi 453. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1.5 Pantalla de información de husillo αi 456. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 HUSILLO CA (INTERFAZ ANALOGICA) 461. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2.1 Descripción del control del husillo 461. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2.1.1 Diagrama de bloques 462. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2.1.2 Cálculo de tensión analógica S y parámetros asociados 463. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2.1.3 Puesta a punto de tensión analógica S (convertidor D/A) 465. . . . . . . . . . . . . . . . . . . . . . . . . . . .
8. LOCALIZACION DE FALLOS 467. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 ACCION CORRECTORA PARA FALLOS 469. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.1 Investigación de las condiciones en que se produce un fallo 469. . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 NO PUEDE EJECUTARSE NINGUNA OPERACION MANUAL NI AUTOMATICA 472. . . . . . . . .
8.3 NO PUEDE TRABAJARSE EN MODO MANUAL DISCONTINUO (JOG) 476. . . . . . . . . . . . . . . . .
8.4 NO PUEDE EJECUTARSE OPERACIONES CON VOLANTE 480. . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 NO PUEDE TRABAJARSE EN MODO AUTOMATICO 486. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 SE HA DESACTIVADO LA SEÑAL DE LED DE INICIO DE CICLO 495. . . . . . . . . . . . . . . . . . . . .
8.7 EN EL LCD NO SE VISUALIZA NADA AL CONECTAR LA CORRIENTE 497. . . . . . . . . . . . . . .
8.8 EL INDICADOR DE LA UNIDAD LCD DESTELLA 500. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.9 LA ENTRADA DESDE Y SALIDA HACIA DISPOSITIVOS DE E/S NO PUEDE
EJECUTARSE NO ES POSIBLE REALIZAR CORRECTAMENTE LA ENTRADA/SALIDA 501. .
8.10 EN UNA UNIDAD DE E/S DE PANEL DE CONECTORES, LOS DATOS SE HAN
INTRODUCIDO EN UNA DIRECCION NO PREVISTA (PARA LA SERIE 0I−B) 503. . . . . . . . . . .
8.11 EN UNA UNIDAD DE E/S DE PANEL DE CONECTORES NO SE HAN ENVIADO
DATOS A UNA UNIDAD DE AMPLIACIÓN (PARA LA SERIE 0I−B) 505. . . . . . . . . . . . . . . . . . . .
8.12 ALARMAS 85 A 87 (ALARMAS DE INTERFAZ LECTOR/PERFORADORA) 506. . . . . . . . . . . . .
8.13 ALARMA 90(ANOMALIA EN VUELTA A PUNTO DE REFERENCIA) 510. . . . . . . . . . . . . . . . . .
8.14 ALARMA 300 (PETICION DE VUELTA A PUNTO DE REFERENCIA) 512. . . . . . . . . . . . . . . . . . .
8.15 ALARMA 401(V LISTO DES) 513. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.16 ALARMA 404(V LISTO ACT) 515. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.17 ALARMA 462(HA FALLADO LA TRANSMISIÓN DE DATOS DEL CNC)
ALARMA 463 (HA FALLADO LA TRANSMISION DE DATOS DE ESCLAVO) 517. . . . . . . . . . . .
8.18 ALARMA 417(ANOMALIA EN SISTEMA SERVO DIGITAL) 518. . . . . . . . . . . . . . . . . . . . . . . . . .
8.19 ALARMA 700 (RECALENTAMIENTO: UNIDAD CONTROL) 519. . . . . . . . . . . . . . . . . . . . . . . . . .
c−7
Page 21

ÍNDICE
B−63835SP/02
8.20 ALARMA 701(RECALENTAMIENTO: FAN MOTOR) 520. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.21 ALARMA 704 (ALARMA DETECCION FLUCTUACION VELOCIDAD HUSILLO) 521. . . . . . . .
8.22 ALARMA 749 (ERROR COMUNICACIONES HUSILLO SERIE) 522. . . . . . . . . . . . . . . . . . . . . . . .
8.23 ALARMA 750 (FALLO DE ARRANQUE ENLACE SERIE DE HUSILLO) 523. . . . . . . . . . . . . . . .
8.24 ALARMA 5134 (FSSB: TIEMPO LIMITE APERTURA LISTA)
ALARMA 5135 (FSSB: MODO ERROR)
ALARMA 5137 (FSSB: ERROR DE CONFIGURACIÓN)
ALARMA 5197 (FSSB: LIMITE TIEMPO APERTURA)
ALARMA 5198 (FSSB: NO LEIDOS DATOS ID) 525. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.25 ALARMA 5136(FSSB: ELNUMERO DE AMPLIFICADORES ES BAJO) 528. . . . . . . . . . . . . . . . . .
8.26 ALARMA 900(PARIDAD ROM) 529. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.27 ALARMAS 912 A 919 (PARIDAD DE DRAM) 531. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.28 ALARMA 920 (ALARMAS DE SERVO) 532. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.29 ALARMA 926 (ALARMA FSSB) 534. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.30 ALARMA 930 (INTERRUPCION DE CPU) 538. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.31 ALARMA 935 (ERROR SRAM ECC) 539. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.32 ALARMA 950 (ALARMA SISTEMA PMC) 541. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.33 ALARMA 951 (ALARM WATCHDOG PMC) 544. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.34 ALARMA 972 (ALARMA NMI EN UNA PLACA OPCIONAL) (SERIE 0I−B SOLO) 545. . . . . . . .
8.35 ALARMA 973 (ALARMA DE NMI DE CAUSA DESCONOCIDA) 546. . . . . . . . . . . . . . . . . . . . . . .
8.36 ALARMA 974 (ERROR F−BUS) 547. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.37 ALARMA 975 (ERROR DE BUS) 548. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.38 ALARMA 976 (ERROR DE BUS LOCAL) 549. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.39 ALARMAS DE SERVO 550. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.40 ALARMAS DE SPC 554. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.41 ALARMAS DE HUSILLO 555. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ANEXO
A. LISTA DE ALARMAS 559. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.1 LISTA DE ALARMAS CODIGOS (CNC) 560. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.2 LISTA DE ALARMAS (PMC) 601. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.3 LISTA DE ALARMAS (HUSILLO SERIE) 628. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.4 CÓDIGOS DE ERROR (HUSILLO SERIE) 642. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B. LISTA DE PIEZAS DE MANTENIMIENTO 645. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c−8
Page 22

B−63835SP/02
ÍNDICE
C. SISTEMA DE ARRANQUE 646. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.1 DESCRIPCION GENERAL 647. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.1.1 Puesta en marcha del sistema de arranque 648. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.1.2 Archivos de sistema y archivos de usuario 648. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2 PROCEDIMIENTO DE CONFIGURACION Y FUNCIONAMIENTO EN PANTALLA 649. . . . . . . .
C.2.1 Pantalla SYSTEM DATA LOADING 650. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.2 Pantalla SYSTEM DATA CHECK 653. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.3 Pantalla SYSTEM DATA DELETE 655. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.4 Pantalla SYSTEM DATA SAVE 656. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.5 Pantalla SRAM DATA BACKUP 658. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.6 Pantalla MEMORY CARD FILE DELETE 661. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.7 Función MEMORY CARD FORMAT 662. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.2.8 Función LOAD BASIC SYSTEM 663. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
C.3 MENSAJES DE ERROR Y ACCIONES NECESARIAS 665. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D. INDICADOR DE LED Y MANTENIMIENTO DE LA UNIDAD DE CONTROL 668. . . . . .
D.1 DESCRIPCIÓN GENERAL 669. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.2 DISPOSICIÓN DEL LED DE 7 SEGMENTOS Y DE LOS INTERRUPTORES 670. . . . . . . . . . . . . .
D.3 FUNCIONAMIENTO 671. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.1 Operaciones antes de conectar la corriente 671. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.2 Número de función 671. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.3 Visualización del LED de siete segmentos 672. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.3.1 Visualización de estado del CN 672. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.3.2 Indicador LED durante el funcionamiento automático 672. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.3.3 Indicador LED al accionar el pulsador 672. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.3.4 Indicador LED cuando se activa una alarma del sistema 673. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.3.5 Indicador LED de 7 segmentos al conectar la corriente 674. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
D.3.4 Operación de cada función 675. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E. MANTENIMIENTO DEL CNC ABIERTO (ARRANQUE E IPL) 677. . . . . . . . . . . . . . . . . . .
E.1 DESCRIPCIÓN GENERAL 678. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.2 MODIFICACIÓN DE LAS SECUENCIAS DE ARRANQUE (NO APLICABLE A LA SERIE
0I MATE) 679. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.3 EXPLICACIÓN DE LAS PANTALLAS 680. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.3.1 Pantalla de arranque (Boot) 680. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.3.1.1 Manipulación de datos del sistema 681. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.3.1.2 Funcionamiento de la SRAM 682. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.3.1.3 Operaciones con archivos 683. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.3.2 Pantalla IPL 684. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.3.2.1 Funciones en la pantalla IPL 685. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.4 OTRAS PANTALLAS 687. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.4.1 Pantalla de alarmas del CNC 687. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.4.2 Pantalla de estado 688. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
E.4.3 Pantalla de configuración de opciones 689. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c−9
Page 23

ÍNDICE
B−63835SP/02
F. PROCEDIMIENTO/MATERIALES DE ARRANQUE DEL FSSB 690. . . . . . . . . . . . . . . . . .
F.1 DESCRIPCIÓN GENERAL 691. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F.2 ESCLAVO 692. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F.3 CONFIGURACIÓN AUTOMÁTICA 693. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F.3.1 [Configuración ejemplo 1] Configuración general (bucle semicerrado) 695. . . . . . . . . . . . . . . . .
F.3.2 [Configuración ejemplo 2] Configuración general (bucle cerrado) 696. . . . . . . . . . . . . . . . . . . . .
F.3.3 [Configuración ejemplo 3] Cuando el eje C es un eje Cs 698. . . . . . . . . . . . . . . . . . . . . . . . . . . .
F.4 CONFIGURACIÓN MANUAL 2 701. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F.5 CONFIGURACIÓN MANUAL 1 707. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F.6 ALARMAS 708. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F.7 ACCIONES PARA ELIMINAR PROBLEMAS DETECTADOS EN EL MOMENTO DEL
ARRANQUE 714. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F.8 VISUALIZACIÓN DE DATOS DEL FSSB 716. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F.8.1 Pantalla de configuración de amplificadores 716. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F.8.2 Pantalla de configuración de ejes 718. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F.8.3 Pantalla de mantenimiento de amplificadores 719. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G. NOTACION DE LAS TECLAS DEL MDI 721. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
c−10
Page 24

B−63835SP/02
1
1. VISUALIZACION Y FUNCIONAMIENTO
VISUALIZACION Y FUNCIONAMIENTO
Este capítulo describe el método de visualización de diversas pantallas
utilizando las teclas de función. Al pulsar estas teclas, se visualiza la
pantalla de mantenimiento respectiva.
1.1 TECLAS DE FUNCION Y TECLAS SOFT 2. . . . . . . . .
1.2 PANTALLA VISUALIZADA
INMEDIATAMENTE DESPUÉS DE CONECTAR
LA ALIMENTACIÓN 23. . . . . . . . . . . . . . . . . . . . . . . . .
1.3 PANTALLA DE CONFIGURACIÓN DEL SISTEMA 25
1.4 PANTALLA DE HISTÓRICO DE ALARMAS 28. . . . .
1.5 REGISTRO EXTERNO DE MENSAJES DE
OPERADOR 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.6 HISTORICO DE OPERACIONES 38. . . . . . . . . . . . . . .
1.7 FUNCIÓN DE AYUDA 58. . . . . . . . . . . . . . . . . . . . . . . .
1.8 VISUALIZACIÓN DE LA PÁGINA DE
DIAGNÓSTICO 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.9 VISUALIZACION DEL ESTADO DEL CNC 86. . . . . .
1.10 FUNCIÓN DE DIAGNÓSTICO POR FORMA
DE ONDA 88. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.11 MONITOR DE FUNCIONAMIENTO 103. . . . . . . . . . .
1.12 LISTA DE OPERACIONES 105. . . . . . . . . . . . . . . . . . .
1.13 PANTALLA DE AVISO VISUALIZADA CUANDO
CAMBIA UNA OPCIÓN 116. . . . . . . . . . . . . . . . . . . . . .
1.14 PANTALLA DE AVISO VISUALIZADA CUANDO
SE SUSTITUYE EL SOFTWARE DEL SISTEMA
(ERROR DE COMPROBACION DE ETIQUETA
DEL SISTEMA) 118. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.15 PANTALLA DE INFORMACIÓN DE
MANTENIMIENTO 119. . . . . . . . . . . . . . . . . . . . . . . . . .
1.16 PANTALLA DE CONFIGURACIÓN DE COLORES
(10,4″ COLOR LCD) 123. . . . . . . . . . . . . . . . . . . . . . . . .
1.17 AJUSTE DEL CONTRASTE 127. . . . . . . . . . . . . . . . . .
1.18 GESTOR PARA CNC DEL POWER MATE 128. . . . . .
1.19 PANTALLAS DE MANTENIMIENTO PERIÓDICO 138
1
Page 25

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
1.1
TECLAS DE FUNCIÓN Y TECLAS SOFT
1.1.1
Teclas soft
Las operaciones y el estado de visualización de teclas programables para
cada tecla de función se describen a continuación:
Para visualizar una pantalla más detallada, pulse una tecla de función
seguida de una tecla soft. Las teclas soft se utilizan también para las
operaciones reales.
La figura siguiente muestra la variación del contenido de las teclas soft
al pulsar cada tecla de función.
Los símbolos que aparecen en las figuras siguientes tienen el significado indicado:
: Indica pantallas
[ ]
( )
[ ]
: Indica una pantalla que puede visualizarse pulsando una
: Indica una tecla soft (*2)
: Indica entrada desde el panel MDI.
: Indica una tecla visualizada en verde (o resaltada).
tecla de función (*1)
: Indica la tecla de menú siguiente
(tecla soft del extremo derecho) (*3).
*1 Pulse teclas de función para cambiar entre las distintas pantallas de uso
frecuente.
*2 Algunas teclas soft no se visualizan según la configuración de opciones.
*3 En algunos casos, la tecla de menú siguiente no aparece cuando el panel
es de 12 teclas soft.
2
Page 26

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
PANTALLA POSICION
POS
Visualización coord. absolutas
[ABSOLU]
Visualización coord. relativas
Visualización posición actual
[(OPRA)] [PART 0] [EJEC]
[(OPRA)][RELATI]
Transición de teclas soft activada por tecla de
función
[FUNC 0] [EJEC]
(Eje o número)
[ORIGEN]
[PART 0] [EJEC]
[FUNC 0] [EJEC]
[TOD EJ]
(Nombre eje) [EJEC]
[PREFIJ]
POS
[TODO]
[(OPRA)]
Interrupción por volante
[MANGO]
Pantalla monitor
[MONI]
[(OPRA)] [PART 0] [EJEC]
[(OPRA)] [PART 0] [EJEC]
(Eje o número)
[ORIGEN]
[PART 0] [EJEC]
[FUNC 0] [EJEC]
[FUNC 0] [EJEC]
[FUNC 0] [EJEC]
[TOD EJ]
(Nombre eje) [EJEC]
[PREFIJ]
3
Page 27

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
PANTALLA PROGRAMA
PROG
Pantalla visualización programas
[PRGRM]
Pantalla visualización comprobación programa
[(OPRA)] [EDI−BG]
(1)
[ABSOLU]
[RELATI]
Transición de teclas soft activada por tecla de función
en modo MEM
Véase “Al pulsar la tecla soft [EDI−BG]”
[Número O]
[Número N]
[RBOBIN]
[TIPO P]
[TIPO Q]
[BUSQ F]
[(OPRA)][VERIFI]
[BUSQ O]
[BUSQ N]
[CANCEL]
(Número N)
[EDI−BG]
[Número O]
[Número N]
[RBOBIN]
[EJEC]
Véase “Al pulsar la tecla soft [EDI−BG]”
[BUSQ O]
[BUSQ N]
PROG
1/2
Pantalla visualización bloque actual
[(OPRA)]
Pantalla visualización bloque siguiente
[(OPRA)] [EDI−BG][SIGUIE]
Pantalla visualización rearranque programa
[(OPRA)] [EDI−BG][REA-
NUD]
(2) (Continúa en página siguiente)
[TIPO P]
[TIPO Q]
[BUSQ F]
[EDI−BG][ACTUAL]
Véase “Al pulsar la tecla soft [EDI−BG]”
[CANCEL]
(Número N)
[EJEC]
Véase “Al pulsar la tecla soft [EDI−BG]”
Véase “Al pulsar la tecla soft [EDI−BG]”
4
Page 28

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
(2)
[PLN.DF] [PRGRM]
Retorno a (1) (Visualización programas)
Pantalla visualización directorio archivos
[(OPRA)][DIR] [SELEC]
Pantalla visualización operaciones planificación
[PLAN] [REPOS.]
[(OPRA)]
(Datos planific.)
2/2
(No. archivo) [FIJA F]
[EJEC]
[CANCEL]
[EJEC]
[ENTRAD]
5
Page 29

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
PANTALLA PROGRAMA
PROG
Visualización programas
[PRGRM]
[(OPRA)] [EDI−BG]
Transición de teclas soft activada por tecla de función
en modo EDIT
Véase “Al pulsar la tecla soft [EDI−BG]”
(Número O) [BUSQ O]
(Dirección) [BUSQ↓]
(Dirección) [BUSQ↑]
[RBOBIN]
[BUSQ F] [CANCEL]
(Número N) [EJEC]
[LECTUR] [CADENA]
[PARADA]
[CANCEL]
(Número O)
[PERFOR] [PARADA]
[CANCEL]
(Número O)
[ELIMI] [CANCEL]
(Número N)
[EDI−EX] [COPIA] [CURS∼]
[MOVI] [CURS∼]
[INSER] [∼CURS]
[CAMBIO] (Dirección) [ANTES]
(El cursor se desplaza al final del programa.)
[EJEC]
[EJEC]
[EJEC]
(Número O) [EJEC]
[∼CURS]
[∼BAJO]
[TODO]
(Número O) [EJEC]
[∼CURS]
[∼BAJO]
[TODO]
(Número O) [EJEC]
[∼BAJO]
PROG
1/2
(1) (Continúa en página siguiente)
(Dirección) [DESP.] [SALTO]
[1−EJEC]
[EJEC]
6
Page 30

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
(1)
Visualización directorio programas
[BIBLIO]
Programación gráfica interactiva (serie T)
[C.A.P.]
[(OPRA)] [EDI−BG]
(Número O) [BUSQ O]
[LECTUR] [CADENA]
[PERFOR] [PARADA]
[PRGRM]
[MENU G]
(Número G) [BLOQUE] (Datos)
Cuando se omite un número G,
aparece la pantalla estándar.
Véase “Al pulsar la tecla soft [EDI−BG]”
[PARADA]
[CANCEL]
(Número O)
[CANCEL]
(Número O)
Retorno al programa
2/2
Retorno al programa
[EJEC]
[EJEC]
[LINEA]
[BISELA]
[RINC R]
[ENTRAD]
Programación gráfica interactiva (serie M)
[C.A.P.]
Visualización directorio en disquete
[FLOPPY]
[PRGRM]
[MENU G]
(Número G) [BLOQUE] (Datos) [ENTRAD]
Cuando se omite un número G, aparece la pantalla estándar.
[(OPRA)] [ENTRAD]
[PRGRM]
[DIR] (Número)
[(OPRA)]
Retorno al programa
Retorno al programa
[BUSQ F]
[LECTUR]
[PERFOR]
[ELIMI]
[CANCEL]
[EJEC]
(Número)
(Número)
[PARADA]
[CANCEL]
[EJEC]
(Número)
(Número)
[PARADA]
[CANCEL]
[EJEC]
(Número)
[CANCEL]
[EJEC]
ENTR
[FIJA F]
[FIJA F]
[FIJA O]
[FIJA F]
[FIJA O]
[FIJA F]
7
Page 31

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
PANTALLA PROGRAMA
PROG
Visualización programas
[(OPRA)] [EDI−BG][PRGRM]
Pantalla entrada programa
[(OPRA)] [EDI−BG][MDI]
Pantalla visualización bloque actual
[(OPRA)]
Transición de teclas soft activada por tecla de función
en modo MDI
Véase “Al pulsar la tecla soft [EDI−BG]”
Véase “Al pulsar la tecla soft [EDI−BG]”
[ARRANQ]
(Dirección)
(Dirección)
[RBOBIN]
[EDI−BG][ACTUAL]
[CANCEL]
[EJEC]
[BUSQ↓]
[BUSQ↑]
Véase Al pulsar la tecla soft [EDI−BG]"
PROG
Pantalla visualización bloque siguiente
[(OPRA)] [EDI−BG][SIGUIE]
Pantalla visualización rearranque programa
[(OPRA)] [EDI−BG][REANUD]
Véase “Al pulsar la tecla soft [EDI−BG]”
Véase “Al pulsar la tecla soft [EDI−BG]”
8
Page 32

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
PANTALLA PROGRAMA
PROG
Visualización programas
[(OPRA)] [EDI−BG][PRGRM]
Pantalla visualización bloque actual
[(OPRA)] [EDI−BG][ACTUAL]
Pantalla visualización bloque siguiente
[(OPRA)] [EDI−BG][SIGUIE]
Pantalla visualización rearranque programa
Transición de teclas soft activada por tecla de función
en modo HND, JOG o REF
Véase “Al pulsar la tecla soft [EDI−BG]”
Véase “Al pulsar la tecla soft [EDI−BG]”
Véase “Al pulsar la tecla soft [EDI−BG]”
PROG
[(OPRA)] [EDI−BG][REANUD]
Véase “Al pulsar la tecla soft [EDI−BG]”
9
Page 33

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
PANTALLA PROGRAMA
PROG
Pantalla entrada programa
[PRGRM]
Visualización directorio programas
[BIBLIO]
[(OPRA)] [EDI−BG]
[(OPRA)] [EDI−BG]
Transición de teclas soft activada por tecla de función
en modo TJOG o THDL
Véase “Al pulsar la tecla soft [EDI−BG]”
(Número O)
(Dirección)
(Dirección)
[RBOBIN]
(Número O) [BUSQ O]
[BUSQ O] Retorno al programa
[BUSQ↓]
[BUSQ↑]
Véase “Al pulsar la tecla soft [EDI−BG]”
Retorno al programa
PROG
10
Page 34

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
PANTALLA PROGRAMA
PROG
Visualización programas
[PRGRM]
[(OPRA)] [EDI−BG]
Transición de teclas soft activada por tecla de función
(al pulsar la tecla soft [EDI−BG] en todos los modos)
(Número O) [BUSQ O]
(Dirección) [BUSQ↓]
(Dirección) [BUSQ↑]
[RBOBIN]
[BUSQ F] [CANCEL]
(Número N) [EJEC]
[LECTUR] [CADENA]
[PARADA]
[CANCEL]
(Número O)
[PERFOR] [PARADA]
[CANCEL]
(Número O)
[ELIMI] [CANCEL]
(Número N)
[EDI−EX] [COPIA] [CURS∼]
[MOVI] [CURS∼]
[INSER] [∼CURS]
[CAMBIO] (Dirección) [ANTES]
(El cursor se desplaza al final del programa.)
[EJEC]
[EJEC]
[EJEC]
(Número O) [EJEC]
[∼CURS]
[∼BAJO]
[TODO]
(Número O) [EJEC]
[∼CURS]
[∼BAJO]
[TODO]
(Número O) [EJEC]
[∼BAJO]
PROG
1/2
(1) (Continúa en página siguiente)
(Dirección) [DESP.] [SALTO]
[1−EJEC]
[EJEC]
11
Page 35

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
(1)
Visualización directorio programas
[BIBLIO]
Programación gráfica interactiva
[C.A.P.]
[(OPRA)] [EDI−BG]
(Número O) [BUSQ O]
[LECTUR] [CADENA]
[PERFOR] [PARADA]
[PRGRM]
[MENU G]
(Número G)
Cuando se omite un número G,
aparece la pantalla estándar.
[PARADA]
[CANCEL]
(Número O)
[CANCEL]
(Número O)
Retorno al programa
[BLOQUE] (Datos)
2/2
Retorno al programa
[EJEC]
[EJEC]
[LINEA]
[BISELA]
[RINC R]
[ENTRAD]
Visualización directorio en disquete
[FLOPPY]
[PRGRM]
[DIR]
Retorno al programa
[(OPRA)]
[BUSQ F]
[LECTUR]
[PERFOR]
[ELIMI]
(Número)
[CANCEL]
[EJEC]
(Número)
(Número)
[PARADA]
[CANCEL]
[EJEC]
(Número)
(Número)
[PARADA]
[CANCEL]
[EJEC]
(Número)
[CANCEL]
[EJEC]
[FIJA F]
[FIJA F]
[FIJA O]
[FIJA F]
[FIJA O]
[FIJA F]
12
Page 36

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
PANTALLA COMPENSACION/
CONFIGURACION (serie T)
COMP.
SETTING
Pantalla compensación herramienta
[DESGAS]
[GEOMET] (Nombre y número de eje) [MEDIA]
Transición de teclas soft activada por
tecla de función
COMP.
SETTING
1/2
[(OPRA)][COMP.]
(Número)
(Nombre eje)
(Número)
(Número)
[REPOS.] [TODO]
[LECTUR] [CANCEL]
[PERFOR] [CANCEL]
[BUSQNO]
[ENTR C]
[+ENTR]
[ENTRAD]
[DESGAS]
[GEOMET]
[EJEC]
[EJEC]
Pantalla de configuración
[(OPRA)][FIJACN]
Pantalla configuración sistema coordenadas pieza
[TRABAJ]
Pantalla visualización variables macro
[(OPRA)]
[(OPRA)][MACRO]
(Número)
[ON:1]
[OFF:0]
(Número)
(Número)
(Número)
(Nombre y número de eje) [MEDIA]
(Número)
(Número)
(Número)
(Nombre eje) [ENTR C]
(Número)
[PERFOR]
[BUSQNO]
[+ENTR]
[ENTRAD]
[BUSQNO]
[+ENTR]
[ENTRAD]
[BUSQNO]
[ENTRAD]
[CANCEL]
[EJEC]
(1) (Continúa en página siguiente)
13
Page 37

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
(1)
Pantalla entrada datos patrón
[(OPRA)][MENU]
Pantalla panel operador de software
[PUPITR]
Pantalla configuración gestión vida herramientas
[(OPRA)][HER VD]
Pantalla compensación herramienta eje Y
[DESGAS]
[GEOMET] (Nombre y número de eje) [MEDIA]
(Número)
[REPOS.]
(Número)
[(OPRA)][DESP.2]
[SELEC](Número)
[BUSQNO]
[CANCEL]
[EJEC]
[ENTRAD]
(Número)
(Nombre eje)
(Número)
(Número)
2/2
[BUSQNO]
[ENTR C]
[+ENTR]
[ENTRAD]
Pantalla decalaje pieza
[(OPRA)][DES TR]
Pantalla configuración barrera plato/contrap.
[(OPRA)][BARRIER]
(Número)
(Número)
(Número)
(Número)
[SET]
[REPOS.] [TODO]
[DESGAS]
[GEOMET]
[LECTUR] [CANCEL]
[EJEC]
[PERFOR] [CANCEL]
[EJEC]
[+ENTR]
[ENTRAD]
[ENTRAD]
[+ENTR]
14
Page 38

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
PANTALLA COMPENSACION/
CONFIGURACION (serie M)
COMP.
SETTING
Pantalla compensación herramienta
[(OPRA)][COMP.]
Pantalla de configuración
Transición de teclas soft activada por
tecla de función
(Número)
(Nombre eje)
(Número)
(Número)
[REPOS.] [TODO]
[LECTUR] [CANCEL]
[PERFOR] [CANCEL]
[BUSQNO]
[ENTR C]
[+ENTR]
[ENTRAD]
[DESGAS]
[GEOMET]
[EJEC]
[EJEC]
COMP.
SETTING
1/2
[(OPRA)][FIJACN]
Pantalla configuración sistema coordenadas pieza
[TRABAJ]
Pantalla visualización variables macro
[(OPRA)]
[(OPRA)][MACRO]
(Número)
[ON:1]
[OFF:0]
(Número)
(Número)
(Número)
(Nombre y número de eje) [MEDIA]
(Número)
(Número)
(Número)
(Nombre eje) [ENTR C]
(Número)
[PERFOR]
[BUSQNO]
[+ENTR]
[ENTRAD]
[BUSQNO]
[+ENTR]
[ENTRAD]
[BUSQNO]
[ENTRAD]
[CANCEL]
[EJEC]
(1) (Continúa en página siguiente)
15
Page 39

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
(1)
Pantalla entrada datos patrón
[(OPRA)][MENU]
Pantalla panel operador de software
[PUPITR]
Pantalla configuración gestión vida herramientas
[HER VD]
[(OPRA)]
(Número)
[REPOS.]
(Número)
2/2
[SELEC](Número)
[BUSQNO]
[CANCEL]
[EJEC]
[ENTRAD]
16
Page 40

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
PANTALLA SISTEMA
SYSTEM
Pantalla parámetros
Pantalla de diagnóstico
Transición de teclas soft activada por tecla de función
[(OPRA)][PARAM.]
(Número)
[ON:1]
[OFF:0]
(Número)
(Número)
[LECTUR] [CANCEL]
[PERFOR] [CANCEL]
[BUSQNO]
[+ENTR]
[ENTRAD]
[EJEC]
[EJEC]
SYSTEM
1/3
[(OPRA)][DIGNOS ]
Pantalla del PMC
[PMCLAD][PMC]
(1)
(Continúa en página siguiente)
(2)
[BUSQUEDA]
[ADRESS]/[SYMBOL]
(3)
[BUSQNO](Número)
[ARRIB]
[FONDO]
[BUSQ]
[BUSQ−W]
[BUSQ−N]
[BUSQ−F]
[TRGON][TRIGER]
[TRGOFF]
[ARRANQ]
[DPARA]/[NDPARA]
[TRGSRC]
[INIT]
[DIVIDE][WINDOW]
[CANCEL]
[ELIMI]
[SELEC]
[WIDTH]
[BUSQUEDA][DUMP]
[BYTE]
[WORD]
[D.WORD]
17
Page 41

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
(1)
(2) (3)
[PMCDGN] [TITLE]
Con
PMC−RC
sólo
[PMCPRM] [TEMPO]
[PARADA]/[RUN]
[E/S] [EJEC]
[DUMP]
[DRARA]/[NDPARA]
[STATUS]
[ALARMA]
[TRACE] [T.DISP]/[TRCPRM]
[M.SRCH] [BUSQUEDA]
[ANALYS] [SCOPE]
[COUNTR]
[KEEPRL]
[DATA]
[SETTING] [¨SÍ]/[MANUAL]/[ROM]
[CANCEL]
(No.)
[BUSQUEDA]
[BYTE]
[WORD]
[D.WORD]
[BUSQUEDA]
[EJEC]
[ENTRAD]
[ELIMI]
[INIT]
[ADRESS]/[SYMBOL]
[G.DATA]
[G.CONT]
[BUSQNO]
[INIT]
[NO]/[AUTOM.]/[RAM]
[SGNPRM]
[ARRANQ]/[PARADA]
[BUSQ−T]
[ADRESS]/[SYMBOL]
[EXCHG] [SELEC]
[C.DATA]
[G−SRCH]
[BUSQUEDA]
2/3
[TO] [EJEC]
[CANCEL]
Pantalla configuración sistema
[SISTEM]
Pantalla de información ID: pantalla información servo αi
[SISTEM]
Pantalla de información ID: pantalla información husillo αi
[SISTEM]
(4) (Continúa en página siguiente)
[SV−INF]
[SP−INF]
[SPEED] [ENTRAD]
[INIT]
[MDI]/[ROM]
18
Page 42
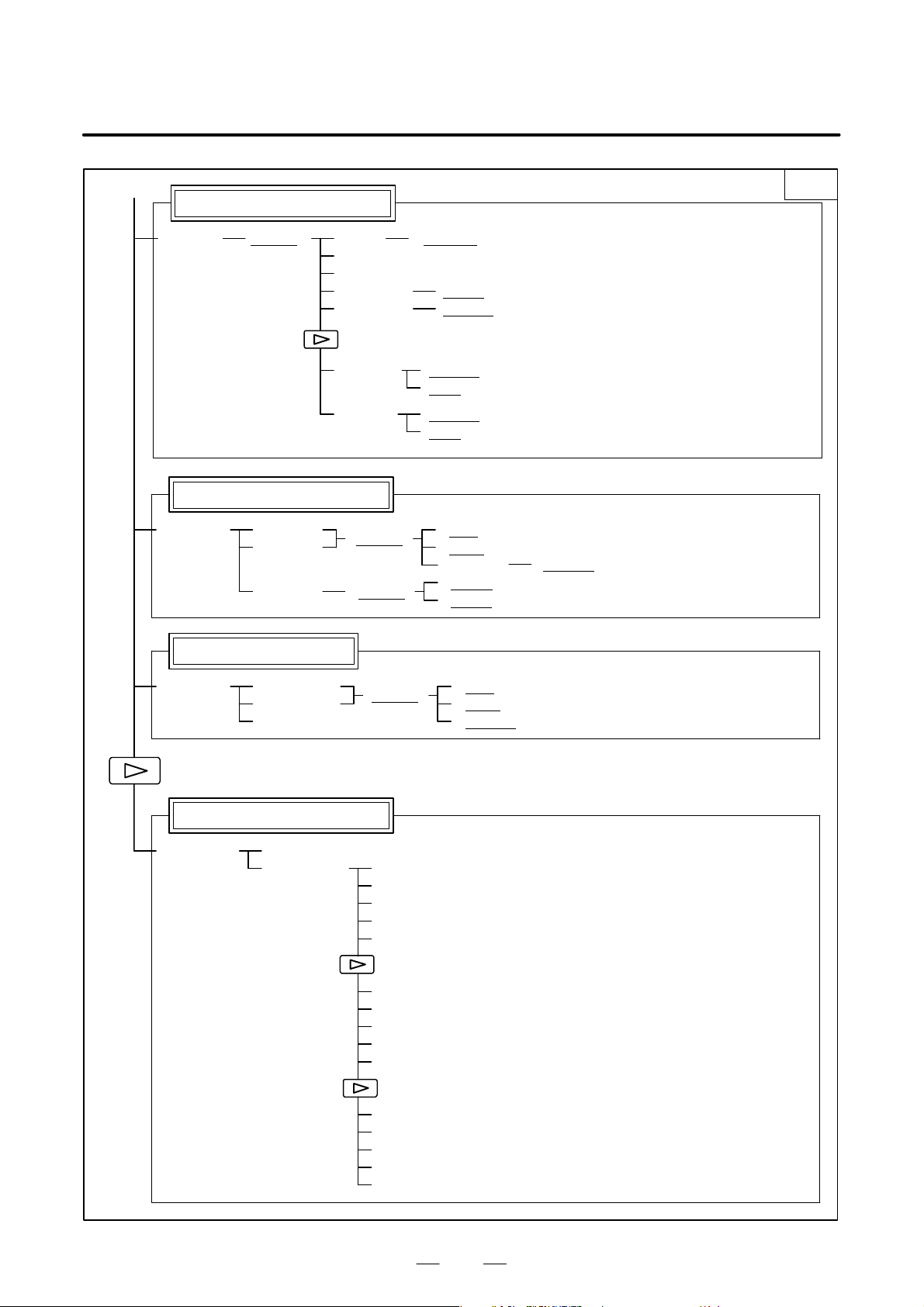
B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
(4)
Pantalla compensación error de paso
[PASO]
Pantalla parámetros servo
[SV−PRM]
[(OPRA)]
[SV.SET]
[SV.TUN]
[SV.TRC] [(OPRA)]
(No.)
[ON:1]
[OFF:0]
(Número)
(Número)
[LECTUR] [CANCEL]
[PERFOR]
[(OPRA)]
[BUSQNO]
[+ENTR]
[ENTRAD]
[EJEC]
[CANCEL]
[EJEC]
[ON:1]
[OFF:0]
(Número)
[TRACE]
[TRNSF]
3/3
[ENTRAD]
Pantalla parámetros husillo
[SP−PRM]
Pantalla diagnóstico por forma onda
[D ONDA]
[SP.SET]
[SP.TUN]
[SP.MON]
[P ONDA]
[G ONDA] [ARRANQ]
[(OPRA)]
[TIEM→]
[←TIEM]
[H−DOBL]
[H−MITD]
[ARRANQ]
[CH−1↑]
[CH−1↓]
[V−DOBL]
[V−MITA]
[ON:1]
[OFF:0]
[ENTRAD]
[ARRANQ]
[CH−2↑]
[CH−2↓]
[V−DOBL]
[V−MITA]
19
Page 43

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
PANTALLA MENSAJES
MESSAGE
Pantalla visualización alarmas
[ALARMA]
Pantalla visualización mensajes
[MENSAJ]
Pantalla histórico alarmas
[HISTRY]
PANTALLA AYUDA
[(OPRA)] [REPOS.]
Transición de teclas soft activada por tecla de función
Transición de teclas soft activada por tecla de función
MESSAGE
HELP
HELP
Pantalla detalles alarmas
[ALARMA]
Pantalla procedimiento
[OPERAT]
Pantalla tabla parámetros
[PARAM.]
[(OPRA)] [SELEC]
[(OPRA)] [SELEC]
20
Page 44
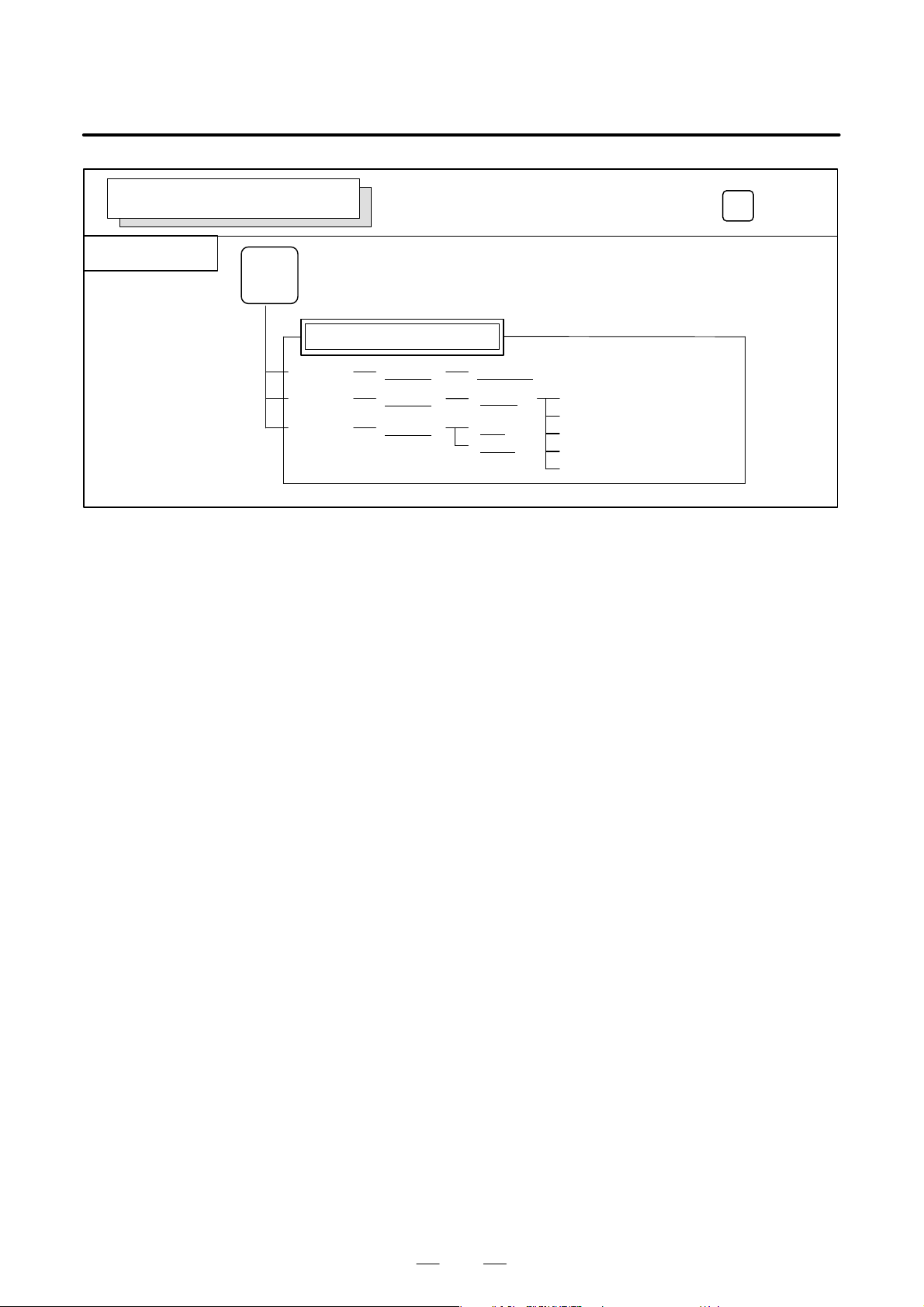
B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
PANTALLA GRAFICOS (serie T)
Gráficos trayectoria
herramienta
Modo 0
GRAPH
[PRM G.]
[GRAPH] [ZOOM]
[ZOOM]
Transición de teclas soft activada
por tecla de función
Gráficos trayectoria herramienta
[(OPRA)] [NORMAL]
[(OPRA)]
[(OPRA)]
[ACT]
[AL/BA]
GRAPH
[HEAD]
[BORRA]
[PROCES]
[EJEC]
[PARADA]
21
Page 45

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
PANTALLA GRAFICOS (serie M)
Gráficos trayectoria
herramienta
GRAPH
[PARAM.]
[EJEC] [AUTOM.]
[POS]
Gráficos sólidos
GRAPH
Transición de teclas soft activada por
tecla de función
Gráficos trayectoria herramienta
[(OPRA)]
[(OPRA)][ZOOM] [EJEC]
GRAPH
[ARRANQ]
[PARADA]
[RBOBIN]
[REPOS.]
[←]
[→]
[↑]
[↓]
Gráficos sólidos
[PARAM.]
[BAS] [NUEVO]
[PARAM.]
[(OPRA)]
[+ROT]
[−ROT]
[+INCL]
[−INCL]
[(OPRA)][EJEC] [AN IN]]
[AN FIN]
[PARADA]
[RBOBIN]
[(OPRA)][REVIS] [NUEVO]
[+ROT]
[−ROT]
[+INCL]
[−INCL]
[(OPRA)][3 PLN] [ ]
[←]
[→]
[↑]
[↓]
22
Page 46

B−63835SP/02
1.2
PANTALLA VISUALIZADA INMEDIATAMENTE DESPUES DE CONECTAR LA CORRIENTE
1. VISUALIZACION Y FUNCIONAMIENTO
1.2.1
Visualización estado ranuras
Pantalla estado ranuras
Se visualizan los tipos de PCB montadas en las ranuras.
Si se detecta una anomalía en el hardware o un montaje incorrecto,
se visualiza esta pantalla.
SLOT CONFIGURATION DISPLAY
0: 003E4000 0:
1: 30464202 1:
2: 00504303 2:
3: 3:
4: 4:
5: 5:
0 0
Número de ranura física (secundario)
ID de módulo de la PCB montada (*1)
Número de ranura física (primario)
*1) ID módulo de tarjetas de circuito impreso
∆ ∆
ID módulo
ID software
Número de ranura interno
Función de módulo (ID software)
Tipo de PCB (ID módulo)
ID Nombre
06 Placa de CPU principal de la serie 0i−B
07 Placa de CPU principal de la serie 0i−B
2E Placa servidor datos
CD Placa de comunicaciones serie/DNC2
AA Placa de interfaz HSSB
96 Placa Fast Ethernet
40 : CPU principal
5E : Interfaz HSSB (con PC)
23
Page 47

1. VISUALIZACION Y FUNCIONAMIENTO
1.2.2
Pantalla de configuración de módulos
1.2.3
Visualización de configuración del software
D4A1−01
COPYRIGHT FANUC LTD 2002−2002
SLOT 01 (3046) : END
SLOT 02 (0050) :
B−63835SP/02
END:
Configuración
terminada
En blanco:
Configuración
no terminada
ID módulo
Número de
ranura
D4A1−01
COPYRIGHT FANUC LTD 2002−2002
SERVO : 90B0−01
OMM : yyyy−yy
PMC : zzzz−zz
Software
control CNC
ROM servo
digital
Macro a
medida/
compilador
macros
PMC
24
Page 48

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
1.3
PANTALLA CONFIGURACIÓN SISTEMA
1.3.1
Método de visualización
1.3.2
Configuración de tarjetas de circuito impreso
Después de haber instalado correctamente el sistema, puede localizar las
placas de circuito impreso (PBC) instaladas y los softwares integrados en
la pantalla de configuración del sistema.
(1)Pulse la tecla
SYSTEM
.
(2)Pulse la tecla soft [SISTEM], tras lo cual se visualiza la pantalla de
configuración del sistema.
(3)La pantalla de configuración del sistema está formada por tres
pantallas y cada una de ellas puede seleccionarse mediante la tecla de
PAGE
página
PAGE
.
Pantalla
Serie de software del
módulo con CPU
SYSTEM CONFIG (SLOT) PAGE01
SLOT MODULE ID SERIES VERSION
00 3008 : 40 D4A1 0001
01 00CF : 66 B435 0001
Versión de software del módulo
con CPU
ID software (tipo)
ID módulo
No. ranura
(De 80 a 8F es
secundario)
25
Page 49

1. VISUALIZACION Y FUNCIONAMIENTO
ID módulo
CD Placa de comunicaciones serie/DNC2
AA Placa de interfaz HSSB
B−63835SP/02
ID Nombre
06 Placa de CPU principal de la serie 0i−B
07 Placa de CPU principal de la serie 0i−B
2E Placa servidor datos
96 Placa Fast Ethernet
ID software
1.3.3
Pantalla de configuración del software
40 : CPU principal
5E : Interfaz HSSB (con PC)
SYSTEM CONFIG (SOFTWARE) 01234 N12345
PAGE:02
SYSTEM D4A1 0001
BASIC+OPTION−A1
SERVO 90B0 0001
PMC(SYS) 406G 0001
406G 0001
PMC(LAD) FS16 0001
MACRO LIB BZG1 0001
MACRO APL AAAA BBBB
BOOT 60M5 0001
GRAPHIC−1 60V5 0001
GRAPHIC−2 60V6 0001
EMBED ETH 656A 0001
MEM **** *** *** 12:14:59
[ PARAM. ][ DIGNOS ][ PMC ][ SISTEM ][(OPRA)]
Tipo de software
Serie de software
Versión de software
Configuración
del software
Caracteres que
aparecen en
pantalla de título
PMC
Caracteres que
aparecen en compilador macros o
en CAP.
26
Page 50

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
1.3.4
Pantalla de configuración de alarmas
Configuración de los módulos visualizados en la PCB.
(1)
SYSTEM CONFIG (MODULE) 01234 N12345
PAGE:03
SLOT 00 MOTHER BOARD
AXIS CTRL CARD : 08
DISPLAY CTRL CARD : 0E
CPU CARD : 11
FROM DIMM : C7
SRAM DIMM : 05
DRAM DIMM : A9
PMC CPU : 01
MEM **** *** *** 12:14:59
[ PARAM. ][ DIGNOS ][ PMC ][ SISTEM ][(OPRA)]
(2)
(4)
(3)
Contenido visualizado
(1)Número de ranura (este número corresponde a la pantalla de
configuración de PCB)
(2)Tipo de PCB montada
(3)Nombre del módulo de PCB de tarjeta o DIMM
(4) ID de hardware de placa de circuito impreso (PCB) de tarjeta o módulo
DIMM montado
Véase “2.5.4 Placas de circuito impreso de la unidad de control” para
obtener la correspondencia entre cada ID de hardware y número de
plano.
PAGE
Al pulsar la tecla PAGE
PAGE
se visualiza la pantalla de
configuración del sistema de otras PCB.
1.3.5
Pantalla de
información ID
(pantalla de
información de
servo αi/pantalla
de información de
husillo αi )
Servo de la serie αi y husillo de la serie αi
Cuando el sistema de servo αi/husillo αi está conectado, puede
visualizarse en la pantalla del CNC la información ID que poseen los
componentes conectados motor, amplificador, módulo etc.) del servo
αi/husillo αi.
Véase a continuación para más detalles.
Pantalla de información de servo αi (capítulo 5 Servo digital)
Pantalla de información de husillo αi (capítulo 6 Husillo CA
(husillo serie))
27
Page 51

1. VISUALIZACION Y FUNCIONAMIENTO
1.4
PANTALLA DE HISTORICO DE ALARMAS
1.4.1
Pantalla de histórico de alarmas
B−63835SP/02
1.4.1.1
Generalidades
1.4.1.2
Visualización en pantalla
Se registran las alarmas generadas en el CN. Se registran las últimas
25 alarmas generadas. Se borran las alarmas número 26 y anteriores.
(1)Pulse la tecla
MESSAGE
.
(2)Pulse la tecla soft [HISTRY] , tras lo cual se visualizará una pantalla
de histórico de alarmas.
PAGE
(3)Las demás páginas se visualizan mediante la tecla
ALARM HISTORY O1234 N12345
02/04/18 20:56:26
506 OVERTRAVEL : +X
02/04/18 19:58:11
000 TURN OFF POWER
02/04/18 19:52:45
000 TURN OFF POWER
02/04/18 19:48:43
300 APC ALARM : X−AXIS ZERO RETURN REQUEST
02/04/18 18:10:10
507 OVERTRAVEL : +B
PAGE
o
.
1.4.1.3
Borrado del histórico de alarmas
[ ALARMA ][ MENSAJ ][ HISTRY ][ ][(OPRA)]
(1)Pulse la tecla soft [(OPRA)].
(2)Pulse la tecla soft [(REPOS.], tras lo cual se borra el histórico de
alarmas.
28
Page 52

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
1.4.1.4
Visualización de alarmas
3112
[Tipo de datos] Bit
#3 (EAH) La función de histórico de alarmas:
1.4.2
Histórico de alarmas del sistema
Cuando se activa una alarma externa (No. 1000 hasta 1999) o una alarma
de macro (No. 3000 hasta 3999), la función de histórico de alarmas puede
registrar tanto el número de alarma como el mensaje de alarma, si así se
especifica en el parámetro que se muestra a continuación. Si no se define
el registro del mensaje o no se introduce ningún mensaje, se visualiza sólo
una alarma externa o una alarma de macro.
#7
#6 #5 #4 #3
EAH
#2 #1 #0
0 : No registra los mensajes enviados con alarmas externas o alarmas de
macro.
1 : Registra los mensajes enviados con alarmas externas o alarmas de
macro.
1.4.2.1
Generalidades
Se almacenan hasta tres alarmas del sistema activadas en el pasado y
puede mostrarse información sobre tales alarmas en la pantalla de
histórico de alarmas del sistema.
SYSTEM ALARM HISTORY O1234 N12345
1 2002−03−13 12:13:19
930 CPU INTERRUPT
2 2002−03−11 07:23:07
900 ROM PARITY
3 2002−02−27
973 NON MASK INTERRUPT
EDIT **** *** *** 08:20:52
[ ][ ][ NMIHIS ][ ][ ]
29
Page 53

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
1.4.2.2
Pantalla de histórico de alarmas del sistema (pantalla de lista de histórico)
Procedimiento
Configurando a 1 el bit 2 (NMH) del parámetro No. 3103 puede
visualizarse información sobre un máximo de tres alarmas del sistema,
incluida la última. La información sobre la última alarma del sistema se
muestra en la parte superior de la lista y cualquier dato que aparezca más
abajo de la lista corresponde a una alarma más antigua.
1 Configure a 1 el bit 2 (NMH) del parámetro No. 3103.
2 Pulse la tecla de función <MESSAGE>.
3 Pulse la tecla soft de selección de capítulo [NMIHIS].
Se visualiza la siguiente información:
1. Fecha y hora de ocurrencia de una alarma del sistema
2. Número de alarma del sistema
3. Mensaje de alarma del sistema (para algunas alarmas del
sistema no se visualiza ningún mensaje).
SYSTEM ALARM HISTORY O1234 N12345
1 2002−03−13 12:13:19
930 CPU INTERRUPT
2 2002−03−11 07:23:07
900 ROM PARITY
3 2002−02−27
973 NON MASK INTERRUPT
Tecla soft [SELEC]
EDIT **** *** *** 08:20:52
[ ][ ][ NMIHIS ][ ][ ]
[ SELEC ][ RETORN][ REPOS. ][ ][ ]
Esta tecla soft muestra los detalles de una alarma del sistema.
Procedimiento
1 Pulse la tecla [(OPRA)] en la pantalla de configuración del sistema.
2 Mediante las teclas de cursor
PAGE
PAGE
, desplace el cursor al número
de alarma del sistema cuyos detalles desee visualizar.
3 Pulse la tecla soft [SELEC].
4 Se visualizan los detalles de la alarma del sistema seleccionada.
30
Page 54

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
Tecla soft [REPOS.]
Tecla soft [RETORN]
Esta tecla soft borra toda la información almacenada de alarmas de
sistema.
Cuando el bit 4 (OPC) del parámetro No. 3110 vale 1, se visualiza esta
tecla soft. Cuando el bit 4 (OPC) del parámetro No. 3110 vale 0 no se
visualiza esta tecla soft.
Procedimiento
1 Configure a 1 el bit 4 (OPC) del parámetro No. 3110.
2 Pulse la tecla soft [(OPRA)] de la pantalla de configuración del
sistema.
3 Pulse la tecla soft [REPOS.].
4 Se borra la información sobre las tres alarmas del sistema
almacenadas.
Al pulsar la tecla soft [RETORN] mientras se visualiza la pantalla de
histórico de alarmas del sistema (pantalla de detalles), vuelve a aparecer
la pantalla del listado de alarmas del sistema.
31
Page 55

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
1.4.2.3
Pantalla de histórico de alarmas del sistema (pantalla de detalles)
La pantalla de histórico del sistema (pantalla de detalles) muestra datos
informativos como registros y pilas afectados cuando se activa una alarma
del sistema.
Se visualizan los siguientes datos:
1. Fecha y hora de ocurrencia de una alarma del sistema
2. Número de alarma del sistema
3. Mensaje de alarma del sistema (para algunas alarmas del sistema
no se visualiza ningún mensaje).
4. Serie y edición de ocurrencia de alarma del sistema
5. Número de páginas visualizadas
6. Registro de uso general, registro de índice de puntero, registro de
segmento, registro de tarea, registro de LDT, registro de flag,
origen de interrupción, código de error, dirección de error
7. Contenido de las pilas (hasta 32 pilas)
8. Contenido de las pilas de nivel de privilegio 3 (hasta 48 pilas)
9. Información sobre interrupción NMI
Puede moverse por los distintos datos informativos de 6 a 9 con las teclas
PAGE
de página
PAGE
.
Al pulsar la tecla [RETORN], vuelve a visualizarse la pantalla del listado
de histórico de alarmas.
SYSTEM ALARM HISTORY O1234 N12345
2 2002−03−11 07:23:07 BDH1−01(1/4)
973 NON MASK INTERRUPT
EAX EBX ECX EDX
00000000 00930063 000003E0 00000040
ESI EDI EBP ESP
00000010 009404E0 0000FFB4 0000FFDC
SS DS ES FS GS TR LDTR
06D8 0338 0248 0440 0338 0628 0028
EFLAGS VECT ERRC ERROR−ADDRESS
00003046 FFFF 0000 03E0:000009BC
EDIT **** *** *** 08:20:52
[ SELEC ][ RETORN ][ REPOS. ][ ][ ]
(Pantalla 1 de visualización de detalles)
32
Page 56

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
SYSTEM ALARM HISTORY O1234 N12345
2 2002−03−11 07:23:07 BDH1−01(2/4)
973 NON MASK INTERRUPT
STACK (PL0)
3646 0338 7CBA 0001 0958 FFF8 0068 0063
0346 0000 0000 02BC 08F8 52F1 2438 0338
0580 0440 0580 001F 03C0 0214 0780 0FFF
0000 0000 0000 0000 0000 0000 0000 0000
EDIT **** *** *** 08:20:52
[ SELEC ][ RETORN ][ REPOS. ][ ][ ]
(Pantalla 2 de visualización de detalles)
SYSTEM ALARM HISTORY O1234 N12345
2 2002−03−11 07:23:07 BDH1−01(3/4)
973 NON MASK INTERRUPT
STACK!(PL3)
SS:ESP3 =0804:00007C50
CS:EIP =1350:00001234
1008 1408 0001 0002 0003 0004 1008 FFE4
1008 3678 00FA 0024 0000 0000 0000 0000
0000 0000 0000 0000 0000 0000 0000 0000
0000 0000 0000 0000 0000 0000 0000 0000
0000 0000 0000 0000 0000 0000 0000 0000
0000 0000 0000 0000 0000 0000 0000 0000
EDIT **** *** *** 08:20:52
[ SELEC ][ RETORN ][ REPOS. ][ ][ ]
(Pantalla 3 de visualización de detalles)
SYSTEM ALARM HISTORY O1234 N12345
2 2002−03−11 07:23:07 BDH1−01(4/4)
973 NON MASK INTERRUPT
NMIC
00000000 00000000 00000000 00000000
SVL
11111111 11111111
SVR
11111111 11111111 11111111 11111111
11111111 11111111 11111111 11111111
ADRS
007F0000
EDIT **** *** *** 08:20:52
[ SELEC ][ RETORN ][ REPOS. ][ ][ ]
(Pantalla 4 de visualización de detalles)
33
Page 57

1. VISUALIZACION Y FUNCIONAMIENTO
PRECAUCION
1 En el caso de una NMI en una placa distinta de la principal,
B−63835SP/02
se visualizan los registros de la pantalla 1 de visualización de
detalles y el contenido de las pantallas 2 y 3 de visualización
de detalles.
SYSTEM ALARM HISTORY O1234 N12345
2 2002−03−11 07:23:07 BDH1−01(1/1)
972 NMI OCUURRED IN OTHER MODULE
SLOT> 02
<1> <2>
EDIT **** *** *** 08:20:52
[ SELEC ][ RETORN ][ REPOS. ][ ][ ]
0080415F
(Pantalla 5 de visualización de detalles)
<1> Número de ranura en que ha ocurrido la NMI
<2> Dirección de mensaje definida con la ranura de ocurrencia NMI
(dirección de cadena)
SYSTEM ALARM HISTORY O1234 N12345
2 2002−03−11 07:23:07 BDH1−01(1/1)
900 ROM PARITY
00000000 00000000
<1>
EDIT **** *** *** 08:20:52
[ SELEC ][ RETORN ][ REPOS. ][ ][ ]
(Pantalla 6 de visualización de detalles)
34
Page 58

B−63835SP/02
1.4.2.4
Parámetro
#7
3103
[Tipo de datos] Bit
NMH La pantalla de histórico de alarmas del sistema:
0 : No se visualiza.
1 : Se visualiza.
1. VISUALIZACION Y FUNCIONAMIENTO
<1> Causa de error de paridad de ROM
ROM básica 2F(h). . . . . . . . . . . . . . . . . . . . . . . .
(De 800000 a 97FFFF)
ROM adicional 40(h). . . . . . . . . . . . . . . . . . . . . .
(De A00000 a A3FFFF)
ROM OMM 80(h). . . . . . . . . . . . . . . . . . . . . . .
ROM servo 100(h). . . . . . . . . . . . . . . . . . . . . . . . .
ROM MMC integrada 200(h). . . . . . . . . . . . . . . .
Pantalla personalizada en línea 400(h). . . . . . . . .
#6 #5 #4 #3 #2
NMH
#1 #0
#7
3110
[Tipo de datos] Bit
OPC En la pantalla de histórico de operaciones, la tecla soft [REPOS.]:
0 : No está habilitada.
1 : Está habilitada.
#6 #5 #4
OPC
#3 #2 #1 #0
35
Page 59

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
1.5
REGISTRO DE MENSAJES DE OPERADOR EXTERNOS
1.5.1
Visualización en pantalla
Esta función permite grabar mensajes externos de operador en forma de
registro.
El registro puede visualizarse en la pantalla de histórico de mensajes
externos para operador.
(1)Pulse la tecla de función
(2)Pulse la tecla soft del extremo derecho
MESSAGE
.
.
(3)Pulse la tecla soft [HISTOR].
(4)Para visualizar la pantalla anterior o siguiente, pulse la tecla
PAGE
o
PAGE
MESSAGE HISTORY O1234 N12345
02/04/01 17:25:00 PAGE : 1
No. ****
.
→Fecha,
hora y
página
→No.
mensaje
1.5.2
Borrado de registro externo de mensajes de operador
Up to 255 characters
MEM STRT MTN FIN ALM 17:25:00
[ ][ HISTOR ][ ][ ][ ]
Zona de
visuali−
zación
(1)El mensaje externo para operador registrado puede borrarse
configurando a 1 el bit MMC (bit 0 del parámetro 3113).
Al pulsar la tecla soft [REPOS.] se borran todos los registros de
mensajes externos para operador.
(2)Los bits MS1 y MS0 (bits 7 y 6 del parámetro 3113) especifican el
número de registros que se han de visualizar en la pantalla de histórico
de mensajes externos para operador. Cuando se modifiquen estos bits,
se borrarán todos los registros de mensajes externos para operador
conservados hasta entonces.
36
Page 60

B−63835SP/02
1.5.3
Parámetros
1. VISUALIZACION Y FUNCIONAMIENTO
#7
MS13113
#6
MS0
#5 #4 #3 #2 #1 #0
MHC
#0 (MHC) Los registros de un mensaje externo para operador:
0 : No pueden borrarse.
1 : Pueden borrarse.
#6, #7 (MS0,MS1) Estos bits definen el número de caracteres que se han de conservar en cada
registro de mensaje externo para operador, al igual que el número de
registros, como se muestran en la tabla siguiente:
MS1 MS0 Número de
caracteres en cada
registro
0 0 255 8
0 1 200 10
1 0 100 18
1 1 50 32
Número de registros
* Puede especificarse un mensaje externo para operador de hasta 255
caracteres. La combinación del bit MS1 y del bit MS0 (bits 7 y 6 del
parámetro No. 3113) selecciona el número de registros limitando el
número de caracteres que se han de conservar como registro de
mensaje externo para operador.
#7
3112
#6 #5 #4 #3 #2
OMH
#1 #0
#2 (OMH) La pantalla de histórico de mensajes externos para operador:
0 : No se visualiza.
1 : Se visualiza.
1.5.4
Notas
NOTA
Después de configurar este parámetro, desconecte
brevemente la alimentación eléctrica y luego vuelva a
conectarla.
Cuando se especifica el número de mensaje externo para operador, el
sistema comienza a actualizar los registros del mensaje especificado.
El sistema continúa realizando la actualización hasta que se especifica
otro mensaje externo para operador o hasta que se especifica otra
instrucción para borrar los registros del mensaje externo para operador.
37
Page 61

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
1.6
HISTORICO DE OPERACIONES
1.6.1
Configuración de parámetros
[Tipo de datos] Bit
Esta función muestra las activaciones de teclas y señales realizadas por
el operador al producirse un fallo o al activarse una alarma, junto con las
correspondientes alarmas.
Esta función registra los siguientes datos:
(1)Operaciones de entrada realizadas por el operador con el teclado en
modo MDI
(2)Cambios de estado (ON/OFF) de las señales de entrada y salida
(sólo señales seleccionadas)
(3)Detalles de alarmas
(4)Sello de tiempo (fecha y hora)
#7
OHS3106
#6 #5 #4
OPH
#3 #2 #1 #0
(OPH) La pantalla de histórico de operaciones:
0 : No se visualiza.
1 : Se visualiza.
(OHS) El histórico de operaciones:
0 : Se muestrea.
1 : No se muestrea.
3122 Intervalo en el cual se registra el tiempo de reloj en el histórico de operaciones
[Tipo datos] Palabra
[Unidades de datos] Minutos
[Margen valores permitidos] 0 a 1439
La hora de reloj se registra a intervalos especificados en el histórico de
operaciones. Si como intervalo se define 0, se suponen 10 minutos.
El tiempo se registra sólo si los datos se registran dentro del período
correspondiente.
#7
3206
#6 #5 #4
[Tipo de datos] Bit
PHS La configuración y visualización en la pantalla de selección de señal de
histórico de operaciones y los parámetros (de No. 12801 a No. 128900):
0 : No están vinculados.
1 : Están vinculados.
#3 #2 #1 #0
PHS
38
Page 62

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
12801 Número tabla símbolos señales para seleccionar una señal histórico operaciones (01)
12802 Número tabla símbolos señales para seleccionar una señal histórico operaciones (02)
12803 Número tabla símbolos señales para seleccionar una señal histórico operaciones (03)
12804 Número tabla símbolos señales para seleccionar una señal histórico operaciones (04)
12805 Número tabla símbolos señales para seleccionar una señal histórico operaciones (05)
12806 Número tabla símbolos señales para seleccionar una señal histórico operaciones (06)
12807 Número tabla símbolos señales para seleccionar una señal histórico operaciones (07)
12808 Número tabla símbolos señales para seleccionar una señal histórico operaciones (08)
12809 Número tabla símbolos señales para seleccionar una señal histórico operaciones (09)
12810 Número tabla símbolos señales para seleccionar una señal histórico operaciones (10)
12811 Número tabla símbolos señales para seleccionar una señal histórico operaciones (11)
12812 Número tabla símbolos señales para seleccionar una señal histórico operaciones (12)
12813 Número tabla símbolos señales para seleccionar una señal histórico operaciones (13)
12814 Número tabla símbolos señales para seleccionar una señal histórico operaciones (14)
12815 Número tabla símbolos señales para seleccionar una señal histórico operaciones (15)
12816 Número tabla símbolos señales para seleccionar una señal histórico operaciones (16)
12817 Número tabla símbolos señales para seleccionar una señal histórico operaciones (17)
12818 Número tabla símbolos señales para seleccionar una señal histórico operaciones (18)
12819 Número tabla símbolos señales para seleccionar una señal histórico operaciones (19)
12820 Número tabla símbolos señales para seleccionar una señal histórico operaciones (20)
[Tipo de datos] Byte
[Margen valores permitidos] 1 a 10
Defina el número de la tabla de símbolos incluida una señal cuyo histórico
de operaciones se desee registrar para el canal de histórico de operaciones
(01) al (20) de la siguiente manera:
1 : G0 a G255
2 : G1000 a G1255
3 : F0 a F255
4 : F1000 a F1255
5 : Y0 a Y127
6 : X0 a X127
9 : G2000 a G2255
10 : F2000 a F2255
39
Page 63

1. VISUALIZACION Y FUNCIONAMIENTO
12841 Número de la señal seleccionada como señal de histórico de operaciones (01)
12842 Número de la señal seleccionada como señal de histórico de operaciones (02)
12843 Número de la señal seleccionada como señal de histórico de operaciones (03)
12844 Número de la señal seleccionada como señal de histórico de operaciones (04)
12845 Número de la señal seleccionada como señal de histórico de operaciones (05)
12846 Número de la señal seleccionada como señal de histórico de operaciones (06)
12847 Número de la señal seleccionada como señal de histórico de operaciones (07)
12848 Número de la señal seleccionada como señal de histórico de operaciones (08)
12849 Número de la señal seleccionada como señal de histórico de operaciones (09)
12850 Número de la señal seleccionada como señal de histórico de operaciones (10)
12851 Número de la señal seleccionada como señal de histórico de operaciones (11)
12852 Número de la señal seleccionada como señal de histórico de operaciones (12)
B−63835SP/02
12853 Número de la señal seleccionada como señal de histórico de operaciones (13)
12854 Número de la señal seleccionada como señal de histórico de operaciones (14)
12855 Número de la señal seleccionada como señal de histórico de operaciones (15)
12856 Número de la señal seleccionada como señal de histórico de operaciones (16)
12857 Número de la señal seleccionada como señal de histórico de operaciones (17)
12858 Número de la señal seleccionada como señal de histórico de operaciones (18)
12859 Número de la señal seleccionada como señal de histórico de operaciones (19)
12860 Número de la señal seleccionada como señal de histórico de operaciones (20)
[Tipo datos] Palabra
[Margen valores permitidos] 0 a 255
Defina el número de una señal cuyo histórico de operaciones se desee
registrar para el canal de histórico de operaciones (01) al (20)
introduciendo un valor entre 0 y 255.
40
Page 64

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
#7
RB712881
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (01)
#7
RB712882
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (02)
#7
RB712883
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (03)
#7
RB712884
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (04)
#7
RB712885
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (05)
#7
RB712886
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (06)
#7
RB712887
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
#0
RB0
#0
RB0
#0
RB0
#0
RB0
#0
RB0
#0
RB0
#0
RB0
Valores de bits de registro histórico para señal de histórico de operaciones (07)
#7
RB712888
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (08)
#7
RB712889
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (09)
#7
RB712890
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (10)
#7
RB712891
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (11)
#7
RB712892
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (12)
#7
RB712893
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (13)
#7
RB712894
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
#0
RB0
#0
RB0
#0
RB0
#0
RB0
#0
RB0
#0
RB0
#0
RB0
Valores de bits de registro histórico para señal de histórico de operaciones (14)
#7
RB712895
#6
RB6
#5
RB5
#4
RB4
#3
RB3
#2
RB2
#1
RB1
Valores de bits de registro histórico para señal de histórico de operaciones (15)
41
#0
RB0
Page 65

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
#7
RB712896
Valores de bits de registro histórico para señal de histórico de operaciones (16)
#7
RB712897
Valores de bits de registro histórico para señal de histórico de operaciones (17)
#7
RB712898
Valores de bits de registro histórico para señal de histórico de operaciones (18)
#7
RB712899
Valores de bits de registro histórico para señal de histórico de operaciones (19)
#7
RB712900
Valores de bits de registro histórico para señal de histórico de operaciones (20)
#6
RB6
#6
RB6
#6
RB6
#6
RB6
#6
RB6
#5
RB5
#5
RB5
#5
RB5
#5
RB5
#5
RB5
#4
RB4
#4
RB4
#4
RB4
#4
RB4
#4
RB4
#3
RB3
#3
RB3
#3
RB3
#3
RB3
#3
RB3
#2
RB2
#2
RB2
#2
RB2
#2
RB2
#2
RB2
#1
RB1
#1
RB1
#1
RB1
#1
RB1
#1
RB1
#0
RB0
#0
RB0
#0
RB0
#0
RB0
#0
RB0
[Tipo de datos] Bit
De RB7 a RB0 Para la señal definida en el canal (01) al (20) cuyo histórico de operaciones
se desee registrar:
0 : No se registra el histórico de cada bit. (No se registra el histórico de
este bit.)
1 : Se registra el histórico de cada bit. (Se registra el histórico de este bit.)
42
Page 66

B−63835SP/02
1.6.2
Visualización en pantalla
1. VISUALIZACION Y FUNCIONAMIENTO
Visualización del
histórico de operaciones
(1) Pulse la tecla de función
(2)Pulse la tecla de siguiente menú [
SYSTEM
.
]. Se visualiza la tecla soft
[HISTOR] (HISTORICO EVENTOS).
(3)Pulse dos veces la tecla soft [HISTOR]. Se visualiza la pantalla de
histórico de operaciones.
HISTORICO EVENTOS O1234 N12345
Page : 123
No.DATA No.DATA No.DATA
01 01/06/03 11 F0000.7↑ 21 F0001.0↓
02 08:40:00 12 F0000.5↑ 22 <POS>
03 <DELETE> 13 F0001.0↑ 23 <PROG>
04 F0000.6↑ 14 F0000.5↓ 24 <RESET>
05 MEM 15 P/S0010 25 EDIT
06 G0009.0↑ 16 02/06/03 26 O
07 G0009.1↑ 17 09:27:49 27 1
08 G0009.2↑ 18 <PROG> 28 2
09 ST↑ 19 <RESET> 29 3
10 ST↓ 20 F0000.7↓ 30 4
EDIT **** *** *** 08:20:52
[ ARRIB ][ FONDO ][ ][ ][BUS PG]
En la pantalla de histórico de operaciones, las teclas soft están
configuradas de la siguiente manera:
][PARAM. ] [DGNOS] [PMC] [SYSTEM] [(OPE)] [ ]
⇒ [
pulsar
] [W.DGNS] [ ] [ ] [HISTOR] [(OPE)][ ]
[
pulsar
][HISTOR ] [SG−SEL] [ ] [ ] [(OPE)] [ ]
[
pulsar
[
] [ ARRIB ] [FONDO] [ ] [ ][BUS PG] [ ]
(4) Para visualizar la siguiente parte del histórico de operaciones, pulse la
tecla de página abajo
PAGE
. Al hacerlo, aparecerá la página siguiente.
Para visualizar la interfaz entre dos páginas, pulse la tecla de cursor
o . La pantalla avanza una fila. En una pantalla CRT de
14 pulgadas, al pulsar la tecla de cursor, la pantalla avanza media
página.
43
Page 67

1. VISUALIZACION Y FUNCIONAMIENTO
Pueden utilizarse también estas teclas soft:
Ejemplo) Al introducir 50 y luego pulsar la tecla [BUS PG], se
Datos visualizados en la pantalla de histórico de operaciones
(1)Teclas MDI
Las teclas de dirección y numéricas se visualizan después de un solo
espacio.
Las teclas soft se visualizan entre corchetes ([]).
Otras teclas (RESET/INPUT, por ejemplo) se visualizan entre signos
menor y mayor que respectivamente (<>).
Una tecla pulsada al conectar la corriente se visualiza en vídeo inverso.
Para control de dos trayectorias, las operaciones de la trayectoria 2 se
visualizan de idéntica manera, pero precedidas por S_.
1) Tecla de función: <POS>, <PROG>, <OFFSET>, etc.
2) Tecla de dirección/numérica: A a Z, 0 a 9, ; (EOB), +, −, (, etc.
3) Tecla de página/cursor: <PAGE↑>, <CUR↓>, <CUR←>
4) Tecla soft: [SF1], [SF2], etc.
5) Otra tecla: <RESET>, <CAN>, etc.
6) Tecla pulsada al conectar la corriente:
(2)Señales de entrada y salida
B−63835SP/02
1) Al pulsar la tecla soft [ARRIB], se visualiza la primera página
(datos más antiguos).
2) Al pulsar la tecla soft [FONDO], se visualiza la última página
(datos más recientes).
3) Al pulsar la tecla soft [BUS PG], se visualiza la página
especificada.
visualiza la página 50.
<RESET>
Las señales generales se visualizan en el siguiente
formato:
G 0 0 0 0 . 7 =
La marca ↑ indica que la señal está activada.
La marca ↓ indica que la señal está desactivada.
Indica el bit.
Indica la dirección.
Algunas señales están indicadas por sus nombres de símbolo.
SBK = (Indica que está activado el modificador de modo bloque a
bloque.)
44
Page 68

B−63835SP/02
Nombre
Nombre
1. VISUALIZACION Y FUNCIONAMIENTO
Las señales de selección de modo y las señales de sobrecontrol de avance
rápido se visualizan como se indica a continuación:
Señal entrada
MD1 ND2 MD4 REF DNC1
0 0 0 0 0 MDI
1 0 0 0 0 MEM
1 0 0 0 1 RMT
0 1 0 0 0 NOMODE
1 1 0 0 0 EDT
0 0 1 0 0 H/INC
1 0 1 0 0 JOG
1 0 1 1 0 REF
0 1 1 0 0 TJOG
1 1 1 0 0 THND
Señal entrada
ROV1 ROV2
0 0 R100%
visualizado
visualizado
1 0 R50%
0 1 R25%
1 1 RF0%
(3)Alarmas de CN
Las alarmas de CN se visualizan en vídeo inverso.
Las alarmas P/S, alarmas del sistema y alarmas externas se visualizan
junto con sus números.
Para otros tipos de alarmas, se visualiza únicamente el tipo de alarma.
(No se visualizan detalles.)
Para control de dos trayectorias, las operaciones de la trayectoria 2 se
visualizan de idéntica manera, pero precedidas por S_.
Ejemplo)
P/S0050, SV_ALM, S_APC_ALM
(4)Sello de tiempo (fecha y hora)
Se registran los siguientes datos de tiempo (fecha y hora):
1) Fecha y hora de la conexión
2) Fecha y hora de la desconexión
3) Fecha y hora en que se produce una alarma de CN
4) El tiempo de reloj se registra a intervalos predeterminados, junto
con cada nuevo día del calendario.
45
Page 69

1. VISUALIZACION Y FUNCIONAMIENTO
1) El instante de conexión se visualiza como se muestra a
2) El instante de desconexión y el instante en que se produce una
3) A intervalos predeterminados, la hora del reloj se visualiza en
B−63835SP/02
continuación:
01.02.20 ==== Año/mes/día
09:15:30 ==== Horas:minutos:segundos
alarma de CN se visualizan en vídeo inverso.
02/01/20 ==== Año/mes/día
09:15:30 ==== Horas:minutos:segundos
Si se produce una alarma en el sistema, no se registran ni la fecha
ni la hora.
vídeo inverso. Defina el intervalo en minutos en el parámetro
número 3122. Si este parámetro se configura al valor 0, el tiempo
se superpone a intervalos de 10 minutos.
09:15:30 ==== Horas:minutos:segundos
Cada nuevo día natural se visualiza en vídeo inverso.
02/01/20 ==== Año/mes/día
Señal de entrada o señal
de salida que debe
registrarse en el
histórico de operaciones
PRECAUCION
1 La hora del reloj se registra para un intervalo especificado
sólo cuando hay datos almacenados dentro de dicho
intervalo.
2 Si se activa una alarma del sistema, para indicación de la
desconexión de la corriente se utiliza la hora de ocurrencia
de la alarma del sistema.
(1)P ulse la tecla de función
(2)Pulse la tecla de siguiente menú [
SYSTEM
.
]. Se visualiza la tecla soft
[HISTOR] (histórico de operaciones).
(3)Puse la tecla soft [HISTOR] y luego pulse la tecla soft [SG−SEL]. Se
visualiza la pantalla de selección de señal de histórico de operaciones.
OP_HIS SIGNAL SELECT O1000 N02000
No. ADDRES SIGNAL No. ADDRES SIGNAL
01 X0000 00001000 11 G0000 00000001
02 X0004 10000000 12 G0004 00000011
03 X0008 00001100 13 G0008 00000111
04 X0009 00111000 14 G0003 00001111
05 X0012 00001111 15 G0043 01100000
06 Y0000 01000000 16 ********
07 Y0004 00110000 17 ********
08 Y0007 00011100 18 ********
09 Y0008 00011100 19 ********
10 Y0010 00011100 20 ********
>
EDIT **** *** * * * 00:00:00
[HISTOR] [SEL SG] [ ] [ ] [ (OPE) ]
46
Page 70

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
1.6.3
Configuración de la señal de entrada o señal de salida que debe registrarse en el histórico de operaciones
(1) En la pantalla de selección de señal de histórico de operaciones, pulse
la tecla soft [(OPE)].
OP_HIS SIGNAL SELECT O1000 N02000
No. ADDRES SIGNAL No. ADDRES SIGNAL
01 G0004 00000010 11 ********
02 ******** 12 ********
03 ******** 13 ********
04 ******** 14 ********
05 ******** 15 ********
06 ******** 16 ********
07 ******** 17 ********
08 ******** 18 ********
09 ******** 19 ********
10 ******** 20 ********
>
EDIT **** *** *** *** 00:00:00
[ BORR T ][ ELIMI ][ ON:1 ][ OFF:0 ][ ]
(2)Pulse la tecla de cursor o para desplazar el cursor a la
posición deseada.
(3)Teclee un tipo de señal (X, G, F, o Y) y una dirección, y luego pulse
EN-
la tecla
TRAD
.
Ejemplo)G0004
ENTRAD
La dirección de señal G0004 se introduce en la columna ADDRES.
La posición correspondiente de la columna SIGNAL se inicializa al valor
000000000.
(4)Seleccione el bit que desee registrar.
Para seleccionar todos los bits de la dirección de señal especificada,
pulse la tecla soft [ON:1] mientras el cursor está posicionado en
00000000 .
Para seleccionar un bit concreto, coloque el cursor en dicho bit
pulsando la tecla de cursor
o , y luego pulse la tecla soft
[ON:1]. Para cancelar una selección realizada pulsando la tecla soft
[ON:1] o anular una señal previamente seleccionada, pulse la tecla
soft [OFF:0].
(5)Con esta selección de señal pueden especificarse hasta 20 caracteres.
Estas direcciones no siempre tienen que especificarse en posiciones
consecutivas comenzando a partir de la No.1.
(6) Al pulsar las teclas soft [BORR T] y [EJEC] se borran todos los datos.
Si por error se pulsa la tecla [BORR T] , puede anularse pulsando la
tecla [CANCEL].
47
Page 71

1. VISUALIZACION Y FUNCIONAMIENTO
(7)Para borrar una dirección de señal seleccionada, coloque el cursor en
la correspondiente posición y luego pulse las teclas soft [ELIMI] y
[EJEC]. En la columna SIGNAL, en lugar de los datos borrados se
visualiza ******** . En la columna ADDRES, se borra la
correspondiente posición.
Si por error se pulsa la tecla [ELIMI] , puede anularse pulsando la
tecla [CANCEL].
(8) Al pulsar la tecla de menú de retorno [
soft [HISTOR] (OPE).
B−63835SP/02
], vuelve a visualizarse la tecla
Configuración basada en
parámetros
Señales de entrada y
señales de salida que se
han de registrar en el
histórico
Al configurar el bit 4 (PHS) del parámetro No. 3206, la configuración y
visualización en la pantalla de selección de señal de histórico de
operaciones puede vincularse con el parámetro No. 12801 al No. 12900.
Mediante esta vinculación, pueden realizarse la entrada y salida de
información de configuración relativa a las señales de entrada y salida
sujetas a procesamiento de histórico de operaciones de la misma manera
que con parámetros ordinarios.
NOTA
1 Una cruz (×) indica que no se registrará la señal. Además,
tampoco se registrará ninguna señal para la cual no se haya
especificado una dirección.
2 Un círculo () indica que la señal puede registrarse.
3 Una señal indicada por su nombre de símbolo también
aparecerá mostrada por su nombre de símbolo.
48
Page 72

B−63835SP/02
hasta
hasta
1. VISUALIZACION Y FUNCIONAMIENTO
1. Direcciones M/T
MT→PMC
#7
X000
X127
#6
#5
#4
#3
#2
#1
#0
PMC→CNC
#7
G000
G003
G004 FIN
G005 TFIN SFIN MFIN
G006 *ABS SRN
RLSOTG007 EXLM *FLUP ST STLK
#6
#5
#4
#3
#2
#1
#0
hasta
hasta
ERSG008 RRW *SP *ESP *IT
G009
G013
G014
G015
G018
RTG019
49
Page 73

1. VISUALIZACION Y FUNCIONAMIENTO
#7 #6 #5 #4 #3 #2 #1 #0
G020
hasta
G042
G043 × × ×
G044 MLK BDT1
BDT9G045 BDT8 BDT7 BDT6 BDT5 BDT4 BDT3 BDT2
DRNG046 KEY4 KEY3 KEY2 KEY1 SBK
G047
hasta
G060
G061 RGTA
B−63835SP/02
hasta
hasta
G062
G099
+J8G100 +J7 +J6 +J5 +J4 +J3 +J2 +J1
G101
−J8G102 −J7 −J6 −J5 −J4 −J3 −J2 −J1
G103
G105
MI8G106 MI7 MI6 MI5 MI4 MI3 MI2 MI1
G107
MLK8G108 MLK7 MLK6 MLK5 MLK4 MLK3 MLK2 MLK1
G109
+LM8G110 +LM7 +LM6 +LM5 +LM4 +LM3 +LM2 +LM1
G111
−LM8G112 −LM7 −LM6 −LM5 −LM4 −LM3 −LM2 −LM1
G113
*+L8G114 *+L7 *+L6 *+L5 *+L4 *+L3 *+L2 *+L1
50
Page 74

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
#7 #6 #5 #4 #3 #2 #1 #0
G115
*−L8G116 *−L7 *−L6 *−L5 *−L4 *−L3 *−L2 *−L1
hasta
hasta
G117
*+ED8G118 *+ED7 *+ED6 *+ED5 *+ED4 *+ED3 *+ED2 *+ED1
G119
*−ED8G120 *−ED7 *−ED6 *−ED5 *−ED4 *−ED3 *−ED2 *−ED1
G121
G125
SVF8G126 SVF7 SVF6 SVF5 SVF4 SVF3 SVF2 SVF1
G127
G129
*IT8G130 *IT7 *IT6 *IT5 *IT4 *IT3 *IT2 *IT1
G131
G132 +MIT4 +MIT3 +MIT2 +MIT1
hasta
hasta
hasta
G133
G134 −MIT4 −MIT3 −MIT2 −MIT1
G135
G255
PMC→MT
#7
Y000
Y127
#6
#5
#4
#3
#2
#1
#0
CNC→PMC
#7
F000
F255
#6
#5
#4
#3
#2
#1
#0
51
Page 75

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
1.6.4
Entrada y salida de datos del histórico de operaciones
Salida
Entrada
Los datos registrados pueden enviarse a una unidad de entrada/salida
conectada a una interfaz lectora/perforadora. Un registro de salida puede
introducirse desde la unidad de entrada/salida.
Defina la unidad de entrada/salida que se ha de utilizar en los parámetros
de configuración No. 0020 y 0100 a 0135.
Para la salida de los datos, defina un código en el bit ISO del parámetro
de configuración (bit 1 del parámetro No. 0020).
(1)Seleccione el modo EDIT.
SYSTEM
(2)Pulse la tecla
y luego seleccione la pantalla de visualización del
histórico de operaciones.
(3)Pulse las teclas soft [(OPRA)],
, [PERFOR] y [EJEC], por este
orden.
Los datos enviados al disquete FANUC o a la tarjeta FA de FANUC son
almacenados con el nombre de archivo HISTORICO EVENTOS.
(1)Seleccione el modo EDIT.
SYSTEM
(2)Pulse la tecla
y luego seleccione la pantalla de visualización del
histórico de operaciones.
Formato de datos de
salida
(3)Pulse las teclas soft [(OPRA)],
, [LECTUR] y [EJEC], por este
orden.
1. Tecla soft/MDI
2. Señal
3. Alarma
4. Para extensión (fecha u hora)
5. Tecla soft/MDI de canal 2
6. Señal de canal 2
7. Alarma de canal 2
La salida de la cabecera y de los datos de operaciones registrados se realiza
por este orden. Los datos de histórico de operaciones se dividen en cuatro
secciones mediante palabras identificativas. Los datos distintos de las
palabras identificativas dependen del tipo.
T(palabra identificativa)
T0 : Cabecera
T50 : MDI/tecla soft
T51 : Señal
T52 : Alarma
T53 : Para extensión (fecha u hora)
T54 : Tecla soft/MDI de canal 2
T55 : Señal de canal 2
T56 : Alarma de canal 2
52
Page 76

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
1) Cabecera
T 0 C O P E R A T I O N
H I S T O R Y ;
C: Palabra de datos
2) Tecla soft/MDI
T 5 0 P 0 a 1 H * * ;
P0: Habitualmente
P1: En la conexión de la corriente
H **: Código de tecla (véase tabla siguiente).
3) Señal
0 a 2550 a 6T 5 1 P H * * ,N * * ;
P0: X0000 y superiores
P2: G0000 y superiores
P4: Y0000 y superiores
P6: F0000 y superiores
N***: No. de DI/DO
H **: Dato de información de señal (hexadecimal)
Nuevos datos Antiguos datos
53
Page 77

1. VISUALIZACION Y FUNCIONAMIENTO
4) Alarma
0 a 10T 5 2 P * *N * * ;
P0: P/S No. 100
P1: P/S No. 000
P2: P/S No. 101
P3: P/S No. 0001 a 254
P4: Alarma de rebasamiento de recorrido
P5: Alarma de sobrecalentamiento
P6: Alarma del servo
P7: Alarma del sistema
P8: Alarma APC
P9: Alarma de husillo
P10: Alarma P/S No. 5000 a 5999
P15: Alarma externa
N****: Número de alarma (sólo para alarma P/S, alarma del sistema y alarma externa)
B−63835SP/02
Fecha
5) Para extensión (fecha u hora)
0 a 1T 5 3 P 0 *E * * ;D * * * * *
T 5 3 P 1 *E * * ;D * * *Tiempo
P0: Habitualmente
P1: En la conexión de la corriente
E0: Fecha
E1: Hora
D*..*: Ejemplode datos) 29 de junio de 2002
0 a 1
D 2 0 0 0 62 2 9
54
Page 78

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
Códigos de teclas (tecla soft/MDI)
(00H a 7FH)
0 1 2 3 4 5 6 7
0 En
blanco
1 ! 1 A Q
2 ” 2 B R
3 # 3 C S
4 $ 4 D T
5 % 5 E U
6 & 6 F V
7 ’ 7 G W
8 ( 8 H X
9 ) 9 I Y
0 @ P
A ;
(EOB)
B + K [
C ’ < L ¥
D − = M ]
E . > N
F / ? O −
* : J Z
55
Page 79

1. VISUALIZACION Y FUNCIONAMIENTO
(80H a FFH)
B−63835SP/02
8 9 A B C D E F
0 Reset
F0
*
1 MMC
F1
*
2 CNC
F2
*
3 F3
4 Shift Insert
F4
*
5 Delete
F5
*
6 CANCELAlter
F6
*
7 F7
8 Cur→*Input
*
9 Cur←
*
A Cur↓*Help
*
POS
PROG
OFFSET
SETTING
F8
*
F9
*
*
*
*
*
*
*
*
*
*
*
*
B Cur↑
*
C MESSAGE
D CUSTOM
E Page↓
*
F Page↑
*
*1:En el teclado compacto, ED corresponde a la tecla
estándar, ED corresponde a la tecla
y EE a la tecla
GRAPH
CUSTOM
GRAPH
* : Tecla de comando
SYSTEM
*
*
GRAPH
*1*
CUSTOM
Fapt
FR
*
FL
*
. En el teclado
CUSTOM
*
*
.
56
Page 80

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
1.6.5
Notas
(1)Mientras está visualizada la pantalla de histórico de operaciones, no
puede registrarse información en el histórico.
(2)Una señal de entrada con una anchura de conexión/desconexión
inferior a 16 ms no se registra en el histórico. Algunas señales no se
registran en el histórico.
(3) Una vez se llena el dispositivo de almacenamiento, se borran los datos
antiguos, comenzando por el registro más antiguo. Pueden registrarse
hasta 8.000 datos tecleados.
(4)Los datos registrados se conservan aun cuando esté desconectada la
corriente. Sin embargo, una operación de borrado de toda la memoria
produce el borrado de los datos registrados.
(5)La función de histórico de operaciones no puede ejecutar el muestreo
cuando el bit OHS (bit 7 del parámetro No. 3106) está configurado al
valor 1.
(6)Defina la hora y la fecha en la pantalla de configuración.
(7)El tiempo necesario para la entrada y salida de 6.000 registros de
operaciones a una velocidad de transferencia de 4.800 es el siguiente:
Salida: Aproximadamente 5 minutos
Entrada: Aproximadamente 2 minutos y 30 segundos
Este archivo corresponde a una cinta de papel de aproximadamente
180 m de longitud.
57
Page 81

1. VISUALIZACION Y FUNCIONAMIENTO
1.7
FUNCION DE AYUDA
B−63835SP/02
1.7.1
Generalidades
1.7.2
Método de visualización
Visualización de la
pantalla de ayuda
La función de ayuda muestra información de alarmas, el método
operativo y un índice de parámetros. Esta función se utiliza como un
manual.
Pulse la tecla
HELP
en cualquier pantalla que no sea la del PMC y
aparecerá una pantalla de ayuda.
(Sin embargo, no está disponible cuando se visualiza la pantalla
PMC/CUSTOM)
AYUDA (MENU INICIAL) O1234 N12345
***** AYUDA *****
1. DETALLE DE ALARMA
2. METODO DE OPERACION
3. TABLA DE PARAMETRO
Ayuda para alarmas
[ALARMA] [OPERAT] [PARAM.] [ ] [ ]
(1)Cuando se active una alarma, pulse la tecla soft [ALARMA], tras lo
cual aparecerá un mensaje de ayuda sobre la alarma.
AYUDA (MENU INICIAL) O1234 N12345
NUMERO : 010
MENSAJ : CODIGO G INADECUADO
FUNCCION :
ALARMA :
A G CODE NOT LISTED IN G−CODE TABLE
IS BEING COMMANDED
ALSO G−CODE FOR FUNCTION NOT ADDED
IS BEING COMMANDED
[ALARMA] [OPERAT] [PARAM.] [ ] [ (OPRA) ]
58
Page 82

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
(2)Pulse la tecla soft [OPERAT], (No. de alarma) y la tecla soft
[SELEC], por este orden, tras lo cual aparecerá un mensaje de ayuda
correspondiente al número de alarma introducido.
Ayuda para
procedimiento
(1)Pulse [OPERAT], tras lo cual aparecerá el menú de método operativo.
AYUDA (METODO DE OPERACION) O1234 N12345
1. EDICION DE PROGRAMA
2. BUSQUEDA
3. REPOSICION
4. ENTRADA POR MDI
5. ENTRADA POR CINTA
6. SALIDA
7. ENTRADA CON EL CASSETTE FANUC
8. SALIDA CON EL CASSETTE FANUC
9. BORRADO DE MEMORIA
[ALARMA] [OPRERAT] [PARAM.] [ ] [(OPRA)]
(2)Pulse [OPERAT], (un número de dato) y la tecla soft [SELEC], tras
lo cual se visualizará un método operativo para el dato.
PAGE
Al pulsar la tecla PAGE
AYUDA (METODO DE OPERACION) O1234 N12345
<<1.EDICION DE PROGRAMA>> 1/4
ELIMINACION DE TODOS LOS PROGRAMAS
MODO :EDICION
PANTA :PROGRAMA
OPR :(0−9999) − (DELETE)
PAGE
o
se visualizan otras páginas.
Página
actual/
total páginas
ELIMINACION DE PROGRAMAS
MODO : EDICION
PANTA : PROGRAMA
OPR :(O+NO DE PROGRAMAS) − <DELETE>
[ ] [ ] [ ] [ ] [SELEC]
59
Page 83

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
Tabla de parámetros
Pulse la tecla soft [PARAM.], tras lo cual se visualiza la tabla de
parámetros.
AYUDA (TABLA DE PARAMETRO) O1234 N12345
1/4
·AJUSTE (NO.0000~ )
·INTERFAZ PERFO LECT (NO.0100~ )
·CONTROL EJE/UNIDAD AJUSTE (NO.1000~ )
·COORDINADAS (NO.1200~ )
·LIMITE DE CARRERA (NO.1300~ )
·VELOCIDAD DE ALIMENTACION (NO.1400~ )
·CONTROL DE ACELE/DESACELE (NO.1600~ )
·SERVO RELACIONADO (NO.1800~ )
·DI/DO (NO.3000~ )
[ ALARMA ] [OPERAT][ PARAM. ] [ ][SELEC]
Puede seleccionarse otra pantalla mediante la tecla PAGE
PAGE
Página
actual/total
páginas
PAGE
o
.
60
Page 84

B−63835SP/02
1.8
VISUALIZACION DE LA PAGINA DE DIAGNOSTICO
1. VISUALIZACION Y FUNCIONAMIENTO
1.8.1
Visualización de la página de diagnóstico
1.8.2
Contenido visualizado
Causas de que la
máquina no se desplace
después de enviarle una
orden
(1)Pulse la tecla
SYSTEM
.
(2)Pulse la tecla soft [DIGNOS], tras lo cual se visualiza una pantalla de
diagnóstico.
000 ESPERANDO FIN Se está ejecutando una función
auxiliar.
001 MOVIMIENTO Se está ejecutando una orden de
desplazamiento de operación
cíclica.
002 TEMPORIZADO Se está ejecutando una
temporización (TIEMPO DE
ESPERA).
003 COMPROBANDO EN POSICION Se está ejecutando una
comprobación ”en posición”.
004 AVANCE 0% El sobrecontrol de avance es de
0%.
005 BLOQUEO Se está introduciendo un
enclavamiento o bloqueo de
arranque.
006 VELOCIDAD CABEZAL ALCANZADA
Espera a señal de alcance de
velocidad de husillo.
010 GRABANDO Se están enviando datos a través
de la interfaz lector/perforadora.
011 LEYENDO Se están introduciendo datos a
través de la interfaz
lector/perforadora.
012 ESPERANDO AMARRE Espera al final del
posicionamiento de mesa
indexada
013 AVANCE MANUAL 0% El sobrecontrol de avance
manual es de 0%.
014 ESPERANDO RESET. ESP. RRW. OFF El CN está en el estado de reset.
015 BUSQUEDA N. PROGRAMA EXTERNO Se está ejecutando una
búsqueda de número de
programa externo
016 BACKGROUND ACTIVO Se está utilizando el modo no
prioritario.
61
Page 85

1. VISUALIZACION Y FUNCIONAMIENTO
Causa de que el LED de
inicio de ciclo esté
apagado
020 VELOCIDAD DE CORTE SUBIR /BAJAR
021 RESET PULSADO
022 RESET Y REBOBINADO ACTIVOS
023 PARADA EMERGENCIA ACTIVA
024 RESET PULSADO
025 PARO AVANCES O TEMPORIZADO
Estado de alarma TH
030 CARACTER NUMERO DATO TH Posición del carácter que ha
031 DATO TH Datos del carácter que ha
B−63835SP/02
1 000100
0 010000
0 001000
1 000000
1 111000
1 111110
Entrada de señal parada emergencia
Entrada de señal externa de reset
Tecla reset activada en MDI
Entrada de reset y rebobinado
Generación alarma servo
Cambio a otro modo, suspensión avances
Parada modo bloque a bloque
provocado la alarma TH.
La posición se cuenta a partir del
comienzo.
provocado la alarma TH.
Detalles del codificador
de impulsos serie
DGN
#7(OVL): Alarma por sobrecarga
#6(LV): Alarma por tensión insuficiente
#5(OVC): Alarma por sobreintensidad
#4(HCA): Alarma por intensidad anómala
#3(HVA): Alarma por sobretensión
#2(DCA): Alarma por descarga
#1(FBA): Alarma por desconexión
#0(OFA): Alarma por desbordamiento
#7
OVL200
#6
LV
#5
OVC#4HCA
#3
HVA#2DCA
#1
FBA
#0
OFA
62
Page 86

B−63835SP/02
p
1. VISUALIZACION Y FUNCIONAMIENTO
DGN
Alarma por
sobrecarga
Alarma de
desconexión
DGN
#7
ALD201
0 − − − Recalentamiento de motor
1 − − − Recalentamiento de amplificador
1 − − 0 Codificador integrado impulsos
1 − − 1 Desconexión de codificador de impulsos
0 − − 0 Desconexión del codificador de impulsos
#7
202
#6 #5 #4
#6
CSA
#5
BLA
#3 #2 #1 #0
EXP
(hardware)
independiente (hardware)
(software)
#4
PHA
#3
RCA
#2
BZA
#1
CKA
#0
SPH
#6(CSA): El hardware del codificador de impulsos serie presenta alguna anomalía
#5(BLA): La tensión de la pila está baja (aviso)
#4(PHA): El codificador de impulsos serie o el cable de realimentación son
incorrectos.
El cómputo del cable de realimentación es incorrecto.
#3(RCA): El codificador de impulsos serie está averiado.
El cómputo del cable de realimentación es incorrecto.
DGN
#2(BZA): La tensión de la pila vale 0.
Sustituya la pila y defina el punto de referencia.
#1(CKA): El codificador de impulsos serie está averiado.
El bloque interno está parado.
#0(SPH): El codificador de impulsos serie o el cable de realimentación está
defectuoso.
El cómputo del cable de realimentación es incorrecto.
#7
DTE203
#6
CRC#5STB#4PRM
#3 #2 #1 #0
#7(DTE): Fallo de comunicaciones del codificador de impulsos serie.
No existe respuesta de comunicación.
#6(CRC): Fallo de comunicaciones del codificador de impulsos serie.
Los datos transferidos son erróneos.
#5(STB): Fallo de comunicaciones del codificador de impulsos serie.
Los datos transferidos son erróneos.
#4(PRM): La alarma ha sido detectada por el servo y los valores especificados en el
parámetro no son correctos.
63
Page 87

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
DGN
204
#6(OFS): Valor actual anómalo resultado de conversión A/D de señal digital
#5(MCC): Los contactos del contactor electromagnético del amplificador de servo
#4(LDA): Anomalía en LED de codificador de impulsos serie
#3(PMS): La realimentación no es correcta debido a una avería del codificador C de
Detalles de las alarmas
del codificador de
impulsos serie
independiente
DGN
#7(OHA): Se ha recalentado el codificador de impulsos independiente.
#6(LDA): Se ha producido un error de LED en el codificador de impulsos
#5(BLA): Tensión de la pila baja en el codificador de impulsos independiente.
#7
#6
OFS#5MCC
#4
LDA
#3
PMS
están fundidos.
impulsos serie o del cable de realimentación.
#7
OHA205
#6
LDA
#5
BLA
#4
PHA#3CMA
independiente.
#2 #1 #0
#2
BZA
#1
PMA#0SPH
DGN
#4(PHA): Se ha producido un error de datos de fase en la escala lineal independiente.
#3(CMA): Se ha producido un error de cómputo en el codificador de impulsos
independiente.
#2(BZA): La tensión de la pila del codificador de impulsos independiente es nula.
#1(PMA): Se ha producido un error de impulsos en el codificador de impulsos
independiente.
#0(SPH): Se ha producido un error de datos de fase de software en el codificador de
impulsos independiente.
#7
DTE206
#6
CRC#5STB
#4 #3 #2 #1 #0
#7(DTE): Se ha producido un error de datos en el codificador de impulsos
independiente.
#6(CRC): Se ha producido un error CRC en el codificador de impulsos
independiente.
#5(STB): Se ha producido un error de bit de datos en el codificador de impulsos
independiente.
64
Page 88

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
Detalles de alarmas de
parámetros de servo no
válidos (en el lado del
CNC)
DGN
280
#0(MOT) : El tipo de motor especificado en el parámetro No. 2020 queda fuera del
#2(PLC) : El número de impulsos de realimentación de velocidad por revolución del
#3(PLS) : El número de impulsos de realimentación de posición por revolución del
#4(DIR): Se ha especificado un sentido incorrecto de giro del motor en el parámetro
#6(AXS) : En el parámetro número 1023 (número de eje de servo) se ha especificado
Este dato indica la causa de la alarma de servo No. 417, detectada por el
CN. Si la alarma es detectada por el servo, el bit PRM (bit 4 del DGN
No. 0203) está configurado al valor 1.
#7
#6
AXS
#5 #4
DIR
#3
PLS
#2
PLC
#1 #0
MOT
margen predeterminado.
motor, especificado en el parámetro número 2023, es cero o inferior.
El valor no es válido.
motor, especificado en el parámetro número 2024, es cero o inferior.
El valor no es válido.
No. 2022 (el valor es distinto de 111 o −111).
un valor que está fuera del margen de 1 al número de ejes controlados.
(Por ejemplo, se ha especificado 4 en lugar de 3.) Como alternativa, los
valores especificados en el parámetro no son consecutivos.
Valor de error de
posición
DGN
300 Error de posición de un eje en unidades de detección
Error posición=
Posición de máquina
DGN
301 Distancia respecto al punto de referencia de un eje en unidades de detección
Función desplazamiento
de punto referencia
DGN
302 Distancia desde extremo de garra deceleración a primer punto de regla lineal
[Tipo de datos] Eje tipo dos palabras
[Unidad de datos] 0.001 mm (salida en valores métricos), 0.0001 pulgadas (salida en
pulgadas)
[Margen valores permitidos] −99999999 a 99999999
Desviación de posición
con aceleración/
deceleración fina
validadas
Veloc. avance [mm/min]
60ganan. bucle servo [1/s]
×
1
Unidad de-
tección
DGN
303 Desviación de posición con aceleración/deceleración fina validadas
[Tipo de datos] Eje tipo dos palabras
[Unidad de datos] Unidad de detección
[Margen valores permitidos] −99999999 a 99999999
65
Page 89

1. VISUALIZACION Y FUNCIONAMIENTO
Contador de referencia
B−63835SP/02
DGN
304 Contador de referencia para los distintos ejes
[Tipo de datos] Eje tipo dos palabras
[Unidad de datos] Unidad de detección
[Margen valores permitidos] −99999999 a 99999999
Detección de
desplazamiento
DGN
305 Datos de realimentación de posición entre las fases Z de los distintos ejes
[Tipo de datos] Eje tipo dos palabras
[Unidad de datos] Unidad de detección
[Margen valores permitidos] −99999999 a 99999999
Si está validada la detección de desplazamiento, los datos de
realimentación entre las fases Z de los distintos ejes se muestran en el
módulo de detección.
Coordenadas de
máquina de eje
angular/eje ortogonal
DGN
306
Coordenadas de máquina de un eje oblicuo en sistema de coordenadas cartesianas
DGN
307
Coordenadas de máquina de un eje ortogonal en sistema de coordenadas cartesianas
[Tipo de datos] Dos palabras
[Unidad de datos]
Sistema
incremental
Entrada v. métricos 0.01 0.01 0.01 mm
Entrada en
pulgadas
Eje rotación
[Margen valores permitidos] −99999999 a 99999999
Estos parámetros se actualizan únicamente cuando el bit 0 (AAC) del
parámetro No. 8200 está configurado a 1 y alguno de los parámetros
siguientes vale 1:
Bit 0 (AOT) del parámetro No. 8201
Bit 1 (AO2) del parámetro No. 8201
Bit 2 (AO3) del parámetro No. 8201
Bit 3 (QSA) del parámetro No. 5009 (sólo serie T)
La opción de comprobación de interferencia está seleccionada.
IS−A IS−B IS−C Unidad
0.001 0.001 0.001 pulg.
0.01 0.01 0.01 grados
66
Page 90

B−63835SP/02
Información de
temperatura del motor
DGN
308 Temperatura de servomotor
[Tipo de datos] Eje tipo byte
[Unidad de datos] C
[Margen valores permitidos] 0 a 255
1. VISUALIZACION Y FUNCIONAMIENTO
Se indica la temperatura de la bobina del servomotor αi.
Cuando la temperatura alcanza 140C, se activa una alarma indicativa de
recalentamiento del motor.
DGN
309 Temperatura de codificador de impulsos
[Tipo de datos] Eje tipo byte
[Unidad de datos] C
[Margen valores permitidos] 0 a 255
Se indica la temperatura de la tarjeta de circuito impreso del codificador
de impulsos.
Cuando ésta alcanza 100C (85C para la temperatura atmosférica en el
codificador de impulsos), se activa una alarma de recalentamiento del
motor.
NOTA
1 Los datos de temperatura deben estar dentro de los
siguientes intervalos.
2 La temperatura a la cual se activa una alarma de
recalentamiento tiene un error máximo de 5C.
3 No se indica información sobre ejes distintos del eje de
servo αi. (Se indica con “0C.”)
50C a 160C 5C
160C a 180C 10C
67
Page 91

1. VISUALIZACION Y FUNCIONAMIENTO
Causa del cambio del bit
APZ (bit 4 del parámetro
1815) al valor 0
#7
DGN
310
#0(PR1): Ha variado el valor de los siguientes parámetros: parámetros 1821, 1850,
1860, 1861.
#1(PR2): Ha variado el valor del bit ATS (bit 1 del parámetro 8302).
#2(BZ1): La tensión detectada de la pila del APC es 0V (inductosyn).
#3(BZ2): La tensión detectada de la pila del APC es 0 V (detector de posición
independiente).
#4(NOF): El inductosyn no envía datos de compensación.
#5(ALP): Antes de que el codificador α detecte el giro de una vuelta, se ha intentado
establecer el punto de referencia mediante parámetros.
#6(DTH): Se ha introducido una señal/parámetro de desactivación de eje controlado.
#6
DTH
#5
ALP
#4
NOF
#3
BZ2
#2
BZ1
#1
PR2
B−63835SP/02
#0
PR1
DGN
#7
311
#6
DUA
#5
XBZ#4GSG
#3
AL4
#2
AL3
#1
AL2
#0
AL1
#0(AL1): Se ha activado una alarma de APC.
#2(AL3): La tensión de la pila de APC detectada es 0 V (codificador de impulsos
serie).
#3(AL4): Se ha detectado una velocidad de giro anómala (RCAL).
#4(GSG): La señal G202 se ha llevado de 0 a 1.
#1(AL2): Se ha detectado una desconexión.
#6(DUA): Mientras se estaba utilizando la función de realimentación dual de
posición, la diferencia de error entre el lado de bucle semicerrado y el lado
de bucle cerrado se ha hecho excesivamente grande.
#5(XBZ): La tensión detectada de la pila del APC es 0 V (detector de posición
independiente serie).
68
Page 92

B−63835SP/02
Estado de bus FSSB
DGN
1. VISUALIZACION Y FUNCIONAMIENTO
#7
CFE320
#6 #5 #4
ERP
#3
OPN#2RDY
Indica el estado interno del FSSBC.
#0(CLS): Cerrado.
#1(OPP): Ejecutando protocolo OPEN.
#2(RDY): Abierto y listo.
#3(OPN): Abierto.
#4(ERP): Ejecutando protocolo de ERROR.
#7(CFE): Detectado error de configuración.
(El tipo real de esclavo no coincide con el especificado en la tabla de
conversión.)
#1
OPP
#0
CLS
DGN
DGN
DGN
#7
XE3321
#6
XE2
#5
XE1
#4
XE0
Indica la causa de un error de FSSBC.
#0(ER0): ERROR INFORMADO
#1(ER1): (RESERVA)
#2(ER2): Desconexión de puerto maestro
#3(ER3): Entrada de EMG externa
Indica la causa de un error de FSSBC derivado de una petición de un esclavo.
#4(XE0): (RESERVA)
#5(XE1): Desconexión de puerto esclavo
#6(XE2): Desconexión de puerto maestro
#7(XE3): Entrada de EMG externa
#7
330
#7
332
#6 #5 #4 #3
#6 #5 #4 #3
#3
ER3
EXT#2DUA
EXT#2DUA
#2
ER2
#1
ER1
#1
ST1
#1
ST1
#0
ER0
#0
ST0
#0
ST0
hasta
348
#7
#6 #5 #4 #3
EXT#2DUA
#1
ST1
#0
ST0DGN
#0, #1(ST0, ST1): Indica el código de tipo de un esclavo realmente conectado.
ST1 ST0 Tipo Dirección
0 0 A Amplificador de servo
0 1 (B: RESERVA) (Actualmente no existente)
1 0 C Unidad de interfaz de detector
1 1 (RESERVA) (Actualmente no existente)
69
independiente
Page 93

1. VISUALIZACION Y FUNCIONAMIENTO
#2(DUA): 0 : El esclavo de interés no está en el primer eje del amplificador de dos
1 : Es esclavo de interés no está en el primer eje del amplificador de dos
#3(EXT): 0 : El esclavo de interés no existe.
1 : El esclavo de interés existe.
B−63835SP/02
ejes.
ejes.
DGN
DGN
DGN
331
333
hasta
349
#7
#7
#7
#6 #5
DMA
#6 #5
DMA
#6 #5
DMA
#4
TP1
#4
TP1
#4
TP1
#3
TP0
#3
TP0
#3
TP0
#2
HA2
#2
HA2
#2
HA2
#1
HA1
#1
HA1
#1
HA1
#0
HA0
#0
HA0
#0
HA0
#0, #1, #2(HA0, HA1, HA2): Indica la dirección de LSI anfitrión especificada como destino DMA.
#3, #4 (TP0, TP1): Indica el código de tipo de un esclavo especificado.
(Véanse las anteriores descripciones sobre ST0 y ST1.)
#5(DMA): Indica un valor que determina si se permite que ocurra DMA.
NOTA
Una combinación de los parámetros Nos. 330 y 331
corresponde a un módulo de esclavo de FSSB. Están
disponibles hasta diez unidades esclavo.
Unidades esclavo y números de diagnóstico asociados
Unidad esclavo 00
Unidad esclavo 01
Unidad esclavo 02
Unidad esclavo 03
Unidad esclavo 04
Unidad esclavo 05
Unidad esclavo 06
Unidad esclavo 07
Unidad esclavo 08
Unidad esclavo 09
Diagnóstico No. 330, No. 331
Diagnóstico No. 332, No. 333
Diagnóstico No. 334, No. 335
Diagnóstico No. 336, No. 337
Diagnóstico No. 338, No. 339
Diagnóstico No. 340, No. 341
Diagnóstico No. 342, No. 343
Diagnóstico No. 344, No. 345
Diagnóstico No. 346, No. 347
Diagnóstico No. 348, No. 349
70
Page 94

B−63835SP/02
Detalles de alarmas de
valores no válidos de
parámetros del servo (en
el lado del servo)
1. VISUALIZACION Y FUNCIONAMIENTO
DGN
352 Número detalle de alarma de valores no válidos de parámetros de servo
Indica información que puede utilizarse para identificar la ubicación
(parámetro) y causa de una alarma de valores no válidos de parámetros de
servo (alarma de servo No. 417).
Esta información de diagnóstico es válida si se cumplen las siguientes
condiciones.
Se ha producido la alarma de servo No. 417.
Bit 4 de parámetro de diagnóstico No. 203 (PRM) = 1
Véase la tabla siguiente que contiene los números detallados mostrados
y las causas correspondientes. Para obtener información más detallada
con el fin de adoptar medidas, consulte el Manual de parámetros de la
serie αi de servomotores AC de FANUC (B−65270SP).
Descripciones detalladas
de alarmas de valores no
válidos de parámetros
del servo
Número
detalle
0233 2023 Un valor especificado como número de
Número
parámetro
Causa Medida
impulsos de velocidad es superior a
13100 cuando el bit de inicialización
0 = 1.
Disminuya el valor especificado como número de impulsos de velocidad a 13100
como máximo.
0243 2024 Un valor especificado como número de
impulsos de posición es mayor que
13100 cuando el bit de inicialización
0 = 1.
0434
0435
0444
0445
0474
0475
0534
0535
0544
0545
0686
0687
0688
2043 El valor interno de la ganancia de integra-
ción de bucle de velocidad se ha desbordado.
2044 El valor interno de la ganancia proporcio-
nal de bucle de velocidad se ha desbordado.
2047 El valor interno del parámetro de observa-
dor (POA1) se ha desbordado.
2053 El valor interno del parámetro de compen-
sación de zona muerta se ha desbordado.
2054 El valor interno del parámetro de compen-
sación de zona muerta se ha desbordado.
2068 El valor interno del coeficiente anticipato-
rio se ha desbordado.
Disminuya el valor especificado como número de impulsos de posición a 13100
como máximo.
Disminuya el valor especificado en el parámetro de ganancia de integración de
bucle de velocidad.
Utilice una función para modificar el formato interno de la ganancia proporcional
de bucle de velocidad.
Cambie el valor de configuración a:
(−1) × (valor deseado)/10
Disminuya el valor de configuración hasta
que deje de producirse la alarma por valor no válido de parámetro.
Disminuya el valor de configuración hasta
que deje de producirse la alarma por valor no válido de parámetro.
Utilice la función de multiplicación de la
ganancia de posición.
71
Page 95

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
Número
detalle
0694
0695
0696
0699
0754
0755
0764
0765
0783 2078 El parámetro de coeficiente de conver-
0793 2079 El parámetro de coeficiente de conver-
Número
parámetro
2069 El valor interno del coeficiente anticipato-
rio de velocidad se ha desbordado.
2075 El valor del parámetro listado a la izquier-
da se ha desbordado.
2076 El valor del parámetro listado a la izquier-
da se ha desbordado.
sión listado a la izquierda no se ha configurado para un motor lineal en bucle totalmente cerrado (sólo para la serie
9080).
sión listado a la izquierda no se ha configurado para un motor lineal en bucle totalmente cerrado (sólo para la serie
9080).
MedidaCausa
Reduzca el coeficiente anticipatorio de
velocidad.
Actualmente no se está utilizando este
parámetro. Especifique 0 en este parámetro.
Actualmente no se está utilizando este
parámetro. Especifique 0 en este parámetro.
Configure un valor en este parámetro.
Configure un valor en este parámetro.
0843 2084 No se ha introducido un valor positivo pa-
ra el numerador de marcha de avance
flexible.
Como alternativa se da la siguiente condición: numerador marcha avance > denominador
0853 2085 No se ha introducido un valor positivo co-
mo denominador de marcha de avance
flexible.
0884
0885
0886
0883 2088 En el coeficiente de realimentación de
0926
0927
0928
2088 Se ha desbordado el valor interno del
coeficiente de realimentación de velocidad de la máquina.
velocidad de la máquina se ha especificado un valor de 100 o superior para un eje
con un detector serie independiente.
2092 Se ha desbordado el valor interno del
coeficiente anticipatorio del avance.
Especifique un valor positivo como numerador de marcha de avance flexible.
Como alternativa, debe cumplirse la siguiente condición: Numerador marcha
avance denominador (excepto para el
detector independiente específico de la
fase A/B).
Especifique un valor positivo como denominador de marcha de avance flexible.
Reduzca el coeficiente de realimentación
de velocidad de la máquina.
Como alternativa, utilice la función de
control de atenuación, que tiene un efecto
equivalente.
El valor máximo admisible del coeficiente
de realimentación de velocidad de la máquina para los ejes con un detector serie
independiente es 100. Disminuya el valor
de configuración a 100 como máximo.
Utilice la función de multiplicación de la
ganancia de posición.
0996 2099 Se ha desbordado el valor interno para
supresión de N impulsos.
1123 2112 Para el parámetro del coeficiente de con-
versión AMR, cuando se utiliza un motor
lineal, no se ha introducido ningún valor.
72
Reduzca el valor de configuración del parámetro mostrado a la izquierda.
Especifique el coeficiente de conversión
AMR.
Page 96

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
Número
detalle
1183 2118 No se ha especificado ningún valor en el
1284
1285
1294
1295
1393 2139 El valor de configuración de la compensa-
1446
1447
1448
1454
1455
1456
1459
Número
parámetro
parámetro de umbral de error de bucle
semicerrado/cerrado para un motor lineal
en bucle cerrado (sólo para la serie
9080).
2128 Si el valor especificado como número de
impulsos de velocidad es pequeño, el valor interno del parámetro actual se desborda.
2129 Si el valor especificado como número de
impulsos de velocidad es elevado, el valor interno del parámetro actual se desborda.
ción de AMR para motor lineal ha rebasado ±45.
2144 El coeficiente anticipatorio de corte para
la función FAD específica de corte/avance rápido se ha desbordado.
2145 El coeficiente anticipatorio de velocidad
de corte para la función FAD específica
de corte/avance rápido se ha desbordado.
MedidaCausa
Especifique un valor umbral de error de
bucle semicerrado/cerrado para el parámetro que aparece a la izquierda.
Reduzca el valor del parámetro que aparece a la izquierda a un valor dentro de
los límites para el cual ya no se produzca
la alarma.
Reconfigure “a” a un valor inferior cuando
el valor del parámetro que figura a la izquierda esté subdividido en: a × 256 + b
Reduzca el valor de configuración del parámetro que aparece a la izquierda a menos de ±45.
Utilice la función de multiplicación de la
ganancia de posición.
Reduzca el coeficiente anticipatorio de
velocidad.
8213 1821 No se ha configurado ningún valor positi-
vo en el parámetro de capacidad del contador de referencia.
8254
8255
8256
10016
10019
10043 1815#1
10053 2018#0 Se ha configurado el bit de conexión in-
10062 2209#4 El amplificador en uso no soporta la fun-
1825 El valor interno de la ganancia de posi-
ción se ha desbordado.
2200 bit 0 Se ha desbordado el valor interno de un
parámetro empleado para detectar el embalamiento.
Se ha configurado un bucle cerrado para
2010#2
un motor lineal (excepto para la serie
9080).
versa de la escala para un motor lineal.
ción para evitar la alarma HC.
Especifique un valor positivo en el parámetro mostrado a la izquierda.
Utilice la función de multiplicación de la
ganancia de posición.
No utilice la función de detección de embalamiento (especifique bit 0 = 1).
No puede especificarse un bucle cerrado
para motores lineales.
El bit de conexión inversa de la escala no
puede utilizarse para motores lineales.
Si desea utilizar este amplificador, reinicialice a 0 el bit de función que aparece a
la izquierda.
Si desea utilizar la función de evitación de
alarma HC, utilice un amplificador que la
soporte.
73
Page 97

1. VISUALIZACION Y FUNCIONAMIENTO
Detección de errores
B−63835SP/02
DGN
360 Número acumulativo de impulsos de órdenes (CN)
[Tipo de datos] Eje tipo dos palabras
[Unidad de datos] Unidad de detección
[Margen valores permitidos] −99999999 a 99999999
Indica el número acumulativo de impulsos de órdenes de desplazamiento
distribuidos por el CNC desde que se conectó la corriente.
DGN
361 Número acumulativo de impulsos de compensación (CN)
[Tipo de datos] Eje tipo palabra
[Unidad de datos] Unidad de detección
[Margen valores permitidos] −32767 a 32767
Indica el número acumulativo de impulsos de compensación
(compensación de juego entre dientes, compensación de error de paso,
etc.) distribuidos por el CNC desde que se conectó la corriente.
DGN
362 Número acumulativo de impulsos de órdenes (SV)
[Tipo de datos] Eje tipo dos palabras
[Unidad de datos] Unidad de detección
[Margen valores permitidos] −99999999 a 99999999
Indica el número acumulativo de impulsos de órdenes de desplazamiento
y de compensación recibidos en la sección del servo desde que se conectó
la corriente.
DGN
363 Número acumulativo de impulsos de realimentación (SV)
[Tipo de datos] Eje tipo dos palabras
[Unidad de datos] Unidad de detección
[Margen valores permitidos] −99999999 a 99999999
Indica el número acumulativo de impulsos en la sección de
realimentación recibidos desde el codificador de impulsos en la sección
del servo.
74
Page 98

B−63835SP/02
Datos de diagnóstico
relativos al detector de
posición absoluta
inductosyn
1. VISUALIZACION Y FUNCIONAMIENTO
DGN
DGN
[Unidades de datos] Unidades de detección
Husillo serie
DGN
380 Diferencia entre la posición absoluta del motor y los datos de compensación
[Tipo de datos] Eje tipo dos palabras
[Unidad de datos] Unidades de detección
M (posición absoluta del motor) − S (valor compensación)
λ(intervalo de paso)
Se indica el resto de la división.
381 Valor de compensación del inductosyn
[Tipo de datos] Eje tipo dos palabras
El valor de compensación se visualiza cuando el CNC calcula la posición
de la máquina.
#7
400
#6 #5 #4
SAI
#3
SS2
#2
SSR#1POS
#4(SAI) 0 : No se utiliza el control analógico de husillo.
1 : Se utiliza el control analógico de husillo.
#0
SIC
#3(SS2) 0 : El control serie del husillo no controla el segundo husillo.
1 : El control serie del husillo controla el segundo husillo.
#2(SSR) 0 : No se ejecuta el control serie de husillo.
1 : Se ejecuta el control serie de husillo.
#1 (POS) Un módulo necesario para el control analógico del husillo:
0 : No está montado
1 : Está montado
#0 (POS) Un módulo necesario para el control serie del husillo:
0 : No está montado
1 : Está montado
75
Page 99

1. VISUALIZACION Y FUNCIONAMIENTO
B−63835SP/02
DGN
DGN
DGN
DGN
401 Estado de alarma de husillo serie de primer husillo
402 Estado de alarma de husillo serie de segundo husillo
403 Temperatura de motor de primer husillo
404 Temperatura de motor de segundo husillo
[Tipo de datos] Byte
[Unidad de datos] C
[Margen valores permitidos] 0 a 255
Se indica la temperatura de bobina de motor del husillo a.
Esta temperatura se emplea como pauta de activación de alarma de
recalentamiento del husillo.
(Sin embargo, la temperatura a que se produce el recalentamiento varía
en función del motor).
NOTA
1 Los datos de temperatura deben estar dentro de los
siguientes intervalos.
50C a 160C 5C
160C a 180C 10C
2 La temperatura indicada y la temperatura a que se produce
el recalentamiento tienen los siguientes errores.
160C o inferior Hasta 5C
160C a 180C Hasta 10C
3 Esta función no es válida para husillos distintos del husillo
αi.
4 Cuando la configuración del sistema del husillo (incluso otro
husillo) incluye un husillo adicional distinto del husillo αi,
esta función no es válida.
DGN
#7
SSA408
#6 #5
SCA#4CME#3CER
#2
SNE#1FRE
#0
CRE
#0 (CRE): Se ha producido un error CRC. (Aviso)
#1 (FRE): Se ha producido un error de trama. (Aviso)
#2 (SNE): No es válido el destino de transmisión/recepción.
#3 (CER): Se ha producido un error durante la recepción.
#4 (CME): No se ha devuelto respuesta durante la exploración automática.
#5 (SCA): Se ha producido una alarma de comunicaciones en el lado del
amplificador de husillo.
#7 (SSA): Se ha producido una alarma de sistema en el amplificador de husillo.
(Estos problemas activan la alarma 749 del husillo. Tales problemas,
fundamentalmente, están provocados por el ruido, la desconexión o un
corte intempestivo del fluido eléctrico.)
76
Page 100

B−63835SP/02
1. VISUALIZACION Y FUNCIONAMIENTO
DGN
#7
409
#6 #5 #4 #3
SPE
#2
S2E
#1
S1E
#0
SHE
Consulte estos datos de diagnóstico cuando se haya activado la alarma
750.
#3 (SPE) En parámetros de husillo con control serie
0 : Se cumple la condición de arranque de la unidad de husillo
1 : No se cumple la condición de arranque de la unidad de husillo
#2 (S2E) 0 : El segundo husillo arrancó de manera normal en el control serie del
husillo.
1 : El segundo husillo no arrancó con normalidad en el control serie del
husillo.
#1 (S1E) 0 : El primer husillo arrancó con normalidad en el control serie de
husillo.
1 : El primer husillo no arrancó con normalidad en el control serie del
husillo.
#0 (SHE) 0 : El módulo de comunicaciones serie está correcto en el CNC.
1 : Se ha producido un error en el módulo de comunicaciones serie del
CNC
77
 Loading...
Loading...