

Page 1
< Series 0+-MODEL F Plus
For Lathe System
OPERATOR'S MANUAL
B-64694EN-1/01
Page 2
• All specifications and designs are subject to change without notice.
Foreign Exchange and
The export from Japan may be subject to an export license by the
Should you wish to export or re-export these products, please contact FANUC for advice.
to safety.
regarded as “impossible”.
• No part of this manual may be reproduced in any form.
The products in this manual are controlled based on Japan’s “
Foreign Trade Law”.
government of Japan. Further, re-export to another country may be subject to the license
of the government of the country from where the product is re-exported. Furthermore, the
product may also be controlled by re-export regulations of the United States government.
The products in this manual are manufactured under strict quality control. However, when
a serious accident or loss is predicted due to a failure of the product, pay careful attention
In this manual we have tried as much as possible to describe all the various matters.
However, we cannot describe all the matters which must not be done, or which cannot be
done, because there are so many possibilities.
Therefore, matters which are not especially described as possible in this manual should be
Page 3
B-64694EN-1/01 SAFETY PRECAUTIONS
SAFETY PRECAUTION
This section describes the safety precautions related to the use of CNC units.
It is essential that these precautions be observed by users to ensure the safe operation of machines
equipped with a CNC unit (all descriptions in this section assume this configuration). Note that some
precautions are related only to specific functions, and thus may not be applicable to certain CNC units.
Users must also observe the safety precautions related to the machine, as described in the relevant manual
supplied by the machine tool builder. Before attempting to operate the machine or create a program to
control the operation of the machine, the operator must become fully familiar with the contents of this
manual and relevant manual supplied by the machine tool builder.
DEFINITION OF WARNING, CAUTION, AND NOTE
This manual includes safety precautions for protecting the user and preventing damage to the machine.
Precautions are classified into Warning and Caution according to their bearing on safety. Also,
supplementary information is described as a Note. Read the Warning, Caution, and Note thoroughly
before attempting to use the machine.
WARNING
Used if a danger resulting in the death or serious injury of the user is expected to
occur if he or she fails to observe the approved procedure.
CAUTION
Used if a danger resulting in the minor or moderate injury of the user or
equipment damage is expected to occur if he or she fails to observe the
approved procedure.
NOTE
Used if a supplementary explanation not related to any of WARNING, and
CAUTION is to be indicated.
Read this manual carefully, and store it in a safe place.
s-1
Page 4
SAFETY PRECAUTIONS B-64694EN-1/01
WARNING
or injury to the user.
GENERAL WARNINGS AND CAUTIONS
1 Never attempt to machine a workpiece without first checking the operation of the
2 Before operating the machine, thoroughly check the entered data.
Operating the machine with incorrectly specified data may result in the machine
3 Ensure that the specified feedrate is appropriate for the intended operation.
The appropriate feedrate varies with the intended operation. Refer to the manual
If a machine is run at other than the correct speed, it may behave unexpectedly,
4 When using a tool compensation function, thoroughly check the direction and
5 The parameters for the CNC and PMC are factory-set. Usually, there is not need
Failure to set a parameter correctly may result in the machine behaving
machine. Before starting a production run, ensure that the machine is operating
correctly by performing a trial run using, for example, the single block, feedrate
override, or machine lock function or by operating the machine with neither a tool
nor workpiece mounted. Failure to confirm the correct operation of the m achine
may result in the machine behaving unexpectedly, possibly causing damage to
the workpiece and/or machine itself, or injury to the user.
behaving unexpectedly, possibly causing damage to the workpiece and/or
machine itself, or injury to the user.
Generally, for each machine, there is a maximum allowable feedrate.
provided with the machine to determine the maximum allowable feedrate.
possibly causing damage to the workpiece and/or machine itself, or injury to the
user.
amount of compensation.
Operating the machine with incorrectly specified data may result in the machine
behaving unexpectedly, possibly causing damage to the workpiece and/or
machine itself, or injury to the user.
to change them. When, however, there is not alternative other than to change a
parameter, ensure that you fully understand the function of the param et er before
making any change.
unexpectedly, possibly causing damage to the workpiece and/or machine itself,
s-2
Page 5
B-64694EN-1/01 SAFETY PRECAUTIONS
CAUTION
1 Immediately after switching on the power, do not touch any of the keys on the
unexpectedly.
2 The OPERATOR’S MANUAL and programming manual supplied with a CNC
machine if in doubt.
3 Some functions may have been implemented at the request of the machine-tool
machine-tool builder for details of their use and any related cautions.
4 The liquid-crystal display is manufactured with very precise fabrication
phenomenon is a common attribute of LCDs and is not a defect.
NOTE
non-volatile memory at registration, modification, or deletion of program s.
MDI unit until the position display or alarm screen appears on the CNC unit.
Some of the keys on the MDI unit are dedicated to maintenance or other special
operations. Pressing any of these keys may place the CNC unit in other than its
normal state. Starting the machine in this state may cause it to behave
unit provide an overall description of the machine's functions, including any
optional functions. Note that the optional functions will vary from one machine
model to another. Therefore, some functions described in the manuals may not
actually be available for a particular model. Check the specification of the
builder. When using such functions, refer to the manual supplied by the
technology. Some pixels may not be turned on or may remain on. This
Programs, parameters, and macro variables are stored in non-volatile memory in
the CNC unit. Usually, they are retained even if the power is turned off.
Such data may be deleted inadvertently, however, or it may prove necessary to
delete all data from non-volatile memory as part of error recovery.
To guard against the occurrence of the above, and assure quick restoration of
deleted data, backup all vital data, and keep the backup copy in a safe place.
The number of times to write machining programs to the non-volatile memory is
limited.
You must use "High-speed program management" when registration and the
deletion of the machining programs are frequently repeated in such case that the
machining programs are automatically downloaded from a personal computer at
each machining.
In "High-speed program management", the program is not saved to t he
s-3
Page 6
SAFETY PRECAUTIONS B-64694EN-1/01
WARNING
1
Coordinate system setting
damage the tool, the machine itself, the workpiece, or cause injury to the user .
4
Inch/metric conversion
to the user.
5
Constant surface speed control
machine itself, the workpiece, or cause injury to the user.
6
Stroke check
workpiece, or causing injury to the user.
WARNINGS AND CAUTIONS RELATED TO PROGRAMM ING
This section covers the major safety precautions related to programming. Before attempting to perform
programming, read the supplied OPERATOR’S MANUAL carefully such that you are fully f amiliar with
their contents.
If a coordinate system is established incorrectly, the machine may behave
unexpectedly as a result of the program issuing an otherwise valid move
command. Such an unexpected operation may damage the tool, the machine
itself, the workpiece, or cause injury to the user.
2
Positioning by nonlinear interpolation
When performing positioning by nonlinear interpolation (positioning by nonlinear
movement between the start and end points), the tool path must be caref ully
confirmed before performing programming. Positioning involves rapid travers e. If
the tool collides with the workpiece, it may damage the tool, the machine itself,
the workpiece, or cause injury to the user.
3
Function involving a rotation axis
When programming polar coordinate interpolation or normal-direction
(perpendicular) control, pay careful attention to the speed of the rotat ion axis.
Incorrect programming may result in the rotation axis speed becoming
excessively high, such that centrifugal force causes the chuck to lose its grip on
the workpiece if the latter is not mounted securely. Such mishap is likely to
Switching between inch and metric inputs does not convert the measurement
units of data such as the workpiece origin offset, parameter, and current
position. Before starting the machine, therefore, determine which measur ement
units are being used. Attempting to perform an operation with invalid data
specified may damage the tool, the machine itself, the workpiece, or cause injury
When an axis subject to constant surface speed control approaches the origin of
the workpiece coordinate system, the spindle speed may become excessively
high. Therefore, it is necessary to specify a maximum allowable speed.
Specifying the maximum allowable speed incorrectly may damage the tool, the
After switching on the power, perform a manual reference position return as
required. Stroke check is not possible before manual reference position return is
performed. Note that when stroke check is disabled, an alarm is not issued even
if a stroke limit is exceeded, possibly damaging the tool, the machine itself, the
s-4
Page 7
B-64694EN-1/01 SAFETY PRECAUTIONS
WARNING
7 I
nterference check for each path
automatic operation and specify the tool number of the tool to be used.
8
Same address command in same block
program command”)
CAUTION
1
Absolute/incremental mode
versa, the machine may behave unexpectedly.
2
Plane selection
descriptions of the respective functions for details.
3
Torque limit skip
be executed without performing a skip.
4
Programmable mirror image
mirror image is enabled.
5
Compensation function
compensation function mode.
Interference check for each path function is perform ed bas ed on t he tool data
specified during automatic operation. If the tool specification does not match the
tool actually being used, the interference check cannot be made correctly,
possibly damaging the tool or the machine itself, or causing injury to the user.
After switching on the power, or after selecting a tool post manually, always start
The G code or M code including the same address cannot be commanded on
the same block. If you use the same address, it may result in t he m ac hine
behaving unexpectedly, possibly causing damage to the workpiece and/or
machine itself, or injury to the user. Command on separate block.(About
address P, refer to the appendix “List of functions include address P in the
If a program created with absolute values is run in incremental mode, or vice
If an incorrect plane is specified for circular interpolation, helical interpolation, or
a canned cycle, the machine may behave unexpectedly. Refer to the
Before attempting a torque limit skip, apply the torque limit. If a torque limit skip
is specified without the torque limit actually being applied, a move command will
Note that programmed operations vary considerably when a programmable
If a command based on the machine coordinate system or a reference position
return command is issued in compensation function mode, compensation is
temporarily canceled, resulting in the unexpected behavior of the machine.
Before issuing any of the above commands, therefore, always cancel
s-5
Page 8
SAFETY PRECAUTIONS B-64694EN-1/01
WARNING
1
Manual operation
injury to the user.
6
Workpiece coordinate system shift
workpiece, or causing injury to the operator.
WARNINGS AND CAUTIONS RELATED TO HANDLING
This section presents safety precautions related to the handling of machine tools. Before attempting to
operate your machine, read the supplied OPERATOR’S MANUAL carefully, such that you are fully
familiar with their contents.
When operating the machine manually, determine the current position of the tool
2
After switching on the power, perform manual reference position return as
3
In manual handle feed, rotating the handle with a large scale factor, such as 100,
4
If override is disabled (according to the specification in a macro variable) during
5
Basically, never attempt an origin/preset operation when the machine is
and workpiece, and ensure that the movement axis, direction, and feedrate have
been specified correctly. Incorrect operation of the machine may damage the
tool, the machine itself, the workpiece, or cause injury to the operator.
Manual reference position return
required.
If the machine is operated without first performing manual reference posit ion
return, it may behave unexpectedly. Stroke check is not possible before manual
reference position return is performed.
An unexpected operation of the machine may damage the tool, the machine
itself, the workpiece, or cause injury to the user.
Manual handle feed
applied causes the tool and table to move rapidly. Careless handling may
damage the tool and/or machine, or cause injury to the user.
Disabled override
threading, rigid tapping, or other tapping, the speed cannot be predicted,
possibly damaging the tool, the machine itself, the workpiece, or causing injury
to the operator.
Origin/preset operation
operating under the control of a program. Otherwise, the machine may behave
unexpectedly, possibly damaging the tool, the machine itself, the tool, or causing
Manual intervention, machine lock, or mirror imaging may shift the workpiece
coordinate system. Before attempting to operate the machine under the c ont rol
of a program, confirm the coordinate system carefully.
If the machine is operated under the control of a program without making
allowances for any shift in the workpiece coordinate system, the machine may
behave unexpectedly, possibly damaging the tool, the machine itself, the
s-6
Page 9
B-64694EN-1/01 SAFETY PRECAUTIONS
WARNING
7
Software operator's panel and menu switches
use the emergency stop button instead of the RESET key to ensure security.
CAUTION
1
Manual intervention
command mode.
2
Feed hold, override, and single block
machine in this case.
3
Dry run
sometimes be higher than the programmed feed rate.
4
Program editing
modify, insert, or delete commands from a machining program while it is in use.
5
PS alarm
the axis movement stops.
Using the software operator's panel and menu switches, in combination with the
MDI unit, it is possible to specify operations not supported by the machine
operator's panel, such as mode change, override value change, and jog feed
commands.
Note, however, that if the MDI unit keys are operated inadvertently, the machine
may behave unexpectedly, possibly damaging the tool, the machine itself, the
workpiece, or causing injury to the user.
8
RESET key
Pressing the RESET key stops the currently running program. As a result, the
servo axes are stopped. However, the RESET key may fail to function for
reasons such as an MDI unit problem. So, when the motors must be stopped,
If manual intervention is performed during programmed operation of the
machine, the tool path may vary when the machine is restarted. Before
restarting the machine after manual intervention, therefore, c onf ir m the settings
of the manual absolute switches, parameters, and absolute/incremental
The feed hold, feedrate override, and single block functions can be disabled
using custom macro system variable #3004. Be careful when operating the
Usually, a dry run is used to confirm the operation of the machine. During a dry
run, the machine operates at dry run speed, which differs from the
corresponding programmed feedrate. Note that the dry run speed may
If the machine is stopped, after which the machining program is edited
(modification, insertion, or deletion), the machine may behave unexpectedly if
machining is resumed under the control of that program. Basically, do not
When a PS alarm is occurred during executing a blolck, the axis movement of
the block is continued to the end of block. After finishing the executing the block,
s-7
Page 10
SAFETY PRECAUTIONS B-64694EN-1/01
WARNING
electric shock hazard.
NOTE
replacement procedure.
WARNING
electric shock hazard.
NOTE
details of the battery replacement procedure.
WARNINGS RELATED TO DAILY MAINTENANCE
1
Memory backup battery replacement
When replacing the memory backup batteries, keep the power to the machine
(CNC) turned on, and apply an emergency stop to the machine. Because this
work is performed with the power on and the cabinet open, only those personnel
who have received approved safety and maintenance training may perform this
work.
When replacing the batteries, be careful not to touch the high-voltage circuits
(marked and fitted with an insulating cover).
Touching the uncovered high-voltage circuits presents an extremely dangerous
The CNC uses batteries to preserve the contents of its memory, because it must
retain data such as programs, offsets, and parameters even while external
power is not applied.
If the battery voltage drops, a low battery voltage alarm is displayed on the
machine operator's panel or screen.
When a low battery voltage alarm is displayed, replace the batteries within a
week. Otherwise, the contents of the CNC's memory will be lost.
Refer to the Section “Method of replacing battery” in the OPERATOR’S
MANUAL (Common to Lathe/Machining Center System) for details of the batter y
2
Absolute pulse coder battery replacement
When replacing the memory backup batteries, keep the power to the machine
(CNC) turned on, and apply an emergency stop to the machine. Because this
work is performed with the power on and the cabinet open, only those personnel
who have received approved safety and maintenance training may perform this
work.
When replacing the batteries, be careful not to touch the high-voltage circuits
(marked and fitted with an insulating cover).
Touching the uncovered high-voltage circuits presents an extremely dangerous
The absolute pulse coder uses batteries to preserve its absolute position.
If the battery voltage drops, a low battery voltage alarm is displayed on the
machine operator's panel or screen.
When a low battery voltage alarm is displayed, replace the batteries within a
week. Otherwise, the absolute position data held by the pulse coder will be lost.
Refer to the FANUC SERVO AMPLIFIER
i
series Maintenance Manual for
α
s-8
Page 11
B-64694EN-1/01 SAFETY PRECAUTIONS
WARNING
electric shock hazard.
3
Fuse replacement
Before replacing a blown fuse, however, it is necessary to locate and remove the
cause of the blown fuse.
For this reason, only those personnel who have received approved safety and
maintenance training may perform this work.
When replacing a fuse with the cabinet open, be careful not to touch the
high-voltage circuits (marked and fitted with an insulating cover).
Touching an uncovered high-voltage circuit presents an extremely dangerous
s-9
Page 12

Page 13

B-64694EN-1/01 TABLE OF CONTENTS
TABLE OF CONTENTS
SAFETY PRECAUTION .............................................................................. s-1
I. GENERAL
1 GENERAL ............................................................................................... 3
1.1 NOTES ON READING THIS MANUAL .......................................................... 6
1.2 NOTES ON VARIOUS KINDS OF DATA ...................................................... 6
II. PROGRAMMING
1 GENERAL ............................................................................................... 9
1.1 OFFSET ........................................................................................................ 9
2 PREPARATORY FUNCTION (G FUNCTION) ...................................... 10
3 INTERPOLATION FUNCTION .............................................................. 15
3.1 THREADING (G32) ..................................................................................... 15
3.2 CONTINUOUS THREADING ....................................................................... 18
3.3 MULTIPLE THREADING ............................................................................. 19
4 FUNCTIONS TO SIMPLIFY PROGRAMMING ..................................... 21
4.1 CANNED CYCLE (G90, G92, G94) ............................................................. 21
4.1.1 Outer Diameter/Internal Diameter Cutting Cycle (G90) ........................................ 22
4.1.1.1 Straight cutting cycle ......................................................................................... 22
4.1.1.2 Taper cutting cycle ............................................................................................ 23
4.1.2 Threading Cycle (G92) ........................................................................................... 24
4.1.2.1 Straight threading cycle ..................................................................................... 24
4.1.2.2 Taper threading cycle ........................................................................................ 27
4.1.3 End Face Turning Cycle (G94) .............................................................................. 30
4.1.3.1 Face cutting cycle .............................................................................................. 30
4.1.3.2 Taper cutting cycle ............................................................................................ 31
4.1.4 How to Use Canned Cycles (G90, G92, G94) ........................................................ 32
4.1.5 Canned Cycle and Tool Nose Radius Compensation ............................................. 34
4.1.6 Restrictio ns on Canned Cycles ............................................................................... 35
4.2 MULTIPLE REPETITIVE CANNED CYCLE (G70-G76) .............................. 37
4.2.1 Stock Removal in Turning (G71) ........................................................................... 38
4.2.2 Stock Removal in Facing (G72) ............................................................................. 53
4.2.3 Pattern Repeating (G73) ......................................................................................... 57
4.2.4 Finishing Cycle (G70) ............................................................................................ 60
4.2.5 End F ace Peck Drilling Cycle (G74) ...................................................................... 64
4.2.6 Outer Diameter / In t ernal Diameter Drilling Cycle (G75) ..................................... 66
4.2.7 Multiple Threading Cycle (G76) ............................................................................ 68
4.2.8 Restrictio ns on Multiple Repetitive Canned Cycle (G70-G76) .............................. 74
4.2.9 Reducing path for Multiple repetitive canned cycle ............................................... 76
4.3 CANNED CYCLE FOR DRILLING ............................................................... 77
4.3.1 Front Drilling Cycle (G83)/Side Drilling Cycle (G87) .......................................... 81
4.3.2 Front Tapping Cycle (G84) / Side Tapping Cycle (G88) ....................................... 85
4.3.3 Front Boring Cycle (G85) / Side Boring Cycle (G89) ........................................... 86
c-1
Page 14

TABLE OF CONTENTS B-64694EN-1/01
4.3.4 Canned Cycle for Drilling Cancel (G80) ................................................................ 87
4.3.5 Canned Cycle for Drilling with M Code Output Improved.................................... 87
4.3.6 Reducing of Waiting Time of Spindle Speed Arrival in the
Canned Cycle for Drilling ...................................................................................... 88
4.3.7 Precautions for Operators ....................................................................................... 90
4.4 CANNED CYCLE OVERLAP FOR DRILLING ............................................. 91
4.5 RIGID TAPPING .......................................................................................... 99
4.5.1 Front Face Rigid Tapping Cycle (G84) / Side Face Rigid Tapping Cycle (G88) 100
4.5.2 Peck Rigid Tapping Cycle (G84 or G88) ............................................................. 106
4.5.3 Canned Cycle Cancel (G80) ................................................................................. 110
4.5.4 Override during Rigid Tapping ............................................................................ 111
4.5.4.1 Extraction override .......................................................................................... 111
4.5.4.2 Override signal ................................................................................................ 112
4.6 CANNED GRINDING CYCLE (FOR GRINDING MACHINE) ..................... 113
4.6.1 Traverse Grinding Cycle (G71) ............................................................................ 115
4.6.2 Traverse Direct Constant-Size Grinding Cycle (G72) ......................................... 117
4.6.3 Oscillation Grinding Cycle (G73) ........................................................................ 119
4.6.4 Oscillation Direct Constant-Size Grinding Cycle (G74) ...................................... 121
4.7 CHAMFERING AND CORNER R .............................................................. 123
4.8 MIRROR IMAGE FOR DOUBLE TURRET (G68, G69 ) ............................. 128
4.9 DIRECT DRAWING DIMENSION PROGRAMMING ................................. 130
5 COMPENSATION FUNCTION ............................................................ 135
5.1 TOOL OFFSET .......................................................................................... 135
5.1.1 Tool Geometry Offset and Tool Wear Offset ....................................................... 135
5.1.2 T Code for Tool Offset ......................................................................................... 136
5.1.3 Tool Selection....................................................................................................... 136
5.1.4 Offset Number ...................................................................................................... 136
5.1.5 Offset .................................................................................................................... 137
5.1.6 Y Axis Offset ........................................................................................................ 140
5.1.6.1 Support of arbitrary axes for Y axis offset ...................................................... 140
5.1.7 Second Geometry Tool Offset .............................................................................. 140
5.1.8 4th/5th Axis Offset ............................................................................................... 143
5.2 OVERVIEW OF TOOL NOSE RADIUS COMPENSATION (G40-G42) ..... 145
5.2.1 Imaginary Tool Nose ............................................................................................ 146
5.2.2 Direction of Imaginary Tool Nose ....................................................................... 148
5.2.3 Offset Number and Offset Value .......................................................................... 149
5.2.4 Workpiece Position and Move Command ............................................................
5.2.5 Notes on Tool Nose Radius Compensation .......................................................... 155
5.3 OVERVIEW OF CUTTER COMPENSATION (G40-G42) .......................... 158
5.4 DETAILS OF CUTTER OR TOOL NOSE RADIUS COMPENSATION ...... 163
5.4.1 Overview .............................................................................................................. 163
5.4.2 Tool Movement in Start-up .................................................................................. 167
5.4.3 Tool Movement in Offset Mode ........................................................................... 172
5.4.4 Tool Movement in Offset Mode Cancel ............................................................... 190
5.4.5 Prevention of Overcutting Due to Cutter or Tool Nose Radius Compensation ... 197
5.4.6 Interference Check ............................................................................................... 200
5.4.6.1 Operation to be performed if an interference is judged to occur ..................... 203
5.4.6.2 Interference check alarm function ................................................................... 204
5.4.6.3 Interference check avoidance function ............................................................ 205
5.4.7 Cutter or Tool Nose Radius Compensation for Input from MDI ......................... 210
5.5 VECTOR RETENTION (G38) .................................................................... 211
5.6 CORNER CIRCULAR INTERPOLATION (G39) ........................................ 212
150
c-2
Page 15

B-64694EN-1/01 TABLE OF CONTENTS
5.7 EXTENDED TOOL SELECTION ............................................................... 214
5.8 AUTOMATIC TOOL OFFSET (G36, G37) ................................................. 217
5.9 COORDINATE SYSTEM ROTATION (G68.1, G69.1) ............................... 221
6 MEMORY OPERATION USING Series 15 FORMAT ......................... 226
6.1 ADDRESSES AND SPECIFIED RANGE FOR Series 15 PROGRAM
FORMAT ................................................................................................... 226
6.2 SUBPROGRAM CALLING ........................................................................ 227
6.3 CANNED CYCLE ....................................................................................... 227
6.3.1 Outer Diameter/Internal Diameter Cutting Cycle (G90) ...................................... 228
6.3.1.1 Straight cutting cycle ....................................................................................... 228
6.3.1.2 Taper cutting cycle .......................................................................................... 229
6.3.2 Threading Cycle (G92) ......................................................................................... 230
6.3.2.1 Straight threading cycle ................................................................................... 230
6.3.2.2 Taper threading cycle ...................................................................................... 233
6.3.3 End Face Turning Cycle (G94) ............................................................................ 236
6.3.3.1 Face cutting cycle ............................................................................................ 236
6.3.3.2 Taper cutting cycle .......................................................................................... 237
6.3.4 How to Use Canned Cycles .................................................................................. 239
6.3.5 Canned Cycle and Tool Nose Radius Compensation ........................................... 240
6.3.6 Restrictio ns on Canned Cycles ............................................................................. 241
6.4 MULTIPLE REPETITIVE CANNED CYCLE .............................................. 243
6.4.1 Stock Removal in Turning (G71) ......................................................................... 244
6.4.2 Stock Removal in Facing (G72) ........................................................................... 254
6.4.3 Pattern Repeating (G73) ....................................................................................... 258
6.4.4 Finishing Cycle (G70) .......................................................................................... 260
6.4.5 End F ace Peck Drilling Cycle (G74) .................................................................... 264
6.4.6 Outer Diameter / In t ernal Diameter Drilling Cycle (G75) ................................... 266
6.4.7 Multiple Threading Cycle (G76 <G code system A/B>)
(G78 <G code system C>) .................................................................................... 268
6.4.8 Restrictions on Multiple Repetitive Canned Cycle .............................................. 274
6.5 CANNED CYCLE FOR DRILLING ............................................................. 275
6.5.1 High-speed Peck Drilling Cycle (G83.1) ............................................................. 280
6.5.2 Drilling Cycle, Spot Drilling Cycle (G81) ........................................................... 281
6.5.3 Drilling Cycle, Counter Boring (G82) ................................................................. 282
6.5.4 Peck Drilling Cycle (G83) .................................................................................... 283
6.5.5 Tapping Cycle (G84) ............................................................................................ 285
6.5.6 Boring Cycle (G85) .............................................................................................. 286
6.5.7 Boring Cycle (G89) ................................................................
6.5.8 Canned Cycle for Drilling Cancel (G80) .............................................................. 288
6.5.9 Precautions to be Taken by Operator ................................................................... 288
6.6 Canned Cycle Overlap for Drilling .............................................................. 289
.............................. 287
7 MUITI-PATH CONTROL FUNCTION .................................................. 294
7.1 BALANCE CUT (G68, G69) ....................................................................... 294
III. OPERATION
1 DATA INPUT/OUTPUT ....................................................................... 299
1.1 INPUT/OUTPUT ON EACH SCREEN ....................................................... 299
1.1.1 Inputting and Outputting Y-axis Offset Data ....................................................... 299
1.1.1.1 Inputting Y-axis offset data ............................................................................. 299
1.1.1.2 Outputting Y-axis offset data ........................................................................... 300
c-3
Page 16
TABLE OF CONTENTS B-64694EN-1/01
1.1.2 Inputting and Outputting Tool Offset / 2nd Geometry Data ................................ 301
1.1.2.1 Inputting tool offset / 2nd geometry data ......................................................... 301
1.1.2.2 Outputting tool offset / 2nd geometry data ...................................................... 302
1.1.3 Inputting and Outputting 4th/5th Axis Offset Data .............................................. 303
1.1.3.1 Inputting 4th/5th axis offset data ..................................................................... 303
1.1.3.2 Outputting 4th/5th axis offset data .................................................................. 304
1.2 INPUT/OUTPUT ON THE ALL IO SCREEN .............................................. 307
1.2.1 Inputting and Outputting Y-axis Offset Data ....................................................... 307
1.2.2 Inputting and Outputting Tool Offset / 2nd Geometry Tool Offset ..................... 309
2 SETTING AND DISPLAYING DATA ................................................... 311
2.1 SCREENS DISPLAYED BY FUNCTION KEY
2.1.1 Setting and Displaying the Tool Offset Value ..................................................... 311
2.1.2 Direct Input of Tool Offset Value Measured........................................................ 315
2.1.3 Direct Input of Tool Offset Value Measured B .................................................... 318
2.1.4 Counter Input of Offset value ............................................................................... 320
2.1.5 Setting the Workpiece Coordinate System Shift Value ........................................ 321
2.1.6 Setting Tool Offset/Second Geometry Tool Offset Values .................................. 325
2.1.7 Setting the Y-Axis Offset ..................................................................................... 328
2.1.8 Setting the 4th/5th Axis Offset ............................................................................. 334
2.1.9 Chuck and Tail Stock Barriers ............................................................................. 339
................................... 311
APPENDIX
A LIST OF FUNCTIONS INCLUDE ADDRESS P IN THE PROGRAM
COMMAND .......................................................................................... 351
A.1 LIST OF FUNCTIONS INCLUDE ADDRESS P IN THE ARGUMENT
OF G CODE .............................................................................................. 351
A.2 LIST OF FUNCTIONS INCLUDE ADDRESS P IN THE ARGUMENT
OF M AND S CODE .................................................................................. 354
c-4
Page 17

I. GENERAL
Page 18

Page 19
B-64694EN-1/01 GENERAL 1. GENERAL
NOTE
machine tool builder.
Model name
Abbreviation
NOTE
1 For an explanatory purpose, the following descriptions may be used according to
- 0i-TF Plus : Lathe system (T series)
2 Some functions described in this manual may not be applied to some products.
For details, refer to the DESCRIPTIONS (B-64692EN).
1 GENERAL
This manual consists of the following parts:
About this manual
I. GENERAL
Describes chapter organization, applicable models, related manuals, and notes for reading this
manual.
II. PROGRAMMING
Describes each function: Format used to progr am functions in the NC language, characteristics, and
restrictions.
III. OPERATION
Describes the manual operation and automatic operation of a machine, procedures for inputting and
outputting data, and procedures for editing a program.
APPENDIX
Describes supplementary materials.
1 This manual describes the functions that can operate in the lathe system path
control type. For other functions not specific to the lathe system, r efer to the
OPERATOR'S MANUAL (Common to Lathe System/Machining Center System)
(B-64694EN).
2 Some functions described in this manual may not be applied to some products.
For detail, refer to the DESCRIPTIONS manual (B-64692EN).
3 This manual does not detail the parameters not mentioned in the text. For details
of those parameters, refer to the PARAMETER MANUAL (B-64700EN).
Parameters are used to set functions and operating conditions of a CNC
machine tool, and frequently-used values in advance. Usually, the machine tool
builder factory-sets parameters so that the user can use the machine t ool easily.
4 This manual describes not only basic functions but also optional functions. Look
up the options incorporated into your system in the manual written by the
Applicable models
This manual describes the following models that are 'Nano CNC'.
'Nano CNC system' which realizes high precision machining can be constructed by combining these
models and high speed, high precision servo controls.
In the text, the abbreviations indicated below may be used.
FANUC Series 0i-TF Plus 0i-TF Plus Series 0i-F Plus Series 0i
the CNC model :
- 3 -
Page 20
1. GENERAL GENERAL B-64694EN-1/01
Manual name
Specification number
DESCRIPTIONS
B-64692EN
CONNECTION MANUAL (HARDWARE)
B-64693EN
CONNECTION MANUAL (FUNCTION)
B-64693EN-1
OPERATOR’S MANUAL (Common to Lathe System/Machining Center System)
B-64694EN
OPERATOR’S MANUAL (For Lathe System)
B-64694EN-1
*
OPERATOR’S MANUAL (For Machining Center System)
B-64694EN-2
MAINTENANCE MANUAL
B-64695EN
PARAMETER MANUAL
B-64700EN
Programming
Macro Executor PROGRAMMING MANUAL
B-63943EN-2
Macro Compiler PROGRAMMING MANUAL
B-66263EN
C Language Executor PROGRAMMING MANUAL
B-63943EN-3
PMC
PMC PROGRAMMING MANUAL
B-64513EN
Network
PROFIBUS-DP Board CONNECTION MANUAL
B-63993EN
Fast Ethernet / Fast Data Server OPERATOR’S MANUAL
B-64014EN
DeviceNet Board CONNECTION MANUAL
B-64043EN
FL-net Board CONNECTION MANUAL
B-64163EN
CC-Link Board CONNECTION MANUAL
B-64463EN
Operation guidance function
MANUAL GUIDE i (Common to Lathe System/Machining Center System)
OPERATOR’S MANUAL
MANUAL GUIDE i (For Machining Center System) OPERATOR’S MANUAL
B-63874EN-2
MANUAL GUIDE i (Set-up Guidance Functions) OPERATOR’S MANUAL
B-63874EN-1
MANUAL GUIDE 0i OPERATOR’S MANUAL
B-64434EN
Dual Check Safety
Dual Check Safety CONNECTION MANUAL
B-64483EN-2
Special symbols
This manual uses the following symbols:
- IP_
Indicates a combination of axes such as X_ Y_ Z_
In the underlined position following each address, a numeric value such as a coordinate value is placed
(used in PROGRAMMING.).
- ;
Indicates the end of a block. It actually corresponds to the ISO code LF or EIA code CR.
Related manuals of Series 0i-F Plus
The following Table 1(a) lists the manuals related to Series 0i-F Plus. This manual is indicated by an
asterisk(*).
Table 1 (a) Related manuals of Series 0i-F Plus
- 4 -
B-63874EN
Page 21
B-64694EN-1/01 GENERAL 1. GENERAL
Manual name
Specification number
FANUC AC SERVO MOTOR αi series DESCRIPTIONS
FANUC AC SPINDLE MOTOR αi-B / βi-B series DESCRIPTIONS
B-65452EN
FANUC AC SERVO MOTOR βi series DESCRIPTIONS
FANUC SERVO AMPLIFIER αi-B series DESCRIPTIONS
B-65412EN
FANUC SERVO AMPLIFIER βi-B series DESCRIPTIONS
B-65422EN
FANUC AC SERVO MOTOR αi series
MAINTENANCE MANUAL
MAINTENANCE MANUAL
FANUC AC SERVO MOTOR αi series
PARAMETER MANUAL
PARAMETER MANUAL
Related manuals of SERVO MOTOR αi/βi series
The following Table 1(b) lists the manuals related to SERVO MOTOR αi/βi series
Table 1 (b) Related manuals of SERVO MOTOR αi/βi series
FANUC AC SERVO MOTOR αi-B series
FANUC AC SERVO MOTOR βi-B series
FANUC AC SPINDLE MOTOR αi series
FANUC SERVO AMPLIFIER αi series
FANUC AC SERVO MOTOR βi series
FANUC AC SPINDLE MOTOR βi series
FANUC SERVO AMPLIFIER βi series
FANUC AC SERVO MOTOR βi series
FANUC LINEAR MOTOR LiS series
FANUC SYNCHRONOUS BUILT-IN SERVO MOTOR DiS series
FANUC AC SPINDLE MOTOR αi/βi series,
BUILT-IN SPINDLE MOTOR Bi series
B-65262EN
B-65302EN
B-65285EN
B-65325EN
B-65270EN
B-65280EN
The above servo motors and the corresponding spindles can be connected to the CNC covered in this
manual.
This manual mainly assumes that the FANUC SERVO MOTOR αi series of servo motor is used. For
servo motor and spindle information, refer to the manuals for the servo motor and spindle that are actually
connected.
- 5 -
Page 22
1. GENERAL GENERAL B-64694EN-1/01
CAUTION
attempted.
CAUTION
non-volatile memory at registration, modification, or deletion of program s.
1.1 NOTES ON READING THIS MANUAL
1 The function of an CNC machine tool system depends not only on the CNC, but on
the combination of the machine tool, its magnetic cabinet, the servo system, the
CNC, the operator's panels, etc. It is too difficult to describe the function,
programming, and operation relating to all combinations. This manual generally
describes these from the stand-point of the CNC. So, for details on a particular
CNC machine tool, refer to the manual issued by the machine tool builder, which
should take precedence over this manual.
2 In the header field of each page of this manual, a chapter title is indicated so that
the reader can reference necessary information easily.
By finding a desired title first, the reader can reference necessary parts only.
3 This manual describes as many reasonable variations in equipment usage as
possible. It cannot address every combination of features, options and commands
that should not be attempted.
If a particular combination of operations is not described, it should not be
1.2 NOTES ON VARIOUS KINDS OF DATA
Machining programs, parameters, offset data, etc. ar e s t ored in the CNC unit
internal non-volatile memory. In general, these contents are not lost by the
switching ON/OFF of the power. However, it is possible that a state can occur
where precious data stored in the non-volatile memory has to be deleted,
because of deletions from a maloperation, or by a failure restoration. In order to
restore rapidly when this kind of mishap occurs, it is recommended that you
create a copy of the various kinds of data beforehand.
The number of times to write machining programs to the non-volatile memory is
limited.
You must use "High-speed program management" when registration and the
deletion of the machining programs are frequently repeated in such case that the
machining programs are automatically downloaded from a personal computer at
each machining.
In "High-speed program management", the program is not saved to t he
- 6 -
Page 23

II. PROGRAMMING
Page 24

Page 25
B-64694EN-1/01 PROGRAMMING 1. GENERAL
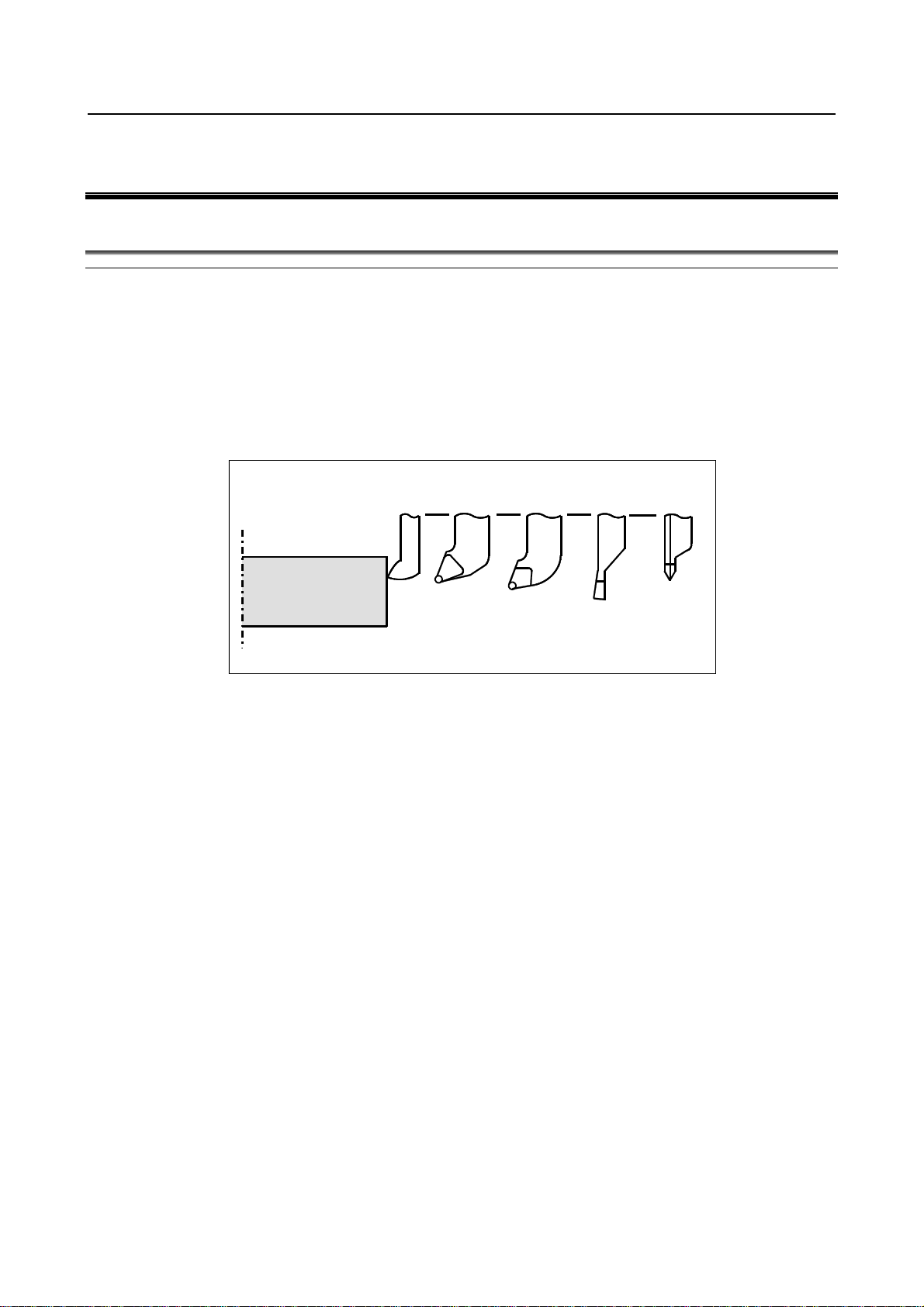
Workpiece
Standard
tool
Rough
cutting
tool
Finishing
tool
Grooving
tool
Threading
tool
1 GENERAL
1.1 OFFSET
Explanation
- Tool offset
Usually, several tools are used for machining one workpiece. The tools have different tool length. It is
very troublesome to change the program in accordance with the tools.
Therefore, the length of each tool used should be measured in advance. By setting the differ ence between
the length of the standard tool and the length of each tool in the CNC (see Chapter, “Setting and
Displaying Data” in the OPERATOR’S MANUAL (Common to Lathe System/Machining Center
System)), machining can be performed without altering the program even when the tool is changed. This
function is called tool offset. (Refer to the section of Section 5.1 “TOOL OFFSET”.)
Fig. 1.1 Tool offset
- 9 -
Page 26
PROGRAMMING B-64694EN-1/01
2. PREPARATORY FUNCTION
(G FUNCTION)
Type
Meaning
One-shot G code
The G code is effective only in the block in which it is specified.
Modal G code
The G code is effective until another G code of the same group is specified.
(Example)
G01 and G00 are modal G codes in group 01.
G01 X_ ;
Z_ ; G01 is effective in this range.
X_ ;
G00 Z_ ; G00 is effective in this range.
X_ ;
G01 X_ ;
:
2 PREPARATORY FUNCTION (G FUNCTION)
A number following address G determines the meaning of the command for the concerned block.
G codes are divided into the following two types.
There are three G code systems in the lathe system : A,B, and C (Table 2 (a) ). Select a G code system
using bits 6 (GSB) and 7 (GSC) parameter No. 3401.
Generally, OPERATOR’S MANUAL describes the u se of G code system A, except when the described
item can use only G code system B or C. In such cases, the use of G code system B or C is described.
Explanation
1. When the clear state (bit 6 (CLR) of parameter No. 340 2) is set at power-up or reset, the modal G
codes are placed in the states described below.
(1) The modal G codes are placed in the states marked wit h
(2) G20 and G21 remain unchanged when the clear state is set at power-up or reset.
(3) Which status G22 or G23 at power on is set by bit 7 (G23) of parameter No. 3402. However,
G22 and G23 remain unchanged when the clear state is set at reset.
(4) The user can select G00 or G01 by setting bit 0 (G01) of parameter No. 3402.
(5) When G code system B or C is used, setting bit 3 (G91) of parameter No. 3402 determines
which code, either G90 or G91, is effectiv e.
2. G codes other than G10 and G11 are one-shot G codes.
3. When a G code not listed in the G code list is specified, or a G code that has no corresponding
option is specified, alarm PS0010, “IMPROPER G-CODE” occurs.
4. Multiple G codes can be specified in the same block if each G code belongs to a different group. If
multiple G codes that belong to the same group ar e specified in th e same block, only the last G cod e
specified is valid.
5. If a G code belonging to group 01 is specified in a for drilling, the canned cycle for drilling is
cancelled. This means that the same state set by specifying G80 is set. Note that the G codes in
group 01 are not affected by a G code specifying a canned cycle.
6. When G code system A is used, absolute or incr emental programming is specified not by a G code
(G90/G91) but by an address word (X/U, Z/W, C/H, Y/V). Only the initial level is provided at the
return point of the canned cycle for drilling..
7. G codes are indicated by group.
as indicated in Table 2(a).
- 10 -
Page 27
B-64694EN-1/01 PROGRAMMING
2. PREPARATORY FUNCTION
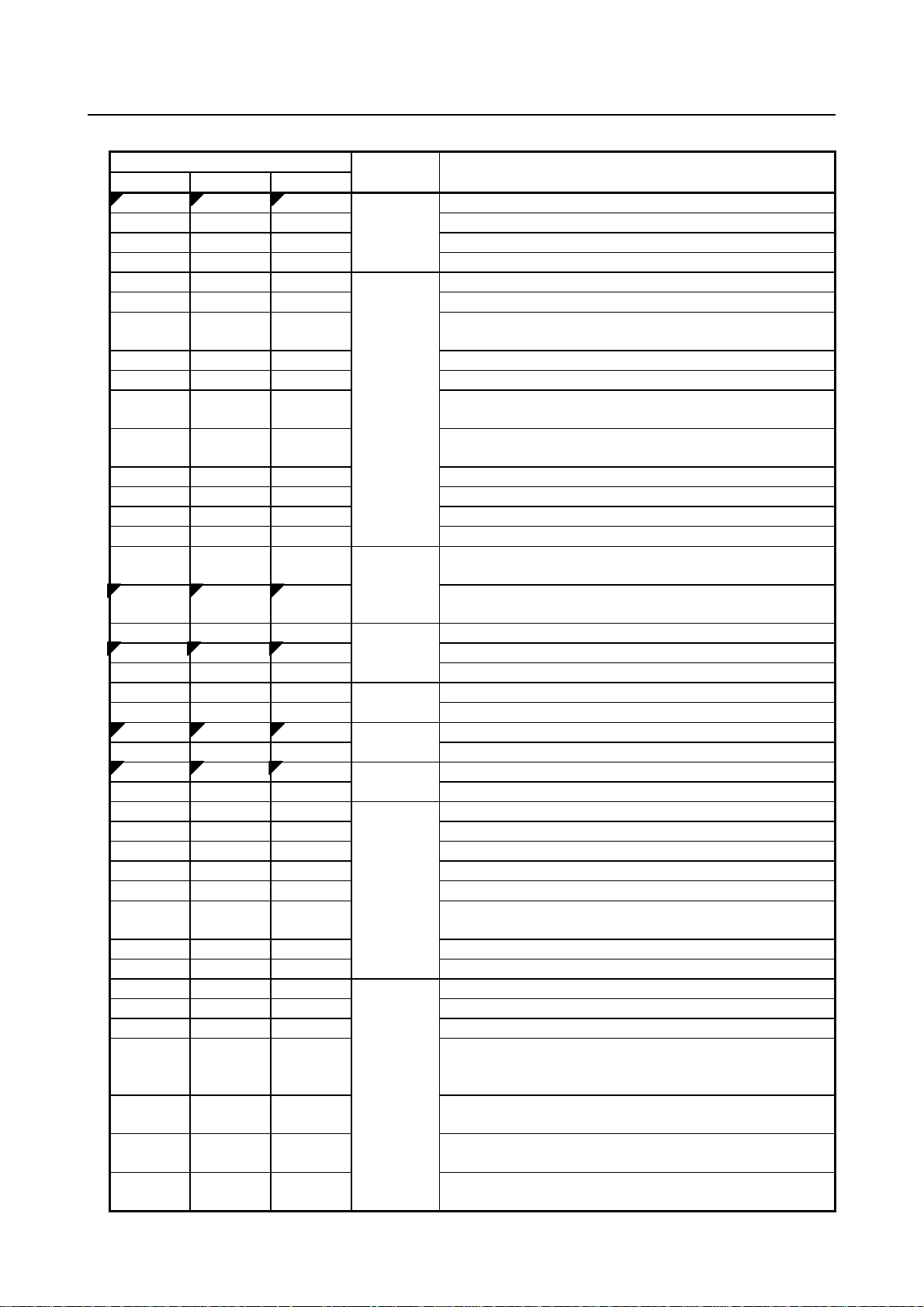
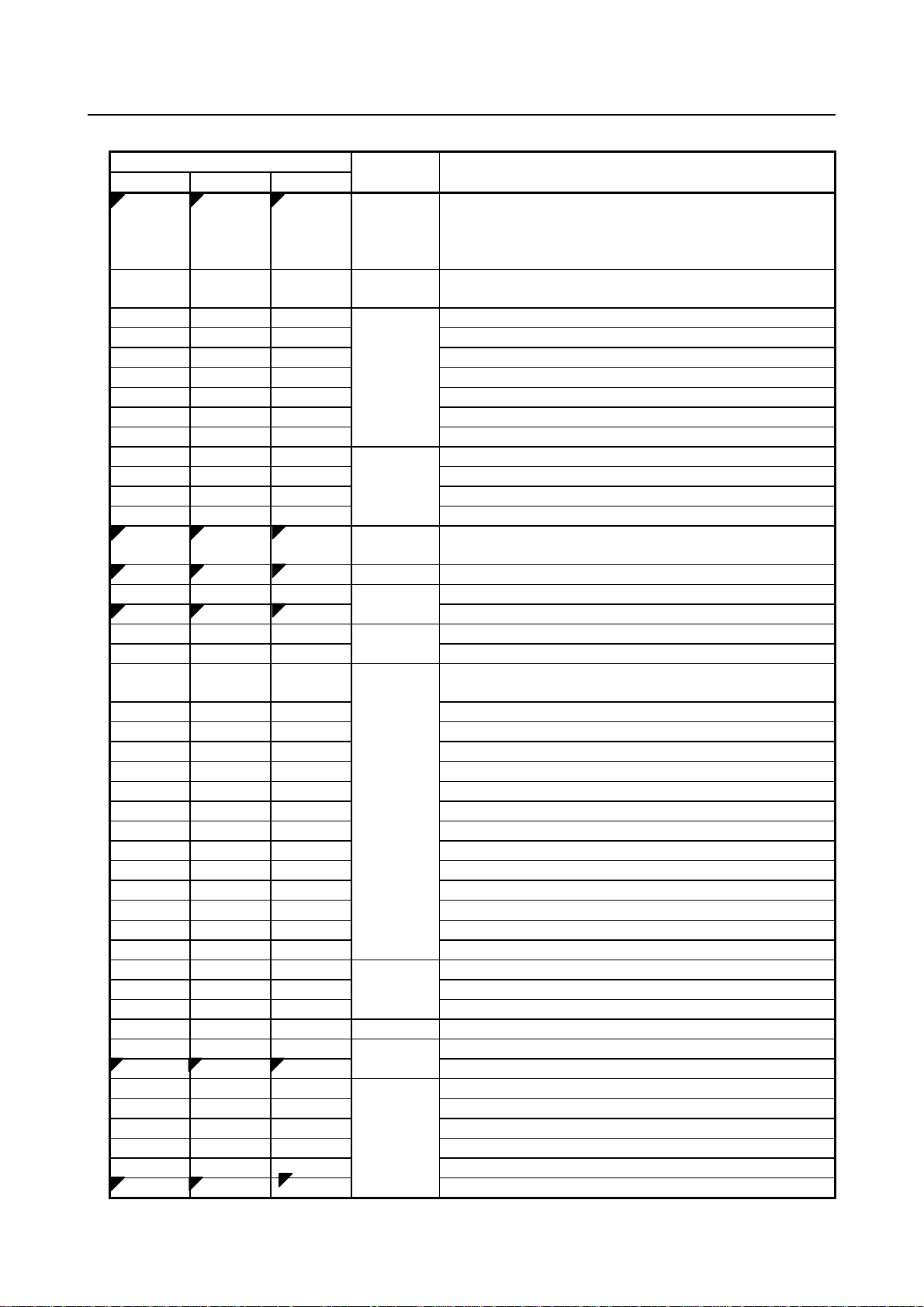
Table 2(a) G code list
G code system
A B C
G00
G00
G00
Positioning (Rapid traverse)
G01
G01
G01
Linear interpolation (Cutting feed)
G02
G02
G02
Circular interpolation CW or helical interpolation CW
G03
G03
G03
Circular interpolation CCW or helical interpolation CCW
G04
G04
G04
Dwell
G04.1
G04.1
G04.1
G code preventing buffering
contour control)
G05.1
G05.1
G05.1
AI contour control
G05.4
G05.4
G05.4
HRV3 on/off
(G107)
(G107)
(G107)
command)
G09
G09
G09
Exact stop
G10
G10
G10
Programmable data input
G10.6
G10.6
G10.6
Tool retract and recover
G11
G11
G11
Programmable data input mode cancel
(G112)
(G112)
(G112)
(G113)
(G113)
(G113)
G17
G17
G17
XpYp plane selection
G18
G18
G18
ZpXp plane selection
G19
G19
G19
YpZp plane selection
G20
G20
G70
Input in inch
G21
G21
G71
Input in mm
G22
G22
G22
Stored stroke check function on
G23
G23
G23
Stored stroke check function off
G25
G25
G25
Spindle speed fluctuation detection off
G26
G26
G26
Spindle speed fluctuation detection on
G27
G27
G27
Reference position return check
G28
G28
G28
Return to reference position
G28.2
G28.2
G28.2
In-position check disable reference position return
G29
G29
G29
Movement from reference position
G30
G30
G30
2nd, 3rd and 4th reference position return
return
G31
G31
G31
Skip function
G31.8
G31.8
G31.8
EGB-axis skip
G32
G33
G33
Threading
G34
G34
G34
Variable lead threading
G35
G35
G35
Circular threading CW
(G36) of parameter No. 3405 is set to 0)
No. 3405 is set to 0)
No. 3405 is set to 1)
No. 3405 is set to 1)
Group Function
01
(G FUNCTION)
G05 G05 G05
G07.1
G08 G08 G08
G12.1
G13.1
G07.1
G12.1
G13.1
G07.1
G12.1
G13.1
00
21
16
06
09
AI contour control (command compatible with high precision
Cylindrical interpolation
AI contour control (advanced preview control compatible
Polar coordinate interpolation mode
Polar coordinate interpolation cancel mode
G30.2 G30.2 G30.2
G36 G36 G36
G37 G37 G37
G37.1 G37.1 G37.1
G37.2 G37.2 G37.2
08
00
01
In-position check disable 2nd, 3rd, or 4th reference position
Circular threading CCW (When bit 3 (G36) of param eter No.
3405 is set to 1) or Automatic tool offset (X axis) (When bit 3
Automatic tool offset (Z axis) (When bit 3 (G36) of parameter
Automatic tool offset (X axis) (When bit 3 (G36) of parameter
Automatic tool offset (Z axis) (When bit 3 (G36) of parameter
- 11 -
Page 28
PROGRAMMING B-64694EN-1/01
2. PREPARATORY FUNCTION
(G FUNCTION)
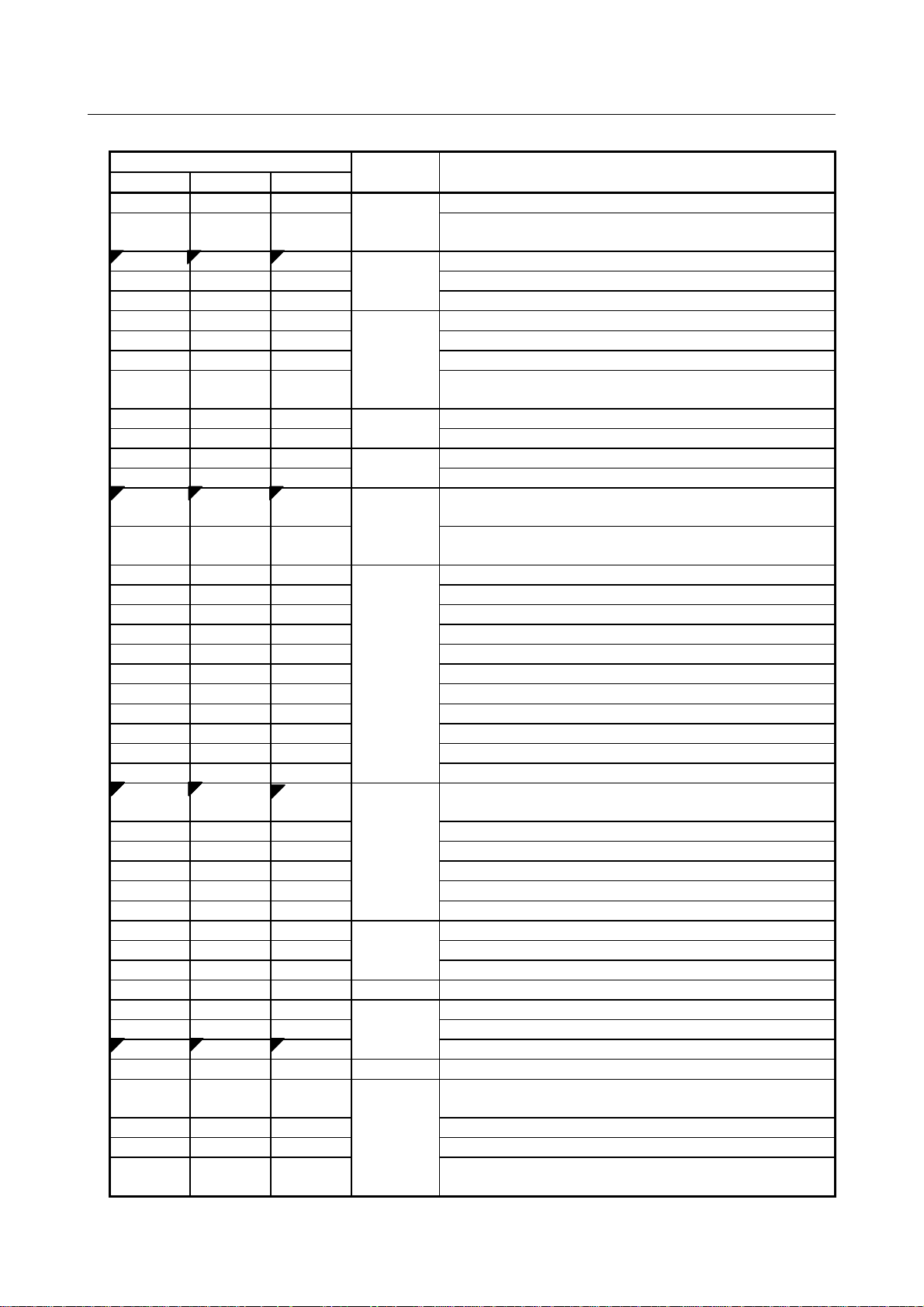
Table 2(a) G code list
G code system
A B C
G38
G38
G38
Tool radius/tool nose radius compensation: with vector held
interpolation
G40
G40
G40
Tool radius/tool nose radius compensation : cancel
G41
G41
G41
Tool radius/tool nose radius compensation : left
G42
G42
G42
Tool radius/tool nose radius compensation : right
G40.1
G40.1
G40.1
Normal direction control cancel mode
G41.1
G41.1
G41.1
Normal direction control left on
G42 .1
G42 .1
G42 .1
Normal direction control right on
(G44.7)
(G44.7)
(G44.7)
(Bit 3 (TCT) of parameter No. 5040 mus t be "1".)
G50
G92
G92
Coordinate system setting or max spindle speed clamp
G50.3
G92.1
G92.1
Workpiece coordinate system preset
G50.1
G50.1
G50.1
Programmable mirror image cancel
G51.1
G51.1
G51.1
Programmable mirror image
G50.2
(G250)
G50.2
(G250)
G50.2
(G250)
(G251)
(G251)
(G251)
G50.4
G50.4
G50.4
Cancel synchronous control
G50.5
G50.5
G50.5
Cancel composite control
G50.6
G50.6
G50.6
Cancel superimposed control
G51.4
G51.4
G51.4
Start synchronous control
G51.5
G51.5
G51.5
Start composite control
G51.6
G51.6
G51.6
Start superimposed control
G52
G52
G52
Local coordinate system setting
G53
G53
G53
Machine coordinate system setting
G53.1
G53.1
G53.1
Tool axis direction control
G53.2
G53.2
G53.2
Selecting a machine coordinate system with feedrate
G53.6
G53.6
G53.6
Tool center point retention type tool axis direction contr ol
(G54.1)
(G54.1)
(G54.1)
G55
G55
G55
Workpiece coordinate system 2 selection
G56
G56
G56
Workpiece coordinate system 3 selection
G57
G57
G57
Workpiece coordinate system 4 selection
G58
G58
G58
Workpiece coordinate system 5 selection
G59
G59
G59
Workpiece coordinate system 6 selection
G61
G61
G61
Exact stop mode
G63
G63
G63
Tapping mode
G64
G64
G64
Cutting mode
G65
G65
G65
00
Macro call
G66
G66
G66
Macro modal call A
G66.1
G66.1
G66.1
Macro modal call B
G67
G67
G67
Macro modal call A/B cancel
G68
G68
G68
04
Mirror image on for double turret or balance cutting mode
system conversion mode on
G68.2
G68.2
G68.2
Tilted working plane indexing command
G68.3
G68.3
G68.3
Tilted working plane indexing command by tool axis direction
multi-command)
Group Function
G39 G39 G39
G43.7
G51.2
G43.7
G51.2
G43.7
G51.2
01
07
19
00
22
20
Tool radius/tool nose radius compensation: corner roundi ng
Tool offset
Polygon turning cancel
Polygon turning
G54
G68.1 G68.1 G68.1
G54
G54
00
Workpiece coordinate system 1 selection
14
15
12
Coordinate system rotation start or 3-dimensional coordinate
G68.4 G68.4 G68.4
17
Tilted working plane indexing command (incremental
- 12 -
Page 29
B-64694EN-1/01 PROGRAMMING
2. PREPARATORY FUNCTION
Table 2(a) G code list
G code system
A B C
coordinate system conversion mode off
G70
G70
G72
Finishing cycle
G71
G71
G73
Stock removal in turning
G72
G72
G74
Stock removal in facing
G73
G73
G75
Pattern repeating cycle
G74
G74
G76
End face peck drilling cycle
G75
G75
G77
Outer diameter/internal diameter drilling cycle
G76
G76
G78
Multiple-thread cutting cycle
G71
G71
G72
Traverse grinding cycle
G72
G72
G73
Traverse direct sizing/grinding cycle
G73
G73
G74
Oscillation grinding cycle
G74
G74
G75
Oscillation direct sizing/grinding cycle
Electronic gear box : synchronization cancellation
G81.1
G81.1
G81.1
00
High precision oscillation function
G80.4
G80.4
G80.4
Electronic gear box: synchronization cancellation
G81.4
G81.4
G81.4
Electronic gear box: synchronization start
G80.5
G80.5
G80.5
Electronic gear box 2 pair: synchronization cancellation
G81.5
G81.5
G81.5
Electronic gear box 2 pair: synchronization start
Electronic gear box : synchronization start
G82
G82
G82
Counter boring (FS15-T format)
G83
G83
G83
Cycle for face drilling
G83.1
G83.1
G83.1
High-speed peck drilling cycle (FS15-T format)
G83.5
G83.5
G83.5
High-speed peck drilling cycle
G83.6
G83.6
G83.6
Peck drilling cycle
G84
G84
G84
Cycle for face tapping
G84.2
G84.2
G84.2
Rigid tapping cycle (FS15-T format)
G85
G85
G85
Cycle for face boring
G87
G87
G87
Cycle for side drilling
G87.5
G87.5
G87.5
High-speed peck drilling cycle
G87.6
G87.6
G87.6
Peck drilling cycle
G88
G88
G88
Cycle for side tapping
G89
G89
G89
Cycle for side boring
G90
G77
G20
Outer diameter/internal diameter cutting cycle
G92
G78
G21
Threading cycle
G94
G79
G24
End face turning cycle
G91.1
G91.1
G91.1
00
Maximum specified incremental amount check
G96
G96
G96
Constant surface speed control
G97
G97
G97
Constant surface speed control cancel
G96.1
G96.1
G96.1
Spindle indexing execution (waiting for completion)
G96.2
G96.2
G96.2
Spindle indexing execution (not waiting for completion)
G96.3
G96.3
G96.3
Spindle indexing completion check
G96.4
G96.4
G96.4
SV speed control mode ON
G98
G94
G94
Feed per minute
G99
G95
G95
Feed per revolution
Group Function
G69 G69 G69
04
Mirror image off for double turret or balance cutt ing mode
cancel
(G FUNCTION)
G69.1 G69.1 G69.1 17
00
01
G80 G80
G81 G81 G81
G80
10
28
27
Coordinate system rotation cancel or 3-dimensional
Canned cycle cancel for drilling
Spot drilling (FS15-T format)
10
01
02
00
- 13 -
Page 30
PROGRAMMING B-64694EN-1/01
2. PREPARATORY FUNCTION
(G FUNCTION)
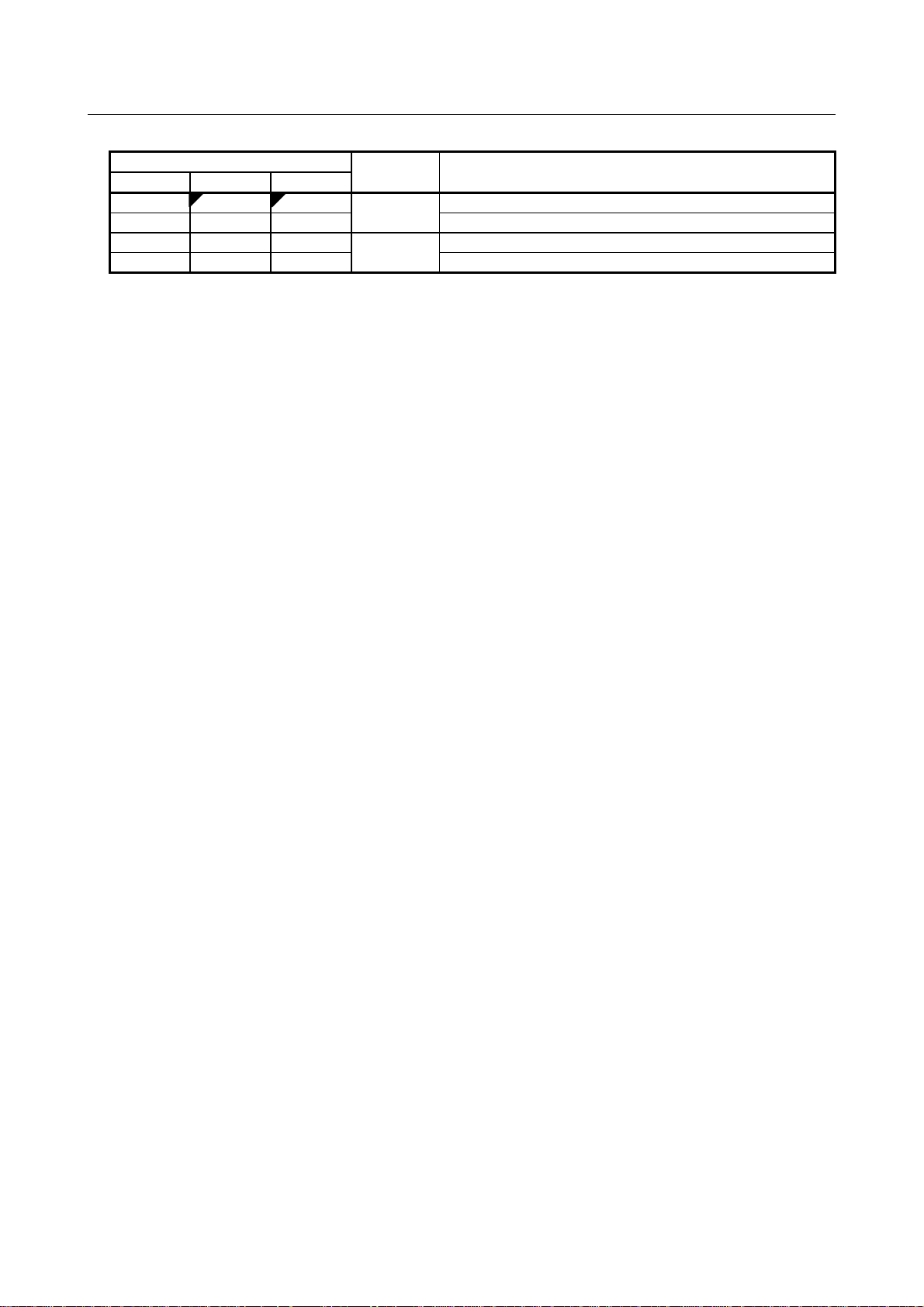
Table 2(a) G code list
G code system
A B C
-
G90
G90
Absolute programming
-
G91
G91
Incremental programming
-
G98
G98
Canned cycle : return to initial level
-
G99
G99
Canned cycle : return to R point level
Group Function
03
11
- 14 -
Page 31

B-64694EN-1/01 PROGRAMMING 3. INTERPOLATION FUNCTION
L
Straight thread
L
L
Tapered
screw
Scroll thread
X
X axis
Z
δ
2
a
Start point
L
δ
1
End point_
0
Z axis
G32IP_F_;
IP_: End point
F _: Lead of the long axis
(always radius programming)
3 INTERPOLATION FUNCTION
3.1 THREADING (G32)
Tapered screws and scroll threads in addition to equal lead straight th reads can be cut by using a G32
command.
The spindle speed is read from the position coder on the spindle in real time and converted to a cutting
feedrate for feed-per minute mode, which is used to move the tool.
Format
Fig. 3.1 (a) Thread types
Fig. 3.1 (b) Example of threading
- 15 -
Page 32

3. INTERPOLATION FUNCTION PROGRAMMING B-64694EN-1/01
X
Tapered thread
LX
a
LZ
Z
a≤45° lead is LZ
a≥45° lead is LX
Least command increment
Metric input
0.0001 to 500.0000 mm
Inch input
0.000001 to 9.999999 inch
Explanation
In general, threading is repeated along the same tool path in rough cutting through finish cutting for a
screw. Since threading starts when the position coder mounted on the spindle outputs a
one-spindle-rotation signal, threading is started at a fixed point and the tool path on the workpiece is
unchanged for repeated threading. Note that the spindle speed must remain constant from rough cutting
through finish cutting. If not, incorrect thread lead will occur.
Fig. 3.1 (c) LZ and LX of a tapered thread
In general, the lag of the servo system, etc. will produce somewhat incorrect leads at the starting and
ending points of a thread cut. To compensate for this, a threading length somewhat longer than required
should be specified.
Table 3.1 (a) lists the ranges for specifyin g the thread lead.
Table 3.1 (a) Ranges of lead sizes th at can be specified
- Continuous threading
The "continuous threading" is effective for G32.
Limitation
- Tool Retract and Recover
When the major axis for threading is specified as th e retraction axis, retraction is not performed. In this
case, after a block that does not specify threading is executed, an alarm PS0429, “ILLEGAL
COMMAND IN G10.6” is issued and the tool sto ps.
- Chamfering and Corner R
Chamfering or corner R cannot be specified in a block in which thread cutting is specified. If tool offset is
specified, alarm PS0050, “CHF/CNR NOT ALLOWED IN THRD BLK”, is issued.
- Tool offset
Tool offset cannot be specified in a block in which thread cutting is specified. If tool offset is specified,
alarm PS0509, “TOOL OFFSET COMMAND IS NOT AVAILABLE”, i s issued.
- 16 -
Page 33

B-64694EN-1/01 PROGRAMMING 3. INTERPOLATION FUNCTION
Z axis
X axis
δ
2
δ
1
30
70
The following values are used in programming :
Thread lead :4mm
δ1=3mm
δ2=1.5mm
Depth of cut :1mm (cut twice)
(Metric input, diameter programming)
G00 U-62.0 ;
G32 W-74.5 F4.0 ;
G00 U62.0 ;
W74.5 ;
U-64.0 ;
(For the second cut, cut 1mm more)
G32 W-74.5 ;
G00 U64.0 ;
W74.5 ;
1. Straight threading
Z axis
X axis
δ
2
δ
1
The following values are used in programming :
Thread lead : 3.5mm in the direction of the Z axis
δ
1
=2mm
δ2=1mm
Cutting depth in the X axis direction is 1mm (cut twice)
(Metric input, diameter programming)
G00 X 12.0 Z72.0 ;
G32 X 41.0 Z29.0 F3.5 ;
G00 X 50.0 ;
Z 72.0 ;
X 10.0 ;
(Cut 1mm more for the second cut)
G32 X 39.0 Z29.0 ;
G00 X 50.0 ;
Z 72.0 ;
f50
f43
f14
2.Tapered threading
40
30
0
CAUTION
1 Feedrate override is effective (fixed at 100%) during threading.
execution of the first block not specifying threading.
Example
2 It is very dangerous to stop feeding the thread cutter without stopping the
spindle. This will suddenly increase the cutting depth. Thus, the feed hold
function is ineffective while threading. If the feed hold button is pressed during
threading, the tool will stop after a block not specifying threading is executed as
if the SINGLE BLOCK button were pushed. However, Feed hold lamp signal
SPL turns to “1” immediately after feed hold signal *SP is set to “1”. Then, when
the tool stops, the signal SPL turns to “0” (Single Block stop status).
3 When the FEED HOLD button is pressed again in the first block after threading
mode that does not specify threading (or the button has been held down), the
tool stops immediately at the block that does not specify threading.
4 When threading is executed in the single block status, the tool stops after
- 17 -
Page 34

3. INTERPOLATION FUNCTION PROGRAMMING B-64694EN-1/01
CAUTION
5 When the mode was changed from automatic operation to manual operation
MANUAL (Common to Lathe System/Machining Center System) (B-64694EN).
G32
G32
G32
during threading, the tool stops at the first block not specifying threading as
when the feed hold button is pushed as mentioned in Warning 3.
However, when the mode is changed from one automatic operation mode to
another, the tool stops after execution of the block not specifying threading as for
the single block mode in Note 4.
6 When the previous block was a threading block, cutting will start immediately
without waiting for detection of the one-spindle-rotation signal even if the present
block is a threading block.
(Example)
G00 Z0.0 X50.0 ; One-rotation signal is
G32 Z10.0 F_ ; : Detected
Z20.0 ; : Not detected
G32 Z30.0 ; : Not detected
7 Because the constant surface speed control is effective during scroll thread or
tapered screw cutting and the spindle speed changes, the correct thread lead
may not be cut. Therefore, do not use the constant surface speed contr ol dur ing
threading. Instead, use G97.
8 A movement block preceding the threading block must not specify chamfering or
corner R.
9 A threading block must not specifying chamfering or corner R.
10 The spindle speed override function is disabled during threading. The spindle
speed is fixed at 100%.
11 Thread cycle retract funct ion is inef f ec t ive to G32.
12 If tool offset (with t he T c ode or G43.7) is specified in during of the threading
mode, or in a block for threading, alarm PS0509, “TOOL OFFSET COM MAND
IS NOT AVAILABLE”, is issued.
13 The leads of a thread are generally incorrect , due to automatic acceleration and
deceleration. Thus distance allowances must be made to the extent in the
program. Refer “INCORRECT THREADED LENGTH” in the OPERATOR’S
3.2 CONTINUOUS THREADING
Threading blocks can be programmed successively to eliminate a discontinuity due to a discontinuous
movement in machining by adjacent blocks.
Explanation
Since the system is controlled in such a manner th at the synchro nism with the spindle does not deviate in
the joint between blocks wherever possible, it is possible to performed special threading operation in
which the lead and shape change midway.
Fig. 3.2 (a) Continuous threading (Example of G32 in G code system A)
Even when the same section is repeated for threadin g while changing the depth of cu t, this sy stem allows
a correct machining without impairing the threads.
- 18 -
Page 35

B-64694EN-1/01 PROGRAMMING 3. INTERPOLATION FUNCTION
L
L : Lead
(Threading)
(Increment: 0.001 degrees, Valid setting range: 0 to 360 degrees)
- Available threading commands
G32: Threading (G code system A)
G33: Threading (G code system B/C)
G34: Variable lead threading
G35, G36: Circular threading
- Start angle
The address Q (Angle for shifting the threading start angle) is only effective the first threading command
block of continuous threading.
In the continuous threading, the addresses Q of the threading in the blocks after the first are ignored.
3.3 MULTIPLE THREADING
Using the Q address to specify an angle b etween the one-spindle-rotation signal and the start of threading
shifts the threading start angle, making it possible to produce multiple-thread screws with ease.
Format
Explanation
- Available threading commands
Limitation
- Threading start angle
Fig. 3.3 (a) Multiple thread screws.
G32 IP _ F_ Q_ ;
IP : End point
F_ : Lead in longitudinal direction
G32 IP _ Q_ ;
Q_ : Angle for shifting the threading start angle
G32: Threading
G34: Variable lead threading
G35, G36: Circular threading
G76/G78: Multiple threading cycle (Only when the FS15 tape format is used.)
G92: Threading cycle
The threading start angle is not a continuous state (modal) value. It must be specified each time it is used.
If a value is not specified, 0 is assumed.
- 19 -
Page 36

3. INTERPOLATION FUNCTION PROGRAMMING B-64694EN-1/01
Program for producing double-threaded screws (w i th threading start angles of 0
Cutting start point of 2nd
Cutting start point of 1st
180°
Z axis
δ
δ
1
15
30
Thread lead :4mm
Threading start angle of 2nd :180 degree
- Threading start angle increment
The threading start angle (Q) increment is 0.001 degrees. Note that no decimal point can be specified.
Example:
For a shift angle of 180 degrees, specify Q180000.
Q180.000 cannot be specified, because it contains a decimal point.
Note: Q1 is the command of 0.001 degree for the angle for shifting the threading start angle, regardless of
the setting of the followings.
- Increment system IS-A/B/C(Parameter No.1013#1-#0)
- Pocket calculator type decimal point programming (Bit 0(DPI) of parameter No.3401)
- The least input increment is 10 times greater than the least command increment (Bit 7(IPR) of
parameter No.1004)
- Specifiable threading start angle range
The threading start angle (Q) of between 0 and 360000 (in 0.001-degree units) can be specified. If a value
greater than 360000 (360 degrees) is specified, it is rounded down to 360000 (360 degrees).
If a minus value is specified, it works as a plus value.
Example:
If Q-90000 (-90 degrees) is specified, it works as Q9000 0 (90 degrees).
- Direction of start angle
The direction of start angle is changed by the direction of spindle rotation because it is delayed from
one-spindle- rotation signal.
- Multiple threading cycle (G76 (G code system A/B)) (G78 (G code system C))
The address Q of the G76/G78 multiple threading cycle command is used for the minimum cutting depth
or the depth of cut in 1st cut. For this reason, the angle for shifting the threading start angle can not be
commanded.
However, if the FS15 tape format is used, in G76 /G78 multiple thread ing cycle, th e address Q is possi ble
to specify the angle for shifting the threading start angle.
Example
and 180 degrees)
G00 X40.0 ;
G32 W-38.0 F4.0 Q0 ;
G00 X72.0 ;
W38.0 ;
X40.0 ;
G32 W-38.0 F4.0 Q180000 ;
G00 X72.0 ;
W38.0 ;
2
δ1=5mm
δ2=3mm
Depth of cut :1mm
(Metric input, diameter programming)
Threading start angle of 1st :0 degree
- 20 -
Page 37

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
NOTE
XY plane: Y-axis direction
4 FUNCTIONS TO SIMPLIFY PROGRAMMING
4.1 CANNED CYCLE (G90, G92, G94)
There are three canned cycles: the outer diameter/internal diameter cutting canned cycle (G90), the
threading canned cycle (G92), and the end face turning canned cycle (G94).
1 Explanatory figures in this section use the ZX plane as the selected plane,
diameter programming for the X-axis, and radius programming for the Z-axis.
When radius programming is used for the X-axis, change U/2 to U and X/2 to X.
2 A canned cycle can be performed on any plane (including parallel axes for plane
definition). When G-code system A is used, however, U, V, and W cannot be set
as a parallel axis.
3 The direction of the length means the direction of the first axis on the plane as
follows:
ZX plane: Z-axis direction
YZ plane: Y-axis direction
XY plane: X-axis direction
4 The direction of the end face means the direction of the second axis on the
plane as follows:
ZX plane: X-axis direction
YZ plane: Z-axis direction
- 21 -
Page 38

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
G90X(U)_Z(W)_F_;
F_ : Cutting feedrate
X/2
X axis
Z axis
2(F)
3(F)
1(R)
4(R)
Z
W
U/2
A’
A
(R)....Rapid traverse
(F)....
Cutting feed
NOTE
cycle start button once.
4.1.1 Outer Diameter/Internal Diameter Cutting Cycle (G90)
This cycle performs straight or taper cutting in the direction of the length.
4.1.1.1 Straight cutting cycle
Format
X_,Z_ : Coordinates of the cutting end point (point A' in the Fig. 4.1.1.1 (a)) in the direction
of the length
U_,W_ : Travel distance to the cutting end point (point A' in the Fig. 4.1.1.1 (a)) in the
direction of the length
Explanation
- Operations
A straight cutting cycle performs four operations:
(1) Operation 1 moves the tool from the start point (A) to the specified coordinate of the second axis on
the plane (specified X-coordinate for the ZX plane) in rapid traverse.
(2) Operation 2 moves the tool to the specified coordinate of the first axis on the plane (specified
Z-coordinate for the ZX plane) in cutting feed. (The tool is moved to the cutting end point (A') in the
direction of the length.)
(3) Operation 3 moves the tool to the start coordinate of the second axis on the plane (start X-coordinate
for the ZX plane) in cutting feed.
(4) Operation 4 moves the tool to the start coordinate of the first axis on the plane (start Z-coordinate for
the ZX plane) in rapid traverse. (The tool returns to the start point (A).)
In single block mode, operations 1, 2, 3 and 4 are performed by pressing the
- Canceling the mode
To cancel the canned cycle mode, specify a g roup 01 G code other than G90, G92, or G94.
Fig. 4.1.1.1 (a) Straight cutting cycle
- 22 -
Page 39

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
G90 X(U)_Z(W)_R_F_;
F_ : Cutting feedrate
3(F)
X/2
4(R)
Z
U/2
1(R)
W
Z axis
2(F)
R
X axis
A
A’
(R)....
Rapid traverse
(F) ....
Cutting feed
NOTE
increment system for the reference axis. Specify a radius value at R.
NOTE
cycle start button once.
4.1.1.2 Taper cutting cycle
Format
X_,Z_ : Coordinates of the cutting end point (point A' in the Fig. 4.1.1.2 (a)) in the direction
of the length
U_,W_ : Travel distance to the cutting end point (point A' in the Fig. 4.1.1.2 (a)) in the
direction of the length
R_ : Taper amount (R in the Fig. 4.1.1.2 (a))
Fig. 4.1.1.2 (a) Taper cutting cycle
Explanation
The figure of a taper is determined by the coordinates of the cutting end point (A') in the direction of the
length and the sign of the taper amount (address R). For the cycle in the Fig. 4.1.1.2 (a), a minus sign is
added to the taper amount.
The increment system of address R for specifying a taper depends on the
- Operations
A taper cutting cycle performs the same four operations as a straight cutting cycle.
However, operation 1 moves the tool from the start point (A) to the position obtained by adding the taper
amount to the specified coordinate of the second axis on the plane (specified X-coordinate for the ZX
plane) in rapid traverse.
Operations 2, 3, and 4 after operation 1 are the same as for a straight cutting cycle.
In single block mode, operations 1, 2, 3, and 4 are performed by pressing the
- Relationship between the sign of the taper amount and tool path
The tool path is determined according to the relationship between the sign of the taper amount (address R)
and the cutting end point in the direction of the length in the absolute or incremental programming as
Table 4.1.1.2 (a).
- 23 -
Page 40

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Outer diameter machining
Internal diameter machining
1. U < 0, W < 0, R < 0
2. U > 0, W < 0, R > 0
X
Z
U/2
3(F)
4(R)
1(R)
2(F)
W
R
X
X
Z
U/2
3(F)
4(R)
1(R)
2(F)
W
R
X
at |R|≤|U/2|
at |R|≤|U/2|
X
Z
U/2
3(F)
4(R)
1(R)
2(F)
W
R
X
X
Z
U/2
3(F)
4(R)
1(R)
2(F)
W
R
X
G92 X(U)_Z(W)_F_Q_;
F_ : Thread lead (L in the Fig. 4.1.2.1 (a))
Table 4.1.1.2 (a)
3. U < 0, W < 0, R > 0
4. U > 0, W < 0, R < 0
- Canceling the mode
To cancel the canned cycle mode, specify a group 01 G code other than G90, G92, or G94.
4.1.2 Threading Cycle (G92)
4.1.2.1 Straight threading cycle
Format
X_,Z_ : Coordinates of the cutting end point (point A' in the Fig. 4.1.2.1 (a)) in the direction
of the length
U_,W_ : Travel distance to the cutting end point (point A' in the Fig. 4.1.2.1 (a)) in the
direction of the length
Q_ : Angle for shifting the threading start angle
(Increment: 0.001 degrees, Valid setting range: 0 to 360 degrees)
- 24 -
Page 41

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
X/2
X axis
Z axis
Z
L
1(R)
2(F)
3(R)
4(R)
Detailed chamfered thread
(The chamfered angle in the left figure is 45
degrees or less because of the delay in the
servo system.)
W
Approx.
45°
(R) ...Rapid traverse
(F).... Cutting feed
A
A’
U/2
r
CAUTION
threading cycle, however, see "Feed hold in a threading cycle" described below.
NOTE
cycle start button once.
Fig. 4.1.2.1 (a) Straight threading
Explanation
The ranges of thread leads and restrictions related to the spind le speed are the same as for threading wit h
G32.
- Operations
A straight threading cycle performs four operations:
(1) Operation 1 moves the tool from the start point (A) to the specified coordinate of the second axis on
the plane (specified X-coordinate for the Z X plane) in rapid traverse.
(2) Operation 2 moves the tool to the specified coordinate of the first axis on the plane (specified
Z-coordinate for the ZX plane) in cutting feed. At this time, thread chamfering is performed.
(3) Operation 3 moves the tool to the start coordinate of the second axis on the plane (start X-coordinate
for the ZX plane) in rapid traverse. (Retraction after chamfering)
(4) Operation 4 moves the tool to the start coordinate of the first axis on the plan e (start Z-coordinate for
the ZX plane) in rapid traverse. (The tool returns to the start point (A).)
Notes on this threading are the same as in threading in G32 For feed hold in a
In the single block mode, operations 1, 2, 3, and 4 are performed by pressing
- Canceling the mode
To cancel the canned cycle mode, specify a group 01 G code other than G90, G92, or G94.
- Accelerat ion/deceleration after interpolation for threading
Acceleration/deceleration after interpolation for threading is acceleration/deceleration of exponential
interpolation type. By setting bit 5 (THLx) of parameter No. 1610, the same acceleration/deceleration as
for cutting feed can be selected. (The settings of bits 1 (CTBx) and 0 (CTLx) of parameter No. 1610 are
followed.) However, as a time constant and FL feedrate, the settings of parameter No. 1626 and No. 1627
for the threading cycle are used.
- 25 -
Page 42

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
NOTE
are used for this cycle and threading cycle with G76.
Bit 0 (CFR) of
parameter No. 1611
Parameter No.
1466
No. 1627), and retraction feedrate specified in parameter No. 1466.
No. 1627), and rapid traverse rate specified in parameter No. 1420.
(parameter No. 1420).
NOTE
cutting feedrate regardless of the setting of bit 4 (RF0) of paramet er No. 1401.
- Time constant and FL feedrate for threading
The time constant for acceleration/deceleration after interpol ation fo r thread ing sp ecified i n parameter No .
1626 and the FL feedrate specified in parameter No. 1627 are used.
The FL feedrate is valid only for exponential acceleration/deceleration after interpolation.
- Thread chamf er ing
Thread chamfering can be performed. A signal from the machine tool, ini tiates thread chamfering. The
chamfering distance r is specified in a range from 0.1L to 12.7L in 0.1L increments by parameter No.
5130. (In the above expression, L is the thread lead.)
A thread chamfering angle between 1 to 89 degrees can be specified in parameter No. 5131. When a
value of 0 is specified in the parameter, an angle of 45 degrees is assumed.
For thread chamfering, the same type of acceleration/deceleration after interpolation, time constant for
acceleration/deceleration after interpolation, and FL feedrate as for threading are used.
Common parameters for specifying the amount and angle of thread chamfer ing
- Retract ion after chamfering
The Table 4.1.2.1 (a) lists the feedrate, type of acceleration/deceleration after interpolation, and time
constant of retraction after chamfering.
Table 4.1.2.1 (a)
Description
Uses the type of acceleration/deceleration after interpolat i on for threading,
0 Other than 0
0 0
1
time constant for threading (parameter No. 1626), FL feedrate (parameter
Uses the type of acceleration/deceleration after interpolat i on for threading,
time constant for threading (parameter No. 1626), FL feedrate (parameter
Before retraction a check is made to see that the specified feedrate has
become 0 (delay in acceleration/deceleration is 0), and the type of
acceleration/deceleration after interpolation for rapid traverse is used
together with the rapid traverse time constant and the rapid traverse rate
By setting bit 4 (ROC) of parameter No. 1403 to 1, rapid traverse override can be disabled for the feedrate
of retraction after chamfering.
During retraction, the machine does not stop with an override of 0% for the
- Shifting the start angle
Address Q can be used to shift the threading start angle.
The start angle (Q) increment is 0.001 degrees and the valid setting range is between 0 and 360 degrees.
No decimal point can be specified.
- Feed hold i n a t hr eading cycle
When the Threading cycle retract function is invalid, the behavior of feed hold is as follows:
- If bit 3 (TFH) of parameter No.5109 is 0 and FEED HOLD button is pressed and released in the
threading, the tool returns to end point of operation 4 and stops. If FEED HOLD is kept pressed, the
tool stops at the vicinity of the end point of retraction (end point of operation 3).
- 26 -
Page 43

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Feed hold is effected here.
Start point
Ordinary cycle
Rapid traverse
Motion at feed hold
X axis
Z axis
Cutting feed
CAUTION
Another feed hold cannot be made during retreat.
G92 X(U)_Z(W)_R_F_Q_;
F_ : Thread lead (L in the Fig. 4.1.2.2 (a))
- If bit 3 (TFH) of parameter No.5109 is 1 and FEED HOLD button is pressed and released or kept
pressed in the threading, the tool stops at the end point of retraction (end point of operation 3).
- Threading cycle retract
When the Threading cycle retract function is enabled, feed hold may be applied during threading
(operation 2). In this case, the tool immediately retracts with chamfering an d returns to th e start point on
the second axis (X-axis), then the first axis (Z-axis) on the plane.
Fig. 4.1.2.1(b)
The chamfered angle is the same as that at the end point.
- Inch t hr eadi ng
Inch threading specified with address E is not allowed.
4.1.2.2 Taper threading cycle
Format
X_,Z_ : Coordinates of the cutting end point (point A' in the Fig. 4.1.2.2 (a)) in the direction
of the length
U_,W_ : Travel distance to the cutting end point (point A' in the Fig. 4.1.2.2 (a)) in the
direction of the length
Q_ : Angle for shifting the threading start angle
(Increment: 0.001 degrees, Valid setting range: 0 to 360 degrees)
R_ : Taper amount (R in the Fig. 4.1.2.2 (a))
- 27 -
Page 44

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Detailed chamfered thread
1(R)
Z axis
3(R)
4(R)
2(F)
U/2
X/2
R
W
Z
X axis
L
Approx. 45°
r
(The chamfered angle in the left figure
is 45 degrees or less because of the
delay in the servo system.)
(R)....
Rapid traverse
(F) ....
Cutting feed
A
A’
NOTE
increment system for the reference axis. Specify a radius value at R.
CAUTION
threading cycle, however, see "Feed hold in a threading cycle" described below.
Fig. 4.1.2.2 (a) Taper threading cycle
Explanation
The ranges of thread leads and restrictions related to the spind le speed are the same as for threading with
G32.
The figure of a taper is determined by the coordinates of the cutting end point (A') in the direction of the
length and the sign of the taper amount (address R). For the cycle in the Fig. 4.1.2.2 (a), a minus sign is
added to the taper amount.
The increment system of address R for specifying a taper depends on the
- Operations
A taper threading cycle performs the same four operations as a straight threading cycle.
However, operation 1 moves the tool from the start point (A) to the position obtained by adding the taper
amount to the specified coordinate of the second axis on the plane (specified X-coordinate for the ZX
plane) in rapid traverse.
Operations 2, 3, and 4 after operation 1 are the same as for a straight threading cycle.
Notes on this threading are the same as in threading in G32. For feed hold in a
- 28 -
Page 45

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
NOTE
cycle start button once.
Outer diameter machining
Internal diameter machining
1. U < 0, W < 0, R < 0
2. U > 0, W < 0, R > 0
X
Z
U/2
3(F)
4(R)
1(R)
2(F)
W
R
X
X
Z
U/2
3(F)
4(R)
1(R)
2(F)
W
R
X
at |R|≤|U/2|
at |R|≤|U/2|
X
Z
U/2
3(F)
4(R)
1(R)
2(F)
W
R
X
X
Z
U/2
3(F)
4(R)
1(R)
2(F)
W
R
X
In the single block mode, operations 1, 2, 3, and 4 are performed by pressing
- Relationship between the sign of the taper amount and tool path
The tool path is determined according to the relationship between the sign of the taper amount (address R)
and the cutting end point in the direction of the length in the absolute or incremental programming as
Table 4.1.2.2 (a).
Table 4.1.2.2 (a)
3. U < 0, W < 0, R > 0
4. U > 0, W < 0, R < 0
- Canceling the mode
To cancel the canned cycle mode, specify a g roup 01 G code other than G90, G92, or G94.
- Accelerat ion/deceleration after interpolation for threading
- Time constant and FL feedrate for threading
- Thread chamf er ing
- Retract ion after chamfering
- Feed hold i n a t hr eading cycle
- Shifting the start angle
- Threading cycle retract
- Inch t hr eadi ng
See the pages on which a straight threading cycle is explained.
- 29 -
Page 46

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
G94 X(U)_Z(W)_F_;
F_ : Cutting feedrate
X axis
4(R)
X/2
3(F)
Z axis
1(R)
2(F)
Z
W
(R)... Rapid traverse
(F).... Cutting feed
U/2
A
A’
NOTE
cycle start button once.
4.1.3 End Face Turning Cycle (G94)
4.1.3.1 Face cutting cycle
Format
X_,Z_ : Coordinates of the cutting end point (point A' in the Fig. 4.1.3.1 (a)) in the direction
of the end face
U_,W_ : Travel distance to the cutting end point (point A' in the Fig. 4.1.3.1 (a)) in the
direction of the end face
Fig. 4.1.3.1 (a) Face cutting cycle
Explanation
- Operations
A face cutting cycle performs four operations:
(1) Operation 1 moves the tool from the start point (A) to the specified coordinate of the first axis on the
plane (specified Z-coordinate for the ZX plane) in rapid traverse.
(2) Operation 2 moves the tool to the specified coordinate of the second axis on the plane (specified
X-coordinate for the ZX plane) in cutting feed. (The tool is moved to the cutting end point (A') in
the direction of the end face.)
(3) Operation 3 moves the tool to the start coordinate of the first axis on the plane (start Z-coordinate for
the ZX plane) in cutting feed.
(4) Operation 4 moves the tool to the start coordinate of the second axis on the plane (start X-coordinate
for the ZX plane) in rapid traverse. (The tool returns to the start point (A).)
In single block mode, operations 1, 2, 3, and 4 are performed by pressing the
- Canceling the mode
To cancel the canned cycle mode, specify a g roup 01 G code other than G90, G92, or G94.
- 30 -
Page 47

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
G94 X(U)_Z(W)_R_F_;
F_ : Cutting feedrate
(R) .... Rapid traverse
(F) .... Cutting feed
4(R)
X/2
3(F)
Z axis
1(R)
2(F)
U/2
Z
W
R
X axis
A
A’
NOTE
increment system for the reference axis. Specify a radius value at R.
NOTE
cycle start button once.
4.1.3.2 Taper cutting cycle
Format
X_,Z_ : Coordinates of the cutting end point (point A' in the Fig. 4.1.3.2 (a)) in the direction
of the end face
U_,W_ : Travel distance to the cutting end point (point A' in the Fig. 4.1.3.2 (a)) in the
direction of the end face
R_ : Taper amount (R in the Fig. 4.1.3.2 (a))
Explanation
The figure of a taper is determined by the coordinates of the cutting end point (A') in the direction of the
end face and the sign of the taper amount (address R). For the cycle in the Fig. 4.1.3.2 (a), a minus sign is
added to the taper amount.
The increment system of address R for specifying a taper depends on the
- Operations
A taper cutting cycle performs the same four operations as a face cutting cycle.
However, operation 1 moves the tool from the start point (A) to the position obtained by adding the taper
amount to the specified coordinate of the first axis on the plan e (specified Z-coordinate for the ZX plane)
in rapid traverse.
Operations 2, 3, and 4 after operation 1 are the same as for a face cutting cycle.
In single block mode, operations 1, 2, 3, and 4 are performed by pressing the
Fig. 4.1.3.2 (a) Taper cutting cycle
- 31 -
Page 48

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Outer diameter machining
Internal diameter machining
1. U < 0, W < 0, R < 0
2. U > 0, W < 0, R < 0
X
1(R)
Z
U/2
3(F)
4(R)
2(F)
W
R
Z
Z
U/2
3(F)
4(R)
2(F)
W
R
X
1(R)
Z
3. U < 0, W < 0, R > 0
at |R|≤|W|
4. U > 0, W < 0, R > 0
at |R|≤|W|
W
Z
U/2
3(F)
4(R)
2(F)
R
X
1(R)
Z
Z
X
W
U/2
3(F)
4(R)
2(F)
R
1(R)
Z
Shape of
product
Shape of material
- Relationship between the sign of the taper amount and tool path
The tool path is determined according to the relationship between the sign of the taper amount (address R)
and the cutting end point in the direction of the end face in the absolute or incremental programming as
Table 4.1.3.2 (a).
Table 4.1.3.2 (a)
- Canceling the mode
To cancel the canned cycle mode, specify a group 01 G code other than G90, G92, or G94.
4.1.4 How to Use Canned Cycles (G90, G92, G94)
An appropriate canned cycle is selected according to the shape of the material and the shape of the
product.
- Strai ght cutting cycle (G90)
- 32 -
Page 49

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Shape of product
Shape of material
Shape of product
Shape of material
Shape of product
Shape of material
- Taper cutting cycle (G90)
- Face cutt i ng cycle (G94)
- Face taper cutting cycle (G94)
- 33 -
Page 50

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Tool nose radius center path
Offset direction
Total tool nose
Tool nose radius
center path
Programmed path
0
845
7
3
1
6
2
Total tool
nose
Total tool nose
Total tool nose
Tool nose radius
center path
Programmed path
0
8
4
5
7
3
1
6
2
Total tool
nose
Total tool nose
Tool nose radius center path
Offset direction
4.1.5 Canned Cycle and Tool Nose Radius Compensation
When tool nose radius compensation is applied, the tool nose center path and offset direction are as
shown below. At the start point of a cycl e, the offset vector is canceled. Offset start-up is performed for
the movement from the start point of the cycle. The offset vector is temporarily canceled again at the
return to the cycle start point and offset is applied again according to the next move command. The offset
direction is determined depending of the cutting pattern regardless of the G41 or G42 mode.
Outer diameter/internal diameter cutting cycle (G90)
End face cutting cycle (G94)
Threading cycle (G92)
Tool nose radius compensation cannot be applied.
- 34 -
Page 51

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
NOTE
refer to "FANUC Series 16i/18i/21i OPERATOR'S MANUAL."
G90 G94
4,8,3
5,0,7
1,6,2
4,5,1
8,0,6
3,7,2
Total tool
nose
Tool nose radius center path
Programmed path
0
8
4
5
7
3
1
6
2
0
8
4
5
7
3
1
6
2
4,5,1
8,0,6
3,7,2
Total tool
nose
4,8,3
5,0,7
1,6,2
Programmed path
Tool nose radius center path
Differences between this CNC and the FANUC Series 16i/18i/21i
This CNC is the same as the FANUC Series 16i/18i/21i in the offset direction,
but differs from the series in the tool nose radius center path.
- For this CNC
Cycle operations of a canned cycle are replaced with G00 or G01. In the first
block to move the tool from the start point, start-up is performed. In the last
block to return the tool to the start point, offset is canceled.
- For the FANUC Series 16i/18i/21i
This series differs from this CNC in operations in the block to move the tool
from the start point and the last block to return it to the start point. For details,
How compensation is applied for the FANUC Series 16i/18i/21i
4.1.6 Restrictions on Canned Cycles
Limitation
- Modal
Since data items X (U), Z (W), and R in a canned cycle are modal valu es common to G90 , G92, and G9 4.
For this reason, if a new X (U), Z (W), or R value is not specified, the previously specified value is
effective.
Thus, when the travel distance along the Z-axis does not vary as shown in the program example below, a
canned cycle can be repeated only by specifying the travel distance along the X-axis.
- 35 -
Page 52

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Example
Workpiece
16
12
8
4
66
X axis
0
The cycle in the above figure is executed by the following program:
N030 G90 U-8.0 W-66.0 F0.4;
N031 U-16.0;
N032 U-24.0;
N033 U-32.0;
Example
N012 G90 X20.5 Z10.0;
The modal values common to canned cycles are cleared when a one-shot G code other than G04 is
specified.
Since the canned cycle mode is not canceled by specifying a one-shot G code, a canned cycle can be
performed again by specifying modal v alues. If no modal values are specified, no cycle operatio ns are
performed.
When G04 is specified, G04 is executed and no canned cycle is performed.
- Block in which no move command is specified
In a block in which no move command is specified in the canned cycle mode, a canned cycle is also
performed. For example, a block containing only EOB or a block in which none of the M, S, and T codes,
and move commands are specified is of this type of block. When an M, S, or T code is specified in the
canned cycle mode, the corresponding M, S, or T function is executed together with the canned cycle. If
this is inconvenient, specify a group 01 G code (G00 or G01) other than G90, G92, or G94 to cancel the
canned cycle mode, and specify an M, S, or T code, as in the program example below. After the
corresponding M, S, or T function has been executed, specify the canned cycle again.
N003 T0101;
:
:
N010 G90 X20.0 Z10.0 F0.2;
N011 G00 T0202;
←
- Plane selection command
Specify a plane selection command (G17, G18, o r G19) before setting a canned cycle or specify it in the
block in which the first canned cycl e is specified.
If a plane selection command is specified in the canned cycle mode, the command is execut ed, but the
modal values common to canned cycles are cleared.
If an axis which is not on the selected plan e is specified, alarm PS033 0, “ILLEGAL AXIS COMMAND
IS IN THE TURNING CANNED CYCLE” is issued.
- Parall el axis
When G code system A is used, U, V, and W cannot be specified as a parallel axis.
Cancels the canned cycle mode.
- 36 -
Page 53

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
NOTE
V, and W cannot be set as a parallel axis.
1(R)
3(F)
4(R)
2(F)
Cancellation
- Reset
If a reset operation is performed during execution of a canned cycle when any of the following states for
holding a modal G code of group 01 is set, the modal G code of group 01 is replaced with the G01 mode:
• Reset state (bit 6 (CLR) of parameter No. 3402 = 0)
• Cleared state (bit 6 (CLR) of parameter No. 3402 = 1) and state where the modal G code of group 01
is held at reset time (bit 1 (C01) of parameter No. 3406 = 1)
Example of operation)
If a reset is made during execution of a canned cycle (X0 block) and the X20.Z1. command is
executed, linear interpolation (G01 ) is performed instead of the canned cycle.
- Manual i ntervention
After manual intervention is performed with the manual absolute on command before the execution of a
canned cycle or after the stop of the execution, when a cycle operation starts, the manual intervention
amount is canceled even with an incremental cycle start command.
Example of G94
Manual intervention
4.2 MULTIPLE REPETITIVE CANNED CYCLE (G70-G76)
The multiple repetitive canned cycle is canned cycles to make CNC p rogramming easy. For instan ce, the
data of the finish work shape describes the tool path for rough machining. And also, a canned cycles for
the threading is available.
1 Explanatory figures in this section use the ZX plane as the selected plane,
diameter programming for the X-axis, and radius programming for the Z-axis.
When radius programming is used for the X-axis, change U/2 to U and X/2 to X.
2 A multiple repetitive canned cycle can be performed on any plane (including
parallel axes for plane definition). When G-code system A is used, however, U,
- 37 -
Page 54

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
ZpXp plane
N (ns) ;
...
N (nf) ;
The move commands for the target figure from A
to A’ to B are specified in the blocks with
sequence numbers ns to nf.
YpZp plane
the F, S, or T function in this G71 block is effective.
4.2.1 Stock Removal in Turning (G71)
There are two types of stock removals in turning: Type I and II.
Format
G71 U(∆d) R(e) ;
G71 P(ns) Q(nf) U(∆u) W(∆w) F(f ) S(s ) T(t ) ;
G71 W(∆d) R(e) ;
G71 P(ns) Q(nf) V(∆w) W(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
XpYp plane
G71 V(∆d) R(e) ;
G71 P(ns) Q(nf) U(∆w) V(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
∆d : Depth of cut
The cutting direction depends on the direction AA'. This designation is modal and is
not changed until the other value is designated. Also this value can be specified by
the parameter No. 5132, and the parameter is changed by the program command.
e : Escaping amount
This designation is modal and is not changed until the other value is designated. Also
this value can be specified by the parameter No. 5133, and the parameter is changed
by the program command.
ns : Sequence number of the first block for the program of finishing shape.
nf : Sequence number of the last block for the program of finishing shape.
∆u : Distance of the finishing allowance in the direction of the second axis on the plane
(X-axis for the ZX plane)
∆w : Distance of the finishing allowance in the direction of the first axis on the plane (Z-axis
for the ZX plane)
f, s, t : Any F , S, or T function contained in blocks ns to nf in the cycle is ignored, and
- 38 -
Page 55

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
input
system for the reference axis.
required
system for the reference axis.
required
system for the reference axis.
for the second axis on the plane.
system for the reference axis.
for the first axis on the plane.
C
B
(R)
(R)
(F)
(F)
A
∆u/2
∆d
A’
∆
W
Target figure
45°
e
(F): Cutting feed
(R): Rapid traverse
+X
+Z
e: Escaping amount
NOTE
previous block is effective.
Unit Diameter/radius programming Sign
Depends on the increment
∆d
Depends on the increment
e
Depends on the increment
∆u
Depends on the increment
∆w
Radius programming
Radius programming
Depends on diameter/radius programming
Depends on diameter/radius programming
Decimal point
Not
Not
Required Allowed
Required Allowed
Allowed
Allowed
Fig. 4.2.1 (a) Cutting path in stock removal in turning (type I)
Explanation
- Operations
When a target figure passing through A, A', and B in this order is given by a program, the specified area
is removed by ∆d (depth of cut), with the finishing allowance specified by ∆u/2 and ∆w left. After the last
cutting is performed in the direction of the second axis on the plane (X-axis for the ZX plane), rough
cutting is performed as finishing along the target figure. After rough cutting as finishing, the block next to
the sequence block specified at Q is executed.
1 While both ∆d and ∆u are specified by the same address, the meanings of them
are determined by the presence of addresses P and Q.
2 The cycle machining is performed by G71 command with P and Q specification.
3 F, S, and T functions which are specified in the move command between points
A and B are ineffective and those specified in G71 block or the previous block
are effective. M and second auxiliary functions are treated in the same way as F,
S, and T functions.
4 When constant surface speed control is enabled (bit 0 (SSC) of parameter
No.8133 is set to 1), G96 or G97 command specified in the move command
between points A and B are ineffective, and that specified in G71 block or the
- 39 -
Page 56

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Both linear and
circular interpolation
are possible
A'
B
U(+)…W(+)
A'
B
A
U(+)…W(-)
A'
B
A
U(-)…W(+)
A'
B
A
U(-)…W(
-)
A
+X
+Z
NOTE
compensation is applied is checked.
- Target figure
Patterns
The following four cutting patterns are considered. All of these cutting cycles cut the workpiece with
moving the tool in parallel to the first axis on the plane (Z-axis for the ZX plane). At this time, the signs
of the finishing allowances of ∆u and ∆w are as follows:
Fig. 4.2.1 (b) Four target figure patterns
Limitation
(1) For U(+), a figure for which a position higher than the cycle start point is specified cannot be
machined.
For U(-), a figure for which a position lower than the cycle start point is specified cannot be
machined.
(2) For type I, the figure must show monotone increase or decrease along the fir st and second axes on
the plane.
(3) For type II, the figure must show monot one increase or decrease along the first axis on the plane.
- Start block
In the start block in the program for a target figure (block with sequence number ns in which the path
between A and A' is specified), G00 or G01 must be specified. If it is not specified, alarm PS0065,
“G00/G01 IS NOT IN THE FIRST BLOCK OF SHAPE PROGRAM” is issued.
When G00 is specified, positioning is performed along A-A'. When G01 is specified, linear interpolation
is performed with cutting feed along A-A'.
In this start block, also select type I or II.
If X-axis does not move at start block, alarm PS0325 “UNAVAILABLE COMMAND IS IN SHAPE
PROGRAM” is issued.
- Check functions
During cycle operation, whether the target figure shows monotone increase or decrease is always
checked.
When tool nose radius compensation is applied, the target figure to which
- 40 -
Page 57

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Check
Related parameter
Q is contained in the program before cycle operation.
5102 is set to 1.
Checks the target figure before cycle operation.
address Q is contained.)
Enabled when bit 2 (FCK) of parameter No.
Example
N200…………;
The following checks can also be made.
Checks that a block with the sequence number specified at address
(Also checks that a block with the sequence number specified at
Enabled when bit 2 (QSR) of parameter No.
5104 is set to 1.
- Types I and II
Selection of type I or II
For G71, there are types I and II.
When the target figure has pockets, be sure to use type II.
Escaping operation after rough cutting in the direction of the first axis on the plane (Z-axis for the ZX
plane) differs between types I and II. Wi th type I, the tool escapes to the direction of 45 degrees. With
type II, the tool cuts the workpiece along the target figure. When the target figure has no pockets,
determine the desired escaping operation and select type I or II.
Selecting type I or II
In the start block for the target figure (sequence number ns), select type I or II.
(1) When type I is selected
Specify the second axis on the plane (X-axis for the ZX plane). Do not specify the first axis on the
plane (Z-axis for the ZX plane).
(2) When type II is selected
Specify the second axis on the plan e (X-axis for th e ZX plane) an d first axis o n the plan e (Z-axis for
the ZX plane).
When you want to use type II without moving the tool along the first axis on the plane (Z-axis for
the ZX plane), specify the incremental prog ramming with travel distance 0 (W0 for the ZX plane).
- Type I
(1) In the block with sequence number ns, only the second axis on the plane (X-axis (U-axis) for the ZX
plane) must be specified.
ZX plane
G71 U10.0 R5.0 ;
G71 P100 Q200....;
N100 X(U)_ ;
(Specifies only the second axis on the plane.)
: ;
: ;
- 41 -
Page 58

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
No pockets are allowed.
A
A’
X
Z
B
CAUTION
case.
Escaping amount e (specified in the
command or parameter No. 5133)
45°
(2) The figure along path A'-B must show monotone increase or decrease in the directions of both axes
forming the plane (Z- and X-axes for the ZX plane). It must not have any pocket as shown in the Fig.
4.2.1 (c).
Fig. 4.2.1 (c) Figure which does not show monotone increase or decrease (type I)
If a figure does not show monotone change along the first or second axis on the
plane, alarm PS0064, “THE FINISHING SHAPE IS NOT A MONOTO NOUS
CHANGE(FIRST AXES)” or PS0329, “THE FINISHING SHAPE IS NOT A
MONOTONOUS CHANGE(SECOND AXES)” is issued. If the movement does
not show monotone change, but is very small, and it can be determined that the
movement is not dangerous, however, the permissible amount can be specified
in parameters Nos. 5145 and 5146 to specify that the alarm is not issued in this
(3) The tool escapes to the direction of 45 degrees in cutting feed after rough cutting.
It can be changed escape after rough cutting to the rapid traverse by setting bit 0 (CBR) of parameter
No.5124 to 1. The tool path follows the setting in bit 1 (LRP) of parameter No. 1401 during escape.
(4) Immediately after the last cutting, rough cutting is performed as finishing along the target figure. Bit
1 (RF1) of parameter No. 5105 can be set to 1 so that rough cutting as finishing is not performed.
Fig. 4.2.1 (d) Cutting in the direction of 45 degrees (type I)
- 42 -
Page 59

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
C
B
(F)
A
∆u/2
∆d
A’
∆W
Target figure
(F): Cutting feed
(R): Rapid traverse
+X
+Z
(R)
∆d
(F)
(F)
(R)
(R)
Example
N200…………;
1
2
3
10
. . .
+X
+Z
- Type II
Fig. 4.2.1 (e) Cutting path in stock removal in turning (type II)
When a target figure passing through A, A', and B in this order is given by the program for a target figure
as shown in the Fig. 4.2.1 (e), the specified area is removed by ∆d (depth of cut), with the finishing
allowance specified by ∆u/2 and ∆w left. Type II differs from type I in cutting the workpiece along the
figure after rough cutting in the direction of the first axis on the plane (Z-axis for the ZX plane).
After the last cutting, the tool returns to the start point specified in G71 and rough cutting is performed as
finishing along the target figure, with the finishing allowance specified by ∆u/2 and ∆w left.
Type II differs from type I in the following points:
(1) In the block with sequence number ns, the two axes forming the plane (X-axis (U-axis) and Z-axis
(W-axis) for the ZX plane) must be specified. When you want to use type II without moving the tool
along the Z-axis on the ZX plane in the first block, specify W0.
ZX plane
G71 U10.0 R5.0;
G71 P100 Q200.......;
N100 X(U)_ Z(W)_ ;
(Specifies the two axes forming the plane.)
: ;
: ;
(2) The figure need not show monotone increase or decrease in the direction of the second axis on the
plane (X-axis for the ZX plane) and it may hav e concaves (pockets).
Fig. 4.2.1 (f) Figure having pockets (type II)
- 43 -
Page 60

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Monotone change is not
observed along the
Z-axis.
+X
+Z
CAUTION
in parameter No. 5145 to specify that the alarm is not issued in this case.
+X
+Z
Escaping amount e (specified in the command or
parameter No. 5133)
Depth of cut ∆d (specified in the
command or parameter No. 5132)
Escaping after cutting
The figure must show monotone change in the direction of the first axis on the plane (Z-axis for the
ZX plane), however. The Fig. 4.2.1 (g) cannot be machined.
Fig. 4.2.1 (g) Figure which cannot be machined (type II)
For a figure along which the tool moves backward along the first axis on the
plane during cutting operation (including a vertex in an arc command), the
cutting tool may contact the workpiece. For this reason, for a figure which does
not show monotone change, alarm PS0064 “THE FINISHING SHAPE IS NOT A
MONOTONOUS CHANGE(FIRST AXES)” is issued. If t he m ov em ent does not
show monotone change, but is very small, and it can be determined that the
movement is not dangerous, however, the permissible amount can be specified
The first cut portion need not be vertical. Any figure is permitted if monotone change is shown in
the direction of the first axis on the plane (Z-axis for the ZX plane).
Fig. 4.2.1 (h) Figure which can be machined (type II)
(3) After turning, the tool cuts the workpiece along its figure and escapes in cutting feed.
Fig. 4.2.1 (i) Cutting along the workpiece figure (type II)
- 44 -
Page 61

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
e (specified in the command or
parameter No. 5133)
45°
Bottom
Depth of cut ∆d
Start point
Escaping operation after
rough cutting
Escaping operation after rough cutting
as finishing
<1>
<2>
<3>
Rough cutting is performed in the order <1>, <2>, and <3>
from the rightmost pocket.
+X
+Z
The escaping amount after cutting (e) can be speci fied at address R or set in parameter No. 5133.
When moving from the bottom, however, the tool escapes to the direction of 45 degrees.
Fig. 4.2.1 (j) Escaping from the bottom to the direction of 45 degrees
(4) When a position parallel to the first axis on the plane (Z-axis for the ZX plane) is specified in a
block in the program for the target figure, it is assumed to be at the bottom of a pocket.
(5) After all rough cutting terminates along the first axis on the plane (Z-axis for the ZX plane), the tool
temporarily returns to the cycle start point. At this time, when there is a position whose hei gh t eq uals
to that at the start point, the tool passes through the point in the position obtained by adding depth of
cut ∆d to the position of the figure and returns to the start point.
Then, rough cutting is performed as finishing along the target figure. At this time, the tool passes
through the point in the obtained position (to which depth of cut ∆d is added) when returning to the
start point.
Bit 2 (RF2) of parameter No. 5105 can be set to 1 so that rough cutting as finishing is not performed.
Fig. 4.2.1 (k) Escaping operation when the tool returns to the start point (type II)
(6) Order and path for rough cutting of pockets
Rough cutting is performed in the following order.
(a) When the figure shows monotone decrease along the first axis on the plane (Z-axis for the ZX
plane)
Fig. 4.2.1 (l) Rough cutting order in the case of monotone decrease (type II)
- 45 -
Page 62

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
<3>
<2>
<1>
Rough cutting is performed in the order <1>, <2>, and <3> from
the leftmost pocket.
+X
+Z
18
23
28
30
27
26
24
25
22
9
10
2
14
20
7
13
19
5
1
6
11
12
16
17
8
4
21
15
29
3
31
32
33
34
35
19
20
22
21
•
g
Rapid traverse
Escaping from
the bottom
Cutting feed
D
(b) When the figure shows monotone increase along the first axis on the plane (Z-axis for the ZX
plane)
Fig. 4.2.1 (m) Rough cutting order in the case of monotone increase (type II)
The path in rough cutting is as shown Fig. 4.2.1 (n).
Fig. 4.2.1 (n) Cutting path for multiple pockets (type II)
The following Fig. 4.2.1(o) shows how the tool moves after rough cutting for a pocket in detail.
Fig. 4.2.1 (o) Details of motion aft er cutting for a pocket (type II)
Cuts the workpiece at the cutting feedrate an d escapes to the direction of 45 degrees. (Operation 19)
Then, moves to the height of point D in rapid traverse. (Operation 20)
Then, moves to the position the amount of g before point D. (Operation 21)
Finally, moves to point D in cutting feed.
The clearance g to the cutting feed start position is set in parameter No. 5134.
For the last pocket, after cutting the bottom, the tool escapes to the direction of 45 degrees and returns to
the start point in rapid traverse. (Operations 34 and 35)
- 46 -
Page 63

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
CAUTION
allowance). Otherwise, the tool may dig into the wall on one side.
1 This CNC differs from the FANUC Series 16i/18i/21i in cutting of a pocket.
The tool first cuts the nearest pocket to the start point. Af t er cutting of the pocket
terminates, the tool moves to the nearest but one pocket and start s c ut ting.
2 When the figure has a pocket, generally specify a value of 0 for ∆w (finishing
This CNC differs from the FANUC Series 16i/18i/21i in the path of cutting after turning depending on
the figure of the workpiece. When the tool becomes moving only along the first axis on the plane (Z-axis
for the ZX plane) according to the figure of the workpiece during cutting, it starts retraction along the
second axis on the plane (X-axis for the ZX plane).
When bit 0 (R16) of parameter No. 5108 is set to 1, the cutting can be continued along the first axis on
the plane.
The cutting path that the target figure program of Fig. 4.2.1 (n) is executed by the setting of bit 0 (R16) of
parameter No. 5108, is shown in Fig. 4.2.1 (p).
- Tool nose radius compensation
When using tool nose radius compensation, specify a tool nose radius compensation command (G41,
G42) before a multiple repetitive canned cy cle command (G70, G71, G72, G73) and specify the cancel
command (G40) outside the programs (from the block specified with P to the block specified with Q)
specifying a target finishing figure.
If tool nose radius compensation is specified in the program specifying a target finishing figure, alarm
PS0325, “UNAVAILABLE COMMAND IS IN SHAPE PROGRAM”, is issued.
Program example
G42; .............................. Specify this command before a multiple repetitive canned cycle command.
G71U1.0R0.5;
G71P10Q20;
N10G00X0;
:
N20X50.0;
G40; .............................. Specify this command after the program specifying a target finishing figure.
When this cycle is specified in the tool nose radius compensation mode, o ffset is temporarily canceled
during movement to the start point. Start-up is performed in the first block. Offset is temporarily canceled
again at the return to the cycle start p oin t after termination of cycle operation. Start-up is performed again
according to the next move command. This operation is shown in the Fig. 4.2.1 (q).
Fig. 4.2.1 (p) Cutting path (No.5108#0 is set to 1)
- 47 -
Page 64

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Cycle start point
Start-up
Offset cancel
Start-up
Offset cancel
Target figure program for
which tool nose radius
compensation is not applied
+X
+Z
B
A
A’
Tool nose center path when tool nose radius
compensation is applied with G42
Position between AA' in which start-up is
performed
Target figure program for
which tool nose radius
compensation is not applied
+X
+Z
Tool nose center path when tool
nose radi us compensation is
applied with G42
B
A
A’
Position between
A-A' in which startup is performed
Fig. 4.2.1 (q)
This cycle operation is performed according to the figure determined by the tool nose radius
compensation path when the offset vector is 0 at start point A and start-up is performed in a block
between path A-A'.
Fig. 4.2.1 (r) Path when tool nose radius compensation is applied
Fig. 4.2.1 (s)
- 48 -
Page 65

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
NOTE
pocket. This prevents a pocket from being dug.
For the type I command
+X
+Z
: Rapid traverse can be selecte d.
: The mode specified in the start block is followed.
Operation 1
Operation 2
Previous
turning point
Current
turning point
To perform pocketing in the tool nose radius compensation mode, specify the
linear block A-A' outside the workpiece and specify the figure of an actual
When the bit 2 (NT1) of parameter No. 5106 is set to 1, the tool nose radius compensation G40/G41/G42
commanded in the target figure program of the multiple repetitive cycle G71/G72/G73 is ignored and no
alarm is occurred.
When the bit 3 (NT2) of parameter No. 5106 is set to 1, the tool nose radius compensation commanded in
the target figure program of the multiple repetitive cycle G70 is valid. However there is following
limitations.
(1) The tool nose radius compensation cancel G40 is selected as the modal when the finishing cycle G70
is commanded.
If the tool nose radius compensation is commanded in the target figure program when G41/G42 is
selected as the modal at the finishing cycle G70 command, the alarm PS0325 “UNAVAILABLE
COMMAND IS IN SHAPE PROGRAM” is occurred.
(2) Command G41/G42 at the first block of the target figure program (commanded by P address)
If G41 or G42 is commanded in the target figure program other than the first block, the PS0325
alarm “UNAVAILABLE COMMAND IS IN SHAPE PROGRAM” is occurred.
(3) Command G40 at the last block of the target figure program (commanded by Q address)
If G40 is not commanded at the last block of the target figure program when G41 or G42 is
commanded at the first block, the PS0538 alarm “OFFSET IS NOT CANCELED” is occurred.
Program example of the tool nose radius compensation in the target figure of G70)
G40 ;
G70 P10 Q20 ... ;
N10 G41 ... ;
:
N20 G40 ... ;
- Reducing the cycle tim e
In G71 and G72, the tool can be moved to the previous turning start point (operation 1) in rapid traverse
by setting bit 0 (ASU) of parameter No. 5107 to 1.
Bit 0 (ASU) of parameter No. 5107 is valid for both type I and II commands.
Fig. 4.2.1 (t)
- 49 -
Page 66

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
For the type II command
+X
+Z
Operation 1
Operation 2
Previous
turning point
Current
turning point
Cycle start point
Path of DTP = 1
Path of DTP = 0
End point of finishing
shape
Cycle start point
+
Distance of the finishing
allowance
For the type I G71 and G72 commands, operations 1 and 2 to the current turning start point that are
usually performed in 2 cycles can be performed in 1 cycle by setting bit 1 (ASC) of parameter No. 5107
to 1. The feed mode specified in the start block in the program for a target figure (G00 or G01) is used.
Bit 1 (ASC) of parameter No. 5107 is valid only for the type I command.
Fig. 4.2.1 (u)
In the multiple repetitive cycle G71/G72 of typeⅠ, if bit 1 (DTP) of parameter No. 5108 is set to 1, the
tool return to the cycle start point directly from the end point of the finishing program after rough cutting
of the finishing shape program is finished.
Fig. 4.2.1 (v) Return to cycle start point
In the multiple repetitive cycle G71/G72 of type II, when bit 3 (NSP) of parameter No. 5108 is set to 1,
the cutting is executed not to repeat the same cutting path. (When bit 3 (NSP) of parameter No. 5108 is
set to 1, the operation of bit 0 (R16) of parameter No. 5108 = 1 is always selected.)
- 50 -
Page 67

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
A B
A
B
(1)
(2)
(3)
(4)
A
B
C
D
C
(1)
(2)
(3)
(4)
A
B
D
- Case of target figure without pocket.
In the conventional method, the path AB is cut twice as Fig. 4.2.1 (w).
When bit 3 (NSP) of parameter No. 5108 is set to 1, the overlap is avoided as Fig. 4.2.1(x).
Fig. 4.2.1 (w) Target figure without pocket (No.5108#3=0)
Fig. 4.2.1 (x) Target figure without pocket (No.5108#3=1)
- Case of target figure with pocket.
In the conventional method, the path AB and CD are cut twice as Fig. 4.2.1 (y).
The cutting path when bit 3 (NSP) of parameter No. 5108 is set to 1 is shown in Fig. 4.2.1(z). The
path AB is overlapped as same as Fig. 4.2.1 (y), however th e path AB is executed by rap id traverse
at second times. The overlap path CD is avoided.
Fig. 4.2.1 (y) Target figure with pocket (No.5108#3=0)
Fig. 4.2.1 (z) Target figure with pocket (No.5108#3=1)
- 51 -
Page 68

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
A B C
D
E
F
G
H
I
A B C
D
E
F
G
H
I
Rapid traverse movement
Cutting movement
Ignored in
-position check point
- Case of consecutive pockets
In the conventional method, the tool moves to point I after finishing the cutting of each pocket and
then performs positioning to the start point of a next pocket as shown in Fig. 4.2.1 (aa). In this way,
the path is overlapped at BI, DI, FI and HI.
The cutting path when bit 3 (NSP) of parameter No. 5108 is set to 1 is shown in Fig. 4.2.1(bb). The
movement to point I is executed just at the first time and then the pocket cutting is executed one after
another.
Fig. 4.2.1 (aa) Consecutive pockets (No.5108#3=0)
Fig. 4.2.1 (bb) Consecutive pockets (No.5108#3=1)
When bit 5 (NIC) of parameter No. 5108 is set to 1, the in-position check between cutting blocks is not
executed. Therefore this has effects on the cycle time reduction.
If the large value is set to parameter No. 1826/ No. 1827 as the in-position width, bit 5 (NIC) of parameter
No. 5108 is not effective.
Fig. 4.2.1 (cc) Improvement of in-position check
- 52 -
Page 69

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
ZpXp plane
N (ns) ;
...
N (nf)
;
The move commands for the target figure from A
to A’ to B are specified in the blocks with
sequence numbers ns to nf.
YpZp plane
or T function in this G72 block is effective.
4.2.2 Stock Removal in Facing (G72)
This cycle is the same as G71 except that cutting is performed by an operation parallel to the second axis
on the plane (X-axis for the ZX plane).
Format
G72 W(∆d) R(e) ;
G72 P(ns) Q(nf) U(∆u) W(∆w) F(f ) S(s ) T(t ) ;
G72 V(∆d) R(e) ;
G72 P(ns) Q(nf) V(∆w) W(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
XpYp plane
G72 U(∆d) R(e) ;
G72 P(ns) Q(nf) U(∆w) V (∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
∆d : Depth of cut
The cutting direction depends on the direction AA'. This designation is modal and is not
changed until the other value is designated. Also this value can be specified by the
parameter No. 5132, and the parameter is changed by the program command.
e : Escaping amount
Thi s designation is modal and is not changed until the other value is designated. Also
this value can be specified by the parameter No. 5133, and the parameter is changed
by the program command.
ns : Sequence number of the first block for the program of finishing shape.
nf : Sequence number of the last block for the program of finishing shape.
∆u : Distance of the finishing allowance in the direction of the second axis on the plane
(X-axis for the ZX plane)
∆w : Distance of the finishing allowance in the direction of the first axis on the plane (Z-axis
for the ZX plane)
f,s,t : Any F , S, or T function contained in blocks ns to nf is ignored in the cycle, and the F, S,
- 53 -
Page 70

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
input
system for the reference axis.
required
system for the reference axis.
required
system for the reference axis.
for the second axis on the plane.
system for the reference axis.
for the first axis on the plane.
A'
∆u/2
∆d
B
Tool path
(F)
(R)
e
45°
(R)
(F)
A
C
∆w
Target figure
(F): Cutting feed
(R): Rapid traverse
+X
+Z
NOTE
previous block is effective.
Unit Diameter/radius programming Sign
Depends on the increment
∆d
Depends on the increment
e
Depends on the increment
∆u
Depends on the increment
∆w
Radius programming
Radius programming
Depends on diameter/radius programming
Depends on diameter/radius programming
Decimal point
Not
Not
Required Allowed
Required Allowed
Allowed
Allowed
Fig. 4.2.2 (a) Cutting path in stock removal in facing (type I)
Explanation
- Operations
When a target figure passing through A, A', and B in this order is given by a program, the specified area
is removed by ∆d (depth of cut), with the finishing allowance specified by ∆u/2 and ∆w left.
1 While both ∆d and ∆u are specified by the same address, the meanings of them
are determined by the presence of addresses P and Q.
2 The cycle machining is performed by G72 command with P and Q specification.
3 F, S, and T functions which are specified in the move command between points
A and B are ineffective and those specified in G72 block or the previous block
are effective. M and second auxiliary functions are treated in the same way as F,
S, and T functions.
4 When constant surface speed control is enabled (bit 0 (SSC) of parameter
No.8133 is set to 1), G96 or G97 command specified in the move command
between points A and B are ineffective, and that specified in G72 block or the
- 54 -
Page 71

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Both linear and circular
interpolation are possible
+X
+Z
B
A
U(-)...W(+)...
A'
B
A
U(-)...W(-)...
A'
B
A
U(+)...
W(+)...
A'
B
A
U(+)...W(-)...
A'
NOTE
compensation is applied is checked.
- Target figure
Patterns
The following four cutting patterns are considered. All of these cutting cycles cut the workpiece with
moving the tool in parallel to the second axis on the plane (X-axis for the ZX plane). At this time, the
signs of the finishing allowances of ∆u and ∆w are as follows:
Fig. 4.2.2 (b) Signs of the values specified at U and W in stock removal in facing
Limitation
(1) For W(+), a figure, for which a position higher than the cycle start point is specified, cannot be
machined.
For W(-), a figure, for which a position lower than the cycle start point is specified, cannot be
machined.
(2) For type I, the figure must show monotone increase or decrease along the fir st and second axes on
the plane.
(3) For type II, the figure must show monot one increase or decrease along the second axis on the plane.
- Start block
In the start block in the program for a target figure (block with sequence number ns in which the path
between A and A' is specified), G00 or G01 must be specified. If it is not specified, alarm PS0065,
“G00/G01 IS NOT IN THE FIRST BLOCK OF SHAPE PROGRAM” is issued.
When G00 is specified, positioning is performed along A-A’. When G01 is specified, linear interpolation
is performed with cutting feed along A-A’.
In this start block, either type I or II is also selected.
If Z-axis does not move at start block, alarm PS0325 “UNAVAILABLE COMMAND IS IN SHAPE
PROGRAM” is issued.
- Check functions
During cycle operation, whether the target figure shows monotone increase or decrease is always
checked.
When tool nose radius compensation is applied, the target figure to which
The following checks can also be made.
- 55 -
Page 72

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Check
Related parameter
Q is contained in the program before cycle operation.
No. 5102 is set to 1.
address Q is contained.)
Checks that a block with the sequence number specified at address
Checks the target figure before cycle operation.
(Also checks that a block with the sequence number specified at
Enabled when bit 2 (QSR) of parameter
Enabled when bit 2 (FCK) of parameter
No. 5104 is set to 1.
- Types I and II
Selection of type I or II
For G72, there are types I and II.
When the target figure has pockets, be sure to use type II.
Escaping operation after rough cutting in the direction of the second axis on the plane (X-axis for the ZX
plane) differs between types I and II. Wi th type I, the tool escapes to the direction of 45 degrees. With
type II, the tool escapes from the workpiece along the target figure. When the target figure has no pockets,
determine the desired escaping operation and select type I or II.
Selecting type I or II
In the start block for the target figure (sequence number ns), select type I or II.
(1) When type I is selected
Specify the first axis on the plane (Z-axis for the ZX plane). Do not specify the second axis on the
plane (X-axis for the ZX plane).
(2) When type II is selected
Specify the second axis on the plan e (X-axis for th e ZX plane) and first axis on the plane (Z-axis for
the ZX plane).
When you want to use type II without moving the tool along the second axis on the plane (X-axis for
the ZX plane), specify the incremental prog ramming with travel distance 0 (U0 for the ZX plane).
- Type I
G72 differs from G71 in the following points:
(1) G72 cuts the workpiece by moving the tool in parallel with the second axis on the plane (X-axis on
the ZX plane).
(2) In the start block in the program for a target figure (block with sequence number ns), only the first
axis on the plane (Z-axis (W-axis) for the ZX plane) must be specified.
- Type II
G72 differs from G71 in the following points:
(1) G72 cuts the workpiece by moving the tool in parallel with the second axis on the plane (X-axis on
the ZX plane).
(2) The figure need not show monotone increase or decrease in the direction of the first axis on the
plane (Z-axis for the ZX plane) and it may have concaves (pockets). The figure must show
monotone change in the direction of the second axis on the plane (X-axis for the ZX plane),
however.
(3) When a position parallel to the second axis on the plane (X-axis for the ZX plane) is specified in a
block in the program for the target figure, it is assumed to be at the bottom of a pocket.
(4) After all the rough cuttings along the second axis on the plane (X-axis for the ZX plane) have
terminated, the tool temporarily returns to the start point. Then, rough cutting as finishing is
performed.
- Tool nose radius compensation
See the pages on which G71 is explained.
- Reducing the cycle tim e
See the pages on which G71 is explained.
- 56 -
Page 73

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
ZpXp plane
N (ns) ;
...
N (nf) ;
The move commands for the target figure from A
to A’ to B are specified in the blocks with
sequence numbers ns to nf.
YpZp plane
"nf" are ignored, and the F, S, and T functions in this G73 block are effective.
4.2.3 Pattern Repeating (G73)
Format
This function permits cutting a fixed pattern repeatedly, with a pattern being displaced bit by bit. With
this cutting cycle, it is possible to efficiently cut work whose rough shape has alread y been made by a
rough machining, forging or casting method, etc.
G73 W(∆k) U(∆i) R(d) ;
G73 P(ns) Q(nf) U(∆u) W(∆w) F(f ) S(s ) T(t ) ;
G73 V(∆k) W(∆i) R(d) ;
G73 P(ns) Q(nf) V(∆w) W(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
XpYp plane
G73 U(∆k) V(∆i) R(d) ;
G73 P(ns) Q(nf) U(∆w) V(∆u) F(f ) S(s ) T(t ) ;
N (ns) ;
...
N (nf) ;
∆i : Distance of escape in the direction of the second axis on the plane (X-axis for the ZX
plane)
This designation is modal and is not changed until the other value is designated. Also
this value can be specified by the parameter No. 5135, and the parameter is changed
by the program command.
∆k : Distance of escape in the di rec ti on of the fi rst axis on the plane (Z-axis for the ZX
plane)
This designation is modal and is not changed until the other value is designated. Also
this value can be specified by the parameter No. 5136, and the parameter is changed
by the program command.
d : The number of division
This value is the same as the repetitive count for rough cutting. This designation is
modal and is not changed until the other value is designated. Also, this value can be
specified by the parameter No. 5137, and the parameter is changed by the program
command.
ns : Sequence number of the first block for the program of finishing shape.
nf : Sequence number of the last block for the program of finishing shape.
∆u : Distance of the finishing allowance in the direction of the second axis on the plane
(X-axis for the ZX plane)
∆w : Distance of the finishing allowance in the direction of the first axis on the plane (Z-axis
for the ZX plane)
f, s, t : Any F, S, and T function contained in the blocks between sequence number "ns" and
- 57 -
Page 74

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
input
system for the reference axis.
system for the reference axis.
system for the reference axis.
the second axis on the plane.
system for the reference axis.
the first axis on the plane.
NOTE
number of division.
∆w
A'
∆u/2
∆i+∆u/2
B
D
∆k+∆w
C
∆w
∆u/2
Target figure
(F): Cutting feed
(R): Rapid traverse
(R)
+X
+Z
(R)
A
(F)
NOTE
S, and T functions.
Unit Diameter/radius programming Sign
Depends on the increment
∆i
Depends on the increment
∆k
Depends on the increment
∆u
Depends on the increment
∆w
Radius programming Required Allowed
Radius programming Required Allowed
Depends on diameter/radius programming for
Depends on diameter/radius programming for
Required Allowed
Required Allowed
Decimal point
Decimal point input is allowed with d. However, a value rounded off to an integer
is used as the number of division, regardless of the setting of bit 0 (DPI) of
parameter No. 3401. When an integer is input, the input integer is used as the
Fig. 4.2.3 (a) Cutting path in pattern repeating
Explanation
- Operations
When a target figure passing through A, A', and B in this order is given by a program, rough cutting is
performed the specified number of times, with the finishing allowance specified by ∆u/2 and ∆w left.
1 While the values ∆i and ∆k, or ∆u and ∆w are specified by the same address
respectively, the meanings of them are determined by the presence of
addresses P and Q.
2 The cycle machining is performed by G73 command with P and Q specification.
3 After cycle operation terminates, the tool returns to point A.
4 F, S, and T functions which are specified in the move command between points
A and B are ineffective and those specified in G73 block or the previous block
are effective. M and second auxiliary functions are treated in the same way as F,
- 58 -
Page 75

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Check
Related parameter
Q is contained in the program before cycle operation.
No. 5102 is set to 1.
O0001;
G00X100.0Z0.0;
G73U6.0W6.0R3.0;
G73P10Q30U6.0W3.0F1.0S500;
N10G00X60.0W0.0;
N15G01Z
-10.0;
N20G02X80.0Z-20.0R10.0;
N30G01X100.0;
M30;
N10
N15
N20
N30
- Target figure
Patterns
As in the case of G71, there are four target figure pat terns. Be careful about signs of ∆u, ∆w, ∆i, and ∆k
when programming this cycle.
- Start block
In the start block in the program for the target figure (block with sequence number ns in which the path
between A and A' is specified), G00 or G01 must be specified. If it is not specified, alarm PS0065,
“G00/G01 IS NOT IN THE FIRST BLOCK OF SHAPE PROGRAM” is issued.
When G00 is specified, positioning is performed along A-A’. When G01 is specified, linear interpolation
is performed with cutting feed along A-A’.
- Check function
The following check can be made.
Checks that a block with the sequence number specified at address
Enabled when bit 2 (QSR) of parameter
- Tool nose radius compensation
Like G71, this cycle operation is performed according to the figure determined by the tool nose radius
compensation path, when the offset vector is 0 at start point A and start-up is performed in a block
between path A-A'.
- Single block operation
The single block stop position can be selected by setting of bit 2 (PRS) of parameter No. 5125.
When bit 2 (PRS) of parameter No. 5125 is set to 0, the stop position of single block operation is the end
point of each cycle and the end point of each block in the finishing shape.
When bit 2 (PRS) of parameter No. 5125 is set to 1, the stop position of single block operation is the end
point of each cycle and the end point of escape from the cycle start point. (FS16i compatible
specification)
It explains that the movement when the O0001 shown in Fig. 4.2.3 (b) is executed by the single block
operation.
The finishing shape specified by N10-N30 of the O0001 is shown in Fig. 4.2.3 (c).
Fig. 4.2.3 (b) Sample program Fig. 4.2.3 (c) Finishing shape of O0001
- 59 -
Page 76

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
S
G70 P(ns) Q(nf) ;
nf : Sequence number of the last block for the program of finishing shape.
Check
Related parameter
Q is contained in the program before cycle operation.
No. 5102 is set to 1.
When bit 2 (PRS) of parameter No. 5125 is set to 0, in case the O0001 is executed by the single block
operation, the stop position of single block operation is the end point of each cycle and the end point of
each block in the finishing shape as shown in Fig. 4.2.3 (d). The single block stop is not executed at the
end point of escape from the cycle start poi nt.
When bit 2 (PRS) of parameter No. 5125 is set to 1, in case the O0001 is executed by the single block
operation, the stop position of single block operation is the end point of each cycle and the end point of
escape from the cycle start point as shown in Fig. 4.2.3 (e).
“S” in following figures stands for the single stop position.
Fig. 4.2.3 (d) PRS(No.5125#2)=0 Fig. 4.2.3 (e) PRS(No.5125#2)=1
4.2.4 Finishing Cycle (G70)
After rough cutting by G71, G72 or G73, the following command permits finishing.
Format
ns : Sequence number of the first block for the program of finishing shape.
Explanation
- Operations
The blocks with sequence numbers ns to nf in the program for a target figure are executed for finishing.
The F, S, T, M, and second auxiliary functions specified in the G71, G72, or G73 block are ignored and
the F, S, T, M, and second auxiliary functions specified in the blocks with sequence numbers ns to nf are
effective.
When cycle operation terminates, the too l is returned to the start point in rapid traverse and the next G70
cycle block is read.
- Target figure
Check function
The following check can be made.
Checks that a block with the sequence number specified at address
Enabled when bit 2 (QSR) of parameter
- Stori ng P and Q blocks
When rough cutting is executed by G71, G72, or G73, up to three memory addresses of P and Q blocks
are stored. By this, the blocks ind icated by P and Q are immediately found at execution of G70 without
- 60 -
Page 77

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Example
cycles)
NOTE
All stored memory addresses of P and Q blocks are also erased by a reset.
NOTE
from the end point of the target figure to the cycle start point.
searching memory from the beginning for them. After some G71, G72, and G73 rough cutting cycles are
executed, finishing cycles can be performed by G70 at a time. At thi s time, for the fourth and subsequent
rough cutting cycles, the cycle time is longer because memory is searched for P and Q blocks.
G71 P100 Q200 ...;
N100 ...;
...;
...;
N200 ...;
G71 P300 Q400 ...;
N300 ...;
...;
...;
N400 ...;
...;
...;
G70 P100 Q200 ; (Executed without a search for the first to third cycles)
G70 P300 Q400 ; (Executed after a search for the fourth and subsequent
The memory addresses of P and Q blocks stored during rough cutting cycles by
G71, G72, and G73 are erased after execution of G70.
- Return t o the cycle start point
In a finishing cycle, after the tool cuts the workpiece to the end point of the target figure, it returns to the
cycle start point in rapid traverse.
The tool returns to the cycle start point always in the nonlinear positioning mode
regardless of the setting of bit 1 (LRP) of parameter No. 1401.
Before executing a finishing cycle for a target figure with a pocket cut by G71 or
G72, check that the tool does not interfere with the workpiece when returning
- Tool nose radius compensation
When using tool nose radius compensation, specify a tool nose radius compensation command (G41 or
G42) before a multiple repetitive canned cy cle command (G70) and specify the cancel command (G4 0)
after the multiple repetitive canned cycle command (G70).
Program example
G42; .............................. Specify this command before a multiple repetitive canned cycle command.
G70P10Q20;
G40; .............................. Specify this command after a multiple repetitive canned cycle command.
Like G71, this cycle operation is performed according to the figure determined by the tool nose radius
compensation path when the offset vector is 0 at start point A and start-up is performed in a block
between path A-A'.
- 61 -
Page 78

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Example
- 62 -
Page 79

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
- 63 -
Page 80

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
G74R (e) ;
f : Feedrate
Diameter/radius
programming
Decimal point
input
the reference axis.
the reference axis.
the reference axis.
the reference axis.
NOTE
a value with the sign indicating the direction in which the tool is to escape.
4.2.5 End Face Peck Drilling Cycle (G74)
This cycle enables chip breaking in outer diameter cutting. If the second axis on the plane (X-axis
(U-axis) for the ZX plane) and address P are omitted, operation is performed only along the first axis on
the plane (Z-axis for the ZX plane), that is, a peck drilling cycle is performed.
Format
G74X(U)_ Z(W)_ P(∆i) Q(∆k) R(∆d) F (f ) ;
e : Return amount
This designation is modal and is not changed until the other value is designated.
Also this value can be specified by the parameter No. 5139, and the parameter is
changed by the program command.
X_,Z_ : Coordinate of the second axis on the plane (X-axis for the ZX plane) at point B and
Coordinate of the first axis on the plane (Z-axis for the ZX plane) at point C
U_,W_ : Travel distance along the second axis on the plane (U for the ZX plane) from point A
to B
Travel distance along the first axis on the plane (W for the ZX plane) from point A to
C
(When G code system A is used. In other cases, X_,Z_ is used for specification.)
∆i : Travel distance in the direction of the second axis on the plane (X-axis for the ZX
plane)
∆k : Depth of cut in the direction of the first axis on the plane (Z-axis for the ZX plane)
∆d : Relief amount of the tool at the cutting bottom
Unit
Depends on the increment system for
e
Depends on the increment system for
∆i
Depends on the increment system for
∆k
Depends on the increment system for
∆d
Radius programming Not required Allowed
Radius programming Not required Not allowed
Radius programming Not required Not allowed
Radius programming NOTE Allowed
Sign
Normally, specify a positive value for ∆d. When X (U) and ∆i are omitted, specify
- 64 -
Page 81

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
U/2
W
∆d
∆i’
C
∆k'
∆k
∆k
∆k
∆k
A
(R)
(R)
(F)
(R)
(R)
(R)
(F)
(F)
(F)
(F)
∆i
∆i
e
B
[0 < ∆k’
≤ ∆k]
X
Z
(R)
[0 < ∆i’ ≤ ∆i]
(R) ... Rapid traverse
(F) ... Cutting feed
+X
+Z
NOTE
2 The cycle machining is performed by G74 command with specifying the axis.
Fig. 4.2.5 (a) Cutting path in end face peek drilling cycle
Explanation
- Operations
A cycle operation of cutting by ∆k and return by e is repeated.
When cutting reaches point C, the too l escapes by ∆d. Then, the tool returns in rapid traverse, moves to
the direction of point B by ∆i, and performs cutting again.
1 While both e and ∆d are specified by the same address, the meanings of them
are determined by specifying the X, Y, or Z axis. When the axis is specified, ∆d
is used.
- Tool nose radius compensation
Tool nose radius compensation cannot be applied.
- 65 -
Page 82

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
G75R (e) ;
f : Feedrate
input
the reference axis.
the reference axis.
the reference axis.
the reference axis.
NOTE
escape.
4.2.6 Outer Diameter / Internal Diameter Drilling Cycle (G75)
This cycle is equivalent to G74 except that the second axis on the plane (X-axis for the ZX plane)
changes places with the first axis on the plan e (Z-axis fo r the ZX p lane). Thi s cy cle enables chip breaking
in end facing. It also enables grooving during outer diameter cutting and cutting off (when the Z-axis
(W-axis) and Q are omitted for the first axis on the plane).
Format
G75X(U)_ Z(W)_ P(∆i) Q(∆k) R(∆d) F (f ) ;
e : Return amount
This designation is modal and is not changed until the other value is designated.
Also this value can be specified by the parameter No. 5139, and the parameter is
changed by the program command.
X_, Z_ : Coordinate of the second axis on the plane (X-axis for the ZX plane) at point B and
Coordinate of the first axis on the plane (Z-axis for the ZX plane) at point C
U_, W_ : Travel distance along the second axis on the plane (U for the ZX plane) from point
A to B
Travel distance along the fi rs t axis on the plane (W for the ZX plane) from point A
to C
(When G code system A is used. In other cases, X_,Z_ is used for speci fi c ati on.)
∆i : Depth of cut in the direction of the second axis on the plane (X-axis for the ZX
plane)
∆k : Travel distance in the direction of the first axis on the plane (Z-axis for the ZX
plane)
∆d : Relief amount of the tool at the cutting bottom
Unit Diameter/radius programming
Depends on the increment system for
e
Depends on the increment system for
∆i
Depends on the increment system for
∆k
Depends on the increment system for
∆d
Radius programming Not required Allowed
Radius programming Not required Not allowed
Radius programming Not required Not allowed
Radius programming NOTE Allowed
Sign
Normally, specify a positive value for ∆d. When Z (W) and ∆k are omitted,
specify a value with the sign indicating the direction in which the tool is to
Decimal point
- 66 -
Page 83

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
W
∆d
A
(R)
(F)
∆i
e
Z
∆k
X
(F)
(F)
(F)
(F)
(R)
U/2
(R) ... Rapid traverse
(F) ... Cutting feed
(R)
B
C
∆i
∆i
∆i
+X
+Z
∆i’
(R)
(R)
(R)
Fig. 4.2.6 (a) Outer diameter/internal diameter drilling cycle
Explanation
- Operations
A cycle operation of cutting by ∆i and return by e is repeated.
When cutting reaches point B, the too l escapes by ∆d. Then, the tool returns in rapid traverse, moves to
the direction of point C by ∆k, and performs cutting again.
Both G74 and G75 are used for grooving and drilling, and permit the tool to relief automatically. Four
symmetrical patterns are considered, respectively.
- Tool nose radius compensation
Tool nose radius compensation cannot be applied.
- 67 -
Page 84

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
G76 P(m) (r) (a) Q(∆dmin) R(d ) ;
(Example) When m=2, r=1.2L, a=60°, specify as shown below (L is lead of thread).
P 02 12 60
a
r
m
∆dmin : Minimum cutting depth
L : Lead of thread
programming
input
Depends on the increment system for
the reference axis.
Depends on the increment system for
the reference axis.
Depends on the increment system for
the reference axis.
Depends on the increment system for
the reference axis.
Depends on the increment system for
the reference axis.
4.2.7 Multiple Threading Cycle (G76)
This threading cycle performs one edge cutting by the constant amount of cut.
Format
G76 X(U)_ Z(W)_ R(i ) P(k ) Q(∆d) F (L ) ;
m : Repetitive count in finishing (1 to 99)
This value can be specified by the parameter No. 5142, and the parameter is changed by
the program command.
r : Chamfering amount (0 to 99)
When the thread lead is expressed by L, the value of L can be set from 0.0L to 9.9L in
0.1L increment (2-digit number). This value can be specified by the parameter No. 5130,
and the parameter is changed by the program command.
a : Angle of tool nose
One of six kinds of angle, 80°, 60°, 55°, 30°, 29°, and 0°, can be selected, and specified
by 2-digit number. This value can be specified by the parameter No. 5143, and the
parameter is changed by the program command.
m, r, and a are specified by address P at the same time.
When the cutting depth of one cycle operation becomes smaller than this limit, the
cutting depth is clamped at this value. This value can be specified by parameter
No. 5140, and the parameter is changed by the program command.
d : Finishing allowance
This value can be specified by parameter No. 5141, and the parameter is changed
by the program command.
X_, Z_ : Coordinates of the cutting end point (point D in the Fig. 4.2.7 (a)) in the direction of
the length
U_, W_ : Travel distance to the cutting end point (point D in the Fig. 4.2.7 (a)) in the direction
of the length
(When G code system A is used. In other cases, X_,Z_ is used for specification.)
i : Taper amount
If i = 0, ordinary straight threading can be made.
k : Height of thread
∆d : Depth of cut in 1st cut
Unit
∆dmin
d
Diameter/radius
Radius programming Not required Not allowed
Radius programming Not required Allowed
Sign
Decimal point
i
k
∆d
Radius programming Required Allowed
Radius programming Not required Not allowed
Radius programming Not required Not allowed
- 68 -
Page 85

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
W
C
(F)
(R)
A
U/2
∆d
E
i
X
Z
r
D
k
(R)
B
+X
+Z
(R)
+X
+Z
k
d (finishing allowance)
Last finishing cycle
Fig. 4.2.7 (a) Cutting path in multiple threading cycle
Fig. 4.2.7 (b) Detail of cutting
- Repetitive count in finishing
The last finishing cycle (cycle in which the finishing allowance is removed by cutting) is repeated.
Fig. 4.2.7 (c)
- 69 -
Page 86

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
NOTE
k)
CAUTION
threading cycle, however, see "Feed hold in a threading cycle" described below.
Explanation
- Operations
This cycle performs threading so that the length o f the lead only between C and D is made as specified in
the F code. In other sections, the tool moves in rapid traverse.
The time constant for acceleration/deceleration after in terpolation and FL feedrate for thr ead chamfering
and the feedrate for retraction after chamfering are th e same as for thread chamfering with G92 (canned
cycle).
1 The meanings of the data specified by address P, Q, and R determined by the
presence of X (U) and Z (W).
2 The cycle machining is performed by G76 command with X (U) and Z (W)
specification.
3 The values specified at addresses P, Q, and R are modal and are not changed
until another value is specified.
4 Specify a value smaller than the height of thread as the finishing allowance. (d <
Notes on threading are the same as those on G32 threading. For feed hold in a
- Relationship between the sign of the taper amount and tool path
The signs of incremental dimensions for the cycle shown in Fig. 4.2.7 (a) are as follows:
Cutting end point in the direction of the length for U and W:
Minus (determined according to the directions of paths A-C and C-D)
Taper amount (i): Minus (determined according to the direction of path A-C)
Height of thread (k): Plus (alway s specified with a plus sign)
Depth of cut in the first cut (∆d): Plus (always specified with a plus sign)
The four patterns shown in the Table 4.2.7 (a) are considered corresponding to the sign of each address. A
female thread can also be machined.
- 70 -
Page 87

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Outer diameter machining
Internal diameter machining
1. U < 0, W < 0, i < 0
2. U > 0, W < 0, i > 0
X
Z
U/2
3(R)
4(R)
1(R)
2(F)
W
i
X
X
Z
U/2
3(R)
4(R)
1(R)
2(F)
W
i
X
at |i|≤|U/2|
at |i|≤|U/2|
X
Z
U/2
3(R)
4(R)
1(R)
2(F)
W
i
X
X
Z
U/2
3(R)
4(R)
1(R)
2(F)
W
i
X
NOTE
are used for this cycle and G92 threading cycle.
Table 4.2.7 (a)
3. U < 0, W < 0, i > 0
4. U > 0, W < 0, i < 0
- Accelerat ion/deceleration after interpolation for threading
Acceleration/deceleration after interpolation for threading is acceleration/deceleration of exponential
interpolation type. By setting bit 5 (THLx) of parameter No. 1610, the same acceleration/deceleration as
for cutting feed can be selected. (The settings of bits 1 (CTBx) and 0 (CTLx) of parameter No. 1610 are
followed.) However, as a time constant and FL feedrate, the settin gs of parameter No. 1 626 an d No. 1627
for the threading cycle are used.
- Time constant and FL feedrate for threading
The time constant for acceleration/deceleration after interpol ation fo r thread ing sp ecified i n parameter No .
1626 and the FL feedrate specified in parameter No. 1627 are used.
The FL feedrate is valid only for exponential acceleration/deceleration after interpolation.
- Thread chamf er ing
Thread chamfering can be performed in this threading cycle. A signal from the machine tool initiates
thread chamfering.
The maximum amount of thread chamfering (r) that can be specified in the command is 99 (9.9L). The
amount can be specified in a range from 0.1L to 12.7L in 0.1L increments in parameter No. 5130.
A thread chamfering angle between 1 to 89 degrees can be specified in parameter No. 5131. When a
value of 0 is specified in the parameter, an angle of 45 degrees is assumed.
For thread chamfering, the same type of acceleration/deceleration after interpolation, time constant for
acceleration/deceleration after interpolation, and FL feedrate as for threading are used.
Common parameters for specifying the amount and angle of thread chamfer ing
- 71 -
Page 88

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
parameter No. 1611
Parameter No.
1466
No. 1627), and retraction feedrate specified in parameter No. 1466.
No. 1627), and rapid traverse rate specified in parameter No. 1420.
(parameter No. 1420).
NOTE
cutting feedrate regardless of the setting of bit 4 (RF0) of paramet er No. 1401.
- Retract ion after chamfering
The Table 4.2.7 (b) lists the feedrate, type of acceleration/deceleration after interpolation, and time
constant of retraction after chamfering.
Table 4.2.7 (b)
Bit 0 (CFR) of
Uses the type of acceleration/deceleration after interpolat i on for threading,
0 Other than 0
0 0
1
time constant for threading (parameter No. 1626), FL feedrate (parameter
Uses the type of acceleration/deceleration after interpolat i on for threading,
time constant for threading (parameter No. 1626), FL feedrate (parameter
Before retraction a check is made to see that the s pec i fied feedrate has
become 0 (delay in acceleration/deceleration is 0), and the type of
acceleration/deceleration after interpolation for rapid traverse is used
together with the rapid traverse time constant and the rapid traverse rate
By setting bit 4 (ROC) of parameter No. 1403 to 1, rapid traverse override can be disabled for the feedrate
of retraction after chamfering.
Description
During retraction, the machine does not stop with an override of 0% for the
- Shifting the start angle
The threading start angle cannot be shifted.
However, if the Series 15 format is used, the thread ing start angle can be shifted.
Please refer to the "MEMORY OPERATION USING Series 15 FORMAT".
- Feed hold i n a t hr eading cycle
When the threading cycle retract function is not used, the behavior of feed hold is as follows:
- If the parameter No.5109#3=0 and FEED HOLD button is pressed and released in the threading, the
tool returns to start point (point A) and stops. If FEED HOLD is kept pressed, the tool stops at the
vicinity of the end point of retraction (point E).
- If the parameter No.5109#3=1 and FEED HOLD button is pressed and released or kept pressed in the
threading, the tool stops at the end point of retraction (point E).
- Feed hold when the threading cycle retract function is used
When feed hold is applied during threading in a combined threading cycle (G76), the tool quick ly retract s
in the same way as for the last chamfering in a threading cy cle and returns t o the start poi nt in the curr ent
cycle.
When cycle start is triggered, the multiple threading cycle resumes.
- 72 -
Page 89

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Feed hold is applied at this point
Start point
in the current cycle
Ordinary cycle
Rapid traverse
Motion at feed hold
X-axis
Z-axis
Cutting feed
CAUTION
Another feed hold cannot be performed during retraction.
Fig. 4.2.7 (d)
The angle of chamfering during retraction is the same as that of chamfering at the end point.
- Inch t hr eadi ng
Inch threading specified with address E is not allowed.
- Tool nose radius compensation
Tool nose radius compensation cannot be applied.
Example
Fig. 4.2.7 (e)
- 73 -
Page 90

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
4.2.8 Restrictions on Multiple Repetitive Canned Cycle (G70-G76)
Programmed commands
- Program memory
Programs using G70, G71, G72, or G73 must be stored in the program memory. The use of the mode in
which programs stored in the program memory are called for operation enables these programs to be
executed in other than the MEM mode. Programs using G74, G75, or G76 need not be stored in the
program memory.
- Blocks in which data related to a multiple repetitive canned cycle is specified
The addresses P, Q, X, Z, U, W, and R should be specified correctly for each block.
In a block in which G70, G71, G72, or G73 is specified, the following functions cannot be specified:
- Custom macro calls (simple call, modal call, and subprogram call)
- Blocks in which data related to a target figure is specified
In the block which is specified by address P of a G71, G72 or G73, G00 or G01 code in group 01 should
be commanded. If it is not commanded, alarm PS0065, “G00/G01 IS NOT IN THE FIRST BLOCK OF
SHAPE PROGRAM” is generated.
In blocks with sequence numbers between those specified at P and Q in G70, G71, G72, and G73, the
following commands can be specified:
(1) Dwell (G04)
(2) G00, G01, G02, and G03
When a circular interpolation command (G02, G03) is used, there must be no radius difference
between the start point and end point of the arc. If there is a radius difference, the target finishing
figure may not be recognized correctly, resulting in a cutting error such as excessive cutting.
(3) Custom macro branch and repeat command
The branch destination must be between the seq uence numbers specified at P and Q, however.
High-speed branch specified by bits 1 and 4 of parameter No. 6000 is invalid. No custom macro call
(simple, modal, or subprogram call) cannot be specified.
(4) Direct drawing dimension programming command and chamfering and corner R command
Direct drawing dimension programming and chamfering and corner R require multiple blocks to be
specified. The block with the last sequence number specified at Q must not be an intermediate block
of these specified blocks.
When G70, G71, G72, or G73 is executed, the sequence number specified by address P and Q should not
be specified twice or more in the same program.
When #1 = 2500 is executed using a custom macro, 2500.000 is assigned to #1. In such a case, P#1 is
equivalent to P2500.
- 74 -
Page 91

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
Manual intervention
Cancellation
Example of G72
Relation with other functions
- Manual i ntervention
After manual intervention is performed with the manual absolute on command before the execution of a
multiple repetitive canned cycles (G70 to G76) or after the stop of the execu tion, when a cycle operati on
starts, the manual intervention amount is canceled ev en with an incremental cycle start command. When
only the first plane axis is specified in G74 or only the second plane axis is specified in G74, h owever, the
manual intervention amount is canceled only along the specified axis.
Fig. 4.2.8 (a)
- Int er r upt ion type macro
Any interruption type macro program cannot be executed during execution of a multiple repetitive canned
cycle.
- Program r estart and tool retract and recover
These functions cannot be executed in a block in a multiple repetitive canned cycle.
- Axis name and second auxi liary functions
Even if address U, V, or W is used as an axis name or secon d auxiliar y fun ction, dat a specified at addr ess
U, V, or W in a G71 to G73 block is assumed to be that for the multiple repetitive canned cycle.
- Tool nose radius compensation
When using tool nose radius compensation, specify a tool nose radius compensation command (G41,
G42) before a multiple repetitive canned cy cle command (G70, G71, G72, G73) and specify the cancel
command (G40) outside the programs (from the block specified with P to the block specified with Q)
specifying a target finishing figure. If tool nose radius compensation is specified in the program
specifying a target finishing figure, alarm PS0325, “UNAVAILABLE COMMAND IS IN SHAPE
PROGRAM”, is issued.
- Multi-spindle control
When a spindle selection by address P o f multi-spindle control or the command by the extended spindle
name is used, S code cannot be specified at the block of multiple repetitive canned cycle command
(G71-G73). (The alarm PS5305 “ILLEGAL SPINDLE NUMBER” is issued.)
In this case, instead of specifying S code at the block of multiple repetitive canned cycle command
(G71-G73) is specified, specify S code before the multip le repetitive canned cycle command (G71-G73)
block.
- 75 -
Page 92

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
R R R C C 1
2 6 10 3 4
5 7 8 9 11
12
Cutting feed
+Z
+X R R R C
C C 1 2 3 4 5 6 7 8 9
10
11
12
13
14
15
Cutting feed
+Z
+X
4.2.9 Reducing path for Multiple Repetitive Canned Cycle
Overview
In multiple repetitive canned cycle, a path of cycle can be reduced.
Explanation
In stock removal in turning (G71) of multiple repetitive canned cycle, conventional pat h was as follows
(Fig. 4.2.9 (a)).
1. Moving in the direction of the first axis on the plane (Z-axis for the ZX plane)
2. Moving in the direction of the second axis on the plane (X-axis for the ZX plane)
In this function, it directly moves from the retraction end point to the last turning start point (Fig. 4.2.9 (b),
Fig. 4.2.9 (c)).
The cycle time can be reduced because moving path is reduced.
To use this function, set bit 6 (RPA) of parameter No. 5125 to 1.
Rapid traverse
R: Retraction end point
C: Turning start point
Fig. 4.2.9 (a) Conventional operation
Movement from retraction end point to last turning star t point
In a start block in the program for a target figure, the movement from the retraction end point to the last
turning start point is changed.
When a start block in the program for a target figure is G00 :
Axes move from the retraction end point to the last turning start point by rapid traverse.
Fig. 4.2.9 (b) Operation when this function is effective (Start block in the program for a target figure is G00.)
Rapid traverse
R: Retraction end point
C: Turning start point
- 76 -
Page 93

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
WARNING
parameter No.5126.
R R R C C C 1 2 3
10 4 5
6 7 8
9
11
12
13
14
15
+X
When a start block in the program for a target figure is G01 :
Axes move from the retraction end point by rapid traverse until becoming a value that the distance to the
last turning start point is set to parameter No.5126. These move from there to the last turning start point
by cutting feed.
Rapid traverse
Cutting feed
R: Retraction end point
C: Turning start point
Fig. 4.2.9 (c) Operation when this function is effective (Start block in the program for a target figure is G01.)
Specify G01 in a start block in the program for a target figure when turning st art
point is near the processing surface. The distance of cutting can be adjusted by
Effect of reducing cycle time
In this function, it is more effective in reducin g cycle time to assume a start block in the program for a
target figure to be G00.
Therefore, it is recommended that turning start point is separated from work pi ece, and it sp ecifies G00 in
the start block in the program for a target figure.
Limitation
- This function is valid only when bit 1 (LRP) of parameter No. 1401 is 1.
- This function is valid only in stock removal in turning (G71) and stock removal in facing (G72) of
multiple repetitive canned cycle.
- This function is invalid in type II of multiple repetitive canned cycle.
4.3 CANNED CYCLE FOR DRILLING
Canned cycles for drillin g make it easier for the programmer to create programs. With a canned cycle, a
frequently-used machining operation can be specified in a single block with a G function; without canned
cycles, more than one block is required. In addition, the use of canned cycles can shorten the program to
save memory.
Table 4.3 (a) lists canned cycles for drilling.
- 77 -
Page 94

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
operation
G80 - - - -
Cancel
intermittent
spindle CCW
G85
Z axis
Cutting feed
Dwell
Cutting feed
Front boring cycle
Cutting feed /
intermittent
Spindle CCW
G89
X axis
Cutting feed
Dwell
Cutting feed
Side boring cycle
Operation 1
Operation 2
Point R level
Initial level
Operation 6
Operation 5
Operation 3
Operation 4
Rapid traverse
Feed
G code
Positioning axis
Drilling axis
G83, G84, G85
X axis, C axis
Z axis
G87, G88, G89
Z axis, C axis
X axis
Table 4.3 (a) Canned cycles for drilling
G code Drilling axis
Hole machining
Operation in the
bottom hole position
Retraction operation Applications
G83 Z axis
G84 Z axis Cutting feed
G87 X axis
G88 X axis Cutting feed
Cutting feed /
Dwell Rapid traverse F r ont drilling cycle
Dwell →
Dwell Rapid traverse Side drilling cycle
Dwell →
Cutting feed Front tapping cycle
Cutting feed Side tapping cycle
Explanation
The canned cycle for drilling consists of the following six operation sequences.
Operation 1 Positioning of X (Z) and C axis
Operation 2 Rapid traverse up to point R level
Operation 3 Hole machining
Operation 4 Operation at the bottom of a hole
Operation 5 Retraction to point R level
Operation 6 Rapid traverse up to the initial level
- Positioning axis and drilling axis
The C-axis and X- or Z-axis are used as positioning axes. The X- or Z-axis, which is not used as a
positioning axis, is used as a drilling axis. A drilling G code specifies positioning axes and a drilling axis
as shown below.
Although canned cycles include tappin g and boring cycl es as well as drilling cycles, in this chapter, only
the term drilling will be used to refer to operations implemented with canned cycles.
Fig. 4.3 (a) Operation sequence of canned cycle for drilling
Table 4.3 (b) Positioning axis and drilling axis
- 78 -
Page 95

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
G98 (Return to initial level)
G99 (Return to point R level)
Initial level
Point R level
In the case of without ",D"
command, the clearance parameter
to be used
High-speed peck drilling cycle
No.5114
Peck drilling cycle
No.5115
G83.1
High-speed peck drilling cycle (FS15-T format)
No.5114
G83.5, G87.5
High-speed peck drilling cycle
No.5114
G83.6, G87.6
Peck drilling cycle
No.5115
High-speed peck rigid tαpping cycle
Peck rigid tapping cycle
G84.2
Rigid tapping cycle (FS15-T format)
No.5213
G83 and G87, G84 and G88, and G85 and G89 have the same function respectively except for axes
specified as positioning axes and a drilling axis.
- Dril ling mode
G83 to G85/G87 to G89 are modal G codes and remain in effect until canceled. When in effect, the
current state is the drilling mode.
Once drilling data is specified in the drilling mode, the data is retained until modified or canceled.
Specify all necessary drilling data at the beginning of canned cycles; when canned cycles are being
performed, specify data modifications only.
The feedrate specified at F is retained also after the d rilling cycle i s canceled. When Q data i s required, it
must be specified in each block. Once specified, the M code used for C-axis cl amp/unclamp functions as
a modal code. It is canceled by specifying G80.
- Return poi nt level
In G code system A, the tool returns to the initial level from the bottom of a hole. In G code system B or
C, specifying G98 returns the tool to the initial level from the bottom of a hole and specifying G99 returns
the tool to the point R level from the bottom of a hole.
The following illustrates how the tool moves when G98 or G99 is specified (Fig. 4.3 (b)). Generally, G99
is used for the first drilling operation and G98 is used for the last drilling operation.
Fig. 4.3 (b)
- Clearance
Clearance is commanded with an address D with a comma. If the cycle is commanded without ",D"
command, the clearance parameter will be valid. The cycles that can be commanded are as shown in
Table 4.3 (c).
If clearance is not programmed, use parameterized clearance. ",D" should be commanded in the block
where the drilling operation is performed. It is memorized as a modal command during canned cycle for
drilling. Decimal point input is possible for the ",D" command.
Table 4.3 (c) List of canned cycle for drilling which clearance can be commanded
G code Function
G83, G87
G84, G88
- 79 -
No.5213
Page 96

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
NOTE
For K, specify an integer of 0 or 1 to 9999.
Positioning (rapid traverse G00)
Cutting feed (linear interpolation G01)
P1
Dwell specified in the program
P2
Dwell specified in parameter No.5111
(The value of α is specified with parameter No. 5110.)
M (α + 1)
Issuing the M code for C-axis unclamp
- Number of r epeat s
To repeat drilling for equally-spaced holes, specify the number of repeats in K_.
K is effective only within the block where it is specified.
Specify the first hole position in incremental programming.
If it is specified in absolute programming, drilling is repeated at the same position.
Number of repeats K The maximum command value = 9999
When K0 is specified, drilling data is just stored without drilling being performed.
- M code used f or C-axis clamp/unclamp
When an M code specified in parameter No. 5110 for C-axis clamp/unclamp is coded in a program, the
following operations occur.
(1) The CNC issues the M code for C-axis clamp after the tool is positioned and while the tool is being
fed in rapid traverse to the point-R level.
(2) The CNC issues the M code for C-axis unclamp (the M code for C-axis clamp +1) after the tool
retracts to the point-R level.
(3) After the CNC issues the M code for C-axis unclamp, the tool dwells for the time specified in
parameter No. 5111.
- Cancel
To cancel a canned cycle, use G80 or a gro up 01 G code.
Group 01 G codes (Example)
G00 : Positioning (rapid traverse)
G01 : Linear interpolation
G02 : Circular interpolation (CW)
G03 : Circular interpolation (CCW)
- Symbols in figures
Subsequent subsections explain the individual canned cycles. Figures in these explanations use the
following symbols:
Mα Issuing the M code for C-axis clamp
- 80 -
Page 97

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
CAUTION
is used for point R data.
1 In each canned cycle, addresses R, Z, and X are handled as follows:
R_ : Always handled as a radius.
Z_ or X_ : Depends on diameter/radius programming.
2 For the B or C G-code system, G90 or G91 can be used to select an incremental
or absolute programming for hole position data (X, C or Z, C), the distance from
point R to the bottom of the hole (Z or X), and the distance from the initial level to
the point R level (R).
3 For canned cycles for drilling specified in the Series 15 format (by setting bit 1
(FCV) of parameter No. 0001 to 1 and bit 3 (F16) of parameter No. 5102 to 0),
incremental programming is used for point R data when bit 6 (RAB) of parameter
No. 5102 is set to 0.
When bit 6 (RAB) of parameter No. 5102 is set to 1, in G code system A,
absolute programming is used, and in G code system B or C, absolute or
incremental programming is used according to G90 or G91.
For canned cycles for drilling in the Series 16 format, incremental programming
4.3.1 Front Drilling Cycle (G83)/Side Drilling Cycle (G87)
The peck drilling cycle or high-speed peck drilling cycle is used depending on the setting in RTR, bit 2 of
parameter No. 5101. If depth of cut for each drilling is not specified, the normal drilling cycle is used.
Without using parameter RTR, the high-speed peck drilling cycle can be specified with G83.5 or G87.5
and the peck drilling cycle can be specified with G83.6 or G87.6.
- High-speed peck drilling cycle (G83, G87) (bit 2 (RTR) of parameter No. 5101
This cycle performs high-speed peck drilling. The drill repeats the cycle of drilling at the cutting feedrate
and retracting the specified retraction distance intermittently to the bottom of a hole. The drill draws
cutting chips out of the hole when it retracts.
=0)
- 81 -
Page 98

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
G83 X(U)_ C(H)_ Z(W)_ R_ P_ Q_ ,D_ F_ K_ M_ ;
M_ : M code for C-axis clamp (When it is needed.)
G83 or G87 (G98 mode)
G83 or G87 (G99 mode)
Mα
P1
M (α + 1), P2
Point R
qqq
d
d
Point Z
Initial level
Point R level
Point R
q
q
q
d
d
Point Z
P1
M (α + 1), P2
M
α
Format
or
G87 Z(W)_ C(H)_ X(U)_ R_ P_ Q_ ,D_ F_ K_ M_ ;
X_ C_ or Z_ C_ : Hole position data
Z_ or X_ : The distance from point R to the bottom of the hole
R_ : The distance from the initial level to point R level
P_ : Dwell time at the bottom of a hole
Q_ : Depth of cut for each cutting feed
,D_ : Clearance
F_ : Cutting feedrate
K_ : Number of repeats (When it is needed)
Mα : M code for C-axis clamp
M (α + 1) : M code for C-axis unclamp
P1 : Dwell specified in the program
P2 : Dwell specified in parameter No. 5111
d : Retraction distance specified in ",D" command or parameter No. 5114
q : Depth of cut
- 82 -
Page 99

B-64694EN-1/01 PROGRAMMING
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
G83 X(U)_ C(H)_ Z(W)_ R_ P_ Q_ ,D_ F_ K_ M_ ;
M_ : M code for C-axis clamp (When it is needed.)
G83 or G87 (G98 mode)
G83 or G87 (G99 mode)
Point R
qqqdPoint Z
Initial level
d
MαP1M (α + 1), P2
Point R
qqqdPoint Z
Point R level
d
Mα
M (α + 1), P2
P1
NOTE
performed. (See the description of the drilling cycle.)
- Peck dril ling cycle (G83, G87) (bit 2 (RTR) of parameter No. 5101 =1)
Format
or
G87 Z(W)_ C(H)_ X(U)_ R_ P_ Q_ ,D_ F_ K_ M_ ;
X_ C_ or Z_ C_ : Hole position data
Z_ or X_ : The distance from point R to the bottom of the hole
R_ : The distance from the initial level to point R level
P_ : Dwell time at the bottom of a hole
Q_ : Depth of cut for each cutting feed
,D_ : Clearance
F_ : Cutting feedrate
K_ : Number of repeats (When it is needed.)
Mα : M code for C-axis clamp
M (α + 1) : M code for C-axis unclamp
P1 : Dwell specified in the program
P2 : Dwell specified in parameter No. 5111
d : Clearance value specified in ",D" command or parameter No. 5115
q : Depth of cut
Example
M51 ; Setting C-axis index mode ON
M3 S2000 ; Rotating the drill
G00 X50.0 C0.0 ; Positioning the drill along the X- and C-axes
G83 Z-40.0 R-5.0 Q5000 F5.0 M31 ; Drilling hole 1
C90.0 Q5000 M31 ; Drilling hole 2
C180.0 Q5000 M31 ; Drilling hole 3
C270.0 Q5000 M31 ; Drilling hole 4
G80 M05 ; Canceling the drilling cycle and stopping drill rotation
M50 ; Setting C-axis index mode off
If the depth of cut for each cutting feed (Q) is not comm anded, normal drilling is
- 83 -
Page 100

PROGRAMMING B-64694EN-1/01
4. FUNCTIONS TO SIMPLIFY
PROGRAMMING
G83 X(U)_ C(H)_ Z(W)_ R_ P_ F_ K_ M_ ;
M_ : M code for C-axis clamp (When it is needed.)
G83 or G87 (G98 mode)
G83 or G87 (G99 mode)
Initial level
Point R
Point Z
Point R level
M (α + 1), P2
Mα
P1
Point R level
Point R
Point Z
M (α + 1), P2
P1
Mα
- Dril ling cycle (G83 or G87)
If depth of cut (Q) is not specified for each drilling, the normal drilling cycle is used. The tool is then
retracted from the bottom of the hole in rapid traverse.
Format
or
G87 Z(W)_ C(H)_ X(U)_ R_ P_ F_ K_ M_ ;
X_ C_ or Z_ C_ : Hole position data
Z_ or X_ : The distance from point R to the bottom of the hole
R_ : The distance from the initial level to point R level
P_ : Dwell time at the bottom of a hole
F_ : Cutting feedrate
K_ : Number of repeats (When it is needed.)
Mα : M code for C-axis clamp
M (α + 1) : M code for C-axis unclamp
P1 : Dwell specified in the program
P2 : Dwell specified in parameter No. 5111
Example
M51 ; Setting C-axis index mode ON
M3 S2000 ; Rotating the drill
G00 X50.0 C0.0 ; Positioning the drill along the X- and C-axes
G83 Z-40.0 R-5.0 P500 F5.0 M31 ; Drilling hole 1
C90.0 M31 ; Drilling hole 2
C180.0 M31 ; Drilling hole 3
C270.0 M31 ; Drilling hole 4
G80 M05 ; Canceling the drilling cycle and stopping drill rotation
M50 ; Setting C-axis index mode off
- 84 -
 Loading...
Loading...