


ModEva/DNC880S
PC 1200
Manuale di istruzioni
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-MODEVA-IT


Le informazioni che figurano in questo documento sono soggette a revisione senza preavviso e non
rappresentano alcun impegno da parte di CYBELEC SA.
Il software descritto in questo documento è diffuso nel quadro di un accordo di licenza o di non
divulgazione e non può essere utilizzato o copiato che in conformità con quanto stipulato. Ogni copia del
programma CYBELEC su cassetta, dischetto o altro supporto per fi ni diversi dall'uso personale
dell'acquirente è vietato dalla legge.
Copyright CYBELEC SA. Ogni diritto riservato.
Nota:
Il presente manuale spiega la programmazione normale e standard del controllo numerico.
Poiché questo è equipaggiato di funzioni configurabili dal costruttore della macchina, fate riferimento
alle istruzioni supplementari fornite da quest'ultimo per la programmazione di queste funzioni.
Autocad
CYBELEC
Ethernet
IBM
è un marchio depositato da Autodesk Inc.
è un marchio depositato da CYBELEC S.A.
è un marchio depositato da Xerox Corporation.
, PC/AT , PC Network , Token Ring Network
sono marchi depositati da International Business Machines Corporation.
MS-DOS
MS-Windows
Novell Netware
Windows NT
è un marchio depositato da Microsoft Corporation.
è un marchio depositato da Microsoft Corporation.
è un marchio di fabbrica di Novell, Incorporated.
è un marchio depositato da Microsoft Corporation.

SICUREZZA E MANUTENZIONE
L'operatore deve ricevere l'istruzione nece ssaria per
poter lavorare sulla macchina equipaggiata di
controllo numerico.
Il cattivo utilizzo del controllo numerico può causare
gravi danni a cose e/o persone.
La modifica dei parametri macchina può causare
gravi danni materiali ed una qualità scadente de l
prodotto.
Il pannello posteriore del controllo numerico deve
essere rimosso solo da un tecnico specializzato
(pericolo di folgorazione).
Non esporre il controllo numerico ad umidità
eccessiva in modo da evitare il deterioramento dello
stesso nonché i rischi di folgorazione.
Assicurarsi che il controllo numerico sia "scollegato"
prima di eseguire qualunque tipo di pulizia ; non
utilizzare, comunque, prodotti a base di alcool e/o di
ammoniaca.
Contattare un tecnico in caso di cattivo
funzionamento del controllo numerico.
Evitare di esporre il controllo numerico alla luce
diretta del sole o ad altre fonti di calore.
Non posizionare mai, nelle vicinanze del controllo
numerico, oggetti od apparecchiature generant i
campi magnetici (trasformatori, m ot or i, ecc.) oppure
correnti parassite (saldatrici ad arco, ecc.).
Sostituire regolarmen te i filtri delle ventole di
raffreddamento
SICUREZZA E MANUTENZIONE PAGINA I

Questa pagina è stata intenzionalmente lasciata bianca.
ACCORDO DI LICENZA PER SOFTWARE CYBELEC
COPYRIGHT GENERALE
I software CYBELEC sono protetti da copyright e tutti i diritti di copia sono riservati.
I software CYBELEC possono essere installati e utilizzati solo negli apparecchi (PC o DNC) autorizzati.
Anche i manuali di istruzione sono coperti da copyright e tutti i diritti d'uso e di copia sono riservati.
Questo documento non può essere, del tutto o in parte, copiato, fotocopiato, riprodotto, tradotto o ridotto
senza previo consenso scritto di CYBELEC.
COPYRIGHT SPECIALE DISCHETTI
Gli utilizzatori legali di questo prodotto sono autorizzati unicamente a copiare il dischetto nella memoria
del computer per eseguire il programma e a fare una copia di salvataggio (Backup) del dischetto originale
al solo fine di poter rimediare ad una eventuale perdita del programma originale.
Le copie non autorizzate, la duplicazione, la vendita o la distribuzione di questo prodotto costituiscono
una violazione della legge.
COPYRIGHT SPECIALE EPROMS
Gli apparecchi DNC e CNC CYBELEC nei quali il software originale prodotto presso CYBELEC fosse
stato sostituito da una copia non fatta da CYBELEC e senza l'autorizzazione scritta di CYBELEC
perdono immediatamente la loro garanzia.
GARANZIA
CYBELEC non garantisce che i propri software possano lavorare correttamente in qualunque ambiente di
lavoro e con qualunque tipo di computer.
I limiti di utilizzo di un software e le sue specifiche tecniche sono decisi unicamente da CYBELEC,
CYBELEC è la sola abilitata a decidere della conformità e delle prestazioni del software.
I software non sono previsti per compensare le incompatibilità fra i sistemi di sviluppo e le loro revisioni
o cambi di versione.
L'utilizzo delle varie revisioni o versioni del software CYBELEC o il passaggio da una versione o
revisione ad un'altra può causare la perdita o modifica di informazioni.
ACCORDO DI LICENZA PAGINA III
SERVIZIO DI CAMBIO DEL SOFTWARE
L'acquisto del software dà diritto per un anno alla fornitura delle revisioni intese come "correzioni".
All'impiego di una versione revisionata o corretta del software, si potranno avere delle perdite di dati
(programma, parametri di regolazione, e cc.) o potrà risultare necessario fare delle modifiche
all'apparecchio o al suo collegamento; questi effetti non sono sempre prevedibili e CYBELEC non ne è
responsabile.
TERMINE
L'accordo terminerà automaticamente in caso di fallimento dell 'acquirente, in caso di messa in mora dei
creditori dello stesso o in caso di obbligazione, di esecuzione giudiziaria, di sequestro dei suoi beni o di
processi a lui intentati e che riducono in modo particolare la capacità di condurre i suoi affari, o in caso di
scioglimento della società acquirente.
CYBELEC ha il diritto di terminare questo accordo immediatamente in caso di violazione delle
condizioni sopra descritte da parte dell'acquirente.
Nei 30 giorni seguenti il termine dell'accordo, qualunque sia la ragione, l'acquirente può scegliere di:
Ritornare a CYBELEC o a un venditore ufficiale, tutte le copie esistenti di tutti i softwares e del
materiale relativo, o
Fornire a CYBELEC una prova soddisfacente che il software originale e ogni eventuale copia di
qualunque forma, siano stati definitivamente distrutti.
LIMITE ALLE RESPONSABILITÀ
Le condizioni di garanzia qui stipulate sostituiscono tutte le altre condizioni di garanzia espresse o
sottintese.
L'acquirente accetta comunque che CYBELEC non è responsabile in caso di mancato guadagno, perdita
di informazioni o altri danni accidentali sopravvenuti in conseguenza all'utilizzo o all'impossibilità di
utilizzare il software. CYBELEC non è, inoltre, responsabile in caso di querela o altra procedura legale,
di una terza parte, nei confronti dell'acquirente.
In nessun caso CYBELEC può essere ritenuta responsabile dei danni anche se fosse stata avvisata del
loro possibile sopravvenire.
CYBELEC non garantisce che le funzioni contenute nel software soddisfino tutti i bisogni del cliente né
che l'utilizzo dello stesso si svolgerà senza alcun errore.
Se il software risultasse difettoso, l'acquirente (e né CYBELEC né un venditore o rappresentante
autorizzato) sopporterà tutte le spese e servizi necessari per eventuali riparazioni o correzioni.
CYBELEC garantisce che i dischetti o eproms o altri supporti magnetici o cassette sulle quali i software
sono forniti sono senza difetti di materiale o di lavoro in condizioni d'uso normale e per un periodo di 90
giorni. Questo periodo comincia dalla data di spedizi one all'acquirente, fa fede la copia della boll a di
consegna.
PAGINA IV ACCORDO DI LICENZA
LIMITE DEI RIMEDI
La responsabilità e i doveri di CYBELEC e i soli rimedi previsti sono i seguenti:
La sostituzione dei dischetti o eproms o supporti magnetici o cassette che non soddisfino le condizioni di
garanzia limitate di CYBELEC e che sono stati ritornati a CYBELEC o a un rappresentante autorizzato di
CYBELEC con una copia della bolla di consegna o,
Se CYBELEC o il suo rappresentante non sono in grado di consegnare dei dischetti, supporti magnetici,
eproms o cassette esenti da difetti di materiale o manodopera, l'acquirente può denunciare questo accordo
secondo i termini e le condizioni indicate; l'acquirente sarà rimborsato.
GENERALITÀ
L'acquirente conferma di aver letto questo accordo, di averlo compreso e riconosce di essere legato ai
suoi termini e alle sue condizioni.
L'acquirente accetta di considerare CYBELEC non responsabile di tutte le richieste di danni derivanti da
un suo errore secondo questo accordo, comprese ma non limitate a tutte le spese di giustizia riguardanti.
Questo accordo è redatto secondo la legge svizzera, il foro giuridico è Losanna
MANUTENZIONE
CYBELEC assicura la manutenzione del software per un anno. L'estensione di questa manutenzione e i
tempi necessari per fornirla sono di decisione di CYBELEC. La manutenzione comprende normalmente
la correzione degli errori nel codice del software, la correzione degli errori nella documentazione
allegata, le versioni di aggiornamento che possono essere state realizzate da CYBELEC durante il
periodo di manutenzione.
In nessun caso CYBELEC sarà obbligata a fornire un supporto tecnico per tentare di risolvere i problemi
o difficoltà risultanti da modifiche apportate al software da parte dell'acquirente; le modifiche apportate
dallo stesso sono a suo rischio e pericolo.
.
ACCORDO DI LICENZA PAGINA V

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA VI ACCORDO DI LICENZA

21.02.2007 V. 1.2b
INDICE
SICUREZZA E MANUTENZIONE....................................................................................................I
ACCORDO DI LICENZA PER SOFTWARE CYBELEC..................................................................III
INTRODUZIONE..............................................................................................................................5
Sicurezza, copyright e licenza.............................................................................................5
DNC con sistema operativo Windows 5
A proposito di questo manuale............................................................................................6
Installazione del so ftware............. .......................................................................................7
Convenzioni tipografiche.....................................................................................................7
Definizioni............................................................................................................................7
Quick cursore (su ModEva solo).........................................................................................9
Funzioni 9
PRESA IN MANO RAPIDA ..............................................................................................................11
Abbandonare il software 12
PROGRAMMAZIONE CON L-ALPHA (2D)........................................................... ..........................13
Passo per passo..................................................................................................................14
Liberare la zona di lavoro 14
Regolazione del punzone 15
Regolazione della matrice 17
Scelta degli utensili 18
Dati generali 20
Programmazione sezione 1 20
Programmazione sezione 2 21
Calcolo del pezzo 23
Gamma di piega (PIEGA 2D) 24
Posizione degli assi, altre funzioni 25
PROGRAMMAZIONE DIRETTA (PIEGA NUM).............................................................................27
Passo per passo..................................................................................................................28
Liberare la zona di lavoro 28
Dati generali 29
Scelta degli utensili 30
Inserimento dei dati (1) 30
Inserimento dei dati (2) 32
PIEGA, TESTS E CORREZIONI......................................................................................................35
QSMODEVA_IT.DOC INDICE PAGINA 1

PROGRAMMAZIONE 3D................................................................................................................ 37
Créazione del pezzo........................................................................................................... 37
Passo per passo.................................................................................................................38
Liberare la zona di lavoro 38
MEMORIZZARE, RICERCARE UN PE ZZO ........................................... ........................................ 45
Memorizzare un pezzo....................................................................................................... 45
Ricercare un pezzo.............................................................................................................46
Metodo rapido 46
Metodo standard 48
Metodo grafico 49
Organizzazione delle memo rie.............................................................. ............................. 50
PROTEZIONE DEI LIVELLI DI ACCESSO..................................................................................... 51
Informazioni generali ..........................................................................................................51
Gli utilizzatori ...................................................................................................................... 52
Accesso attraverso password ............................................................................................ 53
Accesso ai livelli superiori a 3............................................................................................. 54
Modificare la password....................................................................................................... 55
Procedura: 55
Password smarrita 56
Procedura: 56
BREVE SPIEGAZIONE DELLE PAGINE........................................................................................ 59
Pagina Menu....... .............................................. ............................................... ................... 59
Pagina Lista pezzi ..............................................................................................................59
Pagina Lista pezzi grafici.................................................................................................... 60
Pagina Ricerca pezzi / criteri.............................................................................................. 60
Pagina Trasferimento .......................................................... ............................................... 60
Pagina Lista punzoni ..... .....................................................................................................61
Pagina Lista matrici ....... .....................................................................................................61
Pagina Programmazione pu nzoni...................................................................................... 62
Pagina Programmazione ma trici .................................................................................... ....62
Pagina Benvenuti................................................................................................. ...............63
Pagina Inizializzazione.................................................... ...................................................63
Pagina Parametri macchina ............................................................................................... 64
Pagina Pezzo Num................................................................. ............................................ 64
Pagina Posizione Ute n sili................................................................................................... 65
Pagina Commenti............................................................................................................... 65
Pagina Piega Num.............................. ................................................................................ 66
Pagina Piega 2D.................................................................................................................66
Pagina Piega 3D.................................................................................................................67
Pagina Piega Funzione ...................................................................................................... 67
Pagina Utensili Piega ................................................................. ........................................ 68
Pagina Correzioni ...............................................................................................................68
SOFTWARE PC1200 ...................................................................................................................... 69
Chiave di protezione PC..................................................................................................... 69
Installazione PC1200.......................................................................................................... 72
Installazione di una directory esist e nte 73
Installazione con Windows NT, 2000 o XP 73
PAGINA 2 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

INSTALLAZIONE DEL SOFTWARE CYBELEC............................................. .................................74
Installazione del so ftware DNC...........................................................................................74
Installazione del s oftware ENC ......................... ............................................... ...................75
Se la tastiera della DNC non funziona: 75
INDICE .............................................................................................................................................76
INDICE PAGINA 3

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA 4 MANUALE DI ISTRUZIONI MODEVA/DNC 880S
INTRODUZIONE
SICUREZZA, COPYRIGHT E LICENZA
Consultare le pagine dei paragrafi sicurezza, copyright e licenza di questo
manuale.
DNC con sistema operativo Windows
I DNC CYBELEC dotati di Windows sono stati installati, di serie, con
una configurazione appositamente realizzata per il controllo numerico
(vedi manuale tecnico).
Questa configurazione assicura che un minimo di file siano presenti sul
DNC, il che offre il massimo della velocità di esecuzione dei programmi.
Inoltre, questa configurazione assicura che i driver siano efficienti e che
l’insieme garantisca un funzionament o ottimale del controllo numerico.
Windows è un sistema molto aperto. Si raccomanda pertanto di non
modificare l’installazione di Windows, né di installare alti programmi.
Ciò potrebbe compromettere il buon funzionamento del controllo
numerico.
Se desiderate installare una rete o una stampante, rivolgetevi ad un
tecnico.
Ricordatevi che il DNC è dotato di un lettore CD-ROM, il che comporta
che potreste essere tentati di installare software esterni, utilities o giochi
provenienti da riviste specializzate.
CYBELEC declina qualsiasi responsabilità in caso di
disfunzione del controllo numerico in caso di installazione di
altri programmi o modifica della configurazione originale.
Ricordiamo anche che l’ambiente Windows è infestato da virus e che una
grande prudenza si impone in caso di utilizzo di dati o software
provenienti dall’esterno. Un salvataggio regolare vi permette di
proteggere i vostri dati.
I nostri controlli numerici sono certificati esenti da virus.
INTRODUZIONE PAGINA 5
A PROPOSITO DI QUESTO MANUALE
Questo Manuale di istruzione tratta alcuni semplici esempi, in modo da
permettere di acquisire rapidament e i concetti di programmazione.
Il Manuale di riferimento 2D apporta delle informazioni complementari a
questo documento.
Nota: Nel manuale, si considera che il DNC è configurato in modo
da essere operativo (cioè parametri macchina ed utensili
programmati).
Questo manuale descrive la versione del software U3 o
superiore. Alcune figure rappresentate possono non
corrispondere alle versioni precedenti.
Alcune funzionalità trattate nel presente manuale non sono disponibili
nella DNC 880S.
Questo manuale può evolversi. Siete voi utilizzatori che potete aiutarci a
migliorarlo. Se avete delle osservazioni relative a questo manuale, scrivete a:
CYBELEC S.A.
Département Communication
Rue des Uttins 27
CH-1401 Yverdon-les-Bains
Fax ++ 41 24 447 02 01
E-mail: info
@cybelec.ch
PAGINA 6 MANUALE DI ISTRUZIONI MODEVA/DNC 880S
INSTALLAZIONE DEL SOFTWARE
Vedi alla fine di questo manuale, pagina 69.
CONVENZIONI TIPOGRAFICHE
Arial grassetto Citazioni di testo visualizzati sullo schermo.
Arial grassetto corsivo Serve ad indicare il nome di un ingresso o di
un'uscita del DNC.
Corsivo Rinvio ad un elemento scritto, un paragrafo o un
manuale.
Per esempio: Vedere Convenzioni tipografiche.
Indica una doppia pressione del tasto .
DEFINIZIONI
In questo manuale vengono utilizzati i termini seguenti:
Selezionare Indica un'operazione di scelta.
Questa scelta può essere fatta in modi diversi a
secondo della situazione.
Per confermare, basta uscire dal campo oppure
premere il tasto
Si userà anche il termine "selezionare" per
accedere ad una pagina specifica.
Puntare Posizionare il cursore sul punto indicato.
Utilizzare i tasti di spostamento cursore
Mouse/Tracksensor Capire mouse per un PC,
tracksensor per un DNC.
Clic Premere il pulsante sinistro del tracksensor.
Clic destro Premere il pulsante destro del tracksensor.
Clic sinistro/destro Premere contemporaneamente il pulsante sinistro
e destro.
Liste scorrevoli o campi a scelta multipla:
Se sono di colore violetto, significa che sono
disponibili più opzioni.
La scelta del contenuto avviene premendo il
.
o il tracksensor.
tasto
INTRODUZIONE PAGINA 7
o con il clic destro.
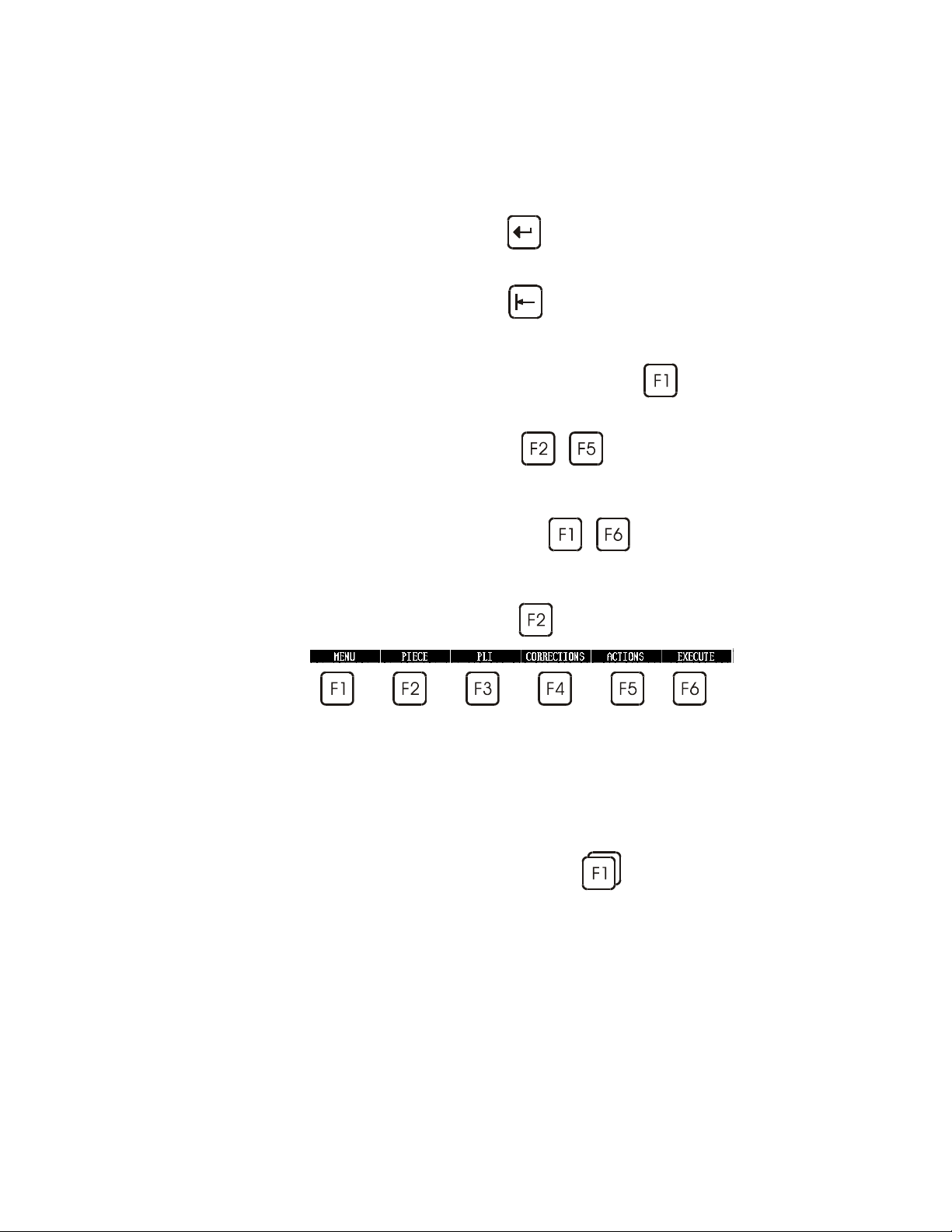
Appare una finestra con la lista delle scelte
disponibili per quel campo.
Per confermare:
- digitare il numero relativo alla scelta
o
- posizionare il cursore sul campo e premere il
tasto
.
Senza visualizzare la finestra, è possibile far
apparire le scelte una dopo l'altra premendo il
tasto
.
Per confermare basta lasciare il campo.
Menu Indica la pagina del menù principale che si
raggiunge premendo il tasto
.
Si chiama anche "menu nome del menu" una
finestra di scelta quando viene premuto uno dei
tasti da
a .
Tasti funzione Ogni volta che viene chiesto di premere un tasto
funzione da
a , appare il menù
appropriato.
Verrà generalmente u tilizzato il nome del tasto
funzione. Per esempio: premere PEZZO indica
il tasto
.
Conferma rapida Per facilitare il lavoro dell'operatore, il DNC
tiene in memoria l'ultima scelta effettuata in un
menù.
Per confermare più velocemente un'opzione di
un menù, basterà premere due volte un tasto
funzione (per es.:
), per confermare
direttamente l'ultima pagina selezionata.
Per maggiori informazioni, vedere il paragrafo relativo nel Manuale di
riferimento.
PAGINA 8 MANUALE DI ISTRUZIONI MODEVA/DNC 880S
QUICK CURSORE (SU MODEVA SOLO)
Funzioni
1) Permette lo spostamento ed il posizionamento del cursore in modo
rapido, nei vari campi della pagina visualizzata.
Procedura:
Ruotare il pulsante in senso orario o antiorario. Il cursore si sposta da un
campo all’altro, dall’alto verso il basso e da sinistra a destra o inversamente.
2) Permette il cambio di pagina.
Procedura:
Premere il pulsante e mantenerlo schiacciato. Ruotare quest’ultimo in senso
orario o antiorario. Il senso orario corrisponde alla funzione «pagina
successiva» ed il senso antiorario a «pagina precedente».
3) Permette l’apertura della finestra di un campo a scelta multipla e la
selezione della scelta.
Esempio: scelta del materiale
INTRODUZIONE PAGINA 9

Procedura:
Posizionare il cursore su un campo a scelte multiple.
Premere il pulsante e rilasciarlo. Si apre la finestra delle scelte multiple.
Posizionare il cursore sulla vostra scelta per mezzo del pulsante e premere di
nuovo per convalidare.
4) Movimenti degli assi elettrici in modalità manuale.
Procedura:
Mettere il DNC in modalità manuale. Posizionare il cursore sul campo
dell’asse da muovere. Premere il pulsante, mantenere e ruotare. Il senso
orario corrisponde al movimento positivo ed inversamente. Una leggera
rotazione sposta l’asse lentamente mentre una rotazione più marcata sposta
l’asse rapidamente.
Per fermare l’asse, rilasciare il pulsante.
PAGINA 10 MANUALE DI ISTRUZIONI MODEVA/DNC 880S
PRESA IN MANO RAPIDA
Questo capitolo descrive per mezzo di semplici esempi, i diversi modi di
utilizzare il DNC.
Programmazione L-alpha.
Questa maniera di procedere è la più veloce e la più usata in officina
quando l'operatore deve inserire lui stesso il pezzo a partire da un
disegno su carta.
Programmazione diretta.
Questo tipo di programmazione viene spesso utilizzata per dei pezzi
semplici o da operatori che hanno avuto esperienze su presse
meccaniche senza controllo numerico.
Questa pagina è comoda per l'operatore perché si trovano su una sola
schermata tutte le informazioni e i ca mpi necessari alla
programmazione di un pezzo.
Programmazione 3D.
Questo tipo di programmazione permette all’utilizzatore di
visualizzare in modo 3D, la costruzione del pezzo. Questo modo
permette anche costruzioni e modifi che più elaborate rispetto al modo
2D.
Consideriamo in questa parte che tutti gli utensili necessari sono già stati
programmati, così come i parametri macchina.
Livelli d'accesso Consideriamo che l'operatore sappia come accedere al livello 1. Se così non
fosse, vedere il capitolo Protezione dei livelli di accesso più avanti nel
manuale.
Le schermate del presente manuale sono state elaborate con il software PC
1200 Windows.
Tuttavia, le schermate sono identiche nei ModEva e DNC 880S, tranne
l'aspetto Windows.
Nota:
Trovate la corrispondenza tra i tasti del DNC e quelli di una tastiera di PC nel
Manuale di riferimento 2D sotto Tastiera esterna.
Queste procedure indicano all'operatore un modo di procedere, un metodo di
programmazione consigliato da CYBELEC che permette di assimilare con
degli esempi il funzionamento del software.
Se sono necessarie maggiori spiegazioni, consultate il Manuale di riferimento
2D e/o eventualmente il Manuale di riferimento 3D completi entrambi di un
sommario e di un indice molto dettagliato per facilitare la ricerca del soggetto.
PRESA IN MANO RAPIDA PAGINA 11
ABBANDONARE IL SOFTWARE
E' possibile in ogni momento finire il lavoro facendo un salvataggio.
Ciononostante bisogna fare attenzione ad uscire dal software in modo
corretto chiamando la pagina MENU
ABBANDONA.
Stessa operazione sul software PC oppure premere i tasti Alt + F1 da
qualsiasi pagina.
e premendo il tasto
PAGINA 12 MANUALE DI ISTRUZIONI MODEVA/DNC 880S
PROGRAMMAZIONE CON L-ALPHA (2D)
Questo capitolo descrive attraverso un esempio concreto, il modo di
programmare un pezzo utilizzando il metodo L-alpha (lunghezza-angolo).
Questo modo di procedere è semplice e veloce, e permette di visualizzare il
pezzo in 2D, che normalmente è sufficiente quando il pezzo viene
programmato in officina.
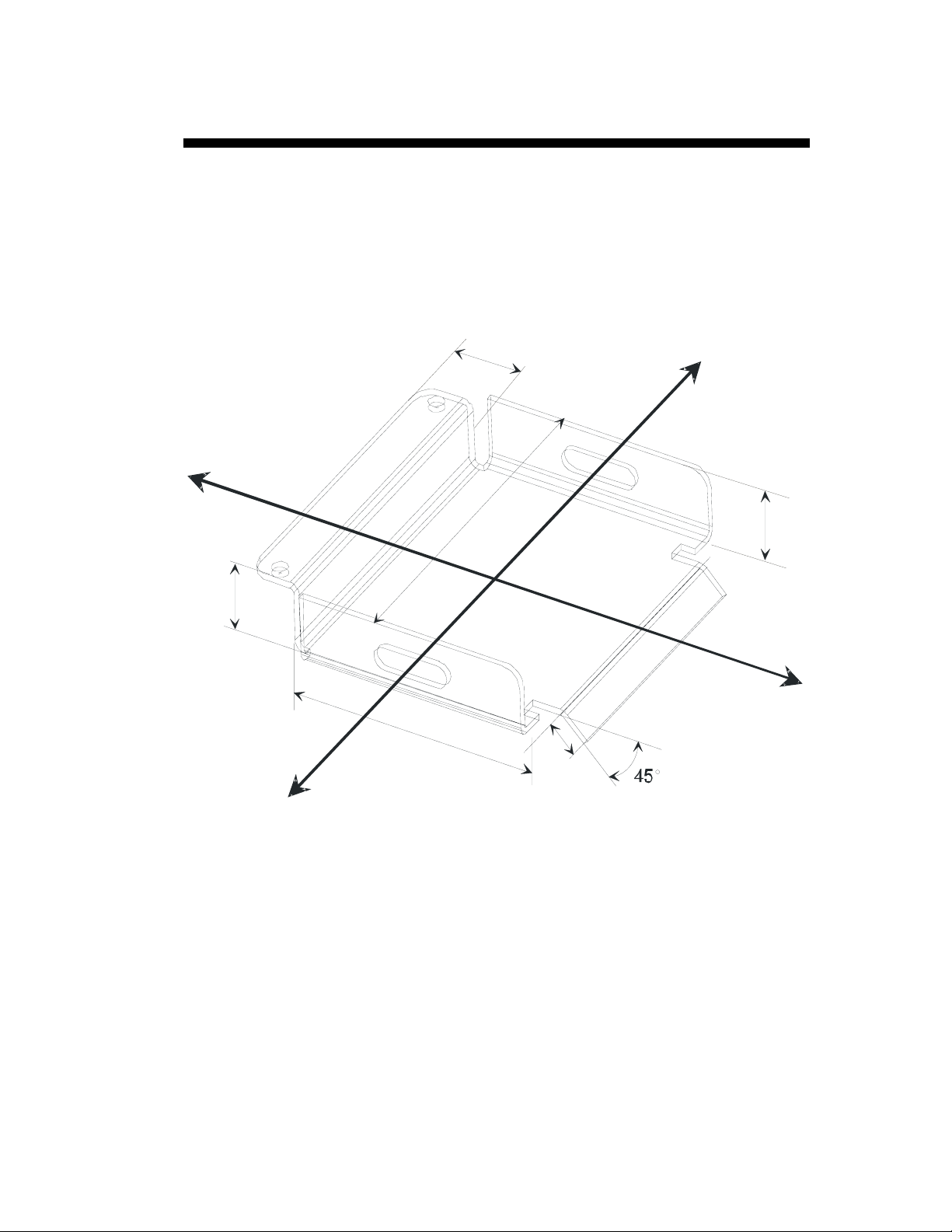
Il pezzo dell'esempio utilizzato comporta 2 sezioni (profili), ma la procedura
è la stessa per una o più sezioni.
3
0
.
0
0
.
0
0
2
45.0
40.0
1
5
0
.
0
Si realizzano prima le ali laterali, con i fori ovali, che appartengono alla
sezione 1, al fine di poter utilizzare un punzone di lunghezza identica a
quello che sarà usato per la sezione 2.
Per fabbricare questo pezzo utilizziamo dell'acciaio ST37 di 2 mm.
2
0
.
0
PROGRAMMAZIONE PER L-ALPHA PAGINA 13
PASSO PER PASSO
LIBERARE LA ZONA DI LAVORO
Si consiglia vivamente di liberare la memoria di lavoro prima di creare un
nuovo pezzo.
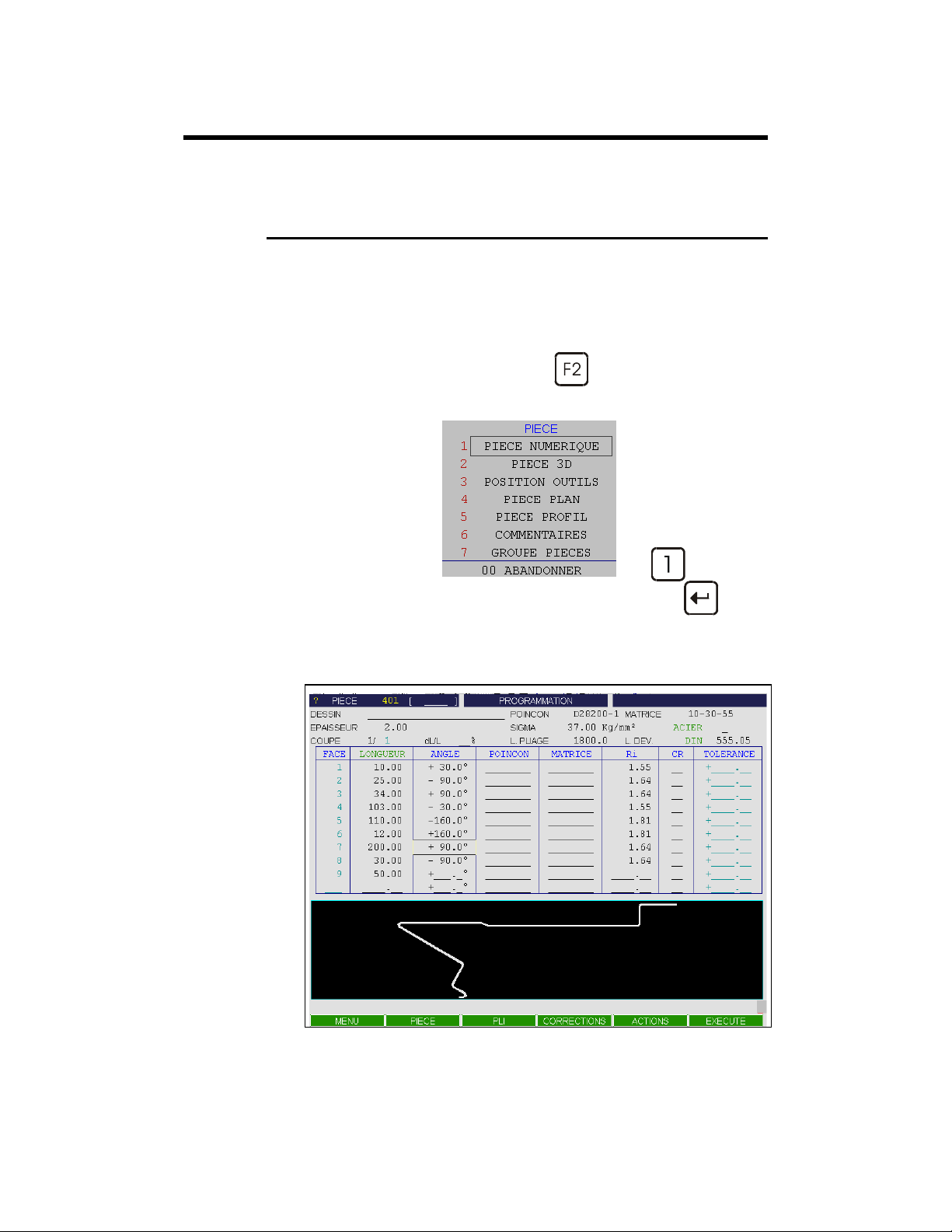
Andare alla pagina PEZZO NUMERICO, pagina che permette
l'inserimento di dati in modo L-Alpha.
Liberare la zona di
lavoro prima di creare
un pezzo
Premere il tasto funzione PEZZO
Selezionare PEZZO NUMERICO, premendo il numero
corrispondente
oppure posizionarsi con il cursore sulla scelta e premere
oppure fare clic sulla scelta.
La figura qui sotto mostra la pagina PEZZO NUMERICO contenente un
pezzo precedente.
.
tasto
PAGINA 14 MANUALE DI ISTRUZIONI MODEVA/DNC 880S
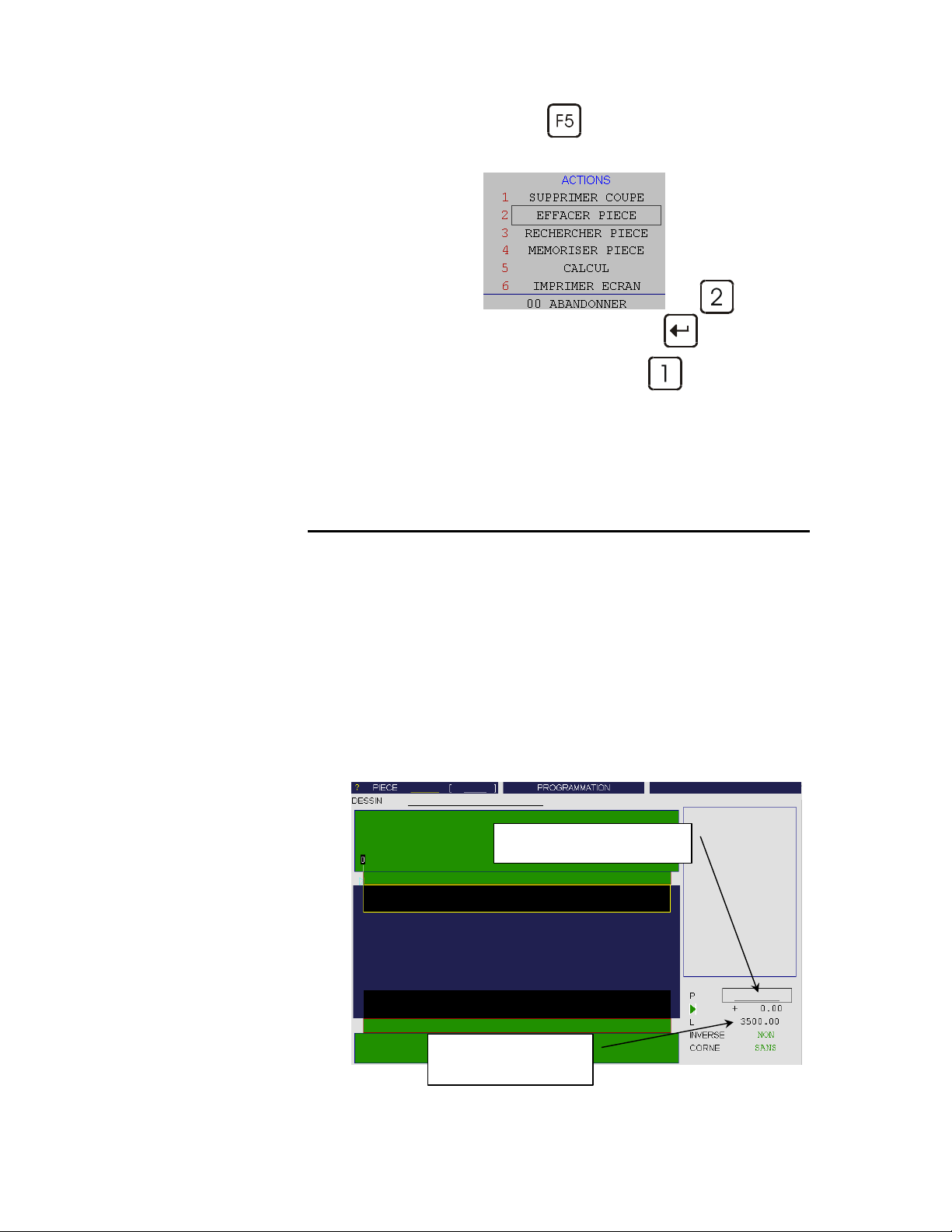
Premere il tasto AZIONE
.
Scegliere CANCELLARE PEZZO, premendo il numero
REGOLAZIONE DEL PUNZONE
Regolazione del
punzone
Finestra senza alcuna
selezione di utensili.
corrispondente
o posizionare il cursore sulla scelta e premere
o clic sulla scelta, poi CONFERMARE. (
tasto
)
Questa operazione cancella solamente i dati dalla memoria di lavoro. Ciò
significa che se il pezzo che eventualmente si trova nel la memoria di lavoro è
stato salvato precedentemente, non verrà perso.
Questo capitolo e quello successivo Regolazione della matrice sono
opzionali quando si programma in modo 2D.
E' interessante seguirli poiché la pagina POSIZIONE UTENSILI permette di
definire più posti di lavoro ed anche di illustrare all'operatore il montaggio
degli utensili.
Se il montaggio degli utensili non è importante, saltare questi capitoli. La
definizione degli utensili si farà direttamente nella pagina PEZZO
NUMERICO (la pagina nella quale vi trovate ancora a questo punto della
procedura).
Andare alla pagina POSIZIONE UTENSILI premendo il tasto
funzione PEZZO e scegliere POSIZIONE UTENSILI.
Campo di selezione: P o M
Campo L (lunghezza totale
disponibile)
PROGRAMMAZIONE PER L-ALPHA PAGINA 15

Controllare che un punzone o / e la lettera P sia visu al iz za to sulla
finestra di destra (campo di selezione).
Regolazione del
punzone
Punzone posto in
mezzo alla macchina
Se c’è una matrice o la lettera M, cambiare con il tasto
Posizionare il cursore sul campo P e premere il tasto
.
per aprire
il menù LISTA DELLE SCELTE dei punzoni.
Selezionare il punzone desiderato digitando il numero corrispondente,
2 cifre. Esempio: 01 per 1 – 02 per 2, ecc…
o
Posizionare il cursore sulla scelta e confermare con il tasto
o
Cliccare sulla scelta desiderata.
Modificare il campo
introducendo un valore uguale alla metà del
campo L meno la metà della lunghezza dell’utensile, il che
corrisponde al punto centrale della macchina sulla quale verrà fissato
il punzone. (nel nostro esempio: (3500/2) – (195/ 2) = 1652.5 mm.
Modificare il campo L introducendo il valore di 195 mm che
corrisponde alla lunghezza dell’utensile richiesto.
Nella vista frontale, l'utensile selezionato appare in blu.
PAGINA 16 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

REGOLAZIONE DELLA MATRICE
Regolazione della
matrice
Finestra con selezione
del punzone senza
matrice.
Stesse annotazioni della Regolazione del punzone.
Campo di selezione: M
Restare sulla pagina POSIZIONE UTENSILI.
Selezionare la matrice con il tasto
Posizionare il cursore sul campo M e premere il tasto
il menù di scelta delle matrici.
Selezionare la matrice desiderata digitando il numero corrispondente,
2 cifre. Esempio: 01 per 1 – 02 per 2, ecc…
o
Posizionare il cursore sulla scelta e confermare con il tasto
o
Cliccare sulla scelta desiderata.
Modificare il campo
campo L meno la metà della lunghezza dell’utensile, il che
corrisponde al punto centrale della macchina sulla quale verrà fissata
la matrice. (nel nostro esempio: (3500/2) – (195/ 2) = 1652.5 mm.
Modificare il campo L introducendo il valore di 195 mm che
corrisponde alla lunghezza dell'utensile desiderato.
introducendo un valore uguale alla metà del
.
per aprire
PROGRAMMAZIONE PER L-ALPHA PAGINA 17

Regolazione della
matrice
Montaggio finale degli
utensili
Finestra con selezione
del punzone e della
matrice.
SCELTA DEGLI UTENSILI
Tornare alla pagina PEZZO NUMERICO attraverso il menù PEZZO.
Scelta degli utensili
Come menzionato precedentem ente, se la posizione degli utensili non è
indispensabile, potete definire gli utensili direttamente nella pagina PEZZO
NUMERICO.
Cursore sul campo PUNZONE (in alto al video)*.
Tasto
SCELTE.
Selezionare l'utensile desiderato digitando il numero relativo,
2 cifre. Esempio: 01 per 1 – 02 per 2, ecc…
o
o clic destro per far apparire la LISTA DELLE
Posizionare il cursore sulla scelta e confermare con il tasto
o
Clic sulla scelta desiderata.
PAGINA 18 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

:
Nota
Ogni finestra contien e 2 0 utensili. Possibilità di accedere ai 20 utensili
successivi o precedenti utilizzando rispettivamente i tasti:
o
Ogni base dati (punzoni e matrici) è limitata a 200 utensili.
Si può anche richiamare la fine della lista digitando il valore 999 o
richiamare l’inizio della lista digitando 001.
Procedere nello stesso modo per la MATRICE.
:
Nota
E' possibile fare la stessa scelta e nello stesso modo nella pagina PIEGA
UTENSILI (attraverso il menù PIEGA). Ciò permette di vedere il profilo
degli utensili ed i dati principali.
* I campi PUNZONE e MATRICE in alto al video indicano l'utensile
generale per il calcolo del pezzo. Se si programma un pezzo attraverso la
pagina PEZZO NUMERICO, l'inserime nto di queste due informazioni è
obbligatoria.
Le colonne PUNZONE e MATRICE della tabella permettono di specificare
un altro utensile per una piega.
Nella pagina PIEGA NUMERICA, si ritroverà il campo PUNZONE e un
campo MATRICE.
Se il pezzo è stato programmato attraverso la pagina PEZZO NUMERICO,
questi campi saranno vuoti o parzialmente programma ti se invece degli
utensili sono stati inseriti nelle rispettive colonne della tabella della pagina
PEZZO NUMERICO. Infatti, questi campi corrispondono a quelli della
tabella (vedere anche il capitolo Programmazione diretta (PIEGA NUM) più
avanti nel manuale).
PROGRAMMAZIONE PER L-ALPHA PAGINA 19

DATI GENERALI
Inserire:
- il punzone
- la matrice
- il sigma/materiale
- il tipo di materiale
- la larghezza di piega
PROGRAMMAZIONE SEZIONE 1
Mettere il cursore sul campo SPESSORE ed inserire lo spessore del
materiale utilizzato.
Mettere il cursore sul campo SIGMA ed inserire la forza/ mm² del
materiale utilizzato. (Es.: accia io = 37 Kg/mm²).
Lasciare la lista scorrevole su ACCIAIO.
Mettere il cursore sul campo L. PIEGA ed inserire la lunghezza di
piega del pezzo (prima sezione = 150.0 mm ).
Le dimensioni delle facce sono date in quote esterne secondo DIN.
Vedere Manuale di riferimento 2D Capitolo Lunghezza sviluppata.
45.0
45.0
Al momento dell'inserimento dei dati in modo L-Alpha, basta "iniziare" il
profilo da un'estremità e fornire in ordine i valori di ogni faccia ed angolo.
All'ultima faccia non corrisponde nessun angolo.
Osservazione
Come presentato nella figura successiva, il profilo del taglio 1 si disegna
automaticamente in funzione dei dati man mano inseriti (lunghezza ed
angolo), in modo che venga automaticamente calcolato il valore del raggio
interno. Viene anche calcolata la lunghezza sviluppata.
:
45.0
90.0°
90.0°
200.0
200.0
200.0
45.0
90.0°
45.0
90.0°
PAGINA 20 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

Sezione 1
Profilo disegnato automaticamente
Modo di procedere:
Posizionare il cursore sul primo campo della colonna LUNGHEZZA
e introdurre il valore 45 mm che corrisponde alla prima lunghezza.
Posizionare il cursore sul primo campo della colonna ANGOLO e
introdurre il valore 90° che corrisponde al primo angolo da piegare.
Posizionare il cursore sul secondo campo della colonna
LUNGHEZZA e introdurre il valo r e 200 mm che corrisponde alla
seconda lunghezza.
Posizionare il cursore sul secondo campo della colonna ANGOLO e
introdurre il valore 90° che corrisponde al secondo angolo da piegare.
Posizionare il cursore sul terzo campo della colonna LUNGHEZZA e
introdurre il valore 45 mm che corrisponde all’ultima lunghezza
prima del bordo del pezzo.
Astuzia Introdurre in un primo tempo tutte le lunghezze, poi gli angoli. Questo modo
di operare è molto più rapido.
PROGRAMMAZIONE SEZIONE 2
La definizione del senso di piega avviene invertendo il segno dell'angolo, di
conseguenza la scelta del lato è libera ma deve essere costante per tutto il
profilo del pezzo.
45.0
-90.0°
45.0
90.0°
150.0
PROGRAMMAZIONE PER L-ALPHA PAGINA 21
-135.0°
20.0

Sezione 2
O
45.0
90.0°
45.0
-90.0°
150.0
135.0°
20.0
Modo di procedere:
Restare sulla pagina PEZZO NUMERICO.
Posizionare il cursore sul campo SEZIONE, introdurre il valore 2 e
lasciare il campo. Ciò inizializza automaticamente una nuova pagina
per programmare la sezione 2.
Posizionare il cursore sul campo L.PIEGA ed inserire la lunghezza di
piega per questa sezione (200).
Posizionare il cursore sul primo campo della colonna LUNGHEZZA
e introdurre il valore 30 che corrisponde alla prima lunghezza.
Posizionare il cursore sul primo campo della colonna ANGOLO e
introdurre il valore 90° che corrisponde al primo angolo da piegare.
Posizionare il cursore sul secondo campo della colonna
LUNGHEZZA e introdurre il valor e 40 che corrisponde alla seconda
lunghezza.
Posizionare il cursore sul secondo campo della colonna ANGOLO e
introdurre il valore -90° che corrisponde al secondo angolo da piegare
Posizionare il cursore sul terzo campo della colonna LUNGHEZZA e
introdurre il valore 150 che corrisponde alla terza lunghezza.
Posizionare il cursore sul terzo campo della colonna ANGOLO e
introdurre il valore 135° che corrisponde al terzo angolo da piegare.
Posizionare il cursore sul quarto campo della colonna LUNGHEZZA
e introdurre il valore 20 che corrisponde all’ultima lunghezza prima
del bordo del pezzo.
PAGINA 22 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

CALCOLO DEL PEZZO
Calcolo delle lunghezze
sviluppate
Nota:
Come presentato nella figura precedente, il profilo del taglio 2 si disegna
automaticamente in funzione dei dati man mano inseriti (lunghezza ed
angolo), in modo che venga calcolato automaticamente il valore del raggio
interno. Viene anche calcolata la lunghezza sviluppata.
Restare sulla pagina PEZZO NUMERICO.
Selezionare CALCOLO nel menù AZIONE.
Appare il messaggio CALCOLO... nel campo interattivo nell’angolo
in alto a destra del video.
Appaiono i dati nei campi L. SVIL. DIN (Lunghezza della lamiera
sviluppata) e Ri (Raggio interno).
Nota: Se non si preme il tasto CALCOLO, il calcolo viene
comunque fatto automaticamente passando ad un'altra
pagina.
Questa funzione deve essere usata per le versioni di software
anteriori a U2.
PROGRAMMAZIONE PER L-ALPHA PAGINA 23

GAMMA DI PIEGA (PIEGA 2D)
Ricerca della gamma di
piega
Chiamare la pagina PIEGA 2D (menù PIEGA).
Selezionare nel campo SIMULA l'opzione SENZA PIEGA
IMPOSTA.
Menù AZIONE scegliere CERCARE ORDINE DI PIEGA.
Appaiono i messaggi SIMULAZIONE IN CORSO..., poi
CALCOLO... nel campo interattivo nell’angolo in alto a destra del
video.
Si possono visualizzare in seguito la successione delle sequenze con i
e .
Nell'esempio che è stato programmato, si può constatare che la ricerca della
gamma di piega ha posizionato prima la sezione 1 e poi la sezione 2.
L'operatore può modificare la gamma di piega (vedere il capitolo relativo nel
Manuale di riferimento 2D) o chiedere al software di rispettare dei cri ter i
specifici, come il minimo di capovolgimenti o di rotazioni (vedere il capitolo
Criteri di simulazione nel Manuale di riferimento 2D).
Nel caso in cui il software non trovasse una soluzione, bisogna imporre
manualmente la gamma di piega.
Vedere Gamma di piega nel Manuale di riferimento 2D.
PAGINA 24 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

POSIZIONE DEGLI ASSI, ALTRE FUNZIONI
Menù PIEGA, pagina PIEGA NUMERICA.
Si può constatare che la posizione degli assi, la forza di piega, la bombatura
ed all'occorrenza l'arretramento, il punto morto superiore (a secondo di come
sono definiti i parametri macchina) vengono calcolati automaticamente.
Questi valori sono riprogrammabil i dall'operatore.
A secondo delle necessità l'operatore può modificare:
PMS il punto morto superiore. Non programmato, il
pestone risale al PMS massimo.
ARR. REGISTRO POST l'arretramento del registro posteriore.
PCV il punto di cambio di velocità (grande velocità –
velocità di piega).
TEMPO PRESSIONE il tempo di mantenimento in pressione.
VELOCITA' PIEGA la velocità di piega in discesa o durante la fase di
risalita fino al punto contatto lamiera.
DISTANZA PV permette di definire che solo una porzione (in %)
della risalita tra il punto morto inferiore ed il
punto di contatto lamiera verrà eseguito in
velocità lenta, ed il resto della ri salita in velocità
rapida.
Le spiegazioni complementari si trovano nel Manuale di riferimento 2D.
Per eseguire il pezzo vedere il capitolo Piega, tests e correzioni, pagina 35.
PROGRAMMAZIONE PER L-ALPHA PAGINA 25

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA 26 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

PROGRAMMAZIONE DIRETTA (PIEGA NUM)
Questo tipo di programmazione viene spesso utilizzato per dei pezzi semplici
o per gli operatori con esperienza su presse piegatrici convenzionali senza
controllo numerico.
Questa pagina è molto gradita all'operatore perché in una sola videata trova
tutte le informazioni ed i campi necessari all a programmazione del pezzo.
SEZIONE 2
40.0
30
SEZIONE 1
0
.
0
0
2
.
0
45.0
1
5
0
.
0
2
0
.
0
L'ordine delle pieghe è scelto dall'operatore poiché programma direttamente
ogni piega.
In questo esempio, vengono realizzate prima le ali l aterali, con i fori ovali,
che sono contenute nella sezione 1, al fine di poter utilizzare un punzone di
lunghezza identica a quello utilizzato per la sezione 2.
Per fabbricare questo pezzo utilizziamo acciaio tipo ST37 di 2 mm di
spessore.
PROGRAMMAZIONE DIRETTA PAGINA 27

PASSO PER PASSO
LIBERARE LA ZONA DI LAVORO
Si consiglia vivamente di liberare la memoria di lavoro prima di creare un
nuovo pezzo.
Andare alla pagina PIEGA NUMERICA.
Premere il tasto funzione PIEGA
Selezionare PIEGA NUMERICA, premendo il numero
corrispondente
oppure posizionarsi con il cursore sulla scelta e premere
oppure fare clic sulla scelta.
Premere il tasto AZIONE
Scegliere CANCELLARE PEZZO, premendo il numero
.
: tasto
.
corrispondente
o
posizionarsi con il cursore sulla scelta e premere
o
fare clic sulla scelta, in seguito CONFERMARE.
PAGINA 28 MANUALE DI ISTRUZIONI MODEVA/DNC 880S
: tasto.

Liberare la zona di
lavoro per costruire
un nuovo pezzo
Questa operazione cancella unicamente i dati dalla memoria di lavoro.
Ciò significa che se il pezzo che si trova nella memoria di lavoro è stato
precedentemente salvato, non andrà perso.
DATI GENERALI
Inserire:
- il sigma/materiale
- il tipo di materiale
Posizionare il cursore sul campo SPESSORE ed inserire lo spessore
del materiale utilizzato.
Posizionare il cursore sul campo SIGMA ed inserire la forza/ mm²
del materiale utilizzato. (Es.: ACCIAIO = 37 Kg/mm²).
Nota: Questi dati e gli utensili devono obbligatoriamente essere
programmati (vedi pagina successiva).
PROGRAMMAZIONE DIRETTA PAGINA 29

Scelta degli utensili
SCELTA DEGLI UTENSILI
Restare nella pagina PIEGA NUMERICA.
Cursore sul campo PUNZONE.
Tasto
SCELTE.
Selezionare l'utensile desiderato digitando la cifra corris pondente,
o
Posizionare il cursore sulla scelta e confermare con il tasto
2 cifre. Esempio: 01 per 1 – 02 per 2, ecc…
o
Clic sulla scelta desiderata.
Procedere nello stesso modo per la MATRICE.
Nota: E' possibile fare la stessa scelta e nello stesso modo nella
o clic destro per far apparire la LISTA DELLE
pagina UTENSILI PIEGA, (attraverso il menù PIEGA).
Questo permette di vedere il profilo degli utensili ed i dati
principali.
INSERIMENTO DEI DATI (1)
Il modo convenzionale di inserire i dati è di programmare nella pagina
PIEGA NUMERICA:
L'angolo desiderato (la profondità Y sarà calcolata automaticamente
in funzione degli utensili e del materiale program mato). E' possibile
comunque inserire direttamente i valori Y1/Y2 senza programmare
l'angolo.
La posizione reale del registro.
I dati relativi alla sequenza in corso (punto morto superiore, lunghezza
di piega, e se necessario, il tipo di registro, l'arretramento, la
temporizzazione in pressione, ecc.).
,
PAGINA 30 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

In calce vedete lo schermo con i valori per queste due pieghe.
La pagina sopra illustr a co me p rogrammare le due ali con i fori ovali
(sezione 1).
Poiché si tratta di due pieghe identiche, programmare il campo CY a 2.
Programmare l'angolo a 90°, l'asse X al suo valore assoluto (43.00) ed
inserire la lunghezza di piega (150).
La forza di piega e la bombatura verranno calcolate automat icamente.
L'operatore può evidentemente modificare questi valori a sua scelta.
A secondo delle necessità l'operatore può modificare:
PMS il punto morto superiore. Non programmato, il
pestone risale al PMS massimo.
ARR. REGISTRO POST l'arretramento del registro posteriore.
PCV il punto di cambio di velocità (grande velocità –
velocità di piega).
TEMPO PRESSIONE il tempo di mantenimento in pressione.
VELOCITA' PIEGA la velocità di piega in discesa o durante la fase di
risalita fino al punto contatto lamiera.
DISTANZA PV permette di definire che solo una porzione (in %)
della risalita tra il punto morto inferiore ed il
punto di contatto lamiera verrà eseguito in
velocità lenta, ed il resto della ri salita in velocità
rapida.
PROGRAMMAZIONE DIRETTA PAGINA 31

INSERIMENTO DEI DATI (2)
ASTUZIA Il modo precedente di programmare (capitolo Inserimento dei dati (1) esige
che l'operatore sottrai lo spessore della lamiera della quota esterna del pezzo.
Viene qui descritta un'astuzia per facilitare la programmazione.
Evidentemente vi sono dei limiti in funzione del pezzo e del seguito delle
pieghe deciso.
L'astuzia consiste nell'inserire le quote esterne nel campo X del registro
posteriore e di programmare una correzione costa nte negativa corrispondente
(approssimativamente secondo la vostra esperienza, gli utensili e il materiale)
allo spessore del materiale per tutto il pezzo.
Questo modo di procedere è descritto qui:
Pagina PIEGA NUMERICA, stesse note dello schermo precedente,
tranne che X è stato programmato con la quota esterna come spiegato
(45).
Questa sequenza esegue la piega delle due ali di 45.0 mm con i fori
ovali.
Per creare la sequenza successiva, premere il tasto AZIONE e
scegliere COPIARE PIEGA.
Tutti i dati vengono copiati sulla seconda sequenza.
Inserire la prima ala della seconda sezione, cioè X = 30.00.
Modificare il campo CY = 1 o non programmato.
Modificare se necessario la lunghezza di piega (L. PIEGA = 200) ed
eventualmente gli altri campi a secondo delle vostre necessità.
Premere il tasto AZIONE e scegliere COPIARE PIEGA.
PAGINA 32 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

Programmare X = 40.00.
Premere il tasto AZIONE e scegliere COPIARE PIEGA.
Per l'ultima piega inserire ANGOLO = 135.0° e X = 20.00.
Chiamare la pagina CORREZIONI (tasto
Inserire nella colonna PEZZO il valore da sottrarre alla quota esterna
per ottenere una posizione corretta del registro (generalmente un
valore vicino allo spessore del materiale). Nel nostro esempio, un
valore pari a – 2.00 mm.
).
PROGRAMMAZIONE DIRETTA PAGINA 33

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA 34 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

PIEGA, TESTS E CORREZIONI
In questo capitolo si descrive un modo di procedere per eseguire un pezzo.
Questo modo di procedere serve unicamente a mostrare come usare il
controllo numerico.
Le operazioni di tests e di regolazione possono essere eseguite nell'ordine
scelto dall'operatore.
Passare in modo semi-automatico
Se necessario passare sulla prima sequenza con i tasti
Premere il tasto start
sequenza.
Effettuare la piega con un pezzo di prova.
Misurare l'ala e l'angolo ottenuti.
Passare o restare nella pagina CORREZIONI.
Correggere se necessario l'ala (nell'esempio si accetta una correzione
X = - 0.10) per la piega in corso.
Nota: Nella pagina a video sopra, la correzione di -2.00 mm
corrisponde allo spessore del materiale programmato nel
capitolo Inserimento dei dati (2).
per posizionare gli assi alla prima
.
o .
Posizionare il cursore sul campo ANGOLO, colonna PIEGA ed
inserire l'angolo misurato (qui 93.0°). Il software calcolerà
automaticamente la correzione necessaria (-0.292 visibile nei campi
Y1, Y2, colonna PIEGA). Vedere anche il Manuale di riferimento 2D
sotto Correzioni.
Effettuare una seconda piega di prova (sulla stessa sequenza con un
secondo pezzo di prova). Se necessario correggere di nuovo.
Secondo il materiale, la regolazione della macchina, la precisione dei
dati inseriti, possono essere necessarie e normali 2 o 3 correzioni per
piega.
PIEGA, TESTS E CORREZIONI PAGINA 35

Quando la piega in corso è ben regolata:
Passare alla sequenza successiva premendo il tasto
Correggere come descritto precedentemente.
Quando tutte le pieghe del pezzo sono a posto:
Passare in modo automatico
che desiderate:
⇒ PIEGA NUMERICA
⇒ PIEGA 2D
⇒ PIEGA 3D per i software 3D
e selezionare la pagina di lavoro
.
PAGINA 36 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

PROGRAMMAZIONE 3D
CRÉAZIONE DEL PEZZO
Questo capitolo descrive, attraverso un esempio concreto, il modo di
programmare un pezzo con il metodo di programmazione 3D (disponibile
soltanto sui software ModEva con il 3D).
Nell’esempio riportato qui di seguito, viene realiz zato un pezzo identico a
quello descritto nelle pagine precedenti, cioè:
Programmazione con L-alpha (2D) e Programmazione diretta (PIEGA
NUM).
Esempio volumetrico
del pezzo
Le definizioni delle varie icone che incontrerete in queste pagi ne sono
descritte nel Manuale di riferimento 3D al capitolo:
Definizioni delle Icone.
PROGRAMMAZIONE 3D PAGINA 37

PASSO PER PASSO
LIBERARE LA ZONA DI LAVORO
L’utilizzatore deve liberare la memoria di lavoro prima di creare un nuovo
pezzo.
Sono contemplate 3 possibilità:
1. Mediante la pagina PIEGA NUMERICA (vedi Liberare la zona di
lavoro)
2. Mediante la pagina PEZZO NUMERICO (vedi Liberare la zona di
lavoro)
3. Mediante il metodo di cui sotto.
• Aprire la pagina PEZZO 3D.
• Premere il tasto funzione MENU
• Selezionare PEZZO 3D. Successivamente, digitare il numero a fronte
della scelta
o posizionare il cursore sull’opzione e premere
o clic sull’opzione.
• Premere il tasto AZIONE
• Scegliere CANCELLARE PEZZO. Successivamente, digitare il
numero a fronte
.
tasto ,
della scelta
o posizionare il cursore sull’opzione e premere
o clic sull’opzione, e CONFERMARE.
PAGINA 38 MANUALE DI ISTRUZIONI MODEVA/DNC 880S
tasto

Azzeramento della
memoria di lavoro
Inserire i dati del
pezzo
Questa operazione cancella unicamente i dati dalla memoria di lavoro. Ciò
significa che se il pezzo che si trova nella mem oria di lavoro è stato
precedentemente salvato, non andrà perso.
Campo : DATI PEZZO
Clic sul campo: DATI PEZZO
Introdurre i valori SPESSORE e SIGMA nei relativi campi. ( 2.00 e
37)
Introdurre MATERIA: Clic destro per aprire la li sta ro tativa.
Introdurre PUNZONE E MA TRICE secondo il metodo
precedentemente descritto (vedi Scelta degli utensili) in questo
documento.
Clic su USCIRE per confermare i valori scelti.
Il programma ritorna alla finestra precedente. Per continuare, premere
e scegliere MODIFICA 1F o il tasto
oppure MODIFICA 2F o il tasto
.
PROGRAMMAZIONE 3D PAGINA 39

Creazione
dell’elemento di
base.
Scelta attuale:
MODIFICA 2F
Differenze tra le due funzioni:
MODIFICA 1F: Mostra il pezzo in modo piano (2D).
MODIFICA 2F: Mostra il pezzo in modo piano ed in modo assonometrico
(3D).
Modo
assonometrico
Modo piano
Clic su
. Si accende il rettangolo rosso di fronte (a destra), il
che prova che la funzione è attiva.
Il rettangolo di base appare in modo piano nella finestra di lavoro
nonché in modo assonometrico. Il diagramma e la tabella di
azzeramento si adattano.
Introdurre le dimensioni A e B. Nel nostro esempio: 150 e 200.
PAGINA 40 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

Incollare un'ala
Incollare una
seconda ala
Clic su
che prova che la funzione è attiva.
Cliccare sul segmento di contorno dove la faccia deve essere incollata.
Regolare l’altezza dell’ala: valore del campo A. (45.00). Da default,
il valore dell’angolo è pari a 90°. Il raggio interno è già calcolato.
La stessa funzione è sempre attiva.
Ciccare sul segmento in basso dove la seconda faccia deve essere
incollata.
Il valore A è stato memorizzato e viene automaticamente assegnato
alla nuova ala.
. Si accende il rettangolo rosso di fronte (a destra), il
PROGRAMMAZIONE 3D PAGINA 41

Incollare una terza
ala
La stessa funzione è sempre attiva.
• Ciccare sul segmento di sinistra dove la terza faccia deve essere
incollata.
Incollare una
quarta ala
• Il valore A è stato memorizzato e viene automaticamente assegnato alla
nuova ala. Modificare il campo A con un nuovo valore: 40.00
La stessa funzione è sempre attiva.
• Ciccare sul segmento sinistro dove la quarta faccia deve essere incol lata.
• Il valore A è stato memorizzato e viene automaticamente assegnato alla
nuova ala. Modificare il campo A con un nuovo valore: 30.00 e
modificare anche il valore dell’angolo: - 90.0.
PAGINA 42 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

Incollare l’ultima
ala
Controllo della
costruzione
La stessa funzione è sempre attiva.
• Ciccare sul segmento destro dove l’ultima faccia deve essere incollata.
• Il valore A è stato memorizzato e viene automaticamente assegnato alla
nuova ala. Modificare il campo A con un nuovo valore: 20.00 e
modificare anche il valore dell’angolo: - 135.0.
Il pezzo è ora finito.
Visualizzazione del pezzo in modo volumetrico.
• Premere il tasto
Per ritornare alla modalità costruzione.
• Premere il tasto
PROGRAMMAZIONE 3D PAGINA 43
poi il tasto .
poi il tasto .

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA 44 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

MEMORIZZARE, RICERCARE UN PEZZO
MEMORIZZARE UN PEZZO
E' possibile memorizzare il pezzo da qualunque pagina che contenga il
campo PEZZO in alto al video.
Mettere il DNC in modo programmazione
Posizionare il cursore sul campo PEZZO ed inserire il numero con il
quale memorizzarlo (da 1 a 89'999).
Menù AZIONE, selezionare MEMORIZZARE PEZZO.
Se appare il messaggio ESISTE, significa che il numero del pezzo è
già stato usato.
ABBANDONARE e scegliere un altro numero
o
CONFERMARE per cancellare il pezzo esistente.
Pagina Lista dei pezzi Se volete memorizzare il pezzo avendo un elenco di tutti i pezz i esistenti:
.
Chiamare la pagina LISTA PEZZI con il tasto MENU
selezionando l'opzione LISTA PEZZI.
Nel campo DISEGNO, inserire un eventuale riferimento.
MEMORIZZARE, RICERCARE UN PEZZO PAGINA 45
e

Se volete memorizzare il pezzo non nella memoria interna,
Posizionare il cursore sul campo PEZZO ed inse rire il numero con il
Premere il tasto AZIONE.
Selezionare l'opzione MEMORIZZARE.
Il messaggio MEMORIZZA... appare nel campo interattivo
Appare poi nella lista il numero del pezzo registrato.
Vedere il capitolo successivo ed anche Periferiche attive e Gestione dei pezzi
nel Manuale di riferimento 2D.
RICERCARE UN PEZZO
posizionare il cursore sul campo INTERNO di PEZZI E GRUPPI IN
o clic destro per far apparire la lista ed effettuare la vostra
scelta.
quale memorizzarlo (da 1 a 89.999).
nell'angolo il alto a destra del video.
Metodo rapido
L Questo metodo è valido soltanto a partire dalla versione W2.
Da qualunque pagina contenente un campo PEZZO:
Posizionare il cursore nel campo PEZZO.
Clic destro con il mouse o premere il tasto
Appare la seguente finestra:
.
I pezzi vengono inizialmente elencati in ordine crescente per numero di
pezzo.
PAGINA 46 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

Per scorrere la lista, posizionare il cursore ne lla tabella e spostarsi con
i tasti
o .
Ordinamento:
crescente /
decrescente
Per cercare un pezzo
Per cambiare il pezzo: clic o premere
.
Per elencare in ordine decrescente:
posizionare il cursore sul titolo della colonna e clic sinistro
o premere il tasto
.
L’ordine viene invertito (la freccia rossa viene rivolt a verso l’alto ).
Per ordinare per nome di disegno o data, procedere analogamente sui
titoli delle colonne corrispondenti (DISEGNO o DATA).
Posizionare il cursore nella tabella e nella colonna desiderata ed
introdurre il numero di pezzo, il nome di disegno o la data ricercat a.
La vostra immissione viene visualizzata sull’ultima riga (in b ianco),
ed il cursore si posiziona sulla prima riga dell a tabella. I nomi
vengono ordinati in ordine crescente; il primo sarà visuali zzato sulla
prima riga.
Per maggiori informazioni, si prega di far consultare il Manuale di
riferimento 2D.
MEMORIZZARE, RICERCARE UN PEZZO PAGINA 47

Metodo standard
Se volete cercare il pezzo non nella memoria interna, mette re il
cursore sul campo INTERNO di PEZZI E GRUPPI IN
o clic destro per far apparire la lista e fare la vostra scelta.
Nella lista, mettere il cursore sul numero del pezzo desiderato e
premere il tasto
o
Posizionare il cursore sul campo PEZZO, inserire il numero del pezzo
e scegliere CARICARE attraverso il menù AZIONE.
Il pezzo si trova ora nella memoria di lavoro (il suo numero è
visualizzato nel campo PEZZO).
Se conoscete il numero del pezzo da cercare (purché si trovi nella periferica
attiva) potete cercarlo da qualunque pagina che visualizza il campo PEZZO
in alto a sinistra del video.
Per farlo:
Inserire il numero del pezzo nel campo PEZZO.
Scegliere RICERCARE PEZZO nel menù AZIONE.
PAGINA 48 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

Metodo grafico
Modo di procedere:
Accedere alla pagina MENU con il tasto
Lista dei pezzi grafici (tasto
Appare la finestra di cui sopra. Questa vi permette di fare un ricerca
dei pezzi.
Le funzioni
grafici.
La scelta del pezzo è identico a quella del modo standard.
e permettono di far scorrere la lista dei pezzi
).
e chiamare la pagina
MEMORIZZARE, RICERCARE UN PEZZO PAGINA 49

ORGANIZZAZIONE DELLE MEMORIE
Questo capitolo è destinato a fornire gli elementi necessari al funzionamento
del DNC. Per maggiori informazioni relative alle memorie, consultate il
Manuale di riferimento.
Il controllo numerico comporta più memorie. Quando l'operatore programma
un pezzo, o modifica il suo contenuto, lo fa in una memoria di lavoro
chiamata talvolta buffer di lavoro.
La memoria di lavoro non è volatile, cioè quando spegnete il DNC, i dati del
pezzo in corso restano memorizzati fino a quando non saranno rimpiazzati da
un altro pezzo o fino a quando non saranno cancellati.
INT E R NAL
Memoria di lavoro
o
buffer
Floppy
Network
ENC
Non è necessario salvare il pezzo programmato nella memoria di lavoro se
esso non avrà più utilità una volta realizzato.
Normalmente il pezzo viene memorizzato solo se deve essere conservato per
un uso futuro.
Un pezzo in memoria di lavoro che non è stato memorizzato è riconoscibile
poiché il campo PEZZO è vuoto.
L'ENC possiede anch'esso una memoria nella quale si trova una copia del
pezzo situato nella memoria di lavoro. Questa copia viene trasferita all'ENC
quando si passa in modo semi-auto o auto.
Un'altra memoria che il DNC possiede sempre è il floppy. Generalmente si
usa il floppy per salvare (backup) i pezzi importanti, gli utensili o i parametri
macchina.
La pagina trasferimento viene usata per questo scopo.
Se si può ricercare o memorizzare un pezzo direttamente nel floppy, questa
operazione verrà effettuata molto raramente per via della velocità d'accesso.
Altre memorie complementari possono essere quelle offerte dall'accesso ad
una rete.
Configurato normalmente il DNC memorizza e ricerca sempre i pezzi nella
memoria INTERNA. E' possibile impostare un'altra memoria di default
(vedere Periferiche attive nel Manuale di riferimento).
PAGINA 50 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

PROTEZIONE DEI LIVELLI DI ACCESSO
INFORMAZIONI GENERALI
Nel manuale si parla quindi della posizione della chiave (virtuale) come:
"posizionare la chiave su 3".
Livelli Ci sono 4 livelli d'accesso da 0 a 3.
0 = programmazione vietata
1 = creazione, correzione, modifica, salvataggio, cancellazione,
trasferimento di uno o più pezzi
2 = creazione, correzione, modifica, salvataggio, cancellazione,
trasferimento degli utensili
3 = programmazione, modifica e trasferimento dei parametri macchina.
Accesso Si accede a questi livelli premendo i tasti
Alt
+ ,
Nota: Rilasciare il tasto numerico prima d el ta sto Alt.
La posizione della chiave è indicata tramite una piccola icona in basso a
destro dello schermo.
Quando si passa ad un livello non autorizzano, viene richiesta la password.
Una volta inserita quest'ultima, si può "navigare" in tutti i livelli inferiori e
uguali a quello autorizzato senza dover reinserire la password.
Il passare al livello 0 reinizializza la richiesta della pas s word.
Utilizzatori Possono essere predefiniti più utilizzatori. Un utilizzatore non è una persona
fisica in particolare, ma possono essere ad esempio tutti gli operatori
autorizzati a lavorare sulla macchina.
Ogni utilizzatore predefinito ha la propria password ed un livello massimo a
cui arrivare. Vedere più avanti Tabella degli utilizzatori, accessi e
passwords.
Password Alcuni utilizzatori possono modificare la propria password. Per altri invece,
la password può essere modificata solo da un utilizzatore che ha un accesso
superiore.
Caratteristiche La password può essere composta da caratteri alfanumerici se una tale
tastiera è disponibile. Altrimenti soltanto da caratteri numerici.
Smarrimento della In caso di smarrimento della password, è necessario che un utilizzatore con
password un livello superiore riprogrammi la password.
Alt
+ ,
Alt
+ o
Alt
+ .
PROTEZIONE DEI LIVELLI D'ACCESSO PAGINA 51

GLI UTILIZZATORI
Tabella degli utilizzatori, acce ssi e passwords.
Livello Nome degli
utilizzatori
predefiniti
1
2
3
4 WSSUPER OK OK 3 817 Capo officina presso
5 MACHMAN NO OK 3 Tecnici di assistenza del
6 MACHMAN0 OK OK 3 Responsabile
Un utilizzatore predefinito può essere "dato" a più persone.
Per esempio livello 1 (EUL1) a tutti coloro che hanno accesso alla macchina.
Dopo l'installazione della macchina, si consiglia di modificare la password di default del livello 4
(WSSUPER Workshop supervisor = capo officina)
e del livello 3 (EUL3 Utilizzatori autorizzati al livello 3), poiché le password si trovano in questo
manuale.
EUL1 NO NO
EUL2 NO NO
EUL3 NO NO
Modifica
della
password
personale
Modifica
della
password dei
subordinati
Livello
chiave
virtuale
1
2
3
Password
predefinita
111 Operatore con diritto di
222 Operatore con diritto di
333 Operatore con diritto di
Utilizzatore generalmente
attribuito a:
accesso al livello 1
accesso al livello 2
accesso al livello 3
l'utilizzatore della
macchina
costruttore della macchin a
dell'assistenza presso il
costruttore della macchin a
PAGINA 52 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

ACCESSO ATTRAVERSO PASSWORD
All'avvio del software, la chiave virtuale è sempre in posizione 0.
Quando l'operatore seleziona una delle combinazioni
+ , o
, appare il messaggio :
Livello 1
Password
o 2 o 3
secondo la
combinazione
di tasti
Introdurre la password.
Premere
.
Il livello autorizzato è visualizzato nella casella in basso a destra dello
schermo. Altrimenti un messaggio avverte l'utilizzatore di non essere
autorizzato.
Una volta avuta l'autorizzazione, l'operatore può cambiare di livello fra quelli
a cui è autorizzato senza che venga richiesta nuovamente la password.
Per esempio un utilizzatore con accesso al livello 3 può navigare fra i livelli
1, 2 e 3 senza dover inserire di nuovo la password.
Se viene attivato il livello 0, verrà richiesta di nuovo la password per poter
passare a qualsiasi altro livello.
Questa richiesta apparirà anche quando l'utilizzatore passa ad un livello
superiore (da 0 a 1, da 1 a 2, da 2 a 3, ecc.) e non ne ha l'autorizzazione.
Consiglio Se avete avuto l'accesso al livello 3, dopo l'operazione, accedete al livello 0.
Questo vi eviterà di fare delle modifiche non volute per errore.
PROTEZIONE DEI LIVELLI D'ACCESSO PAGINA 53

ACCESSO AI LIVELLI SUPERIORI A 3
Alcuni utilizzatori possono accedere ad un livello superiore a 3, che permette
loro, fra l'altro, di modificare le passwords.
Per maggiori informazioni vedere Tabella degli utilizzatori, acce ssi e
passwords.
Premere la combinaz io n e dei tasti
.
+
Appare il messaggio seguente.
Modifica posizione chiave
Utilizzatore WSSUPER
Password
Confermare
Abbandonare
Password smarrita
Cambiare password
Scegliere il livello di utilizzatore desiderato (vedere tabella).
Per fare questo mettere il cursore sul campo Utilizzatore e premere il
tasto
per fare la vostra scelta e confermare con .
Mettere il cursore sul campo Password ed inserire la password
corrispondente al livello richiesto e confer mare poi con il tasto
Il DNC si mette al livello 1. L'operatore può "navigare" tra i livelli 1 e
3 senza dover reinserire la password.
Se il suo livello lo permette, può domandare la procedura di modifica
della password (vedere paragrafo seguente).
Al termine dell'operazione, non dimenticarsi di passare a livello 0 per
lasciare il livello in corso.
.
PAGINA 54 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

MODIFICARE LA PASSWORD
E' possibile modificare le password di default.
Solo alcuni utilizzatori possono farlo.
Per sapere se ne avete l'autorizzazione, vedere il capitolo Gli utilizzatori.
Procedura:
Premere la combinazione dei tasti
+
.
Appare il messaggio seguente:
Modifica posizione chiave
Utilizzatore WSSUPER
Password
Confermare
Abbandonare
Password smarrita
Modificare password
Inserirsi almeno come WSSUPER.
Inserire la password.
Cliccare su Modificare password.
Appare la finestra seguente:
Modificare password
Utilizzatore WSSUPER
Nuova password
Conferma password
Confermare
Abbandonare
Scegliere l'utilizzatore della password da modificare. Per farlo mettere
il cursore sul campo Utilizzatore e premere il tasto
vostra scelta e confermare con
.
per fare la
Inserire la nuova password.
Digitare la nuova password in Conferma password.
Posizionare il cursore su Confermare e premere
(o clic su
confermare).
PROTEZIONE DEI LIVELLI D'ACCESSO PAGINA 55

PASSWORD SMARRITA
Se un utilizzatore ha per so o dimenticato la propria passwo rd , chiedere al
responsabile della macchina.
Se tuttavia la password fosse andata definitivamente persa, avete due
possibilità:
a) L'utilizzatore non ha l'autorizzazione a modificare la propria password
lui stesso.
In questo caso ci sono due soluzioni:
- Domandare all'utilizzatore "superiore" di modificare la password.
(vedere il capitolo Modificare la password.)
- Utilizzare il metodo descritto sotto.
b) L'utilizzatore ha l'autorizzazione a modificare la propria password.
Procedere come descritto più avanti.
Nota:
Se la password dimenticata concerne i livel li 1, 2 o 3, domandare al capo
officina di modificare le passwords secondo la procedura descritta nel
capitolo Modificare la password.).
Procedura:
Premere la combinaz io n e dei tasti
Appare il messaggio seguente:
Modifica posizione chiave
Utilizzatore WSSUPER
Password
Confermare
Abbandonare
Password smarrita
Modificare password
Scegliere l'utilizzatore la cui password è stata dimenticata. Per farlo
mettere il cursore sul campo Utilizzatore e premere il tasto
per fare la vostra scelta e confermare con
Cliccare sulla scelta Password smarrita.
.
+
.
PAGINA 56 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

Appare la finestra seguente :
Password smarrita
Utilizzatore WSSUPER
Codice di soccorso Kl2398saf58sdf7
Contattare il vostro fornitore
Uscire
L'operatore deve prendere nota del codice di soccorso visualizzato e
rivolgersi al proprio fornitore. Quest'ultimo possiede un software che
permette di generare una nuova password.
Per recuperare una password dimenticata:
Chiamare la funzione Password smarrita.
Annotare il codice di soccorso visualizzato.
Ottenere la nuova password dal fornitore comunicandogli il codice di
soccorso. La password persa vi sarà comunicata.
PROTEZIONE DEI LIVELLI D'ACCESSO PAGINA 57

Questa pagina è stata intenzionalmente lasciata bianca.
PAGINA 58 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

BREVE SPIEGAZIONE DELLE PAGINE
Spiegazioni supplementari su queste pagine e/o le relative funzioni sono
descritte nel Manuale di riferimento 2D.
Questo manuale è organizzato come un dizionario, con un sommario ed un
indice ben dettagliati che vi permetteranno di cercare qualsiasi soggetto
molto facilmente.
PAGINA MENU
La pagina MENU
appare quando si
preme il tasto
E’ sufficiente spostare il
cursore sull’opzione
desiderata e premere il
tasto
confermare, oppure
digitare il numero
corrispondente.
per
.
PAGINA LISTA PEZZI
Questa pagina
permette di estrarre i
pezzi memorizzati nel
CN, in ordine numerico
crescente.
BREVE SPIEGAZIONE DELLE PAGINE PAGINA 59

PAGINA LISTA PEZZI GRAFICI
Questa pagina
permette di estrarre i
pezzi memorizzati nel
CN, in ordine numerico
crescente e con il
grafico associato a
quest’ultimo.
PAGINA RICERCA PEZZI / CRITERI
Questa pagina
permette di ricercare
diversi pezzi
memorizzati secondo
certi criteri.
PAGINA TRASFERIMENTO
Permette di selezionare
e di comandare dei
trasferimenti di dati da
una memoria all’altra
(Floppy, rete, ecc.)
PAGINA 60 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

PAGINA LISTA PUNZONI
Questa pagina
permette di visualizzare
in modo veloce i
principali parametri dei
punzoni memorizzati.
In questa lista, se lo volete vedere la descrizione completa dell'utensile, basta
posizionare il cursore sul nome dell'utensile e premere
la pagina PROGRAMMAZIONE PUNZONI.
PAGINA LISTA MATRICI
Questa pagina
permette di visualizzare
in modo veloce i
principali parametri
delle matrici
memorizzate.
o clic. Appare
In questa lista, se volete vedere la descrizione completa dell'utensile, basta
posizionare il cursore sul nome dell'utensile e premere
la pagina PROGRAMMAZIONE MATRICI.
BREVE SPIEGAZIONE DELLE PAGINE PAGINA 61
o clic. Appare

PAGINA PROGRAMMAZIONE PUNZONI
La programmazione di
tutti i punzoni è fatta
tramite questa pagina.
Tutte le dimensioni
relative al punzone
sono indicate.
Un disegno
rappresentante il profilo
del punzone è
visualizzato sulla destra
del video.
PAGINA PROGRAMMAZIONE MATRICI
La programmazione di
tutte le matrici viene
fatta tramite questa
pagina.
Tutte le dimensioni
relative alla matrice
sono indicate.
Un disegno
rappresentante il profilo
della matrice è
visualizzato sulla destra
del video.
PAGINA 62 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

PAGINA BENVENUTI
Principali dati della
macchina e del
controllo numerico.
I campi verdi sono
campi a scelte multiple
che possono essere
modificate.
PAGINA INIZIALIZZAZIONE
Questa pagina è
riservata alla
manutenzione tecnica
del controllo numerico
e della macchina.
Questa pagina
permette di svuotare i
dati del DNC e di
modificare le origini
fisiche della macchina.
E’ necessario l’uso
della chiave del
pannello frontale per
agire su questa pagina.
BREVE SPIEGAZIONE DELLE PAGINE PAGINA 63

PAGINA PARAMETRI MACCHINA
Questa pagina è la 1
delle pagine che
costituiscono il seguito
di tutti i parametri che
condizionano il
funzionamento del
controllo numerico.
I dati possono essere
modificati solo con la
chiave del pannello in
pos. 3.
I dati devono essere
modificati solo con
l’assistenza di un
supporto tecnico
competente.
a
PAGINA PEZZO NUM
Questa pagina appare
premendo il tasto
PEZZO
scegliendo PEZZO
NUMERICO.
Questa pagina
permette di costruire e
calcolare un pezzo e di
visualizzare il profilo del
taglio in tempo reale.
e
PAGINA 64 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

PAGINA POSIZIONE UTENSILI
Questa pagina appare
premendo il tasto
PEZZO
scegliendo POSIZIONE
UTENSILI.
Questa pagina
permette di definire più
posti di lavoro.
e
PAGINA COMMENTI
La pagina COMMENTI
appare in
sovrimpressione
premendo il tasto
PEZZO
scegliendo COMMENTI.
Questa pagina
permette di completare
i dati del pezzo con una
serie di commenti.
Questi ultimi sono
programmati con l’aiuto
di un software PC.
BREVE SPIEGAZIONE DELLE PAGINE PAGINA 65
e

PAGINA PIEGA NUM
Questa pagina appare
premendo il tasto
PIEGA
scegliendo PIEGA
NUMERICA.
Questa pagina
ricapitola tutti i dati per
la sequenza in corso.
e
PAGINA PIEGA 2D
La pagina PIEGA 2D
appare premendo il
tasto PIEGA
scegliendo PIEGA 2D.
Questa pagina
permette di simulare la
fattibilità del pezzo e di
correggere l’ordine di
piega se necessario.
e
PAGINA 66 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

PAGINA PIEGA 3D
Questa pagina appare
quando si preme il tasto
PIEGA
si sceglie PIEGA 3D.
Questa pagina
permette di simulare la
fattibilità del pezzo e di
correggere, se
necessario, la
posizione degli arresti,
nonché la posizione del
pezzo rispetto agli
utensili.
e quando
PAGINA PIEGA FUNZIONE
La pagina PIEGA
FUNZIONE appare
premendo il tasto
PIEGA
scegliendo PIEGA
FUNZIONE.
Questa pagina
permette di
programmare le
eventuali funzioni
ausiliarie della
macchina.
e
BREVE SPIEGAZIONE DELLE PAGINE PAGINA 67

PAGINA UTENSILI PIEGA
La pagina UTENSILI
PIEGA appare
premendo il tasto
PIEGA
scegliendo UTENSILI
PIEGA.
Questa pagina
permette di modificare
la posizione e la
larghezza degli utensili
montati sulla macchina.
Si possono inoltre
modificare alcune
sicurezze.
e
PAGINA CORREZIONI
Questa pagina appare
premendo il tasto
CORREZIONI e
scegliendo
CORREZIONI.
Questa pagina
permette di applicare le
correzioni ai diversi
assi della macchina in
funzione dei risultati
ottenuti in corso di
piega.
PAGINA 68 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

SOFTWARE PC1200
Bisogna distinguere 2 casi particolari:
1. Software PC 1200 2D (= PC 1200) fornito con ModEva 10S e
DNC 880S. Questo software non richiede alcuna chiave di protezione.
2. Software PC1200 3D fornito con ModEva 12S e 15S. Questo
software richiede una chiave di protezione per il proprio
funzionamento.
CHIAVE DI PROTEZIONE PC
Soltanto per PC1200 3D:
La chiave deve essere dotata almeno delle opzioni 20, 25 per permettere la
piena operatività di PC1200 3D:
Installare la chiave sulla porta parallela LPT1 (stampante) o in una porta
USB a seconda del modello della chiave di protezione usato.
L Importante: non posizionare la chiave su una porta seriale, ciò
potrebbe distruggere la chiave.
Osservazioni:
Avviare il PC o il DNC prima di connettere o sconnettere una
chiave di protezione!
L’uscita stampante del PC o del DNC e/o la chiave di protezione
potrebbero rimanere danneggiate se la chiave venisse connessa o
sconnessa mentre il sistema si trova sotto tensione.
La chiave di protezione deve essere connessa alla (prima) porta
stampante (porta parallela, LPT1) del PC o del DNC.
Non connettere mai la chiave di protezione ad una porta seriale
("Com port")! Ciò potrebbe danneggiare la chiave di protezione e /o
la porta seriale del PC o del DNC.
Se una stampante è collegata alla chiave di protezione, deve essere
inserita per assicurare un funzionamento corretto.
In linea di massima, è possibile collegare più chiavi di protezione le
une alle altre su un’uscita stampante del PC.
In alcuni casi, l’ordine delle chiavi può essere importante per ottenere
il corretto funzionamento dei vari software. In caso di problemi,
cominciate sempre per col leg a re una sola chiave (senz a collegare la
stampante) per vedere se ciò risolve il problema. Qualora ciò si
verificasse, provate ad aggiungere le altre chiavi in ordine diverso a l
fine di determinarne l’ordine corretto. Se il problema non è stato
risolto, occorrerà prevedere l’uso di una scatola di selezione per
stampanti che permetterà di commutare le varie chiavi.
Per le chiavi di protezione CYBELEC, soltanto chiavi di colori
diversi possono essere collegate assieme. Chiavi dello stesso colore
non devono essere combinate. Ciò significa che un cambio di chiavi si
rende necessario in caso di aggiornamento del software installato con
una versione comprendente opzioni diverse.
SOFTWARE PC1200 PAGINA 69

All’avvio, il software visualizza la pagina BENVENUTI.
In basso a questa pagina, potete leggere il numero di serie della chiave,
nonché le opzioni disponibili.
IN caso di mancato riconoscimento della chi ave, apparirà il messaggio
ILLEGAL CONFIGURATION, il numero di serie della chiave risulterà
vuoto e non sarà possibile accedere ad altre pagine del software.
In questo caso, uscire dal software, verificare tutti i punti di cui sotto
riavviando ogni volta il software per sapere se il problema è stato risolto:
- Verificare che la chiave si trovi effettivamente sulla porta stampante
LPT1 o in una porta USB a seconda del modello della chiave di
protezione usato.
- Lasciare collegata solo una chiave, senza stampante, cavo, altra chiave o
periferica (per i rimanenti test).
- Installare il driver Sentinel che si trova nella directory del CD nella
directory \Tools\Sentinel_Pro_Drivers\SproDriver_7_2_2.
In seguito, eseguire Sentinel Protection Installer 7.2.2.exe presente in
questa directory.
- Per Windows NT o Windows 2000 o XP, dovete possedere una chiave
Sentinel Super Pro che si diversifica dalla sua taglia (vedi fotografia). Le
altre chiavi (più grandi) NON vengono riconosciute.
- "Con" Windows NT, 2000 o XP, potrebbe essere necessario installare il
driver RAINPORT presente sul CD della ModEva/DNC 880S nella
directory \Tools\Win_NT_2000\Rainport.
- Se tutti questi tentativi non dovessero risolvere il problema, lanciare il
software cybdng3.exe presente nella directory \Tools\Prot_key.
L'esecuzione di quest’ultimo deve rendervi il numero della chiave nonché
le opzioni disponibili.
- Se ciò non desse alcun risultato, provate su un altro PC di marca diversa e
se possibile con un altro OS (Win 95, Win 98). A volte succede che la
porta non è compatibile con la chiave.
- Se il risultato fosse negativo su un altro PC, la chiave di protezione
potrebbe essere stata danneggiata. Ciò richiederebbe la sostituzione della
stessa.
In una configurazione di rete, il software PC può essere installato sul server.
Tuttavia, ciò non è raccomandato in quanto può comportare problemi se più
utilizzatori si avvalgono del software contemporaneamente. Va anche detto
che una chiave di protezione è richiesta per ogni PC che utilizzi il software e
che la stessa non deve essere installata sul server.
Secondo la configurazione e le opzioni, il DNC richiede anche una chiave di
protezione. Se nessuna chiave è stata rilevata, può apparire il messaggio
Configurazione Illegale (in questo caso, il DNC non può essere utilizzato),
ed in questo caso una o più opzioni del DNC non saranno disponibili.
Nessuna chiave di protezione è necessaria per l’installazione del software.
PAGINA 70 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

INSTALLAZIONE PC1200
Installare la chiave di protezione (soltanto PC1200 3D).
Inserire il CD ROM nel lettore CD e seguire le istruzioni.
Quando il software vi pone la domanda, scegliere installazione su PC
(e non su DNC).
Per default, il software verrà installato nella directory CYB/ ed in una
sottodirectory con il nome della versione installata.
Ciò permette di avere più versioni sul PC.
Quando il software vi pone la domanda, introdurre il dischetto
CONFIG 03 (o superiore) e continuare l’installazione.
Se non disponete del dischetto, cliccate su NO; il software verrà
installato con le opzioni standard.
SOFTWARE PC1200 PAGINA 71

Installazione di una directory esistente
Se desiderate cancellare la vostra vecchia versione, ma fare un "update" nella
stessa directory del vostro vecchio software, rispondete NO alla domanda
"installare il dischetto CONFIG 03".
In questo modo, i parametri del vostro vecchio software verranno conservati
(configurazione, parametri, pezzi, path).
Installazione con Windows NT, 2000 o XP
Attenzione: con questi sistemi, dovete essere in possesso dei diritti di
GESTORE per l’installazione del software.
Prima o dopo l’installazione del software, ma prima di lanciare PC1200:
- Installare il driver Sentinel presente nella directory del CD, sotto la
directory \Tools\Sentinel_Pro_Drivers\SproDriver_7_2_2.
Successivamente, eseguire Sentinel Protection Installer 7.2.2.exe
presente in questa directory.
PAGINA 72 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

INSTALLAZIONE DEL SOFTWARE CYBELEC
INSTALLAZIONE DEL SOFTWARE DNC
Si presuppone che Windows sia già installato nel DNC.
In caso contrario, occorre ripristinare l’immagine secondo la
procedura descritta nel CD di ripristino fornito con la DNC.
Installare una tastiera esterna.
Accendere il DNC.
Lasciare caricarsi inte ra mente il so ft ware DNC Cybelec (se
operativo).
Scegliere il livello 3.
Uscire dal software DNC Cybelec.
In questa fase, ci si ritrova nel desktop di Windows.
Inserire il CD ROM del programma Cybelec nel lettore CD e seguire
le istruzioni.
Quando il software vi pone la domanda, scegliere Installazione su
DNC.
Quando il software vi pone la domanda, introdurre il dischetto
CONFIG 03 (o superiore) e continuare l’installazione.
Se non disponete del dischetto, scegliere NO.
Uscire da Windows.
Spegnere il controllo numerico.
Proseguire l’installazione del software ENC secondo le istruzioni
riportate nel capitolo successivo.
INSTALLAZIONE DEL SOFTWARE CYBELEC PAGINA 73

INSTALLAZIONE DEL SOFTWARE ENC
Accendere la DNC.
Lasciare caricarsi interamente il software DNC Cybelec.
Mettersi nel livello 3.
Uscire dal software DNC Cybelec.
Lanciare il software Flash 12 che si trova sul desktop.
Scegliere il software ENC che corrisponde al software DNC in
Select File ENC.
Cliccare sul pulsante Upload.
Uscire dal software Flash 12.
Lanciare il software DNC Cybelec.
Eseguire un initialise ENC.
SE LA TASTIERA DELLA DNC NON FUNZIONA:
Uscire da Windows.
Spegnere il DNC.
Installare una tastiera esterna.
Avviare il DNC.
Durante il boot, premere il tasto Del o F2.
Nel setup del BIOS nella pagina STANDARD SETUP, fate in modo
che l’opzione Halt on sia su Halt all but keyboard.
Salvare ed uscire dal setup del BIOS.
PAGINA 74 MANUALE DI ISTRUZIONI MODEVA/DNC 880S

INDICE
Accesso
ai livelli superiori a 3, 54
attraverso password, 53
Protezione dei livelli di accesso, 51
chiave di protezione, 69
Chiave di protezione, 69, 71
Chiave virtuale, 51
configurazione illegale, 69
Copyright e licenza, 5
Costruzione
controllare, 43
Driver
Rainport, 70
Sentinel, 70
Gamma di piega
cercare, 24
modificare, 24
Icone, 37
illegal configuration, 69
Incollare un’ala, 41
Installazione, 69
Lista dei pezzi, 45
Livelli d'accesso, 51
Memoria
Buffer di lavoro, 50
floppy, 50
interna, 50
Memoria di lavoro, 50
Memoria di lavoro
liberare, 38
liberare, 14, 28
Memorizzare un pezzo, 45
Mouse, 7
Password, 51
modificare, 55
persa, 56
Smarrimento della ..., 51
smarrita, 56
utilizzatori, 51
Piega
copiare, 32
Programmazione
3D, 37
con L-alpha, 13
diretta, 27
Programmazione sezione 1, 20
Programmazione sezione 2, 21
Quick cursore, 9
Funzioni, 9
Regolazione del punzone, 15
Regolazione della matrice, 17
Ricercare un pezzo
Metodo grafico, 49
Metodo rapido, 46
Metodo standard, 48
Sentinel Super Pro, 70
Sicurezza, 5
Sistema operativo, 5
Tasti funzione, 8
Tastiera
non funziona, 74
Tracksensor, 7
Utensili
Scelta, 30
Utilizzatori
Tabella degli ..., 52
Windows NT, 2000 o XP, 69, 72
INDICE PAGINA 75
 Loading...
Loading...