

Page 1

ModEva/DNC880S
PC 1200
Bedienungsanleitung
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-MODEVA-DE
Page 2

Page 3

Die Angaben, die in dieser Anleitung enthalten sind, können ohne Meldung geändert
werden und bilden keine Verpflichtung seitens CYBELEC SA.
Die beschriebene Software wird unter Lizenz- oder Geheimhaltungsvertrag geliefert. Die Software darf
nur dem Vertrag entsprechend benutzt und kopiert werden. Das Kopieren der Software auf einen im
Vertrag nicht vorgesehenen Träger ist gesetzwidrig.
Copyright CYBELEC SA. Alle Rechte vorbehalten.
Bemerkung:
Die vorliegende Anleitung erklärt die normal e Standardprogrammierung der Numerischen St euerung. Da
diese vom Maschinenhersteller mit konfi gurierbaren Funktionen für seine speziellen Bedürfnisse
ausgestattet ist, müssen für die Programmierung dieser Funktionen die vom Hersteller gelieferten
Zusatzinstruktionen beachtet werden.
Autocad
CYBELEC
Ethernet
IBM
ist eine Schutzmarke der Autodesk Inc.
ist eine Schutzmarke der CYBELEC SA
ist eine Schutzmarke der Xerox Corporation.
, PC/AT , PC Network , Token Ring Network
sind Schutzmarken der International Business Machines Corporat ion.
MS-DOS
MS-Windows
Novell Netware
Windows NT
ist eine Schutzmarke der Microsoft Corporation.
ist eine Schutzmarke der Microsoft Corporation.
ist eine Schutzmarke der Novell, Incorporated.
ist eine Schutzmarke der Microsoft Corporation.
Page 4

Page 5
SICHERHEITS- UND WARTUNGSVORSCHRIFTEN
Unsachgemässe Anwendung der Numerischen
Steuerung kann am Material schwere Schäd en
verursachen und/oder Personen verletzen.
Eine Änderung der Maschinenparameter kann
erhebliche Materialschäden nach sich ziehen oder
eine Produktion von unregelmässiger Qualität
bewirken.
Die Rückwand darf nur durch einen qualifizierten
Techniker entfernt werden (Gefahr elektrischer
Schläge).
Numerische Steuerung nicht übermässiger
Luftfeuchtigkeit aussetzen, um die Gefahr
elektrischer Schläge oder eine Beschädigung des
Gerätes zu vermeiden.
Trennen Sie die Numerische Steuerung von der
Netzspannung, bevor Sie das Gerät reinigen.
Verwenden Sie keine Flüssigkeiten auf Alko hol- oder
Ammoniakbasis.
Ziehen Sie im Falle mangelhaften Funktionierens der
Numerischen Steuerung einen Techniker bei.
Setzen Sie die Numerische Steuerung nicht direkte r
Sonnenbestrahlung oder anderen Hitzequellen aus.
Halten Sie die Numerische Steuerung von
magnetischen Geräten wie Trafos, Motoren usw.
oder Einrichtungen, welche Störungen erzeugen
(z.B. Schweissmaschinen) fern.
Wechseln Sie regelmässig die Filter der Ventilatoren
aus, um ein Überhitzen des Gerätes zu verhin der n .
SICHERHEITS- UND WARTUNGSVORSCHRIFTEN SEITE I
Page 6

Diese Seite wurde absicht lic h lee r g e la ssen.
SEITE II BEDIENUNGSANLEITUNG MODEVA
Page 7
LIZENZVERTRAG FÜR CYBELECSOFTWARE
ALLGEMEINES COPYRIGHT
Die CYBELEC-Software ist geschützt und alle Rechte des Kopierens sind vorbehalten.
Die CYBELEC-Softwareprogramme dürfen nur auf den dazu berechtigten Anlagen (PC oder DNC)
installiert und betrieben werden.
Die Benutzerhandbücher sind ebenfalls durch Copyright geschützt, und alle Rechte des Benützens und
des Kopierens sind vorbehalten.
Dieses Dokument darf ohne vorherige schriftliche Einwilligung von CYBELEC nicht kopiert,
photokopiert, reproduziert, übersetzt oder reduziert werden, und zwar weder ganz noch auszugsweise.
SPEZIELLES DISKETTEN-COPYRIGHT
Den berechtigten Anwendern dieses Softwarepaketes ist nur gestat tet, den Inhalt der Diskette in den
Speicher des Computers zu kopieren um das Programm zu verwenden, und um eine Sicherheitskopie zu
erstellen für den Fall des Verlustes des Original programmes.
Unerlaubtes Kopieren, Duplizieren, Verkaufen oder sonstiges Verteilen dieses Produktes ist
widerrechtlich.
SPEZIELLES EPROM-COPYRIGHT
Die CYBELEC DNC- und CNC-Einheiten in welchen die ursprüngliche CYBELEC-Software durch eine
nicht von CYBELEC erstellte Kopie ersetzt wurde ohne vorherige schriftliche Zustimmung von
CYBELEC verliert unverzüglich jeden Anspruch auf Garantieleistungen.
GARANTIE
CYBELEC gewährleistet nicht, dass ihre Software-Produkte in jedem Computer und in jedem
Programm-Umfeld einwandfrei funktionieren.
Leistungsbeschränkungen und technische Spezifikationen eines Softwarepaketes werden ausschliesslich
durch CYBELEC entschieden; CYBELEC allein ist befugt, über Konformität und Leistungsumfang einer
bestimmten Software zu entsch eid e n .
Die CYBELEC-Software ist nicht dafür ausgelegt, Inkompatibilitäten von Betriebssystem-Versionen
oder -Revisionen auszugleichen.
Die Anwendung von verschiedenen CYBELEC-Softwareversionen oder -Revisionen, oder das
Übergehen von einer Revision oder Version zur andern kann Datenverlust oder Veränderung von Daten
nach sich ziehen.
LIZENZVERTRAG SEITE III
Page 8
SOFTWARE-WARTUNGSDIENST
Der Kauf von CYBELEC-Software berechtigt den Benutzer, während eines Jahres neue SoftwareVersionen des Typs "Korrektur" zu beziehen.
Während des Gebrauchs einer revidierten oder korrigierten Software-Version kann es vorkommen, dass
Daten (Programme, Parameter etc.) verloren gehen oder dass die Anlage oder deren Anschlüsse geändert
werden müssen; solche Auswirkungen sind nicht immer voraussehbar und CYBELEC lehnt dafür jede
Verantwortung ab.
BEENDIGUNG DER VEREINBARUNG
Diese Vereinbarung wird automatisch beendet falls der L izenznehmer zahlungsunfähig wird, in einem
Konkursverfahren steht, wenn gegen ihn wegen Zahlungsunfähigkeit Prozess geführt wird oder seine
Güter gerichtlich beschlagnahmt werden, wenn er aus finanziellen Gründen unfähig ist, seine Geschäfte
ordnungsgemäss weiterzuführen, oder wenn sein Unternehmen aufgelöst wird.
CYBELEC hat das Recht, diese Vereibarung unverzüglich zu beenden falls eine der vorher genannten
Bedingungen durch den Lizenznehmer verletzt wird.
Innert 30 Tagen nach Beendigung dieser Vereinbarung kann der Lizenznehmer, nach seiner Wahl:
alle bestehenden Kopien der Software und dazugehöriges Material an CYBELEC oder deren
offiziellen Vertreter zurücksenden oder,
CYBELEC einen für CYBELEC zufriedenstellenden Beweis erbringen, dass das Original und
sämtliche Kopien vollständig und in jeder Form vernichte t worden sind.
BESCHRÄNKUNG DER HAFTUNG
Die in dieser Vereinbarung erwähnte Garantie ersetzt alle anderen in irgendeiner Form vereinbarten oder
stillschweigenden G arantien.
Der Lizenznehmer anerkennt, dass CYBELEC in keiner Weise haftet für Erwerbsausfall,
Ersparnisausfall, oder andere Konsequenzen die auf die Verwendung der Software, oder auf die
Unmöglichkeit deren Verwendung, zurückzuführen sind. Der Lizenznehmer anerkennt auch, dass
CYBELEC nicht für irgendwelche Schadenersatz- oder andere Klagen belangt werden kann, die von
einer Drittpartei gegen den Lizenznehmer erhoben werden.
CYBELEC haftet in keinem Falle für entstandene Schäden, auch nicht wenn CYBELEC auf die
Möglichkeit des Eintretens solcher Schäden aufmerksam gemacht worden ist.
CYBELEC garantiert nicht, dass die in der Software enthaltenen Funktionen die Bedürfnisse des
Lizenznehmers erfüllen. CYBELEC garantiert auch nicht, dass sich das Arbeiten mit dieser Software
vollständig fehlerfrei abspielen wird.
Sollte die Software fehlerhaft sein, so trägt der Lizenznehmer (und in keinem Falle CYBELEC oder
deren offizieller Händler oder Vertreter) die ganzen Kosten aller notwendigen Kundendienstleistungen,
Reparaturen oder Korrekturen.
CYBELEC garantiert, dass die Disketten, EPROMS oder sonstigen Datenträger auf welchen die
Programme geliefert werden fehlerfrei in Material und Ausführung sind, und zwar für eine Dauer von 90
Tagen unter normalem Gebrauch. Die Garantiezeit läuft ab dem Versanddatum, das aus der Kopie des
Lieferscheines ersichtlich ist.
SEITE IV LIZENZVERTRAG
Page 9
BESCHRÄNKUNG DER MASSNAHMEN ZUR MÄNGELBEHEBUNG
Mängelbehebung beschränken sich auf folgende Punkte:
Ersatz der Disketten, EPROMS oder sonstiger Datenträger, die der beschränkten CYBELEC-Garantie
nicht entsprechen, und die zusammen mit der Kopie des Lieferscheines an CYBELEC oder einen
offiziellen CYBELEC-Vertreter zurückgeschickt werden.
Falls CYBELEC oder ihr Vertreter nicht in der Lage ist, in Material und Ausführung fehlerfreie
EPROMS, Disketten oder sonstige Datenträger als Ersatz zu liefern, kann der Lizenznehmer die
vorliegende Vereinbarung unter den vorstehenden Bedingungen beenden, und der Wert wird dem Käufer
zurückbezahlt.
ALLGEMEINES
Der Lizenznehmer bestätigt, dass er diese Vereinbarung gelesen hat, sie versteht und er sich laut den
erwähnten Bedingungen verpflichtet.
Der Lizenznehmer erklärt sich damit einverstanden, CYBELEC von allen Verpflichtungen und jeder
Verantwortung für allfällige Schadenersatzklagen, die auf Nichtbeachten der vorliegenden Vereinbarung
zurückzuführen sind, zu entbinden. Dies gilt ebenfalls - aber nicht nur - für eventuelle Anwalts- und
Gerichtskosten.
Diese Lizenzvereinbarung ist dem Schweizer Recht unterstellt; Gerichtsstand ist Lausanne, Schweiz.
UNTERHALT
CYBELEC sichert den Unterhalt der Software während eines Jahres zu. Der Umfang dieses Unterhaltes
und die Reaktionszeit geschieht nach alleinigem Ermessen von CYBELEC. Normalerweise besteht der
Unterhalt aus der Korrektur von Programmfehlern, von Fehlern in der Dokumentation, und aus dem
Zurverfügungstellen eventueller neuer Softwareversionen, die während der Unterhaltsperiode
freigegeben werden.
CYBELEC verpflichtet sich auf keinen Fall, technischen Beistand zu leisten um Probleme oder
Schwierigkeiten zu beheben, die daraus entstanden sind, dass der Lizenznehmer die Lizenz-Software
eigenmächtig geändert hat. Vom Lizenznehmer durchgeführte Software-Änderungen geschehen auf
eigene Gefahr.
LIZENZVERTRAG SEITE V
Page 10

Diese Seite wurde absicht lic h lee r g e la ssen.
SEITE VI LIZENZVERTRAG
Page 11

21. Februar 2007 V. 1.2b
INHALTSVERZEICHNIS
SICHERHEITS- UND WARTUN G SVORSCHRIFTEN .......................................... ..........................I
LIZENZVERTRAG FÜR CYBELEC- SOFTWARE ...........................................................................III
EINFÜHRUNG .................................................................................................................................4
Sicherheit, Copyright und Lizenzvereinbarung ...................................................................4
DNC mit Windows operating system 4
Zweck dieses Handbuches .................................................................................................5
Installation der Software......................................................................................................6
Installation der Software......................................................................................................6
Typografische Konventionen...............................................................................................6
Definitionen..........................................................................................................................6
Quick Cursor(Nur auf ModEva)...........................................................................................8
SCHNELLEINFÜHRUNG.................................................................................................................10
Software verlassen 11
PROGRAMMIERUNG MIT L-ALPHA (2D) ......................................................................................12
Schrittweises Vorgehen.......................................................................................................13
Arbeitszone leeren 13
Einstellung des Stempels 14
Einstellung der Matrize 16
Wahl der Werkzeuge 17
Allgemeine Daten 19
Programmierung Schnitt 1 19
Programmierung Schnitt 2 20
Berechnung des Produktes 22
Biegebereich (Biegung 2D) 23
Achsenposition, andere Funktionen 24
DIREKTE PROGRAMMIERUNG (BIEGUNG NUM) .......................................................................27
Schrittweises Vorgehen.......................................................................................................28
Arbeitszone leeren 28
Allgemeine Daten 29
Wahl der Werkzeuge 30
Eingabe der Daten (1) 31
Eingabe der Daten (2) 32
QSMODEVA_DE.DOC INHALTSVERZEICHNIS SEITE 1
Page 12

BIEGUNG, TESTS UND KORREKTUREN..................................................................................... 35
3D-PROGRAMMIERUNG...............................................................................................................37
Herstellung des Produktes ................................................................................................. 37
Schrittweises Vorgehen...................................................................................................... 38
Arbeitszone leeren 38
SPEICHERN, SUCHEN EINES PRODUKTES............................................................................... 45
Speichern eines Produktes................................................................................................. 45
Suchen eines Produktes..................................................................................................... 46
Organisation der Speicher.................................................................................................. 50
SCHUTZ DER ZUGRIFFSEBENEN ...............................................................................................51
Allgemeine Informationen................................................ ............................................... ....51
Die Anwender ................................................ ..................................................................... 52
Zugriff über Passwort ......................................................................................................... 53
Zugriff auf Ebenen höher als 3........................................................................................... 54
Passwort ändern...................... ...........................................................................................55
Passwort vergessen 56
KURZBESCHREIBUNG DER SEITEN...........................................................................................59
Seite Menü..........................................................................................................................59
Seite Liste Produkte ........................................................................................................... 59
Seite Liste graphische Produkte......................................................................................... 60
Seite Produkte Suchen / Kriterien ...................................................................................... 60
Seite Übertragung .............................................................................................................. 60
Seite Stempelliste............................................................................................................... 61
Seite Matrizenliste .............................................................................................................. 61
Seite Stempel Programmierung ......................................................................................... 62
Seite Matrizen Programmierung......................................................................................... 62
Seite Willkommen............................................................................................................... 63
Seite Initialisierung.............................................................................................................. 63
Seite Maschinenparameter................................................................................................. 64
Seite Produkt Numerisch.................................................................................................... 64
Seite Werkzeugposition...................................................................................................... 65
Seite Kommentar................................................................................................................ 65
Seite Biegung Numerisch...................................................................................................66
Seite Biegung 2D................................................................................................................66
Seite Biegung 3D................................................................................................................67
Seite Biegung Funktion ...................................................................................................... 67
Seite Werkzeug Biegung.................................................................................................... 68
Seite Korrekturen................................................................................................................68
PC 1200 SOFTWARE..................................................................................................................... 69
PC-Schutzschlüssel............................................................................................................ 69
Installation PC 1200 ........................................................................................................... 72
INSTALLATION CYBELEC SOFTWARE........................................................................................ 75
Installation DNC Software .................................................................................................. 75
Installation DNC Software .................................................................................................. 76
Wenn die Tastatur der DNC nicht funktioniert: 76
SEITE 2 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 13

INDEX ..............................................................................................................................................77
INHALTSVERZEICHNIG SEITE 3
Page 14
EINFÜHRUNG
SICHERHEIT, COPYRIGHT UND LIZENZVEREINBARUNG
Die Sicherheitsvorschriften, Copyright und Lizenzvereinbarung befinden
sich am Anfang dieses Handbuches.
DNC MIT WINDOWS OPERATING SYSTEM
Die mit Windows ausgerüsteten DNCs von CYBELEC wurden werkseitig
mit einer Konfiguration installiert, welche speziell für die numerische
Steuerung gefertigt wurde (siehe technische Beschreibung).
Diese Konfiguration gewährleistet, dass sich ein Minimum von Dateien auf
der DNC befindet und daher die Programme mit maximaler Geschwindigkeit
ausgeführt werden können. Sie gewährleistet ebenfalls, dass die Drivers
korrekt sind und dass das Ganze ein optimales Funktionieren der
numerischen Steuerung garantiert.
Da Windows ein sehr offenes System ist wird empfohlen, an der WindowsInstallation keine Änderungen vorzunehmen und auch keine anderen
Programme zu installieren. Sie könnten dadurch das gute Funktionieren der
numerischen Steuerung beeinträchtigen.
Wenn Sie ein Netzwerk oder einen Drucker installieren wollen, wenden Sie
sich bitte an einen Spezia listen.
Denken Sie daran, dass die DNC mit einem Floppy-Laufwerk und USB-Port
ausgestattet ist und es sehr einfach, ja sogar verlockend ist, externe
Softwares, Utilities oder aus Spezialzeitschriften stammende Spiele zu
installieren.
CYBELEC lehnt im Fall einer Funktionsstörung der numerischen
Steuerung jede Verantwortung ab, wenn andere Programme
installiert worden sind oder die Originalkonfiguration verändert
wurde.
Wir erinnern Sie ebenfalls daran, dass die Windows-Umgebung mit Viren
befallen ist und dass äusserste Vorsicht geboten ist bei der Anwendung von
Daten oder Softwares externer Herkunft. Regelmässiges Speichern erlaubt
Ihnen eine sichere Aufbewahrung Ihrer Daten.
Wir bestätigen, dass unsere numerischen Steuerungen virusfrei
geliefert werden.
SEITE 4 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 15
ZWECK DIESES HANDBUCHES
Diese Bedienungsanleitung behandelt einige einfache Beispiele, welche ein
schnelles Erlangen der Programmierungskenntnisse erlauben.
Das Referenzhandbuch liefert zusätzliche Informationen zu diesem
Dokument.
Bemerkungen: In diesem Handbuch wird angenommen, dass die DNC für
die praktische Arbeit konfiguriert ist (d.h. alle Maschinenund Werkzeugparameter sind programmiert).
Dieses Handbuch beschreibt die Software-Version U3 oder
höher. Gewisse Abbildungen können möglicherweise nicht
mit früheren Versionen übereinstimmen.
Bestimmte Funktionalität in diesem H andbuch behandelte sind auf die
DNC 880S nicht verfügbar.
Dieses Handbuch kann weiterentwickelt werden. Als Anwender können Sie
uns dabei helfen. Ihre Bemerkungen und Vorschläge senden Sie bitte an:
CYBELEC S.A.
Dpt Communication
Rue des Uttins 27
CH-1401 Yverdon-les-Bains
Fax ++ 41 24 447 02 01
E-Mail: info
@cybelec.ch
EINFÜHRUNG SEITE 5
Page 16
INSTALLATION DER SOFTWARE
Siehe am Ende dieser Anleitung, Seite 69.
TYPOGRAFISCHE KONVENTIONEN
Arial fett Textauszüge, wie sie auf dem Bildschirm zu
sehen sind.
Arial fett kursiv Bezeichnet einen Ein- oder Ausgang der DNC.
Kursiv Verweis auf ein geschriebenes Element, einen
Abschnitt oder ein Handbuch.
Zum Beispiel: siehe Typografische
Konventionen.
Bezeichnet einen Doppeldruck auf die
Taste
.
DEFINITIONEN
In diesem Handbuch werden folgende Begriffe verwendet:
Wählen Dieser Begriff bezeichnet ein wahlweises
Vorgehen. Je nach Situation kann die Wahl auf
verschiedene Arten gemacht werden.
Um ein Feld zu aktivieren genügt es, das Feld
zu verlassen oder die Taste
drücken.
Das Wort "wählen" wird ebenfalls verwendet,
um auf eine spezifische Seite zu gelangen.
Pointieren Den Cursor an die beschriebene Stelle setzen.
Benützen Sie dazu die Cursortasten
Maus/Tracksensor Bedeutet Maus für einen PC,
Tracksensor für eine DNC.
Klick Linken Knopf des Tracksensors drücken.
Klick rechts Rechten Knopf des Tracksensors drücken.
Klick links/rechts Gleichzeitig linken und rechten Knopf des
Tracksensors drücken.
Rotierende Listen oder Felder mit Mehrfachwahl:
Sie sind violettfarbig und bedeuten, dass
mehrere Optionen verfügbar sind.
oder den Tracksensor.
(Enter) zu
SEITE 6 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 17
Die Wahl des Inhalts erfolgt durch Drücken der
Taste
oder durch rechten Mausklick.
Es erscheint ein Fenster mit der Liste der
verfügbaren Wahlen für dieses Feld.
Um die Wahl zu bestätigen:
- Geben Sie die Zahl ein, die neben der
Auswahl steht,
oder
- Setzen Sie den Cursor auf die Wahl und
drücken Sie die Taste
.
Es ist möglich, ohne das Auswahlfenster
anzuzeigen, eine Wahl nach der anderen
einzublenden indem die Taste gedrückt
wird.
Um zu bestätigen, verlassen Sie das Feld.
Menü Bezeichnet die Seite des Hauptmenüs, in welche
man durch Drücken der
Taste gelangt.
Man ruft auch ein Auswahlfenster "Menü
Menüname" auf, wenn eine der Tasten
bis gedrückt wird.
Funktionstasten Jedesmal wenn verlangt wird, auf eine der
Funktionstasten
bis zu drücken,
erscheint das entsprechende Menü.
Normalerweise wird der Name der Funktionstaste verwendet. Zum Beispiel: PRODUKT
drücken bezeichnet die Taste
.
Schnellaktivierung Um dem Bediener seine Arbeit zu erleichtern,
speichert die DNC die letzte in einem Menü
gemachte Wahl.
Um eine Option eines Menüs schneller zu
aktivieren genügt es dann, einen Doppelklick
auf einer Funktionstaste auszuführen (z.B.:
), um die zuletzt gewählte Seite direkt zu
aktivieren.
Für weitere Informationen, siehe gleichen Abschnitt im Referenzhandbuch.
EINFÜHRUNG SEITE 7
Page 18
QUICK CURSOR(NUR AUF MODEVA)
Funktionen:
1) Erlaubt ein schnelles Bewegen und Positionieren des Cursors in den
verschiedenen Feldern der angezeigten Seite.
Verfahren:
Den Drehknopf im Uhrzeigersinn oder entgegen dem Uhrzeigersinn dre hen.
Der Cursor bewegt sich von Feld zu Feld, in der Seite von oben nach unten
und von links nach rechts oder umgekehrt.
2) Ermöglicht den Seitenwechsel.
Verfahren:
Den Drehknopf drücken und in diesem Zustand im Uhrzeigersinn oder
entgegen dem Uhrzeigersinn drehen. Im Uhrzeigersinn ents pricht der
Funktion "nächste Seite" und entgegen dem Uhrzeigersinn der Funktion
"vorherige Seite".
3) Erlaubt, ein Fenster eines Feldes mit Mehrfachwahl zu öffnen und eine
Option zu wählen.
Beispiel: Wahl des Werkstoffes
SEITE 8 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 19
Verfahren:
Den Cursor auf ein Feld mit Mehrfachwahl setzen.
Den Knopf drücken und wieder loslassen. Das Mehrfachwahl-Fenster öffnet
sich. Den Cursor mit Hilfe des Drehknopfes auf die gewünschte Option
setzen und erneut drücken um zu wählen.
4) Bewegung der elektrischen Achsen im manuellen Modus.
Verfahren:
Die DNC in den manuellen Modus bringen. Den Cursor auf das Feld der
Achse setzen, welche zu bewegen ist. Den Knopf drücken und im gedrückten
Zustand drehen. Im Uhrzeigersinn entspricht einer positiven Bewegung und
umgekehrt. Eine leichte Drehung bewegt die Achse langsam und eine starke
Drehung bewegt sie schnell.
Um die Achse anzuhalten, den Knopf wieder loslassen.
EINFÜHRUNG SEITE 9
Page 20
SCHNELLEINFÜHRUNG
Dieses Kapitel beschreibt anhand einiger einfacher Beispiele verschiedene
Anwendungsweisen Ihrer DNC.
Programmierung mit L-Alpha.
Diese Verfahrensweise ist die schnellste und in der Werkstatt am
häufigsten angewendete, wenn der Bediener ab Papierzeichnung
selbst ein Produkt herstellen muss.
Direkte Programmierung.
Diese Programmierungsart wird oft angewendet für einfache Produkte
oder durch Bediener, welche auf herkömmlichen Abkantpressen ohne
numerische Steuerungen gearbeitet haben.
Diese Seite ist sehr bedienerfreundlich, denn er hat auf einem einzigen
Bildschirm alle Informationen und Felder, die zur Programmierung
seines Produktes erforderlich sind.
3D-Programmierung.
Diese Programmierungsart erlaubt dem Anwender, die Konstruktion
seines Produktes in 3D zu visualisieren. Dieser Modus ermöglicht
ebenfalls kompliziertere Konstruktionen und Änderungen als im
2D-Modus.
Wir gehen in diesem Teil davon aus, dass alle notwendigen Werkzeuge
sowie die Maschinenparameter schon programmiert worden sind.
Zugriffsebenen Wir nehmen an, dass der Bediener weiss, wie er auf Ebene 1 zugreifen kann.
Sollte dies nicht der Fall sein, siehe Kapitel Schutz der Zugriffsebenen weiter
hinten in diesem Handbuch.
Die Bildschirme dieses Handbuches wurden mit der PC 1200 Windows
Software erfasst. Die Bildschirme der ModEva und DNC 880S sind jedoch
identisch, ausser dem Windows-Aspekt.
Erinnerung:
Sie finden die Übereinstimmung zwischen den Tasten der DNC und jenen
einer PC-Tastatur im Referenzhandbuch 2D unter Externe Tastatur.
Dieses Vorgehen zeigt dem Bediener einen zu befolgenden Arbeitsablauf an,
eine von CYBELEC empfohlene Programmierungsmethode welche erlaubt,
anhand des Beispiels das Funktionieren der Software gleichzustelle n.
Falls Sie weitere Informationen benötigen, entnehmen Sie diese bitte dem
Referenzhandbuch 2D und/oder gegebenenfalls dem Referenzhandbuch 3D,
welches jedes ein Inhaltsverzeichnis und einen detaillierten Index beinhaltet,
die das Auffinden des gewünschten Begriffs erleichtern.
SEITE 10 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 21
SOFTWARE VERLASSEN
Es ist jederzeit möglich, die Arbeit zu beenden, nachdem der aktuelle
Zustand gespeichert wurde. Hingegen muss auf ein korrektes Verlassen der
Software geachtet werden, indem man die Seite MENÜ
Taste BEENDEN drückt.
Gleicher Vorgang auf PC, oder Tasten + drücken von
irgendeiner Seite aus.
aufruft und die
SCHNELLEINFÜHRUNG SEITE 11
Page 22
PROGRAMMIERUNG MIT L-ALPHA (2D)
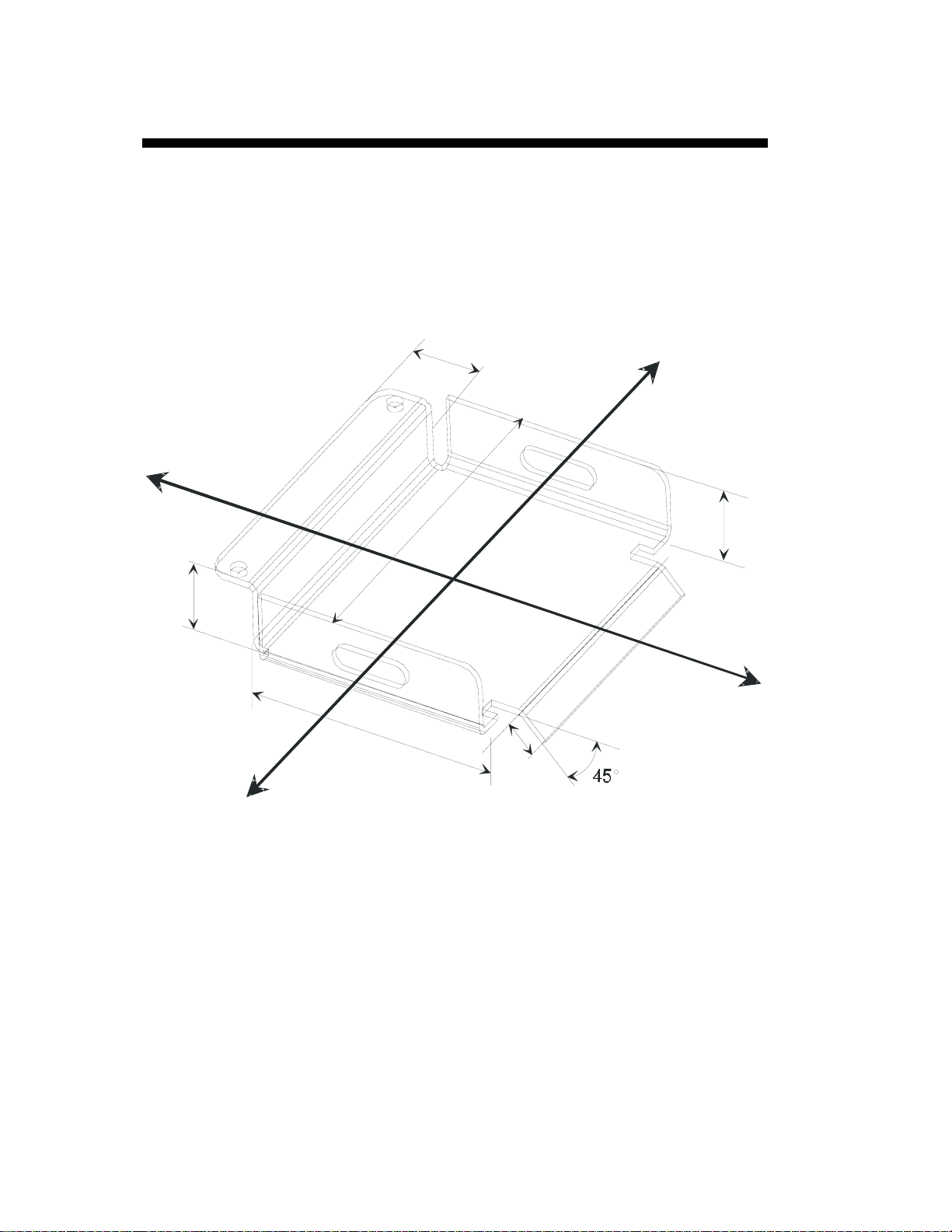
Dieses Kapitel beschreibt anhand eines konkreten Beispiels, wie ein Produkt
mit der L-Alpha Methode programmiert wird (Länge-Winkel).
Diese Verfahrensweise ist einfach und schnell und erlaubt eine Anzeige des
Produktes in 2D, was normalerweise genügt, wenn dieses in der Werkstatt
programmiert wird.
Das im Beispiel verwendete Produkt enthält 2 Schnitte (Profile), aber das
Verfahren ist identisch für einen oder mehrere Schnitte.
3
0
.
0
0
.
0
0
2
45.0
40.0
1
5
0
.
0
Zuerst werden die Seitenflügel mit den abgerundeten Langlöchern aus
Schnitt 1 gefertigt. So kann ein Stempel mit der gleichen Länge wie für
Schnitt 2 verwendet werden.
Das Produkt wird aus 2 mm starkem ST37-Stahl ausgeführt.
2
0
.
0
SEITE 12 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 23
SCHRITTWEISES VORGEHEN
ARBEITSZONE LEEREN
Der Anwender muss den Arbeitsspeicher leeren, bevor ein neues Produkt
erzeugt wird.
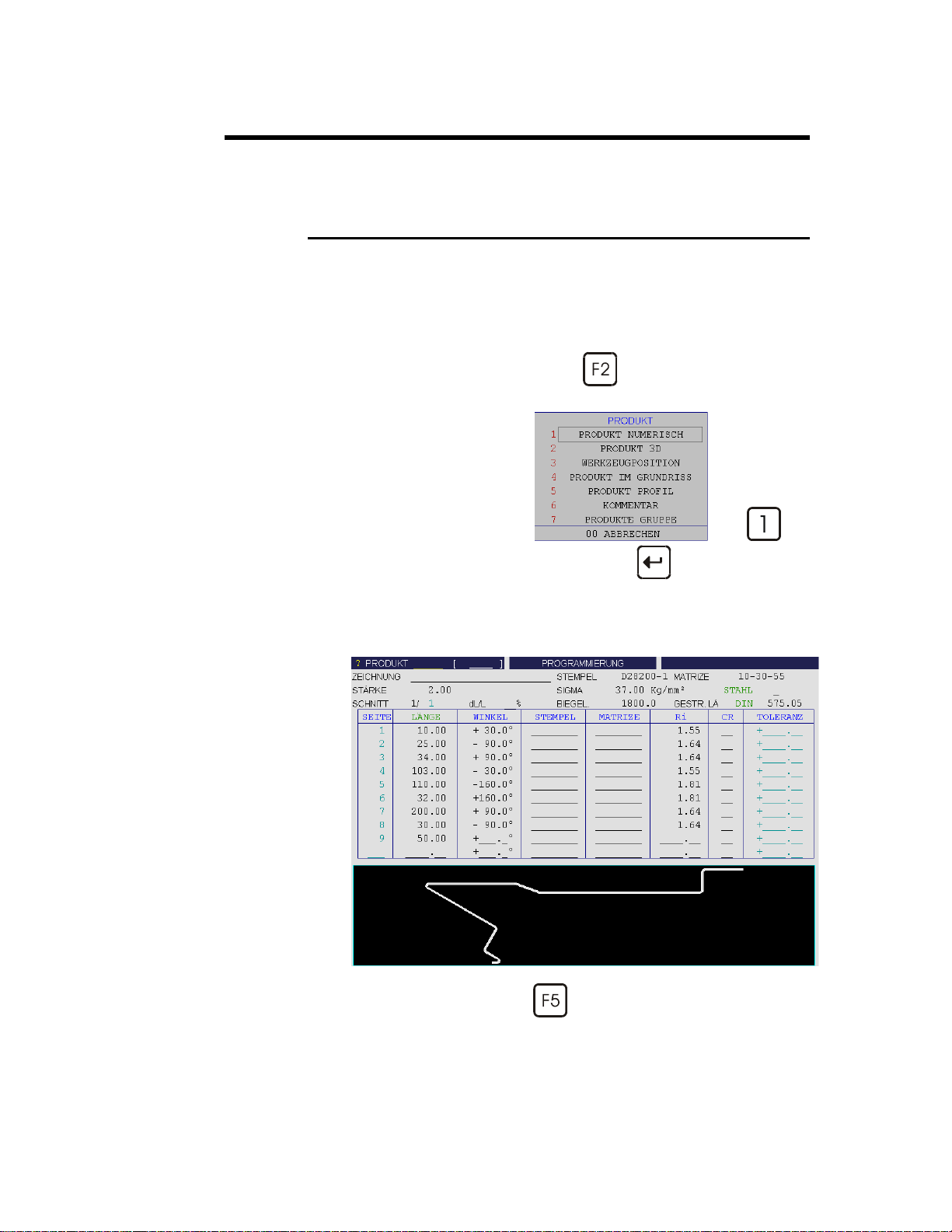
Die Seite PRODUKT NUMERISCH aufrufen, welche die
Dateneingabe im L-Alpha Modus erlaubt.
Arbeitszone für ein
neues Produkt frei
machen
Die Funktionstaste PRODUKT
PRODUKT NUMERISCH wählen. Dazu die neben der Auswahl
stehende Zahl eingeben
oder den Cursor auf die Wahl setzen und
oder Klick auf die Wahl.
Die untenstehende Abbildung zeigt die Seite PRODUKT NUMERISCH an,
welche ein vorhergehendes Produkt enthält.
drücken.
Taste
drücken
Die Taste AKTIONEN
PROGRAMMIERUNG MIT L-ALPHA SEITE 13
drücken.
Page 24
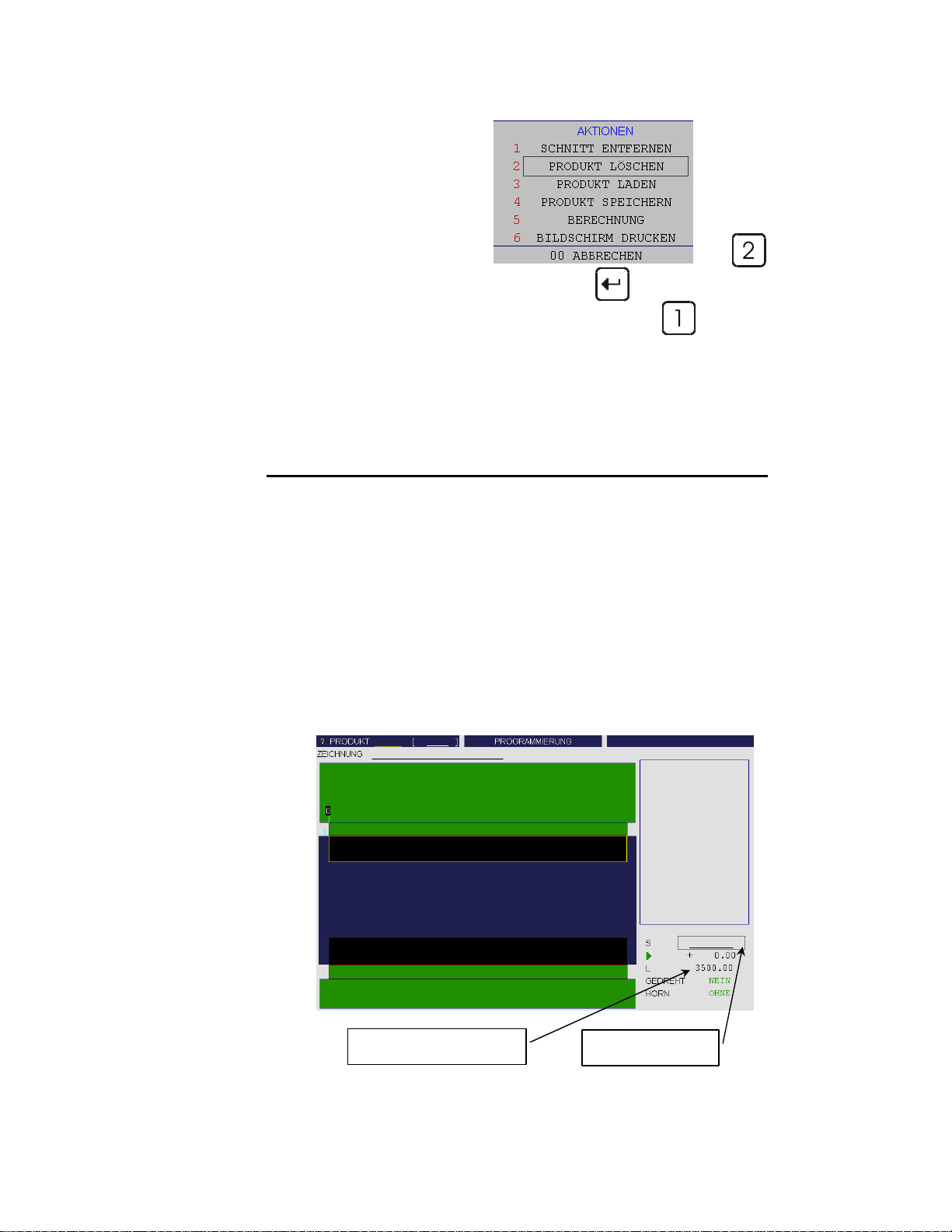
PRODUKT LÖSCHEN wählen. Dazu die neben der Auswahl
Einstellung des
Stempels
stehende Zahl eingeben
oder den Cursor auf die Wahl setzen und
oder Klick auf die Wahl, und dann BESTÄTIGEN (
Dieser Vorgang löscht nur die Daten des Arbeitsspeichers. Das heisst, dass
das sich möglicherweise im Arbeitsspeicher befindliche Produkt nicht
verlorengeht, wenn es vorgängig gespeichert wurde.
drücken
EINSTELLUNG DES STEMPELS
Dieses Kapitel sowie auch das folgende Einstellung der Matrize sind
optional, wenn im 2D Modus programmiert wird.
Es ist interessant sie zu durchlaufen, denn die Seite WERKZEUG-
POSITION erlaubt, verschiedene Arbeitsplätze zu bestimmen und somit
dem Bediener, die Montage der Werkzeuge zu visualisieren.
Wenn die Werkzeugmontage nicht wichtig ist, überspringen Sie diese beiden
Kapitel. Die Definition der Werkzeuge wird direkt in der Seite PRODUKT
NUMERISCH ausgeführt (Seite, in der Sie sich in diesem Stadium des
Vorgangs noch befinden).
Die Seite WERKZEUGPOSITION durch Drücken der
Funktionstaste PRODUKT aufrufen und WERKZEUGPOSITION
wählen.
Taste
).
Fenster ohne jegliche
Werkzeugauswahl
SEITE 14 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Feld L (total verfügbare Länge)
Auswahlfeld: S oder M
Page 25
Versichern Sie sich, dass im rechten Fenster ein Stempel oder/und der
Buchstabe S angez eigt ist (Auswahlfeld).
Wenn eine Matrize oder der Buchstabe M angezeigt wird, wechseln
Einstellung des
Stempels
Sie mit der Taste
.
Auf der Frontansicht erscheint das gewählte Werkzeug in dunkelblau.
Cursor auf Feld S setzen und Taste
drücken, um das Menü
AUSWAHL-LISTE für die Stempel zu öffnen.
Den gewünschten Stempel wählen durch Eingabe der daneben-
stehenden Zahl mit 2 Ziffern. Beispiel: 01 für 1, 02 für 2, usw...
oder
Den Cursor auf die Wahl setzen und mit Taste
bestätigen
oder
Klick auf die gewünschte Wahl.
Feld
ändern durch Eingabe eines Wertes der gleich ist wie die
Hälfte des Feldes L minus die Hälfte der Werkzeuglänge, was dem
Mittelpunkt der Maschine entspricht, auf welcher der Stempel
eingebaut wird. (In unserem Beispiel: 3500/2 – 195/2 = 1652.5 mm).
Feld L durch Eingabe des Wertes 195 mm ändern, welcher der
gewünschten Werkzeuglänge enspricht. In der Vorderansicht
erscheint das gewählte Werkzeug in dunkelblau.
Stempel in der Mitte
der Maschine platziert
PROGRAMMIERUNG MIT L-ALPHA SEITE 15
Page 26
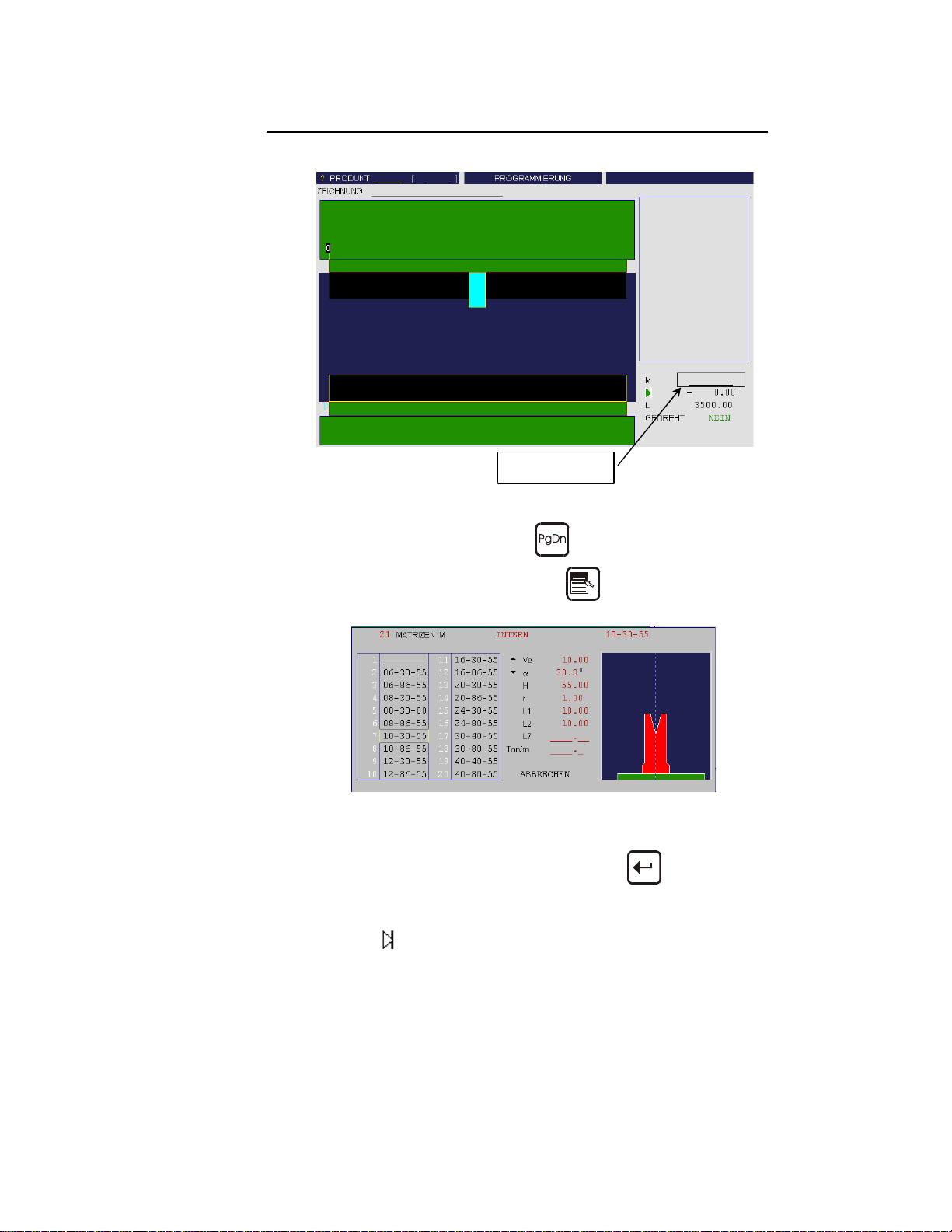
EINSTELLUNG DER MATRIZE
Einstellung der Matrize
Fenster mit StempelAuswahl aber ohne
Matrize
Gleiche Bemerkung wie für Einstellung des Ste mpels.
Auf der Seite WERKZEUGPOSITION bleiben.
Gewünschte Matrize mit Taste
Cursor auf Feld M setzen und Taste
die Matrizenwahl zu öffnen.
Die gewünschte Matrize wählen durch Eingabe der daneben-
stehenden Zahl mit 2 Ziffern. Beispiel: 01 für 1, 02 für 2, usw...
oder
Den Cursor auf die Wahl setzen und mit Taste
oder
Klick auf die gewünschte Wahl.
Auswahlfeld: M
wählen.
drücken, um das Menü für
bestätigen
Feld
Feld L durch Eingabe des Wertes 195 mm ändern, welcher der
SEITE 16 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
ändern durch Eingabe eines Wertes der gleich ist wie die
Hälfte des Feldes L minus die Hälfte der Werkzeuglänge, was dem
Mittelpunkt der Maschine entspricht, auf welcher die Matrize
eingebaut wird. (In unserem Beispiel: 3500/2 – 195/2 = 1652.5 mm).
gewünschten Werkzeuglänge enspricht.
Page 27
Einstellung der Matrize
Endmontage der
Werkzeuge
Fenster mit Auswahl
des Stempels und der
Matrize
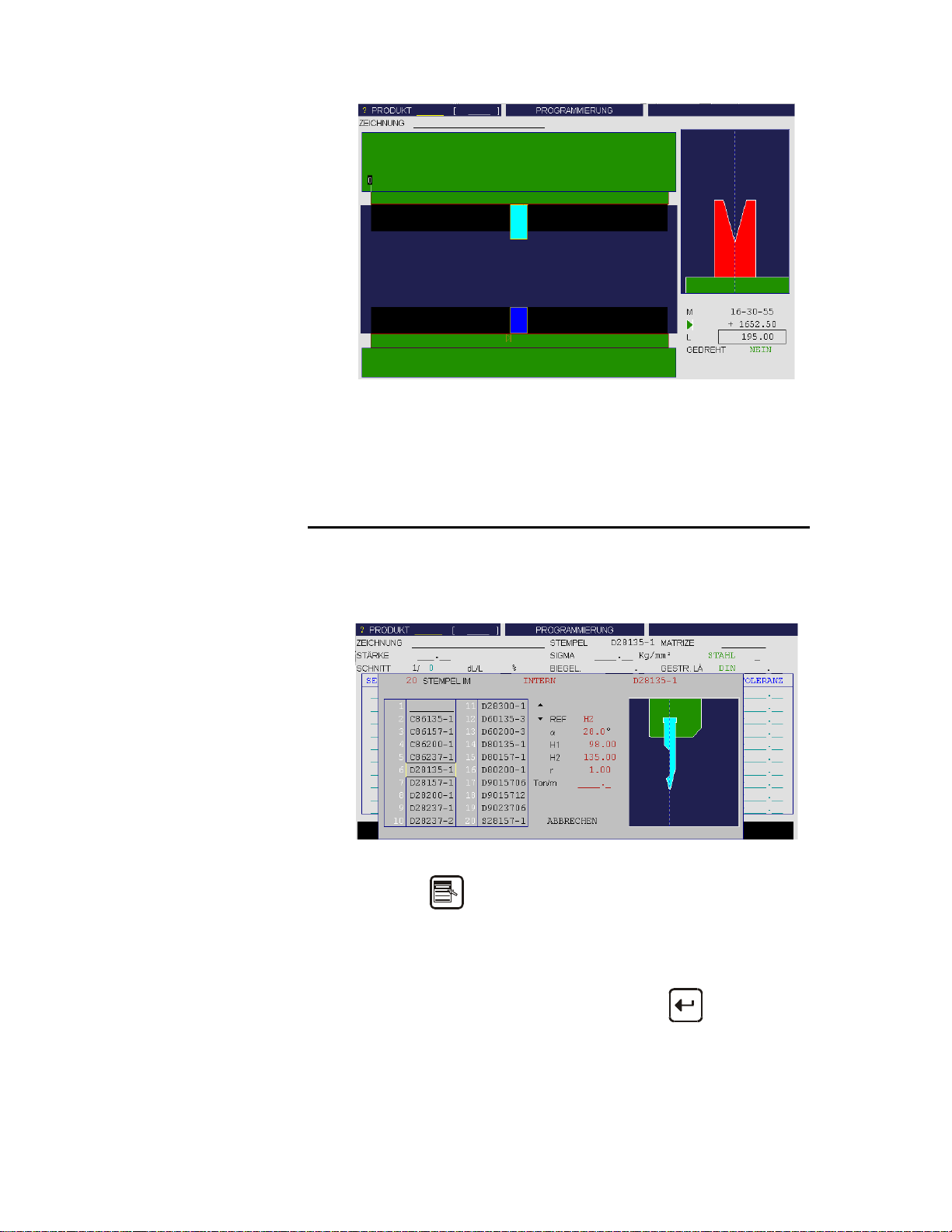
WAHL DER WERKZEUGE
Auf Seite PRODUKT NUMERISCH zurückkommen über das Menü
PRODUKT.
Wie weiter oben vermerkt, können Sie die Werkzeuge direkt in der Seite
PRODUKT NUMERISCH definieren, wenn deren Position nicht
unentbehrlich ist.
Wahl der Werkzeuge
Cursor ins Feld STEMPEL (oberes Bildschirmfeld)*.
Taste
anzuzeigen.
Das gewünschte Werkzeug wählen durch Eingabe der daneben-
stehenden Zahl mit 2 Ziffern. Beispiel: 01 für 1, 02 für 2, usw...
oder
Den Cursor auf die Wahl setzen und mit Taste
oder
Klick auf die gewünschte Wahl.
oder Klick rechts, um die AUSWAHL-LISTE
bestätigen
PROGRAMMIERUNG MIT L-ALPHA SEITE 17
Page 28

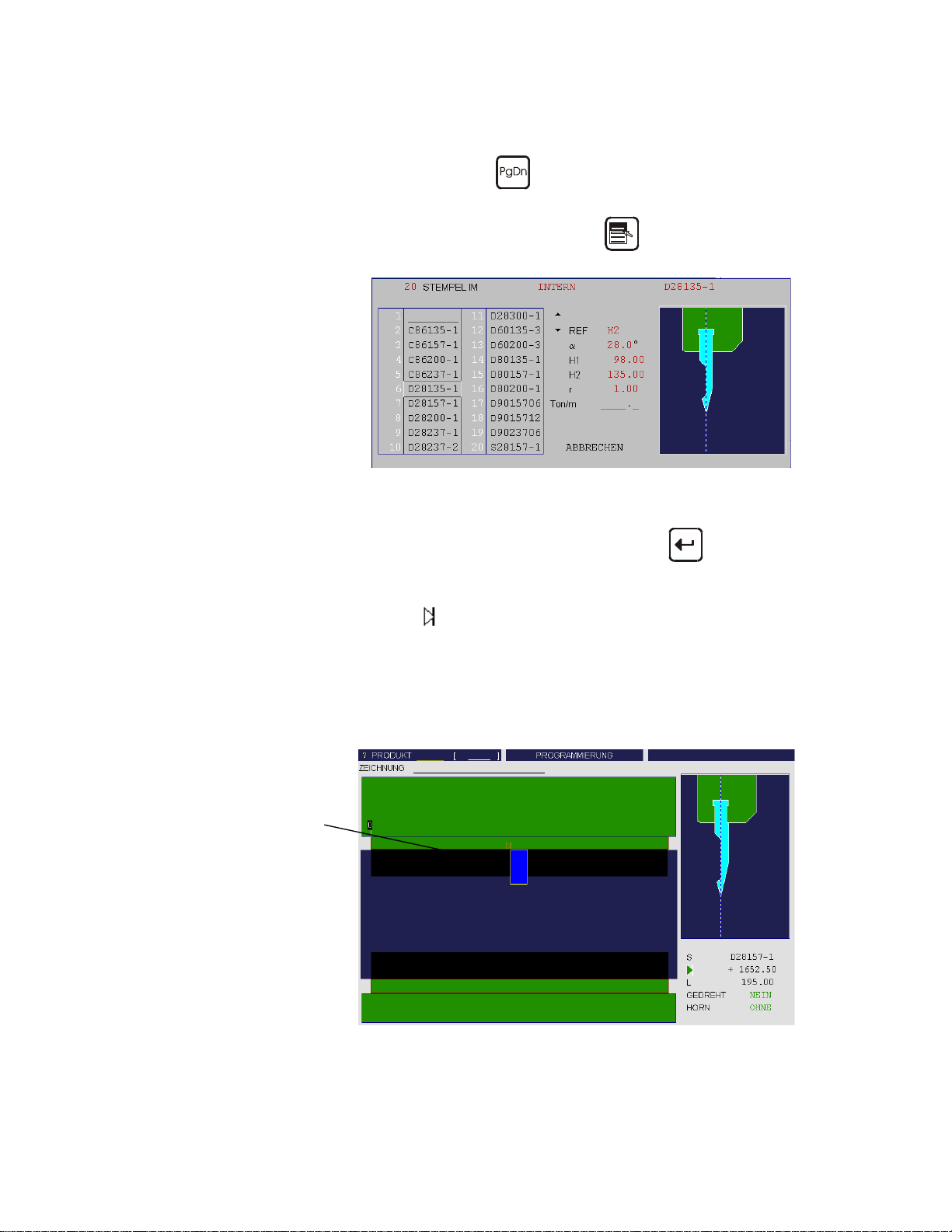
Bemerkung: Jedes Fenster enthält 20 Werkzeuge. Es ist möglich, in die 20
nächsten oder vorhergehenden Werkzeuge zu gelangen durch
Betätigen der Tasten
beziehungsweise .
Jede Datenbank (Stempel und Matrizen) i st auf 200
Werkzeuge begrenzt.
Man kann auch das Ende der Liste aufrufen, indem man den
Wert 999 eingibt, oder den Anfang der Liste durch Eingabe
von 001.
Gleiches Verfahren mit der MATRIZE.
Bemerkung: Es ist möglich, die gleiche Auswahl und auf die gleiche
Weise zu machen in der Seite WERK. BIEGUNG, was eine
Ansicht des Werkzeugprofils und der Hauptdaten erlaubt.
* Die Felder STEMPEL und MATRIZE im oberen Bildschirmfeld
bezeichnen das allgemeine Werkzeug für die Berechnung des Produktes.
Wird ein Produkt über die Seite PRODUKT NUME RISCH programmiert,
ist die Eingabe dieser beiden Informationen obligatorisch.
Die Spalten STEMPEL und MATRIZE im Bild erlauben, ein anderes
Werkzeug für eine bestimmte Biegung zu spezifizieren.
In der Seite BIEGUNG NUMERISCH, befinden sich wiederum ein Feld
STEMPEL und ein Feld MATRIZE.
Wenn das Produkt über die Seite PRODUKT NUMERISCH programmiert
wurde, werden diese Felder leer oder teilweise programmiert sein, wenn in
den jeweiligen Bildspalten der Seite PRODUKT NUMERISCH Produkte
eingegeben worden sind. Diese Felder entsprechen effektiv denen des Bildes.
(Siehe auch Kapitel Direkte Programmierung (BIEGUNG NUM) weiter
hinten in diesem Handbuch).
SEITE 18 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 29

ALLGEMEINE DATEN
Eingeben:
- den Stempel
- die Matrize
- das Sigma/Material
- den Materialtyp
- die Biegelänge
PROGRAMMIERUNG SCHNITT 1
Den Cursor ins Feld STÄRKE setzen und die Stärke des verwendeten
Materials eingeben.
Den Cursor ins Feld SIGMA setzen und die Stärke/mm² des
verwendeten Materials eingeben. (z.B.: Stahl = 37 Kg/mm²).
Die rotierende Liste auf STAHL lassen.
Den Cursor ins Feld BIEGEL. setzen und die Biegelänge des
Produktes eingeben (1. Schnitt = 150.0 mm).
Die Abmessungen der Flächen sind in externem Mass nach DIN angegeben.
Siehe Referenzhandbuch 2D, Kapitel Gestreckte Länge.
45.0
45.0
Bei der Dateneingabe mit der L-Alpha Methode genügt es, das Profil an
einem der äussersten Enden zu "beginnen" und der Reihe nach die Werte
jeder Fläche und jedes Winkels anzugeben. Der letzten Fläche entspricht
kein Winkel.
Bemerkung: Wie in der folgenden Abbildung dargestellt, zeichnet sich das
90.0°
45.0
90.0°
Profil von Schnitt 1 automatisch in Abhängigkeit der eingegebenen Daten (Länge und Winkel), der Innenradius wird
also automatisch berechnet. Ebenfalls wird die gestreckte
Länge berechnet.
200.0
200.0
200.0
45.0
90.0°
45.0
90.0°
PROGRAMMIERUNG MIT L-ALPHA SEITE 19
Page 30

Schnitt 1
Automatisch gezeichnetes Profil
Vorgehen:
Den Cursor ins erste Feld der Spalte LÄNGE setzen und den Wert 45
eingeben, welcher der ersten Länge entspricht.
Den Cursor ins erste Feld der Spalte WINKEL setzen und den Wert
90° eingeben, welcher dem ersten Biegungswinkel entspricht.
Den Cursor ins zweite Feld d er Spalte LÄNGE setzen und den Wert
200 eingeben, welcher der zweiten Länge entspricht.
Den Cursor ins zweite Feld d er Spalte WINKEL setzen und den Wert
90° eingeben, welcher dem zweiten Biegungswinkel entspricht.
Den Cursor ins dritte Feld der Spalte LÄNGE setzen und den Wert
45 eingeben, welcher der letzten Länge vor dem Produktrand
entspricht.
Tipp: Zuerst alle Längen eingeben und dann alle Winkel. Diese Verfahrensweise
ist viel schneller.
PROGRAMMIERUNG SCHNITT 2
Die Definition der Biegerichtung geschieht durch Umkehren des Winkelzeichens, die Wahl der Seite hingegen kann beliebig sein, muss aber für das
ganze Produktprofil konstant bleiben.
30.0
-90.0°
40.0
90.0°
150.0
Oder
30.0
90.0°
-90.0°
150.0
SEITE 20 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
-135.0°
20.0
135.0°
20.0
Page 31

Schnitt 2
Vorgehen:
In der Seite PRODUKT NUMERISCH bleiben.
Den Cursor ins Feld SCHNITT setzen, den Wert 2 eingeben und das
Feld verlassen. Dies initia lisi ert automatisch eine neue Seite fü r die
Programmierung von Schnitt 2.
Den Cursor ins Feld BIEGEL. setzen und die Biegelänge (200) für
diesen Schnitt eingeben.
Den Cursor ins erste Feld der Spalte LÄNGE setzen und den Wert 30
eingeben, welcher der ersten Länge entspricht.
Den Cursor ins erste Feld der Spalte WINKEL setzen und den Wert
90° eingeben, welcher dem ersten Biegungswinkel entspricht.
Den Cursor ins zweite Feld der Spalte LÄNGE setzen und den Wert
40 eingeben, welcher der zweiten Länge entspricht.
Den Cursor ins zweite Feld der Spalte WINKEL setzen und den Wert
-90° eingeben, welcher dem zweiten Biegungswinkel entspricht.
Den Cursor ins dritte Fe ld der Spalte LÄNGE setzen und den Wert
150 eingeben, welcher der dritten Länge entspricht.
Den Cursor ins dritte Fe ld der Spalte WINKEL setzen und den Wert
135° eingeben, welcher dem dritten Biegungswinkel entspricht.
Den Cursor ins vierte Feld der Spalte LÄNGE setzen und den Wert
20 eingeben, welcher der letzten Länge vor dem Produktrand
entspricht.
Bemerkung: Wie in der vorhergehenden Abbildung dargestellt, zeichnet
sich das Profil von Schnitt 2 automatisch in Abhängigkeit
der eingegebenen Daten (Länge und Winkel), der Innenradius wird also automatisch berechnet. Ebenfalls wird die
gestreckte Länge berechnet.
PROGRAMMIERUNG MIT L-ALPHA SEITE 21
Page 32

Berechnung der
gestreckten Längen
BERECHNUNG DES PRODUKTES
In der Seite PRODUKT NUMERISCH bleiben.
BERECHNUNG wählen im Menü AKTIONEN.
Die Meldung BERECHNUNG... erscheint im interaktiven Feld in
der oberen rechten Ecke des Bildschirms.
Die Daten in den Feldern GESTR. L. DIN (gestreckte Länge des
Bleches) und Ri (Radius intern) erscheinen.
Bemerkung: Wenn vergessen wird die Taste BERECHNUNG zu
drücken, wird die Berechnung automatisch ausgeführt,
sobald man in eine andere Seite übergeht.
Diese Funkt ion ist anzuwenden für frühere Software-
Versionen als U2.
SEITE 22 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 33

Suchen des
Biegebereichs
BIEGEBEREICH (BIEGUNG 2D)
Die Seite BIEGUNG 2D aufrufen (Menü BIEGUNG).
Im Feld SIMUL. die Option OHNE PROG. BIEGUNG wählen.
BIEGEFOLGE SUCHEN wählen im Menü AKTIONEN.
Die Meldungen SIMULATION LÄUFT..., und darauf
BERECHNUNG... erscheinen im interaktiven Feld in der oberen
rechten Ecke des Bildschirms.
Anschliessend kann die Sequenzreihenfolge mittels der Tasten
Pg Dn
und
In dem soeben programmierten Beispiel kann festgestellt werden, dass das
Suchen des Biegebereichs zuerst den Schnitt 1 platziert hat und dann den
Schnitt 2.
Der Bediener hat die Möglichkeit den Biegebereich zu ändern (siehe das
diesem Thema gewidmete Kapi tel im Referenzhandbuch 2D) oder von der
Software zu verlangen, spezifische Kriterien zu respektieren wi e etwa
Minimum Drehungen oder Umdrehungen. Dazu verweisen wir auf das
Referenzhandbuch 2 D, Kapitel Simulationskriterien.
Falls die Software keine Lösung findet, muss der Biegebereich von Hand
eingegeben werden.
Siehe Biegebereich im Referenz-Handbuch 2D.
visualisiert werden.
PROGRAMMIERUNG MIT L-ALPHA SEITE 23
Page 34

ACHSENPOSITION, ANDERE FUNKTIONEN
Menü BIEGUNG, Seite BIEGUNG NUMERISCH.
Man kann feststellen, dass die Achsenposition, die Presskraft, die
Bombierung und gegebenenfalls der Rückzug, der obere Totpunkt (je
nachdem, wie die Maschinenparameter festgelegt sind) automatisch
berechnet sind. Diese Werte können vom Bediener neu programmiert
werden.
Der Bediener kann seinen Bedürfnissen entsprechend ändern:
OT
RÜCKZUG H.
ANSCHL.
ÜBERGANG EG-KG
PRESSZEIT
BIEGE-
GESCHWINDIGKEIT
ABSTAND
KRIECHGANG
den oberen Totpunkt. Nicht programmiert,
steigt der Stössel bis zum maximalen oberen
Totpunkt auf.
den Rückzug des Hinteranschlages.
den Umschaltpunkt
(Eilgang - Biegegeschwindigkeit).
die Auspresszeit.
die Biegegeschwindigkeit im Abwärtsgang
oder während der Aufstiegsphase bis zum
Klemmpunkt.
erlaubt zu bestimmen, dass nur ein Teil (in %)
des Aufstiegs zwischen dem unteren Totpunkt
und dem Klemmpunkt im Kriechgang
ausgeführt wird. Der weitere Aufstieg erfolgt
im Eilgang.
Zusätzliche Erklärungen befinden sich im Referenzhandbuch 2D.
Um das Produkt auszuführen, siehe Kapitel Biegung, Tests und Korrekturen,
Seite 35.
SEITE 24 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 35

Diese Seite wurde absicht lic h lee r g e la ssen.
PROGRAMMIERUNG MIT L-ALPHA SEITE 25
Page 36

Page 37

DIREKTE PROGRAMMIERUNG (BIEGUNG NUM)
Diese Programmierungsart wird oft angewendet für einfache Produkte oder
durch Bediener, welche auf herkömmlichen Abkantpressen ohne numerische
Steuerungen gearbeitet haben.
Diese Seite ist sehr bedienerfreundlich, denn er hat auf einem einzigen
Bildschirm alle Informationen und Felder, die zur Programmierung seines
Produktes erforderlich sind.
SCHNITT 1
SCHNITT 2
40.0
0
.
0
0
2
3
0.
0
45.0
1
5
0
.
0
2
0
.
0
Die Biegefolge wird durch den Bediener gewählt, da er jede Biegung direkt
programmiert.
In diesem Beispiel werden zuerst die Seitenflügel gefertigt mit den Langlöchern, welche im Schnitt 1 enthalten sind, um so einen Stempel verwenden
zu können mit identischer Länge wie für Schnitt 2.
Das Produkt wird aus 2 mm starkem ST37-Stahl ausgeführt.
DIREKTE PROGRAMMIERUNG SEITE 27
Page 38

SCHRITTWEISES VORGEHEN
ARBEITSZONE LEEREN
Der Anwender muss den Arbeitsspeicher leeren, bevor ein neues Produkt
erzeugt wird.
Seite BIEGUNG NUMERISCH aufrufen.
Die Funktionstaste BIEGUNG
BIEGUNG NUMERISCH wählen. Dazu die neben der Auswahl
stehende Zahl eingeben
Taste
oder den Cursor auf die Wahl setzen und
oder Klick auf die Wahl.
Die Taste AKTIONEN
PRODUKT LÖSCHEN wählen. Dazu die neben der Auswahl
drücken.
:
drücken,
drücken.
stehende Zahl eingeben
Taste
oder den Cursor auf die Wahl setzen und
oder Klick auf die Wahl, und dann BESTÄTIGEN.
SEITE 28 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
:
drücken,
Page 39

Arbeitszone für ein
neues Produkt frei
machen
ALLGEMEINE DATEN
Eingeben:
- das Sigma/Material
- den Materialtyp
Dieser Vorgang löscht nur die Daten des Arbeitsspeichers. Das heisst, dass
das sich möglicherweise im Arbeitsspeicher befindliche Produkt nicht
verlorengeht, wenn es vorgängig gespeichert wurde.
Den Cursor ins Feld STÄRKE setzen und die Stärke des verwendeten
Materials eingeben.
Den Cursor ins Feld SIGMA setzen und die Stärke/mm² des
verwendeten Materials eingeben. (z.B.: Stahl = 37 Kg/mm²).
Bemerkung: Diese Daten sowie die Werkzeuge müssen obligatorisch
programmiert sein (siehe folgende Seite).
DIREKTE PROGRAMMIERUNG SEITE 29
Page 40

WAHL DER WERKZEUGE
Wahl der Werkzeuge
In der Seite BIEGUNG NUMERISCH bleiben.
Cursor ins Feld STEMPEL.
Taste
anzuzeigen.
Das gewünschte Werkzeug wählen durch Eintippen der daneben-
stehenden Zahl mit 2 Ziffern. Beispiel: 01 für 1, 02 für 2, usw...
oder
Den Cursor auf die Wahl setzen und mit Taste
oder
Klick auf die gewünschte Wahl.
Auf gleiche Weise verfahren mit der MATRIZE.
Bemerkung: Es ist möglich, die gleiche Auswahl und auf die gleiche
oder Klick rechts, um die AUSWAHL-LISTE
bestätigen
Weise zu machen in der Seite WERK. BIEGUNG (via
Menü BIEGUNG) was eine Ansicht des Werkzeugprofils
und der Hauptdaten erlaubt.
SEITE 30 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 41

EINGABE DER DATEN (1)
Die gebräuchlichste Art der Dateneingabe ist die Programmierung in der
Seite BIEGUNG NUMERISCH:
der gewünschte Winkel (die Tiefe Y wird automatisch berechnet in
Abhängigkeit der Werkzeuge und des schon programmierten
Materials). Man kann jedoch die Daten Y1 / Y2 direkt eingeben, ohne
den Winkel zu programmieren.
die Realposition des Anschlages.
die der gegenwärtigen Sequenz eigenen Daten (oberer Totpunkt,
Biegelänge und, wenn nötig, Anschlagtyp, Rücklauf, Presszeit, usw.).
Man sieht unten den Bildschirm mit de n Werten für diese zwei Biegungen.
Die obige Seite zeigt, wie die 2 Flügel mit den Langlöchern zu
programmieren sind (Schnitt 1).
Da es sich um zwei identische Biegungen handelt, wird das Feld CY mit 2
programmiert. Den Winkel auf 90° programmieren, die Achse X auf ihren
absoluten Wert (43.00) und die Biegelänge eingeben (150).
Die Presskraft und die Bombierung werden automatisch berechnet.
Selbstverständlich kann der Bediener diese Werte nach Belieben ändern.
Der Bediener kann zudem seinen Bedürfnissen entsprechend ändern:
OT
RÜCKZUG H.
ANSCHL.
ÜBERGANG EG-KG
PRESSZEIT
BIEGE-
GESCHWINDIGKEIT
ABSTAND
KRIECHGANG
den oberen Totpunkt. Nicht programmiert,
steigt der Stössel bis zum maximalen OT auf.
den Rückzug des Hinteranschlages.
den Umschaltpunkt
(Eilgang - Biegegeschwindigkeit).
die Auspresszeit.
die Biegegeschwindigkeit im Abwärtsgang
oder während der Aufstiegsphase bis zum
Klemmpunkt.
erlaubt zu bestimmen, dass nur ein Teil (in %)
des Aufstiegs zwischen dem unteren Totpunkt
und dem Klemmpunkt im Kriechgang ausgeführt wird. Der weitere Aufstieg erfolgt im
Eilgang.
DIREKTE PROGRAMMIERUNG SEITE 31
Page 42

EINGABE DER DATEN (2)
Tipp Die vorhergehende Programmierung (obiges Kapitel Eingabe der Daten (1))
erfordert vom Bediener, die Blechstärke vom Aussenmass des Produktes
abzuziehen.
Hier wird ein Tipp beschrieben, der die Programmierung erleichtert.
Natürlich ist er begrenzt, in Abhängigkeit des Produktes und der
angeordneten Biegefolge.
Dieser Tipp besteht darin, die Aussenmasse im Feld X des Hinteranschlages
einzugeben und eine konstante negative Korrektur zu programmieren, die
(annähernd, nach Ihren Erfahrungen, den Werkzeugen und des Materials) der
Materialstärke für das ganze Produkt entspricht.
Diese Verfahrensweise wird nachfolgend beschrieben.
Seite BIEGUNG NUMERISCH, gleiche Bemerkung wie unter dem
vorangehenden Bildschirm, ausser dass X mit dem Aussenmass
programmiert wurde, wie oben erklärt. (45)
Diese Sequenz führt die Biegung der beiden Flügel von 45.0 mm mit
den Langlöchern aus.
Um die folgende Sequenz herzustellen, auf die Taste AKTIONEN
drücken und BIEGUNG KOPIEREN wählen.
Man kann feststellen, dass alle Daten auf die zweite Sequenz kopiert
worden sind.
Den ersten Flügel des zweiten Schnittes eingeben, d.h. X = 30.00.
Ändern des Feldes CY = 1 oder nicht programmiert.
Die Biegelänge ändern (BIEGEL. = 200) und gegebenenfalls die
anderen Felder, je nach Ihren Bedürfnissen.
Auf die Taste AKTIONEN drücken und BIEGUNG KOPIEREN
wählen.
SEITE 32 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 43

X = 40.00 programmieren.
Auf die Taste AKTIONEN drücken und BIEGUNG KOPIEREN
wählen.
Für die letzte Biegung WINKEL = 135.0° und X = 20.00 eingeben.
Die Seite KORREKTUREN aufrufen (Taste
In der Spalte PRODUKT den vom Aussenmass abzuziehenden
Wert eingeben, um eine korrekte Anschlagposition zu erreichen
(im Allgemeinen einen der Materialstärke naheliegenden Wert).
In unserem Beispeil: minus 2.00 mm.
).
DIREKTE PROGRAMMIERUNG SEITE 33
Page 44

Diese Seite wurde absichtlich leer gelassen.
SEITE 34 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 45

BIEGUNG, TESTS UND KORREKTUREN
In diesem Kapitel wird die Verfahrensweise erörtert , um ein Produkt
auszuführen. Sie ist lediglich dazu bestimmt, die Benutzung einer
Numerischen Steuerung zu erklären.
Die Test- und Einstellungsvorgänge können in der vom Bediener bestimmten
Reihenfolge durchgeführt werden.
In die halbautomatische Betriebsart übergehen
Wenn nötig, auf die erste Sequenz gehen mittels der Tasten
oder
Die Taste Start
zu positionieren.
Die Biegung ausführen mit einem Testprodukt.
Den erhaltenen Flügel und Winkel messen.
In Seite KORREKTUREN wechseln oder bleiben.
.
drücken, um die Achsen an der ersten Sequenz
.
Wenn nötig, den Flügel korrigieren für die laufende Biegung (in
unserem Beispiel wird eine Korrektur von X = - 0.10 angenommen).
Erinnerung: In der obigen Bildschirmseite entspricht die Korrektur von
-2.00 mm der im Kapitel Eingabe der Daten (2)
programmierten Materialstärke.
Den Cursor ins Feld WINKEL, Spalte BIEGUNG setzen und den
gemessenen Winkel eingeben (hier 93.0°). Die Software wird
automatisch die notwendige Korrektur berechnen (-0.292, sichtbar in
den Feldern Y1, Y2, Spalte BIEGUNG).
Siehe auch Referenzhandbuch 2D unter Korrekturen.
Eine zweite Testbiegung durchführen (auf der gleichen Sequenz mit
einem zweiten Testprodukt). Wenn nötig, von neuem korrigieren.
Je nach Material, Maschineneinstellung und Genauigkeit der eingegebenen Daten, können 2 oder 3 Korrekturen notwendig sein für eine
Biegung, was als normal betrachtet werden kann.
BIEGUNG, TESTS UND KORREKTUREN SEITE 35
Page 46

Wenn die laufende Biegung richtig eingestellt ist:
In die folgende Sequenz übergehen mittels der Taste
Korrigieren wie vorher beschrieben.
Wenn alle Biegungen des Produktes korrekt sind:
Pg Dn
.
In die automatische Betriebsart
Arbeitsseite auswählen:
⇒ BIEGUNG NUMERISCH
⇒ BIEGUNG 2D
⇒ BIEGUNG 3D für 3D Softwares
übergehen und die gewünschte
SEITE 36 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 47

3D-PROGRAMMIERUNG
HERSTELLUNG DES PRODUKTES
Dieses Kapitel beschreibt anhand eines konkreten Beispiels, wie ein Produkt
mit der 3D-Programmiermethode programmiert wird (nur auf den ModEva
Softwares mit 3D verfügbar).
Im folgenden Beispiel werden wir das gleiche Produkt ausführen wie in den
vorhergehenden Seiten, d.h.:
Programmierung mit L-Alpha (2D) und Direkte Programmierung
(BIEGUNG NUM).
Volumenbeispiel des
Produktes
Die Definitionen der verschiedenen Piktogramme, denen Sie im Laufe dieser
Seiten begegnen werden, sind im Referenzhandbuch 3D, im Abschnitt
Definition der Piktogramme beschrieben.
3D-PROGRAMMIERUNG SEITE 37
Page 48

SCHRITTWEISES VORGEHEN
ARBEITSZONE LEEREN
Der Anwender muss den Arbeitsspeicher leeren, bevor ein neues Produkt
erzeugt wird.
Es stehen 3 Möglichkeiten zur Verfügung:
1. Über die Seite BIEGUNG NUMERISCH (siehe Arbeitszone leeren).
2. Über die Seite PRODUKT NUMERISCH (siehe Arbeitszone leeren)
3. Über die nachstehende Methode:
• Di e Se ite PRODUKT 3D aufrufen.
• Die Funktionstaste MENÜ
• PRODUKT 3D wählen. Dazu die neben der Auswahl stehende Zahl
eingeben
oder den Cursor auf die Wahl setzen und
oder Klick auf die Wahl.
• Die Taste AKTIONEN
• PRODUKT LÖSCHEN wählen. Dazu die neben der Auswahl stehende
drücken.
: Taste ,
drücken,
drücken.
Zahl eingeben
oder den Cursor auf die Wahl setzen und
oder Klick auf die Wahl, und dann BESTÄTIGEN.
SEITE 38 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
: Taste ,
drücken,
Page 49

Löschen des
Arbeitsspeichers
Eingabe der
Produktdaten
Dieser Vorgang löscht nur die Daten des Arbeitsspeichers. Das heisst, dass
das sich möglicherweise im Arbeitsspeicher befindliche Produkt nicht
verlorengeht, wenn es vorgängig gespeichert wurde.
Feld: PRODUKTDATEN
• Klick auf das Feld PRODUKTDATEN.
• Die Werte STÄRKE und SIGMA eingeben in den entsprechenden
Feldern. (2.00 und 37).
• MATERIAL eingeben: Klick rechts, um die rotierende Liste zu öffnen.
• STEMPEL und MATRIZE eingeben gemäss der schon erwähnten
Methode (siehe Wahl der Werkzeuge) in diesem Dokument.
• Klick auf BEENDEN um die gewählten Werte zu bestätigen.
Das Programm kehrt zum vorhergehenden Fenster zurück. Um fortzufahren,
Taste
drücken und ÄNDERN 1S wählen oder Taste ,
oder ÄNDERN 2S oder Taste
.
3D-PROGRAMMIERUNG SEITE 39
Page 50

Erstellung des
Basiselementes
Aktuelle Wahl:
ÄNDERN 2S
Unterschied zwischen den zwei Funktionen:
ÄNDERN 1S: Zeigt das Produkt im Plan-Modus (2D).
ÄNDERN 2S: Zeigt das Produkt im Plan-Modus und im axonometrischen
Modus (3D).
Axonometrischer
Modus
Plan-Modus
• Klick auf . Das rote Rechteck daneben (rechts) leuchtet auf, was
beweist, dass die Funktion aktiv ist.
• Das Basisrechteck erscheint im Plan-Modus im Arbeitsfenster sowie
auch im axonometrischen Modus. Das Diagramm und die Masstabelle
passen sich an.
• Die Masse A und B eingeben. In unserem Beispiel: 150 und 200.
SEITE 40 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 51

Eine Fläche
anfügen
Eine zweite Fläche
anfügen
• Klick auf
bestätigt, dass die Funktion aktiv ist.
• Auf das Grundrisssegment klicken, wo die Fläche angefügt werden
muss.
• Die Flächenhöhe anpassen: Wert des Feldes A (45.00). Der vorbesetzte
Winkelwert ist 90°. Der Innenradius ist schon berechnet.
. Das rote Rechteck daneben (rechts) leuchtet auf, was
Die gleiche Funktion ist immer noch aktiv.
• Klick auf das untere Segment, wo die zweite Fläche angefügt werden
soll.
• Der Wert A ist gespeichert worden und wird automatisch der neuen
Fläche zugeordnet.
3D-PROGRAMMIERUNG SEITE 41
Page 52

Eine dritte Fläche
anfügen
Die gleiche Funktion ist immer noch aktiv.
• Klick auf das linke Segment, wo die dritte Fläche angefügt werden soll.
• Der Wert A ist gespeichert worden und wird automatisch der neuen
Fläche zugeordnet. Das Feld A mit einem neuen Wert ändern: 40.00.
Eine vierte Fläche
anfügen
Die gleiche Funktion ist immer noch aktiv.
• Klick auf das linke Segment, wo die vierte Fläche angefügt werden soll.
• Der Wert A ist gespeichert worden und wird automatisch der neuen
Fläche zugeordnet. Das Feld A mit einem neuen Wert ändern: 30.00,
und ebenfalls den Winkelwert auf – 90.0° ändern.
SEITE 42 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 53

Die letzte Fläche
anfügen
Die Konstruktion
kontrollieren
Die gleiche Funktion ist immer noch aktiv.
• Klick auf das rechte Segment, wo die letzte Fläche angefügt werden soll .
• Der Wert A ist gespeichert worden und wird automatisch der neuen
Fläche zugeordnet. Das Feld A mit einem neuen Wert ändern: 20.00,
und ebenfalls den Winkelwert auf – 135.0° ändern.
Das Produkt ist nun fertiggestellt.
Das Produkt im Volumenmodus visualisieren.
Taste
Um in den Konstruktionsmodus zurückzukehren:
Taste
3D-PROGRAMMIERUNG SEITE 43
drücken und dann Taste .
drücken und dann Taste .
Page 54

Diese Seite wurde absichtlich leer gelassen.
SEITE 44 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 55

SPEICHERN, SUCHEN EINES PRODUKTES
SPEICHERN EINES PRODUKTES
Das Speichern eines Produktes kann von allen Seiten aus vorgenommen
werden, welche oben im Bildschirm das Feld PRODUKT enthalten.
Die DNC in den Programmierungs-Modus
Den Cursor ins Feld PRODUKT setzen und die Speicherungsnummer
eingeben (1 bis 89'999).
PRODUKT SPEICHERN wählen im Menü AKTIONEN.
Wenn die Meldung EXISTIERT erscheint, dann ist diese
Produktnummer schon vergeben.
ABBRECHEN und eine andere Nummer wählen
oder
BESTÄTIGEN, um das bestehende Produkt zu vernichten.
Seite Produktliste Wenn Sie diesen Speichervorgang auszuführen wünschen und dabei eine
Gesamtansicht der existierenden Produkte habe n wollen:
setzen.
Die Seite PRODUKTLISTE aufrufen mit der Taste MENÜ
und dort die Option PRODUKTLISTE wählen.
Im Feld ZEICHNUNG eine eventuelle Referenz eingeben.
Falls die Speicherung des Produktes anderswo als im internen
Speicher gewünscht wird, den Cursor ins Feld INTERN setzen in
PRODUKTE UND GRUPPEN IN ...
die Liste anzuzeigen und die gewünschte Auswahl einzugeben.
SPEICHERN, SUCHEN EINES PRODUKTES SEITE 45
oder Klick rechts, um
Page 56

Den Cursor ins Feld PRODUKT setzen und die Speicherungsnummer
eingeben (1 bis 89'999).
Die Taste AKTIONEN drücken.
Die Option SPEICHERN drücken.
Die Meldung SPEICHERT... erscheint im interaktiven Feld in der
oberen rechten Ecke des Bildschirms.
Anschliessend erscheint die Nummer des gespeicherten Produktes in
der Liste.
Siehe auch nächstes Kapitel sowie Aktive Peripherien und Produktverwaltung
im Referenzhandbuch 2D.
SUCHEN EINES PRODUKTES
Schnellverfahren
L Diese Methode ist erst ab Version W2 gültig.
Von irgendeiner Seite aus, welche das Feld PRODUKT anzeigt:
Den Cursor in das Feld PRODUKT setzen.
Rechter Mausklick oder die Taste
Das folgende Fenster wird angezeigt:
Die Produkte sind ursprünglich in aufsteigender Reihenfolge nach
Produktnummer aufgelistet.
Um sie zu durchlaufen, den Cursor in die Tabelle setzen und mit den
drücken.
Tasten
SEITE 46 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
oder verschieben.
Page 57

Sortieren:
aufsteigend /
absteigend
Um das Produkt zu laden: Klick oder Taste
Um in absteigender Reihenfolge aufzulisten:
den Cursor auf den Titel der Spalte setzen und Klick links
drücken.
Um ein Produkt zu
suchen:
oder Taste
Die Reihenfolge ist umgekehrt (der rote Pfeil ist nach oben gedreht ).
drücken.
Um nach Zeichnungsnamen oder Datum zu sortieren, gleich
verfahren in den Titeln der entsprechenden Spalten (ZEICHNUNG
oder DATUM).
Den Cursor in der Tabelle in die gewünschte Spalte setzen und dort
die Produktnummer, den Zeichnungsnamen oder das gesuchte Datum
eingeben.
Ihre Eingabe wird in der letzten Zeile angezeigt (in weiss), und der
Cursor positioniert sich auf die erste Zeile der Tabelle. Die Namen
sind in aufsteigender Reihenfolge sortiert, der erste entsprechend auf
der ersten Zeile.
Für weitere Erklärungen verweisen wir auf das Referenzhandbuch 2D.
SPEICHERN, SUCHEN EINES PRODUKTES SEITE 47
Page 58

Standard-Methode
Falls das Produkt anderswo als im internen Speicher gesucht werden
soll, den Cursor ins Feld INTERN setzen in PRODUKTE UND
GRUPPEN IN ...
oder Klick rechts, um die Liste anzuzeigen und die gewünschte
Auswahl einzugeben.
Den Cursor in der Liste auf die Nummer des gewünschten Produktes
setzen und Taste
oder
Den Cursor ins Feld PRODUKT setzen, die Numm er des Produktes
eingeben und PRODUKT LADEN über das Menü AKTIONEN
wählen.
Das Produkt befindet sich jetzt im Arbeitsspeicher (seine Nummer
wird im Feld PRODUKT angezeigt).
Wenn Sie die Nummer des zu suchenden Produktes kennen (vorausgesetzt,
dass es sich in der aktiven Peripherie befindet), können Sie ein Produkt in
allen Seiten suchen, welche das Feld PRODUKT oben links im Bildschirm
anzeigen.
Zu diesem Zweck:
Die Nummer des Produktes im Feld PRODUKT eingeben.
PRODUKT SUCHEN wählen im Menü AKTIONEN.
drücken
SEITE 48 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 59

Grafische Methode
Vorgehen:
Mit Taste
grafische Produkte aufrufen (Taste
Das obige Fenster wird angezeigt und erlaubt Ihnen, die Produkte zu
suchen.
Die Funktionen
durchzulaufen.
Die Produktauswahl ist identisch mit jener der Standard-Methode.
in die Seite MENÜ gehen und die Seite Liste
).
und erlauben, die Liste der grafischen Produkte
SPEICHERN, SUCHEN EINES PRODUKTES SEITE 49
Page 60

ORGANISATION DER SPEICHER
Dieses Kapitel ist dazu bestimmt , die wichtigsten Elemente für das
Funktionieren der DNC zu liefern. Zusätzliche Inform ationen über die
Speicher wollen Si e bitte dem Referenzhandbuch entnehmen.
Die Numerische Steuerung enthält mehrere Speicher. Wenn der Bediener ein
Produkt programmiert oder den Inhalt eines Produktes ändert, dann tut er
dies in einem Arbeitsspeicher, manchmal auch Pufferspeicher genannt.
Der Arbeitsspeicher ist nicht flüchtig, das heisst, wenn Sie die DNC
ausschalten, bleiben die Daten des laufenden Produktes gespeichert, bis sie
durch ein anderes Produkt ersetzt oder gelöscht werden.
Flop p y
INT E R NAL
Arbeitsspeicher
oder
Pufferspeicher
ENC
Network
Es ist nicht notwendig, das im Arbeitsspeicher programmierte Produkt zu
speichern, sofern dieses nicht mehr von Nutzen ist, wenn das Produkt einmal
gefertigt wurde.
Normalerweise wird das Produkt nur gespeichert, wenn es für eine spätere
Verwendung aufbewahrt werden soll.
Man erkennt ein nicht gespeichertes Produkt im Arbeitsspeicher daran, dass
das Feld PRODUKT leer ist.
Die ENC verfügt ebenfalls über einen Speicher, welcher eine Kopie des sich
im Arbeitsspeicher befindlichen Produktes enthält. Diese Kopie wird an die
ENC übertragen beim Umschalten in halbautomatische oder automatische
Betriebsart.
Ein weiterer, wiederum zur DNC gehörender Speicher, ist die Floppy Disk.
Normalerweise wird die Floppy Disk für das Speichern (Backup) wichtiger
Produkte, der Werkzeuge oder der Maschinenparameter verwendet.
Man benützt dazu die Seite Übertragung.
Obwohl ein Produkt direkt auf Floppy gesucht oder gespeichert werden kann,
wird dies wegen der Zugriffsgeschwindigkeit nur sehr selten ausgeführt.
Zusätzliche Speicher können jene sein, die der Anschluss an ein Netzwerk
bietet.
Wenn normal konfiguriert, speichert und sucht die DNC ihre Produkte immer
im INTERNEN Speicher. Es ist möglich, ihr einen anderen vorbesetzten
Speicher zuzuteilen (siehe Aktive Peripherien im Referenzhandbuch).
SEITE 50 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 61

SCHUTZ DER ZUGRIFFSEBENEN
ALLGEMEINE INFORMATIONEN
Wir werden in den Handbüchern also immer von einer (virtuellen)
Schlüsselposition sprechen, wie z.B.: "Stellung des Schlüssels auf 3".
Ebenen Es bestehen 4 Zugriffsebenen, von 0 bis 3.
0 = Programmierung untersagt.
1 = Erstellung, Korrektur, Änderung, Speichern, Löschen, Übertragen eines
(oder mehrerer) Produkte(s).
2 = Erstellung, Korrektur, Änderung, Speichern, Löschen, Übertragen der
Werkzeuge.
3 = Programmierung, Änderung und Übertragen der Maschinenparameter.
Zugriff Man gelangt in diese Ebenen durch Drücken der Tasten
Alt
+ ,
Bemerkung: Die numerische Taste vor der Alt-Taste loslassen.
Die Schlüsselposition wird in Form eines kleinen Piktogramms unten rechts
im Bildschirm angezeigt.
Beim Übergang in eine nicht erlaubte Ebene, wird eine Änderung des
Passwortes verlangt.
Sobald das Passwort eingegeben ist, kann man in den unteren oder gleich der
erlaubten Ebenen herum "navigieren" ohne das Passwort neu einzugeben.
Der Übergang in Ebene 0 bewirkt, dass die Passwortabfrage neu initialisiert
wird.
Anwender Verschiedene Anwender sind vorbestimmt. E in Anwender ist nicht eine
physische Person im eigentlichen Sinn, sondern es können dies z.B. alle
Bediener sein, die befugt sind, auf der Maschine zu arbeiten.
Jeder vorbestimmte Anwender besitzt sein eigenes Passwort und eine
Höchstebene, die er erreichen kann. Siehe auch Tabelle der Anwender,
Zugriff und Passwörter weiter unten.
Passwort Gewisse Anwender können ihr eigenes Passwort ändern. Bei anderen
hingegen kann es nur durch einen Anwender geändert werden, der einen
höherstehenden Zutritt hat.
Eigenschaften Das Passwort kann aus alphanumerischen Zeichen gebildet sein, wenn eine
solche Tastatur verfügbar ist. Sonst nur aus numerischen Zeichen.
Passwortverlust Bei Passwortverlust muss ein Anwender einer höheren Ebene das Passwort
neu programmieren.
Alt
+ ,
Alt
+ oder
Alt
+ .
SCHUTZ DER ZUGRIFFSEBENEN SEITE 51
Page 62

DIE ANWENDER
Tabelle der Anwender, Zugriff und Passwörter.
Ebene Namen der
vorbestimmten
Anwender
1
2
3
4 WSSUPER OK OK 3 817 Werkstattchef beim
5 MACHMAN NO OK 3 Diensttechniker des
6 MACHMAN0 OK OK 3 Verantwortlicher der
Ein vorbestimmter Anwender kann mehreren Personen "gegeben" werden.
Ebene 1 (EUL 1) zum Beispiel an alle Personen, die Zugriff auf die Maschine haben.
Es wird empfohlen, nach dem Einbau der Maschine das vorbesetzte Passwort von Ebene 4
(WSSUPER Workshop supervisor = Werkstattchef)
und von Ebene 3 (EUL3 Bediener mit Zugriffserlaubnis auf Ebene 3) zu ändern, denn die Passwörter
befinden sich in diesem Handbuch.
EUL1 NO NO
EUL2 NO NO
EUL3 NO NO
Ändern des
persönlichen
Passwortes
Ändern der
Passwörter
der Unter-
geordneten
Ebene
virtueller
Schlüssel
1
2
3
Vorbesetztes
Passwort
111 Bediener mit Zugriffs-
222 Bediener mit Zugriffs-
333 Bediener mit Zugriffs-
Anwender normalerweise
zugeteilt an:
erlaubnis auf Ebene 1
erlaubnis auf Ebene 2
erlaubnis auf Ebene 3
Maschinenanwender
Maschinenherstellers
Techniker beim
Maschinenhersteller
SEITE 52 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 63

ZUGRIFF ÜBER PASSWORT
Beim Starten der Software befindet sich der virtuelle Schlüssel immer auf 0.
Wenn der Bediener eine der Kombinationen
+ , oder
wählt, erscheint die folgende Meldung:
Ebene 1
Passwort
oder 2 oder 3
je nach
Tastenkombination
Das Passwort eingeben.
Taste
drücken.
Die erlaubte Ebene wird im unteren rechten Kästchen des Bildschirms
angezeigt.
Sonst erscheint eine Meldung mit dem Hinweis, dass der Anwender
nicht zugriffsberechtigt ist.
Hat er die Berechtigung einmal erlangt , kann de r Be diener zwischen den ihm
erlaubten Ebenen wechseln, ohne dass die Passwortabfrage neu erscheint.
Zum Beispiel kann ein Anwender mit Zugriff auf Ebene 3 sich zwischen den
Ebenen 1, 2 und 3 bewegen, ohne sein Passwort neu eingeben zu müssen.
Wenn Ebene 0 aktiviert ist, wird beim Zugriff auf irgendeine der Ebenen die
Passworteingabe neu verlangt.
Diese Aufforderung wird ebenfalls erscheinen, wenn der Anwender in eine
höhere Ebene übergeht (von 0 auf 1, von 1 auf 2, von 2 auf 3, usw.) und er
dazu keine Zugriffsberechtigung hat.
Ratschlag Wenn Sie auf Ebene 3 übergegangen sind, gehen Sie nach Ihrer Intervention
auf Ebene 0. Damit wird vermieden, aus Versehen unerwünschte Änderungen
zu machen.
SCHUTZ DER ZUGRIFFSEBENEN SEITE 53
Page 64

ZUGRIFF AUF EBENEN HÖHER ALS 3
Gewisse Anwender haben Zugriff auf Ebenen höher als 3, was ihnen unter
anderem erlaubt, die Passwörter zu ändern.
Um die Berechtigungen zu kennen, siehe Tabelle der Anwender, Zugriff und
Passwörter.
Die Tastenkombination
+
drücken.
Die folgende Meldung erscheint:
Ändern der Schlüsselposition
Anwender WSSUPER
Passwort
Bestätigen
Abbrechen
Passwort vergessen
Passwort ändern
Die gewünschte Anwender-Ebene wählen (siehe Tabelle).
Dazu den Cursor ins Feld Anwender setzen und Taste
drücken, Ihre Wahl treffen und mit
bestätigen.
Den Cursor ins Feld Passwort setzen, das der gewünschten Ebene
entsprechende Passwort eingeben und mit Taste bestätigen.
Die DNC begibt sich auf Ebene 1. Der Bediener kann sich zwischen
den Ebenen 1 und 3 bewegen, ohne sein Passwort neu eingeben zu
müssen.
Wenn es ihm seine Zugriffsebene erlaubt, kann er die Prozedur der
Passwortänderung aufrufen (siehe nächsten Abschnitt).
Am Ende der Intervention nicht vergessen, auf Ebene 0 zu gehen um
die laufende Ebene zu verlassen.
SEITE 54 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 65

PASSWORT ÄNDERN
Es ist möglich, die zugeteilten vorgegebenen Passwörter zu ändern.
Gewisse Anwender können dies für sich selbst tun, andere nicht. Um die
Berechtigungen zu kennen, siehe Tabelle der Anwender, Zugriff und
Passwörter weiter oben.
Vorgehen:
Die Tastenkombination
+
drücken.
Die folgende Meldung erscheint:
Ändern der Schlüsselposition
Anwender WSSUPER
Passwort
Bestätigen
Abbrechen
Passwort vergessen
Passwort ändern
Sich mindestens als WSSUPER einlogen.
Sein Passwort eingeben.
Auf Passwort ändern klicken.
Das folgende Fenster erscheint:
Passwort ändern
Anwender WSSUPER
Neues Passwort
Passwort bestätigen
Bestätigen
Abbrechen
Den Anwender wählen, dessen Passwort zu ändern ist. Dazu den
Cursor ins Feld Anwender setzen und Taste
Wahl treffen und mit
bestätigen.
drücken, Ihre
Das neue Passwort eingeben.
Das neue Passwort in Passwort bestätigen eintippen.
Den Cursor auf Bestätigen setzen und
drücken (oder Klick
auf Bestätigen).
SCHUTZ DER ZUGRIFFSEBENEN SEITE 55
Page 66

PASSWORT VERGESSEN
Wenn ein Anwender sein Passwort verloren / vergessen hat, muss er sich an
den Maschinen-Verantwortlichen wenden.
Sollte dieses Passwort je d o ch definitiv verloren sein, ste hen 2 Möglichkeiten
zur Verfügung:
a) Der Anwender ist nicht befugt, sein Passwort selbst zu ändern.
2 Lösungen für diesen Fall:
- Den "übergeordneten" Anwender ersuchen, sein Passwort zu
ändern. (Siehe Kapitel Passwort ändern)
- Die unten beschriebene Methode anwenden.
b) Der Anwender ist berechtigt, sein Passwort zu ändern.
Vorgehen wie nachstehend beschrieben.
Bemerkung:
Wenn das vergessene Passwort die Ebenen 1, 2 oder 3 betrifft, den
Werkstattchef ersuchen, die Passwörter dieser Ebenen zu ändern gemäss der
im Kapitel Passwort ändern beschrie benen Methode.
Vorgehen:
Die Tastenkombination
+
drücken.
Die folgende Meldung erscheint:
Ändern der Schlüsselposition
Anwender WSSUPER
Passwort
Bestätigen
Abbrechen
Passwort vergessen
Passwort ändern
Den Anwender wählen, dessen Passwort vergessen ist. Dazu den
Cursor ins Feld Anwender setzen und Taste
Wahl treffen und mit
bestätigen.
drücken, Ihre
Auf die Wahl Passwort vergessen klicken.
SEITE 56 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 67

Es erscheint folgendes Fen ste r:
Passwort vergessen
Anwender WSSUPER
Hilfscode Kl2398saf58sdf7
Bitte kontaktieren Sie Ihren Lieferanten
Verlassen
Der Bediener muss den angezeigten Hilfscode notieren und sich an seinen
Lieferanten wenden. Letzterer verfügt über eine Software, welche erlaubt,
ein neues Passwort zu erzeugen.
Um ein vergessenes Passwort zurückzuholen wird wie folgt vorgegangen:
Die Funktion Passwort vergessen aufrufen.
Den angezeigten Hilfscode notieren.
Beim Lieferanten das neue Passwort einholen, indem ihm der
Hilfscode mitgeteilt wird. Das verlorene Passwort wird Ihnen
mitgeteilt werden.
SCHUTZ DER ZUGRIFFSEBENEN SEITE 57
Page 68

Diese Seite wurde absichtlich leer gelassen.
SEITE 58 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 69

KURZBESCHREIBUNG DER SEITEN
Zahlreiche weitere Einzelheiten zu den Funktionen und/oder der Anwendung
dieser Seiten sind im Referenzhandbuch 2D beschrieben.
Dieses Handbuch ist wie ein Wörterbuch organisiert, mit einem detaillierten
Inhaltsverzeichnis und einem Index, die das Auffinden des gewünschten
Begriffs erleichtern.
SEITE MENÜ
Die Seite MENÜ
erscheint, wenn die
Taste MENÜ
gedrückt wird.
Um zu bestätigen: den
Cursor auf die
gewünschte Wahl
verschieben und die
Taste
oder die neben der
Seite stehende Zahl
eingeben.
drücken,
SEITE LISTE PRODUKTE
Diese Seite erlaubt,
die in der NS
gespeicherten Produkte
in aufsteigender
numerischer
Reihenfolge
herauszunehmen.
KURZBESCHREIBUNG DER SEITEN SEITE 59
Page 70

SEITE LISTE GRAPHISCHE PRODUKTE
Diese Seite erlaubt,
die in der NS
gespeicherten Produkte
in aufsteigender
numerischer
Reihenfolge und mit der
ihnen zugehörigen
Grafik herauszuholen.
SEITE PRODUKTE SUCHEN / KRITERIEN
Diese Seite ermöglicht,
verschiedene in der
numerischen
Steuerung
gespeicherte Produkte
entsprechend gewissen
Kriterien zu suchen.
SEITE ÜBERTRAGUNG
Ermöglicht die
Übertragung von Daten
von einem Speicher
zum anderen (Diskette,
Netzwerk usw.)
SEITE 60 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 71

SEITE STEMPELLISTE
Diese Seite ermöglicht
eine augenblickliche
Übersicht über die
Hauptparameter der in
der NS gespeicherten
Stempel.
Wenn Sie in dieser Liste wünschen, die vollständige Beschreibung des
Werkzeuges zu sehen genügt es, den Cursor auf dessen Namen zu setzen und
Die Seite PROGRAMMIERUNG STEMPEL wird dann angezeigt.
zu drücken oder klicken.
SEITE MATRIZENLISTE
Diese Seite ermöglicht
eine augenblickliche
Übersicht über die
Hauptparameter der in
der NS gespeicherten
Matrizen.
Wenn Sie in dieser Liste wünschen, die vollständige Beschreibung des
Werkzeuges zu sehen genügt es, den Cursor auf dessen Namen zu setzen und
Die Seite PROGRAMMIERUNG MATRIZEN wird dann angezeigt.
zu drücken oder klicken.
KURZBESCHREIBUNG DER SEITEN SEITE 61
Page 72

SEITE STEMPEL PROGRAMMIERUNG
Die Programmierung
aller Stempel wird auf
dieser Seite ausgeführt.
Alle Stempelmasse
werden hier
eingegeben.
Eine Skizze des
Werkzeuges wird
rechts auf dem
Bildschirm angezeigt.
SEITE MATRIZEN PROGRAMMIERUNG
Die Programmierung
aller Matrizen wird auf
dieser Seite ausgeführt.
Alle Matrizenmasse
werden hier
eingegeben.
Eine Skizze des
Werkzeuges wird
rechts auf dem
Bildschirm angezeigt.
SEITE 62 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 73

SEITE WILLKOMMEN
Enthält die Hauptdaten
der Maschine und der
numerischen
Steuerung.
Die Felder mit grüner
Farbe sind Felder mit
veränderbarer
Mehrfachwahl.
SEITE INITIALISIERUNG
Diese Seite dient
ausschliesslich zur
technischen Wartung
der DNC oder der
Maschine.
Sie erlaubt, die Daten
der DNC zu löschen
und die Grunddaten der
Maschine zu ändern.
Der Schlüssel auf der
Frontplatte ist erforderlich für die Tätigkeiten
auf dieser Seite.
KURZBESCHREIBUNG DER SEITEN SEITE 63
Page 74

SEITE MASCHINENPARAMETER
Diese Seite dient zur
Eingabe aller
Parameter, welche die
Arbeitsweise der DNC
bestimmen.
Zum Eingriff auf dieser
Seite muss der
Schlüssel auf Stellung
3 stehen.
Änderungen dieser
Daten dürfen nur im
Beisein von technisch
geschultem Personal
vorgenommen werden.
SEITE PRODUKT NUMERISCH
Diese Seite erscheint,
wenn die Taste
PRODUKT
drückt und PRODUKT
NUMERISCH gewählt
wird.
Diese Seite ermöglicht,
ein Produkt zu berechnen und konstruieren
und das Schnittprofil in
Echtzeit zu
visualisieren.
ge-
SEITE 64 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 75

SEITE WERKZEUGPOSITION
Diese Seite erscheint,
wenn die Taste
PRODUKT
gedrückt und
WERKZEUGPOSITION
gewählt wird.
Diese Seite erlaubt,
mehrere Arbeitsposten
zu definieren.
SEITE KOMMENTAR
Diese Seite wird
eingeblendet, wenn die
Taste PRODUKT
gedrückt und
KOMMENTAR gewählt
wird.
Diese Seite erlaubt, die
Produktdaten durch
eine Serie von
Kommentaren zu
ergänzen. Diese
Kommentare werden
mit einer PC-Software
programmiert.
KURZBESCHREIBUNG DER SEITEN SEITE 65
Page 76

SEITE BIEGUNG NUMERISCH
Diese Seite erscheint,
wenn die Taste
BIEGUNG
gedrückt und
BIEGUNG NUM.
gewählt wird.
Diese Seite gibt eine
Zusammenfassung
aller Daten für die
laufende Sequenz.
SEITE BIEGUNG 2D
Diese Seite erscheint,
wenn die Taste
BIEGUNG
gedrückt und
BIEGUNG 2D gewählt
wird.
Diese Seite ermöglicht,
die Durchführbarkeit
des Produktes zu
simulieren und, falls
erforderlich, die Biegefolge zu korrigieren.
SEITE 66 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 77

SEITE BIEGUNG 3D
Diese Seite erscheint,
wenn die Taste
BIEGUNG
gedrückt und
BIEGUNG 3D gewählt
wird.
Sie ermöglicht, die
Durchführbarkeit des
Produktes zu
simulieren und, wenn
erforderlich, die
Anschlagposition sowie
die Position des
Produktes im Verhältnis
zu den Werkzeugen zu
korrigieren.
SEITE BIEGUNG FUNKTION
Diese Seite erscheint,
wenn die Taste
BIEGUNG
gedrückt und
BIEGUNG FUNKTION
gewählt wird.
Diese Seite dient zur
Programmierung von
Hilfsfunktionen.
KURZBESCHREIBUNG DER SEITEN SEITE 67
Page 78

SEITE WERKZEUG BIEGUNG
Diese Seite erscheint,
wenn die Taste
BIEGUNG
gedrückt und
WERKZEUG
BIEGUNG gewählt
wird.
Diese Seite dient zur
Änderung der Position
und der Breite der
Werkzeuge, die auf der
Maschine montiert sind.
Es können auch
gewisse Sicherheiten
geändert werden.
SEITE KORREKTUREN
Diese Seite erscheint,
wenn die Taste
KORREKTUREN
gedrückt und
KORREKTUREN
gewählt wird.
Diese Seite dient zum
Eingeben von
Korrekturen auf den
verschiedenen Achsen
der Maschine, wenn
dies nach den ersten
praktischen Resultaten
notwendig sein sollte.
SEITE 68 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 79

PC 1200 SOFTWARE
Es müssen 2 Formen unterschieden werden:
1. PC 1200 2D (=PC 1200) Software geliefert mit eine ModEva 10S
und DNC 880S. Diese Software erfordert keinen Schutzschlüssel.
2. PC 1200 3D Software geliefert mit eine ModEva 12S und 15S.
Diese Software erford e rt einen Schutzschlüssel fü r seinen Betrieb.
PC-SCHUTZSCHLÜSSEL
Nur für PC 1200 3D:
Der Schlüssel muss mit mindestens den Opt ionen 20, 25 ausgestattet sein,
um PC 1200 3D das Funktionieren zu erlauben.
Den Schutzschlüssel auf dem Parallel-Port LPT1 (Drucker) oder auf dem
USB-Port nach dem Modell des Schutzschlüssels installieren.
L Wichtig: Den Schutzschlüssel auf keinen Fall auf einen seriellen Port
stecken. Dies kann den Schlüssel zerstören.
Bemerkungen:
PC oder DNC immer ausschalten, bevor ein Schutzschlüssel
aufgesteckt oder abgezogen wird !
Der Printer-Port des PC oder der DNC und/oder der Schutzschlüsse l
können beschädigt werden, wenn der Schlüssel aufgesteckt oder
abgezogen wird, solange das System unter Strom steht.
Der Schutzschlüssel muss auf den (ersten) Printer-Port (paralleler
Port, LPT1) des PCs oder der DNC gesteckt werden.
Stecken Sie nie einen Schutzschlüssel auf einen seriellen Port
("COM Port") !
Dies kann den Schutzschlüssel und/oder den seriellen Port des PCs
bezw. der DNC beschädigen.
Ist hinter dem Schutzschlüssel ein Drucker angeschlossen, so muss
dieser unter Strom stehen, damit das System einwandfrei läuft.
Im Prinzip können mehrere Schlüssel auf einem Printer-Port hinter-
einandergesteckt werden. In gewissen Fällen kann aber die Reihenfolge von Belang sein, damit die verschiedenen Softwarepakete,
welche die Schlüssel verwenden, einwandfrei funktionieren. Fal ls
Probleme auftreten, stecken Sie zuerst nur einen Schlüssel (ohne den
Printer anzuschliessen) auf, um festzustellen, ob dadurch das Problem
behoben wird. Ist dies der Fall, so versuchen Sie, die anderen
Schlüssel in verschiedenen Reihenfolgen anzuschliessen, um die
korrekte Reihenfolge herauszufinden.
Bringt dies keinen Erfolg, so sollte eine Drucker-Umschaltbox
verwendet werden, um zwischen den verschiedenen Schutzschlüsseln
hin- und herzuschalten.
PC 1200 SOFTWARE SEITE 69
Page 80

Im Falle von CYBELEC-Schutzschlüsseln können nur Schlüssel mit
verschiedenen Farben hintereinandergesteckt werden. Schlüssel
derselben Farbe dürfen nicht hintereinandergeschaltet werden.
Dies bedeutet auch, dass ein Schlüsselaustausch notwendig werden
kann, wenn eine installierte Software-Version auf einen neuen Stand
mit anderen Optionen gebracht wird.
Beim Starten zeigt die Software die WILLKOMMEN-Seite an.
Unten in dieser Seite können Sie die Seriennummer des Schlüssels lesen,
sowie die verfügbaren Optionen.
Sollte der Schlüssel zufällig nicht erkannt werden, so erscheint die Meldung
ILLEGALE KONFIGURATION, die Seriennummer des Schlüssels ist leer
und es ist nicht möglich, in andere Seiten der Software zu gehen.
In diesem Fall: die Software verlassen, testen, jeden der untenstehenden
Punkte ausführen, indem die Software jedesmal neu gestartet wird um
festzustellen, ob der Punkt das Problem behoben hat.
- Prüfen, ob sich der Schlüssel wirklich auf dem Printer-Port LPT1 oder auf
dem USB-Port nach dem Modell des Schutzschl üssels befindet.
- Einzig nur den Schlüssel eingeschaltet lasse n, ohne Drucker, ohne Kabel,
ohne anderen Schlüssel oder andere Peripherie (für den Rest der Tests).
- Den Sentinel Driver installieren, welcher sich im CD-Verzeichnis unter
dem Verzeichnis \Tools\Sentinel_Pro_Drivers\SproDriver_7_2_2
befindet.
Dazu das Sentinel Protection In sta lle r 7.2.2.exe ausführen, das sich in
diesem Verzeichnis befindet.
- Für Windows NT oder Windows 2000 oder XP benötigen Sie den
Schlüssel Sentinel Super Pro, welcher sich durch seine Grösse (siehe
Foto) unterscheidet. Die anderen (grösseren) Schlüssel werden NICHT
erkannt.
- Unter Windows NT, 2000 oder XP kann es möglich sein, dass zusätzlich
noch der RAINPORT Driver installiert werden muss, welcher sich
ebenfalls auf der CD von ModEva/DNC 880S befindet, im Verzeichnis
\Tools\Win_NT_2000\Rainport.
- Wenn alle diese Versuche das Problem nicht beheben konnten:
Die Software cybdng3.exe starten, welche sich im Verzeichnis
\Tools\Prot_key befindet. Deren Ausführung muss Ihnen die Nummer
des Schlüssels sowie die verfügbaren Optionen zurückgeben.
- Bringt dies keinen Erfolg, versuchen Sie es auf einem anderen PC von
unterschiedlicher Marke und wenn möglich mit einem anderen OS
(Win 95, Win 98). Es kann vorkommen, dass der Port nicht kompatibel
ist mit dem Schlüssel.
- Wenn das Resultat auch auf einem anderen PC negativ ausfällt, kann der
Schutzschlüssel beschädigt worden sein. Dies erfordert einen Ersatz.
SEITE 70 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 81

In einer Netzwerk-Konfiguration kann die PC-Software auf dem Server
installiert werden. Dies wird jedoch nicht empfohl en, da gewisse Probleme
entstehen können, wenn mehrere Anwender die Software gleichzeitig
verwenden. Auch muss beachtet werden, dass jeder PC, auf welchem die
Software laufen soll, mit einem Schutzschlüssel ausgerüstet sein muss, und
dass kein Schlüssel auf dem Server installiert werden kann.
Je nach Konfiguration und Optionen, benötigt auch die DNC einen
Schutzschlüssel. Wird kein Schutzschlüssel gefunden, so kann die DNC die
Meldung Illegale Konfiguration anzeigen (in diesem Fall kann die DNC
nicht verwendet werden), oder eine oder mehrere DNC-Optionen sind nicht
verfügbar.
Der Schutzschlüssel wird nicht benöt igt zum Installieren der Software.
PC 1200 SOFTWARE SEITE 71
Page 82

INSTALLATION PC 1200
Den Schutzschlüssel installieren (nur PC 1200 3D).
Die CD-ROM in das CD-Laufwerk einlegen und die Anweisungen
befolgen.
Wenn Ihnen das System die Frage stellt, wählen Sie Installation auf
PC (und nicht auf der DNC).
Vorbesetzt wird sich die Software in einem CYB/-Verzeichnis
installieren und dort in einem Unterverzeichnis unter dem Namen der
installierten Version.
Dies erlaubt, mehrere verschiedene Versionen auf dem PC zu haben.
Wenn Sie das System dazu auffordert, legen Sie die Diskette
CONFIG 03 (oder höher) ein und fahren Sie mit der Installation fort.
Wenn Sie keine Diskette haben, klicken Sie auf NEIN, die Software
wird dann mit den Standard-Optionen installiert.
SEITE 72 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 83

Installation in einem vorhandenen Verzeichnis
Wenn Sie Ihre alte Version nicht behalten, sondern ein "Update" machen
wollen im gleichen Verzeichnis wie Ihre alte Software, antworten Sie
ebenfalls mit NEIN auf die Frage "Diskette CONFIG 03 installieren ?".
Auf diese Weise werden die Parameter ihrer alten Software erhalten bleiben,
die Konfiguration, die Parameter, die Produkte und Pfade.
Installation unter Windows NT, 2000 oder XP
Achtung: unter diesen Systemen müssen Sie die Berechtigung eines
ADMINISTRATOR haben um die Software zu installieren.
Vor oder nach der Software-Installation, aber bevor PC 1200 gestartet wird:
Den Sentinel Driver installieren, welcher sich im CD-Verzeichnis
unter dem Verzeichnis
\Tools\Sentinel_Pro_Drivers\SproDriver_7_2_2 befindet.
Dazu das Sentinel Protection Insta lle r 7.2.2.exe ausführen,
welches sich in diesem Verzeichnis befindet.
PC 1200 SOFTWARE SEITE 73
Page 84

Diese Seite wurde absichtlich leer gelassen.
SEITE 74 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 85

INSTALLATION CYBELEC SOFTWARE
INSTALLATION DNC SOFTWARE
Wir gehen davon aus, dass Windows schon in der DNC installiert ist.
Im gegenteiligen Fall muß m an das Windows-Bild nach dem
Verfahren, das in RESTAURIERUNG-CD beschrieben wurde, das
mit die DNC geliefert wurde restaurieren.
Eine externe Tastatur installieren.
Die DNC einschalten.
Die Cybelec DNC Software (wenn er ist funktionell) sich komplett
laden lassen.
Sich auf Ebene 3 begeben.
DieCybelec DNC Software verlassen.
In diesem Augenblick findet man sich im Büro von Windows.
Die Cybelec Software CD-ROM in das CD-Laufwerk einlegen und
die Anweisungen befolgen.
Wenn Ihnen das System die Frage stellt, wählen Sie Installation auf
DNC.
Wenn Sie das System dazu auffordert, legen Sie die Diskette
CONFIG 03 (oder höher) ein und fahren Sie mit der Installation fort.
Wenn Sie die Diskette nicht haben, wählen Sie NEIN.
Windows verlassen.
Die numerische Steuerung ausschalten.
Mit der Einrichtung der ENC-Software im folgenden Kapitel
fortsetzen.
INSTALLATION CYBELEC SOFTWARE SEITE 75
Page 86

INSTALLATION DNC SOFTWARE
Die DNC einschalten.
Die Cybelec DNC Software sich komplett laden lassen.
Sich auf Ebene 3 begeben.
DieCybelec DNC Software verlassen.
Die Flash 12 Software starten. Diese Software findet sich auf dem
Büro oder im CD-ROM unter dem Verzeichnis:
\Tools\Flash_program\ModEva_Windows.
Die ENC-Software wählen, die der DNC-Software unter Select File
ENC entspricht.
Auf dem Upload-Knopf klicken.
Die Flash 12 Software verlassen.
Die DNC Cybelec Software starten.
Ein initialise ENC ma chen
WENN DIE TASTATUR DER DNC NICHT FUNKTIONIERT:
Windows verlassen.
Die DNC ausschalten.
Eine externe Tastatur installieren.
Die DNC einschalten.
Während des boot, die Taste Del oder F2 drücken.
Achten Sie darauf, dass im BIOS-Setup unter der Seite STANDARD
SETUP die Option Halt on auf Halt all but keyboard steht.
Speichern und das BIOS-Setup verlassen.
SEITE 76 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
Page 87

A
Anwender
Tabelle, 52
Arbeitsspeicher
leeren, 14, 28, 38
B
Biegebereich
ändern, 24
suchen, 24
Biegung
kopieren, 32
C
Copyright & Lizenzvereinbarung, 5
INDEX
Maus, 7
O
Operating system, 5
P
Passwort, 51
ändern, 55
vergessen, 56
verloren, 56
Verlust, 51
Piktogramme, 37
Produktliste, 45
Programmierung
3D, 37
direkte, 27
Schnitt 1, 20
Schnitt 2, 21
D
Driver
Rainport, 70
Sentinel, 70
F
Fläche anfügen, 41
Funktionstasten, 8
I
Illegale Konfiguration, 69
Installation, 69
K
Konstruktion
kontrollieren, 43
L
L-Alpha Methode, 13
M
Matrize
Einstellung, 17
Q
Quick cursor, 9
Funktionen, 9
S
Schlüssel
virtuell, 51
Schutzschlüssel, 69, 72
Sentinel Super Pro, 70
Sicherheit, 5
Speicher
Arbeitsspeicher, 50
Floppy, 50
interner, 50
Netzwerk, 50
Pufferspeicher, 50
Speichern eines Produktes, 45
Stempel
Einstellung, 15
Suchen eines Produktes
Grafische Methode, 49
Schnellverfahren, 46
Standard-Methode, 48
INDEX SEITE 77
Page 88

T
Tastatur
funktioniert nicht, 76
Tracksensor, 7
W
Werkzeuge
Auswahl, 30
Windows NT, 2000 oder XP, 69, 73
Z
Zugriff
auf Ebenen höher als 3, 54
Schutz der Zugriffsebenen, 51
über Passwort, 53
Zugriffsebene, 51
SEITE 78 BEDIENUNGSANLEITUNG MODEVA/DNC 880S
 Loading...
Loading...