

ModEva/DNC880S
PC 1200 2D
Manual de referencia 2D

CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-MODEVA-ES



3 de agosto de 2006 V. 1.3
ÍNDICE
INTRODUCCIÓN .............................................................................................................................5
Acerca de este manual 5
Acuerdo de licencia CYBELEC y copyright 5
CONVENCIONES............................................................................................................................7
DEFINICIONES................................................................................................................................11
ABS .....................................................................................................................................11
REL 11
Ala demasiado corta autorizada..........................................................................................12
Apoyo ..................................................................................................................................13
BA o Tope............................................................................................................................14
Bombeado...........................................................................................................................15
Borrado de las memorias....................................................................................................15
Borrar / suprimir...................................................................................................................16
Búsqueda de piezas segun criterios ...................................................................................16
Fecha Mémorización 17
C.Req. ___ Efec.___...........................................................................................................18
Captura de pantalla .............................................................................................................18
Negro / blanco, color 19
Impresión de las pantallas 19
Colision profundidad autorizada..........................................................................................21
Contador de pliegues..........................................................................................................22
Correcciones (tabla de ...)...................................................................................................22
Correcciones de angulo ......................................................................................................24
Généralidades 24
Correcciones directas 24
Correcciones angulares 25
Correcciones por medida de éspesor 25
Medida en el PMA 26
Medida en el PCC 28
Corrección de espesor independiente Y 1-Y 2 30
Correcciones: sensibilidad PMB 30
Critèrios de simulación........................................................................................................31
Curva ideal (CR)..................................................................................................................34
Página PIEZA NUM 34
Dejar el software .................................................................................................................39
Déscentramiento herramientas........................................................................ ...................40
Desempeño del Tope..........................................................................................................41
Distancia PV.....................................................................................................................42
Embutición...........................................................................................................................42
Fecha y Hora.......................................................................................................................43
Fuerza admisible sobre las matrices.......... ........................................... ..............................44
Fuerza Plegado...................................................................................................................45
Funciones auxiliares............................................................................................................45
MODEVAREF2D_ES.DOC INDICE PAGINA 1

Gama de plegado............................................................................................ ................... 45
Gama de plegado automatico 45
Modificar la gama de plegado 46
Modo DESPLEGADO 48
Gestion de las pièzas ......................................................................................................... 49
Grupos de pièzas ............................................................................................................... 51
Definiciones 51
Ejemplo de trabajo en la página GRUPO DE PIEZAS 52
Indexar ejes ........................................................................................................................53
Informaciones pièza ........................................................................................................... 53
Ver las informaciones pieza 54
Redactar una información (texto únicamente) 54
Redactar una información (texto e i magenes) 55
Insértar una secuencia ....................................................................................................... 58
L. plegado........................................................................................................................... 59
Lengua................................................................................................................................ 59
Longitud.............................................................................................................................. 60
Longitud desarrollad a......................................................................................................... 61
DIN 62
REAL 62
Coeficiente de corrección de cálculo DIN 6935 62
Mantenimiento.................................................................................................................... 63
Mémoria Libre.....................................................................................................................63
Modificar el origen de los ejes............................................................................................ 64
Paramètros maquina .......................................................................................................... 65
PCV.....................................................................................................................................66
Périfericos activos .............................................................................................................. 67
PERIFERICOS ACTIVOS MAQU INA 67
PERIFERICOS ACTIVOS PIEZ AS 68
PERIFERICOS ACTIVOS PUNZONES / MATRICES 68
Pieza paramétrica........................ ........................................... ............................................69
Activación de la función 69
Crear una pieza paramétrica 69
Trabajo con una pieza paramétrica 73
Plano...................................................................................................................................73
Plegado............................................................................................................................... 74
En fondo de matriz 74
Final 74
Intermédio 74
Secuencia sin plegado 74
Pliegues especiales............................................................................................................ 76
Pliegue preliminar / final 77
PMA.................................................................................................................................... 82
Programación de un perfil ..................................................................................................82
Programación durante el trabajo........................................................................................ 82
Programar en plegado num................................................................................................ 84
Radio interno ................................................................................. ..................................... 85
Référencia YR cor. ............................................... .............................................................. 85
Reglaje manual del tope..................................................................................................... 86
Retroceso Tope Tras.......................................................................................................... 86
Salvar los datos .................................................................................................................. 87
Sección............................................................................................................................... 87
PÁGINA 2 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Sigma ..................................................................................................................................87
Start Ejes-FA.......................................... .............................................................................88
Teclado................................................................................................................................89
Tiempo Presión ........................ ........................................... ................................................90
Tolerancia............................................................................................................................90
Transferencia de los datos..................................................................................................91
Utiles....................................................................................................................................92
Programacion de los punzones 93
Programación de las matrices 95
Modificar un util 97
Posición de los utiles 97
Lista punzones / Lista matrices 97
Velocidad plegado...............................................................................................................98
Zonas alfanumericas...........................................................................................................98
ÍNDICE .............................................................................................................................................99
INDICE PAGINA 3

Esta página fue intencionalmente dejada blanca.
PÁGINA 4 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

INTRODUCCIÓN
ACERCA DE ESTE MANUAL
Fue concebido este documento para tratar de contestar a cuestiones
particulares después de la adquisición de las bases para la utilización del
software ModEva / DNC 880S.
Es el complemento del Manual de Utilización dando informes sobre los
procedimientos de base que hay que respetar para utilizar el software.
Un complemento llamado Manual de referencia 3D se suministra con el
software ModEva en versión 3D.
Este manual se organiza como un diccionario, es decir que se clasifi can los
elementos por orden alfabético.
Si se trata de un asunto en otro capítulo que en el capítulo donde buscan la
información, hallarán una referencia al nuevo asunto.
Un índice colocado al fin de este documento completa y facilita la búsqueda
de informaciones. No duden en utilizarlo.
Algunas funcionalidades tratadas en este manual no están disponibles en
el control numérico DNC 880S.
ACUERDO DE LICENCIA CYBELEC Y COPYRIGHT
Este manual está sometido al acuerdo de licencia y copyright mencionados
en el documento Manual de utilización.
INTRODUCCIÓN PÁGINA 5

Esta página fue intencionalmente dejada blanca.
PÁGINA 6 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

CONVENCIONES
De manera general, en este manual, no se repetirá cómo validar una zona,
seleccionar un útil, llamar a una página u otras manipulaci ones de base.
Están descritas por ejemplo en el documento Manual de utilización del
control numérico o del software de referencia.
Para garantizar una mejor visibilidad de las pantallas reproducidas, éstas han
sido pasadas a blanco y negro.
Puede que algunas pantallas de las que aparecen en este manual no
correspondan exactamente con la que aparecen en su programa, bien por la
configuración propia de que disponga (número de opciones, ejes, etc.), bien
por la versión del programa empleada (para DOS o Windows).
Convenciones tipográficas
Arial negrillo Citas de textos tales como son visibles en la
pantalla.
Arial negrillo itálico Sirve para indicar el nombre de una entrada o
salida del DNC.
Itálico Remisión a un elemento escrito, un párrafo o un
manual.
Por ejemplo: Ver Convenciones tipográficas.
Indica una doble presión sobre la tecla .
Convenciones generales para este manual
Admitiremos que :
Ratón entender ratón para un PC o trackball /
tracksensor para un DNC.
Clic pulsar el botón izquierdo del ratón.
Clic derecho pulsar el botón derecho del ratón.
Clic izquierdo/derecho pulsar simultáneamente el botón izquierdo y el
botón derecho del ratón.
Listas rotativas o campos de selección múltiple:
de color violeta, estas listas muestran las
distintas opciones de que se dispone.
La selección del contenido se realiza pulsando
la tecla
Aparece una ventana con la lista de opciones
disponibles en ese campo.
Para validar la selección:
- pulse el número que figura junto a la
selección;
o
- coloque el cursor sobre la selección y pulse la
.
tecla
CONVENCIONES PÁGINA 7
.

Alcanzar la página
PLEGADO 2D
Si pulsa la tecla
diferentes opciones una tras otra si que aparezca
la ventana de selección.
Para aceptar la opción, salga del campo.
Tecla de función Cada vez que se le pida que pulse una tecla de
función de
apropiado.
Generalmente, se empleará el nombre de la tecla
de función. Por ejemplo: si pulsa PIEZA
designa la tecla
puede hacer aparecer las
a , aparece el menú
.
Ejemplo, si se le pide que acuda a la página
PLEGADO 2D, pulse la tecla de función
PLEGADO
PLEGADO 2D o, simplemente, escribir 02 (o
el número inscrito junto a la opción).
Validación rápida Para facilitar el trabajo del operario, el DNC
memoriza la última selección realizada en un
menú.
Para validar más rápidamente una poción de un
menú, bastará con pulsar dos veces sobre una
tecla, una tecla de función (por ejemplo
para validar directamente la última página
seleccionada.
, y, después, seleccionar
),
PÁGINA 8 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Convenciones del software versión Windows
En la configuración básica, la versión Windows utiliza los siguientes
colores:
Negro Indica la información fija, los campos, etc.
o
los campos accesibles con el cursor y
modificables por el usuario.
Azul Se emplea en los títulos y los encabezamientos.
Azul-gris Información variable.
no es accesible con el cursor.
Verde Campos de las listas rotativas. El usuario puede
acceder a ellas para seleccion ar entre varias
opciones definidas (véase más arriba Listas
rotativas).
CONVENCIONES PAGINA 9

Esta página fue intencionalmente dejada blanca.
PÁGINA 10 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

DEFINICIONES
ABS
Página: PLEGADO NUMERICO
Esta lista rotativa está colocada al lado del nombre del eje del tope X.
Dos elecciones: ABS y REL.
ABS indica que el eje X funciona en modo absoluto.
Esto significa que el destino del eje X es una distancia absoluta medida desde
el centro del V de la matriz.
El modo absoluto está seleccionado por defecto.
Ver REL a continuación.
Ejemplo : MEM POS
X ABS 190.00 120.00
REL
REL indica que el eje X funciona en modo relativo.
Esto significa que el desplazamiento programado tiene lugar a partir de la
posición actual del tope.
Generalmente se programa un valor negativo.
Frecuentemente, se utiliza el modo relativo con la repetición de ciclo (CY 2 a
99). Por ejemplo con una herramienta de punzonado, deseamos realizar 5
agujeros equidistantes de 30.00 mm. La primera secuencia debe estar en
modo absoluto (emplazamiento del primer agujero). La segunda secuencia se
programará en modo relativo (X REL 30.00) con una repetición de ciclo
igual a 4 (CY 4).
DEFINICIONES PÁGINA 11
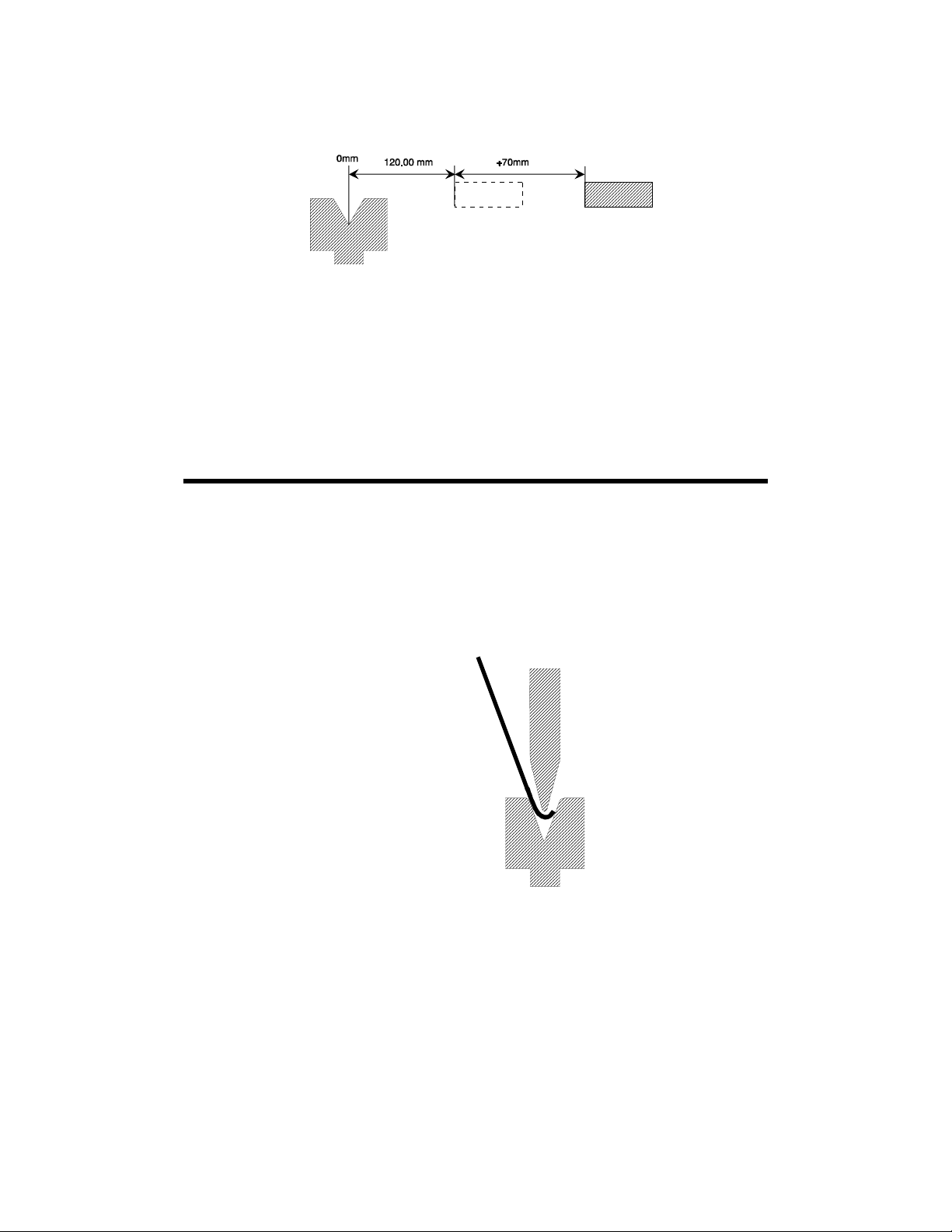
Ejemplo:
MEM POS
X REL 70.00 120.00
Observación: No es posible utilizar el modo relativo para 1a primera
secuencia.
Si es el caso, se genera un error al cambiar de modo (AUTO,
SEMI-AUTO) y se visualiza el mensaje MOV. X REL.
IMPOSIBLE en la zona interactiva.
ALA DEMASIADO CORTA AUTORIZADA
Página: UTIL PLEGADO
Es un elemento de seguridad y su test se efectúa al pasar a modo AUTO o
SEMI-AUTO. Si llega el caso, se genera un mensaje de error que hace
aparecer la página UTIL PLEGADO y dirige el cursor a esta zona.
Este mensaje avisa al operario que el ala programada es dem asiado corta y no
apoya correctamente sobre los dos bordes de la matriz durante todo el
plegado.
Ala demasiado corta
El operario puede elegir de no tomar esta inspección en cuenta.
Dispone de tres opciones:
SOBRE ESTE
PLIEGUE / NO
SOBRE ESTE
PLIEGUE / SI
GLOBALMENTE
PÁGINA 12 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
Situación por defecto.
Una inspección de la longitud del ala se realiza
sobre el pliegue en curso.
No inspección sobre el pliegue en curso.
No inspección para toda la pieza en curso.

APOYO
Página: PLEGADO 2D
Permite seleccionar otro apoyo que el apoyo visualizado en la secuencia en
curso. Ver también Gama de plegado y BA o Tope.
Seleccionar el plegado deseado con las teclas
Apoyo sobre la cara 0
Colocar el cursor en la zona APOYO.
Introducir el N° de la cara que se debe apoyar sobre el tope trasero
(3 en este ejemplo).
Pulsar la tecla
para validar la modificación.
y
Pg Dn
.
Apoyo modificado
DEFINICIONES PAGINA 13
BA O TOPE
Páginas: PLEGADO NUM, PLEGADO 2D
Visualiza o permite seleccionar el tope para la secuencia en curso.
El DNC calcula de nuevo la cota de los ejes X y R que se quiere alcanzar
según la selección.
Hacer aparecer la lista rot at iv a y elegir el tope apropiado a la secu encia.
No aparece esta zona si hay un sólo tope definido en los parámetros máquina.
Cambiar tope en página PLEGADO 2D
Es posible elegir otro tope predefinido en el DNC. Ver también Gama de
plegado.
Introducir la denominación del tope deseado o seleccionarlo en la lista
rotativa.
Apoyo
Soporte
PÁGINA 14 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
BOMBEADO
Página: PLEGADO NUM
Válido sólo si su máquina está equipada con una opción de bombeado.
Se calcula automáticamente el bombeado durante las simulaciones. El
resultado es función de la fuerza aplicada y de la curva de calibración
programada en los parámetros máquina.
El operario puede modificar estos valores secuencia por secuencia ; sin
embargo, al empezar una próxima simulación, se calcularán de nuevo.
La unidad de trabajo puede variar según el constructor, para conocer el uso
de esta función, sirvanse consultar con el fabricante de su máquina.
Sin embargo, normalmente se emplea el "tanto por ciento" como unidad, es
decir, que la programación del valor 50 en este campo proporcionará un 50%
del máximo de bombeado.
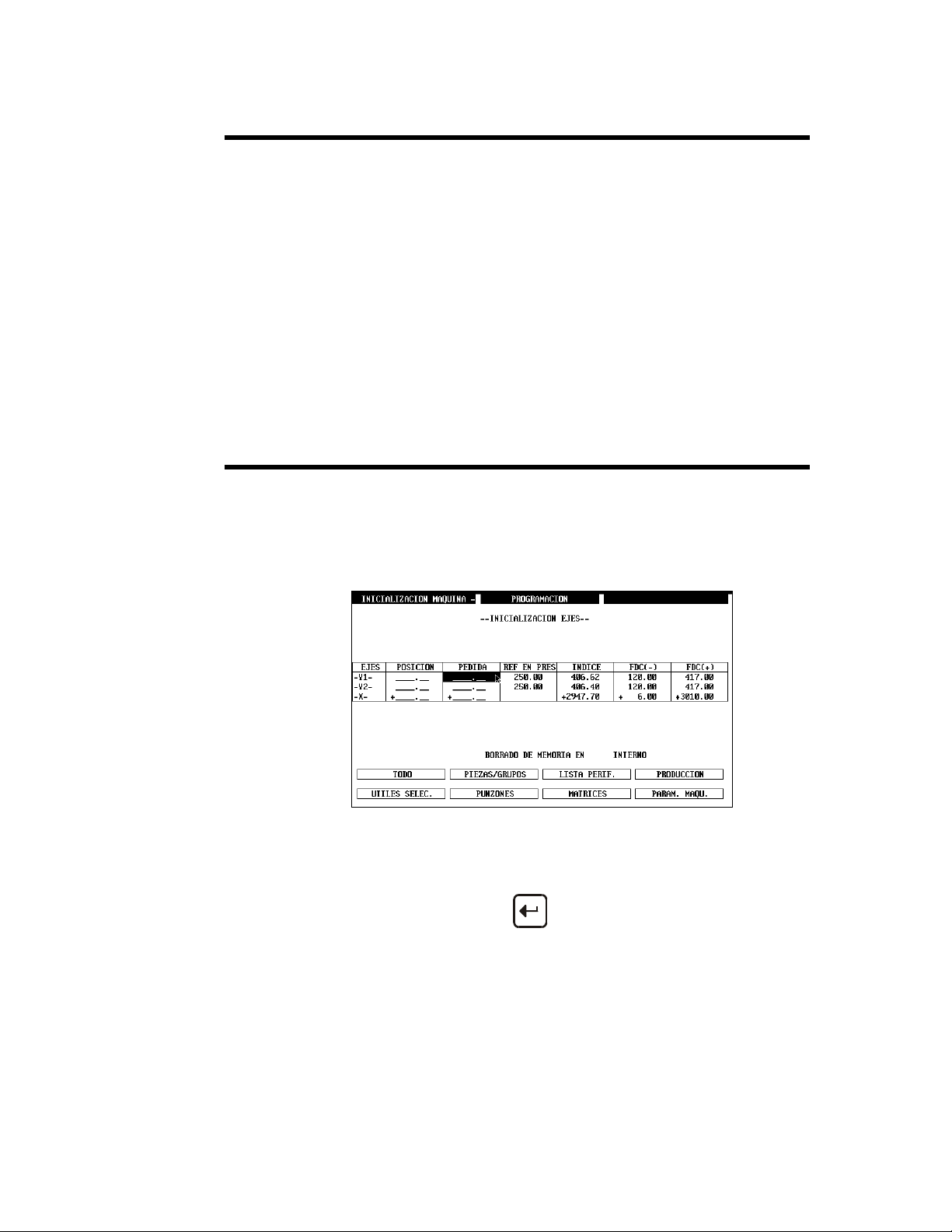
BORRADO DE LAS MEMORIAS
Página: INICIALIZACION MAQUINA-DNC/ENC
Generalidades:
Esta página permite vaciar (borrar) diferentes memorias. Según el tipo de
borrado, es necesario poner la llave en posición 1, 2 o 3.
Para suprimir el contenido de una o de todas las memorias:
Seleccionar el periférico en el cual se debe hacer la operación.
Poner el cursor en la zona deseada.
Clic derecho o tecla
Confirmar.
DEFINICIONES PAGINA 15
o menú Acción SUPRIMIR.
BORRAR / SUPRIMIR
Estas operaciones son disponibles en el menú ACCION, y están disponibles
según el contexto. A continuación se indica el significado de estas acciones.
BORRAR PLIEGUE Borra el contenido de todas las zonas, pero la
BORRAR SECCION Borra los datos (ordenes de los pliegues) de la
BORRAR PIEZA Borra el contenido de la memoria de trabajo.
SUPRIMIR PLEG. Suprime la secuencia seleccionada (con
SUPRIMIR SECCION Suprime la sección seleccionada.
SUPRIMIR PIEZA Suprime la pieza seleccionada.
En la página LISTA DE PIEZA, es posible
SUPRIMIR Según la zona en la cual se halla el cursor,
secuencia permanece.
sección seleccionada.
recompresión automática).
suprimir una pieza colocando el cursor directamente sobre el número deseado en la lista.
suprime el punzón, la matriz o la pieza
seleccionada.
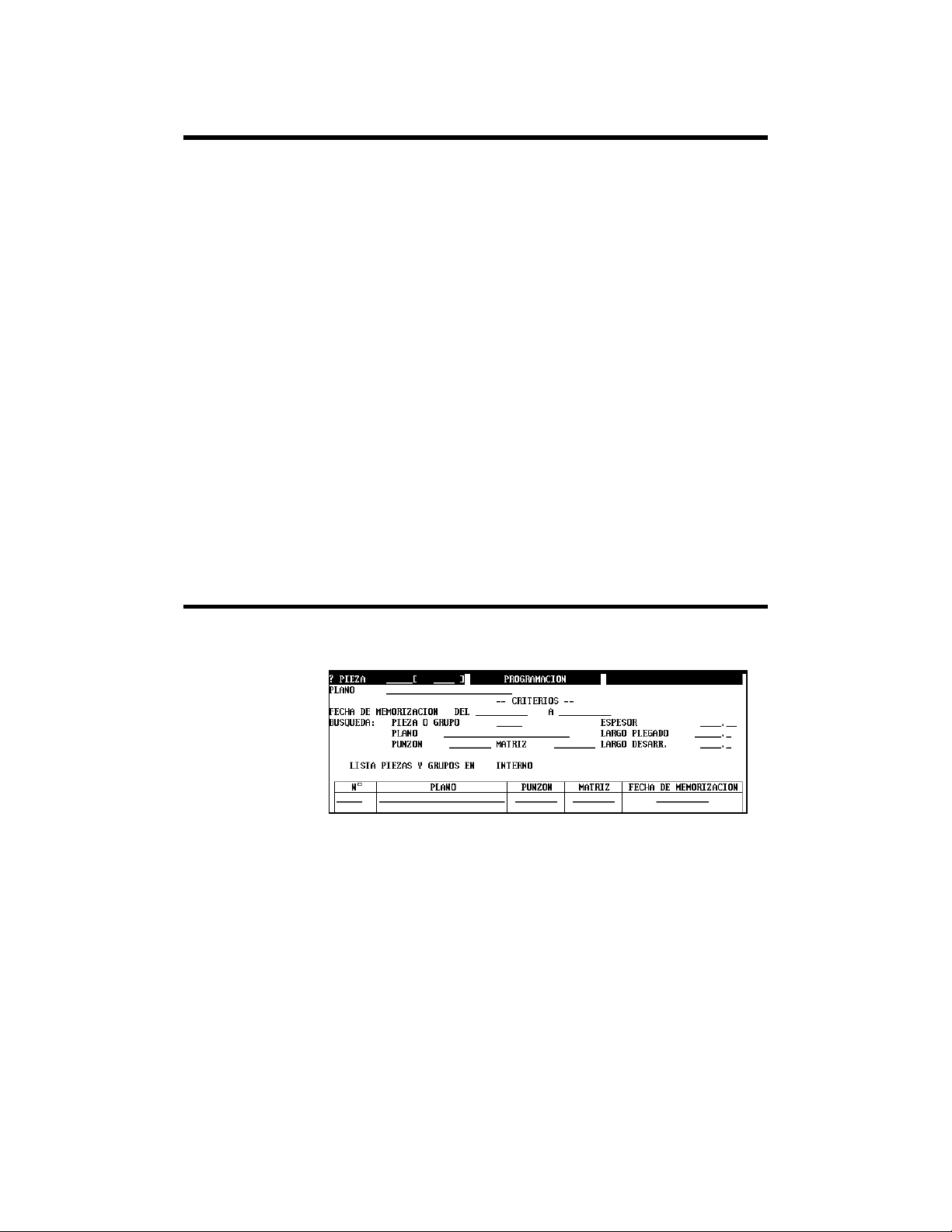
BÚSQUEDA DE PIEZAS SEGUN CRITERIOS
Página: BÚSQUEDA PIEZA/CRITE RIOS
Esta página permite buscar piezas registradas en el periférico seleccionado en
la zona LISTA PIEZAS Y GRUPOS EN.
Los criterios de selección se pueden combinar. Cuando 2 o varios criterios
listados abajo están rellenados, la pieza buscada debe satisfacer cada uno de
los criterios programados. Se trata de una condición Y (una y otra de las
zonas.....).
Criterios de búsqueda Se utilizan como criterios de búsqueda: la fecha de memorización, el número
de pieza, el espesor de la materia, el número de plano (dibujo), la longitud de
plegado, los útiles, la longitud de desarrollo.
Las letras minúsculas se distinguen de las letras mayúsculas.
PÁGINA 16 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Cuidado: la búsqueda según el criterio PUNZON o MATRIZ, se hace
únicamente con el útil "principal" que es program ado en la página
PIEZA NUM. Esto quiere decir que si se programa una pieza por medio de la
página PLEGADO NUM, y si se desea ulteriorm ente hacer una búsqueda de
esta pieza por medio de los útiles, se deberá de nuevo programar el útil
"principal" en la página PIEZA NUM, si no la búsqueda no hallará esta pieza.
Si no se conoce el contenido completo del número de plano es posibl e
utilizar caracteres especiales (wildcards) para reemplazar estos caracteres
desconocidos (para las otras zonas si están rellenadas, se debe conocer el
contenido).
?
*
En los ejemplos abajo, se supone que el criterio de búsqueda es únicamene el
número de plano. Ni que decir tiene que los "wildcards" se pueden utilizar en
las otras zonas.
Ejemplo Explicación
A?C* Se busca una pieza cuyo plano empieza por A, un carácter
*22 Se busca una pieza cuyo plano se termina por 22.
A?C*22 Se busca una pieza cuyo plano empieza por una A, un
*A?C*22 Como arriba, pero A?C no se halla necesariamente al
*A?C*22* Como arriba, pero 22 no se halla necesariamente al fin.
cualquier carácter (1 solo).
Ningún o varios caracteres.
desconocido, una C y una continuación de caracteres
desconocidos.
(p.ej. ABC, ACC22, AmCh22, A6CPiece33).
(p.ej. ACC22, AmCh22, 22, Piece22)
carácter desconocido, una C y que se termina por 22
(p.ej. ACC22, AmCh22, AVCPieza22).
principio
(p.ej. ACC22, AmCh22, PARC22).
(p.ej. ACC22, AmCh22, PARC22bis).
FECHA MÉMORIZACIÓN
La fecha de memorización de una pieza se puede utilizar como criterio de
búsqueda de piezas. A este efecto, se especifican límites de tiempo para la
búsqueda de las informaciones
Si está errónea la sintaxis de introducción un mensaje aparece en la zona
interactiva "SINTAXIS FECHA!".
El formato de introducción es DD/MM/AA (D=día, M=mes, A=año).
Con el control numérico, se puede utilizar com o separador de los días, meses y
años la tecla
La selección del tipo de separador es configurable en la página BIENVENIDA.
DEFINICIONES PAGINA 17
o .

C.REQ. ___ EFEC.___
Página: PLEGADO NUM
Esta zona es un contador de piezas. Cuando el software funciona con un
control numérico, este contador indica el número de piezas realizadas.
Para accionar este contador :
Introducir el número de piezas deseado en la zona C.R
y
La cantidad ya realizada en la zona E
Al volverse iguales los valores, el control numérico envia una señal. Según el
constructor, esta señal está procesada o no para parar el ciclo de la máquina .
Los valores de este contador no se memorizan con la pieza. Así se deberá
cambiar o borrar estos valores al llamar a nueva pieza.
Para anular el acto de contar, borrar la zona E
CAPTURA DE PANTALLA
EQ.
FEC.
FEC.
El software ModEva/DNC 880S permite capturar pantallas fácilmente para
crear documentaciones u otras informaciones (ofertas, etc .)
Para capturar pantallas, proceder como sigue:
Lanzar el tratamiento de texto u otro software en el cual desean
importar la captura de pantalla.
Lanzar el software ModEva/DNC 880S.
Print
Capture la ventana activa pulsando la tecla
La imagen se copia en el portapapeles de Windows.
Seleccione el programa en el que desee pegar la captura pulsando
simultáneamente las teclas
aplicación en curso.
Inserte la imagen empleando la función Pegar del menú Edición de su
procesador de texto. Reduzca o corte la imagen en función de sus
necesidades.
También puede utilizar las herramientas de captura de pantalla
destinadas especialmente a este tipo de aplicaciones y que pueden
convertir inmediatamente las capturas en color en niveles de gris.
Estos programas son, entre otros, Corel Capture (incluido en Corel
Draw) o Hardcopy, un programa freeware disponible en Internet en la
siguiente dirección: www.hardcopy.de
y una o varias veces según la
.
+
Screen
.
PÁGINA 18 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

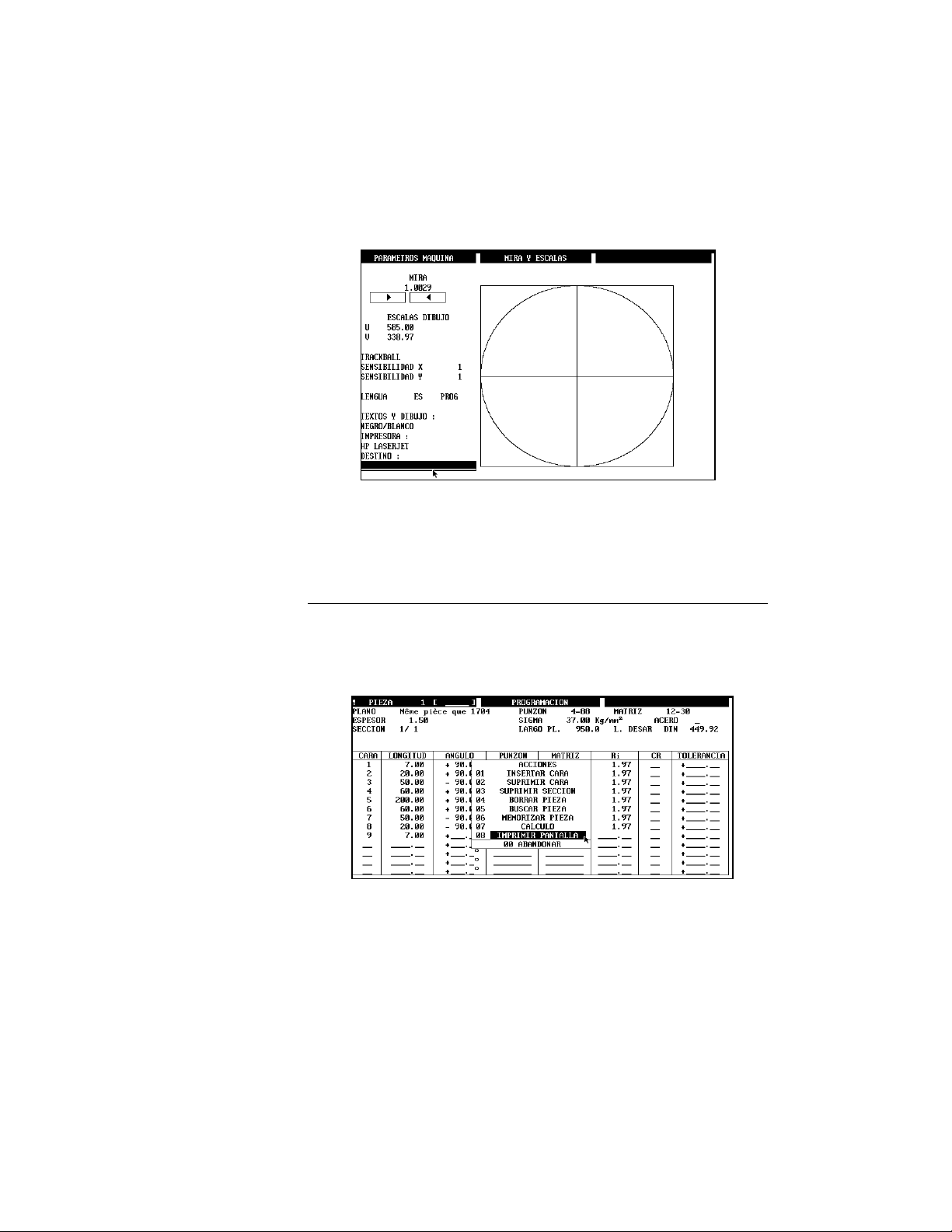
NEGRO / BLANCO, COLOR
Con el propósito de facilitar la creación de documentos ilustrados con copias
de pantalla, es posible conmutar el software ModEva/DNC 880S en negro y
blanco.
Proceder como sigue:
Llamar a los parámetros máquinas, página MIRA Y ESCALAS
Seleccionar NEGRO/BLANCO en la zona TEXTOS Y DIBUJOS.
IMPRESIÓN DE LAS PANTALLAS
Se recomienda conmutar el software en NEGRO/BLANCO antes de lanzar
una impresión.
Seleccionar una impresora
Llamar a los parámetros máquinas, página MIRA Y ESCALAS.
DEFINICIONES PAGINA 19
Versión Windows:
La selección de la impresora en el entorno Windows no es efectiva. Es
la impresora definida por defecto en el menú “parámetros Impresoras” de Windows la que finalmente imprimirá.
Atención, si cambia de impresora (desde el menú “parámetros Impresoras” de Windows) mientras ModEva/DNC 880S está en
abierto, deberá salir y volver a arrancar ModEva/DNC 880S para que
se tenga en cuenta la nueva impresora.
Seleccionar el destino. Si la línea está vacía, por defecto se trata de
PRN. Es posible introducir LPT1, LPT2 o un nombre de fichero.
Introduciendo NULO en la zona destino, se prohibe toda impresión, y
se hace desaparecer la línea referida en el menú ACCIÓN.
Imprimir
Para imprimir una página:
Seleccionar la página deseada.
Llamar al menú ACCIÓN y seleccionar IMPRIMIR PANTALLA.
Para imprimir todas las páginas parámetros:
Colocarse en la página parámetro que se desea ver empezar (por
ejemplo la primera página de los parámetros N2X).
Llamar al menú ACCIÓN y elegir IMPRIMIR PARAMETROS.
El software imprimirá una después de otra todas las páginas
parámetros (incluso las subpáginas).
Es posible parar la impresión pulsando cualquier tecla (por ejemplo al
fin de los parámetros N2X). No se para inmediatamente la impresión,
se termina la página en curso.
PÁGINA 20 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
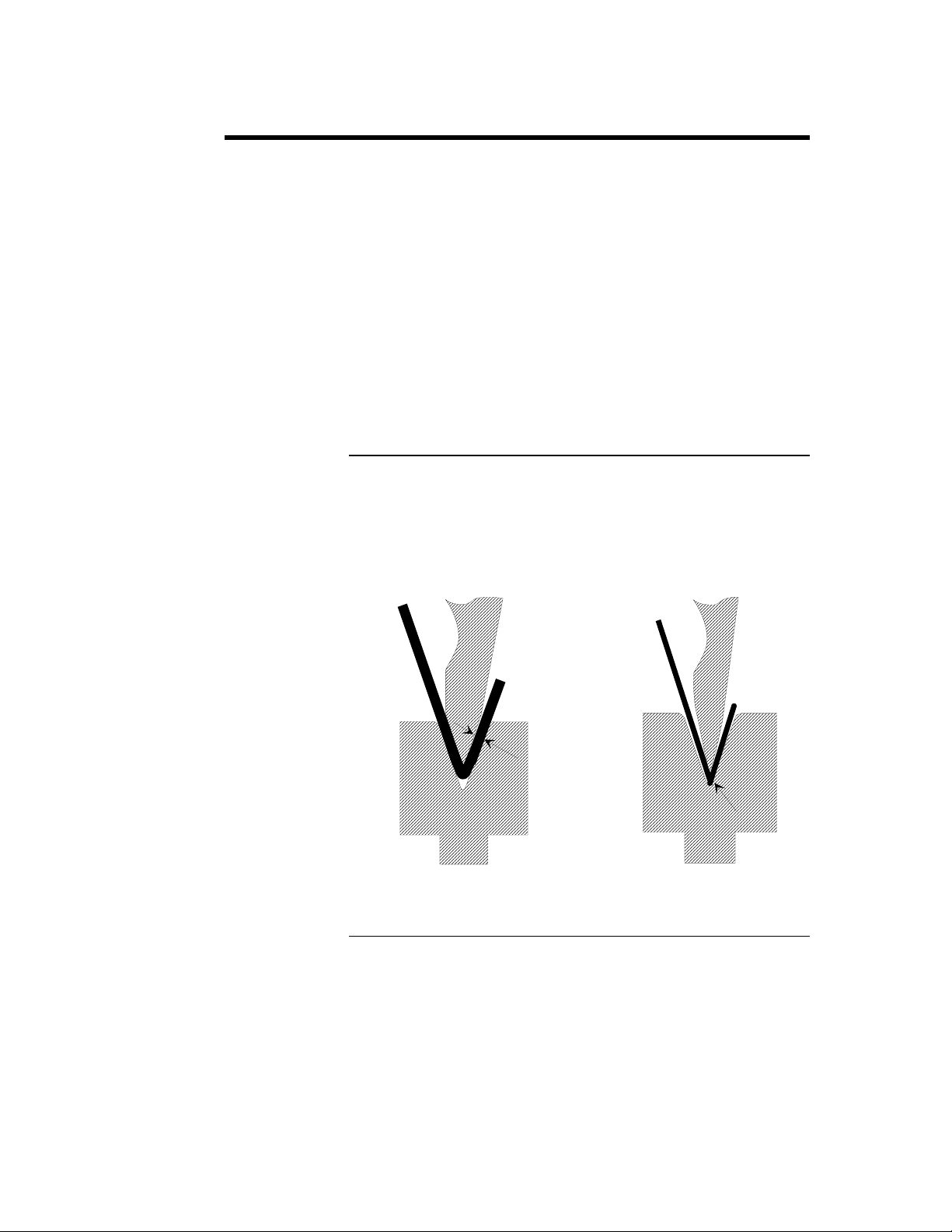
COLISION PROFUNDIDAD AUTORIZADA
Páginas: UTILES PLEGADO, PROGRAMACION PUNZON / MATRIZ
El software crea un mensaje de error cuando detecta que se produce un
recalcado de la materia en el fondo de la matriz y/o entre las paredes laterales
del punzón y de la matriz. Este mensaje se visualiza en la zona interactiva. El
software conmuta a la página UTILES PLEGADO con el cursor orie ntado
hacia esta zona.
Por defecto si no se especifica nada, el test de colisión se realiza para cada
plegado.
En la página UTILES PLEGADO la zona COLISION PROFUNDIDAD
AUTORIZADA es igual a SOBRE ESTE PLIEGUE NO.
Sin embargo es posible inhibir esta seguridad en la página UTIL PLEGADO
para la pieza en curso (ver abajo) o por defecto en la página
PROGRAMACION PUNZON o MATRIZ.
Página UTIL PLEGADO
Dos selecciones son disponibles:
SOBRE ESTE
PLIEGUE/ SI / NO
GLOBALMENTE
El test de colisión se realiza (o no según la
selección SI / NO) únicamente en la secuencia
(plegado) en curso.
Se ignora el test de colisión para el conjunto de
las secuencias que constituyen la pieza.
Colisión lado Colisión fondo de matriz
Página PROGRAMACION PUNZON / MATRIZ
De una manera general, si no se desea el test de colisión, es posible ignorarlo
por defecto al momento de la creación de una pieza.
Para crear esta situación durante la creación del útil, hay que programar
COLISION PROFUNDIDAD AUTORIZADA SI.
Para que esta autorización sea válida (en la página UTILES PLEGADO), es
necesario que el punzón y la matriz posean esta autorización.
Si uno u otro de los utiles no da la autorización, NO es de nuevo válido.
DEFINICIONES PAGINA 21

CONTADOR DE PLIEGUES
La página BIENVENIDA indica le nombre de pliegue s realizados desde una
fecha definida.
El contador se pone a 0 en nuestros talleres. Cuando el primero pliegue en
modo automático o medió-automático es efectuado, en pieza a contar y la
fecha se inscribe automáticamente. Es imposible de modificar estos datos en
otro sitio.
CORRECCIONES (TABLA DE ...)
La practica puede hacernos descubrir ciertos ángulos o / y distancias de lados
son frecuentemente o siempre a corregir del mismo valor.
Para evitar al operario de hacer continuamente c orrecciones, existe una
tablero de correcciones jamada MATERIAL que se obtiene por el medio de
los parámetros máquina
5 materias están programadas:
ACERO
ALUMINIO
INOX
ESPECIAL 1
ESPECIAL 2
Para cada una de las materia, el tablero de la página MATERIAL son
distintas.
PÁGINA 22 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
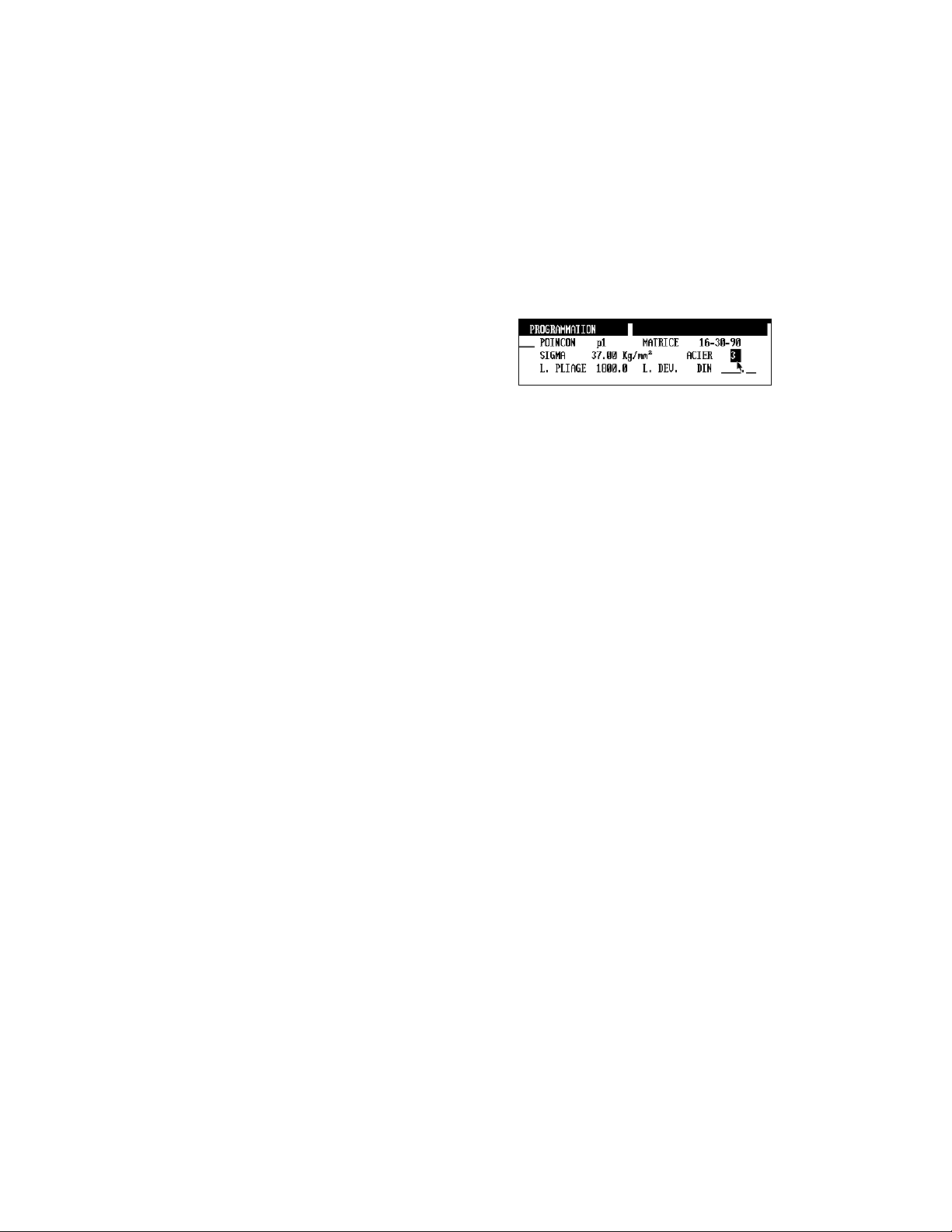
En esta página hay principalmente 3 tableros:
LONGITUD
DESARROLLADA
Permite de escoger con 10 coludas (0-9) y de
hacer 10 correcciones diferentes del calculo
DIN (DIN 6935)de la longitud desarrollada.
En el ejemplo que sigue, si la materia escogida
es ACERO 3, la corrección será de:
DIN * 0.850
El escoge de la corrección se hace en la página
PIEZA NUM, PLEGADO NUM etc., en el
sitio que sigue inmediatamente la materia.
COMPENSACIÓN
ELASTICIDAD
PRESIÓN
TOLERANCIA PCC
EN % DEL ESPESOR
FACTOR
CORRECCIÓN
ESPESOR
Permite de determinar una corrección de ángulo
para cada tipo de materia según el ángulo
programado. En el ejemplo siguiente los
ángulos entre 76° y 90° y que utilizan la
materia ACERO serán automáticamente
corregidas de -2.5°.
Esos dos parámetros reemplazan el calculo de la
fuerza de pliegue realizada normalmente por la
DNC. No programados esos dos valores son:
PLEGADO EN EL AIRE = 1.75
FONDO MATRIZ = 42.0
Si necesario modificar esos valores a su
conveniencia. Esos valores son propios a cada
una de las 5 materias.
Este sitio es una seguridad para las
herramientas. Si durante la medida del espesor,
el espesor del material es superior a nnn%, se
generará una alarma.
Consulten el capitulo Correcciones por medida
de éspesor / Medida en el PCC.
Este tablero es utilizado por la función de
corrección de espesor al PCT.
Consulten el capitulo Correcciones por medida
de éspesor / Medida en el PCC.
DEFINICIONES PAGINA 23

CORRECCIONES DE ANGULO
Páginas: CORRECCIONES
GÉNÉRALIDADES
Las chapas utilizadas en el taller casi nunca tienen su espesor nominal. El
espesor real varía corrientemente de ±10% con relación al valor nominal.
Además la variación no es constante en toda la anchura de la chapa. El
espesor por el lado izquierdo puede ser diferente del espesor por el lado
derecho (chapas de sección trapezoidal). El software permite corregi r e st e tipo
de error disociando la corrección de una extremi dad a la otra del plegado.
Los cálculos de profundidad de plegado (así como de alargamiento, de
presión y bombeado) se basan sobre el espesor nominal. (el espesor
programado en la zona ESPESOR).
Tratamos en este capítulo Correcciones de ángulo 3 tipos de correcciones:
Las correcciones directas.
Las correcciones angulares.
Las correcciones por medida del espesor de la chapa.
Según la zona en la cual se introduce, una corrección puede actuar sobre:
El pliegue referido (únicamente).
Todos los pliegues (del mismo ángulo) situados en la misma sección
(mismo perfil).
Todos los pliegues (del mismo ángulo) de la pieza (también sobre
secciones distintas).
CORRECCIONES DIRECTAS
Para utilizar las correcciones directas, el DNC debe hallarse en modo
programación o semi-automático y basta con introducir un valor en la zona
deseada de la primera tabla de la página. El número de pliegue en curso se
halla en la parte alta de la pantalla.
Si la corrección se refiere a los dos lados de la trancha, hay que introducir el
mismo valor para Y1 y Y2.
Es también posible corregir los otros ejes, el PCC, la fuerza de plegado y el
bombeado según los mismos principios.
Las correcciones directas se adicionan. Esto significa que si hay una correcc ión
global para la pieza y si se programa una correcci ón para un pliegue dado, l a
corrección final para este pliegue será la adición de las dos correcci ones.
PÁGINA 24 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
CORRECCIONES ANGULARES
Después de haber realizado un plegado, el operario mide el ángulo obtenido.
Introduce el valor angular medido en la zona ANGULO. El DNC calcula
automáticamente la correcci ón para obtener el ángulo inicialmente
programado. Si después de haber realizado el plegado corregido, el ángulo
todavía no es correcto, basta con introducir el nuevo ángulo programado.
Según los casos, esta operación se puede repetir 2 o 3 veces.
Cuidado, no hay que intervenir en la tabla de las correcciones directa s
simultáneamente con las correcciones angulares.
Como para las correcciones directas, se puede atribuir la correción a:
PLEGADO Corrige únicamente el pliegue en curso.
SECCIÓN _ Corrige todos los ángulos de la sección
especificada que tienen el mismo valor
programado y los mismos útiles.
PIEZA Corrige todos los ángulos de la pieza que tienen
el mismo valor programado y los mismos útiles.
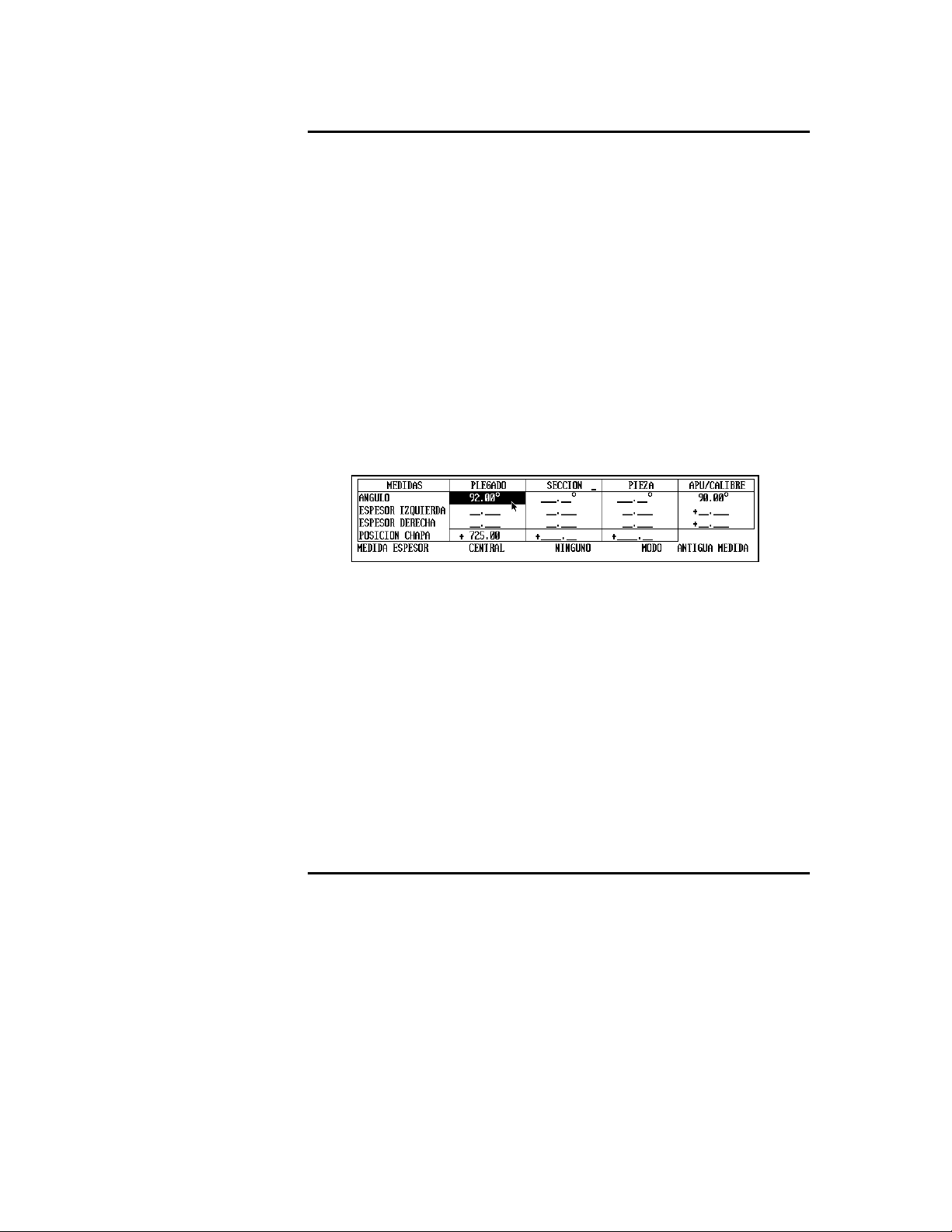
El DNC debe hallarse en modo programación o semi-automático.
Programar la zona MEDIDA ESPESOR de la manera siguiente
MEDIDA ESPESOR CENTRAL NINGÚN MODO ANTIGUA MEDIDA
Medir el ángulo obtenido.
Introducir el valor medido en la zona ANGULO bajo una de las
columnas PLEGADO, SECCIÓN o PIEZA.
Testear el resultado y empezar de nuevo si es necesario.
Ver también el parámetro máquina COMPENSACION RETORNO
ELASTICO en la página MATERIA. Este parámetro permite corregir
permanentemente un ángulo dentro de una zona dada.
CORRECCIONES POR MEDIDA DE ÉSPESOR
La corrección por medida de espesor se puede realizar de varias maneras,
pero el principio es idéntico. Un sistema (o el operario) suministra al DNC la
medida real de la materia. Con estos parámetros, el DNC calcula la
corrección necesaria.
Los dos principales métodos son:
Medida en el PMA y medida en el PCC.
DEFINICIONES PAGINA 25

Medida en el PMA El principio consta en que la medida sea realizada e
introducida en el DNC cuando la máquina se halla
en el PMA.
La introducción de la medida se hace sea
convencionalemente por el teclado, sea por medio
de una conexión RS232 utilizando un aparato de
medición adecuado, o también por un sistema
integrado al tope.
Medida en el PCC En este caso se realiza la medida en el PCC.
Tres posibilidades se ofrecen:
- Medida por la trancha
- Medida por la trancha con desplazamiento de
matriz.
- Medida en el PCC real por un sistema externo.
Como para las correcciones angulares y directas, es posible afectar la
corrección al pliegue en curso, a la sección o a la pieza completa.
Además, con la corrección en función de la medida de espesor, es posible
diferenciar la corrección para cada extremidad del pliegue. La selección se
hace por medio de la lista rotativa CENTRAL o A LAS EXTREMIDADES.
(ver más adelante en este capítulo para la utilización de esta posibilidad).
Observaciones: Por motivos técnicos, es posible pasar a modo
programación durante el trabajo (DNC en modo automático
y programación) sólo si se ha seleccionado MEDIDA
ESPESOR NINGUNA.
Por motivos técnicos, no se puede modificar las zonas
POS. CHAPA y MEDIDA ESPESOR en modo semiautomático.
Medida en el PMA
Como se ha descrito en la introducción de este capítulo, la medida se hace
cuando la trancha se halla en el PMA.
En este párrafo se describe únicamente la introducción de la medida por el
operario, como lo permite el software "standard" del DNC.
El DNC debe hallarse en modo programación o semi-automático.
Proceder de la manera siguiente:
Programar la zona MEDIDA ESPESOR de la manera siguiente
MEDIDA ESPESOR CENTRAL PMA MANUAL MODO POR PLIEGUE
Medir el espesor muy exactamente (con un micrómetro).
Introducir el valor medido en la zona ESPESOR IZQUIERDA de la
columna PIEZA, SECCION o PLEGADO según su necesidad.
Programando únicamente la zona ESPESOR IZQUIERDA, el
software asume que la medida es central.
Dejar la zona.
Plegar.
PÁGINA 26 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Si se hace la introducción en la columna:
PIEZA
- La medida realizada por el operario sobre cualquier pliegue es válida
hasta la próxima medida.
- El espesor real obtenido es memorizado en asociación con la pieza.
- Se considera que el espesor real es el mismo para todos los pliegues.
- A cada nueva medida, se corrigen todos los pliegues.
- Si no se realiza ninguna medida, se corrige según la anti gua medida
memorizada.
SECCIÓN
- La medida realizada por el operario sobre cualquier pliegue de la
sección es válida hasta la próxima medida.
- El espesor real obtenido es memorizado en asociación con la sección a
la cual pertenece el pliegue sobre el cual fue realizada la medida. Es
válida para todos los pliegues sucesivos perteneciendo a la mism a
sección.
- Si se realiza una nueva medida, se corrigen de nuevo todos los
pliegues de la sección en cuestión.
- Si no se realiza ninguna medida, se corrige según una eventual
antigua medida memorizada en asociación con esta sección.
Observación: Es decir que si valores son presentes en la columna
SECCIÓN, se tomarán en cuenta cuando los valores de la
columna PIEZA quedarán ignorados. Si no hay ningún
valor en la columna SECCIÓN, los valores de la columna
PIEZA, si existen se tomarán en cuenta.
PLEGADO
- La medida realizada por el operario sobre cualquier pliegue es
únicamente válida para este pliegue. Es también memorizada.
- Si no se realiza ninguna medida, se corrige según una eventual
antigua medida en asociación con este pliegue.
Observación: Si hay valores en la columna PLEGADO, se tomará n en
cuenta cuando los valores de las columnas SECCIÓN y
PIEZA quedarán ignorados. Si no hay ningún valor en la
columna PLEGADO, los valores de la columna
SECCIÓN, si existen se tomarán en cuenta. Si sólo la
columna PIEZA tiene valores, estos se tomarán en cuenta.
DEFINICIONES PAGINA 27

Medida en el PCC
Describimos en este capítulo únicamente la me dida en el PCC con la trancha.
Principio:
La trancha realiza su aproximación habitual (en semi-auto o automático).
Llegando justo antes del PCC teórico, el DNC disminuye la presión del
sistema y la trancha se "coloca" libremente sobre la chapa. El DNC detecta la
parada de la trancha y de esta manera permite la medida del espesor de la
chapa.
Es inútil decir que, en esta fase, la chapa no debe curvarse bajo la influencia
de la trancha, si no la medida está falseada. El modo de funcionamiento de
esta opción dependerá directamente de la hidráulica de la máquina, de la
velocidad de acercamiento de la chapa, de la fuerza mínima de la trancha en
esta fase de medida.
Naturalmente es inimaginable que, en esta fase, la trancha se ponga de través,
resultando entonces totalmente errónea la medi da.
Así idealmente la pieza se hallará en el centro de la máquina, tendrá una
longitud de plegado de más de los 2/3 de la longitud total de la máquina y
estará en posición de soportar la trancha sin curvarse.
Como para las otras correcciones, la medida puede re alizarse por pieza,
sección o plegado, central o a las extremidades según la selección realizada.
Antes de cada utilización, hay que proceder a la calibración, para calibrar el
conjunto.
Calibración
Un ciclo de calibración es muy semejante a un ciclo de medida.
Simplemente, el espesor real obtenido se sustrae del espesor nominal. Esta
diferencia está memorizada para utilizarse más tarde como corrección de los
cálculos de espesores reales.
Procedimiento:
Medir la chapa con un micrómetro.
Seleccionar MODO CALIBRACIÓN.
Inscribir los valores en las zonas apropiadas ESPESOR DERECHO
y ESPESOR IZQUIERDO de la página CORRECCIONES.
Poner el DNC en modo semi-auto.
Colocar la chapa en el centro de la máquina y realizar un plegado.
Si el ciclo de calibración tuvo lugar correctamente, las diferencias
entre los espesores reales medidos y los valores de referencia se
visualizan en las líneas ESPESOR IZQUIERDO y ESPESOR
DERECHO, bajo la columna --APU--. Quedarán aquí ha sta la
próxima calibración.
Seleccionar el modo de medida deseado MODO POR PIEZA,
POR SECCIÓN o POR PLIEGUE. Desde este momento, durante el
trabajo, se realizará la medida según la opción elegida. Ver también la
descripción del modo ANTIGUA MEDIDA a continuación.
Observaciones: Si la zona POS. CHAPA no está definida, se supone que
la chapa está centrada entre las dos reglas.
Si la anchura de la chapa no está definida, se supone que es
igual a la distancia entre las reglas Y1 e Y2 (parámetros
máquina).
PÁGINA 28 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Trabajo con la corrección MEDIDA EN EL PCC
Después de haber realizado la calibración, hay que seleccionar MODO POR
PIEZA, POR SECCION o POR PLIEGUE según que se desea realizar
una medida respectivamente por pieza, sección o pliegue.
ANTIGUA MEDIDA
En este modo, no se ejecutan nuevas medidas.
Las antiguas medidas memorizadas en
asociación con la pieza, la sección o el pliegue,
son conservadas y utilizadas.
Este modo es particularmene conveniente en
caso de trabajo con un juego de chapas
suficiente homogéneo. En efecto, en este caso
basta con proceder a una sola medida de
espesor durante el primer plegado de la primera
pieza y corregir sobre la misma base a
continuación. Esto permite evitar la pérdida de
tiempo inevitablemente asocia d a a la medida.
Este modo de trabajo se aplica también en caso
de trabajo con grupos de piezas, puesto que las
antiguas medidas asociadas a la última pieza
realizada son copiadas para la pieza siguiente.
TOLERANCIA PCC
EN % DEL ESPESOR
Página: PARÁMETROS MÁQUINA /
MATERIAL.
Este sitio permite de imponer una limite
máxima en la "dispersión" de la materia cuando
se utiliza la corrección de espesor al PCT.
En el caso que el espesor de la chapa medida
sea superior o menor a nn%, el pliegue no será
ejecutado y un mensaje informa el operario.
Consulten Correcciones (tabla de ...).
FACTOR
CORRECCIÓN
ESPESOR
Página: PARÁMETROS MÁQUINA /
MATERIAL.
Este tablero permite de determinar un conjunto
de correcciones en función de la variación del
espesor cuando utilicen la corrección del
espesor al PCT. No programado este parámetro
tiene por valor 1.00.
Si el operario ve que:
para una cierta materia, el logicial suele
compresión muy grande (ósea que baja mucho
cuando el espesor efectivo es mas fino que el
espesor nominal, o no baja bastante, si el
espesor efectivo es mas grande que el nominal )
el operario pondrá un valor entre 0.99 y 0.0 en
el sitio del ángulo correspondiente ángulo
correspondiente.
Si al contrario, el logicial no compresa bastante,
el operario pondrá un valor entre 1.01 y 99.99.
Ver Correcciones (tabla de ...).
DEFINICIONES PAGINA 29

CORRECCIÓN DE ESPESOR INDEPEND IENTE Y1-Y2
El principio consta en suministrar o medir (según uno de los métodos
descritos arriba) el espesor a cada extremidad del pliegue. Con estos datos y
conociendo la posición de la chapa, el DNC calculará de nuevo una
corrección diferente para Y1 Y2. Este tipo de corrección es particularmente
apreciado para el plegado de chapa con una gran longitud de plegado y una
variación importante de espesor.
Para funcionar, los parámetros máquinas describiendo la posición de las
reglas, la anchura de la máquina, etc .se deben programar, si no un mensaje
de error aparece.
La corrección de espesor independiente Y1 Y2 se puede utilizar
conjuntamente tanto con la medida de espesor en el PMA como con la
medida de espesor en el PCC. Funciona también con la selección de las
correcciones por pieza, sección o pliegue.
Medida de espesor en el PMA
El funcionamiento es idéntico al descrito en el párrafo Medida en el PMA
arriba, excepto que hay que programar la posición de la chapa y el espesor a
cada extremidad.
Seleccionar MEDIDA DE ESPESOR A LAS EXTREMIDADES
Programar la posición de la chapa en la zona POSICION CHAPA y
en la columna elegida.
Introducir en la misma columna el espesor de la chapa medida a cada
extremidad del futuro pliegue.
Dejar la zona.
Plegar.
Medida de espesor en el PCC
El funcionamiento es idéntico al descrito en el párrafo Medida en el PCC
arriba, excepto que en este caso hay que programar la posición de la chapa.
Seleccionar MEDIDA DE ESPESOR A LAS EXTREMIDADES
Programar la posición de la chapa en la zona POSICION CHAPA y
en la columna elegida.
Proceder como descrito en el párrafo Medida en el PCC arriba.
Seguir plegando.
CORRECCIONES: SENSIBILIDAD PMB
Página: CORRECCIONES, sitio SENSIBILIDAD PMB.
Este sitio indica cual es la variación de profundidad necesaria para obtener
una variación de ángulo de 1 (uno) grado en la secuencia en curso.
Si ese valor es muy pequeño (por ejemplo < o = 0.05 mm), es deseable de
utilizar una matriz con un V mas ancho.
PÁGINA 30 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

CRITÈRIOS DE SIMULACIÓN
Páginas: PLEGADO 2D
(via menú ACCIÓN)
Antes de lanzar una búsqueda automática de la gama de pliegues, tienen la
posibilidad de definir un cierto número de criterios tomados en cuenta por el
sistema cuando calculará la continuación de los pliegues.
Los criterios de simulación son siempre válidos como fueron definidos por la
última vez.
Se distinguen dos grupos de criterios de simulación:
NO-PRIORITARIOS
PRIORITARIOS
N° MAX. PLEGADO
CONTRA TOPE
L. MIN. CONTRA
OPERARIO/L TOTAL
Son criterios de preferencia. Se aplican en la
medida de lo posible. El no respeto de estos
criterios no impide el software de hallar una
solución.
Estos criterios son obligatorio s. El software
buscará una solución respetando
imperativamente estos criterio s. Estos últimos
pueden conducir el software a no hallar
solución.
Permite limitar el número de pliegues (ya
realizados) hallandose entre el pliegue a realizar
y el tope trasero.
El sistema buscará una solución permitiendo de
siempre dejar una longitud mínima (expresada
en % de la longitud desarrollada total) por el
lado del operario.
DEFINICIONES PAGINA 31

Eje de
basculado
Eje de
volteado
= volteado
+ pivotado 180°
Eje de
pivotado
MINIMO DE
PIVOTADO
MINIMO DE
VOLTEADO
MINIMO DE
BASCULADO
MANIPULACION
OPTIMAL
ERROR DE CORTE
SOBRE CARA
PRECISION ENTRE
CARAS -- Y --
FLEXIBILIDAD
El software elegirá la solución pidiendo el
mínimo de pivotado posible.
El software elegirá la solución pidiendo el
mínimo de volteado posible.
El software elegirá la solución pidiendo el
mínimo de basculado posible.
El software elegirá las manipulaciones de la
chapa que son más favorables para el operario;
en función del espesor de la chapa y de su
relación longitud/longitud de plegado. La
selección de esta opción es prioritaria sobre los
criterios precedentes.
El software procurará que el error de corte se
halle sobre la cara especificada.
El software buscará una solución permitiendo
alcanzar la precisión máxima entre las caras
especificadas.
Normalmente el software no acepta que la pieza
tope contra una parte de la máquina durante el
plegado.
Cuando está validado este criterio, el software
acepta que una parte de la pieza tope en un
punto de la máquina con una flexibilidad en %
de la longitud de la chapa entre el pliegue y el
fin de la pieza por el lado del perfil que entra en
colisión.
PÁGINA 32 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

0
40
60
40mm = 20% of 100 + 60 + 4
100
En este ejemplo, una flexibilidad de 20%
autoriza la chapa a "penetrar" teóricamente de
40 mm en el punzón.
Astucia Si una pieza es muy compleja, puede ser
interesante programar 100% de flexibilidad para
anular el criterio de colisión, con el propósito de
visualizar la continuación de los pliegues
propuestos por el software. Entonces se reducirá
este criterio hasta un v alor aceptable.
APOYO SOBRE
SEGMENTO
Por defecto (NO), el sistema prohibirá la
situación illustrada a continuación.
INCLINADO
y sólo autorizará los apoyos
o
o
Programando esta opción SI, el software
autorizará también el apoyo sobre ángulos más
abiertos que 90° (1° caso arriba).
Para validar los criterios elegidos para una simulación, clic en la zona
DEJAR o pulsar una de las teclas de función para tener acceso a una nueva
página.
DEFINICIONES PAGINA 33

CURVA IDEAL (CR)
Páginas: PIEZA NUMÉRICA y PLEGADO NUM.
La curva ideal permite hacer un pliegue con un gran radio interno.
Se puede programar una curva ideal en una o otra página.
Se determina una curva ideal con una programación desde 4 hasta 98 (una
programación a 0, 2 o 3 dará un error).
Observación: Para un resultado coherente, el número de pliegues para
realizar el ángulo debe ser tal que la longitud de cada
segmento sea superior a la mitad de la longit ud de la apertura
de la V de la matriz.
En caso contrario, un mensaje informará al operador y esto
resultará en un ángulo demasiado abierto.
Astucia Si se programa 99 en el sitio, CR el logicial determina el mismo el número
máximo de pliegues para la curva ideal. Claro por cierto el operador puede
después diminuir el número de pliegues si lo desea.
En modo curva ideal, el software calcula pliegues diferentes para el primer,
el segundo, el penúltimo y el último pliegues según la curva a continuación.
Procedimiento para realizar una curva ideal:
Página PIEZA NUM
Llamar a la página PIE Z A NUM.
Introducir el valor del ala deseada en la columna L.
Introducir el ángulo final deseado.
Introducir el radio interno final en la zona Ri.
Introducir el número de plegados para la curva ideal en la zona CR.
Ver también Tolerancia.
PÁGINA 34 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Ejemplo de programación
Llamar a la página PIE Z A NUM.
Introducir los útiles y la materia como de costumbre.
Introducir las dimensiones de la pieza con el radio interno de curva
ideal en la columna Ri.
Introducir 99 en el sitio CR, el programa calculará el número de
pliegues máximo para este croquis (ver fig. arriba).
Lanzar el cálculo (via menú Acción) para obtener la longitud
desarrollada, la tolerancia (ver Tolerancia) y el número de plegado
por curva ideal.
Llamar a la página PLEGADO 2D.
Compruebe que el campo SIMULACIÓN contenga SIN PLIEGUE
IMPUESTO.
Seleccione BUSCAR ORDEN DE PLEGADO (desde el menú
Acción).
A continuación, pase al modo semiautomático
(teclas F8 y F10
del PC para volver al modo programación).
Simule el plegado con la tecla
.
DEFINICIONES PAGINA 35

Ejemplo de programación para un canalón
Para realizar un tipo de pieza como arriba:
Llamar a la página PIE Z A NUM.
Introducir los útiles y la materia como de costumbre.
Introducir las dimensiones de la pieza con el radio interno de curva
ideal.
Introducir 99 en el sitio CR, y el programa calculará el número de
pliegues máximo para este croquis (ver fig. arriba).
Lanzar el cálculo para obtener la longitud desarrollada, la tole rancia y
el número de plegado por curva ideal.
Llamar a la página PLEGADO 2D.
En el momento de la edición de este manual, la simulación automática para
esta pieza ejemplo no da resultado.
Así hay que utilizar el modo DESPLEGADO para imponer semiautomáticamente la gama de los pliegues.
En el ejemplo abajo, la continuación de los pliegues no fue modifica da.
Depende del operario de hacerlo en el curso de este procedimiento.
PÁGINA 36 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Seleccionar modo DESPLEGADO.
La pieza aparece en los útiles con el último plegado programado.
Introducir la cara a plegar en último lugar (3 en este ejemplo)
Al dejar la zona CARA, el software visualiza el plegado elegido.
Colocar el cursor en la zona APOYO y modificar el apoyo si es
necesario. Para esta pieza, el apoyo 4 propuesto automáticamente fue
conservado.
A pesar de la "colisión" visible en esta situación, la colisión no tendrá
lugar gracias a la curva ideal (ver más adelante en la simulación en
modo semi-automático).
Pulsar la tecla
El software visualiza el plegado precedente (se puede seleccionar otro
plegado programando en la zona cara la cara deseada). El apoyo
propuesto (5) es conservado, pero puede también modificarse.
DEFINICIONES PAGINA 37
.

Repetir la operación hasta el pliegue No 1.
Pasar a modo semi-automático
Visualizar el resultado paso a paso pulsando la tecla
pliegue realizado (con PC, para volver en modo programación pulsar
F10).
Observación: En este ejemplo, el tope está equipado con un eje R. El
software así calcula automáticamente su posición en función
de la curva ideal. Si su máquina no está equipada con un eje
R motorizado, un tope vertical puede fijarse vertical mente
con relación al tope original.
(con PC pulsar F8).
para cada
PÁGINA 38 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

DEJAR EL SOFTWARE
Para parar la máquina, proceder como sigue:
Como medida de seguridad:
apoyar la trancha en los útiles o sobre cuñas (tacos) de madera o
metal.
Parar el motor principal.
Pulsar sobre MENÚ
Validar con la tecla
En la nueva ventanilla seleccionar TERMINAR.
Validar con la tecla
Esperar que la pantalla de el DNC vuelve a ser negra y da el mensaje
EXECUTION TERMINATED (EJECUCION TERMINADA).
En Windows, el DNC saldrá de Windows automáticamente y mostrará
un mensaje cuando el sistema esté listo para ser apagado.
Cortar la corriente de el DNC o de la máquina.
Con PC proceder de la misma manera o :
Pulsar simultáneamente las teclas
Clic en TERMINAR.
y seleccionar DEJAR.
.
.
y (F1 un poco tras Alt).
DEFINICIONES PAGINA 39

DÉSCENTRAMIENTO HERRAMIENTAS
Página: PROGRAMACIÓN PUNZONES
El sitio CORRECCIÓN X permite de corregir el descentraje eventual de un
punzón.
Esta corrección da al tope "una modificación de origen" según el
descentramiento de la herramienta. La corrección tiene cuenta del sentido del
montaje de la herramienta.
La corrección es efectiva al pasar en modo semiautomático / o automático.
PÁGINA 40 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

DESEMPEÑO DEL TOPE
Página: ÚTILES PLEGA
Recuerden: son considerados como peligrosos y necesitando un desempeño,
los desplazamientos de los ejes Y, M1, M2, y la función auxiliar tipo
MATRIZ.
A fín de ofrecer una gestión adecuada a ciertos casos particulares, ahora es
posible al operario de especificar el tipo de desempeño del tope.
El operario efectuara la selección para cada secuencia en la página ÚTILES
PLEGA por medio del sitio DESBLOQUEO X.
Atención:
Las distancias de desempeño (parámetro 233) son programadas en los
parámetros máquina y no deben ser modificados.
3 tipos de desempeño a escoger:
MÁXIMO
FUERA ZONA
DESBLOQUEO
NINGUNO
PM 5 0
Valor por si.
En ese caso, el desempeño tiene que ser echo a
la valor mas grande de los parámetros Cota X
para velocidad de seguridad y Cota X
para desbloqueo matriz.
Generalmente la cota X velocidad de seguridad
es la mas grande de los dos valores.
Después los ejes se desplazan a su velocidad
máxima.
Desempeño a la Cota X para desbloqueo
matriz.
Después los ejes se desplazan a la velocidad
autorizada en la zona Cota X para velocidad
de seguridad.
Utilizaremos este tipo de desempeño si los
desplazamientos son cortos.
No se desempeña todo. El desplazamiento de
los ejes se ara en velocidad de seguridad si están
en la zona Cota X para velocidad de
seguridad.
PM 5 0
PM 5 0
PM 2 3 3
PM 2 3 3
PM 2 3 3
La distancia de destalonado depende de la longitud de la matriz. Cuando se
montan varios puestos, la distancia tamb ién tiene en cuenta la herramienta más
larga.
PM 50 y PM 233 son los números de los parámetros relacionados de las máquinas.
DEFINICIONES PAGINA 41

DISTANCIA PV
Página: PLEGADO NUM
Permite de determinar que solo una part e de la subida (en %) entre el punto
muerto bajo y el punto de contacto chapa será ejecutado en velocidad lenta,
el resto de la subida se hace en velocidad rápida.
Si VELOCIDAD PLEG. es programada y que DISTANCIA PV no
esta programada la subida se hace en velocidad lenta asta el punto de
contacto chapa (=100%).
EMBUTICIÓN
Página: PLEGADO NUM
El plegado por embutición es un modo de plegado en el cual el DNC no
busca una posición a alcanzar predefinida o calculada, pero en el cual la
trancha desciende hasta encontrar una posición que lo impide mecánicamente
ir más allá. El DNC detecta esta parada ; lo que determinará el fin del ciclo
de descenso.
El plegado por embutición permite obtener plie gues especiales que no es
posible hacer de otra manera, como el pliegue aplastado en una mat ri z
especial, pero esta técnica implica algunos riesgos.
En modo embutición, la trancha aplica el tonelaje programado
en la secuencia o el
mínimas de los parámetros de las máquinas son más
elevadas que la de la secuencia en curso.
El DNC para el ciclo de descenso de la trancha cuando observa
que esta última es mecánicamente inmovilizada sobre el objeto
a trabajar. El resultado es que toda la fuerza programada se
aplicará al objeto y en consecuencia a los útiles.
Así hay que tener en cuenta que la chapa y los útiles solicitados
en esta operación deben ser capaces de soportar esta fuerza sin
daño.
Por otra parte, si el trabajo no necesita toda la longitud de
plegado de la máquina, es imprescindible posicionar el
conjunto en el medio de la máquina.
Para ejecutar un plegado en modo embutición:
borrar el ángulo programado (zona vacia),
luego borrar los valores MEM de Y1 y Y2 (zonas vacias).
El ciclo se realizará normalmente, pero pasado el punto de contacto con la
chapa, el DNC supervisa el desplazamiento de la trancha. Tan pronto como
la trancha se para y no envia más información de desplazamiento al DNC,
éste considera la operación terminada, el tiempo de mantenimiento en presión
se ejecuta y el ciclo de subida se activa según el modo elegido.
más elevado si las presiones
PÁGINA 42 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

FECHA Y HORA
Cambiar la fecha y la hora
Página: BIENVENIDA
Llamar la página BIENVENIDA.
Poner el cursor arriba de la pantalla encima de la fecha o la hora y
Con la DNC, para autorizar el cambio, tienen que poner la llave sobre
introducir le nuevo valor respetando el formato.
2, y utilizar la tecla
Año 2000 Cuando el formato año esta en 2 números, el logicial asume que:
00 à 68 = 2000 à 2068
y que
82 à 99 = 1982 à 1999.
Modificar el formato de fijación de la fecha y de la hora
Subpágina de página BIENVENIDA.
Para modificar la fecha y la hora del control numérico.
Llamar la página BIENVENIDA y seleccionar FECHA/TIEMPO en
el menú ACCIÓN.
Una nueva pantalla aparece en la cual se puede parámetrar el contexto de el
DNC (parámetrado inte rnacional).
Es posible cargar valores de parámetros por defecto accionando la función
FALTA en el menú ACCIÓN.
como carácter de separación.
Clasificación,
búsqueda
DEFINICIONES PAGINA 43
Para facilitar la clasificación o búsqueda de piezas programadas (por fecha /
hora), es fuertemente recomendado poner el DNC o el PC regularmente a la
hora (aprox. cada 3 meses o después de una intervención).

FUERZA ADMISIBLE SOBRE LAS MATRICES
Página: PROGRAMACIÓN MATRICES
La fuerza admisible máxima es fijada a la programación de las herramientas.
Sin embargo en realidad, la fuerza admisible máxima varia en función del
ángulo de pliegue (y por claro de otros parámetros habituales).
La página de programación matriz comporta 2 pares de sitios que permiten
de adaptar la seguridad. El quinto sitio permite de comprobar el resultado.
Cuando solo el primero sitio Ton/m es programado, la limite de presión es
constante y invariable en función del ángulo.
__._° -> max 200.0 Ton/m
__. _° -> max ___._ Ton/m
Prueba 90.0° = 200.0 Ton/m
El sitio Prueba, indica la fuerza ,máxima admisible al ángulo programado.
Cuando el sitio "ángulo abierto"
programados, el calculo de la fuerza admisible es limitado según el diagrama
más adelante.
y Ton/m de la misma línea son
Sin indicaciones especificas del constructor, introduciremos la fuerza
máxima admisible ya conocida y un "ángulo abierto" de 90° (como abajo).
90.0° -> max 200.0 Ton/m
__._° -> max ___._ Ton/m
Prueba 60.0° = 115.5 Ton/m
Cuando los 4 sitios estén programados, el calculo de la fuerza admisible es
limitado según el diagrama más adelante. La elección entre el método mas
adelante y el método descripto en este párrafo dependen de los datos
conocidos y de la decisión del operario que introduce los datos de la matriz.
90.0° -> max 200.0 Ton/m
30.0° -> max 45.0 Ton/m
Prueba 60.0° = 122.5 Ton/m
PÁGINA 44 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

FUERZA PLEGADO
Página: PLEGADO NUM
Si los datos referentes a la anchura, al espesor, al sigma y a los útiles son
conocidos, esta zona se calcula automáticamente. Indica la fuerza de plegado
(tonelaje) necesaria para el plegado.
Se puede programar de nuevo esta zona a su conveniencia. Sin embargo si el
valor introducido es superior a la seguridad de los útiles, un mensaje de error
aparece en la zona interactiv a. Estos controles de segurid ad se r e ali zan al
cambiar de modo en el DNC (ver Utiles).
FUNCIONES AUXILIARES
Las funciones auxiliares son programables y utilizables con diversos fines
por los constructores.
Así no conviene tratar esto aquí, sirvanse consultar con el fabricante de la
máquina para conocer los detalles de funcionamiento.
GAMA DE PLEGADO
GAMA DE PLEGADO AUTOMATICO
El software puede hacer a petición una búsqueda automática de la gama de
pliegues. El resultado es condicionado por "criterios de simulación" que el
operario puede introducir a su conveniencia según la pieza a producir (ver
Critèrios de simulación).
Introducir los datos de la pieza (ver el documento Manual de utilización).
Página PLEGADO 2D, página PLEGADO 3D.
Elegir los criterios de simulaci ó n.
Posicionar el cursor en la zona SIMULA y seleccionar SIN
PLIEGUE IMPUESTO.
Elegir BUSCAR ORDEN PLEGADO en el menú Acción.
Según la complejidad de la pieza, el software dará una solución completa,
parcial o no solución. Ver a continuación Modo DESPLEGADO.
DEFINICIONES PAGINA 45

MODIFICAR LA GAMA DE PLEGADO
Susodicho: Situación inicial.
Situación deseada.
Esta operación se hace preferentemente en la página PLEGADO 2D (con
una versión 3D, es posible realizar esta operación en la página PLEGADO
3D. Ver también el Manual de referencia 3D).
Seleccionar la secuencia a modificar (teclas
Colocar el cursor en la zona CARA e introducir el número de la cara
que se debe plegar (3).
PÁGINA 46 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
o ).

Colocar el cursor en la zona APOYO e introducir el número del
apoyo (4). El programa propone los posibles puntos de apoyo en el
campo AP. PR.
Seleccionar SIMULAR PLIEGUE en el menú Acción.
Se observa que la secuencia que plegaba la cara elegida fue suprimida.
La siguiente secuencia pliega el mismo lado (PLI2).
Sin cambios. Si fuera necesario, modifique el apoyo.
"Colocarse" en la secuencia a modificar PLEGADO 3 con las teclas
o .
Colocar sucesivamente el cursor en la zona CARA e introducir el
número de la cara, después sobre APOYO e introducir el número del
apoyo para esta secuencia (en este ejemplo CARA 1 y APOYO 0).
Seleccionar SIMULAR PLIEGUE en el menú Acción.
Proceder de la misma manera para otros pliegues o para imponer una
simulación.
Si dominan bien la numeración de las caras y apoyos, no es necesario simular
cada pliegue. Después de haber terminado la introducción para cada
secuencia, basta con posicionar el cursor en la zona SIMULA, seleccionar
CON PLIEGUE IMPUESTO y pulsar BUSCAR ORDEN PLEGADO
en el menú Acción.
DEFINICIONES PAGINA 47

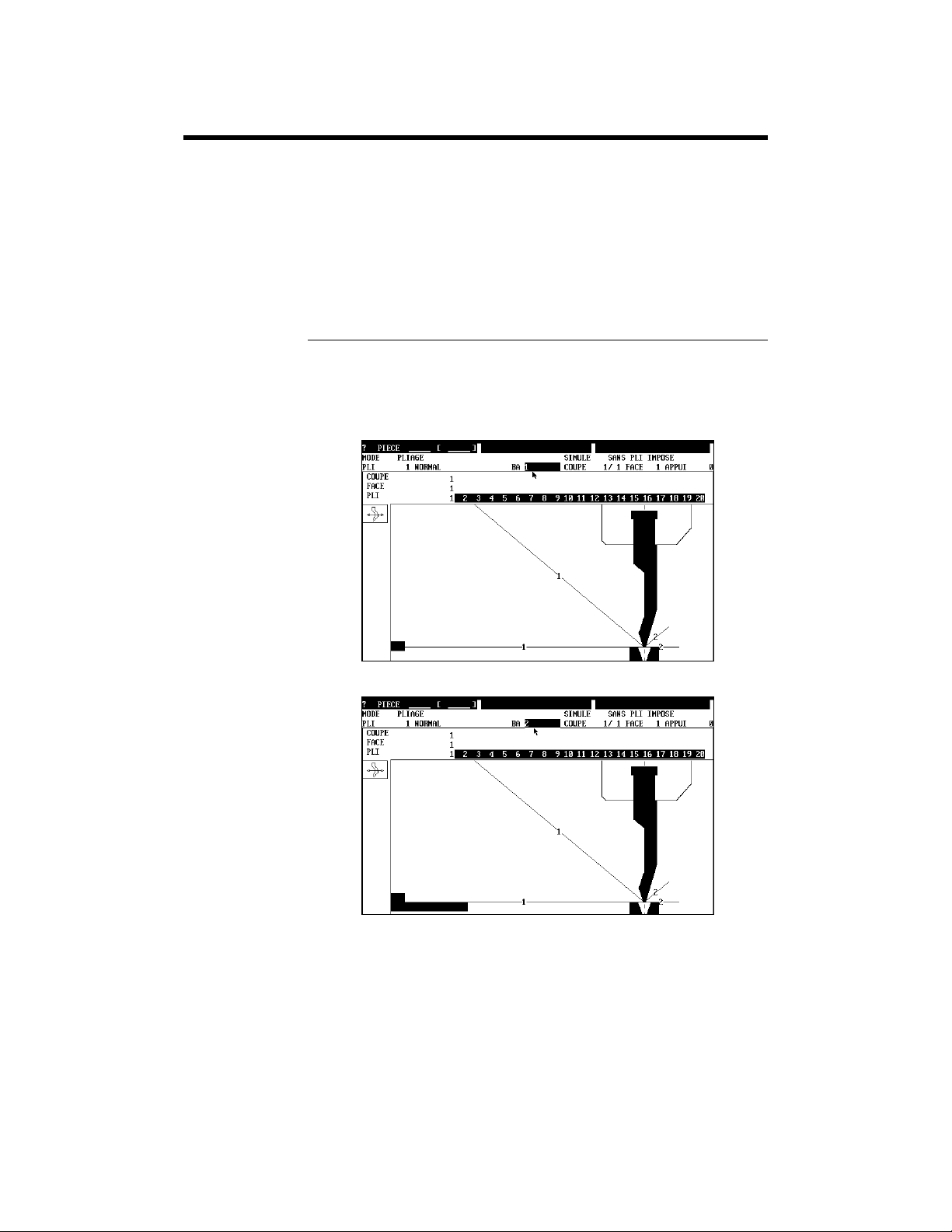
MODO DESPLEGADO
El modo desplegado es útil cuando el software no halla solución para la gama
de plegado. El modo desplegado presenta la pieza terminada, el operario
determinará manualmente la gama de plegado de la misma manera que es
descrito arriba, pero empezando por el último pliegue hasta el primero.
A continuación se muestra un ejemplo sencillo que hace que la pieza toque el
bastidor de la mesa antes que el pliegue, sea cual sea el modo de introducción
de la chapa. La solución para esta pieza es crear un pliegue intermedio,
solución que se describe en el capítulo Pliegues especiales. Este capítulo
muestra simplemente cómo utiliza r la función desplegado.
En la primera figura, la pieza toca tras el último pliegue. En la segunda
figura, la pieza ya toca en el segundo pliegue.
A continuación se muestran los datos de la pieza (la altura de la matriz es de
50 mm).
En la página PLIEGUE EN 2D, si se solicita una búsqueda del orden de
plegado, se muestra el mensaje Solución no encontrada.
Seleccione el Modo desplegado.
Aparece el último pliegue, se marca la colisión inmediatamente.
Si aparece una solución sin colisión, pulse la tecla
si el programa proporciona una solución.
y compruebe
PÁGINA 48 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Si no se propone ninguna solución, ello indica que hay una colisión.
Programe o cambie en el campo CARA las distintas caras y vea qué
se puede hacer.
Pulse la tecla
Si el programa encue ntra una solución, és ta aparecerá inmediatamen te,
así como el resto de caras posible (campo CARA PR = cara
propuesta).
En el modo desplegado, las caras propuestas aparecen en el campo
CARA PR. De este modo, el operario puede introducir las caras propue stas
en el campo CARA para ver el resultado.
GESTION DE LAS PIÈZAS
Páginas: la mayoría de las páginas.
En todas las páginas en las que se menciona el número de pieza (campo
PIEZA en la parte superior derecha), es posible realiz ar la búsqueda, la
memorización o la supresión de una pieza.
Esta operación se realiza en la memoria por defecto (generalmente
INTERNA).
Sin embargo, puede que se haya seleccionado otra memoria como memoria
por defecto. En este caso, estas operaciones se realizarán en la memoria
designada por el periférico activo (ver Périfericos activos).
Estas operaciones pueden realizarse en una memoria distinta a la memoria
por defecto. Sin embargo, esta posibilidad únicamente existe en la página
LISTA PIEZAS o página TRANSFERENCIA.
para situarse en la secuencia anterior.
Memorizar, buscar, suprimir una pieza en floppy o red
Página: LISTA PIEZA
Colocar el cursor en la zona PIEZAS Y GRUPOS EN INTERNO.
Elegir el periférico deseado.
DEFINICIONES PAGINA 49

Número piezas en el
periférico en curso
Periférico en curso
Luego llamar, memorizar o suprimir la pieza.
La zona autorizada para la memori0zación de las piezas va de 1 a 89'999.
Los números 90'000 a 99'999 están reservados para los grupos de piezas
(ver Grupos de pièzas).
Para facilitar la búsqueda, se aconseja añadir un código de plano antes de la
memorización (ver también Búsqueda de piezas segun cr iterios y Périfericos
activos).
Copiar una pieza
Llamar a la pieza a copiar.
En caso de necesidad, cambiar el periférico.
Programar otro número de pieza y memorizar.
Marcar piezas
Para facilitar la transferencia de las piezas, es posible seleccionar en el
periférico en curso las piezas que se desean transferir.
Una pieza "marcada" se designa por una pequeña marca triangular
enfrente del número.
Las piezas marcadas están automáticamente referidas en la página
TRANSFERENCIA donde aparecen en la lista de transferencia (ver
Transferencia de los datos).
Para marcar o "desmarcar" piezas:
Cursor en el número deseado.
Tecla
o clic para marcar o desmarcar.
Utilizar la orden BORRAR MARCAS del menú Acción para borrar todas
las marcas.
Observación: El marcado de las piezas se limita a 48 piezas.
PÁGINA 50 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

GRUPOS DE PIÈZAS
Página: GRUPO DE PIEZAS via menú PIEZA
Esta página permite crear grupos de piezas para ejecutar estos conjuntos.
Definiciones
Un grupo se representa por una lista de números de piezas y corresponde
típicamente a un producto ensamblado con varias piezas.
Una misma pieza puede hacer parte de varios grupos.
En algún grupo puede ser, que una pieza sea presente varias veces.
Durante la ejecución de un grupo, las piezas prosiguen de una a otra
automáticamente, o según la orden del operario (empalme manual).
También es posible de determinar varios grupos. Los cuales tienen
absolutamente que ser marcados con números >90000.
Cada grupo de terminado, se le puede asociar "cantidad pedida" y una
cantidad echa.
Los empalmes:
1. En automático:
Las piezas se producen en la cantidad y en el mismo orden que aparecen
en el grupo. Los grupos se producen uno después del otro asta llegar al
cantidad pedida.
2. En manual:
Después de cada pieza producta, el operario indica claramente la próxima
pieza a producir.
En la página ejemplo arriba, el DNC ejecuta dos veces la pieza 1 (24031),
luego una vez la pieza 2 (24033) y finalmente cinco veces la pieza 3
(24034), luego empieza de nuevo 56 veces.
56 x
2 x
24031
DEFINICIONES PAGINA 51
1 x
24033
5 x
24034

Para crear un grupo de piezas:
Columna PIEZA, introducir el n° de la pieza (la pieza debe existir).
Zona CANTIDAD REQ. introducir la cantidad de conjuntos
deseados.
Zona CANTIDAD EFEC introducir la cantidad de conjuntos
eventualmente ya producidos.
Memorizar el grupo con un número comprendido entre 90'000 y
99'999.
La tecla de función DIBUJO GR. (únicamente versión 3D) visualiza
gráficamente el contorno de las piezas (con tal que estas piezas hayan sido
creadas en 3D) que forman el grupo.
La zona ENCADENAMIENTO PIEZA AUTOMATICO indica al DNC que
puede encadenar automáticamente las piezas en el orden descrito en la tabla
(ver ejemplo arriba).
La zona ENCADENAMIENTO PIEZA MANUAL resulta en que el DNC
realiza el número de piezas especificado en la tabla, luego al fin de esta serie
visualiza la página GRUPO DE PIEZAS con un cursor en la c olumna
PIEZA (incluso en modo automático). Entonces el operario debe seleccionar
otra pieza y pulsar la tecla
112 x
24031
La zona PROXIMO GRUPO es únicamente una zona de informa ción que
permite especificar al operario el próximo grupo de piezas a realizar.
para cargar y ejecutar dicha pieza.
56 x
24033
280 x
24034
Ejemplo de trabajo en la página GRUPO DE PIEZAS
Editar un grupo que se compone de un conjunto de piezas (asegurarse
que todas las piezas hayan sido anteriorment e definidas).
Pasando en modo automático
Si el grupo tiene una falta (error), el mensaje "GRUPO
INCOMPLETO" se inscribe.
Es posible de escoger la primera pieza a ejecutar poniendo el cursor
sobre la pieza antes de pulsar la tecla auto
Las teclas semi-auto
Para permitir la interrupción del trabajo en cualquier momento, y para
volver a continuar la ejecución según la prosecución dada
anteriormente, hace falta memorizar el grupo cuando sele interrumpe
(lo que tiene como consecuencia de conservar las cantidades pedidas
y las echas).
y manual interrumpen la ejecución.
.
.
PÁGINA 52 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

INDEXAR EJES
Página: INICIALIZACIÓN MÁQUINA ENC-DNC, menú Acción.
La función ÍNDICE EJE permite de indexar o de volver a indexar (si ya lo
estaba) los ejes.
Cuando la DNC no esta indexada, eso tiene el mismo efecto que de apret ar
sobre el botón Start
Si la DNC esta ya indexada, eso permite de volve r indexar los ejes sin cortar
la corriente. En este caso la DNC pedirá de confirmar la operación.
Asegúrense que la corredera este debajo del índice !
INFORMACIONES PIÈZA
Casi todas las páginas: Zona ? o ! (colocada en el rincón izquierdo de la
pantalla).
Para cada pieza memorizada, comentarios y/o imagenes pueden anejarse con
el propósito de dar al operario informaciones propias a esta pieza.
De esta manera, la información es siempre disponible en permanencia.
Dos principales posibilidades se ofrecen:
Texto
Unicamente texto
En este caso, sólo aparece la pequeña ventanilla.
para indexar la DNC.
DEFINICIONES PAGINA 53

Texto e imagenes
Texto e imagenes
En este caso, la página completa aparece.
Por este medio, es posible visualizar fotos, dibujos u otras informaciones
gráficas. El Software reconoce automáticamente los formatos de los
ficheros DXF, IGES y PCX (ver Ficheros PCX o Ficheros DXF o IGES
a continuación en el mismo capítulo).
Ver las informaciones pieza
Desplazar el cursor hacia el ? o ! y pulsar la tecla o clic.
Cuando una información es disponible, la zona ? se transforma en !
Es posible hacer aparecer automáticamente la ventanilla
INFORMACIONES PIEZA (únicamente si hay un comentario inscrito)
cada vez que el operario llama a una pieza. A este efecto, hay que programar
en los parámetros máquina, en la página PREFERENCIAS, el parámetro
Mostrado automático de informaciones pieza a SI.
Redactar una información (texto únicamente)
Hacer aparecer la ventanilla INFORMACIONES PI EZA
(clic sobre ?).
Clic sobre VISUALIZAR y seleccionar EDITAR (con DNC: llave
sobre 2).
Seleccionar SIMPLE en la zona de lista rotativa.
Redactar el texto. Al fin de cada línea, pasar a la línea siguiente con la
tecla
.
Clic sobre EDITAR para poner en modo VISUALIZAR luego dejar.
PÁGINA 54 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Programar info. y/o
imagenes
Redactar una información (texto e imagene s)
Este procedimiento describe cómo acompañar una información con
imágenes.
En el procedimiento descrito abajo, se admite que las fotos (dibujos o imagenes) ya
fueron creadas y que se sabe donde fueron registradas (ver también Périfericos
activos).
Para la creación de las fotos numéricas o imagenes, etc., hay que referirse a la
documentación del aparato así como al software asociado a este aparato (máquina
fotográfica numérica, scanner etc.) o al software de dibujo para la creación de
informaciones gráficas.
Se recomienda registrar imagenes en un server (conectado al DNC por una
red) y no en la memoria interna del control numérico, porque los ficheros
imagenes ocupan mucho espacio.
Para introducir imagenes:
Hacer aparecer la ventanilla INFORMACIONES PIEZA.
Clic sobre VISUALIZAR y seleccionar EDITAR
(con DNC: llave sobre 2).
Seleccionar CON COMPLEMENTOS en la zona de lista rotativa.
Redactar el texto de explicación.
Posicionar la llave sobre 1 o 0 o clic sobre EDITAR y seleccionar
VISUALIZAR para poner el mensaje en seguridad.
DEFINICIONES PAGINA 55

Introducir en una línea el nombre del fichero gráfico (1 por línea)
Con o sin caracteres genéricos (* o ?) véase más abajo la explicación
relacionada con los caracteres genéricos y el lugar en el que el
programa debe ir a buscar los archivos de imágenes.
En el ejemplo arriba, >P256.PCX indica al software que debe
visualizar la imagen del fichero P256.PCX a la primera llamada de la
página INFORMACIONES PIEZA.
Para visualizar las imagenes PLI3.PCX y PLI4.PCX, posicionar el
cursor en la línea referida y seleccionar VISUALIZAR via el menú
Acción.
Clic sobre EDITAR para poner en modo VISUALIZAR luego dejar.
La señal > indica que la imagen siguiente se visualizará automáticamente.
Si sólo se indica el nombre del fichero, el software lo buscará en el camino
descrito por el periférico designado en la zona COMPLEMENTOS EN.
(Ver Périfericos activos).
Si se indica el camino completo, el software ignora el periférico.
Los caracteres genéricos * y ? permiten seleccionar varios ficheros.
Para visualizarlos posicionar el cursor en la línea y pulsar las teclas
.
Por ejemplo *.PCX visualizará todos los ficheros PCX que se hallan en el
directorio designado por el camino del periférico imagenes.
1 = Línea que designa el fichero
a visualizar.
2 = Nombre del periférico donde
se hallan los ficheros.
3 = Nombre del fichero
actualmente visible en la
pantalla.
4 = Número y cantidad de
ficheros si se utilizan los
caracteres * o ?.
o
PÁGINA 56 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Ejemplo de lectura de
un fichero DXF
Ficheros PCX
El software permite visualizar imagenes en formato PCX 16 o 256 colores.
Pueden utilizar por ejemplo una máquina fotográfica electrónica y visualizar
directamente estas fotos u otros dibujos en modo bitmap suministrado por un
scanner, o software gráfico (formato PCX).
Ficheros DXF o IGES
El software reconoce automáticamente los ficheros al formato DXF o IGES.
Sólo se reconocen los ficheros en 2D. Según los software que crean estos
ficheros, es posible que partes de los dibujos sean ignoradas o suprimidas por
nuestra interface.
Para obtener más informes acerca de las posibilidades de lecturas de los
ficheros DXF o IGES, pedir el manual CYCAD que describe las
posibilidades, compatibilidades y los límites de interpr eta c ión.
DEFINICIONES PAGINA 57

INSÉRTAR UNA SECUENCIA
Página PLEGADO NUM
Para insertar una secuencia:
Posicionar el cursor en la zona PLEGADO, luego posicionarse en la
secuencia que se desea insertar (por ejemplo 2) por medio de las
teclas
Seleccionar INSERTAR PLEGADO (menú Acción).
La secuencia insertada tomará la posición 2 en nuestro ejemplo y desplazará
la secuencia 2 a la posició n 3. Una secuencia vacía es insertada.
Si se desea insertar una secuencia copiando su contenido, hay que proceder
de la misma manera, pero hay que elegir COPIAR UN PLIEGUE (menú
Acción).
Página PLEGADO 2D
Se utilizará esta posibilidad por ejemplo para realizar un trabajo especial
(Punzonado, conformación, etc.) que no se puede representar gráficamente.
En página PLEGADO 2D, si se inserta una secuencia, siempre se visualiza
el grafismo de la secuencia precedente. NO se representará gráficamente la
secuencia insertada.
Una secuencia insertada de esta manera está vacía. Hay que ir a la página
PLEGADO NUM para modificar la secuencia inse rtada.
Para insertar una secuencia:
Posicionar el cursor en la zona PLEGADO, luego posicionarse en la
secuencia que se desea insertar (por ejemplo 2) por medio de las
o .
teclas
Seleccionar INSERTAR PLIEGUE (menú Acción).
La secuencia insertada tomará la posición 2 en nuestro ejemplo y desplazará
la secuencia 2 a la posición 3.
PÁGINA 58 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
o .

L. PLEGADO
Páginas: PIEZA NUM, PLEGADO NUM
Longitud de plegado, a veces llamada "anchura de plegado", expresa la
distancia entre las dos extremidades de un pliegue.
Si la programación de la pieza se hace en la página PIEZA NUM o
PLEGADO NUM, la longitud de plegado se debe introducir por el operario.
Este valor es imprescindible para que el software pueda calcular
automáticamente la presión, el bombeado, y, o la distancia entre los ejes (Z1
y Z2) de la máquina.
Con la versión 3D, y si la programación se realiza en 3D, este valor es
automáticamente procesado por el software.
LENGUA
Páginas: BIENVENIDA o PARAMETROS MAQUINA
El software posee generalmente varias lenguas a elegir.
La composición de estas lenguas varía según la demanda del constructor.
Para conmutar lenguas:
Llamar a la página BIENVENIDA.
Llave sobre posición 2.
Colocar el cursor en la zona LENGUA.
Pulsar la tecla
rotativa con las lenguas disponibles.
Colocar el cursor en la lengua elegida.
Validar la selección con la tecla
DEFINICIONES PAGINA 59
o clic derecho para hacer aparecer la lista
.

LONGITUD
Página: PIEZA NUMERICA
Esta zona expresa la longitud de un ala (ver los ejemplos del manual de
utilización) e indica que nos hallamos en modo L-alpha. Es decir que se
introduce una longitud, luego el ángulo correspondiente, la longitud
siguiente, el ángulo etc. A veces el dibujo que sirve de base para la
realización de la pieza no permite programar fácilmente según el método Lalpha. Se puede conmutar el método de acotación en LU / LW por medio de
la lista rotativa LONGITUD y así programar en coordenadas.
LW
LU
Se trata de una facilidad que desgraciadamente no está normalizada. Así el
resultado puede ligeramente variar según los casos.
LU
LW
PÁGINA 60 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

LONGITUD DESARROLLADA
Páginas: PIEZA NUMERICA
El cálculo de la longitud desarrollada se realiza por medio de la acción
CALCULO. Sin embargo, si se deja la página PIEZA NUMERICA, se
calcula automáticamente esta zona.
La longitud desarrollada se calcula según la norma DIN 6935 .
Para obtener estas normas, sirvanse dirigirse a las autoridades competentes.
Abajo hay un extracto de esta norma, que describe el método de acotación
utilizado para los cálculos de alargamiento.
Coeficientes de corrección del cálculo de la longitud desarrollada (Según
DIN 6935), se pueden programar en la página Materia de los parámetros
máquina (ver a continuación).
La lista rotativa DIN, REAL indica si el valor visualizado es un valor DIN o
un valor introducido por el operario.
DEFINICIONES PAGINA 61

DIN
Si se selecciona la opción DIN, la longitud desarrollada de la chapa se
calcula según la norma DIN 6935 o corregida por el factor de corrección de
la materia (ver más adelante en este párrafo).
REAL
Cuando se selecciona REAL, la zona L.DESARR. autoriza la introducción
de la longitud realmente medida sobre las piezas.
La diferencia entre el cálculo DIN y el valor impuesto manualmente se
distribuye proporcionalmente en las varias caras.
Coeficiente de corrección de cálculo DIN 6935
Cuando la norma DIN no permite obtener cálculos adaptados a las
situaciones reales, el software permite programar coeficientes de corrección.
La programación de los coeficientes de corrección se hace en los parámetros
máquina en la página Materia.
Diez coeficientes numerados de 0 a 9 son disponibles para cada tipo de
materia (Acero, Alu, Inox, Especial 1, Especial 2).
Se introduce en la zona K el coeficiente de corrección que se desea aplicar a
la norma DIN 6935. Sin programación, el valor por defecto corresponde a
1.000.
El factor K corrige esencialmente el cálculo DIN en la zona de deformación
de los pliegues. (El factor K aquí descrito no es el que se halla en la fórmula
DIN).
Una utilización juiciosa permite hallar una solución para cada materia.
La utilización de este tipo de correción se hace seleccionando la materia
(ACERO en el ejemplo abajo) y programando la zona siguient e con el
número de la corrección a aplicar (2 en el ejemplo abajo). Si se utiliza el
factor de corrección, la zona DIN visualizará el valor corregido con el factor
elegido.
PÁGINA 62 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

MANTENIMIENTO
El mantenimiento del control numérico se limita a cambiar regularmente los
filtros y al limpiado de la envoltura.
Cambio de los filtros
Es importante cambiar regularmente (1 vez/ mes) los filtros de los
ventiladores del control numérico. Si se descuida este mantenimiento, el
control numérico puede calentarse de manera exagerada y ocasionar defectos
de funcionamiento, a veces no reversibles.
Cortar la alimentación principal.
Desatornillar los 4 tornillos de la re j il la d e protección.
Cambiar el filtro.
Instalar de nuevo la rejilla de protección.
Limpiado del DNC
Cortar la corriente.
Limpiar el teclado, el casco, el panel trasero con un paño húm edo y
jabón líquido. (es lo mejor !).
Secar con un paño limpio y seco.
Nunca utilizar productos a base de alcohol, ni disolventes
(tricloroetileno, thinner, acetona, benceno, etc.).
MÉMORIA LIBRE
Páginas: LISTA PIEZAS, BI EN VENIDA
Indica al operario la cantidad de memoria libre disponible, en % para el
periférico seleccionado.
DEFINICIONES PAGINA 63

MODIFICAR EL ORIGEN DE LOS EJES
Página: INICIALIZACION MAQUINA-DNC/ENC
Generalidades:
Esta página permite modificar el origen de los ejes de la máquina, consultar
la posición de los ejes (zona POSICION), de los índices (zona INDICE) y de
los finales de carrera (zonas FDC+ y FDC-).
La segunda parte referente al borrado de las memorias es objeto del capitulo
Borrado de las memorias.
"Modificación de origen" (también llamada "set de un eje") quiere decir
imponer un valor (al momento de la operación) en el contador electrónico de
posición del control numérico. Esta operación se utiliza para hacer
corresponder la posición mecánica del eje con la posición del contador
electrónico.
Este procedimiento se realiza generalmente para los ejes de los topes o ejes
auxiliares. Para la trancha, este último se ejecuta automáticamente al indexar
la trancha.
El set de un eje se utiliza muy frecuentemente para corregir un
desplazamiento del tope trasero. Es decir intentar que cuando el eje X indica
0.00 en el contador de posición, el tope se halla exactamente en la línea de
plegado (esta definición es válida para el tope de tipo APOYO).
Si este cambio es temporal (ocasionado por un útil desplazado por ejemplo),
se recomienda utilizar las correcciones antes del set del eje.
Cuidado: algunos constructores equipan el tope trasero con un índice.
En este caso, la modificación de origen del eje sólo tendrá un efecto limitado
hasta la próxima indexación.
Si deben modificar duraderamente el origen de un eje indexado, sirvanse
consultar el constructor de la máquina.
Si la modificación de origen no es correcta, esta operación puede
dañar la máquina y/o los útiles. Por ejemplo, el eje puede entrar en colisión
mecánica con otro elemento.
Como mal menor, las piezas producidas no serían precisas.
Así el set de un eje se debe ejecutar con cuidado. El que realiza esta
operación debe conocer precisamente las consecuencias.
PÁGINA 64 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Para modificar el origen de los ejes, proceder como sigue:
Comprobar que el eje referido no está en movimiento.
Pasar el control numérico a modo PROGRAMACION.
Llegar a la página INICIALIZACION MAQUINA.
Llave en posición 3.
Colocar el cursor en el eje deseado en la columna PEDIDA.
Introducir la nueva posición.
Menú Acción: seleccionar VALIDAR.
La nueva posición es visible en la columna POSICION.
Para comprobar el nuevo origen del eje, es posible proceder como sigue:
Quedar en la página INICIALIZACION MAQUINA.
Pasar el control numérico en modo manual.
Colocar el cursor en el eje deseado, en la columna PEDIDA.
Introducir un valor a alcanzar.
Pulsar la tecla
El eje debe desplazarse hasta la posición pedida.
Comprobar el resultado y corregir si es preciso.
del panel delantero.
PARAMÈTROS MAQUINA
Páginas: PARAMETROS MAQUINA
Estas páginas contienen los parámetros necesarios para el funcionamiento de
su máquina. Es muy importante tener una copia memorizada en disquette
(ver Transferencia de los datos). En caso de problemas, ahorrarían mucho
tiempo si debían reintroducirlos.
En ningún caso se deben modificar los parámetros máquina sin el
acuerdo y el sostén del fabricante de la máquina.
Una programación errónea puede ocasiona r da ño s im po rtantes para
el material o hacer la máquina peligrosa.
DEFINICIONES PAGINA 65

PCV
Página: PLEGADO NUM.
El punto de cambio de velocidad (PCV) es una distancia expresada en
milímetros a partir del punto de contact o con la c hapa.
Define el lugar donde la trancha pasará de la velocidad de aproximación a la
velocidad de plegado.
Se utiliza esta posibilidad cuando se desea una aproximación larga y lenta de
la chapa para un trabajo específico.
Si nada es programado, se calcula automáticamente este punto de modo que
la trancha haya conmutado a velocidad de plegado antes de llegar al punto de
seguridad.
PCV
Si se aproxima la chapa como en la figuración arriba, el punzón alcanzará la
superficie de la chapa a gran velocidad. Modificando el PCV, la conmutación
se puede ajustar de manera a acceder a la chapa a la velocidad de plegado.
PÁGINA 66 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

PÉRIFERICOS ACTIVOS
Página: BIENVENIDA
Propósito:
Esta función permite elegir el periférico que contiene la información deseada
y esto separadamente para los parámetr o s máqu in a , la s pi ez as, los útiles, los
ficheros CAD y los ficheros complementos de la página información pieza.
Presenta una multitud de combinaciones especialmente apreciadas con un
puesto de trabajo PC. En efecto por medio de estas selecciones, el operario
PC podrá fácilmente dirigir varias máquinas.
La comprensión de esta noción es importante, porque su flexibilidad permite
una gran diversidad de selecciones.
Definición:
El periférico activo es el periférico en el cual el software va a leer, buscar,
salvar o suprimir datos. Se indican los periféricos activos en la página
BIENVENIDA.
En algunas páginas, es posible seleccionar temporalmente otro periférico
para una operación (por ej. LISTA DE PIEZA, PROGRAMACION
PUNZON / MATRIZ, TRANSFERENCIA)
PERIFERICOS ACTIVOS MAQUINA
Al cambiar el periférico en la zona MAQUINA, automáticamente PIEZAS,
PUNZONES y MATRICES son reorientados hacia el mismo periférico.
Para cambiarlos independientemente uno del otro, basta con modificarlos
después.
Los periféricos FICHEROS CAD y COMPLEMENTO no se modifican
automáticamente, porque generalmente se hallan en una red y son
frecuentemente objeto de una "clasificación específica" en uno o varios
directorios.
Modificando de esta manera el periférico MAQUINA, las condiciones de
utilización del software "vuelven a ser" las de otra máquina. Así es fácil
simular piezas para diferentes configuraciones de prensas plegadoras.
Por otra parte, cada vez más hallarán disquettes conteniendo ejemplos de
piezas especiales (suministradas por CYBELEC o por el constructor de la
máquina) y cuya realización necesitó condiciones de utilización especiales
(Utiles por ejemplo). Así con esta posibilidad, pueden fácilmente visualizar
estas demostraciones con todo el contexto máquina en el cual fueron creadas.
Con un control numérico, es naturalmente posible trabajar con la máquina
únicamente cuando la zona MAQUINA está conmutada en INTERNA.
Si se utiliza otro periférico para visualizar una pieza de demostración por
ejemplo, será sin embargo posible conmutar el DNC en modo semi-auto u
auto. Sin embargo el mensaje ENC NO CONECTADO aparecerá y no será
posible trabajar con la máquina.
Para relanzar el periférico máquina INTERNA, se deberá:
Seleccionar MAQUI NA INTERNA
Inicializar el ENC pulsando INIC ENC, menú Acción.
DEFINICIONES PAGINA 67

PERIFERICOS ACTIVOS PIEZAS
Selecciona el periférico por defecto en el cual las operaci ones de búsqueda,
memorización y supresión de las piezas se realizarán.
PERIFERICOS ACTIVOS PUNZONES / MATRICE S
Selecciona el periférico por defecto en el cual las operaci ones de búsqueda,
memorización y supresión de los punzones y matrices se realizarán.
Naturalmente es necesario que los útiles especifícados en la pieza en curso
estén disponibles en el periférico dirigido, si no el software enviará un
mensaje de error.
PÁGINA 68 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

PIEZA PARAMÉTRICA
Función:
Únicamente es posible en modo 2D.
Permite realizar la modificación simple y rápida de un perfil dado y repetido
programando únicamente parámet ros predefinidos.
Sobre la base de una pieza creada en PIEZA NUMÉRICA, el operario tendrá
acceso a las modificaciones de la pieza, pero únicamente sobre parámetros
que habrán sido definidos con valores mínimo y máximo en la pieza
paramétrica. La activación o desactivación de esta función requiere que la
llave esté en la posición 3.
Activación de la función
Pieza paramétrica
Vaya a PARÁMETROS MÁQUINA.
Con las teclas
superior y seleccione la opción SÍ que se encuentra junto al campo
Pieza paramétrica.
y , visualice la ventana de la imagen
Crear una pieza paramétrica
Para crear una pieza paramétrica, proceda del siguie nte modo:
1. Cree una pieza de manera normal.
2. Defina los parámetros.
3. Active los parámetros.
4. Memoric e la pi eza.
5. Trabaje con la pieza paramétrica.
DEFINICIONES PAGINA 69

Paso a paso:
Ejemplo de un perfil
Pulse la tecla de función PIEZA (
NUMÉRICA.
A continuación se muestra un perfil tipo de una pieza que se fabricará a
menudo, pero en la que algunos parámetros deben modificarse en función
de la demanda.
) y seleccione PIEZA
Pulse la tecla de función PIEZA
PIEZA NUM, como se muestra a continuación.
y seleccione PARÁMETROS
PÁGINA 70 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Los parámetros A a
H son los 8
parámetros que
podrán modificarse
a continuación.
Columnas:
Leyenda: permite
describir
brevemente el
parámetro
modificable.
Mín, Máx y Típico
permiten fijar los
límites y un valor por
defecto.
Se abre la siguiente ventana:
Decida y rellene los campos de los parámet ros que desea que sean
modificables.
Haga clic con el
botón derecho o
para
seleccionar el
parámetro que desea
asociar con la cara.
Asocie los parámetros definidos en las distintas caras, ángulos que
desea cambiar. Abra la lista de opciones del campo en cuestión, y
seleccione el parámetro variable asociado a ese campo.
DEFINICIONES PAGINA 71

Por ejemplo:
Cara 1 asociada al parámetro A.
Caras 3, 5 y 6 asociadas al parámetro B.
Cara 4 asociada al parámetro C.
Ángulo de la cara 2 asociada al parámetro D.
Una vez finalizada la definición de parámetros, conviene activarlos, de modo
que se puedan modificar los parámetros de la pieza.
Activar los parámetros. PARÁMETROS: ACTIVOS.
Pulse la tecla PIEZA
Ahora cambia la página pieza numérica; únicamente los parámetros definidos
anteriormente aparecen en pantalla y son modificables.
y seleccione PIEZA NUMÉRICA.
PÁGINA 72 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Trabajo con una pieza paramétrica
Como en el caso de una pieza normal, coloque el cursor en el campo
VALOR del parámetro que desea modificar.
Sobre el dibujo del perfil, un círculo indica la cara asociada a este
parámetro. Introduzca el nuevo valor y salga del campo.
El sistema recalcula automátic amente el nuevo perfil, así como la
nueva longitud desarrollada.
PLANO
Si desea modificar otros valores, o modificar el perfil de la pieza, deberá
desactivar la función PARÁMETROS en la página PARÁMETROS
PIEZA NUM.
Páginas: En la mayoría de las páginas.
Esta zona permite introducir una referencia alfanumérica de 24 caracteres
(Ver Zonas alfanumericas).
Se recomienda utilizar esta posibil idad para definir de manera única una
pieza cuando se trata un gran número de piezas. Esto facilitará la búsqueda
por medio de criterios de búsqueda de piezas.
DEFINICIONES PAGINA 73

PLEGADO
EN FONDO DE MATRIZ
Ver Embutición.
FINAL
Ver Pliegues especiales.
INTERMÉDIO
Ver Pliegues especiales.
SECUENCIA SIN PLEGADO
Página: PLEGADO NUM
Puede ser útil para el operario crear una secuencia que no realiza plegado,
pero ejecuta un desplazamiento del eje o de función auxiliar.
Insertar una secuencia adicional para esta operaci ó n (ver Insértar una
secuencia).
Página PLEGADO NUM, en la secuencia deseada, suprimir el
ángulo y programar un valor Y1/Y2 superior al valor del punto de
contacto con la chapa.
Tras la ejecución de la pieza, los ejes y funciones auxiliares se colocarán
como de costumbre, si bien cuando el operario realice una orden de
descenso, el carro no descenderá. Si el DNC está en modo automático,
aparecerá la siguiente secuencia, los ejes se colocarán en los nuevos valores y
el carro permanecerá a la espera de una orden de descenso, como de
costumbre.
En el caso de que el carro no descienda y el operario haya programado
directamente los valores Y1-Y2, deberá comprobar que estos valores no son
superiores al punto de contacto de la chapa.
PÁGINA 74 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

PLIEGUES ESPECIALES
Para realizar ciertas piezas, puede ser necesario de utilizar algunos pliegues
especiales.
Ciertos tipos de pliegues son tratados por el logicial.
Página PLEGADO 2D
Tienen a disposición las selecciones siguientes:
NORMAL Pliegue convencional, sin especialidad.
PRELIM. Escoja el pliegue corriente como pliegue
preliminar.
FINAL Escoja el pliegue corriente como pliegue final,
significa que termina un pliegue designado
antes como preliminar.
ENDEREZADO A utilizar únicamente en la página
PLEGADO NUM. Esta opción es a carácter
únicamente indicativo, es decir que informa el
operario que se trata de un pliegue enderezado.
El logicial no reacciona de una manera particular
a esta elección.
APLASTADO Misma observación para el pliegue enderezado.
FICTICIO Misma observación para el pliegue enderezado.
DEFINICIONES PAGINA 75

Página
PLEGADO NUM
PLIEGUE PRELIMINAR / FINAL
Afín de ilustrar la utilización del pliegue preliminar y del pliegue final,
utilizaremos un ejemplo simple de una pieza en S.
Típicamente esta pieza no es realizabl e sin un pliegue preliminar.
Programar los datos siguientes:
Página PLEGADO 2D
En la página PLEGADO 2D, hace falta imponer manualmente la orden de
plegadura, puesto que sin el pliegue preliminar, esta pieza no es realizable.
PÁGINA 76 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Procedan de manera siguiente:
Cursor sobre CARA, introducir 1.
El logicial indica los apoyos posibles (APOYO. PR. 0 5 sobre la
primera línea).
Cursor sobre APOYO, introducir uno de los apodos propuestos (0).
Presionar .
Poner el cursor sobre el número (2) del sitio PLEGADO.
Seleccionar la función INSERTAR PLIEGUE (vía el menú
ACCIÓN), para insertar la secuencia de pliegue preliminar.
Y entonces constataremos que la secuencia de pliegues comporta
ahora 5 pliegues (vean igualmente Insértar una secuencia en este
manual).
DEFINICIONES PAGINA 77

Cambiar la lista rotativa NORMAL en PRELIM.
En el nuevo sitio ___._°, introducir el ángulo preliminar deseado
(135.0° en el ejemplo).
Cursor en el sitio CARA, introducir la cara (2) del pliegue preliminar.
Cursor en el sitio APOYO, introducir una de las ca ras propuestas
(1 en el ejemplo).
Seleccionar la función SIMULAR PLIEGUE (via el menú ACCIÓN)
para ver el pliegue.
Presionar
para pasar al 3 zº pliegue.
Cursor en el sitio CARA, introducir la cara (4) del pliegue corriente.
Cursor en el sitio APOYO, introducir una de las caras propuestas (5
en el ejemplo).
Seleccionar la función SIMULAR PLIEGUE (via el menú ACCIÓN)
para ver el pliegue.
Presionar
.
PÁGINA 78 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

Cursor en sitio CARA, introducir la cara (3) del pliegue corriente.
Cursor en sitio APOYO, introducir una de las caras propuestas (4 en
el ejemplo).
Seleccionar la función SIMULAR PLIEGUE (via el menú ACCIÓN)
para ver el pliegue.
Presionar
para el ultimo pliegue.
En este pliegue, se termina el pliegue preliminar. Entonces hace falta indicar
al logicial que se trata de un pliegue final, y darle el pliegue (la cara)
correspondiente.
Cambiar la lista rotativa NORMAL en FINAL
Cursor en el sitio BUSCA, introducir la cara (2) del pliegue
preliminar.
Cursor en el sitio APOYO, introducir una de las caras propuestas
(1 en el ejemplo).
Seleccionar la función SIMULAR PLIEGUE (via el menú ACCIÓN)
para ver el pliegue.Y ya la pieza esta terminada.
Algunas advertencias concerniendo este ejemplo.
También es posible de cambiar el tipo de tope.
Barios pliegues "preliminares" / "final" pueden encontrarse en el
mismo corte o pieza.
DEFINICIONES PAGINA 79

Astucia Si usted a olvidado de introducir la secuencia de pliegue "preliminar", y que
le falta para terminar la secuencia el pliegue final, no es necesario de volver a
hacerlo. Puede introducir una secuencia al fin de la pieza procediendo así:
Póngase sobre la ultima secuencia (si no lo esta ya) por medio de la
tecla
.
Place el cursor sobre el sitio PLEGADO (en este ejemplo 4) y
introducir 5.
Seleccionar la función INSERTAR PLIEGUE (via el menú
ACCIÓN).
Astucia Cuando se debe ejecutar un perfil en U en el cual los lados son muy altos,
hace generalmente falta hacer un pliegue pre liminar el cual será después
"enderezado".
Procedan así:
Página PIEZA NUM, programen 2 larguras que correspondan a la
mitad del segmento sobre el cual se hará el pliegue preliminar.
Programen un ángulo de -180.0° para el pliegue enderezado.
En la página PLEGADO 2D insertar un pliegue preliminar a 135º y
sobre la ultima secuencia un pliegue FINAL(como se lo hemos
descrito precedentemente).
Advertencia: en la página PLEGADO 2D el dibujo esta invert ido, es
un problema ya conocido y aun no corregido.
En la página PLEGADO NUM corregir el ángulo 180° por un valor
< a 180° para compensar el retorno elástico.
Si no realiza esta operación, el valor calculado de Y es igual al PCC, y
en este casa la DNC ve esta secuencia como una secuencia sin pliegue
(ver Secuencia sin plegado).
PÁGINA 80 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

PMA
Página: PLEGADO NUM.
El punto muerto alto (PMA) es una distancia expresada en milímetros a partir
del punto de contacto con la chapa. Define el lugar donde se parará la trancha
durante su ciclo de subida.
Se calcula automáticamente el punto muerto alto cuando se realiza una
búsqueda automática de la gama de plegado. Sin embargo el operario es libre
de modificar este valor en la página PLEGADO NUM.
Si no se programa un valor, la trancha subirá a la distancia máxima de su
carrera definida en los parámetros máquina.
La trancha no subirá más allá del punto muerto alto máximo (FDC+)
programado en los parámetros máquina.
PROGRAMACIÓN DE UN PERFIL
Ver los ejemplos del Manual de utilización.
PROGRAMACION DURANTE EL TRABAJO
Las DNC 80 / 800 / 880S / 900 / 1200 / ModEva permiten programar el
control digital durante el trabajo.
Se debe, a dichos efectos:
Programar el parámetro máquina Programación durante el trabajo
(páginas Preferencias) = SÍ.
Pasar a modo automático: se enciende
trabaja en modo automático. El operador puede plegar.
DEFINICIONES PAGINA 81
el diodo de la tecla, la DNC

Modo dual
Pasar a modo dual : pulsando la tecla programación .
El diodo auto permanece encendido y el diodo de la tecla program ación se
encuentra asimismo activado.
A partir de ese momento es posible utilizar el control digital para programar,
al tiempo que la máquina puede seguir ejecutando la pie za que se hallaba en
curso.
Se hallan accesibles todas las funciones de programación. Memorizar,
buscar, suprimir, transferir, etc.
Volver a modo simple
Tras el modo dual (que se visualiza por los dos diodos Automático y
Programación encendidos de manera simultánea) pulsar la te cla
Programación: En este caso aparece visualizada la pieza en proceso de
edición
o bien
Automático: Aparece visualizada la pieza en fase de ejecución.
PROGRAMAR EN PLEGADO NUM
Para programar un perfil en página PLEGADO NUM, proceder como sigue:
Llamar a la página PLEGADO NUM.
Borrar la memoria de trabajo.
(selección BORRAR PIEZA en el menú ACCIÓN).
Introducir el espesor, el sigma y el tipo de materia.
Cursor en la zona PUNZON. Pulsar la tecla
para hacer aparecer la lista de las matrices y elegir el punzón deseado
y validar con la tecla
Cursor en la zona MATRIZ. Pulsar la tecla
hacer aparecer la lista de las matrices y elegir la matriz deseada y
validar con la tecla
Introducir el ángulo deseado.
Introducir la cota del tope trasero.
Introducir las cotas de los otros ejes (R, Z, etc..).
Introducir las otras funciones de la secuencia (Fuerza de plegado,
PMA, PCV, Espera ejes, etc...).
Para crear una segunda secuencia. Seleccionar COPIAR PLEGADO
en el menú Acción. Esta operación copia la secuencia en curso en la
secuencia siguiente con los mismos valores. Basta con modificar los
valores de la nueva secuencia y repetir la operación para las
secuencias siguientes.
Ver igualmente los ejemplos del Manual de utilización.
.
.
o clic derecho
o clic derecho para
PÁGINA 82 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

RADIO INTERNO
Páginas: PIEZA NUM, PLEGADO NUM
El radio interno se calcula automáticamente en función del espesor de la chapa
y de los útiles. Este radio calculado sólo es válido para los pliegues al aire.
Si el radio del punzón es superior al radio interno natural de la chapa, es el
del punzón quien tiene prioridad.
Es posible imponer el radio para adaptar el cálculo de la longitud
desarrollada y el cálculo de la posición de los topes lo mejor posible para una
materia particular. A este efecto:
Programar el radio en la zona referida.
Programar la zona CR a 1.
RÉFÉRENCIA YR COR.
Ri
Punto de contacto con la
chapa antes de corrección
de la referencia.
Página: UTILES PLEGADO
Esta zona permite corregir la referencia de la pareja de útiles.
Se memoriza esta corrección con la pieza y no con el útil.
Esta corrección modifica también el punto de seguridad, el punto de contacto
con la chapa y el punto muerto bajo. Esta corrección se debe uti l iza r con
cuidado. Un error en esta zona puede perjudicar el buen funcionamient o de l a
máquina, ocasionar daños materiales importantes, o hacer la máquina peligrosa.
PCV
PCV
PSS
PCV
PSS
PSS
Punto contacto con la
chapa después de la
corrección de la referencia.
PCT
0 Référence
PCT
PCT
0 Référence
0 Réf.
Se nota en este diagrama que la corrección de la referencia modifica todos
los puntos de conmutación, así como el punto muerto bajo.
DEFINICIONES PAGINA 83

REGLAJE MANUAL DEL TOPE
Frecuentemente los topes traseros no están equipados del eje Z para el
desplazamiento lateral de los dedos de tope. En otros casos el operario debe
cambiar la configuración mecánica del tope o añadir otros accesorios.
Para eso el operario tenia que intervenir por detrás de la máquina o pasar sus
brazos por debajo la corredera.
A fín de facilitar este trabajo y dar una seguridad mas grande, ahora es
posible de programar posiciones especificas a los ejes X, R y/o a las
funciones auxiliares en modo de gestión de TOPE.
Esas posiciones son destinadas a poner el tope adelante y en cima de la
matriz (por lo tanto que la máquina autorice esa posibilidad) de tal manera a
que el operario pueda ejecutar su trabajo cómodamente y sin riesgo desde el
delante de la máquina.
Idealmente, el constructor de la máquina concebirá un sistema mecánico o
eléctrico/neumático que abrirá los dedos del tope en esta posición de reglaje
y que los cerrará cuando el tope quite el emplazamiento.
Las posiciones del tope para esta operación se programan en la página
parámetros máquina llamados CICLOS ESPECIALES.
La corredera debe estar en el punto muerto alto máximo. Cuando el
control numérico esta en semiautomático o automático, el operario
activa el ciclo especial desde la página PLEGADO NUM con la
función AJUSTE TOPE (menú Acción).
El operario después debe explícitamente confirmar cada etapa de este
ciclo en clicando en la ventanilla de dialogo apropiada.
Al fin del ciclo, el tope vuelve a su emplazamiento de origen.
RETROCESO TOPE TRAS.
Página PLEGADO NUM.
En algunas situaciones es preciso desbloquear el tope trasero durante el
plegado.
Esta zona se programa automáticamente durante una búsqueda automática de
la gama de pliegues. Este valor se puede modificar después de la simul ación
por el operario.
El valor de retroceso es un valor relativo generalmente posi tivo. Si se
programa un valor negativo, esto permite ejecutar un "retroceso" negativo, es
decir un desplazamiento hacia la matriz.
Un retroceso mínimo por defecto puede ser impuesto por los parámetros
máquina.
SALVAR LOS DATOS
Ver Transferencia de los datos.
PÁGINA 84 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

SECCIÓN
Páginas: PIEZA NUM y PLEGADO 2D
Una sección es una línea imaginaria que "secciona" la pieza en el sentido de
la longitud y que define un perfil. Es este perfil lo que ve el operario en la
página PLEGADO 2D.
Una pieza puede constar de varias secciones (en el ejemplo abajo,
2 secciones). Cada sección se considera como un perfil separado.
El operario utilizará pr in ci palmente la página PIEZA NUM para programar
uno o varios perfiles (ver el documento Manual de utilización y el párrafo
con título Programación de un perfil en este manual).
La creación de las secciones es automática si la pieza está programada en 3D.
SIGMA
45
Páginas PIEZA NUM y PLEGADO NUM
2
Introducir en esta zona el valor en Kg/mm
realizar la pieza.
Ejemplo:
AC37-2 K Acero 38,22 Kg/mm
X5CrNiS18 8 Inox 51 a 71 Kg/mm2
ALMg2,7Mn Aluminio 24,97 Kg/mm2
de la materia utilizada para
2
DEFINICIONES PAGINA 85

START EJES-FA
Página: PLEGADO NUM.
Esta función permite seleccionar el momento de inicio de los ejes y funciones
auxiliares según dos modos predefinidos:
AUTO Los ejes y las funciones auxiliares empiezan
EXTERNO Los ejes y las funciones auxiliares empiezan al
Este accionamiento puede ser sea :
según lo determinado en los parámetros
máquina, pero a más tardar al llegar la trancha
al punto muerto superior.
El inicio de los ejes difiere según el valor
programado en el parámetro de la máquina
60 Punto de inicio de los ejes/FA.
accionamiento por el operario.
- una orden de descenso (via el pedal o el puesto
de dos manos). En este caso, no desciende la
trancha, pero los ejes y las funciones se
posicionan, necesitará una segunda orden de
descenso para hacer mover la trancha.
- pulsar la tecla
- la activación de la entrada Start externo del
control numérico, que para el usuario puede ser
un botón especialmente previsto al efecto por el
constructor de la máquina.
del panel delantero.
PÁGINA 86 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

TECLADO
Teclado externo al DNC
En caso de necesidad, es posible conectar un teclado externo compatible
100% PC AT en la parte trasera del control numérico.
Cuidado: El DNC se debe desconectar para conectar el teclado, bajo
pena de alterar su buen funcionamiento.
Cuando se conecta un teclado externo al DNC, el panel delantero del control
numérico queda activo permanentemente.
DEFINICIONES PAGINA 87

TIEMPO PRESIÓN
Página: PLEGADO NUM
Define el tiempo de mantenimiento en presión.
Si no es programado, el valor por defecto es de 0.5 segundos. Se pueden
introducir otros valores entre 0.0 y 9.9 segundos.
TOLERANCIA
Página: PIEZA NUM
Sólo se visualiza (calcula) esta zona si el operario impone un radio de
plegado. Típicamente la tolerancia se utilizará al programar en curva ideal.
La tolerancia se visualiza después del lanzamiento del CALCULO.
R1 = Radio de plegado introducido por
el operario
Ri = Radio de plegado calculado por
el sistema
En el caso de un plegado simple, si el operario impone el radio (Ver Radio
interno y Curva ideal (CR)), la tolerancia indica el valor según la ilustración
arriba:
Ri = Radio de plegado teórico pedido por el operario
A = Apotema
Si el valor de la zona CR está incluso entre 4 y 99, esta tolerancia indica la
diferencia entre la cuerda cerrada por dos pliegues y el arco de círculo
teórico, sea la diferencia entre el radio teórico Ri y el apothema A de la
cuerda.
PÁGINA 88 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

TRANSFERENCIA DE LOS DATOS
Página: TRANSFERENCIA
A partir de esta página, se pueden salvar o cargar datos en los diferentes
periféricos. (Disquette, red, etc.)
Fuente
Esta zona selecciona el periférico que provee los datos al periférico de
destino al momento de la transferencia.
Destino
Esta zona selecciona el periférico que recibe los datos al momento de la
transferencia.
Transferencia global
Las selecciones son:
PUNZON
MATRICES
UTILES
SELECCIONADOS
LISTA PERIFERICOS
PARAMETROS
MAQUINA
PRODUCCION
TODAS LAS PIEZAS Y
LOS GRUPOS
Transferencia de la totalidad de los punzones
Transferencia de la totalidad de las matrices
Transferencia de los útiles definidos en
multisimulación
Transferencia de la lista de los periféricos
Transferencia de los parámetros máquina
Transferencia de las páginas producción
Transferencia global de todas las piezas y grupos
de piezas
Transferencia parcial
Selecciona la transferencia de las piezas mencionadas en la tabla abajo.
En esta tabla se puede especificar para cada pieza la fuente y el destino en las
columnas respectivas. Si no se especifican estas zonas, la selección FUENTE
y DESTINO en lo alto de la página se utiliza por defecto.
Para simplificar la selección de las pieza s a transferir, basta con "marcarlas" en
la página LISTA DE PIEZAS. Aparecerán automáticamente en esta tabla.
Ver Marcar piezas.
DEFINICIONES PAGINA 89

La columna ESTADO da los estados de la transferencia.
?
!
*
Efectuar una transferencia:
Recomendaciones:
Salvar los útiles y parámetros máquin a (y la lista de lo s pe riféricos si su DNC
está conectado en red) justo después de poner en marcha y antes y después de
la intervención de un técnico. Conservar estas informaciones a buen recaudo.
Salvar periódicamente las piezas en disquettes si su DNC no está conectado a
una red. Es simple, rápido y menos costoso que tener que reintroducir todo
en caso de problemas.
La pieza se halla en curso de transferencia.
La pieza no fue transferida
(Doble definición en la lista u otro error).
Un error fue detectado durante la fase de
transferencia, la pieza no fue transferida.
La pieza fue transferida correctamente.
Seleccionar la FUENTE y el DESTINO.
Posicionar el cursor en el tipo de transferencia elegido.
Lanzar la transferencia por medio de la orden TRANSFERIR del
menú ACCIÓN, luego confirmar.
UTILES
Al crear una pieza, se pueden componer sus pares de útiles como se desee,
composición válida para toda la pieza, o diferente para cada pliegue. Sin
embargo al ejecutar la pieza, los útiles seleccionados deben hallarse en la
memoria apuntada por el periférico activo (ver Périfericos activos)
Como para los otros datos, es posible memorizar l os útiles en otra parte que
en la memoria INTERNA del software.
PÁGINA 90 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

PROGRAMACION DE LOS PUNZONES
Página: PROGRAMACION PUNZONES
Tres formas de base son disponibles para la programación. Estas formas se
eligen en la zona TIPO (0, 1 o 2)
0 1 2
Una vez programados todos los datos de un punzón, la herramient a aparece
de color azul.
Cuando aparezca la herramienta de base, la podrá reconocer por su color
marrón.
Cuando se programa una herramienta, puede que la posición de algunas cotas
sea difícil de definir. Para visualizar la forma de base predefinida, basta con
hacer clic en la pequeña casilla (D o E) situada en la parte superior del
dibujo. Entonces, la herramienta tomará su forma de base, reconocible por su
color marrón.
Llegar a la página PROGRAMACION PUNZONES.
Definir el tipo de punzón de base para la programación en la zona
TIPO.
Indicar en la zona INVERTIDO, si está invertido el punzón.
Completar los otros datos de dimensiones y seguridades.
Elegir si es preciso el periférico (zona EN) en el cual desean
memorizar este útil.
Inscribir el nombre (numérico o alfanumérico) del punzón en la zona
PUNZON.
Memorizar el punzón.
Si el mensaje interactivo EXISTE aparece, esto quiere decir que un
punzón existente en este periférico ya lleva el mi smo nombre, así hay
que elegir otro nombre para este útil o suprimirlo y memorizarlo de
nuevo.
Algunas definiciones de las zonas de esta página
REF
DEFINICIONES PAGINA 91
Esta zona indica al software si la cara de apoyo
del punzón es la cota H1 o H2.
Esta selección debe ser idéntica para todos
los útiles de esta máquina.
La altura H1 o H2 elegida como referencia
debe ser lo más precisa posible. El resultado de
plegado depende de esta información.
La selección H1 o H2 depende de la

construcción de la máquina. Así esta selección
es impuesta por el constructor. Es imperativo
respetar esta selección, si no hay riesgo de
colisión.
FUERZA LINEAL <
Este valor indica la fuerza máxima que soporta
el útil. Si el cálculo de presión de la pieza en
curso supera este valor y si la longitud de
plegado es conocida, un mensaje interactivo
informa al operario.
COLISION EN
PROFUNDIDAD
AUTORIZADA
Si NO (por defecto) el DNC realiza un test de
colisión en profundidad (ver Colision
profundidad autorizada), el operario deberá
validar la "colisión" si es preciso, caso por caso
en la página UTILES PLEGADO. Si SI esta
autorización es implícita para este útil.
SEGURIDAD XS
Prohibe que el eje X sobrepase este límite (para
evitar una colisión con el punzón durante el
plegado por ejemplo).
Seguridad XS punzón
Seguridad XS matriz
XS
XS
PÁGINA 92 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

PROGRAMACIÓN DE LAS MATRICES
Página: PROGRAMACIÓN MATRICES
Cuando todos los datos de una matriz ya han sido programados, la
herramienta aparece de color rojo.
Cuando aparezca la herramienta de base, la podrá reconocer por su color
marrón.
Cuando se programa una herramienta, puede que la posición de algunas cotas
sean difícil de definir. Para visualizar la forma de base predefinida, basta con
hacer clic en la pequeña casilla (D o E) situada en la parte superior del
dibujo. En este caso la herramienta tomará su forma de base reconocible por
su color marrón.
Llegar a la página PROGRAMACIÓN MATRICES
Indicar en la zona INVERTIDA, si está invertida la matriz.
Completar los otras datos de dimensiones y seguridades .
Inscribir el nombre (numérico o alfanumérico) del útil en la zona
MATRIZ.
Memorizar la matriz. Si el mensaje interactivo EXISTE aparece, esto
quiere decir que una matriz existente en este periférico ya lleva el
mismo nombre, así hay que elegir otro nombre para este útil y
memorizarlo.
Algunas definiciones de las zonas de esta página
Altura H La altura H debe ser lo más precisa posible.
El resultado del plegado depende de esta
información.
Ve
RADIO r
Anchura de la V de plegado. Según la acotación
definida en el dibujo abajo.
Radio de la matriz según dibujo abajo.
DEFINICIONES PAGINA 93

FUERZA LINEAL <
COLISION EN
PROFUNDIDAD
AUTORIZADA
SEGURIDAD XS
Este valor indica la fuerza máxima que soporta
el útil. Si el cálculo de presión de la pieza en
curso supera este valor y si la longitud de
plegado es conocida, un mensaje interactivo
informa al operario.
Si NO (falta) el DNC realiza un test de colisión
en profundidad (ver Colision profundidad
autorizada), el operario deberá validar la
"colisión" si es preciso, caso por caso en la
página UTILES PLEGADO. Si SI esta
autorización es implícita para este útil.
Prohibe que el eje X supere este límite (para
evitar una colisión con el punzón durante el
plegado por ejemplo).
XS
SEGURIDAD RS
Prohibe que el eje R se acerque a esta zona. Si
es necesario, el tope realizará un desbloqueo
antes de desplazarse.
RS
PÁGINA 94 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D

MODIFICAR UN UTIL
Páginas: PROGRAMACION PUNZONES o MATRICES
Si se modifica un útil y especialmente la altura (lo que modifica el cálculo de
la posición de la trancha) se deberá imperativamente lanzar de nuevo el
cálculo (CALCULO) cada vez que se llama una pieza que utiliza este útil y
eventualmente la búsqueda de la continuación de los pliegues si se modifica
la forma del útil.
Para modificar un útil:
Llamar a la página PROGRAMACI ON P UNZON o MATRIZ.
Buscar el útil a modificar.
Suprimir el útil.
Modificar los valores deseados.
Memorizar el útil con el mismo nombre.
POSICIÓN DE LOS UTILES
Página: MONTAJES UTILES o POS UTILES
La descripción del montaje del útil figura en detalle en el documento Manual
de utilización, sirvanse consultarlo.
Si instalan varios puestos de trabajo, hay que comprobar que sea posible
trabajar con estos útiles sin riesgo de colisión o daños.
LISTA PUNZONES / LISTA MATRICES
Esta página permite visualizar la lista de los punzones o matrices con sus
principales características.
DEFINICIONES PAGINA 95

VELOCIDAD PLEGADO
Página: PLEGADO NUM.
Esta zona permite reducir la velocidad de plegado. Es programable en % de
la velocidad de plegado máxima.
ZONAS ALFANUMERICAS
Algunas zonas (PLANO, PUNZON, MATRIZ etc.) pueden contener
caracteres alfanuméricos.
Para programar las zonas alfanuméricas en los controles numéricos, hay que
utilizar el teclado alfanumérico "soft".
Para llamar al teclado alfanumérico "soft" del software, hay que posicionar el
cursor en la zona alfanumérica (si la zona es únicamente num érica, no
aparece el teclado) y pulsar la tecla
4 tablas de caracteres son disponibles (#1, #2, #3 y Alt)
Para cambiar la "tabla":
Indicar la zona en la parte baja a la izquierda #1, #2, #3 o Alt
y pulsar
Para introducir los caracteres en la zona alfanumérica:
Seleccionar el caracter.
o clic izquierdo en esta zona.
.
Pulsar
Repetir la operación para los otros caracteres.
Para dejar, pulsar la tecla
PÁGINA 96 MODEVA/DNC 880S MANUAL DE REFERENCIA 2D
o clic izquierdo.
de nuevo.
 Loading...
Loading...