

Page 1

DNC 600S
User Guide
CYBELEC SA Tel. ++ 41 24 447 02 00
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
SWITZERLAND
V-DOC-60PS-EN
V-DOC-600PS-EN
Page 2
Information in this document is subject to change without notice, and does not represent
a commitment on the part of CYBELEC SA.
The software described in this document is furnished under a licence or nondisclosure agreement. The
software may be used or copied only in accordance with the terms of the agreement. It is against the law
to copy the software on any medium except as specifically allowed in the licence or nondisclosure
agreement.
Copyright CYBELEC SA. 1991
All rights reserved.
Important:
This notice explains normal and standard programming operations for the numerical control.
In view of the fact that numerical controls can be equipped with configurable functions by the press
manufacturer for his own specific purposes, please refer to the manufacturer-supplied complementary
instructions regarding the programming of these functions.
Autocad
CYBELEC
Ethernet
IBM
is a registered trade mark of Autodesk Inc..
is a registered trademark of CYBELEC SA.
is a registered trade mark of Xerox Corporation.
, PC/AT , PC Network , Token Ring Network
are registered trade marks of the International Business Machines Corporation.
MS-DOS
MS-Windows
Novell Netware
Windows NT
is a registered trade mark of Microsoft Corporation.
is a registered trade mark of Microsoft Corporation.
is a registered trade mark of Novell, Incorporated.
is a registered trade mark of Microsoft Corporation.
Page 3

Page 4
SAFETY AND MAINTENANCE INSTRUCTIONS
The operator must be trained for working with the
machine on which the numerical control is installed.
Improper use of the numerical control can cause
heavy damage on equipment and/or injuries to
people.
Modification of machine parameters can cause
important material damage or lead to irregular
product quality.
The rear panel may only be removed by a qualified
technician (danger of electrocution).
Do not expose the numerical control to excessive
humidity so as to avoid any risk of electrocution and
any deterioration of the equipment.
Make sure the numerical control is disconnected
from the mains power before carrying out any
cleaning. Do not use liquids based on alcohol or
ammoniac.
In case of malfunction of the numerical control, call a
technician.
Do not expose the numerical control to direct sun
rays or any other heat source.
Do not place the numerical control in the
neighbourhood of magnetic equipment such as
transformers, motors or devices which generate
interference (welding machines, etc.)
Replace fan filters at regular intervals so as to avoid
overheating.
SAFETY AND MAINTENANCE INSTRUCTIONS PAGE I
Page 5

This page has been left blank intentionally.
PAGE II USER GUIDE DNC 60 PS
Page 6
LICENCE AGREEMENT FOR CYBELEC
SOFTWARE
GENERAL COPYRIGHT
The CYBELEC software is protected by Copyright, and all the copying rights are reserved.
The CYBELEC software may only be installed and used in authorized equipments (PC or DNC).
The user manuals are also covered by copyright, and all rights to use and to copy are reserved.
This document may not, in whole or in part, be copied, photocopied, reproduced, translated or reduced
without prior consent, in writing, from CYBELEC.
SPECIAL DISKETTE COPYRIGHT
The legal users of this software product are authorized only to copy the contents of the diskette into the
memory of the computer to run the program, and to make one backup copy of the original diskette for
safety purposes in case of loss of the original program.
Unauthorized copying, duplicating, selling or otherwise distributing this product is a violation of the law.
SPECIAL EPROM COPYRIGHT
The CYBELEC DNC and CNC units in which the original software made by CYBELEC has been
replaced by a copy not made by CYBELEC, and without written authorization of CYBELEC, will
immediately lose their warranty.
WARRANTY
CYBELEC does not warrant that its software products will function properly in every computer and
programming environment.
The limitations of use of a software product and its technical specifications are decided by CYBELEC
only; CYBELEC solely is entitled to decide upon conformity and performance of a given software.
The CYBELEC software does not compensate for incompatibilities in operating system revisions or
versions.
Running the CYBELEC software under various revisions or versions, or switching between different
versions or revisions may result in loss or alteration of data.
LICENSE AGREEMENT PAGE III
Page 7
SOFTWARE UPDATE SERVICE
Purchase of the CYBELEC software entitles the user, during one year, to delivery of software updates of
the "correction" type.
During the use of a revised or corrected version of the software it may occur that data (program,
parameters, etc.) is lost, or that the equipment or its connections need to be modified; these effects are not
always foreseeable and do not engage CYBELEC's responsibility.
TERMINATION
This agreement shall automatically terminate upon any act of bankruptcy by or against licensee, upon any
assignment for the benefit of creditors of the licensee, upon any attachment execution of judgement or
process against licensee or its assets that substantially inhibits its ability to do business, or upon
dissolution of licensee.
CYBELEC has the right to terminate this agreement immediately, should the licensee violate the
aforementioned conditions.
Within 30 days of termination of this agreement for any reason, licen see shall at his option, either:
return to CYBELEC or authorized dealer all existent copies of such software and related materials, or
furnish to CYBELEC evidence satisfactory that the original and all copies of the software, in whole
and in any form, have been destroyed.
LIMITATION OF LIABILITY
The foregoing warranty is instead of all other warranties, expressed or implied.
Licensee further agrees that CYBELEC shall not be liable for any lost profits, lost savings, loss of use, or
other incidental or consequential damages arising from the use or inability to use the software, or fo r any
claim or demand against licensee by any other party.
In no event shall CYBELEC be liable for consequential damages, even if CYBELEC has been advised of
the possibility of such damages.
CYBELEC does not warrant that the functions contained in the software will meet the licensee's
requirement or that the operation of the software will be totally error free.
Should the software prove defective, the licensee (and not CYBELEC or an authorized dealer or
representative) will assume the entire cost of all necessary service, repair or correction.
CYBELEC warrants the diskettes, EPROMS or other magnetic support or cassettes on which the
programs are supplied to be free of defects in material and workmanship under normal use for a period of
90 days from the date of shipment to the licensee as evidenced by a copy of the packing slip.
PAGE IV LICENCE AGREEMENT
Page 8
LIMITATION OF REMEDIES
CYBELEC's entire liability and the licensee's exclusive remedy shall be as follows:
The replacement of any diskettes or EPROMS or magnetic support media or cassettes not meeting
CYBELEC's limited warranty and which materials are returned to CYBELEC or an authorized
CYBELEC representative with a copy of the packing slip, or
If CYBELEC or its representative is unable to deliver replacement diskettes, magnetic support media,
EPROM or cassettes which are free of defects in materials or workmanship, the licensee may terminate
this agreement under the terms and conditions herein mentioned, and the purchaser's money will be
refunded.
GENERAL
The licensee acknowledges that he has read this agreement, understands it and agrees to be bound by its
terms and conditions.
The licensee agrees to hold CYBELEC harmless on all liability associated with licensee's breach of this
agreement including, but not limited to, all reasonable attorney's fees and court costs, if any.
This licence agreement shall be governed by Swiss law; place of jurisdiction is Lausanne, Switzerland.
MAINTENANCE
CYBELEC will provide one year of software maintenance. The extent of maintenance, and response
time for furnishing same, shall be at the sole discretion of CYBELEC. Maintenance shall normally
include correction of errors in code, correction of errors in supporting documentation, update versions of
the covered software which may be released by CYBELEC during the maintenance period.
In no event shall CYBELEC be obliged to provide technical support in attempting to resolve problems or
difficulties resulting from licensee's modification of the licensed software; any such modification by
licensee is entirely at licensee's own risk.
LICENSE AGREEMENT PAGE V
Page 9

This page has been left blank intentionally.
PAGE VI LICENCE AGREEMENT
Page 10

02.06.2008 V. 1.0
CONTENTS
SAFETY AND MAINTENANCE INSTRUCTIONS...........................................................................I
LICENCE AGREEMENT FOR CYBELEC SOFTWARE..................................................................III
Safety, Copyright & License agreement..............................................................................3
HOW TO….......................................................................................................................................5
Use Easy Bend (Very Basic Bends)....................................................................................5
Program a Simple Product..................................................................................................5
Program a Product using the Graphic Display....................................................................5
EASY BEND PAGE..........................................................................................................................6
CREATING A PRODUCT ................................................................................................................8
Using the Sequence Page...................................................................................................8
Programming with the Sequence Page...............................................................................12
PRODUCT MANAGEMENT.............................................................................................................18
Product List..........................................................................................................................18
APPENDIX A: CONVENTIONS.......................................................................................................22
Typographical Conventions.................................................................................................22
Abbreviations / Glossary .....................................................................................................22
APPENDIX B: USER INTERFACE..................................................................................................24
Using the Screen.................................................................................................................24
Using the Keyboard.............................................................................................................24
APPENDIX C: MAIN MENU.............................................................................................................30
Main Menu Options.............................................................................................................31
APPENDIX D: WORKING MODES..................................................................................................32
Adjustment Mode ................................................................................................................32
Sensitive Mode....................................................................................................................33
Automatic Mode ..................................................................................................................33
APPENDIX E: TOOL PROGRAMMING...........................................................................................34
Programming Punches / Dies .............................................................................................34
APPENDIX F: PROGRAMMING WITH L-ALPHA ...........................................................................38
Programming Using the L-alpha Page................................................................................39
L-alpha Method ...................................................................................................................43
Defining the Bending Order.................................................................................................46
N600S_EN.DOC CONTENTS PAGE 1
Page 11

APPENDIX G: MISCELLANEAOUS ............................................................................................... 55
INITIALIZATION Page........................................................................................................ 55
Tool Reference...................................................................................................................57
Pinch Point.......................................................................................................................... 60
Gauge Axes........................................................................................................................61
Programming the Axes Datum ...........................................................................................65
Calibration...........................................................................................................................66
Ideal Curve .........................................................................................................................67
Cycle without Bend............................................................................................................. 70
Punching.............................................................................................................................70
Bottoming............................................................................................................................ 71
Angle Correction................................................................................................................. 71
Alphanumerical Characters................................................................................................ 73
Messages / Errors .............................................................................................................. 73
Interactive Messages.......................................................................................................... 74
APPENDIX H: TRANSFER ............................................................................................................. 78
Testsing the Serial Ports .................................................................................................... 79
CYBACK.............................................................................................................................80
APPENDIX I: PRINTING THE CURRENT SCREEN......................................................................82
HyperTerminal....................................................................................................................83
APPENDIX J: PROTECTING THE ACCESS LEVELS...................................................................90
General Information............................................................................................................ 90
Users .................................................................................................................................. 91
Password Protected Access............................................................................................... 92
Accessing Levels Higher than 3.........................................................................................93
Changing a Password ........................................................................................................ 94
Managing Access Levels with an External Key
MAINTENANCE ..............................................................................................................................96
LCD Screen........................................................................................................................96
In case of failure .................................................................................................................97
Internal Backup...................................................................................................................98
Internal restore of PMs and tools........................................................................................100
ACCESSORIES............................................................................................................................... 102
INDEX.............................................................................................................................................. 104
...................................................................95
PAGE 2 CONTENTS
Page 12

SAFETY, COPYRIGHT & LICENSE AGREEMENT
Please consult the safety instructions, copyright and license agreement on the
first pages of the manual.
ABOUT THIS MANUAL
This manual is designed to help the user to familiarize with the numerical
control DNC 600S and to use it with a maximum of efficiency.
To reach a maximum of comfort and productivity of the numerical control, it
is recommended to read attentively the whole manual.
A table of contents and a well organized index enable you to find rapidly the
searched subject.
Note: In this User Guide it is assumed that the DNC has an
operational configuration (i.e. machine parameters and tools
are programmed).
This manual is evolutive. You, the user, can help us to give you better
assistance. If you have any comments on this document, please write us to:
CYBELEC S.A.
Dpt Communication
Rue des Uttins 27
CH-1401 Yverdon-les-Bains
Fax ++ 41 24 447 02 01
E-mail: info
@cybelec.ch
FOREWORD PAGE 3
Page 13

This page has been left blank intentionally.
PAGE 4 USER GUIDE DNC 600S
Page 14
HOW TO…
USE EASY BEND (VERY BASIC BENDS)
Go to page 6,.EASY BEND Page.
PROGRAM A SIMPLE PRODUCT
Go to page 12, Programming with the Sequence Page.
PROGRAM A PRODUCT USING THE GRAPHIC
DISPLAY
Go to page 38, Appendix F: Programming with L-Alpha.
TIPS
Press this key to navigate through the main fields of the page from the top
down.
Press this key to navigate through all fields of the page from the bottom up.
Keeping this key pressed will navigate from field to field using the au torepeat feature of the key (3X per second).
The navigation feature of both these keys can be activated or de-activated in
the USER PREFERENCES page from the main menu.
+ Press this key combination to go to the top left field.
or
or
HOW TO… PAGE 5
Pressing on either of these keys while the cursor is on the P field will toggle
the display between a white and a black background.
Pressing on either of these keys while the cursor is on the P field will adjust
the contrast.
Page 15
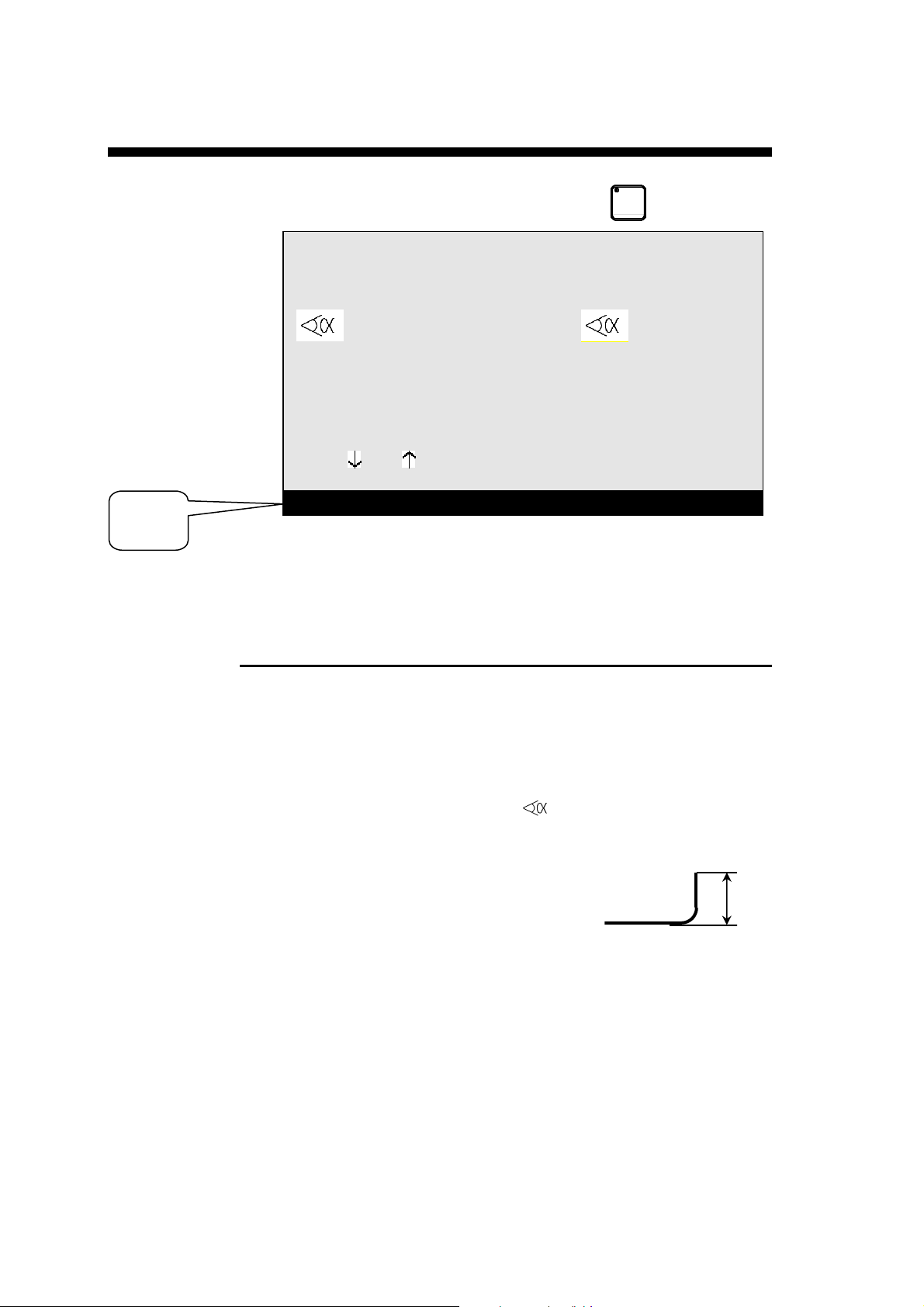
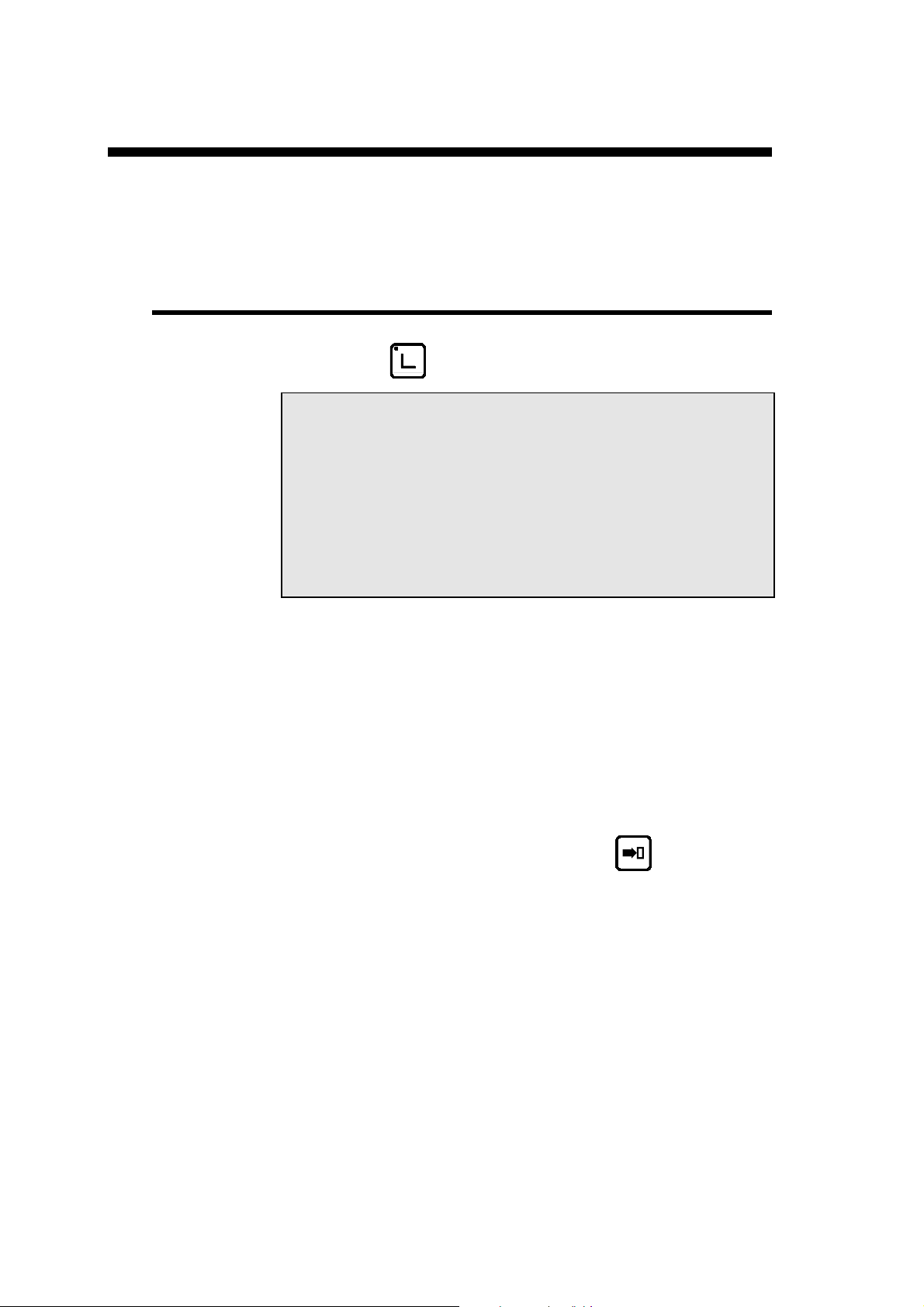
EASY BEND PAGE
Online
Help
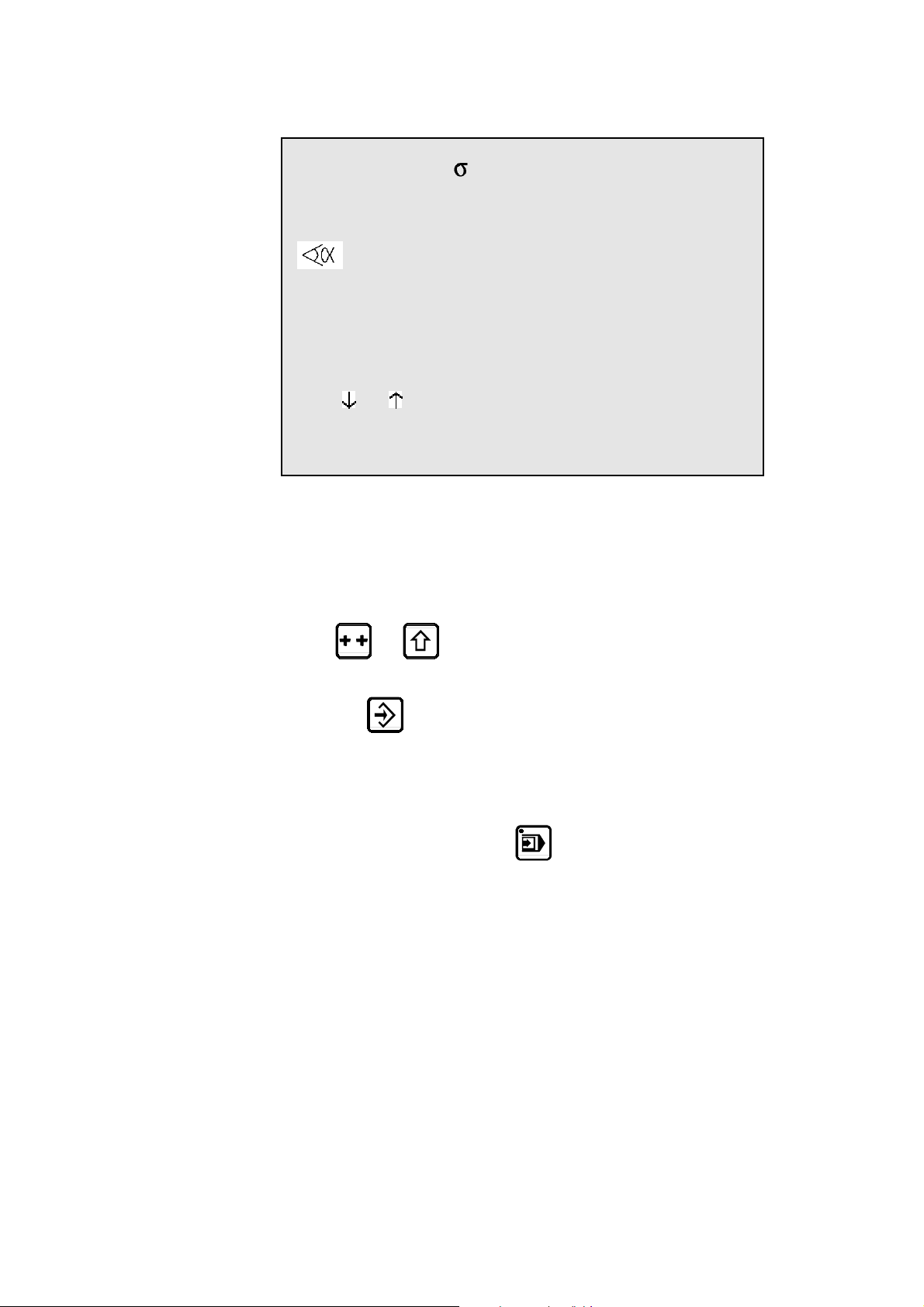
The EASY BEND page is accessible by hitting the
key twice.
Easy Bend
Th: 2.00 σ 45.00 Kg/mm2 Ac_Al_In_
p/d 1/1 CR __/ri 2.78
--MEM-- --POS-- --COR--
90.0° mes __._°
Y1 293.11 350.92
Y2 293.11 351.05
L 136.0
X1 133.9 51.8
Lp 5000 Fp 78
Rx ___ Start Ext _
Vy __% __% ΔTp _._s
PCV ___
Material thickness
This page makes it possible to quickly programme a bend, and/or briefly stop
production to perform a single bend without modifying or losing data in the
production programme.
PROGRAMMING A BEND
.
Enter the thickness and the tools if they differ from the product in the
course of production.
To speed up programming, the p/m fields as well as the material are
taken over from sequence 1 of the product currently in hand. The
modification of these data does not affect the programme that is running.
Enter the angle of the bend in the
Enter the height
the X gauge will be calculated automatically.
or
directly enter the distance at which the X
gauge is to be positioned.
Enter the length of the bend.
The system automatically calculates the pressure and bending.
Possibly also enter,
o how long the pressure is to be maintained (if not
o the retraction of the gauge,
o the reduction in bending speed,
o slow lifting, etc.
L of the wing (external measurement) and the position of
programmed, the default is = 0.5 s),
field
L
PAGE 6 USER GUIDE DNC 600S
Page 16
Press the START button or the pedal and the axes will position to the
desired values. The numerical command will automatically go into semiautomatic mode.
Actuate the pedal to bend.
When the beam returns, the DNC switches to programming mode.
You can now enter new data or actuate the pedal for a new bend.
Hit the
key to return to production mode.
FIELD OVERVIEW
See Field Overview, page 9.
EASY BEND PAGE PAGE 7
Page 17
CREATING A PRODUCT
This paragraph explains how to programme a product as well as the method
for correcting and recording it.
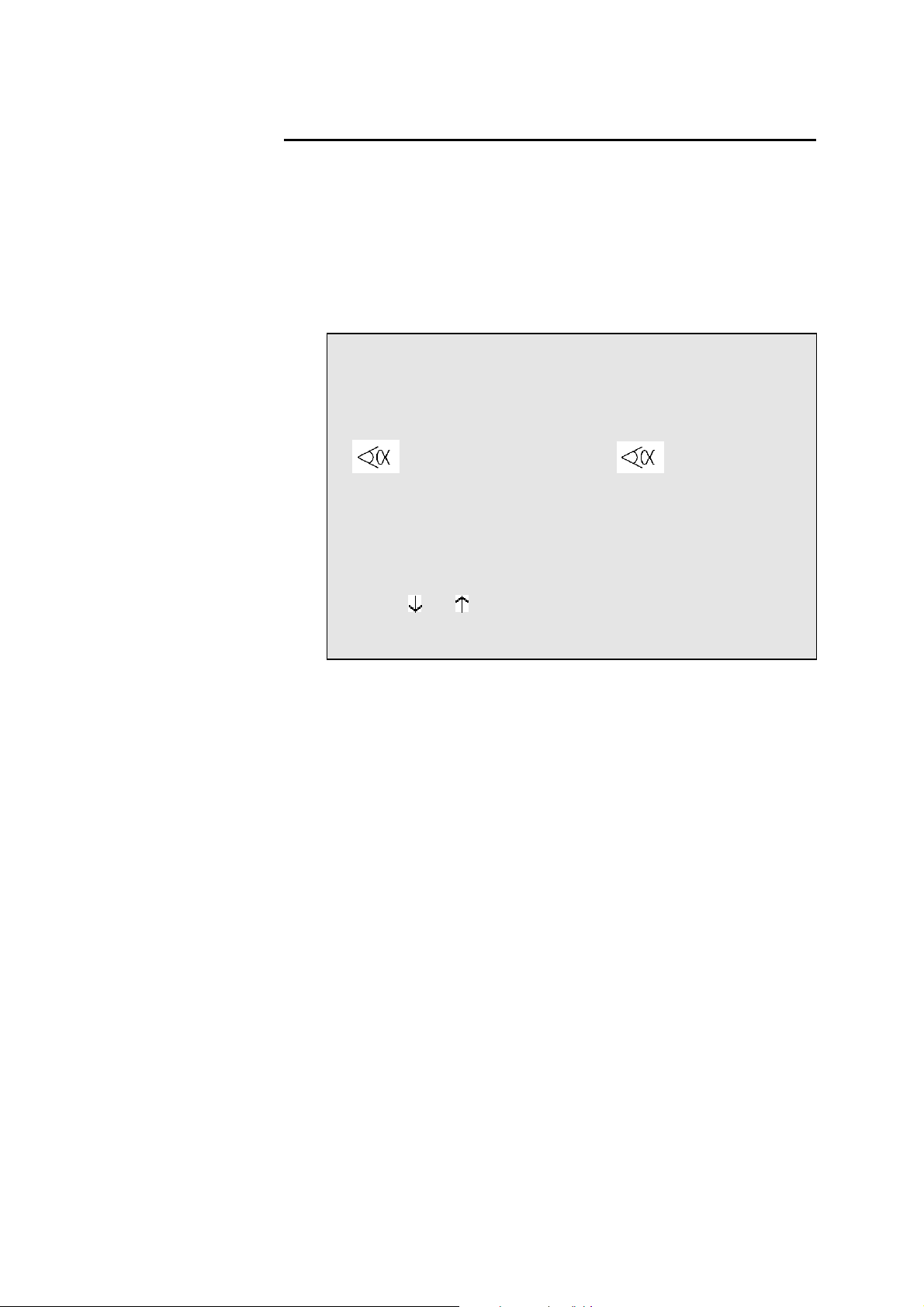
USING THE SEQUENCE PAGE
This page displays all the bending informations for the current sequence.
That is the requested position of the Y and X (R, etc.) axes, the pressure, the
gauge retraction, the crowning, the dwell time, etc.
Important This page displays the result of the calculations made when programming a
product in the L-alpha page with definition of the bending order.
The operator can modify these values if necessary (especially the retraction,
the dwell time, the top dead center).
However he must avoid to directly modify the Y and X values calculated by
the DNC.
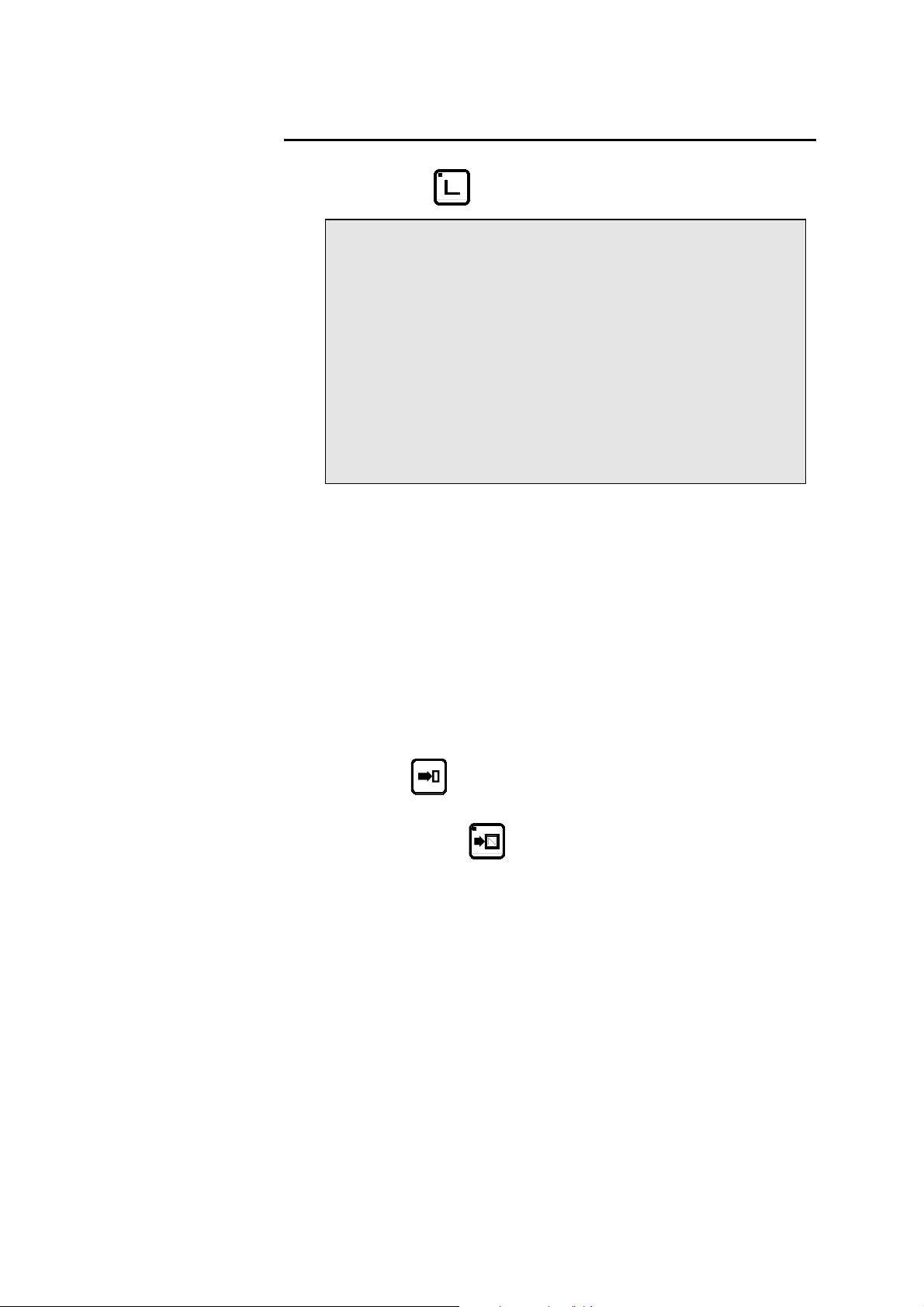
Hint An operator can directly program a product in this page, without "passing"
through the L-alpha page and definition of the bending order.
This simplifies the manipulations a great deal, since all the informations
required for the bending are on this page.
To reach the sequence page, press the
Pressing once will display the page in large characters, pressing twice
will display all dimensions and functions of the current sequence in small
characters.
Pressing the key 3 times
characters, with a graphic of the part underneath.
This page is displayed during the powering-on of the DNC.
To change from one sequence to another, press the
In order to add a new sequence with the same content as the last sequence at
the end of the program, press
displays.
will display the main sequence data in large
, then 1 when the warning message
key.
or
key.
In order to insert after the current sequence a sequence with the same content
as the current one, press
The
another.
The
can be deactivated in the user preferences.
PAGE 8 USER GUIDE DNC 600S
key is used to move the cursor from one significant field to
key is used to move the cursor across all the fields. This function
when the cursor is on the N field.
Page 18
If a product is removed, the data contained in the tool fields, the thickness
field and the material information fields continue to be displayed. This saves
the operator from having to reprogramme unchanged data.
P 1 N 1 CY __
Th: 2.00 45.00 Kg/mm²
p/d 1/ 1 CR __/ri 2.78
--MEM-- --POS-- --COR--
90.0°
Y1 293.11 350.92 ____.__
Y2 293.11 351.05 ____.__
X 1 133.91 51.85 ____.__
Q ____ ____
Lmat 5000 TON 78
Rx _ ___ Ext start _
Vy __% __% ΔT _._s
TDC ___ SP ___
F1:___ F2:___ F3:___ F4:__ F5:__ Cr: 41
FIELD OVERVIEW
P
P+
N
CY
Th
Number of the product in the work memory.
Number of the following product when there is
a sequence of programmes.
Bending order (sequence) number to be made
and the total number of bends for the product.
Number of sequence repetitions.
(programmed 0, the sequence is jumped)
Material thickness.
The Greek symbol "Sigma" indicates the
tensile and rupture strength.
This field, as well as those showing the type of
material, can be hidden (see the
page in the machine parameters).
If this field is hidden, the default value is
45 kg/mm
the ad hoc field in the machine parameters.
2
, but other values can be defined in
preferences
steel
p/d
CREATING A PRODUCT PAGE 9
Number of the punch/die pair associated with
the bend to be made.
In the P or D field press
of tools.
to display the list
Page 19
CR/ri
--MEM--
--POS--
--COR--
The
, Y1, Y2, etc. fields are dependant on the axes programmed in
the numerical control.
L
Select the tool in the list then press
again
to return.
Number of bends requested when working
with step bending (min. 4), and internal
bending radius.
This column contains either the values
calculated by the system when simulating, or
the values programmed by the operator.
This column indicates the real axes' positions.
This column contains all the sequence and
product corrections introduced on the
CORRECTION page.
Height of the wing after bending. The DNC
will automatically calculate the position of the
back gauge of axis X.
L
Q Quantity of products to be produced. The Q
field is displayed only if the parameter in the
PREFERENCES page is activated.
Lmat
TON
Rx
Bending length.
Bending force.
Back gauge retraction. The operator indicates
in mm the retraction distance. If nothing is
programmed, the beam doesn't stop at the PP.
No retraction.
If value 0 is introduced, the beam stops at the
PP, then executes immediately the bend
without carrying out a retraction.
The field between the Rx and the retraction
value serves to define the retraction mode.
_ = the beam stops at the PP and waits till the
retraction is made, in order to carry out the
bend.
1 = the beam stops at the PP, then continues
immediately, at the same time as the
retraction is carrying out.
Ext start
If nothing is programmed in this field, the axes
start automatically from the BDC, from the PP
or from the TDC, depending on the choice
made in the machine parameters.
PAGE 10 USER GUIDE DNC 600S
If 1 is programmed, the start will be made as a
function of the configuration made by the
Page 20
constructor.
- In most of the configurations, it will be
sufficient to give a down command. At this
command, the axes take position, then a
second down command has to be given, in
order to move the beam.
- In other configurations, the provided start
button must be pressed.
- When the message TOL ZONE appears,
that means that a down command has been
given and that the axes are not positionned
in the current sequence. Give a start with
the provided button or on the front panel of
the DNC.
Vy
Vy
ΔT
TDC
SP
F1: - F5:, Cr
These fields can also be re-programmed by the user.
However, certain fields are related, that is modifying one provokes a
modification of the other.
Beam bending speed.
Programmed at 0, the speed is 1 mm/s.
Programmed at 9, the speed is 10 mm/s.
(If the machine is capable of reaching this
speed)
Rising speed from BDC to PP.
Programmable from 0 (slow) to 9 (fast).
Allows to vary the speed at which the beam
rises to the PP. (Function depending on the
machine's hydraulics).
Dwell time.
Distance from top dead center.
Distance from the beam speed changing point.
(Switch Point).
Value of the auxiliary functions F1 to F5 and
crowning.
CREATING A PRODUCT PAGE 11
Page 21
PROGRAMMING WITH THE SEQUENCE PAGE
In this guide, it is considered that the DNC is configured so as to be
operational (i.e. machine and tool parameters programmed).
The operator has 2 methods available for programming.
The fastest
Direct programming (or programming in the sequence page)
Direct programming is the faster method for an experienced operator,
because all the programming of the product is done on the same page. This
makes it possible to programme the positions of the axes directly, and it
calculates the depth of bending according to the angle entered.
With calculation of the flat pattern
The L-Alpha method.
The L-alpha method makes it possible to enter a profile to bend with the
external dimensions and angle of each face. The DNC will calculate the
developed length:
After having programmed the sequence of bends, the DNC will calculate the
position of the gauges.
Explanation of this method in
page 38.
Appendix F: Programming with L-Alpha on
DIRECT PROGRAMMING
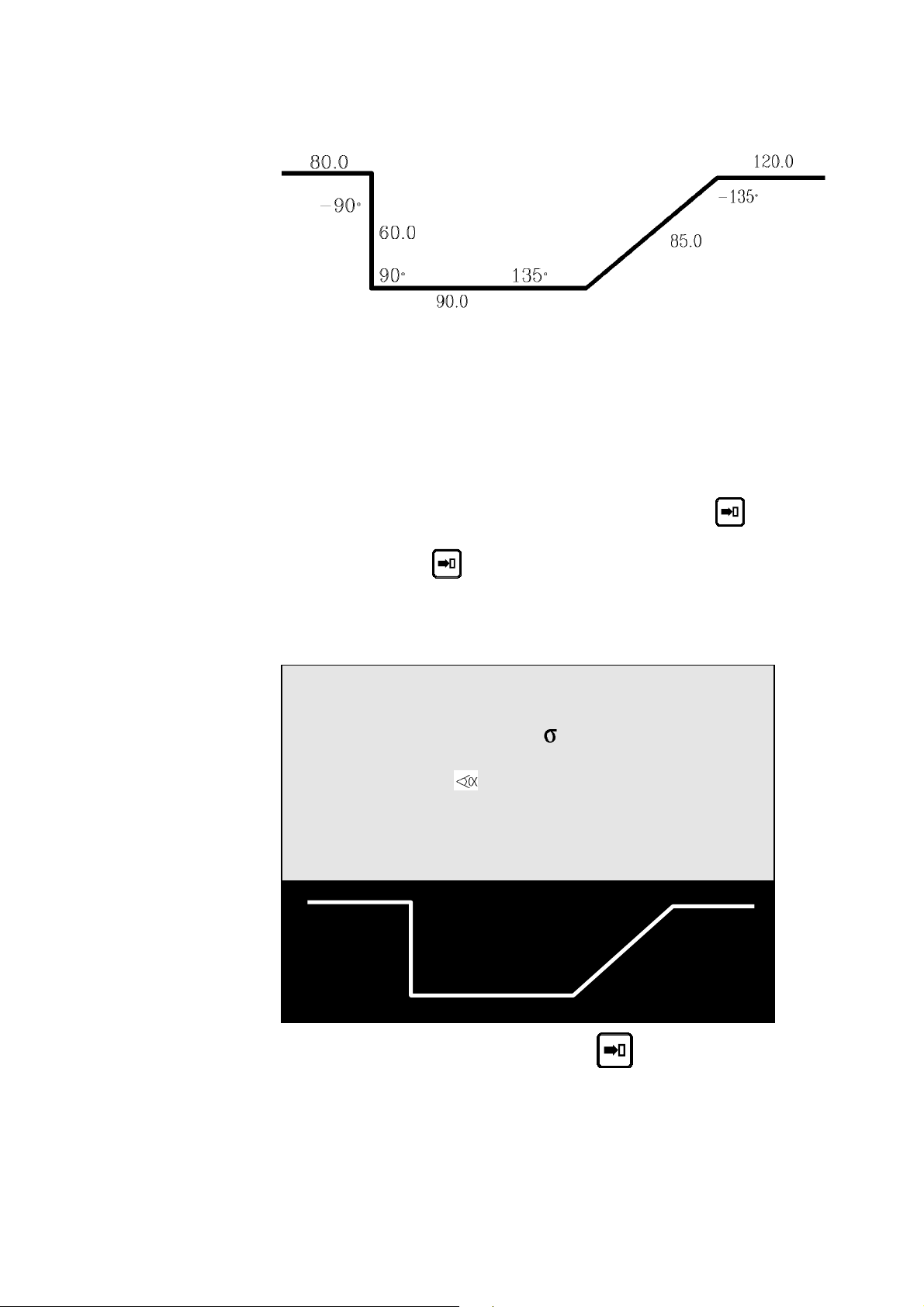
Programming Example
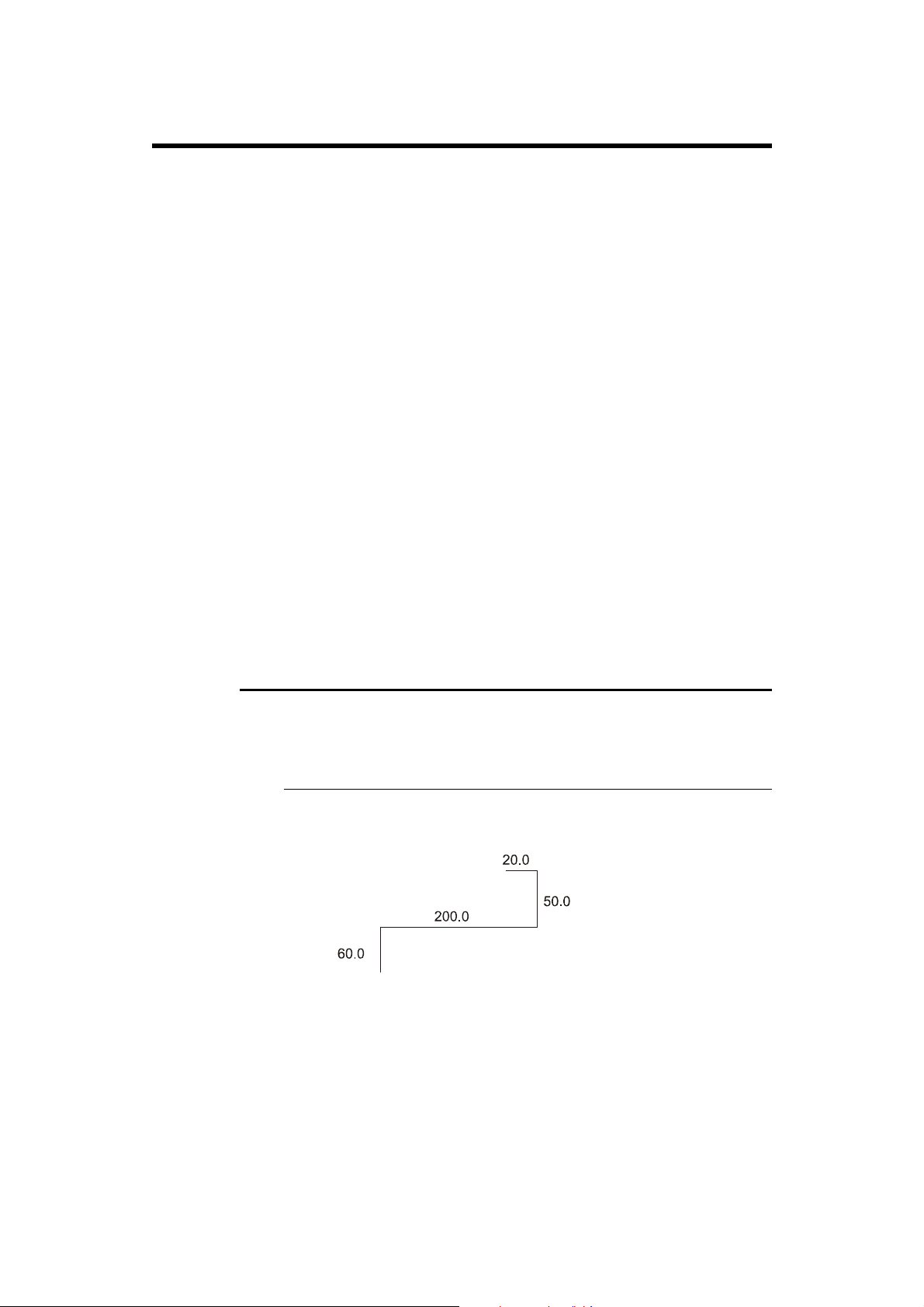
The following product is to be realized:
The bending order is the following:
Th: 2.0 mm
Lmat: 1000 mm
PAGE 12 USER GUIDE DNC 600S
Page 22
Bend 1 on FACE 1 and LEG 0
Bend 2 on FACE 3 and LEG 4
Bend 3 on FACE 2 and LEG 3
Clear the memory Call the sequence page with the
Clear the work memory.
In the event of the removal of a product, the data contained in the Tools
fields, the Thickness field and the Material Information fields remain (if
displayed). This avoids the operator having to reprogramme unchanged data.
Place the cursor in the N field (reminder:
cursor on the top of the page).
key.
+ to position the
CREATING A PRODUCT PAGE 13
Page 23
P 125 N 99 CY __
Th: __.__ __.__ Kg/mm²
p/d _/_ CR __/ri __.__
--MEM-- --POS-- --COR- __._°
Y1 ___.__ 350.92 ___.__
Introduce 99 and press the key.
1st sequence Introduce the thickness, the sigma, the tools as below:
To select a tool, enter the tool number or press
is in the P or M field to display the tool list.
Select the tool in the list and press
sequence page.
again to go back to the
when the cursor
P 0 N 1 CY __
Th: 2.00 σ 37.00 Kg/mm²
p/d 1/1 CR __/ri __.__
Program 90 in the field.
By leaving the field, the system calculates the Y1 and Y2 axes' values.
Introduce 58.0 in the X field (stop position for this first bend).
Introduce the bending length 1000.
The system calculates the pressure and the crowning automatically.
If necessary, introduce the dwell time (by default non-programmed =
0.5 s), the gauge retraction, the bending speed reduction, the slow
raising, etc.
Press
sequence 2.
The message COPIED is displayed, the N field passes on 2.
The LED of the key remains lighted, indicating that you are on the
last sequence.
and then 1, in order to copy this first sequence in
PAGE 14 USER GUIDE DNC 600S
Page 24
2nd sequence The following screen is displayed:
Note: The values Y1, Y2, Fb and Cr will vary, for they are
calculated as a function of the programmed tools. The values
POS Y1, Y2 and X will also be different, for they display the
real position of the axes.
P 0 N 2 CY __
Th: 2.00 37.00 Kg/mm²
p/d 1/ 1 CR __/ri __.__
--MEM-- --POS-- --COR--
90.0°
Y1 229.90 350.92 ____.__
Y2 229.90 351.05 ____.__
L ___.__
X 58.00 51.85 ____.__
Lmat 1000 TON 19
Rx ___ Ext start _
Vy _ _ ΔT _._s
TDC ___ SP ___
F1:___ F2:___ F3:___ F4:__ F5:__ Cr: 41
Modify the values which are different for this sequence, in this case enter
20.0 in the L field or 18 in the X field.
P 0 N 2 CY __
Th: 2.00 37.00 Kg/mm²
p/d 1/ 1 CR __/ri __.__
--MEM-- --POS-- --COR--
90.0°
Y1 229.90 350.92 ____.__
Y2 229.90 351.05 ____.__
L 20.0
X 18.00 51.85 ____.__
Lmat 1000 TON 19
Rx ___ Ext start _
Vy _ _ ΔT _._s
TDC ___ SP ___
F1:___ F2:___ F3:___ F4:__ F5:__ Cr: 41
Press the sequence forwards key , in order to copy this second
sequence in sequence 3.
The message COPIED is displayed, the N field passes on 3.
The LED of the key remains lighted, indicating that you are on the
last sequence.
CREATING A PRODUCT PAGE 15
Page 25
3rd sequence The following screen is displayed:
P 0 N 3 CY __
Th: 2.00 37.00 Kg/mm²
p/d 1/ 1 CR __/ri __.__
--MEM-- --POS-- --COR--
90.0°
Y1 229.90 350.92 ____.__
Y2 229.90 351.05 ____.__
L 20.00
X 18.00 51.85 ____.__
Lmat 1000 TON 19
Rx ___ Ext start _
Vy _ _ ΔT _._s
TDC ___ SP ___
F1:___ F2:___ F3:___ F4:__ F5:__ Cr: 41
Modify the values which are different for this sequence, in this case
enter 50.0 in the L field (X is automatically calculated) or the value 48
in the X field.
The programming of the product is terminated.
If you wish to save:
Place the cursor on the P field.
(
and to position the cursor on the top of the page.)
Introduce the number you wish to give to this product.
Press
for saving this product).
The product will be saved in the internal memory with the number
which you have given it.
It will, however, remain present in the work memory.
Pass to semi-automatic mode
Call the sequence 1.
Execute the first bend.
(if the system replies EXISTS, choose another number
.
PAGE 16 USER GUIDE DNC 600S
Page 26
CORRECTIONS
It can happen that the angle bent is slightly greater or less than the angle
programmed.
The operator has then the possibility to introduce the real value of the angle
bent. The DNC will correct the Y1 and Y2 axis values accordingly.
The corrections can be entered into two different pages:
Page corrections (see explanation on page 71).
Sequence page.
P 0 P+__ N 1 / 4 CY __
Th: 2.00 σ 37.00 Kg/mm2
p/d 1/1 CR __/ri __.__
--MEM-- --POS-- --COR--
90.0° mes 91.20
Y1 229.60 350.92 ____.__
Y2 229.60 351.05 ____.__
L 60.00
X 58.00 51.85 ____.__
Lp 1000 Fp 19 TON
Rx ___ Start ext _
Vy _ _ ΔTp _._s
PMH ___ PCV ___
F1:___ F2:___ F3:___ F4:__ F5:__ Bo: 41
The following working method is recommended:
Programme or call the product.
Switch to semi-automatic mode.
Execute first bend.
Measure the result.
Switch to programming mode.
Enter the measured angle into the COR field (see above). The DNC
automatically calculates the corrections to be made to Y1 and Y2.
If necessary, make the corrections to the gauge axes.
Bend a second product on the first bend to check the corrections.
Move to the following sequence and then proceed in the same way for
all subsequent sequences.
When all the bends are correct, switch to automatic mode and proceed
normally.
The correction entered above is applied only to the current sequence. Every
other sequence must be corrected individually.
Product-by-product correction is possible in the CORRECTION page (see
explanation on page 71).
CREATING A PRODUCT PAGE 17
Page 27
PRODUCT MANAGEMENT
This chapter indicates how to manage the products (programs) stored in the
numerical control.
PRODUCT LIST
Press the key.
ACTUAL PIECE NEW_P
CODE 623-42.15
SEQUENCES PROGRAMMED 42
AVAILABLE 306
-LIST OF PRODUCTS IN MEMORY 1 2 11 222 997 ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
___ ___ ___ ___ ___ ___ ___ ___ ___ ___
The upper part of the screen displays the number of the product currently in
the work memory as well as the number of the drawing of that product.
Note: The drawing number is optional. It may be activated in the User Preference
page.
The DNC also displays the number of sequences programmed, as well as the
number of sequences still available in the internal memory.
Then are displayed, in ascending order, the numbers of all the products
stored in the internal memory.
The NEW_P field enables the operator to create a new product directly,
starting from this page.
Position the cursor on NEW_P and press the
key.
PAGE 18 USER GUIDE DNC 600S
Page 28
SEARCHING FOR A PRODUCT BY CRITERIA
Press the key again.
ACTUAL PIECE 28 New_P
-- CRITERIA - CODE
p/d __/__
Th __.__
Lmat _____
DevL ____.__
-- LIST OF PRODUCTS IN MEMORY- P CODE p/d Th
___ __/__ ___.__
___ __/__ ___.__
___ __/__ ___.__
___ __/__ ___.__
This page allows to display a list of searched products according to one or
more criteria like the code number, the thickness, the bending length and/or
the unfolded length.
Under the heading --CRITERIA-- are displayed the different criteria
according to which it is possible to search for a product.
These criteria can be combined, that is it is possible, for example, to ask for
the list of all the products stored using a specific tool pair and having a
particular material thickness.
The products meeting the defined selection criteria are displayed on the
second half of the screen.
To make a search by criteria, proceed as follows:
Introduce one or more selection criteria in the fields provided.
Press
If the list contains 7 or more products, the following page or pages can be
displayed by pressing
.
.
PRODUCT MANAGEMENT PAGE 19
Page 29
CALLING A PRODUCT
This operation searchs a product in the internal memory and place it into the
work me mory.
Calling a product is possible from all pages on which the cursor can be
placed on the P or CODE field.
Caution: The called product "erases" the product already in the work
memory. Pay attention to save, if necessary, the current product
before calling another product.
Introduce the product number in the P field or the code number in the
CODE field.
Leave the cursor on the field which has been programmed just now.
Press
The product requested is then copied into the work memory (the
original of this product is, of course, conserved in the internal
memory).
.
SAVING A PRODUCT
This operation is used to permanently save a product located in the work
memory.
Saving a product is possible from all pages on which the cursor can be placed
on the P field.
It should be noted that after saving the product remains present in the work
memory.
To save a product proceed as follows:
If you wish to give a drawing number or name to the product, fill in
the CODE field. This operation is optional.
Enter the number of the product in the P field.
Leave the cursor in the P field.
Press the
If the system displays the message EXISTS, choose another number.
If you wish to save a product under a number which already exists (e.g. after
modifying a product), the product bearing that number must first be deleted
in the internal memory.
NB: Caution, the N° 998 and 999 are reserved for special functions.
998 for the temporary storage of the work memory contents during PC
<-> DNC transfer.
999 for total deletion of the internal memory (see page 21).
PAGE 20 USER GUIDE DNC 600S
key.
Page 30
DELETING A PRODUCT
Call the list of products page.
Place the cursor on the P field and introduce the number of the
product to be deleted.
Press
It should be noted that this action has no effect on the internal memory.
.
DELETING ALL PRODUCTS
Caution This operation deletes the totality of the products stored in the internal
memory without the possibility to cancel this command.
Call the list of products page.
Introduce the value
Press
.
999 in the P field.
PRODUCT MANAGEMENT PAGE 21
Page 31

APPENDIX A: CONVENTIONS
As a general rule, in this manual we will not repeat how to validate a field,
select a tool, call a page or any other basic manipulations.
These informations are described at the beginning of this manual.
TYPOGRAPHICAL CONVENTIONS
Arial bold Quotations of text as seen on the screen.
Arial bold italic Used to indicate the name of a DNC input or
output.
Italic Reference to a written element, a paragraph or a
manual.
For example: See ///ADD CROSS
REFERENCE.
ABBREVIATIONS / GLOSSARY
Explications of the abbreviations which are not visible fields in the pages of
the numerical control.
TDC Top dead centre.
SWP Switch point of speed, i.e. the change from
PSS Safety point. This point is calculated in function
PP Pinch point (see page 60).
BDC Bottom dead centre
LED Light Emitting Diode. Small red light serving as
approach speed in bending speed in the descent
phase.
of the tools height and the material thickness.
luminous indicator.
PAGE 22 USER GUIDE DNC 600S
Page 32

This page has been left blank intentionally.
APPENDIX A: CONVENTIONS PAGE 23
Page 33

APPENDIX B: USER INTERFACE
USING THE SCREEN
The screen displays the products, tools and machine parameters as well as all
other useful information for programming and machine work.
The keys situated on the front of the DNC are used for selecting the screen
pages and introducing data.
A cursor indicates where the user can intervene.
On all pages, when first displayed the cursor is located on the programmable
field on which it was placed during the last intervention on that page.
The cursor can be moved to the previous or following field by pressing the
or key.
Faster Regardless of the cursor position on the page, pressing the
keys simultaneously moves the cursor to the first programmable field
of the page.
USING THE KEYBOARD
The keyboard is divided into six zones:
Numerical keyboard
Screen page selection keys
Working mode zone
The commands
The cursor keys
The manual mode keys
NUMERICAL KEYBOARD
and the
The numerical keys as well as the and keys are used to
introduce numbers or values into the different fields.
PAGE 24 USER GUIDE DNC 600S
Page 34

SCREEN PAGES SELECTION KEYS
Main menu key
A dual-function key
Hitting the key once opens the MAIN MENU
page.
Hitting the key a second time displays the
///ADD CROSS REFERENCE
Product list key
Double function key.
Pressing this key once displays the list of
products in the DNC memory.
Pressing the key again displays the search for
products by criteria page.
Product key
Triple function key.
Pressing this key once displays the angle
length (L-alpha) values.
Pressing a second time displays the bending
order with their respective legs.
Pressing a third time displays the bending
values which are calculated as a function of the
values introduced on the previous page.
Sequence key
Triple function key.
Pressing the key once displays all the bending
values in large characters of the current
sequence.
Pressing a second time displays all the values
and functions of the current sequence.
Pressing a third time displays the Graphical
Bend page.
Correction key
This key displays the correction page which
allows to make corrections to the current
sequence, as well as to the entire product.
APPENDIX B: THE USER INTERFACE PAGE 25
Page 35
WORKING MODES
Programming mode
Allows to introduce, modify and read data as
well as to store, search for and transfer
programs.
Manual mode
Authorizes axis movement and auxiliary
functions using the
keys.
Semi-automatic mode
Allows a machine cycle with the current
sequence values without automatic sequence
change.
This mode is used for adjustments when
realizing the first product, as well as for
products with only one bend.
The sequence change is made using the
keys.
NB: The product counter Q does not function
in this mode.
Automatic mode
Normal mode for product production.
The DNC automatically changes sequence
after each bend.
Changing directly from "programming" mode
automatically forces the first sequence of the
program.
Changing from "programming " mode to
"semi-automatic" mode and then to
"automatic" mode, conserves the current
sequence for execution.
This allows to take up again a product in
production without having to make "empty"
cycles.
PAGE 26 USER GUIDE DNC 600S
Page 36

COMMANDS
Delete key
Allows to delete a sequence or a program when
the cursor is placed on the PRODUCT or N
fields.
Only functions in programming mode.
Clear key
This key allows to delete data indicated by the
cursor.
Caution: pressing this key twice, on most
pages, deletes all the data on the page.
Search key
According to the cursor position allows:
- to search for a product
- to search for a sequence
- to search for a tool
- to search for a screen page
- to start a product feasibility calculation
- to transform L-alpha values into machine
values
- to calculate the unfolded length of the sheet
- to execute a transfer
Only functions in programming mode.
Store / insert / teach key
Depending on the cursor position, allows to
store the current program in the DNC internal
memory, or create (insert) a new sequence in
the middle of an existing program, or copy
(teach) the value of an axis positioned
manually in the current sequence.
This key is only valid in programming
(memorization and insertion) mode and in
manual (teach) mode.
APPENDIX B: THE USER INTERFACE PAGE 27
Page 37

CURSOR KEYS
Sequence forwards / Page forwards key
This key allows to scroll pages of the same
type. Also allows to pass to the next page when
a series of information occupies several pages.
Eg.: program sequence
punch-die pages
production pages
parameter pages
In programming mode also allows to create an
identical sequence (copy function) to the
previous one as long as this is the last sequence
of the program.
The incorporated LED indicates whether the
sequence is the last of the program.
Page backwards / Sequence backwards key
Inversed function of the
Allows to scroll backwards through pages of
the same type.
Functions in all modes except automatic mode.
key.
and
Cursor upwards, to the next accessible field.
Holding this key down causes an auto-repeat to
move the cursor back until the key is released.
Cursor downwards, to next accessible field.
Holding this key down causes an auto-repeat to
move the cursor forwards until the key is
released.
This key combination positions the cursor in
the upper part of the current page.
PAGE 28 USER GUIDE DNC 600S
Page 38

"MANUAL" ZONE
Start key
Commands:
- The displacement of the axis and auxiliary
functions. During movement the LED lights
up (except for the beam).
- An indexation at the beam (on option
depending on the configuration on other
axes) when this key is first pressed after
switching on the DNC.
To indicate that an index is being taken the
LED remains constantly alight, until the
indexes are received. Indexes can only be
taken in
Stop key
Depending on the working mode chosen, stops
the axes or auxiliary functions, or stops the
calculation being executed.
When the DNC is in transfer mode (RS232)
the STOP key allows to terminate the transfer.
Manual displacement keys of the selected axes.
Allows, in the machine parameters, to
configure the axis type, the inputs/outputs and
to select the display of the N2X axes.
or modes.
APPENDIX B: THE USER INTERFACE PAGE 29
Page 39

APPENDIX C: MAIN MENU
By pressing the key on the top right of the keyboard, the main menu
appears.
CHOICE ? __
1 NEW PRODUCT
2 EASY BEND
3 LIST OF PRODUCTS /CRITERIA
4 LIST OF PUNCHES
5 LIST OF DIES
6 PROGR. PUNCHES / DIES
7 PRODUCT PUNCHES / DIES
8 L-ALPHA PRODUCT
9 BEND SEQUENCE
10 USER PREFERENCES (KEY 2)
11 PROGR.AXES DATUM
12 TRANSFER DNC <-> PC
13 MACHINE PARAMETERS VIEWER
Regardless of which screen page you are on, you can always gain access to
the main menu by the
different pages.
The option desired is chosen by entering the option number in the CHOICE
field on the first line of the screen and pressing the search
key, which allows you to circulate in the
key.
PAGE 30 USER GUIDE DNC 600S
Page 40

MAIN MENU OPTIONS
1 NEW PRODUCT
2 EASY BEND
3 LIST OF
PRODUCTS
/CRITERIA
4 LIST OF PUNCHES
5 LIST OF DIES
6 PROGR. PUNCH /
DIE
7 PRODUCT
PUNCHES / DIES
8 L-ALPHA
PRODUCT
Create a new product and display the page sequence,
ready for entering the data.
Access ///ADD CROSS REFERENCE
Allows for quickly programming a bend and/or
stopping production to quickly do another job (bend)
without loss or modification of the program in hand.
This double page displays the list of parts held in DNC
memory and allows for selectively seeking parts.
Displays the list of the punches.
Displays the list of thedies.
From this page, it is possible to recall, program or
delete a die or a punch.
This page allows to modify, for the product only, the
reference of a tool.
Generally called L-alpha page, this page displays and
allows the programming of products in "lengths and
angles" mode.
9 BEND SEQUENCE
10 USER
PARAMETERS
(KEY 2)
11 PROGR. AXES
DATUM
12 TRANSFER
DNC <-> PC
13 MACHINE
PARAMETERS
VIEWER
Displays the page allowing to program or modify the
bending order.
Lets you edit user parameters and materials
preferences.
Allows to program the axis position counter.
Allows the global or partial two way transfer of
products, tools or machine parameters between the
fixed internal memory and a PC.
Displays all machine parameter pages.
Caution: you cannot edit machine parameters using this
menu option.
APPENDIX C: THE MAIN MENU PAGE 31
Page 41

APPENDIX D: WORKING MODES
3 working modes are generally available at machine level.
The functioning is described hereinafter.
Depending on the manufacturers and the safety standards in force in the
country, the functioning can be different.
Adjustment mode
Sensitive mode
Automatic mode
These modes are independent of the DNC
be combined. Exception: the adjustment mode.
ADJUSTMENT MODE
This mode only functions with the DNC in mode.
If this is not the case, the press refuses to descend.
In this mode the table only functions in bending speed with the pressure and
speed programmed in the current sequence.
The top dead center of the current sequence is active, it is thus not possible to
raise the beam above this point.
On the other hand, the bottom dead center programmed in the sequence is not
active. Thus only stopping the descent command, or a mechanical stop
(punch in the die), or the lower limit switch will stop the beam in the descent
phase.
modes and can
PAGE 32 USER GUIDE DNC 600S
Page 42

SENSITIVE MODE
DNC in Mode
The functioning is identical to adjustment mode, except that the return to the
TDC is made in one movement.
DNC in or Mode
The press works in the conventional way, that is:
High speed approach
Deceleration
Safety stop (if the mode requires it)
Bending
Bottom dead center
It is at the bottom dead center (BDC) that the differences appear.
The DNC remains under pressure at the bottom dead center until the descent
command disappears, and this indifferently to the dwell time at BDC.
When the descent command is suppressed, the DNC remains at the BDC
without pressure or descent command, until reception of a rise command
which it executes immediately.
AUTOMATIC MODE
This mode functions in a similar way to sensitive mode, except that the
raising of the beam is made automatically once the dwell time programmed
in the current sequence has elapsed.
This even if the descent command remains active.
NB: In all these modes the ascent command has priority. It is executed
immediately on its reception.
APPENDIX D: THE MACHINE WORKING MODES PAGE 33
Page 43

APPENDIX E: TOOL PROGRAMMING
The DNC 600S has several pages which allow consultation of the list of
existing tools, to display them and / or program new ones.
The DNC 600S memory can hold a maximum of 20 punches and 30 dies.
PUNCH LIST
From the main menu choose option LIST OF PUNCHES.
The system displays the list of punches existing in the memory, with
the number and characteristics of each punch:
If your DNC contains more than 4 punches, you can call the following page
or pages by pressing
.
Die List
From the main menu, choose option LIST OF DIES.
The consultation of the list of dies can be done in the same way as explained
for the punches.
PROGRAMMING PUNCHES / DIES
TOOL PROGRAMMING OVERVIEW
The programming of tools is done by introducing their values and
dimensions on the page as represented below.
Call the PROGRAMMING PUNCH / DIE page (via the main menu).
p Punch angle.
Hp
rp
TON/M
Vd
PAGE 34 USER GUIDE DNC 600S
Height of the punch between the lowest part of
the beam and the point of the punch.
Punch radius.
Maximum force supported by the punch per
linear meter.
V width of the die.
Page 44
d
hd
rd
TON/M
V angle of the die.
Height of the die from the surface of the table.
Die radius.
Maximum force supported by the die per linear
meter.
REF Y
Sum of the hp and hd.
This value is automatically calculated during
programming of pairs. See Erreur ! Résultat
incorrect pour une table..
SAF X
X Safety distance.
(Not programmed = half V opening)
a: and b:
Table and die dimensions according to the
drawing displayed on the screen.
APPENDIX E: TOOL PROGRAMMING PAGE 35
Page 45

PROGRAMMING A PUNCH
On the PUNCH / DIE PROGRAMMING page, delete the values on
this page by pressing the
Fill in the different fields.
If you wish to save this new punch proceed as follows:
a) Place the cursor on the PROGR. p/d field and introduce the
number you wish to give to this punch as indicated below.
Caution: The die N° must not be programmed.
b) Press
c) If the system displays the message EXISTS, choose another
number.
.
key twice.
PROGR. p/d 1/__
PUNCH
p 90°
hp 100.00
rp 1.50
TON/M 100
DIE
Vd 15.00
d 90°
hd 100.00
rd 1.50
TON/M 100
REF Y 200.00
SAF X 10.00
a: 20
b: 30
Modifying a Punch to Create a New One
On the PUNCH / DIE PROGRAMMING page.
Call the punch which will serve as a basis.
Place for that the cursor in the p field, introduce the desired number
and press the
Modify the values as necessary.
Save the new punch by introducing its number in the p/ field and
press the
PAGE 36 USER GUIDE DNC 600S
key.
key.
Page 46

MODIFYING A PUNCH
On the PUNCH / DIE PROGRAMMING page.
Call the punch which will serve as a basis.
Place for that the cursor in the p field, introduce the desired number
and press the
Modify the values as necessary.
To be able to save this punch under the same number, the former
version must first be deleted from the internal memory.
Place the cursor on the punch number and press the
Leave the cursor at the same place and press
Caution: The die N° must not be programmed.
The former version of your punch has now been replaced by the new
one which has the same number.
DELETING A PUNCH
Call the LIST OF PUNCHES page (via the main menu).
Introduce the number of the punch to be deleted in the p/ field.
key.
key.
.
Press
.
PROGRAMMING A DIE
The programming of a die is done in the same way as for a punch, but in the
/m field.
APPENDIX E: TOOL PROGRAMMING PAGE 37
Page 47

APPENDIX F: PROGRAMMING WITH L-ALPHA
In this manual, it is being assumed that the DNC is configurated in such a
way to be operational (i.e. the tools and machine parameters have already
been programmed).
2 programming methods are accessible by the operator.
The L-alpha method allows to enter a profile to be bended with the external
dimensions and angles of each face. The DNC calculates the unfolded length.
After having programmed the bending order, the DNC will calculate the stop
positions.
Before starting to program a product, make sure that the tools necessary to
make the product exist in the DNC memory and write down the numbers of
the punches and dies to be used.
To do this proceed as described below:
If you are already familiar with the tools present in the DNC, you may go
directly to
Appendix F: Programming with L-Alpha, page 38).
Looking up the Punch List
To display the tools list in the P or M field, hit the key.
Select the tool from the list then press
If you don't find a punch which corresponds to your needs, you can create
one.
In this case refer to chapter Appendix E: Tool Programming, page 34.
It is possible, if more than four punches are programmed to see them by
pressing the
key.
again to return
Looking up the Die List
Proceed in the same way as described above for punches; access from the
main menu LIST OF DIES.
PAGE 38 USER GUIDE DNC 600S
Page 48

PROGRAMMING USING THE L-ALPHA PAGE
The L-ALPHA PRODUCT page is often called L-alpha page for its
programming method.
On this page, a product is programmed by defining its profile by the length
and the angle of each face.
Call the L-alpha page using the
choosing L-ALPHA PRODUCT.
This page presents as follows:
key, or by passing via the main menu
P 0 P+ ___ N 1 I/mm
CODE CAL_/__.__
p/d __/__ St:_ Al:_ SS:_
Th: __.__ Kg/mm² ___.___
Lmat _____ Dev L ____.__
-N- -L- - - -p/d- -ri- CR
1 ____.__ ____._° __/__ ____.__ __
2 ____.__ ____._° __/__ ____.__ __
3 ____.__ ____._° __/__ ____.__ __
4 ____.__ ____._° __/__ ____.__ __
Note: On the following pages, you will find a systematic explication of all the
fields which figure on the L-alpha page.
If you wish to just follow the procedure, you may pass directly to chapter
L-alpha Method, page 43.
L-ALPHA PAGE: FIELD OVERVIEW
P
APPENDIX F: PROGRAMMING WITH L-ALPHA PAGE 39
Product number
- existent in the work memory or
- to be created or
- to be searched for
The product number must be a number of a
maximum of 3 digits between 1 and 997.
(998 and 999 are reserved numbers)
If the product is created from an empty page,
the field contains the number 0.
The field keeps this value as long as the
product has not been stored.
Page 49

P+
Number of the next product which will be
executed automatically.
If this field is left empty, when the last
sequence of the product is executed, the
program will return to the first sequence of the
current product.
If it contains a product number, it will be
executed immediately at the end of the current
product.
This allows to follow on several programs one
after another. Do not forget to program in the
last program the number of the first program in
order to close the loop.
N
I/mm
CODE
CAL
p/d
Number of the current sequence, whose axe's
values are displayed on the sequence page.
Allows to choose the unit of length.
Programmed at 1, the face length values are
expressed in Inches.
Not programmed or programmed with a value
other than 1, the data is displayed in
millimeters.
Code name or number (facultative), allowing
to associate supplementary information with
the product number in order to facilitate
product management and searching.
For the introduction of alphanumerical
characters, see
Alphanumerical Characters,
page 72.
Allows automatic compensation of variations
in sheet metal thickness.
For programming this field, refer to chapter
Calibration, page 65.
Punch and die of the current product.
St:
Al:
S.S.:
Th:
Kg/mm²
Lmat
Dev L
PAGE 40 USER GUIDE DNC 600S
Choice of product material, steel, aluminium or
stainless steel.
Program 1 in the field next the material used.
If no field is programmed, steel is used by
default.
Material thickness.
(Sigma) Tensile strength.
Bending length.
Unfolded length of the product calculated by
the system according to DIN 6935 standard.
Page 50

L-alpha Page: Field Overview
Each line (except the last) of the table on the L-ALPHA PRODUCT page
represents data related to one bend.
-N- -L- - - -p/d- -ri- CR TOL
1 ____.__ ____._°__/__ ____.__ __ ___
2 ____.__ ____._°__/__ ____.__ __ ___
3 ____.__ __
-N-
-L-
80.00 60.00 80.00 85.00 120.00
Automatic numbering of the faces.
A "face" is defined as being that part of the
sheet metal situated between two bends or
between the edge of the sheet and a bend.
The maximum number of faces which can be
programmed for a product is 14. If more
sequences are needed, use the chaining of
product function (see previous page, field P+).
Face length. Designates the distance between
two bends or the distance between the edge of
the sheet and the first bend.
←⎯→
Length
-
-
p/d
-ri-
APPENDIX F: PROGRAMMING WITH L-ALPHA PAGE 41
Bending angle.
Allows, for a given bend, to define a special
tooling pair different from the one specified for
the product.
If the adjacent field CR (step bending) is
empty, when the
field indicates the internal bending radius
calculated taking into account the angle, the
material and the tools.
The operator can enter the value of the internal
radius which he considers to be correct, then
introduce the value 1 in the CR field.
During the calculation, the TOL (tolerance)
key is pressed, the ri
Page 51

field indicates the distance defined according to
the TOL explication below.
When performing step bending, this field
indicates the theoretical radius requested by the
operator. (See Ideal Curve, page 67).
CR
TOL
Number of bends requested when working
with step bending. (See Ideal Curve, page 67).
This number must be between 3 and 99. The
value 2 makes it impossible to change modes.
Note: This number must be such that the
length of the step bend segments are
greater than half the length of the
die V opening.
Tolerance. If the value in the CR field is equal
to 1, the tolerance indicates the value
according to the illustration below.
R1 = Bending radius introduced by the
operator.
ri = Bending radius calculated by the system.
If the value in the CR field lies between 4 and
99, indicates the difference between the chord
formed by two bends and the arc of the theoretical circle, that is the difference between the
theoretical radius ri and the apex A of the
chord.
ri = Theoretical bending radius requested by the operator.
A = Apex.
For an example of ideal curve (also called step bending), see Ideal Curve,
page 67.
PAGE 42 USER GUIDE DNC 600S
Page 52

L-ALPHA METHOD
1. If you have it not already on screen, call the PRODUCT L-alpha
page.
The screen displays the data concerning the product in the work
memory at present.
2. In order to program a new product, the work memory must be cleared
by deleting the product already there.
If you do not wish to loose that product, you can transfer it to the
internal memory by following the instructions below; if the current
product is not important or has already been saved, you can pass
directly to point 4.
3. To save the product:
Place the cursor on the P field.
and
(
Type the number which you wish to give to this product.
Press
number for saving this product).
The product will be saved in the internal fixed memory with the
number which you have given it.
It will, however, remain present in the work memory.
4. Delete the product from the work memory:
Place the cursor on the N field.
Introduce the value
Press the
The work memory is now empty.
Note that this operation only acts on the work memory and don't
destroy the data contained in the internal memory.
to position the cursor on the top of the page.)
(if the system replies EXISTS, choose another
99.
key.
APPENDIX F: PROGRAMMING WITH L-ALPHA PAGE 43
Page 53
5. The product in our example is defined as follows:
Thickness: 2 mm
Sigma: 45 Kg/mm²
Material: Steel
Bending length: 250 mm
6. Fill in the fields on the screen according to the model below, taking in
to account the following particularities:
CODE: Optional field.
p/d When the cursor is over the P or the M field, press
display the tool list. Select the tool you wish to use and
press
Then fill in the table columns.
Your screen should present as follows (but with the punch and die
numbers corresponding to your tools):
to go back to the PRODUCT L-alpha page.
to
P 0 P+ ___ N 1 I/mm
CODE EXAMPLE-01 CAL_/__.__
p/d 1/ 1 St:1 Al:_ SS:_
Th: 2.00 Kg/mm² 45.000
Lmat 250.000 Dev L ____.__
-N- -L- - - -p/d- -ri- CR
1 80.00 -90.0° __/__ ____.__ __
2 60.00 90.0° __/__ ____.__ __
3 90.00 135.0° __/__ ____.__ __
4 85.00 -135.0° __/__ ____.__ __
7. After introducing the last length, press the key.
The system calculates the radius of each bend as well as the unfolded
length of the product and displays these values on the screen.
PAGE 44 USER GUIDE DNC 600S
Page 54

Save this product in the internal memory by proceeding as follows:
Introduce the number you wish to give the product in the P field, in
this case the number 1 for this product which will be used later as an
example.
Press the
If the system replies with the message EXISTS, choose another
number.
key.
MODIFYING A PRODUCT
If you wish to modify a product programmed in L-alpha, call the product
from the PRODUCT L-alpha page.
Deleting a Bend
Place the cursor on the N field and enter the number of the face to be
deleted.
Press the
key; the face containing the bend is deleted.
Adding a Bend
Place the cursor on the N field and enter the number of the face in
front of which you wish to insert a new face.
Press
current bend. Modify the LENGTH and ANGLE fields.
Start the calculation by pressing
Continue in the next chapter. The definition of the bending order has
to be reprogrammed.
.The system inserts a line and copies the data of the
.
APPENDIX F: PROGRAMMING WITH L-ALPHA PAGE 45
Page 55

DEFINING THE BENDING ORDER
Press the key, to display the bending order page (Choice 9, BEND
SEQUENCE of the main menu).
P 1 N 1 p/d 1/ 1
BEND 1 2 3 4 5 6 7 8 9 10
__ __ __ __ __ __ __ __ __ __
LEG __ __ __ __ __ __ __ __ __ __
Field Overview
N
FACE
LEG
Number of the sequence.
Face number.
Number of the face which will press against
the stop.
CR
PAGE 46 USER GUIDE DNC 600S
The orientation of the legs is made as a
function of the bending order.
Number of bends requested when working
with step bending .
Page 56

p/d
Definition of a tooling pair for a particular
bend (if different from the pair specified in the
p/d field at the top of the page).
Example a
For this example we will use the previously created product.
It was stored under the number 1. (If you cannot find it, create it by
following the instructions of page 43).
Call the product number 1 by entering its number in the P field, and
then pressing the
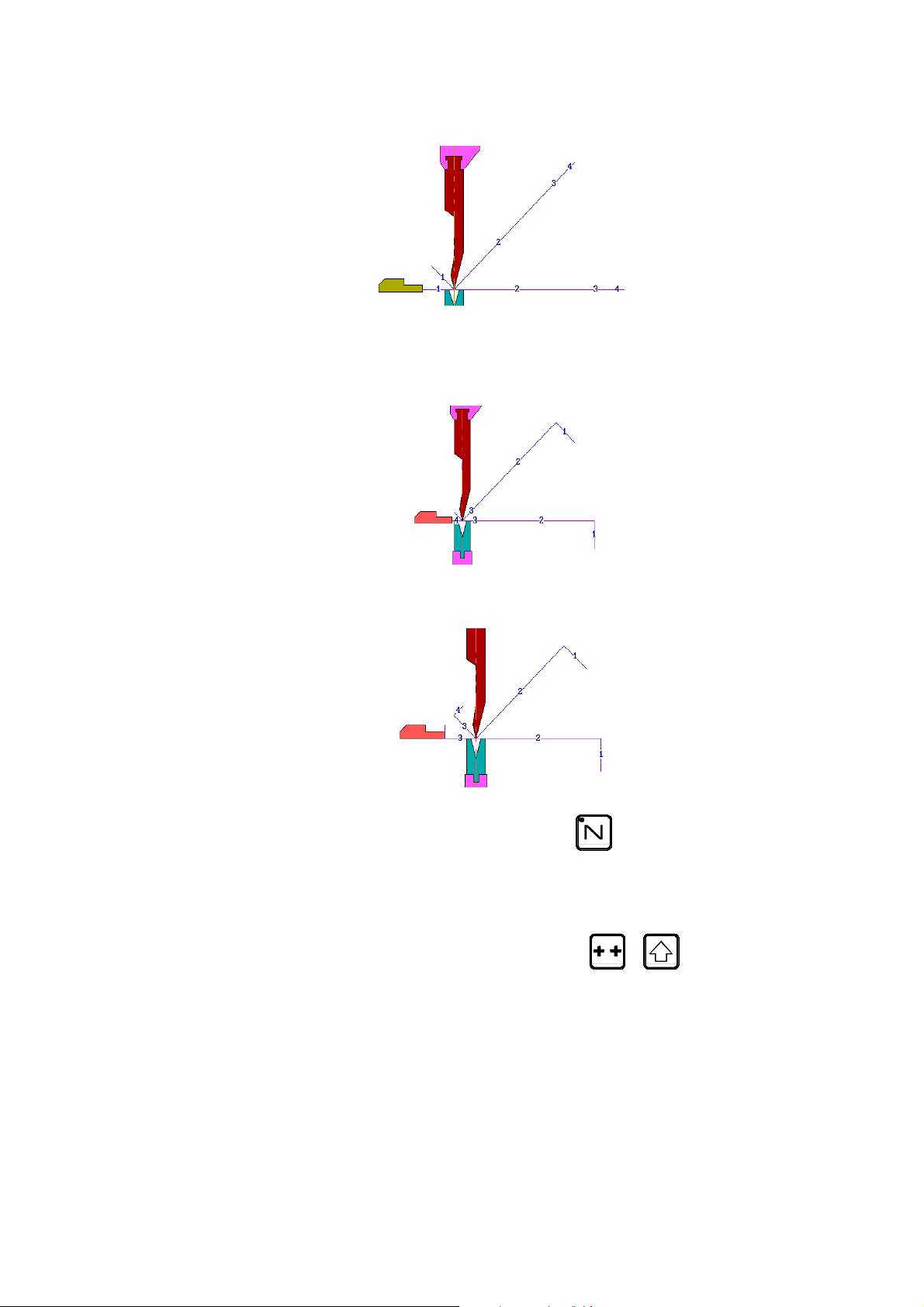
The following illustrations show you the desired b ending order.
For each sequence, the illustration shows the sheet metal with its bend before
and after bending.
Sequence N 1: Face 1 and Leg 0
key.
Sequence N 2: Face 3 and Leg 1
APPENDIX F: PROGRAMMING WITH L-ALPHA PAGE 47
Page 57

Sequence N 3: Face 2 and Leg 1
Sequence N 4: Face 4 and Leg 5
To introduce this bending order:
Fill in the FACE and LEG fields as follows:
P 1 N 1 p/d 1/ 1
BEND 1 2 3 4 5 6 7 8 9 10
1 3 2 4 __ __ __ __ __ __
LEG 0 1 1 5 __ __ __ __ __ __
Press the key.
The system calculates the entire machine program (axes, functions, etc.).
PAGE 48 USER GUIDE DNC 600S
Page 58

P 1 N 2 p/m 1/ 1 RETURNS
BEND 1 2 3 4 5 6 7 8 9 10
1 3 2 4 __ __ __ __ __ __
LEG 0 1 1 5 __ __ __ __ __ __
Fig. Sheet metal manipulation
1 Return
2 Swing
3 Swivel (= Swing 180° + return)
APPENDIX F: PROGRAMMING WITH L-ALPHA PAGE 49
Page 59

Press the
information on how to move the metal sheet between bends.
key 3 times to view the bend sequence and all
N 2 / 5 CR _ _
Pu 1 Di 3 RETURNS
Example b
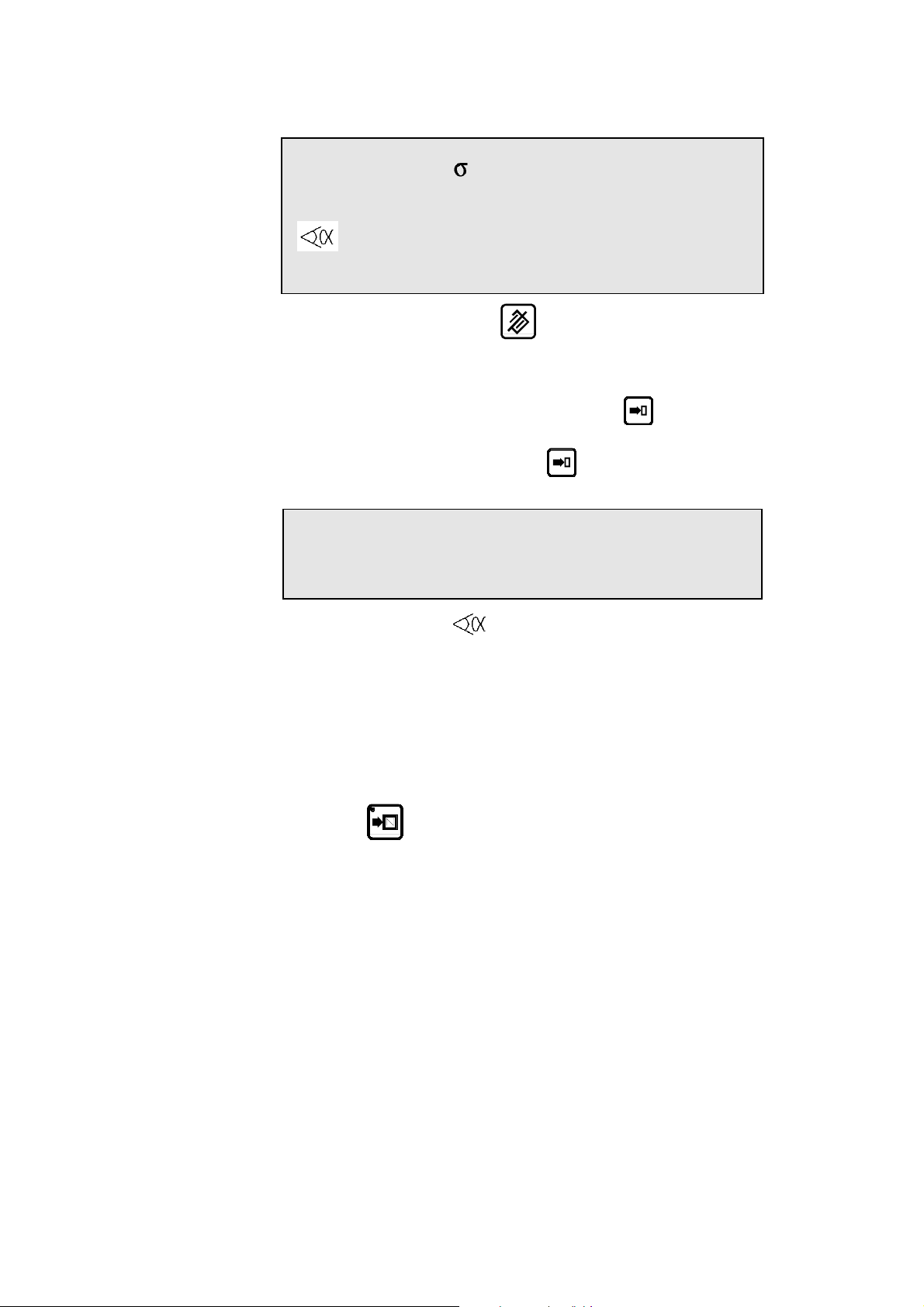
Here is an other bending order.
For this new bending order, the following illustrations show each sequence
before and after bending.
Sequence N1: Face 4 and Leg 0
Sequence N2: Face 1 and Leg 0
PAGE 50 USER GUIDE DNC 600S
Page 60

Sequence N 3: Face 2 and Leg 1
Sequence N 4: Face 3 and Leg 2
Call the bending order page by pressing the
Fill in the
You will remark that the p/d fields are already programmed since we
have already made a calculation before.
and LEG fields as below.
key twice.
P 1 N 2 p/d 1/ 1
BEND 1 2 3 4 5 6 7 8 9 10
4 1 2 3 __ __ __ __ __ __
LEG 0 0 1 2 __ __ __ __ __ __
Press the key.
The system calculates the entire machine program (axes, functions, etc.).
APPENDIX F: PROGRAMMING WITH L-ALPHA PAGE 51
Page 61

P 1 N 2 p/d 1/ 1
BEND 1 2 3 4 5 6 7 8 9 10
4 1 2 3 __ __ __ __ __ __
LEF 0 0 1 2 __ __ __ __ __ __
You may navigate between sequences in order to display each one with its
related face and leg by pressing the
bend=
Press the
.)
key 3 times to view the bend sequence and all
information on how to move the metal sheet between bends.
and keys (legs=
N 3 / 5 CR _ _
Pu 1 Di 3 RETURNS
Go to sequence 1.
Switch to semi-automatic mode by pressing
Perform the first bend.
To view the axes' position, go to the Bend Numerical page (large or
small characters) by pressing the
PAGE 52 USER GUIDE DNC 600S
.
key.
Page 62

This page has been left blank intentionally.
APPENDIX F: PROGRAMMING WITH L-ALPHA PAGE 53
Page 63

PAGE 54 USER GUIDE DNC 600S
Page 64

APPENDIX G: MISCELLANEAOUS
INITIALIZATION P AGE
This page appears if a s impossible, due to unprogrammed data
r an incorrect value.
o
can also appear as a result of pollution of one of the memory zones which
It
will also give im
calculation i
possible calculations.
INITIALIZATION DNC PS
_ Clear variables zone
_ Clear punches-dies zone
_ Clear machine parameters zone
EXECUTION CODE ___
It can be necessary to display this page intentionally in order to clear
mpletely the data of the DNC and to re-start the programming on a "cleanco
asis.
b
o display the initialization page:
T
"
Switch on the machine by pressing the
In case of unexpected apparition of the init page, proceed as follows:
If point n° 1 does not re-establish a normal situation, go on to the next point
and so on.
The following operations clear successively all the data in the selected
memories.
It is therefore recommended to re-introduce the data.
1) Press the
2) Enter:
value
1 in the field Clear variables zone
and value
Press the
Press the
key twice.
817 in the field EXECUTION CODE.
key.
key twice.
and keys.
APPENDIX G: MISCELLANEAOUS PAGE 55
Page 65

3) Enter:
1 in the field Clear variables zone,
value
1 in the field Clear punches-dies zone
value
and value
Press the
Press the
4) Enter:
value
value
value
and value
Press the
Press the
Tche clearing of the machine parameters deletes also all the input / output
onfiguration defined by the operator.
817 in the field EXECUTION CODE.
key.
key twice.
1 in the field Clear variables zone,
1 in the field Clear punches-dies zone,
1 in the field Clear machine parameters zone
817 in the field EXECUTION CODE.
key.
key twice.
It is therefore advisable to re-configure the DNC 600S before the next use.
Caution: If you use an external system for the data re-introducing
(CYBACK via RS232) and the problem persists, then the informations reentered by this system have to be called into question.
The best to do in this case is to delete again the whole contents o f the DNC
and to re-program the DNC manually via the keyboard (not the RS232 line).
PAGE 56 USER GUIDE DNC 600S
Page 66

TOOL REFERENCE
The machine has been adjusted according to the following principle:
When, theoretically, the punch's leg face on the beam is in contact with the
surface of the table, the value of the Y1 and Y2 counters is 000.00.
In practice this adjustment is made using two calibrated blocks, whose value
has been introduced into the counters.
Definition:
The reference value (REF Y) is theoretically the sum of the heights of both
tools; punch and die.
The height of the punch is the distance between the "point" of the punch an
its leg face on the beam.
The precision of all bends realized by the machine depends on the reference
value REF Y.
The numerical control calculates the bending depth using:
d
the REF Y value,
the geometrical values of the tools,
the sheet metal thickness.
If the resulting bends differ greatly from the programmed value, the
reference and the values above must be controlled.
APPENDIX G: MISCELLANEAOUS PAGE 57
Page 67

To control the reference, simply, in
on the flat of the die (be careful with the pressure of the active sequence) and
read the value indicated by the POS Y1 and Y2 counters.
This value must be identical, for both counters and also correspond to the
REF Y reference value displayed on the PUNCH / DIE PROGRAMMING
page.
If it is not possible to move the die to obtain a situation as shown
possible using a die with a small opening, to place on the die a thick sheet
(which will not bend under the weight of the beam) or blocks of a know
precise thickness, (see figure below).
The value of the material introduced between the punch and the die mu
then be subtracted to obtain the reference value REF Y.
mode, place the point of the punch
above, it is
n
st
PAGE 58 USER GUIDE DNC 600S
Page 68

Y1 and Y2 Counters Differ Greatly
If the counters are not identical and present a difference superior to what is
normally tolerated (the press in this case furnishes an angle which varies
from one side to the other of the machine), a test must be made with another
tool in order to d
badly finished p
press is badly calibrated. In the latter case, you must contact the
manufacturer.
etermine if the difference comes from the tool itself (tool
resenting a difference in height along its length) or if the
Y1 and Y2 Counters Identical, but Different from REF
If the difference between the counters Y1 and Y2 is within the acceptable
tolerance, but the Y1-Y2 value is greatly different from the REF Y value,
you must determine if the difference comes from the height of the die or that
of the punch.
In this case the tool at fault must be corrected so that the REF Y result is
identical to the value of the Y1 Y2 counters.
Y
Modifying the Reference for a Given Product
The possibility exists to modify the reference for each tool used for the
pro c
du t. This modification is stored with the product.
It i t tool. It is thus
s in some ways a reference modification per produc
pos stinct products, to
sible in this case for the same tool pair used for two di
hav roduct XXX and to have a
e a reference modified positively in the p
reference modified negatively for the product YYY.
The principle of measure / control is identical to that which is described
above.
To modify the reference in a particular product, you must access the
PRODUCT PUNCHES / DIES page via the main menu, choice
program the new reference in the REF Y field which is accessible by the
cursor.
7, and
All the sequence
APPENDIX G: MISCELLANEAOUS PAGE 59
s having the same tooling will be modified.
Page 69

PINCH POINT
Definition
The pinch point (contact point) is the position of the beam which corresponds
to the moment when the point of the punch makes contact with the sheet
metal placed in the die.
This point is not programmable, but is calculated by the DNC using the
REF Y value and the sheet thickness.
The position is determined by the following
PP = REF Y + Th (sheet thickness).
The PP is used by the DNC cycle to maintain the s
retraction is programmed.
As we have seen at the beginning of this chapter, the PP is cl
the Y reference and the sheet thickness.
The following cases may occur:
a
) the sheet is not pinched during X backgauge retraction
b) the sheet is bent too much during X backgauge retraction
To remedy these problems you must:
verify the sheet thickness and if necessary correct it
verify the reference and if necessary correct it
add a PP correction in paramete 37.
A simple way of ver
with a very large retract
beam.
During the execution of the retraction, the
easy to control if the sheet is pinched suffici
ifying the position of the PP is to program a sequence
ion (approx. 400 mm) and make a descent of the
calculation:
heet when an X backgauge
osely linked to
r
beam stops on the sheet, it is thus
ently or too much.
S
imply interrupt the descent command before the end of retraction to prevent
th
e beam from bending the sheet. An ascent command frees it immediately
fo
r another try.
For the softwares having the "PP correction" parameter, if the reference, the
tooling dimensions and material thickness are correct you can modify this
parameter in order to correct the PP (adjustment of the material clamping)
without interfering with the other points.
PAGE 60 USER GUIDE DNC 600S
Page 70

GAUGE AXES
The addition of supplementary axes (to X) does not present any difficulties
for the operator, the fields being clearly defined on the screen.
The safety factors concerning the supplementary axes such as R, X1, X2, Z1
and Z2 are described below.
X-R Safety Factors
When the R axis is a digital axis, an anti-collisi
tionin es in the die.
posi g of the gauge prob
ety z the die provokes a particular type of positioning
A saf one encircling
the p themselves in this zone.
when robes position
safety defined by the data introduced in the
The zone encircling the die is
hine p by the manufacturer.
mac arameters, and are defined
The zone where all positioning is p
troduced for each set of tools. in
1 Safety zone
2 Prohibited zone
3 Value Safety die X parameter 50
4 Value Safety die R parameter 50
rohibited, is defined using the values
on safety factor prohibits the
APPENDIX G: MISCELLANEAOUS PAGE 61
Page 71

X-R Safety Positioning Diagram
X"o R"o = machine parameters value 50
Xo = "a" die value
Ro = "hm" die value
X'o = Xo + X"o
R'o = Ro + R"o
Xc = X axis current value
Rc
Xv = X axis t
Rv = R axis target value
= R axis current value
arget value
PAGE 62 USER GUIDE DNC 600S
Page 72

Two Examples of Positioning
These two examples show that it is possible to position in the safety zone.
If the positioning requested is situated in the prohibited zone, the DNC
refuses to go into mode and the cursor moves to the X field.
1 Departing position
2 Temporary stopping position
3 Destination position
1 Departing position
2 Temporary stopping position
3 Temporary stopping position
4 Destination position
or
Xv > X'o ?
non
Rv > R'o ?
non
oui
Pos à R'o
et X puis R
Xv > X'o ?
non
Rv > R'o ?
non
oui
Pos à R'o
et X puis R
oui
oui
Rc > R'o
non
dégagem ent R
non
oui
Rc > R'o
non
dégagem ent R
non
pos. X et R
dégagemen t R
puis pos . X
puis pos. R
pos. X et R
dégagemen t R
puis pos . X
puis pos. R
Xv > X'c ?
Positionnem ent
simultané X et R
oui
Xv > X'c ?
Positionnem ent
simultané X et R
ouioui
ouinon
oui
Rv > Rc ?
non
Rv > R'o ?
non
oui
Xc > X'o ?Rc> R'o ?
non
ouinon
oui
Rv > Rc ?
non
Rv > R'o ?
non
oui
Xc > X'o ?Rc> R'o ?
non
APPENDIX G: MISCELLANEAOUS PAGE 63
Page 73

X1-X2 Safety Factor
The safety factors offered for X1 X2 are identical to the ordinary X axis.
fa
axis (X1 or X2) to the die is taken into account for thThe nearest
ctor.
e safety
Z1-Z2 Safety Factor
An anti-collision safety factor prevents the pass and age to
modes, and the interactive message "Z1-Z2" is obtimained if the positioning is
possible (see parameter 51).
N
ormally the origin of the Z axes is on the left of the machine when looking
a
t the front of the machine.
PAGE 64 USER GUIDE DNC 600S
Page 74

PROGRAMMING THE AXES DATUM
Select option 11 of the main menu, the following page appears:
AXES DATUM
--SET-- --POS- X _____.__ 0.00
Y1 ____.__ ____.__
Y2 ____.__ ____.__
Introduce in the SET colum
Leave the field for validatio
At this moment, the POS field takes the new value.
n the values for the axes datum.
n.
Dangerous Operation
This operation can only be executed by an experimented operator who
knows the consequences of his modification.
If you modify e positio
corresponds to the reality. After modifying, the e
and mechanical limit switches are to verify. Generally the axis in
question is displaced in manual mode slow speed up to the
negative/positive limit switch.
It is recommended not to modify Y1 and Y2.
is should be the case however, a particular caution has to be
If th
taken. In fact, if you modify here the position and an error is
committed, the damages caused by this modification can be dangerous
and/or harmful for the functioning of the machine.
Furthermore this modification get lost at each restarting of the
machine.
th n of an axis in this way, make sure that it
lectronic, electrical
APPENDIX G: MISCELLANEAOUS PAGE 65
Page 75

CALIBRATION
The CAL (calibration) field on the L-ALPHA PRODUCT STATUS page is
used for the automatic compensation of varia tions in sheet metal thickness.
To ensure the good working of this function, it is necessary that the
"set down" on the sheet metal with minimum pressure without bending it.
The principle of fun
The bea pproaches the sheet at minimum speed and pressure, the
resistance o
thickness of a
reference sh
It is thus essential that the sheet is rigid enough to stop the beam with
flexing, otherwise the measure will be false.
m a
f the sheet will stop the beam. This stop allows to measure the
the sheet under the punch, and in the case of a difference with
eet, to make a correction.
ctioning is as follows:
beam can
out
Calibration (procedure)
Calibration is only possible on sequence N° 1.
Measure a reference sheet with a micrometer.
Introduce this value in the Th field.
Program the CAL field at
Verify that the DNC is on the sequence N1.
3.
Change to
Place the reference sheet in the tools and bend.
Once the bend is finished, the CAL field changes automatically to the
value 4, which confirms that the calibration has been ade.
he calibration is only done once for a series of products of the same
T
ickness.
th
mode.
m
Use
After calibration, it is possible to work in mode. The measurement of
the sheet is made for each product on sequence N1.
To leave this work mode, clear the CAL field using the
If any modifications are made to the tools, it will be necessary to repeat the
calibration.
key.
PAGE 66 USER GUIDE DNC 600S
Page 76
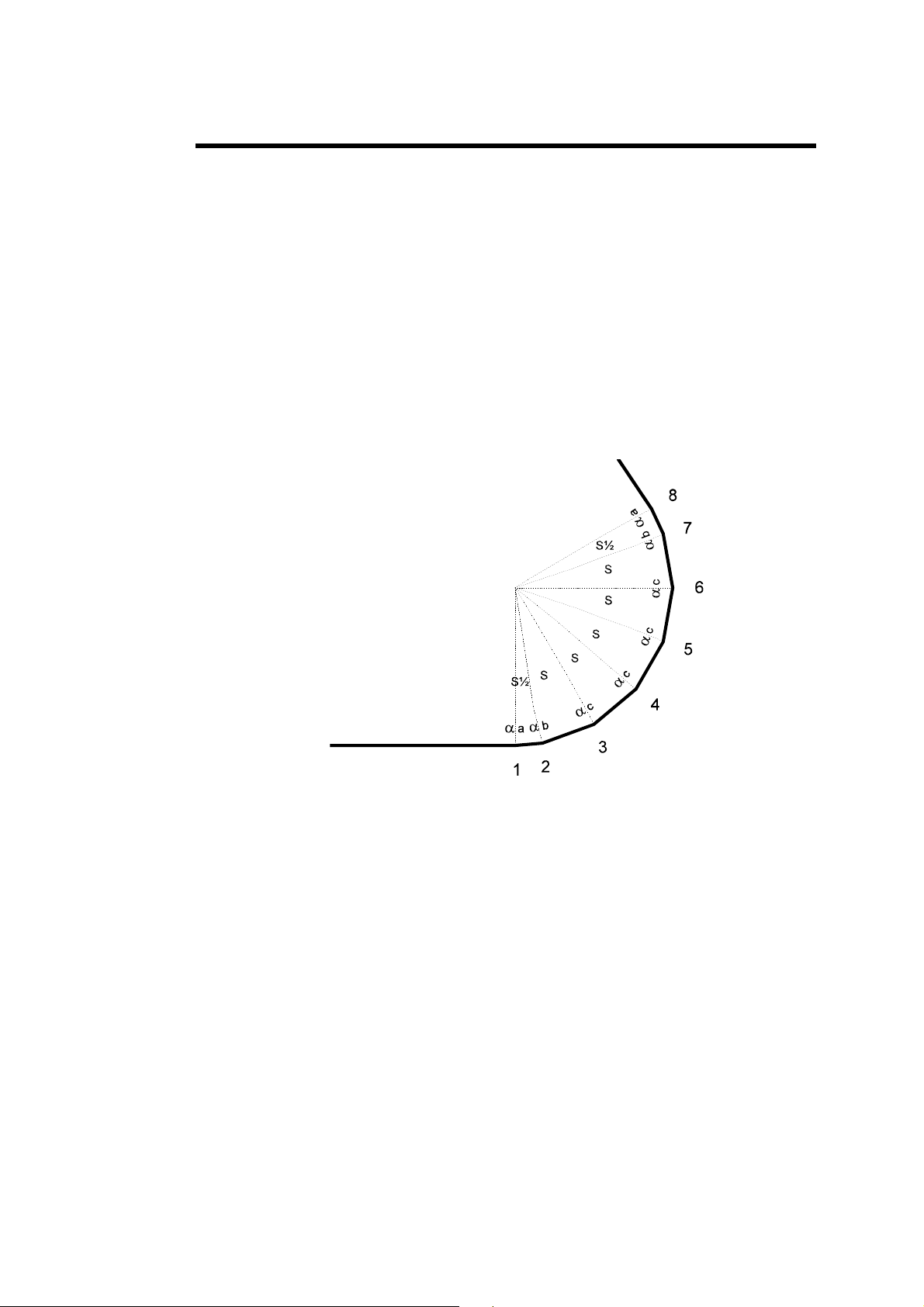
IDEAL CURVE
The ideal curve functionality (also called step bending or big radius) allows
to m
ake a bend with a large internal radius.
Ideal
curve can be programmed on one or the other of these pages.
Ideal curve i 4 to 98 (programming 0, 2 or 3
will give an error).
Note: For the result to be coherent, the number of bends to realize the
In ideal curve mode, the software calculates different bends for the first,
second, second last and last bend according to the drawing below.
s defined by programming from
angle must be such that the length of each segment is greater
than half the length of the V opening of the die.
If this is not the case a message informs the operator and the
result will be an angle too open.
APPENDIX G: MISCELLANEAOUS PAGE 67
Page 77
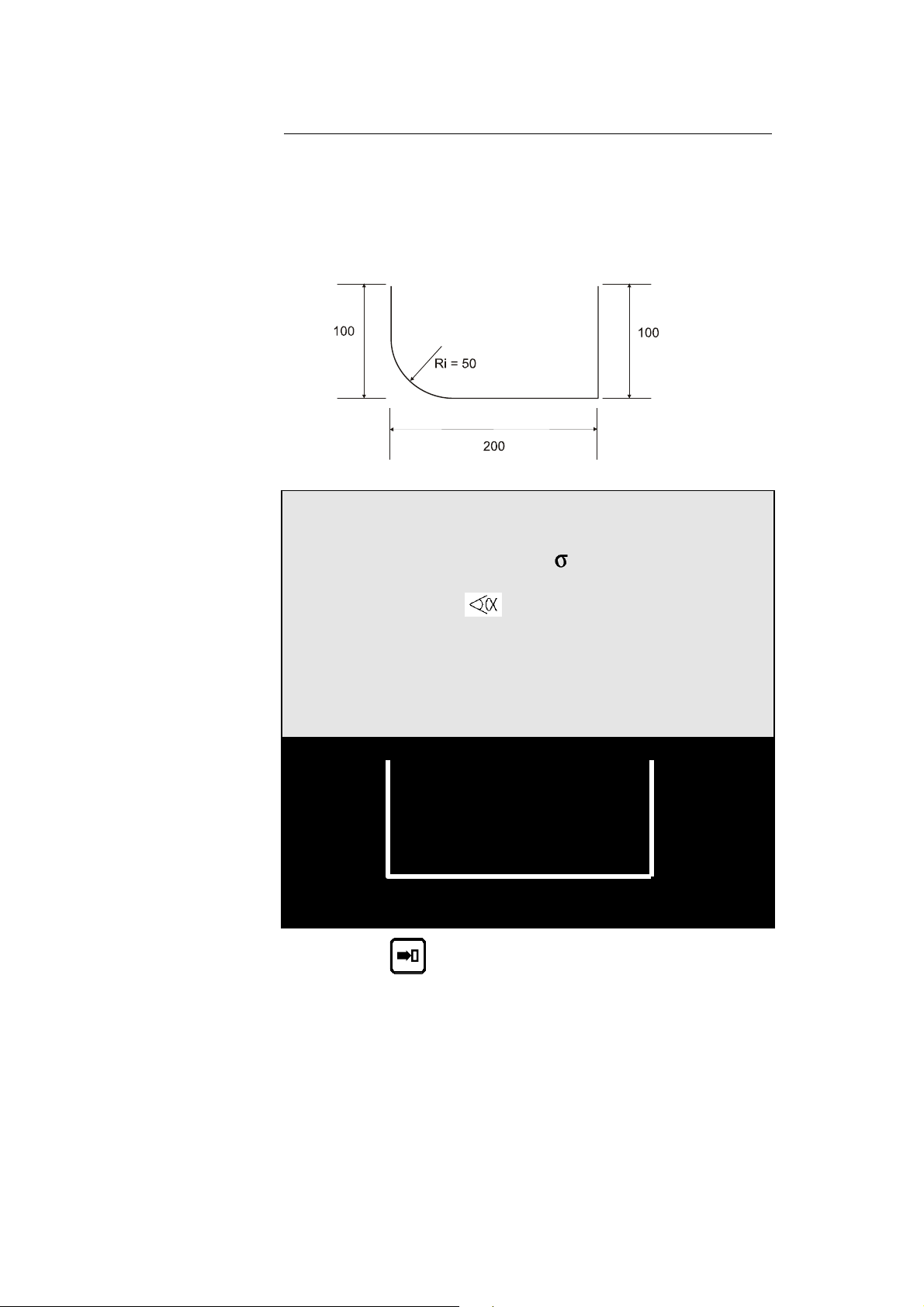
Procedure to Perform an Ideal Curve
In this exa , an ideal curve with an internal radius of 50 mm is to be
made.
mple
Ca L-ALPHA PRODUCT page and fill in the fields in ord
ll the er to
make the bend illustrated below.
P 0 P+ ___ N 1 I/mm
CODE CAL_/__.__
p/d 1/ 1 St:1 Al:_ SS:_
Th: 2.00 Kg/mm² 45.000
Lmat 2000 Dev L ___.__
-N- -L- - - -p/d- -ri- CR
1 100.00 90.0°__/__ 50 00 15 ___
2 200.00 90.0°__/__ ____.__ __ ___
3 100.00 ____._°__/__ ____.__ __ ___
4 ____.__ ____._°__/__ ____.__ __ ___
5 ____.__ ____._°__/__ ____.__ __ ___
____.__ ____._°__/__ ____.__ __ ___
Press the key.
Th e e system fills in th Dev L, and ri fields.
PAGE 68 USER GUIDE DNC 600S
Page 78

P 1 N 2 p/d 1/ 1
BEND 1 2 3 4 5 6 7 8 9 10
1 2 __ __ __ __ __ __
LEG 0 1 __ __ __ __ __ __
Not s are not supported in the graphical display.
e: bends with a big radiu
Th e X
e total number of steps (CR) in the big radius must be such that th
distance is greater than half the V-width. Otherwise, the final resulting angle
is incorrect.
d fill in the LEG and
Press the
key an fields as below.
P 1 N 2 p/d 1/ 1
BEND 1 2 3 4 5 6 7 8 9 10
1 2 __ __ __ __ __ __
LEG _ __ __ __ __ __ 0 1 _
Caution On the sequence page, the X values in the TARGET column do not
correspond to the position actually aimed for by the axis during ideal curve.
APPENDIX G: MISCELLANEAOUS PAGE 69
Page 79

CYCLE WITHOUT BEND
The cycle without bend is used to move the axes and auxiliary functions
without moving the beam.
nd: To program a cycle without be
PUNCHING
Delete the
Program Y1 and Y2 at a value greater than that of the pinch point
(PP).
The cycle proceeds as follows:
Descent command
TDC output cut
End of bend
Sequence forward
Start of axes and auxiliary functions depending on the mode
TDC ou
Control synchro impulse
Wait descent command
This cycle has been defined for re-arming the
bend.
tput activated
field.
impulse
electrical cabinet for a new
To use punching tools on the pressbrake, it is essential to know
of the punch.
Then the DNC is to program in such a way that the bottom dea
corresp
If necessary, a fictitious tools pair can be programmed in order to
reference height such that the clamping point is just above the
the punching tools.
To find these values:
onds to this exit point.
Make a descent with the machine in adjustment mode
DNC in
When the punch reaches its exit point, stop the descent and note the
position of the beam.
Delete the
Introduce this value in Y1 Y2.
Regulate the tool reference value as a function of the tools used.
mode.
field.
the exit value
d center
adjust the
pressing up of
and the
PAGE 70 USER GUIDE DNC 600S
Page 80

BOTTOMING
As for most work under pre n
the center of the press.
e
Delete or leave the Y
The press makes the descen
the bottom of the die with th .
The DNC es that the beam
switch
not has stopped and the ascent cycle is then
ed on.
ssure, it is preferable to do this type of bending i
Delete th fiel
d.
1 and Y2 fields unprogrammed.
t in the conventional way until the beam stops in
e pressure of the current sequence
ANGLE CORRECTION
the angle bent an the angle
It can happen that is slightly greater or less th
programmed.
The operator has then the possibility to introduce t
bent. Th d Y2 axis vae DNC will correct the Y1 an
This pa lay the corrections on the calculated
ge allows to introduce and disp
axi bend.
s values for the current product and
he real value of the angle
lues in consequence.
Call th ge by pressing the
e CORRECTION pa key.
Th a
e p ssage to the following or previous bend is made by using the or
keys.
N 1 CY __
-COR N- -COR P-
90.0°
MES ___._° ___._°
Y1 ___.__ ___.__
Y2 ___.__ ___.__
X ___.__ ___.__
APPENDIX G: MISCELLANEAOUS PAGE 71
Page 81

COR N This column a
current sequen
llows to make a correction for the
ce only. (The wording COR N
may possibly not appear according to the
machine configuration, however it concerns
always the fields of the left column).
COR P This co m rrections on th
whole product in one singl peration.
lumn allows to ake co e
e o
Value of the angle programmed in the sequence.
This field is not program e on this page. It
simply repeats the desi
mabl
red value.
MES Value of the angle measured after bending.
By leaving the
field the DNC calculates
automatically the correction for Y1-Y2.
A cord to w ether the op tor will app
c ing h era ly
this correction to the current sequence or to all
the sequences having the same angle, the
measured value is to program in the COR N or
COR P column.
2, X, etc. Direct corrections on the axes.
Y1, Y
ollowing working method is recommended:
The f
Program or call the product.
Pass to semi-automatic mode.
Execute the first bend.
Measure the re
Enter the measured angle in the COR N or COR P field (see above).
sult.
The DNC calculates automatically the corrections to apply in Y1 and
Y2.
If necessary, make the corrections on the gauge axes.
Bend a second product on the first bend, in order to control the
corrections.
Pass to the next sequence and proceed in the sam
e way for the
following sequences.
When all the bends are correct, pass to automa ode and produce
tic m
normally.
Axes Y1-Y2 to intervene directly on the values of the Y1 and Y2
If the operator wishes
axes, he has to do it on this page directly in the Y1-Y2 fields, and not in th
equence page
s
.
e
PAGE 72 USER GUIDE DNC 600S
Page 82

ALPHANUMERICAL CHARACTERS
The CODE field allows the introduction of alphanumerical characters.
To introduce these
combined with the ys of the keyboard.
Example: To int
Here i hese keys:
s the correspondence of t
0 1 7 8 9
--------------------------------------------------------------------------------------------
A D G J M P S V Y \
B E Z H K N Q T W ]
C F I L O R U X [ ^
MESSAGES RORS / ER
characters, the keys are used,
numerical ke
roduce the character A, press the
the latter held down, press the key.
and
key and keeping
0
2 3 4 5 6
W i-automatic or
hen passing from
a de, t or is mentioned
utomatic mo
b ossibility to sen mode.
y the imp pass to the cho
T orces t
he DNC f he
concerned and the
The error must then be corrected and the passage to or
tried again. If ano il all rs
have been correcte
By error we under ming of a value not realizable by the
DNC (further than the limit switches, collision, etc.).
programming or manual mode into sem
he safety systems are verified and any err
mode; the cursor positions itself on the
interactive field indicates ERROR.
ther error exists the process repeats itself unt the erro
d.
stand the program
field
mode be
APPENDIX G: MISCELLANEAOUS PAGE 73
Page 83

INTERACTIVE MESSAGES
CASSETTE
COMPLETE
COPIED
DELETED
END
Indicates that the "cassette" (internal memory)
- has not been initialized
- is polluted
- has changed the format (e.g. by changing the software
version).
Just "clea
the P field, entering 999 and pressing the
Displayed in
more space for an additional sequence).
Displayed in
Displayed in
deleted using the
Displayed in
sequence of the program.
n" the internal memory by placing the cursor on
key.
mode when the buffer is full. (No
mode when a new sequence has been
singcreated at the end of the program u the
mode when a product or sequence is
key.
or mode, indicates the last
key.
xes
Err - a
Err - FC
ERROR
ERROR
EXECUTED
EXISTS
FREE
Following error (theoretical trajectory).
Limit switch e
This message is indicated when a calculation is
impossible, or would create out
When security measures are in force (in other words when
an axis is told to move beyond its authorized limits).
This information is followed by a return to
and the cursor positions itself automatically over the field
to be corrected.
In the case of a transmission exterior ->DNC, this
indicates that the data received are not valid, and thus
impossible to read.
The DNC has made the calculation correctly (corrections
transformations, etc.).
Indicates that the product or tool number chosen for
storage already exists.
Displayed in
rror.
-of-range values.
mode when the buffer is empty (no
mode
message
,
PAGE 74 USER GUIDE DNC 600S
Page 84

sequences programmed).
IGNORE
INSERTED
Jitter
LAST
NEXT
NO ACTIVE
NO PLACE
Displayed when the k (must not) be used
ey used cannot at
that time.
Indicates that the insertion has been made correct
ly.
Error caused by the application of simultaneous edges on
the input encoder signals (can be provoked by
a parasite, a
fault in the encoder or a short-circuit on the encoder
phases).
Displayed in
mode when the sequence shown is the
last of the product.
Is displayed during successive display (
key) of the
sequences which exist in the buffer (except for the last
sequence which indicates END).
Indicates an attempt to change to
or mode on
a sequence where the CY is programmed at 0.
Indicates that the product list memory has no more space
available.
PAUSE
PREVIOUS
RUN
STOP
STORED
synchro
TEACH OK
TIME OUT
Axis pause.
Same as NEXT but with the
key.
Indicates that the transmission is being made correctly.
This message flashes slowly for the duration of the
transmission.
Indicates that the transmission has been interrupted by
means of the DNC STOP key.
Indicates that the storage operation has been made
correctly.
The maximum authorized separation (X1<->X2) has been
exceeded.
The TEACH operation has been made correctly.
Indicates that the DNC has not received any valid
information since the beginning of the transmission, and
thus returns the command to the operator. This message
appears after about 30 seconds.
TOL ZONE
Displayed in
or mode when the axes are
positioned outside of their tolerances. Generally, just press
the start of the front pannel to position the axes will d o.
APPENDIX G: MISCELLANEAOUS PAGE 75
Page 85

UNDEFINED
Refusal to change to or
vital to execution are not or only partially programmed
and thus prevent the verification calculations.
, if the parameters
Var KO
One of the DNC inputs "SERVO DRIVER OK" is not (no
longer) active (+24 VDC).
PAGE 76 USER GUIDE DNC 600S
Page 86

lank intentionally. This page has been left b
APPENDIX G: MISCELLANEAOUS PAGE 77
Page 87

APPENDIX H: TRANSFER
For transfer to a PC by serial line the DNC 600S must be equipped with the
RS
232 option.
Products The PC ipped with the CYBELEC PC1200 software with option
LINK7000. This combination allows to create pr
software on PC and to transfer them to the DNC
Backup e equipped with the CYBACK storage software.
Updating sity
The PC must b
CYBACK allo
intervention on the data on the PC's level.
Easy, practical and very rapid, this possibility facilitates in case of neces
the updating of the DNC software in the FLASH memory.
The PC must be equipped with the updating software.
must be equ
oducts in the bending
for execution.
ws to make a backup of the data in the DNC without
Call the TRANSFER DNC <--> PC page via the main menu.
DNC <-> PC STATUS TEST
TRANSFER _ 1,2 Cyback
3,4 DATA LINK TEST 1 2
7 FLASH
8 EXT KEYB
11 Internal backup
12 Internal restore
Quantity of free backup memory 96%
-- COMPUTER LINK -Baud rate 57600 Stop 1.0
Parity odd (1) EVEN (0) _ Bits 8
Who commands ? This page will only be used to initialize the transmission type. It is not
possible to start the transmission from the DNC, this will always be done
from the PC.
TRANSFER Allows to select the type of transmission.
Cyback Will initialize a d
utility C
page 80
DATA LINK TEST Selects the test mode of the serial ports.
See the following chapter.
FLASH Prepares the
EXT KEYBD Puts the DNC in external terminal mode.
See the concerned chapter.
Internal backup Launches a backup of all mac
and/or tools onto the Flash m ils,
refer to page 98, Internal Bac
Internal restore Restores all machine paramters and/or tools
previously backed up in the Flash memory. For
details, refer to page 100, Internal restore of
PMs and tools
yback and the DNC. For details, refer to
, CYBACK.
ata transfer between the PC
DNC to receive an updating.
hine parameters
emory For deta
kup.
.
PAGE 78 USER GUIDE DNC 600S
Page 88

TESTSING THE SERIAL PORTS
The 2 serial ports of the DNC 600S are SUB-D 9P, plugs J5 and J6.
Introduce and verify that the transmission parameters are programmed
as follows:
PARAMETERS RS232 / DIVERS
. . .
-- COMPUTER LINK – 106 BAUD RATE 4800 STOP 1.0
PARITY ODD(1) EVEN(2) _ BITS 8
PROTOCOLE _ BCC ___
Set a test loopback connector on the serial line connector RS232 to be
tested.
key to
Press the
The message RUN must flash.
To stop the test, press the
If you wish as well to test the
Connect the transmission cable to the DNC and fit a short circuiting
loopback connector on the other end
start the test.
(STOP) key.
cable:
of the cable to be tested.
est Loopback Connector T
Pin 2 (RXD) wired to pin 3 (TXD)
Pin 4 (DTR) wired to pin 6 (DSR)
Pin 7 (RTS) wired to pin 8 (CTS)
RS 232 Transmission Cable
The shield must be
connected on the metallic
hood of the
Sub-D plugs.
APPENDIX H: TRANSFER PAGE 79
Page 89
CYBACK
For this program, the RS cable must be connected on the RS232 port of the J5
plug.
The transmission parameters must be programmed on the DNC with the same
values as for the test of the serial ports (see paragraph above). These same
values must be programmed on the PC.
If the transmission runs at 4800 baud, you can try to increase the
transmission speed at 9600 baud.
The RS 232 norm gives as limit 15 m. By using a more important distance,
there is a risk of bad transmission and it will be necessary to diminue the
transmission speed.
Reminder: The transmission command can be given only from the PC side.
To permit the serial transmission with CYBACK:
Pass to programming mode.
Call the TRANFER DNC <–> PC page.
Introduce 2 in the TRANSFER field.
Press the
The display indicates STATUS RS232.
Programming mode From this instant on, the DNC can receive data sent from the PC, provided
that the DNC is in programming mode.
In the other modes (auto, semi-auto or manual) the DNC doesn't respond, the
transmission is not accepted.
During the transmission the operator can leave the DNC on any page. It is
not necessary to display the transfer page.
The transfer mode remains memorized, even if the DNC is disconnected
from power supply. It has to be re-programmed if the mode has been
changed (for instance FLASH).
key.
PAGE 80 USER GUIDE DNC 600S
Page 90

This page has been left blank intentionally.
APPENDIX H: TRANSFER PAGE 81
Page 91
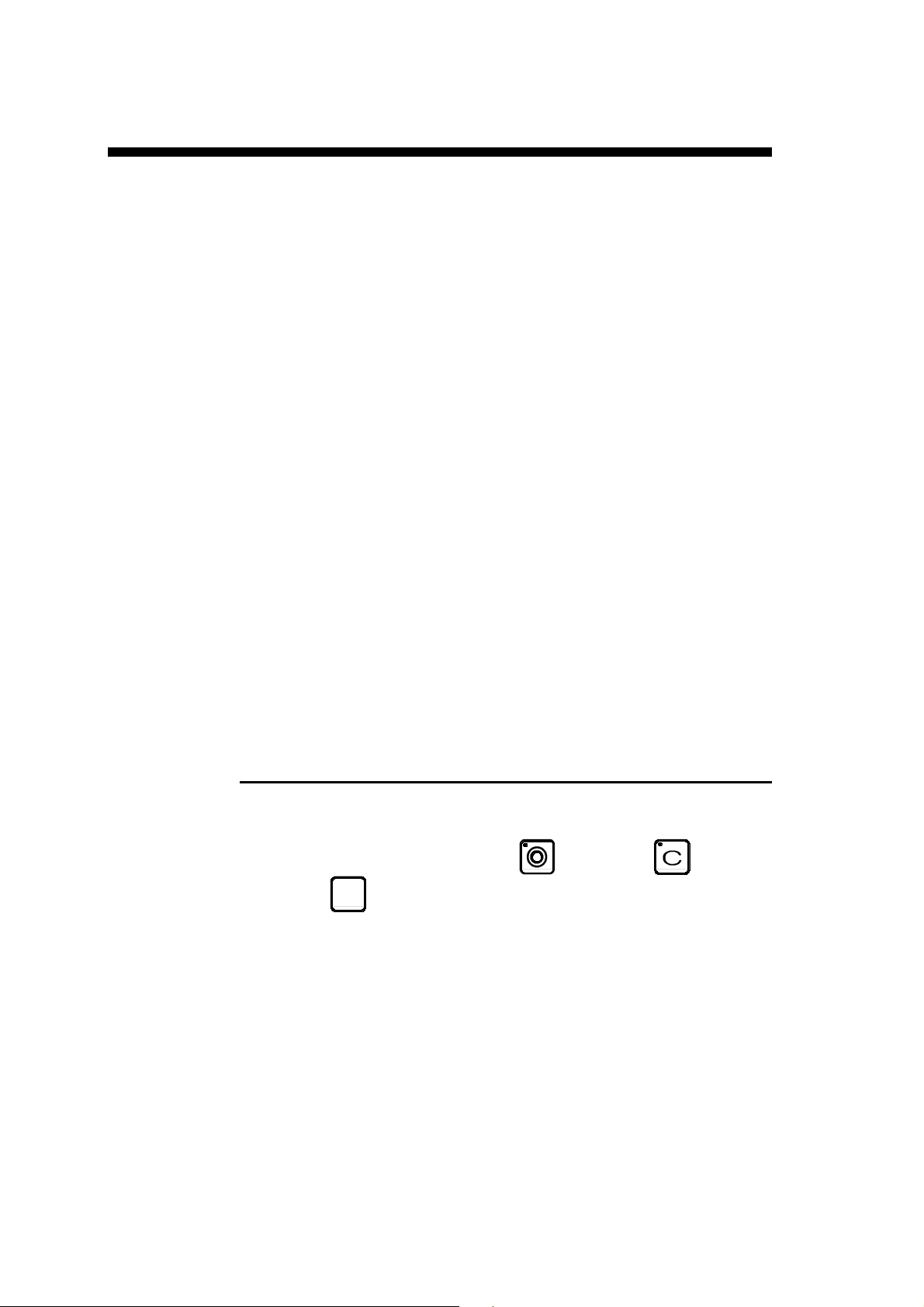
AP G THE CURRENT SCREEN PENDIX I: PRINTIN
The DNC 600S authorizes, if the RS232 port is included (optional), to print
the content of a page displayed on the screen (connector J5).
This allows, through a hardcopy, to retain information regarding the
product(s), tools or machine parameters.
To be able to nd this information to the p rinter, it is compulsory that you
use a serial pri
You have to program the DNC 600S transmission parameters to the printer's
required specifications.
Baud rate: 4800 max.
Bits: 7 or 8
Stop bits: 1, 2 etc.
Parity: 1 or leave blank
Protocol : this field defines how many DNC's pages you want to have
BCC: this field defines the left margin in cm.
Valid range: 0 (2 space characters) to 9 (20 space characters)
Example: BCC = 4, then 2 + (4 x 2) = 10
se
nter (RS232).
on one printer's page. After the relevant number the DNC
sends a form feed character.
Example: 1 = 1 DNC's page per printer'spage.
2 = 2 DNC's pages per printer's page, etc.
left margin = 2 + (BCC x 2)
TO PRINT FROM THE DNC
Select the relevant page.
Simultaneously press the stop and correction
keys.
or menu
PAGE 82 USER GUIDE DNC 600S
Page 92

HYPERTERMINAL
It is possible to enter all the pages of a DNC600S on a PC in a txt fil
allows for a hardc
DNC 600S elements.
opy backup of the machine parameters, programs or other
CONNECTION
Connect an inverted (non-modem) RS 232 cable between t
the DNC and the RS 232 port of the computer. the of a ble
computer without an RS 232 port, a USB-RS23 onv
(e.g. an Aten brand converter).
In case porta
2 c erter has to be used
e, which
he J5 connector of
APPENDIX I: PRINT OF THE CURRENT SCREEN PAGE 83
Page 93

PREPARATION
The connection parameters must be the same on the DNC as on the
HyperTerminal.
DNC 600S Parameters
RS232/STOPS/DIVERSE
104 DWELL TIME IN MINUTES _
---- COMPUTER LINK ---106 BAUD RATE 57600 STOP 1.0
PARITY ODD (1) EVEN (0) BITS 8
PROTOCOLE_ BCC
Protocole: The number of DNC pages printed on a page is
indicated in this field.
According to the indicated number, DNC sends a
page-feed to the printer.
Example:
1 = 1 DNC page per printer page.
2 = 2 DNC pages per printer page.
If nothing is programmed, the pages are sent one
after the other.
BCC: this field
(spaces).
left margin= 2 + (BCC x 2)
Field: 0 (2 characters) to 9 (20 characters)
Example: BCC = 4, i.e. 2 + (4 x 2) = 10
defines the left margin in characters
LAfter having modified the parameters:
• Go to the TRANSFER page.
• Select 1 then hit the
new parameters, or turn the DNC off and on again.
key to confirm the transmission with the
PAGE 84 USER GUIDE DNC 600S
Page 94
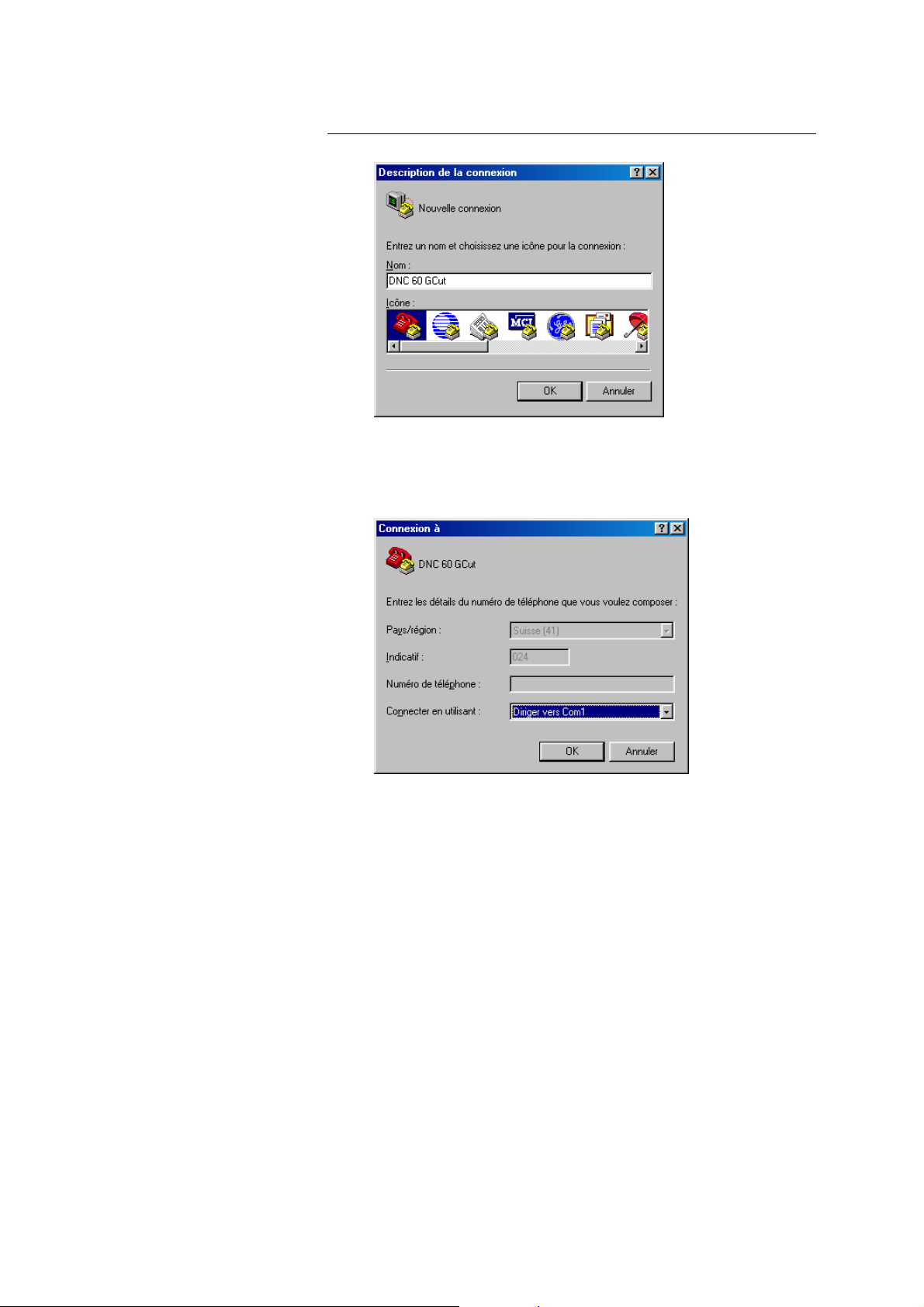
Configuring HyperTerminal
• Enter a name for the file which will contain the parameter setting for
this numerical command and choose an icon. You will call up this
file every time you
having to reset the Hyper Terminal pa
connect to the numerical command without
rameters.
• Connect via a serial port.
APPENDIX I: PRINT OF THE CURRENT SCREEN PAGE 85
Page 95

• - Port parameters:
Bits per second:
Data bits: 8
Parity: None
Stop bits: 1
Control flow: None
9600
• Select properties:
PAGE 86 USER GUIDE DNC 600S
Page 96

• Enter the parameters as above.
• Click the ASCII Configuration button.
• Check the Line Wordwrap box. Then OK
• Select Display then Font
APPENDIX I: PRINT OF THE CURRENT SCREEN PAGE 87
Page 97

• Choose Standard Terminal 14
ENTERING THE SCREENS
The parameters have now been set on bo
which have been interconnected are ready to transm
• Open the Call menu,
• Select Call
• Open the Transfer menu.
• Select Text Capture.
th the DNC and the Hyper Terminal,
it.
• Select the location and name of the file which will contain the DNC
screen pages.
PAGE 88 USER GUIDE DNC 600S
Page 98

• On DNC 600S, select the page to be printed
• Press the
• Repeat for each desired page.
• Disconnect
and keys simultaneously.
es are visible in the previously selected txt file. • The captured pag
Printing out all Machine Parameters
With the DNC 600S P, PC and PS, starting from the SIXFDAx version, it is
possible to print all the machine parameters in a single operation. To do th
• Go to th
• Press
e machine parameters
,
simultaneously and
is:
APPENDIX I: PRINT OF THE CURRENT SCREEN PAGE 89
Page 99

APPENDIX J: PROTECTING THE ACCESS LEVELS
GENERAL INFORMATION
Depending on the version, the DN 00S r can not
4 tions physi y.
-posi cal ke
However the protection levels 0-1-2 and 3 still ex ist.
For the case where the physical key doesn' t, the acc
password.
CAUTION
initialization of the machine param rs (817 on INIT pa
Mach Par = 1).
T in this man e always w speak f a (virtual)
hus,
e ey in posi ".
.g.: "K
vels T exist 4 acc vels, 0 to 3
Le here ess le .
0 = Programming prohibited.
1 = Creation, correction, modification, saving, deleting, transfer of one
2 = Creation, correction, modification, saving, deleting, transfer of the
3 = Programming, modification and transfer of the machine param
Access These levels are accessed by pressing the
minimum.
A pop-up is displayed.
: these passwords will be reset default
ual w
tion 3
(or more) product(s).
tools.
C 6 can o be equipped with a
ill o key position like
t exis ess is made by
in the values at each
ge and Choice Init ete
eters.
keys during two seconds
Press the
The key position is displaye ber on the upper right part of the
screen (after the interactive field).
When passing to a higher, not authorized level, a password modification will
be requested.
When the password has been introduced, you can "navigate" levels inferior
or equal to the authorized one without reintroducing the password.
Passing to level 0 resets password validity.
Users A number of different users are predefined. A user is not a physical person in
particular, but can be e.g. all the operators having the authorization to work
on the machine.
Each predefined user possesses his own password and a maximum level
which he can reach. See further under Table of users, access and passwords.
Password Certain users can modify their own password. For the others, the password
can only be changed by a user having a superior access.
Loss of the password In case of loss of the password, a user of a superior level has to reprogram
the password.
PAGE 90 USER GUIDE DNC 600S
or keys.
d as a num
Page 100

USERS
Table of users, access and p
Level Names of
predefined
users
1
2
3
4 WSSUPER OK Workshop supervisor OK 3
5 MACHMAN turer's NO OK 3 Machine manufac
6 MACHMAN0 hnicians
A predefined user is just a r
Many physical persons can 1).
EUL1 NO
EUL2 NO NO
EUL3 NO
asswords
Changing of Changing of Level Password Us
the personal passwords of virtual key by default
password the
subordinateds
NO
1
2
NO
OK OK 3 Responsible of the tec
ole.
have the same role. E.g., many physical operators can be a EUL1 (level
3
111 Operators having the access
222 Operators having the access
333 Operators having the access
er generally attributed to:
authorization of level 1
authorization of leve
Service technicians
at the machine manufacturer's
f level 2 authorization o
l 3
After ins it is advised to modify the p assword by default of level 4 (WSSUPER =
Workshop supervisor) and o ecause the
passwords are in this manua
talling the machine
f level 3 (EUL3 = Operators with authorization level 3), b
l.
APPENDIX J: PROTECTION OF THE ACCESS LEVELS PAGE 91
 Loading...
Loading...