

Page 1
Model C602
Combination Shake /
Soft Serve Freezer
Service Manual
057888-S
4/6/04
Page 2
Table of Contents
Section 1: Introduction 1...............................................
Safety 2.............................................................
Refrigerant 2.........................................................
Model C602 Specifications 4...........................................
Installation Instructions 5...............................................
Section 2: Systems, Controls and Operations 7..........................
Running Specifications 8...............................................
Refrigeration System Schematic 9......................................
Control Panel Functions 10..............................................
Freezer Lock-Out 14...................................................
Heat Treatment Cycle 33...............................................
Heat Treatment Graph 34...............................................
Timers 35.............................................................
Glycol System 37......................................................
Glycol Path 39.........................................................
Setting Viscosity 40....................................................
Portion Control (Shake) 41..............................................
Adjustable Draw Handle 42.............................................
Control Overview 43....................................................
Universal Control (UVC3) 44............................................
Electrical System Modes of Operation Chart 47............................
Electrical System - L1 Power Path 48.....................................
Shake Draw Sequence Chart 50.........................................
Syrup Delivery 51......................................................
Syrup Calibration 52....................................................
Shake Dispensing Alignment Procedure 54................................
Table of Contents Model C602
Page 3
Table of Contents - Page 2
Section 3: Troubleshooting 57...........................................
General Troubleshooting Guide 58.......................................
Air Mix Pump System T r oubleshooting 63.................................
Peristaltic Syrup System Troubleshooting Guide 64........................
Shake Dispensing Mechanism Troubleshooting 67.........................
Shake Portion Control Troubleshooting 69................................
Bacteria T r oubleshooting 70.............................................
Section 4: Parts 73......................................................
Warranty Explanation 74................................................
Main Exploded View 76.................................................
Syrup Cabinet View 79.................................................
Mix Pump & Tubes 80..................................................
Pump A. - M ix Simplified Shake - X57028-XX 81...........................
Pump A. - Mix Simplified Soft Serve - X57029-XX 82.......................
Brush Identification 83..................................................
Control Assembly - X55966 -33 84........................................
Dec Plate Assembly - X55963 86........................................
Torque Coupling Assembly - X54722 87..................................
Glycol Heater Assembly - X55965-27 88..................................
Sensor Holder Assembly - X55980 89....................................
Parts List 90...........................................................
Wiring Diagrams 110....................................................
CAUTION: Information in this manual is intended to be used by Taylor Authorized
Service Tech n ician s only.
Note: Contin u ing research results in steady improvements; therefore, information
in this manual is subject to change without notice.
E April, 2004 Taylor
All rights reserved.
057888-S
Model C602 Table of Contents
Page 4

Section 1: Introduction
S Safety
S Refrigerant
S Specifications
S Installation Instructions
Model C602
1
Introduction
Page 5
Safety
______________________________
We at Taylor Company, are committed to
manufacturing safe operating and serviceable
equipment. The many built-in safety features that
are part of all Taylor equipment are aimed at
protecting operators and trained service technicians
alike.
This manual is intended exclusively for Taylor
Company authorized service personnel.
Stationary appliances which are not
equipped with a power cord and a plug or other
device to disconnect the appliance from the power
source must have an all-pole disconnecting device
with a contact gap of at least 3 mm installed in the
external installation.
Thismachinemustbeplacedonalevel
surface. Failure to comply may result in personal
injury or equipment damage.
DO NOT installthemachineinanarea
where a water jet could be used to clean or rinse the
freezer. Failure to follow this instruction may result in
serious electrical shock.
DO NOT remove the door, beater, scraper
blades, drive shaft or air/mix pump unless all control
switches are in the OFF position. Failure to follow
this instruction may result in severe personal injury
from hazardous moving parts.
Refrigerant
______________________________
Taylor Company uses R404A refrigerant. This
refrigerant is generally considered non-toxic and
non-flammable; however, any gas under pressure is
potentially hazardous.
NEVER fill any refrigerant cylinder
completely with liquid. Filling the cylinder to
approximately 80% will allow for normal expansion.
Refrigerant liquid sprayed onto the skin may
cause serious damage to tissue. Keep eyes and skin
protected. If refrigerant burns should occur, flush
immediately with cold water. If burns are severe,
apply ice packs and contact a physician
immediately.
The Taylor Company reminds technicians to be
cautious of government laws regarding
refrigerant recovery, recycling, and reclaiming
systems. If you have any questions regarding
these laws, please contact the factory Service
Department.
WARNING: R404A refrigerant used in conjunction
with polyolester oils is extremely moisture
absorbent. When opening a refrigeration system, the
maximum time the system is open must not exceed
15 minutes. Cap all open tubing to prevent humid air
or water from being absorbed by the oil.
This machine is designed to operate indoors, under
normal ambient temperatures of 70°-75°F
(21°-24°C). The machine has successfully
performed in high ambient temperatures of 104°F
(40°C) at reduced capacities.
NOISE LEVEL: Airborne noise emission does not
exceed 78 dB(A) when measured at a distance of
1.0 meter from the surface of the machine and at a
height of 1.6 meters from the floor.
Introduction
2
Model C602
Page 6

Compressor Warranty Disclaimer
______________________________
The refrigeration compressor(s) on this machine are
warranted for the term indicated on the warranty
card accompanying this machine. However, due to
the Montreal Protocol and the U.S. Clean Air Act
Amendments of 1990, many new refrigerants are
being tested and developed; thus seeking their way
into the service industry. Some of these new
refrigerants are being advertised as drop-in
replacements for numerous applications. It should
be noted that, in the event of ordinary service to this
machine’s refrigeration system, only the refrigerant
specified on the affixed data label should be used.
The unauthorized use of alternate refrigerants will
void your compressor warranty. It will be the owners’
responsibility to make this fact known to any
technicians they employ.
It should be noted, that Taylor does not warrant the
refrigerant used in its equipment. For example, if the
refrigerant is lost during the course of ordinary
service to this machine, Taylor has no obligation to
either supply or provide its replacement either at
billable or unbillable terms. Taylor does have the
obligation to recommend a suitable replacement if
the original refrigerant is banned, obsoleted, or no
longer available during the five year warranty of the
compressor.
The Taylor Company will continue to monitor the
industry and test new alternates as they are being
developed. Should a new alternate prove, through
our testing, that it would be accepted as a drop-in
replacement, then the above disclaimer would
become null and void. To find out the current status
of an alternate refrigerant as it relates to your
compressor, call the local Taylor Distributor or the
Taylor Factory. Be prepared to provide the
model/serial number of the unit in question.
Model C602
3
Introduction
Page 7
Model C602 Specifications
Freezing Cylinders
Shake Side: One, 7 quart (6.6 liter)
Soft Serve: One, 3.4 quart (3.2 liter)
Mix Hopper
Two, 20 quart (18.9 liter). Refrigerated to maintain
mix below 41°F (5°C).
Beater Motor
Shake: 1.0 HP
Soft Serve: 1.5 HP
Refrigeration System
Shake: 11,000 BTU/hr
Soft Serve: 9,500 BTU/hr
Refrigerant: R404A (BTU’s may vary depending on
compressor used.)
Main Compressor:
Air Cooled Units:
Shake: 54 oz (1,531 g) of R404A
Soft Serve: 46 oz (1,304 g) of R404A
Water Cooled Units:
Shake: 48 oz (1,361 g) of R404A
Soft Serve: 32 oz (907 g) of R404A
Note: Specifications are subject to change. Check
the data label for proper charging specifications.
Electrical
Standard is 208/230-60-3; however, other electrical
characteristics are available. Each unit requires
electrical service - Three Phase Maximum Fuse
Size: 40 A, Minimum Wire Ampacity: 36 A
Note: McDonald’s specifies Hubbell A460P9 plug
for 208-230/60-3 equipment.
Air Cooled
Clearance: A minimum of 3” (76 mm) is required
around all sides. Install the deflector provided to
prevent recirculation of warm air. Minimum air
clearances must be met to assure adequate air flow
for optimum performance.
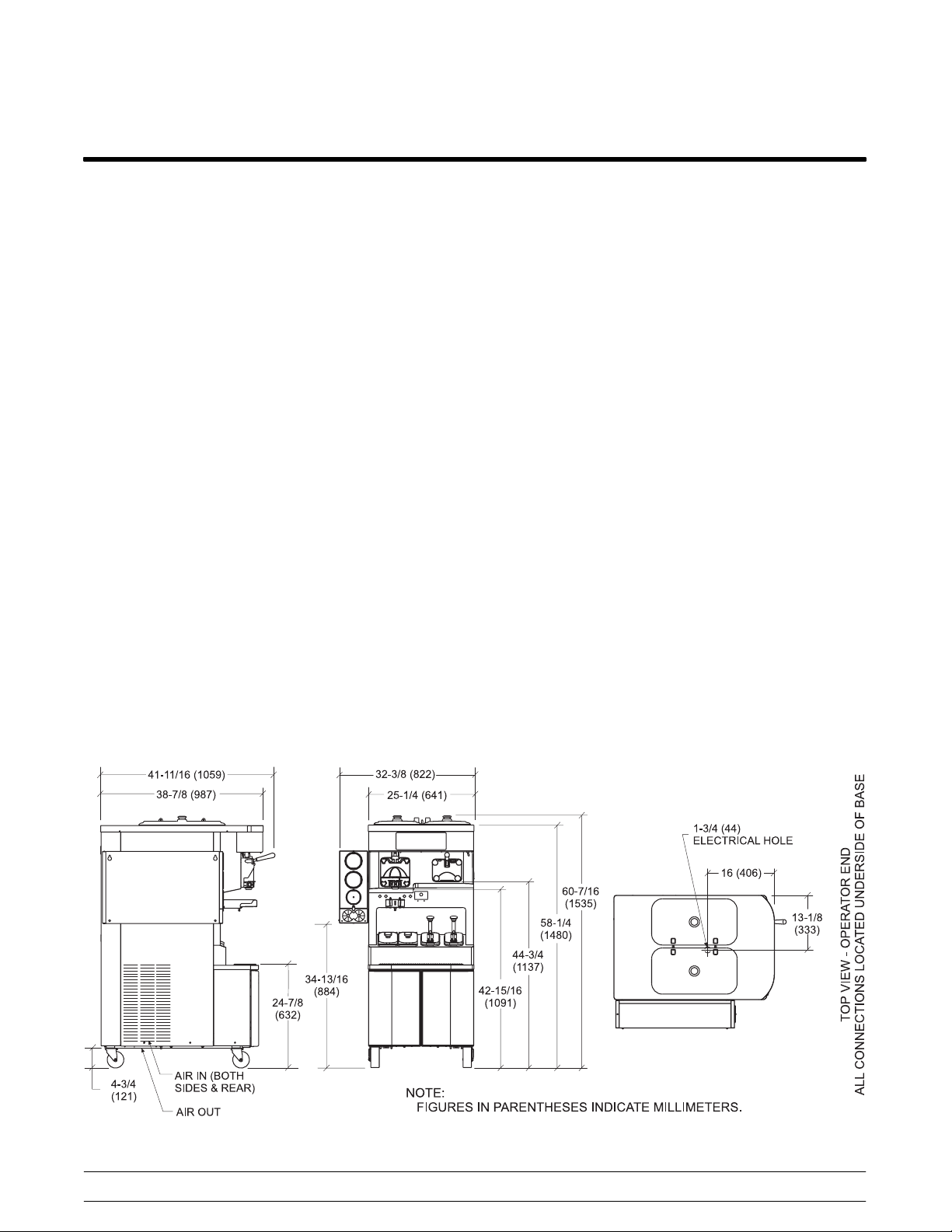
Dimensions
Width: 25-1/4” (641 mm) including cup/cone
dispenser: 32-3/8” (822 mm)
Height: 60-7/16” (1535 mm)
Depth: 38-7/8” (987 mm)
Floor Clearance: 4-3/4” (121 mm)
Approximate Weights
Net: 815 lbs. (369.7 kgs)
Crated: 1046 lbs. (474.5 kgs)
Volume: 66.5 cu ft (1.88 cu m)
Introduction
Figure 1
4
Model C602
Page 8
Installation Instructions
Thismachinemustbeplacedonalevel
surface. Failure to comply may result in personal
injury or equipment damage.
Beater Rotation
REMEMBER TO DISCONNECT ALL
POWER TO THE FREEZER! Failure to follow this
instruction may result in electrocution.
DO NOT installthemachineinanarea
where a water jet could be used to clean or rinse the
freezer. Failure to follow this instruction may result in
serious electrical shock.
Disconnect Switch
Stationary appliances which are not
equipped with a power cord and a plug or other
device to disconnect the appliance from the power
source must have an all-pole disconnecting device
with a contact gap of at least 3 mm installed in the
external installation.
Air Cooled Units
These units require a minimum of 3” (76 mm) of air
clearance around all sides. Install the deflector
provided to prevent recirculation of warm air.
Minimum air clearances must be met to assure
adequate air flow for optimum performance.
Gear Alignment and Rear Shell Bearing
1. Make certain the drive shaft can easily slide in
and out of the female socket on the gear unit.
2. If a drive shaft is binding, the gear unit could be
out of alignment (loose). Check the bolts on the
gear unit to be sure they are tight.
3. Inspect the rear shell bearing for tightness. Be
sure the locking tab has been folded over to
prevent the nut from loosening.
Note: If the gear unit is out of alignment, refer to
the General Service Manual.
Beater rotation = CLOCKWISE (when viewed from
the front of the machine).
Note: This machine is equipped with an interlock
circuit that prevents beater motor operation when
the freezer door is not installed.
1. Remove the side panels.
2. Place the power switch in the ON position.
3. Select the WASH key on the control panel. This
activates the beater motor only.
CAUTION: Hazardous moving
components! Keep your hands clear when
operating the machine with the panels
removed. Failure to follow this instruction may
result in severe personal injury from hazardous
moving parts.
4. Check the rotation of the drive coupling located
on the output shaft of the gear reducer. The
coupling should be turning CLOCKWISE as
viewed from the front of the machine.
5. Press the WASH key again to stop the beater
motor.
If rotation is not correct, exchange any two incoming
power lines at the freezer main terminal box only
(splice box).
REMEMBER TO DISCONNECT ALL
POWER TO THE FREEZER! Failure to follow this
instruction may result in electrocution.
Model C602
5
Introduction
Page 9
Pump Motor Rotation
1. Remove the air/mix pump assembly.
2. Connect power to the freezer and place the
power switch in the ON position.
3. Press the PUMP key on the control panel. This
will activate the pump motor only.
4. Observe the pump ball crank. It should be
rotating counterclockwise.
Electrical Connections
Each freezer requires one power supply. Check the
data label on the freezer for fuse, circuit ampacity
and electrical specifications. Refer to the wiring
diagram, provided inside the control box, for proper
power connections.
In the United States, this equipment is intended to
be installed in accordance with the National
Electrical Code (NEC), ANSI/NFPA 70-1987. The
purpose of the NEC code is the practical
safeguarding of persons and property from hazards
arising from the use of electricity. This code contains
provisions considered necessary for safety.
Compliance therewith and proper maintenance will
result in an installation essentially free from hazard!
If rotation is not correct, refer to the wiring diagram
on the pump motor and re-wire accordingly.
REMEMBER TO DISCONNECT ALL
POWER TO THE FREEZER! Failure to follow this
instruction may result in electrocution.
In all other areas of the world, equipment should be
installed in accordance with the existing local codes.
Please contact your local authorities.
Stationary appliances which are not equipped with a
power cord and a plug or other device to disconnect
the appliance from the power source must have an
all-pole disconnecting device with a contact gap of at
least 3 mm installed in the external installation.
Introduction
6
Model C602
Page 10

Section 2:
Systems, Controls and Operations
S Running Specifications
S Refrigeration System Schematic
S Control Panel Functions
S Freezer Lock-Out
S Heat Treatment Cycle
S Heat Treatment Graph
S Timers
S Adjustable Draw Handle
S Beater Stir Cycles
S Glycol System
Model C602
S Glycol Path
S Setting Viscosity
S Portion Control (Shake)
S Control Overview
S Electrical System Modes of Operation Chart
S Electrical System - L1 Power Path
S Shake Draw Sequence Chart
S Syrup Delivery
S Syrup Calibration
S Shake Draw Mechanism Alignment
7
Systems, Controls and Operations
Page 11
Running Specifications
Pressures/Temperatures
The following are the Taylor Company
recommended settings for various components in
the Model C602. (See page 9 for the Refrigeration
System Schematic.)
Expansion Valve
Soft Serve
Air Cooled: 20 - 22 psi. (138 - 152 kPa)
Water Cooled: 20 - 22 psi. (138 - 152 kPa)
for a normal product of 16_ -18_F. (-8.8_to -7.7_C).
Shake
Air Cooled: 38 - 39 psi. (262 - 269 kPa)
Water Cooled: 38 - 39 psi. (262 - 269 kPa
for a normal product of 24_ -26_F. (-4_C).
Note: Triple Thick Shake product temperature is
22_-24_F. (-5_C).
Low Side (Suction)
Suction pressure equals expansion valve setting.
High Side (Discharge)
High side pressure varies for air cooled units,
depending on the ambient temperature.
Ambient Temperature Normal Operating Head
Pressures
F C PSI
70_ 21.1_ 240 - 270
(1,655 - 1,862 kPa)
80_ 26.7_ 270 - 300
(1,862 - 2,069 kPa)
90_ 32.2_ 300 - 340
(2,069 - 2,344 kPa)
100_ 37.8_ 340 - 380
(2,344 - 2,620 kPa)
Water Valve
Expansion Valve Adjustment
Connect your refrigerant gauge to the low side
access valve. Turn the access valve
counter-clockwise to open the valve.
Adjust the pressure higher or lower by turning the
expansion valve adjustment screw. Clockwise turns
will raise the pressure and counterclockwise will
lower the pressure.
Note: Make expansion valve adjustments with mix
in the freezing cylinder and the freezer in the AUTO
mode. Be sure to allow adequate time for the
pressure to stabilize.
Turn the access valve clockwise to close the valve.
Install and securely tighten the access valve caps
and the expansion valve cap.
On a water cooled unit, the water valve should be
set to maintain a compressor head pressure of 255
psi. (1,758 kPa).
Water Valve Adjustment
Note: Make this adjustment with mix in the cylinder
and the freezer in the AUTO mode. Be sure to allow
adequate time for pressure to stabilize.
Connect your refrigerant gauge to the high side
access valve. Turn the access valve counterclockwise to open the valve. Turning the adjustment
stem on the water valve clockwise will lower the
pressure.
Turn the access valve clockwise to close the valve.
Install and securely tighten the access valve caps.
Systems, Controls and Operations
8
Model C602
Page 12
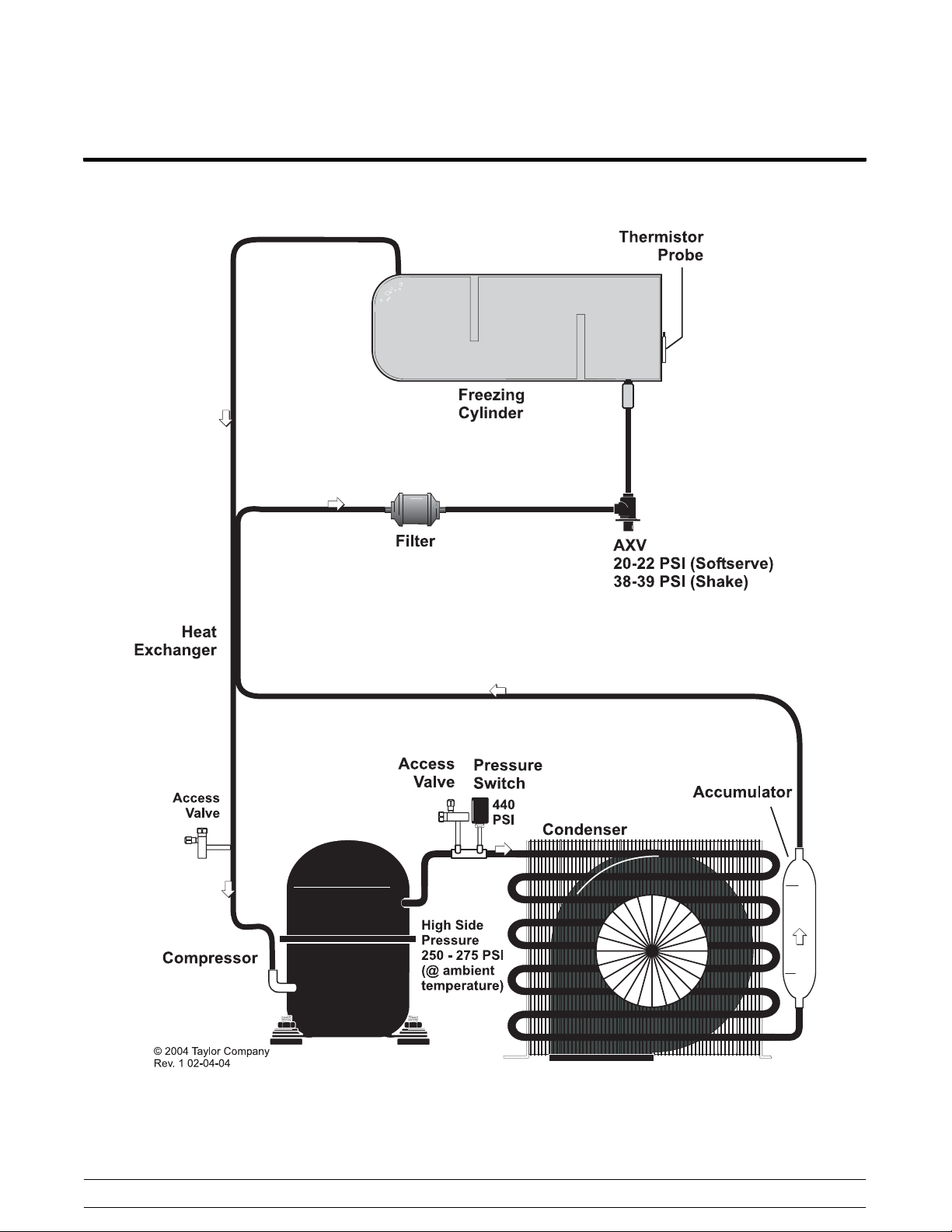
Refrigeration System Schematic
Model C602
Figure 2
9
Systems, Controls and Operations
Page 13
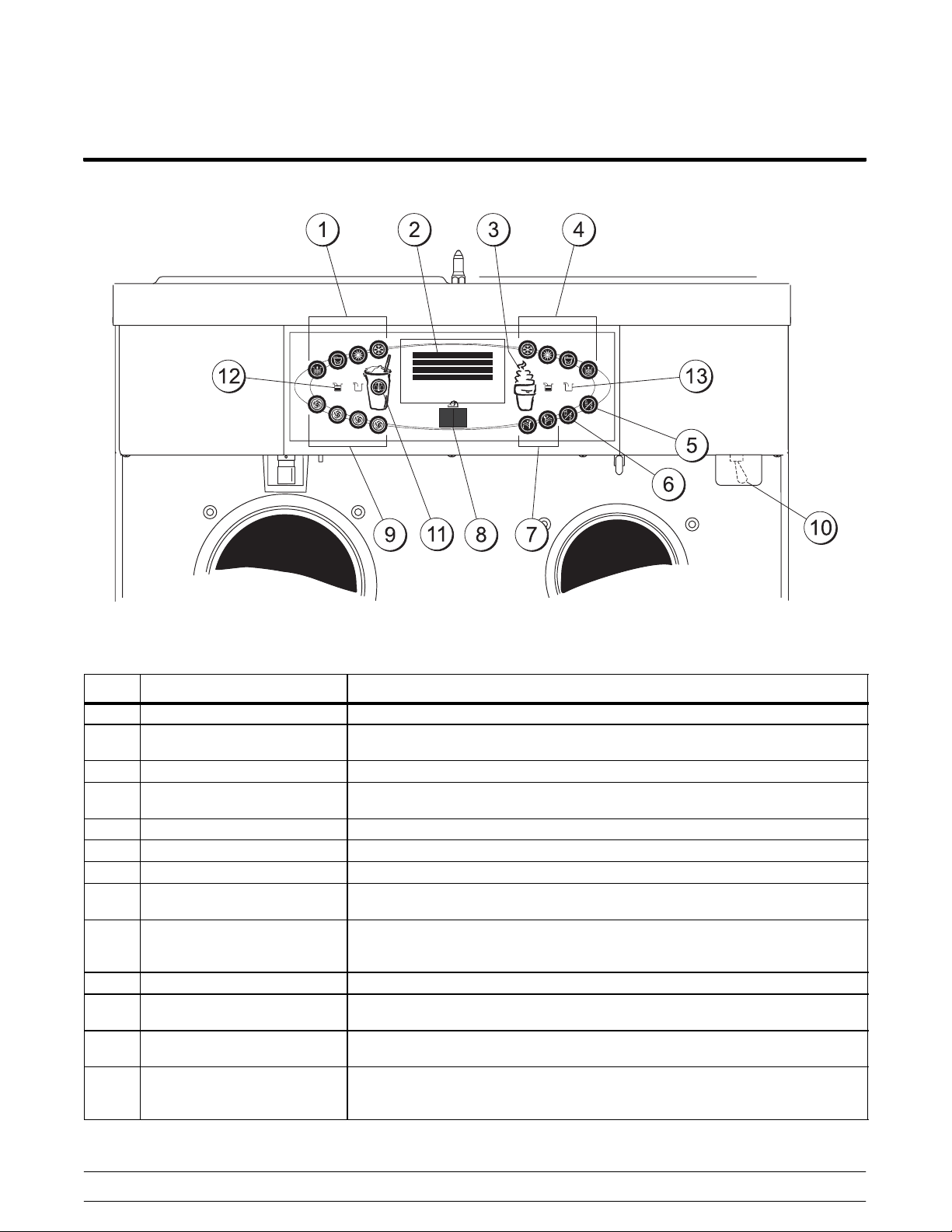
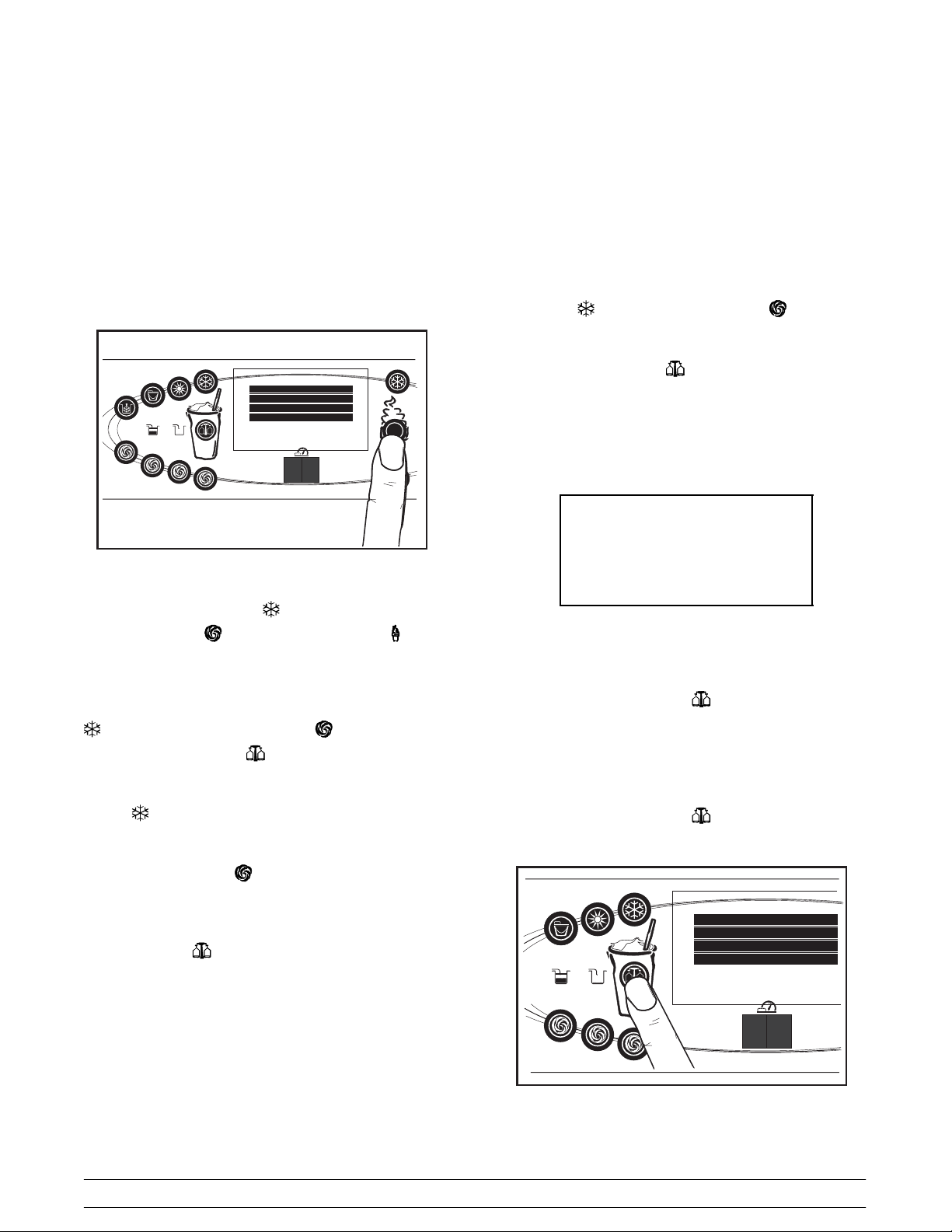
Control Panel Functions
Figure 3
ITEM
1 Keypad-Shake Used for selecting operating functions on the shake side of the machine.
2 Display-Vacuum
3 Keypad-Menu (Entry/Exit) Used to select the Manager or Service Menu or to exit the Menu Display.
4 Keypad-Soft Serve Used for selecting operating functions on the soft serve side of the
5 Standby-Soft Serve Indicates when the soft serve side is in the Standby mode.
6 Standby-Shake Indicates when the shake side is in the Standby mode.
7 Keypad-Topping Heater Used to activate the topping rail heaters.
8 Display-LED Dual (Brush
9 Keypad-Flavor Select Used for selecting the desired shake flavor to be dispensed. Also used
10 Switch-Power When placed in the ON position, allows control panel operation.
11 Keypad-Calibrate Menu Used to access the Calibrate Menu containing options for calibrating the
12 Indicator Light-Mix Low Illuminates when the mix hopper has a low supply of mix and should be
13 Indicator Light-Mix Out Illuminates when the mix hopper has an insufficient supply of mix to
DESCRIPTION FUNCTION
Fluorescent Menu (VFD)
Clean Countdown)
Screen which displays menu options and notifies operator if a fault is
detected.
machine.
Displays the number of days before brush cleaning is required.
for opening and closing the draw valve when cleaning, sanitizing, and
priming the shake side.
syrup dispensing rate or priming and flushing the syrup lines.
refilled as soon as possible.
operate the freezer. The Auto mode will be locked out and the machine
will be placed in the Standby mode.
Systems, Controls and Operations
10
Model C602
Page 14
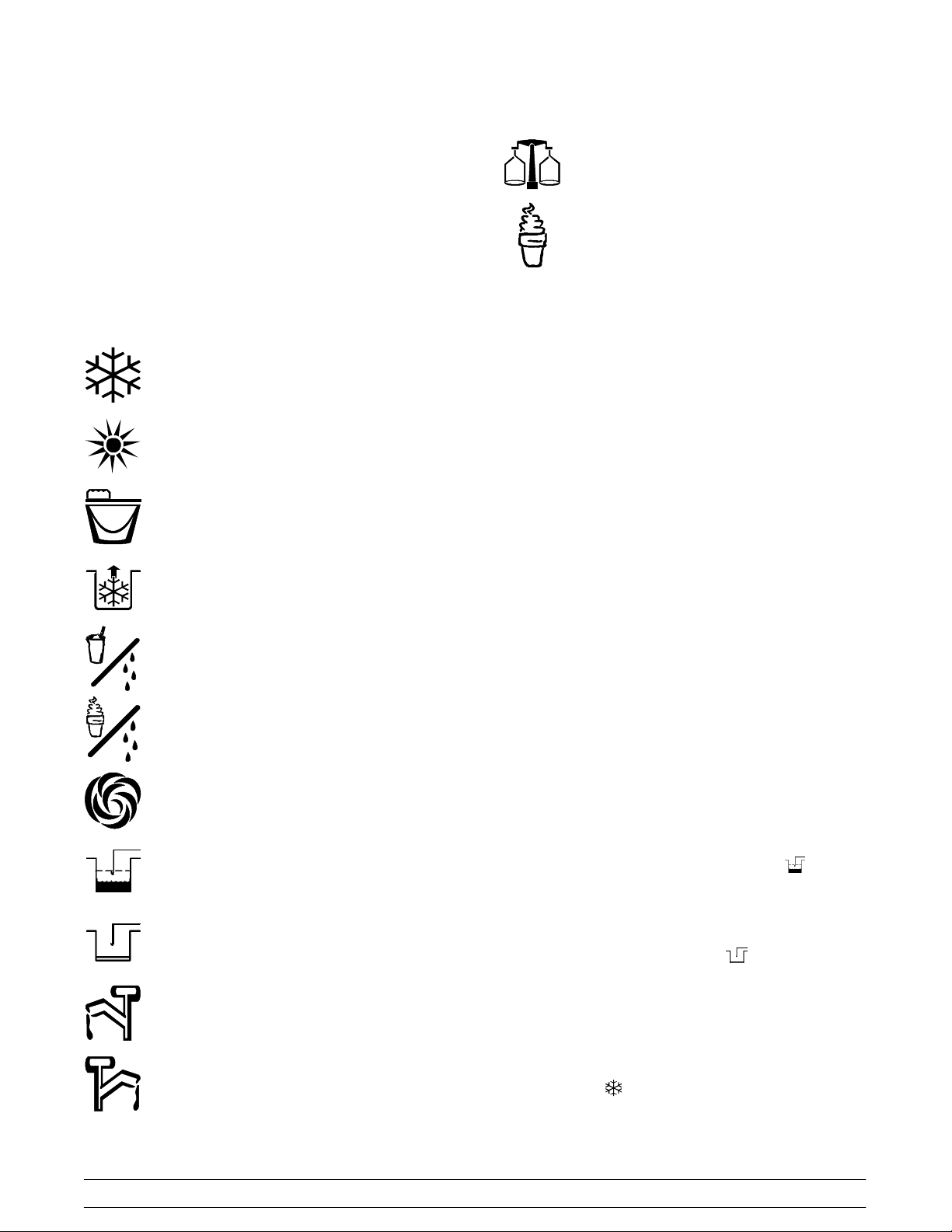
Symbol Definitions
To better communicate in the International arena,
the words on many of our operator keys have been
replaced by symbols to indicate their functions. Your
Taylor equipment is designed with these
International symbols.
The following chart identifies the symbol definitions.
=CALIBRATE
= MENU DISPLAY
=AUTO
= HEAT CYCLE
= WASH
=MIXPUMP
= STANDBY (SHAKE)
= STANDBY (SOFT SERVE)
= FLAVOR SELECTION
Power Switch
When placed in the ON position, the power switch
allows control panel operation.
Vacuum Fluorescent Display
The vacuum fluorescent display (VFD) is located on
the front control panel. During normal operation the
display is blank. The display is used to show menu
options and notifies the operator if a fault is
detected. On International models, the display will
indicate the temperature of the mix in each hopper.
Indicator Lights
=MIXLOW
= MIX OUT
= TOPPING HEATER-LEFT
= TOPPING HEATER-RIGHT
Model C602
MIX LOW - When the MIX LOW symbol is
illuminated, the mix hopper has a low supply of mix
and should be refilled as soon as possible.
MIX OUT - When the MIX OUT
illuminated, the mix hopper has been almost
completely exhausted and has an insufficient supply
of mix to operate the freezer. At this time, the AUTO
mode is locked out and the freezer will be placed in
the STANDBY mode. To initiate the refrigeration
system, add mix to the mix hopper and touch the
AUTO symbol
begin operation.
11
. The freezer will automatically
Systems, Controls and Operations
symbol is
Page 15
Heat Mode Symbol
When the HEAT MODE symbol is illuminated,
the freezer is in the process of a heat cycle. The
heat mode symbol may be selected to start a heat
cycle following a freezer soft lock condition.
For some International models, the heat symbol can
be selected to manually start a heat cycle at any
time.
The SAFETY TIMEOUT screen will be displayed
with the alarm on, for 60 seconds or until any control
symbol is selected.
After the safety timeout has been completed and the
power switch is OFF, the following screen is
displayed. (See Figure 6.)
Brush Clean Countdown - Displays the number of
days before the next brush cleaning is required.
When the display has counted down to “1”, the
machine must be disassembled and brush cleaned
within 24 hours.
Power Up
When the machine is powered the control system
will initialize to perform a system check. The screen
will display “INITIALIZING”. There will be four types
of data the system will check: LANGUAGE,
SYSTEM DATA, CONFIG DATA, and LOCKOUT
DATA.
During the INITIALIZING... LANGUAGE screen, the
alarm will be on. If the system detects corrupt data
during INITIALIZING, the following display will alert
the operator that the control settings may have been
changed (See Figure 4.)
SERVICE REQ’D
NVRAM FAULT
RESET TO DEFAULTS
< PRESS TO CLEAR
POWER SWITCH OFF
=-=-=-=-=-=-=-
UNIT CLEANED
Figure 6
Power Switch ON
When the power switch is placed in the ON position,
the control panel touch keys become operative. The
VFD will be either blank or indicate that the unit has
been cleaned. (See Figure 7.)
UNIT CLEANED
Figure 7
Figure 4
Once the system has initialized, the number of days
remaining before the next required brush cleaning is
indicated on the control panel and the SAFETY
TIMEOUT screen is displayed with the alarm turned
on. (See Figure 5.)
SAFETY TIMEOUT
ANY KEY ABORTS
Figure 5
Systems, Controls and Operations
Display for International Models Only:
Some International models will continuously display
the temperature of each mix hopper when the power
switch is in the ON position. (See Figure 8.)
HOPPERS 21.0 21.1
UNIT CLEANED
Figure 8
12
Model C602
Page 16
Heat Cycle
The HEAT symbols on the control panel are
illuminated throughout the heat treatment cycle. Two
warning messages will be displayed on the screen.
“DO NOT DRAW” will be displayed when the mix
temperature is below 130°F (54.4°C). (See
Figure 9.)
L: DO NOT DRAW
R: DO NOT DRAW
Figure 9
When the temperature of the mix is above 130°F
(54.4°C) the screen will display a message
indicating that HOT PRODUCT is in the machine.
(See Figure 10.)
L: HOT PRODUCT
R: HOT PRODUCT
Figure 10
DO NOT attempt to draw product or
disassemble the unit during the HEAT cycle. The
product is hot and under extreme pressure.
In the HEAT cycle, the mix temperature in the
hoppers and freezing cylinders must be raised to
151°F (66.1°C) within 90 minutes.
When the heating phase is complete, the freezer
goes into the holding phase of the cycle. The holding
phase will keep the temperature above 151°F
(66.1°C) for a minimum of 30 minutes.
The final phase of the heat treatment cycle is the
cooling phase. The freezer must cool the mix below
41°F (5°C) within two hours.
When the entire heat cycle has been completed, the
HEAT symbols
machine will enter the STANDBY mode (STANDBY
symbols
placed in AUTO or left in STANDBY.
and illuminate). The machine can be
will no longer be illuminated. The
Model C602
13
Systems, Controls and Operations
Page 17
Freezer Lock-Out
Heat Cycle Failure Messages
To comply with health codes, heat treatment system
freezers must complete a heat treatment cycle
daily, and must be disassembled and brush cleaned
a minimum of every 14 days. Brush cleaning is the
normal disassembly and cleaning procedure found in
the Operator Manual. Failure to follow these
guidelines will cause the control to lock the freezer
out of the AUTO mode.
Always comply with local guidelines for the
maximum number of days allowed between brush
clean cycles. (See the Manager/Service Menu for
setting the Brush Clean interval, on page 21.)
If the Heat Treatment Cycle fails, the VFD will
display a failure message and return the freezer to
the STANDBY mode. A “lock” is defined as a special
STANDBY mode of operation which does not allow
the machine to operate in the AUTO mode.
There are two types of freezer lock conditions that
can occur: Hard Lock or Soft Lock. A Hard Lock
requires the machine be disassembled and brush
cleaned. A Soft Lock can be corrected by either
disassembling and brush cleaning the machine, or
by starting another heat treatment cycle.
Selecting the WASH symbol
following screen. (See Figure 12.)
FREEZER LOCKED
Figure 12
2. There has been a thermistor failure (freezing
cylinder, hopper, or glycol) during the heat
treatment process. (See Figure 13.)
SYSTEM FAULT
FREEZER LOCKED
SERVICE REQ’D
< PRESS TO CLEAR
Figure 13
Selecting the CALIBRATE symbol
which thermistor caused the Hard Lock. (See
Figure 14.)
L: HOPPER THERM BAD
will display the
will indicate
Hard Lock: There are two causes of a hard lock
failure:
1. The brush clean timer has elapsed (maximum
setting of 14 days). (See Figure 11.)
BRUSH CLEAN TIMEOUT
FREEZER LOCKED
CLEANING REQ’D
WASH TO BRUSH CLEAN
Figure 11
Systems, Controls and Operations
FREEZER LOCKED
Figure 14
If the machine has hard locked and an attempt is
made to enter AUTO, the machine will enter the
STANDBY mode and display the following message.
(See Figure 15.)
FREEZER LOCKED
Figure 15
14
Model C602
Page 18
To restore the message that identified the reason for
the hard lock, turn the power switch OFF for five
seconds and then return the power switch to the ON
position. The original message with the reason for
the Hard Lock will be displayed. The FAULT
DESCRIPTION can also be found in the Manager or
Service Menu (See page 22.)
The FREEZER LOCKED message will remain on
the display until the brush clean requirements are
fulfilled. The freezer must be disassembled in order
to activate the five minute timer on the display
screen. Once the timer counts down to zero, the
lockout is cleared.
Reasons For Soft Lock
Following are the variable messages for soft lock
failures that appear on the second line of the screen.
Power Switch Off
This soft lock will occur if the power switch is in the
OFF position and greater than 24 hours have
passed since the start of the 14 day timer, or the
start of the last successful Heat Treatment Cycle.
Soft Lock: If a heat treatment cycle has not been
initiated within the last 24 hours, a soft lock failure
will occur. A soft lock allows the operator to correct
the cause of the soft lock. The operator has the
option of either starting another heat cycle or brush
cleaning the machine. When a soft lock occurs, the
machine will go into the STANDBY mode. The
following message is displayed on the screen. The
reason for the soft lock is indicated on the second
line. (See Figure 16.)
HEAT TREAT FAILURE
REASON
HEAT FOR HEAT CYCLE
WASH TO BRUSH CLEAN
Figure 16
If the reason for the soft lock has been corrected,
selecting the HEAT symbol
immediately. Selecting the WASH symbol
the above message is displayed will hard lock the
machine and brush cleaning will be necessary.
initiates a Heat Cycle
when
Mix Out
This soft lock will occur if one or both sides has a
mix out condition and greater than 24 hours have
passed since the start of the 14 day timer or the
start of the last successful Heat Treatment Cycle.
Auto or Standby Off
This soft lock will occur if one or both sides is in the
OFF mode and greater than 24 hours have passed
since the start of the 14 day timer or the start of the
last successful Heat Treatment Cycle.
No Heat Cycle Tried
No Heat Treatment Cycle was performed in the 24
hours after the start of the 14 day timer, or the start
of the last successful Heat Treatment Cycle. (AUTO
HEAT TIME was advanced,a power loss was
experienced at the time the cycle was to occur, or a
heat cycle failure not due to a thermistor failure.)
Model C602
15
Systems, Controls and Operations
Page 19
If the following screen appears, a soft lock has
occurred during the heat treatment cycle.
(See Figure 17.)
HEAT TREAT FAILURE
FREEZER LOCKED
HEAT FOR HEAT CYCLE
WASH TO BRUSH CLEAN
Figure 17
A soft lock can also occur any time during operation
when the hopper or freezing cylinder temperature
rises above 59°F (15°C), or the temperature rises
and remains above 41°F(5°C) for more than four
hours. If a PRODUCT OVER TEMPERATURE
condition occurs during operation, the following
screen will appear. (See Figure 18.)
PRODUCT OVER TEMP
HEAT FOR HEAT CYCLE
WASH TO BRUSH CLEAN
If the WASH symbol is selected to clear the
lockout by brush cleaning the machine, the
FREEZER LOCKED message will remain on the
display until the brush clean requirements are
fulfilled. The freezer must be disassembled in order
to activate the five minute timer on the display
screen. Once the timer counts down to zero, the
lockout is cleared. (See Figure 20.)
FREEZER LOCKED
Figure 20
To restore the message that identified the reason for
the soft lock, turn the power switch OFF for five
seconds, and then return the power switch to the
ON position. The original message with the reason
for the soft lock will be displayed. (See Figure 21.)
Figure 18
When one of these messages appears, automatic
freezer operation cannot take place until the freezer
is disassembled and brush cleaned, or has
completed a heat treatment cycle. Select the HEAT
symbol
symbol
machine.
Once the freezer is unlocked by starting a heat
treatment cycle the HEAT symbol
and the following message will be displayed on the
screen. (See Figure 19.)
to start a heat cycle, or select the WASH
to disassemble and brush clean the
will illuminate
L: DO NOT DRAW
R: DO NOT DRAW
Figure 19
HEAT TREAT FAILURE
REASON
HEAT FOR HEAT CYCLE
WASH TO BRUSH CLEAN
Figure 21
The FAULT DESCRIPTION can also be found in the
Manager and Service Menus. (See page 22.)
Note: A record of Heat Cycle Data and Lock Out
History can be found in the Manager and Service
Menus. (See page 23.)
Systems, Controls and Operations
16
Model C602
Page 20
Service Menu
______________________________
The Service Menu option allows a trained service
technician to access and modify critical operating
parameters for the machine. All the menu screens
found in the Manager’s Menu are also included in
the Service Menu. To access the menu, touch the
center of the CONE symbol.
13117
Figure 22
illuminated and are non-functional when a menu
screen is displayed. The control keys for both sides
are only functional when the CURRENT
CONDITIONS screen is displayed.
Entering Access Cod e
With the ACCESS CODE screen on the display use
the AUTO
to set the first code number in the cursor position.
When the correct number is selected, touch the
CALIBRATION symbol
next number position.
The access code for the Service Menu is 5231.
The access code for the Operator Menu is 8309.
(See Figure 23.)
or OPTIONAL FLAVOR symbols
to move the cursor to the
ENTER ACCESS CODE
5231
_
The shake AUTO symbol
FLAVOR symbol
be illuminated when the ACCESS CODE screen is
displayed.
In the Menu program, the shake side AUTO symbol
, OPTIONAL FLAVOR symbol , and
CALIBRATION symbol
keys.
AUTO
and used to scroll upward in text displays
OPTIONAL FLAVOR
above the cursor and used to scroll downward in text
displays.
CALIBRATION
the right and is used to select menu options.
Note: You will not be able to dispense shakes while
accessing the Service Menu options, except when
the CURRENT CONDITIONS screen is displayed.
- increases the value above the cursor
and the CONE symbol will
- advances the cursor position to
, the OPTIONAL
will function as menu
- decreases the value
Figure 23
Continue to enter the proper access code numbers
until all four numbers are displayed, and then touch
the CALIBRATION symbol
list will display on the screen, provided the correct
access code is entered.
If an incorrect number is entered for the access
code, the display will exit the Menu program when
the CALIBRATION symbol
Figure 24.)
. The Service Menu
is selected. (See
13118
The soft serve side will continue operation in the
mode it was in when the Menu was selected.
However, the soft serve side control keys will not be
Model C602
17
Figure 24
Systems, Controls and Operations
Page 21
Service Menu Options
Touch the AUTO symbol or OPTIONAL FLAVOR
symbol
Select a Menu option by aligning the option with the
arrow on the left side of the screen, and then touch
the CALIBRATION symbol
program by selecting EXIT FROM MENU or touch
the CONE symbol
The following menu options are listed in the Service
Menu:
to move up or down through the Menu.
. Exit the Menu
.
EXIT FROM MENU
Selecting “EXIT FROM MENU” will exit the Menu
and the return the control panel symbols to normal
operation.
VERIFY CALIBRATION
The VERIFY CALIBRATION option is used to verify
that the amount of syrup dispensed is within the
proper specification. (See Figure 25.)
VERIFY CALIBRATION
Select a flavor
<- Press to clear
Note: Options “EXIT FROM MENU” through
“CURRENT CONDITIONS” can also be accessed
through the Manager’s Menu.
EXIT FROM MENU
VERIFY CALIBRATION
RESET DRAW COUNTER
SET CLOCK
AUTO HEAT TIME
AUTO START TIME
STANDBY MODE
BRUSH CLEAN CYCLE
MIX LEVEL AUDIBLE
FAULT DESCRIPTION
LOCKOUT HISTORY
HEAT CYCLE SUMMARY
HEAT CYCLE DATA
SYSTEM INFORMATION
CURRENT CONDITIONS
TEMPERATURE SCALE
STANDBY TEMPERATURE
HOPPER TEMPERATURE
GLYCOL TEMPERATURE
VISCOSITY SETTING
COMPRESSOR CYCLE TIME
COMPRESSOR ON DELAY
BEATER OFF DELAY
MIXPUMPOFFDELAY
WHITESPOT ADJUST
CAL SYRUP TIME
DRAW SAFETY TIME
EDIT UNIT ID
CALIBRATE PROXIMITY SWITCH
SELECT LANGUAGE
ABORT HEAT CYCLE
SYRUP MOTOR SETUP
Figure 25
Remove the syrup valve from the dispensing door.
With the line fully primed with syrup, position the
syrup valve over the small chamber side of the
divided syrup cup, and then select the
corresponding favor selection. Syrup will flow into
the cup for 5 seconds (7 seconds for Triple Thick
Shake Syrup) and then automatically stop flowing.
Place the cup on a flat surface and check the
amount of syrup dispensed. If the level is not within
the correct specification, the flavor will need to be
recalibrated.
It is recommended to verify the calibration of each
syrup flavor and note any flavors that need to be
recalibrated before exiting the Menu to access the
CALIBRATION Menu.
Select the CALIBRATION symbol
VERIFY CALIBRATION screen and return to the
Menu list.
RESET DRAW COUNTER
The SERVING COUNTER screen is used to check
or reset the number of servings dispensed from the
machine. The SERVING COUNTER will
automatically reset to zero when the machine is
brush cleaned. (See Figure 26.)
SERVINGS COUNTER
LEFT RIGHT
00
> Next
Figure 26
to exit the
Systems, Controls and Operations
18
Model C602
Page 22
Reset the SERVING COUNTER by selecting the
CALIBRATION symbol
screen. Select the AUTO symbol
to advance to the next
to move the
arrow (>) to YES and select the CALIBRATION
symbol
. The servings counter will reset to zero
and exit back to the Menu. (See Figure 27.)
Change the time by touching the AUTO
OPTIONAL FLAVOR symbol
with the cursor
or
under the hour position. Move the cursor to the
minutes by selecting the CALIBRATION symbol
Once the correct minutes are entered, select the
CALIBRATION symbol
to advance the cursor to
the month. (See Figure 30.)
.
RESET DRAW COUNTER
Yes
>No
Figure 27
SET CLOCK
The SET CLOCK option allows the manager or
service technician to adjust the control clock date
and time. The date and time may only be changed
after the freezer has been manually cleaned but
before it has been placed in the AUTO or STANDBY
mode. The following message will be displayed if the
SET CLOCK option is selected when the machine is
not in a brush clean state. (See Figure 28.)
SET CLOCK
08:00 04/02/2004
NO CHANGES ALLOWED
> Press Any Key
SET CLOCK
08:00 04/02/2004
__
>Exit
Figure 30
Enter the correct month, day, and year. Then select
the CALIBRATION symbol
to advance to the
DAYLIGHT SAVING TIME screen. (See Figure 31.)
DAYLIGHT SAVING TIME
ENABLED
> Enable
Disable
Figure 31
The Daylight Saving Time feature, when enabled,
will automatically adjust the control clock for daylight
saving time. To Disable the Daylight Saving Time
feature, select the AUTO symbol
to move the
arrow to Disable. Then touch the CALIBRATION
symbol
to save the new setting.
Figure 28
To change the date or time, select the SET CLOCK
option in the menu. Touch the AUTO symbol
to
advance the arrow from Exit to Change, and then
touch the CALIBRATION symbol
to select the
Change option. (See Figure 29.)
SET CLOCK
08:00 04/02/2004
Change
>Exit
Figure 29
Model C602
AUTO HEAT TIME
The AUTO HEAT TIME screen allows the manager
or service technician to set the time of day in which
the heat treatment cycle will start. (See Figure 32.)
AUTO HEAT TIME
00:00
Change
>Exit
Figure 32
Note: Do not advance the Auto Heat Time setting
except on the day the unit is brush cleaned.
Increasing the time between heat cycles will cause
the machine to soft lock if the start of the cycle does
19
Systems, Controls and Operations
Page 23
not begin within 24 hours from the start of the
previous heat treatment cycle.
To set the AUTO HEAT TIME select the AUTO
symbol
select the CALIBRATION symbol
to move the arrow to Change. Then
. The screen
will display the time with the cursor under the hour
position. (See Figure 33.)
AUTO HEAT TIME
00:00
__
Figure 33
Select the AUTO symbol
FLAVOR symbol
to increase or decrease the
or the OPTIONAL
hour to the desired setting. Then move the cursor to
the minutes position by selecting the CALIBRATION
symbol
select the CALIBRATION symbol
. Adjust the setting for minutes, then
to save the
setting and return to the AUTO HEAT TIME screen.
Select the CALIBRATION symbol
to exit the
screen and return to the Menu.
Enable the AUTO START TIME by selecting the
AUTO symbol
Select the CALIBRATION symbol
to move the arrow up to Enable.
to advance to
the next screen. (See Figure 35.)
AUTO START TIME
00:00
Change
>Exit
Figure 35
Program the AUTO START TIME by selecting the
AUTO symbol
Select the CALIBRATION symbol
to move the arrow to Change.
to advance to
the next screen. (See Figure 36.)
AUTO START TIME
00:00
__
AUTO START TIME
The AUTO START TIME option allows the manager
or service technician to set the time of day at which
the machine automatically enters the AUTO mode
from the STANDBY mode. The machine must be in
the STANDBY mode without a freezer lock condition
in order to AUTO start at the programmable time.
The AUTO START TIME can be disabled and will
require starting the AUTO mode manually. (See
Figure 34.)
AUTO START TIME
DISABLED
Enable
> Disable
Figure 34
Figure 36
Program the AUTO START TIME by increasing
(AUTO symbol
FLAVOR symbol
cursor. Select the CALIBRATION symbol
) or decreasing (OPTIONAL
) the hour setting above the
to
advance the cursor and program the minutes
setting.
Select the CALIBRATION symbol
to return to the
previous screen with the new time setting displayed.
Select the CALIBRATION symbol
to exit the
screen and return to the Menu.
Systems, Controls and Operations
20
Model C602
Page 24
STANDBY MODE
The Standby option is used only on models which
have the control panel Standby keys disabled.
The STANDBY option is used to manually place the
left or right side in the standby mode during long, no
draw periods. Select the STANDBY screen from the
Menu. Select the AUTO symbol
to move the
arrow up to the left (shake) or right (soft serve) side.
Select the CALIBRATION symbol
to activate
Standby for the selected side.
Repeat the steps to activate Standby on the
remaining side. (See Figure 37.)
STANDBY MODE
LEFT
RIGHT
>Exit
symbol
the CALIBRATION symbol
to increase the number of days. Select
to save the setting
and exit back to the Menu. The number of days
displayed on the brush clean counter will change to
the new setting. (See Figure 39.)
BRUSH CLEAN CYCLE
TIME 14 DAYS
Figure 39
Always comply with local guidelines on the number
of days allowed between brush clean cycles.
Figure 37
Discontinue Standby operation for either side by
exiting the Menu and select the AUTO mode.
BRUSH CLEAN CYCLE
The BRUSH CLEAN CYCLE option allows the
manager or service technician to select the
maximum number of days between brush cleaning
the machine. The brush clean cycle may only be
changed after the freezer has been manually
cleaned but before it has been placed in the AUTO
or STANDBY mode.
The following message will be displayed if the
BRUSH CLEAN CYCLE option is selected when the
machine is not in a brush clean state.
(See Figure 38.)
BRUSH CLEAN CYCLE
TIME 14 DAYS
NO CHANGES ALLOWED
Press Any Key
Figure 38
Change the number of days between brush clean
intervals by selecting the AUTO symbol
to
decrease the days or the OPTIONAL FLAVOR
MIX LEVEL AUDIBLE
The MIX LEVEL AUDIBLE option, when enabled,
will alert the operator with an audible tone when
there is mix low or mix out condition. The following
screen is displayed upon selecting this option. (See
Figure 40.)
MIX LEVEL AUDIBLE
ENABLED
> Enable
Disable
Figure 40
Disable the audible tone feature by selecting the
OPTIONAL FLAVOR symbol
to move the arrow
to DISABLE. Select the CALIBRATION symbol
to save the new setting and return to the Menu. The
control panel icons for Mix Low and Mix Out will
illuminate as the mix level drops in the hopper but
the audible tone will be disabled.
Model C602
21
Systems, Controls and Operations
Page 25
FAULT DESCRIPTION
LOCKOUT HISTORY
The FAULT DESCRIPTION display will indicate if
there is a fault with the freezer and the side of the
freezer where the fault occurred. When no faults are
detected the following screen will be displayed. (See
Figure 41.)
FAULT DESCRIPTION
L: NO FAULT FOUND
R: NO FAULT FOUND
Figure 41
Select the CALIBRATION symbol
to display the
next fault found or return to the Menu if no other
faults exist. Selecting the CALIBRATION symbol
any time faults are displayed will clear the faults if
corrected, upon returning to the Menu screen.
Listed below are the variable messages which will
appear, along with an explanation for the corrective
action.
NO FAULT FOUND - There was no fault found in
the freezer. Nothing will appear on the screen after
this variable message appears.
The LOCKOUT HISTORY screen displays a history
of the last 40 soft locks, hard locks, brush clean
dates, or aborted heat cycles. Page numbers are
indicated in the upper right hand corner. Page 1
always contains the most recent failure. (See
Figure 42.)
LOCKOUT HISTORY 2
00/00/00 00:00
REASON
>Exit
Figure 42
The second line of the screen displays the date and
time a failure occurs. The third line indicates the
reason for a failure, or will indicate if a successful
brush cleaning has occurred. Some failures occur
with multiple reasons. When this occurs, a page will
be generated for each reason.
Select the AUTO symbol
symbol
to advance forward or backward to view
or OPTIONAL FLAVOR
each screen. Listed below are the variable
messages that may appear.
BEATER OVERLOAD - Press the beater reset
button firmly for the side of the freezer with the fault.
HPCO COMPRESSOR - Place the power switch in
the OFF position. Wait 5 minutes for the machine to
cool. Place the power switch in the ON position and
restarteachsideinAUTO.
HOPPER THERMISTOR BAD - Place the power
switch in the OFF position. Replace the bad probe.
BARREL THERMISTOR BAD - Place the power
switch in the OFF position. Replace the bad probe.
GLYCOL THERMISTOR BAD - Place the power
switch in the OFF position. Replace the bad probe.
Faults Occurring While Entering a Heat Treatment
Cycle
POWER SWITCH OFF - The power switch is OFF.
AUTO OR STBY OFF - The control was not in
AUTO or STANDBY.
MIX OUT FAILURE - A mix out condition was
present.
NO HEAT CYCLE TRIED - The Auto Heat Time
was set to attempt a heat cycle more than 24 hours
after the last successful heat cycle.
Systems, Controls and Operations
22
Model C602
Page 26
Faults Occurring While in Heat Mode
HEAT MODE FAILURE - The maximum allowable
heat mode time exceeded 90 minutes.
COOL MODE FAILURE - The maximum allowable
cool mode time exceeded 120 minutes.
TOTAL TIME FAILURE - The maximum allowable
total heat treatment time exceeded 4 hours.
BRUSH CLEAN TIMEOUT - The total days in
operation exceeded the brush clean cycle setting.
Faults Occurring While in AUTO Mode
(L/R) HPR>41F (5C) AFTER 4 HR -Themix
temperature in the left or right hopper was above
41°F(5°C) more than four hours.
(L/R) BRL>41F (5C) AFTER 4 HR -Themix
temperature in the left or right barrel was above
41°F(5°C) more than four hours.
(L/R) HPR>41F (5C) AFTER PF -Themix
temperature in the left or right hopper was above
41°F(5°C) more than four hours following a power
failure.
(L/R) BRL>41F (5C) AFTER PF -Themix
temperature in the left or right barrel was above
41°F(5°C) more than four hours following a power
failure.
(L/R) HPR>59F (15C) - The mix temperature in the
left or right hopper exceeded 59°F(15°C).
POWER SWITCH OFF - The power switch was
turned OFF during the heat cycle.
POWERFAILINH/C- A power failure occurred
during the heat treatment cycle.
(L/R) MIX LOW FAILURE - The mix level in the
(left/right) Hopper is too low for a successful heat
cycle.
(L/R) BEATER OVLD H/C - The overload tripped for
the (left/right) side beater motor.
(L/R) BRL THERM FAIL - The thermistor sensor for
the (left/right) side barrel failed.
(L/R) HOPPER THERM FAIL - The thermistor
sensor for the (left/right) side hopper failed.
(L/R) HPCO H/C - The (left/right) side high pressure
switch opened during the heat treatment cycle.
(L/R) BRL>59F (15C) - The mix temperature in the
left or right barrel exceeded 59°F(15°C).
HEAT CYCLE SUMMARY
The HEAT CYCLE SUMMARY screen displays the
hours since the last heat cycle, the hours since the
product temperature was above 150°F (65.6°C), and
the number of heat cycles completed since the last
brush clean date. (See Figure 43.)
HEAT CYCLE SUMMARY
HRS SINCE HC 0
HRS SINCE 150.0 0
HRS SINCE BC 0
Figure 43
HEAT CYCLE DATA
The HEAT CYCLE DATA screen contains a record
of up to 366 heat treatment cycles. The most recent
heat cycle data will be shown first. Each heat cycle
record or page has two screens. The first screen
displays the month and day of the heat cycle, the
start time and end time, and which side of the
machine underwent the heat treatment cycle; L for
Left side, R for Right side, and B for both sides. Line
3 displays the total time in each heat cycle phase.
Line 4 displays the glycol temperature at the
completion of the heat cycle and the page number.
Model C602
23
Systems, Controls and Operations
Page 27
Select the AUTO symbol
to advance forward
through the data pages. Select the OPTIONAL
FLAVOR symbol
to reverse the page direction.
(See Figure 44.)
00/00 00:00 00:00 B
HEAT OVER COOL RC
00:00 00:00 00:00 *
TEMP AT END 0.0 1
Figure 44
The second screen will have the same page number
and display the temperature recorded in each
hopper, barrel, and the temperature of the glycol
when the heat cycle was terminated. The left hopper
and barrel temperature is displayed on line 2 and the
right side temperatures on are line 3. The time in the
last phase of heat cycle, whether successful or
failed, is displayed on line 4.
Select the AUTO symbol
page or the OPTIONAL FLAVOR symbol
to advance to the next
to view
the previous page. (See Figure 45.)
HOPPER BARREL GLYCOL
000.0 000.0 000.0
000.0 000.0
PHASE TIME: 00:00 1
Figure 45
Heat Cycle Failure codes will display on the first
screen on line 2 if a failure occurred.
(See Figure 46.)
HOPPER BARREL GLYCOL
000.0 000.0 000.0 HT
000.0 000.0
PHASE TIME: 00:00 1
Figure 46
Listed below are variable failure code messages
which could appear on line 2.
HT Heat Time Too Long
Mix temperature did not rise above 151°F
(66.1°C) in less than 90 minutes.
CL Cool Time Too Long
Mix temperature in the hopper and freezing
cylinder did not fall below 41°F(5°C) in less
than 120 minutes.
TT Total Time Too Long
The heat treatment cycle must be completed
in no more than 4 hours.
MO Mix Out Condition
A mix out condition was detected at the start
or during the heat cycle.
ML Mix Low Condition
The Heat Phase or Cool Phase time was
exceeded and a mix low condition was
present.
BO Beater Overload Condition
A beater overload occurred during the heat
cycle.
HO High Pressure Cut-Out Condition
A high pressure cut-out condition occurred
during the heat cycle.
PF Power Failure
A power failure caused the Heat Phase,
Cool Phase, or Total Cycle Time to exceed
the maximum allowed time. If a power failure
occurs, but the heat treatment cycle does
not fail, an asterisk(*) will appear on the third
line of the display.
PS Power Switch OFF
The power switch was placed into the OFF
position during the heat cycle.
TH Thermistor Switch OFF
A thermistor probe has failed.
RC Record Cleared
Data has not been written to the page or
cleared due to corrupt data.
OP Operator Abort
Indicates the heat cycle was aborted in the
OPERATOR ABORT option in the service
menu.
PD Product Door Not in Place
A product door is not in place or is loose.
Systems, Controls and Operations
24
Model C602
Page 28
SYSTEM INFORMATION
The SYSTEM INFORMATION is displayed on three
separate screens. The first screen contains the
control and software version installed in the
machine. (See Figure 47.)
VISC 0 0.0
HOPPER 41.0 41.0
BARREL 41.0 41.0
GLYCOL 41.0
SOFTWARE VERSION
C602 CONTROL UVC3
VERSION 1.00
> Next
Figure 47
Select the CALIBRATION symbol
to advance to
the next system information screen containing the
software language version. (See Figure 27.)
Language
V1.11r00 English 515
> Next
Figure 48
Select the CALIBRATION symbol
to advance to
the third system information screen containing the
model bill of material and machine serial number.
Selecting the CALIBRATION symbol
again will
return to the Menu list. (See Figure 49)
Figure 50
CURRENT CONDITIONS is the only Menu screen
that will return the left and right side control panel
keys to normal operation. The Menu keys will not be
illuminated when this option is selected so shakes
can be dispensed and all panel touch keys are fully
functional. Use this screen when you wish to remain
in the Menu and dispense a shake. Exit the
CURRENT CONDITIONS screen and return to the
Menu by selecting the CALIBRATION symbol
.
Note: All screens from this point forward can only
be accessed through the service menu.
TEMPERATURE SCALE
The TEMPERATURE SCALE option allows the
service technician to choose the scale in which the
machine will display all temperatures. (See
Figure 51.)
B.O.M. C60233H000
S/N K0000000
> Next
Figure 49
CURRENT CONDITIONS
The CURRENT CONDITIONS screen provides the
viscosity readings for the product when the side is
running and hopper and barrel temperatures for both
sides of the machine. The left column displays the
readings for the shake side and the right column
displays the soft serve side readings. The bottom
line in the display indicates the current glycol
temperature. (See Figure 50.)
Model C602
TEMPERATURE SCALE
FAHRENHEIT
> Fahrenheit
Celsius
Figure 51
To change the scale setting, use the AUTO
symbol
or OPTIONAL FLAVOR symbol to
move the cursor along side of the desired
temperature scale then touch the CALIBRATION
symbol
to save the selection and return to the
service menu.
25
Systems, Controls and Operations
Page 29
STANDBY TEMPERATURE
HOPPER TEMPERATURE
The STANDBY TEMPERATURE option allows the
service technician to adjust the freezing cylinder
temperature in the Standby mode. In Standby, the
machine will cycle the compressor (and beater) on if
the temperature of the product in the freezing
cylinder rises above the setpoint. The compressor
will cycle off when the temperature of the product in
the freezing cylinder drops 4°F(2.2°C) or more
below the set point. (See Figure 52.)
STANDBY TEMP
L CUT IN AT : 30.5
CURRENT : 30.5
> Next
Figure 52
Adjust the temperature setting using the AUTO
symbol
OPTIONAL FLAVOR symbol
to increase the temperature or
to decrease the
temperature. Save the setting by selecting the
CALIBRATION symbol
to advance to the next
screen for the right side freezing cylinder Standby
temperature setting. (See Figure 53.)
The HOPPER TEMPERATURE menu allows the
service technician to adjust the hopper temperature
by which the glycol pump and the left and right
glycol solenoids are controlled when the machine is
operating in AUTO or STANDBY modes.
Hopper cooling is activated when the mix
temperature rises above the set point temperature.
When the temperature drops 2°F(1°C) below the
set point the hopper cooling is discontinued. (See
Figure 54.)
HOPPER TEMP
L CUT IN AT : 39.0
CURRENT : 39.0
> Next
Figure 54
Adjust the temperature setting using the AUTO
symbol
OPTIONAL FLAVOR symbol
to increase the temperature or
to decrease the
temperature. Save the setting by selecting the
CALIBRATION symbol
to advance to the next
screen for the right side Hopper temperature setting.
(See Figure 55.)
STANDBY TEMP
R CUT IN AT : 30.5
CURRENT : 30.5
> Next
Figure 53
Select the CALIBRATION symbol
setting and return to the Service Menu.
to save the
HOPPER TEMP
R CUT IN AT : 39.0
CURRENT : 39.0
> Next
Figure 55
Select the CALIBRATION symbol
setting and return to the Service Menu.
to save the
Systems, Controls and Operations
26
Model C602
Page 30
GLYCOL TEMPERATURE
VISCOSITY SETTING
The GLYCOL TEMPERATURE allows the Service
Technician to adjust the glycol temperature used to
control the glycol heater in the HEAT and HOLD
phases of the Heat Treatment Cycle.
When the glycol temperature falls 6°F(3.3°C) or
more below the set point, the glycol heater is
activated. When the glycol temperature rises above
the set point, the heater is de-activated. The factory
glycol temperature setting is 178°F(81°C). (See
Figure 56.)
GLYCOL TEMPS
HEATING : 178.0
CURRENT : 41.0
> Next
Figure 56
Adjust the temperature setting using the AUTO
symbol
OPTIONAL FLAVOR symbol
to increase the temperature or
to decrease the
temperature. Save the setting by selecting the
CALIBRATION symbol
to advance to the next
screen for the right Glycol temperature setting in the
HOLDING phase. (See Figure 57.)
GLYCOL TEMPS
HOLDING : 177.0
CURRENT : 41.0
> Next
The viscosity setting option allows the service
technician to adjust the viscosity at which the
compressor cycles off during the AUTO mode of
operation.
Select the AUTO symbol
to move the cursor up
to the left or right side viscosity setting. (See
Figure 58.)
VISCOSITY SETTING
LEFT
RIGHT
>Exit
Figure 58
Shake Viscosity Setting (Left):
Select the AUTO symbol
to increase the viscosity
setting or the OPTIONAL FLAVOR symbol
decrease the setting. (See Figure 59.)
VISCOSITY SETTING
LEFT = 4000HD
CURRENT = 0
Figure 59
to
Figure 57
The GLYCOL HOLDING TEMPERATURE set point
controls the glycol heater in the HOLDING phase of
the Heat Treatment Cycle. When the glycol
temperature is 6°F(3.3°C) or more below the set
point, the glycol heater is activated. When the glycol
temperature rises above the set point, the heater is
de-activated. The factory setting for the glycol
holding temperature is 177°F(81°C).
Adjust the temperature setting using the AUTO
symbol
to increase the temperature or
OPTIONAL FLAVOR symbol to decrease the
temperature. Select the CALIBRATION symbol
to save the setting and return to the Service Menu.
Model C602
Note: A Hedlund (HD) is a Taylor factory defined
unit of measure representing the relative product
viscosity (thickness). Product in the shake machines
is normally set at a viscosity ranging from 4,000 to
7,500 HD’s to accomplish a neutral frozen product
temperature around 23° -26°F (-5 to -3.3°C).
While the beater motor is on, the current viscosity
indicated on the display is updated continually.
When the beater motor is off, this value is zero.
Select the CALIBRATION symbol
to save the
setting and return the Service Menu.
27
Systems, Controls and Operations
Page 31

Soft Serve Viscosity Setting (Right):
Enter the Viscosity option and select the AUTO
symbol
to move the cursor up to the right side
viscosity setting and select the CALIBRATION
symbol
. (See Figure 60.)
VISCOSITY SETTING
RIGHT = 2.8 AMPS
CURRENT = 0.0
Advance to the next screen for the right side setting
or return to the service menu by selecting the
CALIBRATION symbol .(See Figure 62.)
COMP CYCLE TIME
R CYCLE TIME : 10 MIN
Figure 62
Figure 60
Select the AUTO symbol
setting or the OPTIONAL FLAVOR symbol
to increase the viscosity
to
decrease the setting. Select the CALIBRATION
symbol
to save the setting and return to the
screen to the Viscosity Setting menu.
Soft serve viscosity is measured by monitoring the
amperage load of the beater motor. While the beater
motor is on, the viscosity or amperage is indicated
on the display. When the beater motor is off, this
value is zero.
COMPRESSOR CYCLE TIME
The COMPRESSOR CYCLE TIME option allows the
service technician to set the time that the
compressor will cycle on in the AUTO mode when
product is not dispensed from the machine.
Compressor Cycle Times range from 5 – 15 minutes
for shake and soft serve applications and is
adjustable in one-minute intervals. Use the AUTO
symbol
or the OPTIONAL FLAVOR symbol to
adjust the setting. The recommended cycle times
are 5 minutes for shake and 10 minutes for soft
serve.
The Left Compressor Cycle Time is displayed first.
(See Figure 61.)
COMPRESSOR ON DELAY
The COMPRESSOR ON DELAY allows the service
technician to adjust the time the compressor will
delay starting when the unit is in the AUTO mode.
The range for the delay time is 2 seconds to 10
seconds and is adjustable in one-second intervals.
Use the AUTO symbol
FLAVOR symbol
or the OPTIONAL
to adjust the setting. The
recommended setting is 5 seconds for shake and 2
seconds for soft serve applications.
The Left Compressor On delay screen is displayed
first (See Figure 63.)
COMP ON DELAY
LEFT : 5 SECONDS
Figure 63
Advance to the next screen for the right side setting
or return to the service menu by selecting the
CALIBRATION symbol
. (See Figure 64.)
COMP CYCLE TIME
L CYCLE TIME : 5 MIN
Figure 61
Systems, Controls and Operations
28
COMP ON DELAY
RIGHT : 2 SECONDS
Figure 64
Model C602
Page 32

BEATER OFF DELAY
The BEATER OFF DELAY allows the service
technician to set the time the beater motor continues
to run after the compressor has cycled off. The
range for the delay time is 0 seconds to 10 seconds
and is adjustable in one-second intervals. Use the
AUTO symbol
symbol
setting is 0 seconds for shake and soft serve
applications.
The Left Beater OFF Delay screen is displayed first
(See Figure 65.)
Advance to the next screen for the right side setting
or return to the service menu by selecting the
CALIBRATION symbol
or the OPTIONAL FLAVOR
to adjust the setting. The recommended
BEATER OFF DELAY
LEFT : 0 SECONDS
Figure 65
. See Figure 66.)
MIXPUMPOFFDELAY
RIGHT : 10 SECONDS
Figure 67
Select the CALIBRATION symbol
Service Menu.
WHITE SPOT ADJUST
This option allows the service technician to set the
White Spot Adjustment for each syrup flavor. (See
Figure 68.)
WHITESPOT ADJUST
TIME : 0.2 SEC
CHOCOLATE
to return to the
BEATER OFF DELAY
RIGHT : 0 SECONDS
Figure 66
MIXPUMPOFFDELAY
The MIX PUMP OFF DELAY allows the service
technician to set the amount of time the mix pump
runs after the draw valve has closed (switch open).
This adjustment is for the soft serve mix pump only.
The range is for the Pump Off Delay is 0 – 30
seconds and is adjustable in 1- second intervals.
Use the AUTO symbol
FLAVOR symbol
recommended setting is 10 seconds. (See
Figure 67.)
or the OPTIONAL
to adjust the setting. The
Figure 68
Select the AUTO symbol
whitespot setting or the OPTIONAL FLAVOR
symbol
The recommended White Spot Setting for standard
shakes is 0.2 seconds. The recommended setting
for Triple Thick Shakes is 0.4 seconds.
Select the CALIBRATION symbol
setting and advance to the Whitespot Setting for the
next flavor.
to decrease the setting.
to increase the
to save the
Model C602
29
Systems, Controls and Operations
Page 33

CAL SYRUP TIME
This option allows the service technician to adjust
the Calibrate Syrup Time which determines the flow
rate of the syrup.
Example: 1 oz.(28 g) syrup dispensed in 5 seconds.
The recommended Cal Syrup Time for standard
shakes is 5.0 seconds and is 7.0 seconds for Triple
Thick Shakes.
The following screen is displayed by selecting this
option: (See Figure 69.)
CAL SYRUP TIME
TIME : 5.0 SEC
CALIBRATION symbol
to save the setting and
return to the Service Menu.
EDIT UNIT ID
This option allows the service technician to enter the
factory Bill of Material (B.O.M.) code used to
assemble the machine, the freezer Serial Number
and the Store Identification Number. This
information must be programmed in the service
menu in order to view the information in the
SYSTEM INFORMATION screens. (See Figures 71,
72 & 73.)
ENTER FREEZER BOM
C60233H000
_
Figure 69
Select the AUTO symbol
setting or the OPTIONAL FLAVOR symbol
to increase the time
to
decrease the setting. Select the CALIBRATION
symbol
to save the setting and return to the
Service Menu.
DRAW SAFETY TIME
This option allows the service technician to adjust
the Draw Safety Time used for closing the shake
draw valve in the AUTO Mode if the fill level is not
detected by the portion control sensor. The Draw
Safety Time should be set approximately 5 seconds
longer than the amount of time it takes to fill the
largest serving size.
The following screen is displayed by selecting this
option. (See Figure 70.)
DRAW SAFETY TIME
TIME : 11 SEC
Figure 71
Select the AUTO symbol
OPTIONAL FLAVOR symbol
value. Select the CALIBRATION symbol
to increase the value or
to decrease the
to move
the cursor to the right and advance to the serial
number screen.
ENTER FREEZER SN
K0000000
_
Figure 72
Enter the serial number from the unit’s data label in
the same manner as the BOM, then select the
CALIBRATION symbol
to save the setting and
advance to the store identification screen.
ENTER STORE ID
00000
_
Figure 70
Press the AUTO symbol
to increase the Draw
Safety Time setting or the OPTIONAL FLAVOR
symbol
to decrease the setting. Select the
Systems, Controls and Operations
Figure 73
Enter the store number, then select the
CALIBRATION symbol
to save the setting and
return to the Service Menu.
30
Model C602
Page 34

CALIBRATE PROXIMITY SWITCH
This option allows the service technicians to adjust
the mounting of the proximity switch. This procedure
must be performed while the machine is fully
assembled and properly primed. In addition, the
product temperature must be above 32°F(0°C) If
the temperature is below 32°F(0°C), the Temp.
Error screen will be displayed. (See Figure 74.)
SELECT LANGUAGE
The SELECT LANGUAGE option allows the service
technician to select the language that will display on
the fluorescent display. Several language options
are available.
Use the OPTIONAL FLAVOR symbol
symbol
to move the arrow to the desired
or AUTO
language then touch the CALIBRATION symbol
to save the selection. (See Figure 76.)
CAL PROXIMITY SW
ERROR TEMP MUST BE
GREATER THAN 32.0 F
>Exit
Figure 74
When the barrel temperature is above 32°F(0°C)
the Cal Proximity screen will be displayed and the
shake side beater motor with be activated. (See
Figure 75.)
CAL PROXIMITY SW
RAW MIX 0
>Exit
Figure 75
When the “CAL PROXIMITY SW” message is
displayed, adjusting the distance between the
proximity probe and the torque coupling will increase
or decrease the raw viscosity displayed. When the
raw viscosity is between 1000–1500, an audible tone
will sound at regular intervals. The target setting is
the middle of the audible tone range. Upon
completion of the calibrating procedures, lock the
switch down. Verify that the viscosity setting is
correct after the switch is locked. Selecting the
CALIBRATION symbol
will return to the Service
Menu screen and discontinue beater motor
operation.
>ENGLISH
ESPANOL
DANSK
FRANCIAS
Figure 76
ABORT HEAT CYCLE
This option allows the service technician to abort the
Heat Treatment Cycle if the machine is operating in
a heat cycle. The screen below will be displayed
upon selecting this option. Select the AUTO symbol
to move the arrow to “YES”, and then select the
CALIBRATION symbol
to abort the heat cycle
and to return to the Service Menu. (See Figure 77.)
ABORT HEAT CYCLE
Yes
>No
Figure 77
SYRUP MOTOR SETUP
The Syrup Motor Setup option allows the service
technician to adjust the running speed for each
syrup pump motor in the calibration mode and the
reverse time for the pump motor.
The proper syrup motor setting should be set to
gradually fill the calibration cup. If the syrup motor
setting is too fast the syrup will fill the cup too fast to
accurately stop the flow at the proper level.
The recommended setting for the syrup motor is 85
for thin viscosity shake syrup. For thick viscosity
syrup, the syrup motor setting may need to be set
higher (100 - 160) if the flow rate is too slow or the
amount of syrup measured in the Verification Mode
is not within the specified range.
Model C602
31
Systems, Controls and Operations
Page 35

The following screen appears when the Syrup Motor
Setup option is selected. (See Figure 78.)
MOTOR SPEED SETUP
85
CHOCOLATE
Figure 78
Select the AUTO symbol
to increase the syrup
motor setting or the OPTIONAL FLAVOR symbol
to decrease the setting. Select the CALIBRATION
symbol
to advance to the next screen.
The second screen in the Syrup Motor Setup option
allows the service technician to adjust the reverse
time for the syrup pump motor. (See Figure 79.)
SYRUP MOTOR SETUP
TIME: 0.25 SEC
CHOCOLATE
Figure 79
Each peristaltic pump motor must reverse the syrup
flow momentarily when the flow is stopped in order
to eliminate the pressure in the line and close the
duckbill syrup valve. The reverse time setting for
most thin viscosity syrups is 0.25 seconds. Thick
viscosity syrup may require a slightly longer reverse
time setting (0.26 – 0.32).
If the reverse time setting is too short, pressure
remaining in the line may cause syrup to seep past
the duckbill valve after the shake is dispensed.
When this occurs, the flavoring will carry-over to the
next serving.
If the reverse time setting is too long an air pocket
may form in the syrup line connected to the freezer
door. An air pocket in the line will delay syrup
blending with the frozen mix causing unflavored
product to be dispensed in the bottom of the cup.
Select the AUTO symbol
to increase the reverse
time setting or the OPTIONAL FLAVOR symbol
to decrease the setting. Select the CALIBRATION
symbol
to advance to the motor speed setting
screen for the next flavor.
Enter the settings for the remaining flavors in the
same manner, then select the CALIBRATION
symbol
to return to the Service Menu.
Note: To save the Syrup Motor Setup settings you
must advance through the screens for each flavor by
selecting the CALIBRATION symbol
. Exiting the
menu option by any other manner will not save the
new settings.
Examples: (Triple Thick Shake Settings)
FLAVOR SPEED REVERSE TIME
Chocolate 160 0.28 - 0.32
Strawberry 140 0.26 - 0.30
Vanilla 85 0.25 - 0.28
Optional 100 0.25 - 0.28
Systems, Controls and Operations
32
Model C602
Page 36

Heat Treatment Cycle
The function of the Heat Treatment Cycle is to raise
the temperature of the mix in the freezing cylinder(s)
and hopper(s) high enough and quickly enough to
destroy bacteria. When this has been accomplished,
the temperatures must then be returned to a
temperature low enough and quickly enough to
retard spoilage.
The Heat Treatment Cycle must be successfully
completed at least once every 24 hours or the
freezer will automatically lock itself in the STANDBY
mode.
Single freezing cylinder operation is now available.
The software keeps track of the freezing cylinder(s)
“in use”. Therefore, the Heat Treatment Cycle can
now be performed on only one side, if the other side
has not been placed in AUTO or STANDBY since
the unit was last brush cleaned.
The Heat Treatment Cycle may be started
automatically according to the AUTO HEAT CYCLE
TIME.
IMPORTANT: The freezer must be operating in
either the STANDBY or AUTO mode before a Heat
Treatment Cycle can be started.
There are three phases in a Heat Treatment Cycle:
Heat, Hold and Cool.
The Hold Phase
During the HOLD phase, the temperature of the
product is “held” over 151.5_F(66_C) for a minimum
of 30 minutes to ensure the destruction of all harmful
bacteria in the product.
The Hold Phase Timer “times out” 30 minutes as
long as all freezing cylinder and hopper
temperatures remain above 151.5_F(66_ C) for the
duration of the HOLD phase.
The Heat Soak Timer prevents the HOLD phase
from entering the next COOL phase of the cycle until
the 30 minutes is satisfied and until the total time of
the HEAT and HOLD cycles combined is greater
than 115 minutes.
The Cool Phase
During the COOL phase, the product in the freezing
cylinder and the hopper are lowered to 41_F(5_C)
or less. The unit must complete this phase in less
than 120 minutes.
The COOL Phase Timer measures the maximum
allowable time the unit can remain in the COOL
phase. If the timer exceeds 120 minutes, the unit will
lock-out.
The Heat Phase
During this phase, the temperatures of the product
in the freezing cylinder and hopper are raised over
151.5_F(66_C) in 90 minutes or less.
The Heat Phase Timer “times out” the maximum
allowable amount of time the unit can remain in the
HEAT phase of the Heat Treatment Cycle. If the
timer exceeds 90 minutes, the unit will lock-out.
Model C602
The Heat Cycle TT (Total Time) Timer “times out”
the maximum allowable time the unit can remain in
the Heat Treatment Cycle (4 hours). If the timer
exceeds four hours, the unit will lock-out. This timer
is a combination of the HEAT, HOLD, and COOL
Phase Times.
When the entire Heat Treatment Cycle has been
completed, the normal display will appear, indicating
that the machine is operating in the STANDBY
mode.
33
Systems, Controls and Operations
Page 37

Heat Treatment Graph
During the HEAT and HOLD phases, the glycol is
heated by the use of a glycol heater. During the
COOL phase, the glycol and freezing cylinder
product are refrigerated by the use of the machine’s
main refrigeration system.
At the start of the HEAT phase the glycol heater
begins to overcome the cold freezing cylinder
temperature and the glycol temperature raises
slowly to 178_F(81_C).
The purpose of the HEAT phase is to raise the
product temperature above 150_F(65_C) within 90
minutes. To satisfy the control system, the product
must actually reach 151.5_F(66_C). This
requirement ensures that the 150_F(65_C)
requirement has been met. Health laws require
these parameters to be 150_F(65_C) in 90 minutes;
however, the actual amount of time the freezer takes
to accomplish this requirement is closer to 60
minutes.
Once the HEAT Phase is complete, it is necessary
to complete the Heat Soak Timer. From the time the
Heat Phase is started, 115 minutes must transpire
before the cool phase may enter. Due to the
implementation of the Heat Soak Timer, the Heat
Cycle Data Screen will now refer to the HOLD phase
as the “OVER” phase.
While in the COOL phase, the beater motor and the
main refrigeration system operate continuously until
the machine first cycles off. For the remainder of the
COOL phase, the beater motor and compressor
operate from a timed cycle. The timed cycle allows
the beater motor to stop for two minutes and then
run for six seconds. During the six seconds that the
beater motor is on, if the viscosity is below setpoint,
the compressor is turned on. When viscosity is
satisfied, the compressor and the beater are turned
off. The timed cycle continues in this manner until
the COOL phase is complete.
Systems, Controls and Operations
Figure 80
34
Model C602
Page 38

Timers
Two Minute Stir Cycle
If either side of the machine is in the STANDBY
mode, the beater motor for that side will turn on for
six seconds every two minutes.
If any hopper is above the cut-in temperature, the
beater stir cycle timer is activated.
Soft Serve - If the machine is in the HEAT mode,
this two minute stir cycle will continue until the
freezing cylinder temperature rises above 135_F
(57_C). If the machine is in the AUTO mode or the
COOL phase of the Heat Treatment Cycle, and the
hopper is calling for refrigeration, the beater motor
and compressor will continue to run until the
viscosity setpoint has been reached.
Shake - If the machine is in the AUTO mode and
the hopper is calling for refrigeration, the beater
motor will run once every two minutes. If the
freezing cylinder product viscosity has been satisfied
during this beater run time, the beater motor will turn
off. Otherwise, the compressor will also turn on and
run until the freezing cylinder product viscosity has
been satisfied. During the Heat Treatment Cycle the
beater motor runs continuously until viscosity is
satisfied in the Cool Phase after which the beater
motor will run as in the AUTO mode to cool the
hopper.
Mix Pump Timer
Shake - The mix pump will run for 10 seconds
anytime the unit is placed in the AUTO mode, but
not from STANDBY.
Soft Serve - The mix pump will run for 30 seconds
anytime the unit is placed in the AUTO mode.
Mix Draw Timer
(Soft Serve Applicatio n Only)
During the AUTO mode, the mix pump will run for 5 30 seconds every time product is drawn from the
machine. The factory setting is 10 seconds.
Draw Safety Timer
(Shake Application Only)
During the AUTO mode, if the pyroelectric sensor
has not detected the product level, the safety timer
will terminate the draw. The draw safety timer is
adjustable from 3 - 60 seconds. The recommended
setting is five seconds longer than the time required
to dispense the largest serving size (International =
11 seconds, Triple Thick Shake = 24 seconds).
Brush Clean Countdown
The Brush Clean Countdown displays on the control
panel. It counts the number of days before the next
brush cleaning is required. When the display has
counted down to “1”, the following message will
appear on the VFD screen. (See Figure 81.) The
machine must be disassembled and brush cleaned
within 24 hours.
Glycol Pump Timer
If either side of the machine is operating in the
AUTO mode, and the hopper requires refrigeration,
the glycol pump will operate one minute, discontinue
for two minutes, then operate again for one minute.
This pattern continues until hopper refrigeration is no
longer required.
Model C602
BRUSH CLEAN ON MM/DD
Figure 81
24 Hour Last Heat Cycle Event
If the machine runs longer than 24 hours without a
successful Heat Treatment Cycle, the machine will
soft lock.
35
Systems, Controls and Operations
Page 39

14 Day Timer
Cool Phase Timer
If the machine runs longer than 14 days without a
successful brush cleaning, the machine will hard
lock.
Note: This timer is adjustable from 2 to 14 days.
Heat Phase Timer
The Heat Phase Timer times out the maximum
allowable time the unit can be in the Heat Phase of
the Heat Treatment Cycle (90 minutes). If the timer
exceeds 90 minutes, the unit will lock-out.
Hold Phase Timer
This timer assures that product in the freezing
cylinder and the hopper are held above 150_F
(65_C) for a minimum of 30 continuous minutes.
Heat Soak Timer
The Heat Soak Timer prevents the HOLD phase
from entering the COOL phase until the HOLD
phase requirements are met and the total time of the
HEAT and HOLD phases is greater than 115
minutes.
The Cool Phase Timer times out the maximum
allowable time the unit can remain in the COOL
phase of the Heat Treatment Cycle (120 minutes). If
the timer exceeds 120 minutes, the unit will lock out.
Safety Timeout
Once power is applied to the unit, a 60 second timer
places the unit in an “IDLE” state. The tone is turned
on in 0.5 second intervals, and a “Safety Timeout”
message appears on the LCD. This timer can be
aborted by pressing any key.
Brush Clean Timer
This timer times out 5 minutes when all conditions
for a successful brush cleaning are met.
a. Mix Low/Mix Out condition
b. Hopper and barrel temperatures are above 60°F
(15.6°C).
c. Both freezer doors were removed concurrently.
Systems, Controls and Operations
36
Model C602
Page 40

Glycol System
The following information describes the glycol
system. For further understanding, see the Glycol
Path diagram at the end of this chapter.
The glycol system serves two purposes. During the
STANDBY and AUTO modes, the glycol is used to
cool the mix hoppers. During the HEAT mode, the
glycol is used to heat the mix in the hopper(s) and
freezing cylinder(s).
Glycol is a heat transfer medium made up of 50%
ethylene glycol and 50% distilled water.
Note: It is factory recommended to drain, flush and
re-supply a fresh glycol mixture on a two-year
maintenance schedule.
Standby and Auto
During a refrigeration mode, the freezing cylinders
are cooled using refrigerant, and the product is
controlled by viscosity during the AUTO mode and
by temperature during the STANDBY mode.
The Heat Treatment Cycle
During the heating phase the heater is activated. For
shake application, beater agitation will continue until
the compressor cycles off. For soft serve
application, the beater will agitate for six seconds
every two minutes until the freezing cylinder product
rises above 135_F(57_C).
During the HEAT phase, all refrigeration is
cancelled, and the glycol will heat the freezing
cylinder(s) and the hopper(s) to the set
temperatures.
WARNING: Ethylene glycol is very
harmful to your health. Swallowing glycol is
fatal. Refer to M.S.D.S. Guidelines.
Note: If the glycol is purchased from the factory, it
is pre-mixed and ready to use. Otherwise, glycol
should be mixed with distilled water in a ratio of 50%
glycol and 50% distilled water.
Installing the Glycol Mixtu re
The hoppers are cooled in the following manner:
When a hopper temperature reaches the cut-in
point, the glycol pump, solenoid valve, and beater
stir cycle are all activated.
The glycol lines go (in order) through the heater,
through the solenoid valve, around the freezing
cylinder, and then to the hopper. In other words, the
glycol is cooled directly by the freezing cylinder walls
and is then pumped to the hoppers to cool the mix.
Each hopper has one thermistor probe and can
function independently.
Note: The heater is OFF during refrigeration
modes.
In each hopper, there is an agitator paddle which is
used to distribute the heat or cold evenly throughout
the mix so the mix does not freeze or burn on the
sides of the hopper. It runs continuously when the
freezer is in the AUTO, STANDBY or HEAT mode.
The agitator is driven by a motor and belt(s).
Step 1
Attach a hose (capable of depressing the shraeder
valve) to the 1/4” flare fitting located beneath the
accumulator tank. Remove the cap from the
accumulator and place the opposite end of the hose
into the accumulator tank.
Step 2
Using a pair of pliers, squeeze the tube located
between the access fitting and the tube that leads to
the bottom of the glycol accumulator tank.
Step 3
Fill the accumulator tank 2/3 full.
Step 4
Remove the necessary panels to expose the shake
interface board. Locate the test pins marked, “W2,
W3, W4, and W5”. Place a two pin jumper on the
test pins marked “W4”. The jumper will activate the
glycol pump and open the glycol solenoids (if
applicable). The glycol existing in the accumulator
will be pumped through the glycol system.
Model C602
37
Systems, Controls and Operations
Page 41

Step 5
Monitor the level of glycol mixture in the tank and to
be sure all air pockets are removed, continue to add
more as necessary to maintain a 2/3 full level. Allow
the unit to operate for a short period of time. Once
the service hose starts to empty glycol back into the
accumulator tank, the system is properly filled.
Remove the jumper from the pins marked, “W4”.
Release the pliers.
Step 6
Remove the service hose and replace the cap on
the 1/4” flare fitting. Replace the accumulator tank
cap.
Step 7
Check for glycol mixture leaks.
Replenishing the Glycol Mixture
Note: If the accumulator tank is empty, follow the
steps outlined in “Installing the Glycol Mixture”. If the
unit needs replenishing, complete the following
steps:
Step 1
Remove the cap from the glycol accumulator tank.
Step 2
Replenish the glycol mixture until the tank is 2/3 full.
Draining the Glycol Mixture
Step 1
Attach a service hose (capable of depressing the
shraeder valve) to the 1/4” access fitting. Allow the
opposite end of the hose to rest in an empty bucket.
Step 2
Using a pair of pliers, squeeze the tube located
between the access fitting and the tube leading to
the bottom of the glycol accumulator tank.
Step 3
Remove the cap from the top of the accumulator
tank. The glycol will begin to flow into the bucket.
Step 4
Remove the necessary panels to expose the shake
interface board. Locate the test pins marked, “W2,
W3, W4, and W5”. Place a two pin jumper on the
test pins marked, “W4”.
Step 5
Once the glycol mixture stops flowing into the
bucket, replace the cap on the glycol accumulator
tank.
Step 6
Disconnect the outlet line from the glycol pump.
Blow air or nitrogen through the outlet line from the
glycol pump. This procedure will fully drain the
system.
Step 3
Replace the cap on the accumulator.
Step 4
Check for glycol mixture leaks.
Step 7
Once the system is fully drained, remove the service
hose and replace the access cap. Replace the outlet
line of the glycol pump to proper position. Remove
the pliers.
Figure 82
Systems, Controls and Operations
38
Model C602
Page 42

Glycol Path
(Rear View)
Model C602
Figure 83
39
Systems, Controls and Operations
Page 43

Setting Viscosity
Viscosity
Viscosity is the term used when referring to product
appearance, temperature, thickness and firmness.
Note: See page 27 to adjust viscosity settings.
Shake
The shake viscosity is measured by monitoring the
gap opening of the beater drive coupling which is
mounted on the output shaft of the gear unit. The
gear unit turns the spring loaded drive coupling. As
the product in the freezing cylinder becomes thicker,
the springs collapse, and the size of the gaps
change.
As the gaps narrow, the Hedlunds (HD’s) increase.
As the product thickens (becomes colder) the HD’s
increase. After achieving a pre-adjusted HD setting,
the refrigeration cycle discontinues.
For standard units, the serving temperature of a
flavored shake may range from 24_Fto26_F
(-4.4_Cto-3.3_C).
For Triple Thick Shake units, the serving
temperature may range from 22_Fto24_F(-5.6_C
to -4.4_C)
Soft Serve
The soft serve viscosity is measured by monitoring
the amperage load of the beater motor. The
amperage load of the beater motor is low when the
product in the freezing cylinder is liquid. As the
product freezes (thickens), the amperage load
increases. When the amperage load reaches the
setpoint, the refrigeration cycle discontinues.
The factory default setting (setpoint) for soft serve
viscosity is 2.8 A. The amperage measurement is
determined by monitoring the L1 leg of power being
delivered to the beater motor. To adjust the serving
viscosity, it may be necessary to raise or lower the
amperage setpoint. Adjust in increases of 0.1 amp.
The serving temperature of soft serve product may
vary throughout the day. The serving temperature
may range from 16_Fto19_F(-8.8_Cto-7.2_C).
Figure 84
The factory default setting for cycle off viscosity is
4000 HD’s. To adjust the serving viscosity, it may be
necessary to raise or lower the HD setting. Adjust in
increases of 100 HD’s at a time. Note: Be sure that
the syrups are correctly calibrated before
determining the proper serving viscosity.
Systems, Controls and Operations
40
Model C602
Page 44

Portion Control (Shake)
The portion control sensor, located in the cup
bracket, is a pyro-electric sensor which responds to
temperature changes of any kind. When the draw
valve is opened (during the AUTO mode) and the
product level in the cup reaches the sensor, it will
recognize a temperature change. The control board
then automatically closes the draw valve.
Portion Control Operation
The interface board receives 16 VAC from the
transformer and converts it to 12 VDC for the
personality board.
Auto Mode
If the sensor does not detect the product filling the
cup, the control board will automatically close the
draw valve after the Draw Safety Time has elapsed.
(See Draw Safety Time, page 30.)
Heat Mode
During the heat mode, the flavor keys will not open
the draw valve.
Portion Control Troubleshooting
At Personality Board:
Step 1
Verify that the shake personality board is properly
connected to the interface board.
Step 2
Verify J3 (RED header) connections:
Pin 3 = WHITE: This is the cup-full signal that goes
to the UVC through the interface board. It is
normally less than .2 VDC when a cup-full is not
sensed, and makes a momentary 5 VDC pulse when
a cup-full is sensed.
Pin 2 = BLACK: This is the DC GROUND
connection.
Pin 4 = RED: This is the +12 VDC power supply
from the interface board.
At Pyro Sensor Board:
Step 1
Verify that the shake personality board is properly
connected to the J3 (RED header):
Pin 1 - WHITE: This is the “sense” output of the
sensor.
Pin 2 - BLACK: This is the DC GROUND
connection.
Pin 3 = GREEN: This is the 2.5 VDC reference
output of the sensor.
Pin 4 = RED: This is the +12 VDC power supply for
the sensor.
Step 2
Verify that the wiring harness is properly connected
on J2:
Pin 1 = 12 VDC
Pin 2 = This is the cup-full signal. It is normally less
than .2 VDC when a cup-full is not sensed, and
makes a momentary 5 VDC pulse when a cup-full is
sensed.
Pin 5 = GROUND
Model C602
41
Systems, Controls and Operations
Page 45

Adjustable Draw Handle
This unit features an adjustable draw handle to
provide the best portion control, giving a better,
consistent quality to your product and controlling
costs. The draw handle should be adjusted to
provide a flow rate of 5 to 7-1/2 oz. (142 to 213 g.)
of product by weight per 10 seconds. To INCREASE
the flow rate, turn the screw CLOCKWISE, and
COUNTER- CLOCKWISE to DECREASE the flow
rate. (See Figure 85.)
Figure 85
Systems, Controls and Operations
42
Model C602
Page 46

Control Overview
Model C602
Figure 86
43
Systems, Controls and Operations
Page 47

Universal Control (UVC3)
ITEM DESCRIPTION FUNCTION
1 LED When board is powered, LED flashes ON (0.5 sec.) and OFF (0.5 sec.).
2 5 VDC Power Supply Supplies power to UVC3 Board (Range: 4.75 - 5.25 VDC)
3 USB Cable Connection Communication to Control Panel Interface Board.
4 JP2 Pins See table on page 45.
5 JP3 Pins See table on page 45.
6 JP1 Pins See table on page 45.
7 EPROM Chip PLCC Chip -C602 Software Version Number.
8 RAM Chip Stores program settings from menu in memory.
9 Audible Tone Device Not activated on Model C602 (See table on page 45.)
Systems, Controls and Operations
44
Model C602
Page 48

Universal Control (UVC3)
JP3
The Universal control is the command center for the
machine. The software program, including multiple
language selections, resides in the EPROM chip.
The EPROM is inserted into a socket on the control
board. The angled corner on the chip identifies the
correct position for installation. A PLCC type
extraction tool is needed to remove the chip from the
socket.
The settings in the menus are saved in the RAM
chip. Removing and reinstalling the RAM chip will
restore the factory default settings in the menus.
The RAM chip must be inserted with the notch
towards the side of the socket with the notch.
Power is supplied to the 5 VDC terminal on the
UVC3 board from the interface board. The operating
voltage range for the control is 4.75 – 5.25 VDC.
Note: For installations with low voltage supply
(210V or less) it may be necessary to wire the 16
VAC transformer on the low voltage tap. Low
voltage supplied to the interface board, in turn
reduces the voltage supplied to the UVC3 board and
may cause intermittent power failure tripping or the
control panel keys do not function when the machine
is powered.
The UVC3 communicates with the control panel
interface board through a USB Cable.
There are three sets of pins on the UVC3 board.
Refer to the following chart to identify their function.
Note: Use Part No. 040084-001 CONNECTORPROGRAMING SHUNT to jumper pins.
Interface Boards
Both interface boards are the same for the shake
and soft serve side. Ribbon cables provide the
communication path between the UVC3 and the
interface boards.
A 16 VAC transformer supplies the power for the
interface boards at Terminals A and B. Each board
has a 5 VDC output terminal block. Line voltage is
connected to the interface boards (L1 and L2) to
operate components in the machine on command.
There are four sets of pins (W2,W3,W4,W5) on
each interface board. The pins on the soft serve
board are inactive in the Model C602. The pins on
the shake interface board function as follows:
W2 Installing a jumper resets the Brush Clean
date when both sides are in the OFF mode.
W3 If the machine is in the AUTO mode,
installing a jumper will simulate the viscosity
setpoint.
W4 Installing a jumper forces the start of the
glycol pump and both left and right glycol
solenoid are energized.
W5 If a jumper is present the real time clock can
be changed in any mode.
JUMPER
JP1
JP2
Model C602
UVC3 PINS FUNCTION
Jumper installed -- normal applications using refrigerated mix.
Pins 1 & 2
Pins 3 & 4 No jumper -- Not used (for future development)
Pins 1 & 2
Pins 3 & 4 No jumper -- Not used (for future development)
Pins 1 & 2 Jumper installed -- enables audible device located on UVC3 control. Disabled (no
Pins 3 & 4 No jumper -- Not used (for future development)
No jumper installed -- general market configuration using non--refrigerated mix.
Ignores hopper temperature lockout parameters to allow adding non--refrigerated
mix into the hopper.
Domestic configuration -- jumper installed. Hopper temperature not displayed
on screen. Heat symbol keys are only active when a lockout condition has
occurred. Standby keys are disabled.
International configuration -- no jumper. Hopper temperature is displayed on
screen. Manual heat cycle starts by selecting HEAT symbol. Standby keys are
functional.
jumper) in models that have an audible device on the control panel board.
45
Systems, Controls and Operations
Page 49

Personality Boards
A Personality Board plugs into the interface board.
The shake proximity sensor (torque coupling sensor)
and the portion control pyro-electric board harness
are connected to the shake personality board. The
soft serve personality board monitors the amperage
in one leg of power supplied to the beater motor.
Control Panel Interface Board
Pins labeled W1 on the face of the Control Panel
Interface Board must have a jumper installed to
enable the audible tone when a key is selected. (W1
is located next to the audible tone device, below the
5 VDC connectors.)
The interface board must have the insulator installed
to shield the circuitry on the back of the board.
The Control Panel Interface Board (Dec Plate PCB)
is fastened to the back of the tempered glass panel
and communicates with the UVC3 through a USB
cable.
The control panel has two 5 VDC power leads
supplied to the board. One connection supplies
power to operate the touch sensors and LED’s and
the other 5 VDC connection provides power to
communicate with the UVC3 control.
The Vacuum Fluorescent Display (VFD) plugs into a
socket on the interface board. The potentiometer
dial at the top of the board is non-functional. The
VFD does not require a contrast adjustment.
Motor Speed Control
The motor speed control is powered by 5 VDC and
receives data bit information through a 10 pin ribbon
cable. The speed control transmits a modulated
signal to the syrup motor, therefore the voltage
cannot be accurately measured with a meter.
The syrup pump motors run at maximum speed in
the prime mode.
The UVC3 Control calculates the motor speed
setting in the syrup calibration mode and sends the
information to the speed control.
Systems, Controls and Operations
46
Model C602
Page 50

Electrical System Modes of Operation Chart
COMPONENT HEAT STANDBY WASH AUTO PUMP
Compressor
Beater Motor
Fan
Spinner Motor (Shake Only)
Air/Mix Pump Motor
Syrup Pump
Glycol Heater
Agitator
Left Glycol Solenoid
PRIME
Heat Hold Cool
X X X
X X X X X X
X X X
X
X X
X
X X
X X X X X
X X X X X
Right Glycol Solenoid
Glycol Pump
Shake Draw Solenoid
X X X X X
X X X X X
X X X X
Model C602
47
Systems, Controls and Operations
Page 51

Electrical System - L1 Power Path
Power Cord Plugged In / Power Switch
in the OFF Position
L1 power from the power cord connection travels
through the EMI filter to the 16 volt transformer. The
transformer supplies 16 vac to terminals A and B on
the left interface board and right interface board.
The interface boards supply 5 VDC to the Universal
Control, Personality Boards, Control Panel Interface
Board, and the motor speed control.
Power Switch in the ON Position
L1 power from the power cord connection is
supplied to terminal L1 on both interface boards. L1
must travel through the following switches to
activate the interface board:
Power switch, beater overload switch, compressor
high pressure limit switch, 15A fuse.
Power Switch On / Mode Select: AUTO
With L1 power supplied to the L1 terminal on the
interface board, power is then given to terminal J6
and directed through the following pins:
Shake Side
7 for the beater motor contactor coil (passes through
the beater interlock relay)
5 for the air/mix pump motor (10 seconds only)
4 for the glycol solenoid
2 for the glycol pump motor
1 for the compressor contactor coil.
Soft Serve Side
7 for the beater motor contactor coil (passes through
the beater interlock relay)
6 for the agitator motor
5 for the air/mix pump motor (30 seconds only)
4 for the glycol solenoid
3 for the Right Syrup Heater (Heater Mode ON)
2 for the Left Syrup Heater (Heater Mode ON)
1 for the compressor contactor coil.
Until the hopper thermistor probe is satisfied, the
glycol pump will operate on a timed cycle.
Power Switch On / Mode Select: WASH
With L1 power supplied to the L1 terminal on the
interface board, the power is then given to terminal
J6, pin 7 to supply power through the interlock relay
to the beater motor contactor coil.
Power Switch On / Mode Select: PUMP
With L1 power supplied to the L1 terminal on the
interface board, power is then given to terminal J6,
pin 5 to supply power to the air/mix pump overload
and then to the air/mix pump motor.
Power Switch On / Mode Select:
AUTO/Draw Initiated
With L1 power supplied to the L1 terminal on the
interface board, power is then given to terminal J6
and directed through the following pins:
Both interface boards
7 for the beater motor contactor coil (passes through
the beater interlock relay)
6 for the spinner motor (shake side only)
5 for the air/mix pump (The pump runs for 10
seconds after the the draw handle is closed – soft
serve only.)
1 for the compressor contactor coil. (Compressor
delay start based on COMP ON DELAY setting in
the Service Menu.)
Systems, Controls and Operations
48
Model C602
Page 52

Power Switch On / Mode Select: AUTO
Heat Cycle Activated
From the terminal marked L1 on the interface board,
L1 power is sent to terminal J6 and directed through
the following pins:
Shake Side
7 for the beater motor contactor coil (passes through
the beater interlock relay)
4 for the left glycol solenoid.
(Operation of the solenoid is controlled by the shake
product thermistor probes which are connected to
terminal J10.)
3 for the glycol heater relay coil
2 for the glycol pump.
Soft Serve Side
7 for the beater motor contactor coil (after the
freezing cylinder has reached 135°F / 57°C).
(Note: Power must go through the beater interlock
before reaching the coil.)
6 for the agitator motor
4 for the glycol solenoid
(Operation of this solenoid is controlled by the soft
serve glycol thermistor probe which is connected to
terminal J10.)
Operation of the glycol heater is controlled by the
glycol thermistor probe which is connected to
terminal J10 of the shake interface board.
At the completion of the Heat and Hold phases of
the Heat Treatment cycle, the glycol heater stops,
and the main compressors are activated from
terminal J6 pin 1 on the interface boards.
Once the freezing cylinder and hopper thermistor
probes (connected to terminal J10 on the interface
board) have been satisfied, the Heat Treatment
cycle will end.
Model C602
49
Systems, Controls and Operations
Page 53

Shake Draw Sequence Chart
g
Dispensin
g
r
CloseDrawValve&
A
Refer to the following chart for the normal operating sequence when a shake is dispensed in the AUTO Mode.
Sequence
Flavor Symbol Selected
inAUTO Mode
Dispensin
Fill Level Detected by
Pyro-sensor/orFlavo
Symbol Selected
Component Shake
Interface
Board
Activate Flavor Selection LED - -
Start Beater Motor J6-T7 / J7-T1 -
Start Pump Motor J6-T5 / J7-T2 -
Start Spinner Motor J6-T6 / J7-T1 -
Start Syrup Motor J5-T1 /
J5-T2, 4, 5, 6
Energize Draw Solenoid Pull Relay - J5-T7 / J5-T8
Energize Draw Solenoid Hold Relay J5-T7 / J5 -T8 -
0.25 Seconds From Start of Draw
De-energized Draw Solenoid Pull Relay - J5-T7 / J5-T8
*2.0 Seconds From Start of Draw
Energized Compressor Contactor Coil J6-T1 / J7-T7 -
Activate Control Monitors Pyro-sensor
Voltage (0.1 VDC)
Fill Detected 5 VDC Detected at Personality
Board
Start White Spot Timer - -
Stop Syrup Pump Motor J5-T1 /
J5-T2, 4, 5, 6
*White Spot Timer Countdown (0.2 - 0.4 Seconds)
Soft Serve
Interface
Board
-
-
-
-
Turn OFF Flavor Selection LED
Stop Mix Pump Motor J6-T7 / J7-T2 -
Close Draw Valve &
Reverse Syrup Flow
Viscosity Setting
chieved - Cycle OFF
*Adjustable setting in Service Menu
Systems, Controls and Operations
Stop Spinner Motor J6-T6 / J7-T1 -
De-energized Draw Solenoid Hold Relay J5-T7 / J5-T8 -
Start Reverse Syrup Motor - J5-T1 / J5-T2
*Syrup Motor Reverse Timer (0.25 - 0.35)
Stop Compressor J6-T1 / J7-T7 -
Stop Beater Motor J6-T7 / J7-T1 -
Start Off Cycle Stir Timer - -
50
Model C602
Page 54

Syrup Delivery
Shake syrup is stored in the lower front
compartment. Each syrup flavor is delivered to the
dispensing door by a peristaltic pump. Syrup can be
pumped directly from disposable plastic jugs,
stainless steel tanks, or adapted to syrup-in-bag
dispensing. The proper syrup delivery rate is
achieved by calibrating each syrup flavor.
A 24 VDC motor drives each peristaltic pump. In the
AUTO mode, the UVC3 control regulates the motor
speed necessary to dispense syrup at the calibrated
rate. The pump motors run at maximum speed in the
SYRUP PRIME mode.
A relay is used to reverse the rotation of the syrup
pump motor each time the pump operation is
discontinued. The syrup flow must be momentarily
reversed in order to drop the pressure in the line and
close the duckbill syrup valve.
Refer to the Motor Setup section in the Service
Menu, page 31 for motor and reverse time settings.
Model C602
Figure 87
51
Systems, Controls and Operations
Page 55

Syrup Calibration
Calibrating the syrup flow should be performed
weekly when the syrup system is cleaned. It is vital
that the correct amount of syrup be incorporated into
the frozen mix to obtain a quality shake.
To determine the rate of syrup flow, you will need a
calibration cup indicating fluid ounces. The proper
rate of syrup flow is 1 fl. oz. (30 ml) of syrup in 5
seconds. For Triple Thick Shake syrups, the proper
syrup flow rate is 1 fl. oz. +/- 1/8 fl. oz. (30 ml +/- 4
ml) in 7 seconds. Once this rate is set, the correct
amount of syrup will be blended with the shake base
regardless of the size of shake served. Please note
that syrup calibration is critical when changing the
promotional 4th flavor syrup.
Calibration Procedure
Syrup lines must be properly primed with syrup to
eliminate air in the line before the calibration
procedure is performed.
Step 1
Touch the CALIBRATION symbol
menu options. The CALIBRATION symbol
AUTO symbol
on the Shake side, and the
OPTIONAL FLAVOR symbol
(See Figure 88.)
to display the
,the
will be illuminated.
The screen will display the calibration menu options.
(See Figure 89.)
UNFLAVORED DRAW
SYRUP PRIME
SYRUP CALIBRATION
> EXIT
Figure 89
Note: When the CALIBRATION screen is
displayed, the flavor selection symbols
will not
raise the draw valve to dispense shake product.
Step 2
Touch the AUTO symbol
FLAVOR symbol
to scroll the arrow to SYRUP
or the OPTIONAL
CALIBRATION. (See Figure 90.)
UNFLAVORED DRAW
SYRUP PRIME
> SYRUP CALIBRATION
EXIT
Figure 90
Figure 88
Systems, Controls and Operations
Step 3
Touch the CALIBRATION symbol
syrup calibration mode. (See Figure 91.)
SYRUP CALIBRATION
Select a Flavor
< Press to clear
Figure 91
52
to enter the
Model C602
Page 56

Step 4
Disconnect the syrup valve from the freezer door.
Raise the syrup valve retainer and pull the valve
straight out. (See Figure 92.)
23050
Note: You can verify the syrup dispensing rate in
the Manager’s Menu or the Service Menu.
Repeat steps 4 and 5 for the remaining syrup
flavors.
If the calibration time exceeds the maximum motor
speed the “CAN’T CALIBRATE” message will
appear on the screen. (See Figure 94.) For
additional information see “Peristaltic Syrup System
Troubleshooting“ on page 64.
Can’t Calibrate
<-- Press to clear
Figure 92
Step 5
To calibrate the syrup dispensing rate, hold the
small portion of the calibration cup under the valve
for the flavor to be calibrated. Touch the
corresponding FLAVOR SELECT symbol
to
activate the syrup pump and start the flow of syrup.
When the syrup level measures one ounce, touch
the same FLAVOR SELECT symbol
to stop the
syrup flow.
Verify the level of syrup in the cup. If the
measurement is not within the specification, repeat
step 4 for the same flavor until the correct syrup
calibration is achieved. (See Figure 93.)
23051
Figure 94
Step 6
Exit the CALIBRATION mode by touching the
CALIBRATION symbol
appear and the AUTO symbol
OPTIONAL FLAVOR symbol
. A blank screen will
and the
will return to their
normal function.
Note: Whenever a particular syrup line is not used,
the syrup hole plug found in the spare parts kit must
be installed. Place the syrup hole plug o-ring into the
groove of the syrup hole plug, and lubricate. Install
the hole plug in the door. Lower the retaining pin to
secure the plug in place.
Model C602
Figure 93
53
Systems, Controls and Operations
Page 57

Shake Dispensing Alignment Procedure
There are five areas that must be properly aligned in
the shake draw mechanism.
S Actuator Plate
S Spinner Motor Bracket
S Solenoid Valve
S Spinner Motor
S Spinner Coupling
All adjustments must be performed with the freezer
door assembled and installed, with the hand screws
secure. Tighten the hand screws in a criss-cross
pattern so the door is drawn up flush on the cylinder
face. (See Figure 95.)
Actuator Plate
The actuator plate (lifter) should be centered to fit in
the draw valve slot. (See Figure 96.)
Figure 96
To adjust the alignment, perform the following
steps:
Step 1
With the bumper access plate removed and the
bumper screw loose, align the actuator with the slot
inthedrawvalve(sidetosidealignment).
Step 2
Secure the bumper screw. Check to make sure the
bottom of the solenoid plunger is secured to the
actuator plate.
The actuator should slide easily into the draw valve
slot when the freezer door assembly is installed.
(See Figure 97.)
Figure 95
ITEM DESCRIPTION
A ACTUATOR PLATE
B SPINNER MOTOR BRACKET
C SOLENOID VALVE
D SPINNER MOTOR
E SPINNER COUPLING
F BUMPER
Systems, Controls and Operations
54
Figure 97
Model C602
Page 58

Spinner Motor Bracket
The actuator plate should ride gently against the
rear guide post.
The guide post is mounted underneath the spinner
motor bracket. (See Figure 98.) Moving the bracket
forward brings the guide post forward. When
properly aligned, the actuator should move freely
without any tension on the guide post.
To adjust the solenoid height, use the Solenoid
Adjust Tool Kit Assembly (X59702) and perform
the following steps:
Step 1
Place the power switch to the OFF position and
disconnect power to the machine.
Make sure the power switch is in the
OFF position. Failure to follow this instruction may
result in severe personal injury from hazardous
moving parts.
Step 2
Remove the front control panel.
Step 3
Loosen the two 7/16” nuts that secure the draw
solenoid to the mounting bracket. The solenoid
spring tension will push the coil to the top of the
adjustment slots in the bracket.
Figure 98
To adjust the alignment, perform the following
steps:
Step 1
Loosen the four hex head screws that secure the
spinner motor bracket to the control channel
bracket.
Step 2
Slide the bracket forward or backward to the correct
position and secure the four screws.
Solenoid Valve
The solenoid valve should be vertically aligned so
the plunger moves freely in the coil without side
load. The height of the solenoid should be adjusted
to raise the draw valve to the top of the product port
in the freezer door.
With the spinner blade and the driven spinner
removed, and the draw valve in the raised position,
look inside the freezer door. The bottom of the draw
valve should be located at the top of the product
entry port.
Step 4
Remove the restrictor cap, spinner blade, and the
driven spinner from the shake door.
Step 5
Rinse the area below the draw valve.
Step 6
Lubricate the two o-rings and install the Solenoid
Adjust Tool into the door spout. Lift the draw valve to
insert the tool into the door. Install the restrictor cap
to retain the tool with the draw valve in the raised
position. (See Figure 99.)
If the valve is too high or too low, the height of the
solenoid will need adjustment.
Model C602
55
Figure 99
Systems, Controls and Operations
Page 59

Step 7
Lower the solenoid until the top of the plunger
contacts the top surface (stopping point) inside the
coil body. (See Figure 100.) Make sure the solenoid
is aligned vertically and then retighten the two 7/16”
nuts to secure the solenoid.
To adjust the alignment, perform the following
steps:
Step 1
Loosen the four screws that secure the spinner
motor to the bracket. With the freezer door
assembly installed, insert the spinner blade into the
coupling.
Step 2
Position the motor so the spinner shaft is centered
with the coupling.
Step 3
Tighten the two front screws.
Figure 100
Step 8
Remove the restrictor cap and tool.
Step 9
Sanitize, lubricate, and reinstall the driven spinner
and spinner blade. Install the restrictor cap.
Step 10
Install the front control panel and restore power to
the machine.
Step 11
Dispense several shakes to check for proper draw
valve performance.
Spinner Motor
The spinner motor shaft must be centered in the
draw valve. The spinner blade shaft must insert into
the center of the spinner coupling. (See Figure 101.)
Step 4
Remove the door to tighten the rear screws.
Spinner Coupling
The coupling must be adjusted so the spinner blade
is recessed 1/32” (0.8 mm) or less in the bottom of
the door spout.
To adjust the alignment, perform the following
steps:
Step 1
Assemble the freezer door.
Step 2
Loosen the top screw that secures the coupling to
the spinner motor shaft.
Figure 101
Systems, Controls and Operations
Step 3
Position the coupling so the bottom of the spinner is
recessed 1/32” (0.8 mm) or less in the bottom of the
door spout.
Step 4
Retighten the coupling screw.
56
Model C602
Page 60

Section 3 : Troubleshooting
S General Troubleshooting
S Air/Mix Pump System Troubleshooting
S Peristaltic Syrup System Troubleshooting
S Shake Dispensing Mechanism Troubleshooting
S Shake Portion Control Troubleshooting
S Bacteria Troubleshooting
Model C602
57
Troubleshooting
Page 61

General Troubleshooting Guide
PROBLEM CAUSE REMEDY
1. Compressor will not run. d. The power switch is in the OFF
position.
e. An incorrect key was pressed. b. Press the correct key for AUTO
f. The contactor is faulty. c. Replace the contactor.
g. The compressor has burned out. d. Replace the compressor.
h. The fuse or circuit breaker has
blown.
i. Tripped overload (compressor). f. Place the power switch in the OFF
j. Off on reset (beater motor). g. Press the reset button.
2. Unit operates long (cycles off on
the 11 minute safety timer).
3. Head pressure is too high. a. Condenser is dirty. a. Clean the condenser.
4. Head pressure is too low. a. Refrigerant shortage. a. Repair leak and recharge.
5. Liquid line is hot. a. Shortage of refrigerant. a. Repair leak and recharge.
6. Leaking door spout. a. Improper lubrication. a. Lubricate according to instructions
a. Condenser is dirty. a. Clean the condenser.
b. Air filter is dirty. b. Replace the air filter.
c. Shortage of refrigerant. c. Repair the leak and recharge unit.
d. Air in the system. d. Purge and recharge the system.
e. High overrun product. e. Check pump operation for correct
b. Air filter is dirty. b. Replace the air filter.
c. Water v alve is out of adjustment or
is restricted.
d. Insufficient air space around unit. d. Make sure there is sufficient air
e. Refrigerant overcharge. e. Correct the refrigerant charge.
f. Blower is faulty. f. Replace the blower.
g. The air deflector is not properly
installed, recirculating warm air into
the condenser.
b. Worn or nicked o -ring. b. Replace the o-ring.
a. Place the switch in the ON
position.
operation.
e. Replace the fuse, or turn on the
breaker.
position, and allow the compressor
to cool and the overload to close
before returning the power switch
to the ON position.
air/mix ratio.
c. Check the adjustment and the
water supply.
space s urrounding the unit (see
“Specifications”).
g. Properly install the air deflector.
in the operator’s manual.
Troubleshooting
58
Model C602
Page 62

General Troubleshooting (Cont’d.)
PROBLEM CAUSE REMEDY
7. Excessive mix leakage through
the rear of the unit into the drip
pan.
8. Low overrun. a. Bad scraper blades. a. Replace scraper blades.
9. Draw valve leaking. a. Worn or missing draw valve
10. Product is not being fed into the
freezing cylinder.
11. No product being dispensed with
draw valve open and machine in
the AUTO mode.
a. Worn or missing drive shaft seal. a. If worn, nicked or missing, replace
the drive shaft seal.
b. Inadequate lubrication. b. Lubricate properly.
c. Drive shaft rotates forward. c. Check gear alignment.
b. Faulty air/mix pump components. b. Inspect air/mix pump components
and replace those found faulty.
c. Restricted air intake (air/mix
pump).
d. Incorrect syrup calibration (shake). d. Calibrate syrup delivery for one
e. Long ON cycles. e. See problem #2.
f. Product flow is restricted in shake
door.
o-rings.
b. Inadequate lube on draw valve
o-rings.
c. Wrong type of lubricate being
used.
a. Inadequate mix in the hopper (Mix
Out light is illuminated).
b. Mix pump motor tripped reset. b. Press the reset button.
c. Air/mix pump incorrectly
assembled.
d. Mix feed tube not installed or
incorrectly assembled.
a. Plugged door spout. a. Break down the machine and
b. Beater rotating counterclockwise. b. Correct beater rotation to
c. Inadequate mix in the hopper (Mix
Out light is illuminated).
d. Pump motor tripped reset. d. Press the reset button.
e. Draw valve does not raise high
enough to open the product port in
the freezer door.
c. Clear restriction.
ounce every 5 seconds.
f. See Shake Dispensing
Mechanism Troubleshooting on
page 67.
a. Replace regularly.
b. Lubricate properly.
c. Use proper lubricant. Example:
Taylor Lube High Performance.
a. Fill hopper with mix.
c. Assemble pump according to
instructions in the Operator’s
Manual.
d. Assemble and install the feed tube
according to the instructions in the
Operator Manual.
dislodge the door spout clog.
clockwise.
c. Fill hopper with mix.
e. See Shake Dispensing
Mechanism Troubleshooting on
page 67.
Model C602
59
Troubleshooting
Page 63

General Troubleshooting (Cont’d.)
PROBLEM CAUSE REMEDY
12. Product viscosity is too soft or
thin.
13. Plugged door spout. a. Poor scraping. a. Replace scraper blades.
14. No freezer operation when
placing unit in any mode of
operation.
15. Product too stiff. a. Product viscosity set too cold. a. Adjust product viscosity.
16. Mix in the hopper is too cold. a. Temperature is out of adjustment. a. Adjust hopper temperature.
17. Mix in the hopper is too warm. a. Temperature is out of adjustment. a. Adjust hopper temperature.
18. Drive shaft is stuck in the gear
box coupling.
a. Not enough air s pace surrounding
unit.
b. Bad scraper blades. b. Replace scraper blades.
c. Dirty air-cooled condenser or air
filter.
d. Outdated mix. d. Use fresh mix.
e. Refrigerant shortage. e. Locate leak and repair.
f. Product viscosity set too warm. f. Adjust product viscosity.
g. Broken springs in the drive
coupling (shake only).
b. Damaged draw valve o-rings. b. Replace o-rings.
c. Damaged beater assembly. c. Inspect and replace if necessary.
d. Worn rear shell bearing. d. Inspect and replace if necessary.
a. Unit unplugged. a. Plug in unit.
b. Circuit breaker is turned off or fuse
is blown.
c. Power switch is in the OFF
position.
b. Incorrectly assembled or
malfunctioning air/mix pump.
c. Improperly primed freezing
cylinder.
b. Agitator not installed. b. Install the agitator.
c. Low glycol level. c. Replenish the glycol.
d. Mixture of glycol. d. Replenish the glycol (50% glycol,
a. Corners of the drive shaft,
coupling, or both are rounded.
b. Mix and lubricant are collected in
the drive coupling.
a. Allow 3 ” (76 mm) minimum
clearance around unit. Allow
7-1/2” floor clearance.
c. Clean condenser, replace air filter.
g. Replace broken springs.
b. Turn on circuit breaker or replace
fuse.
c. Place power switch in the ON
position.
b. Re-assemble pump or replace
faulty components.
c. Follow priming procedures
according to the Operator’s
Manual.
50% distilled water).
a. Replace the necessary
component(s). Do not lubricate
the end of the drive shaft.
b. Brush clean the rear shell bearing
area regularly.
Troubleshooting
60
Model C602
Page 64

General Troubleshooting (Cont’d.)
PROBLEM CAUSE REMEDY
19. Freezing cylinder walls are
scored.
20. Although freezer was brush
cleaned, all four LED’s are
flashing.
21. Product is “popping” when drawn. a. Draw rate set too fast. a. Set the draw rate at 5 - 7 -1/2 oz.
22. Freezer shuts off and produces a
fault tone.
23. Syrup flows constantly or not at all
(difficult calibration).
24. Mix entering the syrup line. a. Defective duckbill valve in the
25. Soft lock. a. No heat cycle tried. a. Press the HEAT symbol to place
26. When the AUTO key is selected
the freezer goes into STANDBY.
27. Unit changes modes or shuts
itself off.
a. Bent beater assembly. a. Replace beater.
b. Missing or worn front bearing. b. Install or replace front bearing.
c. Scraper blades incorrectly
installed.
a. Power switch was not in the OFF
position for a minimum of five
minutes.
b. Pump is assembled/lubed
incorrectly.
c. Faulty component in mix pump. c. Inspect/replace faulty pump
d. Freezer has been turned on and
off several times.
a. Fault alert. a. Check the fault screen in the
b. Insufficient air space. b. Provide 3” (76 mm) air space
a. Clogged syrup lines. a. Flush syrup lines with warm water
syrup fitting.
b. An empty syrup line is attached to
the freezer door.
a. Mix-out condition. a. Add mix.
b. Freezer lock condition. b. Check display screen for
a. Faulty connections or
components.
b. Inadequate voltage supply to the
Universal Control.
c. Install scraper blades over the
appropriate securing pin on the
beater assembly.
a. When the “Clean Manual” and
“H.T. Cycle” LED’s stop flashing,
the freezer will be unlocked.
(142 - 213 g) of product per 10
seconds.
b. Assemble pump according to
instructions in the Operator’s
Manual.
components.
d. Place the unit in the OFF position
only when necessary.
Manager’s menu.
around sides.
weekly.
a. Replace the duckbill valve.
b. Remove the syrup line from the
door when the line is not in use.
Install a hole plug in the freezer
door.
the freezer in the heat treatment
cycle, or select the WASH symbol
and brush clean the freezer.
instructions.
a. Replace faulty components.
b. Check/correct voltage supply to
the control (4.75 - 5.75 VDC).
Model C602
61
Troubleshooting
Page 65

General Troubleshooting (Cont’d.)
PROBLEM CAUSE REMEDY
28. “Compressor on too long” fault
message.
29. Symbol selection is delayed. a. Defective dec plate. a. Replace dec plate.
a. Inadequate pump operation. a. Check pump operation. Assemble
pump according to instructions in
the operator’s manual.
b. Draw rate set too fast. b. Set the draw rate at 5 - 7-1/2 oz.
(142 213 g) of product per 10
seconds.
c. Inadequate air flow. c. Provide 3” (76 mm) air space
around sides.
d. Faulty blower baffle. d. Repair or replace blower baffle.
e. Inadequate AXV settings. e. Set AXV at proper setting. (See
“Running Specifications”.)
Troubleshooting
62
Model C602
Page 66

Air Mix Pump System Troubleshooting
PROBLEM PROBABLE CAUSE REMEDY
1. Air/mix pump will not operate in
the AUTO mode when the draw
valve is opened.
2. Piston travels back and forth,
but the product is not being
pumped.
3. Excessive pump cylinder wear. a. Inadequate or incorrect lubrication
4. Too much pressure in the
freezing cylinder.
5. Not enough pressure in the
freezing cylinder.
6. One pump cannot be assembled. a. Soft serve and shake pump parts
a. Pump drive is out on reset. a. Allow the unit to cool and press
b. Malfunctioning interface board. b. Replace interface board.
c. Faulty pump motor. c. Replace motor.
d. Faulty connection or draw switch. d. Check connections or replace
a. Gasket was installed incorrectly,
fits loosely, has holes, or was
lubricated.
b. O-rings are worn, torn or fit too
loosely.
c. Piston and valve body cap must
be assembled correctly and fit
snugly in the pump cylinder.
d. Missing or defective check ring. d. Replace the check ring.
of the pump cylinder.
b. Ball crank rotates clockwise. b. Rewire the ball crank rotation to
a. Plugged relief hole in the feed
tube.
a. Weak, damaged or missing check
ring.
b. Malfunctioning draw switch. b. Reposition or replace the
are mixed up.
the reset button.
switch.
a. Inspect gasket.
b. Inspect o-rings.
c. Check the pump cylinder for
proper assembly and position.
a. Lubricate properly.
rotate counterclockwise.
a. Clean the relief hole in the feed
tube.
a. Replace or install the c heck ring.
microswitch.
a. Consult the operator’s manual for
correct pump assembly
combinations.
Model C602
63
Troubleshooting
Page 67

Peristaltic Syrup System Troubleshooting Guide
PROBLEM CAUSE REMEDY
1. No syrup dispensed. a. Air in the syrup line. a. Prime the syrup line.
b. The syrup dispensing rate is not
properly calibrated.
c. The syrup pump motor is not
running.
d. A peristaltic pump component is
defective.
e. Obstruction in the syrup line. e. Clean or replace the syrup line.
f. Obstruction in syrup nose fitting. f. Clear the obstruction.
g. A valve was left in the door during
the heat cycle.
h. The pump motor is running in the
wrong direction.
i. Defective motor speed control. i. Replace the motor speed control.
j. Loose wire connection. j. Inspect/repair loose connection.
2. Syrup leaking at the valve. a. Air in the syrup line. a. Prime the syrup line.
b. The duckbill valve is defective. b. Replace the duckbill valve.
c. The pump motor reverse time is
set too low.
d. The reverse relay does not reverse
the pump motor rotation when the
syrup flow is stopped.
3. Air is in the syrup line. a. The syrup line is improperly
primed.
b. The pump tube fitting o-rings are
defective or not lubricated.
c. The pump motor reverse time is
set too long.
d. Air leak on the intake side of the
syrup line/pick up tube.
b. Calibrate the syrup.
c. Check for faulty connections or a
defective motor.
d. Inspect/replace defective
peristaltic pump component.
g. Clean the syrup valve.
h. Check/correct the pump motor
wiring.
c. Adjust the pump motor reverse
time in the Syrup Motor Setup
menu.
d. Check the syrup reverse relay
voltage supply. (Relay is energized
to reverse the pump motor
rotation.)
a. Re-prime the syrup line.
b. Replace/lubricate pump tube
o-rings.
c. Adjust the pump motor reverse
time in the Syrup Motor Setup
menu.
d. Check the line for air leaks and
repair it.
Troubleshooting
64
Model C602
Page 68

Peristaltic Syrup System Troubleshooting (Cont’d.)
PROBLEM CAUSE REMEDY
4. Flavor carry-over. a. There is air in the syrup line. a. Prime the syrup line.
b. The Whitespot Setting is incorrect. b. Adjust the Whitespot Setting in the
Service Menu. Recommended
setting: 0.1 - 0.2 for standard
shakes and 0.4 for Triple Thick
Shakes.
c. The pump motor reverse time is
set too low.
d. The reverse relay does not reverse
the pump motor rotation when the
syrup flow is stopped.
e. The duckbill valve is defective. e. Replace the duckbill valve.
f. The draw solenoid does not keep
the draw valve raised.
5. Shake is not blended correctly. a. The spinner height is set too low. a. Adjust to 1/32” inside the door
b. Shake temperature is set too cold /
is too thick.
c. Syrup calibration is not in
specification.
6. Unable to calibrate the syrup
within specification.
a. The weekly syrup line cleaning
was not performed.
b. The pump tube is worn. b. Replace the tube.
c. There’s an obstruction in the syrup
line.
d. The syrup is too cold. d. Stage the syrups near the
e. There is an air leak on the intake
side of the syrup line/pick up tube.
f. Incorrect Syrup Calibration Setting. f. Adjust the Syrup Cal setting in the
g. The syrup fills the cup too fast to
accurately calibrate.
c. Adjust the pump motor reverse
time in the Syrup Motor Setup
menu.
d. Check the syrup reverse relay
voltage supply. (The relay is
energized to reverse the pump
motor rotation.)
f. See Shake Dispensing
Mechanism Troubleshooting on
page 67.
spout.
b. Correct the temperature of a
finished chocolate shake:
Standard shake = 24-26°F (4.4 -
3.3°C). Triple Thick Shake =
22.5°F (-5.8°C).
c. Calibrate the syrup.
a. Clean and sanitize the syrup lines.
c. Clean out and replace the line if
necessary.
machine.
e. Find the leak and repair/replace.
Service menu: 5.0 seconds for
standard shakes and 7.0 seconds
for Triple Thick Shakes.
g. Adjust the motor speed setting
slower in the Syrup Motor Setup
menu.
Model C602
65
Troubleshooting
Page 69

Peristaltic Syrup System Troubleshooting (Cont’d.)
PROBLEM CAUSE REMEDY
8. Mix backs up in the syrup line. a. Syrup line and/or syrup container
is empty.
b. The duckbill valve in the syrup
fitting is defective.
c. An empty syrup line is attached to
the freezer door.
d. The shake temperature is too cold. d. The correct temperature of a
a. Replace the syrup container and
prime the syrup line.
b. Replace the duckbill valve.
c. Remove the syrup line from the
door when the line is not in use.
Install a hole plug in the freezer
door.
finished chocolate shake is 22.5°F
(-5.8°C).
Troubleshooting
66
Model C602
Page 70

Shake Dispensing Mechanism Troubleshooting
PROBLEM CAUSE REMEDY
1. Draw valve will not open. a. Power switch is off. a. Place the power switch in the ON
position.
b. The solenoid bumper screw is
disengaged.
c. The draw valve is binding in the
freezer door.
d. The draw solenoid is adjusted too
high.
e. The solenoid fuse has blown. e. Inspect/replace the 15A fuse
f. Loose wire connection. f. Check the circuit for power
g. Defective rectifier board. g. Replace the rectifier board.
h. Defective pull or hold relay. h. Replace defective relay.
i. Defective solenoid. i. Replace the solenoid.
j. Defective interface board. j. Replace the interface board.
k. Defective touch key on the dec
plate.
2. Occasionally the draw valve does
not open.
3. Draw valve opens momentarily. a. The draw valve solenoid is
a. The dispensing mechanism is out
of alignment.
b. Improper lubrication of the draw
valve.
c. Incorrect o-rings installed on the
draw valve.
d. The draw valve is binding in the
freezer door.
adjusted too high.
b. The portion control system is
terminating the draw after two
seconds.
c. The draw safety time is set too
low.
d. Defective hold relay. d. Replace the relay.
e. Loose wire connection in the draw
solenoid circuit.
b. Align the actuator plate and secure
the bumper screw to the solenoid
plunger.
c. Replace defective component.
d. Adjust the draw solenoid to the
proper height. (See page 55.)
located in the front control channel.
interruption and repair it.
k. Replace the dec plate.
a. Realign the dispensing
mechanism. (See page 54.)
b. Lubricate according to instructions
in the Operator’s Manual.
c. Install correct o-rings - part no.
020571-1 (F treated).
d. Replace defective component.
a. Adjust the draw solenoid to the
proper height. (See page 55.)
b. See Portion Control
Troubleshooting on page 69
c. Adjustthedrawsafetytimeinthe
Service Menu.
e. Check the circuit for power
interruption and repair it.
.
Model C602
67
Troubleshooting
Page 71

Shake Dispensing Mechanism Troubleshooting (Cont’d.)
PROBLEM CAUSE REMEDY
4. Draw valve does not fully open
(long draw time).
5. Draw valve will not close. a. The freezer door is improperly
a. The solenoid bumper screw is
loose.
b. The draw solenoid is adjusted too
high.
installed.
b. Improper lubrication of draw valve. b. Lubricate according to instructions
c. Improper o -rings installed on the
draw valve.
d. The dispensing mechanism is out
of alignment.
e. The draw valve is binding in the
freezer door.
f. The solenoid plunger is binding in
the coil body.
a. Align the actuator place and
secure the bumper screw to the
solenoid plunger.
b. Adjust the draw solenoid to the
proper height. (See page 55.)
a. Re-install the freezer door. Tighten
the hand screws in a criss-cross
pattern.
in the Operator’s Manual.
c. Install the correct o-rings - part no.
020571-1 (F treated)
d. Re-align the dispensing
mechanism. (See page 54.)
e. Replace the defective component.
f. Replace the solenoid.
Troubleshooting
68
Model C602
Page 72

Shake Portion Control Troubleshooting
PROBLEM CAUSE REMEDY
1. Under-fills the shake cup. a. The fill level adjustment screw is
set too low.
b. The portion control sensor lens is
dirty.
c. The cup holder is not properly
positioned to fill the center of the
cup.
d. The shake cup is moving
downward as the cup fills with
product.
e. The syrup calibration is set too
high.
f. Loose wire connection. f. Check/repair loose connection in
g. Defective pyrosensor. g. Replace the pyrosensor.
h. Defective pyrosensor board. h. Replace the pyrosensor board.
i. Defective shake personality board. i. Replace the shake personality
2. Over-fills the shake cup. a. The fill level adjustment screw is
set too high.
b. The viscosity of the shake is too
thick, causing the product to stack
in the center of the cup.
c. The syrup calibration is set too
low.
d. The portion control sensor lens is
dirty.
a. Adjust the fill level screw.
b. Clean the lens.
c. Position the cup holder properly on
d. Place the cup with the cup lip
e. Calibrate the syrup.
a. Adjust the fill level screw.
b. Check that the product
c. Calibrate the syrup.
d. Clean the lens.
the sensor box.
resting on the holder clips.
circuit.
board.
temperature and overrun are within
specification.
Model C602
69
Troubleshooting
Page 73

Bacteria Troubleshooting
Periodic product sampling is taken by a sanitarian.
Bacteria counts should not exceed the following
figures:
Standard Plate Count (SPC) 50,000..
Coliform 10....................
If the counts exceed the numbers listed, steps
should be taken to locate the cause. Failure to solve
the high counts will result in an unsafe product for
CAUSE OF CONTAMINATION PREVENTION
1. Human contamination. a. Wash hands and arms past elbows.
2 Residue product deposits on mix contact surfaces
(milkstone build-up).
consumption. Educate the operator about how to
prevent high bacteria counts.
Note: High bacteria counts in soft serve yogurt is
normal and necessary. Coliform, however, cannot
be accepted in any product. The following
information will help solve high coliform count
problems.
If sample results indicate a problem, one of
these areas may be a source of contamination.
b. Wear rubber gloves if cuts or skin conditions exist.
c. Wash hands periodically throughout the day.
a. Provide the proper brushes.
b. Brush clean all parts and components thoroughly.
Ignoring this will allow formation of milkstone, a
porous substance which will house bacteria and can
lead to contamination of fresh mix.
3. Worn, damaged, or cracked parts. a. Provide a food grade lubricant (Example: Taylor
Lube).
b. Inspect o-rings for holes or tears. O-rings, seals and
other wear items must be supplied by the freezer
company to meet food industry standards.
c. During the operating hours, periodically inspect the
rear drip pan for excessive leakage.
Troubleshooting
70
Model C602
Page 74

Bacteria Troubleshooting (Cont’d.)
CAUSE OF CONTAMINATION PREVENTION
4. Improper cleaning and sanitation procedures. a. For cleaning procedures, scrub the sink and strainers
thoroughly before each use. The level of solution in
each basin must allow the largest component to be
submerged. Sanitize and prime the freezer prior to
freezing the product. After sanitizing a freezer, use
fresh mix to flush remaining sanitizer from the
freezing cylinder.
b. Provide the proper brushes, lubricants, and single
service towels.
c. Store sanitizer in a cool, dry place. Use chemicals
according to their labels.
d. Use a few good employees to follow the cleaning
procedure correctly and consistently. Allow the
employee uninterrupted time to complete the
cleaning procedure.
e. Hold sanitizing solution in the hopper and the freezing
cylinder for five minutes.
f. Wash and sanitize the tube of lubricant; after each
use, always recap the tube.
g. Parts, components, and brushes should be air-dried
overnight. Never store the equipment in the storage
cooler.
h. Do not neglect daily cleaning practices: wipe the
external areas of the freezer periodically throughout
the day, remove the design caps and sanitize the
area, check the drip trays and splash shield.
5. Mix stored improperly. a. Rotate stock to use older date code mix first. Shelf life
of mix is normally 10 days.
b. Mix must never be stacked outside or under direct
sunlight while waiting to be placed in the cooler.
c. Place the mix directly in the cooler. Always leave one
inch between the mix and other products to allow air
to circulate around the product.
d. Mix must not remain at room temperature for long
periods of time.
e. Hopper storage must maintain a temperature of 40_F
(4.4_C). Storage temperatures above 45_F will
allow cell division in as little as one hour.
f. Once the mix is placed in the hopper, covers must be
properly installed to maintain adequate refrigeration
and to prevent airborne contaminants from entering
the mix.
Model C602
71
Troubleshooting
Page 75

Notes:
Troubleshooting
72
Model C602
Page 76

Section 4: Parts
S Warranty Explanation
S Parts Identification
S Parts List
S Wiring Diagrams
Model C602
73
Parts
Page 77

Warranty Explanation
Class 103 Parts: The warranty for new equipment parts is one year from the original date of unit
installation, with a replacement parts warranty of three months.
Class 212 Parts: The warranty for new equipment parts is two years from the original date of unit
installation, with a replacement parts warranty of twelve months.
Class 512 Parts: The warranty for new equipment parts is five years from the original date of unit
installation, with a replacement parts warranty of twelve months.
Class 000 Parts: Wear Items - no warranty.
CAUTION: Warranty is valid only if required service work is provided by an Authorized Taylor Service
Technician.
NOTE: Taylor reserves the right to deny warranty claims on equipment or parts if a non-approved refrigerant
was installed in the machine, system modifications were performed beyond factory recommendations, or
it is determined that the failure was caused by neglect or abuse.
Parts
74
Model C602
Page 78

Notes:
Model C602
75
Parts
Page 79

Main Exploded View
Parts
Figure 102
76
Model C602
Page 80

Main Exploded View Parts List
ITEM DESCRIPTION PART NO.
1 SHELL A.-INSULATED X55976
1a BEARING-REAR SHELL 031324
1b WASHER-BEARING LOCK 012864
1c NUT-BRASS BEARING 028991
1d GUIDE-DRIP SEAL 028992
2 COUPLING-DRIVE 3/4 HEX 012721
3 SENSOR A.-EVC X44951
4 COUPLING A.-TORQUE-SHAK X54722
5 GEAR A.*REDUCER 4.21:1 021286 -SER
6 PULLEY-AK64-5/8 007538
7 MOTOR-REDUCER 108RPM 044723-27S
8 PULLEY-2AK74-5/8 027822
9 MOTOR-REDUCER 32 RPM 036955-34S
10 BELT-AX31 041575
11 BELT-AX33 024396
12 BOX-SPLICE 056677
* COVER-SPLICE BOX 056678
13 MOTOR A.-AGITATOR X55971-27
13a MOTOR-AGITATOR 047987-27
13b GEAR A.-REDUCER-AGITATOR 047988
13c BRACKET-MOTOR-AGITATOR 056184
13d PULLEY-AGT MTR-1.910 PD 042063
14 CLIP-PANEL*RIGHT 056424
15 BELT-AGITATOR 3/16 055933
16 SHAFT A.-DRIVE-MIX PUMP X41947
16a O-RING-1-3/4 OD X .139W 008904
16b O-RING 1/2 ID X .139W 048632
PULLEY-2AK22 x .625*LEFT 016403
17
PULLEY-AK25-5/8*RIGHT 019153
18 SCREW-5/16-18 X 7/8 HEX CAP 017973
MOTOR-1.0 HP*LEFT 013102-33
19
MOTOR-1.5 HP*RIGHT 021522-33
20 CLAMP-MOUNTING 012257
21 BUSHING-RUBBER MOUNT 012258
HINGE A. -MOTOR*RIGHT X25731
22
HINGE A.-MOTOR*LEFT X25736
23 SPRING-COMP .970 X .115 025707
24 NUT-5/16-18 MF LOCK 017327
25 GROMMET-7/16 X 5/16 SHOCK 016212
26 CAP-RUBBER MOUNT 011844
ITEM DESCRIPTION PART NO.
SCREW-5/16-18 X 3-1/4 STL 022678
27
SCREW-5/16-18 X 2-1/2 HEX 002498
28 HEATER A.-GLYCOL 4500 X55965-27
29 FILTER A.-GLYCOL X47323
30 PUMP A.-GLYCOL X56162-27G
31 SHROUD-TOP 056504
32 SCREW-10X3/8TYPEB-HWH 015582
33 SHROUD-REAR 055943
34 BLOWER A. X53725-27
34a SCREEN-BLOWER 053729
CONDENSER-AC
12LX18HX3.12T-5*LEFT
35
CONDENSER-AC
12LX18HX3.12T-5*RIGHT
36 GUIDE-FILTER 053784
37 FILTER-AIR-18.00LX13.50HX.70 052779-3
38 RECEIVER A.-REFRIG-R X56125
39 SHROUD-FRONT 055944
40 LINE A.-ACCESS-HIGH-LEFT X56130
41 LINE A. -ACCESS-LOW-RIGH T X56159
42 COMPRESSOR
AHA2490ZXF-AH556R
43 SLEEVE-MOUNTING-COMP. 039924
44 GROMMET-COMPRESSOR MT 039923
45 WASHER-5/16-FLAT ZP STEEL 000651
46 SCREW-5/16-18X1-3/4 HEX 019691
47 GUARD-CORD 056792
48 SCREW-10-24X1/2 TAPTITE 002077
49 COVER-CONTROL BOX 056532
50 CONTROL A. X55966-33
51 GUIDE A.-DRIP PAN*RIGHT X55982
52 GUIDE A.-DRIP PAN*LEFT X55983
53 PANEL-SYRUP PANEL-BACK 056387
54 CABINET A.-ULT SYRUP X55984
55 DOOR A.-CABINET X58607
56 CASTER-4” SWV 3/4-10 STM 044106
57 PUMP A.-ULTIMATE SYRUP X56015
58 LINE A.-ACCESS-LOW-LEFT X56160
59 LINE A.-ACCESS-HIGH-LEFT X56130
60 BRACKET-TANK-GLYCOL 047585
61 TANK-GLYCOL 1.5QT-PLASTIC 047314
*NOT SHOWN
055813-1
055813-2
047519-33F
Model C602
77
Parts
Page 81

Main Exploded View Parts List (Cont’d.)
ITEM DESCRIPTION PART NO.
62 STUD-NOSE CONE 055987
63 GUIDE A.-DRIP PAN CENTER X55972
64 SWITCH-TOGGLE-DPDT 024295
65 SWITCH A.-DRAW X33322
66 PANEL A.-FRONT X55981
66a RAIL A.-SYRUP X56287
67 HOLDER A.-SENSOR-ADJ X55980
68 PLATE A.-MOUNT-PORT. X55978
69 HOLDER-CUP-SHAKE-3.906 056008
70 SCREW-10-32 X 1/2 TRUSS HD 037734
71 PCB A.-PYRO X59073-SER
72 FITTING-PANEL MT QD .250 ID 056674
73 BRACKET-RECTIFIER 059481
74 COUPLING A.-DRIVE-SPINNER X20329
75 COUPLING-FLEXIBLE W/SCR 020108
76 SOLENOID-DRAW VALVE-SH 059462
77 MOUNT A.-SPINNER X57905
78 MOTORA.-SPINNERW/PLUG X35584-27
79 GUARD-RECTIFIER 059482
80 PCB A.-DUAL BRIDGE RECTIF X59290-SER
81 RELAY-DPDT 20A-12VDC 077164-02
82 BUSHING-SNAP 1-5/16 ID 017008
83 CHANNEL A.-CONTROL X55975
84 COMPRESSOR
AHA7513ZXF-AH245R
047520-33F
ITEM DESCRIPTION PART NO.
85 VALVE-EXP-AUTO-1/4S X 1/4 046365
86 DRYER-FILTER-HP62-3/8 X 1/4 048901
87 RECEIVER A.-REFRIG-L-AC X56124
88 SPACER-PROBE *SQ HOLE* 030966
89 DISC-PROBE *SQ HOLE* 030965
90 PROBEA.-MIXLOW-HT X42077
91 PULLEY-AGT
DR-1.910PDX5/16
HOUSING A.-AGITATOR
*LONG
92
HOUSING A.-AGITATOR
*SHORT
93 MAGNET A.-AGITATOR-INNER X41733
94 AGITATOR 036059
95 CAP-MAGNET 044796
96 BELT-AGITATOR 056017
97 PIN-RETAINING-HOPPER CVR 043934
98 NUT-10-32 HEX 005598
99 SPACER-PROBE-SQ HOLE-7/8 041346
100 O-RING-1/2 OD X .070W 024278
101 SPACER-PROBE-ROUND 041347
102 PROBEA.-MIXOUT-SQHOLE X41348
103 DEFLECTOR-TORQUE CPLG 054698
*NOT SHOWN
036210
X51661
X51664
Parts
78
Model C602
Page 82

Syrup Cabinet View
ITEM DESCRIPTION PART NO.
1 SHELF-SYRUP 056016
2 PUMP-PERISTALTIC 052916
3 MOTOR-GEAR 161 RPM 058725
4 RACK-SYRUP CABINET DOOR 059144
Model C602
Figure 103
79
ITEM DESCRIPTION PART NO.
5 BLOCK-HINGE 058613
6 BLOCK-HINGE 058614
* PIN-HINGE 058615
*NOT SHOWN
Parts
Page 83

Mix Pump & Tubes
1
2
ITEM DESCRIPTION PART NO.
1 PUMP-PERISTALTIC 052916
2 KIT A.-PERISTALTIC PUMP
TUBE
3 FERRULE- .625 ID 053036
X54978
5
4
3
Figure 104
ITEM DESCRIPTION PART NO.
4 FITTING-PERISTALTIC PUMP 054526
5 O-RING 1/2 OD x .070 024278
Parts
80
Model C602
Page 84

Pump A. - Mix Simplified Shake - X57028-XX
ITEM DESCRIPTION PART NO.
1--7 Pump A.-Mix Simplified
Shake
1 Cylinder-Pump-Hopper-
Shake
2 Pin A.-Retaining X55450
3 Piston 053526
4 O-Ring 2-1/8” OD- Red 020051
5 Cap-Valve 056873-XX
6 Gasket-Simplified Pump 053527
7 Adaptor-Mix Inlet Shake-Blue 054944
8 O-Ring-11/16 OD - Red 016132
X57028-XX
057944
Figure 105
ITEM DESCRIPTION PART NO.
9 Pin-Cotter 044731
10 Shaft A.-Drive Mix Pump X41947
10a Crank-Drive 039235
10b Shaft-Drive 041948
11 O-Ring-Drive Shaft 048632
12 O-Ring 1-3/4 008904
13 Clip-Mix Pump Retainer 044641
14 Tube A.-Feed-Hopper Shake X55973
15 Ring-Check .120 OD 056524
Model C602
81
Parts
Page 85

Pump A. - Mix Simplified Soft Serve - X57029-XX
ITEM DESCRIPTION PART NO.
1 Cylinder-Pump-Hopper-Soft Srv 057943
2 Pin A.-Retaining X55450
3 Piston 053526
4 O-Ring 2-1/8” OD - Red 020051
5 Cap -Valve 056874-XX
6 Gasket-Simplified Pump Valve 053527
7 Adaptor-Mix Inlet Soft Srv-Red 054825
8 O-Ring - 11/16 OD - Red 016132
9 Pin-Cotter 044731
Figure 106
ITEM DESCRIPTION PART NO.
10 Shaft A.-Drive-Mix Pump - Hopper X41947
10a Crank-Drive 039235
10b Shaft-Drive 041948
11 O-Ring - Drive Shaft 048632
12 O-Ring 1-3/4 008904
13 Clip-Mix Pump Retainer 044641
14 Tube A.-Feed Hopper - Soft Srv X55974
15 Ring-Check .120 OD 056524
Parts
82
Model C602
Page 86

Brush Identification
Note: For proper brush cleaning of the adapter, cap, feed tube, and orifice, refer to the following illustration which
indicates proper brush usage.
Model C602
Figure 107
ITEM DESCRIPTION
1 WHITE BRISTLE - 1/2” x 1/2”
2 WHITE BRISTLE - 3/16” x 1”
3 BLACK BRISTLE - 1/4” x 1 -1/4”
4 WHITE BRISTLE - 1/2” x 1”
5 WHITE BRISTLE - 3” x 1/2”
83
Parts
Page 87

Control Assembly - X55966-33
Parts
Figure 108
84
Model C602
Page 88

Control Assembly - X55966-33
ITEM DESCRIPTION PART NO.
1 PCB A.-INTERFACE-HT-SS-UK X53453-SER
1a PCB A.-PERSONALITY HT SS X46904-SER
2 STANDOFF -NYLON-SNAP-1/2L 053413
3 COVER-CLAMP-RIBBON
CABLE
4 CLAMP -CABLE-RIBBON 045114
5 PCB A.-INTERFACE-HT-SH X59076 -SER
5a PCB A.-PERSONALITY X59072-SER
6 BEAD-RUBBER 010613-5
7 SCREW-8X1/4 SL HEX HD B 009894
8 PCB A.-CONTROL UVC3SM X59210
9 BOX A.-CONTROL X56423
10 CONTROL-SPEED-MOTOR 056530
11 SCREW-10-32X1-1/4 TRUSS 032936
12 BEAD-RUBBER 010613-1
13 TRANS.-CONT.-40VA 208/240V 053072
14 RELAY-DPDT-24VAC-30A@
277
15 BEAD-RUBBER 010613-4
16 OVERLOAD-TI#2BM-28B0R-
KG1
17 NUT-OVERLOAD RESET 045026
18 RELAY-SPST-30 A-240 V 032607-27
19 RELAY-MTR START
TI#4CR-2-645
20 WASHER-#6 SHAKEPROOF 024541
21 SCREW-6-32X3/8 BIN HD 002201
22 NUT -6 -32 HEX 000927
23 CAPACITOR-START
47-56UF/220T
045115
054703-03
042005-34
042007-34
037251-34
ITEM DESCRIPTION PART NO.
24 STRAP-CAPACITOR 2-5/8“ 056527
25 CAPACITOR-RUN 3UF/550V 035342-27
26 BRACKET-CAPACITOR
1-1/4 X 2
27 CAPACITOR-RUN .8UF/400V 039482
28 SCREW-10-32X3/8 TAPTITE 039381
29 STARTER-3 PHASE-3 TO 5A 041950-33J
30 RELAY-3 POLE-20A-208/240 012725 -33
31 BRACKET-RELAY A/C NO 057876
31 LUG-GROUNDING 260 W/GR. 020928
32 NUT-10-32 MF LOCK 020983
33 LABEL-COPPER COND ONLY 025948
34 LABEL-GROUNDING SYMBOL 017669
35 SCREW-8X1-1/4 RD HD TYP B 039420
36 BLOCK-TERMINAL 3P -L1,L2,L3 039423
37 BLOCK-TERMINAL 3P .25 SP 057201
38 RELAY-MTR START
TI#4CR-1-625
39 GROMMET-RIBBON CABLE 044999
40 BLOCK-TERMINAL 7P GREEN 024156
41 SCREW-8X1/2PAN HD TYP -A 017986
42 BRACKET-GROUND MOUNT 056801
43 TRANS.-CONT.-32VA 120/200/ 054834
44 OVERLOAD-TI
#2BM-20V9R-KK20
45 SHIELD-NOISE ELECTRIC 056031
46 BEAD-RUBBER 010613-5.5
47 FILTER-CORCOM 6EH1 040140-001
48 HARNESS-WIRE 056425-
031205
039725-27
044464
Model C602
85
Parts
Page 89

Dec Plate Assembly - X55963
ITEM DESCRIPTION PART NO.
1 PLATE-DEC 056131
2 PCB A.-INTERFACE X55960-SER
3 INSULATOR-PCB-INTERFACE 057168
Parts
Figure 109
86
ITEM DESCRIPTION PART NO.
4 SCREW-6-32 X 3/8 BIN. HD 002201
5 CABLE-RIBBON-14C-3”L 056864
Model C602
Page 90

Torque Coupling Assembly - X54722
Model C602
87
Parts
Page 91

Glycol Heater Assembly - X55965-27
ITEM DESCRIPTION PART NO.
1 SCREW-1/4-20 X 1-1/4 SOCKT 015350
2 NUT-1 /4 -20 MF LOCK 017523
3 ADAPTOR-1/4 MP X 5/16 BARB 047326
4 RELIEF-STRAIN 7/8” HOLE 006968
5 TEE-1/4 FPT X 1/4 MPT 021277
6 HOSE-RUBBER 5/16 ID X 9/16 047340-16
7 HEATER A.-GLYCOL-4500 X47395-SER
8 ADAPTOR-5/16 FS X 5/16
BARB
9 CLAMP-HOSE 35/64 STEPLES 047344
047958
Parts
Figure 111
88
ITEM DESCRIPTION PART NO.
10 HOSE-RUBBER 5/16 X 9/16 047340-4
11 ARMAFLEX 1/2 ID X 3/8 WALL 020897-4
12 ELBOW-1/4 MP X 5/16 BARB 047327
13 VALVE-SOLENOID 3-W 1/4
FPT
14 CONNECTOR-BX 3/8 STR2 014569
15 THERMOSTAT-HI LIMIT OPEN 035786
16 SCREW-8-32 X 3/16 SS RHM 017551
17 SCREW-6X3/8 SL HEX W HD 001825
18 COVER-TERMINAL HEATER 032864
037954-27
Model C602
Page 92

Sensor Holder Assembly - X55980
ITEM DESCRIPTION PART NO.
1 BRACKET A. -SENSOR X56341
2 SCREW-ADJUSTMENT 5/16-18 051574
3 SCREW-10-32 X 9/16 DOG 038981
4 SLEEVE-SENSOR-PYROELEC 038982
Model C602
Figure 112
89
ITEM DESCRIPTION PART NO.
5 HOLDER-MTG-SENSOR
PROBE
6 NUT-5/16-18 LOCK SS 043072
*7 PCB A.-PYRO X59073-SER
*NOT INCLUDED W/X55980 SENSOR HOLDER ASSY.
056503
Parts
Page 93

Parts List
UPDATE
REMARKS PARTS
CLASS
QTY. WARR.
NUMBER
2 103
2 103
047062
2 103
1 000
SOFT SERVE
1 000
1 000
1 000
2 000
2 000
2 000
4 000
2 000
SOFT SERVE
1 103
2 000
2 103
2 000
SHAKE
1 103
2 000
9.5”
1 000
5.7”
1 000
SHAKE SIDE
1 000
SOFT SERVE
2 000
1 103
4 103
4 103
2 103
DESCRIPTION PART
+CAP-MAGNET *HT* 044796
ACCUMULATOR-COPPER 2”DIA 10”LG
AGITATOR A.-MIX HOPPER-20QT-HT X44797
+ Available Separately
BEARING-DOOR-FRONT 1.390 OD 055605
Parts List Model C602
+SHOE-FRONT HELIX *REAR* 050346
BEARING-FRONT-SHOE 050348
+SHOE-FRONT HELIX *FRONT* 050347
BEARING-REAR SHELL-NICKEL 031324
+GUIDE-DRIP SEAL 028992
+NUT-BRASS BEARING 028991
+O-RING-1/2OD X .070W 024278
+WASHER-BEARING LOCK 012864
90
+BLADE-SCRAPER-PLASTIC 8-1/8L 046235
BEATER A.-3.4QT-1 PIN-SUPPORT X46231
PIN-SCRAPER BLADE 009839
+CLIP-SCRAPER BLADE 7.00 INCH 046236
+BLADE-SCRAPER-FCB 16L 041103
BEATER A. -7QT-FLUTED BLADE X50958
BELT-AGITATOR *C602* 056017
BELT-AGITATOR 3/16 055933
BELT-AX31 041575
BELT-AX33 024396
BLADE A.-SPINNER-ALUMINUM-HT X59331
BLOCK-HINGE 058614
+PIN-HINGE 058615
BLOCK-TERMINAL 3P .25 SPADE 057201
Page 94

UPDATE
REMARKSWARR.
CLASS
QTY.PART
2 103
1 103
1 103
4 103
1 103
1 103
1 103
1 103
1 103
1 103
POWER CABLE IF-UC
1 103
(BULK P/N R600309)
J3 IF SS to SPEED CONTROL
1 103
1 103
DEC PLATE INTERFACE
J9IFShaketoJ7UVC
J12 IF Ss TO J11 IF Shake,
1 103
2 103
J12IFShaketoJ2UVC
J2IFSstoJ11UVC, J2IFShaketoJ10UVC
UVC T O DEC PLATE INTERFACE
2 103
1 103
4 103
SOFT SERVE
SHAKE
1 512
1 512
LEFT-SHAKE SIDE
1 103
RIGHT-SOFT SERV
1 103
1 103
1 103
NUMBER
DESCRIPTION PARTS
+CLIP-SCREEN-BLOWER 053730
BLOCK-TERMINAL 3P-L1,L2,L3 039423
BLOCK-TERMINAL 7P GREEN 024156
BLOWER A. X53725-27
+ Available Separately
HOUSING-BLOWER-6 POLE 053728
+MOTOR-FAN 208-230V 50/60 HZ 053481-27
+SCREEN-BLOWER 053729
+WHEEL-BLOWER 053726
CABINET A.-ULT SYRUP *C602* X55984
CABLE A. -LOW VOLTAGE *C602* 056750
CABLE-4 COND -#22 SHIELDED 039309-50
CABLE-RIBBON-10C-34”L-DIL/DIL 040040-023
CABLE-RIBBON-14C-3”L-SIL/SIL 056864
CABLE-RIBBON-20C-16”L-DIL/DIL 040040-049
CABLE-RIBBON-20C-17”L-DIL/DILR 040040-013
CABLE-RIBBON-50C-20”L-DIL/DIL 040040-011
CABLE-USB 056785
CASTER-4” SWV 3/4-10 STM 044106
CONTROL-TOUCHPAD SEE PLATE-DEC
COMPRESSOR AHA2490ZXF-AH556RF 047519-33F
COMPRESSOR AHA7513ZXF-AH245RF 047520-33F
CONDENSER-AC 12LX18HX3.12T-5RW 055813-1
CONDENSER-AC 12LX18HX3.12T-5RW 055813-2
CONTROL-SPEED-MOTOR 056530
CORD A. -POWER-250V-60A X42136
Model C602 Parts List
91
Page 95

UPDATE
REMARKSWARR.
CLASS
QTY.PART
2 103
2 103
PORTION CONTROL
1 103
1 103
1 103
1 103
1 103
1 000
4 103
4 103
2 000
4 000
4 103
1 103
1 103
1 000
1 000
1 000
1 000
1 000
1 103
1 000
1 000
1 103
1 103
1 103
1 103
NUMBER
DESCRIPTION PARTS
+PIN-RETAINING-HOPPER COVER 043934
COVER-HOPPER *BLACK* 053809-1
+ Available Separately
COVER A. -SENSOR *C602* X56882
COUPLING A.-DRIVE-SPINNER X20329
+COUPLING-TORQUE-DRIVE TTS 054723
COUPLING A.-TORQUE-SHAKE*4SPR* X54722
COUPLING-TORQUE-LOAD-SQ *TTS* 054724
LABEL-IDENTIFICATION-GREEN 049285-GRN
+PIN-COUPLING-TORQUE 039453
+PIN-STOP-TORQUE COUPLING .792 054725
+SCREW-5/16-18X3/8 ALLEN SET 025376
+SCREW-SHOULDER 3/16DX1/2L-SS 039455
+SPRING-3/8 ODX3/16 IDX1L -GREEN 039454
COUPLING-DRIVE 3/4 HEX X 1 -7/8 012721
COUPLING-FLEXIBLE W/SCREWS 020108
DECAL-INST -CLN -DAY -HT-C602 057064
DECAL-INST -CLN -MAN -HT-C6 02 057065
DECAL-SET OF 4 COLORED FLAVORS 022105
DECAL-SYR COMPART-ROMANCE COMB 021571
DECAL-TROUBLESHOOT 038374
DEFLECTOR-BLOWER EXHAUST 047912
DEFLECTOR-TORQUE COUPLING 054698
DIAGRAM-WIRING *C602* 056007-33
BOX A.-CUP-2 CONE DISPENSER X56256
DISPENSER A.-CONE *C602* X56121
BRACKET-DISPENSER *C602* 056260
COVER-BACK DISPENSER BOX*C602* 056719
Parts List Model C602
92
Page 96

UPDATE
REMARKSWARR.
CLASS
QTY.PART
1 103
1 103
2 000
1 103
3 000
2 000
4 000
4 103
1 103
2 103
1 103
1 103
4 000
4 000
4 000
2 000
1 000
1 000
2 103
SOFT SERVE
SOFT SERVE
1 103
1 000
1 103
1 103
1 103
1 000
1 103
3 000
NUMBER
DESCRIPTION PARTS
COVER A.-FRONT CONE DISPENSER X52265
+BAFFLE-RUBBER CONE -2 HOLE-SP 052193
DISPENSER A.-CONE-DRAWER-DBL X56265
+COVER-CUP-2 CONE DISPENSER 044347
+ Available Separately
PLUG-CONE DISPENSER SIMPLE 052263
+NUT-10-32 MF LOCK 020983
+RIVET-1/8D .188-.250 GR. STNL 024034
+SPRING-CONSTANT FORCE .375W 028735
TRAY A. -CONE *C602* X56264
+DISPENSER-CUP *NO RING* 019477-NR
+DISPENSER-CUP-SUNDAE 039988
+LATCH-SHELF 039783
+NUT-10-32 MF LOCK 020983
+POPPET-RUBBER-BLACK 022473
+SCREW-10-32X3/8 TRUSS HD-SS 024298
+SCREW-6X1/2 TYPE A-SS-TRUSS HD 022427
+SCREW-SHOULDER 10-32X7/8 034965
+SPACER-3/8OD X 5/32L NYLON 034964
DOOR A. -CABINET *C602* X58607
DOOR A. -W/BAFFLE *C602*SERVICE X57332-SER
HANDLE A. -DRAW-WELDED *C602* X56421-1
+GASKET-DOOR HT 4”-DOUBLE 048926
+PIN-HANDLE-SS *C602* 055819
+SCREW-ADJUSTMENT-5/16-24 *602* 056332
+O-RING-1/4 OD X .070W 50 DURO 015872
+VALVE A. -DRAW *C602* X55820
+O-RING-7/8 OD X .103W 014402
Model C602 Parts List
93
Page 97

UPDATE
REMARKSWARR.
CLASS
QTY.PART
SHAKE
DOOR GASKET
1 103
1 000
4 000
1 103
2 000
1 000
2 000
PANELS
2 000
16 000
1 103
1 103
1 103
1 000
2 000
1 000
1 000
1 103
1 103
1 103
1 000
2 000
1 000
1 000
1 103
1 103
1 103
1 000
NUMBER
DESCRIPTION PARTS
+O-RING-6 IN ODX5 3/4 IDX 1/8 033493
+RETAINER-SYRUP VALVE *TTS* 054554
+VALVE A. -DRAW *C602* X57169
DOOR-MACHINED-TTS SHAKE*BLACK* X55825SER2
+ Available Separately
+O-RING-DRAW VALVE-SHAKE 020571-1
+SEAL-SPINNER SHAFT 036053
DRYER-FILTER-HP62-3/8 X 1/4S 048901
FASTENER-CLIP 1/4-20 U-TYPE 045865
FILTER-AIR-18.00LX13.50HX.70W 052779-3
FILTER-CORCOM 6EH1 040140-001
FITTING A.-SYRUP JUG TTS 36” X53353-BLU
+TUBE A.-SYRUP PICK UP X53175
+O-RING-1/2OD X .070W 024278
+FERRULE-.625 ID NP BRASS 053036
+CAP-ULTIMATE SYRUP 053040-BLU
+HOSE-BEVERAGE 3/8”ID X 5/8”OD 053052-36
+FITTING-PERISTALTIC PUMP 054526
FITTING A.-SYRUP JUG TTS 36” X53353-BRN
+TUBE A.-SYRUP PICK UP X53175
+O-RING-1/2OD X .070W 024278
+FERRULE-.625 ID NP BRASS 053036
+CAP-ULTIMATE SYRUP 053040-BRN
+HOSE-BEVERAGE 3/8”ID X 5/8”OD 053052-36
+FITTING-PERISTALTIC PUMP 054526
FITTING A.-SYRUP JUG TTS 36” X53353-RED
+TUBE A.-SYRUP PICK UP X53175
+O-RING-1/2OD X .070W 024278
Parts List Model C602
94
Page 98

UPDATE
REMARKSWARR.
CLASS
QTY.PART
2 000
1 000
1 000
1 103
1 103
1 103
1 000
2 000
1 000
1 000
1 103
4 103
3 000
3 103
2 212
1 103
1 000
FRONT PANEL
MIX PUMPS
1 103
2 103
SOFT SERVE
SHAKE
1 103
1 103
2 103
1 103
1 103
1 103
1 103
1 103
NUMBER
DESCRIPTION PARTS
+FERRULE-.625 ID NP BRASS 053036
+CAP-ULTIMATE SYRUP 053040-RED
+HOSE-BEVERAGE 3/8”ID X 5/8”OD 053052-36
+FITTING-PERISTALTIC PUMP 054526
+ Available Separately
FITTING A.-SYRUP JUG TTS 36” X53353-WHT
+TUBE A.-SYRUP PICK UP X53175
+O-RING-1/2OD X .070W 024278
+FERRULE-.625 ID NP BRASS 053036
+CAP-ULTIMATE SYRUP 053040-WHT
+HOSE-BEVERAGE 3/8”ID X 5/8”OD 053052-36
+FITTING-PERISTALTIC PUMP 054526
FITTING-PANEL MOUNT QD .250ID 056674
+HOLDER-FUSE-IN LINE-TYPE HLR 045606
FUSE-15 AMP-IN LINE-NON DELAY 045293
GEAR A.*REDUCER 4.21:1 021286-SER
GEAR A.*REDUCER-AGITATOR 047988
GROMMET-VALVE-SPINNER *C602* 056704
GUIDE A.-DRIP PAN CENTER*C602* X55972
GUIDE A.-DRIP PAN-MIX PUMP X48228
GUIDE A.-DRIP PAN-RIGHT *C602* X55982
GUIDE A.-DRIP PAN-LEFT *C602* X55983
GUIDE-FILTER*444*632S*(8)754AC 053784
HEATER A. -GLYCOL-4500 W-PRTL X47395-SER
+THERMOSTAT-HI LIMIT OPEN 200 F 035786
HOLDER A. -SENSOR-ADJUSTABLE X55980
BRACKET A.-SENSOR *C602* X56341
HOLDER-MOUNTING-SENSOR PYROELE 056503
Model C602 Parts List
95
Page 99

UPDATE
REMARKSWARR.
CLASS
QTY.PART
1 000
2 000
1 103
1 000
1 103
2 103
1 103
1 103
2 000
2 000
1 103
1 103
2 000
2 000
2 103
2 103
1 000
4 000
4 000
4 000
4 000
2 000
1 000
1 000
1 000
1 000
1 000
NUMBER
DESCRIPTION PARTS
+NUT-5/16-18 LOCK SS 043072
+SCREW-10-32X9/16 DOG PT SET 038981
+SCREW-ADJUSTMENT-5/16-18 051574
+SLEEVE-SENSOR-PYROELECTRIC 038982
+ Available Separately
+CLIP-SPRING-CUP HOLDER 055192
HOLDER-CUP-SHAKE-3.906 DIA 056008
+MAGNET A.-AGITATOR-INNER X41733
HOUSING A.-AGITATOR *LONG* X51661
+SEAL-OIL 046124
+SCREW-8-32X3/16 ALLEN SET 006812
+MAGNET A.-AGITATOR-INNER X41733
HOUSING A.-AGITATOR *SHORT* X51664
+SEAL-OIL 046124
+SCREW-8-32X3/16 ALLEN SET 006812
JAR-SYRUP*PLASTIC*SHALLOW 036573
JAR-SYRUP*STAINLESS*SHALLOW 036574
KIT A.-PERISTALTIC PUMP TUBE X54979
LABEL-1/4 X 1-1/2 LONG-BROWN 022710
LABEL-1/4 X 1-1/2 LONG-DK BLUE 022708
LABEL-1/4 X 1-1/2 LONG-RED 022707
LABEL-1/4 X 1-1/2 LONG-WHITE 022709
LABEL-CAUTION-AGITATOR 045191
LABEL-CAUTION-BTR STRT G3 039897
LABEL-CAUTION-GRD-PERM-ENG/SP 032164
LABEL-CAUTION-OVERHEAT-ROMANCE 030995
LABEL-DOOR-MOVE PART 032749
LABEL-OVERLOAD SETTING 045384
Parts List Model C602
96
Page 100

UPDATE
REMARKSWARR.
CLASS
QTY.PART
2 000
2 000
1 000
5 000
1 000
2 103
TO SHAKE DOOR/ WIDE SLOT SYRUP
NOSE
4 103
8 000
4 103
4 103
4 103
4 000
4 000
4 000
STAINLESS
STAINLESS
1 103
1 103
STAINLESS
STAINLESS
1 103
1 103
1 000 176
1 103
1 103
1 103
SHAKE
SOFT SERVE
1 212
1 212
1 103
1 103
NUMBER
DESCRIPTION PARTS
LABEL-RESET-MIX PMP 022723
LABEL-RESET-MIX PMP 044452
LABEL-SW-POWER-OFF/ON-SYMBOLS 052632
LABEL-WARN-COVER 051433
+ Available Separately
LABEL-WARN-LOCK-SHK-ENG/SPN 053760
LID-SYRUP JAR 042706
LINE A.-SYRUP DOOR *C602* X56652
+FERRULE-.625 ID NP BRASS 053036
+FITTING-BARB Q.D. .250 ID 056675
+FITTING-SYRUP ELBOW 056651
+FITTING-SYRUP NOSE .125 SLOT 056650
+O-RING-11MM ID X 2MM W GREEN 053890
+TUBE-NYLOBRADE 3/8IDX5/8OD 500038-9
+VALVE-CHECK-DUCKBILL 500598
LINE A.-SYRUP BLUE *C602* X56687
LINE A.-SYRUP BROWN *C602* X56684
LINE A.-SYRUP RED *C602* X56685
LINE A.-SYRUP WHITE *C602* X56686
MAN-OPER C602 057888-M
MOTOR-SPINNER-1/8 HP-3250 RPM 035341-27
+CAPACITOR-RUN 3UF/550V 035342-27
MOTORA.-SPINNERW/PLUG X35584-27
MOTOR-1.0 HP 013102-33
MOTOR-1.5 HP 021522-33
+CAPACITOR-RUN .8UF/400V 039482
MOTOR-AGITATOR 047987-27
Model C602 Parts List
97
 Loading...
Loading...