

Page 1

FANUC Series 30*-MODEL A
FANUC Series 31*-MODEL A
FANUC Series 32*-MODEL A
マシニングセンタ系
取 扱 説 明 書
B-63944JA-2/04
Page 2
・本書からの無断転載を禁じます。
・本機の外観および仕様は改良のため変更することがあります。
本説明書に記載された商品は、『外国為替及び外国貿易法』に基づく規制対象です。Series
30i/300i/300is-MODEL A, Series 31i/310i/310is-MODEL A5 の輸出には日本政府の許可が
必要です。他の商品も許可が必要な場合もあります。また、商品によっては米国政府の再
輸出規制を受ける場合があります。本商品の輸出に当たっては当社までお問い合わせ下さ
い。
本説明書では、できるだけ色々な事柄を書くように努めています。
しかし、こういう事はやってはいけない、こういう事はできないという事は非常に多く
説明書が膨大になり、書ききれません。
したがって、本書で特にできると書いていない事は「できない」と解釈して下さい。
Page 3
CNC の機種名称の変更について
CNC の機種名称の変更について
本説明書には、下記の CNC に関する記載がありますが、これらの機種は、表中の各欄下段()内に記載した旧名称
から、各欄上段に記載した新名称に、名称が変更されています。これは単に名称(呼称)のみが変更されたものであ
り、仕様に関しては旧名称の従来品と同一品です。したがいまして、これらの機種の取り扱いに関しては、以下の点
にご注意ください。
・ 本説明書中の旧名称による記述は、すべて新名称に読み替えてください。
・ 装置において旧名称が表示される場合には、すべて新名称に読み替えてください。
表 1 CNC の機種名称
機種名 略称
FANUC Series 30i-MODEL A
(旧名称:FANUC Series 300i-MODEL A)
FANUC Series 30i-MODEL A
(旧名称:FANUC Series 300is-MODEL A)
FANUC Series 31i-MODEL A
(旧名称:FANUC Series 310i-MODEL A)
FANUC Series 31i-MODEL A5
(旧名称:FANUC Series 310i-MODEL A5)
FANUC Series 31i-MODEL A
(旧名称:FANUC Series 310is-MODEL A)
FANUC Series 31i-MODEL A5
(旧名称:FANUC Series 310is-MODEL A5)
FANUC Series 32i-MODEL A
(旧名称:FANUC Series 320i-MODEL A)
FANUC Series 32i-MODEL A
(旧名称:FANUC Series 320is-MODEL A)
30i –A
(300i–A)
30i –A
(300is–A)
31i –A
(310i–A)
31i –A5
(310i–A5)
31i –A
(310is–A)
31i –A5
(310is–A5)
32i –A
(320i–A)
32i –A
(320is–A)
Series 30i
(Series 300i)
Series 30i
(Series 300is)
Series 31i
(Series 310i)
Series 31i
(Series 310is)
Series 32i
(Series 320i)
Series 32i
(Series 320is)
Page 4

Page 5
B-63944JA-2/04 安全にご使用いただくために
安全にご使用いただくために
「安全にご使用いただくために」は CNC 装置が付いた機械(以下機械と称す)をより安全にご使用いただくために、
CNC 装置に関する安全のための注意事項を説明しています。ご使用いただく CNC 装置によっては、対応する機能が
ないために該当しない注意事項がありますのでその場合、読み飛ばして下さい。
機械の安全に関する注意事項については、機械メーカ殿発行の説明書も参照して下さい。
機械のプログラミングや操作などを行う作業者は、機械メーカ殿の説明書と本説明書を十分に理解した上でご使用下
さい。
目次
警告、注意、注について............................................................................................................................................................s-1
一般的な警告および注意............................................................................................................................................................s-2
プログラミングに関する警告および注意 ................................................................................................................................s-3
操作に関する警告および注意 ....................................................................................................................................................s-4
日常保守に関する警告................................................................................................................................................................s-5
警告、注意、注について
本説明書では、使用者の安全および機械の破損防止のために、安全に関する注意事項の程度に応じて、本文中に『警
告』および『注意』の表記をしています。
また、補足的な説明を記述するために『注』の表記をしています。
使用する前に、『警告』、『注意』、『注』に記載されている事項をよく読んで下さい。
警告
取扱いを誤った場合に、使用者が死亡又は重傷を負う危険の状態が生じることが想定される場合に用いられ
ます。
注意
取扱いを誤った場合に、使用者が軽傷を負うか又は物的損害のみが発生する危険の状態が生じることが想定
される場合に用いられます。
注
警告又は注意以外のことで、補足的な説明を記述する場合に用いられます。
• 本説明書を熟読し、大切に保管して下さい。
s-1
Page 6
安全にご使用いただくために B-63944JA-2/04
一般的な警告及び注意
警告
1
ワークを実際に加工する場合には、いきなり起動させずに、シングルブロック、送り速度オーバライド、マ
シンロックなどの機能を利用したり、工具やワークを取り付けずに運転するなどして、試運転で機械の動作
が正しいことを十分に確認しておいて下さい。確認が不十分だった場合、機械の予期しない動きによりワー
クや機械などが破損したり、けがをする可能性があります。
2
入力したいデータが正しく入力されたことを十分確認して、その後の操作を行って下さい。
使用者がデータの誤りに気が付かずに運転すると、機械の予期しない動きによりワークや機械などが破損し
たり、けがをする可能性があります。
3
送り速度は運転内容に対して適正な値が指令されていることを確認して下さい。一般的には機械ごとに最高
送り速度は制限されています。運転の内容によっても最適な速度は異なりますので、機械の説明書にも従っ
て下さい。
正しくない速度で運転すると、機械に予期しない負荷がかかり、ワークや機械などが破損したり、けがをす
る可能性があります。
4
工具補正機能を使用する場合は、補正方向、補正量を十分確認して下さい。使用者がデータの誤りに気が付
かずに運転すると、機械の予期しない動きによりワークや機械などが破損したり、けがをする可能性があり
ます。
5 CNCやPMC
のパラメータは最適な値が設定されており、通常は変更の必要がありません。何らかの必要で
パラメータを変更する場合は、そのパラメータの働きを十分に理解した上で実施して下さい。
パラメータの設定を誤ると、機械の予期しない動きによりワークや機械などが破損したり、けがをする可能
性があります。
注意
1
電源投入時には、
には触れないで下さい。
CNC
装置の画面上に位置表示画面又はアラーム画面が表示されるまで、
保守用あるいは特殊な操作用に使用されているキーがあり、これらのキーを誤って押すと
しない状態となり、そのまま運転すると機械の予期しない動作を引き起こす可能性があります。
2
取扱説明書ではオプション機能も含めて、その
CNC
装置が持つ機能の全体を説明しています。選択されて
いるオプション機能はそれぞれの機械ごとに異なります。したがって、説明書記載の機能で使用できないも
のがありますので、あらかじめ機械の仕様を確認しておいて下さい。
3
機械メーカ殿の組込みにより実現されている機能があります。それらの使用方法や注意事項については機械
メーカ殿の説明書に従って下さい。
4
液晶ディスプレイは非常に精密な加工技術を使用して作られていますが、その特性上画素欠けや常時点灯す
る画素が存在する場合があります。これは故障ではありませんので、あらかじめご了承下さい。
注
プログラム、パラメータ、マクロ変数などは
CNC
装置内部の不揮発性メモリに記憶されています。一般に
は電源のオン/オフにより、この内容が失われることはありません。しかし、不注意により消してしまった
り、あるいは障害の復旧のために不揮発性メモリに記憶されている貴重なデータを消さざるをえない事態が
発生することが考えられます。
このような不測の事態が発生した場合に速やかに復旧させるため、事前に各種データの控えを作成しておい
て下さい。
MDI
パネルのキー
CNC
装置が予期
s-2
Page 7
B-63944JA-2/04 安全にご使用いただくために
プログラミングに関する警告および注意
プログラミングに関する、安全のための主要な注意事項を以下に示します。
プログラミングする際は、取扱説明書を熟読し、内容を十分に理解して下さい。
警告
1
座標系設定
座標系の設定を誤った場合、プログラムの移動指令が正しくても、予期しない動作をします。
その場合、工具や機械およびワークを破損したり、けがをする可能性があります。
2
非直線補間形位置決め
非直線補間形位置決め(始点と終点の間を直線的でない移動をする位置決め方式)の場合は経路をよく確認
してプログラムする必要があります。
位置決めは、早送り速度で行われるため、工具とワークが接触すると工具や機械およびワークを破損したり、
けがをする可能性があります。
3
回転軸が動作する機能
極座標補間や法線方向制御等のプログラムにおいては、回転軸の速度を十分考慮してプログラムして下さい。
プログラムが不適当であると、回転軸の速度が過大になり、ワークの取り付け方によっては遠心力によって
ワークが外れます。
その場合、工具や機械およびワークを破損したり、けがをする可能性があります。
4
インチ/メトリック入力変換
インチ入力とメトリック入力を切換えても、ワーク原点オフセット量、各種パラメータ、現在位置等の単位
は変換されません。運転する前にこれらのデータの単位を充分に確認して下さい。誤ったデータで運転する
と、工具や機械およびワークを破損したり、けがをする可能性があります。
5
周速一定制御
周速一定制御中に周速一定制御軸のワーク座標系での現在位置が0に近づくと、主軸速度が非常に過大にな
る場合がありますので最大回転数を正しく指令して下さい。正しく指令しないと、工具や機械およびワーク
を破損したり、けがをする可能性があります。
6
ストロークチェック
手動レファレンス点復帰が必要な機械においては、電源投入後、必ず手動レファレンス点復帰を行って下さ
い。手動レファレンス点復帰を行うまでは、ストロークチェックは無効です。ストロークチェックが無効の
状態では、リミットを越えてもアラームとならず、工具や機械およびワークを破損したり、けがをする可能
性があります。
7
刃物台干渉チェック
刃物台干渉チェックでは、自動運転で指令された工具のデータをもとに干渉チェックが行われます。指令さ
れた工具が実際に使用される工具と一致していないと正しく干渉チェックされず、工具や機械を破損したり、
けがをする可能性があります。
電源投入時や手動で刃物台を選択した後は、使用する工具の工具番号を自動運転で必ず指令して下さい。
注意
1
アブソリュート/インクレメンタルモード
アブソリュート値で作成したプログラムをインクレメンタルモードで実行したり、インクレメンタル値で作
成したプログラムをアブソリュートモードで実行すると、機械が予期しない動作をします。
2
平面選択
円弧補間/ヘリカル補間/固定サイクル等において平面指定を間違えると機械が予期しない動作をします。詳
細については、それぞれの機能の説明を参照して下さい。
3
トルクリミットスキップ
トルクリミットスキップの前には、必ずトルクリミットを有効にして下さい。
トルクリミットが無効のままで、トルクリミットスキップが指令されると、スキップ動作をすることなく移
動指令が実行されます。
4
プログラマブルミラーイメージ
プログラマブルミラーイメージを有効にするとその後のプログラムの動作が大きく変化しますので、注意し
て下さい。
5
補正機能
補正機能モード中に機械座標系での指令、レファレンス点復帰関係等の指令をすると一時的に補正がキャン
セルされるため、機械が予期しない動作する場合があります。
そのため、これらの指令は補正機能モードをキャンセルしてから行って下さい。
s-3
Page 8
安全にご使用いただくために B-63944JA-2/04
操作に関する警告および注意
操作に関する、安全のための主要な注意事項を以下に示します。
操作をする際には、取扱説明書を熟読し、内容を十分に理解して下さい。
警告
1
手動運転
手動運転を行う際に、工具やワーク等の現在位置を把握して、移動軸、移動方向および送り速度等の選択に
誤りがないか十分確認して下さい。誤って操作すると工具や機械およびワークを破損したり、けがをする可
能性があります。
2
手動レファレンス点復帰
手動レファレンス点復帰が必要な機械においては、電源投入後、必ず手動レファレンス点復帰を行って下さ
い。手動レファレンス点復帰を行わずに機械を動作させると、予期しない動作をすることがあります。また、
手動レファレンス点復帰をするまでは、ストロークチェックが無効です。
その場合、工具や機械およびワークを破損したり、けがをする可能性があります。
3
手動数値指令
手動数値指令を行う際に、工具やワーク等の現在位置を把握して、移動軸と移動方向、指令の選択および入
力する数値等に誤りがないか十分確認して下さい。
誤った指令で運転すると工具や機械およびワークを破損したり、けがをする可能性があります。
4
手動ハンドル送り
手動ハンドル送りを使用する場合、
の移動速度は速くなります。そのため、注意して動作させないと工具や機械を破損したり、けがをする可能
性があります。
5
オーバライドの無効
ねじ切り中、リジッドタップ中、タッピング中、マクロ変数によるオーバライド無効指定やオーバライドキ
ャンセル等によってオーバライドが無効となっている場合は、予期しない速度となり、工具や機械およびワ
ークを破損したり、けがをする可能性があります。
6
オリジン/プリセット操作
原則としてプログラム実行中にオリジン/プリセット操作をしないで下さい。
もしプログラム実行中にオリジン/プリセット操作を行うとその後のプログラム実行において機械が予期し
ない動作をします。
その場合、工具や機械およびワークを破損したり、けがをする可能性があります。
7
ワーク座標系シフト
手動介入、マシンロック、ミラーイメージ等でワーク座標系がシフトされる場合があります。したがって、
プログラムを実行する前に座標系をよく確認して下さい。
ワーク座標系のシフトを考慮しないでプログラムを実行すると、機械が予期しない動作をします。
その場合、工具や機械およびワークを破損したり、けがをする可能性があります。
8
ソフトウエアオペレータズパネル、メニュースイッチ
ソフトウエアオペレータズパネルやメニュースイッチでは
変更、ジョグ送り指令等、機械操作盤にない操作も含めて指令できます。
このため不用意に
よびワークを破損したり、けがをする可能性があります。
9 RESET
RESET
キーは
とを目的とする場合には
100
倍などの大きい倍率を選んでハンドルを回すと工具やテーブルなど
MDI
パネルからモード変更やオーバライド値の
MDI
パネルのキー操作を行うと機械が予期しない動作をします。その場合、工具や機械お
キー
キーを押すと、実行中のプログラムは停止します。その結果として、サーボ軸は停止しますが、
MDI
パネルの故障等によって機能しない可能性がありますので、安全のためにモータを停止させるこ
RESET
キーではなく非常停止ボタンを使用して下さい。
RESET
s-4
Page 9
B-63944JA-2/04 安全にご使用いただくために
注意
1
手動介入
プログラム実行途中で手動介入を行った場合、状態によってはその後の再開において移動経路が異なります。
したがって、マニュアルアブソリュートスイッチ、パラメータ、アブソリュート/インクレメンタル指令モー
ド等の状態をよく確認の上、再開して下さい。
2
フィードホールド、オーバライド、シングルブロック
カスタムマクロシステム変数
#3004
により、フィードホールドやフィードレートオーバライドおよびシング
ルブロックを無効にすることができます。その時はオペレータによるこれらの操作が無効になりますので機
械の操作には注意して下さい。
3
ドライラン
ドライランは一般には機械を空送りして動作の確認をする時に使用します。この時の送り速度はドライラン
速度となり、プログラムで指令した送り速度とは異なります。場合によっては早い送り速度で動くことがあ
ります。
4 MDI
MDI
下さい。特に工具径補正モード又は刃先R補正モードで自動運転中に
モードでの工具径補正、刃先R補正
モードでの指令に対しては、工具径補正又は刃先R補正は一切行われませんので、移動経路に注意して
MDI
からの入力指令を介入させた場合
には、その後の自動運転再開時の移動経路に注意して下さい。詳細については、それぞれの機能の説明を参
照して下さい。
5
プログラムの編集
加工を一時停止して、加工中のプログラムに対し、変更、挿入、削除などを行った後、そのプログラムを続
行すると、機械が予期しない動作をすることがあります。加工中のプログラムに対して、変更、挿入、削除
などは危険なため、原則として行わないで下さい。
日常保守に関する警告
警告
1
メモリのバックアップ用バッテリの交換
本作業は、保守および安全に関して教育を受けた人以外は、作業をしてはいけません。
キャビネットを開けて、バッテリの交換をする際には、高電圧回路部分( マークが付いており、感電防
止カバーで覆われています。)には触れないよう注意して下さい。
カバーが外れていて、その部分に触れると感電します。
注
CNC
には、電源オフ時にもプログラム、オフセット量、パラメータなどのデータを保持する必要があるため、
バッテリを使用しています。
バッテリの電圧が低下すると、機械操作盤又は画面上にバッテリ電圧低下アラームが表示されます。
バッテリ電圧低下のアラームが表示されたら、一週間以内にバッテリを交換して下さい。バッテリを交換し
ないと、メモリの内容が失われます。
バッテリの交換手順は、取扱説明書(T系/M系共通)の
Ⅳ.保守にあるバッテリの交換方法を参照して下さい。
警告
2
アブソリュートパルスコーダ用電池の交換
本作業は、保守および安全に関して教育を受けた人以外は、作業をしてはいけません。
キャビネットを開けて、バッテリの交換をする際には、高電圧回路部分( マークが付いており、感電防
止カバーで覆われています。)には触れないよう注意して下さい。
カバーが外れていて、その部分に触れると感電します。
注
アブソリュートパルスコータは絶対位置を保持する必要があるため、バッテリを使用しています。
バッテリの電圧が低下すると、機械操作盤又は画面上にアブソリュートパルスコーダのバッテリ電圧低下ア
ラームが表示されます。
バッテリ電圧低下のアラームが表示されたら、一週間以内にバッテリを交換して下さい。バッテリを交換し
ないと、アブソリュートパルスコーダ内部の絶対位置データが失われます。
バッテリの交換は、
FANUC SERVO MOTOR AMPLIFIER
i
series
α
保守説明書を参照して下さい。
s-5
Page 10
安全にご使用いただくために B-63944JA-2/04
警告
3
ヒューズの交換
ヒューズの交換作業は、ヒューズが切れた原因を取り除いてから、ヒューズを交換する必要があります。
このため、保守および安全に関して十分に教育を受けた人以外は、作業をしてはいけません。
キャビネットを開けて、ヒューズの交換をする際には、高電圧回路部分(
止カバーで覆われています。)には触れないよう注意して下さい。
カバーが外れていて、その部分に触れると感電します。
マークが付いており、感電防
s-6
Page 11
B-63944JA-2/04 目次
目次
安全にご使用いただくために .......................................................................................... s-1
警告、注意、注について......................................................................................................................s-1
一般的な警告及び注意 .........................................................................................................................s-2
プログラミングに関する警告および注意 ............................................................................................s-3
操作に関する警告および注意 ..............................................................................................................s-4
日常保守に関する警告 .........................................................................................................................s-5
I. 概要
1 概要 ............................................................................................................................ 3
1.1 本説明書を読むにあたっての注意事項....................................................................................6
1.2 各種データに関する注意事項 ..................................................................................................6
II. プログラミング
1 概要 ............................................................................................................................ 9
1.1 工具形状とプログラムによる工具の動き................................................................................9
2 準備機能(G 機能)................................................................................................. 10
3 補間機能................................................................................................................... 15
3.1 インボリュート補間(G02.2,G03.2)...................................................................................15
3.1.1 インボリュート補間自動速度制御.................................................................................................18
3.1.2 ヘリカルインボリュート補間(G02.2,G03.3) ............................................................................20
3.1.3 直線と回転軸によるインボリュート補間(G02.2,G03.3) ........................................................20
3.2 ねじ切り(G33)...................................................................................................................22
3.3 円弧ねじ切り B(G2.1,G3.1) ..............................................................................................23
3.4 連続円運動による溝加工(G12.4,G13.4) ...........................................................................26
4 座標値と寸法............................................................................................................ 36
4.1 極座標指令(G15,G16) .......................................................................................................36
5 プログラミングを簡単にする機能 ........................................................................... 38
5.1 穴あけ用固定サイクル ...........................................................................................................38
5.1.1 高速深穴あけサイクル(G73)......................................................................................................42
5.1.2 逆タッピングサイクル(G74)......................................................................................................43
5.1.3 ファインボーリング(G76)..........................................................................................................45
5.1.4 ドリルサイクルスポットドリリング(G81) ..............................................................................46
5.1.5 ドリルサイクルカウンタボーリング(G82) ..............................................................................48
5.1.6 深穴あけサイクル(G83)..............................................................................................................49
5.1.7 小径深穴加工ドリルサイクル(G83)..........................................................................................50
5.1.8 タッピングサイクル(G84)..........................................................................................................54
5.1.9 ボーリングサイクル(G85)..........................................................................................................55
5.1.10 ボーリングサイクル(G86)..........................................................................................................57
5.1.11 バックボーリングサイクル(G87)..............................................................................................58
5.1.12 ボーリングサイクル(G88)..........................................................................................................60
5.1.13 ボーリングサイクル(G89)..........................................................................................................61
5.1.14 穴あけ用固定サイクルキャンセル(G80) ..................................................................................62
5.1.15 穴あけ用固定サイクルの例題.........................................................................................................63
5.2 リジッドタップ......................................................................................................................65
5.2.1 リジッドタッピング(G84)..........................................................................................................65
c-1
Page 12

目次 B-63944JA-2/04
5.2.2 リジッド逆タッピングサイクル(G74)......................................................................................68
5.2.3 深穴リジッドタッピングサイクル(G84 または G74)..............................................................71
5.2.4 固定サイクルキャンセル(G80)..................................................................................................73
5.2.3 リジッドタッピング中のオーバライド.........................................................................................74
5.2.4.1 引き抜きオーバライド...................................................................................................................... 74
5.2.4.2 オーバライド信号..............................................................................................................................75
5.3 任意角度面取り・コーナR....................................................................................................76
5.4 インデックステーブル割り出し機能 .....................................................................................78
5.5 インフィード制御(研削盤用) ............................................................................................80
5.6 研削用固定サイクル(研削盤用).........................................................................................82
5.6.1 プランジ研削サイクル(G75)......................................................................................................84
5.6.2 プランジ直接定寸研削サイクル(G77)......................................................................................87
5.6.3 連続送り平研削サイクル(G78)..................................................................................................89
5.6.4 間欠送り平研削サイクル(G79)..................................................................................................92
5.7 複合形固定サイクル(G70.7, G71.7, G72.7, G73.7, G74.7, G75.7,G76.7) .......................94
5.7.1 外径荒削りサイクル(G71.7).......................................................................................................94
5.7.2 端面荒削りサイクル(G72.7).....................................................................................................105
5.7.3 閉ループ切削サイクル(G73.7).................................................................................................108
5.7.4 仕上げサイクル(G70.7).............................................................................................................111
5.7.5 端面突切りサイクル(G74.7).....................................................................................................114
5.7.6 外径、内径突切りサイクル(G75.7).........................................................................................115
5.7.7 複合形ねじ切りサイクル(G76.7).............................................................................................117
5.7.8 複合形固定サイクル(G70.7, G71.7, G72.7, G73.7, G74.7, G75.7, G76.7)における
制限事項 ..........................................................................................................................................121
6 補正機能................................................................................................................. 123
6.1 工具長補正シフトタイプ .....................................................................................................123
6.2 工具長自動測定(G37)......................................................................................................129
6.3 工具位置オフセット(G45~G48) ....................................................................................131
6.4 工具径補正(G40~G42)の概略説明 ................................................................................136
6.5 刃先R補正(G40~G42)の概略説明 ................................................................................141
6.5.1 仮想刃先 ..........................................................................................................................................141
6.5.2 仮想刃先の方向 ..............................................................................................................................143
6.5.3 オフセット番号と補正量 ..............................................................................................................144
6.5.4 ワーク側の指定と移動指令...........................................................................................................144
6.5.5 刃先 R 補正の注意事項..................................................................................................................149
6.6 工具径・刃先R補正の詳細説明 ..........................................................................................151
6.6.1 概要 ..................................................................................................................................................151
6.6.2 スタートアップでの工具の動き...................................................................................................155
6.6.3 オフセットモードでの工具の動き...............................................................................................161
6.6.4 オフセットモードキャンセルでの工具の動き...........................................................................178
6.6.5 工具径・刃先 R 補正による切り込み過ぎの防止.......................................................................184
6.6.6 干渉チェック ..................................................................................................................................187
6.6.6.1 干渉と判断された場合の動作........................................................................................................ 190
6.6.6.2 干渉チェックアラーム機能............................................................................................................ 190
6.6.6.3 干渉チェック回避機能.................................................................................................................... 192
6.6.7 MDI からの入力に対する工具径・刃先 R 補正 ..........................................................................197
6.7 ベクトル保持(G38) .........................................................................................................199
6.8 コーナ円弧補間(G39)......................................................................................................200
6.9 3 次元工具補正(G40, G41)..............................................................................................202
6.10 工具補正量、工具補正個数およびプログラムによる工具補正量の入力(G10)...............205
6.11 座標回転(G68, G69)........................................................................................................207
6.12 砥石摩耗補正 .......................................................................................................................214
6.13 手動送りによるアクティブオフセット量変更.....................................................................218
6.14 ロータリテーブルダイナミックフィクスチャオフセット...................................................221
6.15 工具軸方向工具長補正 .........................................................................................................226
c-2
Page 13
B-63944JA-2/04 目次
6.15.1 工具軸方向工具長補正の制御点補正...........................................................................................230
6.16 スピンドルユニット補正、傾斜ロータリヘッド工具長補正...............................................234
7 Series 15 フォーマットでのメモリ運転................................................................ 237
7.1 複合形固定サイクル.............................................................................................................237
7.1.1 外径荒削りサイクル(G71.7).....................................................................................................238
7.1.2 端面荒削りサイクル(G72.7).....................................................................................................249
7.1.3 閉ループ切削サイクル(G73.7).................................................................................................253
7.1.4 仕上げサイクル(G70.7).............................................................................................................255
7.1.5 端面突切りサイクル(G74.7).....................................................................................................258
7.1.6 外径、内径突切りサイクル(G75.7).........................................................................................259
7.1.7 複合形ねじ切りサイクル(G76.7).............................................................................................261
7.1.8 複合形固定サイクルにおける制限事項.......................................................................................266
8 軸制御機能 ............................................................................................................. 268
8.1 チョッピング機能 ................................................................................................................268
8.2 フレキシブル同期制御によるチョッピング機能 .................................................................273
8.3 並列軸制御 ...........................................................................................................................274
9 ガス切断機 ............................................................................................................. 279
9.1 工具位置オフセット B 機能 .................................................................................................279
9.2 速度によるコーナ制御 .........................................................................................................282
9.3 自動イグザクトストップチェック.......................................................................................284
9.4 軸切り換え ...........................................................................................................................287
9.5 緩曲線切断 ...........................................................................................................................289
9.6 緩曲法線方向制御 ................................................................................................................291
9.6.1 直線距離指定 ..................................................................................................................................292
III. 操作
1 データの表示と設定............................................................................................... 295
1.1
機能キー
1.1.1 1. 工具オフセット量
1.1.2 工具長測定 ......................................................................................................................................300
1.1.3 工具長/ワーク原点測定 ..............................................................................................................302
1.1.4 ロータリテーブルダイナミックフィクスチャオフセット量の表示と設定............................321
1.1.5 工具補正量測定値直接入力B.......................................................................................................324
1.1.6 スピンドルユニット補正、傾斜ロータリヘッド工具長補正 ...................................................324
に属する画面
2. 工具長測定
3. 工具長/ワーク原点測定
4. ロータリテーブルダイナミックフィクスチャオフセット
工具オフセット量の表示と設定...................................................................................................295
...............................................................................................295
付録
A パラメータ ............................................................................................................. 329
A.1 パラメータの説明 ................................................................................................................329
A.2 データ形式 ...........................................................................................................................371
A.3 標準パラメータ設定表 .........................................................................................................372
c-3
Page 14
Page 15

I. 概要
Page 16

Page 17
B-63944JA-2/04 概要 1.概要
1 概要
本説明書は下記の編から構成されています。
説明書の記述内容
Ⅰ. 概要
本説明書の構成、適用機種、関連説明書、および説明書を読むにあたっての注意事項を記述しています。
Ⅱ. プログラミング編
NC 言語でプログラムを作成するためのプログラムのフォーマット、解説、制限事項などについて、機能ごとに
記述しています。
Ⅲ. 操作編
機械の手動運転と自動運転、データの入出力方法、プログラムの編集方法などについて記述しています。
付録
パラメータ、指令値範囲、アラームなどの各種一覧表を記述しています。
注
1
本説明書では、マシニングセンタ系の系統制御タイプにて動作可能な機能についてのみ記述されています。
マシニングセンタ系に特化しない他の機能等については、取扱説明書(旋盤系/マシニングセンタ系共通)
(B-63944JA)
2
本説明書に記述されている機能のうち、機種によって使用できないものがあります。詳細については仕様説
(B-63942JA)
明書
3
本説明書では、本文中で述べている以外のパラメータの詳細については記述しておりませんので、別冊のパ
ラメータ説明書
パラメータとは、
す。通常は、機械メーカにより工作機械が使いやすい状態にパラメータが設定されています。
4
本説明書では、ベーシック機能だけでなく、オプション機能についても記述しています。
納入された装置にどのオプションが実装されているかについては、機械メーカ発行の説明書を参照して下さ
い。
を参照して下さい。
を参照して下さい。
(B-63950JA)
CNC
工作機械の機能や動作状態、良く使用する量などをあらかじめ設定しておくもので
適用機種名
本説明書では、下記の機種について述べています。
また、本文中で下記の略称を使用することがあります。
機種名 略称
FANUC Series 30i-A 30i –A Series 30i
FANUC Series 300i-A 300i–A Series 300i
FANUC Series 300is-A 300is–A Series 300is
FANUC Series 31i-A 31i –A
FANUC Series 31i-A5 31i –A5
FANUC Series 310i-A 310i–A
FANUC Series 310i-A5 310i–A5
FANUC Series 310is-A 310is–A
FANUC Series 310is-A5 310is–A5
FANUC Series 32i-A 32i –A Series 32i
FANUC Series 320i-A 320i–A Series 320i
FANUC Series 320is-A 320is–A Series 320is
を参照して下さい。
Series 31i
Series 310i
Series 310is
- 3 -
Page 18
1.概要 概要 B-63944JA-2/04
注
1
本説明書では、特に断りがない限り、機種名において
i
/
310
i
310is-A、31
/
B-63942JA
31
ただし、下記2の事項に当てはまる場合はこの限りではありません。
2
本説明書に記述されている機能のうち、機種によって使用できないものがあります。詳細については、仕様
説明書(
i
i
310
310is-A5、32
/
/
)を参照して下さい。
i
320
/
i
320is-A
/
をまとめて
i
/
300
i
/
300is
と表記してあります。
30
記号説明
本文中では、下記の記号を使っています。記号の意味は次のとおりです。
・IP
X_ Y_ Z_ …のように、任意の軸の組合せを表します。
アドレスに続くアンダーラインの個所には、座標値などの数値が入ります。
(プログラミング編で使用)
・;
エンドオブブロックを意味します。
実際には ISO コードでは LF、EIA コードでは CR のことです。
Series 30i/300i/300is- MODEL A
Series 31i/310i/310is- MODEL A
Series 32i/320i/320is- MODEL A
の関連説明書
Series 30i/300i/300is-A, Series 31i/310i/310is-A, Series 32i/320i/320is-A の関連説明書は表1 (a)の通りです。
*は本説明書です。
表1 (a) 関連説明書一覧表
説明書名 仕様番号
仕様説明書
結合説明書(ハードウェア編)
結合説明書(機能編)
取扱説明書(旋盤系/マシニングセンタ系共通)
取扱説明書(旋盤系)
取扱説明書(マシニングセンタ系)
保守説明書
パラメータ説明書
プログラミング関係
マクロエグゼキュータ プログラミング説明書
マクロコンパイラ プログラミング説明書
C 言語エグゼキュータ プログラミング説明書
PMC
PMC プログラミング説明書
ネットワーク関係
PROFIBUS-DP ボード 結合説明書
ファストイーサネット/ファストデータサーバ 取扱説明書
DeviceNet ボード 結合説明書
FL-net ボード 結合説明書
CC-Link ボード 結合説明書
操作ガイダンス機能関係
マニュアルガイド i (旋盤系/マシニングセンタ系共通)
取扱説明書
マニュアルガイド i (マシニングセンタ系) 取扱説明書
マニュアルガイド i 段取り支援機能 取扱説明書 B-63874JA-1
デュアル・チェック・セイフティ
デュアル・チェック・セイフティ結合説明書
B-63942JA
B-63943JA
B-63943JA-1
B-63944JA
B-63944JA-1
B-63944JA-2
B-63945JA
B-63950JA
B-63943JA-2
B-66263JA
B-63943JA-3
B-63983JA
B-63993JA
B-64014JA
B-64043JA
B-64163JA
B-64463JA
B-63874JA
B-63874JA-2
B-64003JA
- 4 -
*
Page 19
B-63944JA-2/04 概要 1.概要
サーボモータの関連説明書
サーボモータ αi/βi の関連説明書は表1 (b)の通りです。
表1 (b) SERVO MOTOR αiβi series の関連説明書
説明書名 説明書番号
FANUC AC SERVO MOTOR αi series
仕様説明書
FANUC AC SPINDLE MOTOR αi series
仕様説明書
FANUC AC SERVO MOTOR βi series
仕様説明書
FANUC AC SPINDLE MOTOR βi series
仕様説明書
FANUC SERVO AMPLIFIER αi series
仕様説明書
FANUC SERVO AMPLIFIER βi series
仕様説明書
FANUC SERVO MOTOR αis series
FANUC SERVO MOTOR αi series
FANUC AC SPINDLE MOTOR αi series
FANUC SERVO AMPLIFIER αi series
保守説明書
FANUC SERVO MOTOR βis series
FANUC AC SPINDLE MOTOR βi series
FANUC SERVO AMPLIFIER βi series
保守説明書
FANUC AC SERVO MOTOR αi series
FANUC AC SERVO MOTOR βi series
FANUC LINEAR MOTOR LiS series
FANUC SYNCHRONOUS BUILT-IN SERVO MOTOR DiS series
パラメータ説明書
FANUC AC SPINDLE MOTOR αi/βi series,
BUILT-IN SPINDLE MOTOR Bi series
パラメータ説明書
本説明書で説明する CNC には、上記のサーボおよびスピンドルを接続する事が出来ます。ただし、αi SV シリーズに
つきましては、レベルアップ版のみが接続可能です。また、βi SVSP シリーズは、接続できません。
本説明書内では、主に FANUC SERVO MOTOR αi series として記述していますが、サーボおよびスピンドルに関しま
しては、実際に接続するサーボおよびスピンドルに応じた説明書を別途参照して下さい。
B-65262JA
B-65272JA
B-65302JA
B-65312JA
B-65282JA
B-65322JA
B-65285JA
B-65325JA
B-65270JA
B-65280JA
- 5 -
Page 20
1.概要 概要 B-63944JA-2/04
1.1 本説明書を読むにあたっての注意事項
注意
1 CNC
2
3
工作機械システムとしての機能は
操作盤などの組合わせによって機能が決定します。それらの色々な組合わせの場合についての機能、プログラ
ミング、操作についての説明をすることは不可能です。
本説明書では
機械メーカから発行される説明書をよくお読み下さい。本説明書より機械メーカから発行される説明書が記
載事項に関し優先します。
本説明書は、読者が容易に必要事項を参照できるように、各ページの上部の欄に見出しを付けています。
まずは見出しを見て必要な部分のみ参照することができます。
本説明書では、できるだけ色々なことについて書くように努めています。
しかし、こういうことはやってはいけない、こういうことはできないということは非常に多く、説明書が膨
大になり、書ききれません。
したがって、本説明書では、特にできると書いていないことは「できない」と解釈して下さい。
CNC
の側に立って一般的な説明をしていますので、個々の
CNC
だけで決まるのではなく、機械、機械側強電回路、サーボ系、
CNC
工作機械についての説明は、
CNC
、
1.2 各種データに関する注意事項
注意
加工プログラム、パラメータ、オフセットデータなどは、
す。一般には電源のオン/オフによりこの内容が失われることはありません。しかし、誤操作により消して
しまったり、あるいは障害の復旧のための不揮発性メモリに記憶されている貴重なデータを消さざるをえな
い事態が発生することが考えられます。
このような不測の事態が発生した場合に速やかに復旧させるため、事前に各種データの控えを作成しておい
て下さるようお願いします。
CNC
装置内部の不揮発性メモリに記憶されていま
- 6 -
Page 21

II. プログラミング
Page 22

Page 23
B-63944JA-2/04 プログラミング 1.概要
1 概要
1 章「概要」は下記の内容で構成されています。
1.1 工具形状とプログラムによる工具の動き ............................................................................................................................9
1.1 工具形状とプログラムによる工具の動き
解説
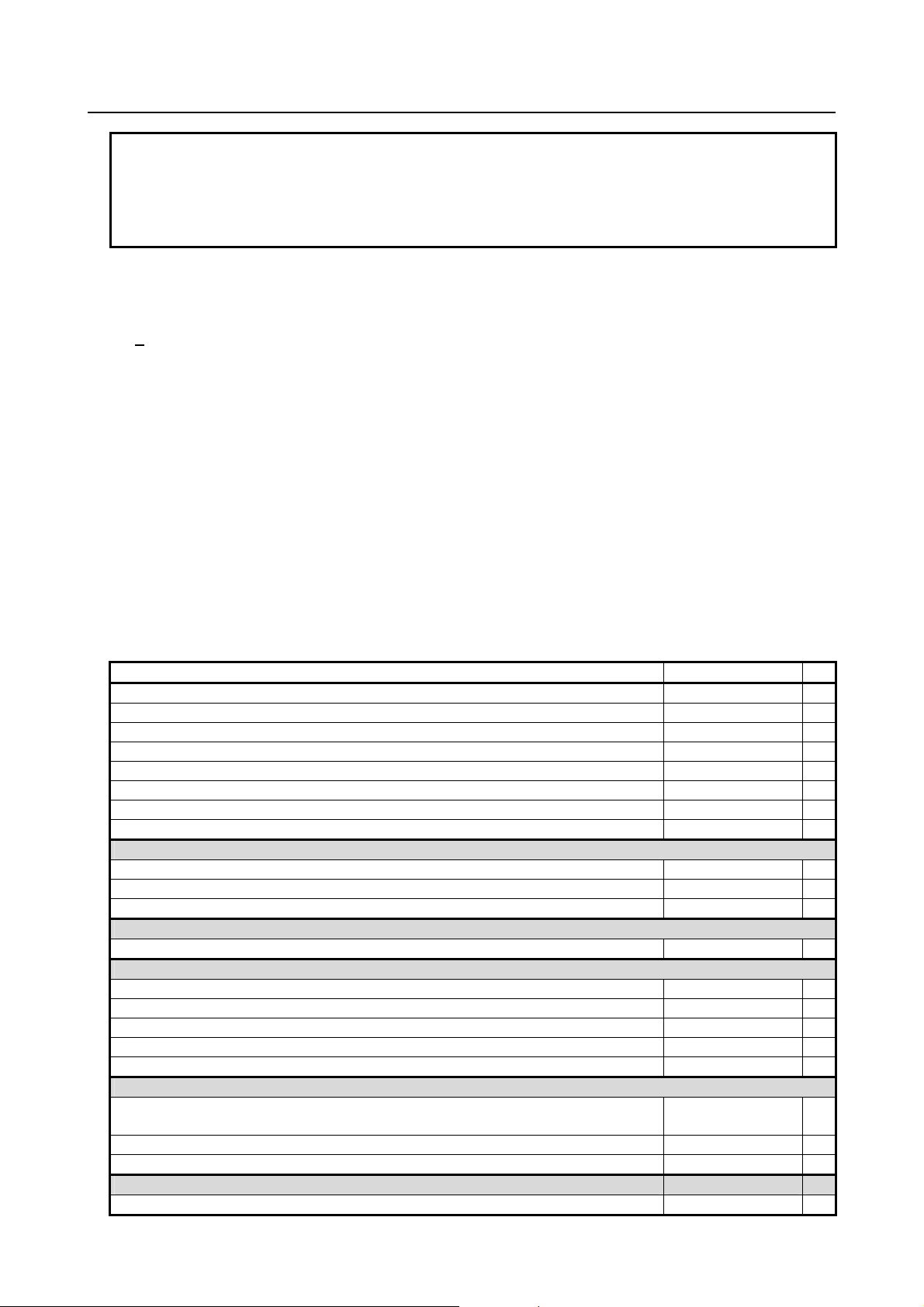
・工具の底面で加工する-工具長補正機能
通常 1 つのワークを加工するには、数本の工具を使用します。
各工具は、異なった工具長を持っています。工具に応じてプログラムを変更するのは、大変面倒です。
このため、各工具の工具長をあらかじめ測定し、例えば、標準工具との差を CNC に設定することにより(取扱説明
書(T 系/M 系共通)の「データの表示と設定」の項参照)、工具が交換されても、プログラムを変更しないで、加
工をすることができます。この機能を工具長補正機能と言います。(取扱説明書(T 系/M 系共通)の「工具長補正」
の項参照)
H2
標準
工具
H1
H3 H4
ワーク
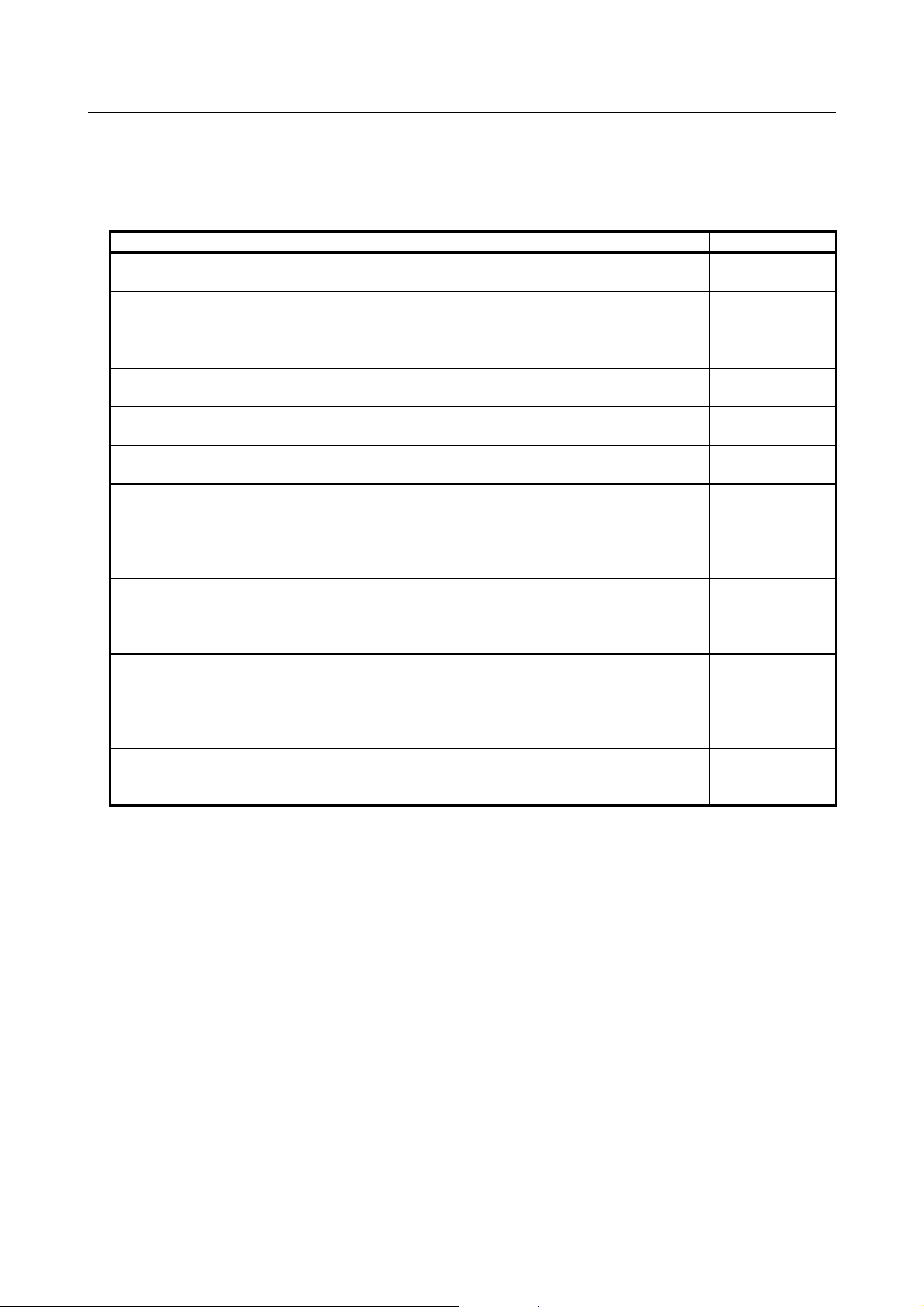
・工具の側面で加工する-工具径補正機能
工具径補正による工具経路
加工形状
ワーク
工具
工具には、半径があるため、一般に加工形状に対して、工具経路は、半径だけずれた位置にあります。
工具の半径をあらかじめ、CNC に登録しておくことにより(取扱説明書(T 系/M 系共通)の「データの表示と設
定」の項参照)、加工形状に対して、工具半径だけずれた通路に沿って、工具を動かすことができます。この機能を
工具径補正機能と言います。(「補正機能」の項参照)
- 9 -
Page 24
2.準備機能(G 機能) プログラミング B-63944JA-2/04
2 準備機能(G 機能)
準備機能の命令はアドレス G に続く数値によって表現され、ブロックに含まれる命令の意味を規定します。G コード
には次の 2 種類があります。
種別 意味
ワンショットな G コード 指令されたブロックにだけ有効な G コード
モーダルな G コード 同一グループの他の G コードが指令されるまで有効な G コード
(例)G01,G00 はモーダルな G コードです。
G01 X
Z
X
G00 Z
X
G01 X
解説
1. 電源投入時、又はリセットによりクリア状態(パラメータ CLR(No.3402#6))になった時、モーダルの G コードは
次の状態になります。
(1) 表2
(2) G20 と G21 は、電源投入、又はリセットによるクリア状態で変化しません。
(3) G22 と G23 は、パラメータ G23(No.3402#7)により電源投入時にどちらの G コードの状態にするかを設定でき
(4) G00 と G01 は、パラメータ G01(No.3402#0)によりどちらの G コードの状態にするかを設定できます。
(5) G90 と G91 は、パラメータ G91(No.3402#3)によりどちらの G コードの状態にするかを設定できます。
(6) G17、G18 および G19 は、パラメータ G18(No.3402#1)および、パラメータ G19(No.3402#2)によりどの G コー
2. G10 と G11 を除く、00 グループの G コードはワンショットの G コードです。
3. G コード一覧表にのっていない G コードを指令した場合、および対応するオプションがついていない G コードを
指令した場合、アラーム(PS0010)を表示します。
4. 異なるグループの G コードは、同一ブロックに複数個指令できます。
同じグループの G コードを同一ブロックに複数個指令すれば、最後に指令した G コードが有効になります。
5. 穴あけ用固定サイクル中に 01グループの G コードを指令すると、穴あけ用固定サイクルはキャンセルされます。
すなわち、G80 を指令したのと同じ状態になります。
なお、01 グループの G コードは、穴あけ用固定サイクルの指令 G コードの影響を受けません。
6. G コードはグループ番号ごとに表示されます。
7. G60 のグループは、パラメータ MDL (No.5431#0) によって切換わります。 (MDL=0 : 00 グループ, MDL=1 : 01
グループ)
;
; この間は G01 が有効
;
; この間は G00 が有効
;
;
の記号
ます。なお、リセットによるクリア状態では変化しません。
ドの状態にするかを設定できます。
つきのGコードの状態になります。
- 10 -
Page 25
B-63944JA-2/04 プログラミング 2.準備機能(G 機能)
表2 (a) G コード一覧表 (1/4)
コード グループ 意味
G00
G01
G02
G03
G02.1, G03.1
G02.2, G03.2
G02.3, G03.3
G02.4, G03.4
G04
G05
G05.1
G05.4
G06.2 01
G07
G07.1(G107)
G08
G09
G10
G10.6
G10.9
G11
G12.1
G13.1
G12.4
G13.4
G15
G16
G17
G18
G19
G20(G70) インチ入力
G21(G71)
G22
G23
G25
G26
G27
G28
G28.2
G29
G30
G30.1
G30.2
G31
G31.8
G33
G34
G35
G36
01
00
00
21
17
02
06
04
19
00
01
位置決め(早送り)
直線補間(切削送り)
円弧補間/ヘリカル補間 CW
円弧補間/ヘリカル補間 CCW
円弧ねじ切り B CW/CCW
インボリュート補間 CW/CCW
指数関数補間 CW/CCW
3 次元円弧補間 CW/CCW
ドウェル
AI 輪郭制御(高精度輪郭制御互換指令)、高速サイクル加工、
高速バイナリ運転
AI 輪郭制御/ナノスムージング/滑らか補間
HRV3,4 オン/オフ
NURBS 補間
仮想軸補間
円筒補間
AI 輪郭制御(先行制御互換指令)
イグザクトストップ
プログラマブルデータ入力
工具退避&復帰
直径/半径指定プログラマブル切り換え
プログラマブルデータ入力モードキャンセル
極座標補間モード
極座標補間モードキャンセル
連続円運動による溝加工(時計回り)
連続円運動による溝加工(反時計回り)
極座標指令キャンセル
極座標指令
XpYp 平面 ここで Xp: X 軸又はその平行軸
ZpXp 平面
YpZp 平面
メトリック入力
ストアードストロークチェック機能オン
ストアードストロークチェック機能オフ
主軸速度変動検出オフ
主軸速度変動検出オン
レファレンス点復帰チェック
レファレンス点への自動復帰
インポジションチェック無効、レファレンス点復帰
レファレンス点からの移動
第 2 , 第 3 , 第 4 レファレンス点復帰
フローティングレファレンス点復帰
インポジションチェック無効、第 2 , 第 3 , 第 4 レファレンス点復帰
スキップ機能
EGB 軸スキップ
ねじ切り
可変リードねじ切り
円弧ねじ切り CW
円弧ねじ切り CCW
Yp: Y 軸又はその平行軸
Zp: Z 軸又はその平行軸
- 11 -
Page 26
2.準備機能(G 機能) プログラミング B-63944JA-2/04
表2 (b) G コード一覧表 (2/4)
コード グループ 意味
G37
G38
G39
G40
G41
G42
G41.2
G41.3
G41.4
G41.5
G41.6
G42.2
G42.4
G42.5
G42.6
G40.1
G41.1
G42.1
G43
G44
G43.1
G43.3
G43.4
G43.5
G45
G46
G47
G48
G49(G49.1)
G44.9
G49.9
G50
G51
G50.1
G51.1
G50.2
G51.2
G50.4
G50.5
G50.6
G51.4
G51.5
G51.6
G52
G53
G53.1
G53.6
00
07
18
08
00
08
27
11
22
31
00
00
工具長自動測定
工具径・刃先 R 補正 ベクトル保持
工具径・刃先 R 補正 コーナ円弧補間
工具径・刃先 R 補正キャンセル/3 次元工具補正キャンセル
工具径・刃先 R 補正/3 次元工具補正 左
工具径・刃先 R 補正/3 次元工具補正 右
3 次元工具径補正 左側(タイプ 1)
3 次元工具径補正(リーディングエッジオフセット)
3 次元工具径補正 左側(タイプ 1)(FS16i 互換指令)
3 次元工具径補正 左側(タイプ 1)(FS16i 互換指令)
3 次元工具径補正 左側(タイプ 2)
3 次元工具径補正 右側(タイプ 1)
3 次元工具径補正 右側(タイプ 1)(FS16i 互換指令)
3 次元工具径補正 右側(タイプ 1)(FS16i 互換指令)
3 次元工具径補正 右側(タイプ 2)
法線方向制御キャンセルモード
法線方向制御左側オン
法線方向制御右側オン
工具長補正+
工具長補正-
工具軸方向工具長補正
傾斜ロータリヘッド工具長補正有効
工具先端点制御(タイプ 1)
工具先端点制御(タイプ 2)
工具位置オフセット 伸長
工具位置オフセット 縮小
工具位置オフセット 2倍伸長
工具位置オフセット 2倍縮小
工具長補正キャンセル
スピンドルユニット補正有効
スピンドルユニット補正キャンセル
スケーリングキャンセル
スケーリング
プログラマブルミラーイメージキャンセル
プログラマブルミラーイメージ
ポリゴン加工キャンセル
ポリゴン加工
同期制御終了
混合制御終了
重畳制御終了
同期制御開始
混合制御開始
重畳制御開始
ローカル座標系設定
機械座標系選択
工具軸方向制御
工具先端点保持形工具軸方向制御
- 12 -
Page 27
B-63944JA-2/04 プログラミング 2.準備機能(G 機能)
表2 (c) G コード一覧表 (3/4)
コード グループ 意味
G54(G54.1)
G55
G56
G57
G58
G59
G54.2 23
G54.4 33
G60 00
G61
G62
G63
G64
G65 00
G66
G66.1
G67
G68
G69
G68.2
G68.3
G68.4
G70.7
G71.7
G72.7
G73.7
G74.7
G75.7
G76.7
G72.1
G72.2
G73
G74
G75 01
G76 09
G77
G78
G79
G80
G80.4
G81.4
G80.5
G81.5
G81 09
G81.1 00
14
15
12
16
00
09
01
09
34
24
ワーク座標系 1 選択
ワーク座標系 2 選択
ワーク座標系 3 選択
ワーク座標系 4 選択
ワーク座標系 5 選択
ワーク座標系 6 選択
ロータリテーブルダイナミックフィクスチャオフセット
ワーク設置誤差補正
一方向位置決め
イグザクトストップモード
自動コーナオーバライド
タッピングモード
切削モード
マクロ呼出し
マクロモーダル呼出し A
マクロモーダル呼出し B
マクロモーダル呼出し A/B キャンセル
座標回転・3 次元座標変換モードオン
座標回転・3 次元座標変換モードオフ
傾斜面加工指令
工具軸方向による傾斜面加工指令
傾斜面加工指令(インクレメンタル多重指令)
仕上げサイクル
外径荒削りサイクル
端面荒削りサイクル
閉ループ切削サイクル
端面突切りサイクル
外径、内径突切りサイクル
複合形ねじ切りサイクル
図形コピー(回転コピー)
図形コピー(平行コピー)
ペック(深穴)ドリリングサイクル
逆タッピングサイクル
プランジ研削サイクル
ファインボーリングサイクル
プランジ直接定寸研削サイクル
連続送り平研削サイクル
間欠送り平研削サイクル
固定サイクルキャンセル/
電子ギアボックス同期キャンセル
電子ギアボックス同期キャンセル
電子ギアボックス同期開始
電子ギアボックス 2 組同期キャンセル
電子ギアボックス 2 組同期開始
ドリルサイクル、スポットボーリングサイクル/電子ギアボックス同
期開始
チョッピング
- 13 -
Page 28
2.準備機能(G 機能) プログラミング B-63944JA-2/04
表2 (d) G コード一覧表 (4/4)
コード グループ 意味
G82
G83
G84
G84.2
G84.3
G85
G86
G87
G88
G89
G90
G91
G91.1
G92
G92.1
G93
G94
G95
G96
G97
G96.1
G96.2
G96.3
G96.4
G98
G99
G107 00
G112
G113
G160
G161
09
03
00
05
13
00
10
21
20
ドリルサイクル、カウンターボーリングサイクル
ペック(深穴)ドリリングサイクル
タッピングサイクル
リジッドタッピングサイクル(FS15 フォーマット)
リジッド逆タッピングサイクル(FS15 フォーマット)
ボーリングサイクル
ボーリングサイクル
バックボーリングサイクル
ボーリングサイクル
ボーリングサイクル
アブソリュート指令
インクレメンタル指令
最大インクレメンタル指令量チェック
ワーク座標系の設定/主軸最高回転数クランプ
ワーク座標系プリセット
インバースタイム送り
毎分送り
毎回転送り
周速一定制御
周速一定制御キャンセル
主軸割出し実行(完了待ちあり)
主軸割出し実行(完了待ちなし)
主軸割出し完了確認
SV 回転制御モード ON
固定サイクルイニシャルレベル復帰
固定サイクル R 点レベル復帰
円筒補間
極座標補間モード
極座標補間モードキャンセル
インフィード制御キャンセル
インフィード制御
- 14 -
Page 29
B-63944JA-2/04 プログラミング 3.補間機能
3 補間機能
3 章「補間機能」は下記の内容で構成されています。
3.1 インボリュート補間(G02.2,G03.2) ................................................................................................................................. 15
3.2 ねじ切り(G33) ..................................................................................................................................................................22
3.1 インボリュート補間(G02.2,G03.2)
概要
インボリュート補間を使用してインボリュート曲線の加工を行うことができます。工具径補正も可能です。インボリ
ュート補間を使用することにより、インボリュート曲線を微小な直線又は円弧で近似する必要がなくなり、微小ブロ
ック高速運転でのパルス分配の途切れがなくなり高速で滑らかな運転が可能になります。また加工プログラムの作成
が簡単になり、プログラム容量も少なくなります。
また、インボリュート補間時には,指令された送り速度に次の 2 通りのオーバライドが自動的にかけられ、より加工
精度の高い良好な切削面を削ることができます。(インボリュート補間自動速度制御機能)
・ 工具径補正モード中のオーバライド
・ 基礎円近傍におけるオーバライド
フォーマット
Xp-Yp 平面のインボリュート補間
G17 G02.2 Xp Yp I J R F ;
G17 G03.2 Xp
Zp-Xp 平面のインボリュート補間
G18 G02.2 Zp Xp K I R F ;
G18 G03.2 Zp
Yp-Zp 平面のインボリュート補間
G19 G02.2 Yp Zp J K R F ;
G19 G03.2 Yp
ただし、
G02.2: 時計回りのインボリュート補間
G03.2: 反時計回りのインボリュート補間
G17/G18/G19: Xp-Yp / Zp-Xp / Yp-Zp 平面選択
Xp
: X 軸かその平行軸(パラメータ設定)
Yp
: Y 軸かその平行軸(パラメータ設定)
Zp
: Z 軸かその平行軸(パラメータ設定)
I
,J ,K : 始点から見たインボリュート曲線の基礎円の中心位置
R
: 基礎円の半径
F
: 切削送りの速度
解説
インボリュート補間を使用してインボリュート曲線の加工を行うことができます。インボリュート補間を使用するこ
とにより、微小ブロックの高速運転でもパルス分配が途切れなくなるので、高速で滑らかな運転が可能になります。
また、加工プログラムの作成が簡単になり、プログラム容量も少なくなります。
Yp I J R F ;
Xp K I R F ;
Zp J K R F ;
- 15 -
Page 30
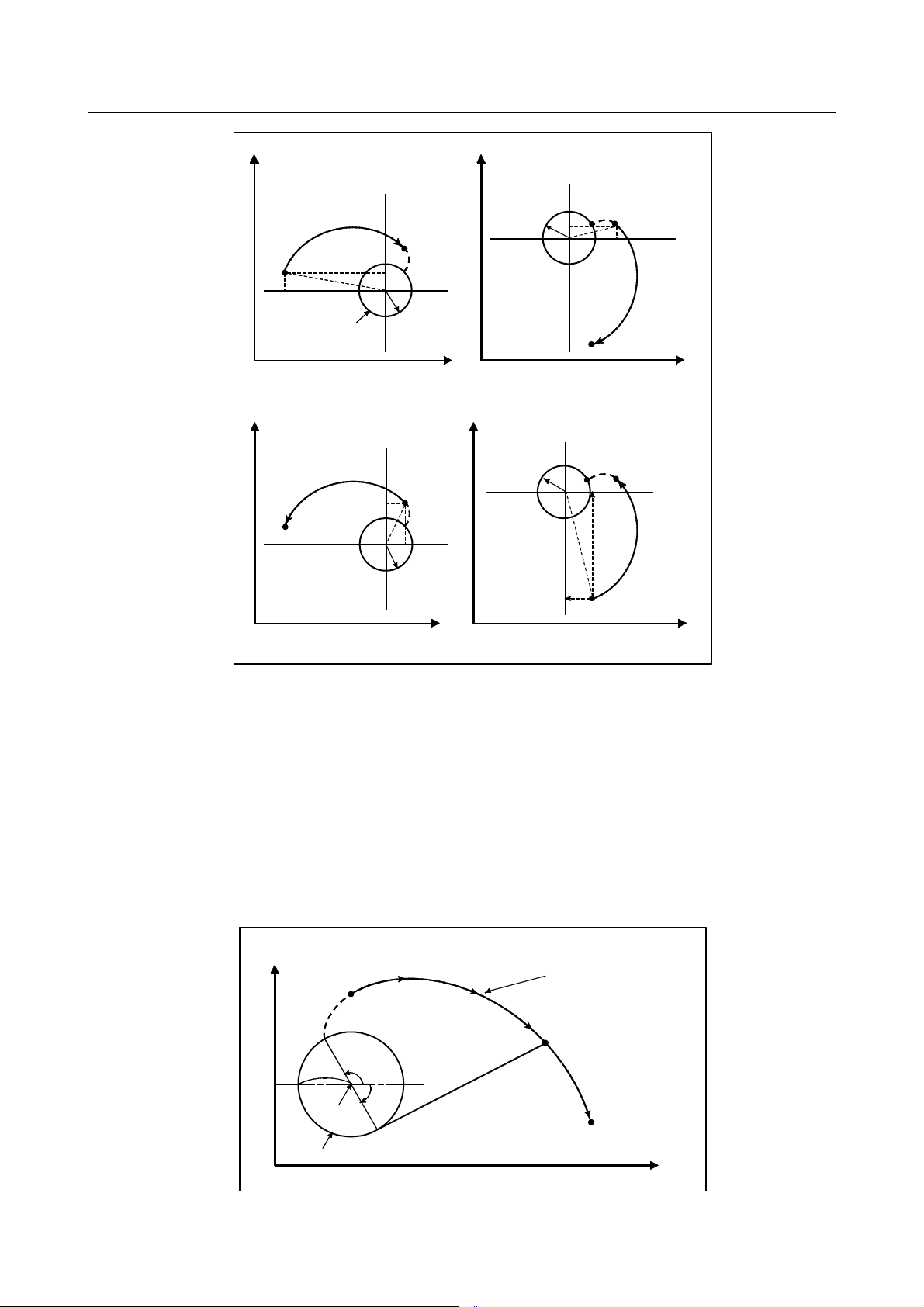
3.補間機能 プログラミング B-63944JA-2/04
(
)
Yp
終点
始点
Yp
終点
Ps
Pe
J
I
基礎円
時計回りのインボリュート補間(G02.2)
反時計回りのインボリュート補間
Pe
Po
0
R
Xp
始点
I
Ps
Po
J
0
R
Xp
図3.1 (a) 実際の動き
・インボリュート曲線
XY 平面のインボリュート曲線を次のように定義します。
Xoθ]sin ) θo(θ[cosθ R)(θ X
+−+=
ただし、
YoXo, : 基礎円の中心座標
R : 基礎円の半径
θo: インボリュート曲線の始まる点の角度
θ: 現在位置から基礎円への接線の接点の角度
)Y(),X(
θθ : X 軸と Y 軸の現在位置
Yoθ] cos ) θo(θ[sinθ R)(θ Y
+−−=
Yp
Yp
G03.2
Po
Ps
I
R
0
R
0
J
終点_
Pe
終点
Ro
Pe
J
I
始点
Ps
Xp
Xp
Y
インボリュート曲線
(X,Y)
終点
X
基礎円
始点
R
(Xo,Yo)
θ
o
θ
図3.1 (b) インボリュート曲線
- 16 -
Page 31

B-63944JA-2/04 プログラミング 3.補間機能
ZX 平面および YZ 平面のインボリュート曲線も XY 平面のインボリュート曲線と同様に定義します。
・始点と終点
インボリュート曲線の終点は、アドレス Xp,Yp 又は Zp により指定されます。Xp,Yp,Zp の指令値は、アブソリュート
値又は、インクレメンタル値で表されます。インクレメンタル値の場合は、インボリュート曲線の始点から見た終点
の座標を指令します。
終点が指令されなかった場合、アラーム(PS0241)となります。
始点又は終点の指令が基礎円内の場合、アラーム(PS0242)となります。工具径補正 C によってオフセットベクトルが、
基礎円内に入る場合も同様です。特に、インボリュート曲線の内側にオフセットをかける時は注意が必要です。
・基礎円の指令
基礎円の中心は、X,Y,Z に対応してそれぞれ I,J,K によって指令されます。ただし、I,J,K に続く数値はインボリュート
曲線の始点から基礎円の中心を見たベクトル成分であって
で指令します。
I,J,K
が全て指令されなかった場合、又は I0,J0,K0 の場合、アラーム(PS0241, PS0242)となります。
R
が指令されなかった場合、又は R≦0 の場合、アラーム(PS0241,PS0242)となります。
I,J,K は方向に応じて符号を付けて下さい。
G90,G91 のいかんにかかわらず、常にインクレメンタル値
・2 通りのインボリュート曲線の選択
始点と I,J,K だけでは、2 通りのインボリュート曲線、すなわち基礎円に近づくインボリュート曲線と基礎円から遠ざ
かるインボリュート曲線が考えられます。終点が始点に比べて基礎円の中心に近い場合、基礎円に近づくインボリュ
ート曲線になります。遠い場合、基礎円から遠ざかるインボリュート曲線になります。
・送り速度
インボリュート補間の送り速度は、F コードにより指定された切削送り速度となります。そして、インボリュート曲
線に沿った速度(インボリュート曲線の接線方向の速度)が指定された送り速度となるように制御されます。
・平面選択
インボリュート補間を行う平面を、円弧補間と同様に G17,G18,G19 で選択します。
・工具補正
インボリュート曲線に工具径補正をかけて加工することができます。工具径補正の指令は、直線または円弧の場合と
同様に
G40,G41,G42 で指令します。
G40
G41
G42
インボリュート曲線の始点と終点での、直線または円弧との交点を近似計算により求めます。求まった始点と終点の
交点を通るインボリュート曲線を工具中心の通路とします。
インボリュート補間モードになる前に G41,G42 を指令し、インボリュート補間キャンセルしてから G40 を指令して下
さい。インボリュート補間モード中に、工具径補正の
:工具径補正キャンセル
:工具進行方向の左側オフセット
:工具進行方向の右側オフセット
G41,G42 又は G40 を指令することはできません。
・自動速度制御
インボリュート補間中、指令された送り速度に自動的にオーバライドをかけることにより、加工精度を上げることが
できます。以下の「インボリュート補間自動速度制御」を参照下さい。
・指令可能な G コード
インボリュート補間モード中に指令可能な G コードは以下の通りです。
G04
G10
G17
G18
G19
G65
G66
G67
G90
G91
:ドウェル
:プログラマブルデータ入力
:X-Y 平面選択
:Z-X 平面選択
:Y-Z 平面選択
:マクロ呼出
:マクロモーダル呼出
:マクロモーダル呼出キャンセル
:アブソリュート指令
:インクレメンタル指令
- 17 -
Page 32

3.補間機能 プログラミング B-63944JA-2/04
・指令可能モード
下記 G コードモード中でもインボリュート補間は可能です。
G41
G42
G51
G51.1
G68
・終点誤差
終点が始点を通るインボリュート補間上にない場合、図 3.1(c)のような曲線になります。
始点を通るインボリュート曲線と終点を通るインボリュート曲線のずれ量が、パラメータ(No.5610)で設定された値よ
り大きくなる場合はアラーム
更されます。
:工具径補正左側
:工具径補正右側
:スケーリング
:プログラマブルミラーイメージ
:座標回転
(PS0243)になります。終点誤差のある場合は、送り速度は指令値に対してずれ量だけ変
X
終点
Pe
修正後の経路
ずれ量
始点
Ps
真のインボリュート曲線
Y
図3.1 (c) 反時計回りのインボリュート補間(G03.2)の場合の終点誤差
3.1.1 インボリュート補間自動速度制御
インボリュート補間自動速度制御は,インボリュート補間中に、指令された送り速度に次の 2 通りのオーバライドを
自動的にかけることにより、より加工精度の高い良好な切削面を削るための機能です。
・工具径補正モード中のオーバライド
・基礎円近傍におけるオーバライド
・工具径補正モード中のオーバライド
インボリュート補間に工具径補正をかけた場合,通常のインボリュート補間では工具中心の経路(工具中心経路)の
接線方向速度が常に指令した速度となるように制御されています。
この際,実際の切削速度となるプログラム指令経路上の工具外周部(切削点)の速度は,インボリュート曲線の曲率
が時々変化するため,変化してしまいます。
特に,工具がインボリュート曲線の内側にオフセットされた場合には,工具が基礎円に近づけば近づくほど,実際の
切削速度は,指令した送り速度に比べて大きくなってしまいます。
滑らかな加工を行うためには,実際の切削速度が指令した送り速度となるように制御されるのが好ましく,本機能で
は,工具径補正がかかったインボリュート補間モード中に,時々刻々変化するインボリュート曲線の曲率に見合った
オーバライド値を算出し,実際の切削速度である切削点での接線方向速度が常に指令された送り速度となるように制
御されます。
- 18 -
Page 33

B-63944JA-2/04 プログラミング 3.補間機能
切削点
Rofs
Rcp
基礎円
プログラム指令経路
図3.1 (d) 工具径補正内側オフセット時のオーバライド
内側オフセット時
OVR = Rcp
/(Rcp+Rofs) × 100
外側オフセット時
OVR = Rcp
/(Rcp-Rofs) × 100
ただし、Rcp :工具中心を通るインボリュート曲線の工具中心における曲率半径
Rofs
:工具径半径
・オーバライドのクランプ
工具径補正内側オフセット時のオーバライド、あるいは基礎円近傍におけるオーバライドがかかった場合、基礎円近
傍で工具中心の速度が
イドの下限値を設定します。
0 になってしまうことが考えられます。これを避けるために、パラメータ(No.5620)でオーバラ
内側オフセットの場合、基礎円近傍で工具中心の速度が、非常に小さくなってしまうことが考えられます。これを避
けるために、パラメータ
(No.5620)でオーバライドの下限値(OVRlo)を設定します。
これにより、送り速度は、指令速度にオーバライドの下限値(OVRlo)をかけた値を下回ることなくクランプされます。
外側オフセットの場合には、オーバライドが非常に大きくなってしまう場合があります。この場合、送り速度は最大
切削送り速度でクランプされます。
・基礎円近傍における加速度クランプ
インボリュート曲線の曲率半径より加速度を算出し、指定されたパラメータ以上の加速度がかかる場合、パラメータ
以下の加速度になるように接線方向速度を制御します。常に一定以下の加速度に押さえることができるため、機械の
限界に合わせた効率的な速度制御が可能となります。また、連続的に滑らかに速度を制御できるので、基礎円近傍で
の加工時のショックなどを低減します。
加速度の算出は、インボリュート曲線の曲率半径と接線方向速度を用い、これらに円弧の加速度の式を適応して計算
します。
F
R
加速度 = F × F / R
:接線方向速度
:曲率半径
許容加速度は、パラメータ(No.1735)で指定します。
加速度が許容加速度よりも大きい場合、送り速度を以下の計算によりクランプします。
クランプ速度
=
この計算の結果、クランプ速度が送り速度下限値を下回った場合、送り速度下限値をクランプ速度とします。送り速
度下限値は、パラメータ(No.1732)で指定します。
許容加速度×曲率半径
- 19 -
Page 34

3.補間機能 プログラミング B-63944JA-2/04
3.1.2 ヘリカルインボリュート補間(G02.2,G03.3)
本機能は円弧補間に対するヘリカル補間と同様に、インボリュート補間を行う 2 軸と同時に別の軸を最大 4 軸まで移
動させる機能です。
フォーマット
Xp-Yp 平面のヘリカルインボリュート補間
G02.2
G17 Xp
G03.2
Zp-Xp 平面のヘリカルインボリュート補間
G02.2
G18 Zp
G03.2
Yp-Zp 平面のヘリカルインボリュート補間
G02.2
G19 Yp
G03.2
α,β,γ,δ:インボリュート補間軸以外の任意の 1 軸。最大 4 軸まで指令可能。
Yp I J R α β γ δ F ;
Xp K I R α β γ δ F ;
Zp J K R α β γ δ F ;
3.1.3 直線と回転軸によるインボリュート補間(G02.2,G03.3)
極座標補間モード中にインボリュート補間を使用してインボリュート曲線の加工ができます。これにより、直線軸と
回転軸との平面上に描かれるインボリュート曲線の加工となります。
フォーマット
直線軸が X 軸かその平行軸の時は、XpYp 平面とみなし I,J で指令します。
G02.2
X
G03.2
直線軸が Y 軸かその平行軸の時は、YpZp 平面とみなし J,K で指令します。
G02.2
Y
G03.2
直線軸が Z 軸かその平行軸の時は、ZpXp 平面とみなし K,I で指令します。
G02.2
Z
G03.2
G02.2: 時計回りのインボリュート補間
G03.2: 反時計回りのインボリュート補間
例)直線軸が X 軸の場合、
X,C: インボリュート曲線の終点の座標値
I,J: 始点から見たインボリュート曲線の基礎円の中心位置
R: 基礎円の半径
F: 切削送り速度
C I J R F ;
C J K R F ;
C K I R F ;
- 20 -
Page 35

B-63944JA-2/04 プログラミング 3.補間機能
例題
C(仮想軸)
工具補正後の経路
プログラムの経路
N202
図3.1 (e) 極座標補間モード中のインボリュート補間
O0001 ;
・
・
N010 T0101 ;
・
・
N100 G90 G00 X15.0 C0 Z0 ; 開始位置への位置決め
N200 G12.1 ; 極座標補間開始
N201 G41 G00 X-1.0 ;
N202 G01 Z-2.0 F
N203 G02.2 X1.0 C9.425 I1.0 J0 R1.0 ; 極座標補間中のインボリュート補間
N204 G01 Z0 ;
N205 G40 G00 X15.0 C0 ;
N206 G13.1 ; 極座標補間キャンセル
N300 Z ;
N400 X
・
・
M30 ;
C ;
;
N204
N203
N205
N201
C 軸
工具
X 軸
N200
Z 軸
制限事項
・インボリュート曲線の回転数
始点、終点のいずれもインボリュート曲線の始まる点から 100 回転以内になければなりません。1 回転以上回るイン
ボリュート曲線も 1 ブロックで指令することができます。
始点、終点のいずれもインボリュート曲線の始める点から 100 回転を越えた点の指令はアラーム(PS0242)になります。
・指令できない機能
インボリュート補間モード中は、任意角度面取りコーナ R は指令できません。
・指令できないモード
下記モード中は、インボリュート補間は使用できません。
G07.1:円筒補間
- 21 -
Page 36

3.補間機能 プログラミング B-63944JA-2/04
3.2 ねじ切り(G33)
等リードのストレートねじを切削できます。主軸回転数を、主軸に取り付けられたポジションコーダから時々刻々読
み取り、毎分送りの切削送り速度に変換して工具が送られます。
フォーマット
G33IP_ F_ ;
F:長軸方向リード
Z
ワーク
X
解説
一般に、一本のねじを作る場合には、荒削りから仕上げまで、何回も同じ通路でねじ切りを行います。
ねじ切りは主軸に取り付けられたポジションコーダからの一回転信号と同期して開始されるので、何度ねじ切りを行
っても、ワークの円周上の切り始めの点および工具の通路は同じとなります。ただし、荒削りから仕上げまで、主軸
の回転数は一定でなければなりません。主軸の回転数が変化する場合には、ねじが多少ずれることがあります。
ねじの切り始めおよび切り終わりの部分には、サーボ系の遅れなどによりリードの不正な部分ができますから、その
量を考慮して、必要なねじの長さよりも長めに指令する必要があります。
表 3.2 (a)にねじのリードの指令範囲を示します。
表3.2 (a) リードの指令範囲
ミリ入力
インチ入力
注
1
主軸の回転数には次の制限があります。
1≦主軸の回転数≦(最高送り速度)/(ねじのリード)
ただし、主軸の回転数:
ねじのリード:mm又は
最高送り速度:
の小さい方の値
2
ねじ切り中は、切削送り速度オーバライドはかからず
3
変換された切削送り速度に対して、切削送り速度クランプがかかります。
4
フィードホールドはねじ切り中には無効です。ねじ切り中にフィードホールドボタンが押されると、ねじ切
りが終了した(
例題
ピッチ 1.5 mm のねじ切り
G33 Z10. F1.5;
mm/minかinch/min
G33
最小移動単位 リード指令可能範囲
0.001 mm
0.0001 mm
0.0001 inch
0.00001 inch
rpm
inch
で毎分送りの最大指令値と、モータや機械の制限からくる最高送り速度
モードでなくなった)次のブロックの終点で停止します。
F1 ~ F50000 (0.01 ~ 500.00mm)
F1 ~ F50000 (0.01 ~ 500.00mm)
F1 ~ F99999 (0.0001 ~ 9.9999inch)
F1 ~ F99999 (0.0001 ~ 9.9999inch)
100%
に固定されます。
- 22 -
Page 37

B-63944JA-2/04 プログラミング 3.補間機能
3.3 円弧ねじ切り B(G2.1,G3.1)
概要
円弧ねじ切り B では、2 軸で円弧補間を行うと共に、円弧補間の 2 軸のうち移動量の大きい長軸と他の 2 軸までの任
意軸との間で直線補間を行うことができます。スピンドルモータによる主軸(ワーク)の回転に同期させて工具を動か
す円弧ねじ切りではなく、ワークの回転をサーボモータ(回転軸)で制御して樽形の表面に等ピッチのねじ切り、溝加
工、工具研削などの加工を行うことができます。
適用例
例えば ZpXp 平面の円弧補間と Z 軸 C 軸の直線補間が同期しながら実行し、図 3.3(a)のような溝加工を行うことが可
能です。
X
軸
Z
軸
C
軸
図3.3 (a) 溝加工の例
- 23 -
Page 38

3.補間機能 プログラミング B-63944JA-2/04
フォーマット
XpYp 平面
G17
G02.1
G03.1
Y α β
X
I J
R
F
ZpXp 平面
Z
G18
G02.1
G03.1
X α β
K I
R
F
YpZp 平面
Y
G19
G02.1: 時計回りの円弧ねじ切り B 指令
G03.1: 反時計回りの円弧ねじ切り B 指令
X,Y,Z: 円弧補間の終点の座標
α,β: 直線補間の終点の座標
I,J,K: 始点から円弧の中心までの距離
R: 円弧の半径
F: 長軸方向の送り速度
α,βは円弧補間軸以外の任意の軸で、最大 2 軸まで指令可能。
X,Y,Z,I,J,K,R は G02,G03 と同様。
G02.1
G03.1
Z α β
J K
F
R
ZpXp 平面、長軸 Z 軸、短軸 X 軸、任意軸 C 軸、時計回りの場合
;
;
;
G91 G18 G02.1 Z_ C_ I_ K_ F_
R_
X 軸
始点
I
K
図3.3 (b)
終点(X,Z)
C 軸
Z 軸
R
円弧中心
解説
円弧ねじ切り B では、2 軸で円弧補間を行うと共に、円弧補間の 2 軸のうち移動量の大きい長軸と他の 2 軸までの任
意軸との間で直線補間を行うことができます。スピンドルモータによる主軸(ワーク)の回転に同期させて工具を動か
す円弧ねじ切りではなく、ワークの回転をサーボモータ(回転軸)で制御して樽形の表面に等ピッチのねじ切り、溝加
工、工具研削などの加工を行うことができます。
- 24 -
Page 39

B-63944JA-2/04 プログラミング 3.補間機能
・長軸と短軸の関係
長軸と短軸の関係は、図 3.3(c)のようになります。
終点
Y
ΔX
45°45°
中心
始点
|△X|>|△Y|の時、
ΔY
長軸は X 軸、短軸は Y 軸となります。
|△X|<|△Y|の時、
長軸は Y 軸、短軸は X 軸となります。
X
図3.3 (c)
直径指定の場合、長軸と短軸の関係は半径の値で判定します。
・指令可能な円弧の範囲
円弧が図 3.3(d)または(e)の範囲を越えると、アラーム(PS2070)になります。
90°
短軸
45° 45°
長軸
45°45°
図3.3 (d)
90°
45°~ 135°
225°~ 315°
補間可能範囲
0°
回転軸
長軸
短軸
45°
45°
45°45°
図3.3 (e)
0°
回転軸
315°~ 45°
135°~ 225°
補間可能範囲
・速度
長軸の指令速度が F の時、短軸の速度は Fs とα軸の速度 Fαは下記のようになります。
α軸の長さ
Fα=F× ( 最大は軸毎の切削送り最大送り速度)
長軸の長さ
Fs= F×TANθ
θ: 長軸に対する接線の角度
- 25 -
Page 40

3.補間機能 プログラミング B-63944JA-2/04
θ
短軸
始点
終点
F
Fs
長軸
図3.3 (f)
中心
・工具径補正
工具径補正は円弧補間を行う平面の 2 軸に対してのみかかります。
制限事項
・工具位置オフセット、工具長補正
円弧ねじ切り B を指令するブロックでは、工具位置オフセットと工具長補正を指令することができません。
・I,J,K と R 指令
I,J,K または、R の指令は省略できません。
・使用できない機能
下記の機能と円弧ねじ切り B は併用できません。
・3 次元工具径補正
・工具先端点制御
3.4 連続円運動による溝加工(G12.4,G13.4)
概要
溝加工経路プログラムの軸移動とは独立に工具が連続円運動を行い、その連続円運動と溝加工経路プログラムの軸移
動とを重畳することによって、工具径より大きな幅の溝加工を行うことができます。
連続円弧運動
溝加工経路指令通路
- 26 -
Page 41

B-63944JA-2/04 プログラミング 3.補間機能
フォーマット
G12.4
P1 I i
G13.4
:
: (溝加工経路プログラム)
:
G12.4
P0; (モードキャンセル)
G13.4
G12.4: 時計回りの連続円運動
G13.4:
i:
k:
q:
f:
反時計回りの連続円運動
溝幅
工具径
連続円1周に対する溝加工経路方向の移動量(ピッチ)
送り速度(連続円運動する工具の中心の速度)
K k Q q F f ; (モードオン)
溝加工経路プログラム
i(溝幅)
k(工具径)
q(ピッチ)
注
1 G12.4/G13.4
2
パラメータ
止しますが、溝加工経路プログラムの軸移動と連続円運動は独立して動作するため、溝加工経路プログラム
の停止位置とピッチから換算した連続円運動の位置に厳密には停止致しません。
のブロックには、前記指令以外のアドレスは使用できません。
GCC(NO.3452#4)=0
の場合は、溝加工経路プログラムの軸移動の停止により、連続円運動は停
解説
・モードオン
連続円運動による溝加工モードオン指令は、連続円運動による溝加工モードをオン状態にします。ただし、連続円運
動による溝加工有効信号が"1"である必要があります。もし、連続円運動による溝加工有効信号が"0"でモードオン指
令がされた場合は、アラーム(PS0010)となります。
連続円運動による溝加工モードオン指令では、軸は移動しません。
・モードキャンセル
連続円運動による溝加工モードキャンセル指令では、連続円上の現在位置から溝加工経路プログラムの終了指令位置
(溝の中心)へ切削送り(連続円運動の速度)で移動します。移動終了後、連続円運動による溝加工モードをキャン
セル状態にします。
- 27 -
Page 42

3.補間機能 プログラミング B-63944JA-2/04
・スタートアップ
溝加工経路プログラムの最初の移動指令ブロックにおいて、連続円上の点へ切削送り(連続円運動の速度)で移動し
ます。連続円上の点へ移動終了後、溝加工経路プログラムの移動指令に同期して連続円運動を開始します。
溝加工経路プログラムの最初の移動指令ブロックによりスタートアップの方向が変わります。
・平面に垂直な軸指令の場合、または現在選択された平面を構成する軸の移動がない場合
R=(I-K)/2 として、(X、Y)=(-R,0)となります。
R
スタートアップ
溝加工経路指令
Z
Y
X
・選択された平面を構成する軸の移動がある場合
現在選択されている平面内に投影される移動方向に対して逆方向
スタートアップ
溝加工経路指令
R
始点
終点
Y
X
・横幅/工具径/ピッチの設定単位
i(横幅)、K(工具径)、q(ピッチ)の設定単位は、基準軸(パラメータ No.1031)の単位に従います。
・送り速度
送り速度Fは、連続円運動する工具の中心の速度を指令します。
溝加工経路の速度は、以下になります。
溝加工経路の速度 = F×Q/π(I-K)
・ピッチ
ピッチが大きい場合は、切り残しが発生する場合があります。工具径>ピッチとする必要があります。
・溝加工経路プログラム
溝加工経路プログラムは、連続円運動中心の軌跡を指令します。
(1) 有効な指令
溝加工経路プログラムは、G01、G02、G03、G04、G90、G91、補助機能の指令のみ可能です。G00 指令は、アラ
ーム(PS5256)となります。ただし 、パラメータ GG0(No.3452#0)の設定により、G00 指令を G01 動作として移動
することもできます。モーダルも G00 が G01 に変化します。
(2) 制御軸の指令
溝加工経路プログラムは、以下の制御軸を指令することが可能です。
・平面を構成する軸の指令
・平面に垂直な軸の指令(Z軸の単独指令)
・平面を構成する軸以外の直線軸の指令
・回転軸の指令
- 28 -
Page 43

B-63944JA-2/04 プログラミング 3.補間機能
(3) 移動指令ブロックにおけるピッチの指定
連続円運動による溝加工モードオン指令時のピッチの指定に加え、各移動指令のブロックでもピッチの指令が可
能です。
ピッチの指令はモーダルとし、G12.4P1/G13.4P1 でモードに入った後モードを抜けるまでの間、最後に指令した
ピッチが有効になります。
(4) 指令例
(例1)
平面に垂直な軸の指令(Z軸の単独指令)の例
・・・・・
G12.4 P1 Ii Kk Ff
G01 Z
X
… Y… Q… ;
・・・・・・
Z
軸のみの指令では、ピッチはZ軸方向の移動量とみなします。
(例2)
平面以外の移動指令を含む場合
・・・・・
G12.4P1 Ii Kk Ff
G01 X
・・・・・
ピッチは、X,Y,Z 軸合成方向の移動量になります。
(例3)
ピッチの切換
・・・・・
G12.4P1 Ii Kk Ff
G01 X
X
… Y… Q… ;
・・・・・
;
… Q…;
… Y…
Z
XY
;
Z … Q … ;
;
… Y… Q… ;
軸のピッチを指令(このブロックのピッチ)
軸のピッチを指令 (以降のブロックのピッチ)
斜め経路上でのピッチになります
ピッチを変えたいブロックでQを指令します
ピッチは指令された軸の合成方向の移動量になります。
(例4)
回転軸を含む指令
・・・・・
G12.4P1 Ii Kk Ff
G01
X
… Y…;
・・・・・
Q
の単位は基準軸に従います。よって、基準軸が
連続円運動の半径が安定後に Z 軸の切り込みが始まるようにするため、連続円運動による溝加工モードオン指令は、
切り込み位置から 1 回転で移動するピッチ以上の距離を離して空中で指令します。また、加工終了時には連続円運動
をさせたまま Z 軸方向に逃がし、空中に出た後、連続円運動による溝加工モードキャンセル指令を行い連続円運動を
停止させるようにすることで、一定の溝幅での加工が可能になります。
注
連続円運動の半径は、連続円運動の起動時は指令に対して小さくなり、連続円運動が減速停止する時は、逆
A… Q… ;
;
ピッチを変えたいブロックでQを指令します
IS-B
の場合は、ピッチのQ
100は0.1
°になります。
に膨らみます。また、定常状態では指令半径に対して小さくなります。これは、補間後加減速およびサーボ
系の遅れにより生じる誤差です。
補間後加減速およびサーボ系の
遅れにより生じる誤差
指令
実軌跡
- 29 -
Page 44

3.補間機能 プログラミング B-63944JA-2/04
・モード中信号
連続円運動による溝加工モード中であることを PMC 側ヘ通知します。
連続円運動による溝加工モードオンで信号が "1" になります。
連続円運動による溝加工モードキャンセルで信号が "0" になります。
・連続円運動の加速度による送り速度のクランプ
G12.4/13.4 のI、Kの指令と連続円運動の加速度クランプ値(パラメータ No.3490)により、連続円運動の送り速度指
令Fをクランプすることができます。
クランプ送り速度F=SQR(パラメータ No.3490 × (I-K) / 2)× 60
例 パラメータ
G13.4 P1 I10.0 K5.0 Q1.0 F1000 ;
G13.4 P1 I10.0 K8.0 Q1.0 F1000 ;
G13.4 P1 I10.0 K9.0 Q1.0 F1000 ;
クランプした速度に対して、連続円運動送り速度オーバライドがかかります。
No.3490=100
・補間後加減速
連続円運動による溝加工モード中は、補間後加減速が有効です。
・停止条件選択
(1) フィードホールド、シングルブロック等による連続円運動の停止
フィードホールド、または、シングルブロック等種々の停止条件で指令動作が停止した時に、連続円運動を続け
るか、止めるかをパラメータにより選択できます。
No.3452#4(GCC) = 0 : 連続円運動を停止します。
= 1 : 連続円運動を続行します。
(2)停止条件/モード切換
停止条件に対する溝加工経路動作、連続円運動の停止動作、および運転モードへの切替え条件は表3.4 (a)のよう
になります。
の場合
の時、クランプ送り速度
の時、クランプ送り速度
の時、クランプ送り速度
=948
=600
=424
よって
よって
よって
F=948
F=600
F=424
で実行
で実行
で実行
- 30 -
Page 45

B-63944JA-2/04 プログラミング 3.補間機能
表3.4 (a)
停止条件 溝加工経路動作
連続円運動の停止/続行
停止
(GCC=0) 続行(GCC=1)
運転モードの切換
フィードホールド 減速停止 減速停止 続行 経路動作停止後切換可
シングルブロック 減速停止 減速停止 続行 経路動作停止後切換可
手動モードへの切換 減速停止 減速停止 続行 経路動作停止後切換わる
自動モード間での切換 減速停止 減速停止 続行 経路動作停止後切換可
MDI 運転 減速停止 減速停止 続行 経路動作停止後切換可
ピッチオーバライド 0% 減速停止 減速停止 続行 経路動作停止後切換可
M/S/T コード FIN 待ち 減速停止 減速停止 続行 経路動作停止後切換可
プログラミングエラー 減速停止 減速停止 続行 経路動作停止後切換可
オーバヒートアラーム 減速停止 減速停止 続行 経路動作停止後切換可
BG編集アラーム 続行 続行 続行 自動運転は停止しない
モード終了 減速停止 半径分引込み
/減速停止
半径分引込み
/減速停止
他の停止条件に従う
リセット 減速停止 減速停止 減速停止 全動作停止後切換可
マシンロック *1 減速停止 減速停止 減速停止 ―――
サーボオフ *1 減速停止 減速停止 減速停止 ―――
インターロック *2 減速停止 減速停止 減速停止 ―――
OT アラーム 減速停止 減速停止 減速停止 全動作停止後切換可
DS アラーム 減速停止 減速停止 減速停止 全動作停止後切換可
非常停止 即時停止 即時停止 即時停止 非常停止解除後切換可
PC関連アラーム 即時停止 即時停止 即時停止 アラーム解除後切換可
サーボアラーム 即時停止 即時停止 即時停止 アラーム解除後切換可
スピンドルアラーム 即時停止 即時停止 即時停止 アラーム解除後切換可
システムアラーム 即時停止 即時停止 即時停止 電源の再投入が必要
*1:機能が有効になった軸のみ停止します。
*2:1 軸でも有効になると全軸が停止します。
・ パラメータ GCC(NO.3452#4)=0 の場合は、溝加工経路プログラムの軸移動の停止により、連続円運動は停止しま
すが、溝加工経路プログラムの軸移動と連続円運動は独立して動作するため、溝加工経路プログラムの停止位置
とピッチから換算した連続円運動の位置に厳密には停止致しません。
・ モードを手動モードに切替えた後、手動で移動できる軸は、連続円運動を行う軸を除きます。
・ 連続円運動が続行(パラメータ GCC(No.3452#4)=1)の場合は、連続円運動は動き続けるため半径の変動はありませ
ん。
・ 連続円運動開始位置への移動、連続円運動終了後の溝加工経路プログラム終了位置への移動は、以下の停止条件
の場合に停止します。
リセット 減速停止
マシンロック 減速停止
サーボオフ 減速停止
インターロック 減速停止
OT アラーム 減速停止
DS アラーム 減速停止
非常停止 即時停止
PC 関連アラーム 即時停止
サーボアラーム 即時停止
スピンドルアラーム 即時停止
システムアラーム 即時停止
- 31 -
Page 46

3.補間機能 プログラミング B-63944JA-2/04
・送り速度指定・ピッチオーバライド
(1) 送り速度の指定
加工時の送り速度は、連続円運動の送り速度を指定します。
この速度は指令速度として表示されます。
(2) 連続円運動送り速度オーバライド
連続円運動の指令速度に対して、送り速度オーバライド信号(*FV0~*FV7)は効きません。連続円運動送り速度オ
ーバライド信号(*CGROV7~*CBROV0)を使用します。連続円運動送り速度オーバライドが 0%の場合は、溝加工
経路の動きとは独立して連続円運動の動きを止めておくことができます。
(3) 送り速度オーバライド
溝加工経路の速度は、ピッチ指令により決定されます。送り速度オーバライド信号(*FV0~*FV7)は、溝加工経路
の速度に対して有効になります。これにより、連続円運動の速度と溝加工経路の速度は独立して変えることがで
きます。
また、溝加工経路の速度は、オーバライドキャンセル信号(OVC)、第 2 送り速度オーバライド信号(オプション機
能)が有効です。
(4) ドライラン
ドライラン時は表3.4 (b)の通りです。
溝加工経路の速度には、ドライランは無効です。
表3.4 (c)
溝加工経路の速度 連続円運動の送り速度 F×ピッチ/2πR 送り速度オーバライド
連続円運動の送り速度
JV: 手動送り速度オーバライド
JVmax:手動送り速度オーバライドの最大値
(5) 速度の表示
・ 指令速度の表示は、連続円運動の指令速度を表示します。
・ 実速度表示は、連続円運動の速度と溝加工経路の速度の合成速度を表示します。
(6) 最大切削送り速度によるクランプ
連続円運動の送り速度指令が、最大切削送り速度(パラメータ No.1430)を越える場合には、連続円運動の送り速度
指令をクランプし、溝加工経路の速度を計算します。さらに、各オーバライドがかかった連続円運動の送り速度
および溝加工経路の速度を最大切削送り速度によりクランプします。
パラメータ No.1410)
(
速度 オーバライド
ドライラン速度
手動早送り選択信号(RT)
0 1
JV JVmax
制限事項
・ミラーイメージ
ミラーイメージは、溝加工経路の指令に対してのみ有効です。
連続円運動、および、連続円運動開始位置への移動、連続円運動終了後の溝加工経路プログラム終了位置への移動に
は、ミラーイメージがかかりません。
・残移動量
連続円運動開始位置への移動、連続円運動の移動、連続円運動終了後の溝加工経路プログラム終了位置への移動は、
残移動量(ポジション画面等)には反映されません。
・ワーク座標系と機械座標系
連続円運動開始位置への移動、連続円運動の移動、連続円運動終了後の溝加工経路プログラム終了位置への移動は、
ワーク座標系に反映されません。ワーク座標系は、あくまでも溝加工経路プログラムの座標系です。
ただし、機械座標系には、本移動が反映されます。
- 32 -
Page 47

B-63944JA-2/04 プログラミング 3.補間機能
・軸移動中信号
連続円運動による軸移動により、軸移動中信号は変化しません。
連続円運動による溝加工モード中信号を使用してください。
・グラフィック表示
加工中のプログラムの工具軌跡は、ワーク座標のため溝加工指令経路が描画されます。
・再開機能
プログラム再開、工具待避&復帰等の再開機能により、溝加工経路プログラムの途中から、連続円運動による溝加工
を開始することはできません。
・逆行(リトレース)
連続円運動による溝加工モード中は、使用できません。
・AI 輪郭制御
連続円運動による溝加工モード中は、AI 輪郭制御は無効です。AI 輪郭制御中に連続円運動による溝加工が指令され
た場合は、AI 輪郭制御は一時的にキャンセルされます。連続円運動による溝加工モードがキャンセルされると、AI
輪郭制御はオンに復帰します。なお、AI 輪郭制御が無効になりますと、先読み補間前加減速、加加速度制御/最適ト
ルク加減速も無効となります。
・F1 桁
連続円運動による溝加工モード中は、使用できません。
・割り込み形カスタムマクロ
連続円運動による溝加工モード中は、使用できません。
・連続円運動による溝加工モード中に可能な指令
溝加工経路プログラムは、以下の指令のみ可能です。
・G01
・G02、G03 (ヘリカル補間/ヘリカル補間 B を除く)
・G04
・G90、G91
・M/S/T(補助機能)、第 2 補助機能
・G00(パラメータ GG0(No.3452#0)により動作を選択できます。
GG0 = 0:アラーム(PS5256)となります。
GG0 = 1:G00 指令を G01 動作として移動させます。)
・G94(毎分送り)
・連続円運動による溝加工モード指令が不可なモード
以下の機能モード中に連続円運動による溝加工指令を行うことはできません。
補間機能
・ヘリカル補間
・ヘリカル補間 B
・渦巻補間/円錐補間
・極座標補間
・円筒補間/円筒補間切削点補正
・指数関数補間
・滑らか補間
・ナノスムージング
・NURBS 補間
・仮想軸補間
・可変リードねじ切り
・円弧ねじ切り
・3 次元円弧補間
・インボリュート補間
・ねじ切り
- 33 -
Page 48

3.補間機能 プログラミング B-63944JA-2/04
送り機能
・F1 桁/毎回転送り/インバースタイム送り
・イクザクトストップ/タッピングモード/自動コーナオーバライド
座標値と寸法
・極座標指令
プログラミングを簡単にする機能
・図形コピー
・3 次元座標変換
・穴あけ用固定サイクル
・リジッドタップ
・インデックス割り出し
補正機能
・スケーリング
・プログラマブルミラーイメージ
・工具位置オフセット
・工具径補正
・刃先 R 補正/ベクトル保持/コーナ円弧補間
・3 次元工具補正
・座標回転
軸制御機能
・ポリゴン加工
・傾斜軸制御
5 軸加工機能
・5 軸加工用工具先端点制御
・傾斜面加工指令
・傾斜回転軸制御
・5 軸加工用工具径補正
多系統制御機能
・系統間待ち合わせ/系統間主軸制御
・同期/混合/重畳
- 34 -
Page 49

B-63944JA-2/04 プログラミング 3.補間機能
例題
次のプログラムを実行すると、工具の中心は下図のような動きをします。
(このプログラムはあくまでサンプルです。Q、Fの指令は加工条件に合わせて決定する必要があります。)
O0002 ;
N01 G90 G0 X0 Y0 Z0 ;
N02 G91 G00 X20.0 Y20.0 ;
N03 G01 Z-25.0 F5000 ;
N04 G13.4 P1 I20.0 K10.0 Q5.0 F3000 ;
N05 Y40.0 ;
N06 X40.0 Y20.0 ;
N07 G02 X40.0 Y-40.0 R40.0 ;
N08 X-20.0 Y-20.0 R20.0 ;
N09 G01 X-60. ;
N10 G13.4 P0 ;
N11 G00 Z25.0 ;
N12 X-20.0 Y-20.0 M02 ;
%
- 35 -
Page 50

4.座標値と寸法 プログラミング B-63944JA-2/04
4 座標値と寸法
4 章「座標値と寸法」は下記の内容で構成されています。
4.1 極座標指令 (G15,G16)..........................................................................................................................................................36
4.1 極座標指令(G15,G16)
終点座標値を半径と角度の極座標で入力することができます。
角度は極座標指令をする平面の第 1 軸の+方向から、反時計方向が正に、時計方向が負になります。
また、半径、角度はアブソリュート/インクレメンタル指令(G90,G91)のどちらでも指令できます。
フォーマット
G□□G○○G16; 極座標指令(極座標モード)開始
G00 IP_ ;
・ 極座標指令
・
G15; 極座標指令(極座標モード)キャンセル
G16 : 極座標指令開始
G15 : 極座標指令キャンセル
G□□ : 極座標指令の平面選択(G17,G18 又は G19)
G○○ : 極座標指令の中心選択(G90 又は G91)
G90 のときワーク座標系の原点が極座標の中心
G91 のとき現在位置が極座標の中心
IP_ : 極座標指令の平面を構成する軸アドレスと指令値
平面の第 1 軸 : 極座標の半径を指令
平面の第 2 軸 : 極座標の角度を指令
・ワーク座標系の原点を極座標の中心にする場合
半径値をアブソリュート値で指令します。
ワーク座標系の原点が極座標の中心になります。
ただし、ローカル座標系(G52)を使用している場合は、ローカル座標系の原点が極座標の中心になります。
半径
指令位置
角度
現在位置
半径
角度
指令位置
現在位置
角度がアブソリュート指令の場合
・現在位置を極座標の中心にする場合
半径値をインクレメンタル値で指令します。
現在位置が極座標の中心になります。
半径
角度がアブソリュート指令の場合
指令位置
角度
現在位置
角度がインクレメンタル指令の場合
指令位置
角度
半径
現在位置
角度がインクレメンタル指令の場合
- 36 -
Page 51

B-63944JA-2/04 プログラミング 4.座標値と寸法
例題
ボルトホールサークル
Y
・極座標の原点はワーク座標系の原点
・平面は X-Y 平面
150°
30°
270°
100mm
X
・半径値と角度がアブソリュート指令の場合
N1 G17 G90 G16 ; 極座標指令、X-Y 平面選択
極座標の原点はワーク座標系の原点
N2 G81 X100.0 Y30.0 Z-20.0 R-5.0 F200.0 ; 半径 100mm、角度 30deg
N3 Y150.0 ; 半径 100mm、角度 150deg
N4 Y270.0 ; 半径 100mm、角度 270deg
N5 G15 G80 ; 極座標指令キャンセル
・半径値はアブソリュートで角度がインクレメンタル指令の場合
N1 G17 G90 G16; 極座標指令、X-Y 平面選択
極座標の原点はワーク座標系の原点
N2 G81 X100.0 Y30.0 Z-20.0 R-5.0 F200.0 ; 半径 100mm、角度 30deg
N3 G91 Y120.0 ; 半径 100mm、角度+120deg
N4 Y120.0 ; 半径 100mm、角度+120deg
N5 G15 G80 ; 極座標指令キャンセル
制限事項
・極座標モードでの半径指令
極座標モードでの円弧補間、ヘリカル補間(G02,G03)の半径指令は、R 指令で行って下さい。
・極座標モードで極座標指令とみなされない軸指令
次の指令に伴う軸指令については、極座標指令とみなされません。
・ドウェル(G04)
・プログラマブルデータ入力(G10)
・ローカル座標系設定(G52)
・ワーク座標系変更(G92)
・機械座標系の選択(G53)
・ストアードストロークチェック(G22)
・座標回転(G68)
・スケーリング(G51)
・任意角度面取り・コーナ R
極座標モード中に任意角度面取り・コーナ R は指令できません。
- 37 -
Page 52

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
5 プログラミングを簡単にする機能
5 章「プログラミングを簡単にする機能」は下記の内容で構成されています。
5.1 穴あけ用固定サイクル .........................................................................................................................................................38
5.2 リジッドタップ .....................................................................................................................................................................65
5.3 任意角度面取り・コーナR..................................................................................................................................................76
5.4 インデックステーブル割り出し機能..................................................................................................................................78
5.5 インフィード制御(研削盤用)..........................................................................................................................................80
5.6 研削用固定サイクル(研削盤用)......................................................................................................................................82
5.7 複合形固定サイクル(G70.7, G71.7, G72.7, G73.7, G74.7, G75.7,G76.7) ......................................................................94
5.1 穴あけ用固定サイクル
概要
穴あけ用固定サイクルは、一般的に使用頻度の高いいくつかの加工動作を数ブロックで指令することなく、G コード
を含む 1 ブロックで指令することができます。このため、プログラムの作成が簡単になります。同時にプログラムを
小さくすることができ、メモリを有効に使用できます。
表 5.1(a)は穴あけ用固定サイクルの一覧です。
表5.1 (a) 穴あけ用固定サイクル一覧表
G コード
G73
G74
G76
G80
G81
G82
G83
G84
G85
G86
G87
G88
G89
穴あけ動作
(-Z 方向)
間欠送り ――――― 早送り 高速深穴あけサイクル
切削送り ドウェル→主軸正転 切削送り 逆タッピング
切削送り 主軸オリエンテーション 早送り ファインボーリング
―――― ――――― ――― キャンセル
切削送り ――――― 早送り ドリル、スポットドリリング
切削送り ドウェル 早送り ドリル、カウンタボーリング
間欠送り ――――― 早送り 深穴あけサイクル
切削送り ドウェル→主軸逆転 切削送り タッピング
切削送り ――――― 切削送り ボーリング
切削送り 主軸停止 早送り ボーリング
切削送り 主軸正転 早送り バックボーリング
切削送り ドウェル→主軸停止 手動 ボーリング
切削送り ドウェル 切削送り ボーリング
穴底位置における動作
解説
穴あけ用固定サイクルは、次の 6 つの動作のシーケンスからなっています。
動作 1 X,Y 軸の位置決め(他の軸になることもあります。)
動作 2 R 点レベルまでの早送り
動作 3 穴加工
動作 4 穴底位置における動作
動作 5 R 点レベルまでの逃げ
動作 6 イニシャルレベルまでの早送り
逃げ動作
(+Z 方向)
用途
- 38 -
Page 53

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
動作 1
動作 2
R 点レベル
動作 3
動作 4
イニシャルレベル
動作 6
動作 5
早送り
切削送り
図5.1 (a) 穴あけ用固定サイクルの動作シーケンス
・位置決め平面
G17,G18,G19 の平面選択によって決まります。
穴あけ軸以外の軸が位置決め軸になります。
・穴あけ軸
穴あけ用固定サイクルでは、穴あけ以外にもタッピングやボーリングサイクルがありますが、本章では名称を統一す
るために、穴あけと称します。
穴あけ軸は、位置決め平面を構成しない基本軸(X,Y または Z)またはその平行軸になります。
基本軸か、平行軸のどの軸かは G73~G89 の G コードと同じブロックに指令された穴あけ軸の軸アドレスによります。
穴あけ軸の軸アドレスが指定されなかった場合は、基本軸が穴あけ軸となります。
表5.1 (b) 位置決め平面と穴あけ軸
G コード 位置決め平面 穴あけ軸
G17
G18
G19
Xp-Yp 平面
Zp-Xp 平面
Yp-Zp 平面
Zp
Yp
Xp
Xp : X軸または X 軸の平行軸
Yp : Y軸または Y 軸の平行軸
Zp : Z軸または Z 軸の平行軸
例題
U,V,W がそれぞれ X,Y,Z の平行軸であるというパラメータ(No.1022)が設定されているとします。
G17 G81 Z_ _: ······································································穴あけ軸は Z 軸
G17 G81 W_ _:·····································································穴あけ軸は W 軸
G18 G81 Y_ _:······································································穴あけ軸は Y 軸
G18 G81 V_ _:······································································穴あけ軸は V 軸
G19 G81 X_ _:······································································穴あけ軸は X 軸
G19 G81 U_ _:······································································穴あけ軸は U 軸
G17, G18, G19 は G73~G89 と同じブロックに指令しなくてもかまいません。
注意
穴あけ軸の切換えは、穴あけ用固定サイクルを一旦キャンセルしてから行って下さい。
注
パラメータ
が穴あけ軸となります。
FXY(No.5101#0)
により、Z軸を常に穴あけ軸とすることができます。
FXYが0
の時、常にZ軸
- 39 -
Page 54

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
・穴あけ軸移動量 G90/G91
穴あけ軸方向の移動量は G90 と G91 の指令に応じて、図 5.1(b)のようになります。
G90(アブソリュート指令) G91(インクレメンタル指令)
R
Z
R
Z=0
R 点
Z
Z 点
R 点
Z 点
図5.1 (b) アブソリュート指令とインクレメンタル指令
・穴加工モード
G73/G74/G76/G81~G89 はモーダルな G コードでキャンセルを指定するまで有効です。これを穴加工モードといいま
す。
穴加工データは穴加工モード中は一度指定されると、そのデータの指定が変更されるか、キャンセルされるまで保持
されます。
従って、固定サイクルの開始で必要な穴加工データをすべて指定し、固定サイクル中は変更になるデータのみ指定し
ます。
・復帰点レベル G98/G99
穴底から、工具を R 点レベルまで復帰させるかイニシャルレベルまで復帰させるかは、G98,G99で区別します。G98,G99
を指令した時の動作を図 5.1(c)に示します。通常、最初の穴あけで G99 を使い、最後の穴あけで G98 を使用します。
G99 のモードで穴加工動作を行っても、イニシャルレベルは変わりません。
G98(イニシャルレベル復帰) G99(R 点レベル復帰)
イニシャル
レベル
図5.1 (c) イニシャルレベルと R点レベル
・繰返し
等間隔の穴加工を繰り返したい場合は、その回数を K_で指令します。
K は指定されたブロックのみ有効です。
最初の穴位置をインクレメンタル(G91)で指令します。
もし、アブソリュート(G90)で指令すると、同一穴位置で繰り返して穴あけが行われます。
繰返し回数 K 最大指令値=9999
K0 を指定すると、穴加工データを記憶するだけで穴加工はしません。
- 40 -
R点レベル
Page 55

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
注
Kは0
または
1~9999
の整数値を指令して下さい。
・シングルブロック
穴加工サイクルをシングルブロックで行った場合、制御装置は図 5.1(a)の動作 1、2、6 の終了点でそれぞれ止まりま
す。従って、1 つの穴をあけるために 3 回起動をかけることになります。動作 1、2 の終了点では、フィードホールド
のランプが点灯して止まります。動作 6 の終了点で、繰り返し回数が残っている場合は、フィードホールドで止まり、
残っていない場合はシングルブロック停止状態で止まります。なお、G87 の R 点は停止しません。G88 は Z 点でドウ
ェル後も停止します。
・キャンセル
固定サイクルのキャンセルは G80 あるいはグループ 01 の G コードで行います。
グループ 01 の G コード
G00 : 位置決め(早送り)
G01 : 直線補間
G02 : 円弧補間・ヘリカル補間(時計回り)
G03 : 円弧補間・ヘリカル補間(反時計回り)
・図の説明
次項より各固定サイクルの説明があります。
それぞれの説明に使用されている図中の記号について説明します。
OSS
P
位置決め(早送り G00)
切削送り(直線補間 G01)
手動送り
主軸オリエンテーション(定回転位置に主軸停止)
シフト(早送り G00)
ドウェル
- 41 -
Page 56

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
5.1.1 高速深穴あけサイクル(G73)
深穴を高速で加工します。
穴底まで、間けつ的に切削送りして切屑を穴の外に排出しながら加工していきます。
フォーマット
G73 X_ Y_ Z_ R_ Q_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
Q_ : 毎回の切り込み量
F_ : 切削送り速度
K_ : 繰返し回数(繰り返す必要のある時のみ)
G73(G98) G73(G99)
イニシャルレベル
R 点
q
q
q
d
d
Z 点
R 点
q
q
q
R 点レベル
d
d
Z 点
解説
・動作
Z 軸方向の間けつ送りにより深穴あけにおける切屑の排出を容易にし、逃げ量を微小に設定できますので、高能率な
加工が行えます。
逃げの量 d は、パラメータ(No.5114)に設定します。
逃げは早送りで移動します。
・主軸の回転
G73 を指令する前に、補助機能(M コード)で主軸を回転して下さい。
・補助機能
G73 指令と M コードを同一ブロックで指令すると、最初の位置決め時に M コードが実行されます。繰り返し回数 K
が指令されている場合は、最初の回のみ上記の動作をし、2 回目以降は M コードは実行しません。
・工具長補正
穴あけ用固定サイクル中に工具長補正(G43,G44,G49)を指令した場合、R 点への位置決め以降に補正がかかります。
制限事項
・軸の切換
穴あけ軸の切換は、穴あけ用固定サイクルをいったんキャンセルしてから行って下さい。
- 42 -
Page 57

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
・穴あけ
X,Y,Z,R,付加軸のいずれも含まないブロックでは穴あけはしません。
・Q
Q は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の行われないブロックで指令してもモーダルなデ
ータとして記憶されません。
・キャンセル
01 グループの G コード(G00~G03 等)を G73 と同一ブロックで指令しないで下さい。G73 がキャンセルされます。
・工具位置オフセット
穴あけ用固定サイクルモード中は、工具位置オフセットは無視されます。
例題
M3 S2000 ; 主軸起動
G90 G99 G73 X300. Y-250. Z- 150. R-100. Q15. F120. ; 位置決め後、穴 1 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 2 加工、R 点レベル復帰
Y-750. ; 位置決め後、穴 3 加工、R 点レベル復帰
X1000. ; 位置決め後、穴 4 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 5 加工、R 点レベル復帰
G98 Y-750. ; 位置決め後、穴 6 加工、イニシャルレベル復帰
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰
M5 ; 主軸停止
5.1.2 逆タッピングサイクル(G74)
逆タッピング加工ができます。
穴底で主軸が正転し、逆タッピングサイクルが行われます。
フォーマット
G74 X_ Y_ Z_ R_ P_ F_ K_ ;
X_Y_ : 穴位置データ
Z_ : R 点から穴底まで距離
R_ : イニシャルレベルから R 点までの距離
P_ : ドウェル時間
F_ : 切削送り速度
K_ : 繰返し回数(繰り返す必要のある時のみ)
G74(G98) G74(G99)
イニシャルレベル
主軸逆転
R 点
P
R 点
主軸逆転
P
R 点レベル
P
Z 点
主軸正転
P
Z 点
主軸正転
- 43 -
Page 58

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
解説
・動作
主軸を逆回転させて切り込み、穴底で正転し逃げることにより、逆ネジを作ります。
注意
逆タッピング動作中は送り速度オーバライドは無視され、フィードホールドをかけても、復帰動作が完了す
るまで機械は停止しません。
・主軸の回転
G74 を指令する前に、補助機能(M コード)で主軸を逆転して下さい。
穴位置およびイニシャルレベルから R 点レベルまでの距離が短い穴あけが連続するする場合、穴の切削動作に入る前
までに主軸が正常回転に達しないことがあります。このような場合には、繰り返し回数 K の指定をしないで、G04 に
よるドウェルを各穴あけ動作の前に挿入して時間をとる必要があります。
機械によっては上記のことを考慮しなくてもよい場合がありますので、機械メーカ発行の説明書を参照下さい。
・補助機能
G74 指令と M コードを同一ブロックで指令すると、最初の位置決め時に M コードが実行されます。繰り返し回数 K
が指令されている場合は、最初の回のみ上記の動作をし、2 回目以降は M コードは実行しません。
・工具長補正
穴あけ用固定サイクル中に工具長補正(G43,G44,G49)を指令した場合、R 点への位置決め以降に補正がかかります。
制限事項
・軸の切換
穴あけ軸の切換は、穴あけ用固定サイクルをいったんキャンセルしてから行って下さい。
・穴あけ
X,Y,Z,R,付加軸のいずれも含まないブロックでは穴あけはしません。
・P
P は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の行われないブロックで指令してもモーダルなデ
ータとして記憶されません。
・キャンセル
01 グループの G コード(G00~G03 等)を G74 と同一ブロックで指令しないで下さい。G74 がキャンセルされます。
・工具位置オフセット
穴あけ用固定サイクルモード中は、工具位置オフセットは無視されます。
例題
M4 S100 ; 主軸起動
G90 G99 G74 X300. Y-250. Z-150. R -120. F120. ; 位置決め後、ネジ穴 1 加工、R 点レベル復帰
Y-550. ; 位置決め後、ネジ穴 2 加工、R 点レベル復帰
Y-750. ; 位置決め後、ネジ穴 3 加工、R 点レベル復帰
X1000. ; 位置決め後、ネジ穴 4 加工、R 点レベル復帰
Y-550. ; 位置決め後、ネジ穴 5 加工、R 点レベル復帰
G98 Y-750. ; 位置決め後
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰
M5 ; 主軸停止
、
ネジ穴 6 加工、イニシャルレベル復帰
- 44 -
Page 59

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
5.1.3 ファインボーリング(G76)
精度のよい中ぐり加工を行います。
穴底で主軸が停止し、ツールがワークから離れて引き抜きます。
フォーマット
G76 X_ Y_ Z_ R_ Q_ P_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
Q_ : 穴底でのシフト量
P_ : 穴底でのドウェル時間
F_ : 切削送り速度
K_ : 繰返し回数(繰り返す必要のある時のみ)
G76(G98) G76(G99)
R 点
OSS
主軸正転
P
q
イニシャル
レベル
Z 点
OSS
R 点
OSS
P
主軸正転
R 点レベル
Z 点
q
主軸オリエンテーション
工具
シフト量 q
解説
・動作
穴底で主軸が定回転位置に停止し、刃先と逆方向にシフトしてから引き抜くので、加工面に傷をつけないで高精度で
高能率な中ぐり加工が行えます。
・主軸の回転
G76 を指令する前に、補助機能(M コード)で主軸を回転して下さい。
・補助機能
G76 指令と M コードを同一ブロックで指令すると、最初の位置決め時に M コードが実行されます。繰り返し回数 K
が指令されている場合は、最初の回のみ上記の動作をし、2 回目以降は M コードは実行しません。
・工具長補正
穴あけ用固定サイクル中に工具長補正(G43,G44,G49)を指令した場合、R 点への位置決め以降に補正がかかります。
制限事項
・軸の切換
穴あけ軸の切換は、穴あけ用固定サイクルをいったんキャンセルしてから行って下さい。
・穴あけ
X,Y,Z,R,付加軸のいずれも含まないブロックでは穴あけはしません。
- 45 -
Page 60

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
・P,Q
Q の値は必ず正の値で指定します。負の値で指令しても符号は無視されます。シフトの方向はパラメータ(No.5148)に
設定します。
P,Q は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の行われないブロックで指令してもモーダルな
データとして記憶されません。
注意
Q
(穴底でのシフト量)は、穴あけ用固定サイクル中ではモーダルな情報で、
も使用しますので、注意して下さい。
G73,G83
の切り込み量として
・キャンセル
01 グループの G コード(G00~G03 等)を G76 と同一ブロックで指令しないで下さい。G76 がキャンセルされます。
・工具位置オフセット
穴あけ用固定サイクルモード中は、工具位置オフセットは無視されます。
例題
M3 S500 ; 主軸起動
G90 G99 G76 X300. Y-250. 位置決め後、穴 1 加工、R 点レベル復帰
Z-150. R-120. Q5. 穴底でオリエンテーション後 5mm シフト
P1000 F120. ; 穴底で 1 秒停止
Y-550. ; 位置決め後、穴 2 加工、R 点レベル復帰
Y-750. ; 位置決め後、穴 3 加工、R 点レベル復帰
X1000. ; 位置決め後、穴 4 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 5 加工、R 点レベル復帰
G98 Y-750. ; 位置決め後、穴 6 加工、イニシャルレベル復帰
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰
M5 ; 主軸停止
5.1.4 ドリルサイクルスポットドリリング(G81)
通常の穴あけ加工に使用します。
穴底まで切削送りし、穴底から早送りで逃げます。
フォーマット
G81 X_ Y_ Z_ R_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
F_ : 切削送り速度
K_ : 繰返し回数(繰り返す必要のある時のみ)
G81(G98) G81(G99)
イニシャルレベル
R 点
R 点
R 点レベル
Z 点
Z 点
- 46 -
Page 61

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
解説
・動作
X,Y 軸を位置決め後、R 点レベルまで早送りで移動します。
その後、R 点レベルから Z 点まで穴あけ加工をします。
逃げは早送りで移動します。
・主軸の回転
G81 を指令する前に、補助機能(M コード)で主軸を回転して下さい。
・補助機能
G81 指令と M コードを同一ブロックで指令すると、最初の位置決め時に M コードが実行されます。繰り返し回数 K
が指令されている場合は、最初の回のみ上記の動作をし、2 回目以降は M コードは実行しません。
・工具長補正
穴あけ用固定サイクル中に工具長補正(G43,G44,G49)を指令した場合、R 点への位置決め以降に補正がかかります。
制限事項
・軸の切換
穴あけ軸の切換は、穴あけ用固定サイクルをいったんキャンセルしてから行って下さい。
・穴あけ
X,Y,Z,R,付加軸のいずれも含まないブロックでは穴あけはしません。
・キャンセル
01 グループの G コード(G00~G03 等)を G81 と同一ブロックで指令しないで下さい。G81 がキャンセルされます。
・工具位置オフセット
穴あけ用固定サイクルモード中は、工具位置オフセットは無視されます。
例題
M3 S2000 ; 主軸起動
G90 G99 G81 X300. Y-250. Z-150. R -100. F120. ; 位置決め後、穴 1 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 2 加工、R 点レベル復帰
Y-750. ; 位置決め後、穴 3 加工、R 点レベル復帰
X1000. ; 位置決め後、穴 4 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 5 加工、R 点レベル復帰
G98 Y-750. ; 位置決め後、穴 6 加工、イニシャルレベル復帰
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰
M5 ; 主軸停止
- 47 -
Page 62

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
5.1.5 ドリルサイクルカウンタボーリング(G82)
通常の穴あけ加工に使用します。
穴底まで切削送りし、穴底でドウェルを行って穴底から早送りで逃げます。
穴の深さの精度が向上します。
フォーマット
G82 X_ Y_ Z_ R_ P_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
P_ : 穴底でのドウェル時間
F_ : 切削送り速度
K_ : 繰返し回数(繰り返す必要のある時のみ)
G82(G98) G82(G99)
イニシャルレベル
R 点
P
Z 点
R 点
P
R 点レベル
Z 点
解説
・動作
X,Y 軸を位置決め後、R 点レベルまで早送りで移動します。
その後、R 点レベルから Z 点まで穴あけ加工をします。
穴底でドウェルを行い、逃げは早送りで移動します。
・主軸の回転
G82 を指令する前に、補助機能(M コード)で主軸を回転して下さい。
・補助機能
G82 指令と M コードを同一ブロックで指令すると、最初の位置決め時に M コードが実行されます。繰り返し回数 K
が指令されている場合は、最初の回のみ上記の動作をし、2 回目以降は M コードは実行しません。
・工具長補正
穴あけ用固定サイクル中に工具長補正(G43,G44,G49)を指令した場合、R 点への位置決め以降に補正がかかります。
制限事項
・軸の切換
穴あけ軸の切換は、穴あけ用固定サイクルをいったんキャンセルしてから行って下さい。
・穴あけ
X,Y,Z,R,付加軸のいずれも含まないブロックでは穴あけはしません。
・P
P は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の行われないブロックで指令してもモーダルなデ
ータとして記憶されません。
- 48 -
Page 63

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
・キャンセル
01 グループの G コード(G00~G03 等)を G82 と同一ブロックで指令しないで下さい。G82 がキャンセルされます。
・工具位置オフセット
穴あけ用固定サイクルモード中は、工具位置オフセットは無視されます。
例題
M3 S2000 ; 主軸起動
G90 G99 G82 X300. Y-250. Z-150. R -100. P1000 F120. ; 位置決め後、穴 1 加工、穴底で 1 秒ドウェル、
R点レベル復帰
Y-550. ; 位置決め後、穴 2 加工、R 点レベル復帰
Y-750. ; 位置決め後、穴 3 加工、R 点レベル復帰
X1000. ; 位置決め後、穴 4 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 5 加工、R 点レベル復帰
G98 Y-750. ; 位置決め後、穴 6 加工、イニシャルレベル復帰
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰
M5 ; 主軸停止
5.1.6 深穴あけサイクル(G83)
深穴を加工します。
穴底まで、間けつ的に切削送りして切屑を穴の外に排出しながら加工していきます。
フォーマット
G83 X_ Y_ Z_ R_ Q_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
Q_ : 毎回の切込み量
F_ : 切削送り速度
K_ : 繰返し回数(繰り返す必要のある時のみ)
G83(G98) G83(G99)
イニシャルレベル
R 点
q
d
q
d
R 点
q
q
R点レベル
d
d
q
Z 点
q
Z 点
解説
・動作
Q は 1 回当たりの切り込み量で、常にインクレメンタル量で指令します。
2 度目以降の切り込みの際、直前に加工した位置の d だけ手前で早送りから切削送りに変わります。d はパラメータ
(No.5115)に設定します。
Q の指令値は必ず正の値にして下さい。負の値を指令しても無視されます。
- 49 -
Page 64

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
・主軸の回転
G83 を指令する前に、補助機能(M コード)で主軸を回転して下さい。
・補助機能
G83 指令と M コードを同一ブロックで指令すると、最初の位置決め時に M コードが実行されます。繰り返し回数 K
が指令されている場合は、最初の回のみ上記の動作をし、2 回目以降は M コードは実行しません。
・工具長補正
穴あけ用固定サイクル中に工具長補正(G43,G44,G49)を指令した場合、R 点への位置決め以降に補正がかかります。
制限事項
・軸の切換
穴あけ軸の切換は、穴あけ用固定サイクルをいったんキャンセルしてから行って下さい。
・穴あけ
X,Y,Z,R,付加軸のいずれも含まないブロックでは穴あけはしません。
・Q
Q は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の行われないブロックで指令してもモーダルなデ
ータとして記憶されません。
・キャンセル
01 グループの G コード(G00~G03 等)を G83 と同一ブロックで指令しないで下さい。G83 がキャンセルされます。
・工具位置オフセット
穴あけ用固定サイクルモード中は、工具位置オフセットは無視されます。
例題
M3 S2000 ; 主軸起動
G90 G99 G83 X300. Y-250. Z-150. R-100. Q15. F120. ; 位置決め後、穴 1 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 2 加工、R 点レベル復帰
Y-750. ; 位置決め後、穴 3 加工、R 点レベル復帰
X1000. ; 位置決め後、穴 4 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 5 加工、R 点レベル復帰
G98 Y-750. ; 位置決め後、穴 6 加工、イニシャルレベル復帰
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰
M5 ; 主軸停止
5.1.7 小径深穴加工ドリルサイクル(G83)
過負荷トルク検出機能付アーバを使用して、ドリル加工において過負荷トルク検出信号(スキップ信号を使用)を受
けた際に工具を退避させ、主軸回転数、および切削送り速度を変更して再度加工を行うことを繰り返すペックドリリ
ングサイクルです。
パラメータ(No.5163)に設定されている M コードを指令することにより、小径深穴加工ドリルサイクルモードに入り
ます。このモードにおいて G83 を指令することにより、小径深穴加工ドリルサイクルを実行できます。小径深穴加工
ドリルサイクルモードは、G80 指令またはリセットにて解除されます。
- 50 -
Page 65

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
ウ
フォーマット
G83 X_ Y_ Z_ R_ Q_ F_I_ K_P_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
Q_ : 毎回の切込み量
F_ : 切削送り速度
I_ : 前進及び後退速度(フォーマットは F と同じ)(省略した場合は、パラメータ(No.5172,5173)の値)
K_ : 繰返し回数(繰り返す必要のある時のみ)
P_ : 穴底でのドウェル時間(省略した場合は P0 とみなす)
G83(G98) G83(G99)
イニシャルレベル
R 点
q
過負荷トルク
ドウェル
Δ : R 点に戻る時の最初の微小逃げ量及び、2 回目以降の切削における、穴底とのクリアランス量(パラメータ
(No.5174))
q : 1 回あたりの切込み量
で示される移動経路は、早送り速度での移動を示します。
で示される移動経路は、プログラム指令による切削送り速度での移動を示します。
で示される移動経路は、パラメータにより設定されるサイクル中の前進、後退速度での移動を示します。
( )
Z 点
R 点
q
過負荷トルク
ド
ェル
Z 点
解説
・サイクルを構成する動作
*X,Y 軸位置決め
*Z 軸の R 点への位置決め
*Z 軸切り込み(1 回目、切り込み量 Q、インクレメンタル)
後退動作(穴底→微小逃げ量Δ、インクレメンタル)
後退動作(穴底→R 点へ)
前進動作(R 点→穴底+クリアランス量Δの点へ)
切り込み(2 回目以降、切り込み量 Q+Δ、インクレメンタル)
*ドウェル
*Z 軸 R点(またはイニシャル点)復帰=サイクル終了
後退、および前進動作は、切削送り加減速時定数によって加減速制御され、さらに後退動作時には R 点にてインポジ
ションチェックが行われます。
・指令 M コード
パラメータ(No.5163)に設定されている M コードを指令することにより、小径深穴加工ドリルサイクルモードに入り
ます。
ただし、この M コードは FIN を待ちません。従って他の M コードと同一ブロックに指令する場合は注意が必要です。
(例) M03 M□□ ; →FIN を待つ。
M□□ M03 ; →FIN を待たない。
- 51 -
Page 66

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
・指令 G コード
小径深穴加工ドリルサイクルモードにおいて、G83 を指令することにより、小径深穴加工ドリルサイクルが実行され
ます。
G83 はモーダルな G コードで、1 度指令されると他の固定サイクルが指令されるか固定サイクルをキャンセルする G
コードが指令されるまで変化しません。従って、同一の穴加工を連続して行う場合には、1 ブロックごとに穴加工デ
ータを指定する必要はありません。
・サイクル実行中信号
本サイクルモード中、G83 が指令され穴位置への位置決め動作の後、穴あけ方向の軸の R 点位置決め開始時に小径深
穴加工ドリルサイクル実行中信号が"1"になります。他の固定サイクルが指令されるか、G80、リセットまたは非常停
止にて本モードがキャンセルされると、本信号は"0"になります。詳細は機械メーカ発行の説明書を参照下さい。
・過負荷トルク検出信号
過負荷トルク検出信号はスキップ信号を使用します。スキップ信号は、穴あけ方向の軸が R 点と Z 点の間にあり、か
つ前進又は切削動作中にのみ有効(後退動作を行う)です。詳細は機械メーカ発行の説明書を参照下さい。
注
前進動作中過負荷トルクを検出した場合、後退動作(微小逃げ量Δ+R点への移動)を行った後、次の前進
動作では、前回の切削終了時の微小逃げ量Δの後退動作が完了した位置まで移動します。
・切削条件の変更
1 回の G83 サイクル中、ペッキング動作(前進→切削→後退)ごとに切削条件を変更します。パラメータ
OLS,NOL(No.5160#1,#2)の設定により切削条件を変更しないようにすることもできます。
1 切削送り速度の変更
F コードでプログラムされた切削送り速度を 2 回目以降の切削動作ごとに変更します。前回の切削動作でスキッ
プ信号を受けた場合と受けなかった場合のそれぞれの変更割合をパラメータ(No.5166,5167)に設定します。
切削送り速度=F×α
<1 回目> α=1.0
<2 回目> α=α×β÷100 βは 1 回の変更割合
前回の切削でスキップあり:β=b1%(パラメータ(No.5166))
前回の切削でスキップなし:β=b2%(パラメータ(No.5167))
切削送り速度の変更割合αがパラメータ(No.5168)に設定された割合を下回ると、切削送り速度の変更をやめま
す。また、変更された切削送り速度の上限は最大切削送り速度です。
2 主軸回転数の変更
S コードでプログラムされた主軸回転数を 2 回目以降の前進動作開始時に変更します。前回の切削動作でスキッ
プ信号を受けた場合と受けなかった場合のそれぞれの変更割合をパラメータ(No.5164, No.5165)に設定します。
主軸回転数=S×γ
<1 回目> γ=1.0
<2 回目> γ=γ×δ÷100 δは 1 回の変更割合
前回の切削でスキップあり:δ=d1%(パラメータ(No.5164))
前回の切削でスキップなし:δ=d2%(パラメータ(No.5165))
切削送り速度が下限にクランプされている場合、主軸回転数の変更をやめます。また、変更された主軸回転数の
上限は S アナログデータの最大値に相当する値です。
・前進・後退動作
前進・後退動作は早送り位置決めではなく、切削送りと同じ補間動作として実行されます。ただし、工具寿命管理機
能では、前進・後退動作中は工具寿命をカウントアップしません。
- 52 -
Page 67

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
・アドレス I の指令
前進・後退速度をアドレス I で指令する場合、フォーマットはアドレス F と同じになります。すなわち、
G83 I1000;(小数点なし指令)
G83 I1000.;(小数点付き指令)
いずれの場合も速度は 1000mm/min となります。G83 モーダル状態で指令されたアドレス I は、G80 指令又はリセッ
トされるまで有効です。
注
I
の指定が省略され、パラメータ
0
の場合、移動速度はFで指令された速度と同じ速度となります。
(No.5172)
(後退動作時)、パラメータ
(No.5173)
(前進動作時)の設定値も
・指令可能な機能
小径深穴加工ドリルサイクルモード中では、以下の指令が可能です。
・穴あけ軸以外の軸の穴位置指令
・カスタムマクロによる演算、分岐
・サブプログラム(穴位置群等)呼出し
・アブソリュート/インクレメンタルの切替え
・座標回転
・スケーリング指令(切込み量 Q 及び微小逃げ量Δにはかかりません)
・ドライラン
・フィードホールド
・シングルブロック
シングルブロック ON で、後退動作ごとに停止します。また、パラメータ SBC(No.5105#0)の設定により、サイクルご
とに停止させることも可能です。
・送り速度オーバライド
サイクル中の切込み・後退・前進の各動作に対して、送り速度オーバライドが有効です。
・カスタムマクロ・インタフェース
パラメータ(No.5170, No.5171)に設定したカスタムマクロのコモン変数(#100~#149)に、切削中の後退動作の合計回
数および、過負荷トルク検出信号受信による後退動作の合計回数を出力させることができます。ただし、パラメータ
(No.5170, No.5171)共に、100~149 以外の値を設定することはできません。
パラメータ(No.5170):切削中の後退動作の合計回数を出力するコモン変数番号を設定します。
パラメータ(No.5171):切削中の過負荷トルク検出信号受信による後退動作の合計回数を出力するコモン変数番号を設
定します。
注
カスタムマクロのコモン変数に出力される合計回数の値は、小径深穴加工ドリルサイクルモードに入った後
G83
の
指令により、ゼロ・クリアされます。
制限事項
・サブプログラム呼出し
小径深穴加工ドリルサイクルモード中のサブプログラム呼出し指令 M98P_は、単独ブロックで指令してください。
例題
M3 S2000 ; 主軸起動
M□□ ; "小径深穴加工ドリルサイクル"モード切替え
G90 G99 G83 X_ Y_ Z_ R_ Q_ F_ I_ K_ P_ ; "小径深穴加工ドリルサイクル"指令
X_ Y_ ; 穴位置を変えて実行
:
:
G80 ; "小径深穴加工ドリルサイクル"モードキャンセル
- 53 -
Page 68

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
5.1.8 タッピングサイクル(G84)
タッピング加工ができます。
穴底で主軸が逆転し、タッピングサイクルが行われます。
フォーマット
G84 X_ Y_ Z_ R_ P_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
P_ : ドウェル時間
F_ : 切削送り速度
K_ : 繰返し回数(繰返す必要のある時のみ)
G84(G98) G84(G99)
イニシャルレベル
主軸正転
R 点
P
P
Z 点
主軸逆転
R 点
P
主軸正転
P
R点レベル
Z 点
主軸逆転
解説
・動作
主軸を正回転させて切り込み、穴底で逆転し逃げることにより、ネジを作ります。
注意
タッピング動作中は送り速度オーバライドは無視され、フィードホールドをかけても、復帰動作が完了する
まで機械は停止しません。
・主軸の回転
G84 を指令する前に、補助機能(M コード)で主軸を回転して下さい。
穴位置およびイニシャルレベルから R 点レベルまでの距離が短い穴あけが連続するする場合、穴の切削動作に入る前
までに主軸が正常回転に達しないことがあります。このような場合には、繰り返し回数 K の指定をしないで、G04 に
よるドウェルを各穴あけ動作の前に挿入して時間をとる必要があります。
機械によっては上記のことを考慮しなくてもよい場合がありますので、機械メーカ発行の説明書を参照下さい。
・補助機能
G84 指令と M コードを同一ブロックで指令すると、最初の位置決め時に M コードが実行されます。繰り返し回数 K
が指令されている場合は、最初の回のみ上記の動作をし、2 回目以降は M コードは実行しません。
・工具長補正
穴あけ用固定サイクル中に工具長補正(G43,G44,G49)を指令した場合、R 点への位置決め以降に補正がかかります。
制限事項
・軸の切換
穴あけ軸の切換は、穴あけ用固定サイクルをいったんキャンセルしてから行って下さい。
- 54 -
Page 69

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
・穴あけ
X,Y,Z,R,付加軸のいずれも含まないブロックでは穴あけはしません。
・P
P は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の行われないブロックで指令してもモーダルなデ
ータとして記憶されません。
・キャンセル
01 グループの G コード(G00~G03 等)を G84 と同一ブロックで指令しないで下さい。G84 がキャンセルされます。
例題
M3 S100 ; 主軸起動
G90 G99 G84 X300. Y-250. Z-150. R-120. P300 F120. ; 位置決め後、ネジ穴 1 加工、R 点レベル復帰
Y-550. ; 位置決め後、ネジ穴 2 加工、R 点レベル復帰
Y-750. ; 位置決め後、ネジ穴 3 加工、R 点レベル復帰
X1000. ; 位置決め後、ネジ穴 4 加工、R 点レベル復帰
Y-550. ; 位置決め後、ネジ穴 5 加工、R 点レベル復帰
G98 Y-750. ; 位置決め後、ネジ穴 6 加工、イニシャルレベル復帰
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰
M5 ; 主軸停止
5.1.9 ボーリングサイクル(G85)
ボーリング加工に使用します。
フォーマット
G85 X_ Y_ Z_ R_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
F_ : 切削送り速度
K_ : 繰返し回数(繰返す必要のある時のみ)
G85(G98) G85(G99)
イニシャルレベル
R 点
Z 点
解説
・動作
X,Y 軸を位置決め後、R 点レベルまで早送りで移動します。
その後、R 点レベルから Z 点まで穴あけ加工をします。
Z 点へ到達後、R 点まで切削送りで復帰します。
・主軸の回転
G85 を指令する前に、補助機能(M コード)で主軸を回転して下さい。
R 点
R 点レベル
Z 点
- 55 -
Page 70

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
・補助機能
G85 指令と M コードを同一ブロックで指令すると、最初の位置決め時に M コードが実行されます。繰り返し回数 K
が指令されている場合は、最初の回のみ上記の動作をし、2 回目以降は M コードは実行しません。
・工具長補正
穴あけ用固定サイクル中に工具長補正(G43,G44,G49)を指令した場合、R 点への位置決め以降に補正がかかります。
制限事項
・軸の切換
穴あけ軸の切換は、穴あけ用固定サイクルをいったんキャンセルしてから行って下さい。
・穴あけ
X,Y,Z,R,付加軸のいずれも含まないブロックでは穴あけはしません。
・キャンセル
01 グループの G コード(G00~G03 等)を G85 と同一ブロックで指令しないで下さい。G85 がキャンセルされます。
・工具位置オフセット
穴あけ用固定サイクルモード中は、工具位置オフセットは無視されます。
例題
M3 S100 ; 主軸起動
G90 G99 G85 X300. Y-250. Z-150. R-120. F120. ; 位置決め後、穴 1 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 2 加工、R 点レベル復帰
Y-750. ; 位置決め後、穴 3 加工、R 点レベル復帰
X1000. ; 位置決め後、穴 4 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 5 加工、R 点レベル復帰
G98 Y-750. ; 位置決め後、穴 6 加工、イニシャルレベル復帰
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰
M5 ; 主軸停止
- 56 -
Page 71

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
点
5.1.10 ボーリングサイクル(G86)
ボーリング加工に使用します。
フォーマット
G86 X_ Y_ Z_ R_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
F_ : 切削送り速度
K_ : 繰返し回数(繰返す必要のある時のみ)
G86(G98) G86(G99)
主軸正転
イニシャル
レベル
主軸正転
R 点
Z
主軸停止
R 点
R 点レベル
Z 点
主軸停止
解説
・動作
X,Y 軸を位置決め後、R 点レベルまで早送りで移動します。
その後、R 点レベルから Z 点まで穴あけ加工をします。
穴底で主軸が停止した後、逃げは早送りで移動します。
・主軸の回転
G86 を指令する前に、補助機能(M コード)で主軸を回転して下さい。
穴位置およびイニシャルレベルから R 点レベルまでの距離が短い穴あけが連続するする場合、穴の切削動作に入る前
までに主軸が正常回転に達しないことがあります。このような場合には、繰り返し回数 K の指定をしないで、G04 に
よるドウェルを各穴あけ動作の前に挿入して時間をとる必要があります。
機械によっては上記のことを考慮しなくてもよい場合がありますので、機械メーカ発行の説明書を参照下さい。
・補助機能
G86 指令と M コードを同一ブロックで指令すると、最初の位置決め時に M コードが実行されます。繰り返し回数 K
が指令されている場合は、最初の回のみ上記の動作をし、2 回目以降は M コードは実行しません。
・工具長補正
穴あけ用固定サイクル中に工具長補正(G43,G44,G49)を指令した場合、R 点への位置決め以降に補正がかかります。
制限事項
・軸の切換
穴あけ軸の切換は、穴あけ用固定サイクルをいったんキャンセルしてから行って下さい。
・穴あけ
X,Y,Z,R,付加軸のいずれも含まないブロックでは穴あけはしません。
・キャンセル
01 グループの G コード(G00~G03 等)を G86 と同一ブロックで指令しないで下さい。G86 がキャンセルされます。
- 57 -
Page 72

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
・工具位置オフセット
穴あけ用固定サイクルモード中は、工具位置オフセットは無視されます。
例題
M3 S2000 ; 主軸起動
G90 G99 G86 X300. Y-250. Z-150. R-100. F120. ; 位置決め後、穴 1 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 2 加工、R 点レベル復帰
Y-750. ; 位置決め後、穴 3 加工、R 点レベル復帰
X1000. ; 位置決め後、穴 4 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 5 加工、R 点レベル復帰
G98 Y-750. ; 位置決め後、穴 6 加工、イニシャルレベル復帰
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰
M5 ; 主軸停止
5.1.11 バックボーリングサイクル(G87)
精度のよい中ぐり加工を行います。
フォーマット
G87(G98) G87(G99)
G87 X_ Y_ Z_ R_ Q_ P_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
Q_ : 穴底でのシフト量
P_ : 穴底でのドウェル時間
F_ : 切削送り速度
K_ : 繰返し回数(繰返す必要のある時のみ)
主軸オリエンテーション
工具
シフト量 q
OSS
主軸正転
P
主軸正転
OSS
q
イニシャル
レベル
Z 点
R 点
使用しません。
解説
X,Y 軸方向の位置決め後、定回転位置に主軸が停止し、刃先と逆方向にシフトした後、早送りで穴底(R 点)に位置
決めします。
この位置で刃先方向にシフトし主軸正転動作を行い Z 軸の正方向 Z 点まで加工します。
この位置で再度定回転位置に主軸を停止させた後、刃先と逆方向にシフトし、イニシャルレベルに復帰後、刃先方向
にシフトし主軸正転を行い次ブロックの動作に移ります。
・主軸の回転
G87 を指令する前に、補助機能(M コード)で主軸を回転して下さい。
穴位置およびイニシャルレベルから R 点レベルまでの距離が短い穴あけが連続するする場合、穴の切削動作に入る前
までに主軸が正常回転に達しないことがあります。このような場合には、繰り返し回数 K の指定をしないで、G04 に
よるドウェルを各穴あけ動作の前に挿入して時間をとる必要があります。
機械によっては上記のことを考慮しなくてもよい場合がありますので、機械メーカ発行の説明書を参照下さい。
- 58 -
Page 73

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
・補助機能
G87 指令と M コードを同一ブロックで指令すると、最初の位置決め時に M コードが実行されます。繰り返し回数 K
が指令されている場合は、最初の回のみ上記の動作をし、2 回目以降は M コードは実行しません。
・工具長補正
穴あけ用固定サイクル中に工具長補正(G43,G44,G49)を指令した場合、R 点への位置決め以降に補正がかかります。
制限事項
・軸の切換
穴あけ軸の切換は、穴あけ用固定サイクルをいったんキャンセルしてから行って下さい。
・穴あけ
X,Y,Z,R,付加軸のいずれも含まないブロックでは穴あけはしません。
・P, Q
Q の値は必ず正の値で指定します。負の値で指令しても符号は無視されます。シフトの方向はパラメータ(No.5148)に
設定します。
P,Q は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の行われないブロックで指令してもモーダルな
データとして記憶されません。
注意
Q
(穴底でのシフト量)は、穴あけ用固定サイクル中ではモーダルな情報で、
も使用しますので、注意して下さい。
G73,G83
の切り込み量として
・キャンセル
01 グループの G コード(G00~G03 等)を G87 と同一ブロックで指令しないで下さい。G87 がキャンセルされます。
・工具位置オフセット
穴あけ用固定サイクルモード中は、工具位置オフセットは無視されます。
例題
M3 S500 ; 主軸起動
G90 G87 X300. Y-250. 位置決め後、穴 1 加工
Z-150. R-120. Q5. イニシャルレベルでオリエンテーション後 5mm シフト
P1000 F120. ; Z 点で 1 秒停止
Y-550. ; 位置決め後、穴 2 加工
Y-750. ; 位置決め後、穴 3 加工
X1000. ; 位置決め後、穴 4 加工
Y-550. ; 位置決め後、穴 5 加工
Y-750. ; 位置決め後、穴 6 加工
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰
M5 ; 主軸停止
- 59 -
Page 74

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
点
5.1.12 ボーリングサイクル(G88)
ボーリング加工に使用します。
フォーマット
G88 X_ Y_ Z_ R_ P_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
P_ : 穴底でのドウェル時間
F_ : 切削送り速度
K_ : 繰返し回数(繰返す必要のある時のみ)
G88(G98) G88(G99)
主軸正転
イニシャル
レベル
主軸正転
R 点
Z 点
P
ドウェル後
主軸停止
R
Z 点
P
R 点レベル
ドウェル後
主軸停止
解説
・動作
X,Y 軸を位置決め後、R 点レベルまで早送りで移動します。
その後、R 点レベルから Z 点までボーリング加工をします。
その後、穴底でドウェルを行った後、主軸が停止し休止状態となります。したがってこの時, 手動モードに切替えて、
手動で工具を動かすことができます。どのような手動動作を行ってもかまいませんが、最終的には、工具を穴から引
き抜いた状態にしておいた方が安全です。
加工を再開するときは、DNC 運転モードあるいはメモリモードにして起動をかけると G98,G99 に従ってイニシャル
レベル,R 点レベルに復帰した後、主軸正転し、その後、次のブロックのプログラム指令にしたがって動作を再開しま
す。
・主軸の回転
G88 を指令する前に、補助機能(M コード)で主軸を回転して下さい。
・補助機能
G88 指令と M コードを同一ブロックで指令すると、最初の位置決め時に M コードが実行されます。繰り返し回数 K
が指令されている場合は、最初の回のみ上記の動作をし、2 回目以降は M コードは実行しません。
・工具長補正
穴あけ用固定サイクル中に工具長補正(G43,G44,G49)を指令した場合、R 点への位置決め以降に補正がかかります。
制限事項
・軸の切換
穴あけ軸の切換は、穴あけ用固定サイクルをいったんキャンセルしてから行って下さい。
・穴あけ
X,Y,Z,R,付加軸のいずれも含まないブロックでは穴あけはしません。
- 60 -
Page 75

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
・P
P は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の行われないブロックで指令してもモーダルなデ
ータとして記憶されません。
・キャンセル
01 グループの G コード(G00~G03 等)を G88 と同一ブロックで指令しないで下さい。G88 がキャンセルされます。
・工具位置オフセット
穴あけ用固定サイクルモード中は、工具位置オフセットは無視されます。
例題
M3 S2000 ; 主軸起動
G90 G99 G88 X300. Y-250. Z-150. R-100. P1000 F120. ; 位置決め後、穴 1 加工、R 点レベル復帰、穴底で 1 秒停止
Y-550. ; 位置決め後、穴 2 加工、R 点レベル復帰
Y-750. ; 位置決め後、穴 3 加工、R 点レベル復帰
X1000. ; 位置決め後、穴 4 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 5 加工、R 点レベル復帰
G98 Y-750. ; 位置決め後、穴 6 加工、イニシャルレベル復帰
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰
M5 ; 主軸停止
5.1.13 ボーリングサイクル(G89)
ボーリング加工に使用します。
フォーマット
G89 X_ Y_ Z_ R_ P_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離
R_ : イニシャルレベルから R 点までの距離
P_ : 穴底でのドウェル時間
F_ : 切削送り速度
K_ : 繰返し回数(繰返す必要のある時のみ)
G89(G98) G89(G99)
イニシャルレベル
R 点
P
解説
・動作
G85 と同じですが、穴底でドウェルを行います。
・主軸の回転
G89 を指令する前に、補助機能(M コード)で主軸を回転して下さい。
Z 点
R 点
P
R 点レベル
Z 点
- 61 -
Page 76

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
・補助機能
G89 指令と M コードを同一ブロックで指令すると、最初の位置決め時に M コードが実行されます。繰り返し回数 K
が指令されている場合は、最初の回のみ上記の動作をし、2 回目以降は M コードは実行しません。
・工具長補正
穴あけ用固定サイクル中に工具長補正(G43,G44,G49)を指令した場合、R 点への位置決め以降に補正がかかります。
制限事項
・軸の切換
穴あけ軸の切換は、穴あけ用固定サイクルをいったんキャンセルしてから行って下さい。
・穴あけ
X,Y,Z,R,付加軸のいずれも含まないブロックでは穴あけはしません。
・P
P は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の行われないブロックで指令してもモーダルなデ
ータとして記憶されません。
・キャンセル
01 グループの G コード(G00~G03 等)を G89 と同一ブロックで指令しないで下さい。G89 がキャンセルされます。
・工具位置オフセット
穴あけ用固定サイクルモード中は、工具位置オフセットは無視されます。
例題
M3 S100 ; 主軸起動
G90 G99 G89 X300. Y-250. Z-150. R-120. P1000 F120. ; 位置決め後、穴 1 加工、R 点レベル復帰、穴底で 1 秒停止
Y-550. ; 位置決め後、穴 2 加工、R 点レベル復帰
Y-750. ; 位置決め後、穴 3 加工、R 点レベル復帰
X1000. ; 位置決め後、穴 4 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 5 加工、R 点レベル復帰
G98 Y-750. ; 位置決め後、穴 6 加工、イニシャルレベル復帰
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰
M5 ; 主軸停止
5.1.14 穴あけ用固定サイクルキャンセル(G80)
穴あけ用固定サイクルをキャンセルします。
フォーマット
G80 ;
解説
全ての穴あけ用固定サイクルをキャンセルし、以後通常の動作を行わせます。
R 点レベル、Z 点もキャンセルされます。
その他の穴加工データもすべてキャンセルされます。
例題
M3 S100 ; 主軸起動
G90 G99 G88 X300. Y-250. Z-150. R-120. F120. ; 位置決め後、穴 1 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 2 加工、R 点レベル復帰
Y-750. ; 位置決め後、穴 3 加工、R 点レベル復帰
X1000. ; 位置決め後、穴 4 加工、R 点レベル復帰
Y-550. ; 位置決め後、穴 5 加工、R 点レベル復帰
- 62 -
Page 77

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
G98 Y-750. ; 位置決め後、穴 6 加工、イニシャルレベル復帰
G80 G28 G91 X0 Y0 Z0 ; レファレンス点復帰、固定サイクルキャンセル
M5 ; 主軸停止
5.1.15 穴あけ用固定サイクルの例題
オフセット番号 11 に+200.0、オフセット番号 15 に+190.0、オフセット番号 31 に+150.0 をオフセット量としてそ
れぞれ設定します。
プログラム例
;
N001 G92 X0 Y0 Z0 ;
N002 G90 G00 Z250.0 T11 M6 ;
N003 G43 Z0 H11 ;
N004 S30 M3 ;
N005 G99 G81 X400.0 Y-350.0 Z-153.0 R-97.0 F120 ;
N006 Y-550.0 ;
N007 G98 Y-750.0 ;
N008 G99 X1200.0 ;
N009 Y-550.0 ;
N010 G98 Y-350.0 ;
N011 G00 X0 Y0 M5 ;
N012 G49 Z250.0 T15 M6 ;
N013 G43 Z0 H15 ;
N014 S20 M3 ;
N015 G99 G82 X550.0 Y-450.0 Z-130.0 R-97.0 P300 F70 ;
N016 G98 Y-650.0 ;
N017 G99 X1050.0 ;
N018 G98 Y-450.0 ;
N019 G00 X0 Y0 M5 ;
N020 G49 Z250.0 T31 M6 ;
N021 G43 Z0 H31 ;
N022 S10 M3 ;
N023 G85 G99 X800.0 Y-350.0 Z-153.0 R47.0 F50 ;
N024 G91 Y-200.0 K2 ;
N025 G28 X0 Y0 M5 ;
N026 G49 Z0 ;
N027 M0 ;
レファレンス点で座標系設定
工具交換
イニシャルレベル、工具長補正
主軸起動
位置決め後#1 穴加工
位置決め後#2 穴加工、R 点レベル復帰
位置決め後#3 穴加工、イニシャルレベル復帰
位置決め後#4 穴加工、R 点レベル復帰
位置決め後#5 穴加工、R 点レベル復帰
位置決め後#6 穴加工、イニシャルレベル復帰
レファレンス点復帰、主軸停止
工具長補正キャンセル、工具交換
イニシャルレベル、工具長補正
主軸起動
位置決め後#7 穴加工、R 点レベル復帰
位置決め後#8 穴加工、イニシャルレベル復帰
位置決め後#9 穴加工、R 点レベル復帰
位置決め後#10 穴加工、イニシャルレベル復帰
レファレンス点復帰、主軸停止
工具長補正キャンセル、工具交換
イニシャルレベル、工具長補正
主軸起動
位置決め後#11 穴加工、R 点レベル復帰
位置決め後#12、#13 穴加工、R 点レベル復帰
レファレンス点復帰、主軸停止
工具長補正キャンセル
プログラムストップ
- 63 -
Page 78

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
工具長補正、固定サイクルを使用したプログラム
レファレンス点
350
#1 #11
100
100
100
Y
100
X
400 150 250 250 150
#1~6 10Φの穴加工
#7~10 20Φの穴加工
#11~13 95Φのボーリング加工(深さ 50mm)
Z
X
リトラクト位置
250
50
50
30
20
T 11 T 15 T 31
#2
#3
#7
#8
200
#12
200
#13
#6
#10
#5
#9
#4
イニシャルレベル
190200 150
図5.1.15 (a) 穴あけ用固定サイクルの例題
- 64 -
Page 79

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
5.2 リジッドタップ
タッピングサイクル(G84)、逆タッピングサイクル(G74)には、従来モードとリジッドモードがあります。
従来モードは、タッピング軸の動きに合わせて M03(主軸正転)、M04(主軸逆転)、M05(主軸停止)の補助機能
により主軸を回転、あるいは停止させてタッピングを行う方法です。
リジッドモードでは、主軸モータをサーボモータのように制御し、タッピング軸と主軸を補間させてタッピングを行
います。
リジッドモードによるタッピングでは、タッピング軸の一定送り(ねじリード)ごとに主軸が一回転します。加減速
時も変わりません。
したがって、従来モードによるタッピングのようにフロートタッパを用いる必要がなく、高速で高精度のタッピング
を行うことができます。
5.2.1 リジッドタッピング(G84)
リジッドモードにて主軸モータをサーボモータのように制御することにより、高速なタッピングサイクルを行います。
フォーマット
G84 X_ Y_ Z_ R_ P_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離および穴底位置
R_ : イニシャルレベルから R 点までの距離
P_ : 穴底および R 点復帰時のドウェル時間
F_ : 切削送り速度
K_ : 繰返し回数(繰返す必要のある時のみ)
G84.2 X_ Y_ Z_ R_ P_ F_ L_ ;
(FS15 フォーマット)
L_ : 繰返し回数(繰返す必要のある時のみ)
G84(G98) G84(G99)
主軸停止
動作
動作
主軸正転
主軸停止
動作
イニシャルレベル
1
2
R
点
3
P
動作
動作
P
R
動作
Z点
4
6
主軸停止
点レベル
5
主軸逆転
主軸正転
主軸停止
主軸停止
R
点
P
P
R
点レベル
Z点
主軸逆転
主軸停止
解説
X,Y 軸を位置決め後、R 点レベルまで早送りで移動します。
そして R 点レベルから Z 点までタッピング加工をし、終わると主軸が停止しドウェルが行われます。その後、停止し
た主軸が逆回転して R 点レベルまで引き抜かれて主軸が停止した後イニシャルレベルまで早送りで移動します。
タッピング動作中は、送り速度オーバライドおよび主軸オーバライドは 100%とみなされます。ただし、送り速度オ
ーバライドについては、設定により有効にすることが可能です。
- 65 -
Page 80

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
・リジッドモード
リジッドモードの指令は、次の 3 つの指令方法があります。
・ タッピング指令に先立ち M29 S*****を指令する。
・ タッピング指令と同じブロックに M29 S*****を指令する。
・ G84 をリジッドタッピング G コードとして指令する。(パラメータ G84 (No.5200#0)を 1 と設定する。)
・ねじのリード
毎分送りモードでは、送り速度÷主軸速度=ねじリードです。
毎回転送りモードでは、送り速度=ねじリードです。
・工具長補正
固定サイクル中に工具長補正(G43,G44,G49)を指令した時は、R 点への位置決め時に、オフセットがかかります。
・FS15 フォーマット指令
リジッドタッピング機能を FS15 フォーマット指令で可能とするもので、リジッドタッピングのシーケンス(PMC と
のやりとりなど)や制限事項などは、本章の説明に従います。
・補間後加減速
直線形加減速または、ベル形加減速をかけることができます。
・先読み補間前加減速
先読み補間前加減速は無効です。
・オーバライド
各種オーバライドは無効ですが、パラメータ設定により次のオーバライドを有効にすることができます。
・引き抜きオーバライド
・オーバライド信号
詳細は、後述します。
・ドライラン
ドライランは、G84(G74)にも有効です。したがって、G84(G74)の穴あけ軸の速度にドライランがかけられると、それ
に合わせてタッピングを行います。
ドライラン速度が早いと主軸の速度も早くなりますので注意してください。
・マシンロック
マシンロックは、G84(G74)にも有効です。
マシンロック状態で G84(G74)を実行しても穴あけ軸の動きはありません。したがって主軸も動作しません。
・リセット
リジッドタップ中にリセットすると、リジッドタップモードを解除し、主軸モータは通常のモードになります。ただ
し、G84(G74)モードはパラメータ CLR (No.3402#6)により、解除されない場合もありますので注意が必要です。
・インタロック
インタロックは、G84(G74)にも有効です。
・フィードホールド、シングルブロック
G84(G74)モード中、フィードホールド、シングルブロックは、パラメータ FHD (No.5200#6)に 0 を設定すると無効に
なります。1 を設定すると有効になります。
・手動送り
手動ハンドル送りでリジッドタップを行う場合は、『手動ハンドルによるリジッドタッピング』の項を参照下さい。
それ以外の手動送りでは、リジッドタップはできません。
- 66 -
Page 81

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
・バックラッシ補正
リジッドタップモードでは、主軸正転、逆転の際のロストモーションを補正するため、バックラッシ補正を行います。
パラメータ(No.5321~5324)にバックラッシ量を設定してください。
穴あけ軸については従来から行われています。
制限事項
・軸の切換
穴あけ軸の切換は、固定サイクルをいったんキャンセルしてから行って下さい。リジッドモード中に切換ると、アラ
ーム(PS0206)になります。
・S 指令
• 使用するギアの最高回転数以上の回転数を指令すると、アラーム(PS0200)になります。
• リジッドタッピングで使用された S は、リジッドタッピングの固定サイクルキャンセル時にクリアされて、S0が
指令された状態になります。
・主軸の分配量
シリアルスピンドルの場合、8msec あたり 32767pulse までです。(診断データの No.451 で表示されます。)この値は、
ポジションコーダのギア比設定や、リジッドタップの指令によって変りますが、この上限を越えるような指令がなさ
れた場合には、アラーム(PS0202)が発生します。
・F 指令
切削送り速度上限値以上を指令するとアラーム(PS0011)になります。
・F 指令の単位
G94 1mm/min 0.01 inch/min
G95 0.01 mm/rev 0.0001 inch/rev
ミリ入力 インチ入力 備考
小数点指定可能
小数点指定可能
・M29
M29 と G84 の間に S 指令、および軸移動を指令するとアラーム(PS0203)になります。また、タッピングサイクル中に
M29 を指令すると、アラーム(PS0204)になります。
・P
P は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の無いブロックで指令してもモーダルなデータと
して記憶されません。
・キャンセル
01 グループの G コード(G00~G03,G60(パラメータ MDL(No.5431#0)が 1 のとき))を G84 と同一ブロックで指令
しないで下さい。G84 がキャンセルされます。
・工具位置オフセット
固定サイクルモード中は、工具位置オフセットは無視されます。
・プログラム再開
リジッドタップ中は、プログラム再開を行うことはできません。
・サブプログラム呼出し
固定サイクルモード中のサブプログラム呼出し指令 M98P_は、単独ブロックで指令してください。
例題
Z 軸送り速度 1000mm/min
主軸回転数 1000 min
ねじのリード 1.0mm
<毎分送りのプログラミング>
–1
- 67 -
Page 82

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
G94 ; 毎分送り指令
G00 X120.0 Y100.0 ; 位置決め
M29 S1000 ; リジッドモード指令
G84 Z-100.0 R-20.0 F1000 ; リジッドタップ加工
<毎回転送りのプログラミング>
G95 ; 毎回転送り指令
G00 X120.0 Y100.0 ; 位置決め
M29 S1000 ; リジッドモード指令
G84 Z-100.0 R-20.0 F1.0 ; リジッドタップ加工
5.2.2 リジッド逆タッピングサイクル(G74)
リジッドモードにて主軸モータをサーボモータのように制御することにより、高速なタッピングサイクルを行います。
フォーマット
G74 X_ Y_ Z_ R_ P_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R 点から穴底までの距離および穴底位置
R_ : イニシャルレベルから R 点までの距離
P_ : 穴底および R 点復帰時のドウェル時間
F_ : 切削送り速度
K_ : 繰返し回数(繰返す必要のある時のみ)
G84.3 X_ Y_ Z_ R_ P_ F_ L_ ;
(FS15 フォーマット)
L_ : 繰返し回数(繰返す必要のある時のみ)
G74(G98) G74(G99)
主軸停止
動作
動作
主軸逆転
動作
主軸停止
イニシャルレベル
1
2
R
点
3
P
動作
動作
P
R
点レベル
動作
Z点
主軸正転
4
6
主軸停止
5
主軸逆転
主軸停止
主軸停止
R
点
主軸停止
P
P
R
点レベル
Z点
主軸正転
解説
X, Y 軸を位置決め後 R 点レベルまで早送りで移動します。
そして R 点レベルから Z 点までタッピング加工をし、終わると主軸が停止しドウェルが行われます。その後停止した
主軸が正回転して R 点レベルまで引き抜かれて主軸が停止した後イニシャルレベルまで早送りで移動します。
タッピング動作中は、送り速度オーバライド及び主軸オーバライドは 100%とみなされます。ただし、送り速度オー
バライドについては、設定により有効にすることが可能です。
・リジッドモード
リジッドモードの指令は、次の 3 つの指令方法があります。
・ タッピング指令に先立ち M29 S*****を指令する。
・ タッピング指令と同じブロックに M29 S*****を指令する。
・ G74 をリジッドタッピング G コードとして指令する。(パラメータ G84 (No.5200#0)を 1 と設定する)
- 68 -
Page 83

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
・ねじのリード
毎分送りモードでは、送り速度÷主軸=ねじリードです。
毎回転送りモードでは、送り速度=ねじリードです。
・工具長補正
固定サイクル中に工具長補正(G43,G44,G49)を指令した時は、R 点への位置決め時に、オフセットがかかります。
・FS15 フォーマット指令
リジッドタッピング機能を FS15 フォーマット指令で可能とするもので、リジッドタッピングのシーケンス(PMC と
のやりとりなど)や制限事項などは本章の説明に従います。
・補間後加減速
直線形加減速または、ベル形加減速をかけることができます。
・先読み補間前加減速
先読み補間前加減速は無効です。
・オーバライド
各種オーバライドは無効ですが、パラメータ設定により次のオーバライドを有効にすることができます。
・引き抜きオーバライド
・オーバライド信号
詳細は、後述します。
・ドライラン
ドライランは、G84(G74)にも有効です。したがって、G84(G74)の穴あけ軸の速度にドライランがかけられると、それ
に合わせてタッピングを行います。
ドライラン速度が早いと主軸の速度も早くなりますので注意してください。
・マシンロック
マシンロックは、G84(G74)にも有効です。
マシンロック状態で G84(G74)を実行しても穴あけ軸の動きはありません。したがって主軸も動作しません。
・リセット
リジッドタップ中にリセットすると、リジッドタップモードを解除し、主軸モータは通常のモードになります。ただ
し、G84(G74)モードはパラメータ CLR (No.3402#6)により、解除されない場合もありますので注意が必要です。
・インタロック
インタロックは、G84(G74)にも有効です。
・フィードホールド、シングルブロック
G84(G74)モード中、フィードホールド、シングルブロックは、パラメータ FHD (No.5200#6)に 0 を設定すると無効に
なります。1 を設定すると有効になります。
・手動送り
手動ハンドル送りでリジッドタップを行う場合は、『手動ハンドルによるリジッドタッピング』の項を参照下さい。
それ以外の手動送りでは、リジッドタップはできません。
・バックラッシ補正
リジッドタップモードでは、主軸正転、逆転の際のロストモーションを補正するため、バックラッシ補正を行います。
パラメータ(No.5321~5324)にバックラッシ量を設定してください。
穴あけ軸については従来から行われています。
- 69 -
Page 84

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
制限事項
・軸の切換
穴あけ軸の切換は、固定サイクルをいったんキャンセルしてから行って下さい。リジッドモード中に切換るとアラー
ム(PS0206)になります。
・S 指令
• 使用するギアの最高回転数以上の回転数を指令すると、アラーム(PS0200)になります。
• リジッドタッピングで使用された S は、リジッドタッピングの固定サイクルキャンセル時にクリアされて、S0 が
指令された状態になります。
・主軸の分配量
シリアルスピンドルの場合、8msec あたり 32767pulse までです。(診断データの No.451 で表示されます。)
この値は、ポジションコーダのギア比設定や、リジッドタップの指令によって変りますが、この上限を越えるような
指令がなされた場合には、アラーム(PS0202)が発生します。
・F 指令
切削送り上限値以上を指令すると、アラーム(PS0011)になります。
・F 指令の単位
G94 1mm/min 0.01inch/min
G95 0.01mm/rev 0.0001inch/rev
ミリ入力 インチ入力 備考
小数点指定可能
小数点指定可能
・M29
M29 と G84 の間に S 指令、および軸移動を指令するとアラーム(PS0203)になります。
また、タッピングサイクル中に M29 を指令すると、アラーム(PS0204)になります。
・P
P は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の無いブロックで指令してもモーダルなデータと
して記憶されません。
・キャンセル
01 グループの G コード(G00~G03, G60(パラメータ MDL(No.5431#0)が 1 のとき))を G74 と同一ブロックで指令
しないで下さい。G74 がキャンセルされます。
・工具位置オフセット
固定サイクルモード中は、工具位置オフセットは無視されます。
・サブプログラム呼出し
固定サイクルモード中のサブプログラム呼出し指令 M98P_は、単独ブロックで指令してください。
例題
Z 軸送り速度 1000mm/min
主軸回転数 1000min
ねじのリード 1.0mm
<毎分送りのプログラミング>
G94 ; 毎分送り指令
G00 X120.0 Y100.0 ; 位置決め
M29 S1000 ; リジッドモード指令
G74 Z-100.0 R-20.0 F1000 ; リジッドタップ加工
<毎回転送りのプログラミング>
G95 ; 毎回転送り指令
G00 X120.0 Y100.0 ; 位置決め
M29 S1000 ; リジッドモード指令
G74 Z-100.0 R-20.0 F1.0 ; リジッドタップ加工
-1
- 70 -
Page 85

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
5.2.3 深穴リジッドタッピングサイクル(G84 またはG74)
リジッドタッピング加工において、深いタップを切削する場合、切粉がからまったり、切削抵抗が大きくなり加工し
づらいことがあります。
そういう時に、穴底まで何回かにわけて切削する本機能が便利です。本機能には、高速深穴タッピングサイクルと深
穴タッピングサイクルがあり、パラメータ PCP(No.5200#5)でどちらかを選択することができます。
フォーマット
G84, G74 (G98) G84, G74 (G99)
・高速深穴タッピングサイクル
(パラメータ PCP(No.5200#5)が 0 の
場合)
①は通常切込み速度、通常時定数を用
います。
②は引抜きオーバライド有効で、引抜
き時定数を用います。
G84 (又は G74) X_ Y_ Z_ R_ P_ Q_ F_ K_ ;
X_ Y_ : 穴位置データ
Z_ : R点から穴底までの距離および穴底位置
R_ : イニシャルレベルから R 点までの距離
P_ : 穴底および R 点復帰時のドウェル時間
Q_ : 毎回の切込み量
F_ : 切削送り速度
K_ : 繰返し回数(繰返す必要のある時のみ)
G84.2 (又は G84.3) X_ Y_ Z_ R_ P_ Q_ F_ L_ ;
(FS15 フォーマット)
L_ : 繰返し回数(繰返す必要のある時のみ)
d=
逃げ量
イニシャルレベル
R
点
q
q
①
R点レベル
②
d
d
R 点
q
q
①
R 点レベル
②
d
d
・深穴タッピングサイクル
(パラメータ PCP(No.5200#5)が 1 の
場合)
①は通常切込み速度、通常時定数を用
います。
②は引抜きオーバライド有効で、引抜
き時定数を用います。
③は引抜きオーバライド有効で、通常
時定数を用います。
q
Z
点
R
点
q
q
q
d=
切削開始距離
イニシャルレベル
R
②
③
d
①
点レベル
d
Z
点
q
R 点
q
q
q
①
R 点レベル
③
d
②
Z 点
d
Z 点
- 71 -
Page 86

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
解説
・高速深穴タッピングサイクルの場合
X,Y 軸を位置決め後 R 点レベルまで早送りで移動します。そして R 点レベルから毎回の切込み量 Q だけ切込み、逃げ
量 d だけ逃げます。逃げる時、パラメータ DOV(No.5200#4)の指定によりオーバライドが有効・無効となります。Z 点
まで到達すると、主軸が停止した後逆回転しながら引き抜きます。
逃げ量 d は、パラメータ(No.5213)に設定します。
・深穴タッピングサイクルの場合
X,Y 軸を位置決め後 R 点レベルまで早送りで移動します。そして R 点レベルから毎回の切込み量 Q だけ切込み、R
点まで復帰します。逃げる時、パラメータ DOV(No.5200#4)の指定によりオーバライドが有効・無効となります。R
点から前回の切込み点から d だけ離れた位置まで切削送り速度 F で移動し、そこから切削を開始します。この時の切
削送り速度 F の移動にもパラメータ DOV (No.5200#4)が有効になります。Z 点まで到達すると、主軸が停止した後逆
回転しながら引き抜きます。
切削開始距離 d は、パラメータ(No.5213)に設定します。
・補間後加減速
直線形加減速または、ベル形加減速をかけることができます。
・先読み補間前加減速
先読み補間前加減速は無効です。
・オーバライド
各種オーバライドは無効ですが、パラメータ設定により次のオーバライドを有効にすることができます。
・引き抜きオーバライド
・オーバライド信号
詳細は、後述します。
・ドライラン
ドライランは、G84(G74)にも有効です。従って、G84(G74)の穴あけ軸の速度にドライランがかけられると、それに合
わせてタッピングを行います。
ドライラン速度が早いと主軸の速度も早くなりますので注意してください。
・マシンロック
マシンロックは、G84(G74)にも有効です。
マシンロック状態で G84(G74)を実行しても穴あけ軸の動きはありません。従って主軸も動作しません。
・リセット
リジッドタップ中にリセットすると、リジッドタップモードを解除し、主軸モータは通常のモードになります。ただ
し、G84(G74)モードはパラメータ CLR (No.3402#6)により、解除されない場合もありますので注意が必要です。
・インタロック
インタロックは、G84(G74)にも有効です。
・フィードホールド、シングルブロック
G84(G74)モード中、フィードホールド、シングルブロックは、パラメータ FHD (No.5200#6)に 0 を設定すると無効に
なります。1 を設定すると有効になります。
・手動送り
手動ハンドル送りでリジッドタップを行う場合は、『手動ハンドルによるリジッドタッピング』の項を参照下さい。
それ以外の手動送りでは、リジッドタップはできません。
・バックラッシ補正
リジッドタップモードでは、主軸正転、逆転の際のロストモーションを補正するため、バックラッシ補正を行います。
パラメータ(No.5321~5324)にバックラッシ量を設定してください。
穴あけ軸については従来から行われています。
- 72 -
Page 87

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
制限事項
・軸の切換
穴あけ軸の切換は、固定サイクルをいったんキャンセルしてから行って下さい。リジッドモード中に切換るとアラー
ム(PS0206)になります。
・S 指令
• 使用するギアの最高回転数以上の回転数を指令すると、アラーム(PS0200)になります。
• リジッドタッピングで使用された S は、リジッドタッピングの固定サイクルキャンセル時にクリアされて、S0 が
指令された状態になります。
・主軸の分配量
シリアルスピンドルの場合、8msec あたり 32767pulse までです。(診断データの No.451 で表示されます。)
この値は、ポジションコーダのギア比設定や、リジッドタップの指令によって変りますが、この上限を越えるような
指令がなされた場合には、アラーム(PS0202)が発生します。
・F 指令
切削送り速度の上限値以上を指令すると、アラーム(PS0011)になります。
・F 指令の単位
G94 1mm/min 0.01inch/min
G95 0.01mm/rev 0.0001inch/rev
・M29
M29 と G84 の間に S 指令、および軸移動を指令すると、アラーム(PS0203)になります。
また、タッピングサイクル中に M29 を指令すると、アラーム(PS0204)になります。
・P/Q
P, Q は穴あけ動作が行われるブロックで指令して下さい。穴あけ動作の無いブロックで指令してもモーダルなデータ
として記憶されません。
Q0 が指令されると、深穴リジッドタッピングサイクルは行なわれません。
・キャンセル
01 グループの G コード(G00~G03,G60(パラメータ MDL(No.5431#0)が 1 のとき))を G84 と同一ブロックで指令
しないで下さい。G84 がキャンセルされます。
・工具位置オフセット
固定サイクルモード中は、工具位置オフセットは無視されます。
・サブプログラム呼出し
固定サイクルモード中のサブプログラム呼出し指令 M98P_は、単独ブロックで指令してください。
・戻り量・切削開始距離
戻り量および切削開始距離(No.5213)は R 点を越えないように設定してください。
ミリ入力 インチ入力 備考
小数点指定可能
小数点指定可能
5.2.4 固定サイクルキャンセル(G80)
リジッドタッピングの固定サイクルをキャンセルします。
指令方法は、穴あけ用固定サイクルキャンセルと同じですので「穴あけ用固定サイクルキャンセル」の項を参照して
下さい。
- 73 -
Page 88

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
注
リジッドタッピングの固定サイクルキャンセル時には、リジッドタッピングで使用していたSの値もクリア
されます。(S0を指令した状態と等価になります。)
すなわち、リジッドタッピングのために指令したSを、リジッドタッピングの固定サイクルをキャンセルし
た後に続くプログラムで利用することはできません。
リジッドタッピングの固定サイクルをキャンセルした後には、必要に応じてSを指令しなおしてください。
5.2.3 リジッドタッピング中のオーバライド
各種オーバライドは無効ですが、パラメータ設定により次のオーバライドを有効にすることができます。
・引き抜きオーバライド
・オーバライド信号
5.2.4.1 引き抜きオーバライド
引き抜きオーバライドは、パラメータ設定された固定のオーバライド値か、プログラムにて指定されたオーバライド
値のいずれかを、引き抜き時(深穴/高速深穴時のリトラクト時を含みます)に有効とすることができます。
解説
・パラメータ指定
パラメータ DOV(No.5200#4)に 1 を設定し、オーバライド値をパラメータ(No.5211)に設定します。
オーバライド値は、0~200%まで 1%刻みで設定可能です。また、パラメータ OVU(No.5201#3)に 1 を設定すると、10%
刻みで 0~2000%まで設定可能となります。
・プログラム指定
パラメータ DOV(No.5200#4)とパラメータ OV3(No.5201#4)に 1 を設定すると、引き抜き時の主軸回転数をプログラム
にて指令できます。
リジッドタップの指令ブロックに「J」アドレスを用いて引き抜き時の主軸回転数指定します。
例)切込み時 S=1000min
・
M29 S1000 ;
G84 Z-100. F1000. J2000 ;
・
実際のオーバライド値への換算は、以下のように計算します。
従って、引き抜き時の主軸回転数が「J」アドレスにて指定された回転数と一致しない場合があります。また、オーバ
ライド値が 100%~200%の範囲を外れた場合は、100%となります。
オーバライド値(%)
パラメータ設定と指令により実際に有効となるオーバライドは、表 5.2.5.1(a)のようになります。
指令
主軸回転数指令あり
アドレス「J」による引き抜き時の主軸回転数指令なし パラメータ(No.5211)
-1
引き抜き時 S=2000min-1の場合
指令)数(引き抜き時の主軸回転
J
指令)主軸回転数(
S
表5.2.4.1 (a)
パラメータ設定
100~200%の範囲内 プログラム指令 アドレス「J」による引き抜き時の
100~200%の範囲外
×=
100
DOV=1
OV3=1 OV3=0
100%
パラメータ
(No.5211)
DOV=0
100%
- 74 -
Page 89

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
注
1
アドレス「J」の指令には、小数点を使用しないで下さい。
小数点を使用した場合は、以下のようになります。
例)基準軸の設定単位が
・電卓形小数点入力でない場合、指令値が最小設定単位を考慮した値に変換されます。
“J200.” は、200000min
・電卓形小数点入力の場合、小数点以下を切り捨てた値に変換されます。
“J200.” は、200min
2
アドレス「J」の指令には、マイナス符号を使用しないで下さい。
マイナス符号を使用した場合は、
3
引き抜きオーバライド値をかけた主軸回転数が、使用中のギアの最高回転数(パラメータ
No.5244)
の値によっては、主軸最高回転数と一致しない場合があります。
4
引き抜き時の主軸回転数を指定するアドレス「J」は、リジッドタップモード中に指令されると、固定サイク
ルがキャンセルされるまで有効となります。
)を超えないように、オーバライドの最大値を下記計算により求めます。そのため、オーバライド
IS-B
-1
となります。
-1
となります。
(%)オーバライドの最大値
の場合
100~200%
の範囲外を指令したものと見なされます。
メータ設定)主軸最高回転数(パラ
S×=指令)主軸回転数(
100
(No.5241
~
5.2.4.2 オーバライド信号
パラメータ OVS(No.5203#4)に 1 を設定すると、リジッドタップ中の切込み/引き抜き動作に下記のようにオーバライ
ドをかけることができます。
・ 送り速度オーバライド信号でオーバライドをかける
(第 2 送り速度オーバライド信号が"1"の場合は、送り速度オーバライドがかかった後の速度に対し第 2 送り速度
オーバライドがかかります)
・ オーバライドキャンセル信号にてオーバライドをキャンセル
本機能と各動作のオーバライドの関係は、次のようになります。
・ 切込み時
オーバライドキャンセル信号が"0"の場合、オーバライド信号で指令された値
オーバライドキャンセル信号が"1"の場合、100%
・ 引き抜き時
オーバライドキャンセル信号が"0"の場合、オーバライド信号で指令された値
オーバライドキャンセル信号が"1"の場合で引き抜きオーバライドが無効な場合、100%
引き抜きオーバライドが有効な場合、引き抜きオーバライドにて指定された値
注
1
オーバライド値をかけた主軸回転数が、使用中のギアの最高回転数(パラメータ
えないように、オーバライドの最大値を下記計算により求めます。そのため、オーバライドの値によっては、
主軸最高回転数と一致しない場合があります。
(%)オーバライドの最大値
2
オーバライドの操作については、ご使用の機械によって異なりますので機械メーカの説明書を参照して下さ
い。
メータ設定)主軸最高回転数(パラ
S×=指令)主軸回転数(
100
(No.5241~No.5244)
)を超
- 75 -
Page 90

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
R
5.3 任意角度面取り・コーナR
概要
次のような補間の間に、面取り、コーナ R のブロックを自動的に挿入することができます。
・直線補間と直線補間の間
・直線補間と円弧補間の間
・円弧補間と直線補間の間
・円弧補間と円弧補間の間
フォーマット
,C_ 面取り
,R_ コーナ R
解説
直線補間(G01)又は円弧補間(G02,G03)を指令するブロックの最後に上記フォーマットを指令すると面取りまたはコー
ナ R が挿入されます。
面取りおよびコーナ R の指令をしたブロックを 2 つ以上連続することもできます。
・面取り
C に続く数値は面取りをしなかったと仮定した時の仮想コーナ交点からの、面取り開始点、終了点までの距離を指令
します。
①
G91 G01 X100.0 ,C10.0 ;
②
X100.0 Y100.0 ;
挿入された面取りのブロック
・コーナ R
R に続く数値はコーナ R の半径値を指令します。
①
G91 G01 X100.0 ,R10.0 ;
②
X100.0 Y100.0 ;
例題
N001 G92 G90 X0 Y0 ;
N002 G00 X10.0 Y10.0 ;
N003 G01 X50.0 F10.0 ,C5.0 ;
N004 Y25.0 ,R8.0 ;
N005 G03 X80.0 Y50.0 R30.0 ,R8.0 ;
N006 G01 X50.0 ,R8.0 ;
C
コーナRの円弧の中心
R
C
仮想コーナ交点
挿入されたコーナ
のブロック
- 76 -
Page 91

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
N007 Y70.0 ,C5.0 ;
N008 X10.0 ,C5.0 ;
N009 Y10.0 ;
N010 G00 X0 Y0 ;
N011 M0;
Y
70.0
N008
N007
60.0
50.0
40.0
30.0
20.0
10.0
N010
N011
N009
N002
N001
0
10.0 20.0 30.0 40.0 50.0 80.0 70.060.0
N003
N006
N005
N004
X
制限事項
・無効な指令
直線補間(G01)及び円弧補間(G02,G03)以外のブロックに面取り(,C)またはコーナ R(,R)の指令をしても、無視します。
・直後のブロック
面取りまたはコーナ R を指令したブロックの直後のブロックは、直線補間(G01)または(G02,G03)の移動指令のブロッ
クでなければなりません。それ以外の指令をすると、アラーム(PS0051)となります。
ただし、それらのブロックの間に、G04(ドウェル)を 1 ブロックだけ挿入することができます。ドウェルは、挿入
された面取り・コーナ R のブロックを実行した後で、実行されます。
・移動範囲を超えた場合
面取りまたはコーナ R のブロックを挿入した結果、もとの補間の移動範囲を越えてしまった場合、アラーム(PS0055)
となります。
G91 G01 X30.0 ;
G03 X7.5 Y16.0 R37.0 ,C28.0 ;
G03 X67.0 Y-27.0 R55.0 ;
C
実線は面取りが無い時
の工具の通路
挿入しようとした面取りのブロック
C
図5.3 (a) 移動範囲を超えた場合
- 77 -
Page 92

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
・平面選択
面取りまたはコーナ R のブロックは、同一平面内の移動指令に対してのみ挿入されます。
例:
U軸を基本 X 軸の平行軸とした場合(パラメータ(No.1022)=5)、次のプログラムでは U 軸の切削送りと Y 軸の
切削送りの間で面取りが行われます。
G17 U0 Y0
G00 U100.0 Y100.0
G01 U200.0 F100 ,C30.0
Y200.0
しかし、次のプログラムではアラーム(PS0055)になります。(平面選択されていない、X 軸の移動ブロックに面
取り指令をしているため)
G17 U0 Y0
G00 U100.0 Y100.0
G01 X200.0 F100 ,C30.0
Y200.0
次のプログラムでもアラーム(PS0055)になります。(面取り指令の次のブロックが、平面選択されていない、X
軸の移動ブロックであるため)
G17 U0 Y0
G00 U100.0 Y100.0
G01 Y200.0 F100 ,C30.0
X200.0
面取りまたはコーナ R を指令した次のブロックで平面選択(G17, G18, G19)を指令するとアラーム(PS0051)になります。
・移動量 0
直線補間⇔直線補間のとき、2 直線間の角度差が±1°以内の場合、面取りまたはコーナ R のブロックは移動量 0 のブ
ロックとして処理されます。直線補間⇔円弧補間のときは、直線と交点における円弧の接線との角度差が±1°以内
の場合コーナ R のブロックは、移動量 0 のブロックとして処理されます。円弧補間⇔円弧補間のときは、交点におけ
る円弧の接線間の角度差が±1°以内の場合コーナ R のブロックは、移動量 0 のブロックとして処理されます。
・シングルブロック運転
面取り及びコーナ R の指令されているブロックをシングルブロックで運転すると、新たに挿入された面取りまたはコ
ーナ R のブロックの終点まで続けて実行し、その終点でフィードホールド停止します。ただしパラメータ
SBC(No.5105#0)=1 とすると、挿入された面取りまたはコーナ R のブロックの始点でもフィードホールド停止します。
注
1 「,C
2
」と「,R」を同一のブロックに指定した時は、後で指定した方が有効となります。
ねじ切りの指令ブロックに「,C」または「,R」を指令するとアラーム
(PS0050)
となります。
5.4 インデックステーブル割り出し機能
割出し軸(回転軸 A,B,C の 1 つ)の割り出し位置(角度)を指令することにより、マシニングセンタのインデックス
テーブルの割出しを行うことができます。
インデックステーブルの移動の前後には、自動的にアンクランプ又はクランプが行なわれます。
解説
・割出し位置
アドレスは、A,B,C のいずれかで割り出し位置を指令します。
割出し位置は、次のいずれかになります(パラメータ G90(No.5500#4)の設定)。
1. 常にアブソリュート値
2. アブソリュート/インクレメンタル指令 G コード G90/G91 に従った値
割り出し位置は、反時計方向が+で、時計方向がーの値になります。
インデックステーブルの最小割り出し角度は、パラメータ(No.5512)で設定された値になります。設定された整数倍の
値が、割り出し角度として指令できます。整数倍以外の値が指令されると、アラーム(PS1561)になります。また、小
数点位置を度の単位とする小数点入力も可能です。
- 78 -
Page 93

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
A
A
からBへの指令値(上記2の場合)
G90 B-45.0 ; 又は
+60°
0°
-45°
B
G91 B-105.0;
・回転方向と回転量
回転方向と回転量については次のようになり、いずれになるかは、機械メーカ発行の説明書を参照して下さい。
1. パラメータ(No.5511)で設定した補助機能を使用する方法
(アドレス)(割り出し位置) (補助機能) ; -方向へ回転
(アドレス)(割り出し位置) ; +方向へ回転 (補助機能指令なし)
回転量はパラメータ ABS(No.5500#2)の設定により、1 回転以内にまるめられます。例えば、0 度の位置から G90
B400.0(補助機能); と指令すれば、-方向へ 40 度回転します。
2. 補助機能を使用しない方法
パラメータ ABS,INC,G90(No.5500#2,#3,#4)を設定することにより、次の 2 種類ができます。
いずれにするかは、機械メーカ発行の説明書を参照して下さい。
① 近回りの方向
アブソリュート指令にのみ有効で、回転量はパラメータ ABS (No.5500#2)の設定により、1 回転以内にまるめ
られます。
例えば、0 度の位置から G90 B400.0 ; と指令すれば、+方向へ 40 度回転します。
② 指令されている方向アブソリュート指令の時、回転量はパラメータ ABS(No.5500#2)の設定により、1 回転以
内にまるめるのとまるめないのとがあります。インクレメンタル指令の時は、回転量はまるめられません。
例えば、まるめない時、0 度の位置から G90 B720.0 ; と指令すれば回転量は、+方向へ 2 回転します。
・送り速度
インデックス割出し軸は、常に早送りで回転します。
インデックス割出し軸に対しては、ドライランは無効です。
注意
1
インデックステーブル割出し軸移動中にリセットした場合には、以後インデックステーブル割出しを行う前
に必ずレファレンス点復帰を行って下さい。
2
インデックステーブル割出し機能を使わない系統は、インデックステーブル割出し機能を無効(パラメータ
ITI(No.5501#0)=0
)にして下さい。
注
1
インデックステーブル割出し軸と他の制御軸とが同じブロックで指令されると、パラメータ
SIM(No.5500#6)、IXS(No.5502#0)
2
インデックステーブルのクランプ/アンクランプ完了待ちの状態は、診断データ
3
負方向指定の補助機能は、
やりとりがあります。
4
クランプ完了待ち、又はアンクランプ完了待ちの状態でリセットされた時は、クランプ信号、又は、アンク
CNC
ランプ信号はクリアされます。また、
により、アラーム
の内部で処理されますが、機械側との間でMコード信号および完了信号の
CNC
は完了待ちの状態より抜け出します。
(PS1564)
になるか、指令を実行します。
(No.12)
に表示されます。
・インデックス割出し機能と他の機能
表5.4 (a) インデックス割出し機能と他の機能
項目 説明
相対位置表示 パラメータ REL(No.5500#1)の設定でまるめた値にできます。
絶対位置表示 パラメータ ABS(No.5500#2)の設定でまるめた値にできます。
一方向位置決め 指令できません。
第 2 補助機能(B コード) インデックス割出し軸のアドレスが B でなければ可能です。
- 79 -
Page 94

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
項目 説明
機械側で特殊な処理をしていなければ、フィードホールド、インタ
インデックステーブル割り出し軸移動中の操作
サーボオフ信号
インデックステーブル割出し軸
へのインクレメンタル指令
インデックステーブル割出し軸の操作
磁極位置検出機能 磁極位置検出機能を使用する軸では、本機能は使用できません。
ロック、および非常停止は有効です。
マシンロックは、割り出し終了後有効になります。
無効です。
通常、割出し軸は、サーボオフの状態です。
インデックステーブル割出し軸の機械座標系とワーク座標系は、常
に一致させておきます(ワーク原点オフセット量は 0)。
JOG,INC,および HND モードでの手動運転は無効です。
手動レファレンス点復帰は可能です。
手動レファレンス点復帰中に、軸選択信号を"0"にすると移動は停
止し、クランプ指令は行なわれません。
5.5 インフィード制御(研削盤用)
概要
テーブルスウィング終点で機械操作盤上のスイッチを入力するごとに、指定した Y - Z 平面上のプログラム形状にそ
って一定量ずつ切り込みます。これにより、研削と切り込みをタイミング良く行なえ、プロファイルを持ったワーク
の研削が容易に行なえます。
外部信号
入力
X=a
②
C
E
•
•
③
A
α
•
•
•
①
B
④
D
Y
X
Z
図5.5 (a)
例えば、図 5.5(a)のような Y – Z 平面上を直線補間‐円弧補間‐直線補間でプログラムした形状のワークを加工するこ
とができます。
X=0 の位置にセンサを配置し、センサが砥石を検知したら機械操作盤上のスイッチを入力するようにします。A 点で
プログラムを開始すると、まず機械操作盤上のスイッチ入力待ち状態となります。ここでセンサが砥石を検知すると
機械操作盤上のスイッチが入力され、指定した Y – Z 平面上のプログラム形状にそって一定量αだけ切り込みを行い、
B 点に移動します(動作①)。そして再び機械操作盤上のスイッチ入力待ち状態となり、この間に X 軸方向への研削
動作を行います。B 点から C 点へ研削(動作②)し、C 点から B 点へ戻りの研削(動作③)を行います。B 点へ戻っ
たら再びセンサが砥石を検知するので機械操作盤上のスイッチが入力され、αの切り込みを行い D 点に移動します(動
作④)。D 点で X 軸方向への研削動作を行います。
以後、機械操作盤上のスイッチを入力するごとに形状プログラムにそってαの切り込みを行い、図 5.5(a)のような形
状のワークが加工されます。
X=0
センサ配置
- 80 -
Page 95

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
フォーマット
G161 R_ ;
形状プログラム
G160 ;
解説
・G161 R_
動作モードおよび形状プログラムの開始を指令します。
また R により切り込み量を指定します。
・形状プログラム
直線補間(G01)あるいは円弧補間(G02,G03)により、Y – Z 平面上でのワークの形状をプログラムします。複数ブロック
指令が可能です。
形状プログラムを開始すると、機械操作盤上のスイッチの入力待ち状態となります。この状態で機械操作盤上のスイ
ッチを入力すると R で指定した切り込み量だけ切り込みを行います。以後、プログラムの終点まで、機械操作盤上の
スイッチを入力するごとに切り込みを行います。最後の切り込みが R に満たない場合は、残移動量が切り込み量とな
ります。
送り速度は F コードにてプログラム指定された速度となります。通常の直線補間(G01)あるいは円弧補間(G02,G03)と
同様にオーバライドをかけられます。
・G160
動作モードのキャンセル(形状プログラムの終了)を指令します。
制限事項
・G161 R_
R 指令がない、または R の指令値が負のときアラーム(PS0230)になります。
・形状プログラム
形状プログラムの中では直線補間(G01)あるいは円弧補間(G02,G03)以外の移動指令をしないで下さい。
注意
形状プログラムの中で直線補間
をする可能性があります。
・研削動作
本動作モード中、砥石を往復させる研削動作を NC プログラムでは指令できません。他の方法で行って下さい。
・ブロックオーバラップ
動作モード中、ブロックオーバラップは無効です。
・機械操作盤上のスイッチ
形状プログラムを開始する前に機械操作盤上のスイッチを入力しても無効です。形状プログラム開始後、機械操作盤
上のスイッチの入力待ち状態で機械操作盤上のスイッチを入力して下さい。また、切り込み中に機械操作盤上のスイ
ッチを入力しても次の切り込みとして受け付けませんので、切り込み終了後、機械操作盤上のスイッチの入力待ち状
態で入力して下さい。
(G01)
あるいは円弧補間
(G02,G03)
以外の移動指令をすると予期しない動き
- 81 -
Page 96

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
例題
O0001 ;
:
N0 G161 R10.0 ;
N1 G91 G01 Z-70.0 F100 ;
N2 G19 G02 Z-80.0 R67.0 ;
N3 G01 Z-70.0 ;
N4 G160 ;
:
上記プログラムにより、機械操作盤上のスイッチ入力ごとに図 5.5(b)の加工形状にそって、10.000 移動します。
α=機械操作盤上のスイッチ入力ごとの移動量。
送り速度は F コードにてプログラム指定された速度となります。
α
70.0
N1
80.0 70.0
N2
N3
Y
R=67.000
Z
図5.5 (b)
注
注
インフィード制御中に手動介入した場合、手動介入後の工具経路は通常の直線/円弧補間と同様、マニュアル
アブソリュートオン/オフによって切替えることができます。マニュアルアブソリュートオンの時、アブソリ
ュート指令、またはパラメータ
ます。
ABS(No.7001#1)=1
でインクレメンタル指令の場合はプログラム経路に戻り
5.6 研削用固定サイクル(研削盤用)
研削用固定サイクルは、通常数ブロックで指令する研削加工に特有な繰り返し加工動作を G 機能を含む1ブロックで
指令することができますので、プログラムの作成が簡単になります。同時にプログラムを小さくでき、メモリを有効
に使用できます。研削用固定サイクルには、次の 4 種類があります。
・ プランジ研削サイクル (G75)
・ プランジ直接定寸研削サイクル (G77)
・ 連続送り平研削サイクル (G78)
・ 間欠送り平研削サイクル (G79)
以降の説明では砥石の切込みを行う軸,砥石の研削を行う軸,ドレッサの切込みを行う軸を次のように表現します。
砥石の切込みを行う軸: 切込み軸
砥石の研削を行う軸: 研削軸
ドレッサの切込みを行う軸: ドレッシング軸
研削用固定サイクル実行中、以下の機能を使用することはできません。
・ プログラマブルミラーイメージ
・ スケーリング
・ 座標回転
・ 3次元座標変換
・ F1 桁送り
・ 工具長補正
- 82 -
Page 97

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
切込み軸の切込み量、および研削軸の研削量の設定単位は、基準軸(パラメータ(No.1031))の設定単位(パラメータ
(No.1013))に従います。基準軸(パラメータ(No.1031))の設定値が 0 の場合は、第1軸目の設定単位に従います。
警告
研削用固定サイクルのGコード
G80
の
することにより切込み量などのモーダル情報はクリアされますが、研削用固定サイクルをキャンセルするこ
とはできません。研削用固定サイクルをキャンセルするには、
ードを指令する必要があります。したがって、研削用固定サイクルから他の軸移動指令に切換える際には、
必ず
しキャンセルしないで他の軸移動指令を行った場合、サイクルが継続されるため思わぬ動作をする可能性が
あります。
注
1
研削用固定サイクルのGコード
ロック中に
に従って研削用固定サイクルが実行されます。
例.
; ←
%
2
穴あけ用固定サイクルから研削用固定サイクルに切換える場合には、
ンセルして下さい。
3
研削用固定サイクルから他の軸移動指令に切換える場合には、前記警告に記述されている方法で、固定サイ
クルをキャンセルして下さい。
のようなキャンセルするためのGコードはありません。
G00,G01
G75 I_ J_ K_ α_ R_ F_ P_ ;
のような01グループのGコードを指令して研削用固定サイクルをキャンセルして下さい。も
G75,G77,G78,G79
空のブロックでも研削用固定サイクルが実行される
(G75,G77,G78,G79)は01
(G75,G77,G78,G79)
の指令がなくても、モーダルデータとして保存されている
グループのGコードです。穴あけ用固定サイクル
G04
以外の00グループのGコードを指令
G75,G77,G78,G79
が指令され、本サイクルが有効な間は、その後の指令ブ
G80
以外の01グループのGコ
を指令して、固定サイクルをキャ
I,J,K,α,R,F,P
の値
- 83 -
Page 98

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
Y
(R)
5.6.1 プランジ研削サイクル(G75)
プランジ研削サイクルを行います。
フォーマット
G75 I_ J_ K_ α_ R_ F_P_ L_ ;
I_ : 第1切込み量(切込み方向は符号によります。)
J_ : 第2切込み量(切込み方向は符号によります。)
K_ : 総切込み量(切込み方向は符号によります。)
α_ : 研削範囲(研削方向は指令の符号によります。)
R_ : I,J の送り速度
F_ : αの送り速度
P_ : ドウェル時間
L_ : 砥石磨耗補正番号(連続ドレッシング時のみ)
G75
注
はパラメータ
α
(No.5176)
解説
プランジ研削サイクルは、6 つの動作シーケンスから成っています。
①から⑥までの動作を切込み量がアドレス K で指令された総切込み量に達するまで繰返します。シングルブロックの
場合、①から⑥までの動作を一度のサイクルスタートで実行します。
・サイクル中の動作シーケンス
①砥石切込み
第 1 切込み量 I で指定された量だけ、切削送りで Y 軸方向に切込みます。送り速度は R で指定した速度になります。
②ドウェル
P で指定された時間だけドウェルを行います。
③研削
αで指定された量だけ切削送りで移動します。研削軸の指定をパラメータ(No.5176)で設定します。送り速度は F で指
定した速度になります。連続ドレッシング機能有効時に L を指令した場合は切込み軸,ドレッシング軸によるドレッ
シングが行われます。ドレッシング軸はパラメータ(No.5180)で設定します。
④砥石切込み
第 2 切込み量 J で指定された量だけ、切削送りで Y 軸方向に切込みます。送り速度は R で指定した速度になります。
⑤ドウェル
P で指定された時間だけドウェルを行います。
I
J
により決まる、研削軸の任意の軸アドレスです。
②P
①(R)
③(F)
⑤P⑥(F)
④
- 84 -
Page 99

B-63944JA-2/04 プログラミング 5.プログラミングを簡単にする機能
⑥研削(戻り方向)
αで指定された量だけ逆方向に F で指定した速度で送られます。連続ドレッシング機能有効時に L を指令した場合は
切込み軸,ドレッシング軸によるドレッシングが行われます。
・連続ドレッシング
連続ドレッシング機能が有効な場合、研削実行中、L で指令されたドレッシング量に応じて、砥石の切込みおよびド
レッサの切込みを連続的に補正します。
すなわち連続ドレッシングはサイクル中の動作シーケンスの研削動作ごとに行われ、研削軸の移動と同時に、切込み
軸方向の補正およびドレッシング軸方向の補正による同時 3 軸補間となります。このとき、切込み軸の移動量(補正
量)は指定されたドレッシング量となり、ドレッシング軸の移動量は指定されたドレッシング量の 2 倍(直径)の値
となります。
ドレッシング量はアドレス L によりオフセット番号(砥石摩耗補正番号)を指定します。オフセット番号は、最大 400
個(L1~L400)まで指令できます。補正量をオフセット番号に対応して MDI パネルにより、あらかじめオフセット
メモリに設定しておきます。
以下の場合、補正動作は行われません。
連続ドレッシング機能が無効な場合。
Lが指令されていない場合。
L0 が指令されている場合。
ドレッシング軸
切込み軸
砥石
研削軸
ワーク
a:ドレッシング量 ドレッサ
2a
a
制限事項
・切込み軸
切込み軸は、制御軸の第 2 軸となります。パラメータ FXY(No.5101#0)=1 とすることにより、平面選択指令
(G17,G18,G19)による切換えが可能です。
・研削軸
研削軸はパラメータ(No.5176)に、切込み軸以外の軸番号を設定します。
・ドレッシング軸
ドレッシング軸はパラメータ(No.5180)に切込み軸,研削軸以外の軸番号を設定します。
・α,I,J,K
α,I,J,K の指令は、すべてインクレメンタル指令です。
次の場合はスパークアウト(研削方向の移動のみ実行)となります。
・I, J を指定しない場合または I=J=0 の場合
・K を指定しない場合または K=0 の場合
I,J を指定しない場合または I=J=0 の場合で、さらに K≠0 の場合は研削動作が無限に行われます。
・クリア
固定サイクル中のデータ I,J,K,α,R,F,P は、G75,G77,G78,G79 に共通なモーダル情報なので、新たに指令しない限り以
前に指令されたデータが有効となります。このデータは、G04以外の 00グループの Gコードあるいは G75,G77,G78,G79
以外の 01 グループの G コードを指令するとクリアされます。L は指定したブロックでのみで有効となります。
- 85 -
Page 100

5.プログラミングを簡単にする機能 プログラミング B-63944JA-2/04
・総切込み量に達した場合の動作
I 又は J による切込み時に、総切込み量に達する場合、以降の動作シーケンス(⑥まで)を実行した後サイクルを終了
します。
なお、この場合の切込み量は総切込み量位置までとなります。
・ Iまたは J による切込み動作により総切込み量に達する場合
K
K
・ Iまたは J の切込み動作の途中で総切込み量に達する場合
K
K
注
1 I,J,K
2 G75
3
4
の符号が異なる場合には、アラーム
指令時、研削軸の指令を行わなかった場合は、アラーム
切込み軸番号,研削軸番号,ドレッシング軸番号のいずれかが同一軸番号となった場合、アラーム
となります。
本サイクルが有効な間、
ル指令となります。
G90
①
I
②
J
I
①
②
①
I
②
J
①
I
②
(PS0455)
③
⑥
③
⑥
③
⑥
③
⑥
となります。
(PS0455)
④
⑤
となります。
(アブソリュート指令)を行った場合でも、
⑤
④
⑤
⑤
α,I,J,K
(PS0456)
の指令はインクレメンタ
- 86 -
 Loading...
Loading...