

Page 1
ModEva/DNC880S
PC 1200 2D
Manuel de référence 2D
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-MODEVA-FR
Page 2

Page 3

03 août 2006 V. 1.3
TABLE DES MATIERES
INTRODUCTION..............................................................................................................................5
A propos de ce manuel 5
Accord de licence CYBELEC et copyright 5
CONVENTIONS...............................................................................................................................7
DEFINITIONS...................................................................................................................................11
ABS .....................................................................................................................................11
REL 11
Aile trop courte autorisée ....................................................................................................12
Appui ...................................................................................................................................13
BA ou Butée ........................................................................................................................14
Bombage.............................................................................................................................15
Capture d'écran...................................................................................................................15
Noir / blanc, couleur 16
Impression des écrans 16
Champs alphanumériques ..................................................................................................18
Clavier .................................................................................................................................19
Collision profondeur autorisée ............................................................................................19
Compteur de plis .................................................................................................................20
Corrections (tableau de ...)..................................................................................................21
Corrections d'angle .............................................................................................................22
Généralités 22
Corrections directes 23
Corrections angulaires 23
Corrections par mesure d'épaisseur 24
Mesure au PMH 25
Mesure au PCT 26
Correction d'épaisseur indépendante Y1 -Y2 29
Corrections: sensibilité PMB 29
Coupe..................................................................................................................................30
Critères de simulation..........................................................................................................30
Croquage (CR)....................................................................................................................33
Page PIECE NUM 34
Date et heure............................................................................................................... ........38
Décentrement outils ............................................................................................................39
Dégagement butée..............................................................................................................40
Dessin..................................................................................................................................41
Distance PV .....................................................................................................................41
Effacement des mémoires...................................................................................................41
Effacer / supprimer ..............................................................................................................42
Emboutissage......................................................................................................................42
Entretien ..............................................................................................................................43
Fonctions auxiliaires................................................. ............................................ ...............44
Force admissible sur les matrices.......................................................................................44
MODEVAREF2D_FR.DOC TABLE DES MATIERES PAGE 1
Page 4

Force Pliage........................................................................................................................45
Gamme de pliage ............................................................................................................... 45
Gamme de pliage automatique 45
Modifier la gamme de pliage 46
Mode DÉPLIAGE 48
Gestion des pièces ............................................................................................................. 49
Groupes de pièces ............................................................................................................. 51
Définitions 51
Exemple de travail dans la page GROUPE DE P IECES 52
Indexer axes ....................................................................................................................... 53
Informations pièce ..............................................................................................................53
Voir les informations pièce 54
Rédiger une information (texte seul) 54
Rédiger une information (texte et images) 55
Insérer une séquenc e...................................................................................... ................... 58
L. pliage .............................................................................................................................. 59
Langue................................................................................................................................ 59
Longueur............................................................................................................................. 60
Longueur développée...................................................................................... ................... 60
DIN 61
REEL 61
Coefficient de correction de calcul DIN 6935 61
Mémoire Libre.....................................................................................................................62
Modifier l'origine des axes .................................................................................................. 63
Outils................................................................................................................................... 64
Programmation des poinçons 65
Programmation des matrices 67
Modifier un outil 69
Position des outils 69
Liste poinçons / Liste matrices 69
Paramètres machine .......................................................................................................... 70
PCV.....................................................................................................................................70
Périphériques actifs ............................................................................................................71
PERIPHERIQUES ACTIFS MACHINE 72
PERIPHERIQUES ACTIFS PIECES 72
PERIPHERIQUES ACTIFS POINCONS / MATRICES 72
Pièce paramétrique .............. ........................................... ................................................... 73
Activation de la fonction 73
Créer une pièce paramétrique 73
Travail avec une pièce paramétrique 76
Pli........................................................................................................................................ 77
En fond de matrice 77
final 77
intermédiaire 77
Séquence sans pli 77
Plis spéciaux.............. ................................................................................... ......................78
Pli préliminaire / final 79
PMH.................................................................................................................................... 84
Programmation d'un profil................................................................................................... 84
Programmation pendant le travail....................................................................................... 84
PAGE 2 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 5

Programmer sur page pli num.............................................................................................85
Q.Dem. ___ Eff.___.............................................................................................................86
Quitter le logiciel..................................................................................................................86
Rayon interne......................................................................................................................87
Recherche de pièces selon critères....................................................................................87
Date Mémorisation 89
Recul Butée Arr. ..................................................................................................................89
Référence YR cor................................................................................................................89
Réglage manuel de la butée ........................................ .......................................................90
Sauvegarder les données ...................................................................................................91
Sigma ..................................................................................................................................91
Start axes-FA................. ................................................................................... ...................91
Tempo Pression ..................................................................................................................92
Tolérance.............................................................................................................................92
Transfert de données..........................................................................................................93
Vitesse pliage ......................................................................................................................94
INDEX ..............................................................................................................................................95
TABLE DES MATIERES PAGE 3
Page 6

Cette page a été intentionnellement laissée blanche.
PAGE 4 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 7
INTRODUCTION
A PROPOS DE CE MANUEL
Ce document a été conçu pour répondre à des questions particulières après
avoir acquis les bases pour l'utilisation du logiciel ModEva / DNC 880S.
Il est le complément du Manuel d'utilisation qui vous informe sur les
procédures de base à suivre pour utiliser le logiciel.
Un complément nommé Manuel de référence 3D est livré avec le logiciel
ModEva en version 3D.
Ce manuel est organisé comme un dictionnaire, c'est-à-dire que vous trouvez
les éléments classés par ordre alphabétique.
Si un sujet est traité dans un autre chapitre que celui sous lequel vous
cherchez l'information, vous trouverez un renvoi au nouveau sujet.
Un index situé à la fin de ce document complète et facilite la recherche des
informations. N'hésitez pas à l'utiliser.
Certaines fonctionnalités traitées dans ce manuel ne sont pas disponibles
sur la DNC 880S.
ACCORD DE LICENCE CYBELEC ET COPYRIGHT
Ce manuel est soumis à l'accord de licence et au copyright situés au début du
Manuel.
INTRODUCTION PAGE 5
Page 8
Cette page a été intentionnellement laissée blanche.
PAGE 6 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 9
CONVENTIONS
De manière générale, dans ce manuel, il ne sera pas répété comment valider
un champ, sélectionner un outil, appeler une page ou effectuer d'autres
manipulations de base.
Celles-ci sont décrites par l'exemple dans le document Manuel d'utilisation
de la commande numérique ou du logiciel concerné.
Afin d'assurer une meilleure lisibilité des écrans reproduits, ceux-ci ont été
convertis en noir et blanc.
Il se peut que certains écrans illustrés dans ce manuel ne correspondent pas
exactement à votre logiciel, cela peut provenir de la configuration de votre
logiciel (nombre d'options, d'axes, etc.) ou de la version du logiciel utilisée
(DOS ou Windows).
Conventions typographiques
Arial gras Citations des textes tels que visibles à l'écran.
Arial gras italique Sert à indiquer le nom d'une entrée ou d'une
Italique Renvoi à un élément écrit, un paragraphe ou un
sortie de la DNC.
manuel.
Par exemple: Voir Conventions typographiques.
Indique une double pression sur la touche .
Conventions générales pour ce manuel
Nous admettrons que:
Souris comprendre souris pour un PC
ou trackball / tracksensor pour une DNC.
Clic presser le bouton gauche de la souris.
Clic droit presser le bouton droit de la souris.
Clic gauche/droit presser simultanément le bouton gauche et droit
de la souris.
Liste rotatives ou champs à choix multiples:
De couleur violette, ils signifient que plusieurs
options sont disponibles.
Le choix du contenu se fait en pressant la
touche
Une fenêtre apparaît avec la liste des choix
disponibles pour ce champ.
Pour valider le choix:
- taper le nombre figurant en regard du choix.
ou
- positionner le curseur sur le choix et presser la
.
touche
Sans afficher la fenêtre de choix, il est possible
de faire apparaître l'un après l'autre les choix en
CONVENTIONS PAGE 7
.
Page 10
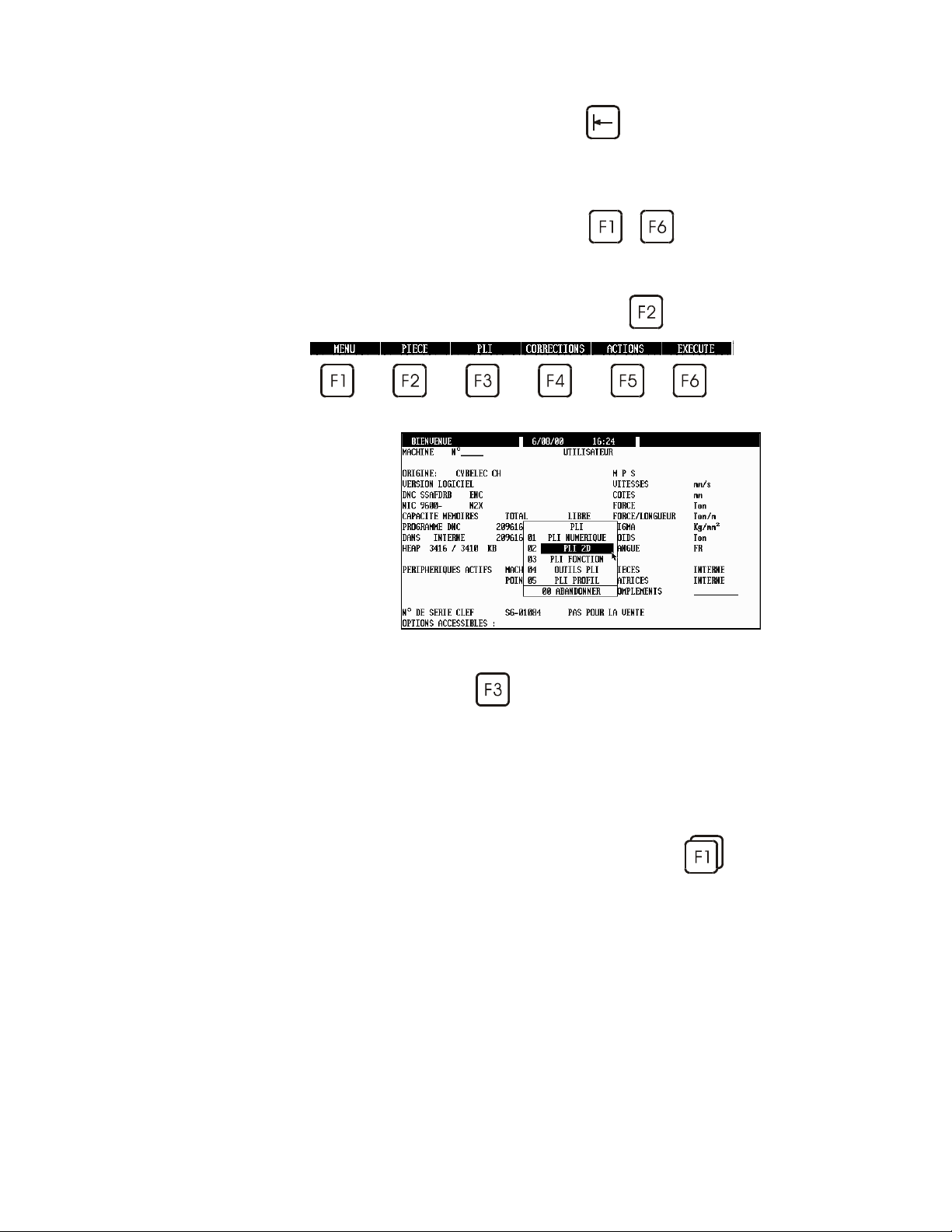
Atteindre la page
PLI 2D
pressant la touche
Pour valider, quitter le champ.
Touche de fonction Chaque fois qu'il est demandé d'appuyer sur une
touche de fonction
approprié apparaît.
Le nom de la touche de fonction sera
généralement utilisé. Par exemple: presser
PIECE désigne la touche
.
à , le menu
.
Exemple si l'on demande d'atteindre la page
PLI 2D, presser la touche de fonction PLI
, puis sélectionner PLI 2D ou taper
simplement 02 (ou le nombre inscrit en regard
du choix).
Validation rapide Pour faciliter le travail de l'opérateur, la DNC
mémorise le dernier choix effect ué dans un
menu.
Pour valider plus rapidement une option d'un
menu, il suffira alors de faire un double appui,
sur une touche de fonction (par ex.:
pour valider directement la dernière page
sélectionnée.
),
PAGE 8 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 11

Conventions du logiciel version Windows
En configuration de base la version Windows utilise les couleurs suivantes:
Noir Désigne les informations fixes, désignation des
champs etc.
ou
les champs accessibles au curseur et modifiables
par l'utilisateur.
Bleu Est utilisé pour les titres et les en-têtes.
Bleu-gris Informations variables.
Non accessibles au curseur.
Vert Champs à listes rotatives. Accessibles par
l'utilisateur pour choisir entre plusieurs options
prédéfinies (voir Listes rotatives ci-dessus).
CONVENTIONS PAGE 9
Page 12

Cette page a été intentionnellement laissée blanche.
PAGE 10 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 13
DEFINITIONS
ABS
Page: PLI NUMERIQUE
Cette liste rotative est placée à côté du nom de l'axe de la butée X.
Deux choix: ABS et REL.
ABS indique que l'axe X foncti onne en mode absolu.
Cela veut dire que la destination de l'axe X est une distance absolue mesurée
à partir du centre du V de la matrice.
Le mode absolu est sélectionné par défaut.
Voir REL ci-après.
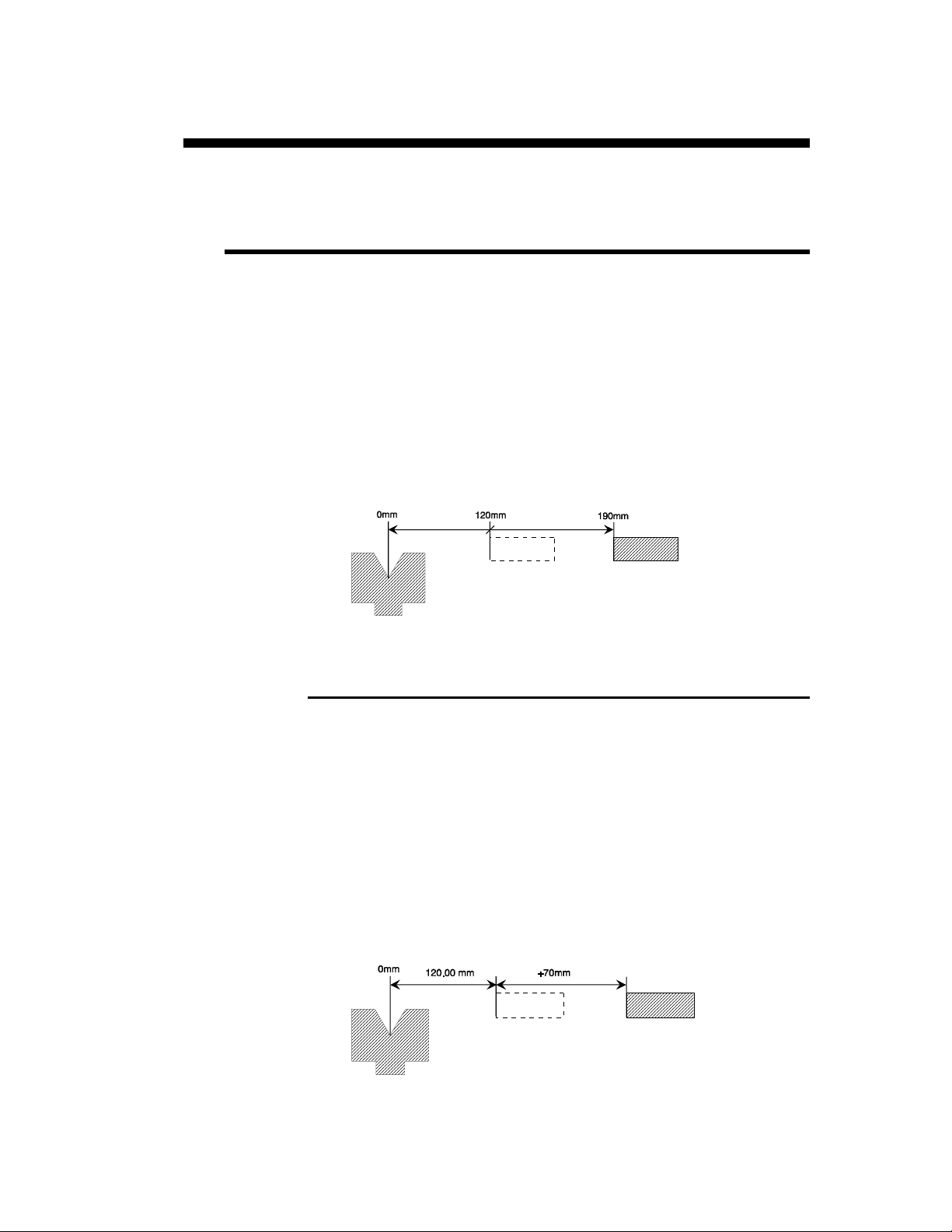
Exemple: MEM POS
X ABS 190.00 120.00
REL
REL indique que l'axe X fonctionne en mode relatif.
Cela veut dire que le déplacement programmé se fait en partant depuis la
position actuelle de la butée.
Généralement on programme une vale ur négative.
On utilise le mode relatif souvent avec la répétition de cycle (CY 2 à 99).
Par exemple avec un outil de poinçonnage, l'on désire réaliser 5 trous
équidistants de 30.00 mm. La première séquence doit être en mode absolu
(emplacement du premier trou. La deuxième séquence sera programmée en
mode relatif (X REL 30.00) avec une répétition de cycle égale à 4 (CY 4)
Exemple:
MEM POS
X REL 70.00 120.00
Remarque: Il n'est pas possible d'utiliser le mode relatif sur de la 1ère
séquence.
DEFINITIONS PAGE 11
Page 14
Si tel est le cas, une erreur est générée au changement de mode
(AUTO, SEMI-AUTO) et affiche le message DEPL. X REL.
IMPOSSIBLE dans le champ interactif.
AILE TROP COURTE AUTORISEE
Page OUTIL PLI.
Ceci est un élément de sécurité dont le test est effectué au passage en mode
AUTO ou SEMI-AUTO. Selon les cas, il génère un message d'erreur qui fait
apparaître la page OUTIL PLI et pointe le curseur dans ce champ.
Ce message avertit l'opérateur que l'aile programmée est trop courte et
n'appuie pas correctement sur les deux bords de la ma trice tout au long du
pliage.
Aile trop courte
L'opérateur peut choisir d'ignorer ce contrôle.
Trois options sont à disposition:
SUR CE PLI / NON
SUR CE PLI / OUI
GLOBALEMENT
Situation par défaut.
Un contrôle de la longueur de l'aile est fait sur
le pli en cours.
Pas de contrôle sur le pli en cours.
Aucun contrôle pour toute la pièce en cours.
PAGE 12 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 15
APPUI
Page: PLI 2D
Permet de sélectionner un autre appui que celui affiché dans la séquence en
cours. Voir également Gamme de pliage et BA ou Butée.
Sélectionner le pli souhaité à l'aide des touches
Appui sur la face 0
Placer le curseur dans le champ APPUI.
Introduire le N° de la face qui doit être en appui sur la butée arrière
(3 dans cet exemple).
Appuyer sur la touche
pour valider la modification.
et
.
Appui modifié
DEFINITIONS PAGE 13
Page 16
BA OU BUTEE
Pages: PLI NUM et PLI 2D
Affiche ou permet de sélectionner la butée pour la séquence courante.
La DNC recalcule la cote visée des axes X et R en fonction du choix.
Faire apparaître la liste rotative et choisir la butée appropriée à la séquence.
Ce champ n'apparaît pas s'il n'y a qu'une seule butée définie dans les
paramètres machine.
Changer de butée en page PLI 2D
Voir également Gamme de pliage.
Introduire la désignation de la butée désirée ou la sélectionner dans la
liste rotative.
Appui
Support
PAGE 14 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 17
BOMBAGE
Page: PLI NUM.
Valable uniquement si votre machine est équipée d'une option de bombage.
Le bombage est calculé automatiq u ement lors des simulations. Le résult at est
en fonction de la force appliquée et de la courbe de calibration programmée
dans les paramètres machine.
L'opérateur peut modifier ces valeurs séquence par séquence; cependant elles
seront recalculées lors d'une prochaine simulation.
L'unité de travail peut varier selon le constructeur, pour connaître l'utilisation
de cette fonction, veuillez consulter le fabricant de votre machine.
Cependant il est couramment utilisé le "pour cent" comme unité, c'est à dire
que 50 programmé dans ce champ donnera 50% du maximum de bombage.
CAPTURE D'ECRAN
Le logiciel ModEva/DNC 880S permet de capturer des écrans facilement
pour créer des documentations ou autres informations (offres, etc.).
Pour capturer des écrans procéder comme suit:
Lancer le traitement de texte ou autre logiciel dans lequel vous désirez
importer la capture d'écran.
Lancer le logiciel ModEva/DNC 880S.
Capturer la fenêtre active en appuyant sur la touche
L'image est transférée dans le presse papier de Windows.
Activer le logiciel dans lequel vous désirez coller la capture en
+
Print
Screen
.
pressant simultanément les touches
fois selon vos applications en cours.
Insérer l'image en utilisant la fonction Coller du menu Edition de
votre traitement de texte. Réduire ou couper l'image en fonction de
vos besoins.
Vous pouvez utiliser également des outils de capture d'écran spécialement
destinés à ce type d'application et qui peuvent immédiatement convertir les
captures couleurs en niveaux de gris. Ces logiciels sont par exemple Corel
Capture (inclus dans Corel Draw) ou Hardcopy un logiciel freeware
disponible sur Internet www.hardcopy.de
DEFINITIONS PAGE 15
et une ou plusieurs
Page 18
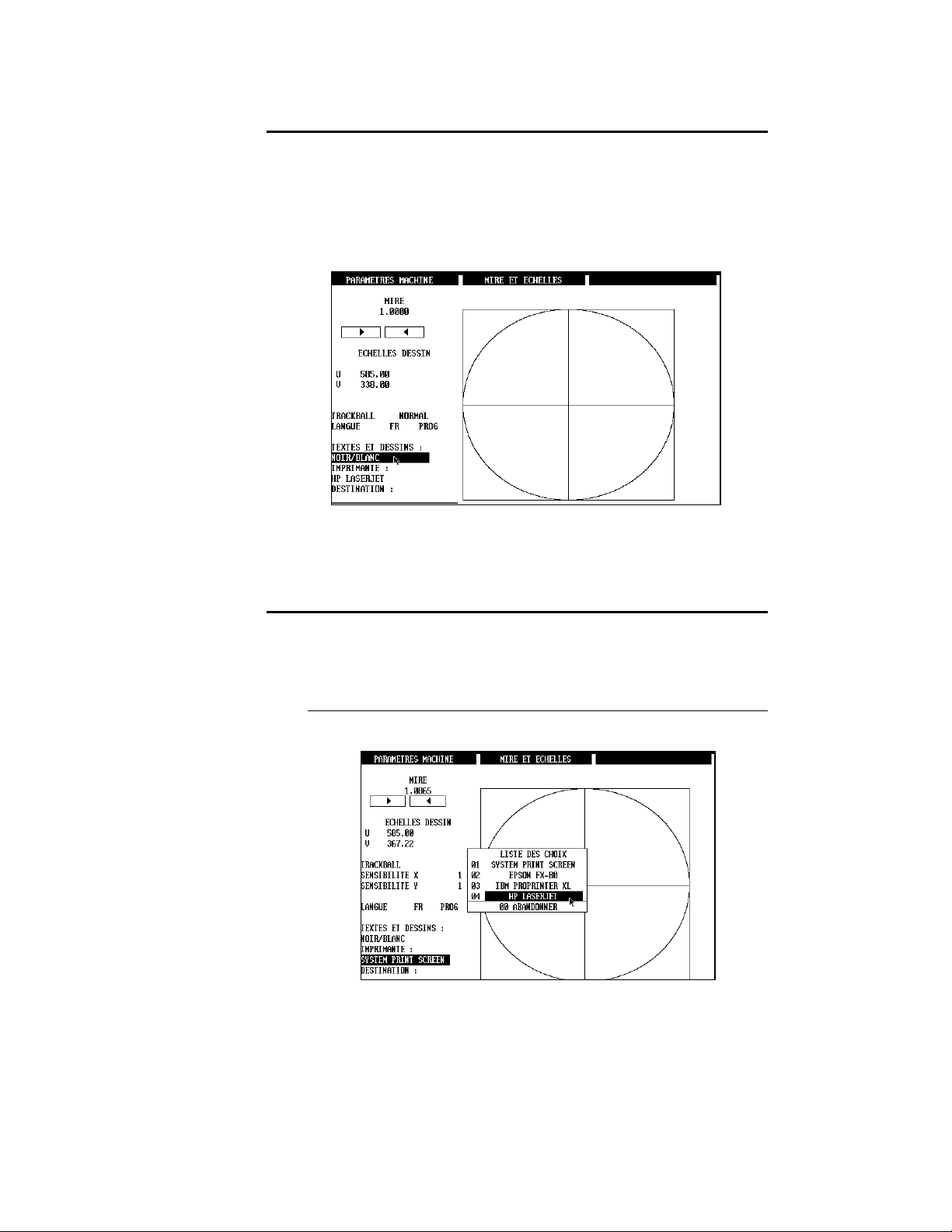
NOIR / BLANC, COULEUR
Dans le but de faciliter la création de documents illustrés avec des copies
d'écran, il est possible de commuter le logiciel ModEva / DNC 880S en noir
et blanc.
Procéder comme suit:
Appeler les paramètres machines, page MIRE ET ECHELLES
Sélectionner NOIR/BLANC dans le champ TEXTES ET DESSINS
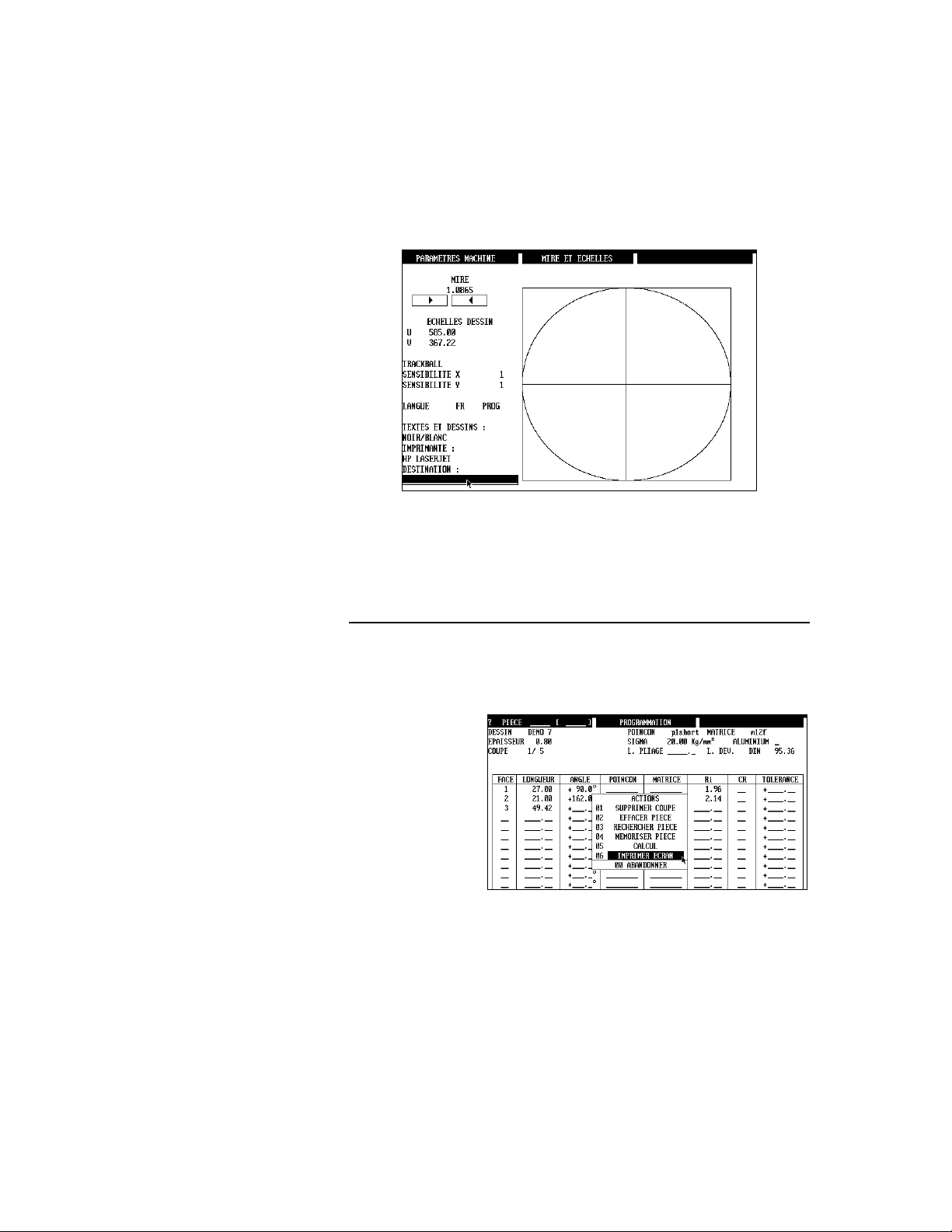
IMPRESSION DES ECRANS
Il est recommandé de commuter le logiciel en NOIR/BLANC avant de lancer
une impression.
Sélectionner une imprimante
Appeler les paramètres machines, page MIRE ET ECHELLES
PAGE 16 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 19
Version Windows
La sélection de l'imprimante sous Windows n'est pas effective.
C'est l'imprimant e définie par défaut dans le menu "paramètres –
Imprimantes" de Windows qui détermine l'imprimante.
Attention si l'on change d'imprimante (le menu "paramètres –
Imprimantes" de Windows) lorsque ModEva/DNC 880S est en
fonction, il faut quitter et relancer ModEva/DNC 880S pour que la
nouvelle imprimante soit prise en compte.
Sélectionner la destination. Si la ligne est vide, par défaut il s'agit de
PRN. On peut y introduire LPT1, LPT2 ou un nom de fichier.
En introduisant NUL dans le champ destination, cela interdit toute
impression, et fait disparaître la ligne concernée dans le menu
ACTION.
Imprimer
Pour imprimer une page:
Sélectionner la page désirée.
Appeler le menu ACTION et sélectionner IMPRIMER ECRAN.
Pour imprimer toutes les pages paramètres:
Se placer sur la page paramètre que l'on désire voir débuter (par
exemple la première page des paramètres N2X).
Appeler le menu ACTION et choisir IMPRIMER PARAMETRES.
Le logiciel imprimera l'une après l'autre toutes les pages paramètres (y
compris les sous-pages).
Il est possible d'arrêter l'impression en pressant n'importe quelle
touche (par exemple à la fin des paramètres N2X). L'impression de
s'arrête pas immédiatement, la page en cours d'impression est
terminée.
DEFINITIONS PAGE 17
Page 20
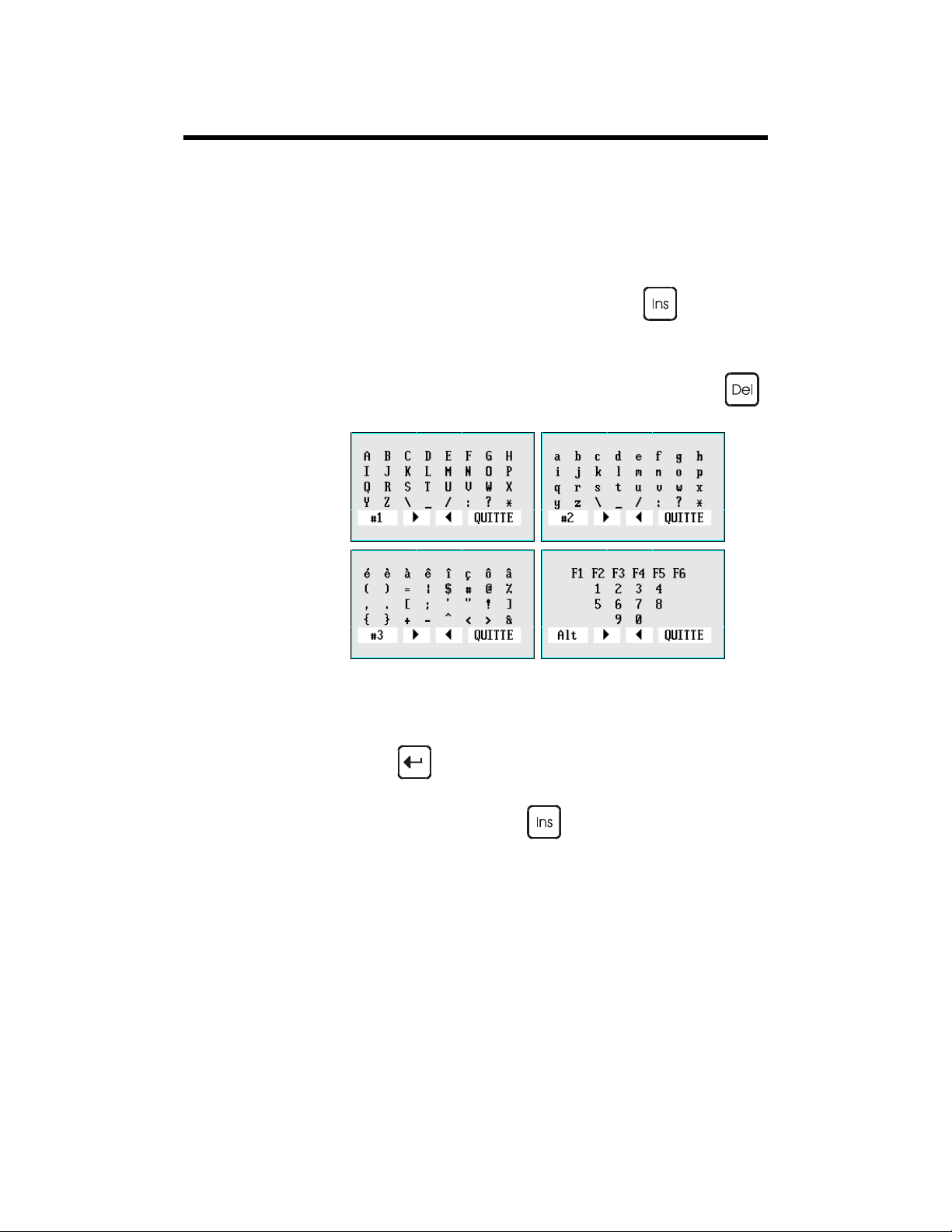
CHAMPS ALPHANUMERIQUES
Certains champs (DESSIN, POINCON, MATRICE etc.) peuvent contenir
des caractères alphanumériques.
Pour programmer les champs alphanumériques sur les commandes
numériques, il faut utiliser le clavier alpha numérique "soft".
Pour appeler le clavier alphanumérique "soft" du logiciel, il faut positionner
le curseur dans le champ alphanumérique (si le champ est uniquement
numérique, le clavier n'apparaît pas) et presser la touche
4 "tables" de caractères sont disponibles (#1, #2, #3 et Alt)
Pour changer de "table":
Pointer le champ en bas à gauche #1, #2, #3 ou Alt et presser
ou clic gauche dans ce champ.
Pour introduire les caractères dans le champ alphanumérique:
Sélectionner le caractère.
.
Presser
Répéter l'opération pour les autres caractères.
Pour quitter presser la touche
PAGE 18 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
ou clic gauche.
à nouveau.
Page 21
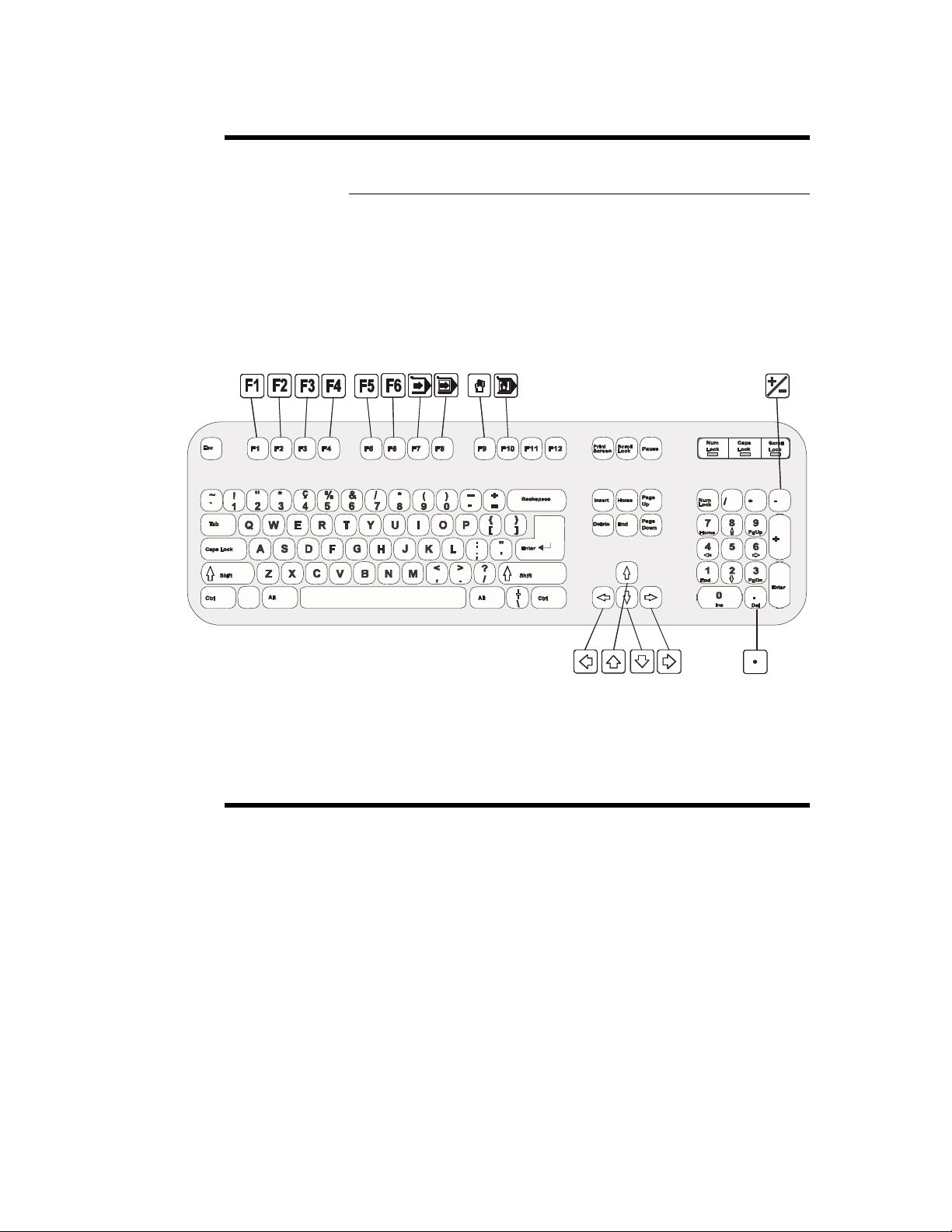
CLAVIER
Clavier externe à la DNC
En cas de nécessité, il est possible de connecter un clavier externe compatible
100% PC AT sur le côté de la commande numérique.
Attention: La DNC doit être mise hors tension pour le raccordement du
clavier, sous peine d'altérer son bon fonctionnement.
Lorsqu'un clavier externe est connecté sur la DNC le panneau avant de la
commande numérique reste actif en permanence.
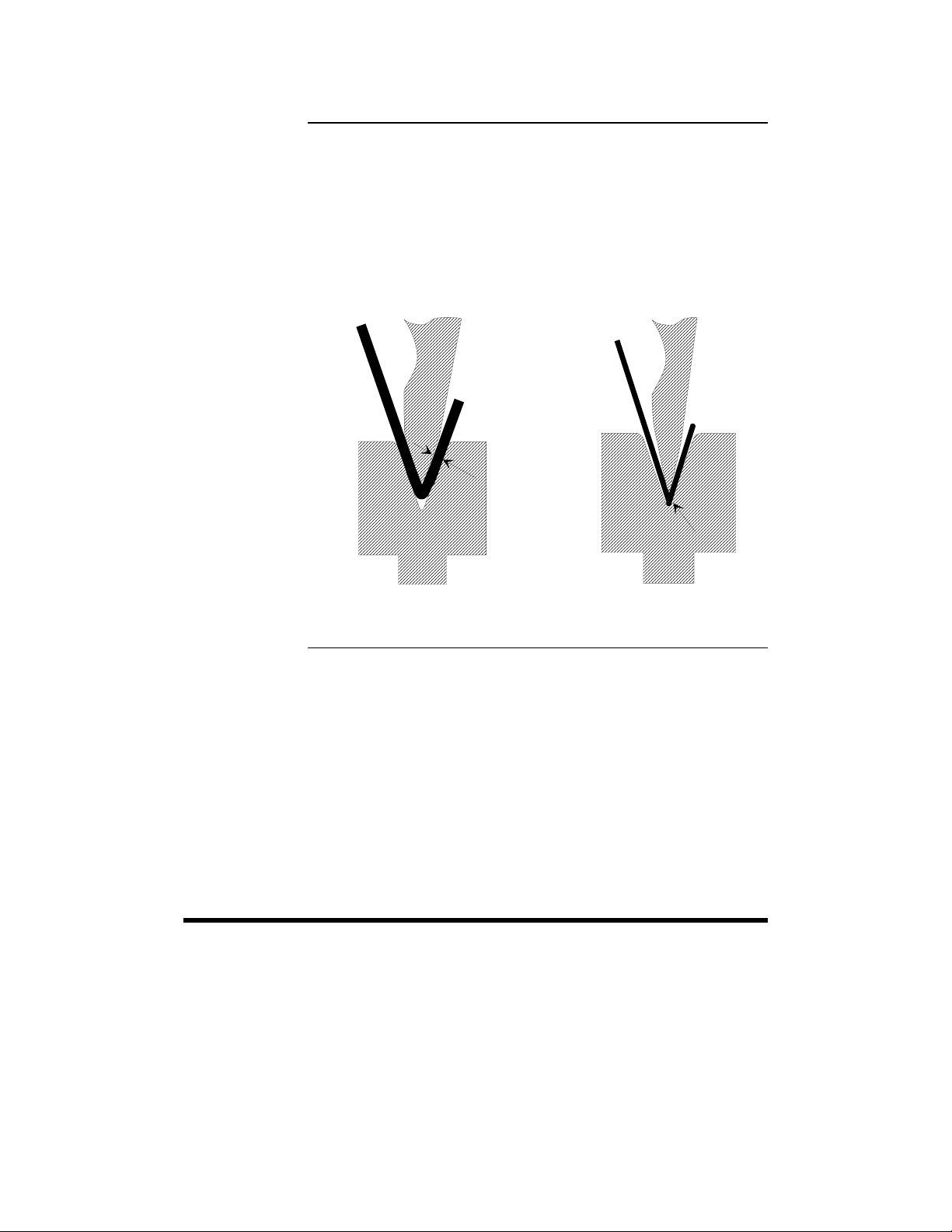
COLLISION PROFONDEUR AUTORISEE
Pages: OUTILS PLI, PROGRAMMATION POINCON / MATRICE
Le logiciel génère un message d'erreur lorsqu'il détecte qu'il y a écrasement
de la matière en fond de matrice et / ou entre les parois latérales du poinçon
et de la matrice. Ce message est affiché dans le champ interactif. Le logiciel
commute sur la page OUTILS PLI avec le curseur pointé dans ce champ.
Par défaut si rien n'est spécifié, le test de collision est effectué sur chaque pli.
Dans la page OUTILS PLI le champ COLLIS ION PR OFONDEUR
AUTORISEE est égal à SUR CE PLI NON.
Toutefois il est possible d'inhiber cette sécurité dans la page OUTIL PLI
pour la pièce en cours (voir ci-dessous) ou par défaut dans la page
PROGRAMMATION POINCON ou MATRICE.
DEFINITIONS PAGE 19
Page 22
Page OUTIL PLI
Deux choix sont à disposition:
SUR CE PLI / OUI / NON
GLOBALEMENT
Le test de collision est effectué (ou
non selon le choix OUI / NON)
uniquement sur la séquence (pli) en
cours.
Le test de collision est ignoré pour
l'ensemble des séquences qui
constituent la pièce.
Collision côté Collision fond de matrice
Page PROGRAMMATION POINCON / MATRICE
Si le test de collision n'est pas désiré de manière générale, il est possible de
faire en sorte qu'il soit ignoré par défaut au moment de la création d'une
pièce.
Pour créer cette situation lors de la création de l'outil il faut programmer
COLLISION PROFONDEUR AUTORISEE OUI.
Pour que cette autorisation soit valable (dans la page OUTILS PLI), il est
nécessaire que le poinçon et la matrice possèdent cette autorisation.
Si l'un ou l'autre des outils ne donne pas l'autorisation, c'est NON qui est à
nouveau valable.
COMPTEUR DE PLIS
La page BIENVENUE affiche le nombre de plis réalisés depuis une date
définie.
Le compteur est mis à 0 dans nos ateliers. Lorsque le premier pli en mode
automatique ou semi-automatique est effectué, il commence à compter et la
date s'inscrit automatiquement. Il n'est pas possible de modifier ces données
sur site.
PAGE 20 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 23

CORRECTIONS (TABLEAU DE ...)
La pratique mène peut-être à découvrir que certains angles ou / et longueur
d'ailes sont souvent ou toujours à corriger de la même valeur.
Afin d'éviter à l'opérateur d'incessantes corrections, il existe un tableau de
corrections nommé MATIERE que l'on atteint via les paramètres machines.
5 matières sont préprogramm ées
ACIER,
ALUMINIUM,
INOX,
SPECIAL 1
SPECIAL 2.
Pour chacune de ces matières, les tableaux de la page MATIERE sont
distincts.
Dans cette page se trouvent principalement 3 tablea ux:
LONGUEUR
DEVELOPPEE
Permet au moyen de 10 colonnes (0-9)
d'apporter 10 corrections différentes du calcul
DIN (DIN 6935) de la longueur développée.
Dans l'exemple ci-dessus, si la matière choisie
est ACIER 3, la correction sera de:
DIN * 0.850.
Le choix de la correction se fait dans les pages
PIECE NUM, PLI NUM etc, dans le champ qui
suit immédiatement la matière.
COMPENSATION DE
RETOUR ELASTIQUE
DEFINITIONS PAGE 21
Permet de définir une correction d'angle pour
chaque type de matière selon l'angle programmé.
Dans le tableau de correction montré en exemple
ci-dessus, tous les angles compris entre 76° et
90° et qui utilisent de la matière ACIER seront
automatiquement corrigés de -2.5°.
Page 24
PRESSION
TOLERANCE PCT EN
% DE L'EPAISSEUR
FACTEUR DE
CORRECTION
EPAISSEUR
CORRECTIONS D'ANGLE
Ces deux facteurs remplacent le calcul de la
force de pliage réalisé normalement par la
DNC. Non programmées ces deux valeurs sont:
PLI EN L'AIR = 1.75
FOND DE MATRICE = 42.0
Si nécessaire modifier ces valeurs à votre
convenance. Ce deux valeurs sont propres à
chacune des 5 matières.
Ce champ est une sécurité pour les outils. Si
lors de la mesure d'épaisseur, l'épaisseur de la
matière est supérieure à nnn%, une alarme sera
donnée.
Voir le chapitre Correction par mesure
d'épaisseur / Mesure au PCT.
Ce tableau est utilisé par la fonction de
correction d'épaisseur au PCT.
Voir le chapitre Correction par mesure
d'épaisseur / Mesure au PCT.
Pages : CORRECTIONS
GENERALITES
Les tôles utilisées en atelier n'ont pratiquement jamais leur épaisseur
nominale. L'épaisseur réelle varie couramment de ±10% de la valeur
nominale. En outre la variation n'est pas constante sur tout e la largeur de la
tôle. L'épaisseur du côté gauche peut être différente de l'épaisseur du côté
droit (tôles à section trapézoïdale). Le logiciel permet de corriger ce type
d'erreur en dissociant la correction d'une extrémité à l'autre du pli.
Les calculs de profondeur de pliage (ainsi que d'élongation, de la pression et
du bombage) sont basés sur l'épaisseur nominale (celle qui est programmée
dans le champ EPAISSEUR).
Nous traitons dans ce chapitre Corrections d'angle 3 types de corrections:
Les corrections directes.
Les corrections angulaires.
Les corrections par mesure de l'épaisseur de la tôle.
Selon le champ dans lequel elle est introduite, une correction peut agir sur:
Le pli concerné (uniquement).
Tous les plis (de même angle) situés sur la même coupe (même
profil).
Tous les plis (de même angle) de la pièce (également sur des coupes
distinctes).
PAGE 22 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 25
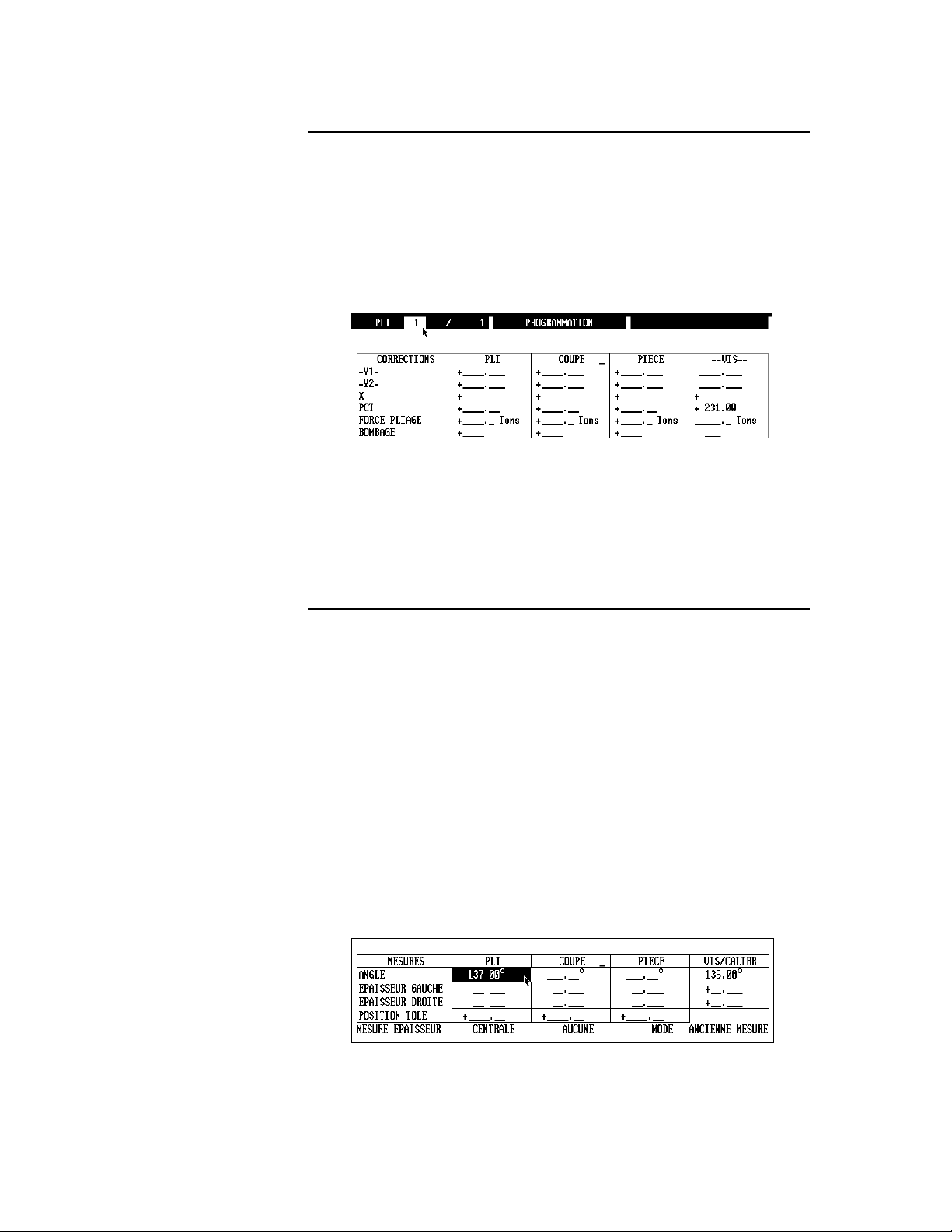
CORRECTIONS DIRECTES
Pour utiliser les corrections directes, la DNC doit se trouver en mode
programmation ou semi-automatique et il suffit d'introduire une valeur dans
le champ désiré du premier tableau de la page. Le numéro du pli en cours se
trouve en haut de l'écran.
Si la correction concerne les deux côtés du coulisseau, il faut introduire la
même valeur pour Y1 et Y2.
Il est également possible de corriger les autres axes, le PCT, la force de
pliage et le bombage selon les mêmes principes.
Les corrections directes s'additionnent. Cela veut dire que s'il y a une
correction globale pour la pièce et que l'on programme une correction pour
un pli donné, la correction finale pour ce pli sera l'addition des deux
corrections.
CORRECTIONS ANGULAIRES
Après avoir effectué un pli, l'opérateur mesure l'angle obtenu. Il introduit la
valeur angulaire mesurée dans le champ ANGLE. La DNC calcule
automatiquement la correction pour obteni r l'angle originellement
programmé. Si après avoir effectué le pli corrigé, l'angle n'est toujours pas
correct, il suffit d'introduire le nouvel angle obtenu. Suivant les cas, cette
opération peut devoir se répéter 2 ou 3 fois.
Attention, il ne faut pas intervenir dans le tableau des corrections directes
simultanément avec les corrections angulaires.
Comme pour les corrections directes, la correction peut être attribuée à:
PLI Corrige uniquement le pli en cours.
COUPE _ Corrige tous les angles de la coupe spécifiée qui
ont la même valeur programmée et les mêmes
outils.
PIECE Corrige tous les angles de la pièce qui ont la
même valeur programmée et les mêmes outils.
DEFINITIONS PAGE 23
Page 26
La DNC doit se trouver en mode programmation ou semi-automatique.
Programmer le champ MESURE EPAISSEUR de la façon suivante
MESURE EPAISSEUR CENTRALE AUCUNE MODE ANCIENNE MESURE
Mesurer l'angle obtenu.
Introduire la valeur mesurée dans le champ ANGLE sous l'une des
colonnes PLI, COUPE ou PIECE.
Tester le résultat et recommencer si nécessa ire.
Voir également le paramètre machine COMPENSATION RETOUR
ELASTIQUE dans la page MATIERE. Ce paramètre permet de corriger en
permanence un angle dans une plage donnée.
CORRECTIONS PAR MESURE D'EPAISSEUR
La correction par mesure d'épaisseur peut être réalisée de plusieurs
manières, mais le principe reste identique. Un système (ou l'opérateur)
fournit à la DNC la mesure ré elle de la matière. Avec ces paramètres, la DNC
calcule la correction nécessaire.
Les deux principales méthodes sont:
Mesure au PMH et mesure au PCT.
Mesure au PMH le principe veut que la mesure soit effect uée et
introduite dans la DNC alors que la machine se
trouve au PMH.
L'introduction de la mesure se fait soit
conventionnellement par le clavier, soit au
moyen d'une liaison RS232 en utilisant un
appareil de mesure adéquat, ou encore par un
système intégré à la butée.
Mesure au PCT dans ce cas la mesure s'effectue au PCT.
Trois possibilités sont offertes:
- Mesure par le coulisseau
- Mesure par le coulisseau avec déplacement de
matrice.
- Mesure du PCT réel par un système externe.
Comme pour les corrections angulaires et directes, il est possible d'affecter la
correction au pli en cours, à la coupe ou à la pièce complète.
De plus, avec la correction en fonction de la mesure de l'épaisseur, il est
possible de différencier la correction pour chaque extrémité du pli. Le choix
se fait au moyen de la liste rotative CENTRALE ou AUX EXTREMITES .
(voir plus loin dans ce chapitre pour l'utilisation de cette possibilité).
Remarques: Pour des raisons techniques, on peut passer en mode
programmation pendant le travail (DNC en mode automatique et
programmation) seulement si l'on a sélectionné MESURE EPAISSEUR
AUCUNE.
Pour des raisons techniques, on ne peut plus modifier les champs
POS. TOLE et MESURE EPAISSEUR en mode semi-automatique.
PAGE 24 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 27
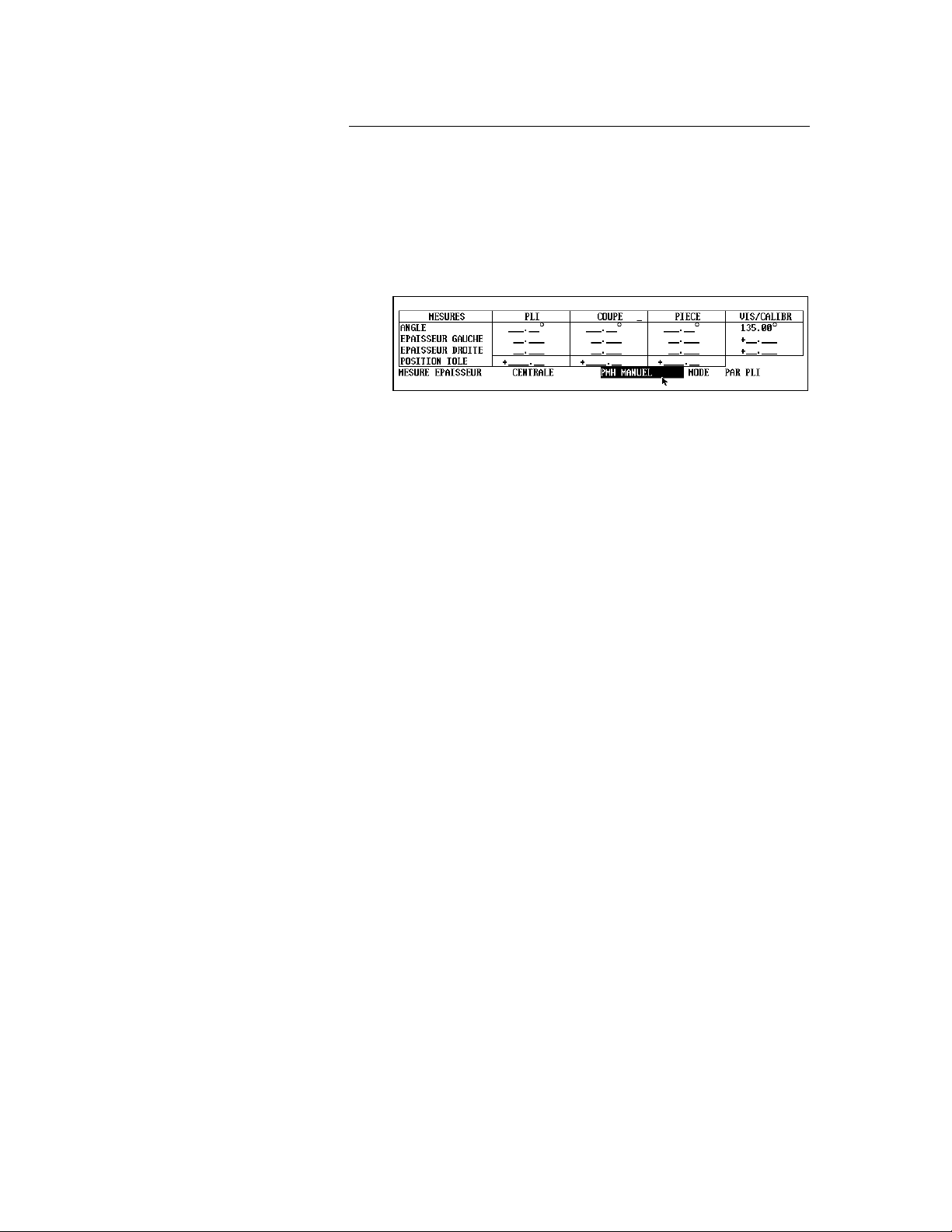
Mesure au PMH
Comme décrit dans l'introduction de ce chapitre, la mesure se fait lorsque le
coulisseau se trouve au PMH.
On décrit dans ce paragraphe uniquement l'introduction de la mesure par
l'opérateur, telle que le logiciel "standard" de la DNC le permet.
La DNC doit se trouver en mode programmation ou semi-automatique.
Procéder de la façon su ivante:
Programmer le champ MESURE EPAISSEUR de la façon suivante
MESURE EPAISSEUR CENTRALE PMH MANUEL MODE PAR PLI
Mesurer l'épaisseur très exactement (à l'aide d' un micromètre).
Introduire la valeur mesurée dans le champ EPAISS EUR GAUCHE
de la colonne PIECE, COUPE ou PLI selon votre besoin.
En programmant uniquement le cham p E PA I S S EUR GAUCHE, le
logiciel assume que la mesure est centrale.
Quitter le champ.
Plier.
Si l'introduction est faite dans la colonne:
PIECE
- La mesure effectuée par l'opérateur sur n'importe quel pli reste valable
jusqu'à la prochaine mesure.
- L'épaisseur réelle obtenue est mémorisée en association avec la pièce.
- On considère que l'épaisseur réelle est la même pour tous les plis.
- A chaque nouvelle mesure, on recorrige tous les plis.
- Si aucune mesure n'est effectuée, on corrige d'après l'ancienne mesure
mémorisée.
COUPE
- La mesure effectuée par l'opérateur sur n'importe quel pli de la coupe
reste valable jusqu'à la prochaine mesure.
- L'épaisseur réelle obtenue est mémorisée en associat ion avec la coupe
à laquelle appartient le pli sur lequel elle a été effectuée. Elle est
valable pour tous les plis successifs appartenant à la mêm e coupe.
- Si une nouvelle mesure est effectuée, on recorrige tous les plis de la
coupe en question.
- Si aucune mesure n'est effectuée, on corrige d'après une éventuell e
ancienne mesure mémorisée en associat ion avec cette coupe.
Remarque: C'est-à-dire que si des valeurs sont présentes dans la colonne
COUPE, elle seront prise en compte alors que les valeurs de la
colonne PIECE seront ignorées. Si aucune valeur n'est
présente dans la colonne COUPE, les valeurs de la colonne
PIECE, si elles existent seront prise en co mpte.
DEFINITIONS PAGE 25
Page 28
PLI
- La mesure effectuée par l'opérateur sur n'importe quel pli est valable
uniquement pour ce pli. Elle est aussi mémorisée.
- Si aucune mesure n'est effectuée, on corrige d'après une éventuelle
ancienne mesure mémorisée en association avec ce pli.
Remarque: Si des valeurs sont présentes dans la colonne PLI, elle seront
prise en compte alors que les valeurs des colonnes COUPE et
PIECE seront ignorées. Si aucune valeur n'est présente dans la
colonne PLI, les valeurs de la colonne COUPE, si elles
existent seront prise en compte. Si seule la colonne PIECE
comporte des valeurs, celles ci seront prise en compte.
Mesure au PCT
Nous décrivons dans ce chapitre uniquement la mesure au PCT avec le
coulisseau.
Principe:
Le coulisseau effectue son approche habituelle (en semi-auto ou
automatique). En arrivant juste avant le PCT théorique, la DNC diminue la
pression du système et le coulisseau se "pose" librement sur la tôle. La DNC
détecte l'arrêt du coulisseau et de cette maniè re permet la mesure de
l'épaisseur de la tôle.
Il va de soi que dans cette phase, la tôle ne doit pas fléchir sous l'influence du
coulisseau, sans quoi la mesure est faussée. La façon dont fonctionne cette
option dépendra directement de l'hydraulique de la machine, de la vitesse à
l'accostage de la tôle, de la force minimum du coulisseau dans cette phase de
mesure.
Il est évidemment impensable que dans cette phase le coulisseau se mette de
travers, la mesure devenant alors totalement erronée.
Idéalement la pièce se trouvera donc au centre la machine, aura une longueur
de pliage de plus de 2/3 de la longueur totale de la machine et sera en mesure
de supporter le coulisseau sans fléchir.
Comme pour les autres corrections la mesure peut se faire par pièce, coupe
ou pli, centrale ou aux extrémité selon le choix réalisé.
Avant chaque utilisation, il faut procéder à la calibration, afin d'étalonner
l'ensemble.
Calibration
Un cycle de calibration est très semblable à un cycle de mesure.
Simplement, l'épaisseur réelle obtenue est soustraite à l'épaisseur nominale.
Cette différence est mémorisée pour ê tre utilisée plus tard comme correction
des calculs des épaisseurs réelles.
Procédure:
Mesurer la tôle avec un micromètre.
Sélectionner MODE CALIBRATION.
Inscrire les valeurs dans les champs appropriés EPAISSEUR
DROITE et EPAISSEUR GAUCHE de la page CORRECTIONS.
PAGE 26 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 29
Mettre la DNC en mode semi-auto.
Placer la tôle au centre de la machine et effectuer un pli.
Si le cycle de calibration s'est bien passé les différences entre les
épaisseurs réelles mesurées et les valeurs de référence sont affichées
dans les lignes EPAISSEUR GAUCHE et EPAISSEUR DROITE,
sous la colonne --VIS--. Elles y resteront jusqu'à la prochaine
calibration.
Sélectionner le mode de mesure désiré MODE PAR PIECE,
PAR COUPE ou PAR PLI. Dès cet instant, pendant le travail, la
mesure s'effectuera selon l'option choisie. Voir également la
description du mode ANCIENNE MESURE ci-après.
Remarques: Si le champ POS. TOLE n'est pas défini, on suppose que la
tôle est centrée entre les deux règles.
Si la largeur de la tôle n'est pas définie, on suppose qu'elle est
égale à l'écart entre les règles Y1 et Y2 (paramètres machine).
Travail avec la correction MESURE AU PCT
Après avoir procédé à la calibration, il convient de sélectionner MODE P AR
PIECE, PAR COUPE ou PAR PLI selon que l'on désire effectuer une
mesure respectivement par pièce, coupe ou pli.
ANCIENNE MESURE
Dans ce mode on n'exécute plus de nouvelles
mesures.
Les anciennes mesures mémorisées en
association avec la pièce, la coupe ou le pli sont
conservées et utilisées.
Ce mode est particulièrement agréable lorsqu'on
travaille avec un lot de tôles suffisamment
homogène. En effet, il suffit dans ce cas de
procéder à une seule mesure d'épaisseur lors du
premier pli de la première pièce et de corriger
sur la même base par la suite. Ceci permet
d'éviter la perte de temps inévitablement liée à la
mesure.
Ce mode de travail s'applique aussi dans le cas
de travail avec des groupes de pièces, puisque
les anciennes mesures associées avec la dernière
pièce exécutée sont recopiées sur la pièce
suivante.
TOLERANCE PCT EN
% DE L'EPAISSEUR
Page: PARAMETRES MACHINES /
MATIERES.
Ce champ permet d'imposer une limite
maximum dans la "dispersion" de la matière
lorsque l'on utilise la correction d'épaisseur au
PCT.
Dans le cas où l'épaisseur de la tôle mesurée est
supérieur ou inférieur à nn%, le pli ne sera pas
exécuté et un message informe l'opérateur.
Voir Corrections (tableau de ...).
DEFINITIONS PAGE 27
Page 30

FACTEUR DE
CORRECTION
EPAISSEUR
Page: PARAMETRES MACHINES /
MATIERES.
Ce tableau permet de définir un jeu de
corrections en fonction de la variation
d'épaisseur lorsque l'on utilise la correction
d'épaisseur au PCT. Non programmé ce facteur a
pour valeur 1.00.
Si l'utilisateur remarque que: pour une matière
donnée, le logiciel a tendance à trop compenser
(c' est à dire à descendre trop bas lorsque
l'épaisseur réelle est plus mince que l'épaisseur
nominale, ou à ne pas descendre suffisamment,
si l'épaisseur réelle est plus grande que
l'épaisseur nominale), il inscrira une valeur entre
0.99 et 0.0 dans le domaine d'angle concerné.
Si par contre, le logiciel ne compense pas
suffisamment, il inscrira une valeur entre 1.01
et 99.99.
Voir Corrections (tableau de ...).
PAGE 28 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 31

CORRECTION D'EPAISSEUR INDEPENDANTE Y1-Y2
Le principe consiste à fournir ou à mesurer (selon l'une des méthodes décrites
ci-dessus) l'épaisseur à chaque extrémités du pli. Au moyen de ces données et
connaissant la position de la tôle, la DNC calculera une correction différente
pour Y1 Y2. Ce type de correction est particulièrement appréciée pour le
pliage de tôle ayant une grande longueur de pliage et une variation
d'épaisseur importante.
Pour fonctionner, les paramètres machines décrivant la position des règles, la
largeur de la machine, etc. doivent être programmés, sans quoi un message
d'erreur apparaît.
La correction d'épaisseur in d é p endante Y1 Y2 peut être utili sé e
conjointement aussi bien avec la mesure d'épaisseur au PMH qu'avec la
mesure d'épaisseur un PCT. Elle fonctionne également avec le choix des
corrections par pièce, coupe ou pli.
Mesure d'épaisseur au PMH
Le fonctionnement est identique à celui décrit dans le paragraphe Mesure au
PMH ci-dessus, sauf qu'il faut programmer la position de la tôle et l'épaisseur
à chaque extrémité.
Sélectionner MESURE D'EPAISSEUR AUX EXTREMITES
Programmer la position de la tôle dans le champ POSITION TOLE et
dans la colonne choisie.
Introduire dans la même colonne l'épaisseur de la tôle mesurée à
chaque extrémité du futur pli.
Quitter le champ.
Plier.
Mesure d'épaisseur au PCT
Le fonctionnement est identique à celui décrit dans le paragraphe Mesure au
PCT ci-dessus, sauf qu'il faut dans ce cas programmer la position de la tôle.
Sélectionner MESURE D'EPAISSEUR AUX EXTREMITES
Programmer la position de la tôle dans le champ POSITION TOLE et
dans la colonne choisie.
Procéder comme décrit dans le paragraphe Mesure au PCT ci-dessus.
Continuer à plier.
CORRECTIONS: SENSIBILITE PMB
Page: CORRECTIONS, champ SENSIBILITÉ PMB.
Ce champ indique quelle est la variation de profondeur nécessaire pour
obtenir une variation d'angle de 1 (un) degré dans la séquence en cours.
Si cette valeur est trop petite (par ex. < ou = 0.05 mm), il est souhaitable
d'utiliser une matrice avec un V plus large.
DEFINITIONS PAGE 29
Page 32

COUPE
Pages: PIECE NUM et PLI 2D.
Une coupe est une ligne imaginaire qui "coupe" la pièce dans le sens de la
longueur et qui définit un profil. C'est ce profil que l'opérateur voit dans la
page PLI 2D.
Une pièce peut comporter plusieurs coupes (dans l'exemple ci-dessous,
2 coupes). Chaque coupe est considérée comme un profil séparé.
L'opérateur utilisera principalement la page PIECE NUM pour programmer
un ou plusieurs profils (voir le document Manuel d'utilisation et le
paragraphe intitulé Programmation d'un profil dans ce manuel).
La création des coupes est automatique si la pièce est programmée en 3D.
CRITERES DE SIMULATION
Pages: PLI 2D (choix du menu ACTION).
Avant de lancer une recherche automatique de la gam me des plis, vous avez
la possibilité de définir un certain nombre de critères dont le système tiendra
compte lorsqu'il calculera la suite d es p lis .
45
PAGE 30 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 33

Les critères de simulation sont toujours valables tels qu'ils ont été définis la
dernière fois.
On distingue deux groupes de critères de simulation:
NON-PRIORITAIRES
Ce sont des critères de préférence. Ils sont
appliqués dans la mesure du possible. Le non
respect de ces critères n'empêche pas le logiciel
de trouver une solution.
PRIORITAIRES
Ces critères sont imposés. Le logiciel
recherchera une solution qui respecte impérativement ces critères. Ces dern ie rs peuvent
amener le logiciel à ne pas trouver de solution.
NB. MAX. DE PLIS
CONTRE BA
Permet de limiter le nombre de plis (déjà
réalisés) se trouvant entre le pli à effectuer et la
butée arrière.
L. MIN. CONTRE
OPERATEUR/L
TOTALE
Le système cherchera une solution permettant de
laisser toujours une longueur minimale
(exprimée en % de la longueur développée
totale) du côté de l'opérateur.
Axe de
Axe de
retournement
Axe de
pivotement
basculement
= retournement
+ pivotement 180°
MINIMUM DE
PIVOTEMENT
MINIMUM DE
RETOURNEMENT
MINIMUM DE
Le logiciel choisira la solution demandant le
moins possible de pivotements .
Le logiciel choisira la solution demandant le
moins possible de retournements.
Le logiciel choisira la solution demandant le
DEFINITIONS PAGE 31
Page 34

BASCULEMENT
MANIPULATION
OPTIMALE
ERREUR DE COUPE
SUR FACE
PRECISION ENTRE
FACE -- ET --
FLEXIBILITE
moins possible de basculements.
Le logiciel choisira les manipulations de la tôle
qui sont les plus favorables pour l'opérate ur; ceci
en fonction de l'épaisseur de la tôle et de son
rapport longueur / longueur de pliage.
Le choix de cette option est prioritaire sur les
critères précédents.
Le logiciel fera en sorte que l'erreur de coupe se
trouve sur la face spécifiée.
Le logiciel cherchera une solution permettant
d'atteindre la précision maximale entre les faces
spécifiées.
Normalement Le logiciel n'accepte pas que la
pièce vienne buter contre une partie de la
machine en cours de pliage.
Lorsque ce critère est valid é, le logiciel accepte
qu'une partie de la pièce bute en un point de la
machine avec une flexib i lité en %. de la
longueur de la tôle entre le pli et la fin de la
pièce du côté du profil qui entre en collision.
40
60
40mm = 20% of 100 + 60 + 40
100
Dans cet exemple, une flex i bilité de 20%
autorise la tôle à "pénétrer" théoriquement de
40 mm dans le poinçon.
Astuce Si une pièce est fort complexe, il peut être
intéressant de programmer 100% de flexibilité
afin d'annuler le critère de collision, ceci dans le
but de visualiser la suite des plis proposées par le
logiciel. On réduira ensuite ce critère jusqu'à une
valeur acceptable.
PAGE 32 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 35

APPUI SUR SEGMENT
INCLINE
Par défaut (NON), le système interdira la
situation illustrée ci-après
Pour valider les critères choisis pour une simulation, cliquer sur le champ
QUITTE ou pressez une des touches de fonction pour accéder à une nouvelle
page.
CROQUAGE (CR)
Pages: PIECE NUMERIQUE et PLI NUM.
Le croquage permet de faire un pli avec un grand rayon interne.
On peut programmer un croquage sur l'une ou l'autre pages.
Un croquage est défini par une programmation de 4 à 98 (une
programmation à 0, 2 ou 3 donnera une erreur).
et n'autorisera que les appuis
ou
ou
En programmant cette option OUI, le logiciel
autorisera également l'appui sur des angles plus
ouverts que 90° (1
er
cas ci-dessus).
Remarque: Pour que le résultat soit cohérent, le nombre de plis pour
réaliser l'angle doit être tel que la longueur de chaque segments
soit supérieur à la moitié de la longueur de l'ouverture du V de
la matrice.
Dans le cas contraire un message informe l'opérateur et le
résultat sera un angle trop ouvert.
Astuce Si l'on programme 99 dans le champ CR, le logiciel détermine lui-même le
nombre maximum de plis pour le croquage. Bien entendu l'opérateur peut par
la suite diminuer le nombre de plis s'il le désire.
En mode croquage, le logiciel calcule des plis différents pour les premier,
deuxième, avant-dernier et dernier plis selon le croquis ci-après.
DEFINITIONS PAGE 33
Page 36

Procédure pour réaliser un croquage:
Page PIECE NUM
Appeler la page PIECE NUM.
Introduire la valeur de l'aile désirée dans la colonne L.
Introduire l'angle final désiré.
Introduire le rayon interne final dans le champ Ri.
Introduire le nombre de pli pour le croquage dans le champ CR.
Voir également Tolérance.
Exemple de programmation
Appeler la page PIECE NUM.
Introduire les outils et la matière comme habituellement.
Introduire les dimensions de la pièce avec le rayon interne de
croquage dans la colonne Ri.
Introduire 99 dans le champ CR, le logiciel calculera le nombre de pli
maximum pour ce croquage (voir fig. ci-dessus).
Lancer le calcul (via menu Action) pour obtenir la longueur
développée, la tolérance (voir Tolérance) et le nombre de pli pour le
croquage.
PAGE 34 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 37

Appeler la page PLI 2D.
Veillez à ce que le champ SIMULE soit sur SANS PLI IMPOSE.
Choisir CHERCHER ORDRE DE PLIAGE (via menu Action).
Puis passer en semi-automatique
revenir en mode programmation).
Simuler le pliage avec la touche
Exemple de programmation d'une gouttière
Pour réaliser un type de pièce comme ci-dessus:
(sur PC touche F8 et F10 pour
.
Appeler la page PIECE NUM.
Introduire les outils et la matière comme habituellement.
Introduire les dimensions de la pièce avec le rayon interne de
croquage.
DEFINITIONS PAGE 35
Page 38

Introduire 99 dans le champ CR, le logiciel calculera le nombre de pli
maximum pour ce croquage (voir fig. ci-dessus).
Lancer le calcul pour obtenir la longueur développée, la tolérance et le
nombre de pli pour le croquage.
Appeler la page PLI 2D.
Au moment de l'édition de ce manuel, la simulation automatique pour cette
pièce exemple ne donne pas de résultat.
Il faut donc utiliser le mode DEPLIAGE pour imposer semiautomatiquement la gamme des plis.
Dans l'exemple ci-dessous, la suite des plis n'a pas été modifiée. Libre à
l'opérateur de le faire au cours de cette procédure.
Sélectionner mode DEPLIAGE
La pièce apparaît dans les outils avec le dernier pli programmé.
Introduire la face qui doit être pliée en dernier (3 dans cet exemple)
En quittant le champ FACE, le logiciel affiche le pli choisi.
Placer le curseur dans le champ APPUI et modifier l'appui si
nécessaire. Pour cette pièce l'appui 4 proposé automatiquement a été
conservé.
Malgré la "collision" visible dans cette situation, il n'y aura pas de
collision grâce au croquage (voir plus loin dans la simulation en mode
semi-automatique).
PAGE 36 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 39

Presser la touche
Le logiciel affiche le pli précédent (un autre pli peut être sélect ionné
en programmant dans le champ face celle désirée). L'appui proposé
(5) est conservé, mais peut également être modifié.
Répéter l'opération ci-dessus jusqu'au pli No 1.
.
Passer en mode semi-automatique
Visualiser le résultat pas par pas en pressant la touche
chaque pli effectué. (Sur PC, pour revenir en mode programm a tion
presser F10).
DEFINITIONS PAGE 37
(sur PC presser sur F8).
pour
Page 40

Remarque: Dans cet exemple, la butée est équipée d'un axe R. Le logiciel
DATE ET HEURE
calcule donc automatiquement sa position en fonction du
croquage. Si votre machine n'est pas équipée d'un axe R
motorisé, une butée verticale peut être fixée en aplomb de la
butée originale pour exécuter ce travail.
Modifier la date et l'heure
Page BIENVENUE
Appeler la page BIENVENUE.
Positionner le curseur dans le haut de l'écran sur la date ou l'heure et
introduire la nouvelle valeur en respectant le format.
Sur DNC, pour autoriser le changement, il faut positionner la clef
sur 2, et utiliser la touche
An 2000 Lorsque le format année est sur 2 chiffres, le logiciel assume que :
00 à 68 = 2000 à 2068
et que
82 à 99 = 1982 à 1999.
Modifier le format d'affichage de la date et l'heure
Sous-page de page BIENVENUE.
Pour modifier la date et l'heure de la commande numérique.
Appeler la page BIENVENUE et sélectionner DATE/TEMPS dans le
menu ACTION.
Un nouvel écran apparaît dans lequel on peut paramétrer le contexte de la
DNC (paramétrage intern a tio nal).
Il est possible de charger des valeurs de paramètres par défaut en actionnant
la fonction DEFAUT dans le menu ACTION.
comme caractère de séparation.
PAGE 38 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 41

Classement,
recherche
Pour faciliter le classement ou la recherche des pièces programmées (par
date / heure), il est vivement conseillé de mettre la DNC ou le PC à l'heure
régulièrement (environ tous les 3 mois ou après une intervention).
DECENTREMENT OUTILS
Page: PROGRAMMATION POINCON
Le champ CORRECTION X permet de corriger le décentrement éventuel
d'un poinçon.
Cette correction applique à la butée "une modification d'origine" en fonction
du décentrement de l'outil. La correction tient compte du sens de montage de
l'outil.
Elle devient effective au passage en mode semi-auto/ automatique..
DEFINITIONS PAGE 39
Page 42

DEGAGEMENT BUTEE
Page OUTILS PLI.
Rappel: Sont considérés comme dangereux et nécessitant un dégagement, les
déplacements des axes Z, M1, M2, et la fonction auxiliaire type MATRICE.
Afin d'offrir une gestion adaptée à certains cas particuliers, il est possible
pour l'opérateur de spécifier le type de dégagement de la butée.
L'opérateur effectuera la sélection pour chaque séquence dans la page
OUTILS PLI au moyen du champ DEGAGEMENT X.
Attention:
Les distances de dégagement (paramètre 233) sont programmées dans les
paramètres machines et ne doivent pas être modifiées
3 types de dégagement sont à choix:
MAXIMUM
HORS ZONE DEGAGEMENT
AUCUN
PM 5 0
Valeur par défaut.
Dans ce cas, le dégagement est fait à la plus
grande des valeurs des paramètres Cote X
pour vitesse de sécurité et Cote X pour
dégagement matrice.
Généralement la Cote X vitesse de sécurité
est la plus grande des deux valeurs.
Les axes ensuite se déplacent à leur vitesse
maximum.
Dégagement à Cote X pour dégagement
matrice.
Ensuite les axes se déplacent à la vitesse
autorisée dans la zone Cote X pour vitesse
de sécurité.
On utilisera ce type de dégagement si les
déplacements sont courts.
On ne dégage pas du tout. Le déplacement des
axes se fera en vitesse de sécurité s'ils se
trouvent dans la zone Cote X pour vitesse
de sécurité.
PM 5 0
PM 5 0
PM 2 3 3
PM 2 3 3
La distance de dégagement est dépendante de la largeur de la matrice. Lorsque
plusieurs postes sont montés, la distance tient compte du plus large des outils.
PM 50 et PM 233 sont les numéros des paramètres machi nes concernés.
PAGE 40 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
PM 2 3 3
Page 43

DESSIN
Pages: Dans la plupart des pages.
Ce champ permet d'introduire une référence alphanumérique de 24 caractères
(Voir Champs alphanumériques).
Il est recommandé d'utiliser cette possibilité pour définir de manière unique
une pièce lorsqu'un grand nombre de pièces sont traitées. Cela facilitera la
recherche au moyen des critères de recherche des pièces.
DISTANCE PV
Page: PLI NUM
permet de définir que seule une portion de la remontée (en %) entre le point
mort bas et le point de contact tôle sera exécutée en vitesse lente, la suite de
la remontée se fait en vitesse rapide. .
Si VITESSE PLI. est programmé et que DISTANCE PV n'est pas
programmé la remontée se fait en vitesse lente jusqu'au point de contact tôle
(= 100%).
EFFACEMENT DES MEMOIRES
Page: INITIALISATION MACHINE-DNC/ENC
Généralités: Cette page permet de vider (effacer) différentes mémoires.
Selon le type d'effacement, il est nécessaire d'avoir la clé sur position 1, 2
ou 3.
Pour supprimer le contenu d'une ou de toutes les mémoires:
Sélectionner le périphérique dans lequel doit se faire l'opéra tion.
Placer le curseur sur le champ désiré.
Clic droit ou touche
Confirmer.
DEFINITIONS PAGE 41
ou menu Action SUPPRIMER.
Page 44

EFFACER / SUPPRIMER
Ces opérations sont disponibles dans le menu ACTION, elles varient selon le
contexte. Ci-dessous vous trouvez la définitions de ces actions.
EFFACER PLI Efface le contenu de tous les champs, mais la
EFFACER COUPE Efface les données (ordres des plis) de la coupe
EFFACER PIECE Efface le contenu de la mémoire de travail.
SUPPRIMER PLI Supprime la séquence sélectionnée (avec
SUPPRIMER COUPE Supprime la coupe sélectionnée.
SUPPRIMER PIECE Supprime la pièce sélectionnée.
SUPPRIMER Selon le champ dans lequel le curseur se trouve,
séquence reste.
sélectionnée.
recompactage automatique).
Dans la page LISTE DE PIECE, il est possible
de supprimer une pièce en plaçant le curseur
directement sur le numéro désiré dans la liste.
supprime le poinçon, la matrice ou la pièce
sélectionnée.
EMBOUTISSAGE
Page: PLI NUM
Le pli par emboutissage est un mode de pliage dans lequel la DNC ne vise
pas une position à atteindre prédéfinie ou calculée, mais dans lequel le
coulisseau descend jusqu'à rencontrer une position qui l'empêche
mécaniquement d'aller plus loin. La DNC détecte cet arrêt; c'est ce qui
déterminera la fin du cycle de descente.
Le pli par emboutissage permet d'obtenir des plis spéciaux qu'il n'est pas
possible de faire d'autre manière, tel que le pli aplati dans une matrice
spéciale, mais cette technique comporte quelques risques.
Il faut donc être conscient que la tôle et les outils sollicités
D'autre part, si le travail ne nécessite pas toute la longueur de
En mode emboutissage le coulisseau fournit le tonnage
programmé dans la séquence ou
minimum des paramètres machines sont plus élevées que
celle de la séquence en cours.
La DNC arrête le cycle de descente du coulisseau lorsque
qu'elle constate que ce dernier est immobil isé mécaniquement
sur l'objet à travailler. Ce qui fait que la totalité de la force
programmée sera exercée sur ledit objet et par conséquent dans
les outils.
dans cette opération doivent être capables de supporter cette
force sans dommage.
pliage de la machine, il est indispensable de positionner
l'ensemble au milieu de la ma chine.
plus élevé si les pressions
PAGE 42 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 45

ENTRETIEN
Pour exécuter un pli en mode emboutissage:
effacer l'angle programmé (champ vide).
puis effacer les valeurs MEM de Y1 et Y2 (champs vides).
Le cycle s'effectuera normalement mais passé le point de contact tôle, la
DNC surveille le déplacement du coulisseau.
Dès que le coulisseau est arrêté et qu'il n'envoie plus d'informati on de
déplacement à la DNC, celle-ci considère que l'opération est terminée, le
temps de maintien en pression est exécuté et le cycle de remontée est activé
selon le mode choisi.
L'entretien de la commande numérique est limité à l'échange régulier des
filtres et au nettoyage de l'enveloppe.
Changement des filtres
Il est important de changer régulièrement (au minimum 1 fois par mois) les
filtres des ventilateurs de la commande numérique. Si cet entretien est
négligé, la commande numérique peut s'échauffer de manière exagérée et
provoquer des dysfonctionnements, parfois non réversibles.
Couper l'alimentation principal e.
Dévisser les 4 vis de la grille de protection.
Echanger le filtre.
Remettre la grille de protection.
Nettoyage de la DNC
Couper le courant
Nettoyer le clavier, la coque, le panneau arrière avec un chiffon
humide et du savon liquide (c'est ce qui va le m ieux !).
Sécher avec un chiffon propre et sec.
Ne jamais utiliser de produits à base d'alcool, ni de
solvants, (trichloréthylène, thinner, acétone, benzine, etc.).
DEFINITIONS PAGE 43
Page 46

FONCTIONS AUXILIAIRES
Les fonctions auxiliaires sont programmables et utilisables à des fins diverses
par les constructeurs.
Il est donc inapproprié d'en parler ici, veuillez vous informer auprès du
fabriquant de la machine pour en connaître les détails de fonctionnement.
FORCE ADMISSIBLE SUR LES MATRICES
La force admissible maximum est fixée lors de la programmation des outils.
Cependant en réalité, la force admissible maximum varie en fonction de
l'angle de pliage (et bien sûr des autres paramètres habituels).
La page de programmation matrice comporte 2 paires de champs qui
permettent d'adapter la sécurité.
Le cinquième champ permet de tester le résultat.
Lorsque seul le premier champ Ton/m est progra mmé, la limite de pression
est constante et invariable en fonction de l'angle.
__._° -> max 200.0 Ton/m
__._° -> max ___._ Ton/m
Test 90.0° = 200.0 Ton/m
Le champ Test, indique la force maximale admissible à l'angle programmé.
Lorsque les champs "angle ouvert"
programmés, le calcul de la force admissible est limitée selon le diagramme
ci-après.
et Ton/m de la même ligne sont
Sans indication spécifique du constructeur, on introduira la force maximale
admissible déjà connue et un "angle ouvert" de 90° (comme ci-dessous).
90.0° -> max 200.0 Ton/m
__._° -> max ___._ Ton/m
Test 60.0° = 115.5 Ton/m
Lorsque les 4 champs sont programmés, le calcul de la force admissible est
limité selon le diagramme ci-dessous. Le choix entre la méthode ci-dessus et
la méthode décrite dans ce paragraphe dépend des données connues et de la
décision de la personne qui introduit les données de la matrice.
90.0° -> max 200.0 Ton/m
30.0° -> max 45.0 Ton/m
Test 60.0° = 122.5 Ton/m
PAGE 44 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 47

FORCE PLIAGE
Page: PLI NUM
Si les données concernant la largeur, l'épaisseur, le sigma et les outils sont
connues, ce champ est automatiquement calculé. Il indique la force de pliage
(tonnage) nécessaire pour le pli.
Ce champ peut être reprogrammé à votre convenance. Toutefois si la valeur
introduite est supérieure à la sécurité des outillages, un message d'erreur est
généré dans le champ interactif. Ces contrôles de sécurité sont exécutés du
changement de mode de la DNC (voir Outils).
GAMME DE PLIAGE
GAMME DE PLIAGE AUTOMATIQUE
Le logiciel peut effectuer sur demande une recherche automatique de la
gamme des plis. Le résultat est conditionné par des "critères de simulation"
que l'opérateur peut introduire à sa convenance selon la pièce à produi re (voir
Critères de simulation).
Introduire les données de la pièce (voir le document Manuel d'utilisation).
Page PLI 2D, page PLI 3D.
Choisir les critères de simulation.
Positionner le curseur sur le champ SIMULE et sélectionner SANS
PLI IMPOSE.
Choisir CHERCHER ORDRE PLIAGE dans le menu Action.
Selon la complexité de la pièce, le logi ciel fournira une solution complète,
partielle ou pas de solution. Voir ci-après Mode DÉPLIAGE.
DEFINITIONS PAGE 45
Page 48

MODIFIER LA GAMME DE PLIAGE
Ci-dessus: situation initiale .
Situation désirée.
Cette opération se fait de préférence dans la page PLI 2D (avec une version
3D, il est possible de réaliser cette opération sur la page PLI 3D. Voir le
Manuel de référence 3D).
Sélectionner la séquence à modifier (touches
Placer le curseur sur le champ FACE et introduire de numéro de la
face qui doit être pliée (3).
PAGE 46 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
ou ).
Page 49

Placer le curseur sur le champ APPUI et introduire de numéro de
l'appui (4). Le logiciel propose les appuis possibles dans le champ
APP. PR.
Sélectionner SIMULER PLI dans le menu Action.
On constate que la séquence qui pliait la face choisie a été supprimée.
La séquence suivante plie la même face (PLI2).
Pas de changement, si nécessaire, changer l'appui.
Se "placer" dans la séquence à modifier PLI 3 avec les touches
ou
.
Placer successivement le curseur sur le champ FACE et introduire le
numéro de la face puis sur APPUI et introduire l'appui pour cette
séquence (dans cet exemple FACE 1 et APPUI 0).
Sélectionner SIMULER PLI dans le menu Action.
Procéder de la même manière pour d'autres plis ou pour imposer une
simulation.
Si vous maîtrisez bien la numérotation des faces et appuis, il n'est pas
nécessaire de simuler chaque pli. Il suffit a près avoir terminé l'introduction
pour chaque séquence de positionner le curseur dans le champ SIMULE, de
sélectionner AVEC PLI IMPOSE et de CHERCHER ORDRE PLIAGE
dans le menu Action.
DEFINITIONS PAGE 47
Page 50

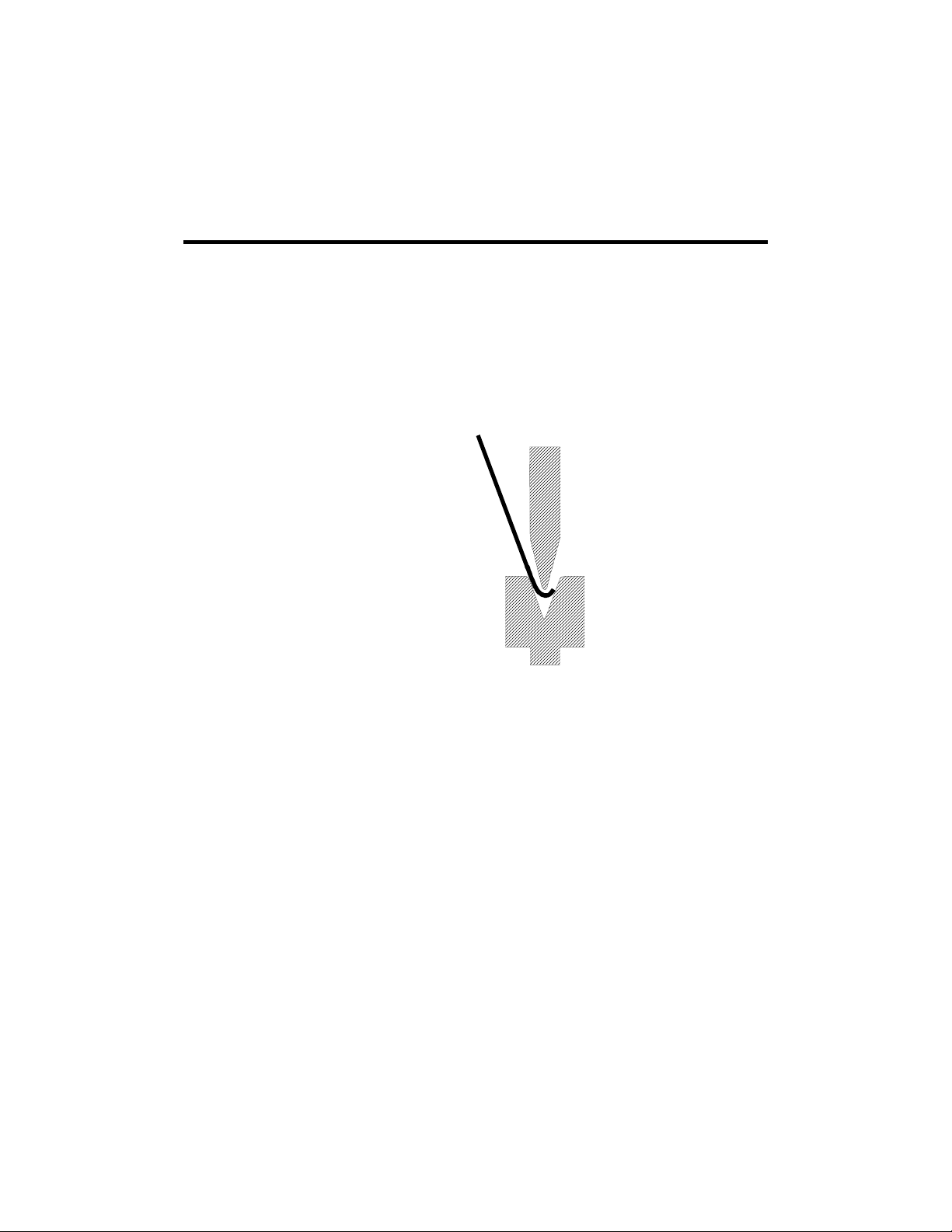
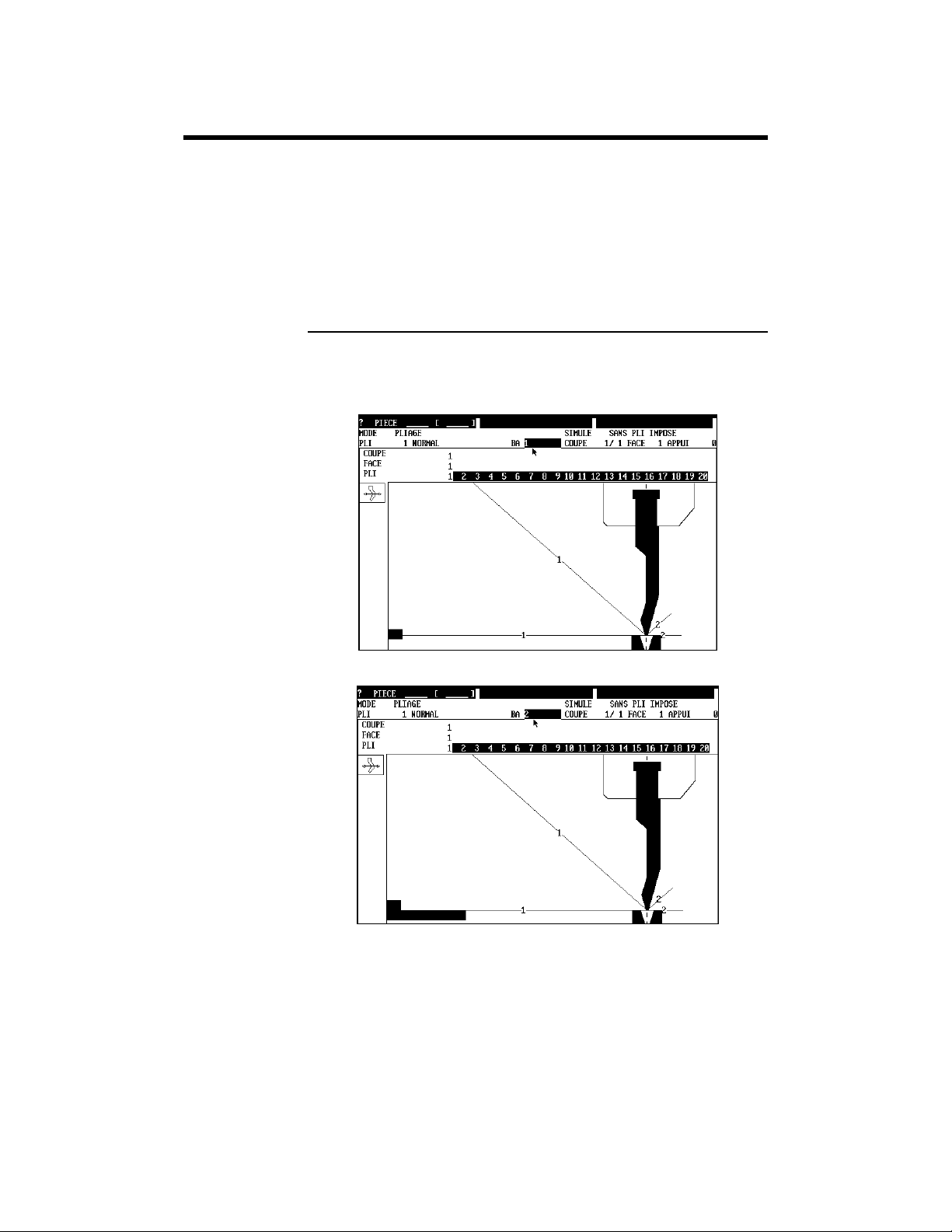
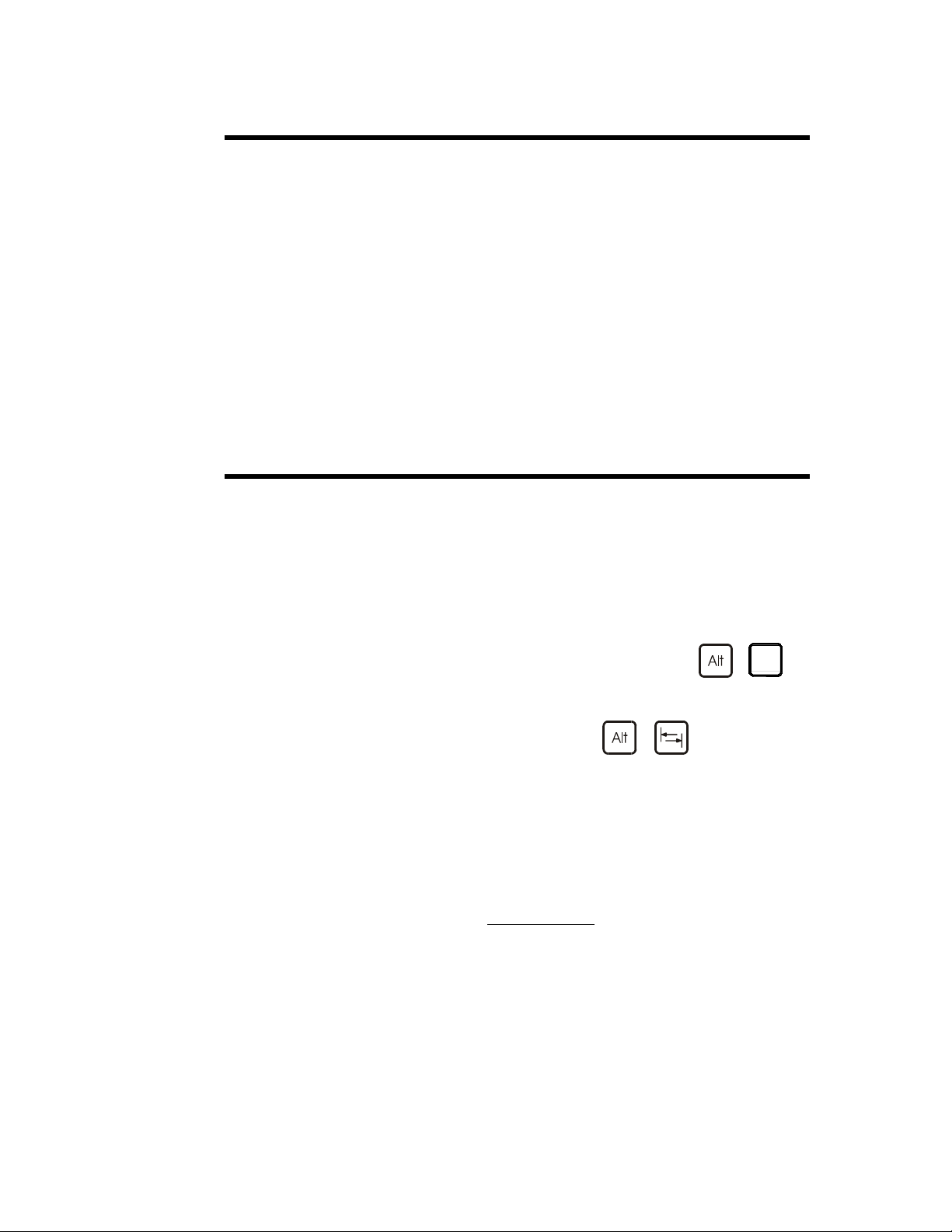
MODE DÉPLIAGE
Le mode dépliage est spécialement utile lorsque le logiciel ne trouve pas de
solution pour la gamme de pliage.
Le mode dépliage présente la pièce terminée, l'opérateur déterminera
manuellement la gamme de pliage de la même manière que décrit ci-dessus,
mais en commençant par le dernier pli vers le premier.
Ci-après un exemple simple qui fait que la pi èce touche le bâti de la table
avant le pli quelque soit la manière de mettre la tôle. La solution pour cette
pièce est de créer un pli intermédiaire, solution qui est décrite dans Plis
spéciaux. Ce chapitre montre simplement comment utiliser la fonction
dépliage.
ère
Dans la 1
figure, la pièce touche lors du dernier pli, dans la 2
pièce touche déjà au 2
ème
pli.
ème
figure, la
Ci-dessous se trouvent les données de la pièce (la hauteur de matrice est de
50 mm).
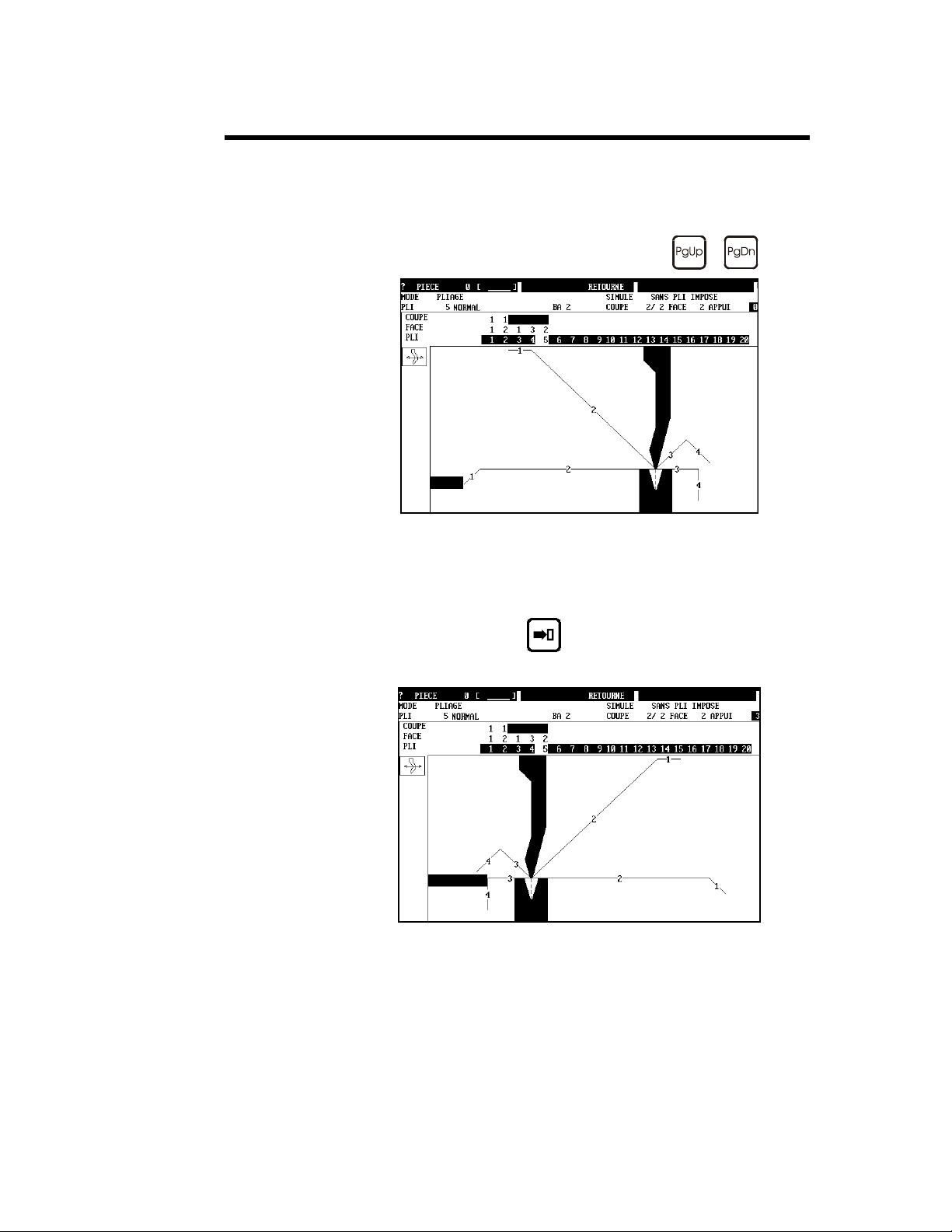
En page PLI 2D si l'on demande une recherche de l'ordre de pliage, le
message Solution non trouvée est affiché.
Sélectionner Mode Dépliage.
Le dernier pli est affiché, on remarque immédiatement la collision.
PAGE 48 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 51

Si une solution sans collision est affichée, presser la touche
voir si le logiciel fournit une solution. Si aucune solution n'est
proposée, c'est qu'il y a collision.
Programmer ou changer dans le champ FACE les différentes faces et
voir ce qu'il est possible de faire.
Presser la touche
Si le logiciel trouve une solution elle est immédiatement affichée,
ainsi que les autres faces possible (champ FACE PR = face
proposée).
En mode dépliage, les faces proposées sont affichées dans le champ
FACE PR. L'opérateur peut donc introduire une à une les faces proposées
dans le champ FACE pour voir le résultat.
pour se placer dans la séquence précédente.
et
GESTION DES PIECES
Pages: la plupart des pages.
Dans toutes les pages qui mentionnent le numéro de la pièce (champ PIECE
en haut à droite), la recherche, la mémorisation ou la suppression d'une pièce
est normalement possible.
Cette opération se fait dans la mémoire par défaut (généralement
INTERNE).
Cependant une autre mémoire peut avoir été sélectionnée comme mémoire
défaut. Dans ce cas, ces opérations se feront dans la mémoire désignée par le
périphérique actif (voir Périphériques actifs).
Il est possible d'effectuer ces opérations dans une m émoire autre que la
mémoire par défaut. Cependant cette possibilité n'existe que dans la page
LISTE PIECES ou page TRANSFERT.
Mémoriser, rechercher supprimer une pièce sur floppy ou réseau
Page LISTE PIECE
Placer le curseur dans le champ P IE CES ET GROUPE DANS
INTERNE.
Choisir le périphérique désiré.
DEFINITIONS PAGE 49
Page 52

Nombre de
pièces dans le
périphérique
en cours.
Périphérique
en cours
Ensuite appeler, mémoriser ou supprimer la pièce .
La plage autorisée pour la mémorisation des pièces va de 1 à 89'999.
Les numéros 90'000 à 99'999 sont réservés pour les groupes de pièces (voir
Groupes de pièces).
Pour faciliter la recherche, il est conseillé d'ajouter un code de dessin avant la
mémorisation (voir également Recherche de pièces selon critères et
Périphériques actifs).
Copier une pièce
Appeler la pièce à copier.
Si nécessaire changer de périphérique.
Programmer un autre numéro de pièce et mémoriser.
Marquer des pièces
Pour faciliter le transfert de pièces, il est possible de sélectionner dans le
périphérique courant les pièces que l'on désire transférer.
Une pièce "marquée" est désig n é e par une petite marque triang ulaire
regard du numéro.
Les pièces marquées sont reportées automatiquement dans la page
TRANSFERT où elles apparaissent dans la liste de transfert (voir Transfert
de données).
Pour marquer ou "démarquer" des pièces:
Curseur sur le numéro désiré.
Touche
Utiliser la commande EFFACER MARQUES du menu Action pour
effacer toutes les marques
ou clic pour marquer ou démarquer.
en
Remarque: Le marquage des pièces est limité à 48 pièces.
PAGE 50 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 53

GROUPES DE PIECES
Page: GROUPE DE PIECES via menu PIECE
Cette page permet de créer des groupes de pièces pour réaliser des ensembles.
Définitions
Un groupe est représenté par une liste de numéros de pièces et correspond
typiquement à un produit assemblé à partir de plusieurs pièces.
Une même pièce peut faire partie de plusieurs groupes.
Dans un groupe donné, une pièce peut être présente plusieurs fois.
Pendant l'exécution d'un groupe, les pièces s'enchaînent soit
automatiquement, soit sur ordre de l'opérateur (enchaînement manuel).
Il est possible de définir plusieurs groupes. Ces derniers doivent
impérativement être numérotés avec des nombres >90000.
A chaque groupe défini, on peut associer une "quantité demandée" et une
"quantité effectuée".
Les enchaînements:
1. Enchaînement automatique:
Les pièces sont produites dans la quantité et dans l'ordre où elles
apparaissent dans le groupe.
Les groupes sont produits les uns après les autres jusqu'à l'obtention de la
quantité demandée.
2. Enchaînement manuel:
Après chaque pièce produite, l'opérateur désigne explicitement la
prochaine pièce à produire.
Dans l'exemple ci-dessus la DNC exécute deux fois la pièce 1 (24031), puis
une fois la pièce 2(24033), et finalement cinq fois la pièce 3 (24034), pui s
recommence 56 fois.
2 x
24031
DEFINITIONS PAGE 51
56 x
1 x
24033
5 x
24034
Page 54

Pour créer un groupe de pièces:
Colonne PIECE, introduire le no de la pièce (la pièce doit exister).
Champ QUANTITE DEM. introduire la quantité d'ensembles désirés.
Champ QUANTITE EFF introduire la quantité d'ensembles
éventuellement déjà produits.
Mémoriser le groupe sous un numéro compris entre 90'000 et
99'999.
La touche de fonction DESSIN GR. (uniquement version 3D) affiche
graphiquement le contour des pièces (ce pour autant que ces pièces aient été
créées en 3D) formant le groupe.
Le champ ENCHAINEMENT PIECE AUTOMATIQUE indique à la DNC
quelle peut enchaîner automatiquement les pièces dans l'ordre décrit dans le
tableau (voir exemple ci-dessus).
Le champ ENCHAINEMENT PIECE MANUEL fait que la DNC effectue
le nombre de pièce spécifié dans le tableau puis à la fin de cette série affiche
la page GROUPE DE PIECES avec un curseur dans la colonne PIECE
(même en mode automatique). L'opérateur doit alors sélectionner une autre
pièce et presser la touche
112 x
24031
Le champ PROCHAIN GROUPE est uniquement un champ d'information
qui permet de spécifier à l'opérateur le prochain groupe de pièces à réaliser.
pour charger et exécuter ladite pièce.
56 x
24033
280 x
24034
Exemple de travail dans la page GROUPE DE PIECES
Editer un groupe qui se compose d'un ensemble de pièces (s'assurer
que toutes les pièces aient été préalablement définies).
Passe en mode automatiqu e
Si le groupe comporte une erreur, le message "GROUPE
INCOMPLET" est affiché.
Il est possible de choisir la première pièce à exécuter en positionnant
le curseur sur la pièce avant de presser la touche auto
Les touches semi-auto
l'exécution. Pour permettre la reprise de l'exécution conformément au
mode d'enchaînement, il faut mémoriser le groupe lors de
l'interruption (ce qui revient à conserver les quantités demandées et
effectuées).
.
et manuel interrompent
PAGE 52 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 55

INDEXER AXES
Page: INITIALISATION MACHINE ENC-DNC menu Action.
La fonction INDEXER AXE permet d'indexer ou de réindexer (si déjà
indexé) les axes.
Lorsque la DNC n'est pas indexée, cela a le même effet que de presser sur le
bouton Start
Si la DNC est déjà indexée, cela permet de réindexer les axes sans couper l e
courant. Dans ce cas la DNC demandera de confirmer l'opération. Assurezvous que le coulisseau se trouve en-dessous des index !
INFORMATIONS PIECE
Presque toutes les pages: Champ ? ou ! (situé dans le coin gauche de
l'écran).
Pour chaque pièce mémorisée, des commentaires et / ou des images peuvent
être annexées dans le but de fournir à l'opérateur des informations propres à
cette pièce.
De cette manière l'informati on est toujours disponible en permanence.
Deux possibilités principales sont offertes:
Texte
Uniquement du texte
Dans ce cas seule une petite fenêtre contenant le texte apparaî t.
pour indexer la DNC.
DEFINITIONS PAGE 53
Page 56

Texte et images
Texte et images
Dans ce cas une page complète apparaît.
Par cette voie, il est possible de visualiser des photos, des dessins ou
autres informations graphiques. Le logiciel reconnaît automatiquement
les formats de fichiers DXF, IGES et PCX. (voir Fichiers PCX ou
Fichiers DXF, IGES ci-après dans le même chapitre)
Voir les informations pièce
Déplacer le curseur sur le ? ou sur ! et presser la touche ou clic.
Lorsque une information est disponible, le champ ? se transforme en !
Il est possible de faire apparaître automatiquement la fenêtre
INFORMATIONS PIECES (uniquement s'il y a un commentaire inscrit) à
chaque fois que l'opérateur appelle une pièce. Pour ce faire, il faut
programmer dans les paramètres machi ne, à la page PREFERENCES, le
paramètre Affichage automatique des informations pièce à OUI.
Rédiger une information (texte seul)
Faire apparaître le fenêtre INFORMATIONS P IE CE (clic sur ?).
Clic sur VISUALISER et sélectionner EDITER (sur DNC: clé sur 2).
Sélectionner SIMPLE dans le champ à liste rotative.
Rédiger le texte. A la fin de chaque ligne, passer à la ligne suivante
avec la touche
Clic sur EDITER pour mettre en mode VISUALISER puis quitter.
.
PAGE 54 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 57

Programmer des info
et / ou des images
Rédiger une information (texte et images)
Cette procédure décrit comment accompagner une information d'images.
Dans la procédure décrite ci-dessous, on admet que les photos (dessins ou images)
ont déjà été créées et que l'on sait où elles sont stockées (voir également
Périphériques actifs).
Pour la création des photos numériques ou images etc., il faut vous reporter à la
documentation de l'appareil ainsi qu'au logiciel lié à cet appareil (appareil de photo
numérique, scanner etc.) ou au logiciel de dessin pour la création des informations
graphiques.
Il est recommandé de stocker les images sur un serveur (relié à la DNC par un
réseau) et non pas dans la mémoire interne de la commande numérique, car
les fichiers images occupent beaucoup de place.
Pour introduire des images:
Faire apparaître le fenêtre INFORMATIONS PIECE
Clic sur VISUALISER et sélectionner EDITER
(sur DNC: clé sur 2).
Sélectionner AVEC COMPLEMENTS dans le champ à liste rotative.
Rédiger le texte d'explication.
Positionner la clef sur 1 ou 0 ou clic sur EDITER et sélectionner
VISUALISER pour sécuriser le message.
DEFINITIONS PAGE 55
Page 58

Introduire sur une ligne le nom du fichier graphique (1 par ligne)
Avec ou sans caractères génériques (* ou ?) voir plus bas pour
explication sur les caractères génériques et l'endroit où le logiciel doit
aller chercher les fichiers images.
Dans l'exemple ci-dessus, >P256.PCX indique au logiciel qu'il doit
afficher l'image du fichier P256.PCX lors du premier appel de la page
INFORMATION PIECE.
Pour visualiser les images PLI3.PCX et PLI4.PCX, positionner le
curseur sur la ligne concernée et via le menu Action sélectionner
VISUALISER.
Clic sur EDITER pour mettre en mode VISUALISER puis quitter.
Le signe > indique que l'image qui suit sera affichée automatiquement.
Si le nom du fichier est indiqué seul, le logiciel ira le chercher dans le chemin
décrit par le périphérique désigné sous le champ COMPLEMENTS DANS.
(Voir Périphériques actifs.)
Si le chemin complet est fourni, le logiciel ignore le périphérique.
Les caractères génériques * et ? permettent de sélectionner plusieurs fichiers.
Pour les visualiser positionner le curseur sur la ligne et presser les touches
ou .
Par exemple *.PCX affichera tous les fichiers PCX qui se trouvent dans le
répertoire désigné par le chemin du périphérique images.
1= Ligne qui désigne le fichier à
visualiser.
2= Nom du périphérique où se
trouvent les fichiers.
3= Nom du fichier actuellement
visible à l'écran.
4= Numéro et nombre de fichiers
si les caractères * ou ? sont
utilisés.
PAGE 56 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 59

Exemple de lecture
d'un fichier DXF
Fichiers PCX
Le logiciel permet d'afficher des images en format PCX 16 ou 256 couleurs.
Vous pouvez utiliser par exemple un appareil de photos électronique et
visualiser ces photos ou d'autres dessins en mode bitmap fournit par un
scanner, ou logiciel graphique (format PCX).
Fichiers DXF ou IGES
Le logiciel reconnaît automatiquement les fichiers au format DXF ou IGES.
Seul les fichiers en 2D sont reconnus. Selon les logiciels qui créent ces
fichiers, il se peut que des parties de dessins soient ignorées ou supprimées
par notre interface.
Pour obtenir plus de renseignements sur les possibilités de lecture des
fichiers DXF ou IGES, consulter le manuel CYCAD qui décrit les
possibilités, compatibilités et limites d'interprétation.
DEFINITIONS PAGE 57
Page 60

INSERER UNE SEQUENCE
Page PLI NUM
Pour insérer une séquence:
Positionner le curseur dans le champ PLI, puis se positionner dans la
séquence que l'on veut insérer (par exemple 2) au moyen des touches
ou .
Sélectionner INSERER PLI (menu Action).
La séquence insérée prendra la place 2 dans notre exemple et déplacera la
séquence 2 en position 3. Une séquence insérée est vide.
Si l'on désire insérer une séquence en copiant son contenu, il faut procéder de
la même manière , mais il faut choisir COPIER UN PLI (menu Action).
Page PLI 2D
On utilisera cette possibilité par exemple pour effectuer un travail spécial
(Poinçonnage, façonnage, etc.) qui ne peut être représenté graphiquement.
En page PLI 2D, si l'on insère une séquence, celle-ci affiche toujours le
graphisme de la séquence précédente. La séquence insérée ne sera PAS
représentée graphiquement.
Une séquence insérée de cette manière est vide. Il faut aller dans la page
PLI NUM pour modifier les données de la séquence insérée.
Pour insérer une séquence:
Positionner le curseur dans le champ PLI, puis se positionner dans la
séquence que l'on veut insérer (par exemple 2) au moyen des touches
ou
Sélectionner INSERER PLI (menu Action).
La séquence insérée sera prendra la place 2 dans notre exemple et déplacera
la séquence 2 en position 3.
.
PAGE 58 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 61

L. PLIAGE
LANGUE
Pages: PIECE NUM, PLI NUM.
Longueur de pliage, parfois nommée "largeur de pliage", exprime la distance
entre les deux extrémités d'un pli.
Si la programmation de la pièce est faite dans la page PIECE NUM ou
PLI NUM, la longueur de pliage doit être introduite par l'opérateur.
Cette valeur est indispensable pour que le logiciel puisse a utomatiquement
calculer la pression, le bombage et, ou l'écarteme nt des axes (Z1 et Z2) de la
machine.
Avec la version 3D, et si la programmation est réalisée en 3D, cette valeur est
traitée automatiquement par le logiciel.
Pages: BIENVENUE ou PARAMETRES MACHINE
Le logiciel possède généralement plusieurs langues à choix.
La composition de ces langues varient selon la demande du constructeur.
Pour commuter de langue:
Appeler la page BIENVENUE.
Clé sur position 2.
Placer le curseur sur le champ LANGUE.
Presser la touche
rotative avec les langues à disposition.
Placer le curseur sur la langue choisie.
Valider la sélection avec la touche
DEFINITIONS PAGE 59
ou clic droit pour faire apparaître la liste
.
Page 62

LONGUEUR
Page: PIECE NUMERIQUE
Ce champ exprime la longueur d'une aile (Voir les exemples du Manuel
d'utilisation) et indique que l'on se trouve en mode L-alpha. C'est à dire que
l'on introduit une longueur, ensuite l'angle correspondant, la longueur
suivante, l'angle etc.
Parfois le croquis qui sert de base pour la réalisation de la pièce ne permet
pas de programmer facilement selon la méthode L-alpha. On peut commuter
la méthode de cotation en LU / LW au moyen de la liste rotative
LONGUEUR et programmer ainsi en coordonnées.
LW
LU
Il s'agit là d'une facilité qui n'est malheureusement pas normée. Le résultat
peut donc varier légèrement selon les cas.
LU
LW
LONGUEUR DEVELOPPEE
Pages: PIECE NUMERIQUE
Le calcul de la longueur développée est réalisé au moyen de l'action
CALCUL. Toutefois si l'on quitte la page PIECE NUMERIQUE ce champ
est automatiquement calculé.
La longueur développée est calculée selon la norme DIN 6935.
Pour obtenir ces normes, veuillez vous adressez aux organes compétents.
Ci-dessous se trouve un extrait de cette norme, extrait qui décrit les règles de
cotation utilisée pour les calculs de l'élongation.
PAGE 60 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 63

Des coefficients de correction du calcul de la longueur développée (Selon
DIN 6935), peuvent être programmés dans la page Matière des paramètres
machine (voir ci-après).
La liste rotative DIN, REEL indique si la valeur affichée est une val eur DIN
ou une valeur introduite par l'opérateur.
DIN
Si l'option DIN est sélectionnée, la longueur développée de la tôle est
calculée selon la norme DIN 6935 ou corrigée par le facteur de correction de
la matière (voir plus loin dans ce paragraphe).
REEL
Lorsque REEL est sélectionné, le champ L.DEV. autorise l'introduction de la
longueur réellement mesurée sur les pièces.
La différence entre le calcul DIN et la valeur imposée manuellement est
répartie proportionnellement dans les différentes faces.
Coefficient de correction de calcul DI N 69 35
Lorsque la norme DIN ne permet pas d'obtenir des calculs adaptés aux
situations réelles, le logiciel permet de programmer des coefficients de
correction.
La programmation des coefficients de corrections se fai t dans les paramètres
machine sur la page Matière.
Dix coefficients numérotés de 0 à 9 sont disponibles pour chaque type de
matière (Acier, Alu, Inox, Spécial 1, Spécial 2).
DEFINITIONS PAGE 61
Page 64

On introduit dans le champ K le coefficient de correction que l'on souhaite
appliquer à la norme DIN 6935. Non programmé, la valeur par défaut
correspond à 1.000.
Le facteur K corrige essentiellement le calcul DIN dans la zone de
déformation des plis (Le facteur K décrit ici n'est pas celui que l'on trouve
dans la formule DIN).
Une utilisation judicieuse de champ, permet de trouver une solution pour
chaque matière.
L'utilisation de ce type de correction se fait en sélectionnant la matière
(ACIER dans l'exemple ci-dessous) et en programmant le champ suivant
avec le numéro de la correction à appliquer (2 dans l'exem ple ci-dessous). Si
le facteur de correction est utilisé, le champ DIN affichera la valeur corrigée
avec le facteur choisi.
MEMOIRE LIBRE
Pages: LISTE PIECES, BIENVENUE
Indique à l'opérateur la quantité de mémoire libre à disposition, en % pour le
périphérique sélectionné.
PAGE 62 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 65

MODIFIER L'ORIGINE DES AXES
Page: INITIALISATION MACHINE-DNC/ENC
Généralités:
Cette page permet de modifier l'origine des axes de la machine, de consulter
la position des axes (champ POSITION), des index (champ INDEX) et des
fin de courses (champs FDC+ et FDC-).
La seconde partie de la page concerne l'effacement des mémoires. Elle est
traitée dans le chapitre Effacement des mémoires.
On entend par "modification d'origine" (nommée également "set d'un axe" )
le fait d'imposer une valeur (à l'instant de l'opération) dans le compteur
électronique de position de la commande num érique. Cette opération est
utilisée pour faire correspondre la position mécanique de l'axe avec la
position du compteur électronique.
Cette procédure se fait généralement pour les axes de butées ou axes
auxiliaires. Pour le coulisseau, cette dernière s'exécute automatiquement lors
de l'indexation du coulisseau.
Le set d'un axe est le plus souvent utilisé pour corriger un décalage de la
butée arrière. C'est à dire faire en sorte que lorsque l'axe X indique 0.00 dans
le compteur de position, la butée se trouve exactement sur la ligne de pliage
(cette définition est valable pour la butée de type APPUI).
Si ce changement est temporaire (causé par un outil décalé par exemple), il
est recommandé d'utiliser les corrections plutôt que le set de l'axe.
Attention: certains constructeurs équipent la butée arrière d'un index.
Dans ce cas la modification d'origine de l'axe n'aura qu'un effet limité jusqu'à
la prochaine indexation.
Si vous devez modifier durablement l'origine d'un axe indexé, veuillez
contacter le constructeur de la machine.
Si la modification d'origine est incorrecte, cette opération peut
endommager la machine et/ou les outils. L'axe peut par exemple entrer en
collision mécanique avec un autre élément.
Dans le moindre des cas, les pièces produites seront inexactes.
Le set d'un axe doit donc être exécuté avec précaution. Celui qui effectue
cette opération doit en connaître exactement les conséquences.
DEFINITIONS PAGE 63
Page 66

Pour modifier l'origine des axes, procéder comme suit:
Contrôler que l'axe concerné n'est plus en mouvement.
Passer la commande numérique en mode programmation.
Accéder à la page INITIALISATION MACHINE.
Clé en position 3.
Placer le curseur sur l'axe désiré dans la colonne DEMANDEE.
Introduire la nouvelle position.
Menu Action: sélectionner VALIDER.
La nouvelle position est visible dans la colonne POSITION.
Pour contrôler la nouvelle origine de l'axe on peut procéder comme suit:
Rester sur la page INITIALISATION MACHINE.
Passer la commande numérique en mode manuel.
Placer le curseur sur l'axe désiré, dans la colonne DEMANDEE.
Introduire une valeur à atteindre.
OUTILS
Presser sur la touche
L'axe doit se déplacer jusqu'à la position demandée.
Contrôler le résultat et corriger si nécessaire.
Lors de la création d'une pi èc e , on peut composer ses paires d'outils comme
on le désire, composition valable pour toute la pièce, ou différente pour
chaque pli. Cependant lors de l'exécution de la pièce, les outils sélectionnés
doivent se trouver dans la mémoire pointée par le périphérique actif
(voir Périphériques actifs).
Comme pour les autres données, il est possible de stocker les outils ailleurs
que dans la mémoire INTERNE du logiciel.
du panneau avant.
PAGE 64 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 67

PROGRAMMATION DES POINÇONS
Page: PROGRAMMATION POINÇONS
Trois formes de base sont disponibles pour la programmation. Ces formes se
sélectionnent dans le champ TYPE (0, 1 ou 2)
0 1 2
Lorsque toutes les données d'un poinçon sont programmées, l'outil apparaît
en bleu.
Lorsque l'outil de base est affiché, il est reconnaissable par sa couleur brune.
Lorsque un outil est programmé, il se peut alors que la position de certaines
cotes soient difficiles à définir. Pour visualiser la forme de base prédéfinie, il
suffit de cliquer dans la pe tite ca se ( D ou E) sit u ée en haut du dessin. L'outil
prend alors sa forme de base reconnaissable par sa couleur brune.
Accéder à la page PROGRAMMATION POINÇONS
Définir le type de poinçon de base pour la programmation dans le
champ TYPE.
Indiquer dans le champ INVERSE, si le poinçon est inversé.
Compléter les autres données de dimensions et de sécurités.
Choisir si nécessaire le périphérique (champ DANS) dans lequel vous
désirez mémoriser cet outil.
Inscrire le nom (numérique ou alphanumérique) du poinçon dans le
champ POINÇON.
Mémoriser le poinçon.
Si le message interactif EXISTE apparaît, c'est qu'un poinçon existant
dans ce périphérique porte déjà le même nom, il faut donc choisir un
autre nom pour cet outil ou le supprimer et le remémoriser.
DEFINITIONS PAGE 65
Page 68

Quelques définitions des champs d e cette page
REF
FORCE LINEAIRE <
COLLISION EN
PROFONDEUR
AUTORISEE
SECURITE XS
Ce champ indique au logiciel si la face d'appui
du poinçon est la cote H1 ou H2.
Ce choix doit être identique pour tous les
outils de cette machine.
La hauteur H1 ou H2 choisie comme référence
doit être le plus exacte possible. De cette
information dépend le résultat de pliage.
Le choix H1 ou H2 dépend de la
construction de la machine. Ce choix est donc
imposé par le constructeur. Il est impératif de
respecter ce choix, sans quoi il y a un risque de
collision et de dommage aux outils.
Cette valeur indique la force maximum que
supporte l'outil. Si le calcul de pression de la
pièce en cours dépasse cette valeur et que la
longueur de pliage est connue, un message
interactif en informe l'opérateur.
Si NON (défaut) la DNC effectue un test de
collision en profondeur (voir Collision
profondeur autorisée), l'opérateur devra valider
la "collision" si nécessaire, cas par ca s d an s la
page OUTILS PLI. Si OUI cette autorisation
est implicite pour cet outil.
Interdit à l'axe X de dépasser cette lim ite (pour
éviter une collision avec le poinçon en cours de
pliage par exemple).
Sécurité XS poinçon
XS
XS
Sécurité XS matrice
PAGE 66 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 69

PROGRAMMATION DES MATRICES
Page: PROGRAMMATION MATRICES
Lorsque toutes les données d'une matrice sont programmées, l'outil apparaît
en rouge.
Lorsque l'outil de base est affiché, il est reconnaissable par sa couleur brune.
Lorsque un outil est programmé, il se peut alors que la position de certaines
cotes soient difficiles à définir. Pour visualiser la forme de base prédéfinie, il
suffit de cliquer dans la pe tite ca se ( D ou E) sit u ée en haut du dessin. L'outil
prend alors sa forme de base reconnaissable par sa couleur brune.
Accéder à la page PROGRAMMATION MATRICES
Indiquer dans le champ INVERSE, si la matrice est inversée.
Compléter les autres données de dimensions et de sécurités.
Inscrire le nom (numérique ou alphanumérique) de l'outil dans le
champ MATRICE.
Mémoriser la matrice. Si le message inte ra c tif EXISTE apparaît, c'est
qu'une matrice existant dans ce périphérique porte déjà le même nom,
il faut donc choisir un autre nom pour cet outil et le mémoriser.
Quelques définitions des champs d e cette page
Hauteur H La hauteur H doit être le plus exacte possible.
De cette information dépend le résultat de
pliage.
Ve
RAYON r
Largeur du V de pliage. Selon la cotation
définie dans le dessin ci-dessous.
Rayon de la matrice selon de croquis ci-dessous.
DEFINITIONS PAGE 67
Page 70

FORCE LINEAIRE <
COLLISION EN
PROFONDEUR
AUTORISEE
SECURITE XS
Cette valeur indique la force maximum que
supporte l'outil. Si le calcul de pression de la
pièce en cours dépasse cette valeur et que la
longueur de pliage est connue, un message
interactif en informe l'opérateur.
Si NON (défaut) la DNC effectue un test de
collision en profondeur (voir Collision
profondeur autorisée), l'opérateur devra valider
la "collision" si nécessaire, cas par ca s d an s la
page OUTILS PLI. Si OUI cette autorisation
est implicite pour cet outil.
Interdit à l'axe X de dépasser cette lim ite (pour
éviter une collision avec le poinçon en cours de
pliage par exemple).
XS
SECURITE RS
Interdit à l'axe R de se déplacer dans cette zone.
Si cela est nécessaire, la butée effectuera un
dégagement avant de se déplacer.
RS
PAGE 68 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 71

MODIFIER UN OUTIL
Pages: PROGRAMMATION POINÇONS ou MATRICES
Si l'on modifie un outil et spécialement la hauteur (ce qui modifie le calcul de
la position du coulisseau) il faudra impérativement relancer le calcul
(CALCUL) à chaque fois que l'on appelle une pièce qui utilise cet outil. Il
faudra éventuellement refaire la recherche de la suite des plis.
Pour modifier un outil:
Appeler la page PROGRAMMATION POINÇON ou MATRICE.
Rechercher l'outil à modifier.
Supprimer l'outil.
Modifier les valeurs désirées.
Mémoriser l'outil sous le même nom.
POSITION DES OUTILS
Page: MONTAGES OUTILS ou POS OUTILS
La description du montage d'outil est décrit en détail dans le document
Manuel d'utilisation, veuillez vous y référer.
Si vous installez plusieurs postes de travail, vérifier qu'il soit possible de
travailler avec ces outils sans ri sque de collision ou dégâts.
LISTE POINÇONS / LISTE MATRICES
Cette page permet de visualiser la liste des poinçons ou matrice avec leurs
principales caractéristiques.
DEFINITIONS PAGE 69
Page 72

PARAMETRES MACHINE
Pages: PARAMETRES MACHINE
Ces pages contiennent les paramètres nécessaires au fonctionnement de votre
machine. Il est très important d'en avoir une copie sauvegardée sur disquette
(voir Transfert de données). En cas de problèmes, vous économiserez
beaucoup de temps s'il fallait les réintroduire.
En auc un cas les paramètres machine ne doiven t être modifiés sans
l'accord et le support du fabriquant de la machine.
Une programmation erronée peut cau ser d ' importants dégâts au
matériel ou rendre la machine dangereuse.
PCV
Page: PLI NUM.
Le point de changement de vitesse (PCV) est une distance exprimée en
millimètres à partir du point de contact tôle.
Il définit l'endroit auquel le coulisseau passera de la vitesse d'approche en
vitesse de pliage.
Cette possibilité est utilisée lorsque l'on souhaite avoir une longue et lente
approche de la tôle pour un travail spécifique.
Non programmé, ce point est automatiquement calculé pour que le coulisseau
ait commuté en vitesse de pliage avant l'arrivée au point de sécurité.
PCV
PAGE 70 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 73

Si on approche la tôle comme dans la figuration ci-dessus, le poinçon
atteindra la surface de la tôle en grande vitesse. En modifiant le PCV , la
commutation peut être ajustée de manière à aborder la tôle en vitesse de
pliage.
PERIPHERIQUES ACTIFS
Page: BIENVENUE.
But:
Cette fonction permet de choisir le périphérique qui contient l'information
désirée et ceci séparément pour les paramètres machine, les pièces, les outils,
les fichiers CAD et les fichiers compléments de la page information pièce.
Elle offre une multitude de combinaisons spéciale ment appréciée sur une
station de travail PC. En effet au travers de ces choix, l'opérateur PC pourra
facilement gérer plusieurs machines.
La compréhension de cette notion est importante, car sa flexibilité permet
une grande diversité de choix.
Définition:
Le périphérique actif est le périphérique dans lequel le logiciel va li re,
chercher, sauvegarder ou supprimer des données. Les périphériques actifs
sont désignés dans la page BIENVENUE.
Dans certaines pages, un autre périphérique peut être temporairement
sélectionné pour une opération (par ex. LISTE DE PIECE,
PROGRAMMATION POINCON / MATRICE, TRANSFERT).
DEFINITIONS PAGE 71
Page 74

PERIPHERIQUES ACTIFS MACHINE
Lorsque l'on change de périphérique dans le champ MACHINE,
automatiquement PIECES, POINCONS et MATRICES sont redirigés sur
le même périphérique. Cette fonction permet l'opérateur PC de gérer
facilement plusieurs machines.
Pour les changer indépendamment l'un de l'aut re, il suffit d'aller les modifier
après coup.
Les périphériques FICHIERS CAD et COMPLEMENT ne sont pas
modifiés automatiquement, car ils sont situés généralement sur un réseau et
font souvent l'objet d'un "classement spécifique" dans un ou plusieurs
répertoires.
En modifiant de cette manière le périphérique MACHINE, l'environnement
du logiciel "devient" celui d'une autre machine. Il est donc aisé de simuler
des pièces pour différentes configurations de presses plieuses.
D'autre part, de plus en plus vous trouverez des disquettes contenant des
exemples de pièces spéciales (fournies par CYBELEC ou par le constructeur
de la machine) et dont la réalisation a nécessité un environnement spécial
(Outils par exemple). Avec cette possibilité vous pouvez donc facilement
visualiser ces démonstrations avec tout le contexte machine dans lequel elles
ont été créées.
Sur une commande numérique, il est évidement possible de travailler avec la
machine uniquement lorsque le champ MACHINE est commuté sur
INTERNE.
Si un autre périphérique est utilisé pour visualiser une pièce de démonstration
par exemple, il sera tout de même possible de commuter la DNC en mode
semi-auto ou auto. Cependant le message ENC NON CONNECTEE
apparaîtra et il ne sera pas possible de travailler avec la machine.
Pour réactiver le périphérique machine INTERNE, il faut:
Sélectionner MACHINE INTERNE
Initialiser l'ENC en choisissant INIT ENC menu Action.
PERIPHERIQUES ACTIFS PIECES
Sélectionne le périphérique par défaut dans lequel les opérations de
recherche, mémorisation et suppression de pièces sera effectuée.
PERIPHERIQUES ACTIFS POINCONS / MATRICES
Sélectionne le périphérique par défaut dans lequel les opérations de
recherche, mémorisation et suppression des poinçons et matrices seront
effectuées.
Il faut évidement que les outils spécifiés dans la pièce en cours soient
disponibles dans le périphériques adressé, sans quoi le logiciel fournira un
message d'erreur.
PAGE 72 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 75

PIECE PARAMETRIQUE
Fonction:
Possible uniquement en mode 2D.
Permet la modification simple et rapide d'un profil donné et répété en
programmant uniquement des paramètres prédéfinis.
Sur la base d'une pièce crée en PIECE NUMERIQUE, l'opérateur aura accès
aux modifications de la pièce, mais uniquement sur des paramètres qui auront
été définis avec des valeurs minimum et maximum dans la pièce
paramétrique. L'activation ou la désactivation de cette fonctionnalité
nécessite la clé en position 3.
Activation de la fonction
Pièce paramétrique
Atteindre les PARAMETRES MACHINE.
A l'aide des touches
dessus et sélectionner l'option OUI en regard du champ Pièce
paramétrique.
et , afficher la fenêtre présentée ci-
Créer une pièce paramétrique
Pour créer une pièce paramétrique, on procédera comme suit:
1. Création de la pièce numérique de manière normale.
2. Définition des paramètres.
3. Activation des paramètres.
4. Mémorisation de la pièce.
5. Travail avec la pièce paramétrique.
DEFINITIONS PAGE 73
Page 76

Pas à pas:
Exemple d'un profil.
Presser la touche de fonction PIECE (
) et
sélectionner PIECE NUMERIQUE.
Ci-après, un profil type de pièce qui sera souvent fabriqué, mais dont
certains paramètres doivent être modifiés en fonction de la demande.
Presser la touche de fonction PIECE
et sélectionner
PARAMETRES PIECE NUM comme ci-après.
La fenêtre suivante s'ouvre:
Les paramètres A à H
sont les 8 paramètres
qui pourront être
modifiés par la suite.
Colonnes:
Légende: permet de
décrire brièvement le
paramètre modifiable.
Min, Max Typique
permettent de fixer des
limites et une valeur
par défaut.
PAGE 74 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 77

Décider et remplir les champs des paramètres que vous souhaitez
rendre modifiables.
Associer les paramètres définis aux différentes faces, angles que vous
souhaitez changer. En ouvrant la liste des choix, sur le champ
concerné, choisir le paramètre variable qui sera associé à ce champ.
Clic droite ou
pour
sélectionner le
paramètre à associer à
la face.
Par exemple:
Face 1 associée au paramètre A
Faces 3, 5 et 6 associées au par a mètr e B
Face 4 associée au paramètre C
Angle face 2 associé au paramètre D
Après avoir terminé la définition des param ètres, il convient de les activer, de
manière à rendre la pièce paramétrable.
Activer les paramètres. PARAMETRES: ACTIFS
Presser la touche PIECE
et choisir PIECE NUMERIQUE.
DEFINITIONS PAGE 75
Page 78

La page pièce numérique est maintenant changée, seuls les paramètres
définis précédemment sont affichés et modifiables.
Travail avec une pièce paramétrique
Comme pour une pièce normale, positionner le curseur sur le champ
VALEUR du paramètre que l'on désire modifier.
Sur le dessin du profil, un cercle indique la face associée à ce
paramètre. Entrer la nouvelle valeur et quitter le champ.
Le système recalcule automatiquement le nouveau profil ainsi que la
nouvelle longueur développée.
Si vous désirez changer d'autres valeurs, ou modifier le profil de la pièce. il
faut désactiver la fonction PARAMETRES dans la page PARAMETRES
PIECE NUM.
PAGE 76 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 79

PLI
EN FOND DE MATRICE
Voir Emboutissage.
FINAL
Voir Plis spéciaux.
INTERMEDIAIRE
Voir Plis spéciaux.
SEQUENCE SANS PLI
Page: PLI NUM
Il peut être utile pour l'opérateur de créer une séquence qui ne réalise pas de
pli, mais exécute uniquement un déplacement d'axe ou de fonction auxiliaire,
sans mouvement du coulisseau.
Insérer une séquence supplémentaire pour cette opération (voir
Insérer une séquence).
Page PLI NUM, dans la séquence désirée, supprimer l'angle et
programmer une valeur Y1/Y2 supérieure à celle du point de contact
tôle.
Lors de l'exécution de la pièce les axes et fonctions auxiliaires se
positionneront comme norm a lement, mais lorsque l'opérateur donnera un
ordre de descente, le coulisseau ne descendra pas. Si la DNC se trouve en
mode automatique, la séquence suivante sera affichée, les axes se
positionneront aux nouvelles valeurs et le coulisseau sera en att ente d'un
ordre de descente comme d'habitude.
Dans le cas ou le coulisseau ne descendrait pas et que l'opérateur à
programmé directement les valeurs Y1-Y2, il faut vérifier que ces valeurs ne
sont pas supérieur au point de contact tôle.
DEFINITIONS PAGE 77
Page 80

PLIS SPECIAUX
Page PLI 2D
Pour réaliser certaines pièces, il peut être nécessaire d'utiliser des plis
spéciaux.
Certains types de plis sont traités par le logiciel.
Sont à disposition les choix suivants:
NORMAL Pli conventionnel, sans spécialité.
PRELIM. Désigne le pli courant comme pli préliminaire.
FINAL Désigne le pli courant comme pli final,
c'est-à-dire qu'il termine un pli désigné
auparavant comme préliminaire.
REDRESSE A n'utiliser que dans la page PLI NUM.
Cette option a un caractère purement indicatif,
c'est-à-dire qu'elle informe l'opérateur qu'il s' agit
d'un pli redressé. Le logiciel ne réagit pas d'une
façon particulière à ce choix.
APLATI Même remarque que pour le pli redressé.
FICTIF Même remarque que pour le pli redressé.
PAGE 78 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 81

Page PLI NUM
PLI PRELIMINAIRE / FINAL
Afin d'illustrer l'utilisation du pli préliminaire et du pli final, nous utiliserons
un exemple simple d'une pièce en S.
Typiquement cette pièce n'est pas réalisable sans pli préliminaire.
Programmer les données suivantes:
Page PLI 2D
En page PLI 2D, il faut imposer manuellement l'ordre de pliage, puisque
sans pli préliminaire, cette p iè ce n'est pas réalisable.
DEFINITIONS PAGE 79
Page 82

Procéder comme suit:
Curseur sur FACE, introduire 1
Le logiciel indique les appuis possibles (APP. PR. 0 5 sur la
première ligne).
Curseur sur APPUI, introduire l'un des appuis proposés (0).
Presser
Positionner le curseur sur le numéro (2) du champ PLI
Sélectionner la fonction INSERER PLI (via le menu Action), pour
insérer la séquence de pli préliminaire.
On constate que la séquence des plis comporte maintenant 5 plis (voir
également Insérer une séquence dans ce manuel).
PAGE 80 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 83

Changer la liste rotative NORMAL en PRELIM.
Dans le nouveau champ ___._°, introduire l'angle préliminaire désiré
(135.0° dans l'exemple).
Curseur dans le champ FACE, introduire la face (2) du pli
préliminaire.
Curseur dans le champ APPUI, introduire une des faces proposées
(1 dans l'exemple).
Sélectionner la fonction SIMULER PLI (via le menu Acti on), pour
voir le pli.
Presser
pour passer au 3
ème
pli.
Curseur dans le champ FACE, introduire la face (4) du pli courant.
Curseur dans le champ APPUI, introduire une des faces proposées
(5 dans l'exemple).
Sélectionner la fonction SIMULER PLI (via le menu Acti on), pour
voir le pli.
Presser
DEFINITIONS PAGE 81
Page 84

Curseur dans le champ FACE, introduire la face (3) du pli courant.
Curseur dans le champ APPUI, introduire une des faces proposées
(4 dans l'exemple).
Sélectionner la fonction SIMULER PLI (via le menu Action), pour
voir le pli.
Presser
pour le dernier pli.
Dans ce pli, l'on termine le pli préliminaire. Il faut donc indiquer au logiciel
qu'il s'agit d'un pli final, et lui indiquer le pli (la face) correspondant.
Changer la liste rotative NORMAL en FINAL.
Curseur dans le champ FACE, introduire la face (2) du pli
préliminaire.
Curseur dans le champ APPUI, introduire une des faces proposées
(1 dans l'exemple).
Sélectionner la fonction SIMULER PLI (via le menu Action), pour
voir le pli. La pièce est terminée.
Quelques remarques concernant cet exemple.
Il est possible de changer également le type de butée.
Plusieurs plis "préliminaire" / "final" peuvent se trouver dans la même
coupe ou pièce.
PAGE 82 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 85

Astuce Si vous avez oublié d'insérer la séquence de pli préliminaire et qu'il vous
"manque" à la fin la séquence pour le pli final, il n'est pas nécessa ire de
recommencer. Vous pouvez insérer une séquence à la fin de la pièce en
procédant comme su it:
Se positionner sur la dernière séquence (si ce n'est pas déjà le cas) au
moyen de la touche
.
Placer le curseur sur le champ PLI (dans cet exemple 4) et
introduire 5.
Sélectionner la fonction INSERER PLI (via le menu Action).
Astuce Lorsque l'on doit exécuter un profil en U dont les ailes sont très hautes, il faut
généralement faire un pli préliminaire qui sera ensuite "redressé".
Procédez comme suit :
Page PIECE NUM, programmer 2 longueurs qui correspondent à la
moitié du segment sur lequel devra se faire le pli préliminaire.
Programmer un angle de -180.0° pour le pli redressé.
En page PLI 2D insérer un pli préliminaire à 135° et sur la dernière
séquence un pli FINAL (comme décrit précéde mment).
Remarque: en page PLI 2D le dessin se trouve inversé, c'est un
problème connu et non corrigé à ce jour.
En page PLI NUM corriger l'angle 180° par une valeur < à 180° pour
compenser le retour élastique.
Si vous ne faites pas cette opération, la valeur calculée de Y est égale
au PCT, et dans ce cas la DNC voit cette séquence comme une
séquence sans pli. Voir Séquence sans pli.
DEFINITIONS PAGE 83
Page 86

PMH
Page: PLI NUM.
Le point mort haut (PMH) est une distance exprimée en millimètres à partir
du point de contact tôle. Il définit l'endroit auquel le coulisseau s'arrêtera lors
de son cycle de remontée.
Le point mort haut est calculé automatiquement lorsque que l'on effectue une
recherche automatique de la gamm e de pli. Cependant l'opérateur reste libre
de modifier cette valeur dans la page PLI NUM.
Si aucune valeur n'est programmée, le coulisseau remontera à la distance
maximale de sa course définie dans les paramè tres machine.
Le coulisseau n'ira pas plus haut que le point mort haut maxi mum (FDC+)
programmé dans les paramètres machine.
PROGRAMMATION D'UN PROFIL
Voir les exemples du Manuel d'utilisation.
PROGRAMMATION PENDANT LE TRAVAIL
Les DNC 80 / 800 / 880S / 900 / 1200 / ModEva permettent de programmer
la commande numérique pendant le travail.
A cet effet, il faut:
Programmer le paramètre machine Programmation pendant le travail
(page Preferences) = OUI.
Passer en mode automatique: la LED de la touche
travaille en mode automatique. L'opérateur peut plier.
PAGE 84 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
est allumée, la DNC
Page 87

Double mode
Passer en double mode en pressant la touche programmation .
La LED auto reste allumée et la LED de la touche programmation est
également active.
Dès lors il est possible d'utiliser la commande numérique pour programmer
alors que la machine peut continuer d'exécuter la pièce qui était en cours.
Toutes les fonctions de programmations sont accessibles. Mémoriser,
rechercher, supprimer, transférer, etc.
Revenir en mode simple
Depuis le double mode (visualisé par les deux LEDs Automatique et
Programmation allumées simultanément) presser soit la touche
Programmation: Dans ce cas la pièce en cours d'édition est affichée
soit
Automatique: La pièce en cours d'exécution est affichée.
PROGRAMMER SUR PAGE PLI NUM
Pour programmer un profil en page PLI NUM, procéder comme suit:
Appeler la page PLI NUM
Effacer la mémoire de travail.
(choix EFFACER PIECE dans le menu ACTION)
Introduire l'épaisseur, le sigma et le ty pe de matière.
Curseur dans le champ POINÇON. Presser la touche
droit pour faire apparaître la liste des poinçons et choisir le poinçon
désiré et valider avec la touche
Curseur dans le champ MATRICE. Presser la touche
droit pour faire apparaître la liste des matrice s et choisir la matrice
désirée et valider avec la touche
Introduire l'angle souhaité.
Introduire la cote de la butée arrière.
Introduire les cotes des autres axes (R, Z, etc..).
Introduire les autres fonctions de la séquence (Force de pliage, PMH,
PCV, Attentes axes, etc...)
Pour créer une deuxième séquence. Sélectionner COPIER PLI dans
le menu Action. Cette opération copie la séquence courante dans la
séquence suivante avec les mêmes valeurs. Il suffit de modifier les
valeurs de la nouvelle séquence et de répéter l'opérati on pour les
séquences suivantes.
Voir également les exemples du Manuel d'utilisation.
.
.
ou clic
ou clic
DEFINITIONS PAGE 85
Page 88

Q.DEM. ___ EFF.___
Page: PLI NUM
Ce champ est un compteur de pièces. Lorsque le logiciel fonctionne sur une
commande numérique ce compteur affiche le nombre de pièces effectuées.
Pour activer ce compteur:
Introduire le nombre de pièce désiré dans le champ Q.D
et
La quantité déjà effectuée dans le champ E
pièce n'a été crée.
Dès qu'il y aura égalité des valeurs, la commande numérique fournit un
signal. Selon le constructeur ce signal est traité ou non pour arrêter le cycle
de la machine.
Les valeurs de ce compteur ne sont pas mémorisée avec la pièce. Il faudra
donc changer ou effacer ces valeurs lorsque l'on appelle un nouvelle pièce.
Pour annuler le comptage, effacer le champ Eff.
EM.
FF. ou la valeur 0 si aucune
QUITTER LE LOGICIEL
Pour éteindre la machine procéder comme suit:
Par mesure de sécurité:
descendre le coulisseau dans les outils ou sur des cales (plots) de bois
ou métal.
Arrêter le moteur principal.
Appuyer sur MENU
Valider avec la touche
Dans la nouvelle fenêtre, sélectionner TERMINER.
Valider avec la touche
Attendre que l'écran de la DNC devienne noir et donne le message
EXECUTION TERMINATED.
Sous Windows, la DNC quittera Windows automatiquement et
donnera un message lorsque le système est prêt pour couper le courant.
Couper le courant de la DNC ou de la machine.
Sur PC procéder de la même manière ou :
et sélectionner QUITTER.
.
.
Presser simultanément les touches
après Alt).
Clic dans TERMINER.
PAGE 86 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
et (F1 légèrement
Page 89

RAYON INTERNE
Pages: PIECE NUM, PLI NUM
Le rayon interne est calculé automatiquement en fonction de l'épaisseur de la
tôle et des outils. Ce rayon calculé n'est valable que pour des plis en l'air.
Si le rayon du poinçon est supérieur au rayon interne naturel de la tôle, c'est
celui du poinçon qui prime.
Il est possible d'imposer le rayon afin d'adapter le calcul de la longueur
développée et le calcul de la position des butées au mieux pour une matière
particulière. A cet effet:
Ri
Programmer le rayon dans le champ concerné.
Programmer le champ CR à 1.
RECHERCHE DE PIECES SELON CRITERES
Page: RECHERCHE PIECE/CRITERES
Cette page permet de rechercher des pièces stockées dans le périphérique
sélectionné dans le champ LISTE PIECES ET GROUPES DANS .
Les critères de sélection peuvent être combinés. Lorsque 2 ou plusieurs des
critères listés ci-dessous sont définis, la pièce recherchée doit satisfaire à
chacun des critères programmés. Il s'agit d'une condition ET (l'un et l'autre
des champs.....).
Critères de recherche Sont utilisés comme critères de recherche: la date de mémorisation, le
numéro de pièce, l'épaisseur de la matière, le numéro de plan (dessin), la
longueur de pliage, les outils, la longueur de développement.
Les lettres minuscules sont distinguées des lettres majuscules.
DEFINITIONS PAGE 87
Page 90

Attention: la recherche sur le critère POINCON ou MATRICE, se fait
uniquement sur l'outil "principal" qui est programmé dans la page
PIECE NUMERIQUE. Cela veut dire que si l'on programme une pièce
seulement au moyen de la page PLI NUMERIQUE, et que l'on désire
ultérieurement faire une recherche de cette pièce au moyen des outils, il
faudra encore programmer l'outil "principal" dans la page PIECE
NUMERIQUE, sans quoi la recherche ne trouvera pas cette pièce.
Si le contenu complet du numéro de plan n'est pas connu, il est possible
d'utiliser des caractères spéciaux (wildcards) pour remplacer ces caractères
inconnus (pour les autres champs s'ils sont remplis, le contenu doit être
connu).
?
*
N'importe quel caractère (1 seul).
Aucun ou plusieurs caractères.
Dans les exemples ci-dessous, on suppose que le critère de recherche est
uniquement le numéro de dessin. Il va de soit que les "wildcards" peuvent
être utilisés dans les autres champs.
Exemple Explication
A?C*
On cherche une pièce dont le numéro de dessin
commence par un A, un caractère inconnu, un C et une
suite de caractères inconnus.
(p.ex. ABC, ACC22, AmCh22, A6CPiece33).
*22
On cherche une pièce dont le le numéro de dessin finit par
22.
(p.ex. ACC22, AmCh22, 22, Piece22)
A?C*22
On cherche une pièce dont le le numéro de dessin
commence par un A, un caractère inconnu, un C et qui
finit par 22
(p.ex. ACC22, AmCh22, AVCPiece22).
*A?C*22 Comme ci-dessus, mais A?C ne se trouve pas
nécessairement au début
(p.ex. ACC22, AmCh22, PARC22).
*A?C*22* Comme ci-dessus, mais 22 ne se trouve pas
nécessairement à la fin.
(p.ex.
ACC22, AmCh22, PARC22bis).
PAGE 88 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 91

DATE MEMORISATION
La date de mémorisation d'une pièce peut être utilisée comme critère de
recherche de pièces. Pour ce faire on spécifie une plage de temps dans
laquelle la recherche des informations doit se faire.
Si la syntaxe d'introduction est erronée un message apparaît dans le champ
interactif "SYNTAXE DATE!".
Le format d'introduction est JJ/MM/AA (J=jour, M=mois, A=année).
Sur la commande numérique on peut util iser comme séparateur des jours,
mois et années la touche
Le choix du type de séparateur est configurable dans la page BIENVENUE.
RECUL BUTEE ARR.
Page: PLI NUMERIQUE. Dans certaines situations il est nécessaire de
dégager la butée arrière pendant le pliage.
Ce champ est automatiquement programmé lors d'une recherche automatique
de la gamme des plis. Cette valeur peut être modifiée après la simulation par
l'opérateur.
La valeur de recul est une valeur relative généralement positive. Si l'on
programme une valeur négative, cela permet d'exécuter un "recul" négatif,
c'est à dire un déplacement vers la matrice.
Un recul minimum par défaut peut être imposé dans les paramètres machine.
REFERENCE YR COR.
ou .
Page: OUTILS PLI
Ce champ permet de corriger la référence du couple d'outils.
Cette correction est mémorisée avec la pièce et non avec l'outillage.
Cette correction modifie également le point de sécurité, le point de contact
tôle et le point mort bas. Cette correction est à utiliser avec précaution. Une
erreur dans ce champ peut entraver le bon fonctionnement de la machine,
causer des dégâts matériels importants, ou rendre la machine dangereuse.
DEFINITIONS PAGE 89
Page 92

Point de contact
tôle avant
correction de la
référence.
PCV
PCV
PSS
PCT
0 Référence
PCV
PSS
PCT
0 Réf.
PSS
PCT
0 Référence
Point de contact
tôle après
correction de la
référence.
On constate dans ce diagramme que la c orrection de la référence modifie tous
les points de commutation, de même que le point mort bas.
REGLAGE MANUEL DE LA BUTEE
Souvent les butées arrière ne sont pas équipées d'axes Z pour le déplacement
latéral des doigts de butées. Dans d'autres cas l'opérateur doit changer
mécaniquement la configuration de la butée ou ajouter des accessoires.
Pour cela l'opérateur devait soit intervenir par l'arrière de la machine soit
passer ses bras sous le coulisseau.
Afin de faciliter ce travail et fournir une sécurité accrue, il est possible
maintenant de programmer des positions spécifiques aux axes X, R et/ou aux
fonctions auxiliaires en mode de gestion BUTÉE.
Ces positions sont destinées à placer la butée en avant et au dessus de la
matrice (ce pour autant que la machine autorise cette possibilité) de telle
manière à ce que l'opérateur puisse exécuter son travail aisément et sans
danger depuis le devant de la machine.
Idéalement, le constructeur de la machine concevra un système mécanique ou
électrique/pneumatique qui déverouille l e s doigts de butées dans cette
position de réglage et qui les reverouille lorsque la butée quitte cet
emplacement.
Les positions de la butée pour cette opération se programment dans la page
paramètre machine nommée CYCLES SPECIAUX.
Le coulisseau doit se trouver au PMH maximum.
Lorsque la commande numérique se trouve en mode semi-auto ou
auto, l'opérateur active ce cycle spécial depuis la page
PLI NUMERIQUE avec la fonction REGL.BUTEE (menu Action).
L'opérateur doit ensuite explicitement confirmer chaque étape de ce
cycle en cliquant dans la fenêtre de dialogue appropriée.
A la fin du cycle, la butée retourne à son emplacement d'origine.
PAGE 90 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 93

SAUVEGARDER LES DONNEES
Voir Transfert de données.
SIGMA
Pages PIECE NUM et PLI NUM
Introduire dans ce champ la valeur en Kg/mm
effectuer la pièce.
Exemple:
Acier AC37-2 K 38,22 Kg/mm
Inox X5CrNiS18 8 51 à 71 Kg/mm2
Aluminium ALMg2,7Mn 24,97 Kg/mm2
2
de la matière utilisée pour
2
START AXES-FA
Page: PLI NUM
Cette fonction permet de choisir le moment du départ des axes et fonctions
auxiliaires selon deux modes prédéfinis:
AUTO les axes et fonctions auxiliaires démarrent selon
EXTERNE les axes et fonctions auxiliaires démarrent sur
ce qui a été déterminé dans les paramètres
machine, mais au plus tard à l'arrivée du
coulisseau au point mort haut.
Le départ des axes diffère selon ce qui est
programmé dans le paramètre machine
60 Point de start axes/FA.
une commande de l'opérateur. Cette commande
sera soit :
- un ordre de descente (via la pédale ou le poste
à deux mains). Dans ce cas le coulisseau ne
descend pas mais les axes et fonctions auxiliaires se positionnent, il faudra un second ordre de
descente pour faire bouger le coulisseau.
- un appui sur la touche
avant.
- l'activation de l'entrée Star t externe de la
commande numérique, qui pour l'opérateur
peut-être un bouton spécialement prévu à cet
effet par le constructeur de la machine.
du panneau
DEFINITIONS PAGE 91
Page 94

TEMPO PRESSION
Page: PLI NUM
Défini le temps de maintien en pression.
Non programmé, la valeur par défaut est de 0.5 secondes. On peut introduire
d'autres valeurs entre 0.0 et 9.9 secondes.
TOLERANCE
Page: PIECE NUM
Ce champ n'est affiché (calculé) que si l'opérat eur impose un rayon de pliage.
Typiquement la tolérance sera utilisée lors de la programmation en croquage.
La tolérance est affichée aprè s le la n c ement du CALCUL.
R1 = Rayon de pliage introduit par
l'opérateur
Ri = Rayon de pliage calculé par le
système
Dans le cas d'un pli simple, si l'opérateur impose le rayon (Voir Rayon
interne et Croquage (CR)), la tolérance indique la valeur selon l'illustration
ci-dessus:
Ri = Rayon de pliage théorique demandé par l'opérateur
A = Apothème
Si la valeur du champ CR est com prise entre 4 et 99, cette tolérance indique
la différence entre la corde fermée par deux plis et l'arc de cercle théorique,
soit la différence entre le rayon théorique Ri et l'apothème A de la corde.
Voir Croquage.
PAGE 92 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 95

TRANSFERT DE DONNEES
Page: TRANSFERT
Depuis cette page on peut sauvegarder ou charger des données sur les
différents périphériques. (Disquette, Réseau, etc.)
Source
Ce champ sélectionne le périphérique qui fournit les données vers le
périphérique de destination au moment du transfert.
Destination
Ce champ sélectionne le périphérique qui reçoit les données au moment du
transfert.
Transfert global
Les choix sont:
POINCONS
MATRICES
OUTILS
SELECTIONNES
LISTE
PERIPHERIQUES
PARAMETRES
MACHINE
PRODUCTION
TOUTES LES PIECES
ET LES GROUPES
Transfert de la totalité des poinçons.
Transfert de la totalité des matrices.
Transfert des outils définis en multisimulation.
Transfert de la liste des périphériques.
Transfert des paramètres machine.
Transfert des pages production.
Transfert global de toutes les pièces et groupes de
pièces.
Transfert partiel
Sélectionne le transfert des pièces mentionnées dans le tableau ci-dessous.
DEFINITIONS PAGE 93
Page 96

Dans ce tableau on peut spécifier pour chaque pièce la source et la
destination dans les colonnes respectives. Si ces champs ne sont pas
spécifiés, c'est le choix SOURCE et DESTINATION du haut de la page qui
est utilisé par défaut.
Pour simplifier la sélection des pièces à transférer, il est possible de les
"marquer" dans la page LISTE DE PIECES. Elles apparaîtront
automatiquement dans ce tableau (voir Marquer des pièces ).
La colonne STATUS donne les états du transfert.
?
!
*
Effectuer un transfert:
La pièce est en cours de transfert.
La pièce n'a pas été transférée
(Double définition dans la liste ou autre erreur).
Une erreur a été détectée pendant la phase de
transfert, la pièce n'est pas transférée.
La pièce a été transférée correctement.
Sélectionner la SOURCE et DESTINATION.
Positionner le curseur sur le type de transfert choisi.
Lancer le transfert à l'aide de la commande TRANSFERER du menu
Action, puis confirmer.
Recommandations:
Sauvegardez les outils et paramètres machine (et la liste des périphériques si
votre DNC est en réseau) juste après la mise en route et avant et après
l'intervention d'un technicien. Conservez ces informations en un lieu sûr.
Sauvegardez périodiquement les pièces sur disquettes si votre DNC n'est pas
connectée à un réseau. C'est simple, vite fait et moins coûteux que de tout
réintroduire en cas de problèmes.
VITESSE PLIAGE
Page: PLI NUM.
Ce champ permet de réduire la vitesse de pliage. Il est programmable en %
de la vitesse de pliage maximum.
PAGE 94 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 97

INDEX
- A -
Aération 43
Appui 13
Arrêter 86
Axes
départ retardé 91
indexer les ... 53
- B -
Backup 93, 94
Basculement 32
Bombage 15
Butée 13, 14
cycle spécial 40, 90
dégagement 40
recul 89
réglage manuel 90
- C -
Capture d'écran 15
Caractères alphanumériques 18
Champ
! 53
? 53
ABS 11
aile trop courte autorisée 12
alphanumérique 18
appui 13
attente axes 91
BA 14
bombage 15
butée 14
collision profondeur autorisée 19, 66, 68
Compteur de pli 20
Correction X (outils) 39
coupe 30
CR 33
date de mémorisation 89
dégagement X 40
Dessin 41
DIN 60
Distance PV 41
force linéaire 66
force pliage 45
L. Pliage 59
L.DEV. 60
longueur 60
LU / LW 60
mémoire libre 62
PCV 70
périphériques actifs 71
PMH 84
Q.Dem.__Eff.__ 86
Recul B. Arr. 89
REEL 60
REF 66
référence YR cor 89
REL 11
Ri 87
Sécurité XS 68
sensibilité PMB 29
Sigma 91
signification des couleurs 9
source 93
start axes/FA 91
tempo pression 92
tolérance 92
Tolérance PCT en % de l'épaisseur 27
tranfert global 93
vitesse pliage 94
Changer
butée 14, 90
Chercher
une pièce 49, 87
Choix
des butées 13
Clavier
alphanumérique 18
externe à la DNC 19
Collision
outils 19, 66, 68
Compteur de pli 20
Conventions 7
Copier
un pli 58
une pièce 50
une séquence 58
Corrections
angulaires 23
calibration 26
d'angle 22
de la référence 89
d'épaisseur indépendante Y1 Y2 29
directes 23
par mesure d'épaisseur 24
par mesure d'épaisseur au PCT 26, 27
par mesure d'épaisseur au PMH 25
INDEX PAGE 95
Page 98

sensibilité PMB 29
Cotation 60
longueur ou LU/LW 60
Couleurs
des champs 9
Coulisseau
ne descend pas 77
point de changement de vitesse 70
Coupe 30
Critères
date de mémorisation 87
de recherche de pièces 87
de simulation 30
Croquage 33
- D -
Date
de mémorisation 87, 89
Date et heure
format 38
Date et heure 38
Décentrement des outils 39
Dégagement butéé 40
Départ retardé des axes 91
Dépliage 48
Dessin 41
Données
sauvegarder les.. 94
DXF 53
- E -
Ecran
capturer 15
imprimer 16
noir-blanc 15
Effacer
les paramètres machine 41
Effacer 42
les mémo ires 41
tous les outils 41
toutes les pièces 41
Emboutissage 42
ENC non connectée 72
Entretien 43
- F -
Fichiers PCX DXF 53
Filtres 43
Final
pli
final 78
Fonctions auxiliaires 44
Force de pliage 22, 45
Force de pliage 44
Format
Date et heure 38
- G -
Gamme de pliage 45
Gérer plusieurs machines 71
- H -
Heure 38
- I -
Images 53
Imprimer les écrans 16
Index
nouvelle indexation 53
Informations pièce 53
périphériques actifs 71
Initialisation 53
de la DNC 72
d'un axe 63
Insérer
un pli 58
une séquence 58
Interventions sur la commande numérique 94
- K -
2
Kg/mm
91
- L -
Langue 59
Largeur
de pliage 59
Liste
de pièces 49
PAGE 96 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
Page 99

des matrices 69
des poinçons 69
Longueur
de pliage 59
développée 60, 87
- M -
Machine
gérer plusieurs .. 71
Marquer
une pièce 50
Matrice 64, 67
Mémoriser
une pièce 49
Messages
Dépl.X rel. impossible 12
ENC non connectée 72
pièce non faisable 32
solution non trouvée 48
Méthode
de cotation 60
Modifier
appuis 13
butée 14
Date et heure 38
l'origine des axes 63
position des butées 13
un outil 69
Montage
d'un outil 69
Multi-machines 71
- N -
Nettoyage 43
Norme DIN 60
- O -
Origine des axes 63
Outils 64
affichage du modèle par défaut 65, 67
collision 19, 66, 68
correction X 39
décentrement 39
force admissible 44
périphériques actifs 64
périphériques actifs 71
position, montage 69
Sécurité XS 68
supprimer tous les ... 41
- P -
Paramètres machine 70
PCX 53
Périphériques 93
Périphériques actifs 71
Photo 53
Piece
non faisable 48
Pièce 49
exemples 71
informations propres à la … 53
mémoriser 71
non faisable(simulation) 32
rechercher 71
supprimer 71
supprimer tous les ... 41
Pièce paramétrique 73
Créer 73
Travail avec ... 76
Pivotement 31
Pli
à fond de matrice 42
aplati 78
exemples de plis spéciaux (en U en Z 78,
79, 83
fictif 78
final 78
préliminaire 78
redressé 78
séquence sans pli 77
spéciaux 78
suite des plis 45
Poinçon 64, 65
Point de changement de vitesse 70
Point mort haut 84
Position
d'un outil 69
Préliminaire
pli préliminaire 78
Pression Voir Force de pliage
Profil 30
Programmation
dans la page PLI NUM 85
des outils 64
d'un poinçon 65
d'une matrice 67
- Q -
Quitter le logiciel 86
INDEX PAGE 97
Page 100

- R -
Rayon interne 87
Rechercher
une pièce 49, 87
Recul butée 89
Réglage manuel de la butée 90
Retournement 31
- S -
Saisie
capture d'écran 15
Sauvegarde 93, 94
Sécurité
collision outils 19, 66, 6 8
départ des axes de butées 91
déplacement des butées 40
force de pliage 45
Séquence sans pli 77
Set d'un axe 63
Sigma 91
Simulation 30, 45
pièce non faisable 32
Supprimer 42
les paramètres machine 41
tous les outils 41
toutes les pièces 41
une pièce 49
- T -
Temps
de maintien en pression 92
Tolérance 92
Ton/m 44
Touche
de fonction 8
Transfert 93
sélection des pièces 50
- V -
Vider
les mémoires 41
Visualiser
fichier DXF 53
fichier PCX 53
photo 53
Vitesse pliage 94
PAGE 98 MODEVA/DNC 880S MANUEL DE REFERENCE 2D
 Loading...
Loading...