

Page 1
DNC 80 / 800 / 900
Inbetriebnahme
CYBELEC SA Tel. ++ 41 24 447 02 00
RUE DES UTTINS 27 Fax ++ 41 24 447 02 01
CH - 1400 YVERDON-LES-BAINS E-Mail: info@cybelec.ch
SWITZERLAND
V-DOC-INST89-DE
Page 2
Die Angaben, die in dieser Anleitung enthalten sind, können ohne Meldung geändert
werden und bilden keine Verpflichtung seitens CYBELEC SA.
Die beschrie bene Software wird unter Lizenz- oder Geheimhaltungsvertrag geliefert. Die Software darf
nur dem Vertrag entsprechend benutzt und kopiert werden. Das Kopieren der Software auf einen im
Vertrag nicht vorgesehenen Träger ist gesetzwidrig.
Copyright CYBELEC SA. Alle Rechte vorbehalten.
Bemerkung:
Die vorliegende Anleitung erklärt die normale Standa rdprogrammierung der Numerischen Steuerung. Da
diese vom Maschinenhersteller mit konfigur ierbaren Funktionen für seine spezie llen Bedürfnisse
ausgestattet ist, müssen für die Programmierung dieser Funktio nen die vom Hersteller gelieferten
Zusatzinstruktionen beachtet werden.
Autocad
CYBELEC
Ethernet
IBM
sind Schutzmarken der International B usi ness Machines Corporation.
MS-DOS
MS-Windows
Novell Netware
Windows NT
ist eine Schutzmarke der Autodesk Inc.
ist eine Schutzmarke der CYBELEC SA
ist eine Schutzmarke d er Xerox Corporation.
, PC/AT , PC Network , Token Ring Network
ist eine Schutzmarke der Microsoft Corporation.
ist eine Schutzmarke der Microsoft Corporation.
ist eine Schutzmarke der Novell, Incorporated.
ist eine Schutzmarke der Microsoft Corporation.
Page 3
S
ICHERHEITS- UND WARTUNGSVORSCHRIFTEN
Unfachgemässe Anwendung der Numerischen
!
Steuerung kann am Material schwere Schäden
verursachen und/oder Personen verletzen.
Eine Änderung der Maschinenparameter kann
!
erhebliche Materialschäden nach sich ziehen oder
eine Produktion von unregelmässiger Qualität
bewirken.
Die Rückwand darf nur durch einen qualifizierten
!
Techniker entfernt werden (Gefahr elektrischer
Schläge).
!
Numerische Steuerung nicht übermässiger
Luftfeuchtigkeit aussetzen, um die Gefahr
elektrischer Schläge oder eine Beschädigung des
Gerätes zu vermeiden.
Trennen Sie die Numerische Steuerung von der
!
Netzspannung, bevor Sie das Gerät reinigen.
Verwenden Sie keine Flüssigkeiten auf Alkohol- oder
Ammoniakbasis.
Ziehen Sie im Falle mangelhaften Funktionierens der
!
Numerischen Steuerung einen Techniker bei.
!
Setzen Sie die Numerische Steuerung nicht direkter
Sonnenbestrahlung oder anderen Hitzequellen aus.
Halten Sie die Numerische Steuerung von
!
magnetischen Geräten wie Trafos, Motoren usw.
oder Einrichtungen, welche Störungen erzeugen
(z.B. Schweissmaschinen) fern.
Wechseln Sie regelmässig die Filter der Ventilatoren
!
aus, um ein Überhitzen des Gerätes zu verhindern.
SICHERHEITS- UND WARTUNGSVORSCHRIFTEN SEITE I
Page 4

Diese Seite wurde absichtlich leer gelassen.
SEITE II INBETRIEBNAHME DNC 800 / DNC 900
Page 5
LIZENZVERTRAG FÜR CYBELECSOFTWARE
A
LLGEMEINES COPYRIGHT
Die CYBELEC-Software ist geschützt und alle Rechte des Kopierens sind vorbehalten.
Die CYBELEC-Softwareprogramme dürfen nur auf den dazu berechtigten Anlagen (PC oder DNC)
installiert und betrieben werden.
Die Benutzer handbücher sind ebenfalls durch Co pyright geschützt, und a l le Rechte des Be nützens und des
Kopierens sind vorbehalten.
Dieses Dokument darf ohne vorherige schriftliche Einwilligung von CYBELEC nicht kop i ert,
photokopiert, reproduziert, übersetzt oder reduziert werden, und zwar weder ganz noch auszugsweise.
S
PEZIELLES DISKETTEN-COPYRIGHT
Den berechtigten Anwendern dieses Softwarepaketes ist nur gestattet, den Inhalt der Diskette in den
Speicher des Computers zu kopieren um das Programm zu verwenden, und um eine Sicherheitskopie zu
erstellen für den Fall des Verlustes des Originalprogrammes.
Unerlaubtes Kopieren, Duplizieren, Verkaufen oder sonstiges Verteilen dieses Produktes ist
widerrechtlich.
S
PEZIELLES
Die CYBELEC DNC- und CNC-Einheiten in welchen die ursprüngliche CYBELEC-Software durch eine
nicht von CYBELEC erstellte Kopie ersetzt wurde ohne vorhe rige schriftliche Zustimmung von
CYBELEC verli ert unverzüglich jeden Anspruch auf Garantieleistunge n.
EPROM-C
OPYRIGHT
G
ARANTIE
CYBELEC gewährleistet nicht, dass ihre Software-Produkte in jedem Computer und in jedem ProgrammUmfeld einwandfrei funktionieren.
Leistungsbeschränkunge n und technische Spezifikationen eines Softwarepaketes werden aussc hliesslich
durch CYBELEC entschieden; CYBELEC allein ist befugt, über K onformität und Leistungsumfang einer
bestimmten Software zu entscheiden.
Die CYBELEC-Software ist nicht dafür ausgelegt, Inkompatibilitäten von Betriebssystem-Versionen oder
-Revisionen auszugleichen.
Die Anwendung von verschie denen CYBELEC-So ftwareversionen oder -Revisionen, oder das Üb ergehen
von einer Revision oder Version zur andern kann Datenverlust oder Veränder ung von Daten nach sich
ziehen.
LIZENZVERTRAG SEITE III
Page 6
S
OFTWARE-WARTUNGSDIENST
Der Kauf von CYBELEC-Software ber echtigt den Benut zer, während eines Jahres neue SoftwareVersionen des Typs "Korrektur" zu beziehen.
Während de s Gebrauchs einer revidierten oder korrigierten Software-Versi on kann es vorkommen, dass
Daten (Programme, Parameter et c.) verloren gehen oder dass die Anlage oder deren Anschlüsse geände rt
werden müssen; solche Auswirkungen sind nicht immer voraussehbar und CYBELEC lehnt da für jede
Verantwortung ab .
B
EENDIGUNG DER VEREINBARUNG
Diese Vereinbarung wird auto mat i s ch beendet falls der Lizenz nehmer zahlungsunfähig wird, in einem
Konkursverfahren steht, wenn gegen ihn wegen Zahlungsunfähigkeit Prozess geführt wird oder seine
Güter gerichtlich beschlagnahmt werden, wenn er aus finanziellen Gründen unfähig ist, seine Geschäfte
ordnungsgemäss weiterzuführ en, oder wenn sein Unternehmen aufgelöst wird.
CYBELEC hat das Recht, diese V ereibarung unverzüglich zu beend en falls eine der vorher genannten
Bedingungen durch den Lizenznehmer verletzt wird.
Innert 30 Tagen nach Beendigung dieser Ve reinbarung kann der Lizenznehmer, na ch seiner Wahl:
! alle bestehenden Kopien der Software und dazugehöriges Material an CYBELEC oder deren
offiziellen Vertreter zurücksenden oder,
! CYBELEC einen für CYBELEC zufried enstellenden Be weis erbringen, da ss das Original und
sämtliche Kopien vollständig und in jeder Form vernichtet worden sind.
B
ESCHRÄNKUNG DER HAFTUNG
Die in dieser Vereinbarung erwähnte Garantie erse tzt alle anderen in irgendeiner Form vereinbarte n oder
stillschweigenden Garantien.
Der Lizenznehmer anerkennt, dass CYBELEC in keiner Weise haftet für Erwerbsausfall, Ersparnisausfall,
oder andere Konsequenz en die auf die Verwendung der Software, oder auf di e Unmöglichkeit deren
Verwendung, zurückz uführen sind. Der Lizenznehmer anerkennt a uch, dass CYBELEC nicht für
irgendwelche Schadenersatz- oder andere Klagen belangt werden kann, die von einer Drittpartei gegen
den Lizenznehmer erhoben werden.
CYBELEC haftet in keinem Falle für entstandene Schäden, auch nicht wenn CYBELEC auf die
Möglichkeit des Eintretens solcher Schäden aufmerksam gemacht worden ist.
CYBELEC garanti ert nicht, dass die in der Software enthaltenen Funktionen die Bedürfnisse des
Lizenznehmers erfüllen. CYBELEC garantiert auch nicht, dass sich das Arbeiten mit dieser Software
vollständig fehlerfrei abspielen wird.
Sollte die Software fehlerhaft sein, so trägt der Lizenznehmer (und in keinem Falle CYBELEC oder deren
offizieller Händler oder Vertrete r) die ganzen K osten aller not wend i gen Kundendienstle istungen,
Reparaturen oder Korrekturen.
CYBELEC garantiert, dass die Disketten, EPROMS oder sonstige n Datenträger auf welchen die
Programme gelie fert werden fehler frei in Materi al und Ausführung sind, und z war für eine Dauer vo n 90
Tagen unter normalem Gebrauch. Die Garantiezeit läuft ab dem Versanddatum, das aus der Kopie des
Lieferscheines ersichtlich ist.
SEITE IV LIZENZVERTRAG
Page 7
B
ESCHRÄNKUNG DER MASSNAHMEN ZUR MÄNGELBEHEBUNG
Mängelbeheb ung beschränken sich auf folgende Punkte:
Ersatz der Disketten, EPROMS oder sonstige r Datenträger, die der beschränkten CYBELEC-Garantie
nicht entsprechen, und die zusammen mit der Kopie des Lieferscheines an CYBELEC oder einen
offiziellen CYBELEC-Vertreter zurückgeschickt werden
Falls CYBELEC oder ihr Ver treter nicht in der Lage ist, in M aterial und Ausführung fe hl erfreie
EPROMS, Disketten oder sonstige Datenträger als Ersatz zu liefern, kann der Lizenznehmer die
vorliegende Vereinbarung unter den vorstehenden Bedingungen beenden, und der Wert wird dem Käufer
zurückbezahlt.
A
LLGEMEINES
Der Lizenznehmer bestätigt, dass er diese Vereinbarung gelesen hat, sie versteht und er si ch laut den
erwähnten Bedingunge n verpflichtet.
Der Lizenznehmer erklärt sich damit einverstanden, CYBELEC von allen Verpflichtungen und jeder
Verantwortung für allfällige Schadenersatzklagen, die auf Nichtbeachten der vorliegenden Vereinbarung
zurückzuführen sind, zu entbinden. Dies gilt ebenfalls - aber nicht nur - für eventuelle Anwalts- und
Gerichtskosten.
Diese Lizenzvereinbarung ist de m Schweizer Recht unte rstellt; Gerichtsstand ist Lausanne, Schweiz.
U
NTERHALT
CYBELEC sichert den Unterhalt der Software während eines Jahres zu. Der Umfang dieses Unterhaltes
und die Reaktionszeit geschieht nach alleinigem Ermessen von CYBELEC. Normalerweise besteht der
Unterhalt aus de r Korrektur von Programmfehlern, vo n Fehlern in der Dokumentation, und aus de m
Zurverfügungstellen e ventueller neuer Softwareversionen, die während der Unterhaltsperiode frei gegeben
werden.
CYBELEC verpflichtet sich auf keinen Fall, technischen Beistand zu leisten um Probleme oder
Schwierigkeiten zu beheben, die daraus entstanden sind, dass der Lizenznehmer die Lizenz-Software
eigenmächtig geändert hat. Vom Lizenznehmer durchgeführte Software-Änderungen ge schehen auf eigene
Gefahr.
LIZENZVERTRAG SEITE V
Page 8

Diese Seite wurde absichtlich leer gelassen.
SEITE VI LIZENZVERTRAG
Page 9

22 avril 1996 V. 2.2a
INHALTSVERZEICHNIS
SICHERHEITS- UND WARTUNGSVORSCHRIFTEN ....................................................................I
LIZENZVERTRAG FÜR CYBELEC-SOFTWARE............................................................................III
EINFÜHRUNG .................................................................................................................................5
Allgemeines.........................................................................................................................5
Fachausdrücke, Wörter- und Zeichenbedeutung................................................................6
INBETRIEBNAHME..........................................................................................................................9
Unter Spannung setzen 9
Sichern der gespeicherten Daten 9
Wahl der Konfigurierungssprache 10
Menü 10
Speicherlesung prüfen in der DNC800 11
Speicherlesung prüfen in der DNC900 11
Formatierung der Speicher in der DNC800 12
Formatierung der Speicher in der DNC900 12
Sprachwechsel 13
Löschen des Inhaltes der Speicher 13
Eingabe der Parameter .......................................................................................................15
Achsenkonfigurierung 15
Bestimmung der Achsenverwaltung (FUNKTION) 16
Optionale Achsen 20
Achsenkonfigurierungsseite 21
Konfigurieren der Ein- und Ausgänge 22
Maschinenständer-Paramater 23
Konfigurieren der Anschläge 24
Bestimmung der Funktionstasten 24
Zeichnung der Anschläge 25
Zwei Tabellen zur Bestimmung der Anschläge 26
MISRTE_D.DOC
Höhe der Anschläge 27
Stösselparameter 28
Druckparameter 29
N2X-Endschalter 30
INHALTSVERZEICHNIS SEITE 1
Page 10

ERSTES VORGEHEN..................................................................................................................... 31
Prüfung der Zählung...........................................................................................................31
Der Stössel ......................................................................................................................... 32
Zustandskontrolle des Zyklus 32
Bewegen des Stössels 33
Werkzeug-Referenz 34
Referenz-Klötze 35
Erste Indexierung 36
Vorbereitung 36
Aufnahme der ersten Indexe 36
Eichen des Druckes mit einer differentialen Hydraulik 37
Eichen des Druckes mit einer nicht differentialen Hydraulik 39
Inbetriebsetzung der N2X-Achsen...................................................................................... 40
OPTIMIERUNG DER PARAMETER Y1 - Y2 .................................................................................. 41
Beschreibung der Parameter.............................................................................................. 41
Positionierungsdiagramme 41
Abwärtsgangzyklus 42
Aufwärtsgangzyklus im geschlossenen Regelkreis 43
Aufwärtsgangzyklus ohne geschlossenen Regelkreis 44
Abstand Beschleunigung " ................................................................................................45
Beschleunigung Abstand #................................................................................................45
Abstand Verlangsamung "................................................................................................45
Verlangsamung Abstand .................................................................................................... 46
Abstand Endstufe................................................................................................................46
Abstand Endstufe OT .........................................................................................................47
Abstand Verzögerung EG................................................................................................... 47
Abstand Rampe KG............................................................................................................ 48
Faktor Biegegeschwindigkeit.............................................................................................. 49
Arbeitsweise des Regelkreises...........................................................................................50
Geschlossener Regelkreis am OT: 50
Geschlossener Regelkreis zwischen PSS und UT: 50
Aufwärtsbewegung UT $ OT: 51
Zusammenfassung 52
Verstärkung Synchronismus EG "....................................................................................52
Verstärkung Synchronismus EG #....................................................................................53
Verstärkung Synchronismus UT......................................................................................... 53
Auto Offset.......................................................................................................................... 54
Druck #..............................................................................................................................54
Druck Dekompression........................................................................................................ 55
Druck EG 1 " .....................................................................................................................55
Druck EG 2 (Bremsen) .......................................................................................................56
Min. Druck 1 (KG)...............................................................................................................56
Min. Druck 2 (Rampe+ES).................................................................................................. 57
Dekompressionszeit ...........................................................................................................57
Zeitspanne EG $ KG......................................................................................................... 58
Spannung Bremsen EG "..................................................................................................58
Spannung Eilgang "..........................................................................................................59
Spannung Eilgang # .......................................................................................................... 59
Spannung Endstufe ............................................................................................................ 60
Spannung Endstufe #........................................................................................................60
Spannung Kriechgang "....................................................................................................61
Geschwindigkeit des Stössels ............................................................................................62
SEITE 2 INBETRIEBNAHME DNC 800 / DNC 900
Page 11

Nachlaufweg/Leck ...............................................................................................................63
Ausgang Out / Nachlaufweg / Leck: 63
Arbeitsweise 63
MASCHINENZYKLUS.........................................................................................................64
Aufwärtsgang des Stössels 64
Schneller Abwärtsgang 65
Verstärkung Synchronismus 65
Umschaltung der Geschwindigkeit 65
Biegungsrampe 66
Ankunft und Steuerung am UT 66
Dekompression 67
Mögliche Meldungen: 67
INDEX...............................................................................................................................................69
INHALTSVERZEICHNIS SEITE 3
Page 12

Diese Seite wurde absichtlich leer gelassen.
SEITE 4 INBETRIEBNAHME DNC 800 / DNC 900
Page 13
EINFÜHRUNG
LLGEMEINES
A
Diese Beschreibung soll Ihnen bei des Inbetriebnahme Ihrer CYBELECSteuerung helfen.
Sie beschreibt den Vorgang der Inbetriebnahme der DNC auf Ihrer
Abkantpresse so ausführlich wie möglich.
Die Inbetriebnahme erfolgt logischerweise in mehreren Stufen, um
unerwünschte Vorkommnisse bei den ersten Bewegungen der Achsen zu
vermeiden.
Ihre DNC/ENC Einheit wurde in unserer Werkstatt während Montage und
Endprüfungen schon einmal in betrieb gesetzt. Die Konfiguration Ihr er DNC
entspricht Ihr er Bestellung.
Die verschiedenen Stufen sind:
! Formatierung der DNC
! Grundkonfigurierung der DNC
! Konfigurierung der Sprache
! Konfigurierung d er Achsen
! Programmierung der Grundpar ameter
Der beschriebene Vorgang ent spricht einer synchronisierten Abkantp resse mit
4 Achsen ( Y1,Y2, X und R)
Ihre Presse entspricht vielleicht nicht ganz genau dem obenstehenden Typ.
Der beschriebene Vorgang gilt jedoch allgemein für alle synchronisierten
Abkantpressen und kann leicht Ihren Bedürfnissen angepasst werden.
Der beschriebene Vorgang betrifft die Inbetriebnahme der DNC800 / 900 und
bezieht sich auf weitere Anleitungen, nämlich :
Referenzhandbuch DNC800 / DNC900
+
Parameter für N2X Version 3 oder 4 oder 5 oder/und Version 6
Diese Anleitungen erklären ausführlich die Funktion der i n unserer
Beschreibung vorkommenden Paramete r.
EINFUEHRUNG SEITE 5
Page 14
ACHAUSDRÜCKE
F
EICHENBEDEUTUNG
Z
Definitionen:
ÖRTER- UND
, W
Digitalachse
Index
Pr
Referenzunterlage
Floppy Drive
Floppy
Wählen
Achse, deren Bewegung durch die DNC mittels
Inkrementalcode gesteuert wird.
Von einem Inkrementalgeber abgegebenes 5VSignal.
In der Hydraulik der Maschine gemessener
Druck.
Stahlblock mit sehr genauer Höhe, der zur
Eichung der Stösselposition gebraucht wird.
3 ½" Diskettenleser auf der Rückwand der
DNC.
Diskette, physische Datenaufnahmeplatte.
Bedeutet eine Wahl, die gemacht werden muss.
Diese erfolgt von Fall zu Fall auf verschiede
Weise.
Im allgemeinen gilt folgendes:
Gelbe Felder sind durch die Tastatur
programmierbar. Es können Reihen
von mehreren Wahlmöglichkeiten
erscheinen.
Violette Felder enthalten mehrfache "feste"
Wahlmöglichkeiten.
Weisse Felder sind unerreichbare Felder.
Um ein Feld zu aktivieren genügt es, dieses
Feld zu verlassen.
Einige Felder wechseln ihre Farbe bei
Änderung der Stellung des Schlüssels.
Bezeichnen
Mehrfachwahl
SEITE 6 INBETRIEBNAHME DNC 800 / DNC 900
Das Wort W ählen bedeutet auch den Zugang zu
einer bestimmten Seite. Dies erfolgt mittels
einem Menü durch Dr ücken der Tast e Menü
M
oder aber durch Drücken der Tasten
oder
Den Cursor auf einen bestimmten Ort schieben.
Einige Felder zeigen eine Reihe vo n vor-
programmierten festen oder ver änderlichen
Elementen. Beim Rechtsklicken erscheint ein
Fenster, welches die zur Auswahl stehenden
Elemente zeigt.
Die Wahl erfolgt durch Bezeichnen des
gewählten Elementes und Klicken.
In einem Mehrfachwahlfe ld kann man die
gewählten Elemente der Reihe nach durch
Klicken erscheinen l assen. Beim Verlassen des
Feldes wird die Wahl aktiviert.
.
Page 15
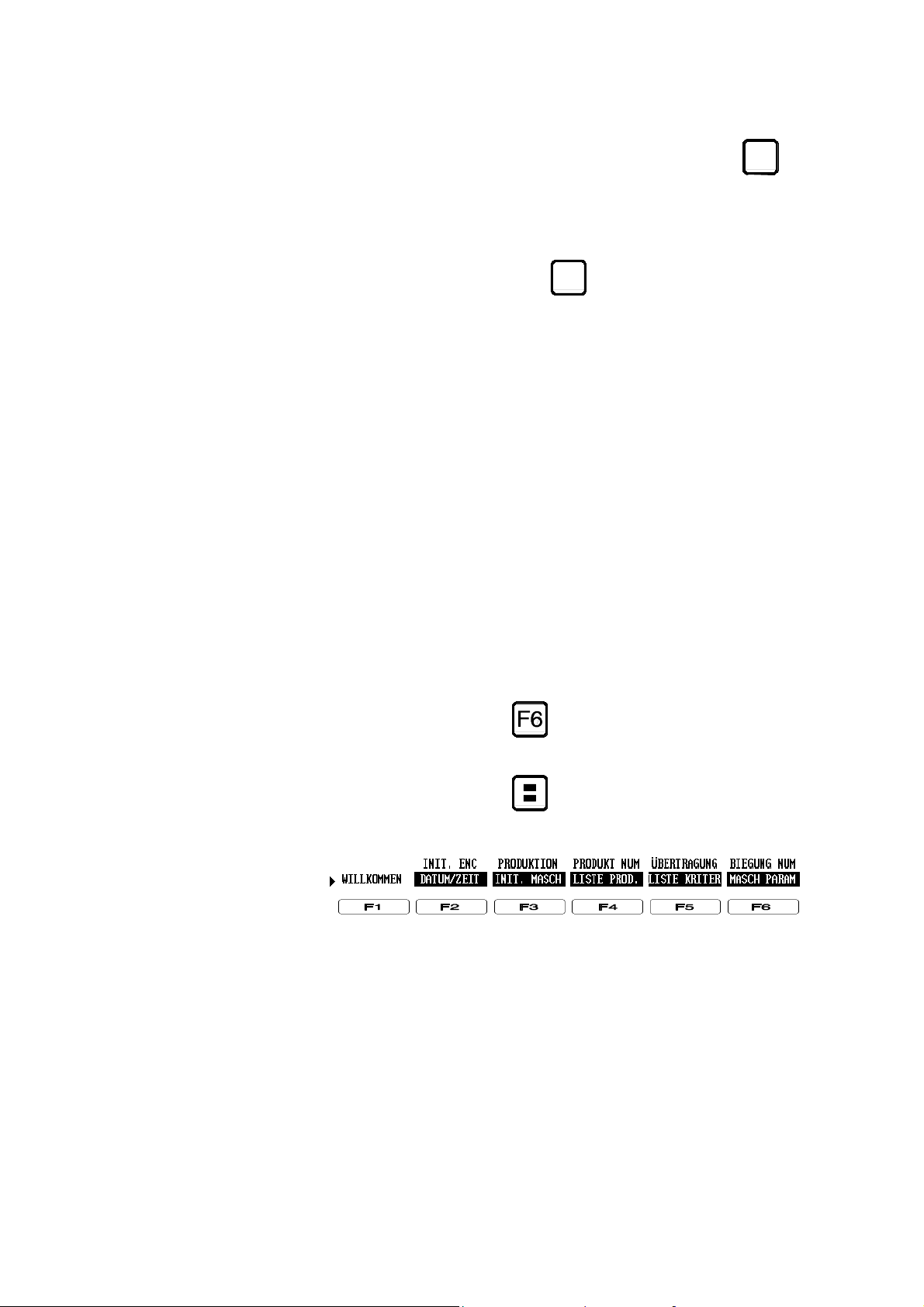
MENÜ
Bezeichnet die Hauptmenüseite der DNC. Das
Menü wird durch Dr ücken der Tast e
(Parameterseiten ausgenommen) erreicht.
MENÜ PAR.
Zugang
In diesem Handbuch gelten folgende Vereinbarungen:
Trackball
Klick
Klick rechts
Klick links/rechts
Bezeichnet die Menüseite der Maschinenparameter. Aus den Parameterseiten erreicht
man das Parametermenü durch Drücken der
M
Taste
Wird der Zugang zu einer bestimmten Seite
erwähnt, wird der Vorgang zum Zugang nicht
beschrieben. Erlauben die Funkt ionstasten
nicht, die gewünschte Seite direkt zu erreichen,
so muss man durch die Seiten MENÜ oder
MENÜ PAR vorgehen.
Steuerkugel zur Bewegung des Cursors.
Linke Taste des Trackbal ls drücken.
Rechten Druckknopf des Trackballs drücken.
Gleichzeitig linke und rechte Taste des
Trackba lls drücken.
.
M
Funktionstaste
! Die auf dem Bildschirm angezeigten Wörter werden in dieser
Beschreibung mit Helvetica Fettdruck gekennzeichnet.
Beispiel: Feld STEMPEL bezeichnen.
Parameter Abstand Rampe KG auf Wert 2.00
programmieren.
Der grüne Leuchtbalken welcher di e oberen
oder unteren Tasten aktiviert muss auf die
entsprechende Funktion geschoben werden. Im
Beispiel PRODUKT 3D wird sich der
Leuchtbalken unten befinden.Drücken Sie
.
Das Umschalten des Balkens von unten nach
oben (oder umgekehrt) erfo l gt mit der Taste
.
EINFUEHRUNG SEITE 7
Page 16

! Alle Werte in dieser Beschreibung werden in metrische n Einheiten
angegeben. Sollten Sie mit der Inbetriebsetzung der CYBELECSteuerung nicht vertraut sein, empfehlen wir Ihnen, bei den erste n
Versuchen mit metrisc hen Einheiten vorz ugehen.
! Alle in dieser Beschreibung genannten Achsen bezeichnen die
Funktion der Achse (Siehe "Konfigurierung der Achsen").
! Wir beziehen uns auf externe Dokumente. Somit ist es wichtig den
Namen des betreffenden Elementes als gemeinsame Referenz zu
brauchen, da es passieren kann dass in anderen Dokumenten die
Nummern (besonders die Parameternummern), die das Element
betreffen, ve rschieden sind.
SEITE 8 INBETRIEBNAHME DNC 800 / DNC 900
Page 17
I
NBETRIEBNAHME
Befolgen Sie bitte d i e Anweisungen genau der Reihe nach. W enn ein
Vorgang freiwillig ist, so werden wir Sie darauf aufmerksam machen.
Die beschrie benen Vorgänge müssen gegebenenfalls der reellen Ausführung
Ihrer Maschine angepasst werden.
U
NTER SPANNUNG SETZEN
! Verdrahtung und Spannung 220 V für die Speisung der DNC prüfen.
! Schlüssel auf Stellung 1 set zen um die Speisung einzuschalt en.
! Der 24 V Gle i chstrom im Schrank darf noch ni cht eingeschaltet
werden.
S
ICHERN DER GESPEICHERTEN DATEN
Ihre Numerische Steur ung wurd e in unserem Werk vollstä ndig geprüft. Sie
wird mit den gespeicherten Parametern und anderen W erten unseres
Prüfprotokolls geliefert. Wenn Sie zum ersten Mal eine DNC90/DNC900 in
Betrieb nehmen, können Sie eine Kopie dieser Originalwerte beibehalten. Es
ist aber sehr ratsam, auf einer Diskette die Werte, die Sie nach der
Inbetriebs etzung eingegeben haben, sicher zu speichern.
In beiden Fällen wird wie folgt vorgegangen:
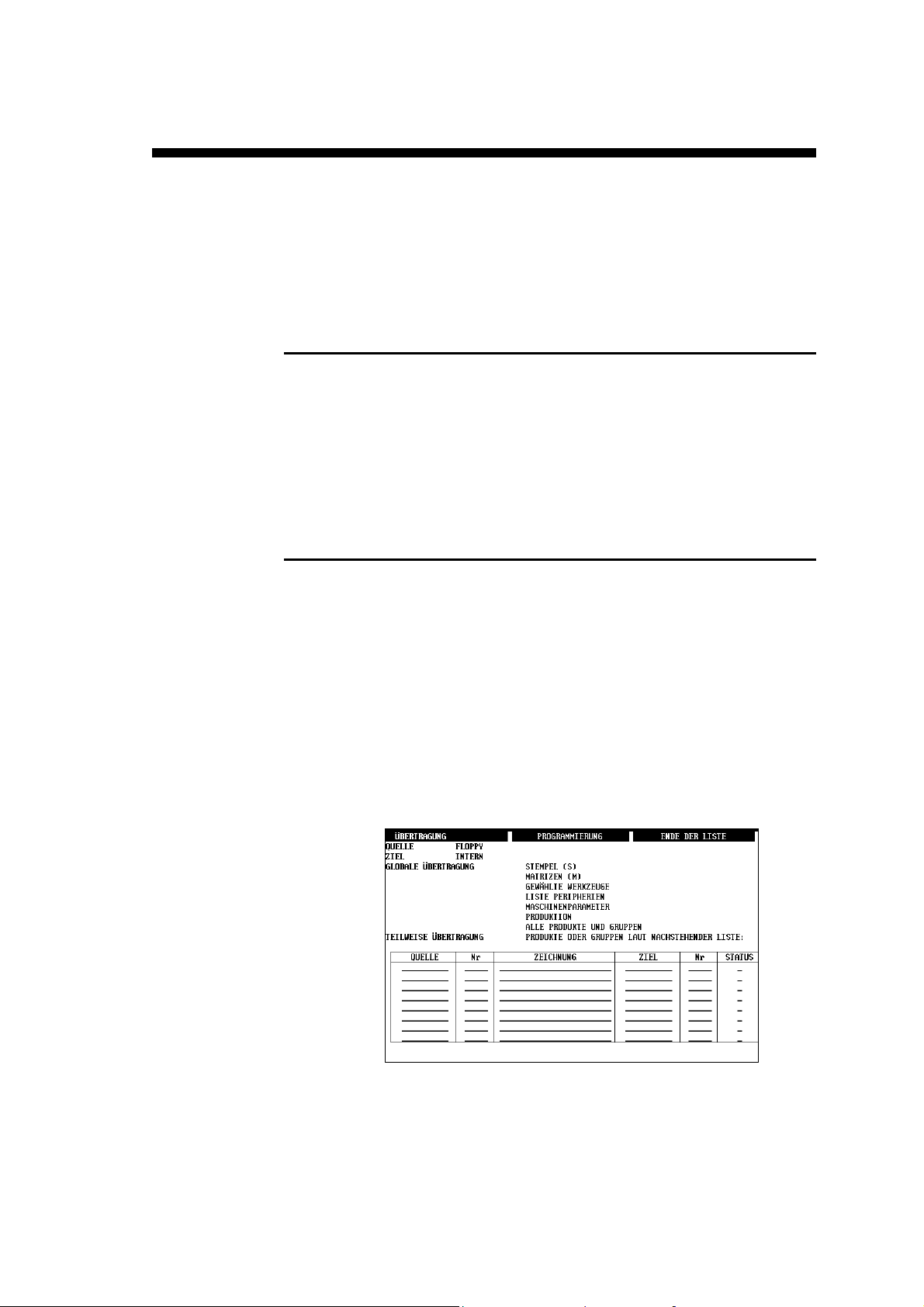
Eine Diskette in den Floppy Drive schieben.
! Auf der Hauptmenüseite , wählen Sie ÜBERTRAGUNG
! Wählen Sie QUELLE: INTERN und ZIEL:FLOPPY.
! STEMPEL d ann SENDEN wählen (oder aber STEMPEL klicken).
! BESTÄTIGEN aus dem kleinen Fenster ÜBERTRAGUNG wählen
INBETRIEBNAHME SEITE 9
Page 18
! Mit allen Elementen der Reihe gleich vorgehen.
! Disquette in Ihren Kundenakten aufbewahren.
! Auf gleiche Weise eine gleiche Diskette erstellen die dem
Anwender der Maschine zu übergeben ist. Somit wird es diesem
möglich, die ursprünglichen Einstellungen wieder einzugeb en.
! Eine Kopie auf Papier aller Daten ist ratsam.
W
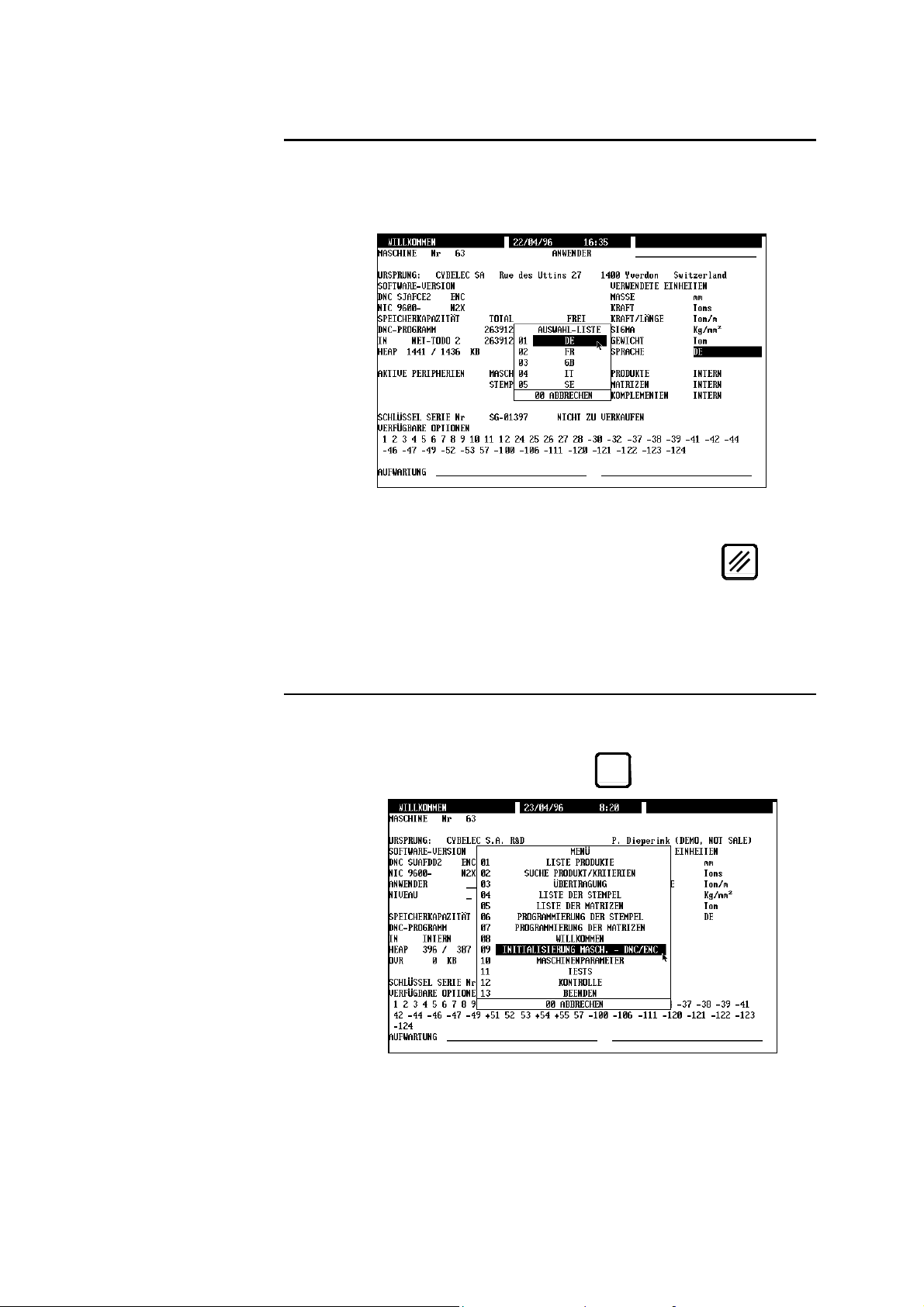
AHL DER KONFIGURIERUNGSSPRACHE
Wenn beim Einschalte n der Numerischen Steuer ung der Schlüssel der
Frontplatte auf Stellung 3 steht, da nn erscheinen die Initialisierungsseiten,
und anschliessend die erste Seite, welche gestattet, die Arbeitssprache zu
wählen. Es muss wie nachstehend erläutert vorgegangen werden.
Auf der DNC800:
! Stellen Sie den Cursor auf die gewählte Sprache.
! Taste
! oder Taste
oder für die DNC900:
! Stellen Sie den Cursor auf die gewählte Sprache.
! Taste
! oder Taste
N
CONFIRMER drücken, um die Wahl zu bestät i gen.
A
QUITTER, um diesen Vorgang zu verlassen.
CONFIRMER drücken, um die Wahl zu bestät i gen.
QUITTER, um diesen Vorgang zu verlassen.
M
SEITE 10 INBETRIEBNAHME DNC 800 / DNC 900
ENÜ
Dieser Vorgang löscht ALLE Daten in der DNC.
Die Formatierung ka nn i m Falle von vermuteten Verunreinigungen der
Speicher nötig sein, um auf sauberer Basis wieder anzufangen.
! Zum Verlassen
Zum nächsten Kapitel übergehen.
C
oder ABBRECHEN drücken.
Page 19
Speicherlesung prüfen in der DNC800
! Vor einer Speiche rformatierung muss eine Prüfung mittels
KONTROLLE DER SPEICHER vorgeno mmen werde n.
M
! Taste
! Zu prüfenden Speicher wählen:
- DNC INTERN SPEICHER (D:) entspricht der Prüfung
des internen Speichers der DNC.
- KASSETTE (diskette) entspricht der Prüfung der Diskette, die
sich im konfigurierten Floppy Drive befindet.
BESTÄTIGEN drücken.
! Taste
! Die Prüfung wird aktiv. Um den Vorgang abzubrechen, wird
ABORT gedrückt. Um die Prüfung nur momentan zu stoppen,
PAUSE drücken.
! Wenn alles in Ordnung ist erscheint die Meldung TERMINATED im
interaktiven Feld. Dann
M
BESTÄTIGEN drücken, um die Prüfung zu starten.
A
QUIT drücken.
Speicherlesung prüfen in der DNC900
! Vor einer Speiche rformatierung muss eine Prüfung mittels
KONTROLLE DER SPEICHER vorgeno mmen werde n.
! Taste
! Zu prüfenden Speicher wählen:
- DNC INTERN SPEICHER (D:) entspricht der Prüfung
des internen Speichers der DNC.
BESTÄTIGEN drücken.
A
M
- KASSETTE (diskette) entspricht der Prüfung der Diskette, die
sich im konfigurierten Floppy Drive befindet.
! Taste
! Die Prüfung wird aktiv. Um den Vorgang abzubrechen, wird
ABORT gedrückt. Um die Prüfung nur momentan zu stoppen,
PAUSE drücken.
! Wenn alles in Ordnung ist erscheint die Meldung TERMINATED im
interaktiven Feld. Dann
INBETRIEBNAHME SEITE 11
BESTÄTIGEN drücken, um die Prüfung zu starten.
QUIT drücken.
Page 20

Formatierung der Speicher in der DNC800
! FORMATIERUNG DER SPEICHER wählen.
! Taste
! Speichertyp wählen (siehe oben).
! Taste
! Ein letztes Fenster erscheint und verlangt die Bestätigung der
Formatierung. Ta st e
! Zum Verlassen des Vorganges
! Während dem Formatierungsvorgang erscheint die Meldung
FORMATIERUNG LÄUFT... , oben rechts im interaktivem Feld.
! Sobald die Formatierung beendet ist, erscheint im interaktiven Feld die
Meldung FORMATIERUNG OK. Taste
Formatierung zu VERLASSEN.
M
BESTÄTIGEN drücken.
M
FORMATIEREN drücken.
N
BESTÄTIGEN drücken.
A
ABBRECHEN drücken.
A
drücken, um die
Formatierung der Speicher in der DNC900
! FORMATIERUNG DER SPEICHER wählen.
! Taste
! Speichertyp wählen (siehe oben).
! Taste
! Ein letztes Fenster erscheint und verlangt die Bestätigung der
Formatierung. Ta st e
! Zum Verlassen des Vorganges
! Während dem Formatierungsvorgang erscheint die Meldung
FORMATIERUNG LÄUFT... , oben rechts im interaktivem Feld.
! Sobald die Formatierung beendet ist, erscheint im interaktiven Feld die
Meldung FORMATIERUNG OK. Taste
Formatierung zu VERLASSEN.
BESTÄTIGEN drücken.
FORMATIEREN drücken.
BESTÄTIGEN drücken.
ABBRECHEN drücken.
drücken, um die
SEITE 12 INBETRIEBNAHME DNC 800 / DNC 900
Page 21
S
PRACHWECHSEL
Verlassen des Konfigurierungspro grammes oder Einschalten der DNC mit
dem Schlüssel auf der Frontseite auf Stellung 1 führt direkt zur
WILLKOMMEN-Seite.
! Cursor auf Feld SPRACHE setzen.
! Dann wählen Sie die gewünschte Sprache mit der Taste
! Sobald das Feld verlassen wird, wird die neue Sprache aktiviert.
L
ÖSCHEN DES INHALTES DER SPEICHER
Nun werden wir alle in de r Maschine enthaltenen Daten löschen.
! Zurück zur MENÜ-Seite mit Taste
M
drücken.
.
INBETRIEBNAHME SEITE 13
Page 22
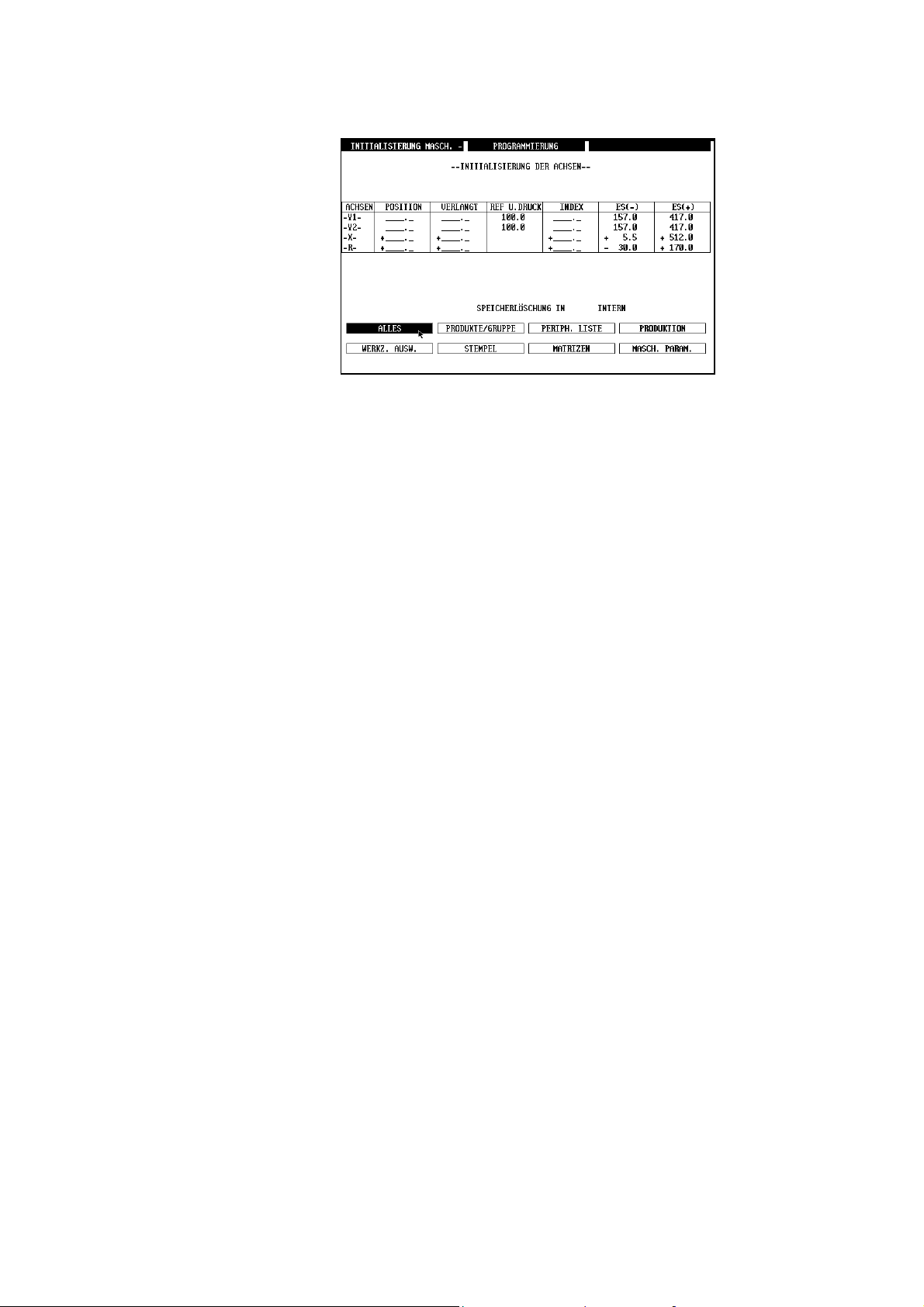
! Seite INIT. MASCH. (INITIALISIERUNG MASCH.) aufrufen.
! Versichern Sie sich, dass d as Löschen im INTERN-Speicher erfolgen
wird.
! Feld ALLES klicken.
! Ein Feld LÖSCHEN wird angezeigt.
! Feld BESTÄTIGEN klicken.
SEITE 14 INBETRIEBNAHME DNC 800 / DNC 900
Page 23
INGABE DER PARAMETER
E
! Seite WILLKOMMEN aufrufen.
! Gewünschte Sprache wie weiter oben beschrieben programmieren.
! Für den Moment lassen Sie die Grundwerte der Masseinheiten stehen.
! Zugang zu den Maschi nenparametern durch Drücken auf Taste
MASCH.PARAM. für die DNC900 oder über die MENU-Seite
und die Wahl MASCHINENPARAMETER bei der DNC800.
M
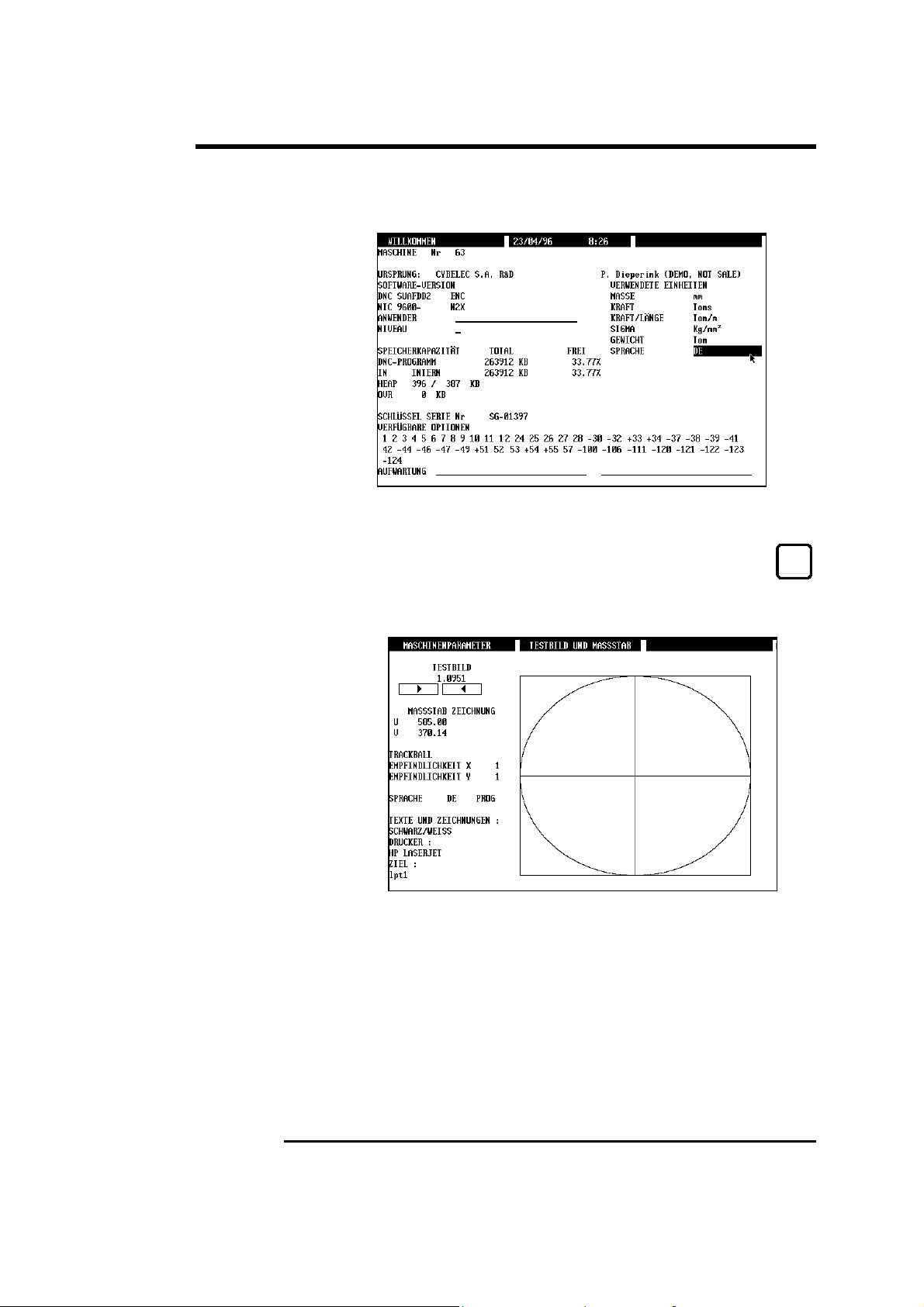
! Seite TESTBILD UND MASSSTAB aufrufen.
! Sprache sowie Reaktionsgeschwindigkeit des Trackballs wenn nötig
bestätigen.
Die Grundkonfigurierung der Cursorgeschwindigkeit ist 1 auf X und 1
auf Y. Vorzugsweise sollten diese Parameter zwischen 1 und 4 liegen
(dies gilt auch für die Version PC800).
! Klicken Sie auf de n l inken oder rec ht en Pfeil des Visierkreuzes damit
dieses gleich hoch wie breit erscheint.
A
CHSENKONFIGURIERUNG
Nun muss die Konfigurierung der Maschinena chsen festgelegt werden.
INBETRIEBNAHME SEITE 15
Page 24
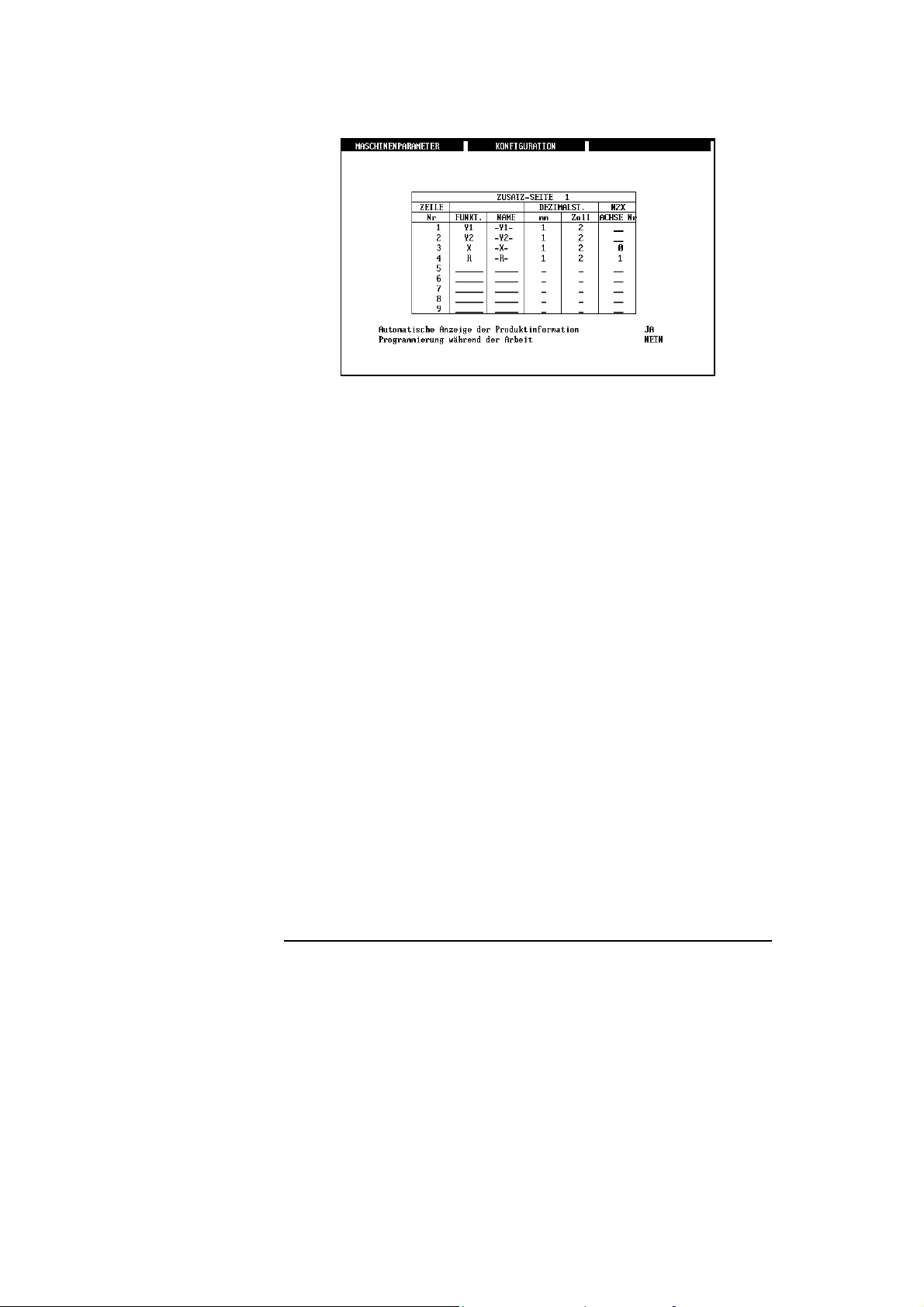
! Seite KONFIGURATION aufrufen.
N°
FUNKTION
NAME
mm
inch
ACHSE N°
Die lineare N umer ierung der Achsen ist nicht
programmierbar. Die Reihenfolge der
Achsenkonfigurierung e ntspricht derjenigen der
Seite BIEGUNG NUM und weiterer Seiten,
welche die Achsen anzeigen.
Die DNC bietet verschiedene Funktionsweisen
der Achsen. Jede Funktionsweise wird durch
einen Modus bestimmt. Siehe weiter unten,
unter "Achsenbe s timmung".
Jede Achse kann mit einem spezifischen
Namen bezeichnet werden. Wir schlagen vor,
den gleichen Namen wie für den Modus zu
wählen.
Anzahl der angezeigten Dezimalen im
metrischen System.
Anzahl der angezeigten Dezimalen im
englischen System.
Gibt die Nummer der Achse auf den N2X Karten an.
Y1 und Y2 arbeiten nicht mit den N2X-Karten
und haben deswegen keine N2X-Nummer.
Dies wird weiter unten erklärt.
Bestimmung der Achsenverwaltung (FUNKTION)
Y1 / Y2 Hydraulische Achsen der Presse. Y1 entspricht
SEITE 16 INBETRIEBNAHME DNC 800 / DNC 900
meistens der linken, Y2 der rechten Achse.
Diese Achsen werden in den zwei ersten Zeilen
konfiguriert.
Page 25

X
Hinterer Anschlag. Dieser ist der
Hauptanschlag und muss konfi guriert werden
wenn eine weitere X-Achse (X1 oder X2)
gewünscht wird.
MX
X
Spezifische Funktionen der Achse:
- Rückzug X
- Start-Verzögerung der Achse
- Matrizensichereit
S
X1
Ist nur möglich wenn X programmiert ist.
Motorisierter Anschlag , meistens mit einer
geringen Verschi ebungsmöglichkeit. (ca 150
mm).
Diese Achse verschiebt sich entlang der X Achse und ihre Ver s chiebung ist daher relativ
zur
MX1
X1
MX
Spezifische Funktionen der Achse:
gleich wie X.
Beispiel 1:
SOLL X 500.0 IST 500.0
SOLL X1 0.0 IST 0.0
Entspricht einem Parallelanschlag.
Beispiel 2:
SOLL X 500.0 IST 500.0
SOLL X1 - 20.0 IST - 20.0
Entspricht einem Anschlag der 20 mm näher an
der Matrize steht als der X-Anschlag .
X1 abs Wie X1, aber die Position wird im
Absolutmodus angezeigt.
Beispiel 1:
SOLL X 500.0 IST 500.0
SOLL X1 500.0 IST 500.0
Entspricht einem Parallelanschlag.
Beispiel 2:
SOLL X 500.0 IST 500.0
SOLL X1 480.0 IST 480.0
Entspricht einem Anschlag, der 20 mm näher
an der Matrize steht als der X-Anschlag.
INBETRIEBNAHME SEITE 17
Page 26

X2 Gleichartiger Anschlag wie X. Physisch von X
getrennt, hat X2 meistens den gleichen Hub wie
X.
Programmierung und Anzeige erfolgen im
Absolutmodus.
Die Position ist separat programmierbar oder
wird durch die DNC berechnet.
(Parallelbiegung)
X
MX
MX2
X2
X2 rel
Spezifische Funktionen der Achse:
gleich wie X.
Beispiel 1:
SOLL X 500.0 IST 500.0
SOLL X2 500.0 IST 500.0
Entspricht einem Parallelanschlag.
Beispiel 2:
SOLL X 500.0 IST 500.0
SOLL X1 480.0 IST 480.0
Entspricht einem Anschlag, der 20 mm näher
an der Matrize steht als der X-Anschlag.
X2 rel Wie X2, aber die Position wird im
Absolutmodus angezeigt.
Beispiel 1:
SOLL X 500.0 IST 500.0
SOLL X2 0.0 IST 0.0
Entspricht einem Parallelanschlag.
Beispiel 2:
SOLL X 500.0 IST 500.0
SOLL X1 - 20.0 IST - 20.0
Entspricht einem Anschlag, der 20 mm näher
an der Matrize steht als der X-Anschlag.
X5, X6
R
Zusätzliche, frei programmierbare Achse.
Verschiebung der Höhe der Anschlagfinger.
Die Höhen sind programmierbar oder werden
durch die DN C berechnet (Parallelbi egung).
MR
Spezifische Funktionen der Achse:
- Verzögerung des Achsenstartes
- Matrizesicherheit
R
SEITE 18 INBETRIEBNAHME DNC 800 / DNC 900
Page 27

R1, R2 Unabhängige R-Achsen. Dienen zur
Einstellung der Höhe der Anschlagfinger.
Die Höhen sind programmierbar oder werden
durch die DNC berechnet.
R1
MR1
MR2
Spezifische Funktionen der Achse:
- Verzögerung des Achsenstartes
- Matrizesicherheit
R2
Z, Z2
Z5, Z6
FREI1, FREI2
In Längsrichtung motor i sierte Anschläge.
Z allein, oder Z und Z2 erlauben es, Anschläge
genau gegenüber ve rschiedenen Arbeitsplätzen
auf der Presse montieren die zu stellen.
Die Positionen sind programmierbar oder
werden durch die DNC berechnet.
MZ
MZ2
Z
Z2
Spezifische Funktionen der Achse:
- Verzögerung des Achsenstartes
- Matrizesicherheit
In Längsrichtung motor i sierte Anschläge.
Dies sind zusätzliche Anschläge, die sich auf
verschiedenen Höhen sowie auch auf einem
separaten hinteren Tragbalken befinden
können.
Frei programmierbare Achsen für
Hilfsaggregate der Maschine
(Materialzuführung, Tischbewegung usw.).
INBETRIEBNAHME SEITE 19
Page 28

Optionale Achsen
X3, X4 X-Achsen von Anschlägen, die auf der
Vorderseite des Stössels stehen (Bedienerseite).
Z3, Z4 Z-Achsen (Querachsen) von Anschlägen, die
auf einer X3- oder X4-Achse auf der
Vorderseite des Stössels (Bedienerseite)
montiert sind.
M(Z)
Achse für die Ver s chiebung der Matrize. Kann
nicht gleichzeitig mit der Z-Achse gebraucht
werden, da M in diesem Fall die Z-Achse
ersetzt.
Die Positionen sind vom Bediener
programmierbar.
MM
M
Spezifische Funktionen der Achse:
- Wie die physische Z-Achse
- aber ohne Matrizesicherheit
M(X2) Wie M(Z), kann aber nicht gleichzeitig mit X2
benutzt werden.
M(R2) Wie M(Z), kann aber nicht gleichzeitig mit R2
benutzt werden.
M2
Gleich wie M, darf aber nicht allein
konfiguriert werden. M muss unbedingt auch
konfiguriert sein.
SEITE 20 INBETRIEBNAHME DNC 800 / DNC 900
M2
MM2
MM
Spezifische Funktionen der Achse:
Aufrechterhaltung des Parallelis mus M-M2.
Page 29

Achsenkonfigurierungsseite
! Prüfen Sie, ob Sie sich auf der ZUSATZ-SEITE 1 befinden.
Ist dies nicht der Fall, so stellen Sie den Cursor auf das Feld
ZUSATZ-SEITE und dr ücken
! Stellen Sie nun den Cursor auf die Zeile 1 des Feldes FUNKTION.
! Klicken Sie rechts; die Wahlliste wird angezeigt:
! Y1 klicken.
Y1 befindet sich im Feld FUNKTION, auf der ersten Zeile.
! Cursor auf Feld NAME stellen und Taste
Eine alphanumerische Tastatur wird angezeigt. Klicken Sie einen nach
dem anderen die Buchstaben, die den Namen der Achse bezeichnen;
dann auf ABBRECHEN als Bestätigung.
oder .
drücken.
! Programmieren Sie 2 im Feld mm oder 3 im Feld inch.
! Gleicher Vorgang für die anderen Achsen (siehe folgendes Beispiel).
INBETRIEBNAHME SEITE 21
Page 30

K
ONFIGURIEREN DER EIN- UND AUSGÄNGE
Diese Seiten sind je nach Softwarever sion vorhanden oder nicht und
verleihen einem Eingang oder Ausgang eine spezifische Funktion. Wenn
keine Wahl gemacht worden ist, so gelten die vom Werk bestimmten
Grundfunktionen.
SEITE 22 INBETRIEBNAHME DNC 800 / DNC 900
Page 31

M
ASCHINENSTÄNDER-PARAMATER
Um die Sicherheitsdistanzen und die Ausführ ung der Prod ukt e zu berechnen,
benötigt das System die Eingabe der Parameter, welche die
Maschinenabmessungen bestimmen.
! Rufen Sie die Seite MASCHINENABMESSUNGEN aus der Seite
MASCHINENPARAMETER auf.
! Geben Sie die Maschinenmasse in die entsprechenden Felder ein.
Dies ermöglicht, die Hauptmasse der verschiedenen Elemente der Maschi ne zu
bestimmen und dann Simulatione n auszuführen.
INBETRIEBNAHME SEITE 23
Page 32

K
ONFIGURIEREN DER ANSCHLÄGE
Um den Modus AUTO (Automatisch) benützen zu können, müssen noch di e
Daten der Anschlä ge eingegeben werden.
B
ESTIMMUNG DER FUNKTIONSTASTEN
KOPIE
ENTFERNEN
LÖSCHEN
EINFÜGEN
Kopiert die Daten des anderen Anschlages auf
den Anschlag, wo sich der Cursor befindet.
Löscht den Anschlag, wo sich der Cursor
befindet. Der nächste Anschlag nimmt die
Position des gelöschten Anschlages ein.
(Kompaktierung)
Löscht die Daten des Anschlages, wo sich d er
Cursor befindet.
Fügt am Ort wo sich der Curs or befindet einen
freien Anschlag ein. Die Nummer jedes
weiteren Anschlages wird um 1 versetzt. Wenn
vor dem Einfügen scho n 8 Anschläge
vorhanden waren, so ist nach disem Vorgang
der letzte verloren.
SEITE 24 INBETRIEBNAHME DNC 800 / DNC 900
Page 33

Z
EICHNUNG DER ANSCHLÄGE
! Die "Grund zeichnung" wird bei fehlenden Angaben in der
betreffenden Spalte mit einer speziellen Farbe gekennzeichnet.
! Wenn die Angaben vollständig sind, wird der Anschlag massstäblich
in einer anderen Farbe gezeichnet.
! Die Zeichnung berücksichtigt die Funktionsart des Anschlages.
(Anschlag, Auflage, Rast) und zeigt das Blech sowie die Matrize.
Beispiele:
L1
Xpos
L5
L4
L5
L2
L1 Xpos
L5
L5
L2
L1
L3
L4
L3
Ox
L6
Ox
L6
XAxe
XAxe
L6 wird mit der Mitte der
Blechdicke ausgerichtet
oder aber mit dem Zentrum
von Ri
L6 wird mit der unteren
Fläche des Bleches
ausgerichtet
L6 spielt keine Rolle
L5
L5
L2
L4
L3
Xpos
Ox
XAxe
INBETRIEBNAHME SEITE 25
Page 34

Z
WEI TABELLEN ZUR BESTIMMUNG DER ANSCHLÄGE
Die Anzeige ist ähnlich wie für die N2X-Parameter. Die zweite Spalte dient
hauptsächlich zum Vergleich der Masse.
In den Parametern werden die Anschläge mit ihrer Nummer bezeichnet. Es
können bis 8 Anschläge bestimmt werden. Für jeden Anschlag kann ein Name
bestimmt werden. Die Namen befinden sich auf den Anwenderseiten in einem
Roll-Menü ode r in Eingabefeldern.
Wird kein Name bestimmt, so gibt ihm das Sytem eine Rangnummer, wenn
die Seite verlassen wird.
Für jeden Anschlag muss ein Funktionstyp bestimmt werden:
! KEINE
! ANSCHLAG
! AUFLAGE
! RAST
Wenn KEINE gewählt wird, wird der betreffende Anschlag unbenützbar.
Diese Wahl er l aubt Ihnen also, die Wirkung des Anschla ges auszuschalten.
Die weiteren Funktionstypen werden später erklärt.
Verwaltung der HF (Hilfsfunktionen) im Modus "Anschla g"
Die Verwaltung der HF kann mittels Modus "Anschlag" erfolgen. Die HF
verhält sich da nn wie e i ne Digitalfunktion, mit folgenden Ausnahmen:
! Die Werte für diese HF sind nicht vom Bediener programmierbar. Sie
werden in der Ko nfigurierungstabelle der Anschläge fesge legt, sind
also durch die Wahl des Anschlages bestimmt.
Parameter " Wert HF" in der Konfigurierungstabelle der Anschläge
Für jeden Anschlag kann ein entsprechender Digitalwert der HF bestimmt
werden. Dies erl aubt, mechanische Be wegungen des Anschlages auszuführen
wie z.B.:
! Höhenverstellung
! Verschiebung eines mobilen Vorde rteiles
! Wahl von Nocke n (zusätzliche Anschläge)
Dieser Parameter bleibt unwirksam wenn keine Hilfsfunktion im Modus
"Anschlag" bestimmt worden ist.
Nicht bestimmter Wert = Wert während der Fr eistellung des Bleche s = 0
SEITE 26 INBETRIEBNAHME DNC 800 / DNC 900
Page 35

H
ÖHE DER ANSCHLÄGE
Besteht eine R-Achse, so kann eine eventuell bestehende HF die Höhe des
Anschlages nicht ändern. Das heisst, dass die Sicherheit R nicht bestimmt
werden kann (Konflikt mit der Bestimmung der Position der
Blechoberfläche).
Besteht keine R-Achse, so bestimmt die Position der Blechoberfläche (L6)
die Sicherheit R und gegebenenfalls d i e Freistellung R.
Die Freistellung durch eine HF wird immer dann a usgeführt, wenn die Achse
"X" sich in der Gefahrzone befindet (vorausgesetzt, dass eine HF im Modus
"Anschlag" bestimmt worden ist).
Bestimmt wird, dass wenn alle Ausgänge wieder auf den Grund wert
eingestellt worden sind (reset), der Anschlag sich auf die sicherste Stelle für
die Verwaltung der Sicherheit geste llt hat. Das heisst, dass er gegen oben
freigestellt ist und dass sich die beweglichen Teile so weit wie möglich in
Richtung X von der Matrize entfer nt haben. Andere Funkt ionen, wie z.B.
zusätzliche Anschläge, müssen sich in Ruhestellung befind en (am meisten
übliche Position).
Dies heisst prakti s ch, dass man für eine "R"-Freistellung alle Ausgänge auf
Null stellt.
Aus Sicherheitsgründen ist bei jed em HF-Wechsel eine Qui t tung erforderl ich.
Die Quittung beste ht aus einer programmierbaren Verzögerung und einer
externen Quittung (nach der Verzögerung) die aus folgender Liste gewählt
werden kann:
! Keine externe Quittung
! Quittung für Freistellung (HF = 0)
! Quittung für jegli che Änderung der HF
Verzögerung nicht definiert = 0
Bemerkung: Die Verwaltung der Quittung ist noch nicht implementiert.
INBETRIEBNAHME SEITE 27
Page 36

S
TÖSSELPARAMETER
Um den Stössel zu initialisieren müssen die Grundparameter, die für die
meisten Pressen gel t en, eingegeben werd en. Zu diesem Zweck können Sie d i e
Parameter der nachstehenden Bildschirmseiten abschreiben.
! Seite STÖSSEL aus den MASCHINENPARAMETERN aufrufen.
Die Parameter P08 und P09 werden nicht eingegeben. Diese erscheinen
automatisch nach de m er sten Indexierungsvorgang.
! Seite SICHERHEIT 1 aus den MASCHINENPARAMETERN
aufrufen.
SEITE 28 INBETRIEBNAHME DNC 800 / DNC 900
Page 37

! Seite SICHERHEIT 2 aus den MASCHINENPARAMETERN
aufrufen.
D
RUCKPARAM ETER
! Seite DRUCK UND BOMBIERUNG aus den
MASCHINENPARAMETERN aufrufen.
INBETRIEBNAHME SEITE 29
Page 38

N2X-E
NDSCHALTER
! Seite N2X aus den MASCHINENPARAMETERN aufrufen.
! Hier müssen noch die Endschalter + (P147) und - (P148) aller
N2X-Achsen der Maschine, sowie die entsprechende Geberauflösung
(P149) eingegeben werden. Zur Bestimmung dieser Werte, siehe eine
gültige N2X-Beschreibung.
SEITE 30 INBETRIEBNAHME DNC 800 / DNC 900
Page 39

E
RSTES VORGEHEN
RÜFUNG DER ZÄHLUNG
P
Bevor Sie die Achsen bewegen, müssen Sie sich versichern, dass die
Zählrichtung richtig eingestellt ist.
Vor jedem Eingriff in der DNC müssen a lle Verdraht ungen gründlich von
Auge kontrolliert werden.
Dann prüfen Sie d i e Zählung achsenweise wie folgt:
! Seite INITIALISIERUNG MASCHINE aufrufen.
! Cursor bei der betreffenden Achse auf das Feld VERLANGT stellen.
! Ein beliebiges Mass zur Kontrolle der Bewegung eingeben
(z.B. 100.00).
! Auf der DNC900, Taste
in das entsprechende Feld POSITION übertragen.
! Auf der DNC800, Taste
in das entsprechende Feld POSITION übertragen.
! Den Geber der Achse von Hand bewegen und im Feld POSITION die
Richtung der Zählung kontrollieren.
! Das Erscheinen der Indexe von Y1 und Y2 auf der NIN-Karte
beobachten.
! Der gleiche Vorgang ist auf den N2X-Karten für die anderen zu
indexierenden Achsen vorzunehmen.
! Die obigen Vorgänge sind für alle Achsen der Maschine zu
wiederholen.
ANNEHMEN drücken. Das Mass wird
A
ANNEHMEN drücken. Das Mass wird
ERSTES VORGEHEN SEITE 31
Page 40

ER STÖSSEL
D
Bemerkung: Es ist nicht möglich ein Mass im Feld POSITION zu
bestätigen wenn die 24VDC-Spannung der DNC nicht
eingeschalten ist. Beim Prüfen der Messlineale des Stössels
ist es vorteilhaft, den Messkopf zu lösen um ihn bei stillstehendem Stössel frei auf dem Messlineal zu bewegen.
Nach diesem Vorgang kontrollieren Sie noch ein letztes Mal von Auge die
Verdrahtung der verschiedenen Achsen, Elektro- und Servoventile, bevor Sie
die Maschine in Betrieb setzen.
Z
USTANDSKONTROLLE DES ZYKLUS
Vor einer Bewegung des Stössels müssen noch einige Kontrollen des
physischen Zustandes der Maschine ausgeführt werden:
! Hauptpumpe der Maschine einschalten und Drehsinn kontrollieren.
! Schlüssel auf der Frontseite der DNC auf St ellung 3 setzen.
! DNC in Modus PROGRAMMIERUNG setzen.
! Seite INITIALISIERUNG MASCH. aufrufen.
! Mass der Höhe Ihres Werkzeuges, einschliesslich Referenzklötze, in
den Feldern REF U. DRUCK für Y1 und Y2 ei ngeben. Statt dessen
können Sie auch die Distanz zwischen der Basis des Stössels und dem
Tisch eingeben. Diese Eingabe darf vorlä ufi g noch annähernd sei n, da
sie in einem späteren Vorgang genauer bestimmt wird.
! Auf dem elektrischem Schaltschrank Betriebsart AUTO einschalten.
! DNC auf Betriebsart MANUELL umschalten.
! Cursor auf das Feld VERLANGT der Achse Y1 oder Y2 setzen.
! Den Anschlussstecker des Drucksteuerventils direkt auf diesem (auf
der Maschine) ausziehen.
! Auf der DNC900, Taste
DNC drücken.
! Auf der DNC800, Taste
Frontseite der DNC drücken.
Mit diesem Vorgang haben Sie nun eine I ndexierung verlangt. Die Maschine
kann aber nicht funktionieren, da das Drucksteuerventil ausgeschaltet worden
ist und somit die Hydr aulik nicht unter Druck sein kann. Dagegen sind alle
anderen Bedingungen für die Arbeit des Stössels vor handen. Dies ermögli cht
folgende Kontrollen:
SEITE 32 INBETRIEBNAHME DNC 800 / DNC 900
INIT INDEX auf der Frontseite der
A
INITIALISIEREN INDEX auf der
Page 41

! Mit einem Multimeter kontrollieren Sie, dass Spannung auf dem
Stecker für die Speisung des Drucksteuerventils vorhanden ist.
DEN STECKER ABER NICHT EINSTECKEN!
! Kontrollieren Sie, dass keines der Elektroventile für den Abwärtsgang
in EG (Eilgang) oder KG (Kriechgang) aktiv ist.
! Kontrollieren Sie, d ass auf den Servoventilen Spannungen und Ströme
vorhanden sind, und zwar beidseitig mit gleicher Polarität und der
Aufwärtsrichtung entsp rechend.
! Wenn das Signal SP (Sinn Positiv) eine zusätzliche Sicherheit steuert,
kontrollieren Sie, dass letztere auch richtig aktiviert ist.
! Taste
B
EWEGEN DES STÖSSELS
Nun können Sie mit der Bewegung des Stössels anfangen:
! Drucksteuerventil auf der Maschine wieder anschliessen.
! Seite INITIALISIERUNGMASCHINE aufrufen und Cursor auf Feld
VERLANGT der Achse Y1 oder Y2 stellen.
! Schlüssel auf der Frontseite der DNC a uf St ellung 3 setzen.
! Auf dem elektrischem Schaltschrank Betriebsart AUTO einschalten.
! DNC auf Betriebsart MANUELL umschalten.
! Auf der DNC900, Taste
DNC drücken.
! Auf der DNC800, Taste
Frontseite der DNC drücken.
STOP auf der Frontseite der DNC drücken.
INIT INDEX auf der Frontseite der
A
INITIALISIEREN INDEX auf der
Der Stössel muss sich nun aufwärts b ewegen, die Indexe aufnehmen und am
OT stoppen.
Sollte der Stössel nicht normal hochfahren, so drücken Sie den Notstop und
suchen den Fehler.
Sie können nun den Fussschalter betätigen, worauf der Stössel sic h a bwärts
bewegen muss, und den Stössel wied er auffahren lassen.
ERSTES VORGEHEN SEITE 33
Page 42

W
ERKZEUG-REFERENZ
Die Einstellung der Maschine muss nach folge ndem Prinzip er folgen:
Theoretisch, wenn die Auflagefläche des Stempels in Kontakt mit der Tisch-
Oberfläche kommt, ist das Mass am Zähler gleich Null für Y1 wie für Y2.
(Bemerkung: Die Auflagefläche des Stempels ist die Fläche des Stössels,
gegen welche der Stempel befestigt wird.)
Praktisch wurde diese Einstellung mit Hilfe von zwei kalibri erten
Unterlagsklötzen, deren Mass in den Zähler eingegeben wurde, bei der ersten
Indexierung ausge führt.
Begriffsbestimmung:
Das Referenzmass (REF Y) ist die Summe der Höhe beider Werkzeuge
(Stempel und Matrize).
Stössel
Y1 = 000.00
Y2 = 000.00
Stössel
a
b
a oder b = Auflagefläche
Tisch
des Stempels.
Die Form der Auflagefläche
des Stempels ändert von
Fall zu Fall.
Die Höhe des Stempels ist die Distanz zwischen der Spitze des Stempels und
der Auflagefläche.
Das Referenzmass REF Y ist für die Genauigkeit de r mit der Maschine
ausgeführten Biegunge n massgebend.
Die DNC berechnet die Tiefe der Bie gungsbewegung von folgenden Daten
ausgehend:
! Referenzmass REF Y
! Geometrische Masse der Werkzeuge
! Blechstärke
Wenn die ausgeführ ten Biegungen stark von den programmierten Werten
abweichen, so müssen oben genannte Masse neu geprüft werden.
SEITE 34 INBETRIEBNAHME DNC 800 / DNC 900
Ref.:
Y Mass
Page 43

Um das Referenzmass zu prüfen:
! Betriebsart Manuell
.wählen
! Spitze des Stempels auf die horizontale Oberfläche der Matrize setzen
(Achtung auf den Druck des laufenden Satz es).
! Wert auf dem Y-Zähler ablesen. Dieser Wert muss mit dem
Referenzmass REF Y des ve rwendeten Werkzeuges übereinstimmen.
Wenn nicht, muss der Wert der Stempelhöhe oder der Matrizenhöhe
korrigiert werden (siehe weiter unten).
Wenn est nicht möglich ist wie oben vorzugehen, kann man ein dickes
Blechstück (es darf sich nicht biegen!) oder eine kalibrierte Unterlage (Klotz)
zwische Stempel und Matrize setzen. (Siehe nachstehende Skizze)
Man muss dann den Wert der Blechdicke oder die Klotzhöhe zum Erhalt von
REF Y vom gemessenen Wert abziehen.
Ref. Y =
Y-Mass - Bl echstärke
Min Blechstärke 10mm. oder
mehr je nach V-Öffnung
R
EFERENZ-KLÖTZE
Zur Eichung der Maschine unter Druck benötigen Sie in den folgenden
Vorgängen zwei Referenzklötze mit gena uer Höhe (z.B.10.00 mm ±0.01%).
Ref. Y =
Y-Mass - Blechstärke
Min Blechstärke 10mm. oder
mehr je nach V-Öffnung
oder
Diese Klötze werde n als Basis zur Bestimmung der Nullpunkte des Stössels,
unter jeden Druckzylinder gestellt.
Der Druck darf nur schwach sein, um Tisch ode r Stössel nicht mit den
Klötzen zu markieren.
ERSTES VORGEHEN SEITE 35
Page 44

E
RSTE INDEXIERUNG
Die erste Indexierung dient zur genauen Eingabe der Nullpunkte der
Stösselachsen Y1 und Y2 in die DNC.
Diese Indexierung muss sehr sor gfä ltig gemäss nachstehend beschreib enem
Vorgang ausgeführt werden. Ein Fehler von 0.1 mm kann, je nach Werkzeug,
einen Fehler von mehr als 1 Grad am Biegewinkel bewirken.
Vorbereitung
Vor der ersten Indexierung müssen die bestehenden Indexe gelöscht werden.
! Seite INITIALISIERUNG MASCHINE aufrufen.
! Schlüssel auf der Frontseite der DNC auf 3 stellen.
! Werkzeuge auf die Maschine montie ren und zentrieren.
! Stössel in Betriebsart MANUELL bis auf ca. 5mm über die
Referenzblö cke senken.
! Pumpenmotor ausschalten.
! KG-Elektroventile von Hand verstellen (Schieber stossen), um den
Stössel sanft zu senken, bis der Stempel auf den Referenzblöcken
steht.
! Knopf RESET auf der NPU-Karte in der ENC drücken oder DNC
aus-und wieder einschalten.
! Seite INITIALISIERUNG MASCHINE aufrufen.
! Kontrollieren, dass die Felder INDEX für Y1 und Y2 leer sind.
! Pumpe wieder in Betrieb setzen.
Aufnahme der ersten Indexe
Die Maschine steht nun für eine er ste Indexierung bereit:
! Vorherigen Zustand der Maschine beibehalten.
! Cursor auf Feld REF.U.DRUCK stellen
! Referenzmasse (We rkzeug + Referenzklötze) ins Feld REF.
U.DRUCK eingeben
! Den Wert Y1 von REF.U.DRUCK ins Feld VERLANGT eingeben
und mit Taste
Taste
A
ANNEHMEN auf der DNC800 bestätigen.
ANNEHMEN für die DNC900, und mit der
! Denselben Vorgang für Y2 ausführen.
! Kontrollieren, dass die Felder INDEX für Y1 und Y2 leer sind.
Wenn nicht, müssen diese Felder gelöscht werden und der Vorgang
"Vorbereitung" wiederholt werden (siehe vorherigen Abschnitt).
! Cursor in eines der Felder VERLANGT für Y1 oder Y2 setzen.
SEITE 36 INBETRIEBNAHME DNC 800 / DNC 900
Page 45

! Auf der DNC900, Taste
INIT INDEX drücken.
! Auf der DNC800, Taste
! Der Stössel wird an seinen OT hochfahren und dabei die Indexe
aufnehmen.
! Sobald der Stössel am OT stillsteht, drücken Sie die Taste HALB-
AUTO. Dies bewirkt die Anzeige der Indexe in ihren entsprechenden
Feldern.
Wenn die beiden Indexmasse mehr als 1mm voneinander abweichen, müssen
die Messgeber oder die Messköpfe neu aufeinander eingestellt und die Indexe
gelöscht werden. RESET-Knopf wieder drücken und Indexierung wie vorher
wiederholen.
Bestätigt die Maschine die Indexe nicht, dann muss der ga nze
Inbetriebsetzungsvorgang, inklusive Messgebertest, wied erholt werden.
E
ICHEN DES DRUCKES MIT EINER DIFFERENTIALEN
H
YDRAULIK
Um die Drücke auf der Maschine zu eichen, muss ein Manometer am Austritt
der Pumpe montiert werden. Der Wert in Bar für den höchsten Druck
(100%) muss bekannt sein, dann:
A
INITIALISIEREN INDEX drücken.
! Auf der DNC900, Seite BIEGUNG NUM aufrufen.
N
! Auf der DNC800, Seite
! Max. PRESSKRAFT der Maschine eingeben.
! Ein Biegungsmass Y1 und Y2 eingeben, welches ei ner Luftbiegung
entspricht (kein Kontakt des Stempels mit der Matrize).
! Eine Presszeit max. von 9.9 Sekunde n eingeben.
! Seite DRUCK UND BOMBIERUNG aus den MASCHINEN-
PARAMETERN aufrufen.
! Druckventil für die mechanische Sicherheit öffnen.
ERSTES VORGEHEN SEITE 37
BIEGUNG NUMERISCH aufrufen.
Page 46

! Schlüssel auf der Frontseite der DNC auf 3 stellen.
! Max. Wert von 254
! Auf der DNC und der Maschine Betriebsart AUTO einschalten.
! Fussschalter drücken um den Stössel bis auf den Punkt zu se nken,
wo die Reglung am UT üb ernommen wird. Dann den Druck am
Manometer kontrollieren.
! Druckventil für die mechanische Sicherheit bis zum maximalen für die
Maschine erträglichen Druck einstellen (ca. 300 Bar).
! Fussschalter loslassen, Wer t im Feld DRUCK D/A 100% korrigieren.
Dann Stösselsenkung und M anometerkontroll e wiederholen.
Bemerkung: Der D/A-Wert von 254 entspricht nicht unbedingt dem
maximalen erträglichen Druck der Maschine.
Gegebenenfalls müssen Sie diesen Wert, bis der Zeiger des
Manometers unter den max. Druck zu sinken beginnt,
verkleinern. Somit kann der D/A-Wert z.B. 220 betragen.
! Gleichen Vorgang für die Felder 25%, 50% und 75% ausführen.
Vorher muss im gleichen Verhältnis der Wert PRESSKRAFT auf der
Seite BIEGUNG NUM geändert werden.
ins Feld 100
% von DRUCK D/A eingeben.
SEITE 38 INBETRIEBNAHME DNC 800 / DNC 900
Page 47

E
ICHEN DES DRUCKES MIT EINER NICHT
DIFFERENTIALEN
Um den Druck zu eichen muss ein Manometer auf der oberen Kammer des
Druckzylinders montiert werden. Der Wert in Bar für den höchsten Druck
(100%) muss bekannt sein, dann:
! Auf der DNC900, Seite BIEGUNG NUM aufrufen.
! Auf der DNC800, Seite
H
YDRAULIK
N
BIEGUNG NUMERISCH aufrufen.
! Min. PRESSKRAFT der Maschine eingeben.
! Seite MASCHINENPARAMETER, DRUCK UND BOMBIERUNG
aufrufen.
! Schlüssel auf der Frontseite der DNC auf 3 stellen.
! Auf der DNC und der Maschine Betriebsart MANUELL einschalten.
! Im elektrischen Schaltschrank auf Betriebsart EINSTELLUNG
übergehen.
! Fussschalter drücken, um de n Stössel bis auf die Refer enzklötze zu
senken. Die Klötz e müssen so dimensioniert sein, dass der maximale
Druck auf der M aschine die Maschi nenelemente nicht beschädigt.
! Cursor auf Feld DRUCK D/A 0% stellen.
! Fussschalter drücke n und, ohne diesen losz ulassen, Taste
(Inkrement 1) oder
zu steigern. Inkrementierung anhalten, sobald der Zeiger des
Manometers sich vom Nullanschlag löst.
! Wenn der Dr uck am Manometer zu hoch steht, kann er durch
Betätigung der Tasten
10) vermindert werden.
(Inkrement 10) drücken, um den Druck
(Dekrement 1) oder (Dekrement
! Fussschalter loslassen sobald der gewünschte Druck erreicht ist.
! Gleichen Vorgang für die Felder 25%, 50%, 75% und 100%
ausführen.
ERSTES VORGEHEN SEITE 39
Page 48

NBETRIEBSETZUNG DER
I
Siehe entsprechende N2X-Betriebsanweisung. Darin find en Sie die Funktion
jedes Parameters sowie die Beschreibung des Inbetriebsetzungsvorganges.
N2X-A
CHSEN
SEITE 40 INBETRIEBNAHME DNC 800 / DNC 900
Page 49

O
PTIMIERUNG DER PARAMETER
Die Parameter, die Sie gemäss den vorigen Bechre ibungen eingegeben ha ben,
erlauben eine relativ befriedigende Arbeitsweise des Stössels.
Die folgenden Anweisungen ermöglichen, die Maschine feiner e inzustellen
um einen perfekten, ruhigen Lauf des Stössels i n jedem Arbeitsfal l zu
erzielen.
Es werden Einstell vorgänge für jede Bewegungs- und Arbeits phase des
Stössels beschrieben. Diese Vorgänge sind in einem gewissen Mass vom
Maschinentyp und von der Hydraulikart abhängig.
Diese Einstellungen erfolgen durch die beste W ahl der Wert e der verschiedenen Para meter und verlangen gute Kenntnisse über M echanik und
Hydraulik.
ESCHREIBUNG DER PARAMETER
B
Y1 - Y2
P
OSITIONIERUNGSDIAGRAMME
Die folgenden Diagramme zeigen das theoretische Geschwindigkeitsprofil
des Stössels mit Bezeichnung der verschiedenen Umschaltpunkte zwischen
den Bewegungsphasen.
OPTIMIERUNG SEITE 41
Page 50

Abwärtsgangzyklus
Start am OT
Spannung EG
P22
Bremsspannung EG
P23
Umschaltpunkt
1
"
"
7
8
2
4
5
6
1
Beschleunig.-Abstand
P38
2
Presskraft EG1
P31
3
Verstärkung Synchro EG
P26
4
Abstand Verlangsamung
P38
5
Abstand Verlangsamung GV
P12
6
Presskraft EG2 Bremsen
P32
7
Übergangszeit EG-KG
P45
8
Abstand Umschaltung EG
P06
9
Mind.-Presskraft 1 (PV)
3
P34
10
Blechstärke
11
12
13
Abstand Rampe KG
P05
Abstand Endstufe
P03
Mind.-Presskraft 2
P35
"
"
"
"
"
"
"
(Rampe + Endstufe)
Sicherheitspunkt
Spannung KG
P21
Klemmpunkt
Maschinenreferenzpunkt
Biegegeschwindigkeit
(Seite BIEG. NUM)
Spannung
P20
Endstufe
Sollmass
oder UT
Abwärts-
Phase
"
10
"
"
Verstärkung Synchro UT
P27
9
11
13
12
SEITE 42 INBETRIEBNAHME DNC 800 / DNC 900
Page 51

Ankunft am OT
Spannung Endstufe
P20
Aufwärtsgangzyklus im geschlossenen Regelkreis
"
7
6
1
P48
Dekompressionszeit
2
Druck Dekompression
P36
3
P38
Abstand Beschleunigung
4
P33
Druck
5
P26
Verstärkung Synchro
6
P38
Abstand Verlangsamung
7
Abstand Endstufe OT
P03
"
"
"
"
Spannung EG
P22
Klemmpunkt
Biegegeschwindigkeit
(Seite BIEGUNG NUM)
Spannung KG
"
54
Aufwärts-
phase
"
3
1
2
P01 = Regelkreis = 1
Sollmass
oder UT
P27
Verstärkung Synchro UT
OPTIMIERUNG SEITE 43
Page 52

Ankunft am OT
P20
Spannung Endstufe
Aufwärtsgangzyklus ohne geschlossenen Regelkreis
"
7
6
1
P48
Dekompressionszeit
2
Druck Dekompression
P36
3
P38
Abstand Beschleunigung
4
P33
Druck
5
P26
Verstärkung Synchro
6
P38
Abstand Verlangsamung
7
Abstand Endstufe OT
P03
"
"
"
"
Spannung EG
P22
Klemmpunkt
Spannung Endstufe
P20
"
5
4
Aufwärts-
Phase
3
P01 = Regelkreis = 0
1
"
2
Sollmass
oder UT
P27
Verstärkung Synchro UT
SEITE 44 INBETRIEBNAHME DNC 800 / DNC 900
Page 53

BSTAND BESCHLEUNIGUNG
A
""""
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Siehe Diagramm
ESCHLEUNIGUNG ABSTAND
B
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
mm
0
1 bis 2
Bestimmung des Beschleunigungsa bstandes
des Stössels im Abwärtsgang
Stössel
####
mm
0
1 bis 2
Bestimmung des Beschleunigungsabstandes des
Stössels im Aufwärtsgang
Stössel
Siehe Diagramm
BSTAND VERLANGSAMUNG
A
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Siehe Diagramm
""""
mm
0
10 bis 15
Bestimmung des Verlangsamungsabsta ndes des
Stössels im Abwärtsgang
Stössel
OPTIMIERUNG SEITE 45
Page 54

ERLANGSAMUNG ABSTAND
V
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Siehe Diagramm
BSTAND ENDSTUFE
A
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
mm
0
10 bis 20
Bestimmung desVerlangsamungsabsta ndes des
Stössels im Aufwärtsgang
Stössel
mm
Muss programmiert werden
0.30
Bestimmt den Abstand der Endstufe
Stössel
Es handelt sich hier um die Distanz die der Stössel durchläuft, während seine
Geschwindigkeit durch den Parameter SPANNUNG ENDSTUFE gesteuert
wird.
Diese Distanz muss genügend gross sein, um das Überfahren des angestrebten
Punktes (Overs hoot) zu vermeiden.
Bemerkung: Auf dieser Distanz sind die Y1- und Y2-Achsen nicht mehr
synchronisiert und fahren zum UT.
P
SEITE 46 INBETRIEBNAHME DNC 800 / DNC 900
Page 55

BSTAND ENDSTUFE
A
OT
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
BSTAND VERZÖGERUNG
A
Einheit:
Grundwert:
Typischer Wert:
Funktion:
mm
Muss programmiert werden
3.00
Dient zur sanften Ankunft des Stössels am OT
beim Aufwärtsgang.
Dieser Parameter bestimmt den ABSTAND vor
OT, wo die Geschwindigkeit des Stössels durch
die SPANNUNG ENDSTUFE
AUFWAERTS gesteuert wird.
Stössel
EG
mm
Muss programmiert werden
7.00
Dient zum sanften Überga ng des Stössels von
EG zu KG ober halb des Umschaltpunkte s.
Ort:
Dieser Parameter bestimmt die Distanz, auf welcher die
BREMSSPANNUNG aktiv ist.
Das Prinzip besteht in einer Verminderung der Abwärtsge s chwindigkeit
durch eine kleinere Spannung als die EG-Spannung auf einem in di esem
Parameter programmierten Weg.
Dieser Parameter wird ensprechend dem Gewicht und der Geschwindigkeit
des Stössels gewählt und muss genug gross sein, um eine sanfte
Verlangsamung zu erhal ten.
Stössel
OPTIMIERUNG SEITE 47
Page 56

BSTAND RAMPE
A
KG
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Bemerkung: Die Rampe muss genügend lang sein, um ein Überfahren
des Zielpunktes (Overshoot) zu vermeiden.
Je steiler di e Rampe, desto grö sser die Verstär kung.
Bewirkt die Verla ngsamung des Stössels vom KG zur
Endstufengeschwindigkeit.
PV
mm
Muss programmiert werden
2.00
Bestimmt die Länge der Rampe und ändert die
Verstärkung des Synchr onismus Y1 Y2 auf
dieser Weglänge.
Einem kleineren Wert des Para meters
entspricht eine grössere Verstärkung des
Synchronismus.
Stössel
P
Der Anfang der Rampe ist
relativ zum Positionsmass
PF
Effektive Länge d er Rampe
=
ABSTAND RAMPE KG ABSTAND ENDSTUFE
SEITE 48 INBETRIEBNAHME DNC 800 / DNC 900
Page 57

AKTOR BIEGEGESCHWINDIGKEIT
F
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
a)
b) 2 = Biegegeschwindigkeit max 10mm/s, mit Massstab LS623
c) 4 = Biegegeschwindigkeit max 20mm/s, mit Massstab LS623
d) 8 =Biegegeschwindigkeit max 40mm/s, mit Massstab LS623
oder 1 = Biegegeschwindigkeit max 5mm/s, mit Massstab LS623
(200 Imp/mm)
Biegegeschwindigkeit max 10mm/s, mit Massstab LS510
(100 Imp/mm)
(200 Imp/mm)
Biegegeschwindigkeit max 20mm/s, mit Massstab LS510
(100 Imp/mm)
(200 Imp/mm)
Biegegeschwindigkeit max 40mm/s, mit Massstab LS510
(100 Imp/mm)
(200 Imp/mm)
Biegegeschwindigkeit max 80mm/s, mit Massstab LS510
(100 Imp/mm)
BCD Code
1
2
Erlaubt die Wahl der max.Ge schwindigkeit
während der Bi egung
Stössel
Achtung: Das Erreichen der gewünschten Biegegeschwindigkeit
erforder t einen genügenden Ausstoss der Pumpe.
OPTIMIERUNG SEITE 49
Page 58

RBEITSWEISE DES REGELKREISES
A
Geschlossener Regelkreis am OT:
Die geregelte Steuerung im OT ist nur dann möglich, wenn der Parameter
"REGELKREIS" mit einem anderen Wert als 0 programmiert ist.
Diese Steuerung besteht darin, dass sie einen Aufwärtsbefehl ausgibt, DNC
automatisch sobald der Abstand des Stössels vom OT (wegen Ölverluste in
der Hydrauli k) einen Wert von -0.5mm erreicht .
Bei dieser St euerung bleibt der Ausgang OT aktiv.
Wenn diese Steue rungsart nicht erlaubt ist (REGELKREIS = 0), so wird von
der DNC kein Befehl automatisch ausgegeben.
In diesem Fall muss das Verschwinden des OT-Signals verwendet werden,
um der DNC vom Schaltschrank aus einen Aufwärtsbefehl zu erteilen.
Geschlossener Regelkreis zwischen PSS und UT:
Wenn der Abwärtsbefehl zwischen PS und UT losgelassen wird, können zwei
Fälle auftreten:
a) Parameter "REGELKREIS " > 0,
Eingang "Permanent geschlossen" a kt iv
b) Parameter "REGELKREIS " > 0,
Eingang "Permanent geschlossen" inaktiv
oder Parameter "REGELKREIS" = 0
Im Fall a) behält die DNC die Abwärtsbefehle bei und der Stössel wird an der
Stelle wo der Abwärtsbefehl desaktiviert worden ist, max +0.1 mm im
Regelkreis (nach Zeit vor GESCHLOSSEN REGELKREIS).
Während dieser Regelkreis-Phase wird der Druck auf die Hälfte reduziert
(jedoc h mind estens auf den unter Parameter MIN. DRUCK 1 (KG)
programmierten Druck). Wenn der Eingang "Geschlossener Regelkre is
desaktiviert wird, werden die Befehle "Abwärts" und "Druck" der Presse
unterbrochen.
Das Wiedereinschalten des geschl ossenen Regelkreises mit d iesem Eingang
allein ist nicht möglich; es muss zusätlich ein Abwärtsbefehl erfolgen, um die
Bereitschaft d es Einganges des geschlossenen Regelkreises zu bestätigen.
Im Fall b) wird die DNC den Stössel am Punkt wo d er Abwärtsbefehl
desaktiviert worden ist, so steuern wie es im obenstehenden Abschnitt,
betreffend Steuerung am OT, beschrieben ist.
SEITE 50 INBETRIEBNAHME DNC 800 / DNC 900
Page 59

Aufwärtsbewegung UT $$$$ OT:
Je nach Programmierung und Zustand des E i nganges "geschlossener
Regelkreis" können 3 Fälle auftreten:
a) Parameter REGELKREIS = 1
Regelkreis-Einga ng aktiv
b) Parameter REGELKREIS = 2
Regelkreis-Einga ng aktiv
c) Parameter REGELKREIS > 0
Regelkreis-Eingang inaktiv
oder Parameter REGELKREIS = 0
Wenn das Feld " BIEGEGESCHWINDIGKEIT #" auf der Satzseite nicht
programmiert ist (
hochfahren.
Wenn dieses Feld programmiert ist:
Im Fall a) erfolgt die Rückfahrt des Stössels mit einer Geschwindigkeit nach
den Befehlen "Stössel abwärts" und "Stössel-KG" bis zum Klemmpunkt.
Diese Geschwindigkeit ka nn i n 10 Stufen von 0 bis 9 im Feld
BIEGEGESCHWINDIGKEIT # der Satzseite programmiert werden.
Die Presse befindet sich im hydraulischen Abwärtszustand; die Rückfahrt des
Stössels erfolgt durch Umkehrung der Servoventilrichtung.
), wird der Stössel auf jeden Fall vom UT an im Eilgang
Die Aufwärtsgeschwindigkeit ist proportional zu dem im Satz
programmierten Wert.
Im Fall b) erfolgt die Rückfahrt wie im Fall a) aber die Befehle "Stössel
aufwärts" und "S tössel-KG " bleiben bis auf de n Klemmpunkt aktiv. Der
Schaltschrank und die Hydraulik müssen selbstverständlich diese Situation
beherrschen können.
Im Fall c) erfolgt die Rückfahrt des Stössels mit Aufwärtsgeschwindigkeit
entsprechend Parameter SPANNUNG ENDSTUFE, wenn
BIEGEGESCHWINDIGKEIT # von 1 bis 9 programmiert ist und der
Befehl "Stössel aufwärts " bis über den Klemmpunkt be ibehalten wird.
Andernfalls erfolgt die Aufwärtsbewegung im EG.
Vom Klemmpunkt aus wird dann der Stössel im Eilgang zum OT zurückfahren.
OPTIMIERUNG SEITE 51
Page 60

Zusammenfassung
Stössel GR=0 / Regelkr.=X GR=1 / Regelkr.=0 GR=1 / Regelkr.=1
Zwischen max OT
und OT des Stazes
(Stillstand beim
Abwärtsgang)
Zwischen OT und
PS (Stillstand beim
Abwärtsgang)
Zwischen OT und
PS (Stillstand beim
Aufwärtsgang)
Zwischen PS und
UT
Stillstand während
Rückzug des
Anschlages
Kein Regelkreis Regelkreis =
Pos - 0,5 mm.
Kein Regelkreis Regelkreis =
Pos - 0,5 mm.
Kein Regelkreis Regelkreis =
Pos - 0,5 mm.
Kein Regelkreis Regelkreis =
Pos - 0,5 mm.
Kein Regelkreis Regelkreis =
Pos - 0,5 mm.
Regelkreis =
Pos - 0,5 mm.
Regelkreis =
Pos - 0,5 mm.
Regelkreis =
Pos - 0,5 mm.
Bleibt auf
Pos + 0,1 mm.
Behält die Position
KP bis Ende des
Rückzuges des
Anschlages bei.
Dann, unter de m
PCT, geschl.
Regelkreis =
Pos + 0.1 mm
ERSTÄRKUNG SYNCHRONISMUS
V
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Bemerkung: Dieser Parameter muss ziemlich hoch eingestellt werden
(über 90). Wert steigern bis Vibrationen auftreten, dann
wieder etwas zurückstellen. Einstellung auch bei langen
Aufwärtsbewegungen, sowie mit kaltem und heissem Öl
durchführen.
Keine, dies ist ein Faktor
Muss programmiert werden
90 bis 95 für Bosch-Ventile
45 bis 40 für Hoerbiger-Ventile
Der Faktor er l aubt den Synchronismus von Y1
und Y2 beim Abwärtsgang im EG herzustellen.
Stössel
EG """"
SEITE 52 INBETRIEBNAHME DNC 800 / DNC 900
Page 61

ERSTÄRKUNG SYNCHRONISMUS
V
EG
####
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Bemerkung: Dieser Parameter muss ziemlich hoch eingestellt werden
(über 90). Wert steigern bis Vibrationen auftreten, dann
wieder etws zurückstellen.
Einstellung auch bei langer Auspresszeit, sowie mit kaltem
und heissem Öl durchführ en.
ERSTÄRKUNG SYNCHRONISMUS
V
Einheit:
Keine, dies ist ein Faktor
Muss programmiert werden
85 bis 90 für Bosch Ventile
30 bis 35 für Hoerbiger Ventile
Bestimmt die Verstärkung des Synchronismus
während des Abwärts- und Aufwärtsgangs des
Stössels.
Stössel
Keine, dies ist ein Faktor
UT
Grundwert:
Typischer Wert:
Funktion:
Ort:
Bemerkung: Dieser Parameter muss ziemlich hoch eingestellt werden
(über 200). Wert steigern bis Vibrationen auftreten, dann
wieder etws zurückstellen.
Einstellung auch bei langer Auspresszeit, sowie mit kaltem
und heissem Öl durchführ en.
Muss programmiert werden
ca. 200 für Bosch-Ventile
ca. 70 für Hoerbiger-Ventile
Der Faktor er l aubt den Synchronismus von Y1
und Y2 am UT.
Stössel
OPTIMIERUNG SEITE 53
Page 62

UTO OFFSET
A
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
a) 0 = kein automatischer Ausgleich
b) 1 = automatischer Ausgleich aktiv
Bemerkung: Während der Einstellung der Maschine muss 0 pr ogram-
miert werden. Die Programmierung dieses Parameters mit
Wert 1 schal t et einen zweiten Regelkr eis am UT. Dies kann
eine Unruhigkeit de s Systems verursachen, wenn die
Verstärkung am UT zu hoch gewählt wurde. Dieser
Parameter wird normalerweise nur dann programmiert
werden wenn die Schwankungen des hydraul ischen Offsets
durch die Ve rstärkung am UT nicht genügend kompensiert
werden.
Ja/nein
0
0
Automatischer Ausgleich einer Offsetabdrift.
Stössel
RUCK
D
####
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Der Druck muss höher eingestellt werden als der vom Stössel selbst
ausgeübte Druck. Beim Stanzen oder Prägen kann es notwendig sein den
Parameter höher zu programmieren, um den Stössel freizustellen.
(Maxwert = 1 A, ab Werk eingestellt)
in % des max . Stromes der DNC
Muss programmiert werden
50
Bestimmt den Strom am Druckventil während
des Aufwärtsgangs.
Druck
SEITE 54 INBETRIEBNAHME DNC 800 / DNC 900
Page 63

RUCK DEKOMPRESSION
%
D
RUCK
D
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Es handelt sich um den während der DEKOMPRESSIONSZEIT an das
Druckventil ausgegebenen Strom.
(Maxwert = 1 A, ab Werk eingestellt)
in % des max . Stromes der DNC
Muss programmiert werden
40
Vermeidet einen schlagartigen Ablass
Druck
EG 1 """"
Einheit:
Grundwert:
Typischer Wert:
in % des max . Stromes der DNC
I max = Max. Presskraft, ist aber nicht linear.
Muss programmiert werden
0
Funktion:
Ort:
(Maxwert = 1 A, ab Werk eingestellt auf Widerstand 27 Ohm und 30 V
Wechselstrom)
A
1.00
0.75
0.50
0.25
0
25 50 75 100
Bestimmt den Strom am Druckventil während
des Abwärtsgangs im EG.
Druck
%
OPTIMIERUNG SEITE 55
Page 64

RUCK
D
EG 2 (B
REMSEN
)
MIN. D
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
(Max. = 1A, ab Werk eingestellt)
RUCK
Einheit:
Grundwert:
Typischer Wert:
Funktion:
in % des max . Stromes der DNC
Muss programmiert werden
0
Bestimmt den Strom am Druckventil auf dem
Abstand Verzögerung Eilgang im EG.
Druck und Bombi erung
1 (KG)
in % des max . Stromes der DNC
Muss programmiert werden
35
Bestimmt den minimalen Strom, der während
der Biegung (Biegegeschwindigkeit) ans
Druckventil ausgegeben wird.
Ort:
Bemerkung: Wird meistens mit dem gleichen Wert programmiert wie
Min. Druck 2 (Rampe+ES).
Dieser Wert kann bei schlechter Bremsung des Stössels programmiert
werden.
(Maxwert = 1 A, ab Werk eingestellt)
Druck
SEITE 56 INBETRIEBNAHME DNC 800 / DNC 900
Page 65

MIN. D
RUCK
2 (R
AMPE
+ES)
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Dieser Wer t muss hoch genug programmiert werd en, um richtige Bremsung,
Positionierung und Be ibehalten des Stössels am UT zu gewährleisten.
Einstellvorgang: Druck in der la ufenden Sequenz auf 0 programmieren und,
durch Verminderung des Parameters, die Grenze finden wo der Stössel nicht
mehr richtig am UT positioniert werden kann. Dann den Wert 5 bis 10%
höher programmieren.
(Maxwert = 1 A, ab Werk )
EKOMPRESSIONSZEIT
D
in % des max . Stromes der DNC
Muss programmiert werden
35
Bestimmt d en minimalen Strom, der auf
ABSTAND RAMPE, ABSTAND
ENDSTUFE und beim UT an das Druckventil
ausgegeben wird.
Druck und Bombi erung
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Zeit, während welcher der DRUCK DEKOMPRESSION aktiv ist.
Zeit, während welcher der Stössel sich unter SPANNUNG ENDSTUFE #
aufwärts bewegt oder wenn die Aufwärtsgeschwindigkeit auf 1mm/s im
geschlossenen Regelkreis gesteuert wird (si ehe GESCHLOSSENER
REGELKREIS).
s (Sekunde)
Muss programmiert werden (max. 2,5 s)
0,1
Verhindert schlagartiges Ablasse n des Druckes
Sicherheit 1
OPTIMIERUNG SEITE 57
Page 66

EITSPANNE
Z
EG $
$
$$
KG
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Bemerkung: Während dieser Zeit:
- Druck = Minimaldruck 1
- Servo-Ventil = Sollwert 0
PANNUNG BREMSEN
S
Einheit:
Grundwert:
Typischer Wert:
s (Sekunde)
Muss programmiert werden (maximum 2,5 s)
0,1
Erlaubt einen ruhigen hydraulische n Übergang
von der grosse n zur kleinen Geschwindigkei t
des Stössels.
Sicherheit 1
EG """"
V
Muss programmiert werden
3.00
Funktion:
Ort:
Dieser Sollwert d er Spannung bleibt auf dem ganzen Abstand
Verzögerung aktiv.
Bemerkung: Diese Spannung wird im Zusammenhang mit ABSTAND
VERZÖGERUNG gesteuert und bewirkt eine ruhige
Geschwindigkeitsumschaltung.
Dieser Parameter wird auch vom ABSTAND RAMPE KG,
(wenn programmiert) beeinflusst.
Dient zu Abbremsung des Stösse l s am Ende
des Eilganges, vor Umschaltung auf KG.
Stössel
SEITE 58 INBETRIEBNAHME DNC 800 / DNC 900
Page 67

PANNUNG EILGANG
S
"
"
""
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Bemerkung: Um die maximale EG der Presse zu erhalten, muss man die
Geschwindigkeit des Stössels auf einer langen Bewegung
bei grosser Annäherungsgeschwindigkeit messen und dann
den Parameterwert entsprechend programmieren.
a) Hat eine Erhöhung di eses Parameters keinen Einfluss auf die
Geschwindigkeit, müssen Sie den Parameter bis zum Erscheinen einer
Geschwindigkeitsabnahme reduzieren.
b) Hat die Erhöhung dieses Parameters einen Einfl uss auf die
Geschwindigkeit, müssen Sie den Parameter bis Erhalt des obigen
Zustandes a) weiter erhöhen um die maximale Geschwindigkeit zu
erreichen.
Ausser wenn die gewünschte Geschwindigkeit kl einer ist als die max.
Geschwindigkeit der Presse, wird in diesem Feld die gewünschte
Geschwindigkeit eingegeben.
V
Muss programmiert werden
7.00
Bestimmt die Spannung für die Steuerung des
Eilganges des Stössels.
Stössel
c) Bei sehr schwerem Stössel ist est oft notwendig, eine grössere
Zeitspanne EG $$$$ KG festzulegen.
PANNUNG EILGANG
S
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
#
#
##
V
Muss programmiert werden
7.00
Bestimmt die Spannung für di e Steuerung der
Aufwärtsgeschwindigkeit des Stössels.
Stössel
OPTIMIERUNG SEITE 59
Page 68

PANNUNG ENDSTUFE
S
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Die Sollwertspannung bleibt auf d er Länge der En dstufe aktiv.
V
Muss programmiert werden
0.40
Bestimmt die Spannung für di e Steuerung der
Geschwindigkeit des Stössels in der Endstufe.
Stössel
P
PANNUNG ENDSTUFE
S
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Dieser Spannungssol lwert bleibt auf de m ganzen ABSTAND ENDSTUFE
OT aktiv.
Bemerkung: Siehe auch GESCHLOSSENER REGELKREIS
#
#
##
V
Muss programmiert werden
2.00
Bestimmt die Spannung zum Abbremsen des
Stössels, um eine sanfte Ankunft am OT zu
erreichen.
Stössel
SEITE 60 INBETRIEBNAHME DNC 800 / DNC 900
Page 69

PANNUNG KRIECHGANG
T
S
""""
Einheit:
Grundwert:
Typischer Wert:
Funktion:
Ort:
Vom Klemmpunkt an kann die Biegegeschwindigkeit in 10 (0 bis 9) auf der
Sequenzseite programmierbaren Stufen reduziert werden.
9 oder ._. = Werte, die durch den Parameter Faktor
Biegegeschwindigkeit bestimmt sind.
Bemerkung: Um diesen Parameter einzustellen, muss die
Geschwindigkeit des Stössels auf einer langen Bewegung
bei grösster Biegegeschwindigkeit gemessen und dann der
Parameterwert entspechend programmiert werden.
a) Hat eine Erhöhung dieses Parameters keinen Einfluss auf di e
Geschwindigkeit, müssen Sie den Parameter bis zum Erscheinen einer
Geschwindigkeitsabnahme reduzieren.
b) Hat die Erhöhung dieses Parameters einen Einfl uss auf die
Geschwindigkeit, müssen Sie den Parameter bis zum Erhalt des obigen
Zustandes a) weiter erhöhen, um die maximale Biegegeschwindigkeit
KG zu erreichen.
V
Muss programmiert werden
4.00
Bestimmt die Spannung für di e Steuerung der
Biegegeschwindigkeit KG.
Stössel
OT
Abstand
Bremsung
EG
Umschaltpunkt
Klemmpunkt
PS
10 programierbare Stufen
P
U
OPTIMIERUNG SEITE 61
Page 70

ESCHWINDIGKEIT DES STÖSSELS
G
! Zur Kontrolle und Feinabstimmung der Steuerung d er Stössel-
geschwindigkeit, Seite NACHLAUFWEG UND LECK aus den
MASCHINENPARAMETERN aufrufen.
! Parameter P177 EG ABWÄRTS, P178 BIEGE-
GESCHWINDIGKEIT und P179 EG AUFWÄRTS kontrollieren.
! Spannungsparameter P21 GESCHW. KG und P22 GESCHW. EG
verfeinern bis die Nenngeschwindigkeite n oder max. möglichen
Geschwindigkeiten der Maschine erre icht werden.
! Wenn die der gewünschten Geschwindigkeit entsprechende Spannung
erreicht ist, 10% von diesem Wert abziehen. So versichern Sie sich,
dass die programmierte Spannung nie einer höheren Geschwindigkeit
als der effektiven Geschwindigkeit entspricht.
! Der Zugang zu den Parametern P177, P178 und P179 ist nicht direkt
möglich. Diese Felder werden automatisch nach jeder B ewegung in
AUTO oder HALB-AUTO Betriebsart ausgefüllt.
165.83
25.23
169.76
Test Beispiel
SEITE 62 INBETRIEBNAHME DNC 800 / DNC 900
Page 71

ACHLAUFWEG/LECK
N
Die Kontro lle "Nachla ufweg/Le ck" wird nur dann durchgeführt, wenn der
Maschinenparameter DISTANZ BESCHLEUNIGUNG EG programmiert
ist.
Diese Kontrolle wird auf Seite NACHLAUFWEG/LECK in den
MASCHINENPARAMETERN durchgeführt.
Diese Prüfung di ent zum Feststellen etwaiger Unvollkommenheiten in der
Arbeit der Presse.
Das Prinzip besteht darin, den Stössel bei grosser Geschwindigkeit abwärts
fahren zu lassen, dann plötzlich die Maschine zu stoppen und das Verhalten
der Presse zu messen.
Nach Vergleich der Messungen mit den ent s prechenden zulä ssigen Werten
wird entschieden, ob mit der Maschine gearbeitet werden darf.
Nach jedem Prüfgang ist es möglich, die Messresultate auf der Seite
MASCHINENPARAMETER zu beobachten.
Die erste Spalte dient zur Programmierung der Werte, die Spalten Y1 und Y2
zeigen die Messresultate an.
Die Sicherheitsparameter dienen zur Selbstkontrolle der DNC. Die beiden
Wertreihen müssen übereinstimmen, sonst verweigert die Maschine jede
Arbeit.
A
USGANG OUT
Dieser Ausgang muss auf der K onfigurierungsseite der Ein- und Ausgänge
konfiguriert werden.
A
RBEITSWEISE
Anfangsbedingungen:
! Maschine ist indexiert (initialisiert).
! Stössel befindet sich am max. OT
! Die Achsen sind in Position
! Die DNC ist in Betriebsart HALB-AUTO oder AUTO.
/ N
ACHLAUFWEG
/ L
ECK
:
OPTIMIERUNG SEITE 63
Page 72

MASCHINENZYKLUS
Abwärtsbefehl geben.
Der Stössel bewegt sic h gegen unten unter Spannung EG abwärts bis zum
Mass OT - MP. Abstand Beschleunigung EG.
Der Stössel erreicht das Mass OT - MP Abstand Be schleunigung EG, der
Ausgang "Prüfung Nachlaufweg/Leck" wird aktiv (der Abwärtsbefehl wird
unterbrochen).
Der Stössel steht still. Die Messzeit des Nachlaufweges wird eingeschaltet.
Getrenntes Erfassen der Anhaltspunkte der Achsen Y1 und Y2.
Es besteht für jeden Zylinder eine Zeitkontrolle. Die Achse wird als
stillstehend betrachtet, wenn sie während 10 ms nicht mehr als 2 Impulse
erhält.
Ist der MP LECK STÖSSEL nicht programmiert, so ist hier die Prüfung
fertig. Eine Verzögerung von 0.3 s. ermöglicht die Stabilisierung des Stössels;
dann erscheint die Meldung " Prüfung Leck".
Das Leck wird dann während der programmierten Zeit gemessen.
Der Stössel wird danach zum indexierten OT (wenn OT Sicherheit) zurück
bewegt .
Wird die Maschine durch die Prüfung als OK erklärt, so kann die Maschine
normal arbeit en. Wenn nicht, wird der Prüfvor gang beim nächsten
Abwärtsbefehl wieder eingeschaltet.
A
UFWÄRTSGANG DES STÖSSELS
! Feld OT auf der Seite BIEGUNG NUM lösc hen, um einen
genügenden Arbeit s abstand zu erhalten.
! SPANNUNG EG A UFWÄRTS (P22) auf 9.99 einstellen.
! Druck im hydraulischem System während des Aufwärtsgangs messen.
Den gemessenen Wert bezeichnen wir mit "Pr".
! SPANNUNG EG A UFWÄRTS (P22) vermindern, bis der Druck im
System ca. Pr + 20 Bar während des schnellen Aufwärtsgangs
erreicht.
! DISTANZ ENDSTUFE OT (P03) auf ca. 3 mm einstellen.
! DRUCK AUFWÄRTS (P33) auf ca. Pr + 40 Bar in der Endstufe OT
einstellen.
! SPANNUNG ENDSTUFE # (P20) so einstellen, dass die
Geschwindigkeit des Stössels in der Endstufe ca. ein Viertel der EGAufwärtsgeschwindigkeit erreicht.
! Die beiden obenstehenden Vorgänge solange wiederholen bis
befriedigende Resultate erreicht sind.
! ABSTAND ENDSTUFE OT (P03) bis zum Erhalt eines genauen
Anhaltepunktes des Stö ssels am OT einstellen.
SEITE 64 INBETRIEBNAHME DNC 800 / DNC 900
Page 73

S
CHNELLER ABWÄRTSGANG
! Feld OT auf der Seite BIEGUNG NUM lösc hen, um einen
genügenden Arbeit s abstand zu erhalten.
! DRUCK EILGANG " (P31) sehr klein einstellen ( 3% bis 6%).
! SPANNUNG EG ABWÄRTS " (P22) auf ca. 3 V einstellen und
anschliessend langsam steigern, bis in den Zylindern die Kavitation
beginnt.
Kavitation wird wahrgenommen, wenn nach der Bre msung in E G eine lange
Wartezeit oder auch ein Ausrenken des Stössels und/od er ein Saugegeräusch
in den Zylindern beobachtet werden.
! ABSTAND VERLANGSAMUNG EILGANG (P12) auf einen Wert
von 10 mm einstellen.
! ABSTAND UMSCHA LTUNG EILGANG (P06) so einstellen, dass
der Umschaltpunkt optimal erreicht wird.
V
ERSTÄRKUNG SYNCHRONISMUS
! VERSTÄRKUNG SYNCHRONISMUS EG " und # (P26) bis auf
den Wert steigern, wo leichte Schwingungen des Stö ssels beobachtet
werden können.
! Dann von dem so gefunde nen Wert 3 bis 5 Einheiten abziehen.
! Wenn der Stösse l i mmer noch unstabil bleibt muss vom Wert noch
einmal abgezogen und der Test wiederholt werden.
U
MSCHALTUNG DER GESCHWINDIGKEIT
! ZEITSPANNE EILGANG - KRIECHGANG (P45) bestimmen.
! Der Wert sollte sich idealweise zwischen 0.0 und 0.4 s befinden.
Standardwert ist 0.2 s.
! Schnelle Abwärtsbewegung ausführen und wenn nötig ABSTAND
VERLANGSAMUNG verkürzen.
OPTIMIERUNG SEITE 65
Page 74

B
IEGUNGSRAMPE
! Hohen Wert ins Feld UMSCHALTPUNKT (UP) Seite BIEGUNG
NUM eingeben, um eine genügende Arbeitslänge bei kleiner
Geschwindigkeit zu erhalten.
! Hohen Wert ins Feld VERZÖGERUNG DRUCK Seite BIEGUNG
NUM eingeben, um eine genügende Auspresszeit zu erhalten.
! PRESSKRAFT auf Seite BIEGUNG NUM entsprechend einem
Druck von ca. 200 Bar am UT einstellen.
! SPANNUNG KG " (P21) eingeben und so ver kl einern, um während
der Biegung einen Druck = Pr zu erreichen.
! PRESSKRAFT auf Seite BIEGUNG NUM auf Null stellen.
! MINIMAL DRUCK 1 (KG) (P34) und MINIMAL DRUCK 2
(Rampe + ENDSTUFE) (P35) so einstellen, dass am UT ein D ruck
= Pr erreicht wird.
Normalerweise sollten die beiden Parameter gleich sein.
A
NKUNFT UND STEUERUNG AM
! PRESSKRAFT auf Seite BIEGUNG NUM entsprechend einem
Druck von ca. 200 Bar am UT einstellen.
! ABSTAND RAMPE KRIECHGANG (P05) genügend tief eingeben,
um eine ruhige Biegungsp hase zu erhalten.
! Dem so bestimmte n Wert 0.2 mm zugeben.
! ABSTAND ENDSTUFE (P03) mit einem Wert von 1 mm einstellen.
! SPANNUNG ENDSTUFE " (P20) einstellen bis de r Stössel genau,
ohne Überfa hren, auf dem UT anhält.
! ABSTAND RAMPE KRIECHGANG (P05) einstellen bis der
Stössel genau, ohne Überfahren, auf dem UT anhält.
! VERSTÄRKUNG SYNCHRONISMUS UT (P26) auf 40 einstellen.
! Stabilität des Masses am UT bei 0 und bei 200 Bar kontrollieren.
! Auf Seite BIEGUNG NUM eine PRESSKRAFT so eingeben, dass
eine maximale Abweichung gegenüber dem Mass des UT erreicht
wird.
! Offset-Potentiometer Y1 und Y2 auf der Steuerkarte der Bosch-
Servoventile so einstellen, dass eine genaue Positio nierung auf dem
UT erfolgt.
UT
! Auf Seite BIEGUNG NUM eine PRESSKRAFT eingeben, die dem
hydraulischen Druck von 200 bar entspricht.
! VERSTÄRKUNG SYNCHRONISMUS UT (P27) steiger n, bis sich
der Stössel unruhi g verhählt.
! Vom gefundenen Wert 25 abziehen.
SEITE 66 INBETRIEBNAHME DNC 800 / DNC 900
Page 75

D
EKOMPRESSION
! DEKOMPRESSIONSZEIT (P48) auf 2 s einstellen.
! Ins Feld DRUCK DEKOMPRESSION (P36) den gleichen Wert wie
den von MINIMALDRUCK 1& 2 (P34 & P35) eingeben.
! Wenn am Ende des Druckablasses, wo die Stösselgeschwindigkeit auf
EG umgeschaltet wird, die Maschine einen dumpfen Knall hören lässt,
muss der DRUCK DEKOMPRESSION (P36) bis zum
Verschwinden dieser Erscheinung reduziert werden.
Versichern Sie sich, dass der Stössel sich während des Druckablasses
wirklich gegen oben bewegt, und dass der Druck in den Zylinde rn
mindestens noch 50% des Druckes Pr aufweist.
! DEKOMPRESSIONSZEIT (48) bis zum Erhalt eines sanften
Ablasses einstellen.
M
ÖGLICHE MELDUNGEN
OT?
Dist.Acc
ErrTrace
ErrDist
ErrFuite
:
Der Stössel be fi ndet sich nicht am OT. Prüfung
durch einen Aufwärtsbefehl auf OT max.
Der programmierte Abstand für die
Beschleunigung (zwischen OT und dem PS der
programmierten Werkzeuge) ist nicht genügend
gross, um die Pr üfung Nachlaufweg/
Leck auszuführen (Gefahr des Aufstossens der
Werkzeuge). Eventuell Werkzeuge durch
solche mit kleinerem Referenzmass ersetzen.
(OT max - (Abst.Beschl.EG + Abst.Stop max)
< PSS)
Zu lange Nachlaufzeit. Die Maschine stoppt
nicht mehr innerhalb der festgele gen Zeit.
Maschinenhersteller fragen.
Zu langer Nachlaufweg. Die Maschine stoppt
nicht mehr innerhalb dem vorgegebenen
Abstand. Maschinenhersteller fragen.
Zu viel Leck ist während der Prüfung
aufgetreten.
Maschinenhersteller fragen.
Trace OK
Fuite OK
OPTIMIERUNG SEITE 67
Die Prüfungen vo n Nachlaufzeit und
Nachlaufweg beim Stoppen sind gelungen.
Die Leckprüfung is t gelungen.
Page 76

Diese Seite wurde absichtlich leer gelassen
SEITE 68 INBETRIEBNAHME DNC 800 / DNC 900
Page 77

INDEX
Aufnahme der ersten Indexe • 36
A
Abstand Beschleunigung " • 45
Abstand Endstufe • 46
Abstand Endstufe OT • 47
Abstand Rampe KG • 48
ABSTAND RAMPE KG • 58
Abstand Verlangsa mung " • 45
Abstand Verzö gerung EG • 47
Abwärtsgangzyklus • 42
Achse
frei 1 • 19
frei 2 • 19
Konfiguration • 16
M(R2) • 20
M(X2) • 20
M(Z) • 20
M2 • 20
N2X • 16, 40
Optionale • 20
R • 18
R1 • 19
R2 • 19
Verwaltung • 16
X • 17
X1 • 17
X1 abs • 17
X2 • 18
X2 rel • 18
X3 • 20
X4 • 20
X5 • 18
X6 • 18
Y1 / Y2 • 16
Z • 19
Z2 • 19
Z5 • 19
Z6 • 19
Zählrichtung • 31
Achsenbeschreibung • 8
Achsenkonfigurierung • 16
Allgemeines • 5
Ankunft und Steuerung am UT • 66
Aufwärtsbewegung UT $ OT • 51
Aufwärtsgang des Stössels • 64
Aufwärtsgangzyklus im geschlossenen
Regelkreis • 43
Aufwärtsgangzyklus ohne geschlossenen
Regelkreis • 44
Auto Offset • 54
B
Beschleunigung Abstand # • 45
Beschreibung der Parameter • 41
Bestimmung der Achsenverwaltung • 16
Bewegen des Stössels • 33
Bezeichnen • 6
Biegegeschwindigkeit • 49, 51
Biegungsrampe • 66
Bombierung • 29
D
Dekompression • 67
Dekompressionszeit • 57
DEKOMPRESSIONSZEIT • 55
Digitalachse • 6
Dist Acc • 67
Druck
Eichen • 37, 39
Kurve reglieren • 37, 39
Druck • 29
Druck # • 54
Druck Dekompression • 55
Druck EG 1 • 55
Druck EG 2 (Bremsen) • 56
Druckparameter • 29
Anschlag • 26
Arbeitsweise des Regelkreises • 50
Auflage • 26
INDEX SEITE 69
E
Eichen des Druckes mit einer differentialen
Hydraulik • 37
Page 78

Eichen des Druckes mit einer nicht
differentialen Hydraulik • 39
Initialisierung Masch. • 14
Einfügen • 24
Einführung • 5
Eingabe der Parameter • 15
Entfernen • 24
Errdist • 67
Errfuite • 67
Errtrace • 67
Erste Indexierung • 36
F
Fachausdrücke • 6
Faktor Biegegeschwindigkeit • 49
Feld
Achse N° • 16
Funktion • 16
Inch • 16
mm • 16
N° • 16
Name • 16
REF U. Druck • 34
Floppy • 6
Floppy Drive • 6
Formatierung • 10
K
Klick • 7
Konfiguration • 16
KONFIGURATION • 21
Konfigurieren der Anschläge • 24
Konfigurieren der Ein- und Ausgänge • 22
Kopie • 24
L
Löschen • 24
Löschen des Inhalt es der Speicher • 1 3
M
Maschinenständer • 23
Mehrfachwahl • 6
Menü • 7, 10
Menü par. • 7
Min. Druck 1 ( KG) • 56
Min. Druck 1 KG • 50
Min. Druck 2 (Rampe+ES) • 57
Fuite OK • 67
Funktionstaste • 7
G
Geschlossener Rege lkreis am OT • 50
Geschlossener Regelkreis zwischen PSS und UT
• 50
Geschwindigkeit des Stössels • 62
H
Höhe der Anschläge • 27
I
Inbetriebnahme • 9
Inbetrieb setzung der N2X-Achsen • 40
Index • 6
Init. Masch. • 14
N
N2X • 30
N2X-Endschalter • 30
Nachlaufweg/Leck • 63
O
Optimierung der Parameter Y1 - Y2 • 41
OT ? • 67
Out/Nachlaufweg/Leck • 63
P
Positionierungsdiagramme • 41
Pr • 6
Prägen • 54
Prüfung der Zä hlung • 31
SEITE 70 INBETRIEBNAHME DNC 800 / DNC 900
Page 79

R
Rast • 26
Referenz • 34
Klötze • 35
Referenz-Klötze • 35
Referenz • 35
Regelkreis • 50
Stössel • 28
Stösselparameter • 28
Referenzunterlage • 6
S
Schneller Abwaertsgang • 6 5
Schwingungen • 53
Seite
Bombierung • 29
Druck • 29
Init. Masch. • 14
Initialisierung Masch. • 14
Konfiguration • 16, 21
Konfigurieren der Anschläge • 24
Konfigurieren der Ein- und Ausgänge • 22
MASCHINENABMESSUNGEN • 23
N2X • 30
Sicherheit 1 • 28
Sicherheit 2 • 29
Sprache • 13
Stössel • 28
Testbild und Massstab • 15
WILLKOMMEN • 13
Sicherheit 1 • 28
Sicherheit 2 • 29
Sichern der gespeicherten Daten • 9
T
Taste
einfügen • 24
entfernen • 24
Kopie • 24
löschen • 24
Testbild und Massstab • 15
Trace OK • 67
Trackball • 7
U
Umschaltung der Geschwindi gkeit • 65
Unter Spannung setzen • 9
UT • 57
V
Verlangsamung Abstand # • 46
Verstärkung Synchronismus • 65
Verstärkung Synchronismus EG • 52, 53
Verstärkung Synchronismus UT • 53
Spannung Bremsen EG " • 58
Spannung Eilgang • 59
Spannung Eilgang " • 59
Spannung Endstufe • 47
Spannung Endstufe • 60
Spannung Kriechgang " • 61
Sprache • 13
Sprachwechsel • 13
Stanzen • 54
Stössel • 32
Bewegen des • 33
Biegegeschwindigkeit • 49
Geschlossener • 50
Geschwindigkeitsdiagramme • 41
Indexierung • 36
Mass • 23
Optimierung • 41
Origin • 36
Parameter • 28
W
Wahl der Konfigurierungssprache • 10
Wählen • 6
Sprache • 13
Werkzeug
Referenz • 35
Werkzeug-Referenz • 34
WILLKOMMEN • 13
Wörter • 6
Z
Zeichenbedeutung • 6
Zeichnung der Anschlä ge • 25
Zeit vor Regelkreis • 50
Zeitspanne EG $ KG • 58
INDEX SEITE 71
Page 80

Zugang • 7
Zustandskontrol le des Zyklus • 32
SEITE 72 INBETRIEBNAHME DNC 800 / DNC 900
 Loading...
Loading...